UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO) Msc. ing. Ardian Ramadani Prishtinë, 2019

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK
(TORNO)
Msc. ing. Ardian Ramadani
Prishtinë, 2019

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
UDHËZUES Teknologjia e dirigjimiT kompjuTerik (Torno)
Prishtinë, 2019

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Botuese:
Agjencia për Arsim dhe Aftësim Profesional dhe Arsim për të Rritur
Përgatitur nga: Msc. ing. Ardian Ramadani
Për botuesen: Fikrije Zymberi
Dizajni dhe përgatitja për shtyp: Berat Ymeri
Tirazhi: 350
Shtypi: BLENDI Prishtinë
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Përmbajtja Parathënie.........................................................................................................................................5
1.0. HYRJE.......................................................................................................................................6
1.1. HYRJE NË BAZAT E PROGRAMIMIT ............................................................................. 6
1.2. PROGRAMIMI I MAKINAVE CNC ................................................................................. 14
1.3. MAKINA TORNO CNC SHKOLLORE EMCO TURN 55 .............................................. 16
2.0. MBROJTJA NË PUNË DHE PËRPUNIMI I METALEVE .................................................. 18
2.1. PËRMBLEDHJE E LLOJEVE TË OPERIMIT ................................................................. 19
2.2. LEXO PARA OPERIMIT ................................................................................................... 22
2.3. SIGURIA GJATË PUNËS, RREZIKU ............................................................................... 25
2.4. LIMITET E MJEDISIT TË MAKINERISË ....................................................................... 27
2.5. OPERACIONI I PAMBIKËQYRUR ................................................................................. 29
2.6. RREGULLAT E DERËS - MODALITETI I RUN/SETUP ............................................... 30
2.7. FTOHËS TË PAPËRSHTATSHËM ................................................................................... 31
2.8. SHENJAT E SIGURISË TË VENDOSURA NË MAKINË ............................................... 32
3.0. PROGRAMIMI I MAKINAVE CNC ME SOFTUERIN SWANSOFT CNC SIMULATION FANUC-0IT ............................................................................................................................... 45
3.1. PËRSHTATJA E VEGLËS ................................................................................................. 59
3.2. PËRSHTATJA E COPËS PUNUESE ................................................................................. 62
3.3. DRITARJA E MAKINËS ................................................................................................... 63
3.4. DRITARJA PROGRAMUESE ........................................................................................... 67
3.5. KORREKTIMI - POZICIONIMI I VEGLËS ..................................................................... 72
4.0. SISTEMI KOORDINATIV .................................................................................................... 78
4.1. SISTEMI MATËS ABSOLUT (G90) DHE RELATIV (G91) ............................................ 81
4.2. LLOGARITJA E KOORDINATAVE TE TORNIMI ......................................................... 84

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
4.3. PIKAT KARAKTERISTIKE TË HAPËSIRËS PUNUESE TE MAKINAT ME DIRIGJIM KOMPJUTERIK CNC MAKINAT ........................................................................................... 85
4.4. PËRGATITJA E NC MAKINËS PËR PUNË .................................................................... 88
4.5. PËRGATITJA E VEGLAVE TE MAKINA ME DKM ...................................................... 89
4.6. VENDOSJA DHE PËRFORCIMI I VEGLAVE ................................................................ 93
4.7. VENDOSJA E VEGLAVE NË BARTËSIN ME NDËRRIM TË SHPEJTË
TË MBAJTËSIT..........................................................................................................................93
4.8. VENDOSJA E VEGLAVE NË BARTËSIN REVOLVER TË VEGLAVE ........................ 94
4.9. TORNIMI ............................................................................................................................ 95
4.1.0. LLOJET E TORNIMIT .................................................................................................... 97
4.1.1. OPERACIONET E TORNIMIT ...................................................................................... 98
4.1.2. FUNKSIONET E G-KODEVE ..................................................................................... 101
5.0. FUNKSIONI G00 (HAPI I SHPEJTË)..................................................................................104
5.1. FUNKSIONI G012 ............................................................................................................107
5.2. HAPI PUNUES (INTERPOLIMI LINEAR)......................................................................107
5.3. SHEMBUJ DETYRASH TË ZGJIDHURA:......................................................................120
5.4. FUNKSIONI G02 DHE G03..............................................................................................130
5.5. KODI G74...........................................................................................................................134
OPERACIONI I SHPIMIT.........................................................................................................134
5.6. KODI G75...........................................................................................................................138
KODI PËR HAPJEN E KANALEVE.......................................................................................138
5.7 KODI G92............................................................................................................................143
SHPJEGIMI I CIKLIT TË FILETIMIT.....................................................................................143
DETYRA PËR USHTRIME......................................................................................................175
6.0. LITERATURA........................................................................................................................188

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 5
Parathënie
Përmes lëndës teknologjia e dirigjimit kompjuterik nxënësit aftësohen ta përdorin softuerin Nanjing Swan CNC, i cili është i përsosur si softuer vizual dhe simulativ, kryesisht i orientuar në kërkimin e inovacionit, kërkimin e metodave më të reja të përpunimit të metaleve me makina CNC, i cili është i bazuar në përvojat e prodhimit në fabrika. Duke përdorur këtë softuer ne mund ta arrijmë qëllimin e mundësisë që nxënësit ta kenë përvojën e manipulimit praktik me një kosto kryesisht të reduktuar.Programi i simulimit të NC-së në Swan mund të ndahet në tetë lloje kryesore, 28 sisteme dhe 62 sipërfaqe kontrolli. Pajisur me FANUC, SIMUMERIK, MITSUBISHI, GSK, HNK, KND, softuer DASEN, softueri i simulimit NC mund t’i ndihmojë nxënësit dhe studentët ta mësojnë funksionimin e NC frezimit, tornos dhe qendrën e përpunimit të secilit sistem. Libri është hartuar kryesisht për nxënësit e shkollave teknike të orientimit mekanik (Teknik kompjuteri etj.) si dhe për të gjithë ata që merren me programimin e CNC makinave në kompani të ndryshme.
Çdo sugjerim për përmirësimin e këtij libri është i mirëseardhur.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
6 Msc. ing. Ardian Ramadani
1.0 HYRJE
1.1. HYRJE NË BAZAT E PROGRAMIMIT
Makina e parë me dirigjim kompjuterik është ndërtuar në Amerikë në fillim të viteve ’50 me ndihmën e shkencëtarëve të Institutit MIT (Massatussets Institut of Technology).
Novacioni i një makine ka qenë futja e dirigjimit elektronik me ndihmën e të ashtuquajturës njësi dirigjuese në të cilën programi është bartur përmes shiritit të letrës së shpuar.
Njësia dirigjuese e asaj kohe ka qenë më e madhe se vetë makina.
Në krahasim me makinat konvencionale, ndryshimet e rëndësishme kanë qenë futja e motorëve të veçantë njëkahësh për lëvizje të boshtit kryesor dhe mbështetjes.
Parashtrohet pyetja çka është një makinë CNC?
CNC: Kontrolli Numerik i Kompjuterit nëpërmes të cilit rregullohen parametrat e makinave të ndryshme si thellësia e prerjes, numri i rrotullimit, përzgjedhja e veglave punuese, regjimi i prerjes etj., varësisht nga lloji i punës. Funksionet e makinës CNC dhe lëvizjet rrëshqitëse kontrollohen nga motorët duke përdorur programet kompjuterike.
Evolucioni i NC ishte në vitin 1947 kur lindi kontrolli numerik. Filloi kur John C. Parsons i korporatës Parsons, Traverse City, Michigan, një prodhues i pjesëve të helikopterit, nuk mundi t’i bënte shabllonët e tij të mjaftueshëm. Pra, ai shpiku një mënyrë për bashkimin e pajisjeve kompjuterike me një bërryl. Në vitin 1949 ishte viti i një “nevoje urgjente” tjetër. Komanda amerikane e materialit ajror kuptoi se pjesët për avionët dhe raketat e saj po bëheshin më komplekse. Gjithashtu, meqenëse dizajnet vazhdimisht po përmirësoheshin, shpesh bëheshin ndryshime në vizatim. Kështu, në kërkimin e tyre për metodat e prodhimit më të shpejtë, një kontratë studimi e Forcave Ajrore iu dha korporatës Parsons. Laboratori i mekanizmave të ndihmës së Institutit të Teknologjisë të Masaçusetit (MIT) ishte nënkontraktor. Në vitin 1951 MIT mori përsipër punën e plotë dhe në vitin 1952 prototipi i makinës së sotme NC u demonstrua me sukses.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 7
Llojet e makinave CNC:
Ka shumë lloje të ndryshme të makinave CNC të përdorura në industri, si:
üMakina CNC torno üMakina CNC frezuese üMakina CNC shpuese üMakina CNC plazmë (prerje me laser)üMakina CNC me prerje nën presionin e ujit etj.
LLOJET E NJËSIVE TË KONTROLLIT TË MAKINAVE CNC
üKONTROLLI I FANUC üSIEMENS üGSK üMECH 3 etj.
Mënyra të ndryshme të futjes së të dhënave janë:
üMDI: INPUT MANUALI I TË DHËNAVE üPËRGATITJA E PROGRAMIT ME CAD CAM üTRANSFERIMI I TË DHËNAVE TË PROGRAMIT NGA PC NË CNC M/C üTRANSFERIMI I TË DHËNAVE TË PROGRAMIT NGA PC NË INPUT
Parimet themelore të CNC-së te të gjitha makinat e kontrolluara nga kompjuteri janë në gjendje ta kontrollojnë me saktësi dhe në mënyrë të përsëritur lëvizjen në drejtime të ndryshme. Varësisht nga lloji i makinës, ka zakonisht dy deri në pesë akse. Përveç kësaj, një aks CNC mund të jetë ose një bosht linear në të cilin lëvizja është në vijë të drejtë, ose një bosht rrotullues me lëvizje pas një rruge rrethore.
Funksioni më themelor i çdo makine CNC është kontrolli automatik, i saktë dhe i qëndrueshëm i lëvizjes. Në vend se të aplikojnë pajisje krejtësisht mekanike për të shkaktuar

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
8 Msc. ing. Ardian Ramadani
lëvizje siç kërkohet në shumicën e veglave konvencionale të makinës, makinat CNC lejojnë kontrollin e lëvizjes në mënyrë revolucionare. Të gjitha format e pajisjeve CNC kanë dy ose më shumë drejtime të lëvizjes, të quajtura akset. Këto akse mund të vendosen saktësisht dhe automatikisht përgjatë gjatësisë së udhëtimit. Dy llojet më të zakonshme të aksit janë lineare (të shtyra përgjatë një rruge të drejtë) dhe rrotulluese (të shtyra përgjatë një rruge rrethore).
Fig. 1. Makina e parë e NC
Nivelet e drejtimit:
üDrejtimi sipas pikave (lëvizja njëkohësisht vetëm përmes një aksi, p. sh., operacioni i shpimit)
üDrejtimi sipas lakores në rrafsh (lëvizja e njëkohshme në dy akse)üDirigjimi sipas lakores hapësinore (lëvizja e njëkohshme e më së paku tre akseve, p.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 9
sh., lakimi hapësinor i pllakës, p. sh., lopatat e turbinës).
Karakteristikat e makinës CNC
üMundësia e përpunimit të detaleve më të ndërlikuara të makinaveüProduktiviteti i lartëüShpejtësia e madhe e punës për shkak të regjimeve të shtuara të punësüKonstruksioni robus i makinësüUdhëheqja më e mirë (p. sh., boshti i filetuar sferik), çka rezulton me precizitet më të
madh (0.001 mm)üLubrifikimi serioz dhe ftohja e instrumentit metalprerës (deri 100 l/min dhe më shumë)
me çka zgjatet afatshërbimi i instrumentit metalprerësüShfrytëzimi i instrumenteve më kualitative për maja prerëse prej metaleve të forta dhe
qeramikës.
Makinat më të reja janë të ashtuquajtura qendra përpunuese të cilat përpunojnë copa punuese me gjeometri mjaft të ndërlikuar me saktësi shumë të lartë.
Këto makina mundësojnë përpunim komplet të copës punuese me mundësi automatike të ndërrimit të instrumentit metalprerës (magazina-depoja) ose koka revolver me dorën e mekanizuar për ndërrim të instrumentit metalprerës. Copa punuese ka mundësinë e lëvizjes dhe zhvendosjes në shumë drejtime.
Lidhja e më shumë makinave CNC formon të ashtuquajturën qendra përpunuese fleksibile e cila përmban disa qendra përpunuese të lidhura me sistemin e transportit.
E arritura më e fundit është lidhja e një serie e qendrave përpunuese fleksibile të cilat i përdorin robotët. Këto janë fabrika pa njerëz, plotësisht të automatizuara, me të cilat arrihet produktiviteti më i lartë.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
10 Msc. ing. Ardian Ramadani
Fig. 2. Qendra përpunuese
Qëllimi i dirigjimit numerik është dirigjimi i makinave me ndihmën e programit të definuar paraprakisht.
Programi është tërësi e urdhrave të shifruara funksionale teknologjike gjeometrike me të cilat përmes mediumeve të ndryshme fizike (shiritave të letrës, kasetave, disketave, usb) i jepen njësitë dirigjuese të makinës së definuar punët paraprakisht të menduara.
Njësitë e para dirigjuese kanë qenë pa kompjuter dhe janë quajtur njësitë drejtuese NC (Numerik Control), duke qenë se programi është përbërë me numra dhe shkronja. Nga kjo rrjedh emërtimi i dirigjimit numerik.
Njësitë dirigjuese të sotme janë ndërtuar në parim të shfrytëzimit të mikroprocesorit, përkatësisht të kompjuterit të vogël elektronik i cili mund të programohet dhe me këtë të krijohet procesi i dirigjimit kompjuterik. Për këtë arsye këso njësi dirigjuese quhen njësi dirigjuese CNC (Computer Numerical Control).

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 11
Fig. 3. Dallimi në ndërmjet makinave konveksionale (klasike) dhe makinave CNC
Dallimet themelore ndërmjet këtyre makinave:
üReparti i makinës - te makinat klasike bëhet fjalë për një repart të përgjithshëm, përkatësisht për një motor lëvizës dhe boshtin kryesor dhe lëvizjet e tjera të tavolinës punuese, përderisa te makinat CNC ekziston një motor kryesor për lëvizjen e boshtit kryesor, ndërsa lëvizjet sipas akseve krijojnë motor njëkahësh;
üDirigjimi i makinave - realizohet te makinat klasike me dorë ose me makina përmes dorëzës për drejtim, ndërsa te makinat CNC makinat kanë njësinë dirigjuese (tastierën dhe monitorin) dhe punojnë automatikisht sipas programit;
üSistemi matës i makinës përbëhet nga shkalla me nonius (makina klasike) ose sistemi
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
12 Msc. ing. Ardian Ramadani
preciz linear i matjes te makinat CNC;üZhvendosja e tavolinës punuese - krijohet me boshtin me fileta trapezore ose me
boshtin e filetuar sferik (makinat CNC).
PËRPARËSITE DHE TË METAT E NC - SISTEMEVE DIRIGJUESE
Në raport me MPP klasike NC - makinat njihen me këto përparësi:1. Për fleksibilitet të plotë për përpunimin e pjesëve të reja është e nevojshme përgatitja e programit të pjesëve2. Saktësia e lartë e përpunimit 3. Koha e shkurtër e përpunimit 4. Mundësia e përpunimit të pjesëve me konturë komplekse5. Koha e shkurtër e rregullimit të makinës6. Shmangia nga nevoja për operatorin me kualifikim të lartë7. Operatori ka kohë të lirë që mund ta përcjellë punën e makinave të tjera.
PËRPARËSITË E CNC - NJËSIVE DIRIGJUESE Kalimi prej NC-ve konvencionale në MMP-CNC, dmth. ndërrimin e NC-së të bazuar në harduerë të pastër me sistemin e bazuar në softuerë. Me këtë ndërrim realizohen shumë përparësi si, p. sh.:
ürritja e fleksibilitetitüzvogëlimi i elementëve harduerë ürritja e saktësisë në punë me nxjerrjen nga përdorimi të lexuesit të shiritit të
pëlqyerükorrigjimi më i lehtë i gabimeve në programin e pjesëve

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 13
ümundësia e shfrytëzimit të periferisë së kompjuterit, për verifikimin dhe korrigjimin e programit të pjesëve, p. sh., shfrytëzimi i ploterit (pajisja për vizatim - tregim grafik).
TË METAT KRYESORE TË CNC MAKINAVE JANË:
1. Çmimi relativisht i lartë2. Mirëmbajtja komplekse3. Nevoja për programues me kualifikim të lartë.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
14 Msc. ing. Ardian Ramadani
1.2. PROGRAMIMI I MAKINAVE CNC
Procesi i përpunimit të detaleve në makinat CNC (shqip. MDN - makinat me dirigjim numerik ose MNK - makinat numerike kompjuterike) përbëhet prej këtyre aktiviteteve:
1. Hartimi i teknologjisë dhe vërtetimi i renditjes së operacioneve, instrumenteve metalprerëse dhe regjimeve të punës
2. Përgatitja e instrumenteve3. Programimi 4. Përgatitja e makinave5. Punimi i copës së parë në seri6. Prodhimi serik.
Shumica e aktiviteteve të përmendura ekzistojnë edhe te makinat klasike, por veçori te makinat CNC është programimi.
U shtrohet pyetja nxënësve çfarë nënkuptojmë me programim?
Programimi është procedurë e shkrimit të programit sipas një teknologjie paraprakisht të definuar, ndërsa mund të kryhet me dorë ose me kompjuter. Programimi përmes kompjuterit është programim automatik i vet kompjuterit në bazë të parametrave të përzgjedhur të programit siç janë: dimensionet e copës punuese, rruga e instrumentit metalprerës, përzgjedhja e instrumentit prerës, regjimet e përpunimit etj.
Ky programim arrihet përmes softuerëve SSCNC Simulation FANUC 0iT, SolidCAM, Proengineer, MasterCAM, Catia etj. Gjithashtu, është i mundur simulimi i programit dhe përshkrimi i vet programit në njësinë dirigjuese të zgjedhur. Me këtë shkurtohet koha dhe zvogëlohen shpenzimet e punimit të programit.
Programimi nënkupton punimin e këtyre dokumentacioneve:
ü Listën e operacioneve e cila përmban renditjen e operacioneve të copës

