1 Übersicht Fräser aus HSS-E und PM (Pulverstahl) Marke ß 0 0 0 0 ß 0 0 ß ß Norm/DIN Werksnorm Werksnorm Werksnorm Werksnorm Werksnorm Werksnorm 327D 327D 327D 327D Schneidenzahl 1 3 3 3 3 2 - 3 2 2 2 2 Durchmesserbereich mm 3 - 8 1 - 20 1 - 20 2 - 10 2 - 10 2 - 6 1 - 40 1 - 40 4 - 20 2,5 - 25 Schneidstoff HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E PM HSS-E Beschichtung – – TiAlN – TiAlN – – TiAlN TiAlN – Ausführung kurz kurz kurz lang lang kurz kurz kurz kurz lang Typ / Profil W N N N N Radius N N N N Katalogseite 16.10 16.11 16.11 16.11 16.11 16.12 16.12 16.12 16.12 16.13 Artikelnummer 16010 16020 16022 16030 16032 16035 16060 16062 16075 16073 Einsatzempfehlung Aluminium < 10% Si W X X X X X X X X X Aluminium > 10% Si W X X X X X X X X X Kupfer X X X X X X X X X Stahl < 520N W W W W W W W W W Stahl < 750N W W W W W W W W W Stahl < 900N W W W W W W W W W Stahl < 1100N W W W W Stahl < 1200N W W W W Stahl < 1400N W VA < 900N X X X X X X X W X VA > 900N X X X X X X X W X GG X X X X X X X W X GGG X X X X X X X W X Titan W Titanlegierung W Nickel X < 55HRC < 60HRC < 67HRC Kunststoffe X X X X X X X X Marke ß ß 0 0 0 0 0 0 0 0 Norm/DIN 327D 844B 844B 844B 844B 844B 844B 844B 844B 844B Schneidenzahl 2 3 3 3 3 3 4 - 6 4 - 6 4 - 5 4 - 6 Durchmesserbereich mm 2,5 - 20 1,5 - 30 1,5 - 30 4 - 20 2 - 30 2 - 30 2 - 30 2 - 30 5 - 30 10 - 32 Schneidstoff HSS-E HSS-E HSS-E PM HSS-E HSS-E HSS-E HSS-E PM PM Beschichtung TiAlN – TiAlN TiAlN – TiAlN – TiAlN TiAlN TiAlN Ausführung lang kurz kurz kurz lang lang kurz kurz kurz kurz Typ / Profil N N N N N N N N N N/IKZ Katalogseite 16.13 16.14 16.14 16.14 16.15 16.15 16.16 16.16 16.16 16.16 Artikelnummer 16074 16094 16096 16100 16104 16105 16120 16122 16131 16132 Einsatzempfehlung Aluminium < 10% Si W X X X X X X X X X Aluminium > 10% Si W X X X X X X X X X Kupfer X X X X X X X X X Stahl < 520N W W W W W W W W W Stahl < 750N W W W W W W W W W Stahl < 900N W W W W W W W W W Stahl < 1100N W W W W W Stahl < 1200N W W W W W Stahl < 1400N W W W VA < 900N X X X W X X X X W VA > 900N X X X W X X X X W GG X X X W X X X X W W GGG X X X W X X X X W W Titan W W W Titanlegierung W W W Nickel X X X < 55HRC < 60HRC < 67HRC Kunststoffe X X X X X X X W = gut geeignet X = bedingt geeignet W = gut geeignet X = bedingt geeignet CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
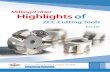
1Übersicht Fräser aus HSS-E und PM (Pulverstahl)
Marke ß 0 0 0 0 ß 0 0 ß ß
Norm/DIN Werksnorm Werksnorm Werksnorm Werksnorm Werksnorm Werksnorm 327D 327D 327D 327D
Schneidenzahl 1 3 3 3 3 2 - 3 2 2 2 2Durchmesserbereich mm 3 - 8 1 - 20 1 - 20 2 - 10 2 - 10 2 - 6 1 - 40 1 - 40 4 - 20 2,5 - 25Schneidstoff HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E PM HSS-EBeschichtung – – TiAlN – TiAlN – – TiAlN TiAlN –Ausführung kurz kurz kurz lang lang kurz kurz kurz kurz langTyp / Profil W N N N N Radius N N N NKatalogseite 16.10 16.11 16.11 16.11 16.11 16.12 16.12 16.12 16.12 16.13Artikelnummer 16010 16020 16022 16030 16032 16035 16060 16062 16075 16073
EinsatzempfehlungAluminium < 10% Si W X X X X X X X X XAluminium > 10% Si W X X X X X X X X XKupfer X X X X X X X X XStahl < 520N W W W W W W W W WStahl < 750N W W W W W W W W WStahl < 900N W W W W W W W W WStahl < 1100N W W W WStahl < 1200N W W W WStahl < 1400N WVA < 900N X X X X X X X W XVA > 900N X X X X X X X W XGG X X X X X X X W XGGG X X X X X X X W XTitan WTitanlegierung WNickel X< 55HRC< 60HRC< 67HRCKunststoffe X X X X X X X X
Marke ß ß 0 0 0 0 0 0 0 0
Norm/DIN 327D 844B 844B 844B 844B 844B 844B 844B 844B 844B
Schneidenzahl 2 3 3 3 3 3 4 - 6 4 - 6 4 - 5 4 - 6Durchmesserbereich mm 2,5 - 20 1,5 - 30 1,5 - 30 4 - 20 2 - 30 2 - 30 2 - 30 2 - 30 5 - 30 10 - 32Schneidstoff HSS-E HSS-E HSS-E PM HSS-E HSS-E HSS-E HSS-E PM PMBeschichtung TiAlN – TiAlN TiAlN – TiAlN – TiAlN TiAlN TiAlNAusführung lang kurz kurz kurz lang lang kurz kurz kurz kurzTyp / Profil N N N N N N N N N N/IKZKatalogseite 16.13 16.14 16.14 16.14 16.15 16.15 16.16 16.16 16.16 16.16Artikelnummer 16074 16094 16096 16100 16104 16105 16120 16122 16131 16132
EinsatzempfehlungAluminium < 10% Si W X X X X X X X X XAluminium > 10% Si W X X X X X X X X XKupfer X X X X X X X X XStahl < 520N W W W W W W W W WStahl < 750N W W W W W W W W WStahl < 900N W W W W W W W W WStahl < 1100N W W W W WStahl < 1200N W W W W WStahl < 1400N W W WVA < 900N X X X W X X X X WVA > 900N X X X W X X X X WGG X X X W X X X X W WGGG X X X W X X X X W WTitan W W WTitanlegierung W W WNickel X X X< 55HRC< 60HRC< 67HRCKunststoffe X X X X X X X
W = gut geeignet X = bedingt geeignet
W = gut geeignet X = bedingt geeignet
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.1
1
CH/PFax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.2
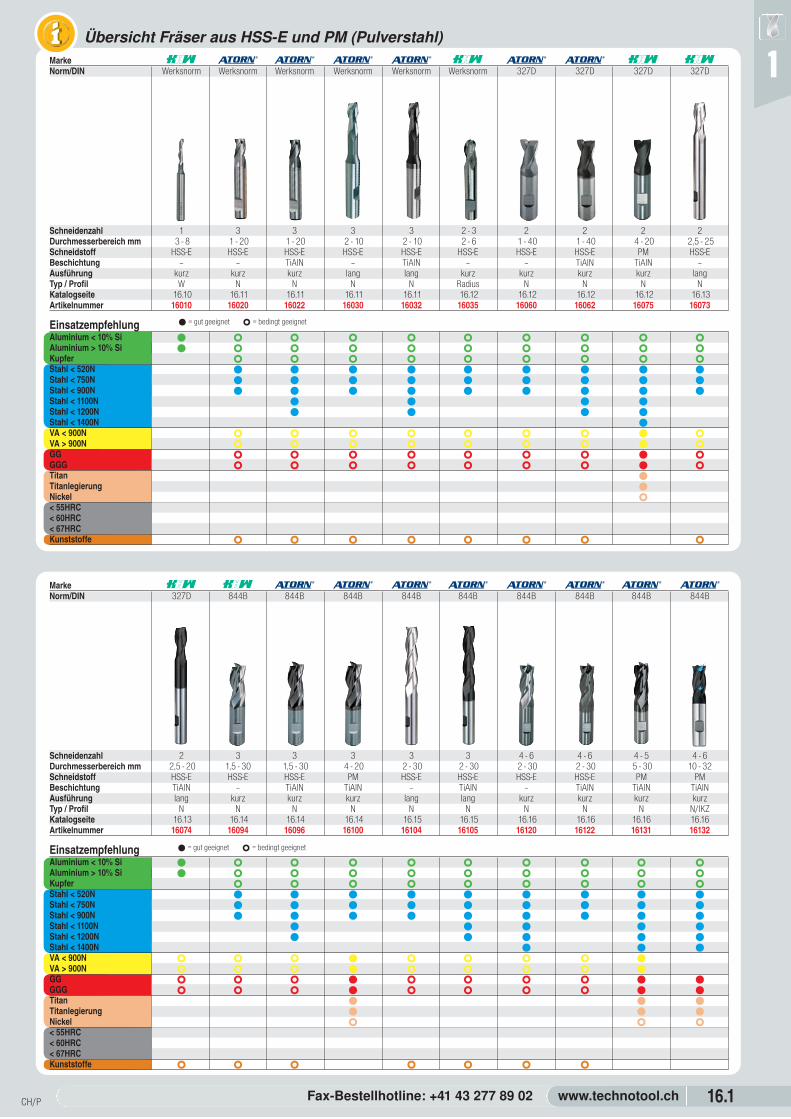
Übersicht Fräser aus HSS-E und PM (Pulverstahl)Marke 0 0 0 0 0 0 0 0 0 0
Norm/DIN 844B 844B 844B 844B 844B 844B 844B 844B 844B 844B
Schneidenzahl 4 - 6 4 - 6 4 - 6 4 - 6 4 - 6 4 - 6 6 - 8 2 3 3Durchmesserbereich mm 6 - 25 6 - 25 2 - 25 2 - 25 6 - 25 6 - 25 30 -50 2 - 25 3 - 30 3 - 30Schneidstoff PM PM HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-EBeschichtung – TiAlN – TiAlN – TiAlN – – – –Ausführung medium medium lang lang extra lang extra lang kurz kurz kurz langTyp / Profil N N N N N N N W W WKatalogseite 16.17 16.17 16.17 16.17 16.18 16.18 16.18 16.18 16.19 16.19Artikelnummer 16143 16144 16128 16129 16133 16134 16150 16153 16158 16161
EinsatzempfehlungAluminium < 10% Si X X X X X X X W W WAluminium > 10% Si X X X X X X X W W WKupfer X X X X X X X W W WStahl < 520N W W W W W W W W W WStahl < 750N W W W W W W W W W WStahl < 900N W W W W W W W W W WStahl < 1100N W W W WStahl < 1200N W W W WStahl < 1400N WVA < 900N W W X X X X XVA > 900N W W X X X X XGG W W X X X X XGGG W W X X X X XTitan WTitanlegierung WNickel X< 55HRC< 60HRC< 67HRCKunststoffe X X X X X X X
Marke 0 0 0 ß ß ß ß ß ß ß
Norm/DIN Werksnorm Werksnorm Werksnorm 844B 844B 844B 844B 844B Werksnorm Werksnorm
Schneidenzahl 2 2 2 3 3 4 - 6 4 - 6 4 - 6 4- 5 4 - 5Durchmesserbereich mm 2 - 25 2 - 30 2 - 30 6 - 40 6 - 40 10 - 40 10 - 40 8 - 36 10 - 25 6 - 25Schneidstoff HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-EBeschichtung – – TiAlN – TiAlN – TiAlN – – TiAlNAusführung kurz lang lang kurz kurz kurz kurz lang spezial lang überlangTyp / Profil Radius Radius Radius NR NR NR NR NR NR NRKatalogseite 16.19 16.20 16.20 16.20 16.20 16.21 16.21 16.21 16.22 16.22Artikelnummer 16170 16176 16177 16183 16185 16195 16198 16200 16207 16209
EinsatzempfehlungAluminium < 10% Si X X X X X X X X X XAluminium > 10% Si X X X X X X X X X XKupfer X X X X X X X X X XStahl < 520N W W W W W W W W W WStahl < 750N W W W W W W W W W WStahl < 900N W W W W W W W W W WStahl < 1100N W W W WStahl < 1200N W W W WStahl < 1400NVA < 900N X X X X X X X X X XVA > 900N X X X X X X X X X XGG X X X X X X X X X XGGG X X X X X X X X X XTitanTitanlegierungNickel< 55HRC< 60HRC< 67HRCKunststoffe X X X X X X X X
W = gut geeignet X = bedingt geeignet
W = gut geeignet X = bedingt geeignet

1
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.3
Marke ß ß ß ß ß ß ß ß 0
Norm/DIN 844B Werksnorm 844B 844B 844B 844B 844B 844B 844B
Schneidenzahl 4 - 6 6 - 8 3 3 3 4 4 4 - 6 4 - 6 4 - 6Durchmesserbereich mm 6 - 32 30 - 50 6 - 30 6 - 40 6 - 40 6 - 25 6 - 25 6 -25 10 - 32 6 - 25Schneidstoff PM HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E PM PM PMBeschichtung TiCN – – – TiAlN – – TiAlN TiAlN TiAlNAusführung kurz kurz kurz kurz kurz kurz kurz kurz kurz mediumTyp / Profil NR-Pro NR WR NF NF HR HR HR HR/IKZ HRKatalogseite 16.22 16.23 16.23 16.23 16.23 16.24 16.24 16.24 16.24 16.24Artikelnummer 16203 16205 16210 16220 16223 16260 16262 16268 16269 16271
EinsatzempfehlungAluminium < 10% Si X X X X X X X X X XAluminium > 10% Si X X X X X X X X X XKupfer X X X X X X X X X XStahl < 520N W W W W W W W W W WStahl < 750N W W W W W W W W W WStahl < 900N W W W W W W W W W WStahl < 1100N W W W W WStahl < 1200N W W W W WStahl < 1400N W WVA < 900N W X X X X X X X X WVA > 900N W X X X X X X X WGG W X X X X X X X X WGGG W X X X X X X X X WTitan W WTitanlegierung W WNickel X X< 55HRC< 60HRC< 67HRCKunststoffe X X X X X X X X
Marke ß ß ß ß ß ß ß ß ß ß
Norm/DIN 844B 844B 844B 851 850 1833 1833 1833 1833 6518 B 845 B/C
Schneidenzahl 3 - 6 3 - 6 3 - 4 6 - 12 6 - 12 8 - 12 8 - 12 8 - 12 8 - 12 4 - 6 4 - 6Durchmesserbereich mm 6 - 30 6 - 30 6 - 40 12,5 - 50 4,5 - 45,5 16 - 32 16 - 32 16 - 32 16 - 32 10 - 56 10 - 40Schneidstoff HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-EBeschichtung – TiALN TialN – – – – – – – –Ausführung lang lang kurz kurz kurz kurz kurz kurz kurz kurz kurzTyp / Profil HR HR Radius N N N N N N N NKatalogseite 16.25 16.25 16.25 16.26 16.26 16.27 16.27 16.27 16.27 16.27 16.28Artikelnummer 16277 16278 16281 16370 16375 16380 16381 16382 16383 16385 16390
EinsatzempfehlungAluminium < 10% Si X X X X X X X X X X XAluminium > 10% Si X X X X X X X X X X XKupfer X X X X X X X X X X X XStahl < 520NW W W W W W W W W W W WStahl < 750NW W W W W W W W W W W WStahl < 900NW W W W W W W W W W W WStahl < 1100N W WStahl < 1200N WStahl < 1400NVA < 900N X X X X X X X X X X X XVA > 900N X X X X X X X X X X XGG X X X X X X X X X X X XGGG X X X X X X X X X X X XTitanTitanlegierungNickel< 55HRC< 60HRC< 67HRCKunststoffe X X X X X X X X X X X X
W = gut geeignet X = bedingt geeignet
W = gut geeignet X = bedingt geeignet

1
CH/PFax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.4
Übersicht Fräser aus VollhartmetallMarke 0 ß ß ß ß 0 0 0 0 0
Schneidenzahl 1 3 3 2 2 2 2 2 2 2Durchmesserbereich mm 1,5 - 16 1,0 - 20 1,5 - 20 2 - 20 2 - 20 3 - 25 3 - 25 3 - 25 3 - 25 4 - 20Schneidstoff VHM VHM VHM VHM VHM VHM VHM VHM VHM VHMBeschichtung – – TiAlN – TiAlN – – Alu-CC Alu-CC AluCCAusführung kurz kurz kurz kurz kurz kurz/lang kurz/lang kurz/lang kurz/lang kurz/langTyp / Profil W N N N N W W W W WFKatalogseite 16.28 16.28 16.28 16.29 16.29 16.30 16.30 16.30 16.30 16.31Artikelnummer 16485 16500 16502 16505 16507 16512 2.. 16512 3.. 16513 2.. 16513 3.. 16514
EinsatzempfehlungAluminium < 10% Si W X X X X W W WAluminium > 10% Si W X X X X W W WKupfer W X X X X W W WStahl < 520N W W W WStahl < 750N W W W WStahl < 900N W W W WStahl < 1100N W W W WStahl < 1200N W W W WStahl < 1400N W W W WVA < 900N X W X W W WVA > 900N X W X W W WGG W W W WGGG W W W WTitan X W X W W WTitanlegierung X W X W W WNickel X W X W W W< 55HRC< 60HRC< 67HRCKunststoffe W W X W X W W W
Marke ß ß ß 0 0 0 0 0 0 0
Schneidenzahl 2 3 3 3 3 3 3 3 3 3Durchmesserbereich mm 3 - 20 2 - 20 2 - 20 3 - 25 3 - 25 3 - 25 3 - 25 3 - 25 3 - 24 3 - 24Schneidstoff VHM VHM VHM VHM VHM VHM VHM VHM VHM VHMBeschichtung TiAlN – TiAlN – – AluCC AluCC – – AluCCAusführung lang kurz kurz kurz/lang kurz/lang kurz/lang kurz/lang kurz/lang kurz/lang kurz/langTyp / Profil N N N W W W W W W WKatalogseite 16.31 16.32 16.32 16.33 16.33 16.33 16.33 16.34 16.34 16.34Artikelnummer 16517 16522 16524 16528 2.. 16528 3.. 16529 2.. 16529 3.. 16530 2.. 16530 3.. 16531 2..
EinsatzempfehlungAluminium < 10% Si X X X W W W W W W WAluminium > 10% Si X X X W W W W W W WKupfer X X X W W W W W W WStahl < 520N W W WStahl < 750N W W WStahl < 900N W W WStahl < 1100N W W WStahl < 1200N W W WStahl < 1400N W W WVA < 900N W X W WVA > 900N W X W WGG W W WGGG W W WTitan W X W W W WTitanlegierung W X W W W WNickel W X W W W W< 55HRC< 60HRC< 67HRCKunststoffe X W X W W W W W W W
W = gut geeignet X = bedingt geeignet
W = gut geeignet X = bedingt geeignet
1
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.5
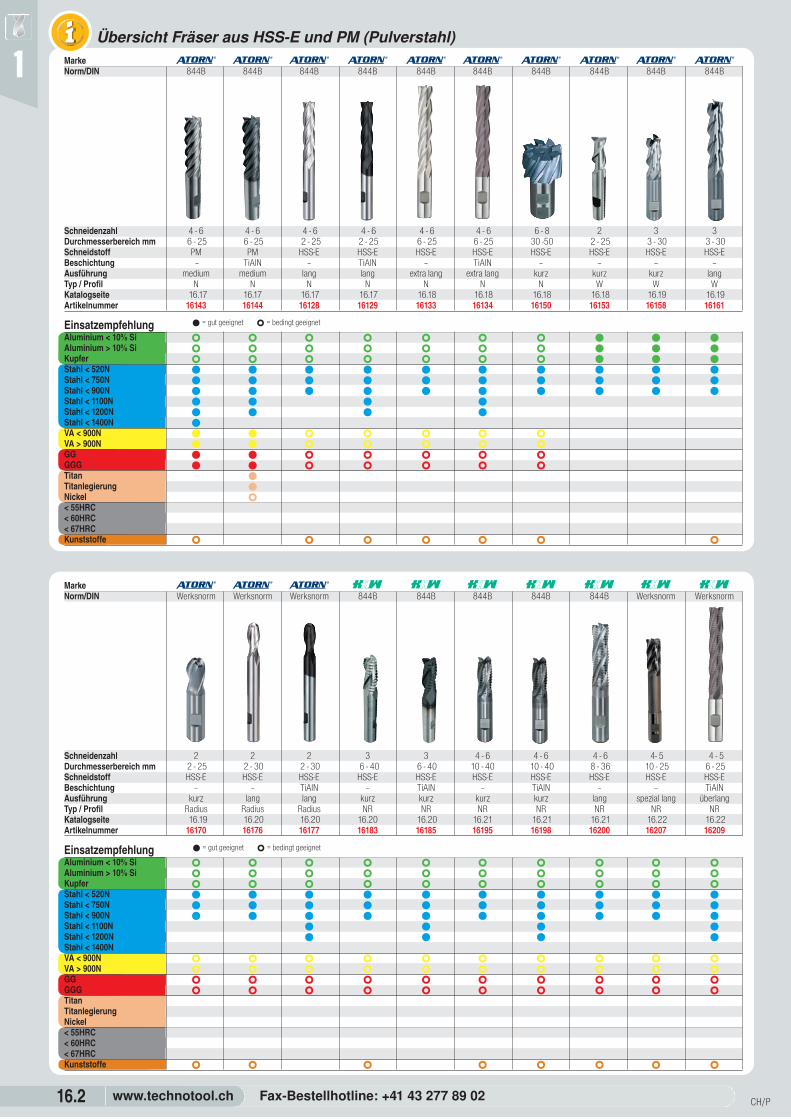
Marke 0 ß ß ß ß ß ß 0 0 ß
Schneidenzahl 3 4 4 4 4 4 4 4 4 4Durchmesserbereich mm 3 - 25 4 - 20 4 - 20 4 - 25 4 - 20 4 - 20 6 - 20 3 - 25 3 - 25 4 - 20Schneidstoff VHM VHM VHM VHM VHM VHM VHM VHM VHM VHMBeschichtung AluCC TiAlN TiAlN TiAIN TiAIN TiAIN TIAlN AluCC AluCC TiAlNAusführung kurz/lang kurz lang lang lang lang/freigesetzt lang lang lang langTyp / Profil W H H VA H H H/35°/38° W W H/Eckenr.Katalogseite 16.34 16.35 16.35 16.35 16.35 16.36 16.37 16.37 16.37 16.38Artikelnummer 16531 3.. 16533 16534 1.. 16534 2.. 16534 3.. 16536 16538 1.. 16538 2.. 16538 3.. 16540 1..
EinsatzempfehlungAluminium < 10% Si W W W W W W W W WAluminium > 10% Si W W W W W W W W WKupfer W W W W W W W W WStahl < 520N W W W W W W WStahl < 750N W W W W W W WStahl < 900N W W W W W W WStahl < 1100N W W W W W WStahl < 1200N W W W W W WStahl < 1400NVA < 900N X W W W W W W W WVA > 900N X W W W W W W W WGG W W W W W WGGG W W W W W WTitan W W W W W W W W WTitanlegierung W W W W W W W W WNickel W W W W W W W W W< 55HRC< 60HRC< 67HRCKunststoffe W W W
Marke ß ß ß ß ß ß ß ß ß ß
Schneidenzahl 4 4 4 4 4 4 4 4 4 4Durchmesserbereich mm 3 - 25 3 - 25 2 - 20 2 - 20 4 - 20 4 - 20 3 - 20 3 - 20 3 - 12 3 - 12Schneidstoff VHM VHM VHM VHM VHM VHM VHM VHM VHM VHMBeschichtung AluCC AluCC – TiAlN – TiAlN – TiAlN – TiAlNAusführung lang lang kurz kurz lang lang lang lang extra lang extra langTyp / Profil W/35°/38° W/35°/38° N N N N N N N NKatalogseite 16.38 16.38 16.39 16.39 16.39 16.39 16.40 16.40 16.40 16.40Artikelnummer 16540 2.. 16540 3.. 16537 16539 16542 16543 16545 16547 16548 16549
EinsatzempfehlungAluminium < 10% Si W W X X X X X X X XAluminium > 10% Si W W X X X X X X X XKupfer W W X X X X X X X XStahl < 520N W W W W W W W WStahl < 750N W W W W W W W WStahl < 900N W W W W W W W WStahl < 1100N W W W W W W W WStahl < 1200N W W W W W W W WStahl < 1400N W W W W W W W WVA < 900N X W X W X X X WVA > 900N X W X W X X X WGG W W W W W W W WGGG W W W W W W W WTitan W W X W X W X W X WTitanlegierung W W X W X W X W X WNickel W W X W X W X W X W< 55HRC< 60HRC< 67HRCKunststoffe W W W X W X W X W X
W = gut geeignet X = bedingt geeignet
W = gut geeignet X = bedingt geeignet
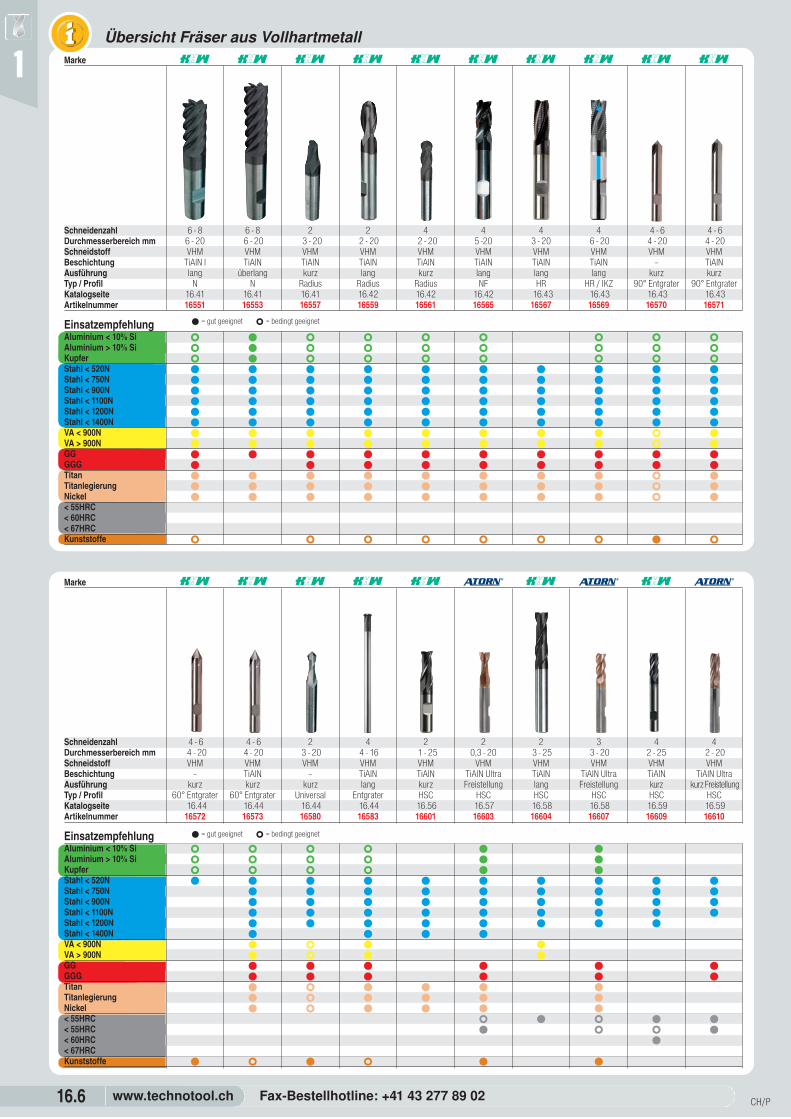
1Übersicht Fräser aus Vollhartmetall
Marke ß ß ß ß ß ß ß ß ß ß
Schneidenzahl 6 - 8 6 - 8 2 2 4 4 4 4 4 - 6 4 - 6Durchmesserbereich mm 6 - 20 6 - 20 3 - 20 2 - 20 2 - 20 5 -20 3 - 20 6 - 20 4 - 20 4 - 20Schneidstoff VHM VHM VHM VHM VHM VHM VHM VHM VHM VHMBeschichtung TiAlN l TiAlN TiAlN TiAlN TiAlN TiAlN TiAlN TiAlN – TiAlNAusführung lang überlang kurz lang kurz lang lang lang kurz kurzTyp / Profil N N Radius Radius Radius NF HR HR / IKZ 90° Entgrater 90° EntgraterKatalogseite 16.41 16.41 16.41 16.42 16.42 16.42 16.43 16.43 16.43 16.43Artikelnummer 16551 16553 16557 16559 16561 16565 16567 16569 16570 16571
EinsatzempfehlungAluminium < 10% Si X W X X X X X X XAluminium > 10% Si X W X X X X X X XKupfer X W X X X X X X XStahl < 520N W W W W W W W W W WStahl < 750N W W W W W W W W W WStahl < 900N W W W W W W W W W WStahl < 1100N W W W W W W W W W WStahl < 1200N W W W W W W W W W WStahl < 1400N W W W W W W W W W WVA < 900N W W W W W W W W X WVA > 900N W W W W W W W W X WGG W W W W W W W W W WGGG W W W W W W W W WTitan W W W W W W W W X WTitanlegierung W W W W W W W W X WNickel W W W W W W W W X W< 55HRC< 60HRC< 67HRCKunststoffe X X X X X X X W X
Marke ß ß ß ß ß 0 ß 0 ß 0
Schneidenzahl 4 - 6 4 - 6 2 4 2 2 2 3 4 4Durchmesserbereich mm 4 - 20 4 - 20 3 - 20 4 - 16 1 - 25 0,3 - 20 3 - 25 3 - 20 2 - 25 2 - 20 Schneidstoff VHM VHM VHM VHM VHM VHM VHM VHM VHM VHMBeschichtung – TiAlN – TiAlN TiAlN TiAlN Ultra TiAlN TiAlN Ultra TiAlN TiAlN UltraAusführung kurz kurz kurz lang kurz Freistellung lang Freistellung kurz kurz FreistellungTyp / Profil 60° Entgrater 60° Entgrater Universal Entgrater HSC HSC HSC HSC HSC HSCKatalogseite 16.44 16.44 16.44 16.44 16.56 16.57 16.58 16.58 16.59 16.59Artikelnummer 16572 16573 16580 16583 16601 16603 16604 16607 16609 16610
EinsatzempfehlungAluminium < 10% Si X X X X W WAluminium > 10% Si X X X X W WKupfer X X X X W WStahl < 520N W W W W W W W W W WStahl < 750N W W W W W W W W WStahl < 900N W W W W W W W W WStahl < 1100N W W W W W W W W WStahl < 1200N W W W W W W W WStahl < 1400N W W W WVA < 900N W X W WVA > 900N W X W WGG W W W W W WGGG W W W W W WTitan W X W W W WTitanlegierung W X W W W WNickel W X W W W W< 55HRC X W X W W< 55HRC W X X W< 60HRC W< 67HRCKunststoffe W X W X W W
W = gut geeignet X = bedingt geeignet
W = gut geeignet X = bedingt geeignet
CH/PFax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.6

1
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.7
Marke ß ß 0 ß ß ß ß ß ß ß
Schneidenzahl 4 8 - 16 6 - 8 6 2 4 2 4 3 - 6 3 - 4Durchmesserbereich mm 3 - 25 6 - 20 4 - 20 6 - 25 1 - 25 1 - 25 1 - 16 R 0,5 - 6,0 4 - 25 6 - 20Schneidstoff VHM VHM VHM VHM VHM VHM VHM VHM VHM VHMBeschichtung TiAlN TiAlN TiAlN Ultra TiAlN TiAlN TiAlN TiAlN TiAlN TiAlN TiAlNAusführung lang lang/überlang kurz Freistellung extra lang Radius lang Radius lang Radius extra lang lang Viertelkreis langTyp / Profil HSC HSC HSC HSC HSC HSC Typ H HR / HSC HR / HSCKatalogseite 16.60 16.60 16.61 16.61 16.62 16.62 16.62 16.63 16.63 16.63Artikelnummer 16613 16614 16616 16619 16621 16625 16655 16658 16650/651 16629
EinsatzempfehlungAluminium < 10% Si XAluminium > 10% Si XKupfer W XStahl < 520N W W W W W W W W W WStahl < 750N W W W W W W W W W WStahl < 900N W W W W W W W W W WStahl < 1100N W W W W W W W W W WStahl < 1200N W W W W W W W W W WStahl < 1400N W W W W W W W W W WVA < 900N W W W X WVA > 900N W W W X WGG W W W X W WGGG W W W W WTitan X WTitanlegierung X WNickel W W W X W< 50HRC W W W W W W W W W W< 55HRC W W X W W X X X W W< 60HRC W W W W W X< 67HRC X X XKunststoffe
Marke ß ß ß 0
Schneidenzahl 3 - 4 2 4 2 6 4 4 2 - 3 2 2Durchmesserbereich mm 6 - 20 6 - 12 6 - 12 2 - 12 6 - 20 6 - 16 6 - 16 2 - 12 0,3 - 1,5 0,3 - 1,5Schneidstoff VHM VHM VHM VHM VHM VHM VHM VHM VHM VHMBeschichtung TiAlN TiAlN TiAlN TiAlN Ultra TiAlN TiAlN TiAlN Diamant Diamant DiamantAusführung Radius lang Torus lang Torus lang Torus Torus kurz kurz Schlicht Mikro Mikro-RadiusTyp / Profil HR / HSC HSC HSC Freistellung HSC HSC Schrupp HSC Schrupp HSC Graphit Graphit GraphitKatalogseite 16.64 16.64 16.64 16.65 16.66 16.66 16.66 16.67 16.68 16.69Artikelnummer 16631 16633 16637 16634 16641 16646 16647 16702 16705 16707
EinsatzempfehlungAluminium < 10% SiAluminium > 10% SiKupfer WGraphit W W WStahl < 520N W W W W WStahl < 750N W W W W W WStahl < 900N W W W W W WStahl < 1100N W W W W W WStahl < 1200N W W W W WStahl < 1400N W W W W WVA < 900NVA > 900NGG W WGGG W WTitanTitanlegierungNickel< 50HRC W W W W W W< 55HRC X W W W W X< 60HRC W W W W W< 67HRC X X X XKunststoffe
W = gut geeignet X = bedingt geeignet
W = gut geeignet X = bedingt geeignet

1
CH/PFax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.8
Übersicht Fräser aus Vollhartmetall für Hart- und Hochgeschwindigkeitsbearbeitung0 0 0 0 0 0
Art.-Nr. 16800 16801 16802 16805 16806 16810
Ø-Bereich in mm 0,1 - 0,9 0,2 - 3 0,2 - 3 0,1 - 0,9 0,2 - 3 3 - 20
Zähne 2 2 2 2 2 4
Werkstoff HRC 52 65 52 65 52 65 52 65 52 65 52 65M10 Gusseisen, weich GG10-GG20 W W W W W W
M11 Gusseisen GG25-GG35 W W W W W W
M12 Gusseisen GGG40-GGG50 W W W W W W
M13 Gusseisen GGG60-GGG90 W W W W W W
M14 Temperguss W W W W W W
M15 Stahl und Stahlguss < 700 N/mm2W W W W W W
M18 Stahl und Stahlguss 700-1000 N/mm2W W W W W W
M25 Stähle 1000-1300 N/mm2W W W W W W
M22 Stähle 1300-1600 N/mm2W W W W W W
M16 Rostfreie Stähle W W W W W W
M20 Rostfreie Stähle (≤ 2% Ni) W W W W W W
M17 Titan-(Legierungen) < 700 N/mm2W W W W W W
M21 Titan-(Legierungen) > 700 N/mm2W W W W W W
M19 Ni- und Co-Legierungen < 900 N/mm2W W W W W W W W W W W W
M23 Ni- und Co-Legierungen < 1200 N/mm2W W W W W W W W W W W W
M24 Ni- und Co-Legierungen > 1200 N/mm2W W W W W W W W W W W W
M26 Gehärtete Stähle < 52 HRC W W W W W W W W W W W W
M27 Hartguss W W W W W W
M28 Gehärtete Stähle 52-65 HRC W W W W W W
VH
M-M
ini-S
chaf
tfrä
ser
kurz
VH
M-M
ini-S
chaf
tfrä
ser
lang
er H
als
VH
M-M
ini-T
orus
fräs
erla
nger
Hal
s
VH
M-M
ini-R
adiu
sfrä
ser
kurz
VH
M-M
ini-R
adiu
sfrä
ser
lang
er H
als
VH
M-S
chaf
tfrä
ser
Sta
ndar
d
W = gut geeignet X = bedingt geeignet

1
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.9
0 0 0 0 0 0 0 0 0 0 0
16812 16813 16816 16817 16818 16819 16824 16825 16827 16828 16829
3 - 20 3 - 20 3 - 20 3 - 16 3 - 16 3 - 16 3 - 20 3 - 20 2 - 20 2 - 20 2 - 20
4 4 4 4 4 4 6 - 8 6 - 8 2 2 2
52 65 52 65 52 65 52 65 52 65 52 65 52 65 52 65 52 65 52 65 52 65
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W W W W W W W W W W W W
W W W W W W W W W W W W W W W W W W W W W W
W W W W W W W W W W W W W W W W W W W W W W
W W W W W W W W W W W W W W W W W W W W W W
W W W W W W W W W W W
W W W W W W W W W W W
VH
M-S
chaf
tfrä
ser
kurz
e S
chne
ide,
übe
rlan
g
VH
M-S
chaf
tfrä
ser
lang
VH
M-T
orus
fräs
erS
tand
ard
VH
M-T
orus
fräs
erku
rze
Sch
neid
e
VH
M-T
orus
fräs
erla
ng
VH
M-T
orus
fräs
erüb
erla
ng
VH
M-M
ehrz
ahnf
räse
rS
tand
ard
VH
M-M
ehrz
ahnf
räse
rla
ng
VH
M-R
adiu
ssch
aftf
räse
rS
tand
ard
VH
M-R
adiu
ssch
aftf
räse
rla
ng
VH
M-R
adiu
ssch
aftf
räse
rüb
erla
ng
W = gut geeignet X = bedingt geeignet
CH/P
• Schnittdaten • Aufnahmeplatten • Einzahnfräser • Mini-Fräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.10
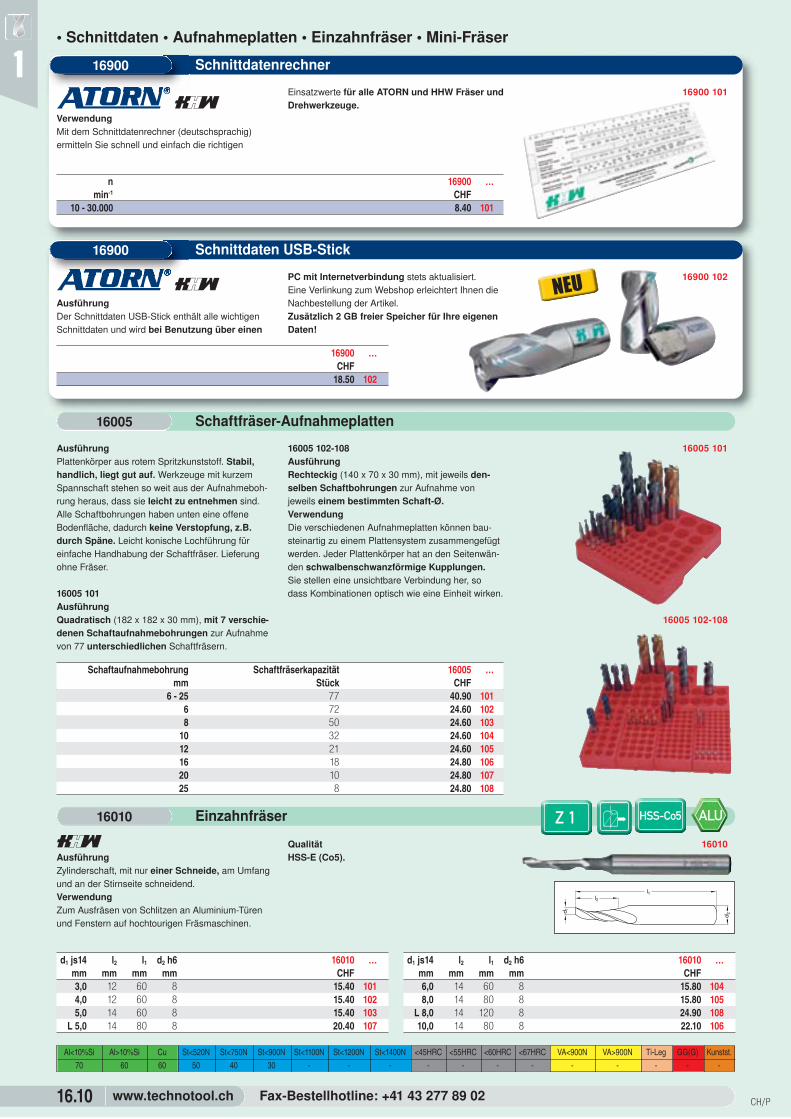
1 Schnittdatenrechner
0ßVerwendungMit dem Schnittdatenrechner (deutschsprachig)ermitteln Sie schnell und einfach die richtigen
Einsatzwerte für alle ATORN und HHW Fräser undDrehwerkzeuge.
16900 101
n 16900 …min-1 CHF
10 - 30.000 8.40 101
16900
Schnittdaten USB-Stick
0ß
AusführungDer Schnittdaten USB-Stick enthält alle wichtigenSchnittdaten und wird bei Benutzung über einen
PC mit Internetverbindung stets aktualisiert.Eine Verlinkung zum Webshop erleichtert Ihnen dieNachbestellung der Artikel.Zusätzlich 2 GB freier Speicher für Ihre eigenenDaten!
16900 102
16900 …CHF
18.50 102
16900
Schaftfräser-Aufnahmeplatten
AusführungPlattenkörper aus rotem Spritzkunststoff. Stabil,handlich, liegt gut auf. Werkzeuge mit kurzemSpannschaft stehen so weit aus der Aufnahmeboh-rung heraus, dass sie leicht zu entnehmen sind.Alle Schaftbohrungen haben unten eine offeneBodenfläche, dadurch keine Verstopfung, z.B.durch Späne. Leicht konische Lochführung füreinfache Handhabung der Schaftfräser. Lieferungohne Fräser.
16005 101AusführungQuadratisch (182 x 182 x 30 mm), mit 7 verschie-denen Schaftaufnahmebohrungen zur Aufnahmevon 77 unterschiedlichen Schaftfräsern.
16005 102-108AusführungRechteckig (140 x 70 x 30 mm), mit jeweils den -selben Schaftbohrungen zur Aufnahme vonjeweils einem bestimmten Schaft-Ø.VerwendungDie verschiedenen Aufnahmeplatten können bau -steinartig zu einem Plattensystem zusammengefügtwerden. Jeder Plattenkörper hat an den Seitenwän-den schwalbenschwanzförmige Kupplungen.Sie stellen eine unsichtbare Verbindung her, so dass Kombinationen optisch wie eine Einheit wirken.
16005 101
Schaftaufnahmebohrung Schaftfräserkapazität 16005 …mm Stück CHF
6 - 25 77 40.90 1016 72 24.60 1028 50 24.60 103
10 32 24.60 10412 21 24.60 10516 18 24.80 10620 10 24.80 10725 8 24.80 108
16005 102-108
16005
Einzahnfräser
ßAusführungZylinderschaft, mit nur einer Schneide, am Umfangund an der Stirnseite schneidend.VerwendungZum Ausfräsen von Schlitzen an Aluminium-Türenund Fenstern auf hochtourigen Fräsmaschinen.
QualitätHSS-E (Co5).
16010
d1 js14 l2 l1 d2 h6 16010 …mm mm mm mm CHF3,0 12 60 8 15.40 1014,0 12 60 8 15.40 1025,0 14 60 8 15.40 103
L 5,0 14 80 8 20.40 107
d1 js14 l2 l1 d2 h6 16010 …mm mm mm mm CHF6,0 14 60 8 15.80 1048,0 14 80 8 15.80 105
L 8,0 14 120 8 24.90 10810,0 14 80 8 22.10 106
l2
d1
l1
d2
16010
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70 60 60 50 40 30 - - - - - - - - - - - -
HSS-Co5Z 1
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.11
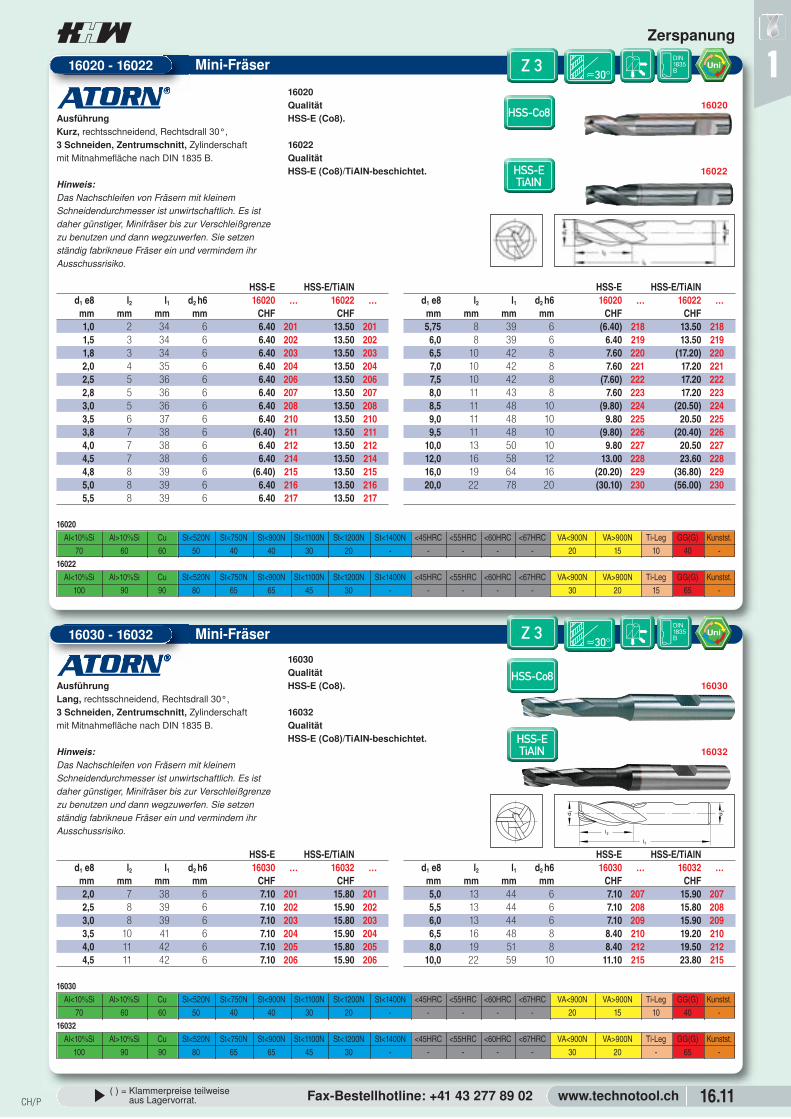
Mini-Fräser
0AusführungKurz, rechtsschneidend, Rechtsdrall 30°, 3 Schneiden, Zentrumschnitt, Zylinderschaft mit Mitnahmefläche nach DIN 1835 B.
Hinweis:Das Nachschleifen von Fräsern mit kleinemSchneidendurchmesser ist unwirtschaftlich. Es istdaher günstiger, Minifräser bis zur Verschleißgrenzezu benutzen und dann wegzuwerfen. Sie setzenständig fabrikneue Fräser ein und vermindern ihrAusschussrisiko.
16020QualitätHSS-E (Co8).
16022QualitätHSS-E (Co8)/TiAlN-beschichtet.
16020
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16020 … 16022 …
mm mm mm mm CHF CHF1,0 2 34 6 6.40 201 13.50 2011,5 3 34 6 6.40 202 13.50 2021,8 3 34 6 6.40 203 13.50 2032,0 4 35 6 6.40 204 13.50 2042,5 5 36 6 6.40 206 13.50 2062,8 5 36 6 6.40 207 13.50 2073,0 5 36 6 6.40 208 13.50 2083,5 6 37 6 6.40 210 13.50 2103,8 7 38 6 (6.40) 211 13.50 2114,0 7 38 6 6.40 212 13.50 2124,5 7 38 6 6.40 214 13.50 2144,8 8 39 6 (6.40) 215 13.50 2155,0 8 39 6 6.40 216 13.50 2165,5 8 39 6 6.40 217 13.50 217
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16020 … 16022 …
mm mm mm mm CHF CHF5,75 8 39 6 (6.40) 218 13.50 2186,0 8 39 6 6.40 219 13.50 2196,5 10 42 8 7.60 220 (17.20) 2207,0 10 42 8 7.60 221 17.20 2217,5 10 42 8 (7.60) 222 17.20 2228,0 11 43 8 7.60 223 17.20 2238,5 11 48 10 (9.80) 224 (20.50) 2249,0 11 48 10 9.80 225 20.50 2259,5 11 48 10 (9.80) 226 (20.40) 226
10,0 13 50 10 9.80 227 20.50 22712,0 16 58 12 13.00 228 23.60 22816,0 19 64 16 (20.20) 229 (36.80) 22920,0 22 78 20 (30.10) 230 (56.00) 230
16022
16020 - 16022
Mini-Fräser
0AusführungLang, rechtsschneidend, Rechtsdrall 30°, 3 Schneiden, Zentrumschnitt, Zylinderschaft mit Mitnahmefläche nach DIN 1835 B.
Hinweis:Das Nachschleifen von Fräsern mit kleinemSchneidendurchmesser ist unwirtschaftlich. Es istdaher günstiger, Minifräser bis zur Verschleißgrenzezu benutzen und dann wegzuwerfen. Sie setzenständig fabrikneue Fräser ein und vermindern ihrAusschussrisiko.
16030QualitätHSS-E (Co8).
16032QualitätHSS-E (Co8)/TiAlN-beschichtet.
16030
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16030 … 16032 …
mm mm mm mm CHF CHF2,0 7 38 6 7.10 201 15.80 2012,5 8 39 6 7.10 202 15.90 2023,0 8 39 6 7.10 203 15.80 2033,5 10 41 6 7.10 204 15.90 2044,0 11 42 6 7.10 205 15.80 2054,5 11 42 6 7.10 206 15.90 206
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16030 … 16032 …
mm mm mm mm CHF CHF5,0 13 44 6 7.10 207 15.90 2075,5 13 44 6 7.10 208 15.80 2086,0 13 44 6 7.10 209 15.90 2096,5 16 48 8 8.40 210 19.20 2108,0 19 51 8 8.40 212 19.50 212
10,0 22 59 10 11.10 215 23.80 215
16032
l1
l2
d2
d1
16030 - 16032
16020Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -16022
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.100 90 90 80 65 65 45 30 - - - - - 30 20 15 65 -
16030Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -16032
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
HSS-ETiAIN
HSS-ETiAIN
Z 3
Z 3
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
1

Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch CH/P
• Mini-Radiusfräser • Bohrnutenfräser
16.12
1
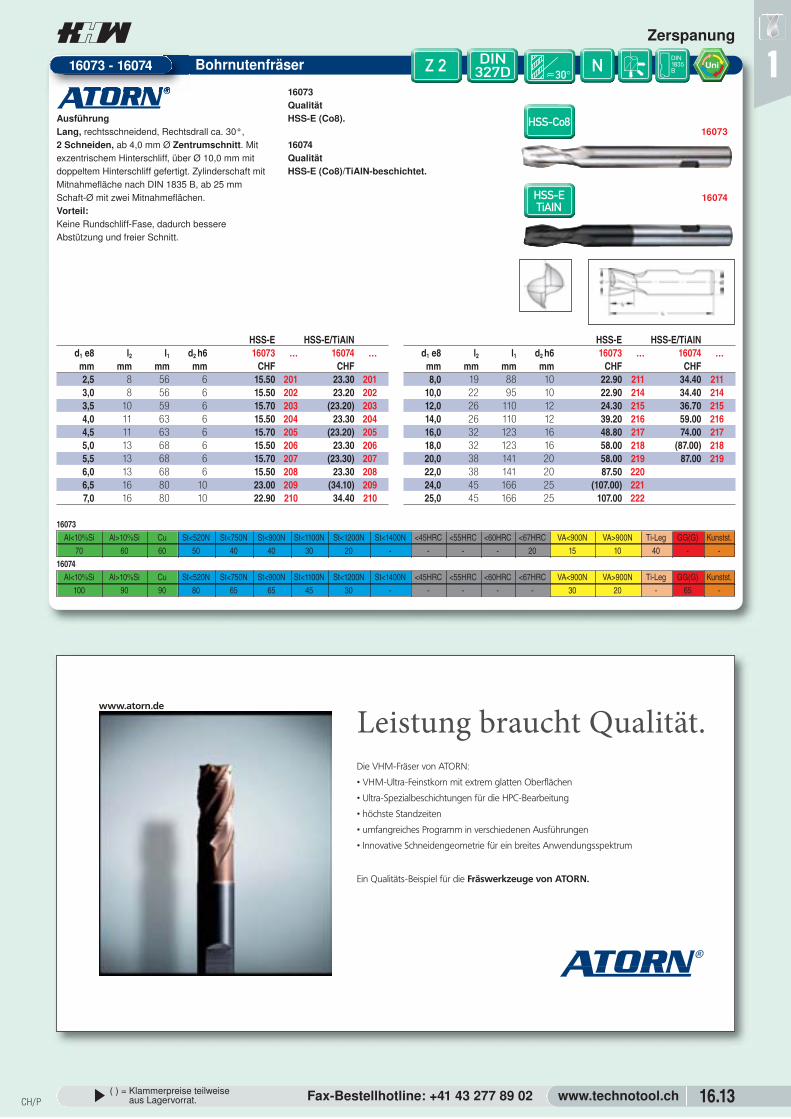
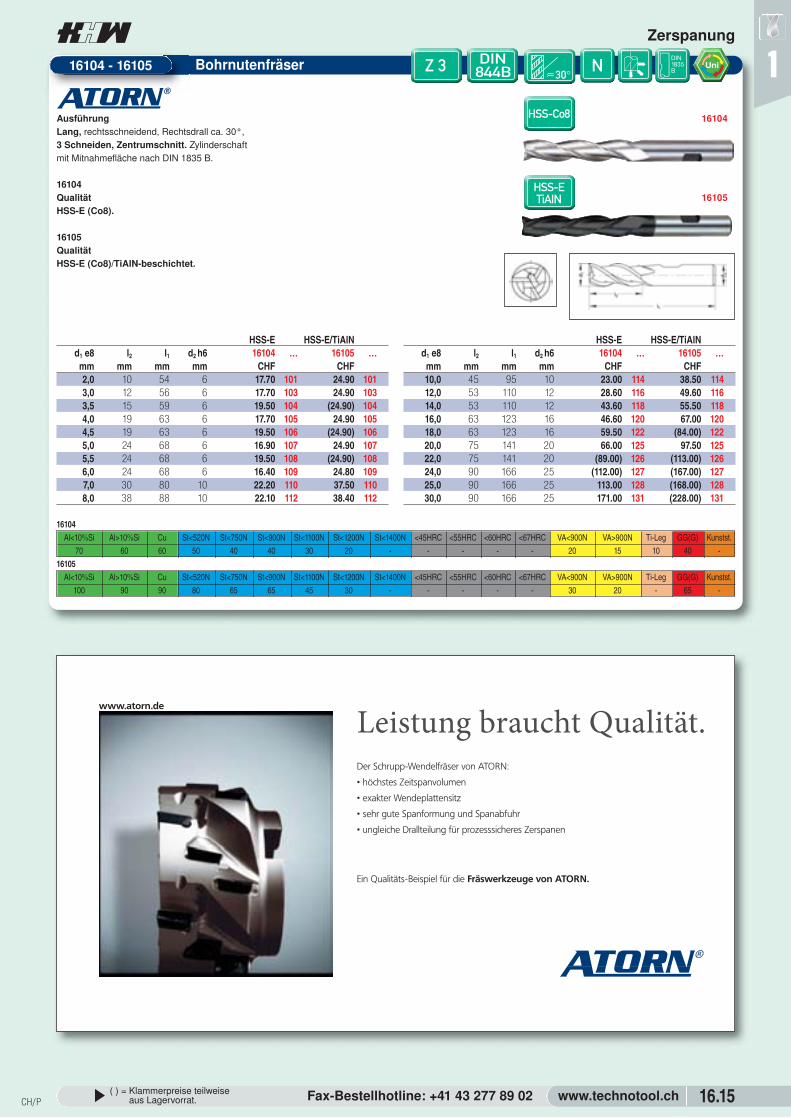
Bohrnutenfräser
AusführungKurz, rechtsschneidend, Zylinderschaft mit Mitnah-mefläche nach DIN 1835 B. Rechtsdrall ca. 30°, 2Schneiden, Zentrumschnitt.
16060
0QualitätHSS-E (Co8).
16062
0QualitätHSS-E (Co8)/TiAlN-beschichtet.
16075ß
QualitätHSS-Pulverstahl/TiAlN-beschichtet.
Hinweis:Auch für Trockenbearbeitung geeignet.
16060
16062
16075
HSS-E HSS-E/TiAlN HSS-PM/TiAlNd1 e8 l2 l1 d2 h6 16060 … 16062 … 16075 …
mm mm mm mm CHF CHF CHF1,0 2,5 47 6 14.10 201 17.20 2011,5 3 47 6 14.00 202 15.80 2022,0 4 48 6 10.40 203 14.40 2032,5 5 49 6 10.40 204 14.40 2042,8 5 49 6 10.60 205 (14.40) 2053,0 5 49 6 8.10 206 14.40 2063,5 6 50 6 10.40 207 14.40 2073,8 7 51 6 10.60 208 (14.10) 2084,0 7 51 6 8.10 209 14.40 209 19.50 2014,5 7 51 6 10.60 210 14.40 2104,8 8 52 6 10.60 211 14.40 2115,0 8 52 6 8.40 212 14.10 212 19.50 2025,5 8 52 6 10.60 213 (14.40) 213
5,75 8 52 6 10.60 214 15.70 2146,0 8 52 6 8.40 215 15.70 215 19.50 2036,5 10 60 10 12.40 216 (17.70) 2167,0 10 60 10 12.40 218 17.80 218 25.70 2047,5 10 60 10 12.40 219 (17.70) 219
7,75 11 61 10 12.40 220 17.80 2208,0 11 61 10 11.10 221 17.80 221 25.60 2058,5 11 61 10 15.00 222 17.80 2228,7 11 61 10 15.00 223 (17.70) 2239,0 11 61 10 15.00 224 17.80 2249,5 11 61 10 15.00 225 (17.70) 2259,7 13 63 10 15.00 226 17.80 226
HSS-E HSS-E/TiAlN HSS-PM/TiAlNd1 e8 l2 l1 d2 h6 16060 … 16062 … 16075 …
mm mm mm mm CHF CHF CHF10,0 13 63 10 12.40 227 17.80 227 30.30 20611,0 13 70 12 20.10 228 25.20 22811,7 16 73 12 20.10 229 25.20 22912,0 16 73 12 17.70 230 25.20 230 41.20 20713,0 16 73 12 23.30 231 25.20 23113,7 16 73 12 24.90 232 30.30 23214,0 16 73 12 23.50 233 30.30 233 49.90 20815,0 16 73 12 28.60 234 36.70 23415,7 19 79 16 29.20 235 (36.70) 23516,0 19 79 16 28.70 236 36.70 236 55.50 20917,0 19 79 16 28.90 237 (45.20) 23717,7 19 79 16 36.00 238 (44.80) 23818,0 19 79 16 34.10 239 45.20 239 68.50 21019,0 19 79 16 36.00 240 (57.00) 24019,7 22 88 20 42.40 241 (57.00) 24120,0 22 88 20 39.70 242 57.50 242 87.50 21122,0 22 88 20 58.00 243 79.50 24325,0 26 102 25 64.00 245 84.50 24526,0 26 102 25 74.00 246 (103.00) 24628,0 26 102 25 74.00 247 119.00 24730,0 26 102 25 94.50 248 (129.00) 24832,0 32 112 32 102.00 249 (139.00) 24936,0 32 112 32 137.00 251 (178.00) 25140,0 38 130 40 172.00 252 (218.00) 252
l1
d1
l2
d2
16060 - 16075
Mini-Radiusfräser
ßAusführungKurz, rechtsschneidend, Zylinderschaft mit Mitnahmefläche nach DIN 1835 B.
QualitätHSS-E (Co8). 16035
d1 e8 l2 l1 d2 h6 Z 16035 …mm mm mm mm CHF2,0 4 35 6 2 14.40 1012,5 5 36 6 2 14.40 1023,0 5 36 6 3 14.40 1034,0 7 38 6 3 14.40 1045,0 8 39 6 3 14.40 1056,0 8 39 6 3 14.40 106
d2
l2
l1
d1
r
16035
16060Al<10% Si Al>10%Si Cu St<520N St<750 N St<900N St<1100 N St<1200 N St<1400 N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900 N Ti-Leg GG(G) Kunstst.
70 60 60 50 50 50 30 20 - - - - - 20 15 10 40 -16062
Al<10% Si Al>10%Si Cu St<520N St<750 N St<900N St<1100 N St<1200 N St<1400 N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900 N Ti-Leg GG(G) Kunstst.100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -
HSS-ETiAIN
Z 2-3
DIN327DZ 2
16075Al<10% Si Al>10%Si Cu St<520N St<750 N St<900N St<1100 N St<1200 N St<1400 N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900 N Ti-Leg GG(G) Kunstst.140-250 120-140 90-120 80-90 70-80 55-65 50-60 40-50 - - - - - 40-45 35-40 - 80-90 80-120
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.13
Schaftfr√§ser DIN 844 B, Typ N16131 Bohrnutenfräser
0AusführungLang, rechtsschneidend, Rechtsdrall ca. 30°, 2 Schneiden, ab 4,0 mm Ø Zentrumschnitt. Mitexzentrischem Hinterschliff, über Ø 10,0 mm mitdoppeltem Hinterschliff gefertigt. Zylinderschaft mitMitnahmefläche nach DIN 1835 B, ab 25 mmSchaft-Ø mit zwei Mitnahmeflächen.Vorteil:Keine Rundschliff-Fase, dadurch bessere Abstützung und freier Schnitt.
16073QualitätHSS-E (Co8).
16074QualitätHSS-E (Co8)/TiAlN-beschichtet.
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16073 … 16074 …
mm mm mm mm CHF CHF2,5 8 56 6 15.50 201 23.30 2013,0 8 56 6 15.50 202 23.20 2023,5 10 59 6 15.70 203 (23.20) 2034,0 11 63 6 15.50 204 23.30 2044,5 11 63 6 15.70 205 (23.20) 2055,0 13 68 6 15.50 206 23.30 2065,5 13 68 6 15.70 207 (23.30) 2076,0 13 68 6 15.50 208 23.30 2086,5 16 80 10 23.00 209 (34.10) 2097,0 16 80 10 22.90 210 34.40 210
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16073 … 16074 …
mm mm mm mm CHF CHF8,0 19 88 10 22.90 211 34.40 211
10,0 22 95 10 22.90 214 34.40 21412,0 26 110 12 24.30 215 36.70 21514,0 26 110 12 39.20 216 59.00 21616,0 32 123 16 48.80 217 74.00 21718,0 32 123 16 58.00 218 (87.00) 21820,0 38 141 20 58.00 219 87.00 21922,0 38 141 20 87.50 22024,0 45 166 25 (107.00) 22125,0 45 166 25 107.00 222
16074
16073 - 16074
16073
16073Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - 20 15 10 40 - -16074
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
HSS-ETiAIN
DIN327DZ 2
www.atorn.de
Leistung braucht Qualität.Die VHM-Fräser von ATORN:
Fräswerkzeuge von ATORN.
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
1

CH/P
• Bohrnutenfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.14
1 Bohrnutenfräser
AusführungKurz, rechtsschneidend, Rechtsdrall ca. 30°, 3Schneiden, Zentrumschnitt. Zylinderschaft mitMitnahmefläche nach DIN 1835 B, ab 25 mmSchaft-Ø mit zwei Mitnahmeflächen.Vorteil:Keine Rundschliff-Fase, dadurch bessere Abstüt-zung und freier Schnitt.
16094
0QualitätHSS-E (Co8).
16096
0QualitätHSS-E (Co8)/TiAlN-beschichtet.
16100ß
QualitätHSS-Pulverstahl/TiAlN-beschichtet.
Hinweis:Auch für Trockenbearbeitung geeignet.
16094
16096
16100
HSS-E (Co8) HSS-E/TiAlN HSS-PM/TiAlNd1 e8 l2 l1 d2 h6 16094 … 16096 … 16100 …
mm mm mm mm CHF CHF CHF1,5 7 51 6 12.10 101 15.70 1012,0 7 51 6 12.10 102 15.20 1022,5 8 52 6 12.10 103 15.50 1033,0 8 52 6 12.10 104 15.50 1043,5 10 54 6 12.30 105 15.50 1054,0 11 55 6 12.10 106 15.50 106 24.20 2014,5 11 55 6 12.30 107 15.50 1075,0 13 57 6 12.10 108 15.50 108 24.20 2025,5 13 57 6 12.30 109 15.50 1096,0 13 57 6 12.10 110 15.50 110 24.20 2036,5 16 66 10 16.40 111 19.90 1117,0 16 66 10 15.90 112 20.10 112 34.80 2047,5 16 66 10 15.90 113 20.10 113
HSS-E (Co8) HSS-E/TiAlN HSS-PM/TiAlNd1 e8 l2 l1 d2 h6 16094 … 16096 … 16100 …
mm mm mm mm CHF CHF CHF8,0 19 69 10 15.90 114 19.90 114 35.00 2058,5 19 69 10 15.90 115 20.50 1159,0 19 69 10 15.90 116 20.50 116
10,0 22 72 10 15.10 117 20.40 117 37.50 20612,0 26 83 12 20.50 118 27.90 118 49.50 20714,0 26 83 12 31.90 119 36.70 119 61.00 20816,0 32 92 16 31.30 120 46.80 120 71.00 20918,0 32 92 16 42.90 121 46.90 121 80.50 21020,0 38 104 20 48.00 122 57.00 122 105.00 21122,0 38 104 20 75.00 123 72.00 12325,0 45 121 25 73.50 124 76.00 12428,0 45 121 25 123.00 125 (107.00) 12530,0 45 121 25 139.00 126 (113.00) 126
d2d1
l2
l1
16094 - 16100
16094Al<10% Si Al>10%Si Cu St<520N St<750 N St<900N St<1100 N St<1200 N St<1400 N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900 N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 416096
Al<10% Si Al>10%Si Cu St<520N St<750 N St<900N St<1100 N St<1200 N St<1400 N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900 N Ti-Leg GG(G) Kunstst.100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
HSS-ETiAIN
Z 3
16100Al<10% Si Al>10%Si Cu St<520N St<750 N St<900N St<1100 N St<1200 N St<1400 N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900 N Ti-Leg GG(G) Kunstst.140-250 120-140 90-120 80-90 70-80 55-65 50-60 40-50 - - - - - 40-45 35-40 - 80-90 80-120
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
Das HHW-Farbleitsystem
Mit dem HHW-Farbleitsystem sehen Sie auf den ersten Blick für welche Materialien das Werkzeug geeignet ist. In den meisten Katalogbereichen informiert Sie HHW zusätzlich über die Einsatzdaten für das entsprechende Werkzeug.
Das HHW-Farbleitsystem ist logisch nach dem Stahlschlüssel aufgebaut.
So können Sie schon im Vorfeld der Bearbeitung die entsprechenden Werkzeuge aussuchen und sparen damit Zeit und Geld.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.45-110 45-110 – 25-60 25-60 20-50 15-35 15-35 10-30 – – – – 15-40 15-40 5-15 20-60 –
0N VA>900N T0 15-40 5
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.15
Bohrnutenfräser
16104
16105
16104 - 16105
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16104 … 16105 …
mm mm mm mm CHF CHF2,0 10 54 6 17.70 101 24.90 1013,0 12 56 6 17.70 103 24.90 1033,5 15 59 6 19.50 104 (24.90) 1044,0 19 63 6 17.70 105 24.90 1054,5 19 63 6 19.50 106 (24.90) 1065,0 24 68 6 16.90 107 24.90 1075,5 24 68 6 19.50 108 (24.90) 1086,0 24 68 6 16.40 109 24.80 1097,0 30 80 10 22.20 110 37.50 1108,0 38 88 10 22.10 112 38.40 112
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16104 … 16105 …
mm mm mm mm CHF CHF10,0 45 95 10 23.00 114 38.50 11412,0 53 110 12 28.60 116 49.60 11614,0 53 110 12 43.60 118 55.50 11816,0 63 123 16 46.60 120 67.00 12018,0 63 123 16 59.50 122 (84.00) 12220,0 75 141 20 66.00 125 97.50 12522,0 75 141 20 (89.00) 126 (113.00) 12624,0 90 166 25 (112.00) 127 (167.00) 12725,0 90 166 25 113.00 128 (168.00) 12830,0 90 166 25 171.00 131 (228.00) 131
0AusführungLang, rechtsschneidend, Rechtsdrall ca. 30°, 3 Schneiden, Zentrumschnitt. Zylinderschaft mit Mitnahmefläche nach DIN 1835 B.
16104QualitätHSS-E (Co8).
16105QualitätHSS-E (Co8)/TiAlN-beschichtet.
HSS-ETiAIN
16105Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
16104Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -
Z 3
www.atorn.de
Leistung braucht Qualität.Der Schrupp-Wendelfräser von ATORN:
Fräswerkzeuge von ATORN.
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
1
CH/P
• Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.16
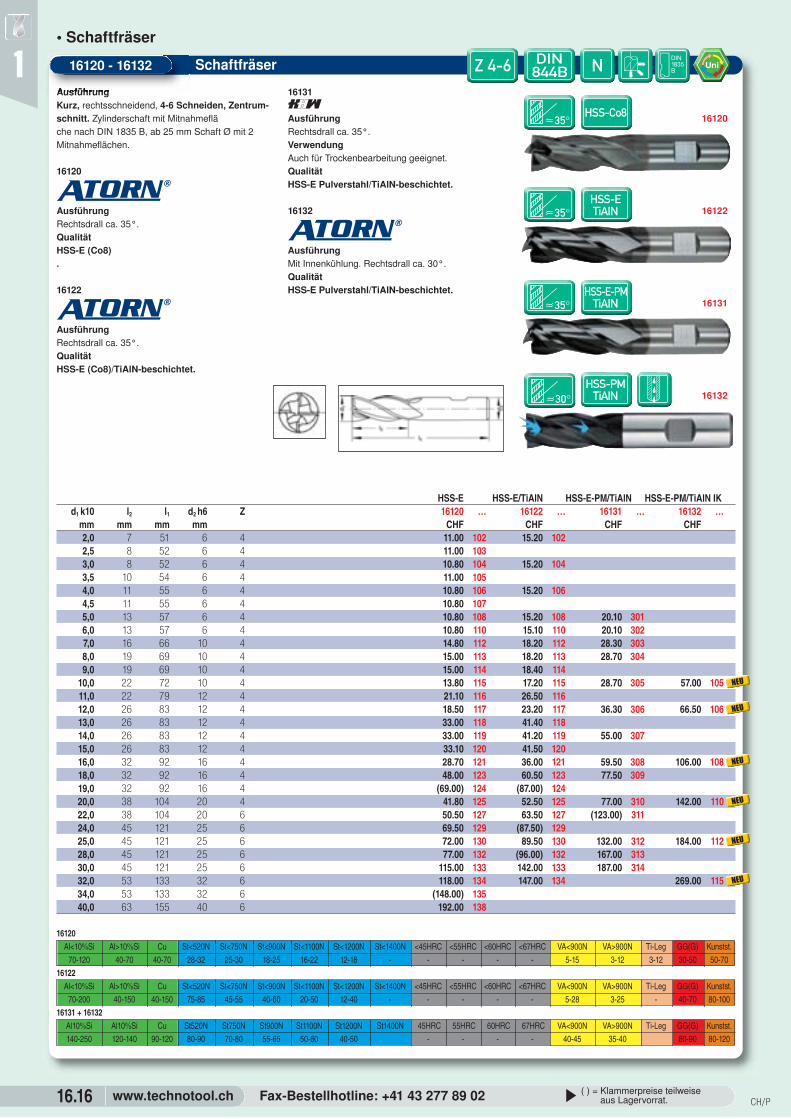
1 Schaftfräser
AusführungKurz, rechtsschneidend, 4-6 Schneiden, Zentrum-schnitt. Zylinderschaft mit Mitnahmefläche nach DIN 1835 B, ab 25 mm Schaft Ø mit 2Mitnahmeflächen.
16120
0AusführungRechtsdrall ca. 35°.QualitätHSS-E (Co8).
16122
0AusführungRechtsdrall ca. 35°.QualitätHSS-E (Co8)/TiAlN-beschichtet.
16131ß
AusführungRechtsdrall ca. 35°.Verwendung Auch für Trockenbearbeitung geeignet. QualitätHSS-E Pulverstahl/TiAlN-beschichtet.
16132
0AusführungMit Innenkühlung. Rechtsdrall ca. 30°.QualitätHSS-E Pulverstahl/TiAlN-beschichtet.
16120
16122
16131
16132
HSS-E HSS-E/TiAlN HSS-E-PM/TiAlN HSS-E-PM/TiAlN IKd1 k10 l2 l1 d2 h6 Z 16120 … 16122 … 16131 … 16132 …
mm mm mm mm CHF CHF CHF CHF2,0 7 51 6 4 11.00 102 15.20 1022,5 8 52 6 4 11.00 1033,0 8 52 6 4 10.80 104 15.20 1043,5 10 54 6 4 11.00 1054,0 11 55 6 4 10.80 106 15.20 1064,5 11 55 6 4 10.80 1075,0 13 57 6 4 10.80 108 15.20 108 20.10 3016,0 13 57 6 4 10.80 110 15.10 110 20.10 3027,0 16 66 10 4 14.80 112 18.20 112 28.30 3038,0 19 69 10 4 15.00 113 18.20 113 28.70 3049,0 19 69 10 4 15.00 114 18.40 114
10,0 22 72 10 4 13.80 115 17.20 115 28.70 305 57.00 10511,0 22 79 12 4 21.10 116 26.50 11612,0 26 83 12 4 18.50 117 23.20 117 36.30 306 66.50 10613,0 26 83 12 4 33.00 118 41.40 11814,0 26 83 12 4 33.00 119 41.20 119 55.00 30715,0 26 83 12 4 33.10 120 41.50 12016,0 32 92 16 4 28.70 121 36.00 121 59.50 308 106.00 10818,0 32 92 16 4 48.00 123 60.50 123 77.50 30919,0 32 92 16 4 (69.00) 124 (87.00) 12420,0 38 104 20 4 41.80 125 52.50 125 77.00 310 142.00 11022,0 38 104 20 6 50.50 127 63.50 127 (123.00) 31124,0 45 121 25 6 69.50 129 (87.50) 12925,0 45 121 25 6 72.00 130 89.50 130 132.00 312 184.00 11228,0 45 121 25 6 77.00 132 (96.00) 132 167.00 31330,0 45 121 25 6 115.00 133 142.00 133 187.00 31432,0 53 133 32 6 118.00 134 147.00 134 269.00 11534,0 53 133 32 6 (148.00) 13540,0 63 155 40 6 192.00 138
16120 - 16132
16131 + 16132Al10%Si Al10%Si Cu St520N St750N St900N St1100N St1200N St1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.140-250 120-140 90-120 80-90 70-80 55-65 50-60 40-50 - - - - 40-45 35-40 80-90 80-120
16120Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70-120 40-70 40-70 28-32 25-30 18-25 16-22 12-18 - - - - - 5-15 3-12 3-12 30-50 50-7016122
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70-200 40-150 40-150 75-85 45-55 40-60 20-50 12-40 - - - - - 5-28 3-25 - 40-70 80-100
Z 4-6
HSS-ETiAIN
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.17
1Schaftfräser
ßAusführung Mittel lang, rechtsschneidend, Rechtsdrall ca. 40°,Zentrumschnitt, 4-6 Schneiden. Mit exzentrischemHinterschliff. Mit freigesetztem Zylinderschaft mitMitnahmefläche nach DIN 1835 B.
16143QualitätHSS-E-PM.
16144QualitätHSS-E-PM/TiAlN-beschichtet.
16143
HSS-E-PM HSS-E-PM/TiAINd1 k10 l2 l1 d2 h6 Z 16143 … 16144 …
mm mm mm mm CHF CHF6,0 19 63 6 4 18.60 104 23.30 1048,0 28 78 10 4 27.20 106 34.00 106
10,0 35 84 10 4 32.10 108 40.20 10812,0 40 97 12 4 44.10 110 55.00 11016,0 48 108 16 5 62.50 112 78.50 11220,0 60 122 20 6 98.00 114 123.00 11425,0 68 144 25 6 128.00 117 160.00 117
16143 - 16144
16144
Schaftfräser
0AusführungLang, rechtsschneidend, Rechtsdrall ca. 30°, 4-6 Schneiden, Zentrumschnitt. Zylinderschaft mitMitnahmefläche nach DIN 1835 B, ab 25 mm Schaft-Ø mit 2 Mitnahmeflächen.
16128QualitätHSS-E (Co8).
16129QualitätHSS-E (Co8)/TiAlN-beschichtet.
16128
16129
16128 - 16129
HSS-E HSS-E/TiAlNd1 l2 l1 d2 h6 Z 16128 … 16129 …
mm mm mm mm CHF CHF2,0 10 54 6 4 17.10 201 21.50 2013,0 12 56 6 4 17.10 203 21.30 2033,5 15 59 6 4 17.10 204 (21.50) 2044,0 19 63 6 4 17.10 205 21.30 2054,5 19 63 6 4 17.10 206 21.50 2065,0 24 68 6 4 17.10 207 21.30 2075,5 24 68 6 4 17.10 208 21.20 2086,0 24 68 6 4 17.10 209 21.50 2097,0 30 80 10 4 24.50 210 (30.60) 2108,0 38 88 10 4 24.30 211 30.60 2119,0 38 88 10 4 24.50 212 (30.60) 212
10,0 45 95 10 4 24.30 213 30.40 213
HSS-E HSS-E/TiAlNd1 l2 l1 d2 h6 Z 16128 … 16129 …
mm mm mm mm CHF CHF11,0 45 102 12 4 33.70 214 42.10 21412,0 53 110 12 4 33.60 215 42.10 21514,0 53 110 12 4 48.80 217 (61.50) 21716,0 63 123 16 4 59.50 219 75.00 21918,0 63 123 16 4 72.50 221 (91.00) 22120,0 75 141 20 4 68.50 223 86.00 22322,0 75 141 20 6 79.50 224 (99.00) 22425,0 90 166 25 6 99.00 226 (124.00) 22626,0 90 166 25 6 113.00 22728,0 90 166 25 6 122.00 22830,0 90 166 25 6 137.00 22932,0 106 186 32 6 149.00 230
16144Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70-200 40-150 40-150 75-85 45-55 40-60 20-50 12-40 - - - - - 5-28 3-25 - 40-70 80-100
16143Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70-120 40-70 40-70 28-32 25-30 18-25 16-22 12-18 - - - - - 5-15 3-12 3-12 30-50 50-70
HSS-EPM
HSS-ETiAIN
16129Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
16128Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -
Z 4-6
Z 4-6
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
CH/P
• Schaftfräser • Radiusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.18
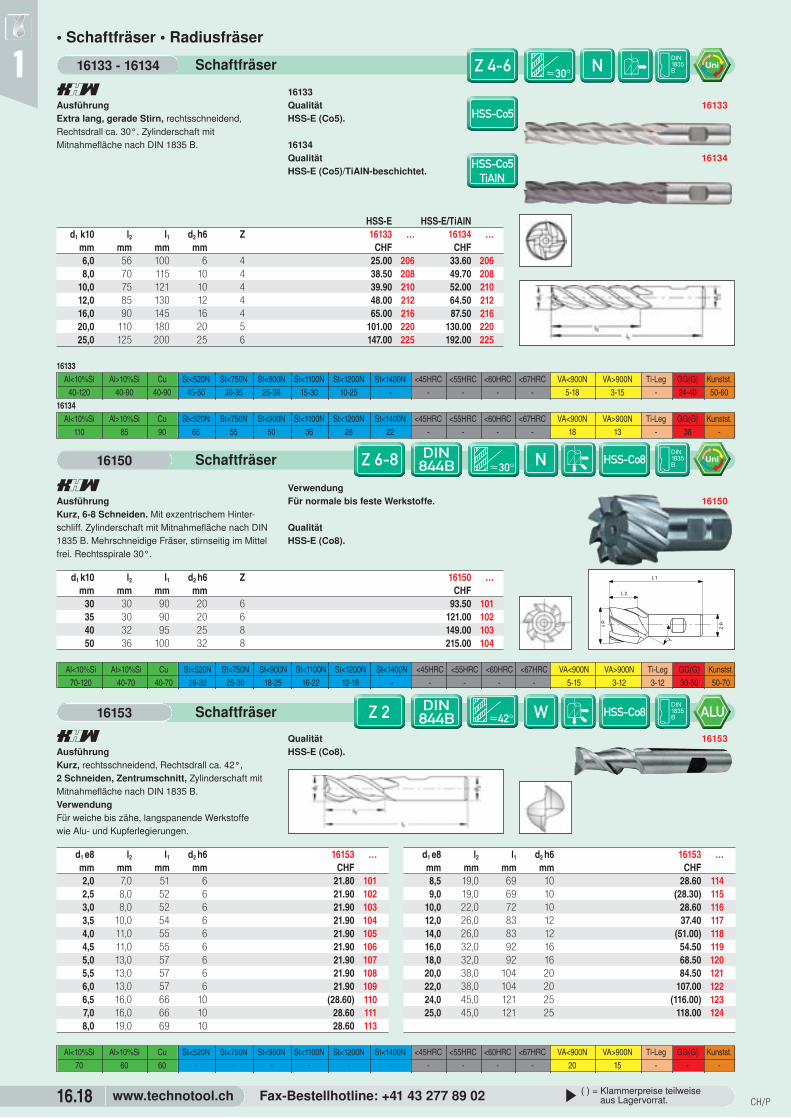
1 Schaftfräser
ßAusführungExtra lang, gerade Stirn, rechtsschneidend,Rechtsdrall ca. 30°. Zylinderschaft mit Mitnahmefläche nach DIN 1835 B.
16133QualitätHSS-E (Co5).
16134QualitätHSS-E (Co5)/TiAlN-beschichtet.
16133
HSS-E HSS-E/TiAlNd1 k10 l2 l1 d2 h6 Z 16133 … 16134 …
mm mm mm mm CHF CHF6,0 56 100 6 4 25.00 206 33.60 2068,0 70 115 10 4 38.50 208 49.70 208
10,0 75 121 10 4 39.90 210 52.00 21012,0 85 130 12 4 48.00 212 64.50 21216,0 90 145 16 4 65.00 216 87.50 21620,0 110 180 20 5 101.00 220 130.00 22025,0 125 200 25 6 147.00 225 192.00 225
16134
16133 - 16134
Schaftfräser
ßAusführungKurz, 6-8 Schneiden. Mit exzentrischem Hinter-schliff. Zylinderschaft mit Mitnahmefläche nach DIN1835 B. Mehrschneidige Fräser, stirnseitig im Mittelfrei. Rechtsspirale 30°.
VerwendungFür normale bis feste Werkstoffe.
QualitätHSS-E (Co8).
16150
d1 k10 l2 l1 d2 h6 Z 16150 …mm mm mm mm CHF
30 30 90 20 6 93.50 10135 30 90 20 6 121.00 10240 32 95 25 8 149.00 10350 36 100 32 8 215.00 104
d 1 d 2
L 1
L 2
λ
16150
Schaftfräser
ßAusführung Kurz, rechtsschneidend, Rechtsdrall ca. 42°,2 Schneiden, Zentrumschnitt, Zylinderschaft mitMitnahmefläche nach DIN 1835 B. VerwendungFür weiche bis zähe, langspanende Werkstoffe wie Alu- und Kupferlegierungen.
Qualität HSS-E (Co8).
16153
16153
d1 e8 l2 l1 d2 h6 16153 …mm mm mm mm CHF2,0 7,0 51 6 21.80 1012,5 8,0 52 6 21.90 1023,0 8,0 52 6 21.90 1033,5 10,0 54 6 21.90 1044,0 11,0 55 6 21.90 1054,5 11,0 55 6 21.90 1065,0 13,0 57 6 21.90 1075,5 13,0 57 6 21.90 1086,0 13,0 57 6 21.90 1096,5 16,0 66 10 (28.60) 1107,0 16,0 66 10 28.60 1118,0 19,0 69 10 28.60 113
d1 e8 l2 l1 d2 h6 16153 …mm mm mm mm CHF8,5 19,0 69 10 28.60 1149,0 19,0 69 10 (28.30) 115
10,0 22,0 72 10 28.60 11612,0 26,0 83 12 37.40 11714,0 26,0 83 12 (51.00) 11816,0 32,0 92 16 54.50 11918,0 32,0 92 16 68.50 12020,0 38,0 104 20 84.50 12122,0 38,0 104 20 107.00 12224,0 45,0 121 25 (116.00) 12325,0 45,0 121 25 118.00 124
16133Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
40-120 40-90 40-90 45-50 30-35 25-38 15-30 10-25 - - - - - 5-18 3-15 - 24-40 50-60
HSS-Co5
HSS-Co5TiAIN
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70-120 40-70 40-70 28-32 25-30 18-25 16-22 12-18 - - - - - 5-15 3-12 3-12 30-50 50-70
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70 60 60 - - - - - - - - - - 20 15 - - -
Z 4-6
Z 6-8
Z 2
16134Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
110 85 90 65 55 50 36 28 22 - - - - 18 13 - 38 -
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.19
1Schaftfräser
ßAusführungRechtsschneidend, Rechtsdrall ca. 35°, 3 Schneiden. Zentrumschnitt. Mit exzentrischemHinterschliff. Mit freigesetztem Zylinderschaft mitMitnahmefläche nach DIN 1835 B.VerwendungFür weiche bis zähe, langspanende Werkstoffe wieAlu- und Kupferlegierungen.QualitätHSS-E (Co8).
16158Kurze Ausführung.
16161Lange Ausführung.
16158
16161
16158 - 16161
kurz lang kurz langd1 e8 d2 h6 l2 l1 l2 l1 16158 … 16161 …
mm mm mm mm mm mm CHF CHF3,0 6 8 52 12 56 20.60 201 25.60 2014,0 6 11 55 19 63 21.10 202 25.50 2025,0 6 13 57 24 68 21.20 203 25.60 2036,0 6 13 57 24 68 21.50 204 25.50 2048,0 10 19 69 38 88 23.60 205 27.60 205
10,0 10 22 72 45 95 26.60 206 29.90 20612,0 12 26 83 53 110 29.40 207 34.40 20714,0 12 26 83 53 110 40.70 208 43.80 20816,0 16 32 92 63 123 39.20 210 45.50 20918,0 16 32 92 63 123 59.00 211 66.00 21020,0 20 38 104 75 141 63.00 212 72.50 211
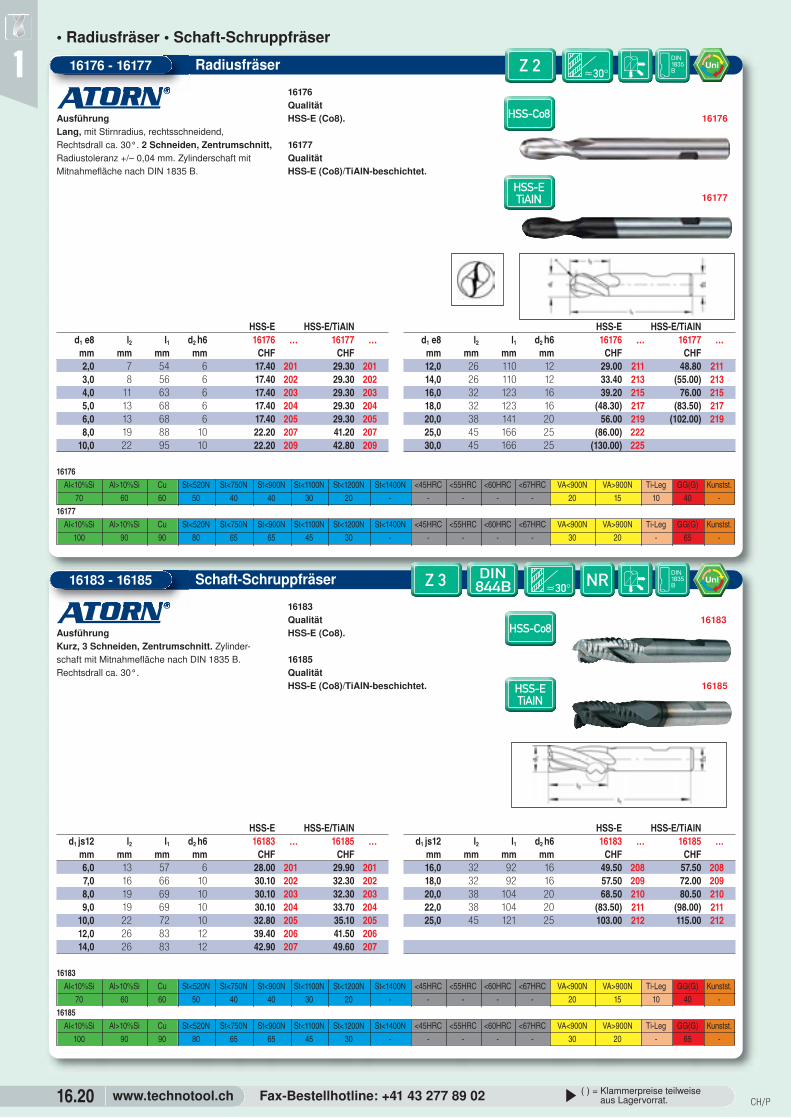
Radiusfräser
ßAusführungKurz, mit Stirnradius, rechtsschneidend, Rechtsdrallbis 6,0 mm Ø 40°, ab 8,0 mm Ø 30°. 2 Schneiden,Zentrumschnitt, Radiustoleranz +/– 0,04 mm.Zylinderschaft mit Mitnahmefläche nach DIN 1835 B. Vorteil:Keine Rundschliff-Fase, dadurch bessere Abstüt-zung und freier Schnitt.QualitätHSS-E (Co8).
16170
d1 h10 Radius l2 l1 d2 h6 16170 …mm mm mm mm mm CHF2,0 1,0 4 48 6 18.50 2013,0 1,5 5 49 6 18.50 2024,0 2,0 7 51 6 18.50 2035,0 2,5 8 52 6 18.50 2046,0 3,0 8 52 6 18.50 2058,0 4,0 11 61 10 23.50 206
10,0 5,0 13 63 10 23.50 20712,0 6,0 16 73 12 30.60 20816,0 8,0 19 79 16 42.50 21020,0 10,0 22 88 20 53.00 212
16170
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.60-70 50-60 50-60 - - - - - - - - - - 15-20 10-15 - - 60-100
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70-120 40-70 40-70 28-32 25-30 18-25 16-22 12-18 - - - - - 5-15 3-12 3-12 30-50 50-70
Z 3
Z 2
CH/P
• Radiusfräser • Schaft-Schruppfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.20
1 Radiusfräser
0AusführungLang, mit Stirnradius, rechtsschneidend, Rechtsdrall ca. 30°. 2 Schneiden, Zentrumschnitt,Radiustoleranz +/– 0,04 mm. Zylinderschaft mitMitnahmefläche nach DIN 1835 B.
16176QualitätHSS-E (Co8).
16177QualitätHSS-E (Co8)/TiAlN-beschichtet.
16176 - 16177
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16176 … 16177 …
mm mm mm mm CHF CHF2,0 7 54 6 17.40 201 29.30 2013,0 8 56 6 17.40 202 29.30 2024,0 11 63 6 17.40 203 29.30 2035,0 13 68 6 17.40 204 29.30 2046,0 13 68 6 17.40 205 29.30 2058,0 19 88 10 22.20 207 41.20 207
10,0 22 95 10 22.20 209 42.80 209
HSS-E HSS-E/TiAlNd1 e8 l2 l1 d2 h6 16176 … 16177 …
mm mm mm mm CHF CHF12,0 26 110 12 29.00 211 48.80 21114,0 26 110 12 33.40 213 (55.00) 21316,0 32 123 16 39.20 215 76.00 21518,0 32 123 16 (48.30) 217 (83.50) 21720,0 38 141 20 56.00 219 (102.00) 21925,0 45 166 25 (86.00) 22230,0 45 166 25 (130.00) 225
16176
16177
Schaft-Schruppfräser
0AusführungKurz, 3 Schneiden, Zentrumschnitt. Zylinder-schaft mit Mitnahmefläche nach DIN 1835 B.Rechtsdrall ca. 30°.
16183QualitätHSS-E (Co8).
16185QualitätHSS-E (Co8)/TiAlN-beschichtet.
16183 - 16185
HSS-E HSS-E/TiAlNd1 js12 l2 l1 d2 h6 16183 … 16185 …
mm mm mm mm CHF CHF6,0 13 57 6 28.00 201 29.90 2017,0 16 66 10 30.10 202 32.30 2028,0 19 69 10 30.10 203 32.30 2039,0 19 69 10 30.10 204 33.70 204
10,0 22 72 10 32.80 205 35.10 20512,0 26 83 12 39.40 206 41.50 20614,0 26 83 12 42.90 207 49.60 207
HSS-E HSS-E/TiAlNd1 js12 l2 l1 d2 h6 16183 … 16185 …
mm mm mm mm CHF CHF16,0 32 92 16 49.50 208 57.50 20818,0 32 92 16 57.50 209 72.00 20920,0 38 104 20 68.50 210 80.50 21022,0 38 104 20 (83.50) 211 (98.00) 21125,0 45 121 25 103.00 212 115.00 212
16183
16185
16177Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
16176Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -
HSS-ETiAIN
HSS-ETiAIN
16185Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
16183Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -
Z 2
Z 3
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.21
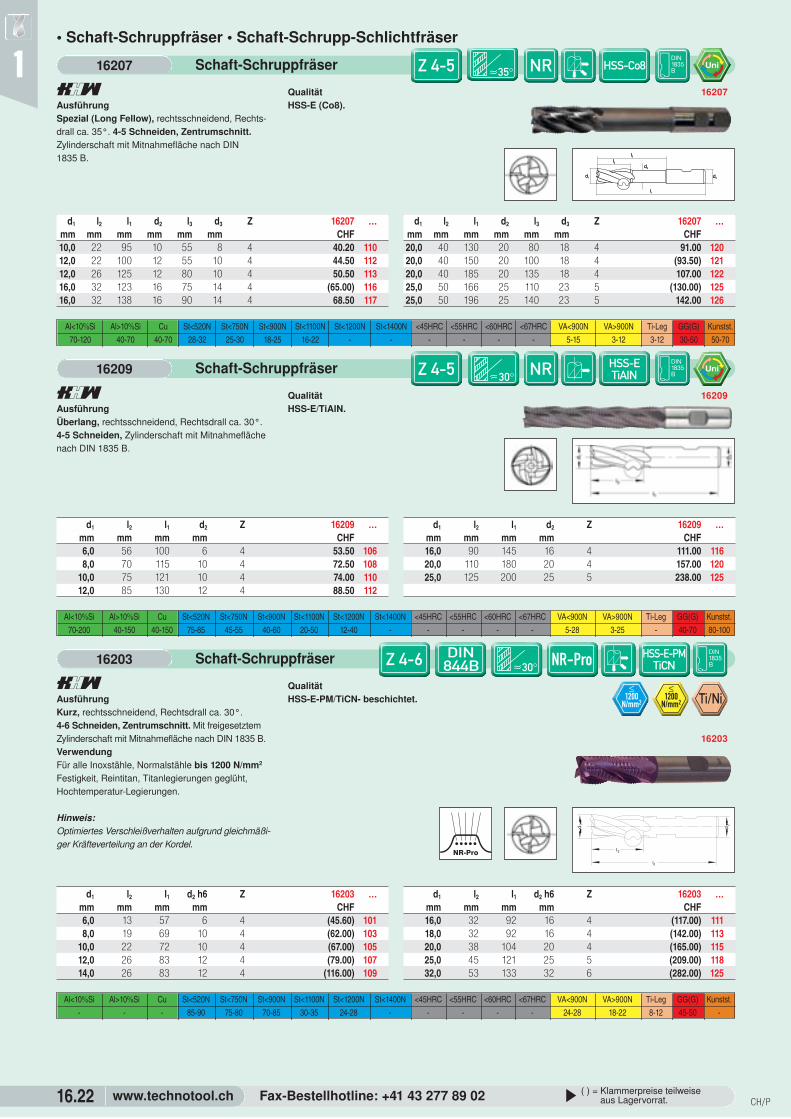
1Schaft-Schruppfräser
ßAusführungKurz, rechtsschneidend, Rechtsdrall ca. 30°.4-6 Schneiden, Zentrumschnitt bis Ø 20 mm,darüber im Mittel frei. Zylinderschaft mit Mitnahme-fläche nach DIN 1835 B. Mit exzentrischem Hinter-schliff.
16195QualitätHSS-E (Co8).
16198QualitätHSS-E (Co8)/TiAlN-beschichtet.
16195
HSS-E HSS-E/TiAlNd1 js12 l2 l1 d2 h6 Z 16195 … 16198 …
mm mm mm mm CHF CHF10,0 22 72 10 4 20.10 105 24.00 10511,0 22 79 12 4 29.60 106 32.80 10612,0 26 83 12 4 25.50 107 28.30 10713,0 26 83 12 4 31.00 108 32.80 10814,0 26 83 12 4 28.90 109 40.90 10915,0 26 83 12 4 32.80 110 40.90 11016,0 32 92 16 4 32.80 111 39.90 11117,0 32 92 16 4 (44.10) 112 51.00 11218,0 32 92 16 4 36.80 113 51.00 11320,0 38 104 20 4 45.10 116 53.00 116
HSS-E HSS-E/TiAlNd1 js12 l2 l1 d2 h6 Z 16195 … 16198 …
mm mm mm mm CHF CHF22,0 38 104 20 5 65.00 117 69.50 11724,0 45 121 25 5 69.00 11925,0 45 121 25 5 69.00 120 75.00 12026,0 45 121 25 6 (83.50) 121 94.00 12128,0 45 121 25 6 87.50 122 94.00 12230,0 45 121 25 6 91.00 123 106.00 12332,0 53 133 32 6 106.00 124 115.00 12436,0 53 133 32 6 128.00 126 (161.00) 12640,0 63 155 32 6 131.00 129 201.00 129
16198
16195 - 16198
16198Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
100 90 90 80 65 65 45 30 - - - - - 30 20 - 65 -
16195Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -
HSS-ETiAIN
Schaft-Schruppfräser
ßAusführungLang, rechtsschneidend, mit Schruppverzahnung,Rechtsdrall ca. 30°. 4-6 Schneiden, Zylinderschaftmit Mitnahmefläche nach DIN 1835 B. Mit exzentri-schem Hinterschliff, über Ø 10,0 mm mit doppeltemHinterschliff.
QualitätHSS-E (Co5). 16200
d1 k12 l2 l1 d2 h6 Z 16200 …mm mm mm mm CHF8,0 38 88 10 4 40.20 100
10,0 45 95 10 4 40.20 10112,0 53 110 12 4 44.50 10214,0 53 110 12 4 50.50 10316,0 63 123 16 4 65.50 10518,0 63 123 16 4 75.50 106
d1 k12 l2 l1 d2 h6 Z 16200 …mm mm mm mm CHF20,0 75 141 20 4 94.00 10725,0 90 166 25 4 130.00 11030,0 90 166 25 5 185.00 11332,0 106 186 32 6 215.00 11436,0 106 186 32 6 280.00 115
16200
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.40-120 40-90 40-90 45-50 30-35 25-38 15-30 10-25 - - - - - 5-18 3-15 3-15 24-40 50-60
HSS-Co5
Z 4-6
Z 4-6
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
CH/P
• Schaft-Schruppfräser • Schaft-Schrupp-Schlichtfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.22
1
Schaft-Schruppfräser
ßAusführungÜberlang, rechtsschneidend, Rechtsdrall ca. 30°. 4-5 Schneiden, Zylinderschaft mit Mitnahmeflächenach DIN 1835 B.
QualitätHSS-E/TiAlN.
d1 l2 l1 d2 Z 16209 …mm mm mm mm CHF6,0 56 100 6 4 53.50 1068,0 70 115 10 4 72.50 108
10,0 75 121 10 4 74.00 11012,0 85 130 12 4 88.50 112
d1 l2 l1 d2 Z 16209 …mm mm mm mm CHF16,0 90 145 16 4 111.00 11620,0 110 180 20 4 157.00 12025,0 125 200 25 5 238.00 125
16209
16209
Schaft-Schruppfräser
ßAusführung Kurz, rechtsschneidend, Rechtsdrall ca. 30°. 4-6 Schneiden, Zentrumschnitt. Mit freigesetztemZylinderschaft mit Mitnahmefläche nach DIN 1835 B. Verwendung Für alle Inoxstähle, Normalstähle bis 1200 N/mm2
Festigkeit, Reintitan, Titanlegierungen geglüht,Hochtemperatur-Legierungen.
Hinweis:Optimiertes Verschleißverhalten aufgrund gleichmäßi-ger Kräfteverteilung an der Kordel.
Qualität HSS-E-PM/TiCN- beschichtet.
d1 l2 l1 d2 h6 Z 16203 …mm mm mm mm CHF6,0 13 57 6 4 (45.60) 1018,0 19 69 10 4 (62.00) 103
10,0 22 72 10 4 (67.00) 10512,0 26 83 12 4 (79.00) 10714,0 26 83 12 4 (116.00) 109
d1 l2 l1 d2 h6 Z 16203 …mm mm mm mm CHF16,0 32 92 16 4 (117.00) 11118,0 32 92 16 4 (142.00) 11320,0 38 104 20 4 (165.00) 11525,0 45 121 25 5 (209.00) 11832,0 53 133 32 6 (282.00) 125
16203
16203
Schaft-Schruppfräser
ßAusführungSpezial (Long Fellow), rechtsschneidend, Rechts-drall ca. 35°. 4-5 Schneiden, Zentrumschnitt.Zylinderschaft mit Mitnahmefläche nach DIN 1835 B.
QualitätHSS-E (Co8).
16207
16207
d1 l2 l1 d2 l3 d3 Z 16207 …mm mm mm mm mm mm CHF10,0 22 95 10 55 8 4 40.20 11012,0 22 100 12 55 10 4 44.50 11212,0 26 125 12 80 10 4 50.50 11316,0 32 123 16 75 14 4 (65.00) 11616,0 32 138 16 90 14 4 68.50 117
d1 l2 l1 d2 l3 d3 Z 16207 …mm mm mm mm mm mm CHF20,0 40 130 20 80 18 4 91.00 12020,0 40 150 20 100 18 4 (93.50) 12120,0 40 185 20 135 18 4 107.00 12225,0 50 166 25 110 23 5 (130.00) 12525,0 50 196 25 140 23 5 142.00 126
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70-120 40-70 40-70 28-32 25-30 18-25 16-22 - - - - - - 5-15 3-12 3-12 30-50 50-70
HSS-ETiAIN
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70-200 40-150 40-150 75-85 45-55 40-60 20-50 12-40 - - - - - 5-28 3-25 - 40-70 80-100
NR-Pro
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 85-90 75-80 70-85 30-35 24-28 - - - - - 24-28 18-22 8-12 45-50 -
Z 4-5
Z 4-5
Z 4-6
Ti/Ni
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.23
1Schaft-Schruppfräser
ßAusführungKurz, 6-8 Schneiden, Zylinderschaft mit Mitnahme-fläche nach DIN 1835 B. Hinterschliffenes Kordel-profil, Rechtsspirale 35°. Schruppverzahnung.
QualitätHSS-E (Co8).
16205
d1 k12 l2 l1 d2 h6 Z 16205 …mm mm mm mm CHF
30 30 90 20 6 129.00 10135 30 90 20 6 167.00 10240 32 95 25 8 212.00 10350 36 100 32 8 283.00 104
16205
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70-120 40-70 40-70 28-32 25-30 18-25 16-22 12-18 - - - - - 5-15 3-12 3-12 30-50 50-70
Schaft-Schruppfräser
ßAusführungKurz, rechtsschneidend, Rechtsdrall ca. 40°, 3 Schneiden, Zentrumschnitt. Zylinderschaft mitMitnahmefläche nach DIN 1835 B.
VerwendungFür weiche bis zähe, langspanende Werkstoffe wie Alu- und Kupferlegierungen.
QualitätHSS-E (Co8).
16210
d1 k12 l2 l1 d2 h6 16210 …mm mm mm mm CHF6,0 13 57 6 29.30 1018,0 19 69 10 30.70 102
10,0 22 72 10 30.70 10312,0 26 83 12 39.80 10414,0 26 83 12 44.60 10516,0 32 92 16 49.30 10620,0 38 104 20 62.00 10825,0 45 121 25 (95.50) 10930,0 45 121 25 (133.00) 110
16210
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.110-130 70-110 45-60 - - - - - - - - - - - - - - 60-100
Schaft-Schrupp-Schlichtfräser
ßAusführungKurz, 3 Schneiden, rechtsschneidend, Zentrum-schnitt, Rechtsdrall ca. 30°. Zylinderschaft mitMitnahmefläche nach DIN 1835 B.Mit exzentrischem Hinterschliff, über Ø 10,0 mm mitdoppeltem Hinterschliff.
16220QualitätHSS-E (Co8).
16223QualitätHSS-E (Co8)/TiAlN-beschichtet.
16220 - 16223
HSS-E HSS-E/TiAlNd1 k10 l2 l1 d2 h6 16220 … 16223 …
mm mm mm mm CHF CHF6,0 13 57 6 30.90 101 47.30 1018,0 19 69 10 33.70 102 49.50 102
10,0 22 72 10 34.30 103 56.00 10312,0 26 83 12 40.90 104 66.50 10414,0 26 83 12 45.20 105 79.50 10516,0 32 92 16 49.90 106 94.00 10618,0 32 92 16 64.00 107 108.00 10720,0 38 104 20 77.50 108 123.00 108
HSS-E HSS-E/TiAlNd1 k10 l2 l1 d2 h6 16220 … 16223 …
mm mm mm mm CHF CHF22,0 38 104 20 (88.50) 109 142.00 10925,0 45 121 25 108.00 110 158.00 11028,0 45 121 25 (129.00) 111 (194.00) 11130,0 45 121 25 142.00 112 205.00 11232,0 53 133 32 (164.00) 113 (228.00) 11336,0 53 133 32 (229.00) 114 (273.00) 11440,0 63 155 32 (269.00) 115 (282.00) 115
16220
16223
16220Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70 60 60 50 40 40 30 20 - - - - - 20 15 10 40 -16223
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.100 90 90 80 65 65 45 30 - - - - - 30 20 15 65 -
HSS-ETiAIN
Z 6-8
Z 3
Z 3
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