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 15
punuese me regjimet e nevojshme të punës dhe kohën e përpunimit;üPlanin e instrumenteve për copën punuese i cili përmban përshkrimin e të
gjitha instrumenteve për përpunim sipas renditjes dhe shfrytëzimit, masave të nevojshme, standardet e regjimit dhe korrektimin;
üPlanin e shtrëngimit i cili përmban gabaritet themelore të hapësirës punuese, pozitën e copës punuese, pikat e mbështetjes dhe vendet e shtrëngimit si dhe pozitat e pikës zero;
üPlani i prerjes i cili është dokumenti kryesor për përshkrimin e programit në të cilin janë të tejdukshme trajektoret e lëvizjes së instrumenteve metalprerëse për secilin operacion. Përcillet rruga e lëvizjes së majës së instrumentit prerës prej fillimit e deri në përfundim të përpunimit;
üPërshkrimi i programit është dokumenti i fundit më i rëndësishmi me të cilin jepen urdhrat për dirigjim të makinës. Programi i punuar vendoset në listën e programeve, pamja e mundshme e të cilit paraqitet në vijim të tekstit. Në programim nuk do ta përpunojmë dokumentacionin komplet, por vetëm atë i cili është i domosdoshëm për përshkrimin e programit - listën e operacioneve
dhe planin e prerjes.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
16 Msc. ing. Ardian Ramadani
1.3. MAKINA TORNO CNC SHKOLLORE EMCO TURN 55
Programimi i makinës CNC shkollore EMCOTORN 55 bëhet sikurse edhe te makinat CNC të tjera. Në vazhdim do të flitet për pjesët dhe mënyrën e programimit.
Fig. 4. Makina CNC shkollore EMCO TURN 55
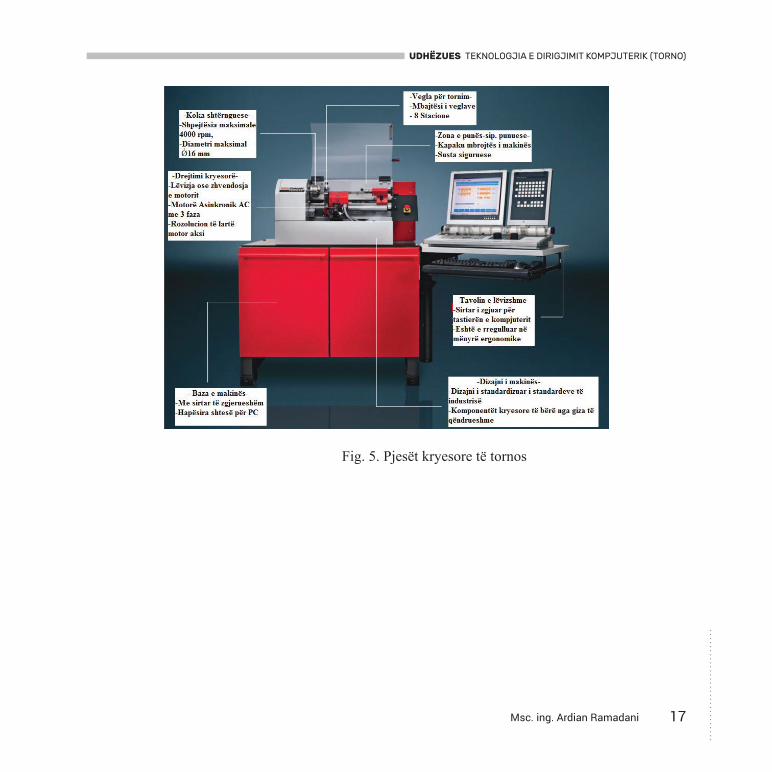
Koncepti TURN 55 është një kompjuter i kontrolluar 2-aks, makina CNC e dizajnuar në përputhje me standardin e industrisë në termat e projektimit dhe funksionimit. Të gjitha proceset kryesore në prodhimet moderne mund të ilustrohen duke përdorur këtë pajisje dhe të zbatohen në mënyrë praktike dhe realiste. Me thjeshtësimin e duhur, dizajnin e qartë të makinës dhe lehtësinë e përdorimit, operatorët shumë shpejt do të mësojnë si ta përdorni atë me sukses. Karakteristikat e makinës torno CNC shkollore EMCO TORN 55.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 17
Fig. 5. Pjesët kryesore të tornos
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
18 Msc. ing. Ardian Ramadani
2.0 MBROJTJA NË PUNË DHE PËRPUNIMI I METALEVESHËNIME TË PËRGJITHSHME TË SIGURISË
KUJDES: Vetëm personeli i autorizuar dhe i trajnuar mund t’i përdorë pajisjet. Duhet të veproni gjithmonë në përputhje me manualin e operatorit, sigurinë, procedurat e sigurisë dhe udhëzimet për makinën. Personeli i patrajnuar paraqet një rrezik për veten dhe makinerinë.
E RËNDËSISHME: Mos e përdorni makinën derisa t’i keni lexuar të gjitha paralajmërimet dhe udhëzimet.
Të gjitha makinat CNC përmbajnë rreziqe nga puna rrotulluese, pjesë të liruara, rripa dhe rrota, rrymë elektrike me tension të lartë, zhurmë dhe ajër të ngjeshur. Ju duhet gjithmonë t’i ndiqni masat themelore të sigurisë për ta zvogëluar rrezikun e lëndimeve personale dhe dëmtimeve mekanike. Zona e punës duhet të ndriçohet në mënyrë adekuate për të lejuar një pamje të qartë dhe funksionimin e sigurt të makinës. Kjo përfshin zonën e punës të operatorit dhe të gjitha fushat e makinës, ku hyn edhe mirëmbajtja ose pastrimi i makinës. Ndriçimi adekuat është përgjegjësi e përdoruesit.
Mjetet e prerjes, materiali i punës dhe ftohësit janë përtej fushës dhe kontrollit të tyre. Secili prej këtyre rreziqeve të mundshme që lidhet me të (skajet e mprehta, përbërja kimike, etj.) është përgjegjësi e përdoruesit për t’i ndërmarrë veprimet e duhura (p. sh., trajnimi etj.). Pastrimi i makinës kërkohet gjatë përdorimit normal dhe para mirëmbajtjes ose riparimit. Përdorimi i sigurt i kësaj pajisjeje kërkon trajnim dhe është përgjegjësi e përdoruesit.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 19
2.1. PËRMBLEDHJE E LLOJEVE TË OPERIMIT
Makinat CNC janë të destinuara për prerjen dhe formimin e metaleve dhe materialeve të tjera të vështira. Disa operacione të prerjes kërkojnë lëngje ftohëse. Ky ftohës përdoret në varësi të llojit të prerjes.
Operacionet e përpunimit janë të ndara në tri fusha. Ato janë:
üOperacionetüMirëmbajtja dhe üShërbimi.
Operacionet dhe mirëmbajtja kanë për qëllim të kryhen nga një operator i trajnuar dhe i kualifikuar për makina. Ky doracak i operatorit përmban disa prej informacioneve të nevojshme për të operuar me makinën.
Shërbimi. Shërbimi duhet të kryhet vetëm nga personeli i shërbimit të trajnuar posaçërisht.
Funksionimi i kësaj makine përbëhet nga:
1. Konfigurimi i makinës
üInstalimi i makinës bëhet për t’i vendosur fillimisht mjetet, kompensimet dhe pajisjet e kërkuara për të kryer një funksion që më vonë quhet operacioni i makinës. Disa funksione të konfigurimit të makinës mund të bëhen me derën e hapur.
2. Makineria që vepron në modalitetin automatik
üFunksionimi automatik fillon me Cikle-Start dhe mund të kryhet vetëm me dyert e mbyllura.
3. Ngarkimi dhe shkarkimi i materialeve (pjesëve)
üPjesë ngarkimi dhe shkarkimi është ajo që paraprin dhe ndjek një operacion automatik. Kjo duhet të bëhet me dyert e hapura të të gjitha makinave automatike; lëvizja ndalet

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
20 Msc. ing. Ardian Ramadani
kur dera është e hapur.
4. Ngarkimi dhe shkarkimi i operatorit të mjeteve prerëse
Mirëmbajtja përbëhet vetëm nga:
1. Shtimi dhe ruajtja e gjendjes së ftohësit
üShtimi i ftohësit dhe mbajtja e përqendrimit të ftohësit është e nevojshme. Ky është një funksion normal i operatorit dhe bëhet ose nga një vend i sigurt, vendndodhja jashtë mbylljes së punës ose me dyert e hapura dhe makinën e ndalur.
2. Shtimi i lubrifikantëve
üShtimi i lubrifikantëve për boshtet kërkohet në intervale të rregullta. Këto lubrifikime bëhen shpesh.
3. Pastroni ashklat nga makina
üPastrimi nga ashkla kërkohet në intervale të diktuara nga lloji i përpunimit të kryer. Ky është një funksion normal i operatorit. Ajo kryhet me dyert e hapura dhe të gjithë operacionet e makinës ndalen.
Shërbimi përbëhet vetëm nga:
1. Riparimi i një makine që nuk funksionon siç duhet
üÇdo makinë që nuk funksionon siç duhet kërkon mirëmbajtësit e trajnuar. Ky nuk është kurrë një funksion i operatorit. Nuk konsiderohet mirëmbajtës. Instalimi dhe udhëzimet e shërbimit ofrohen veç e veç nga doracaku i operatorit.
2. Makina në lëvizje, shpaketim dhe instalim
üMakinat transportohen në vendndodhjen e përdoruesit pothuajse gati për të operuar. Ata ende kërkojnë një person të shërbimit të trajnuar për ta përfunduar instalimin. Instalimet dhe udhëzimet e shërbimit janë dhënë veçmas nga manuali i operatorit.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 21
3. Paketimi i makinës
üPaketimi i makinës për dërgesë kërkon të njëjtin paketim të furnizuar nga prodhuesi në dërgesën origjinale. Paketimi kërkon një person të shërbimit të trajnuar për ta përfunduar instalimin. Udhëzimet e transportit janë dhënë veçmas nga manuali i operatorit.
4. Shkatërrimi, çmontimi dhe asgjësimi
üNuk pritet që makina të çmontohet për dërgesë. Ajo mund të zhvendoset nga tërësia e saj në të njëjtën mënyrë në të cilën ishte instaluar. Makina mund t’i kthehet prodhuesit për asgjësim. Prodhuesi pranon të gjithë komponentët për riciklim sipas Direktivës 2002/96/EC.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
22 Msc. ing. Ardian Ramadani
2.2. LEXO PARA OPERIMIT
RREZIK: Mos hyni në zonën e përpunimit sa herë që makina është në lëvizje, ose në çdo kohë që lëvizja e makinës është e mundur. Mund të rezultojë me dëmtime të rënda ose vdekje. Lëvizja është e mundur kur makina është e ndezur dhe makina nuk është në [EMERGENCY STOP].
Siguria themelore:
üMakina mund të shkaktojë lëndime të rënda trupore.üMakina kontrollohet automatikisht dhe mund të fillojë në çdo kohë.üShikoni kodet dhe rregulloret lokale të sigurisë përpara se ta përdorni makinën.
Kontaktoni me shitësin tuaj nëse keni pyetje në lidhje me çështjen e sigurisë.
üËshtë përgjegjësi e pronarit të makinës për t’u siguruar që të gjithë ata që janë të përfshirë në instalimin dhe funksionimin e makinës janë të njoftuar me operacionin dhe udhëzimet e sigurisë të siguruara me makinë para se të punojnë në makinë.
Përgjegjësia përfundimtare për sigurinë i përket pronarit të makinës dhe individëve të cilët punojnë me makinë.
üPërdorni mbrojtjen e përshtatshme të syrit dhe veshit kur punoni me makinë;üPërdorni dorëza të përshtatshme për ta hequr materialin e përpunuar dhe për ta pastruar
makinën;üNdërroni dritaret menjëherë në qoftë se ato janë të dëmtuara ose gërvishten ashpër.
Siguria elektrike:
Fuqia elektrike duhet t’i plotësojë specifikimet e kërkuara. Përpjekja për të drejtuar makinë nga çdo burim tjetër mund të shkaktojë dëme të rënda dhe do ta anulojë garancinë.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 23
üPaneli elektrik duhet të jetë i mbyllur dhe çelësi dhe çelësat në kabinën e kontrollit duhet të sigurohen në çdo kohë, përveç gjatë instalimit dhe shërbimit. Në ato kohë vetëm elektricistë të kualifikuar duhet të kenë qasje në panel. Kur qarku kryesor ndezës është aktiv, ka tension të lartë në të gjithë panelin elektrik (duke përfshirë bordet e qarkut dhe qarqet logjike) dhe disa komponentë veprojnë në nivel të lartë temperaturat, prandaj kërkohet kujdes ekstrem. Pasi të jetë instaluar makina, kabineti i kontrollit duhet të jetë i kyçur me çelësin në dispozicion vetëm për shërbimin e kualifikuar - personelit;
üMos rivendosni ndërprerës derisa të hetohet arsyeja e fajit. Vetëm personeli i trajnuar duhet ta riparojë makinën.
Pajisje nga prodhuesi:
üMos shtypni [POWER UP] përpara se makina të jetë instaluar tërësisht.
Siguria e operacionit:
üMos e përdorni makinën derisa dyert të jenë të mbyllura dhe mbyllja e dyerve të funksionojë si duhet;üKontrolloni për pjesë dhe mjete të dëmtuara para se ta përdorni makinën. Çdo pjesë ose mjet që është dëmtuar duhet të riparohet siç duhet ose të zëvendësohet nga personeli i autorizuar. Mos e përdorni makinën nëse ndonjë komponent nuk duket të funksionojë në mënyrë korrekte.
Lirimi i personit të bllokuar në makinë:
üAsnjë person nuk duhet të gjendet brenda makinës gjatë përdorimit;üNë rast se një person është i bllokuar brenda makinës, duhet shtypur menjëherë butoni emergjent derisa personi të tërhiqet;
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
24 Msc. ing. Ardian Ramadani
üNëse personi është i prerë ose i ngatërruar, makina duhet të fiket, pastaj akset e makinës mund të zhvendosen duke përdorur një forcë të madhe të jashtme në drejtimin e kërkuar për ta liruar personin.
Ndiqni këto udhëzime kur punoni me makinë:
üFunksionimi normal: Mbajeni derën të mbyllur derisa makina punon;üPjesë ngarkimi dhe shkarkimi: Një operator hap derën, plotëson detyrën, mbyll derën dhe më pas shtyp [CIKLI START] (duke filluar lëvizjen automatike);üVendosja e punimit: Kur vendosja është e plotë, fikni çelësin e konfigurimit, për t’u bllokuar vendosni modalitetin dhe hiqeni çelësin;üMirëmbajtja/pastruesi i makinës: Shtypni [EMERGENCY STOP] ose [POWER OFF] para se ta pastroni makinën.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 25
2.3. SIGURIA GJATË PUNËS - RREZIKU
RREZIK: Pjesët që punohen duhen të jenë të shtrënguara mirë.
üMos e tejkaloni shpejtësinë nominale. Shpejtësitë e larta reduktojnë forcën e shtrëngimit;
üMos vendosni pjesë për përpunim më të gjata në makinë sesa e përcakton udhëzimi i makinës;
üNdiqni të gjitha paralajmërimet e prodhuesit të makinës.
Procedurat:
üPresioni hidraulik duhet të jetë i rregulluar në mënyrë të saktë për t’i mbajtur pajisjet e punës;
üPjesët e papërshtatshme të fiksuara me shpejtësi të lartë mund ta shpërthejnë derën e sigurisë. Duhet ta zvogëloni shpejtësinë e punës për ta mbrojtur operatorin (p. sh., kthimi i pjesëve tepër të mëdha ose të kapura pak).
Mirëmbajtja periodike e karakteristikave të sigurisë së makinës:
üInspektoni mekanizmin e mbylljes së derës për përshtatje dhe funksionin e duhur;
üInspektoni dritaret dhe mbylljen e sigurisë për dëmtim ose rrjedhje;üVerifikoni që të gjitha panelet e mbylljes janë në vend.
Mirëmbajtja e dyerve:

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
26 Msc. ing. Ardian Ramadani
üKontrolloni mbylljen e derës, verifikoni që kyçja e derës nuk është e përkulur, jo e orientuar, dhe se të gjithë fikësit janë të instaluar;
üKontrolloni mbylljen e derës për çdo shenjë pengimi ose mosangazhimi.
Mirëmbajtja rutinore:
üVizualisht inspektoni përreth xhamin e sigurisë për çdo shenjë të deformimit, thyerjes ose dëmtime të tjera;
üZëvendësoni dritaret Lexan pas shtatë vjetësh nëse janë të dëmtuara ose shumë të gërvishtura;
üMbani të gjithë xhamat e sigurisë dhe dritaret e makinave të pastra për ta lejuar shikimin e duhur gjatë operacioneve.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 27
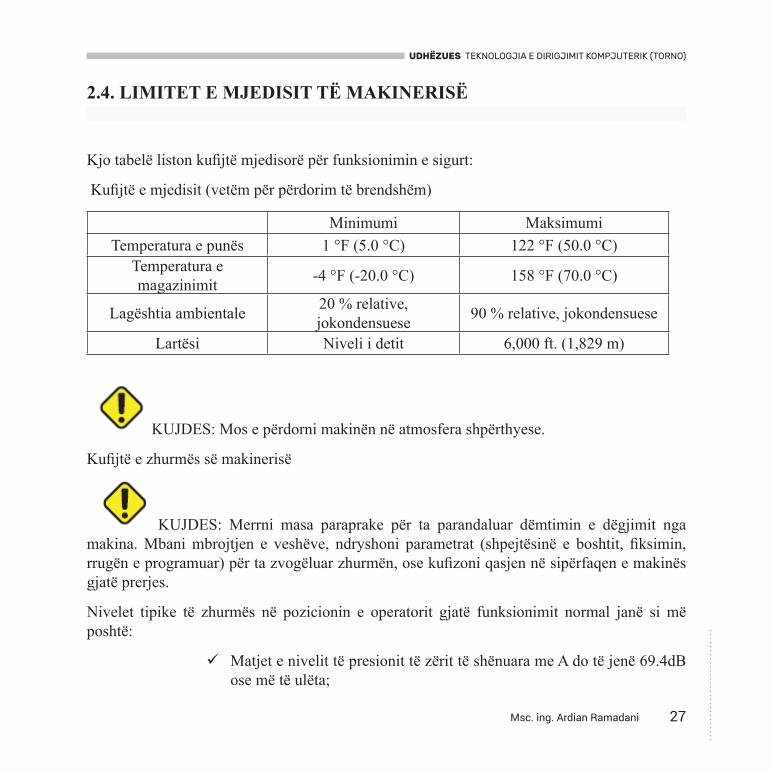
2.4. LIMITET E MJEDISIT TË MAKINERISË
Kjo tabelë liston kufijtë mjedisorë për funksionimin e sigurt:
Kufijtë e mjedisit (vetëm për përdorim të brendshëm)
Minimumi MaksimumiTemperatura e punës 1 °F (5.0 °C) 122 °F (50.0 °C)
Temperatura e magazinimit -4 °F (-20.0 °C) 158 °F (70.0 °C)
Lagështia ambientale 20 % relative, jokondensuese 90 % relative, jokondensuese
Lartësi Niveli i detit 6,000 ft. (1,829 m)
KUJDES: Mos e përdorni makinën në atmosfera shpërthyese.
Kufijtë e zhurmës së makinerisë
KUJDES: Merrni masa paraprake për ta parandaluar dëmtimin e dëgjimit nga makina. Mbani mbrojtjen e veshëve, ndryshoni parametrat (shpejtësinë e boshtit, fiksimin, rrugën e programuar) për ta zvogëluar zhurmën, ose kufizoni qasjen në sipërfaqen e makinës gjatë prerjes.
Nivelet tipike të zhurmës në pozicionin e operatorit gjatë funksionimit normal janë si më poshtë:
üMatjet e nivelit të presionit të zërit të shënuara me A do të jenë 69.4dB ose më të ulëta;
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
28 Msc. ing. Ardian Ramadani
üNivelet e presionit të menjëhershëm të zërit të shënuar me C do të jenë 78.0dB ose më të ulëta;
üLwA (niveli i fuqisë së zërit A) do të jetë 75.0dB ose më i ulët.
SHËNIM: Nivelet aktuale të zhurmës gjatë prerjes së materialit ndikohen shumë nga zgjedhja e materialit të përdoruesit, prerja e mjeteve, shpejtësia dhe faktorë të tjerë. Këta faktorë janë specifikë dhe janë të kontrolluar nga përdoruesi.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 29
2.5. OPERACIONI I PAMBIKËQYRUR
Makinat CNC të mbyllura plotësisht janë të dizajnuara për të vepruar pa mbikëqyrje, megjithatë procesi i përpunimit mund të mos jetë i sigurt për të vepruar pa monitoruar.
Meqë është përgjegjësi e udhëheqësit të punëtorisë që ta vendosë makinën në mënyrë të sigurt dhe t’i përdorë praktikat më të mira, teknikat e përpunimit, gjithashtu është përgjegjësia e udhëheqësit të punëtorisë për ta menaxhuar përparimin e këtyre metodave. Duhet të monitorohet procesi i përpunimit për ta parandaluar dëmtimin ose humbjen e jetëve të njerëzve në qoftë se ndodh një gjendje e rrezikshme.
Për shembull, nëse ekziston rreziku i zjarrit për shkak të materialit të punuar, atëherë duhet të instalohet një sistem adekuat për zhdukjen apo fikjen e zjarrit për ta zvogëluar rrezikun e dëmtimit të personelit, pajisjeve dhe ndërtesës.
Është veçanërisht e rëndësishme për t’i zgjedhur pajisjet monitoruese që mund të zbulojnë menjëherë një problem dhe të kryejë një veprim të përshtatshëm pa ndërhyrjen njerëzore.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
30 Msc. ing. Ardian Ramadani
2.6. RREGULLAT E DERËS, MODALITETI I RUN/SETUP
Të gjitha makinat CNC janë të pajisura me bravë në dyert e operatorit dhe një çelës kyç në anën varëse të kontrollit për të bllokuar dhe zhbllokuar mode setup. Në përgjithësi, modaliteti i konfigurimit statusi (i mbyllur ose i hapur) ndikon në mënyrën se si funksionon makina kur hapen dyert.
Modaliteti i konfigurimit duhet të mbyllet (çelësi i kyçjes në pozicionin vertikal, të kyçur) më së shumti herë. Në Run dhe në modalitetin e konfigurimit dyert e mbylljes mbyllen gjatë ekzekutimi të CNC programit, rrotullimi i boshtit ose lëvizja e boshtit. Dyert automatikisht hapen. Shumë funksione makine nuk janë në dispozicion me derën hapur.
Kur zhbllokohet, modaliteti i konfigurimit i lejon një mekanizuesi të aftë më shumë qasje në makinë. Në këtë mënyrë, sjellja e makinës varet nga hapja e dyerve ose mbyllja.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 31
2.7. FTOHËS TË PAPËRSHTATSHËM
Ftohësi është një pjesë e rëndësishme e shumë operacioneve të përpunimit. Kur përdoret siç duhet dhe mirëmbahen makinat, ftohësi mund ta përmirësojë përpunimin e copës së punuar, ta zgjasë jetën e instrumentit metalprerës dhe ta mbrojë makinën nga ndryshku dhe dëmtime të tjera.
Dëmi i tillë mund të anulojë sigurinë e makinës suaj. Për shembull, rrjedhjet e ftohësit përmes vulave të dëmtuara mund të krijojnë rrëshqitje dhe rrezik.
Përdorimi jo i duhur i ftohësit përfshin, por nuk kufizohet vetëm në këto pika:
üMos përdorni ujë të thjeshtë sepse komponentët e makinës mund të ndryshken;
üMos përdorni ftohje të ndezshme; üMos përdorni produkte të drejtpërdrejta ose të “pastra” të naftës. Përdorni
vetëm vajrat e rekomanduara.
Ftohësi i makinës duhet të jetë i tretshëm në ujë, i bazuar në vaj sintetik ose sintetik lubrifikant. Duhet të jetë i sigurt për ta mbajtur përzierjen e ftohësit tuaj. Për ta mbajtur ftohësin përqendrohen në nivele të pranueshme. Mirëmbajtja e pafavorshme e ftohjes mund të lejojë që komponentët e makinës të ndryshken. Dëmi i ndryshkut nuk është mbuluar nga siguria e makinës.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
32 Msc. ing. Ardian Ramadani
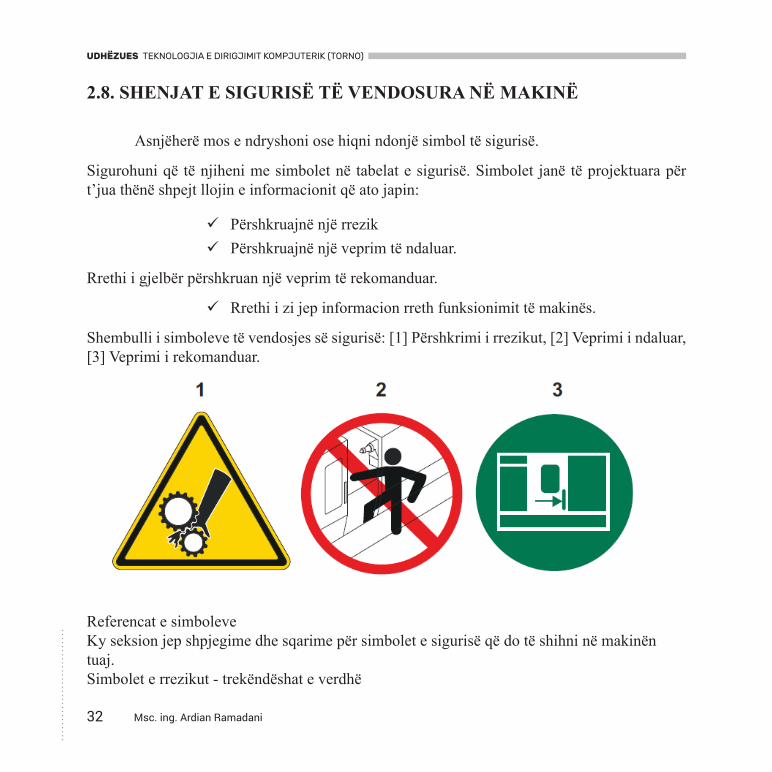
2.8. SHENJAT E SIGURISË TË VENDOSURA NË MAKINË
Asnjëherë mos e ndryshoni ose hiqni ndonjë simbol të sigurisë.
Sigurohuni që të njiheni me simbolet në tabelat e sigurisë. Simbolet janë të projektuara për t’jua thënë shpejt llojin e informacionit që ato japin:
üPërshkruajnë një rreziküPërshkruajnë një veprim të ndaluar.
Rrethi i gjelbër përshkruan një veprim të rekomanduar.
üRrethi i zi jep informacion rreth funksionimit të makinës.
Shembulli i simboleve të vendosjes së sigurisë: [1] Përshkrimi i rrezikut, [2] Veprimi i ndaluar, [3] Veprimi i rekomanduar.
Referencat e simboleve Ky seksion jep shpjegime dhe sqarime për simbolet e sigurisë që do të shihni në makinën tuaj.Simbolet e rrezikut - trekëndëshat e verdhë
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 33
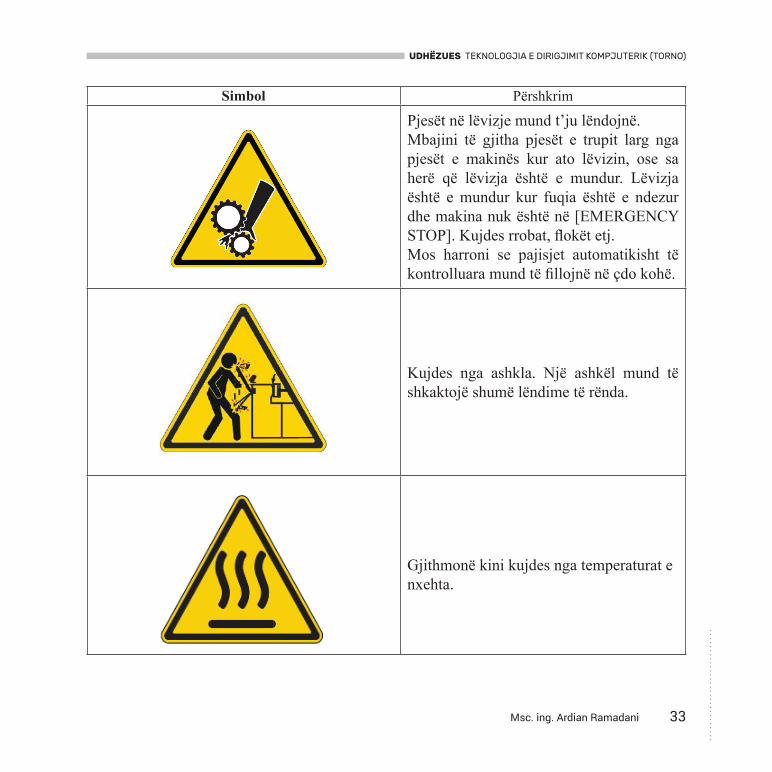
Simbol Përshkrim
Pjesët në lëvizje mund t’ju lëndojnë.Mbajini të gjitha pjesët e trupit larg nga pjesët e makinës kur ato lëvizin, ose sa herë që lëvizja është e mundur. Lëvizja është e mundur kur fuqia është e ndezur dhe makina nuk është në [EMERGENCY STOP]. Kujdes rrobat, flokët etj.Mos harroni se pajisjet automatikisht të kontrolluara mund të fillojnë në çdo kohë.
Kujdes nga ashkla. Një ashkël mund të shkaktojë shumë lëndime të rënda.
Gjithmonë kini kujdes nga temperaturat e nxehta.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
34 Msc. ing. Ardian Ramadani
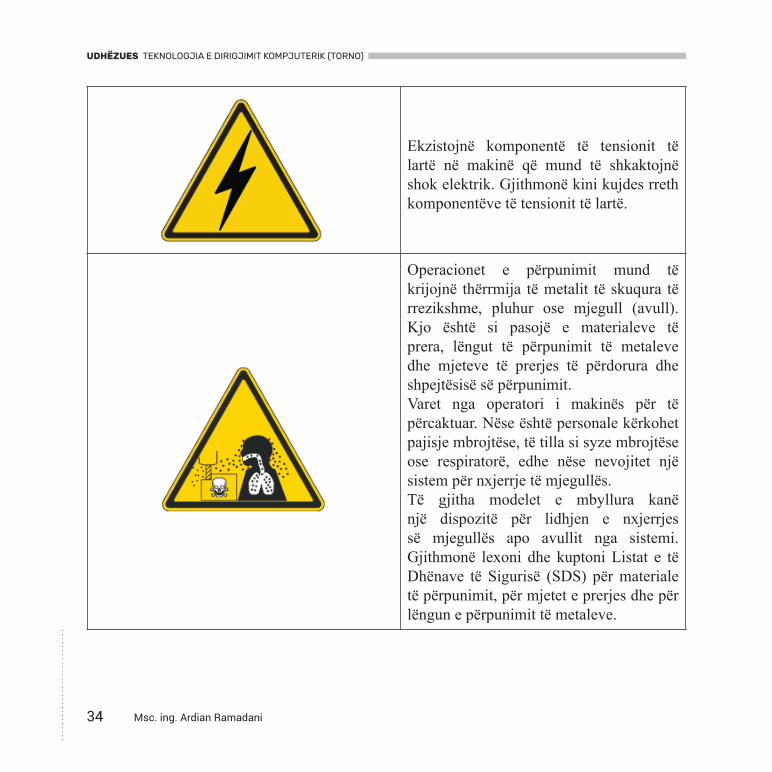
Ekzistojnë komponentë të tensionit të lartë në makinë që mund të shkaktojnë shok elektrik. Gjithmonë kini kujdes rreth komponentëve të tensionit të lartë.
Operacionet e përpunimit mund të krijojnë thërrmija të metalit të skuqura të rrezikshme, pluhur ose mjegull (avull). Kjo është si pasojë e materialeve të prera, lëngut të përpunimit të metaleve dhe mjeteve të prerjes të përdorura dhe shpejtësisë së përpunimit.Varet nga operatori i makinës për të përcaktuar. Nëse është personale kërkohet pajisje mbrojtëse, të tilla si syze mbrojtëse ose respiratorë, edhe nëse nevojitet një sistem për nxjerrje të mjegullës.Të gjitha modelet e mbyllura kanë një dispozitë për lidhjen e nxjerrjes së mjegullës apo avullit nga sistemi. Gjithmonë lexoni dhe kuptoni Listat e të Dhënave të Sigurisë (SDS) për materiale të përpunimit, për mjetet e prerjes dhe për lëngun e përpunimit të metaleve.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 35
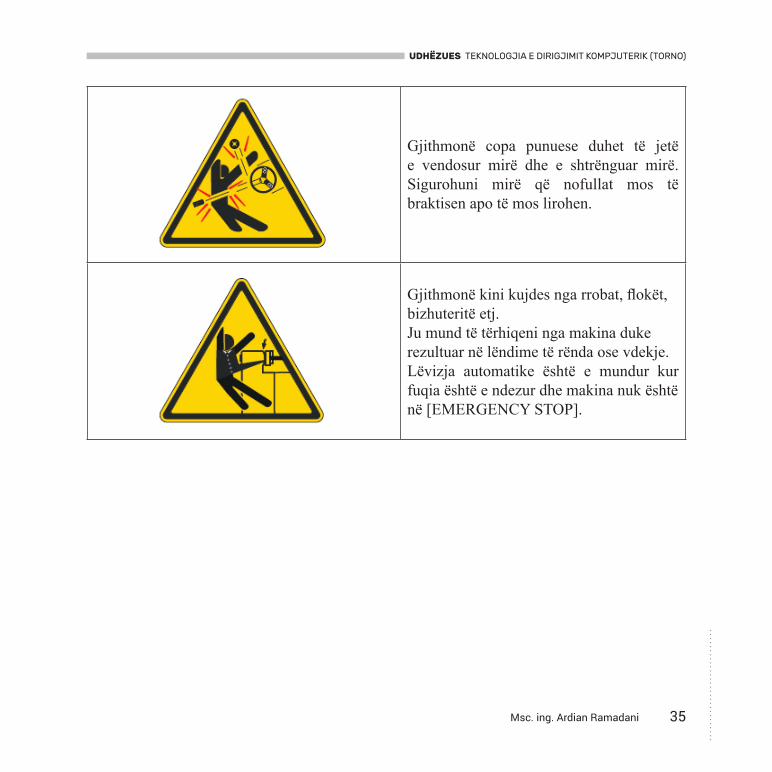
Gjithmonë copa punuese duhet të jetë e vendosur mirë dhe e shtrënguar mirë. Sigurohuni mirë që nofullat mos të braktisen apo të mos lirohen.
Gjithmonë kini kujdes nga rrobat, flokët, bizhuteritë etj. Ju mund të tërhiqeni nga makina duke rezultuar në lëndime të rënda ose vdekje.Lëvizja automatike është e mundur kur fuqia është e ndezur dhe makina nuk ështënë [EMERGENCY STOP].