CH/P
• Schaft-Schruppfräser • Radius-Schruppfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.24
1 Schaft-Schruppfräser
AusführungKurz, 4-6 Schneiden. Mit exzentrischem Hinter-schliff. Mit freigesetztem Zylinderschaft mit Mitnah-mefläche nach DIN 1835 B, feines Schrupp-Profil,rechtsschneidend mit Zentrumschnitt. Rechtsdrallca. 35°.
16260ß
QualitätHSS-E (Co8).
16262ß
QualitätHSS-E (Co8)/TiAlN-beschichtet.
16268ß
Verwendung Auch für Trockenbearbeitung geeignet. Qualität HSS-Pulverstahl/TiAlN-beschichtet.
16269
0AusführungMit Innenkühlung.Qualität HSS-Pulverstahl/TiAlN-beschichtet.
16260
16262
16268 - 16269
HSS-E HSS-E/TiAlN HSS-PM/TiAlN HSS-PM/TiAlN IKd1 k12 l2 l1 d2 h6 Z 16260 … 16262 … 16268 … 16269 …
mm mm mm mm CHF CHF CHF CHF6,0 13 57 6 4 15.10 101 21.80 101 37.20 1018,0 19 69 10 4 15.90 102 25.00 102 39.40 102
10,0 22 72 10 4 16.80 103 25.70 103 42.20 103 64.00 10312,0 26 83 12 4 18.90 104 31.10 104 50.50 104 74.00 10414,0 26 83 12 4 23.30 105 36.40 105 64.50 10516,0 32 92 16 4 28.20 106 43.50 106 73.50 106 117.00 10618,0 32 92 16 4 28.20 107 52.00 107 90.50 10720,0 38 104 20 4 33.40 108 61.00 108 97.50 108 149.00 10825,0 45 121 25 6 54.00 109 92.50 109 152.00 10930,0 45 121 25 6 (218.00) 110 206.00 11032,0 53 133 32 6 297.00 112
16260 - 16269
Schaft-Schruppfräser
ßAusführungMittel lang, 4-6 Schneiden, Zentrumschnitt. Mitexzentrischem Hinterschliff. Mit freigesetztemZylinderschaft mit Mitnahmefläche nach DIN 1835 B, rechtsschneidend, Rechtsdrall 35°
QualitätHSS-E-PM/TiAlN-beschichtet.
d1 h10 l2 l1 d2 h6 Z 16271 …mm mm mm mm CHF6,0 19 63 6 4 43.80 1048,0 28 78 10 4 53.00 106
10,0 35 84 10 4 58.50 10812,0 40 97 12 4 66.00 11016,0 48 108 16 5 107.00 11220,0 60 122 20 5 138.00 11425,0 68 144 25 6 221.00 117
16271
16271
16260Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70-120 40-70 40-70 28-32 25-30 18-25 16-22 12-18 - - - - - 5-15 3-12 3-12 30-50 50-70
16268 + 16269Al10%Si Al10%Si Cu St520N St750N St900N St1100N St1200N St1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.140-250 120-140 90-120 80-90 70-80 55-65 50-60 40-50 - - - - - 40-45 35-40 - 60-90 80-120
16262Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70-200 40-150 40-150 75-85 45-55 40-60 20-50 12-40 - - - - - 5-28 3-25 3-25 40-70 80-100
HSS-ETiAIN
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.80-150 70-80 50-70 50-55 40-50 30-40 30-35 25-30 - - - - - 25-27 20-25 - 35-55 50-70
Z 4-6
Z 4-6
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.25
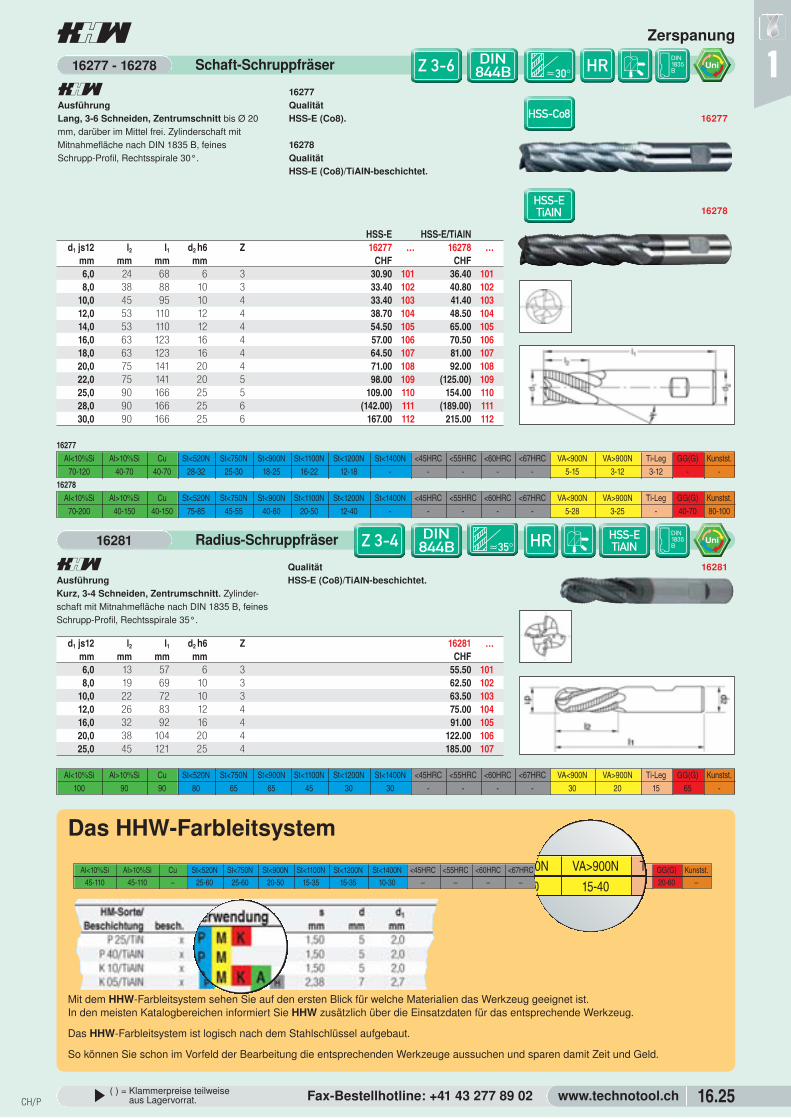
1Schaft-Schruppfräser
ßAusführungLang, 3-6 Schneiden, Zentrumschnitt bis Ø 20mm, darüber im Mittel frei. Zylinderschaft mitMitnahmefläche nach DIN 1835 B, feines Schrupp-Profil, Rechtsspirale 30°.
16277QualitätHSS-E (Co8).
16278QualitätHSS-E (Co8)/TiAlN-beschichtet.
16277
16278
16277 - 16278
HSS-E HSS-E/TiAlNd1 js12 l2 l1 d2 h6 Z 16277 … 16278 …
mm mm mm mm CHF CHF6,0 24 68 6 3 30.90 101 36.40 1018,0 38 88 10 3 33.40 102 40.80 102
10,0 45 95 10 4 33.40 103 41.40 10312,0 53 110 12 4 38.70 104 48.50 10414,0 53 110 12 4 54.50 105 65.00 10516,0 63 123 16 4 57.00 106 70.50 10618,0 63 123 16 4 64.50 107 81.00 10720,0 75 141 20 4 71.00 108 92.00 10822,0 75 141 20 5 98.00 109 (125.00) 10925,0 90 166 25 5 109.00 110 154.00 11028,0 90 166 25 6 (142.00) 111 (189.00) 11130,0 90 166 25 6 167.00 112 215.00 112
16278Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70-200 40-150 40-150 75-85 45-55 40-60 20-50 12-40 - - - - - 5-28 3-25 - 40-70 80-100
16277Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
70-120 40-70 40-70 28-32 25-30 18-25 16-22 12-18 - - - - - 5-15 3-12 3-12 - -
HSS-ETiAIN
Radius-Schruppfräser
ßAusführungKurz, 3-4 Schneiden, Zentrumschnitt. Zylinder-schaft mit Mitnahmefläche nach DIN 1835 B, feinesSchrupp-Profil, Rechtsspirale 35°.
QualitätHSS-E (Co8)/TiAlN-beschichtet.
d1 js12 l2 l1 d2 h6 Z 16281 …mm mm mm mm CHF6,0 13 57 6 3 55.50 1018,0 19 69 10 3 62.50 102
10,0 22 72 10 3 63.50 10312,0 26 83 12 4 75.00 10416,0 32 92 16 4 91.00 10520,0 38 104 20 4 122.00 10625,0 45 121 25 4 185.00 107
16281
16281 HSS-ETiAIN
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.100 90 90 80 65 65 45 30 30 - - - - 30 20 15 65 -
Z 3-6
Z 3-4
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
Das HHW-Farbleitsystem
Mit dem HHW-Farbleitsystem sehen Sie auf den ersten Blick für welche Materialien das Werkzeug geeignet ist. In den meisten Katalogbereichen informiert Sie HHW zusätzlich über die Einsatzdaten für das entsprechende Werkzeug.
Das HHW-Farbleitsystem ist logisch nach dem Stahlschlüssel aufgebaut.
So können Sie schon im Vorfeld der Bearbeitung die entsprechenden Werkzeuge aussuchen und sparen damit Zeit und Geld.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.45-110 45-110 – 25-60 25-60 20-50 15-35 15-35 10-30 – – – – 15-40 15-40 5-15 20-60 –
0N VA>900N T0 15-40 5

CH/P
• T-Nutenfräser • Schlitzfräser • Winkelfräser • Radiusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.26
1
Schlitzfräser
ßAusführungZylinderschaft mit Mitnahmefläche nach DIN 1835B. Rechtsschneidend, kreuzverzahnt, am Umfangschneidend, 6-12 Schneiden.
VerwendungZum Fräsen von Nuten für Scheibenfedern nachDIN 6888.QualitätHSS-E (Co5).
16375
d1 h12 x l2 e8 für Scheibenfedern l1 d2 h6 Z 16375 …mm Breite x Höhe mm mm mm CHF
10,5 x 2,0 2,0 x 3,7 50 6 8 56.00 10410,5 x 2,5 2,5 x 3,7 50 6 8 (53.00) 10510,5 x 3,0 3,0 x 3,7 50 6 6 56.00 10613,5 x 3,0 3,0 x 5,0 56 10 6 51.00 107
*13,5 x 2,0 - 56 10 6 51.00 12513,5 x 4,0 4,0 x 5,0 56 10 6 51.00 10816,5 x 3,0 3,0 x 6,5 56 10 6 56.00 10916,5 x 4,0 4,0 x 6,5 56 10 6 56.00 11016,5 x 5,0 5,0 x 6,5 56 10 6 56.00 11119,5 x 4,0 4,0 x 7,5 63 10 8 68.50 112
*19,5 x 3,0 - 63 10 8 67.50 12619,5 x 5,0 5,0 x 7,5 63 10 8 68.50 11319,5 x 6,0 6,0 x 7,5 63 10 8 68.50 11422,5 x 5,0 5,0 x 9,0 63 10 8 82.50 115
*22,5 x 4,0 - 63 10 8 82.00 12722,5 x 6,0 6,0 x 9,0 63 10 8 82.50 11622,5 x 8,0 8,0 x 9,0 63 10 8 86.00 11725,5 x 6,0 6,0 x 10,0 63 10 10 106.00 118
*25,5 x 5,0 - 63 10 10 106.00 12828,5 x 6,0 6,0 x 11,0 63 10 10 115.00 11928,5 x 8,0 8,0 x 11,0 63 10 10 115.00 120
28,5 x 10,0 10,0 x 11,0 71 12 10 123.00 12132,5 x 8,0 8,0 x 13,0 71 12 12 125.00 122
*32,5 x 6,0 - 71 12 10 123.00 12932,5 x 10,0 10,0 x 13,0 71 12 12 125.00 123*38,5 x 8,0 - 71 12 10 145.00 13045,5 x 10,0 10,0 x 16,0 71 12 12 189.00 124
* nicht DIN 850
16375
T-Nutenfräser
ßAusführungTyp N. 6-8 Schneiden.Rechtsschneidend, kreuzver-zahnt, am Umfang und an der Stirnseite schnei-dend. Zylinderschaft mit Mitnahmefläche nach DIN1835 B.
VerwendungZum Fräsen von T-Nuten nach DIN 650.QualitätHSS-E (Co5).
16370
für T-Nuten d1 d11 l2 d11 l1 d2 h6 Z 16370 …Nennmaß mm mm mm mm CHF
6,0 12,5 6 57 10 6 49.50 2018,0 16,0 8 62 10 6 57.00 202
10,0 18,0 8 70 12 6 65.00 20310,0 19,0 9 71 12 6 69.50 20412,0 21,0 9 74 12 6 72.50 20512,0 22,0 10 75 12 6 76.00 20614,0 25,0 11 82 16 6 86.00 20716,0 28,0 12 85 16 6 116.00 20818,0 32,0 14 90 16 8 124.00 20920,0 36,0 16 103 25 8 171.00 21022,0 40,0 18 108 25 8 229.00 211
l2
l1
d1
d2
16370
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.75-150 30-75 30-45 40-45 30-35 28-30 25-28 - - - - - - 20-23 18-20 10-20 22-35 60-120
HSS-Co5
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.75-150 30-75 30-45 40-45 30-35 28-30 25-28 - - - - - - 20-23 18-20 10-20 22-35 60-120
HSS-Co5DIN850D
DIN851Z 6-8
Z 6-12
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.27
1Winkelfräser
ßAusführungZylinderschaft mit Mitnahmefläche nach DIN 1835 B. Rechtsschneidend, 6-10 Schneiden,Winkeltoleranz +/–30’.VerwendungZum Fräsen von Winkelnuten (Schlittenführungenusw.).QualitätHSS-E (Co5).
16380AusführungForm C Schneidenverjüngung in Richtung Schaft, amUmfang und an der Stirnseite schneidend, a = 45°.
16381AusführungForm C Schneidenverjüngung in Richtung Schaft, amUmfang und an der Stirnseite schneidend, a = 60°.
16382AusführungForm D Schneidenverjüngung in Richtung Stirnseite, nur am Umfang schneidend, a = 45°.
16383AusführungForm D Schneidenverjüngung in Richtung Stirnseite, nur am Umfang schneidend, a = 60°.
16380 - 16383
45° 60° 45° / C 60° / C 45° / D 60° / Dd1 l2 l2 l1 d2 h6 Z 16380 … 16381 … 16382 … 16383 …
mm mm mm mm mm CHF CHF CHF CHF16,0 4,0 6,3 60 12 6 42.40 101 42.20 101 42.20 101 42.40 10120,0 5,0 8,0 63 12 6 56.00 102 56.00 102 56.00 102 56.00 10225,0 6,3 10,0 67 12 8 70.50 103 70.50 103 69.50 103 70.50 10332,0 8,0 12,5 71 16 10 110.00 104 110.00 104 110.00 104 110.00 104
16380
16382
d1
l2
d2
l1
a
� d1
l2
d2
l1
a
�
16380-16381 16382-16383
Radiusfräser
ßAusführungKonkav (Viertelkreisfräser), Zylinderschaft mitMitnahmefläche nach DIN 1835 B. Rechtsschnei-dend, 4 Schneiden.VerwendungFür Werkstoffe bis ca. 1000 N/mm2 Festigkeit.
QualitätHSS-E (Co5).
16385 101-118
r h11 d1 d3 js14 l1 d2 h6 16385 …mm mm mm mm mm CHF1,0 8 6 60 10 44.10 1011,5 10 6 60 10 44.10 1032,0 10 6 60 10 44.10 1052,5 10 6 60 10 44.10 1063,0 12 6 60 12 44.10 1073,5 14 6 60 12 48.00 1094,0 14 6 60 12 48.00 1104,5 16 6 60 12 55.50 1115,0 16 6 60 12 55.50 112
r h11 d1 d3 js14 l1 d2 h6 16385 …mm mm mm mm mm CHF6,0 21 8 67 16 64.00 1148,0 24 8 71 16 73.50 118
10,0 28 8 85 25 97.50 11912,0 35 10 90 25 122.00 12114,0 42 16 100 25 169.00 12416,0 48 16 100 25 226.00 12618,0 54 16 112 32 262.00 12720,0 58 16 112 32 283.00 128
16385
HSS-Co5
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.75-150 30-75 30-45 40-45 30-35 28-30 25-28 - - - - - - 20-23 18-20 10-20 22-35 60-120
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.75-150 30-75 30-45 40-45 30-35 28-30 25-28 - - - - - - 20-23 18-20 10-20 22-35 60-120
16381
16383
DIN1833C
DIN1833D
Z 6-10
HSS-Co5DIN6518BZ 4
DIN1833C
DIN1833D