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
36 Msc. ing. Ardian Ramadani
Simbol Përshkrim
Mos hyni në mbylljen e makinës kur makina është e aftë të bëjë lëvizje automatike.Kur duhet të futni për t’i përfunduar detyrat, shtypni [EMERGENCY STOP] ose fikni makinën. Vendosni një etiketë sigurie varëse të kontrollit për t’i njoftuar njerëzit e tjerë se jeni brenda makinës dhe se ata nuk duhet të ndizen ose ta përdorin makinën.
Mos e përdorni qeramikën.
Mos e përdorni zgjatjen e nofullës së braktisur. Mos i zgjatni nofullat e braktisjes përtej.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 37
Simbol Përshkrim
Mbani duart dhe trupin larg nga zona në mes të copës punuese dhe bizit kur lëvizja automatike është e mundur.
Mos përdorni ujë të pastër si ftohës. Kjo do të shkaktojë ndryshk në komponentët e makinës.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
38 Msc. ing. Ardian Ramadani
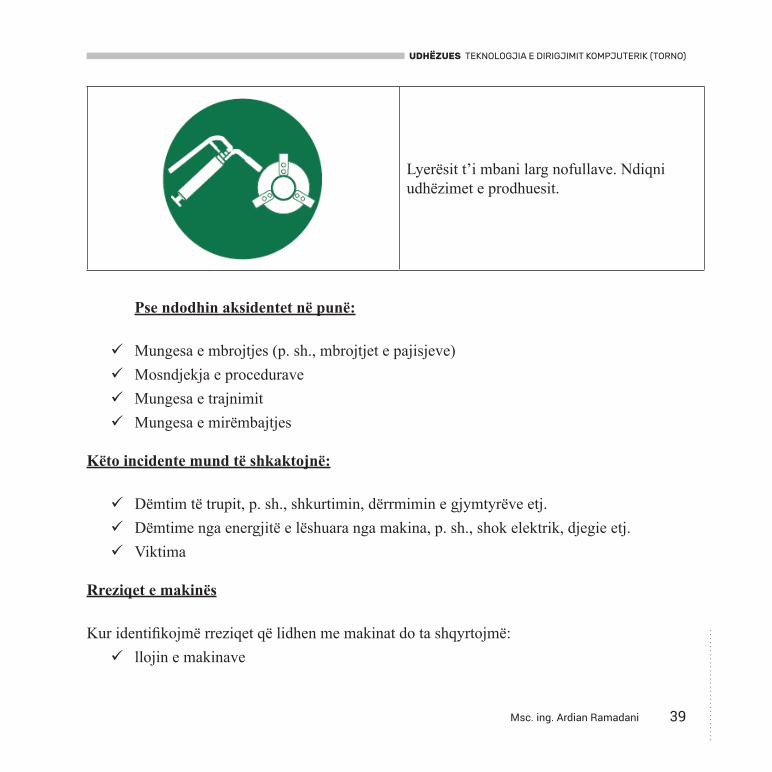
Simbolet e rekomanduara të veprimit - qarqet e gjelbra
Simbol Përshkrimi
Mbajini të mbyllura dyert e makinës.
Gjithmonë mbani syze ose syze sigurie kur jeni pranë një makine.Mbetjet në ajër mund të shkaktojnë dëmtime në sy.Mbani gjithmonë mbrojtje të dëgjimit kur jeni pranë një makine.Zhurma e makinës mund të kalojë 70 dBA.
Lexojeni dhe kuptojeni manualin e operatorit dhe udhëzimet e tjera rreth makinës suaj.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 39
Lyerësit t’i mbani larg nofullave. Ndiqni udhëzimet e prodhuesit.
Pse ndodhin aksidentet në punë:
üMungesa e mbrojtjes (p. sh., mbrojtjet e pajisjeve)üMosndjekja e proceduraveüMungesa e trajnimitüMungesa e mirëmbajtjes
Këto incidente mund të shkaktojnë:
üDëmtim të trupit, p. sh., shkurtimin, dërrmimin e gjymtyrëve etj.üDëmtime nga energjitë e lëshuara nga makina, p. sh., shok elektrik, djegie etj.üViktima
Rreziqet e makinës
Kur identifikojmë rreziqet që lidhen me makinat do ta shqyrtojmë:üllojin e makinave

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
40 Msc. ing. Ardian Ramadani
üparaqitjen e makinaveüi drejtuar, p. sh., energji elektrike, ajër etj.üparametrat operues, p. sh., shpejtësia, presioni, temperatura, madhësia e prerjes,
lëvizshmëria etj.ümaterialet për t’u përpunuar ose trajtuar üpozicionin e operatorit dhe kontrolletü qasjen për vendosjen e rregullimeve dhe mirëmbajtjesü faktorët e mjedisit, p. sh., pluhurin, tymin, zhurmën, temperaturën, lagështinë etj.ü kërkesat e operimit duke përfshirë atë që operatori duhet të bëjë.
Rreziqet tipike që lidhen me funksionimin e makinave përfshijnë:
ümekanike: p. sh., thyerje, prerje, therje ose shpimeüpresion i lartë i presionit të lëngjeveüshok elektriküzhurmë dhe dridhjeükontakt me ekstremet e temperaturësüergonomiütë tjerët
Vlerësimi i rrezikut për funksionimin e makinës
Hapat për vlerësimin e rrezikut:
Hapi 1: Identifikoni rreziqet
üNdarja e aktiviteteve
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 41
üIdentifikoni rreziqet dhe pasojat e secilit aktivitet
Hapi 2: Identifikoni kontrollet ekzistuese
üÇdo mbrojtje në vendüÇfarëdo procedure të shkruar për të kontrolluar ose zbutur rrezikun
Hapi 3: Vlerësoni nivelin e rrezikut
Hapi 4: Identifikoni nevojën për masa shtesë të kontrollitüCili është niveli i rrezikut me shqyrtimin e kontrolleve ekzistueseüRreziku i lartë duhet të reduktohet në të paktën rrezikun e mesëm para fillimit të
punës
Hapi 5: Caktoni personat përgjegjësüPersoni përgjegjës do të caktohet për çdo aktivitet të identifikuarüGjithashtu mund të vendoset afati kohor për aktivitetinüPersoni përgjegjës duhet ta sigurojë mbylljen efektive të veprimtarisë

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
42 Msc. ing. Ardian Ramadani
Masat e kontrollit
Llojet e masave të kontrollit të rreziqeve
üRuajtja e makinësüPërdorimi i pajisjeve, p. sh., sensor, porta etj.üPërdorimi i robotëve automatikë ose gjysmautomatikë üPërdorimi i veglave të prerjesüTrajnimi, procedurat etj.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 43
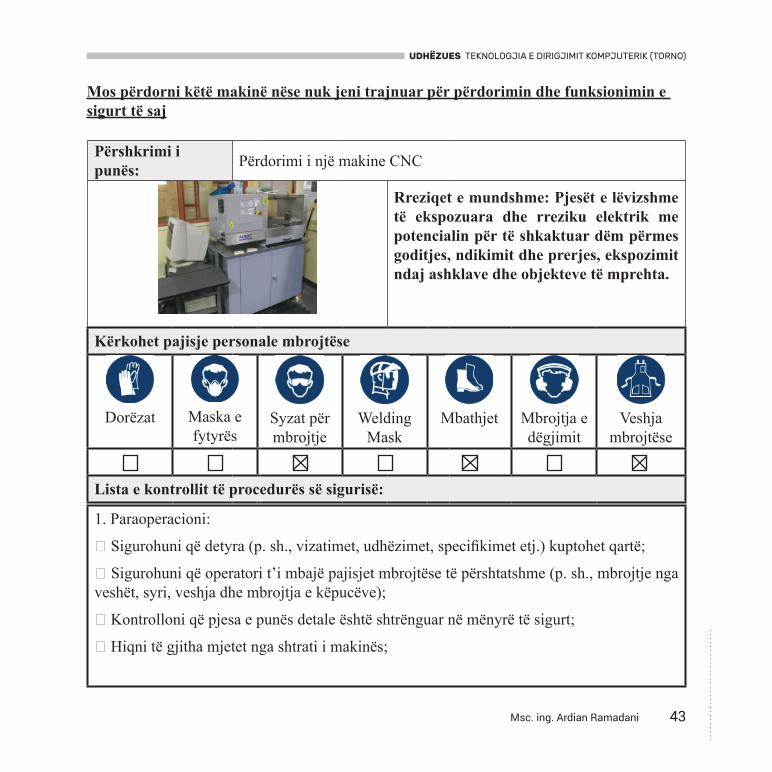
Mos përdorni këtë makinë nëse nuk jeni trajnuar për përdorimin dhe funksionimin e sigurt të saj
Përshkrimi i punës: Përdorimi i një makine CNC
Rreziqet e mundshme: Pjesët e lëvizshme të ekspozuara dhe rreziku elektrik me potencialin për të shkaktuar dëm përmes goditjes, ndikimit dhe prerjes, ekspozimit ndaj ashklave dhe objekteve të mprehta.
Kërkohet pajisje personale mbrojtëse
Dorëzat Maska e fytyrës
Syzat përmbrojtje
Welding Mask
Mbathjet Mbrojtja e dëgjimit
Veshja mbrojtëse
Lista e kontrollit të procedurës së sigurisë:
1. Paraoperacioni:
Sigurohuni që detyra (p. sh., vizatimet, udhëzimet, specifikimet etj.) kuptohet qartë;
Sigurohuni që operatori t’i mbajë pajisjet mbrojtëse të përshtatshme (p. sh., mbrojtje nga veshët, syri, veshja dhe mbrojtja e këpucëve);
Kontrolloni që pjesa e punës detale është shtrënguar në mënyrë të sigurt;
Hiqni të gjitha mjetet nga shtrati i makinës;
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
44 Msc. ing. Ardian Ramadani
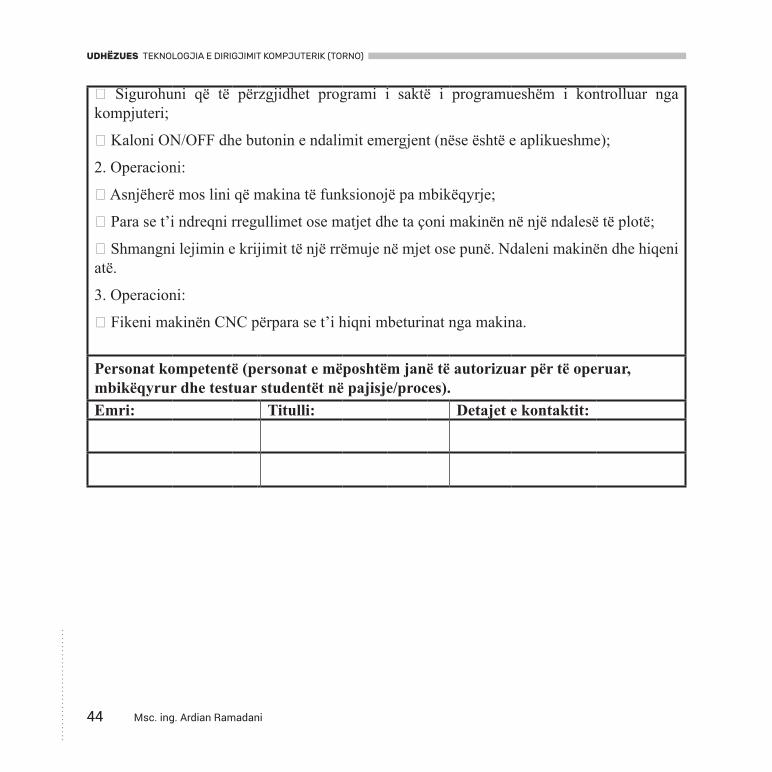
Sigurohuni që të përzgjidhet programi i saktë i programueshëm i kontrolluar nga kompjuteri;
Kaloni ON/OFF dhe butonin e ndalimit emergjent (nëse është e aplikueshme);
2. Operacioni:
Asnjëherë mos lini që makina të funksionojë pa mbikëqyrje;
Para se t’i ndreqni rregullimet ose matjet dhe ta çoni makinën në një ndalesë të plotë;
Shmangni lejimin e krijimit të një rrëmuje në mjet ose punë. Ndaleni makinën dhe hiqeni atë.
3. Operacioni:
Fikeni makinën CNC përpara se t’i hiqni mbeturinat nga makina.
Personat kompetentë (personat e mëposhtëm janë të autorizuar për të operuar, mbikëqyrur dhe testuar studentët në pajisje/proces).Emri: Titulli: Detajet e kontaktit:

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 45
3.0 PROGRAMIMI I MAKNAVE CNC
ME SOFTUERIN SWANSOFT CNC SIMULATION FANUC-0IT
Në kuadër të softuerit Swansoft CNC Simulation gjendet programi Fanuc 0iT me anë të të cilit nxënësit dhe studentët marrin njohuri për makinat tornuese CNC dhe për mënyrën e përdorimit. Nëpërmes këtij programi shkruajmë programin me kode përkatëse. Pamja vizuale e vërtetimit të programit, duke parë procesin e përpunimit sipas programit të dhënë, pastaj mundësia e ndryshimit të programit në rast të gabimit, mundëson zgjedhjen e copës punuese sipas dimensioneve përkatëse, zgjedhjen e veglave dhe ndryshimin e parametrave të tyre.
Programi Swansoft CNC Simulator instalohet në PC shumë lehtë si të gjithë softuerët (programet) e tjerë dhe brenda përmban modele të ndryshme të njësisë dirigjuese në makinën CNC. Pasi të klikojmë në ikonë hapet programi si në fig. 6, në dritaren dialoguese kemi mundësi ta bëjmë zgjedhjen e tipit të makinës CNC (fig. 7), klikojmë në shigjetën rënëse ku na shfaqen llojet e makinave CNC Torno dhe freza të ndryshme.
Fig. 6. Dritarja hyrëse e programit Swansoft CNC Simulation
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
46 Msc. ing. Ardian Ramadani
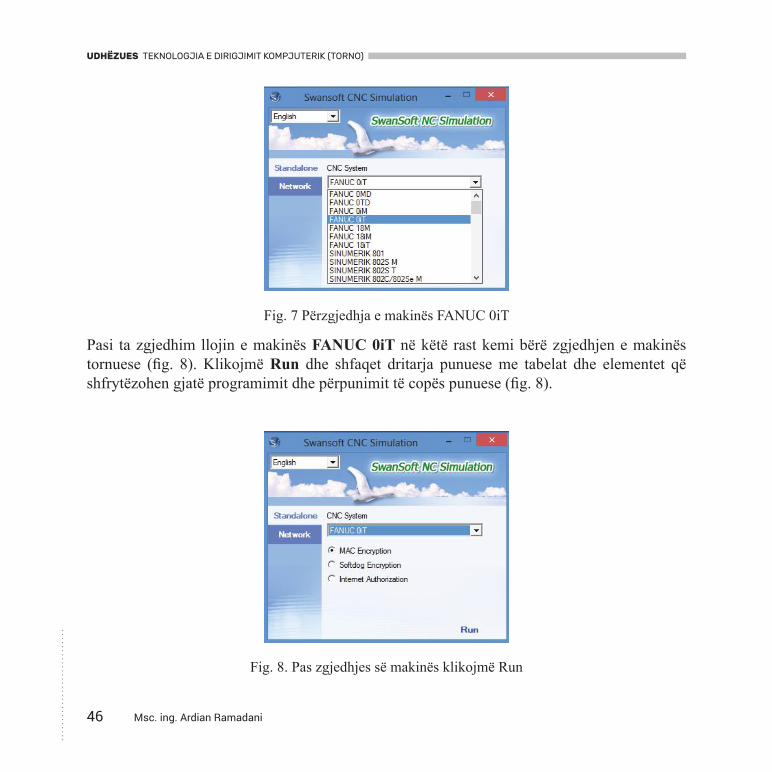
Fig. 7 Përzgjedhja e makinës FANUC 0iT
Pasi ta zgjedhim llojin e makinës FANUC 0iT në këtë rast kemi bërë zgjedhjen e makinës tornuese (fig. 8). Klikojmë Run dhe shfaqet dritarja punuese me tabelat dhe elementet që shfrytëzohen gjatë programimit dhe përpunimit të copës punuese (fig. 8).
Fig. 8. Pas zgjedhjes së makinës klikojmë Run

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 47
Në këtë dritare ekzistojnë menytë, shiritat, veglat, tabelat etj. Këto elemente përdoren sipas nevojave dhe operacioneve gjatë programimit dhe përpunimit të detaleve makinerike.
Në anën e majtë të dritares paraqitet shiriti i veglave Tools me pamje të paaktivizuar (fig. 9).
Fig. 9. Dritarja punuese e makinës FANUC 0iT CNC
Shiriti i veglave Tools dhe menytë pas hapjes së dritares janë joaktive. Që të aktivizohet shiriti i veglave Tools në makinën CNC të cilën e kemi zgjedhur duhet të ndezët makina sepse ajo është e fikur. Ndezja e makinës bëhet përmes butonit të kuq në tabelën e njësisë dirigjuese (fig. 10).
Fig. 10. Shiriti i veglave Tools dhe menytë
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
48 Msc. ing. Ardian Ramadani
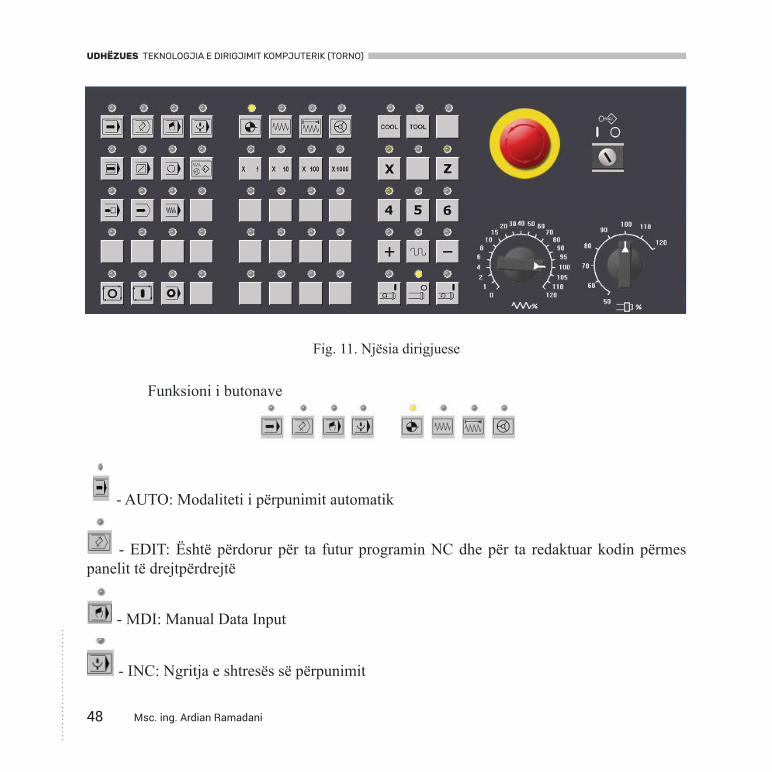
Fig. 11. Njësia dirigjuese
Funksioni i butonave
- AUTO: Modaliteti i përpunimit automatik
- EDIT: Është përdorur për ta futur programin NC dhe për ta redaktuar kodin përmes panelit të drejtpërdrejtë
- MDI: Manual Data Input
- INC: Ngritja e shtresës së përpunimit

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 49
- HND: Lëviz si në modalitetin e timonit të dorës
- JOG: Modaliteti manual lëviz vazhdimisht me dorë
- REF: Kthimi në pikën referuese
Kaloni programin e kontrollit në program të NC
- Fillimi i programit
- Ndaloni programin
- Fillimi manual i boshtit për korotacion
- Fillimi manual i boshtit për kthim
- Ndalimi manual

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
50 Msc. ing. Ardian Ramadani
Lëvizja manuale e makinës
Butonat për makina frezuese Butonat për makinën tornuse
Butoni për zgjedhjen e zmadhimit të shtresave prerëse me hap të vetëm
Kur zgjidhni boshtet e lëvizshme të makinës, distanca e një hapi është × 1-0.001 mm, × 10-0.01 mm, × 100-0.1 mm, × 1000-1 mm.
Shkalla e rregullimit të frekuencës (F).
Rregulloni shpejtësinë e futjes në drejtimin e programit, diapazonin e rregullimit: 0 ~ 120 %. Vendosni kursorin në çelës, klikoni butonin e majtë për rrotullim.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 51
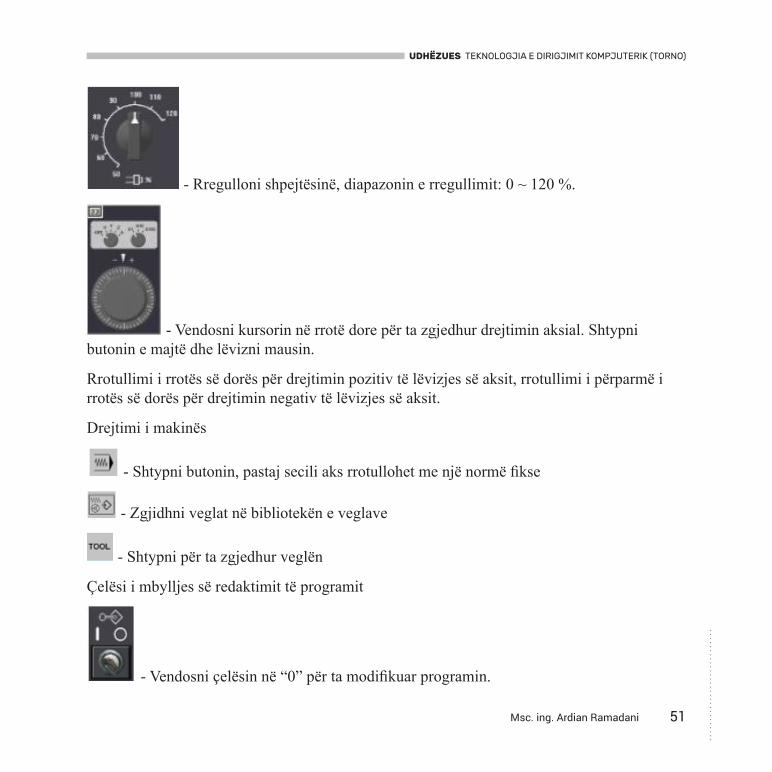
- Rregulloni shpejtësinë, diapazonin e rregullimit: 0 ~ 120 %.
- Vendosni kursorin në rrotë dore për ta zgjedhur drejtimin aksial. Shtypni butonin e majtë dhe lëvizni mausin.
Rrotullimi i rrotës së dorës për drejtimin pozitiv të lëvizjes së aksit, rrotullimi i përparmë i rrotës së dorës për drejtimin negativ të lëvizjes së aksit.
Drejtimi i makinës
- Shtypni butonin, pastaj secili aks rrotullohet me një normë fikse
- Zgjidhni veglat në bibliotekën e veglave
- Shtypni për ta zgjedhur veglën
Çelësi i mbylljes së redaktimit të programit
- Vendosni çelësin në “0” për ta modifikuar programin.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
52 Msc. ing. Ardian Ramadani
Rinisni programin
- Programi mund të fillojë nga blloku i specifikuar pas ndarjes së veglave
- Kyçja e çelësit të makinës
- Secili aks është i mbyllur dhe programi i vetëm mund të hapet pasi ta shtypni këtë çelës.
- M00 ndalet programi
- Butoni i ndalimit emergjent
Butonat e tastierës
Çelësi i numrit/letrës
Tastiera me butonat me numra përdoret për të futur të dhëna në rajonin e hyrjes (siç tregohet në grafikun e mëposhtëm).
Shtypni shift për ta zhvendosur modalitetin e hyrjes, për shembull: O-P, 7-A.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 53
Fig. 12. FANUC 0i-T (torno) futja e numrit dhe simbolit
Ndryshoni butonin
- Përmes këtij butoni ndryshohen apo zëvendësohen të dhënat
- Fshini të dhënat, fshini një program NC ose të gjitha programet
- Vendosni butonin. Futni zonën prapa kurorit me të dhëna që janë në rajonin e hyrjes
- Hiqeni çelësin. Hiqni të dhënat në rajonin e hyrjes
- Çelësi i kthimit & vijës së linjës
- Çelësi i lëndës së sipërme
Çelësi i ndryshimit të faqes
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
54 Msc. ing. Ardian Ramadani
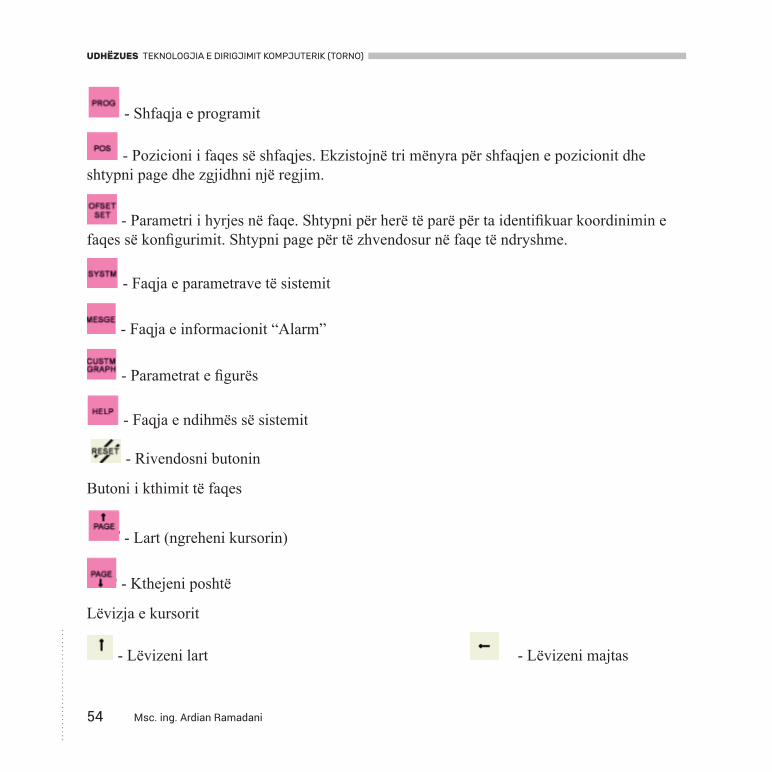
- Shfaqja e programit
- Pozicioni i faqes së shfaqjes. Ekzistojnë tri mënyra për shfaqjen e pozicionit dhe shtypni page dhe zgjidhni një regjim.
- Parametri i hyrjes në faqe. Shtypni për herë të parë për ta identifikuar koordinimin e faqes së konfigurimit. Shtypni page për të zhvendosur në faqe të ndryshme.
- Faqja e parametrave të sistemit
- Faqja e informacionit “Alarm”
- Parametrat e figurës
- Faqja e ndihmës së sistemit
- Rivendosni butonin
Butoni i kthimit të faqes
- Lart (ngreheni kursorin)
- Kthejeni poshtë
Lëvizja e kursorit
- Lëvizeni lart - Lëvizeni majtas
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 55
- Lëvizeni poshtë - Lëvizeni djathtas
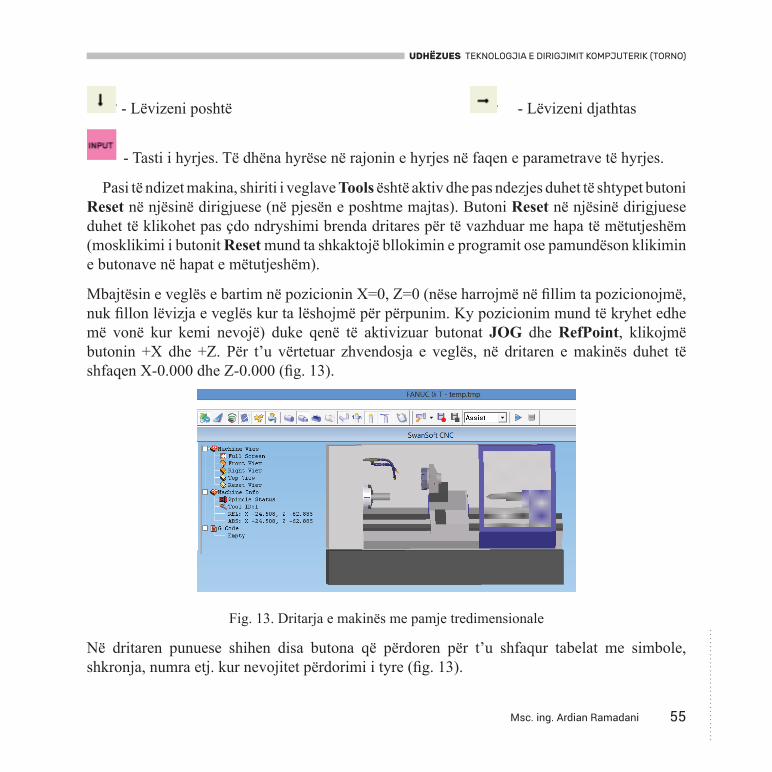
- Tasti i hyrjes. Të dhëna hyrëse në rajonin e hyrjes në faqen e parametrave të hyrjes.
Pasi të ndizet makina, shiriti i veglave Tools është aktiv dhe pas ndezjes duhet të shtypet butoni Reset në njësinë dirigjuese (në pjesën e poshtme majtas). Butoni Reset në njësinë dirigjuese duhet të klikohet pas çdo ndryshimi brenda dritares për të vazhduar me hapa të mëtutjeshëm (mosklikimi i butonit Reset mund ta shkaktojë bllokimin e programit ose pamundëson klikimin e butonave në hapat e mëtutjeshëm).
Mbajtësin e veglës e bartim në pozicionin X=0, Z=0 (nëse harrojmë në fillim ta pozicionojmë, nuk fillon lëvizja e veglës kur ta lëshojmë për përpunim. Ky pozicionim mund të kryhet edhe më vonë kur kemi nevojë) duke qenë të aktivizuar butonat JOG dhe RefPoint, klikojmë butonin +X dhe +Z. Për t’u vërtetuar zhvendosja e veglës, në dritaren e makinës duhet të shfaqen X-0.000 dhe Z-0.000 (fig. 13).
Fig. 13. Dritarja e makinës me pamje tredimensionale
Në dritaren punuese shihen disa butona që përdoren për t’u shfaqur tabelat me simbole, shkronja, numra etj. kur nevojitet përdorimi i tyre (fig. 13).
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
56 Msc. ing. Ardian Ramadani
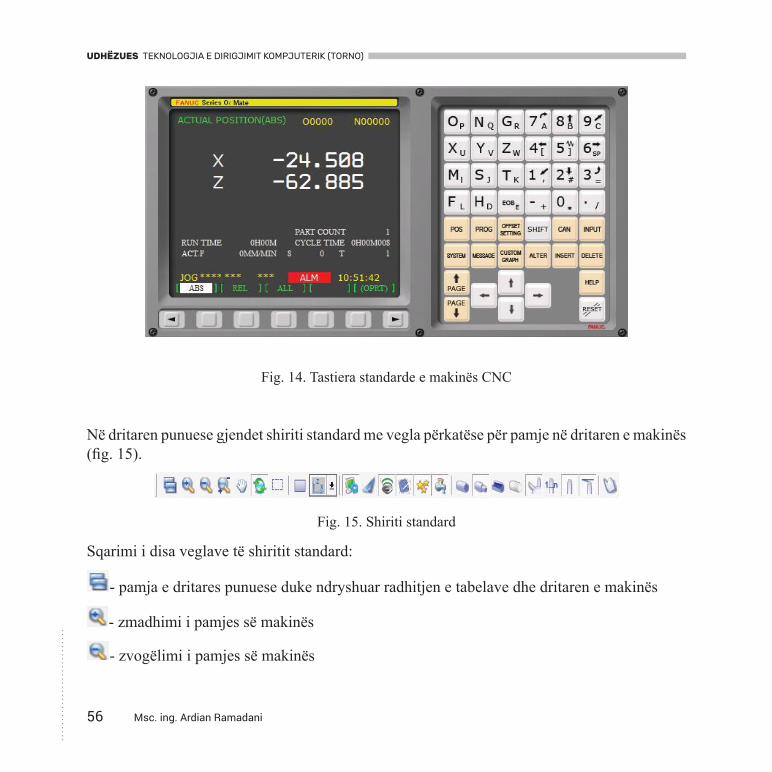
Fig. 14. Tastiera standarde e makinës CNC
Në dritaren punuese gjendet shiriti standard me vegla përkatëse për pamje në dritaren e makinës (fig. 15).
Fig. 15. Shiriti standard
Sqarimi i disa veglave të shiritit standard:
- pamja e dritares punuese duke ndryshuar radhitjen e tabelave dhe dritaren e makinës
- zmadhimi i pamjes së makinës
- zvogëlimi i pamjes së makinës

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 57
- zhvendosja e pozitës së makinës
- zmadhimi duke selektuar pjesën e veçantë të makinës
- pamja dydimensionale e dritares së makinës
- pamja e makinës sipas projeksioneve
- pamja dhe largimi i kornizës së makinës
- zëri i makinës
- treguesi i pozitës së veglës
- vajosësit (lubrifikuesit)
- pamja apo largimi i copës punuese në makinë
- pamja e prerjes tërthore të copës punuese
- pamja transparente e copës punuese
- pamja e instrumentit metalprerës
- pamja e vizave që tregojnë rrugën e IMP-së
Sqarimi i disa veglave në shiritin Tools:
- NC kode të reja
- hapja e fajlleve me NC kodet
- ruajtja në fajllin ekzistues

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
58 Msc. ing. Ardian Ramadani
- ruajtja në fajllin e përshtatur
- përshtatja e parametrave të makinës
- zgjedhja dhe përshtatja e veglës
- shfaqja dhe fshehja e kornizës së makinës në pamjen tredimensionale
- përshtatja e copës punuese
- përshtatja e veglës apo instrumentit prerës
- mbyllja dhe hapja e derës së makinës
- zhvendosja e copës punuese jashtë kokës shtrënguese
- zhvendosja e copës punuese brenda kokës shtrënguese

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 59
3.1. PËRSHTATJA E VEGLËS
Për ta përshtatur IMP përdorim veglën Tools Management në shiritin Tools dhe paraqitet dritarja e dialogut me të njëjtin emër (fig. 16). Në këtë dritare mundësohet zgjedhja e veglës, përmirësimi i parametrave të veglës, vendosja e veglës në magazinën përkatëse të mbajtësit të veglës.
Fig. 16. Dritarja e zgjedhjes së veglave
Në hapësirën Tool të kësaj dritare janë radhitur disa vegla që mund të zgjidhen për vendosje në magazinë. Gjatë selektimit në anën e djathtë shfaqet pamja e veglës së selektuar.
Për t’i zgjedhur veglat selektojmë veglën përkatëse sipas numrit 001, 002, 003 etj. Cilado që përshtatet klikojmë Add to tool turret (fig. 15a), selektojmë stacionin për vendosje (p. sh., Tool Station1), vegla vendoset në magazinë dhe shfaqet në hapësirën Tool Magazine (fig. 10b).

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
60 Msc. ing. Ardian Ramadani
Fig. 17 (a, b)
Nëse nuk gjendet vegla e përshtatshme me IMP përkatëse në hapësirën Tool, atëherë brenda dritares për zgjedhjen e veglave klikojmë butonin Add, i cili shfaq dritaren ku gjenden llojet e veglave. Në këtë dritare zgjedhet vegla përkatëse dhe përcaktohen parametrat e nevojshëm për përpunim, pastaj klikojmë butonin OK për bartje në hapësirën Tool për zgjedhje të veglës (fig. 18). Vegla vendoset në hapësirën Tool sipas numrit radhitës pas veglës së fundit.
Fig. 18. Dritarja ADD TOOL

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 61
Editimi i veglës së veçantë që gjendet në hapësirën Tool realizohet në atë mënyrë që pasi të selektohet vegla, klikojmë butonin Edit dhe paraqitet dritarja e njëjtë si në fig. 18. Ndryshojmë parametrat dhe klikojmë butonin OK.
Për ta larguar nga magazina, klikojmë veglën e vendosur në magazinë. Brenda hapësirës Tool Magazine klikojmë butonin Remove në dritaren Tool Magazine Management.
Rezyme:
- Klikohet vegla Tool Manegement në shiritin Tools- Hapet dritarja Tool Magazine Management- Selektohet vegla përkatëse në hapësirën Tool- Selektohet butoni Add Tool Turred- Zgjedhet magazina për vendosje të veglës- Pasi të bartet vegla në hapësirën e magazinës Tool Magazine klikohet OK

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
62 Msc. ing. Ardian Ramadani
3.2. PËRSHTATJA E COPËS PUNUESE
Copa punuese mund të përshtatet në veglën Workpiece Setup brenda shiritit Tool i cili përmban opsionet Stock Size, Turn Workpiece Around, Adjust Coolant, Rapid Position. Zgjedhim opsionin Stock Size, paraqitet dritarja e dialogut e cila përmban opsionet përzgjedhëse të copës punuese (fig. 19). Në pjesën ku është dhënë dimensionimi me emrin Workpiece Size bëhet përcaktimi i dimensioneve të copës punuese dhe gjatësia (Length), diametri i jashtëm (Diameter), diametri i brendshëm (Inside Diameter). Në butonin Load Workpiece File na mundësohet hapja e fajllit i cili përmban dimensionet e përshtatura që janë ruajtur brenda fajllit. Në butonin Workpiece Material zgjedhim materialin e copës punuese. Opsioni Replace Workpiece mundëson ndërrimin e copës punuese të mëparshme me një copë punuese të re.
Pasi të përshtatet copa punuese klikojmë butonin OK për t’i aktivizuar ndryshimet e bëra. Ndryshimet e copës punuese mund të bëhen kur të dëshirojmë brenda kohës që jemi duke punuar.
Fig. 19. Dritarja workpiece setup