CH/P
• Schaftfräser • VHM-Einzahnfräser • VHM-Minifräser • VHM-Bohrnutenfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.28
1 Schaftfräser
ßAusführungKurz, rechtsschneidend, Rechtsdrall ca. 30°. 4-6 Schneiden. Mit exzentrischem Hinterschliff.Morsekegelschaft mit Innen-Anzugsgewinde DIN 228 Form A/DIN 2207. Bis 30 mm Ø = DIN 845 B, über 30 mm Ø = DIN 845 C.
QualitätHSS-E (Co8). 16390
d1 k10 l2 l1 MK Z 16390 …mm mm mm CHF10,0 22 92 1 4 54.00 10112,0 26 96 1 4 (56.00) 10314,0 26 111 2 4 (60.50) 10516,0 32 117 2 4 (66.50) 10718,0 32 117 2 4 (76.00) 10920,0 38 123 2 4 86.00 111
d1 k10 l2 l1 MK Z 16390 …mm mm mm CHF22,0 38 123 2 6 103.00 11325,0 45 147 3 6 118.00 11628,0 45 147 3 6 (135.00) 11830,0 45 147 3 6 160.00 11932,0 53 201 4 6 (223.00) 12040,0 63 211 4 6 (340.00) 122
l1
d1
l2
16390
VHM-Einzahnfräser AluSpeed®
0AusführungMit Freistellung. 1 Schneide. 30° rechtsschnei-dend. Zentrumschneidend, scharfkantig. Mit glattem Zylinderschaft nach DIN 6535 HA.VerwendungWeiche Werkstoffe, langspanendes Aluminium, NE-Metalle, Kunststoffe.
QualitätVHM Feinstkorn mit Spiegelschliff, polierte Spankammer zur verbesserten Spanabfuhr.
Hinweis:Spiegelschliff: höchste Schneidenausprägung =extrem scharfe Schneiden, besseres Abgleiten des Spanes, Verringerung des Kaltaufschweißens.
16485
16485
Ø d1 d2 d3 l1 l2 l3 16485 …mm mm mm mm mm mm CHF1,5 3 1,4 50 22 6 26.20 2012,0 3 1,8 50 22 8 27.50 2023,0 3 2,8 50 22 12 28.90 2034,0 4 3,8 57 29 15 31.60 2045,0 5 4,8 60 32 17 38.50 2056,0 6 5,8 64 28 20 39.80 2068,0 8 7,8 64 28 24 58.00 207
10,0 10 9,7 73 33 25 88.50 20812,0 12 11,7 84 39 32 130.00 20916,0 16 15,7 93 45 38 (189.00) 210
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.70-120 40-70 40-70 28-32 25-30 18-25 16-22 12-18 - - - - - 5-15 3-12 3-12 - -
Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti<950N Ti<1400N Thermoplast Duroplast350-700 280-560 140-420 105-175 105-140 - - - - - - - - - - -
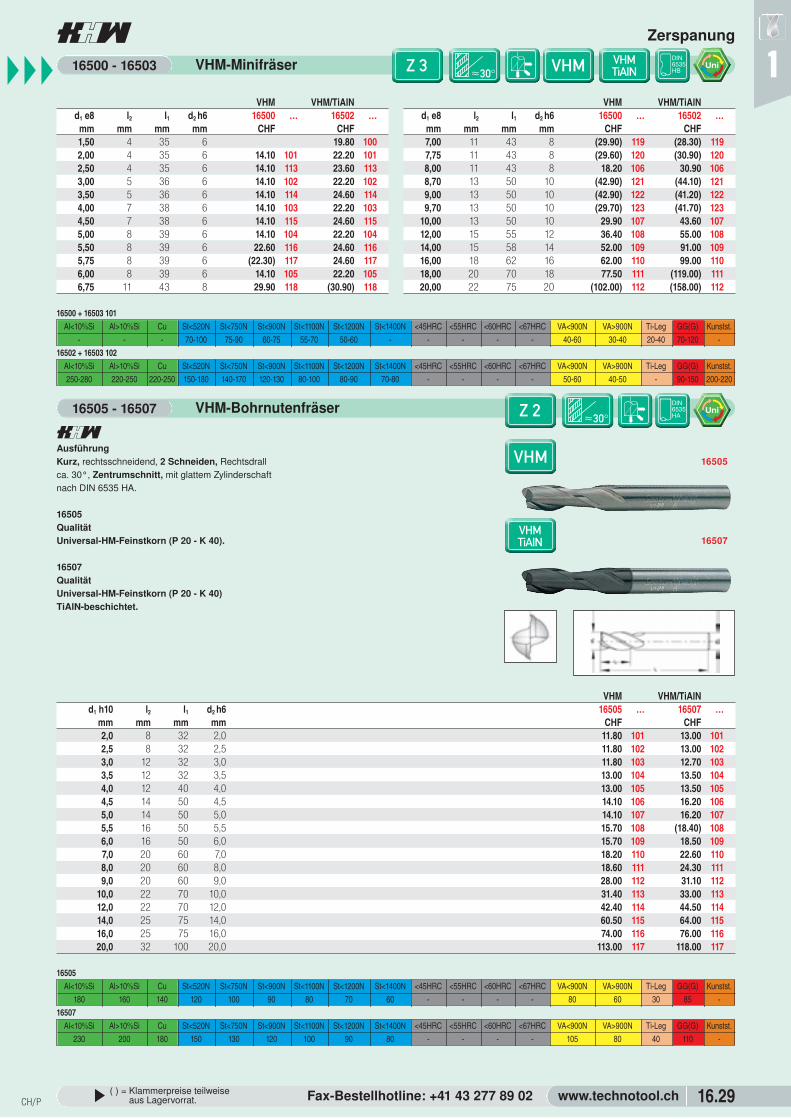
VHM-Minifräser
ßAusführungKurz, rechtsschneidend, 3 Schneiden, Rechtsdrallca. 30°, Zentrumschnitt, exzentrischer Hinter-schliff, Zylinderschaft mit Mitnahmefläche ähnlichDIN 6535 HB.
Hinweis:Das Nachschleifen von Fräsern mit kleinemSchneidendurchmesser ist unwirtschaftlich. Es istdaher günstiger, Fräser bis zur Verschleißgrenze zubenutzen und dann wegzuwerfen. Sie setzenständig fabrikneue Fräser ein und vermindern ihrAusschussrisiko.
16500 + 16503 101QualitätUniversal-HM-Feinstkorn (P 20 - K 40).
16502 + 16503 102QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16503
Satzinhalt Fräser Ø Beschichtung 16503 …mm CHF
12teilig 2 / 2 / 3 / 3 / 4 / 4 / 5 / 5 / 6 / 8 / 10 - 201.00 10112teilig 2 / 2 / 3 / 3 / 4 / 4 / 5 / 5 / 6 / 8 / 10 TiAlN 283.00 102
16500 - 16503
DIN845C
DIN845BZ 4-6
Z 1 HPC
Z 3
16500
16502
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.29
1VHM VHM/TiAlN
d1 e8 l2 l1 d2 h6 16500 … 16502 …mm mm mm mm CHF CHF1,50 4 35 6 19.80 1002,00 4 35 6 14.10 101 22.20 1012,50 4 35 6 14.10 113 23.60 1133,00 5 36 6 14.10 102 22.20 1023,50 5 36 6 14.10 114 24.60 1144,00 7 38 6 14.10 103 22.20 1034,50 7 38 6 14.10 115 24.60 1155,00 8 39 6 14.10 104 22.20 1045,50 8 39 6 22.60 116 24.60 1165,75 8 39 6 (22.30) 117 24.60 1176,00 8 39 6 14.10 105 22.20 1056,75 11 43 8 29.90 118 (30.90) 118
VHM VHM/TiAlNd1 e8 l2 l1 d2 h6 16500 … 16502 …
mm mm mm mm CHF CHF7,00 11 43 8 (29.90) 119 (28.30) 1197,75 11 43 8 (29.60) 120 (30.90) 1208,00 11 43 8 18.20 106 30.90 1068,70 13 50 10 (42.90) 121 (44.10) 1219,00 13 50 10 (42.90) 122 (41.20) 1229,70 13 50 10 (29.70) 123 (41.70) 123
10,00 13 50 10 29.90 107 43.60 10712,00 15 55 12 36.40 108 55.00 10814,00 15 58 14 52.00 109 91.00 10916,00 18 62 16 62.00 110 99.00 11018,00 20 70 18 77.50 111 (119.00) 11120,00 22 75 20 (102.00) 112 (158.00) 112
16500 + 16503 101Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
- - - 70-100 75-90 60-75 55-70 50-60 - - - - - 40-60 30-40 20-40 70-120 -16502 + 16503 102
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.250-280 220-250 220-250 150-180 140-170 120-130 80-100 80-90 70-80 - - - - 50-60 40-50 - 90-150 200-220
VHM-Bohrnutenfräser
ßAusführungKurz, rechtsschneidend, 2 Schneiden, Rechtsdrallca. 30°, Zentrumschnitt, mit glattem Zylinderschaftnach DIN 6535 HA.
16505QualitätUniversal-HM-Feinstkorn (P 20 - K 40).
16507QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16505
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16505 … 16507 …
mm mm mm mm CHF CHF2,0 8 32 2,0 11.80 101 13.00 1012,5 8 32 2,5 11.80 102 13.00 1023,0 12 32 3,0 11.80 103 12.70 1033,5 12 32 3,5 13.00 104 13.50 1044,0 12 40 4,0 13.00 105 13.50 1054,5 14 50 4,5 14.10 106 16.20 1065,0 14 50 5,0 14.10 107 16.20 1075,5 16 50 5,5 15.70 108 (18.40) 1086,0 16 50 6,0 15.70 109 18.50 1097,0 20 60 7,0 18.20 110 22.60 1108,0 20 60 8,0 18.60 111 24.30 1119,0 20 60 9,0 28.00 112 31.10 112
10,0 22 70 10,0 31.40 113 33.00 11312,0 22 70 12,0 42.40 114 44.50 11414,0 25 75 14,0 60.50 115 64.00 11516,0 25 75 16,0 74.00 116 76.00 11620,0 32 100 20,0 113.00 117 118.00 117
16507
16505 - 16507
16505Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
180 160 140 120 100 90 80 70 60 - - - - 80 60 30 85 -16507
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.230 200 180 150 130 120 100 90 80 - - - - 105 80 40 110 -
Z 2
VHM-Minifräser16500 - 16503 Z 3
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
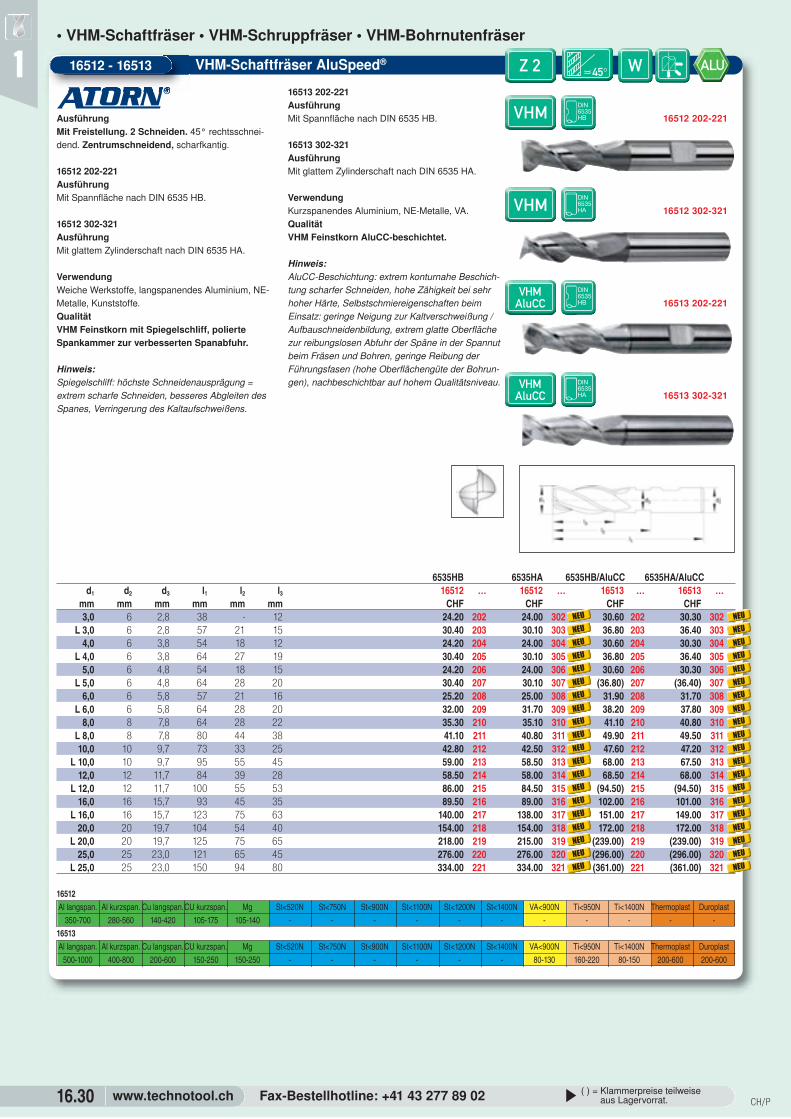
CH/PFax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.30
1 VHM-Schaftfräser AluSpeed®
0AusführungMit Freistellung. 2 Schneiden. 45° rechtsschnei-dend. Zentrumschneidend, scharfkantig.
16512 202-221AusführungMit Spannfläche nach DIN 6535 HB.
16512 302-321AusführungMit glattem Zylinderschaft nach DIN 6535 HA.
VerwendungWeiche Werkstoffe, langspanendes Aluminium, NE-Metalle, Kunststoffe.QualitätVHM Feinstkorn mit Spiegelschliff, polierteSpankammer zur verbesserten Spanabfuhr.
Hinweis:Spiegelschliff: höchste Schneidenausprägung =extrem scharfe Schneiden, besseres Abgleiten desSpanes, Verringerung des Kaltaufschweißens.
16513 202-221AusführungMit Spannfläche nach DIN 6535 HB.
16513 302-321AusführungMit glattem Zylinderschaft nach DIN 6535 HA.
VerwendungKurzspanendes Aluminium, NE-Metalle, VA.QualitätVHM Feinstkorn AluCC-beschichtet.
Hinweis:AluCC-Beschichtung: extrem konturnahe Beschich-tung scharfer Schneiden, hohe Zähigkeit bei sehrhoher Härte, Selbstschmiereigenschaften beimEinsatz: geringe Neigung zur Kaltverschweißung /Aufbauschneidenbildung, extrem glatte Oberflächezur reibungslosen Abfuhr der Späne in der Spannutbeim Fräsen und Bohren, geringe Reibung derFührungsfasen (hohe Oberflächengüte der Bohrun-gen), nachbeschichtbar auf hohem Qualitätsniveau.
16512 202-221
16512 302-321
16513 202-221
16513 302-321
6535HB 6535HA 6535HB/AluCC 6535HA/AluCCd1 d2 d3 l1 l2 l3 16512 … 16512 … 16513 … 16513 …
mm mm mm mm mm mm CHF CHF CHF CHF3,0 6 2,8 38 - 12 24.20 202 24.00 302 30.60 202 30.30 302
L 3,0 6 2,8 57 21 15 30.40 203 30.10 303 36.80 203 36.40 3034,0 6 3,8 54 18 12 24.20 204 24.00 304 30.60 204 30.30 304
L 4,0 6 3,8 64 27 19 30.40 205 30.10 305 36.80 205 36.40 3055,0 6 4,8 54 18 15 24.20 206 24.00 306 30.60 206 30.30 306
L 5,0 6 4,8 64 28 20 30.40 207 30.10 307 (36.80) 207 (36.40) 3076,0 6 5,8 57 21 16 25.20 208 25.00 308 31.90 208 31.70 308
L 6,0 6 5,8 64 28 20 32.00 209 31.70 309 38.20 209 37.80 3098,0 8 7,8 64 28 22 35.30 210 35.10 310 41.10 210 40.80 310
L 8,0 8 7,8 80 44 38 41.10 211 40.80 311 49.90 211 49.50 31110,0 10 9,7 73 33 25 42.80 212 42.50 312 47.60 212 47.20 312
L 10,0 10 9,7 95 55 45 59.00 213 58.50 313 68.00 213 67.50 31312,0 12 11,7 84 39 28 58.50 214 58.00 314 68.50 214 68.00 314
L 12,0 12 11,7 100 55 53 86.00 215 84.50 315 (94.50) 215 (94.50) 31516,0 16 15,7 93 45 35 89.50 216 89.00 316 102.00 216 101.00 316
L 16,0 16 15,7 123 75 63 140.00 217 138.00 317 151.00 217 149.00 31720,0 20 19,7 104 54 40 154.00 218 154.00 318 172.00 218 172.00 318
L 20,0 20 19,7 125 75 65 218.00 219 215.00 319 (239.00) 219 (239.00) 31925,0 25 23,0 121 65 45 276.00 220 276.00 320 (296.00) 220 (296.00) 320
L 25,0 25 23,0 150 94 80 334.00 221 334.00 321 (361.00) 221 (361.00) 321
16512 - 16513
• VHM-Schaftfräser • VHM-Schruppfräser • VHM-Bohrnutenfräser
Z 2
16512Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti<950N Ti<1400N Thermoplast Duroplast
350-700 280-560 140-420 105-175 105-140 - - - - - - - - - - -16513Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti<950N Ti<1400N Thermoplast Duroplast
500-1000 400-800 200-600 150-250 150-250 - - - - - - 80-130 160-220 80-150 200-600 200-600
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
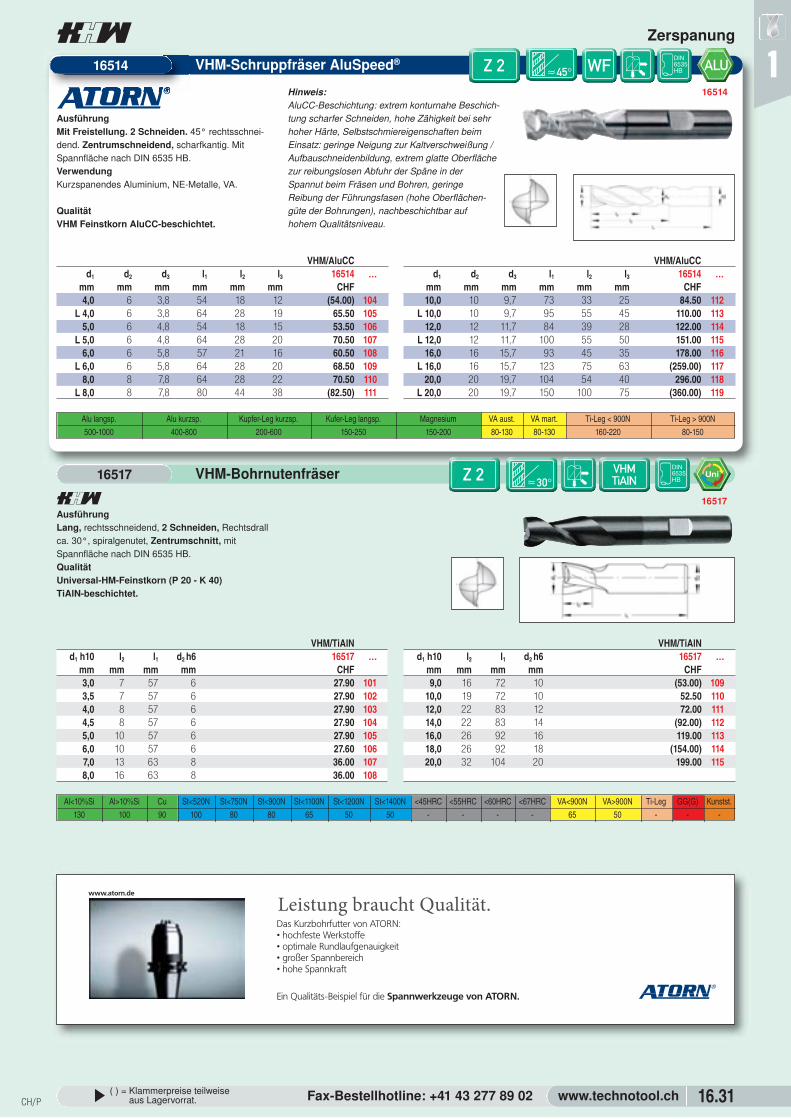
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.31
1VHM-Schruppfräser AluSpeed®
0AusführungMit Freistellung. 2 Schneiden. 45° rechtsschnei-dend. Zentrumschneidend, scharfkantig. MitSpannfläche nach DIN 6535 HB.VerwendungKurzspanendes Aluminium, NE-Metalle, VA.
QualitätVHM Feinstkorn AluCC-beschichtet.
Hinweis:AluCC-Beschichtung: extrem konturnahe Beschich-tung scharfer Schneiden, hohe Zähigkeit bei sehrhoher Härte, Selbstschmiereigenschaften beimEinsatz: geringe Neigung zur Kaltverschweißung /Aufbauschneidenbildung, extrem glatte Oberflächezur reibungslosen Abfuhr der Späne in der Spannut beim Fräsen und Bohren, geringe Reibung der Führungsfasen (hohe Oberflächen-güte der Bohrungen), nachbeschichtbar auf hohem Qualitätsniveau.
16514
VHM/AluCCd1 d2 d3 l1 l2 l3 16514 …
mm mm mm mm mm mm CHF4,0 6 3,8 54 18 12 (54.00) 104
L 4,0 6 3,8 64 28 19 65.50 1055,0 6 4,8 54 18 15 53.50 106
L 5,0 6 4,8 64 28 20 70.50 1076,0 6 5,8 57 21 16 60.50 108
L 6,0 6 5,8 64 28 20 68.50 1098,0 8 7,8 64 28 22 70.50 110
L 8,0 8 7,8 80 44 38 (82.50) 111
VHM/AluCCd1 d2 d3 l1 l2 l3 16514 …
mm mm mm mm mm mm CHF10,0 10 9,7 73 33 25 84.50 112
L 10,0 10 9,7 95 55 45 110.00 11312,0 12 11,7 84 39 28 122.00 114
L 12,0 12 11,7 100 55 50 151.00 11516,0 16 15,7 93 45 35 178.00 116
L 16,0 16 15,7 123 75 63 (259.00) 11720,0 20 19,7 104 54 40 296.00 118
L 20,0 20 19,7 150 100 75 (360.00) 119
16514
VHM-Bohrnutenfräser16517
VHM/TiAlNd1 h10 l2 l1 d2 h6 16517 …
mm mm mm mm CHF3,0 7 57 6 27.90 1013,5 7 57 6 27.90 1024,0 8 57 6 27.90 1034,5 8 57 6 27.90 1045,0 10 57 6 27.90 1056,0 10 57 6 27.60 1067,0 13 63 8 36.00 1078,0 16 63 8 36.00 108
VHM/TiAlNd1 h10 l2 l1 d2 h6 16517 …
mm mm mm mm CHF9,0 16 72 10 (53.00) 109
10,0 19 72 10 52.50 11012,0 22 83 12 72.00 11114,0 22 83 14 (92.00) 11216,0 26 92 16 119.00 11318,0 26 92 18 (154.00) 11420,0 32 104 20 199.00 115
16517ßAusführungLang, rechtsschneidend, 2 Schneiden, Rechtsdrallca. 30°, spiralgenutet, Zentrumschnitt, mitSpannfläche nach DIN 6535 HB.QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.130 100 90 100 80 80 65 50 50 - - - - 65 50 - - -
Z 2
Z 2
Alu langsp. Alu kurzsp. Kupfer-Leg kurzsp. Kufer-Leg langsp. Magnesium VA aust. VA mart. Ti-Leg < 900N Ti-Leg > 900N500-1000 400-800 200-600 150-250 150-200 80-130 80-130 160-220 80-150
Leistung braucht Qualität.www.atorn.de
Das Kurzbohrfutter von ATORN:
Spannwerkzeuge von ATORN.
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
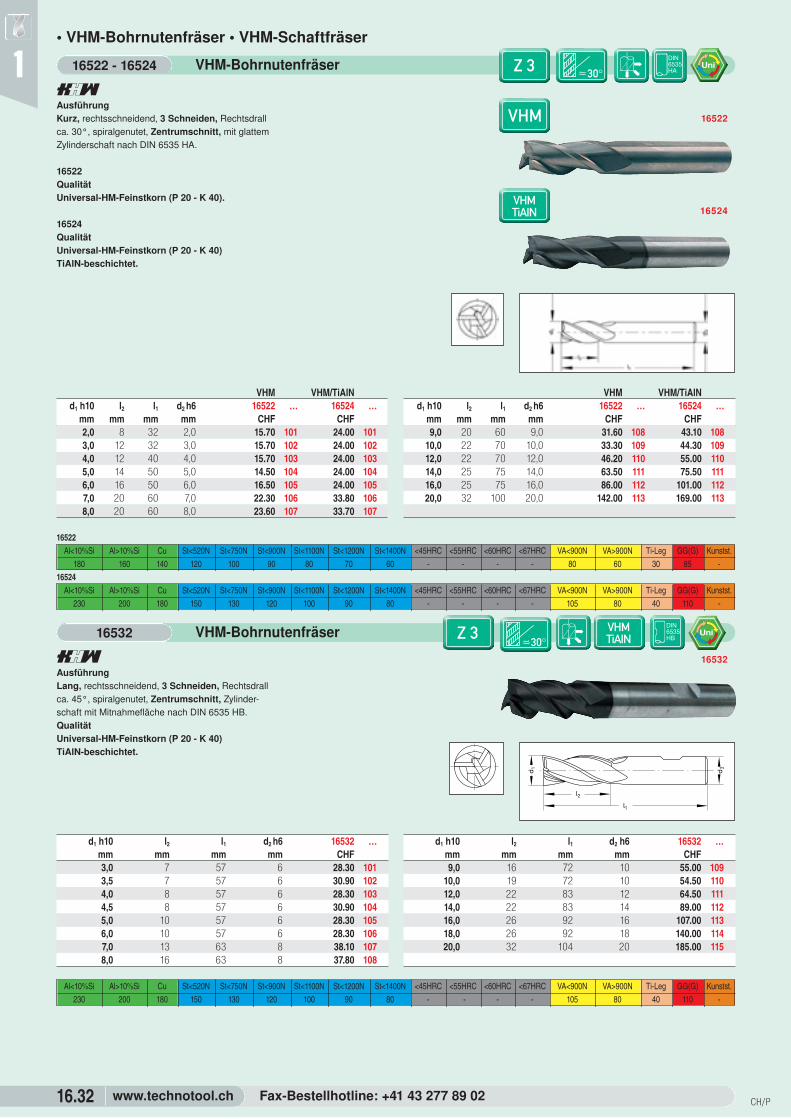
CH/P
• VHM-Bohrnutenfräser • VHM-Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.32
1 VHM-Bohrnutenfräser
ßAusführungKurz, rechtsschneidend, 3 Schneiden, Rechtsdrallca. 30°, spiralgenutet, Zentrumschnitt, mit glattemZylinderschaft nach DIN 6535 HA.
16522QualitätUniversal-HM-Feinstkorn (P 20 - K 40).
16524QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16522
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16522 … 16524 …
mm mm mm mm CHF CHF2,0 8 32 2,0 15.70 101 24.00 1013,0 12 32 3,0 15.70 102 24.00 1024,0 12 40 4,0 15.70 103 24.00 1035,0 14 50 5,0 14.50 104 24.00 1046,0 16 50 6,0 16.50 105 24.00 1057,0 20 60 7,0 22.30 106 33.80 1068,0 20 60 8,0 23.60 107 33.70 107
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16522 … 16524 …
mm mm mm mm CHF CHF9,0 20 60 9,0 31.60 108 43.10 108
10,0 22 70 10,0 33.30 109 44.30 10912,0 22 70 12,0 46.20 110 55.00 11014,0 25 75 14,0 63.50 111 75.50 11116,0 25 75 16,0 86.00 112 101.00 11220,0 32 100 20,0 142.00 113 169.00 113
16524
16522 - 16524
16522Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
180 160 140 120 100 90 80 70 60 - - - - 80 60 30 85 -16524
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.230 200 180 150 130 120 100 90 80 - - - - 105 80 40 110 -
Z 3
d1 h10 l2 l1 d2 h6 16532 …mm mm mm mm CHF3,0 7 57 6 28.30 1013,5 7 57 6 30.90 1024,0 8 57 6 28.30 1034,5 8 57 6 30.90 1045,0 10 57 6 28.30 1056,0 10 57 6 28.30 1067,0 13 63 8 38.10 1078,0 16 63 8 37.80 108
d1 h10 l2 l1 d2 h6 16532 …mm mm mm mm CHF9,0 16 72 10 55.00 109
10,0 19 72 10 54.50 11012,0 22 83 12 64.50 11114,0 22 83 14 89.00 11216,0 26 92 16 107.00 11318,0 26 92 18 140.00 11420,0 32 104 20 185.00 115
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.230 200 180 150 130 120 100 90 80 - - - - 105 80 40 110 -
ßAusführungLang, rechtsschneidend, 3 Schneiden, Rechtsdrallca. 45°, spiralgenutet, Zentrumschnitt, Zylinder-schaft mit Mitnahmefläche nach DIN 6535 HB.QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16532
VHM-Bohrnutenfräser16532
l1
l2
d2
d1
Z 3

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.33
1VHM-Schaftfräser AluSpeed®
16528 202-221
16528 302-321
16529 202-221
16529 302-321
6535 HB 6535 HA 6535 HB/AluCC 6535 HA/AluCCd1 d2 d3 l1 l2 l3 16528 … 16528 … 16529 … 16529 …
mm mm mm mm mm mm CHF CHF CHF CHF3 6 2,8 38 - 12 24.20 202 24.00 302 30.60 202 30.30 302
L 3 6 2,8 57 21 15 30.40 203 30.10 303 36.70 203 36.40 3034 6 3,8 54 18 12 24.20 204 24.00 304 30.60 204 30.30 304
L 4 6 3,8 64 27 19 30.40 205 30.10 305 36.80 205 36.40 3055 6 4,8 54 18 15 24.20 206 24.00 306 30.60 206 30.30 306
L 5 6 4,8 64 28 20 30.40 207 30.10 307 36.80 207 36.40 3076 6 5,8 57 21 16 25.00 208 25.00 308 31.90 208 31.70 308
L 6 6 5,8 64 28 20 31.90 209 31.70 309 38.20 209 37.80 3098 8 7,8 64 28 22 35.30 210 35.10 310 41.10 210 40.80 310
L 8 8 7,8 80 44 38 41.10 211 40.80 311 49.90 211 49.50 31110 10 9,7 73 33 25 42.50 212 42.50 312 47.50 212 47.20 312
L 10 10 9,7 95 55 45 59.00 213 58.50 313 68.00 213 67.50 31312 12 11,7 84 39 28 58.50 214 58.00 314 68.50 214 68.00 314
L 12 12 11,7 100 58 52 86.00 215 84.50 315 95.50 215 94.50 31516 16 15,7 93 45 35 89.50 216 89.00 316 102.00 216 101.00 316
L 16 16 15,7 123 75 63 140.00 217 138.00 317 151.00 217 149.00 31720 20 19,7 104 54 40 155.00 218 154.00 318 175.00 218 172.00 318
L 20 20 19,7 125 75 65 218.00 219 215.00 319 243.00 219 239.00 31925 25 23,0 121 65 45 (279.00) 220 (276.00) 320 (299.00) 220 (296.00) 320
L 25 25 23,0 150 94 80 (334.00) 221 (334.00) 321 (365.00) 221 (361.00) 321
16528 - 16529
0AusführungMit Freistellung. 3 Schneiden. 45° rechtsschnei-dend. Zentrumschneidend, scharfkantig.
16528 202-221AusführungMit Spannfläche nach DIN 6535 HB.
16528 302-221AusführungMit glattem Zylinderschaft DIN 6535 HA.
VerwendungWeiche Werkstoffe, langspanendes Aluminium, NE-Metalle, Kunststoffe.QualitätVHM Feinstkorn mit Spiegelschliff, polierteSpankammer zur verbesserten Spanabfuhr.
Hinweis:Spiegelschliff: höchste Schneidenausprägung =extrem scharfe Schneiden, besseres Abgleiten desSpanes, Verringerung des Kaltaufschweißens.
16529 202-221AusführungMit Spannfläche nach DIN 6535 HB.
16529 302-321AusführungMit glattem Zylinderschaft DIN 6535 HA.
VerwendungKurzspanendes Aluminium, NE-Metalle, VA.QualitätVHM Feinstkorn AluCC-beschichtet.
Hinweis:AluCC-Beschichtung: extrem konturnahe Beschich-tung scharfer Schneiden, hohe Zähigkeit bei sehrhoher Härte, Selbstschmiereigenschaften beimEinsatz: geringe Neigung zur Kaltverschweißung /Aufbauschneidenbildung, extrem glatte Oberflächezur reibungslosen Abfuhr der Späne in der Spannutbeim Fräsen und Bohren, geringe Reibung derFührungsfasen (hohe Oberflächengüte der Bohrun-gen), nachbeschichtbar auf hohem Qualitätsniveau.
Z 3
16528Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti <950N Ti<1400N Thermoplast Duroplast
350-700 280-560 140-420 105-175 105-140 - - - - - - - - - - -16529Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti <950N Ti<1400N Thermoplast Duroplast
500-1000 400-800 200-600 150-250 150-250 - - - - - - 80-130 160-220 80-150 200-600 200-600
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

CH/P
• VHM-Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.34
1 VHM-Schaftfräser AluSpeed® mit Kantenfase
0AusführungMit Freistellung. 3 Schneiden, mit Kantenfase (f).45° rechtsschneidend. Zentrumschneidend.
16530 201-221AusführungMit Spannfläche nach DIN 6535 HB.
16530 302-321AusführungMit glattem Zylinderschaft nach DIN 6535 HA.
VerwendungWeiche Werkstoffe, langspanendes Aluminium, NE-Metalle, Kunststoffe.QualitätVHM Feinstkorn mit Spiegelschliff, polierteSpankammer zur verbesserten Spanabfuhr.
Hinweis:Spiegelschliff: höchste Schneidenausprägung =extrem scharfe Schneiden, besseres Abgleiten desSpanes, Verringerung des Kaltaufschweißens.
16531 202-221AusführungMit Spannfläche nach DIN 6535 HB.
16531 302-321AusführungMit glattem Zylinderschaft nach DIN 6535 HA.
VerwendungKurzspanendes Aluminium, NE-Metalle, VA.QualitätVHM Feinstkorn AluCC-beschichtet.
Hinweis:AluCC-Beschichtung: extrem konturnahe Beschich-tung scharfer Schneiden, hohe Zähigkeit bei sehrhoher Härte, Selbstschmiereigenschaften beimEinsatz: geringe Neigung zur Kaltverschweißung /Aufbauschneidenbildung, extrem glatte Oberflächezur reibungslosen Abfuhr der Späne in der Spannut beim Fräsen und Bohren, geringe Reibung der Führungsfasen (hohe Oberflächen-güte der Bohrungen), nachbeschichtbar auf hohem Qualitätsniveau.
16530 202-221
16530 302-321
16531 202-221
16531 302-321
6535HB 6535HA 6535HB/AluCC 6535HA/AluCCd1 Kante f x 45° d2 d3 l1 l2 l3 16530 … 16530 … 16531 … 16531 …
mm +0,05 mm mm mm mm mm mm CHF CHF CHF CHF3,0 0,1 6 2,8 38 - 12 24.20 202 24.00 302 30.60 202 30.30 302
L 3,0 0,1 6 2,8 57 21 15 (30.40) 203 (30.10) 303 36.70 203 36.40 3034,0 0,1 6 3,8 54 18 12 24.20 204 24.00 304 30.60 204 30.30 304
L 4,0 0,1 6 3,8 64 27 19 30.40 205 30.10 305 36.80 205 36.40 3055,0 0,1 6 4,8 54 18 15 (24.00) 206 (24.00) 306 30.60 206 30.30 306
L 5,0 0,1 6 4,8 64 28 20 30.40 207 30.10 307 36.80 207 36.40 3076,0 0,1 6 5,8 57 21 16 25.20 208 25.00 308 31.90 208 31.70 308
L 6,0 0,1 6 5,8 64 28 20 (32.00) 209 (31.70) 309 38.20 209 37.80 3098,0 0,2 8 7,8 64 28 22 35.40 210 35.10 310 41.10 210 40.80 310
L 8,0 0,2 8 7,8 80 44 38 41.20 211 40.80 311 49.90 211 49.50 31110,0 0,2 10 9,7 73 33 25 42.90 212 42.50 312 47.50 212 47.20 312
L 10,0 0,2 10 9,7 95 55 45 (59.00) 213 (58.50) 313 68.00 213 67.50 31312,0 0,2 12 11,7 84 39 28 59.00 214 58.00 314 68.50 214 68.00 314
L 12,0 0,2 12 11,7 100 55 53 (86.00) 215 (84.50) 315 95.50 215 94.50 31516,0 0,2 16 15,7 93 45 35 89.50 216 89.00 316 102.00 216 101.00 316
L 16,0 0,2 16 15,7 123 75 63 (140.00) 217 (138.00) 317 151.00 217 149.00 31720,0 0,2 20 19,7 104 54 40 157.00 218 154.00 318 174.00 218 172.00 318
L 20,0 0,2 20 19,7 125 75 65 (215.00) 219 (215.00) 319 243.00 219 239.00 31925,0 0,3 25 23,0 121 65 45 (276.00) 220 (276.00) 320 (299.00) 220 (296.00) 320
L 25,0 0,3 25 23,0 150 94 80 (334.00) 221 (334.00) 321 (365.00) 221 (361.00) 321
16530 - 16531 Z 3
16530Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti<950N Ti<1400N Thermoplast Duroplast
350-700 280-560 140-420 105-175 105-140 - - - - - - - - - - -16531Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti<950N Ti<1400N Thermoplast Duroplast
500-1000 400-800 200-600 150-250 150-250 - - - - - - 80-130 160-220 80-150 200-600 200-600

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.35
1VHM-Schaftfräser 35/38° G2
ßAusführung 4 Schneiden, Zentrumschnitt, Rechtsdrall mit un -gleicher Teilung 35/38°. Optimierte Spankammer.Bis 80 % höhere Standzeit. Bis 60 % mehr Vor-schub. Schruppen und Schlichten mit einemWerkzeug. Keine Vibration.Verwendung Ungleiche Drallsteigung bewirkt ruhigen, vibrati-onsarmen Lauf und gute Oberflächengüte. HoheZerspanungsleistung.Qualität Universal-HM-Feinstkorn (P 20 - K 40) TiAlCN-beschichtet. Typ VA: Nacro-beschichtet.
16533
16534 104-120
16534 204-225
16534 304-320
kurz kurz/6535HBd1 l2 l1 d2 16533 …
mm mm mm mm CHF4,0 8 54 6 38.40 1045,0 9 54 6 38.40 1056,0 10 54 6 38.40 1067,0 12 58 8 49.90 1078,0 12 58 8 49.50 1089,0 14 66 10 70.50 109
10,0 14 66 10 69.50 11011,0 16 73 12 91.00 11112,0 16 73 12 91.00 11214,0 18 75 14 113.00 11416,0 22 82 16 148.00 11618,0 24 84 18 221.00 11820,0 26 92 20 228.00 120
lang lang/6535HB VA/6535HB lang/6535HAd1 l2 l1 d2 16534 … 16534 … 16534 …
mm mm mm mm CHF CHF CHF4,0 11 57 6 42.80 104 42.50 204 42.50 3045,0 13 57 6 42.50 105 42.50 205 42.50 3056,0 13 57 6 42.50 106 42.50 206 42.90 3067,0 19 63 8 59.00 107 58.50 3078,0 19 63 8 59.00 108 58.50 208 58.50 3089,0 22 72 10 86.00 109 84.50 309
10,0 22 72 10 84.50 110 84.50 210 86.00 31011,0 26 83 12 109.00 111 109.00 31112,0 26 83 12 109.00 112 109.00 212 110.00 31214,0 26 83 14 142.00 114 142.00 31416,0 32 92 16 191.00 116 189.00 216 189.00 31618,0 32 92 18 265.00 118 260.00 31820,0 38 104 20 290.00 120 287.00 220 283.00 32025,0 42 104 25 570.00 225
16533 - 16534
SchruppenAl<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
450 250 80-160 180-230 180-190 170-180 165-170 150-160 40-60 - - - - 105-130 70-75 105-160 145-160 -Schlichten
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.600 400 140-250 300 220-235 210-220 190-210 180-190 50-80 - - - - 130-160 80-90 130-200 - -
Z 4
VA Ti/Ni
VHMTiAlCN
VHMTiAlCN
VHMTiAlCN
VHMNacro

CH/P
• VHM-Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.36
VHM-Schaftfräser 35/38° G2 mit freigesetztem Schaft
ßAusführung Lang, 4 Schneiden, Zentrumschnitt, Rechtsdrallmit ungleicher Teilung 35/38°. Optimierte Span-kammer. Mit freigesetztem Zylinderschaft mitMitnahmefläche nach DIN 6535 HB. Bis 80 %höhere Standzeit. Bis 60 % mehr Vorschub.Schruppen und Schlichten mit einem Werkzeug.Keine Vibration.
Verwendung Für Werkstoffe bis HRC 52. Ungleiche Drallstei-gung bewirkt ruhigen, vibrationsarmen Lauf undgute Oberflächengüte. Hohe Zerspanungsleis-tung. Qualität Universal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16536
d1 d3 l2 l1 d2 l3 16536 …mm mm mm mm mm mm CHF4,0 3,6 11 57 6 21 44.10 1015,0 4,6 13 57 6 21 44.20 1026,0 5,5 13 57 6 21 44.10 1037,0 6,5 19 63 8 27 61.00 1048,0 7,5 19 63 8 27 61.00 1059,0 8,5 22 72 10 32 88.50 106
10,0 9,5 22 72 10 32 88.50 107
d1 d3 l2 l1 d2 l3 16536 …mm mm mm mm mm mm CHF11,0 10,5 26 83 12 38 113.00 10812,0 11,5 26 83 12 38 113.00 10913,0 12,5 26 83 14 42 148.00 11014,0 13,5 26 83 14 42 148.00 11116,0 15,5 32 92 16 44 196.00 11218,0 17,5 32 92 18 50 272.00 11320,0 19,5 38 104 20 54 299.00 114
165361
SchruppenAl10%Si Al10%Si Cu St520N St750N St900N St1100N St1200N St1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
450 250 80-160 180-230 180-190 170-180 165-170 150-160 40-60 - - - - 105-130 70-75 105-160 145-160 -Schlichten
Al10%Si Al10%Si Cu St520N St750N St900N St1100N St1200N St1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.600 400 140-250 300 220-235 210-220 190-210 180-190 50-80 - - - - 130-160 80-90 130-200 - -
Z 4
www.atorn.de
Leistung brauchtQualität.Die VHM-Fräser von ATORN:
Fräswerkzeuge von ATORN.
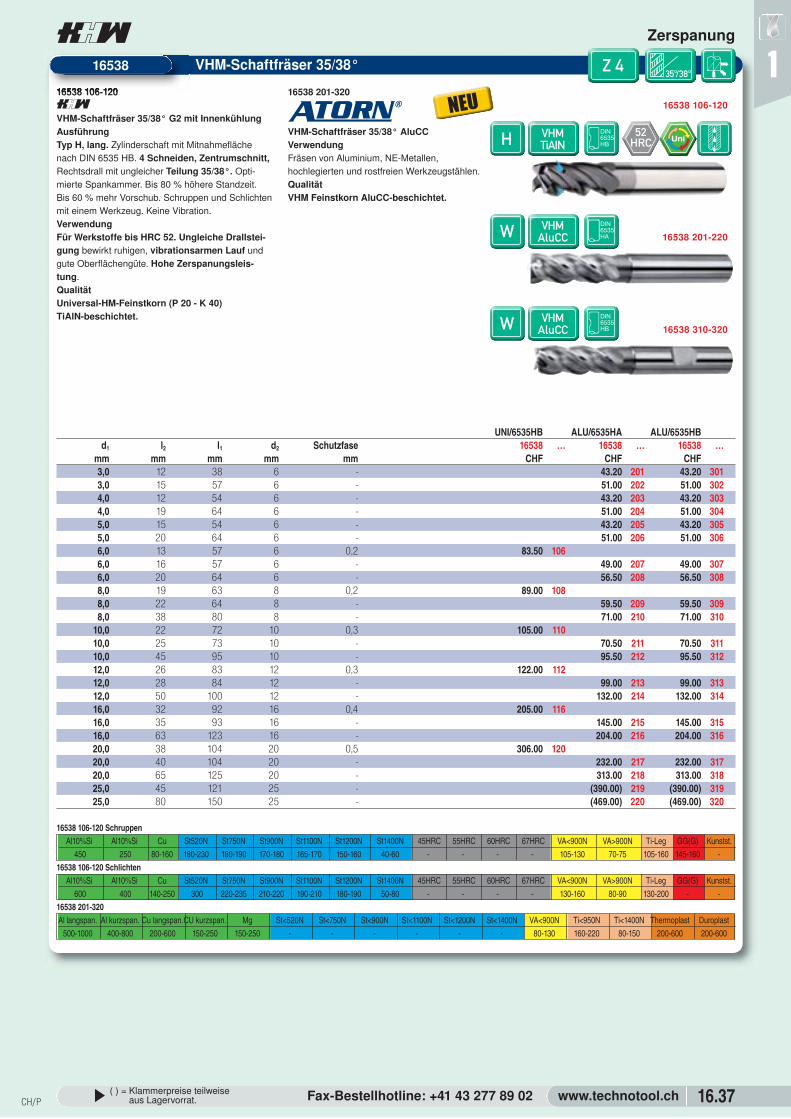
Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.37
VHM-Schaftfräser 35/38°
16538 106-120ß
VHM-Schaftfräser 35/38° G2 mit InnenkühlungAusführungTyp H, lang. Zylinderschaft mit Mitnahmeflächenach DIN 6535 HB. 4 Schneiden, Zentrumschnitt,Rechtsdrall mit ungleicher Teilung 35/38°. Opti-mierte Spankammer. Bis 80 % höhere Standzeit. Bis 60 % mehr Vorschub. Schruppen und Schlichtenmit einem Werkzeug. Keine Vibration.VerwendungFür Werkstoffe bis HRC 52. Ungleiche Drallstei-gung bewirkt ruhigen, vibrationsarmen Lauf undgute Oberflächengüte. Hohe Zerspanungsleis-tung.Qualität Universal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16538 201-320
0VHM-Schaftfräser 35/38° AluCCVerwendungFräsen von Aluminium, NE-Metallen, hochlegierten und rostfreien Werkzeugstählen.QualitätVHM Feinstkorn AluCC-beschichtet.
16538 106-120
16538 201-220
16538 310-320
UNI/6535HB ALU/6535HA ALU/6535HBd1 l2 l1 d2 Schutzfase 16538 … 16538 … 16538 …
mm mm mm mm mm CHF CHF CHF3,0 12 38 6 - 43.20 201 43.20 3013,0 15 57 6 - 51.00 202 51.00 3024,0 12 54 6 - 43.20 203 43.20 3034,0 19 64 6 - 51.00 204 51.00 3045,0 15 54 6 - 43.20 205 43.20 3055,0 20 64 6 - 51.00 206 51.00 3066,0 13 57 6 0,2 83.50 1066,0 16 57 6 - 49.00 207 49.00 3076,0 20 64 6 - 56.50 208 56.50 3088,0 19 63 8 0,2 89.00 1088,0 22 64 8 - 59.50 209 59.50 3098,0 38 80 8 - 71.00 210 71.00 310
10,0 22 72 10 0,3 105.00 11010,0 25 73 10 - 70.50 211 70.50 31110,0 45 95 10 - 95.50 212 95.50 31212,0 26 83 12 0,3 122.00 11212,0 28 84 12 - 99.00 213 99.00 31312,0 50 100 12 - 132.00 214 132.00 31416,0 32 92 16 0,4 205.00 11616,0 35 93 16 - 145.00 215 145.00 31516,0 63 123 16 - 204.00 216 204.00 31620,0 38 104 20 0,5 306.00 12020,0 40 104 20 - 232.00 217 232.00 31720,0 65 125 20 - 313.00 218 313.00 31825,0 45 121 25 - (390.00) 219 (390.00) 31925,0 80 150 25 - (469.00) 220 (469.00) 320
16538
ß
1Z 4
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
16538 106-120 SchruppenAl10%Si Al10%Si Cu St520N St750N St900N St1100N St1200N St1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
450 250 80-160 180-230 180-190 170-180 165-170 150-160 40-60 - - - - 105-130 70-75 105-160 145-160 -16538 106-120 Schlichten
Al10%Si Al10%Si Cu St520N St750N St900N St1100N St1200N St1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.600 400 140-250 300 220-235 210-220 190-210 180-190 50-80 - - - - 130-160 80-90 130-200 - -
16538 201-320Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti<950N Ti<1400N Thermoplast Duroplast
500-1000 400-800 200-600 150-250 150-250 - - - - - - 80-130 160-220 80-150 200-600 200-600