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 63
3.3. DRITARJA E MAKINËS
Në këtë dritare makina paraqitet në 3D, me pamje të ndryshme dhe këto pamje ndryshohen sipas nevojës. Në fig. 20 është paraqitur pamja tredimensionale e makinës me tërë elementet e saj.
Fig. 20. Pamja 3D e makinës me kornizë
Nëse dëshirojmë që pamja e elementeve lëvizëse të shihet më qartë, atëherë mund ta largojmë kornizën e makinës dhe pamja e tyre duket më e qartë (fig. 21). Kjo realizohet me butonin Show Machine brenda shiritit Standard.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
64 Msc. ing. Ardian Ramadani
Fig. 21. Pamja e makinës tredimensionale pa kornizë
Për t’i shfaqur ftohësit përdorim veglën Show Coolent në shiritin Standard dhe pamja duket si në fig. 22. Deaktivizimi i ftohjes bëhet në të njëjtën vegël.
Fig. 22. Pamja e ftohësit
Pamja e brendshme e prerjes tërthore të copës punuese mund të shihet me veglën Section View në shiritin Standard (fig. 23). Deaktivizimi i prerjes tërthore bëhet në të njëjtën vegël.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 65
Fig. 23. Pamja e prerjes tërthore të copës punuese
Nëse dëshirojmë të shohim IMP e cila është përzgjedhur, përdorim veglën Show Tools në shiritin Standard dhe pamja e veglës shihet si në fig. 24. Deaktivizimi bëhet në të njëjtën vegël.
Fig. 24. Pamja e IMP në mbajtësin automatik të veglës
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
66 Msc. ing. Ardian Ramadani
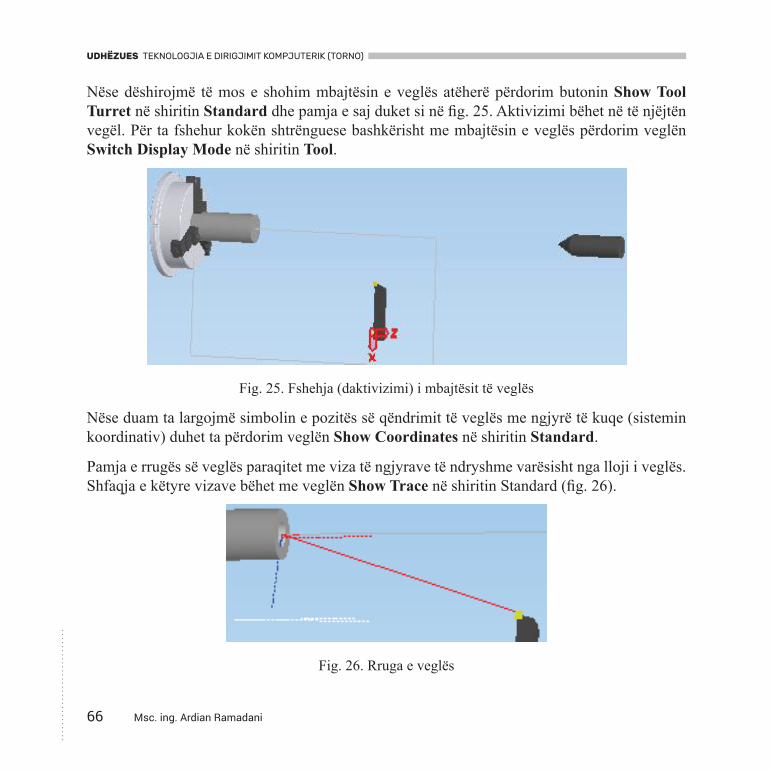
Nëse dëshirojmë të mos e shohim mbajtësin e veglës atëherë përdorim butonin Show Tool Turret në shiritin Standard dhe pamja e saj duket si në fig. 25. Aktivizimi bëhet në të njëjtën vegël. Për ta fshehur kokën shtrënguese bashkërisht me mbajtësin e veglës përdorim veglën Switch Display Mode në shiritin Tool.
Fig. 25. Fshehja (daktivizimi) i mbajtësit të veglës
Nëse duam ta largojmë simbolin e pozitës së qëndrimit të veglës me ngjyrë të kuqe (sistemin koordinativ) duhet ta përdorim veglën Show Coordinates në shiritin Standard.
Pamja e rrugës së veglës paraqitet me viza të ngjyrave të ndryshme varësisht nga lloji i veglës. Shfaqja e këtyre vizave bëhet me veglën Show Trace në shiritin Standard (fig. 26).
Fig. 26. Rruga e veglës
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 67
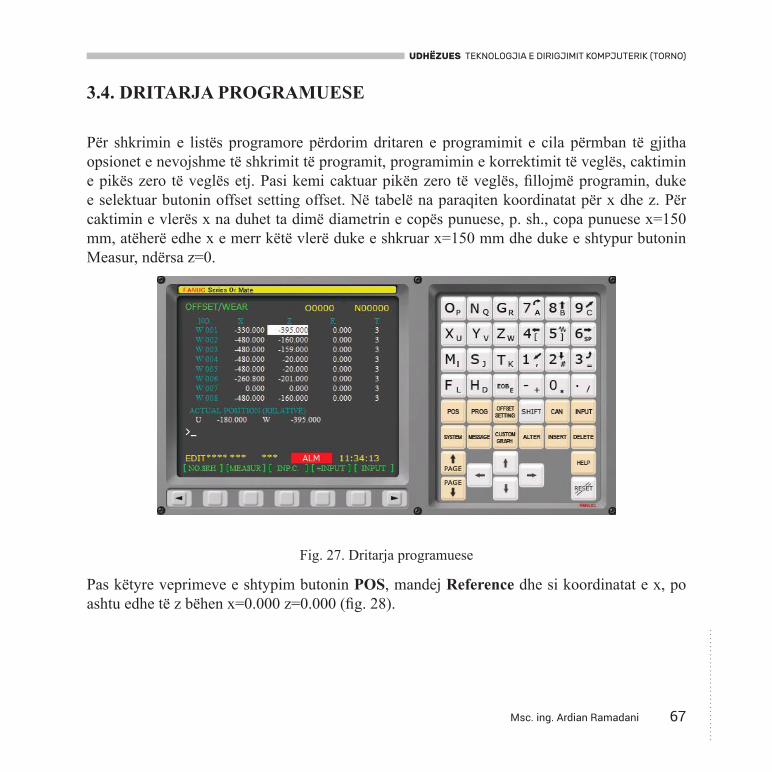
3.4. DRITARJA PROGRAMUESE
Për shkrimin e listës programore përdorim dritaren e programimit e cila përmban të gjitha opsionet e nevojshme të shkrimit të programit, programimin e korrektimit të veglës, caktimin e pikës zero të veglës etj. Pasi kemi caktuar pikën zero të veglës, fillojmë programin, duke e selektuar butonin offset setting offset. Në tabelë na paraqiten koordinatat për x dhe z. Për caktimin e vlerës x na duhet ta dimë diametrin e copës punuese, p. sh., copa punuese x=150 mm, atëherë edhe x e merr këtë vlerë duke e shkruar x=150 mm dhe duke e shtypur butonin Measur, ndërsa z=0.
Fig. 27. Dritarja programuese
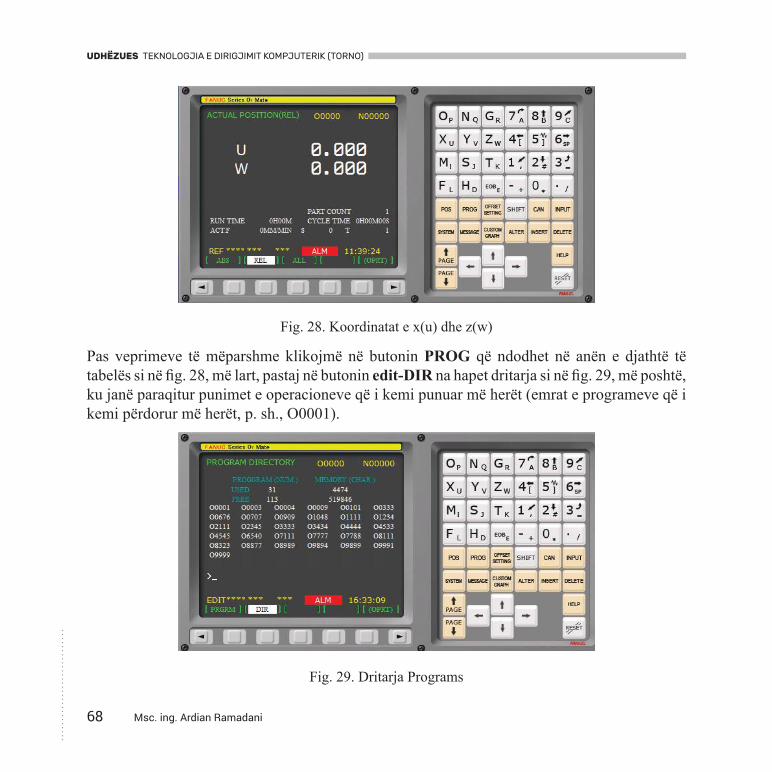
Pas këtyre veprimeve e shtypim butonin POS, mandej Reference dhe si koordinatat e x, po ashtu edhe të z bëhen x=0.000 z=0.000 (fig. 28).
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
68 Msc. ing. Ardian Ramadani
Fig. 28. Koordinatat e x(u) dhe z(w)
Pas veprimeve të mëparshme klikojmë në butonin PROG që ndodhet në anën e djathtë të tabelës si në fig. 28, më lart, pastaj në butonin edit-DIR na hapet dritarja si në fig. 29, më poshtë, ku janë paraqitur punimet e operacioneve që i kemi punuar më herët (emrat e programeve që i kemi përdorur më herët, p. sh., O0001).
Fig. 29. Dritarja Programs

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 69
Për ta filluar programimin që e kemi punuar më herët shkruajmë, p. sh., emërtimin e programit O0001 dhe do të na hapet programi i mëhershëm nëse zgjedhim që ta bëjmë programimin e një të riu duhet bërë emërtimi me një kusht që mos të përshtatet emërtimi me një emër të programit që është punuar më herët. E shkruajmë një emërtim të ri, p. sh., O4894 dhe shtypin butonin e shigjetës nga ana e djathtë ose shigjetën me drejtim teposhtë (fig. 30).
Fig. 30. Dritarja e përshkrimit të programit
Në hapësirën për shkrimin e programit përshkruhet tërë lista programore e cila parashihet në planin e përpunimit apo tekniko-teknologjike. Një shembull konkret është paraqitur në fig. 31.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
70 Msc. ing. Ardian Ramadani
Fig. 31. Përshkrimi i programit Fig. 32. Aktivizimi i programit
Gjatë përshkrimit të programit dhe pas çdo ndryshmi duhet ta klikojmë butonin RESET në njësinë dirigjuese, që mos të shkaktohet bllokimi i dritares dhe mosfunksionimi i programit, njëkohësisht bëhet edhe ruajtja e programit me klikimin e këtij butoni. Pas çdo ndryshimi duhet të shtypet butoni Reset.
Pas përfundimit shtypim butonin Close Editor. Klikojmë Program Select për ta aktivizuar programin, njëkohësisht programi kalon në sipërfaqen e dritares së makinës. Përderisa nuk kalon përshkrimi i programit në dritaren e makinës nuk është aktiv ky program. Në figurën e mëposhtme paraqitet pamja e programit aktiv në dritaren e makinës.
Aktivizimi i çdo programi bëhet kur gjendemi në dritaren dhe përmes shigjetave orientuese të tastierës selektohet emri i programit që dëshirohet të aktivizohet, pastaj klikohet butoni Program Selekt. Për editimin e programit, pasi të selektohet, klikohet tasti Enter dhe hapet dritarja ku është përshkruar programi.
Rezume:
- Klikohet në Programs

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 71
- Klikohet në Edit- Klikohet në DIR- Për program të ri bëhet emërtimi i programit, p. sh., O4894- Për programin që e kemi punuar më herët shkruhet vetëm emri i programit- Klikohet butoni i shigjetës së djathtë dhe fillojmë programin
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
72 Msc. ing. Ardian Ramadani
3.5. KORREKTIMI, POZICIONIMI I VEGLËS
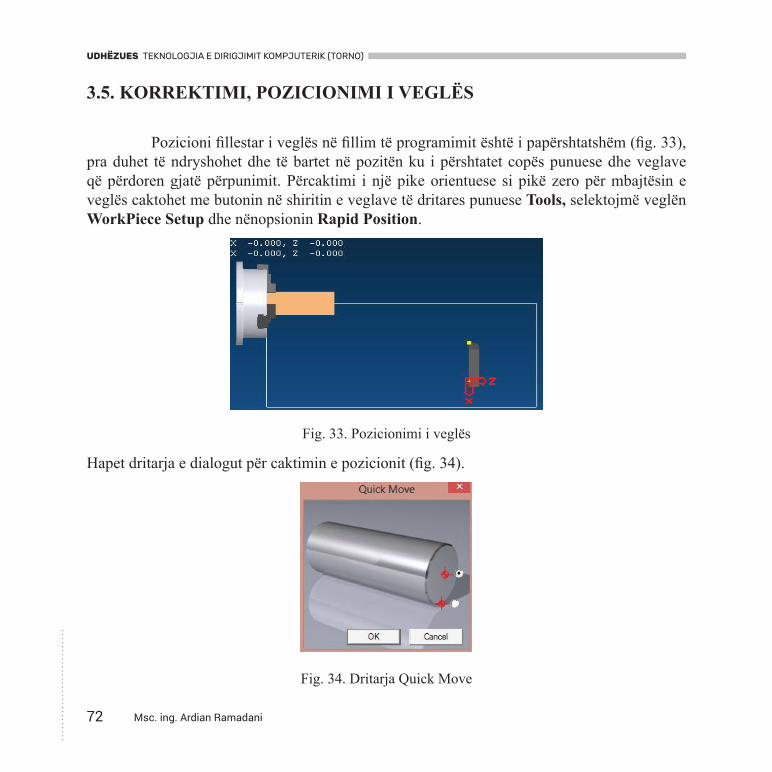
Pozicioni fillestar i veglës në fillim të programimit është i papërshtatshëm (fig. 33), pra duhet të ndryshohet dhe të bartet në pozitën ku i përshtatet copës punuese dhe veglave që përdoren gjatë përpunimit. Përcaktimi i një pike orientuese si pikë zero për mbajtësin e veglës caktohet me butonin në shiritin e veglave të dritares punuese Tools, selektojmë veglën WorkPiece Setup dhe nënopsionin Rapid Position.
Fig. 33. Pozicionimi i veglës
Hapet dritarja e dialogut për caktimin e pozicionit (fig. 34).
Fig. 34. Dritarja Quick Move

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 73
Pozicionohemi në qendër të copës punuese për t’i vërtetuar të dy dimensionet X dhe Z nga pika paraprake deri në pikën 0-0 (fig. 35).
Fig. 35. Pozicionimi në qendër të copës punuese
Lëvizja manuale e veglës: vegla mund të lëvizë edhe me metodën manuale duke përdorur rrotën lëvizëse si në fig. 36. Aktivizimi i lëvizësit bëhet me shigjetën për aktivizim (shigjeta e dyfishtë në anën e majtë). Duke klikuar në shigjetë, kur shigjeta qëndron e orientuar majtas çaktivizohet, kur shigjeta qëndron djathtas aktivizohet lëvizësi.
Fig. 36. Lëvizësi manual i veglës

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
74 Msc. ing. Ardian Ramadani
Rrota përmban anët negative dhe pozitive që tregon kahun e lëvizjes. Dy përshtatësit që gjenden mbi rrotën lëvizëse përdoren për ta orientuar drejtimin aksial të lëvizjes X, Y, Z dhe shpejtësinë e lëvizjes X1, X10, X100. Kur kemi të bëjmë me përmasa të vogla është mirë të përdoret shpejtësia X1 për ta kontrolluar lëvizjen më mirë dhe më saktë. Lëvizja bëhet në drejtime aksiale të veçanta, do të thotë duke zgjedhur drejtimet aksiale në veçanti.
Matja e pjesës së punuar. Pasi të jetë punuar pjesa, duhet të vërtetohen përmasat që janë fituar. Kjo matje mundësohet përmes menysë Measure. Në këtë meny gjenden nënmenytë që shfaqin opsionet e matjeve, me matësin sqepar në përmasa të sakta. Opsionet janë: Measure Path, Feature Point, Feature Line, Measure Distance, Roughness Distribution, Exit Measure.
Në opsionin Measure Path paraqitet rruga e lëvizjes së veglës dhe lista programore (fig. 37). Në diagram vijat e plota tregojnë përpunimin e pjesës, vijat e ndërprera tregojnë lëvizjen boshe, nëse kemi ngjyrat e ndryshme tregojnë instrumentet e ndryshme.
Fig. 37. Dritarja Measure Path
Opsioni Feature Point bën matjen e pjesës së punuar nëpër pikat e veçanta. Me klikimin në këtë opsion paraqitet në dritare pjesa e punuar me pika të veçanta për matje, konkretisht në profilet ku është ndryshuar përmasa e pjesës punuese. Matësi sqepar paraqet përmasën e pikës kur ofrohemi në pikën përkatëse përmes mausit. Kur pika merr ngjyrën e bardhë tregon se jemi në pikën e zgjedhur dhe përmasa paraqitet mbi copën punuese ku shkruan Feature Point: Z 25.40, D 52.70.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 75
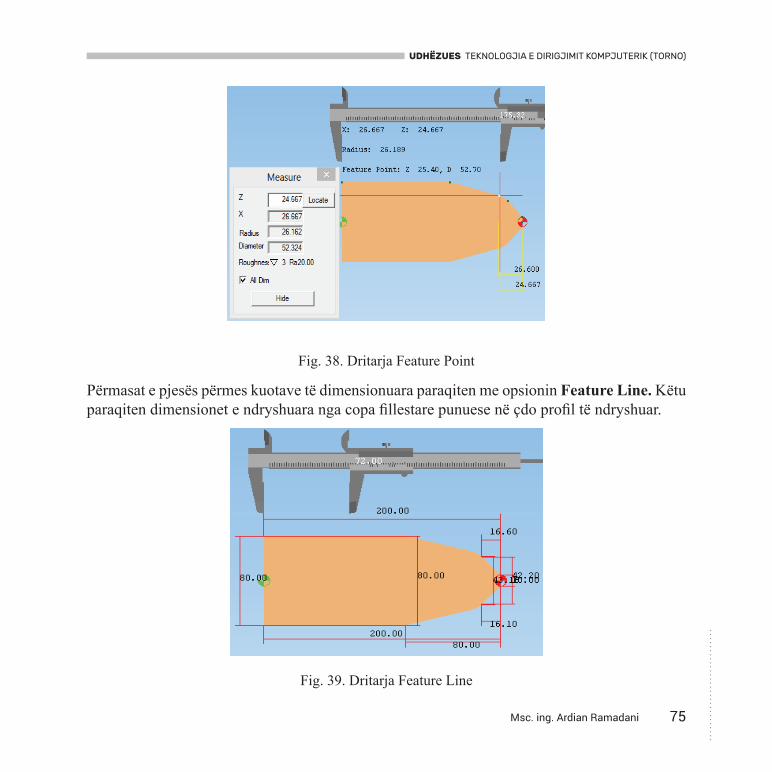
Fig. 38. Dritarja Feature Point
Përmasat e pjesës përmes kuotave të dimensionuara paraqiten me opsionin Feature Line. Këtu paraqiten dimensionet e ndryshuara nga copa fillestare punuese në çdo profil të ndryshuar.
Fig. 39. Dritarja Feature Line