CH/P
• VHM-Schaftfräser • VHM-Bohrnutenfräser
1
d1 l2 l1 d2 Eckenradius 16540 …mm mm mm mm mm CHF
4 11 57 6 0,25 (34.70) 1014 11 57 6 0,50 (35.10) 1024 11 57 6 1,00 34.70 1035 13 57 6 0,50 (34.70) 1045 13 57 6 1,00 34.70 1055 13 57 6 1,50 (34.70) 1066 13 57 6 0,50 (34.70) 1076 13 57 6 1,00 34.70 1086 13 57 6 1,50 (34.70) 1096 13 57 6 2,00 35.10 1108 19 63 8 0,50 (46.80) 1118 19 63 8 1,00 46.80 1128 19 63 8 1,50 (46.80) 1138 19 63 8 2,00 46.80 114
10 22 72 10 0,50 (69.00) 11510 22 72 10 1,00 69.00 11610 22 72 10 1,50 (69.00) 11710 22 72 10 2,00 69.00 118
d1 l2 l1 d2 Eckenradius 16540 …mm mm mm mm mm CHF
12 26 83 12 0,50 (89.00) 11912 26 83 12 1,00 89.00 12012 26 83 12 1,50 (89.00) 12112 26 83 12 2,00 89.00 12214 26 83 14 1,00 118.00 12314 26 83 14 2,00 (118.00) 12416 32 92 16 1,00 157.00 12516 32 92 16 1,50 (154.00) 12616 32 92 16 2,00 154.00 12716 32 92 16 2,50 (154.00) 12818 32 92 18 1,50 (212.00) 12918 32 92 18 2,00 (212.00) 13020 38 104 20 1,00 235.00 13120 38 104 20 1,50 (235.00) 13220 38 104 20 2,00 235.00 13320 38 104 20 2,50 (235.00) 13420 38 104 20 3,00 235.00 13520 38 104 20 4,00 (235.00) 13620 38 104 20 5,00 (235.00) 137
VHM-Schaftfräser 35/38° G2 mit Eckenradius
16540 101-137
ßAusführungTyp H, lang. Zylinderschaft mit Mitnahmeflächenach DIN 6535 HB. 4 Schneiden, Zentrumschnitt,Rechtsdrall mit ungleicher Teilung 35/38°. Opti-mierte Spankammer. Bis 80 % höhere Standzeit. Bis60 % mehr Vorschub. Schruppen und Schlichten miteinem Werkzeug. Keine Vibration.
VerwendungFür Werkstoffe bis HRC 52. Ungleiche Drallsteigung bewirkt ruhigen, vibrations-armen Lauf und gute Oberflächengüte. Hohe Zerspanungsleistung. Qualität Universal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16540 101-137
16540 Z 4
ALU/6535 HA ALU/6535 HBd1 l2 l1 d2 16540 … 16540 …
mm mm mm mm CHF CHF3 12 38 6 38.50 201 38.50 3013 15 57 6 45.20 202 45.20 3024 12 54 6 38.50 203 38.50 3034 19 64 6 45.20 204 45.20 3045 15 54 6 38.50 205 38.50 3055 20 64 6 45.20 206 45.20 3066 16 57 6 44.20 207 44.20 3076 20 64 6 51.00 208 51.00 3088 22 64 8 54.00 209 54.00 3098 38 80 8 63.50 210 63.50 310
ALU/6535 HA ALU/6535 HBd1 l2 l1 d2 16540 … 16540 …
mm mm mm mm CHF CHF10 25 73 10 71.00 211 71.00 31110 45 95 10 84.50 212 84.50 31212 28 84 12 88.50 213 88.50 31312 50 100 12 118.00 214 118.00 31416 35 93 16 145.00 215 145.00 31516 63 123 16 181.00 216 181.00 31620 40 104 20 205.00 217 205.00 31720 65 125 20 277.00 218 277.00 31825 45 121 25 (344.00) 219 (344.00) 31925 80 150 25 (414.00) 220 (414.00) 320
VHM-Schaftfräser Alu-CC
16540 201-320
0AusführungTyp W, kurz und lang. 4 Schneiden. Zentrum-schnitt, scharfkantig. Mit flach werdendem Spiral-winkel für optimale Spanabfuhr. Ungleiche Schnei-denteilung, dadurch hohe Laufruhe, definierteKantenverrundung für 30 % höhere Standzeit.VerwendungFräsen von langspanendem Aluminium, NE-Metal-len, hochlegierten und rostfreien Werkzeugstählen.QualitätVHM Feinstkorn AluCC-beschichtet.
16540 201-220
16540 301-320
16540 Z 4
16540 101-137 SchruppenAl<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
450 250 80-160 180-230 180-190 170-180 165-170 150-160 40-60 - - - - 105-130 70-75 105-160 145-160 -16540 101-137 Schlichten
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N 45HRC 55HRC 60HRC 67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.600 400 140-250 300 220-235 210-220 190-210 180-190 50-80 - - - - 130-160 80-90 130-200 - -
16540 201-320Al langspan. Al kurzspan. Cu langspan.CU kurzspan. Mg St<520N St<750N St<900N St<1100N St<1200N St<1400N VA<900N Ti<950N Ti<1400N Thermoplast Duroplast
500-1000 400-800 200-600 150-250 150-250 - - - - - - 80-130 160-220 80-150 200-600 200-600
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.38 . ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.39
1VHM-Bohrnutenfräser
ßAusführungKurz, rechtsschneidend, 4 Schneiden, Rechtsdrallca. 30°, Zentrumschnitt, mit glattem Schaft nachDIN 6535 HA.
16537
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16537 … 16539 …
mm mm mm mm CHF CHF2,0 8 32 2,0 14.70 101 17.70 1013,0 12 32 3,0 14.70 102 17.70 1024,0 12 40 4,0 15.50 103 18.60 1035,0 14 50 5,0 19.10 104 22.80 1046,0 16 50 6,0 21.30 105 25.60 1057,0 20 60 7,0 25.50 106 30.60 106
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16537 … 16539 …
mm mm mm mm CHF CHF8,0 20 60 8,0 28.30 107 34.00 107
10,0 22 70 10,0 44.50 109 53.50 10912,0 22 70 12,0 59.00 110 71.00 11014,0 25 75 14,0 (90.50) 111 109.00 11116,0 25 75 16,0 106.00 112 127.00 11220,0 32 100 20,0 (174.00) 113 208.00 113
16539
16537 - 16539
VHM-Bohrnutenfräser
ßAusführung Lang, rechtsschneidend, 4 Schneiden,Rechtsdrall ca. 30°, Zentrumschnitt,mit glattem Schaft nach DIN 6535 HA.
16542
16543
16542 - 16543
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16542 … 16543 …
mm mm mm mm CHF CHF4,0 10 50 4 (17.80) 102 24.60 1025,0 13 50 5 (18.80) 104 25.90 1046,0 13 57 6 (28.30) 106 35.70 1067,0 16 60 7 (30.40) 108 (42.80) 1088,0 19 63 8 (33.70) 110 45.60 1109,0 19 67 9 (50.50) 112 64.00 112
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16542 … 16543 …
mm mm mm mm CHF CHF10,0 22 72 10 (54.50) 114 67.50 11412,0 26 83 12 (79.00) 116 93.50 11614,0 26 83 14 (101.00) 118 118.00 11816,0 32 92 16 (134.00) 120 154.00 12018,0 32 92 18 (177.00) 121 (199.00) 12120,0 38 104 20 (218.00) 122 252.00 122
16539Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
230 200 180 150 130 120 100 90 80 - - - - 105 80 40 110 -
16537Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
180 160 140 120 100 90 80 70 60 - - - - 80 60 30 85 -
16543Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
230 200 180 150 130 120 100 90 80 - - - - 105 80 40 110 -
16542Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
180 160 140 120 100 90 80 70 60 - - - - 80 60 30 85 -
Z 4
Z 4
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
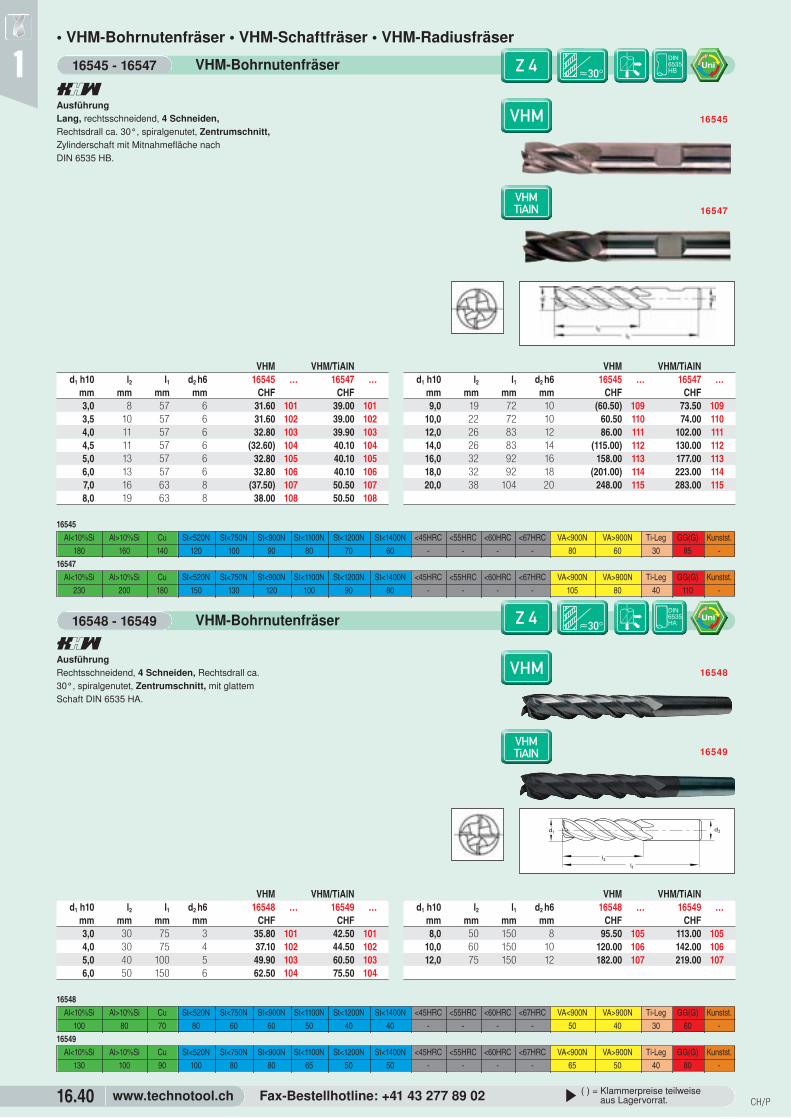
CH/P
• VHM-Bohrnutenfräser • VHM-Schaftfräser • VHM-Radiusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.40
1 VHM-Bohrnutenfräser
ßAusführungLang, rechtsschneidend, 4 Schneiden, Rechtsdrall ca. 30°, spiralgenutet, Zentrumschnitt,Zylinderschaft mit Mitnahmefläche nach DIN 6535 HB.
16545
16547
16545 - 16547
VHM-Bohrnutenfräser
ßAusführung Rechtsschneidend, 4 Schneiden, Rechtsdrall ca.30°, spiralgenutet, Zentrumschnitt, mit glattemSchaft DIN 6535 HA.
16548
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16548 … 16549 …
mm mm mm mm CHF CHF3,0 30 75 3 35.80 101 42.50 1014,0 30 75 4 37.10 102 44.50 1025,0 40 100 5 49.90 103 60.50 1036,0 50 150 6 62.50 104 75.50 104
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16548 … 16549 …
mm mm mm mm CHF CHF8,0 50 150 8 95.50 105 113.00 105
10,0 60 150 10 120.00 106 142.00 10612,0 75 150 12 182.00 107 219.00 107
16549
d2
l2l1
d1
16548 - 16549
16547Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
230 200 180 150 130 120 100 90 80 - - - - 105 80 40 110 -
16545Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
180 160 140 120 100 90 80 70 60 - - - - 80 60 30 85 -
16548Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.
100 80 70 80 60 60 50 40 40 - - - - 50 40 30 60 -16549
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.130 100 90 100 80 80 65 50 50 - - - - 65 50 40 80 -
Z 4
Z 4
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16545 … 16547 …
mm mm mm mm CHF CHF3,0 8 57 6 31.60 101 39.00 1013,5 10 57 6 31.60 102 39.00 1024,0 11 57 6 32.80 103 39.90 1034,5 11 57 6 (32.60) 104 40.10 1045,0 13 57 6 32.80 105 40.10 1056,0 13 57 6 32.80 106 40.10 1067,0 16 63 8 (37.50) 107 50.50 1078,0 19 63 8 38.00 108 50.50 108
VHM VHM/TiAlNd1 h10 l2 l1 d2 h6 16545 … 16547 …
mm mm mm mm CHF CHF9,0 19 72 10 (60.50) 109 73.50 109
10,0 22 72 10 60.50 110 74.00 11012,0 26 83 12 86.00 111 102.00 11114,0 26 83 14 (115.00) 112 130.00 11216,0 32 92 16 158.00 113 177.00 11318,0 32 92 18 (201.00) 114 223.00 11420,0 38 104 20 248.00 115 283.00 115
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
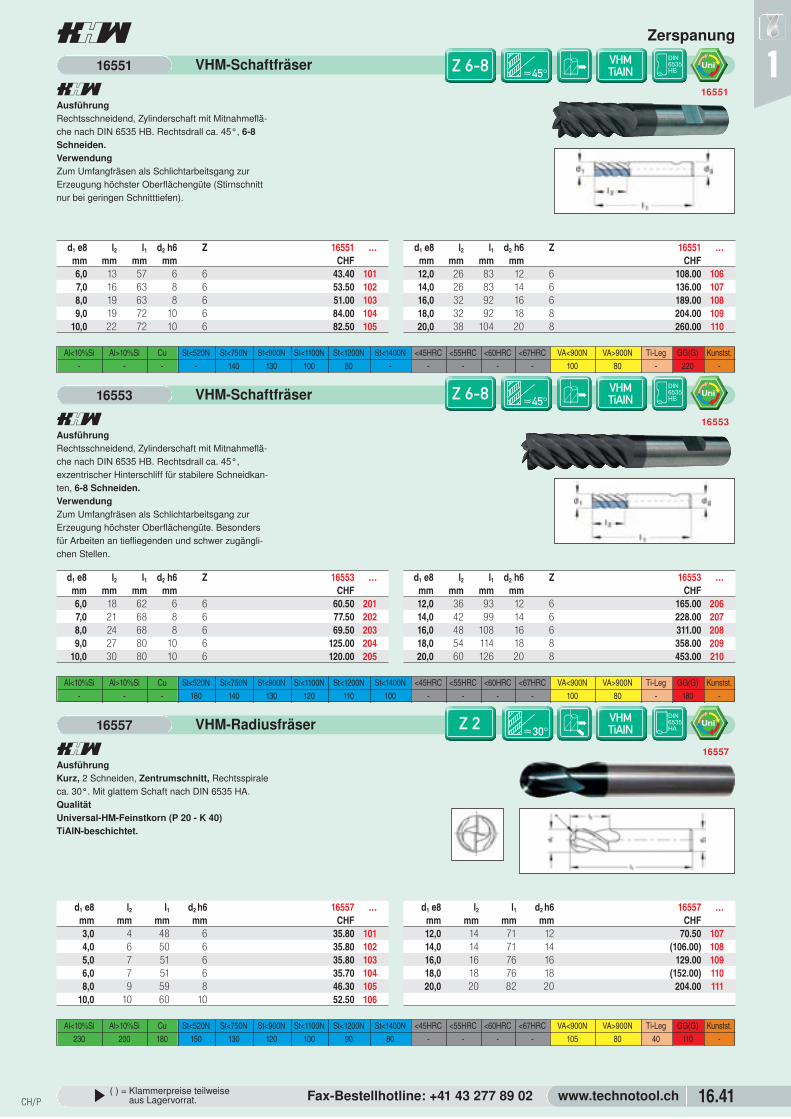
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.41
1VHM-Schaftfräser
ßAusführung Rechtsschneidend, Zylinderschaft mit Mitnahmeflä-che nach DIN 6535 HB. Rechtsdrall ca. 45°, 6-8Schneiden.VerwendungZum Umfangfräsen als Schlichtarbeitsgang zurErzeugung höchster Oberflächengüte (Stirnschnittnur bei geringen Schnitttiefen).
16551
d1 e8 l2 l1 d2 h6 Z 16551 …mm mm mm mm CHF6,0 13 57 6 6 43.40 1017,0 16 63 8 6 53.50 1028,0 19 63 8 6 51.00 1039,0 19 72 10 6 84.00 104
10,0 22 72 10 6 82.50 105
d1 e8 l2 l1 d2 h6 Z 16551 …mm mm mm mm CHF12,0 26 83 12 6 108.00 10614,0 26 83 14 6 136.00 10716,0 32 92 16 6 189.00 10818,0 32 92 18 8 204.00 10920,0 38 104 20 8 260.00 110
16551
VHM-Schaftfräser
ßAusführung Rechtsschneidend, Zylinderschaft mit Mitnahmeflä-che nach DIN 6535 HB. Rechtsdrall ca. 45°,exzentrischer Hinterschliff für stabilere Schneidkan-ten, 6-8 Schneiden.VerwendungZum Umfangfräsen als Schlichtarbeitsgang zurErzeugung höchster Oberflächengüte. Besondersfür Arbeiten an tiefliegenden und schwer zugängli-chen Stellen.
d1 e8 l2 l1 d2 h6 Z 16553 …mm mm mm mm CHF6,0 18 62 6 6 60.50 2017,0 21 68 8 6 77.50 2028,0 24 68 8 6 69.50 2039,0 27 80 10 6 125.00 204
10,0 30 80 10 6 120.00 205
d1 e8 l2 l1 d2 h6 Z 16553 …mm mm mm mm CHF12,0 36 93 12 6 165.00 20614,0 42 99 14 6 228.00 20716,0 48 108 16 6 311.00 20818,0 54 114 18 8 358.00 20920,0 60 126 20 8 453.00 210
16553
16553
VHM-Radiusfräser
ßAusführungKurz, 2 Schneiden, Zentrumschnitt, Rechtsspiraleca. 30°. Mit glattem Schaft nach DIN 6535 HA.QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
d1 e8 l2 l1 d2 h6 16557 …mm mm mm mm CHF3,0 4 48 6 35.80 1014,0 6 50 6 35.80 1025,0 7 51 6 35.80 1036,0 7 51 6 35.70 1048,0 9 59 8 46.30 105
10,0 10 60 10 52.50 106
d1 e8 l2 l1 d2 h6 16557 …mm mm mm mm CHF12,0 14 71 12 70.50 10714,0 14 71 14 (106.00) 10816,0 16 76 16 129.00 10918,0 18 76 18 (152.00) 11020,0 20 82 20 204.00 111
16557
16557
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - - 140 130 100 80 - - - - - 100 80 - 220 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 180 140 130 120 110 100 - - - - 100 80 - 180 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.230 200 180 150 130 120 100 90 80 - - - - 105 80 40 110 -
Z 6-8
Z 6-8
Z 2
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

CH/P
• VHM-Radiusfräser • VHM-Schrupp-Schlichtfräser • VHM-Schruppfräser • VHM-Entgrater
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.42
1 VHM-Radiusfräser
ßAusführungLang, 2 Schneiden, Zentrumschnitt, Rechtsspira-le ca. 30°. Mit zylindrischem Schaft mit Mitnahme-fläche nach DIN 6535 HB.
d1 e8 l2 l1 d2 h6 16559 …mm mm mm mm CHF2,0 6 38 3 33.00 2013,0 7 57 6 37.20 2024,0 8 57 6 37.20 2035,0 10 57 6 37.40 2046,0 10 57 6 37.20 2058,0 16 63 8 60.50 206
d1 e8 l2 l1 d2 h6 16559 …mm mm mm mm CHF10,0 19 72 10 94.00 20712,0 22 83 12 123.00 20814,0 22 83 14 (142.00) 20916,0 26 92 16 192.00 21018,0 26 92 18 (206.00) 21120,0 32 104 20 283.00 212
16559
16559
VHM-Radiusfräser
ßAusführungKurz, 4 Schneiden, Zentrumschnitt, Rechtsspirale 30°. Mit glattem Schaft nach DIN 6535 HA.
16561
16561
d1 e8 l2 l1 d2 h6 16561 …mm mm mm mm CHF3,0 4 48 6 38.40 1014,0 6 50 6 39.70 1025,0 7 51 6 40.80 1036,0 7 51 6 42.90 1048,0 9 59 8 60.50 105
10,0 10 60 10 87.50 106
d1 e8 l2 l1 d2 h6 16561 …mm mm mm mm CHF12,0 14 71 12 111.00 10714,0 14 71 14 (137.00) 10816,0 16 76 16 (175.00) 10918,0 18 76 18 (209.00) 11020,0 20 82 20 (280.00) 111
VHM-Schrupp-Schlichtfräser
ßAusführungMit eingeschliffenen Spanbrechern, Zentrum-schnitt, 30°-Spirale für hohe Schruppleistung. MitZylinderschaft mit Mitnahmefläche nach DIN 6535HB.VerwendungZum Schrupp- und Schlichtfräsen mit extremenVorschüben in Stahl. Sehr gute Laufruhe, da derSchnittdruck durch die speziellen Spanbrecherreduziert wird.
16565
d1 h10 l2 l1 d2 h6 16565 …mm mm mm mm CHF5,0 15 57 6 67.50 1016,0 16 57 6 81.00 1028,0 22 63 8 91.00 103
10,0 25 72 10 118.00 104
d1 h10 l2 l1 d2 h6 16565 …mm mm mm mm CHF12,0 28 83 12 136.00 10516,0 35 92 16 219.00 10620,0 40 104 20 330.00 107
16565
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 120 105 90 70 40-60 - - - - - - - - - -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 150 130 120 100 90 80 - - - - 105 80 40 110 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.230 200 180 150 130 120 100 90 80 - - - - 105 80 40 110 -
Z 2
Z 4
Z 4
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.43
1VHM-Schruppfräser
ßAusführung Lang, 4 Schneiden, Zentrumschnitt, Rechtsdrall25°. Feinkordelprofil. Zylinderschaft mit Mitnahme-fläche nach DIN 6535 HB. Verwendung Für Werkstoffe bis HRC 45. Sehr hohe Zerspanungsleistung durch Schruppverzahnung.Universeller Einsatz, auch für Edelstahl, ALU, NE-Metalle und Gusswerkstoffe.
16567
DIN 6535 HBd1 h10 l2 l1 d2 h6 16567 …
mm mm mm mm CHF3,0 6 57 6 48.80 1014,0 8 57 6 48.80 1025,0 10 57 6 48.80 1036,0 13 57 6 48.90 1048,0 16 63 8 57.50 105
DIN 6535 HBd1 h10 l2 l1 d2 h6 16567 …
mm mm mm mm CHF10,0 22 72 10 76.00 10612,0 26 83 12 91.00 10716,0 32 92 16 137.00 10820,0 38 104 20 201.00 109
16567
VHM-Schruppfräser mit IK
ßAusführung Lang, Zentrumschnitt, Rechtsdrall 25°. MitInnenkühlung in der Spannut, Feinkordelprofil.Zylinderschaft mit Mitnahmefläche nach DIN 6535HB.
Verwendung Für Werkstoffe bis HRC 45. Universeller Einsatz.Das Kühlmittel wird direkt zu den Schneiden geführt.Dadurch ergeben sich hohe Standzeiten und dieSpäne werden vollständig abgeführt. Besonderswichtig beim Fräsen ins Volle und beim Ausfräsenvon Taschen.
16569
DIN 6535 HBd1 h10 l2 l1 d2 h6 16569 …
mm mm mm mm CHF6,0 13 57 6 107.00 1018,0 16 63 8 118.00 102
10,0 22 72 10 130.00 103
DIN 6535 HBd1 h10 l2 l1 d2 h6 16569 …
mm mm mm mm CHF12,0 26 83 12 152.00 10416,0 32 92 16 240.00 10520,0 38 104 20 360.00 106
16569
VHM-Entgrater 90°
ßAusführungKurz, 4-6 Schneiden. Mit verstärktem Zylinder-schaft mit Mitnahmeflächen nach DIN 6535 HB (mitWeldon). Ø 4 mm mit glattem Zylinderschaft nachDIN 6535 HA.QualitätVollhartmetall K20 Micrograin/TiAlN-beschichtet.
16570
VHM VHM/TiAINd1 h10 l1 d2 h6 Z 16570 … 16571 …
mm mm mm CHF CHF4,0 54 4 4 23.30 101 29.90 1016,0 57 6 4 28.00 102 36.40 1028,0 63 8 5 34.70 103 45.60 103
10,0 72 10 6 41.20 104 63.50 104
VHM VHM/TiAINd1 h10 l1 d2 h6 Z 16570 … 16571 …
mm mm mm CHF CHF12,0 83 12 6 59.00 105 79.50 10516,0 92 16 6 99.00 106 128.00 10620,0 104 20 6 148.00 107 181.00 107
16571
16570 - 16571
16571Al<10%Si Al >10% Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.280-350 200-250 150-180 120-140 110-120 100-110 70-80 60-70 - - - - - 80-120 60-90 30-60 80-120 -
16570Al<10%Si Al >10% Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.140-160 100-120 100-120 90-120 60-80 55-60 50-55 40-50 - - - - - 50-60 40-50 30-60 60-80 -
Al<10%Si Al >10% Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.300 220 - 120 105 90 70 40-60 - - - - - 70-90 50-70 30-60 80-100 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.300 220 - 120 105 90 70 40-60 - - - - - 70-90 50-70 30-60 80-100 -
Z 4
Z 4
Z 4-6
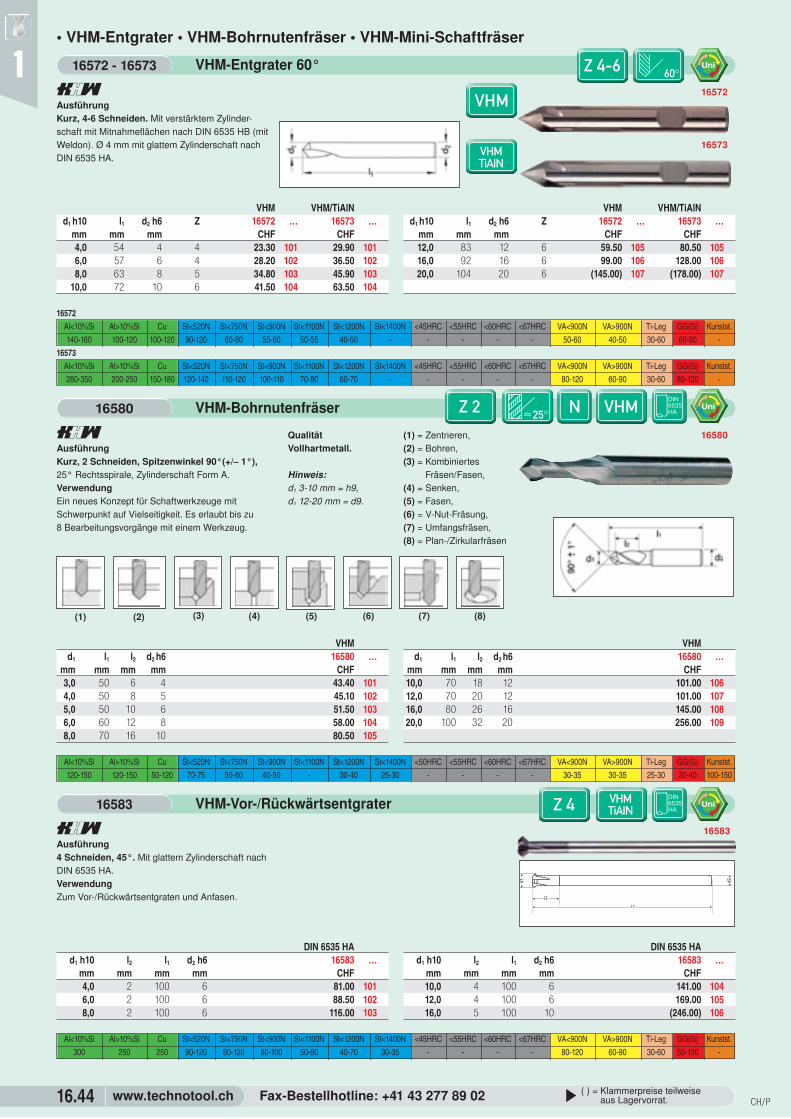
CH/P
• VHM-Entgrater • VHM-Bohrnutenfräser • VHM-Mini-Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.44
1 VHM-Entgrater 60°
ßAusführungKurz, 4-6 Schneiden. Mit verstärktem Zylinder-schaft mit Mitnahmeflächen nach DIN 6535 HB (mitWeldon). Ø 4 mm mit glattem Zylinderschaft nachDIN 6535 HA.
16572
VHM VHM/TiAlNd1 h10 l1 d2 h6 Z 16572 … 16573 …
mm mm mm CHF CHF4,0 54 4 4 23.30 101 29.90 1016,0 57 6 4 28.20 102 36.50 1028,0 63 8 5 34.80 103 45.90 103
10,0 72 10 6 41.50 104 63.50 104
VHM VHM/TiAlNd1 h10 l1 d2 h6 Z 16572 … 16573 …
mm mm mm CHF CHF12,0 83 12 6 59.50 105 80.50 10516,0 92 16 6 99.00 106 128.00 10620,0 104 20 6 (145.00) 107 (178.00) 107
16573
16572 - 16573
VHM-Vor-/Rückwärtsentgrater
ßAusführung 4 Schneiden, 45°. Mit glattem Zylinderschaft nachDIN 6535 HA. Verwendung Zum Vor-/Rückwärtsentgraten und Anfasen.
16583
DIN 6535 HAd1 h10 l2 l1 d2 h6 16583 …
mm mm mm mm CHF4,0 2 100 6 81.00 1016,0 2 100 6 88.50 1028,0 2 100 6 116.00 103
DIN 6535 HAd1 h10 l2 l1 d2 h6 16583 …
mm mm mm mm CHF10,0 4 100 6 141.00 10412,0 4 100 6 169.00 10516,0 5 100 10 (246.00) 106
16583
VHM-Bohrnutenfräser
ßAusführungKurz, 2 Schneiden, Spitzenwinkel 90°(+/– 1°), 25° Rechtsspirale, Zylinderschaft Form A.VerwendungEin neues Konzept für Schaftwerkzeuge mitSchwerpunkt auf Vielseitigkeit. Es erlaubt bis zu 8 Bearbeitungsvorgänge mit einem Werkzeug.
QualitätVollhartmetall.
Hinweis:d1 3-10 mm = h9,d1 12-20 mm = d9.
16580
16580
(1) (2) (3) (4) (5) (6) (7) (8)
16572Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.140-160 100-120 100-120 90-120 60-80 55-60 50-55 40-50 - - - - - 50-60 40-50 30-60 60-80 -
16573Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.280-350 200-250 150-180 120-140 110-120 100-110 70-80 60-70 - - - - - 80-120 60-90 30-60 80-120 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.120-150 120-150 50-120 70-75 50-60 40-50 - 30-40 25-30 - - - - 30-35 30-35 25-30 30-40 100-150
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.300 250 250 90-120 80-120 80-100 50-80 40-70 30-35 - - - - 80-120 60-90 30-60 50-100 -
Z 4-6
Z 2
(1) = Zentrieren,(2) = Bohren,(3) = Kombiniertes
Fräsen/Fasen,(4) = Senken,(5) = Fasen,(6) = V-Nut-Fräsung,(7) = Umfangsfräsen,(8) = Plan-/Zirkularfräsen
Z 4
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
VHMd1 l1 l2 d2 h6 16580 …
mm mm mm mm CHF3,0 50 6 4 43.40 1014,0 50 8 5 45.10 1025,0 50 10 6 51.50 1036,0 60 12 8 58.00 1048,0 70 16 10 80.50 105
VHMd1 l1 l2 d2 h6 16580 …
mm mm mm mm CHF10,0 70 18 12 101.00 10612,0 70 20 12 101.00 10716,0 80 26 16 145.00 10820,0 100 32 20 256.00 109
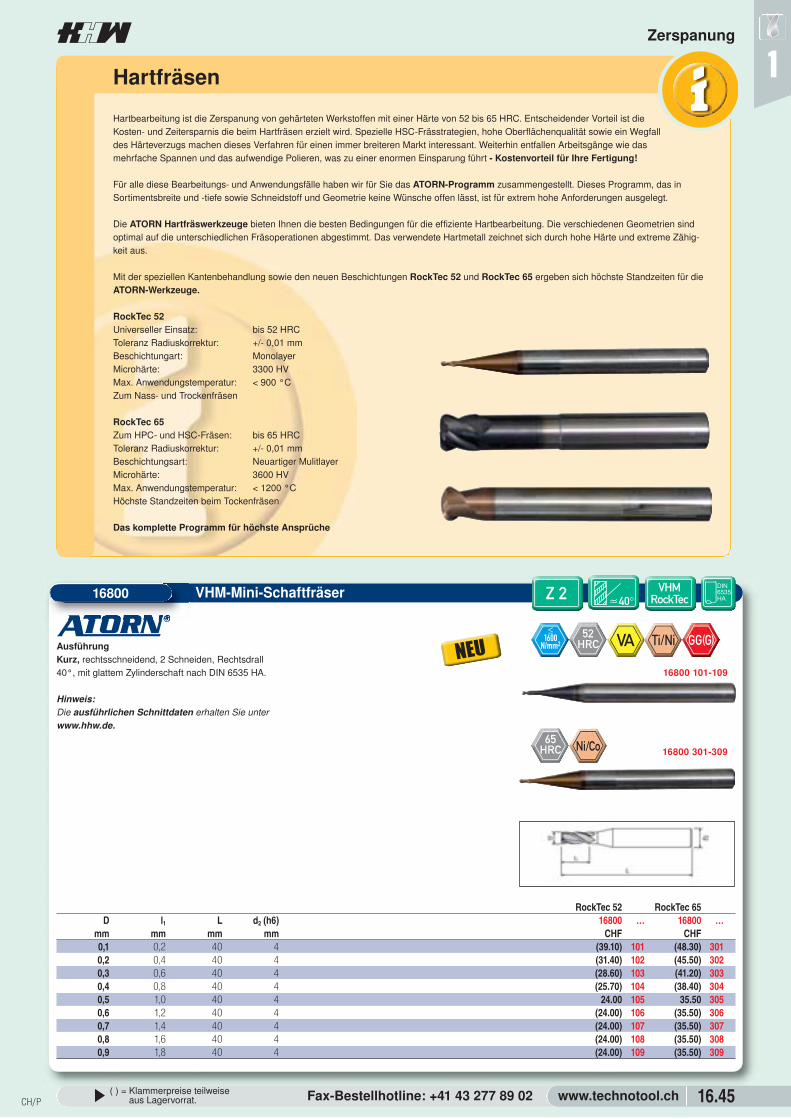
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.45
1
VHM-Mini-Schaftfräser
0AusführungKurz, rechtsschneidend, 2 Schneiden, Rechtsdrall40°, mit glattem Zylinderschaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16800 101-109
16800 301-309
RockTec 52 RockTec 65D l1 L d2 (h6) 16800 … 16800 …
mm mm mm mm CHF CHF0,1 0,2 40 4 (39.10) 101 (48.30) 3010,2 0,4 40 4 (31.40) 102 (45.50) 3020,3 0,6 40 4 (28.60) 103 (41.20) 3030,4 0,8 40 4 (25.70) 104 (38.40) 3040,5 1,0 40 4 24.00 105 35.50 3050,6 1,2 40 4 (24.00) 106 (35.50) 3060,7 1,4 40 4 (24.00) 107 (35.50) 3070,8 1,6 40 4 (24.00) 108 (35.50) 3080,9 1,8 40 4 (24.00) 109 (35.50) 309
16800 VHMRockTecZ 2
Hartfräsen
Hartbearbeitung ist die Zerspanung von gehärteten Werkstoffen mit einer Härte von 52 bis 65 HRC. Entscheidender Vorteil ist die Kosten- und Zeitersparnis die beim Hartfräsen erzielt wird. Spezielle HSC-Frässtrategien, hohe Oberflächenqualität sowie ein Wegfall des Härteverzugs machen dieses Verfahren für einen immer breiteren Markt interessant. Weiterhin entfallen Arbeitsgänge wie das mehrfache Spannen und das aufwendige Polieren, was zu einer enormen Einsparung führt - Kostenvorteil für Ihre Fertigung!
Für alle diese Bearbeitungs- und Anwendungsfälle haben wir für Sie das ATORN-Programm zusammengestellt. Dieses Programm, das inSortimentsbreite und -tiefe sowie Schneidstoff und Geometrie keine Wünsche offen lässt, ist für extrem hohe Anforderungen ausgelegt.
Die ATORN Hartfräswerkzeuge bieten Ihnen die besten Bedingungen für die effiziente Hartbearbeitung. Die verschiedenen Geometrien sindoptimal auf die unterschiedlichen Fräsoperationen abgestimmt. Das verwendete Hartmetall zeichnet sich durch hohe Härte und extreme Zähig-keit aus.
Mit der speziellen Kantenbehandlung sowie den neuen Beschichtungen RockTec 52 und RockTec 65 ergeben sich höchste Standzeiten für dieATORN-Werkzeuge.
RockTec 52Universeller Einsatz: bis 52 HRCToleranz Radiuskorrektur: +/- 0,01 mmBeschichtungart: MonolayerMicrohärte: 3300 HVMax. Anwendungstemperatur: < 900 °CZum Nass- und Trockenfräsen
RockTec 65Zum HPC- und HSC-Fräsen: bis 65 HRCToleranz Radiuskorrektur: +/- 0,01 mmBeschichtungsart: Neuartiger MulitlayerMicrohärte: 3600 HVMax. Anwendungstemperatur: < 1200 °CHöchste Standzeiten beim Tockenfräsen
Das komplette Programm für höchste Ansprüche
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
VA Ti/Ni
Ni/Co

CH/P
• VHM-Mini-Schaftfräser • VHM-Mini-Torusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.46
1 VHM-Mini-Schaftfräser
0AusführungLang, rechtsschneidend, 2 Schneiden, Rechtsdrall40°, mit glattem Zylinderschaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16801 101-154
16801 301-354
RockTec 52 RockTec 65D l1 l2 L d1 d2 (h6) 16801 … 16801 …
mm mm mm mm mm mm CHF CHF0,2 0,3 0,5 50 0,16 4 (54.00) 101 (58.50) 3010,2 0,3 1,0 50 0,16 4 54.00 102 58.50 3020,2 0,3 1,5 50 0,16 4 (54.00) 103 (58.50) 3030,3 0,4 1,0 50 0,26 4 (51.00) 104 (55.00) 3040,3 0,4 2,0 50 0,26 4 51.00 105 55.00 3050,3 0,4 3,0 50 0,26 4 (51.00) 106 (55.00) 3060,4 0,6 2,0 50 0,37 4 (47.30) 107 (55.00) 3070,4 0,6 3,0 50 0,37 4 47.30 108 55.00 3080,4 0,6 4,0 50 0,37 4 (47.30) 109 (55.00) 3090,4 0,6 5,0 50 0,37 4 (47.30) 110 (55.00) 3100,5 0,7 2,0 50 0,45 4 (45.60) 111 (54.00) 3110,5 0,7 4,0 50 0,45 4 45.60 112 54.00 3120,5 0,7 6,0 50 0,45 4 (45.60) 113 (54.00) 3130,5 0,7 8,0 50 0,45 4 45.60 114 54.00 3140,6 0,9 2,0 50 0,55 4 (44.10) 115 (54.00) 3150,6 0,9 4,0 50 0,55 4 44.10 116 54.00 3160,6 0,9 6,0 50 0,55 4 (44.10) 117 (54.00) 3170,6 0,9 8,0 50 0,55 4 44.10 118 54.00 3180,6 0,9 10,0 50 0,55 4 (44.10) 119 (54.00) 3190,8 1,2 4,0 50 0,75 4 43.60 120 54.00 3200,8 1,2 6,0 50 0,75 4 (43.60) 121 (54.00) 3210,8 1,2 8,0 50 0,75 4 43.60 122 54.00 3220,8 1,2 10,0 50 0,75 4 (43.60) 123 (54.00) 3230,8 1,2 12,0 50 0,75 4 43.60 124 54.00 3241,0 1,5 6,0 50 0,95 4 34.80 125 41.90 3251,0 1,5 8,0 50 0,95 4 34.80 126 41.90 3261,0 1,5 10,0 50 0,95 4 34.80 127 41.90 3271,0 1,5 12,0 50 0,95 4 34.80 128 41.20 3281,0 1,5 14,0 50 0,95 4 (34.80) 129 (41.90) 3291,0 1,5 16,0 60 0,95 4 34.80 130 41.90 3301,2 1,8 6,0 50 1,15 4 32.70 131 39.80 3311,2 1,8 10,0 50 1,15 4 (32.70) 132 (39.80) 3321,5 2,3 8,0 50 1,45 4 (32.70) 133 (39.80) 3331,5 2,3 12,0 50 1,45 4 32.70 134 39.80 3341,5 2,3 16,0 50 1,45 4 (35.50) 135 (39.80) 3351,5 2,3 20,0 60 1,45 4 38.40 136 39.80 3362,0 3,0 6,0 50 1,95 4 (32.70) 137 (39.80) 3372,0 3,0 8,0 50 1,95 4 32.70 138 39.80 3382,0 3,0 12,0 50 1,95 4 32.70 139 39.80 3392,0 3,0 16,0 50 1,95 4 35.50 140 43.40 3402,0 3,0 20,0 60 1,95 4 38.40 141 45.50 3412,0 3,0 25,0 75 1,95 4 41.20 142 48.30 3422,5 3,7 8,0 50 2,40 4 32.70 143 39.80 3432,5 3,7 10,0 50 2,40 4 32.70 144 39.80 3442,5 3,7 12,0 50 2,40 4 32.70 145 39.80 3452,5 3,7 16,0 50 2,40 4 32.70 146 43.40 3462,5 3,7 20,0 60 2,40 4 35.50 147 45.50 3472,5 3,7 25,0 75 2,40 4 38.40 148 48.30 3483,0 4,5 8,0 50 2,85 6 (47.60) 149 (55.50) 3493,0 4,5 10,0 50 2,85 6 47.60 150 55.50 3503,0 4,5 12,0 50 2,85 6 47.60 151 55.50 3513,0 4,5 16,0 60 2,85 6 47.60 152 55.50 3523,0 4,5 20,0 60 2,85 6 53.00 153 62.50 3533,0 4,5 25,0 75 2,85 6 (55.50) 154 (62.50) 354
16801 VHMRockTecZ 2
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
VA Ti/Ni
Ni/Co

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.47
1VHM-Mini-Torusfräser
0AusführungLang, mit Eckenradius, rechtsschneidend, 2 Schneiden, Rechtsdrall 40°, mit glattem Zylinder-schaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16802 101-154
16802 301-354
16802 VHMRockTecZ 2
VA Ti/Ni
Ni/Co
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
RockTec 52 RockTec 65D R l1 l2 L d1 d2 (h6) 16802 … 16802 …
mm mm mm mm mm mm mm CHF CHF0,2 0,02 0,3 0,5 50 0,16 4 (65.50) 101 (72.50) 3010,2 0,02 0,3 1,0 50 0,16 4 65.50 102 72.50 3020,2 0,02 0,3 1,5 50 0,16 4 (65.50) 103 (72.50) 3030,3 0,03 0,4 1,0 50 0,26 4 (61.50) 104 (67.50) 3040,3 0,03 0,4 2,0 50 0,26 4 61.50 105 67.50 3050,3 0,03 0,4 3,0 50 0,26 4 (61.50) 106 (67.50) 3060,4 0,03 0,6 2,0 50 0,37 4 (58.00) 107 (63.50) 3070,4 0,03 0,6 3,0 50 0,37 4 58.00 108 63.50 3080,4 0,03 0,6 4,0 50 0,37 4 (58.00) 109 (63.50) 3090,4 0,03 0,6 5,0 50 0,37 4 (58.00) 110 (63.50) 3100,5 0,05 0,7 2,0 50 0,45 4 (55.00) 111 (60.50) 3110,5 0,05 0,7 4,0 50 0,45 4 55.00 112 60.50 3120,5 0,05 0,7 6,0 50 0,45 4 (55.00) 113 (60.50) 3130,5 0,05 0,7 8,0 50 0,45 4 55.00 114 60.50 3140,6 0,05 0,9 2,0 50 0,55 4 (53.00) 115 (58.00) 3150,6 0,05 0,9 4,0 50 0,55 4 53.00 116 58.00 3160,6 0,05 0,9 6,0 50 0,55 4 (53.00) 117 (58.00) 3170,6 0,05 0,9 8,0 50 0,55 4 53.00 118 59.50 3180,6 0,05 0,9 10,0 50 0,55 4 (53.50) 119 (59.50) 3190,8 0,08 1,2 4,0 50 0,75 4 53.00 120 58.00 3200,8 0,08 1,2 6,0 50 0,75 4 (53.00) 121 (58.00) 3210,8 0,08 1,2 8,0 50 0,75 4 53.00 122 58.00 3220,8 0,08 1,2 10,0 50 0,75 4 (53.50) 123 (59.50) 3230,8 0,08 1,2 12,0 50 0,75 4 53.50 124 59.50 3241,0 0,10 1,5 6,0 50 0,95 4 50.50 125 56.00 3251,0 0,10 1,5 8,0 50 0,95 4 50.50 126 56.00 3261,0 0,10 1,5 10,0 50 0,95 4 50.50 127 56.00 3271,0 0,10 1,5 12,0 50 0,95 4 50.50 128 56.00 3281,0 0,10 1,5 14,0 50 0,95 4 (50.50) 129 (56.00) 3291,0 0,10 1,5 16,0 60 0,95 4 50.50 130 56.00 3301,2 0,10 1,8 6,0 50 1,15 4 50.50 131 56.00 3311,2 0,10 1,8 10,0 50 1,15 4 (50.50) 132 (56.00) 3321,5 0,15 2,3 8,0 50 1,45 4 (50.50) 133 (56.00) 3331,5 0,15 2,3 12,0 50 1,45 4 50.50 134 56.00 3341,5 0,15 2,3 16,0 50 1,45 4 (50.50) 135 (56.00) 3351,5 0,15 2,3 20,0 60 1,45 4 53.50 136 59.50 3362,0 0,20 3,0 6,0 50 1,95 4 (50.50) 137 (56.00) 3372,0 0,20 3,0 8,0 50 1,95 4 50.50 138 56.00 3382,0 0,20 3,0 12,0 50 1,95 4 50.50 139 56.00 3392,0 0,20 3,0 16,0 50 1,95 4 50.50 140 56.00 3402,0 0,20 3,0 20,0 60 1,95 4 53.50 141 59.50 3412,0 0,20 3,0 25,0 75 1,95 4 58.50 142 56.00 3422,5 0,30 3,7 8,0 50 2,40 4 50.50 143 56.00 3432,5 0,30 3,7 10,0 50 2,40 4 50.50 144 56.00 3442,5 0,30 3,7 12,0 50 2,40 4 50.50 145 56.00 3452,5 0,30 3,7 16,0 50 2,40 4 50.50 146 56.00 3462,5 0,30 3,7 20,0 60 2,40 4 53.50 147 59.50 3472,5 0,30 3,7 25,0 75 2,40 4 50.50 148 59.50 3483,0 0,30 4,5 8,0 50 2,85 6 (55.50) 149 (61.00) 3493,0 0,30 4,5 10,0 50 2,85 6 55.50 150 61.00 3503,0 0,30 4,5 12,0 50 2,85 6 55.50 151 61.00 3513,0 0,30 4,5 16,0 60 2,85 6 55.50 152 61.00 3523,0 0,30 4,5 20,0 60 2,85 6 55.50 153 61.00 3533,0 0,30 4,5 25,0 75 2,85 6 (59.00) 154 (65.50) 354
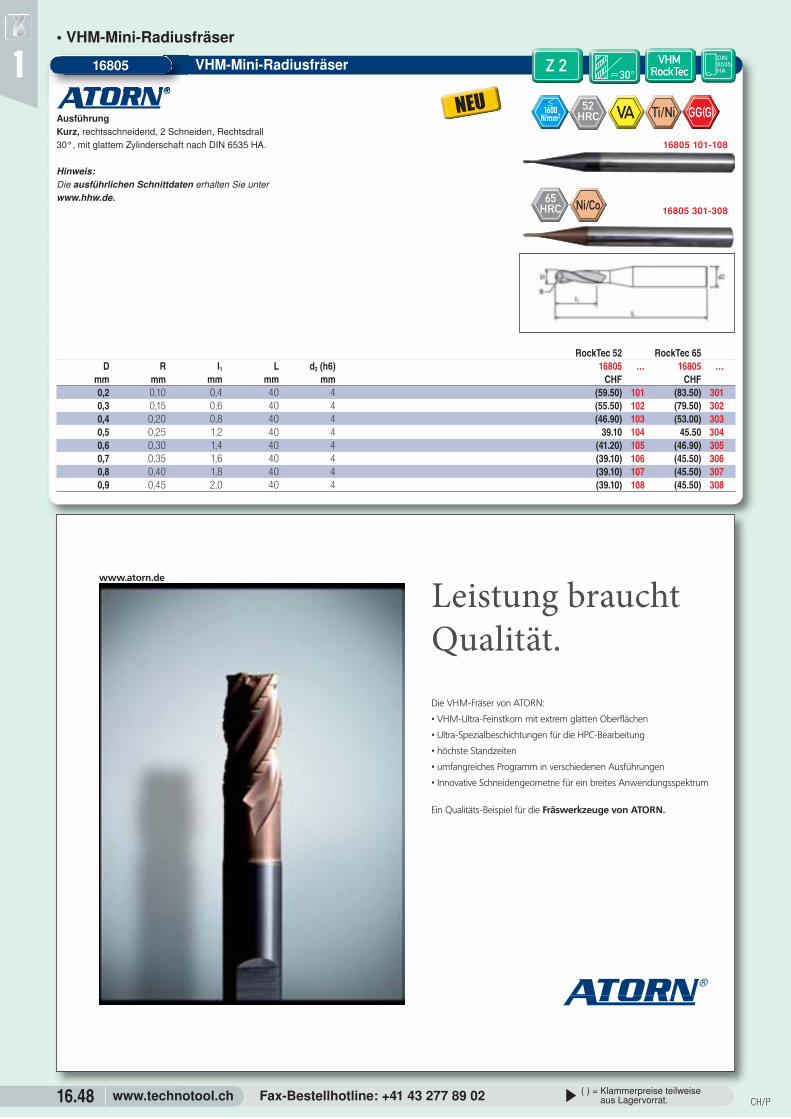
www.atorn.de
Leistung brauchtQualität.Die VHM-Fräser von ATORN:
Fräswerkzeuge von ATORN.
CH/P
• VHM-Mini-Radiusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.48
1 VHM-Mini-Radiusfräser
0AusführungKurz, rechtsschneidend, 2 Schneiden, Rechtsdrall30°, mit glattem Zylinderschaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16805 101-108
16805 301-308
RockTec 52 RockTec 65D R l1 L d2 (h6) 16805 … 16805 …
mm mm mm mm mm CHF CHF0,2 0,10 0,4 40 4 (59.50) 101 (83.50) 3010,3 0,15 0,6 40 4 (55.50) 102 (79.50) 3020,4 0,20 0,8 40 4 (46.90) 103 (53.00) 3030,5 0,25 1,2 40 4 39.10 104 45.50 3040,6 0,30 1,4 40 4 (41.20) 105 (46.90) 3050,7 0,35 1,6 40 4 (39.10) 106 (45.50) 3060,8 0,40 1,8 40 4 (39.10) 107 (45.50) 3070,9 0,45 2,0 40 4 (39.10) 108 (45.50) 308
16805 VHMRockTecZ 2
VA Ti/Ni
Ni/Co
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.49
1VHM-Mini-Radiusfräser
0AusführungLang, rechtsschneidend, 2 Schneiden, Rechtsdrall30°, mit glattem Zylinderschaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16806 101-153
16806 301-353
RockTec 52 RockTec 65D R l1 l2 L d1 d2 (h6) 16806 … 16806 …
mm mm mm mm mm mm mm CHF CHF0,2 0,10 0,2 0,5 50 0,15 4 (59.50) 101 71.00 3010,2 0,10 0,2 1,0 50 0,15 4 59.50 102 71.00 3020,2 0,10 0,2 1,5 50 0,15 4 (59.50) 103 (71.00) 3030,3 0,15 0,3 1,0 50 0,25 4 (59.50) 104 (67.50) 3040,3 0,15 0,3 2,0 50 0,25 4 59.50 105 67.50 3050,3 0,15 0,3 3,0 50 0,25 4 (59.50) 106 (67.50) 3060,4 0,20 0,4 1,0 50 0,35 4 (55.50) 107 (62.50) 3070,4 0,20 0,4 2,0 50 0,35 4 55.50 108 62.50 3080,4 0,20 0,4 3,0 50 0,35 4 (55.50) 109 (62.50) 3090,4 0,20 0,4 4,0 50 0,35 4 55.50 110 62.50 3100,4 0,20 0,4 5,0 50 0,35 4 (55.50) 111 (62.50) 3110,5 0,25 0,4 2,0 50 0,45 4 53.00 112 57.50 3120,5 0,25 0,4 3,0 50 0,45 4 (53.00) 113 (57.50) 3130,5 0,25 0,4 4,0 50 0,45 4 53.00 114 57.50 3140,5 0,25 0,4 5,0 50 0,45 4 (53.00) 115 (57.50) 3150,5 0,25 0,4 6,0 50 0,45 4 53.00 116 57.50 3160,5 0,25 0,4 8,0 50 0,45 4 (53.00) 117 (57.50) 3170,6 0,30 0,5 2,0 50 0,55 4 53.00 118 57.50 3180,6 0,30 0,5 3,0 50 0,55 4 (53.00) 119 (57.50) 3190,6 0,30 0,5 4,0 50 0,55 4 53.00 120 57.50 3200,6 0,30 0,5 5,0 50 0,55 4 (53.00) 121 (57.50) 3210,6 0,30 0,5 6,0 50 0,55 4 53.00 122 57.50 3220,6 0,30 0,5 8,0 50 0,55 4 (53.00) 123 (57.50) 3230,8 0,40 0,6 2,0 50 0,75 4 53.00 124 59.50 3240,8 0,40 0,6 4,0 50 0,75 4 (53.00) 125 (59.50) 3250,8 0,40 0,6 5,0 50 0,75 4 (53.00) 126 (59.50) 3260,8 0,40 0,6 6,0 50 0,75 4 53.00 127 59.50 3270,8 0,40 0,6 7,0 50 0,75 4 (53.00) 128 (59.50) 3280,8 0,40 0,6 8,0 50 0,75 4 53.00 129 59.50 3290,8 0,40 0,6 10,0 50 0,75 4 (53.00) 130 (61.50) 3301,0 0,50 0,8 3,0 50 0,95 4 38.40 131 51.50 3311,0 0,50 0,8 6,0 50 0,95 4 38.40 132 51.50 3321,0 0,50 0,8 8,0 50 0,95 4 38.40 133 51.50 3331,0 0,50 0,8 10,0 50 0,95 4 38.40 134 53.00 3341,0 0,50 0,8 16,0 50 0,95 4 41.20 135 55.50 3351,0 0,50 0,8 20,0 60 0,95 4 (42.50) 136 (55.50) 3361,2 0,60 1,0 6,0 50 1,15 4 39.80 137 55.50 3371,2 0,60 1,0 10,0 50 1,15 4 39.80 138 55.50 3381,5 0,75 1,2 8,0 50 1,45 4 39.80 139 55.50 3391,5 0,75 1,2 12,0 50 1,45 4 39.80 140 55.50 3401,5 0,75 1,2 16,0 50 1,45 4 (42.50) 141 (57.00) 3411,5 0,75 1,2 18,0 60 1,45 4 (45.50) 142 (59.50) 3422,0 1,00 1,6 4,0 50 1,95 4 39.80 143 55.50 3432,0 1,00 1,6 8,0 50 1,95 4 39.80 144 55.50 3442,0 1,00 1,6 12,0 50 1,95 4 39.80 145 55.50 3452,0 1,00 1,6 16,0 50 1,95 4 (42.50) 146 (59.50) 3462,0 1,00 1,6 20,0 60 1,95 4 45.50 147 62.50 3472,0 1,00 1,6 25,0 75 1,95 4 (49.70) 148 (62.50) 3483,0 1,50 2,4 8,0 50 2,85 6 55.50 149 69.50 3493,0 1,50 2,4 10,0 50 2,85 6 55.50 150 69.50 3503,0 1,50 2,4 16,0 60 2,85 6 55.50 151 69.50 3513,0 1,50 2,4 20,0 60 2,85 6 62.50 152 80.50 3523,0 1,50 2,4 25,0 75 2,85 6 (62.50) 153 (84.50) 353
16806 VHMRockTecZ 2
VA Ti/Ni
Ni/Co
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

CH/P
• VHM-Schaftfräser • VHM-Torusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.50
1 VHM-Schaftfräser
0AusführungKurz, mit Freistellung, rechtsschneidend, 4 Schneiden, Rechtsdrall 40°, mit glattem Zylinder-schaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16810 101-109
16810 301-309
RockTec 52 RockTec 65D (e8) l1 l2 L d1 d2 (h6) 16810 … 16810 …
mm mm mm mm mm mm CHF CHF3,0 9 15 50 2,8 6 38.40 101 41.20 3014,0 12 20 50 3,7 6 38.40 102 41.20 3025,0 15 20 50 4,6 6 38.40 103 41.20 3036,0 16 20 50 5,5 6 38.40 104 41.20 3048,0 20 30 64 7,4 8 59.50 105 64.00 305
10,0 22 32 70 9,2 10 75.50 106 79.00 30612,0 25 37 75 11,0 12 105.00 107 108.00 30716,0 32 46 90 15,0 16 149.00 108 171.00 30820,0 38 58 100 19,0 20 228.00 109 256.00 309
16810
VHM-Schaftfräser
0AusführungLang, mit Freistellung, rechtsschneidend, 4 kurzeSchneiden, Rechtsdrall 40°, mit glattem Zylinder-schaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16812 101-109
16812 301-309
RockTec 52 RockTec 65D (e8) l1 l2 L d1 d2 (h6) 16812 … 16812 …
mm mm mm mm mm mm CHF CHF3,0 5 30 75 2,8 6 49.70 101 58.50 3014,0 8 32 75 3,7 6 49.70 102 58.50 3025,0 9 32 75 4,6 6 49.70 103 58.50 3036,0 10 40 75 5,5 6 49.70 104 58.50 3048,0 12 40 75 7,4 8 64.00 105 76.00 305
10,0 14 60 100 9,2 10 99.00 106 116.00 30612,0 16 60 100 11,0 12 116.00 107 135.00 30716,0 22 85 125 15,0 16 168.00 108 201.00 30820,0 26 85 125 19,0 20 286.00 109 381.00 309
16812
VHMRockTecZ 4
VHMRockTecZ 4
VA Ti/Ni
Ni/Co
VA Ti/Ni
Ni/Co

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.51
1VHM-Schaftfräser
0AusführungExtra lang, mit Freistellung, rechtsschneidend, 4 kurze Schneiden, Rechtsdrall 40°, mit glattemZylinderschaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16813 101-109
16813 301-309
RockTec 52 RockTec 65D (e8) l1 l2 L d1 d2 (h6) 16813 … 16813 …
mm mm mm mm mm mm CHF CHF3,0 5 60 100 2,8 6 58.50 101 64.00 3014,0 8 60 100 3,7 6 58.50 102 64.00 3025,0 9 60 100 4,6 6 58.50 103 64.00 3036,0 10 60 100 5,5 6 58.50 104 64.00 3048,0 12 60 100 7,4 8 86.00 105 92.00 305
10,0 14 85 125 9,2 10 127.00 106 140.00 30612,0 16 110 150 11,0 12 148.00 107 184.00 30716,0 22 110 150 15,0 16 202.00 108 275.00 30820,0 26 110 150 19,0 20 370.00 109 462.00 309
16813
VHM-Torusfräser
0AusführungKurz, rechtsschneidend, 4 Schneiden, Rechtsdrall40°, mit glattem Zylinderschaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16816 101-125
16816 301-325
RockTec 52 RockTec 65D (e8) R l1 L d2 (h6) 16816 … 16816 …
mm mm mm mm mm CHF CHF3,0 0,3 9 50 6 (54.00) 101 (59.50) 3013,0 0,5 9 50 6 54.00 102 59.50 3024,0 0,3 12 50 6 54.00 103 59.50 3034,0 0,5 12 50 6 54.00 104 59.50 3044,0 1,0 12 50 6 54.00 105 59.50 3055,0 0,5 15 50 6 55.50 106 61.00 3065,0 1,0 15 50 6 55.50 107 61.00 3076,0 0,3 20 60 6 59.50 108 66.50 3086,0 0,5 20 60 6 59.50 109 66.50 3096,0 1,0 20 60 6 59.50 110 66.50 3108,0 0,5 20 64 8 68.50 111 75.50 3118,0 1,0 20 64 8 68.50 112 75.50 3128,0 1,5 20 64 8 68.50 113 75.50 313
10,0 0,5 22 75 10 90.50 114 99.00 31410,0 1,5 22 75 10 90.50 115 99.00 31510,0 2,0 22 75 10 90.50 116 99.00 31612,0 1,0 25 75 12 128.00 117 140.00 31712,0 2,0 25 75 12 128.00 118 140.00 31812,0 3,0 25 75 12 128.00 119 140.00 31916,0 1,0 32 90 16 191.00 120 211.00 32016,0 2,0 32 90 16 191.00 121 211.00 32116,0 3,0 32 90 16 191.00 122 211.00 32220,0 1,0 38 100 20 282.00 123 310.00 32320,0 2,0 38 100 20 282.00 124 310.00 32420,0 3,0 38 100 20 282.00 125 310.00 325
16816
VHMRockTecZ 4
VHMRockTecZ 4
VA Ti/Ni
Ni/Co
VA Ti/Ni
Ni/Co
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
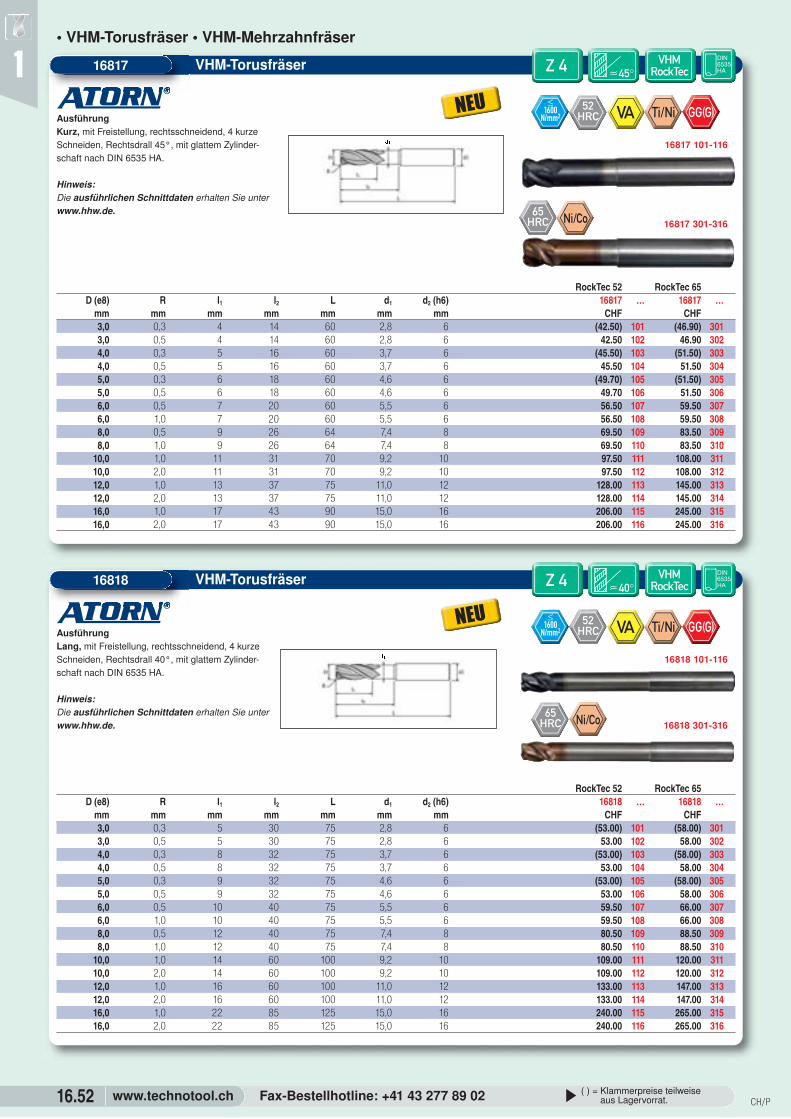
CH/P
• VHM-Torusfräser • VHM-Mehrzahnfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.52
1 VHM-Torusfräser
0AusführungKurz, mit Freistellung, rechtsschneidend, 4 kurzeSchneiden, Rechtsdrall 45°, mit glattem Zylinder-schaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16817 101-116
16817 301-316
RockTec 52 RockTec 65D (e8) R l1 l2 L d1 d2 (h6) 16817 … 16817 …
mm mm mm mm mm mm mm CHF CHF3,0 0,3 4 14 60 2,8 6 (42.50) 101 (46.90) 3013,0 0,5 4 14 60 2,8 6 42.50 102 46.90 3024,0 0,3 5 16 60 3,7 6 (45.50) 103 (51.50) 3034,0 0,5 5 16 60 3,7 6 45.50 104 51.50 3045,0 0,3 6 18 60 4,6 6 (49.70) 105 (51.50) 3055,0 0,5 6 18 60 4,6 6 49.70 106 51.50 3066,0 0,5 7 20 60 5,5 6 56.50 107 59.50 3076,0 1,0 7 20 60 5,5 6 56.50 108 59.50 3088,0 0,5 9 26 64 7,4 8 69.50 109 83.50 3098,0 1,0 9 26 64 7,4 8 69.50 110 83.50 310
10,0 1,0 11 31 70 9,2 10 97.50 111 108.00 31110,0 2,0 11 31 70 9,2 10 97.50 112 108.00 31212,0 1,0 13 37 75 11,0 12 128.00 113 145.00 31312,0 2,0 13 37 75 11,0 12 128.00 114 145.00 31416,0 1,0 17 43 90 15,0 16 206.00 115 245.00 31516,0 2,0 17 43 90 15,0 16 206.00 116 245.00 316
16817
VHM-Torusfräser
0AusführungLang, mit Freistellung, rechtsschneidend, 4 kurzeSchneiden, Rechtsdrall 40°, mit glattem Zylinder-schaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16818 101-116
16818 301-316
RockTec 52 RockTec 65D (e8) R l1 l2 L d1 d2 (h6) 16818 … 16818 …
mm mm mm mm mm mm mm CHF CHF3,0 0,3 5 30 75 2,8 6 (53.00) 101 (58.00) 3013,0 0,5 5 30 75 2,8 6 53.00 102 58.00 3024,0 0,3 8 32 75 3,7 6 (53.00) 103 (58.00) 3034,0 0,5 8 32 75 3,7 6 53.00 104 58.00 3045,0 0,3 9 32 75 4,6 6 (53.00) 105 (58.00) 3055,0 0,5 9 32 75 4,6 6 53.00 106 58.00 3066,0 0,5 10 40 75 5,5 6 59.50 107 66.00 3076,0 1,0 10 40 75 5,5 6 59.50 108 66.00 3088,0 0,5 12 40 75 7,4 8 80.50 109 88.50 3098,0 1,0 12 40 75 7,4 8 80.50 110 88.50 310
10,0 1,0 14 60 100 9,2 10 109.00 111 120.00 31110,0 2,0 14 60 100 9,2 10 109.00 112 120.00 31212,0 1,0 16 60 100 11,0 12 133.00 113 147.00 31312,0 2,0 16 60 100 11,0 12 133.00 114 147.00 31416,0 1,0 22 85 125 15,0 16 240.00 115 265.00 31516,0 2,0 22 85 125 15,0 16 240.00 116 265.00 316
16818
VHMRockTecZ 4
VHMRockTecZ 4
VA Ti/Ni
Ni/Co
VA Ti/Ni
Ni/Co
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.53
1VHM-Torusfräser
0AusführungExtra lang, mit Freistellung, rechtsschneidend, 4 kurze Schneiden, Rechtsdrall 40°, mit glattemZylinderschaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16819 101-116
16819 301-316
RockTec 52 RockTec 65D (e8) R l1 l2 L d1 d2 (h6) 16819 … 16819 …
mm mm mm mm mm mm mm CHF CHF3,0 0,3 5 60 100 2,8 6 (59.50) 101 (67.00) 3013,0 0,5 5 60 100 2,8 6 59.50 102 67.00 3024,0 0,3 8 60 100 3,7 6 (65.50) 103 (75.00) 3034,0 0,5 8 60 100 3,7 6 65.50 104 75.00 3045,0 0,3 9 60 100 4,6 6 (73.50) 105 (82.00) 3055,0 0,5 9 60 100 4,6 6 73.50 106 82.00 3066,0 0,5 10 60 100 5,5 6 79.00 107 89.00 3076,0 1,0 10 60 100 5,5 6 79.00 108 89.00 3088,0 0,5 12 60 100 7,4 8 111.00 109 123.00 3098,0 1,0 12 60 100 7,4 8 111.00 110 123.00 310
10,0 1,0 14 85 125 9,2 10 148.00 111 164.00 31110,0 2,0 14 85 125 9,2 10 148.00 112 164.00 31212,0 1,0 16 110 150 11,0 12 198.00 113 218.00 31312,0 2,0 16 110 150 11,0 12 198.00 114 218.00 31416,0 1,0 22 110 150 15,0 16 333.00 115 368.00 31516,0 2,0 22 110 150 15,0 16 333.00 116 368.00 316
16819
VHM-Mehrzahnfräser
0AusführungKurz, mit Freistellung, rechtsschneidend, 6-8Schneiden, Rechtsdrall 50°, mit glattem Zylinder-schaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16824 101-109
16824 301-309
RockTec 52 RockTec 65D (e8) l1 l2 L d1 d2 (h6) C Z 16824 … 16824 …
mm mm mm mm mm mm mm CHF CHF3,0 8 20 50 2,8 6 0,1 6 37.00 101 46.90 3014,0 11 20 50 3,7 6 0,1 6 37.00 102 46.90 3025,0 13 20 50 4,6 6 0,1 6 37.00 103 46.90 3036,0 15 20 50 5,5 6 0,1 6 37.00 104 53.00 3048,0 20 30 64 7,4 8 0,2 6 45.50 105 61.50 305
10,0 22 32 70 9,2 10 0,2 6 69.50 106 102.00 30612,0 25 37 75 11,0 12 0,2 6 93.50 107 138.00 30716,0 30 46 90 15,0 16 0,3 8 167.00 108 245.00 30820,0 38 58 100 19,0 20 0,4 8 235.00 109 353.00 309
16824
VHMRockTecZ 4
VHMRockTecZ 6-8
VA Ti/Ni
Ni/Co
VA Ti/Ni
Ni/Co
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

CH/P
• VHM-Mehrzahnfräser • VHM-Radiusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.54
1 VHM-Mehrzahnfräser
0AusführungLang, mit Freistellung, rechtsschneidend, 6-8Schneiden, Rechtsdrall 50°, mit glattem Zylinder-schaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16825 101-109
16825 301-309
RockTec 52 RockTec 65D (e8) l1 l2 L d1 d2 (h6) C Z 16825 … 16825 …
mm mm mm mm mm mm mm CHF CHF3,0 19 30 75 2,8 6 0,1 6 44.10 101 54.00 3014,0 19 32 75 3,7 6 0,1 6 44.10 102 54.00 3025,0 19 32 75 4,6 6 0,1 6 44.10 103 54.00 3036,0 31 40 75 5,5 6 0,1 6 44.10 104 54.00 3048,0 31 40 75 7,4 8 0,2 6 61.50 105 62.50 305
10,0 45 60 100 9,2 10 0,2 6 84.50 106 99.00 30612,0 50 60 100 11,0 12 0,2 6 112.00 107 138.00 30716,0 57 85 125 15,0 16 0,3 8 184.00 108 255.00 30820,0 57 85 125 19,0 20 0,4 8 270.00 109 382.00 309
16825
VHM-Radiusfräser
0AusführungKurz, mit Freistellung, rechtsschneidend, 2 Schnei-den, Rechtsdrall 30°, mit glattem Zylinderschaftnach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16827 101-111
16827 301-311
RockTec 52 RockTec 65D (e8) R l1 l2 L d1 d2 (h6) 16827 … 16827 …
mm mm mm mm mm mm mm CHF CHF2,0 1,00 4 8 40 1,95 4 32.70 101 36.80 3012,5 1,25 4 10 40 2,4 4 39.10 102 43.40 3023,0 1,50 5 14 50 2,8 6 46.80 103 47.60 3034,0 2,00 8 20 50 3,7 6 46.80 104 49.50 3045,0 2,50 9 20 50 4,6 6 46.20 105 51.50 3056,0 3,00 10 20 50 5,5 6 46.20 106 51.50 3068,0 4,00 12 30 64 7,4 8 57.00 107 64.00 307
10,0 5,00 14 32 70 9,2 10 78.50 108 87.50 30812,0 6,00 16 38 75 11,0 12 106.00 109 118.00 30916,0 8,00 32 46 90 15,0 16 174.00 110 194.00 31020,0 10,00 38 58 100 19,0 20 273.00 111 304.00 311
16827
VHMRockTecZ 6-8
VHMRockTecZ 2
VA Ti/Ni
Ni/Co
VA Ti/Ni
Ni/Co
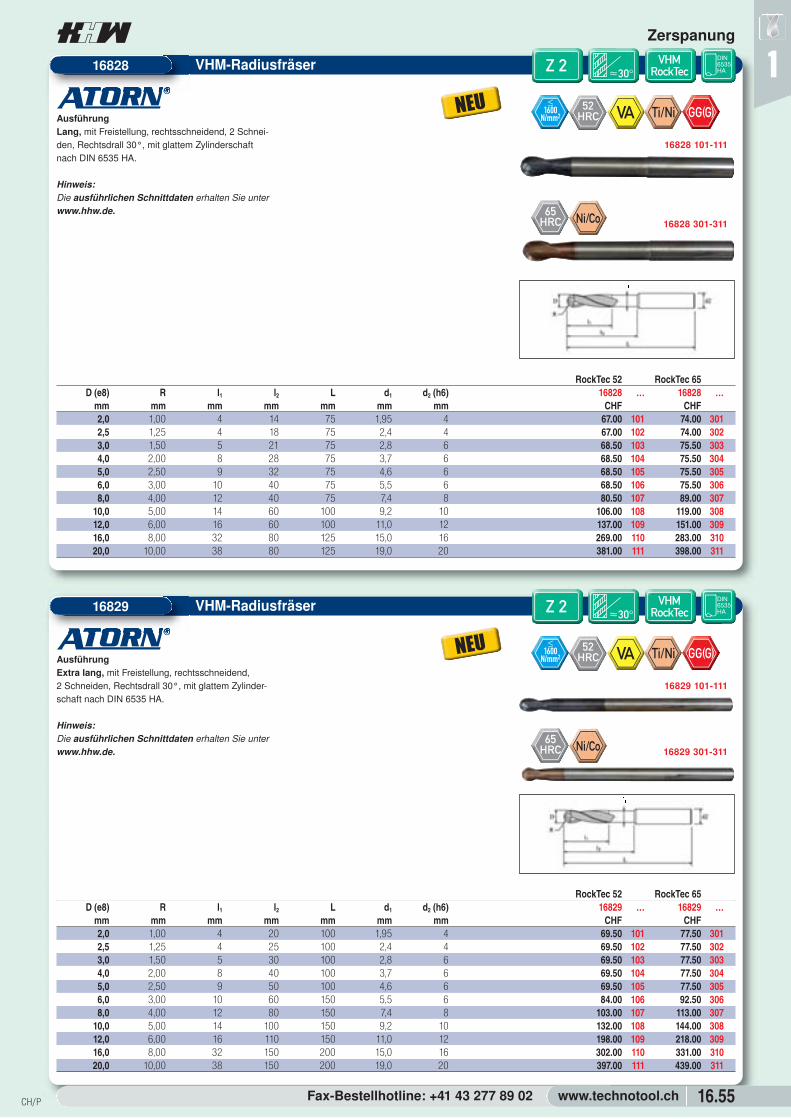
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.55
1VHM-Radiusfräser
0AusführungLang, mit Freistellung, rechtsschneidend, 2 Schnei-den, Rechtsdrall 30°, mit glattem Zylinderschaftnach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16828 101-111
16828 301-311
RockTec 52 RockTec 65D (e8) R l1 l2 L d1 d2 (h6) 16828 … 16828 …
mm mm mm mm mm mm mm CHF CHF2,0 1,00 4 14 75 1,95 4 67.00 101 74.00 3012,5 1,25 4 18 75 2,4 4 67.00 102 74.00 3023,0 1,50 5 21 75 2,8 6 68.50 103 75.50 3034,0 2,00 8 28 75 3,7 6 68.50 104 75.50 3045,0 2,50 9 32 75 4,6 6 68.50 105 75.50 3056,0 3,00 10 40 75 5,5 6 68.50 106 75.50 3068,0 4,00 12 40 75 7,4 8 80.50 107 89.00 307
10,0 5,00 14 60 100 9,2 10 106.00 108 119.00 30812,0 6,00 16 60 100 11,0 12 137.00 109 151.00 30916,0 8,00 32 80 125 15,0 16 269.00 110 283.00 31020,0 10,00 38 80 125 19,0 20 381.00 111 398.00 311
16828
VHM-Radiusfräser
0AusführungExtra lang, mit Freistellung, rechtsschneidend, 2 Schneiden, Rechtsdrall 30°, mit glattem Zylinder-schaft nach DIN 6535 HA.
Hinweis:Die ausführlichen Schnittdaten erhalten Sie unter www.hhw.de.
16829 101-111
16829 301-311
RockTec 52 RockTec 65D (e8) R l1 l2 L d1 d2 (h6) 16829 … 16829 …
mm mm mm mm mm mm mm CHF CHF2,0 1,00 4 20 100 1,95 4 69.50 101 77.50 3012,5 1,25 4 25 100 2,4 4 69.50 102 77.50 3023,0 1,50 5 30 100 2,8 6 69.50 103 77.50 3034,0 2,00 8 40 100 3,7 6 69.50 104 77.50 3045,0 2,50 9 50 100 4,6 6 69.50 105 77.50 3056,0 3,00 10 60 150 5,5 6 84.00 106 92.50 3068,0 4,00 12 80 150 7,4 8 103.00 107 113.00 307
10,0 5,00 14 100 150 9,2 10 132.00 108 144.00 30812,0 6,00 16 110 150 11,0 12 198.00 109 218.00 30916,0 8,00 32 150 200 15,0 16 302.00 110 331.00 31020,0 10,00 38 150 200 19,0 20 397.00 111 439.00 311
16829
VHMRockTecZ 2
VHMRockTecZ 2
VA Ti/Ni
Ni/Co
VA Ti/Ni
Ni/Co

CH/P
• VHM-Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.56
1 VHM-Schaftfräser
ßAusführungKurz, rechtsschneidend, 2 Schneiden, Rechtsdrall,Zentrumschnitt. Mit Spannfläche nach DIN 6535HB.
d1 e8 l2 l1 d2 h6 16601 …mm mm mm mm CHF3,0 8 45 6 45.90 1013,5 10 45 6 (45.50) 1024,0 11 45 6 45.90 1034,5 11 45 6 45.90 1045,0 13 50 6 45.90 1055,5 13 50 6 (45.50) 1066,0 13 50 6 45.50 1076,5 16 60 8 60.50 1087,0 16 60 8 (59.50) 1097,5 16 60 8 60.50 1108,0 19 60 8 60.50 1118,5 19 70 10 91.00 1129,0 19 70 10 (90.50) 1139,5 19 70 10 (90.50) 114
10,0 22 70 10 91.00 11512,0 26 75 12 119.00 11914,0 26 85 14 (154.00) 12016,0 32 100 16 198.00 12120,0 38 105 20 (316.00) 12325,0 45 120 25 (510.00) 124
16601
16601 60Z 2
www.atorn.de
Leistung braucht Qualität.Das Kurzbohrfutter von ATORN:
Spannwerkzeuge von ATORN.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 150-190 140-170 130-160 100-120 90-110 60-90 55-65 50-55 40-55 - - - - - -
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.57
1VHM-HSC-Schaftfräser
0AusführungMit Freistellung. 2 Schneiden über Mitte schnei-dend. 30° Rechtsspirale. Beste Spanabfuhr durchextrem glatte Oberfläche.QualitätVHM Ultra-Feinstkorn/TiAlN-Ultra-beschichtet.
16603 101-116AusführungMit glattem Zylinderschaft nach DIN 6535 HA.
16603 117-144AusführungMit Spannfläche nach DIN 6535 HB.
16603 117-144
d1 e8 d2 h5 d3 l1 l2 l3 b x 45° 16603 …mm mm mm mm mm mm mm CHF0,3 3 - 38 - 1 0,1 (30.70) 1010,4 3 - 38 - 1 0,1 (30.70) 1020,5 3 - 38 - 1,5 0,1 30.70 1030,6 3 - 38 - 1,5 0,1 (30.70) 1040,7 3 - 38 - 2 0,1 (30.70) 1050,8 3 - 38 - 2 0,1 30.70 1060,9 3 - 38 - 2,5 0,1 (30.70) 1071,0 3 - 50 - 3 0,1 32.10 1081,1 3 - 50 - 3 0,1 (32.30) 1091,2 3 - 50 - 4 0,1 (32.30) 1101,4 3 - 50 - 4 0,1 (32.30) 1111,5 3 - 50 - 4 0,1 32.30 1121,6 3 - 50 - 4 0,1 (32.30) 1131,8 3 - 50 - 5 0,1 (32.00) 1142,0 3 - 50 - 5 0,1 32.30 1152,5 3 - 50 - 6 0,1 (32.30) 1162,8 6 2,6 57 15 8 0,1 (29.90) 1173,0 6 2,8 57 15 8 0,1 29.90 1183,8 6 3,6 57 15 11 0,1 (29.90) 1194,0 6 3,8 57 15 11 0,1 29.90 1204,8 6 4,6 57 21 13 0,1 (29.90) 1215,0 6 4,8 57 21 13 0,1 29.90 1225,8 6 5,6 57 21 13 0,1 29.90 1236,0 6 5,8 57 21 13 0,1 29.90 1246,8 8 6,6 63 27 16 0,1 (34.60) 1257,0 8 6,8 63 27 16 0,1 34.00 1267,8 8 7,5 63 27 19 0,1 (34.30) 1278,0 8 7,7 63 27 19 0,1 34.30 1288,7 10 8,5 72 32 19 0,1 (49.50) 1299,0 10 8,8 72 32 19 0,1 (49.50) 1309,7 10 9,5 72 32 22 0,1 (49.90) 131
10,0 10 9,8 72 32 22 0,1 49.90 13210,7 12 10,5 83 38 26 0,1 (72.00) 13311,0 12 10,8 83 38 26 0,1 72.50 13411,7 12 11,5 83 38 26 0,1 (72.50) 13512,0 12 11,8 83 38 26 0,1 72.50 13613,7 14 13,5 83 38 26 0,1 (94.00) 13714,0 14 13,8 83 38 26 0,1 94.00 13815,7 16 15,4 92 44 32 0,1 (123.00) 13916,0 16 15,7 92 44 32 0,1 (123.00) 14017,7 18 17,4 92 44 32 0,1 (169.00) 14118,0 18 17,7 92 44 32 0,1 (144.00) 14219,7 20 19,4 104 54 38 0,1 (225.00) 14320,0 20 19,7 104 54 38 0,1 (196.00) 144
16603
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400-500 200-400 100-140 110-160 90-140 80-120 80-100 80-90 - - - - - 70-80 55-70 20-50 90-155 -
TiAlNUltraHSCZ 2
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