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
76 Msc. ing. Ardian Ramadani
Për t’i vërtetuar distancat nga një pikë në pikën tjetër përdorim opsionin Measure Distance. Në këtë dritare paraqiten pikat në çdo profil të ndryshuar dhe për ta vërtetuar distancën nga një pikë e çfarëdoshme të këtyre pikave selektojmë pikën që merr ngjyrë të bardhë (fig. 40a), pastaj selektojmë pikën deri ku dëshirojmë distancën (fig. 40b). Dimensionet e pikës së parë paraqiten në Point 1 dhe dimensionet e pikës së dytë në Point 2, kurse distanca nga pika e parë në pikën e dytë tregohet në vijën që bashkon dy pikat (fig. 40b).
Fig. 40. Dritarja Measure Distance a-pika 1, b-pika 2
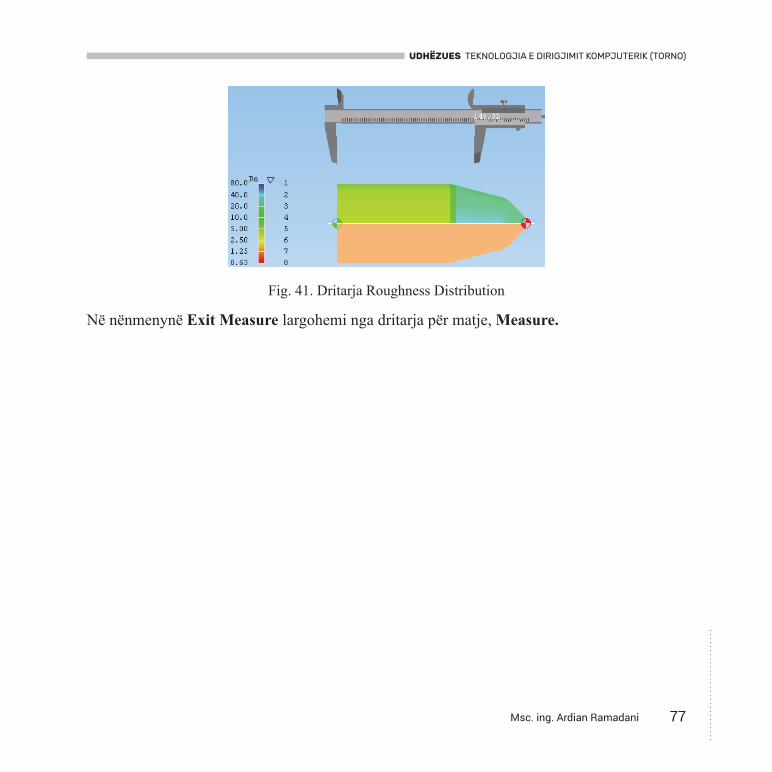
Nëse dëshirojmë ta shohim ndryshimin e formës së pjesës punuese sipas ngjyrave përdorim opsionin Roughness Distribution. Në këtë opsion ngjyra do ta dallojë ndryshimin e formës dhe në anën e majtë paraqiten përmasat sipas ndryshimit të ngjyrave (fig. 41).
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 77
Fig. 41. Dritarja Roughness Distribution
Në nënmenynë Exit Measure largohemi nga dritarja për matje, Measure.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
78 Msc. ing. Ardian Ramadani
4.0. SISTEMI KOORDINATIV
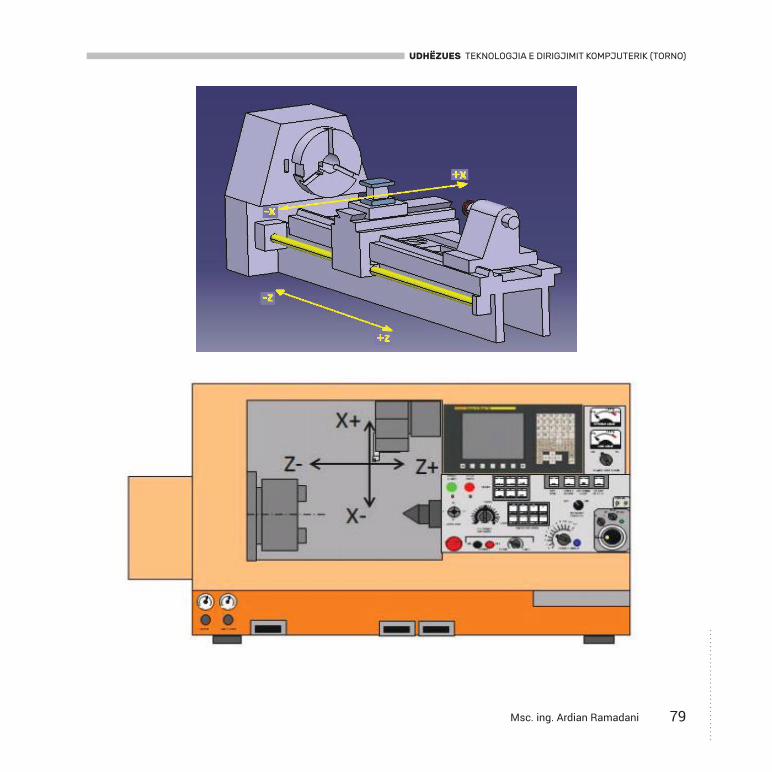
Te tornot sistemi koordinativ është dyaksësh, në aksin e copës punuese gjendet aksi Z, ndërsa në atë normal me aksin e copës punuese gjendet aksi X. Aksi pozitiv X mund të jetë i vendosur në njërin ose në krahun tjetër çka varet nga pozita e instrumentit prerës, gjegjësisht nga koka revolver në raport me copën punuese. Koordinatat me parashenjën negative (-x, -y) shënojnë lëvizjen e instrumentit prerës kah copa punuese, ndërsa parashenja pozitive do të thotë zhvendosje e instrumentit metalprerës prej copës punuese.
Caktimi i drejtimit pozitiv të sistemit koordinativ gjendet me pozitën e gishtave të dorës së djathtë, gjegjësisht me gishtin e madh tregohet drejtimi pozitiv i aksit X, gishti i mesëm tregon drejtimin - kahun pozitiv të aksit Z.Përdorim sistemin koordinativ kënddrejtë të orientuar djathtas.
Fig. 42. Sistemi koordinativ kënddrejtë i orientuar djathtas
.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 79
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
80 Msc. ing. Ardian Ramadani
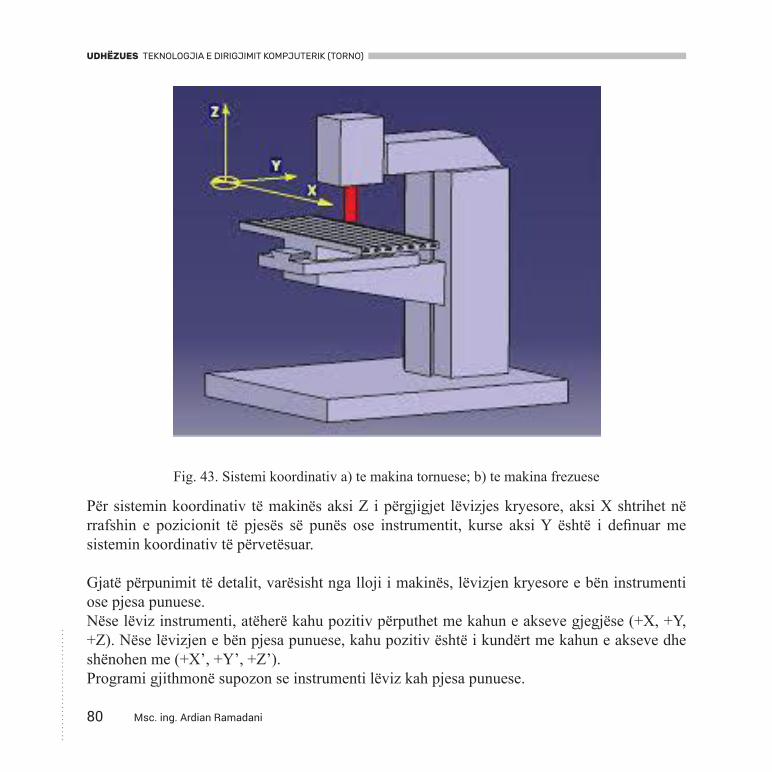
Fig. 43. Sistemi koordinativ a) te makina tornuese; b) te makina frezuese
Për sistemin koordinativ të makinës aksi Z i përgjigjet lëvizjes kryesore, aksi X shtrihet në rrafshin e pozicionit të pjesës së punës ose instrumentit, kurse aksi Y është i definuar me sistemin koordinativ të përvetësuar.
Gjatë përpunimit të detalit, varësisht nga lloji i makinës, lëvizjen kryesore e bën instrumenti ose pjesa punuese. Nëse lëviz instrumenti, atëherë kahu pozitiv përputhet me kahun e akseve gjegjëse (+X, +Y, +Z). Nëse lëvizjen e bën pjesa punuese, kahu pozitiv është i kundërt me kahun e akseve dhe shënohen me (+X’, +Y’, +Z’). Programi gjithmonë supozon se instrumenti lëviz kah pjesa punuese.
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 81
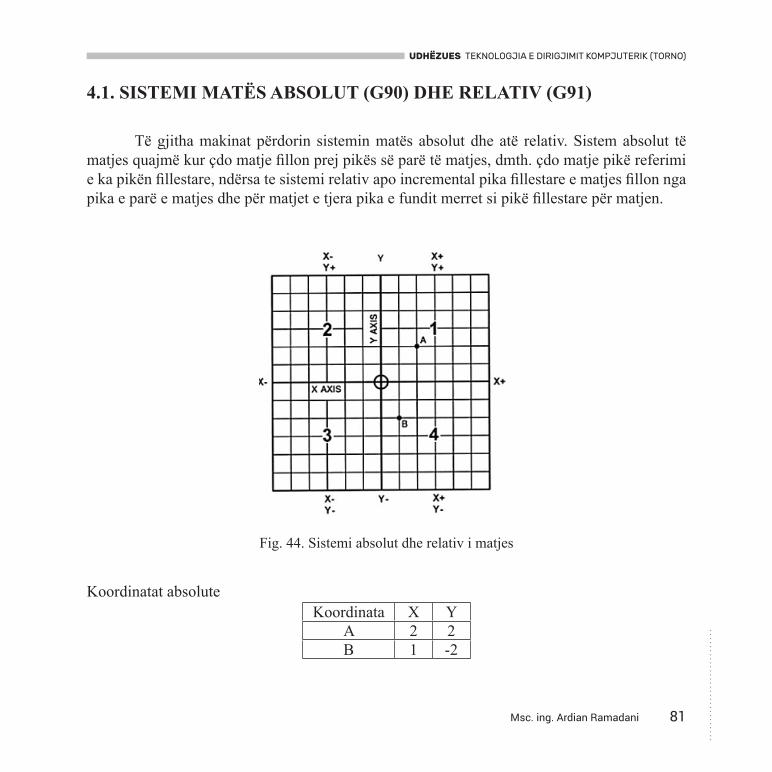
4.1. SISTEMI MATËS ABSOLUT (G90) DHE RELATIV (G91)
Të gjitha makinat përdorin sistemin matës absolut dhe atë relativ. Sistem absolut të matjes quajmë kur çdo matje fillon prej pikës së parë të matjes, dmth. çdo matje pikë referimi e ka pikën fillestare, ndërsa te sistemi relativ apo incremental pika fillestare e matjes fillon nga pika e parë e matjes dhe për matjet e tjera pika e fundit merret si pikë fillestare për matjen.
Fig. 44. Sistemi absolut dhe relativ i matjes
Koordinatat absolute
Koordinata X YA 2 2B 1 -2
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
82 Msc. ing. Ardian Ramadani
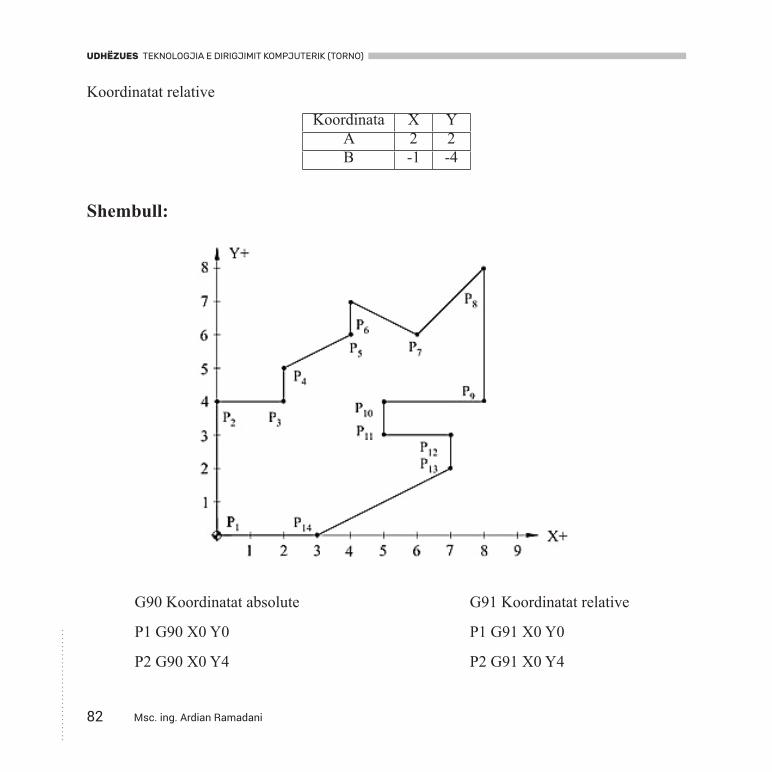
Koordinatat relative
Koordinata X YA 2 2B -1 -4
Shembull:
G90 Koordinatat absolute G91 Koordinatat relative
P1 G90 X0 Y0 P1 G91 X0 Y0
P2 G90 X0 Y4 P2 G91 X0 Y4

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 83
P3 G90 X2 Y4 P3 G90 X2 Y0
P4 G90 X2 Y5 P4 G91 X0 Y1
P5 G90 X4 Y6 P5 G91 X2 Y1
P6 G90 X4 Y7 P6 G91 X0 Y1
P7 G90 X6 Y6 P7 G91 X2 Y-1
P8 G90 X8 Y8 P8 G91 X2 Y2
P9 G90 X8 Y4 P9 G91 X0 Y-4
P10 G90 X5 Y4 P10 G91…
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
84 Msc. ing. Ardian Ramadani
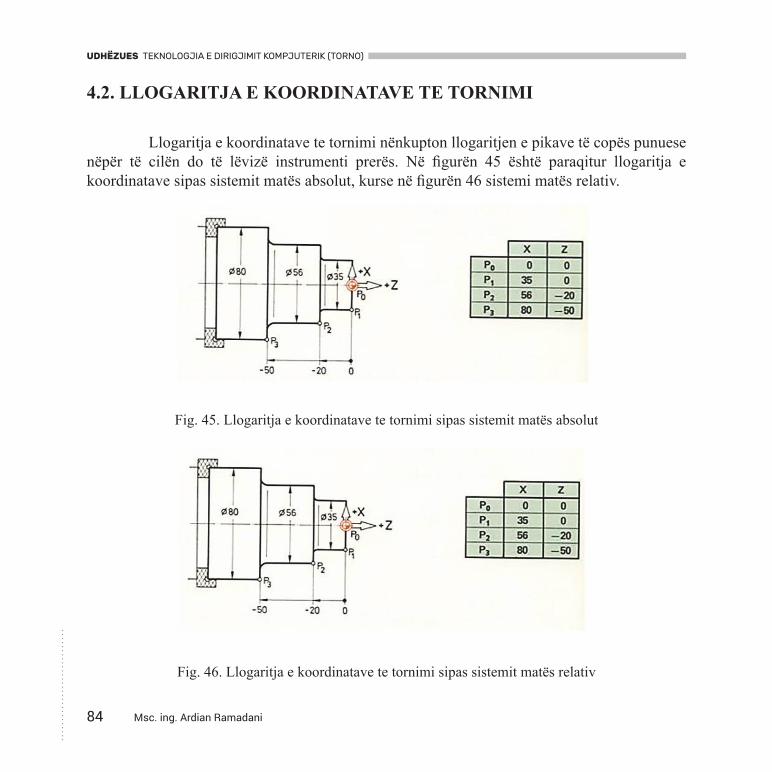
4.2. LLOGARITJA E KOORDINATAVE TE TORNIMI
Llogaritja e koordinatave te tornimi nënkupton llogaritjen e pikave të copës punuese nëpër të cilën do të lëvizë instrumenti prerës. Në figurën 45 është paraqitur llogaritja e koordinatave sipas sistemit matës absolut, kurse në figurën 46 sistemi matës relativ.
Fig. 45. Llogaritja e koordinatave te tornimi sipas sistemit matës absolut
Fig. 46. Llogaritja e koordinatave te tornimi sipas sistemit matës relativ

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 85
4.3. PIKAT KARAKTERISTIKE TË HAPËSIRËS PUNUESE TE MAKINAT ME DIRIGJIM KOMPJUTERIK CNC MAKINAT
Pikat karakteristike në hapësirën punuese te makinat me dirigjim kompjuterik apo në CNC makina janë:
1. R – pika zero referente2. F – pika zero e rrëshqitësit3. B – pika fillestare4. M – pika zero e makinës 5. A – pika e pozicionimit 6. W– pika zero e copës punuese7. P – maja e thikës
XFP, ZFP – koordinata e rregullimit të instrumentit XWP, ZWP – pozita e IMP në sistemin koordinativ të pjesës punuese në fillim të programit XBR, ZBR – distanca ndërmjet pikës fillestare dhe pikës zero referuese XMR, ZMR – distanca ndërmjet pikës zero të makinës dhe pikës zero referente ZMW – distanca ndërmjet pikës zero të makinës dhe pikës zero të pjesës punuese
W - pika zero e copës punuese
Pika e lidhur për copën punuese. Lirisht ndërrohet sipas nevojave të konstruksionit ose copës punuese. Në këtë pikë është origjina e sistemit koordinativ kënddrejtë e cila është e bartur prej pikës M dhe ajo lehtëson programimin.
M - pika zero e makinës
Pozita e kësaj pike nuk mund të ndryshojë (ndërrohet). Është e caktuar nga ana e prodhuesit të makinës CNC. Kjo është origjina e sistemit koordinativ dhe nga kjo llogariten të gjitha zhvendosjet e instrumentit metalprerës.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
86 Msc. ing. Ardian Ramadani
B - pika fillestare e instrumentit metalprerës
Prej kësaj pike instrumenti fillon përpunimin dhe në këtë pikë kryhet ndërrimi i instrumentit metalprerës. Nuk do të thotë të definohet patjetër.
R - pika referente
Pika referente është mjaft e rëndësishme te makinat tek të cilat lëvizja e majës së instrumentit bëhet me një rrafsh te makinat tornuese dhe ratifikuese rrethore me dirigjim kompjuterik. Shërben për kalibrimin e sistemit matës dhe në fillim të punës me makinë duhet ta sjellim instrumentin metalprerës në pikën R.
Fig. 47. Pika zero dhe referente në makinën CNC torno