CH/P
• VHM-Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.58
1 VHM-Schaftfräser
ßAusführungLang, rechtsschneidend, 2 Schneiden, Rechtsdrall,Zentrumschnitt.QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16604
d1 e8 l2 l1 d2 h6 16604 …mm mm mm mm CHF3,0 12 50 6 49.50 1014,0 15 50 6 49.50 1025,0 20 60 6 49.60 1036,0 20 60 6 49.50 1048,0 25 70 8 63.50 105
d1 e8 l2 l1 d2 h6 16604 …mm mm mm mm CHF10,0 30 90 10 94.50 10612,0 30 90 12 129.00 10716,0 50 110 16 243.00 10820,0 55 110 20 399.00 10925,0 75 140 25 (635.00) 110
16604
VHM-HPC-Schaftfräser
0AusführungMit Freistellung. 3 Schneiden bis Mitte schnei-dend. 30° Rechtsspirale. Mit Spannfläche nach DIN6535 HB. Beste Spanabfuhr durch extrem glatteOberfläche.QualitätVHM Ultra-Feinstkorn/TiAlN-Ultra-beschichtet.
16607
16607
DIN 6535 HBd1 e8 d2 h5 d3 l1 l2 l3 b x 45° 16607 …
mm mm mm mm mm mm mm CHF3,0 6 2,8 57 15 8 0,1 32.80 1013,5 6 3,3 57 15 11 0,1 32.80 1024,0 6 3,8 57 15 11 0,1 32.80 1034,5 6 4,3 57 21 13 0,1 32.80 1045,0 6 4,8 57 21 13 0,1 32.80 1055,5 6 5,3 57 21 13 0,1 32.80 1066,0 6 5,8 57 21 13 0,1 32.80 1076,5 8 6,3 63 27 16 0,1 36.10 1087,0 8 6,8 63 27 16 0,1 36.10 1097,5 8 7,3 63 27 19 0,1 36.30 1108,0 8 7,7 63 27 21 0,1 36.10 111
d1 e8 d2 h5 d3 l1 l2 l3 b x 45° 16607 …mm mm mm mm mm mm mm CHF8,5 10 8,3 72 32 21 0,1 56.00 1129,0 10 8,8 72 32 21 0,1 56.00 1139,5 10 9,3 72 32 22 0,1 (56.00) 114
10,0 10 9,8 72 32 22 0,1 56.00 11511,0 12 10,8 83 32 26 0,1 (83.50) 11612,0 12 11,8 83 38 26 0,1 82.50 11714,0 14 13,8 83 38 26 0,1 108.00 11816,0 16 15,7 92 44 36 0,1 138.00 11918,0 18 17,7 92 44 36 0,1 (182.00) 12020,0 20 19,7 104 54 41 0,1 208.00 121
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 150-190 140-170 130-160 100-120 90-110 60-90 55-65 50-55 40-55 - - - - - -
60Z 2
TiAlNUltraHPCZ 3
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400-500 200-400 100-140 110-160 90-140 80-120 80-100 80-90 - - - - - 70-80 55-70 20-50 90-155 -
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
Das HHW-Farbleitsystem
Mit dem HHW-Farbleitsystem sehen Sie auf den ersten Blick für welche Materialien das Werkzeug geeignet ist. In den meisten Katalogbereichen informiert Sie HHW zusätzlich über die Einsatzdaten für das entsprechende Werkzeug.
Das HHW-Farbleitsystem ist logisch nach dem Stahlschlüssel aufgebaut.
So können Sie schon im Vorfeld der Bearbeitung die entsprechenden Werkzeuge aussuchen und sparen damit Zeit und Geld.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.45-110 45-110 – 25-60 25-60 20-50 15-35 15-35 10-30 – – – – 15-40 15-40 5-15 20-60 –
0N VA>900N T0 15-40 5
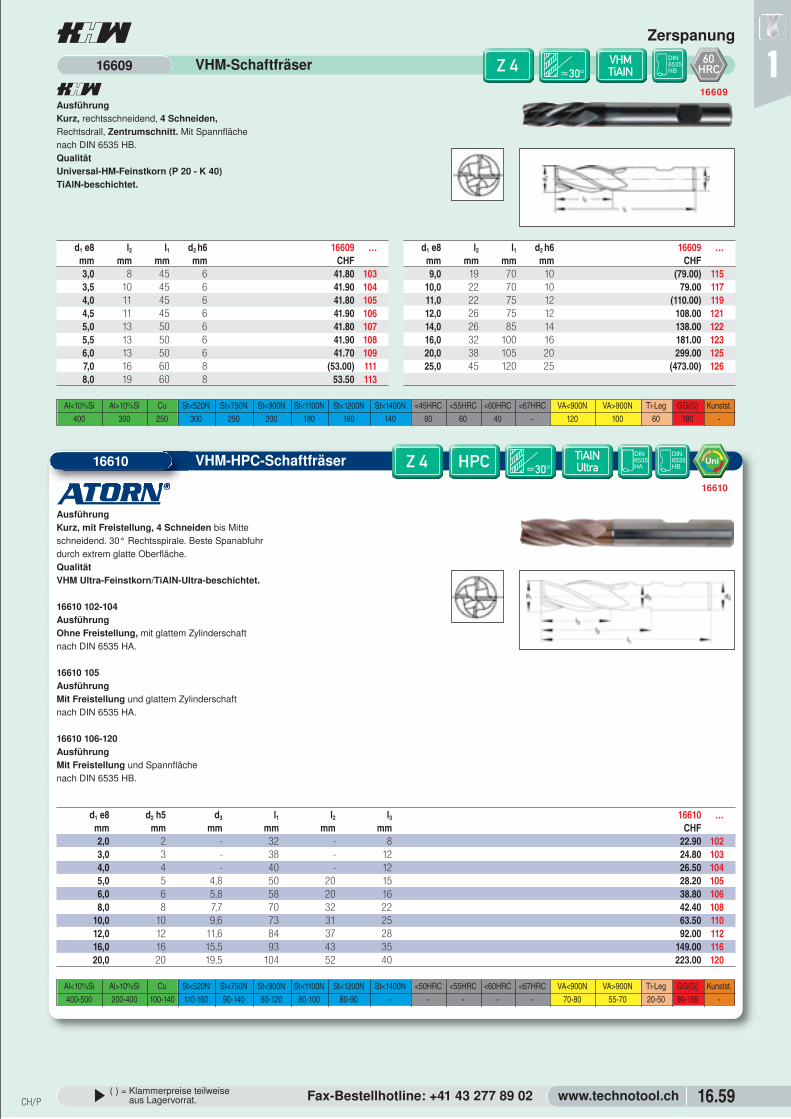
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.59
1VHM-Schaftfräser
ßAusführungKurz, rechtsschneidend, 4 Schneiden, Rechtsdrall, Zentrumschnitt. Mit Spannfläche nach DIN 6535 HB.QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16609
d1 e8 l2 l1 d2 h6 16609 …mm mm mm mm CHF3,0 8 45 6 41.80 1033,5 10 45 6 41.90 1044,0 11 45 6 41.80 1054,5 11 45 6 41.90 1065,0 13 50 6 41.80 1075,5 13 50 6 41.90 1086,0 13 50 6 41.70 1097,0 16 60 8 (53.00) 1118,0 19 60 8 53.50 113
d1 e8 l2 l1 d2 h6 16609 …mm mm mm mm CHF9,0 19 70 10 (79.00) 115
10,0 22 70 10 79.00 11711,0 22 75 12 (110.00) 11912,0 26 75 12 108.00 12114,0 26 85 14 138.00 12216,0 32 100 16 181.00 12320,0 38 105 20 299.00 12525,0 45 120 25 (473.00) 126
16609
VHM-HPC-Schaftfräser
0AusführungKurz, mit Freistellung, 4 Schneiden bis Mitteschneidend. 30° Rechtsspirale. Beste Spanabfuhrdurch extrem glatte Oberfläche.QualitätVHM Ultra-Feinstkorn/TiAlN-Ultra-beschichtet.
16610 102-104AusführungOhne Freistellung, mit glattem Zylinderschaft nach DIN 6535 HA.
16610 105AusführungMit Freistellung und glattem Zylinderschaft nach DIN 6535 HA.
16610 106-120AusführungMit Freistellung und Spannfläche nach DIN 6535 HB.
16610
d1 e8 d2 h5 d3 l1 l2 l3 16610 …mm mm mm mm mm mm CHF2,0 2 - 32 - 8 22.90 1023,0 3 - 38 - 12 24.80 1034,0 4 - 40 - 12 26.50 1045,0 5 4,8 50 20 15 28.20 1056,0 6 5,8 58 20 16 38.80 1068,0 8 7,7 70 32 22 42.40 108
10,0 10 9,6 73 31 25 63.50 11012,0 12 11,6 84 37 28 92.00 11216,0 16 15,5 93 43 35 149.00 11620,0 20 19,5 104 52 40 223.00 120
16610
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400 300 250 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400-500 200-400 100-140 110-160 90-140 80-120 80-100 80-90 - - - - - 70-80 55-70 20-50 90-155 -
60Z 4
TiAlNUltraHPCZ 4
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

CH/P
• VHM-Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.60
1 VHM-Schaftfräser
ßAusführungLang, Zentrumschnitt.QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16613
d1 l2 l1 d2 16613 …mm mm mm mm CHF3,0 12 50 6 49.90 2014,0 15 50 6 49.90 2025,0 20 60 6 49.90 2036,0 20 60 6 49.90 2048,0 25 70 8 64.50 205
d1 l2 l1 d2 16613 …mm mm mm mm CHF10,0 30 90 10 95.50 20612,0 30 90 12 130.00 20716,0 50 110 16 245.00 20820,0 55 110 20 404.00 20925,0 75 140 25 650.00 210
16613
VHM-Schaftfräser
ßAusführungLang und überlang, 8-16 Schneiden, rechtsspiral-genutet, rechtsschneidend, nicht über die Mitteschneidend. Mit Zylinderschaft mit Mitnahmeflächenach DIN 6535 HA, Rechtsdrall ca. 50°.VerwendungWerkzeugstahl bis HRC 64 in Trockenbearbeitung.
QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16614
16614
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <64HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - - - - 100 90 80 45 80 70 50 - - - - -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400 300 250 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
60Z 4
64Z 8-16
d1 f8 l2 l1 d2 h6 Z 16614 …mm mm mm mm CHF6,0 13 57 6 8 55.50 201
L 6,0 18 62 6 8 (64.00) 2028,0 19 63 8 10 64.00 203
L 8,0 24 68 8 10 (75.00) 20410,0 22 72 10 12 101.00 205
L 10,0 30 80 10 12 (117.00) 20612,0 26 83 12 12 142.00 207
L 12,0 36 93 12 12 (174.00) 208
d1 f8 l2 l1 d2 h6 Z 16614 …mm mm mm mm CHF16,0 32 92 16 16 260.00 211
L16,0 48 108 16 16 (316.00) 212XL 16,0 65 125 16 16 (384.00) 213
XXL 16,0 95 150 16 16 (490.00) 214L 20,0 60 126 20 16 (469.00) 218
XL 20,0 75 135 20 16 (540.00) 219XXL 20,0 95 150 20 16 (620.00) 220
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
Das HHW-Farbleitsystem
Mit dem HHW-Farbleitsystem sehen Sie auf den ersten Blick für welche Materialien das Werkzeug geeignet ist. In den meisten Katalogbereichen informiert Sie HHW zusätzlich über die Einsatzdaten für das entsprechende Werkzeug.
Das HHW-Farbleitsystem ist logisch nach dem Stahlschlüssel aufgebaut.
So können Sie schon im Vorfeld der Bearbeitung die entsprechenden Werkzeuge aussuchen und sparen damit Zeit und Geld.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.45-110 45-110 – 25-60 25-60 20-50 15-35 15-35 10-30 – – – – 15-40 15-40 5-15 20-60 –
0N VA>900N T0 15-40 5
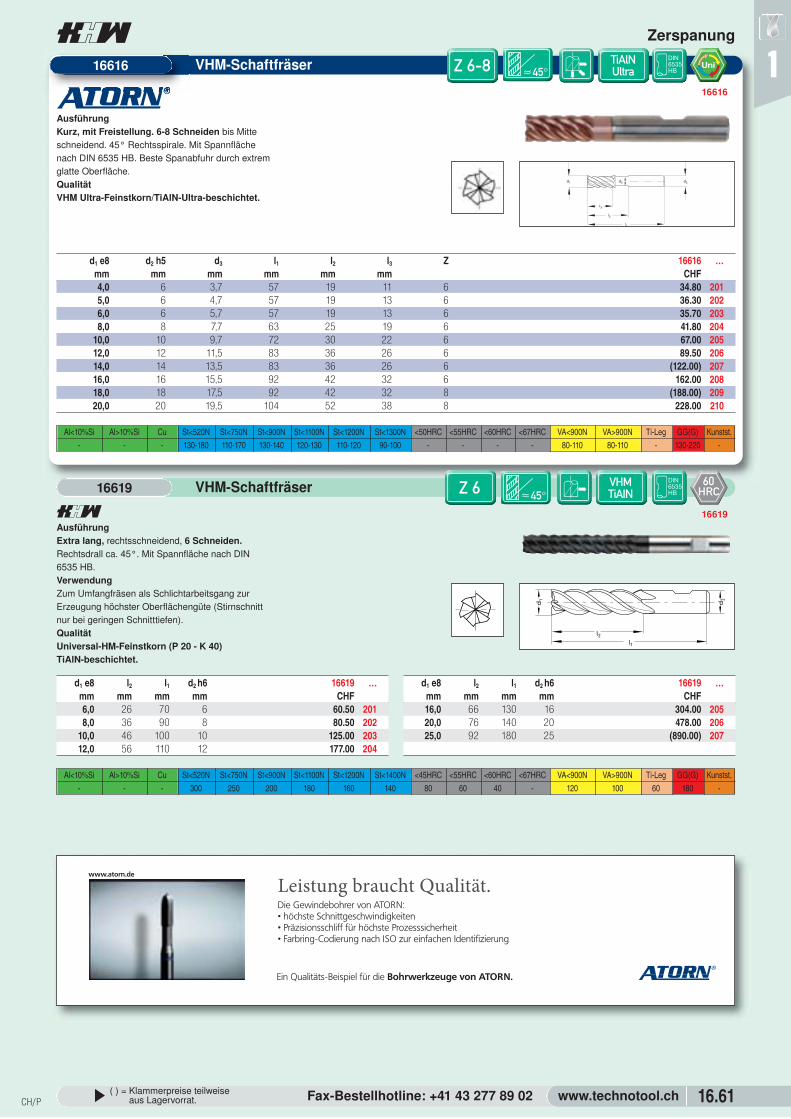
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.61
1VHM-Schaftfräser
0AusführungKurz, mit Freistellung. 6-8 Schneiden bis Mitteschneidend. 45° Rechtsspirale. Mit Spannflächenach DIN 6535 HB. Beste Spanabfuhr durch extremglatte Oberfläche.QualitätVHM Ultra-Feinstkorn/TiAlN-Ultra-beschichtet.
16616
d1 e8 d2 h5 d3 l1 l2 l3 Z 16616 …mm mm mm mm mm mm CHF4,0 6 3,7 57 19 11 6 34.80 2015,0 6 4,7 57 19 13 6 36.30 2026,0 6 5,7 57 19 13 6 35.70 2038,0 8 7,7 63 25 19 6 41.80 204
10,0 10 9,7 72 30 22 6 67.00 20512,0 12 11,5 83 36 26 6 89.50 20614,0 14 13,5 83 36 26 6 (122.00) 20716,0 16 15,5 92 42 32 6 162.00 20818,0 18 17,5 92 42 32 8 (188.00) 20920,0 20 19,5 104 52 38 8 228.00 210
16616
VHM-Schaftfräser
ßAusführungExtra lang, rechtsschneidend, 6 Schneiden.Rechtsdrall ca. 45°. Mit Spannfläche nach DIN6535 HB.VerwendungZum Umfangfräsen als Schlichtarbeitsgang zurErzeugung höchster Oberflächengüte (Stirnschnittnur bei geringen Schnitttiefen).QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16619
d1 e8 l2 l1 d2 h6 16619 …mm mm mm mm CHF6,0 26 70 6 60.50 2018,0 36 90 8 80.50 202
10,0 46 100 10 125.00 20312,0 56 110 12 177.00 204
d1 e8 l2 l1 d2 h6 16619 …mm mm mm mm CHF16,0 66 130 16 304.00 20520,0 76 140 20 478.00 20625,0 92 180 25 (890.00) 207
d2
l2l1
d1
16619
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1300N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 130-180 110-170 130-140 120-130 110-120 90-100 - - - - 80-110 80-110 - 130-220 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
60
TiAlNUltraZ 6-8
Z 6
Leistung braucht Qualität.www.atorn.de
Die Gewindebohrer von ATORN:
s
Bohrwerkzeuge von ATORN.
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
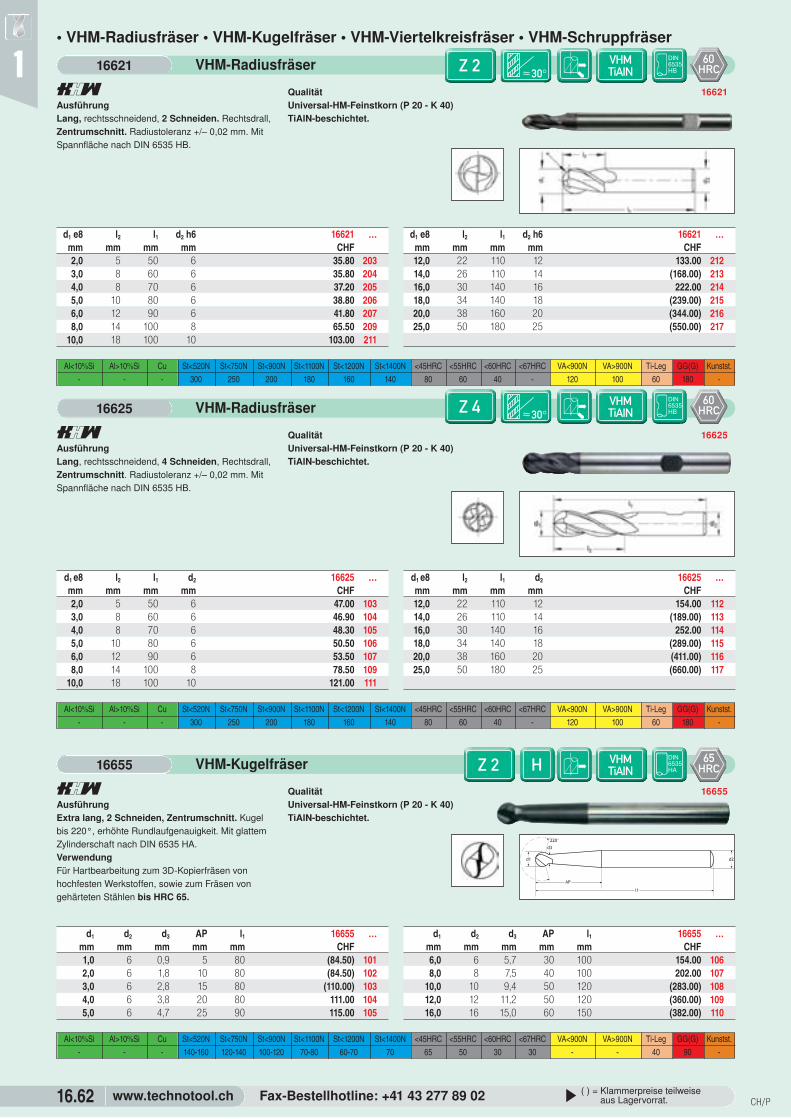
CH/P
• VHM-Radiusfräser • VHM-Kugelfräser • VHM-Viertelkreisfräser • VHM-Schruppfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.62
1 VHM-Radiusfräser
16621
d1 e8 l2 l1 d2 h6 16621 …mm mm mm mm CHF2,0 5 50 6 35.80 2033,0 8 60 6 35.80 2044,0 8 70 6 37.20 2055,0 10 80 6 38.80 2066,0 12 90 6 41.80 2078,0 14 100 8 65.50 209
10,0 18 100 10 103.00 211
d1 e8 l2 l1 d2 h6 16621 …mm mm mm mm CHF12,0 22 110 12 133.00 21214,0 26 110 14 (168.00) 21316,0 30 140 16 222.00 21418,0 34 140 18 (239.00) 21520,0 38 160 20 (344.00) 21625,0 50 180 25 (550.00) 217
16621
VHM-Radiusfräser
ßAusführungLang, rechtsschneidend, 4 Schneiden, Rechtsdrall,Zentrumschnitt. Radiustoleranz +/– 0,02 mm. Mit Spannfläche nach DIN 6535 HB.
QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16625
d1 e8 l2 l1 d2 16625 …mm mm mm mm CHF2,0 5 50 6 47.00 1033,0 8 60 6 46.90 1044,0 8 70 6 48.30 1055,0 10 80 6 50.50 1066,0 12 90 6 53.50 1078,0 14 100 8 78.50 109
10,0 18 100 10 121.00 111
d1 e8 l2 l1 d2 16625 …mm mm mm mm CHF12,0 22 110 12 154.00 11214,0 26 110 14 (189.00) 11316,0 30 140 16 252.00 11418,0 34 140 18 (289.00) 11520,0 38 160 20 (411.00) 11625,0 50 180 25 (660.00) 117
16625
ßAusführungLang, rechtsschneidend, 2 Schneiden. Rechtsdrall,Zentrumschnitt. Radiustoleranz +/– 0,02 mm. MitSpannfläche nach DIN 6535 HB.
QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
VHM-Kugelfräser
ßAusführung Extra lang, 2 Schneiden, Zentrumschnitt. Kugelbis 220°, erhöhte Rundlaufgenauigkeit. Mit glattemZylinderschaft nach DIN 6535 HA. Verwendung Für Hartbearbeitung zum 3D-Kopierfräsen vonhochfesten Werkstoffen, sowie zum Fräsen vongehärteten Stählen bis HRC 65.
Qualität Universal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16655
d1 d2 d3 AP l1 16655 …mm mm mm mm mm CHF1,0 6 0,9 5 80 (84.50) 1012,0 6 1,8 10 80 (84.50) 1023,0 6 2,8 15 80 (110.00) 1034,0 6 3,8 20 80 111.00 1045,0 6 4,7 25 90 115.00 105
d1 d2 d3 AP l1 16655 …mm mm mm mm mm CHF6,0 6 5,7 30 100 154.00 1068,0 8 7,5 40 100 202.00 107
10,0 10 9,4 50 120 (283.00) 10812,0 12 11,2 50 120 (360.00) 10916,0 16 15,0 60 150 (382.00) 110
16655
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 140-160 120-140 100-120 70-80 60-70 70 65 50 30 30 - - 40 90 -
60Z 2
60Z 4
Z 2
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.63
1VHM-Viertelkreisfräser
ßAusführung 4 Schneiden, geradegenutet. Mit glattem Zylinder-schaft nach DIN 6535 HA. Radiustoleranz +/- 0,01mm.
Verwendung Für Werkstoffe bis HRC 45. Zum Abrunden undEntgraten von Kanten und Konturen. Für hochfesteWerkstoffe als auch für Aluminium und Ne-Metalle.QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16658
Radius d1 l1 d2 16658 …mm mm mm CHF
0,5 7 70 8 (98.00) 1051,0 6 70 8 98.00 1101,5 7 75 10 109.00 1152,0 6 75 10 109.00 1202,5 7 75 12 113.00 1253,0 6 75 12 113.00 1303,5 9 80 16 142.00 1354,0 8 80 16 142.00 1404,5 7 80 16 142.00 1455,0 10 80 20 201.00 1506,0 8 80 20 201.00 160
16658
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.120-600 100-400 80-250 60-150 50-120 50-100 40-90 40-80 30-70 55-75 - - - 30-80 20-70 20-60 60-130 80-200
45Z 4
VHM-Schruppfräser Quickmax
ßAusführung Kurz, 3-6 Schneiden, Zentrumschnitt. Rechtsdrall45°. Hohe Spanleistung. Mit Schutzfase, speziellesSchruppprofil. Hohe Standzeiten. Schnelle Spanab-fuhr. Äußerst stabile Schneidkanten. Große Stabili-tät. Verwendung Legierte Stähle, rostfreier Stahl, Titanium, Inconel.
Qualität Universal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16650 Mit glattem Zylinderschaft nach DIN 6535 HA.
16651 Mit Spannfläche nach DIN 6535 HB.
16650
16651
16650 - 16651
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 140-160 100-140 90-120 90 80 60 60 50 - - 100 90 70 80 -
50Z 3-6
VHM-Schruppfräser
ßAusführungLang, hinterschliffenes, feines Kordelprofil, rechts-schneidend mit Zentrumschnitt. 3-4 Schneiden.Mit Spannfläche nach DIN 6535 HB.
QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-be-schichtet.
16629
d1 e8 l2 l1 d2 h6 Z 16629 …mm mm mm mm CHF6,0 16 57 6 3 59.00 1018,0 16 63 8 3 69.00 103
10,0 22 72 10 4 103.00 10512,0 26 83 12 4 133.00 10614,0 26 83 14 4 177.00 10716,0 32 92 16 4 231.00 10818,0 32 92 18 4 279.00 10920,0 38 104 20 4 375.00 110
16629
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400 300 250 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
60Z 3-4
DIN 6535 HA DIN 6535 HBd1 l2 l1 d2 Z 16650 … 16651 …
mm mm mm mm CHF CHF4,0 11 57 6 3 (70.50) 101 70.50 1016,0 16 57 6 4 (70.50) 102 70.50 1028,0 16 63 8 4 (88.50) 103 88.50 103
10,0 22 72 10 4 (122.00) 104 121.00 10412,0 26 83 12 4 (158.00) 105 157.00 10516,0 32 92 16 5 (226.00) 106 226.00 10620,0 38 104 20 6 (360.00) 107 358.00 10725,0 45 121 25 6 (570.00) 108 575.00 108
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

CH/P
• VHM-Radius-Schruppfräser • VHM-Torusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.64
1 VHM-Radius-Schruppfräser
ßAusführungLang, feines Schrupp-Profil, rechtsschneidend, 3-4Schneiden, Rechtsdrall, Zentrumschnitt. Radiusto-leranz +/- 0,02 mm. Mit Spannfläche nach DIN 6535HB.QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16631
d1 e8 l2 l1 d2 h6 Z 16631 …mm mm mm mm CHF6,0 16 57 6 3 94.00 2018,0 16 63 8 3 111.00 202
10,0 22 72 10 4 164.00 20312,0 26 83 12 4 212.00 204
d1 e8 l2 l1 d2 h6 Z 16631 …mm mm mm mm CHF14,0 26 83 14 4 (226.00) 20516,0 32 92 16 4 (307.00) 20618,0 32 92 18 4 (388.00) 20720,0 38 104 20 4 (486.00) 208
16631
VHM-Torusfräser
ßAusführungMit Spannfläche nach DIN 6535 HB. Lang, rechts-schneidend, 2 Schneiden, mit Eckenradius (1).QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16633
d1 e8 l2 l1 d2 16633 …mm mm mm mm CHF6 x R 0,5 20 60 6 (52.50) 1016 x R 1 20 60 6 (52.50) 1028 x R 0,5 25 70 8 (67.50) 1038 x R 1 25 70 8 (67.50) 1048 x R 1,5 25 70 8 (73.50) 1058 x R 2 25 70 8 (73.50) 10610 x R 0,5 30 90 10 (106.00) 107
d1 e8 l2 l1 d2 16633 …mm mm mm mm CHF10 x R 1 30 90 10 (106.00) 10810 x R 1,5 30 90 10 (109.00) 10910 x R 2 30 90 10 (109.00) 11012 x R 0,5 30 90 12 (138.00) 11112 x R 1 30 90 12 (138.00) 11212 x R 1,5 30 90 12 (149.00) 11312 x R 2 30 90 12 (149.00) 114
16633
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - - 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
(1)
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400 300 250 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
VHM-Torusfräser
ßAusführungMit Spannfläche nach DIN 6535 HB. Lang, rechts-schneidend, 4 Schneiden, mit Eckenradius (1).QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
16637
16637
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400 300 250 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
d1 e8 l2 l1 d2 16637 …mm mm mm mm CHF6 x R 0,5 20 60 6 62.50 1016 x R 1 20 60 6 62.50 1028 x R 0,5 25 70 8 73.50 1038 x R 1 25 70 8 73.50 1048 x R 1,5 25 70 8 (80.50) 1058 x R 2 25 70 8 80.50 10610 x R 0,5 30 90 10 110.00 107
d1 e8 l2 l1 d2 16637 …mm mm mm mm CHF10 x R 1 30 90 10 109.00 10810 x R 1,5 30 90 10 118.00 10910 x R 2 30 90 10 118.00 11012 x R 0,5 30 90 12 148.00 11112 x R 1 30 90 12 148.00 11212 x R 1,5 30 90 12 164.00 11312 x R 2 30 90 12 164.00 114
60Z 3-4
Z 2
Z 4
(1)
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
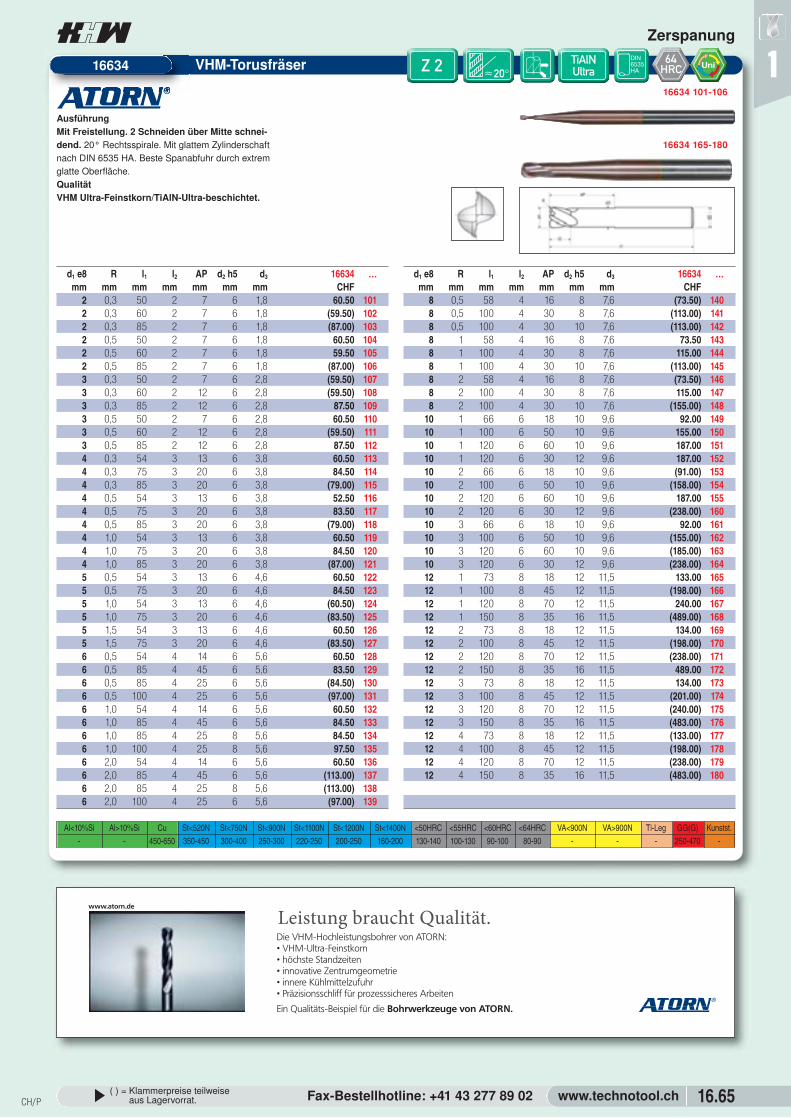
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.65
1VHM-Torusfräser
0AusführungMit Freistellung. 2 Schneiden über Mitte schnei-dend. 20° Rechtsspirale. Mit glattem Zylinderschaftnach DIN 6535 HA. Beste Spanabfuhr durch extremglatte Oberfläche.QualitätVHM Ultra-Feinstkorn/TiAlN-Ultra-beschichtet.
16634 101-106
16634 165-180
d1 e8 R l1 l2 AP d2 h5 d3 16634 …mm mm mm mm mm mm mm CHF
2 0,3 50 2 7 6 1,8 60.50 1012 0,3 60 2 7 6 1,8 (59.50) 1022 0,3 85 2 7 6 1,8 (87.00) 1032 0,5 50 2 7 6 1,8 60.50 1042 0,5 60 2 7 6 1,8 59.50 1052 0,5 85 2 7 6 1,8 (87.00) 1063 0,3 50 2 7 6 2,8 (59.50) 1073 0,3 60 2 12 6 2,8 (59.50) 1083 0,3 85 2 12 6 2,8 87.50 1093 0,5 50 2 7 6 2,8 60.50 1103 0,5 60 2 12 6 2,8 (59.50) 1113 0,5 85 2 12 6 2,8 87.50 1124 0,3 54 3 13 6 3,8 60.50 1134 0,3 75 3 20 6 3,8 84.50 1144 0,3 85 3 20 6 3,8 (79.00) 1154 0,5 54 3 13 6 3,8 52.50 1164 0,5 75 3 20 6 3,8 83.50 1174 0,5 85 3 20 6 3,8 (79.00) 1184 1,0 54 3 13 6 3,8 60.50 1194 1,0 75 3 20 6 3,8 84.50 1204 1,0 85 3 20 6 3,8 (87.00) 1215 0,5 54 3 13 6 4,6 60.50 1225 0,5 75 3 20 6 4,6 84.50 1235 1,0 54 3 13 6 4,6 (60.50) 1245 1,0 75 3 20 6 4,6 (83.50) 1255 1,5 54 3 13 6 4,6 60.50 1265 1,5 75 3 20 6 4,6 (83.50) 1276 0,5 54 4 14 6 5,6 60.50 1286 0,5 85 4 45 6 5,6 83.50 1296 0,5 85 4 25 6 5,6 (84.50) 1306 0,5 100 4 25 6 5,6 (97.00) 1316 1,0 54 4 14 6 5,6 60.50 1326 1,0 85 4 45 6 5,6 84.50 1336 1,0 85 4 25 8 5,6 84.50 1346 1,0 100 4 25 8 5,6 97.50 1356 2,0 54 4 14 6 5,6 60.50 1366 2,0 85 4 45 6 5,6 (113.00) 1376 2,0 85 4 25 8 5,6 (113.00) 1386 2,0 100 4 25 6 5,6 (97.00) 139
d1 e8 R l1 l2 AP d2 h5 d3 16634 …mm mm mm mm mm mm mm CHF
8 0,5 58 4 16 8 7,6 (73.50) 1408 0,5 100 4 30 8 7,6 (113.00) 1418 0,5 100 4 30 10 7,6 (113.00) 1428 1 58 4 16 8 7,6 73.50 1438 1 100 4 30 8 7,6 115.00 1448 1 100 4 30 10 7,6 (113.00) 1458 2 58 4 16 8 7,6 (73.50) 1468 2 100 4 30 8 7,6 115.00 1478 2 100 4 30 10 7,6 (155.00) 148
10 1 66 6 18 10 9,6 92.00 14910 1 100 6 50 10 9,6 155.00 15010 1 120 6 60 10 9,6 187.00 15110 1 120 6 30 12 9,6 187.00 15210 2 66 6 18 10 9,6 (91.00) 15310 2 100 6 50 10 9,6 (158.00) 15410 2 120 6 60 10 9,6 187.00 15510 2 120 6 30 12 9,6 (238.00) 16010 3 66 6 18 10 9,6 92.00 16110 3 100 6 50 10 9,6 (155.00) 16210 3 120 6 60 10 9,6 (185.00) 16310 3 120 6 30 12 9,6 (238.00) 16412 1 73 8 18 12 11,5 133.00 16512 1 100 8 45 12 11,5 (198.00) 16612 1 120 8 70 12 11,5 240.00 16712 1 150 8 35 16 11,5 (489.00) 16812 2 73 8 18 12 11,5 134.00 16912 2 100 8 45 12 11,5 (198.00) 17012 2 120 8 70 12 11,5 (238.00) 17112 2 150 8 35 16 11,5 489.00 17212 3 73 8 18 12 11,5 134.00 17312 3 100 8 45 12 11,5 (201.00) 17412 3 120 8 70 12 11,5 (240.00) 17512 3 150 8 35 16 11,5 (483.00) 17612 4 73 8 18 12 11,5 (133.00) 17712 4 100 8 45 12 11,5 (198.00) 17812 4 120 8 70 12 11,5 (238.00) 17912 4 150 8 35 16 11,5 (483.00) 180
16634 64TiAlNUltraZ 2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <50HRC <55HRC <60HRC <64HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.- - 450-650 350-450 300-400 250-300 220-250 200-250 160-200 130-140 100-130 90-100 80-90 - - - 250-470 -
Leistung braucht Qualität.www.atorn.de
Die VHM-Hochleistungsbohrer von ATORN:
Bohrwerkzeuge von ATORN.
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
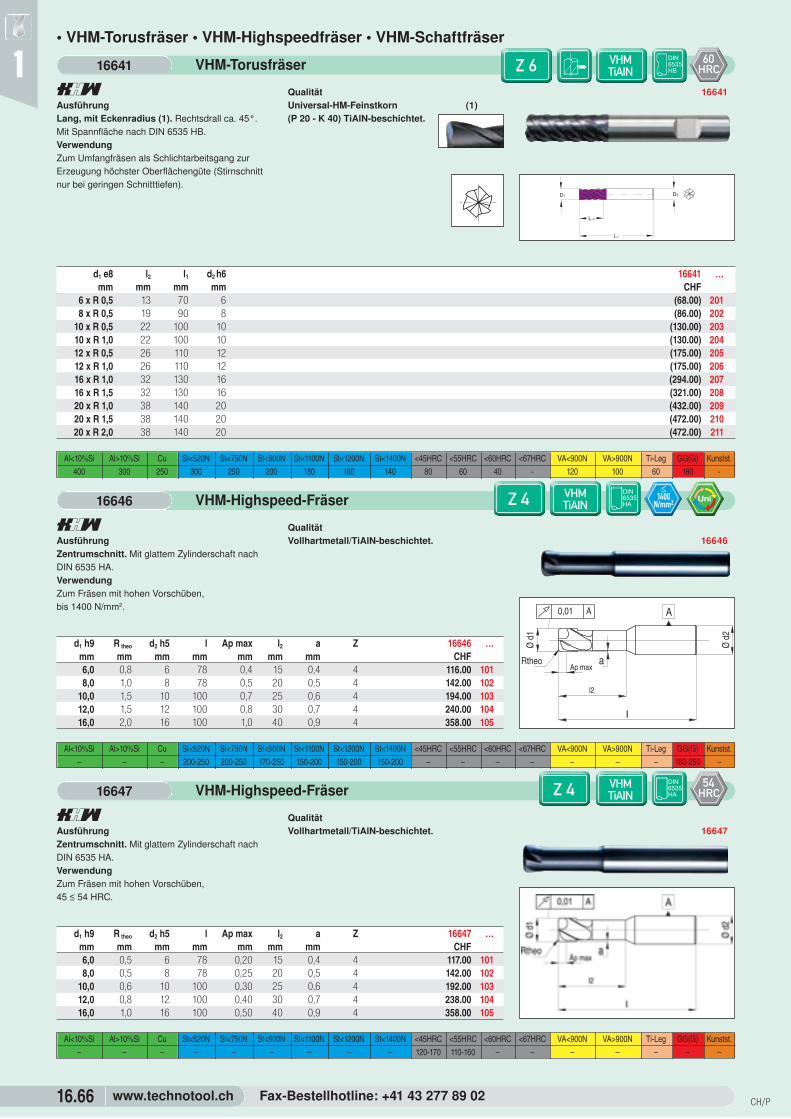
CH/P
• VHM-Torusfräser • VHM-Highspeedfräser • VHM-Schaftfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.66
1 VHM-Torusfräser
ßAusführungLang, mit Eckenradius (1). Rechtsdrall ca. 45°. Mit Spannfläche nach DIN 6535 HB. VerwendungZum Umfangfräsen als Schlichtarbeitsgang zurErzeugung höchster Oberflächengüte (Stirnschnittnur bei geringen Schnitttiefen).
QualitätUniversal-HM-Feinstkorn (P 20 - K 40) TiAlN-beschichtet.
d1 e8 l2 l1 d2 h6 16641 …mm mm mm mm CHF
6 x R 0,5 13 70 6 (68.00) 2018 x R 0,5 19 90 8 (86.00) 202
10 x R 0,5 22 100 10 (130.00) 20310 x R 1,0 22 100 10 (130.00) 20412 x R 0,5 26 110 12 (175.00) 20512 x R 1,0 26 110 12 (175.00) 20616 x R 1,0 32 130 16 (294.00) 20716 x R 1,5 32 130 16 (321.00) 20820 x R 1,0 38 140 20 (432.00) 20920 x R 1,5 38 140 20 (472.00) 21020 x R 2,0 38 140 20 (472.00) 211
16641
16641
L1
L 2
D1 D2
(1)
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.400 300 250 300 250 200 180 160 140 80 60 40 - 120 100 60 180 -
d1 h9 R theo d2 h5 l Ap max l2 a Z 16646 …mm mm mm mm mm mm mm CHF6,0 0,8 6 78 0,4 15 0,4 4 116.00 1018,0 1,0 8 78 0,5 20 0,5 4 142.00 102
10,0 1,5 10 100 0,7 25 0,6 4 194.00 10312,0 1,5 12 100 0,8 30 0,7 4 240.00 10416,0 2,0 16 100 1,0 40 0,9 4 358.00 105
VHM-Highspeed-Fräser
ßAusführung Zentrumschnitt. Mit glattem Zylinderschaft nach DIN 6535 HA. Verwendung Zum Fräsen mit hohen Vorschüben, bis 1400 N/mm2.
Qualität Vollhartmetall/TiAlN-beschichtet. 16646
16646
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.– – – 200-250 200-250 170-250 150-200 150-200 150-200 – – – – – – – 180-250 –
60Z 6
Z 4
VHM-Highspeed-Fräser
ßAusführung Zentrumschnitt. Mit glattem Zylinderschaft nachDIN 6535 HA. Verwendung Zum Fräsen mit hohen Vorschüben, 45 ≤ 54 HRC.
Qualität Vollhartmetall/TiAlN-beschichtet. 16647
d1 h9 R theo d2 h5 l Ap max l2 a Z 16647 …mm mm mm mm mm mm mm CHF6,0 0,5 6 78 0,20 15 0,4 4 117.00 1018,0 0,5 8 78 0,25 20 0,5 4 142.00 102
10,0 0,6 10 100 0,30 25 0,6 4 192.00 10312,0 0,8 12 100 0,40 30 0,7 4 238.00 10416,0 1,0 16 100 0,50 40 0,9 4 358.00 105
16647
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Kunstst.– – – – – – – – – 120-170 110-160 – – – – – – –
54Z 4

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.67
1VHM-Schaftfräser für Graphit
ßAusführung Lang und überlang, rechtsschneidend, 2-3Schneiden, Rechtsdrall ca. 40°, Zentrumschnitt,mit glattem Zylinderschaft nach DIN 6535 HA.
16702
d1 g7 r d2 h5 l l1 Z y 16702 …mm mm mm mm mm (°) CHF2,0 0,1 2 50 10 3 – (97.50) 1022,0 0,1 3 50 10 3 15 (97.50) 1033,0 0,1 3 50 10 3 – (99.00) 1044,0 0,2 4 60 15 3 – (121.00) 106
L 4,0 0,3 4 102 10 2 – (169.00) 1075,0 0,2 5 60 20 3 – (135.00) 109
L 5,0 0,5 5 102 13 2 – (212.00) 1106,0 0,3 6 78 30 3 – (154.00) 112
L 6,0 0,5 6 102 42 2 – (212.00) 113XL 6,0 0,5 6 150 26 2 – (238.00) 114
8,0 0,3 8 78 30 3 – (185.00) 116L 8,0 0,5 8 150 41 2 – (239.00) 11710,0 0,3 10 78 30 3 – (208.00) 119
L 10,0 0,5 10 150 42 2 – (272.00) 12012,0 0,3 12 89 30 3 – (248.00) 122
16702
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Graphit– < - – – – – – – – – – – – – – – – 200
Z 2-3 Graphit
www.atorn.de
Leistung brauchtQualität.Die VHM-Fräser von ATORN:
Fräswerkzeuge von ATORN.
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
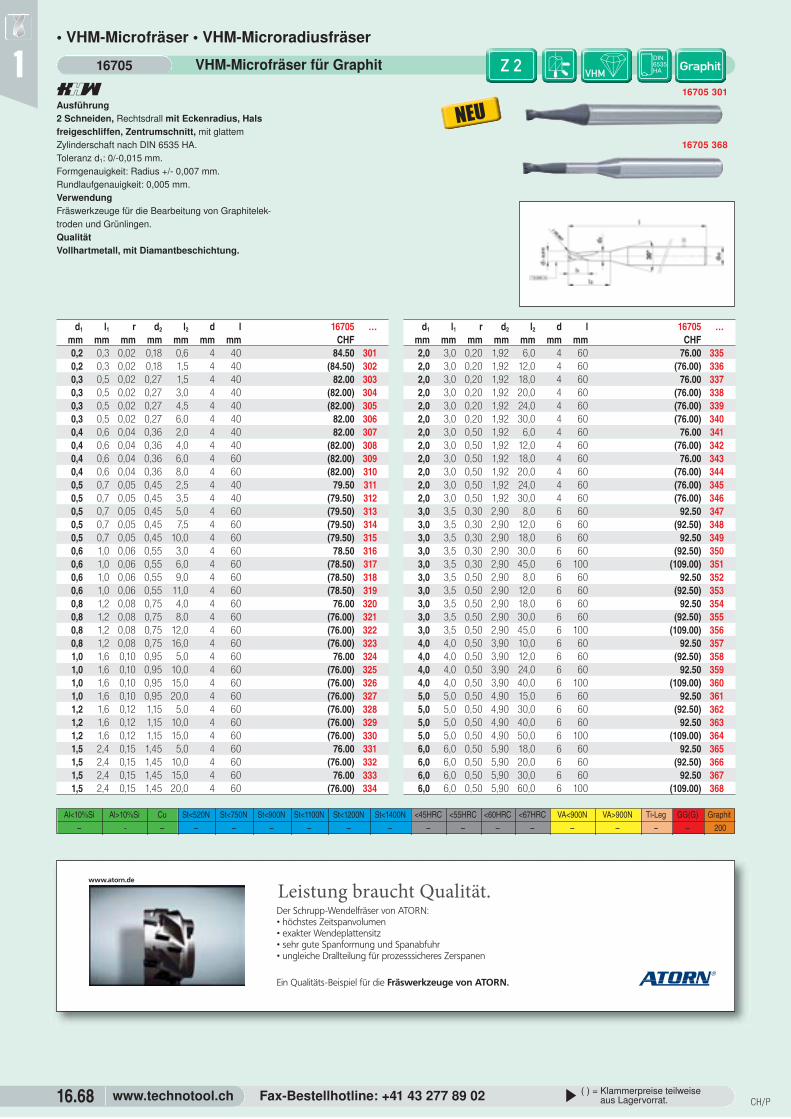
CH/P
• VHM-Microfräser • VHM-Microradiusfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.68
1 VHM-Microfräser für Graphit
ßAusführung2 Schneiden, Rechtsdrall mit Eckenradius, Halsfreigeschliffen, Zentrumschnitt, mit glattemZylinderschaft nach DIN 6535 HA.Toleranz d1: 0/-0,015 mm.Formgenauigkeit: Radius +/- 0,007 mm.Rundlaufgenauigkeit: 0,005 mm.VerwendungFräswerkzeuge für die Bearbeitung von Graphitelek-troden und Grünlingen.QualitätVollhartmetall, mit Diamantbeschichtung.
16705 301
16705 368
16705
d1 l1 r d2 l2 d l 16705 …mm mm mm mm mm mm mm CHF0,2 0,3 0,02 0,18 0,6 4 40 84.50 3010,2 0,3 0,02 0,18 1,5 4 40 (84.50) 3020,3 0,5 0,02 0,27 1,5 4 40 82.00 3030,3 0,5 0,02 0,27 3,0 4 40 (82.00) 3040,3 0,5 0,02 0,27 4,5 4 40 (82.00) 3050,3 0,5 0,02 0,27 6,0 4 40 82.00 3060,4 0,6 0,04 0,36 2,0 4 40 82.00 3070,4 0,6 0,04 0,36 4,0 4 40 (82.00) 3080,4 0,6 0,04 0,36 6,0 4 60 (82.00) 3090,4 0,6 0,04 0,36 8,0 4 60 (82.00) 3100,5 0,7 0,05 0,45 2,5 4 40 79.50 3110,5 0,7 0,05 0,45 3,5 4 40 (79.50) 3120,5 0,7 0,05 0,45 5,0 4 60 (79.50) 3130,5 0,7 0,05 0,45 7,5 4 60 (79.50) 3140,5 0,7 0,05 0,45 10,0 4 60 (79.50) 3150,6 1,0 0,06 0,55 3,0 4 60 78.50 3160,6 1,0 0,06 0,55 6,0 4 60 (78.50) 3170,6 1,0 0,06 0,55 9,0 4 60 (78.50) 3180,6 1,0 0,06 0,55 11,0 4 60 (78.50) 3190,8 1,2 0,08 0,75 4,0 4 60 76.00 3200,8 1,2 0,08 0,75 8,0 4 60 (76.00) 3210,8 1,2 0,08 0,75 12,0 4 60 (76.00) 3220,8 1,2 0,08 0,75 16,0 4 60 (76.00) 3231,0 1,6 0,10 0,95 5,0 4 60 76.00 3241,0 1,6 0,10 0,95 10,0 4 60 (76.00) 3251,0 1,6 0,10 0,95 15,0 4 60 (76.00) 3261,0 1,6 0,10 0,95 20,0 4 60 (76.00) 3271,2 1,6 0,12 1,15 5,0 4 60 (76.00) 3281,2 1,6 0,12 1,15 10,0 4 60 (76.00) 3291,2 1,6 0,12 1,15 15,0 4 60 (76.00) 3301,5 2,4 0,15 1,45 5,0 4 60 76.00 3311,5 2,4 0,15 1,45 10,0 4 60 (76.00) 3321,5 2,4 0,15 1,45 15,0 4 60 76.00 3331,5 2,4 0,15 1,45 20,0 4 60 (76.00) 334
d1 l1 r d2 l2 d l 16705 …mm mm mm mm mm mm mm CHF2,0 3,0 0,20 1,92 6,0 4 60 76.00 3352,0 3,0 0,20 1,92 12,0 4 60 (76.00) 3362,0 3,0 0,20 1,92 18,0 4 60 76.00 3372,0 3,0 0,20 1,92 20,0 4 60 (76.00) 3382,0 3,0 0,20 1,92 24,0 4 60 (76.00) 3392,0 3,0 0,20 1,92 30,0 4 60 (76.00) 3402,0 3,0 0,50 1,92 6,0 4 60 76.00 3412,0 3,0 0,50 1,92 12,0 4 60 (76.00) 3422,0 3,0 0,50 1,92 18,0 4 60 76.00 3432,0 3,0 0,50 1,92 20,0 4 60 (76.00) 3442,0 3,0 0,50 1,92 24,0 4 60 (76.00) 3452,0 3,0 0,50 1,92 30,0 4 60 (76.00) 3463,0 3,5 0,30 2,90 8,0 6 60 92.50 3473,0 3,5 0,30 2,90 12,0 6 60 (92.50) 3483,0 3,5 0,30 2,90 18,0 6 60 92.50 3493,0 3,5 0,30 2,90 30,0 6 60 (92.50) 3503,0 3,5 0,30 2,90 45,0 6 100 (109.00) 3513,0 3,5 0,50 2,90 8,0 6 60 92.50 3523,0 3,5 0,50 2,90 12,0 6 60 (92.50) 3533,0 3,5 0,50 2,90 18,0 6 60 92.50 3543,0 3,5 0,50 2,90 30,0 6 60 (92.50) 3553,0 3,5 0,50 2,90 45,0 6 100 (109.00) 3564,0 4,0 0,50 3,90 10,0 6 60 92.50 3574,0 4,0 0,50 3,90 12,0 6 60 (92.50) 3584,0 4,0 0,50 3,90 24,0 6 60 92.50 3594,0 4,0 0,50 3,90 40,0 6 100 (109.00) 3605,0 5,0 0,50 4,90 15,0 6 60 92.50 3615,0 5,0 0,50 4,90 30,0 6 60 (92.50) 3625,0 5,0 0,50 4,90 40,0 6 60 92.50 3635,0 5,0 0,50 4,90 50,0 6 100 (109.00) 3646,0 6,0 0,50 5,90 18,0 6 60 92.50 3656,0 6,0 0,50 5,90 20,0 6 60 (92.50) 3666,0 6,0 0,50 5,90 30,0 6 60 92.50 3676,0 6,0 0,50 5,90 60,0 6 100 (109.00) 368
Z 2 Graphit
Leistung braucht Qualität.www.atorn.de
Der Schrupp-Wendelfräser von ATORN:
Fräswerkzeuge von ATORN.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Graphit– - – – – – – – – – – – – – – – – 200
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
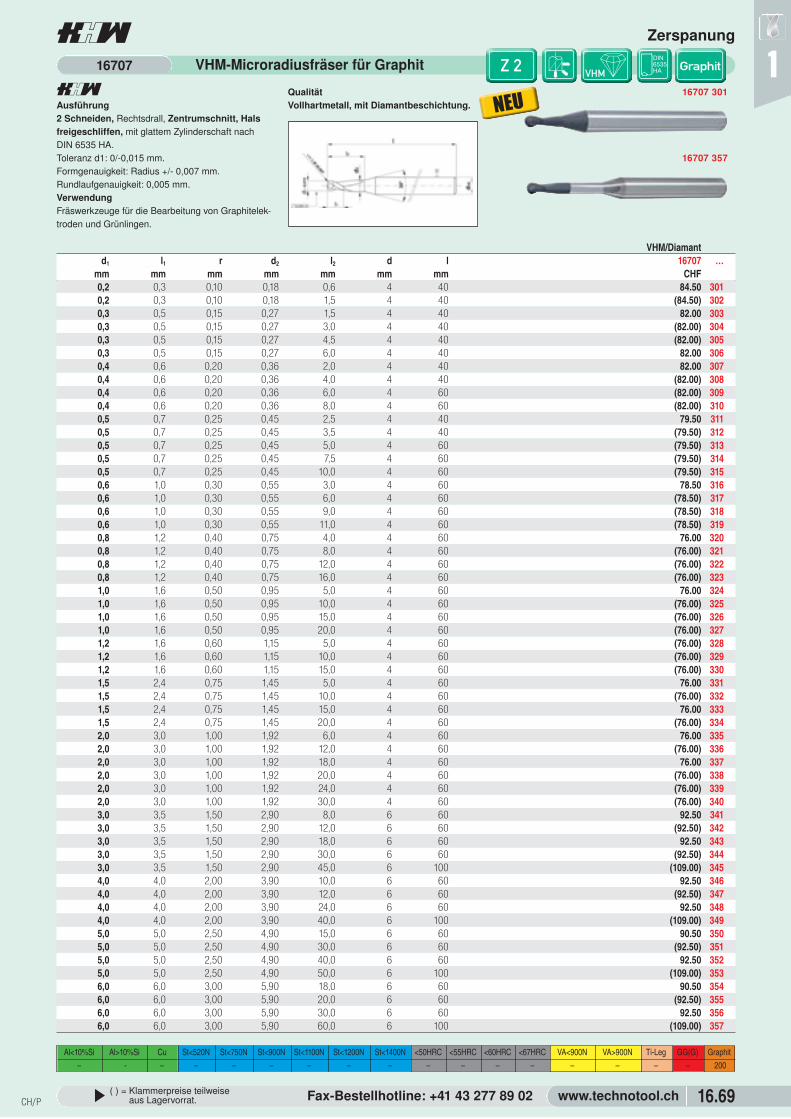
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.69
1VHM-Microradiusfräser für Graphit
ßAusführung2 Schneiden, Rechtsdrall, Zentrumschnitt, Halsfreigeschliffen, mit glattem Zylinderschaft nachDIN 6535 HA.Toleranz d1: 0/-0,015 mm.Formgenauigkeit: Radius +/- 0,007 mm.Rundlaufgenauigkeit: 0,005 mm.VerwendungFräswerkzeuge für die Bearbeitung von Graphitelek-troden und Grünlingen.
QualitätVollhartmetall, mit Diamantbeschichtung.
16707 301
16707 357
VHM/Diamantd1 l1 r d2 l2 d l 16707 …
mm mm mm mm mm mm mm CHF0,2 0,3 0,10 0,18 0,6 4 40 84.50 3010,2 0,3 0,10 0,18 1,5 4 40 (84.50) 3020,3 0,5 0,15 0,27 1,5 4 40 82.00 3030,3 0,5 0,15 0,27 3,0 4 40 (82.00) 3040,3 0,5 0,15 0,27 4,5 4 40 (82.00) 3050,3 0,5 0,15 0,27 6,0 4 40 82.00 3060,4 0,6 0,20 0,36 2,0 4 40 82.00 3070,4 0,6 0,20 0,36 4,0 4 40 (82.00) 3080,4 0,6 0,20 0,36 6,0 4 60 (82.00) 3090,4 0,6 0,20 0,36 8,0 4 60 (82.00) 3100,5 0,7 0,25 0,45 2,5 4 40 79.50 3110,5 0,7 0,25 0,45 3,5 4 40 (79.50) 3120,5 0,7 0,25 0,45 5,0 4 60 (79.50) 3130,5 0,7 0,25 0,45 7,5 4 60 (79.50) 3140,5 0,7 0,25 0,45 10,0 4 60 (79.50) 3150,6 1,0 0,30 0,55 3,0 4 60 78.50 3160,6 1,0 0,30 0,55 6,0 4 60 (78.50) 3170,6 1,0 0,30 0,55 9,0 4 60 (78.50) 3180,6 1,0 0,30 0,55 11,0 4 60 (78.50) 3190,8 1,2 0,40 0,75 4,0 4 60 76.00 3200,8 1,2 0,40 0,75 8,0 4 60 (76.00) 3210,8 1,2 0,40 0,75 12,0 4 60 (76.00) 3220,8 1,2 0,40 0,75 16,0 4 60 (76.00) 3231,0 1,6 0,50 0,95 5,0 4 60 76.00 3241,0 1,6 0,50 0,95 10,0 4 60 (76.00) 3251,0 1,6 0,50 0,95 15,0 4 60 (76.00) 3261,0 1,6 0,50 0,95 20,0 4 60 (76.00) 3271,2 1,6 0,60 1,15 5,0 4 60 (76.00) 3281,2 1,6 0,60 1,15 10,0 4 60 (76.00) 3291,2 1,6 0,60 1,15 15,0 4 60 (76.00) 3301,5 2,4 0,75 1,45 5,0 4 60 76.00 3311,5 2,4 0,75 1,45 10,0 4 60 (76.00) 3321,5 2,4 0,75 1,45 15,0 4 60 76.00 3331,5 2,4 0,75 1,45 20,0 4 60 (76.00) 3342,0 3,0 1,00 1,92 6,0 4 60 76.00 3352,0 3,0 1,00 1,92 12,0 4 60 (76.00) 3362,0 3,0 1,00 1,92 18,0 4 60 76.00 3372,0 3,0 1,00 1,92 20,0 4 60 (76.00) 3382,0 3,0 1,00 1,92 24,0 4 60 (76.00) 3392,0 3,0 1,00 1,92 30,0 4 60 (76.00) 3403,0 3,5 1,50 2,90 8,0 6 60 92.50 3413,0 3,5 1,50 2,90 12,0 6 60 (92.50) 3423,0 3,5 1,50 2,90 18,0 6 60 92.50 3433,0 3,5 1,50 2,90 30,0 6 60 (92.50) 3443,0 3,5 1,50 2,90 45,0 6 100 (109.00) 3454,0 4,0 2,00 3,90 10,0 6 60 92.50 3464,0 4,0 2,00 3,90 12,0 6 60 (92.50) 3474,0 4,0 2,00 3,90 24,0 6 60 92.50 3484,0 4,0 2,00 3,90 40,0 6 100 (109.00) 3495,0 5,0 2,50 4,90 15,0 6 60 90.50 3505,0 5,0 2,50 4,90 30,0 6 60 (92.50) 3515,0 5,0 2,50 4,90 40,0 6 60 92.50 3525,0 5,0 2,50 4,90 50,0 6 100 (109.00) 3536,0 6,0 3,00 5,90 18,0 6 60 90.50 3546,0 6,0 3,00 5,90 20,0 6 60 (92.50) 3556,0 6,0 3,00 5,90 30,0 6 60 92.50 3566,0 6,0 3,00 5,90 60,0 6 100 (109.00) 357
16707 Z 2 Graphit
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <50HRC <55HRC <60HRC <67HRC VA<900N VA>900N Ti-Leg GG(G) Graphit– - – – – – – – – – – – – – – – – 200
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
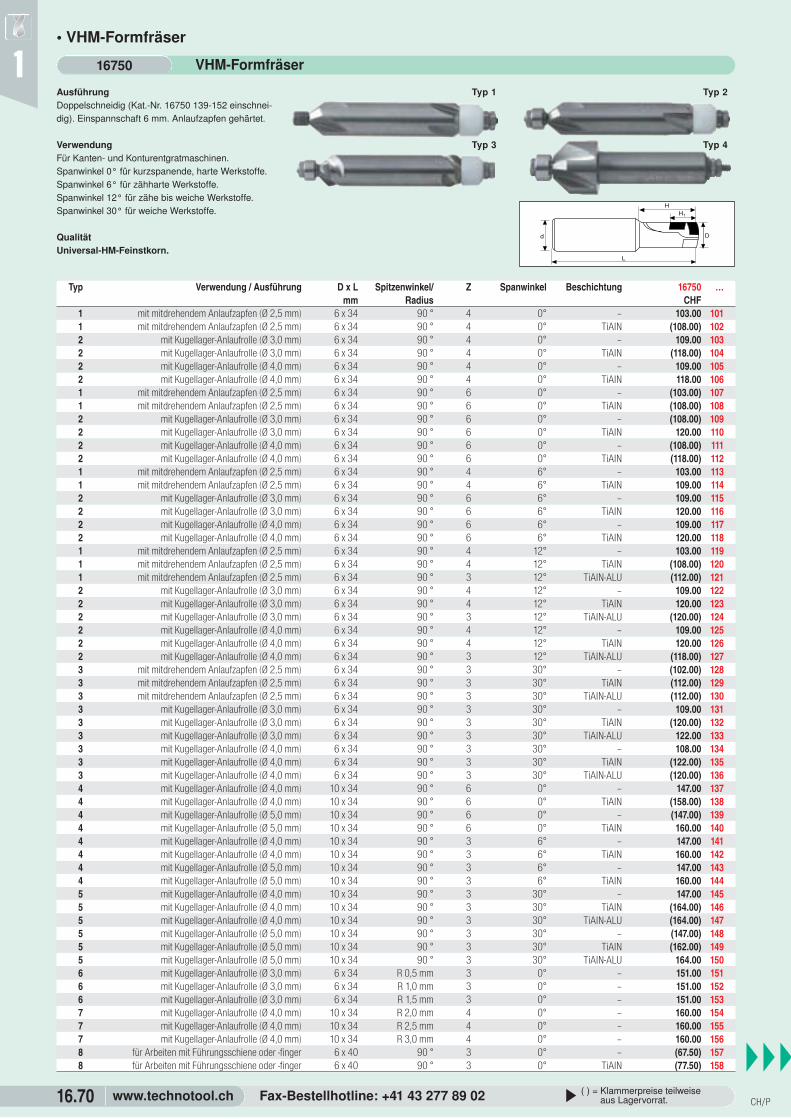
CH/P
• VHM-Formfräser
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.70
1 VHM-Formfräser
Ausführung Doppelschneidig (Kat.-Nr. 16750 139-152 einschnei-dig). Einspannschaft 6 mm. Anlaufzapfen gehärtet.
Verwendung Für Kanten- und Konturentgratmaschinen. Spanwinkel 0° für kurzspanende, harte Werkstoffe. Spanwinkel 6° für zähharte Werkstoffe. Spanwinkel 12° für zähe bis weiche Werkstoffe. Spanwinkel 30° für weiche Werkstoffe.
Qualität Universal-HM-Feinstkorn.
16750
Typ Verwendung / Ausführung D x L Spitzenwinkel/ Z Spanwinkel Beschichtung 16750 …mm Radius CHF
1 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 4 0° – 103.00 1011 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 4 0° TiAIN (108.00) 1022 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 4 0° – 109.00 1032 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 4 0° TiAIN (118.00) 1042 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 4 0° – 109.00 1052 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 4 0° TiAIN 118.00 1061 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 6 0° – (103.00) 1071 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 6 0° TiAIN (108.00) 1082 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 6 0° – (108.00) 1092 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 6 0° TiAIN 120.00 1102 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 6 0° – (108.00) 1112 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 6 0° TiAIN (118.00) 1121 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 4 6° – 103.00 1131 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 4 6° TiAIN 109.00 1142 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 6 6° – 109.00 1152 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 6 6° TiAIN 120.00 1162 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 6 6° – 109.00 1172 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 6 6° TiAIN 120.00 1181 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 4 12° – 103.00 1191 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 4 12° TiAIN (108.00) 1201 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 3 12° TiAIN-ALU (112.00) 1212 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 4 12° – 109.00 1222 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 4 12° TiAIN 120.00 1232 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 3 12° TiAIN-ALU (120.00) 1242 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 4 12° – 109.00 1252 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 4 12° TiAIN 120.00 1262 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 3 12° TiAIN-ALU (118.00) 1273 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 3 30° – (102.00) 1283 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 3 30° TiAIN (112.00) 1293 mit mitdrehendem Anlaufzapfen (Ø 2,5 mm) 6 x 34 90 ° 3 30° TiAIN-ALU (112.00) 1303 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 3 30° – 109.00 1313 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 3 30° TiAIN (120.00) 1323 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 90 ° 3 30° TiAIN-ALU 122.00 1333 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 3 30° – 108.00 1343 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 3 30° TiAIN (122.00) 1353 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 6 x 34 90 ° 3 30° TiAIN-ALU (120.00) 1364 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 90 ° 6 0° – 147.00 1374 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 90 ° 6 0° TiAIN (158.00) 1384 mit Kugellager-Anlaufrolle (Ø 5,0 mm) 10 x 34 90 ° 6 0° – (147.00) 1394 mit Kugellager-Anlaufrolle (Ø 5,0 mm) 10 x 34 90 ° 6 0° TiAIN 160.00 1404 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 90 ° 3 6° – 147.00 1414 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 90 ° 3 6° TiAIN 160.00 1424 mit Kugellager-Anlaufrolle (Ø 5,0 mm) 10 x 34 90 ° 3 6° – 147.00 1434 mit Kugellager-Anlaufrolle (Ø 5,0 mm) 10 x 34 90 ° 3 6° TiAIN 160.00 1445 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 90 ° 3 30° – 147.00 1455 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 90 ° 3 30° TiAIN (164.00) 1465 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 90 ° 3 30° TiAIN-ALU (164.00) 1475 mit Kugellager-Anlaufrolle (Ø 5,0 mm) 10 x 34 90 ° 3 30° – (147.00) 1485 mit Kugellager-Anlaufrolle (Ø 5,0 mm) 10 x 34 90 ° 3 30° TiAIN (162.00) 1495 mit Kugellager-Anlaufrolle (Ø 5,0 mm) 10 x 34 90 ° 3 30° TiAIN-ALU 164.00 1506 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 R 0,5 mm 3 0° – 151.00 1516 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 R 1,0 mm 3 0° – 151.00 1526 mit Kugellager-Anlaufrolle (Ø 3,0 mm) 6 x 34 R 1,5 mm 3 0° – 151.00 1537 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 R 2,0 mm 4 0° – 160.00 1547 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 R 2,5 mm 4 0° – 160.00 1557 mit Kugellager-Anlaufrolle (Ø 4,0 mm) 10 x 34 R 3,0 mm 4 0° – 160.00 1568 für Arbeiten mit Führungsschiene oder -finger 6 x 40 90 ° 3 0° – (67.50) 1578 für Arbeiten mit Führungsschiene oder -finger 6 x 40 90 ° 3 0° TiAIN (77.50) 158
Typ 1 Typ 2
Typ 3 Typ 4
L
d
HH1
D
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
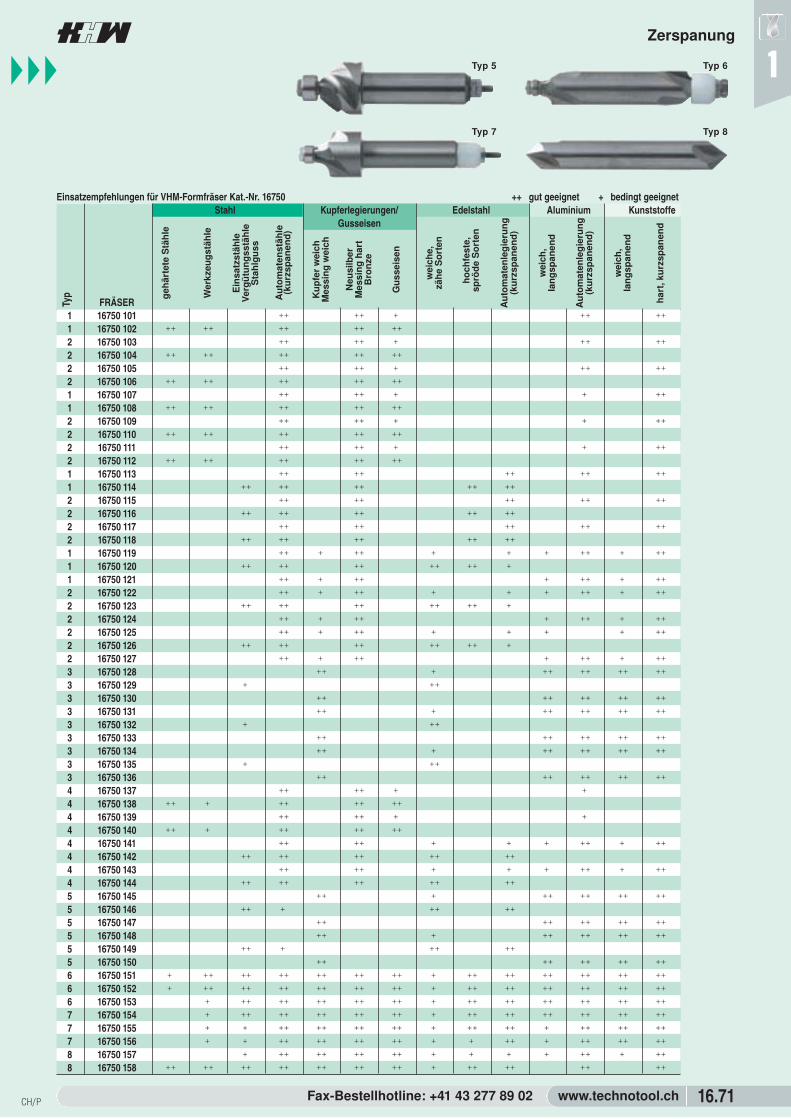
ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.71
1Typ 5 Typ 6
Typ 8Typ 7
Einsatzempfehlungen für VHM-Formfräser Kat.-Nr. 16750 ++ gut geeignet + bedingt geeignetStahl Kupferlegierungen/ Edelstahl Aluminium Kunststoffe
Gusseisen
FRÄSER1 16750 101 ++ ++ + ++ ++1 16750 102 ++ ++ ++ ++ ++2 16750 103 ++ ++ + ++ ++2 16750 104 ++ ++ ++ ++ ++2 16750 105 ++ ++ + ++ ++2 16750 106 ++ ++ ++ ++ ++1 16750 107 ++ ++ + + ++1 16750 108 ++ ++ ++ ++ ++2 16750 109 ++ ++ + + ++2 16750 110 ++ ++ ++ ++ ++2 16750 111 ++ ++ + + ++2 16750 112 ++ ++ ++ ++ ++1 16750 113 ++ ++ ++ ++ ++1 16750 114 ++ ++ ++ ++ ++2 16750 115 ++ ++ ++ ++ ++2 16750 116 ++ ++ ++ ++ ++2 16750 117 ++ ++ ++ ++ ++2 16750 118 ++ ++ ++ ++ ++1 16750 119 ++ + ++ + + + ++ + ++1 16750 120 ++ ++ ++ ++ ++ +1 16750 121 ++ + ++ + ++ + ++2 16750 122 ++ + ++ + + + ++ + ++2 16750 123 ++ ++ ++ ++ ++ +2 16750 124 ++ + ++ + ++ + ++2 16750 125 ++ + ++ + + + + ++2 16750 126 ++ ++ ++ ++ ++ +2 16750 127 ++ + ++ + ++ + ++3 16750 128 ++ + ++ ++ ++ ++3 16750 129 + ++3 16750 130 ++ ++ ++ ++ ++3 16750 131 ++ + ++ ++ ++ ++3 16750 132 + ++3 16750 133 ++ ++ ++ ++ ++3 16750 134 ++ + ++ ++ ++ ++3 16750 135 + ++3 16750 136 ++ ++ ++ ++ ++4 16750 137 ++ ++ + +4 16750 138 ++ + ++ ++ ++4 16750 139 ++ ++ + +4 16750 140 ++ + ++ ++ ++4 16750 141 ++ ++ + + + ++ + ++4 16750 142 ++ ++ ++ ++ ++4 16750 143 ++ ++ + + + ++ + ++4 16750 144 ++ ++ ++ ++ ++5 16750 145 ++ + ++ ++ ++ ++5 16750 146 ++ + ++ ++5 16750 147 ++ ++ ++ ++ ++5 16750 148 ++ + ++ ++ ++ ++5 16750 149 ++ + ++ ++5 16750 150 ++ ++ ++ ++ ++6 16750 151 + ++ ++ ++ ++ ++ ++ + ++ ++ ++ ++ ++ ++6 16750 152 + ++ ++ ++ ++ ++ ++ + ++ ++ ++ ++ ++ ++6 16750 153 + ++ ++ ++ ++ ++ + ++ ++ ++ ++ ++ ++7 16750 154 + ++ ++ ++ ++ ++ + ++ ++ ++ ++ ++ ++7 16750 155 + + ++ ++ ++ ++ + ++ ++ + ++ ++ ++7 16750 156 + + ++ ++ ++ ++ + + ++ + ++ ++ ++8 16750 157 + ++ ++ ++ ++ + + + + ++ + ++8 16750 158 ++ ++ ++ ++ ++ ++ ++ + ++ ++ ++ ++
gehä
rtet
e S
tähl
e
Wer
kzeu
gstä
hle
Ein
satz
stäh
leVe
rgüt
ungs
stäh
le
Sta
hlgu
ss
Aut
omat
enst
ähle
(k
urzs
pane
nd)
Kup
fer
wei
ch
Mes
sing
wei
ch
Neu
silb
erM
essi
ng h
art
Bro
nze
Gus
seis
en
wei
che,
zähe
Sor
ten
hoch
fest
e,sp
röde
Sor
ten
Aut
omat
enle
gier
ung
(kur
zspa
nend
)
wei
ch,
lang
span
end
Aut
omat
enle
gier
ung
(kur
zspa
nend
)
wei
ch,
lang
span
end
hart
, kur
zspa
nend
Typ

CH/P
• Stoßräumnadeln
Fax-Bestellhotline: +41 43 277 89 02www.technotool.ch16.72
1 Stoßräumnadel-(Keilnuten-Räumnadel-) Sätze
AusführungSpanwinkel 8-10°. Jede Räumnadel komplett mitEinlagen (z.B. bei 3 Hüben = 2 Einlagen). Lieferungim Holzkasten.VerwendungFür die Herstellung von Keilnuten nach DIN 6885.Für Gusseisen, Stahl, Messing und Aluminium.Einsatz speziell auf handbetätigten Dornpressen.Kurze Räumzeit (60 Sekunden), geringe Einrichtzeitund leichte Handhabung. Eindeutige Bestimmungder Nute zur Bohrung und der Nutentiefe durchFührungsbuchse und Einlagen.
QualitätHSS.
16880
Satzgröße für Bohrungen Räumlänge 16880 …Räumnadeln Führungsbuchsen Ø (d1) mm Ø mm mm CHF
210 2 Stk. RD I (b1 = 2 / 3 mm) 6 / 7 / 8 / 9 / 10 6 - 10 6 - 30 431.00 101218 2 Stk. RD II (b1 = 4 / 5 mm) 12 / 14 / 15 / 16 12 - 28 8 - 43
2 Stk. RD III (b1 = 6 / 8 mm) 18 / 20 / 22 / 24 / 25 10 - 64 1070.00 202240 2 Stk. RD I (b1 = 2 / 3 mm) 8 / 10 8 - 36 6 - 30
2 Stk. RD II (b1 = 4 / 5 mm) 12 / 14 / 15 / 16 8 - 432 Stk. RD III (b1 = 6 / 8 mm) 18 / 20 / 22 / 24 / 25 / 28 / 30 10 - 64 1580.00 203
224 3 Stk. RD IV (b1 = 10 / 12 / 14 mm) 32 / 35 / 38 / 40 / 42 / 45 / 50 34 - 48 20 - 150 1465.00 204212 2 Stk. RD V (b1 = 16 / 18 mm) 52 / 55 / 58 / 60 / 65 54 - 64 20 - 150 1785.00 205
16880
Stoßräumnadeln (Keilnuten-Räumnadeln)
AusführungSpanwinkel 8-10°. Jede Räumnadel komplett mitEinlagen (z.B. bei 3 Hüben = 2 Einlagen). Kat.-Nr.16881 101 ohne Einlage. Lieferung ohne Führungs-buchsen (siehe Kat.-Nr. 16882).VerwendungFür die Herstellung von Keilnuten nach DIN 6885.Für Gusseisen, Stahl, Messing und Aluminium.Einsatz speziell auf handbetätigten Dornpressen.Kurze Räumzeit (60 Sekunden), geringe Einrichtzeitund leichte Handhabung. Eindeutige Bestimmungder Nute zur Bohrung und der Nutentiefe durchFührungsbuchse und Einlagen.
QualitätHSS.
16881
Typ b1 b2 l1 l2 l3 h1 h2 Nuttiefe für Bohrungen Ø Räumlänge Anzahl der Hübe Toleranz 16881 …mm mm mm mm mm mm mm mm mm mm mm CHF
RD I 2 3,30 133 32 15 6,18 5,00 1,10 6 - 8 6 - 30 1 +/-0,011 142.00 101RD I 3 3,30 133 32 15 5,75 4,85 1,50 8 - 10 6 - 30 2 +/-0,012 142.00 102RD II 4 6,48 178 48 23 9,90 8,77 1,90 10 - 12 8 - 43 2 +/-0,015 158.00 103RD II 5 6,48 178 49 22 10,03 8,59 2,40 12 - 17 8 - 43 2 +/-0,015 157.00 104RD III 5 9,63 302 65 23 16,39 14,95 2,40 17 - 22 10 - 64 2 +/-0,015 198.00 105RD III 6 9,63 302 65 26 16,55 14,87 2,90 17 - 22 10 - 64 2 +/-0,015 196.00 106RD III 8 9,63 302 65 23 16,64 14,55 3,50 22 - 30 10 - 64 2 +/-0,018 196.00 107RD IV 10 14,38 340 65 33 23,99 22,29 3,50 30 - 38 20 - 150 3 +/-0,018 273.00 108RD IV 12 14,38 340 65 35 23,74 22,05 3,50 38 - 44 20 - 150 3 +/-0,021 273.00 109RD IV 14 14,38 340 65 33 23,69 21,71 4,00 44 - 50 20 - 150 3 +/-0,021 273.00 110RD V 16 19,33 387 48 40 24,24 22,47 4,50 50 - 58 20 - 150 4 +/-0,021 471.00 111RD V 18 19,33 387 48 41 24,06 22,22 4,60 58 - 65 20 - 150 4 +/-0,021 463.00 112RD VI 20 25,73 489 65 39 31,80 30,11 5,10 65 - 75 20 - 150 5 +/-0,026 (820.00) 113RD VI 22 25,73 489 65 39 31,54 29,99 5,60 75 - 85 20 - 150 5 +/-0,026 (825.00) 114RD VI 24 25,73 489 65 37 31,17 29,66 5,60 85 - 95 20 - 150 5 +/-0,026 (825.00) 115RD VI 25 25,73 489 65 39 30,98 29,46 5,60 85 - 95 20 - 150 5 +/-0,026 (825.00) 116
l2 l3
h1
h2
l1
b1
b2
16881
. ( ) = Klammerpreise teilweiseaus Lagervorrat.

ß Zerspanung
CH/P Fax-Bestellhotline: +41 43 277 89 02 www.technotool.ch 16.73
1
Ersatz-Einlagen für Stoßräumnadeln
VerwendungFür Stoßräumnadeln (Keilnuten-Räumnadeln) Kat.-Nr. 16881.
16883
Größe Dicke für Typ 16883 …mm mm CHF
3 0,787 I 9.40 1014 0,965 II 9.40 1025 1,270 II 9.40 1035 1,194 III 9.40 1046 1,448 III 9.40 105
Größe Dicke für Typ 16883 …mm mm CHF
8 1,879 III 9.40 10610 1,422 IV 10.70 10712 1,524 IV 10.70 10814 1,778 IV 10.70 10916 1,549 V 10.70 110
Größe Dicke für Typ 16883 …mm mm CHF
18 1,587 V 10.70 11120 1,587 VI 12.70 11222 1,587 VI 12.70 11324 1,587 VI 12.70 11425 1,587 VI 12.70 115
16883
Führungsbuchsen
AusführungBohrungstoleranz H 7. Bis RD III 36 x 65 mm mitBund.
VerwendungFür Stoßräumnadeln (Keilnuten-Räumnadeln) Kat.-Nr. 16881.
16882
für Typ d1 x l1 16882 …mm CHF
RD I 6 x 32 (28.30) 101RD I 7 x 32 (28.30) 102RD I 8 x 32 (28.60) 103RD I 9 x 32 (28.30) 104RD I 10 x 32 28.60 105RD II 11 x 46 31.40 110RD II 12 x 46 31.40 111RD II 13 x 46 (31.40) 112RD II 14 x 46 (31.40) 113RD II 15 x 46 31.40 114RD II 16 x 46 31.40 115RD II 17 x 46 (31.10) 116RD II 18 x 46 (31.10) 117RD II 19 x 46 (31.10) 118RD III 17 x 65 (34.40) 130RD III 18 x 65 (34.40) 131RD III 19 x 65 34.40 132RD III 20 x 65 34.40 133RD III 22 x 65 (34.00) 135RD III 24 x 65 (34.40) 137
für Typ d1 x l1 16882 …mm CHF
RD III 25 x 65 34.40 138RD III 26 x 65 (34.00) 139RD III 27 x 65 (40.10) 140RD III 28 x 65 40.10 141RD III 30 x 65 40.10 142RD III 32 x 65 (39.70) 143RD III 34 x 65 (39.70) 144RD III 35 x 65 (39.70) 145RD III 36 x 65 (39.70) 146RD IV 32 x 102 (48.20) 150RD IV 34 x 102 (48.20) 151RD IV 35 x 102 (48.80) 152RD IV 36 x 102 (48.20) 153RD IV 38 x 102 (48.80) 154RD IV 40 x 102 (59.00) 155RD IV 42 x 102 (59.00) 156RD IV 44 x 102 (58.50) 157RD IV 45 x 127 58.50 158RD IV 46 x 127 (58.50) 159RD IV 48 x 127 (59.00) 160
für Typ d1 x l1 16882 …mm CHF
RD IV 50 x 127 59.00 161RD IV 52 x 127 (58.50) 162RD IV 54 x 127 (58.50) 163RD IV 55 x 127 (59.00) 164RD IV 56 x 127 (58.50) 165RD V 52 x 127 (128.00) 175RD V 54 x 127 (128.00) 176RD V 55 x 127 (130.00) 177RD V 56 x 127 (128.00) 178RD V 58 x 127 (128.00) 179RD V 60 x 154 (128.00) 180RD V 62 x 154 (128.00) 181RD V 64 x 154 (128.00) 182RD V 65 x 154 (130.00) 183RD V 66 x 154 (128.00) 184RD V 68 x 154 (128.00) 185RD V 70 x 154 (128.00) 186RD V 72 x 154 (128.00) 187RD VI 70 x 154 (424.00) 193
d1
l1
16882
SW Toleranz Maße diagonal Ausgangsbohrung Räumdruck Länge Räumlänge Räumlänge 16885 …mm mm mm mm kg mm min. mm max. mm CHF
4 4,01-4,02 5,28-5,31 4,2 340 141 8 16 (331.00) 1015 5,01-5,03 6,72-6,74 5,2 500 174 9,5 19 (382.00) 1026 6,01-6,04 8,37-8,38 6,35 660 178 9,5 19 (388.00) 1038 8,01-8,04 11,19-11,20 8,3 1200 208 11 22 (382.00) 104
10 10,01-10,04 13,80-13,83 10,3 2000 276 13 25,5 (493.00) 10512 12,01-12,04 16,61-16,64 12,5 2200 317 16 32 (695.00) 10614 14,01-14,04 19,56-19,58 15,0 2400 378 19 38 (835.00) 10716 16,02-16,05 22,30-22,32 17,0 2800 427 22 44 (925.00) 10818 18,01-18,04 25,09-25,12 20,0 2900 470 22 44 (1190.00) 10920 20,01-20,04 27,91-27,94 22,0 3000 479 22 44 (1485.00) 11022 22,01-22,04 30,76-30,78 24,0 4200 590 22 44 (1570.00) 11124 24,04-24,04 33,45-33,47 26,0 4500 624 22 44 (1785.00) 11225 25,01-25,04 34,87-34,89 27,0 5000 624 22 44 (1785.00) 113
Vierkant-Räumnadeln16885
16885
. ( ) = Klammerpreise teilweiseaus Lagervorrat.
Das Kurzbohrfutter von ATORN:
Spannwerkzeuge von ATORN.
www.atorn.de
Leistung braucht Qualität.
Related Documents