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 87
Elementet themelore të prerjes
üshpejtësia e prerjes, v[m/min] ose [m/s] ühapi, s [mm/rrot] ose [mm/hapi i dyfishtë]üthellësia e prerjes, a [mm]ükoha kryesore e prerjes, tk [min] dhe üprodhueshmëria specifike, q [cm3/min].
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
88 Msc. ing. Ardian Ramadani
4.4 PËRGATITJA E NC MAKINËS PËR PUNË
Para se të futet programi punues në njësinë dirigjuese që të mund të fillojë përpunimi është e nevojshme të bëhen disa aktivitete përgatitore. Në këto aktivitete hyn edhe procedura e rregullimit të makinës ku janë të përcaktuara të gjitha aktivitetet e ashtuquajtura lista për rregullim. Lista për rregullim ndërmjet informatave përmban edhe shënimet e instrumenteve të nevojshme. Instrumentet vendosen në mbajtësin e tyre dhe rregullohen me ndihmën e pajisjeve optike. Identifikimi i instrumenteve kryhet ose përmes kodit të instrumenteve ose kodit të pozicionit të pjesëve.
Para fillimit të punës depoja e instrumenteve mbushet me instrumentet aktuale. Përgatitja e mbajtësit dhe shtrënguesit të pjesës punuese paraqet gjithashtu një pjesë të procedurës së rregullimit.
Te makinat me DN, të cilat janë të pajisura me sistem absolut të matjes, pas operacionit të rregullimit, lëvizin rrëshqitësit e makinës deri te pika zero e saj, deri në përputhjen e sistemit drejtues dhe matës. Për fillimin e NC programit operativ lëvizin rrëshqitësit e makinës kah pika zero e makinës të cilën e ka caktuar programuesi.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 89
4.5 PËRGATITJA E VEGLAVE TE MAKINA ME DKM
Zgjedhja e drejtë e veglës është një ndër hapat më të rëndësishëm për shfrytëzimin optimal dhe racional të makinës. Gjatë projektimit të teknologjisë së përpunimit programuesi duhet ta ketë në dispozicion kontrollin e të gjitha veglave dhe mundësitë e tyre, se si të caktojë për ndonjë përpunim të caktuar zgjedhje më të mirë. Kontrollimi i veglave dhe veglat e tij jepen në formë të katalogut ose listës së veglave. Katalogu i veglave për torno përmban vegla për prerje dhe shtrëngim që me bartësin e mbajtësit me ndërrim të shpejtë dhe mbajtësit revolver i mundësojnë këto lloje të përpunimit:
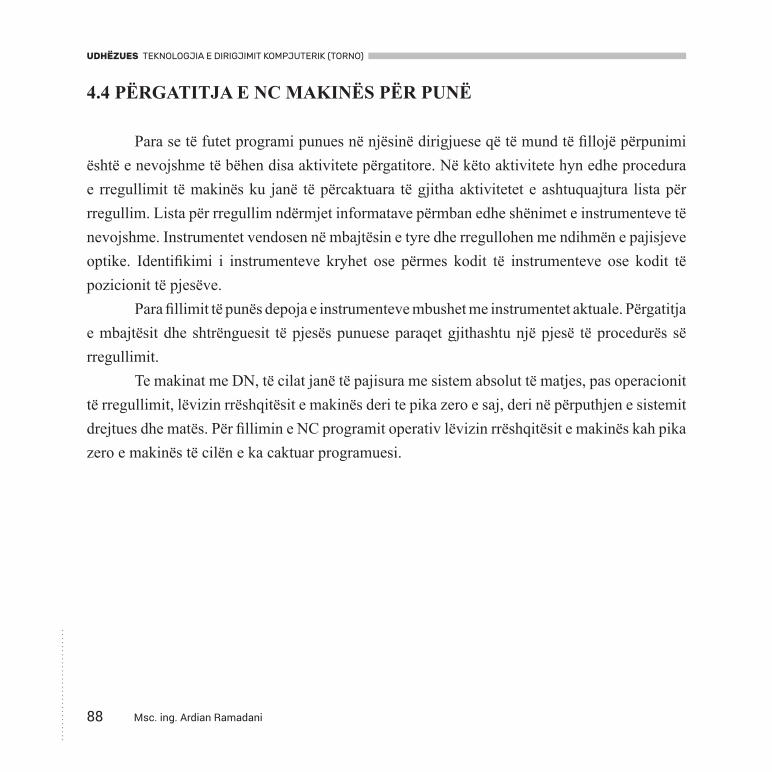
- tornim të jashtëm dhe të brendshëm - hapje të filetës në vrimë dhe prerje- filetim dhe prerje - hapje të filetës së jashtme dhe të brendshme - majëshpim dhe shpim dhe alezim. Për çdo vegël sipas ISO standardeve është i definuar numri - shifra e pllakës prerëse
(gdhendëse); mbajtësit të pllakës dhe mbajtësit e veglës. Shenjat futen në katalog të veglave dhe shfrytëzohen për dokumentacionet e tjera teknologjike si dhe për porositjen e veglës së re. Katalogu i veglave e përmban edhe korrigjimin e veglave. Si vegël referente merret thika e djathtë për tornim të jashtëm. Thika e djathtë më së shumti shfrytëzohet si vegël e parë. Korrigjimi i veglave gjatë programimit jepet me funksionin ndihmës M06.
Veglat përgatiten, gjegjësisht shtrëngohen në mbajtësin me ndërrim të shpejtë që vendosen në kanalet përkatëse të mbajtësit të veglës. Nëse shfrytëzohet bartësi revolver atëherë veglat shtrëngohen direkt në bartësin revolver (kokën revolvere). Për këtë shkak nuk mund të shfrytëzohet korrigjimi i njëjtë për bartësin me ndërrim të shpejtë të mbajtësit te bartësi revolver. Në katalogun e veglave janë dhënë skicat dhe zhvendosjet e nevojshme të mbështetjes

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
90 Msc. ing. Ardian Ramadani
gjatë përdorimit të pajisjes mekanike për përshtatje si dhe për pajisjen optike për përshtatje. Në figurat vijuese janë paraqitur aplikimet e disa veglave të tornos:
Fig. 48. Aplikimi i thikës së djathtë tornuese për përpunim të jashtëm
Fig. 49. Aplikimi i thikës së majtë tornuese për përpunim të jashtëm
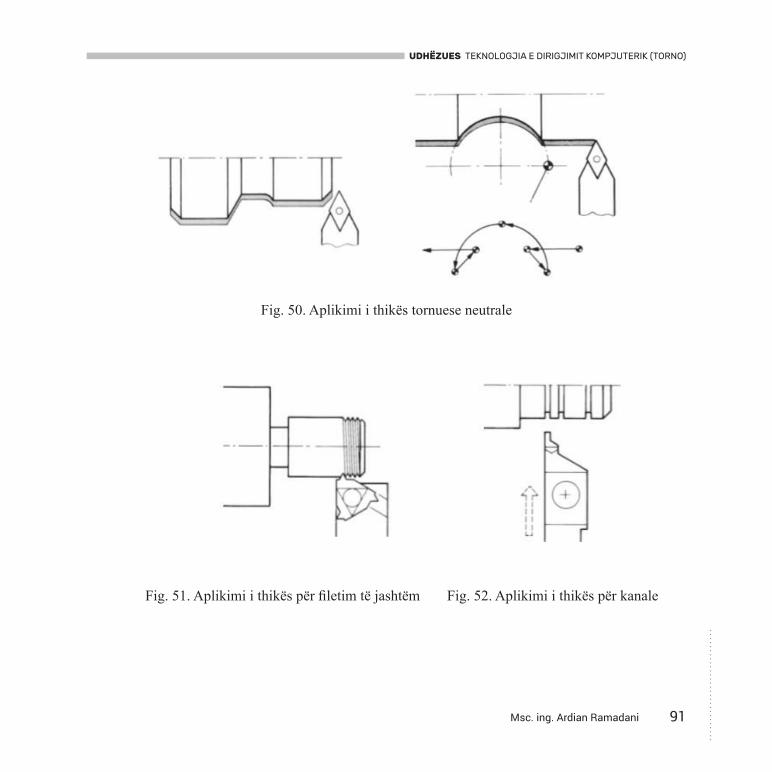
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 91
Fig. 50. Aplikimi i thikës tornuese neutrale
Fig. 51. Aplikimi i thikës për filetim të jashtëm Fig. 52. Aplikimi i thikës për kanale
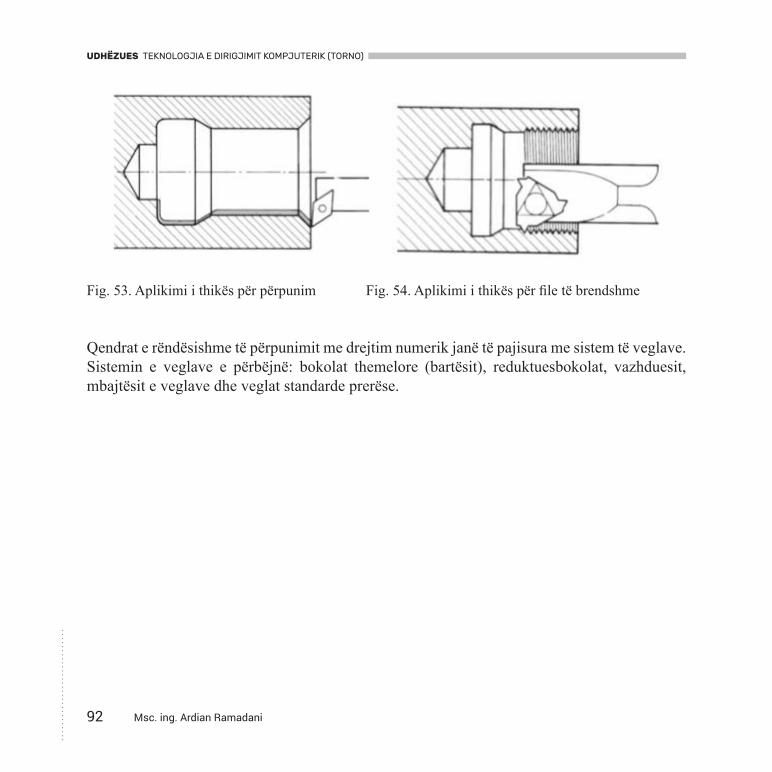
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
92 Msc. ing. Ardian Ramadani
Fig. 53. Aplikimi i thikës për përpunim Fig. 54. Aplikimi i thikës për file të brendshme
Qendrat e rëndësishme të përpunimit me drejtim numerik janë të pajisura me sistem të veglave. Sistemin e veglave e përbëjnë: bokolat themelore (bartësit), reduktuesbokolat, vazhduesit, mbajtësit e veglave dhe veglat standarde prerëse.
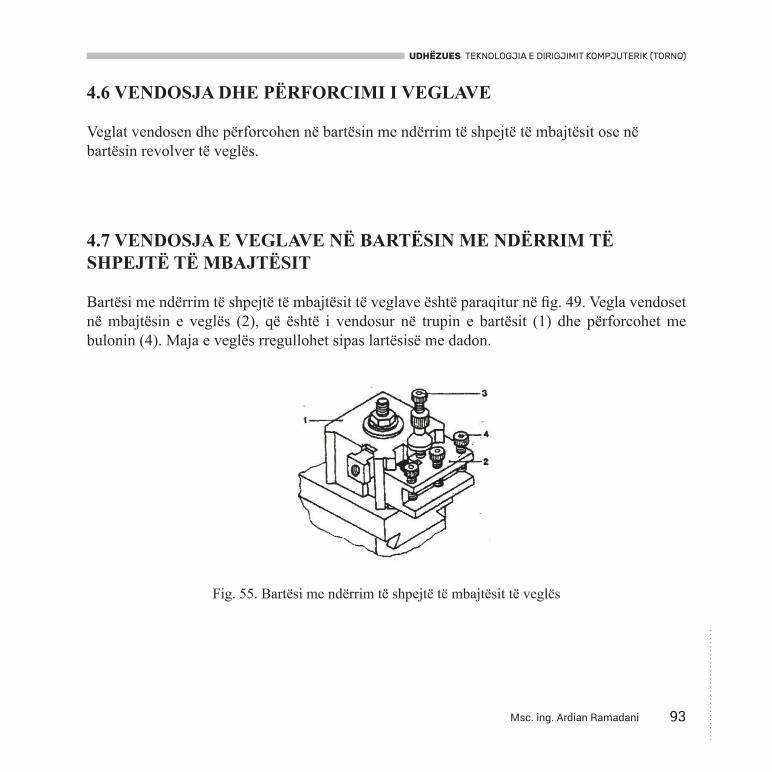
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 93
4.6 VENDOSJA DHE PËRFORCIMI I VEGLAVE
Veglat vendosen dhe përforcohen në bartësin me ndërrim të shpejtë të mbajtësit ose në bartësin revolver të veglës.
4.7 VENDOSJA E VEGLAVE NË BARTËSIN ME NDËRRIM TË SHPEJTË TË MBAJTËSIT
Bartësi me ndërrim të shpejtë të mbajtësit të veglave është paraqitur në fig. 49. Vegla vendoset në mbajtësin e veglës (2), që është i vendosur në trupin e bartësit (1) dhe përforcohet me bulonin (4). Maja e veglës rregullohet sipas lartësisë me dadon.
Fig. 55. Bartësi me ndërrim të shpejtë të mbajtësit të veglës
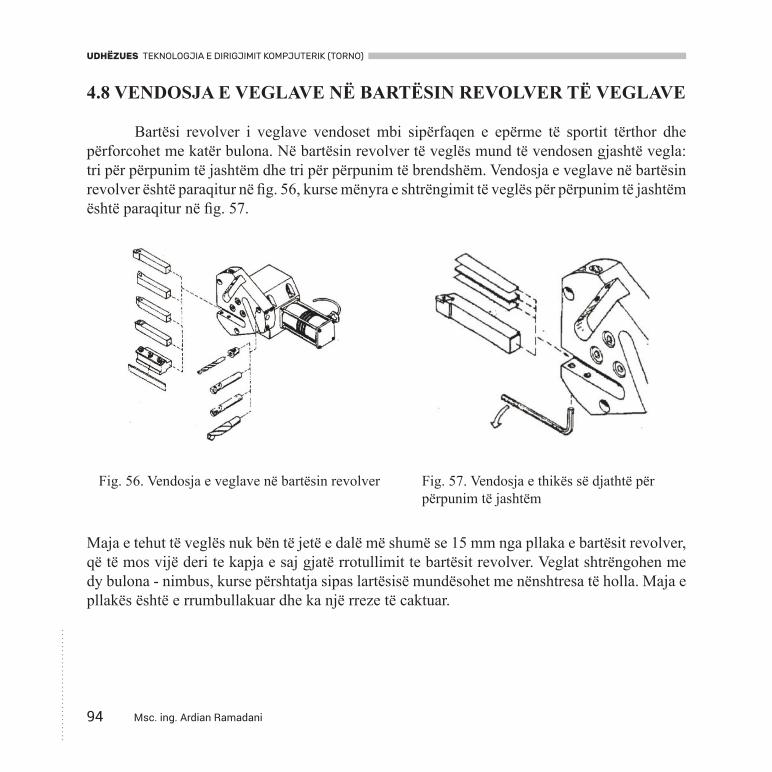
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
94 Msc. ing. Ardian Ramadani
4.8 VENDOSJA E VEGLAVE NË BARTËSIN REVOLVER TË VEGLAVE
Bartësi revolver i veglave vendoset mbi sipërfaqen e epërme të sportit tërthor dhe përforcohet me katër bulona. Në bartësin revolver të veglës mund të vendosen gjashtë vegla: tri për përpunim të jashtëm dhe tri për përpunim të brendshëm. Vendosja e veglave në bartësin revolver është paraqitur në fig. 56, kurse mënyra e shtrëngimit të veglës për përpunim të jashtëm është paraqitur në fig. 57.
Fig. 56. Vendosja e veglave në bartësin revolver Fig. 57. Vendosja e thikës së djathtë për përpunim të jashtëm
Maja e tehut të veglës nuk bën të jetë e dalë më shumë se 15 mm nga pllaka e bartësit revolver, që të mos vijë deri te kapja e saj gjatë rrotullimit te bartësit revolver. Veglat shtrëngohen me dy bulona - nimbus, kurse përshtatja sipas lartësisë mundësohet me nënshtresa të holla. Maja e pllakës është e rrumbullakuar dhe ka një rreze të caktuar.
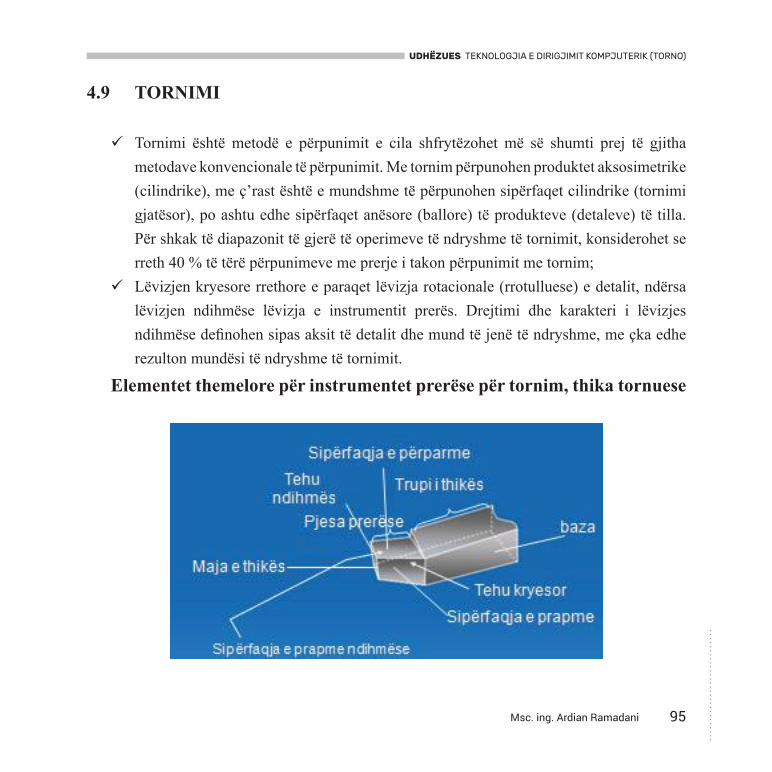
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 95
4.9 TORNIMI
üTornimi është metodë e përpunimit e cila shfrytëzohet më së shumti prej të gjitha metodave konvencionale të përpunimit. Me tornim përpunohen produktet aksosimetrike (cilindrike), me ç’rast është e mundshme të përpunohen sipërfaqet cilindrike (tornimi gjatësor), po ashtu edhe sipërfaqet anësore (ballore) të produkteve (detaleve) të tilla. Për shkak të diapazonit të gjerë të operimeve të ndryshme të tornimit, konsiderohet se rreth 40 % të tërë përpunimeve me prerje i takon përpunimit me tornim;
üLëvizjen kryesore rrethore e paraqet lëvizja rotacionale (rrotulluese) e detalit, ndërsa lëvizjen ndihmëse lëvizja e instrumentit prerës. Drejtimi dhe karakteri i lëvizjes ndihmëse definohen sipas aksit të detalit dhe mund të jenë të ndryshme, me çka edhe rezulton mundësi të ndryshme të tornimit.
Elementet themelore për instrumentet prerëse për tornim, thika tornuese
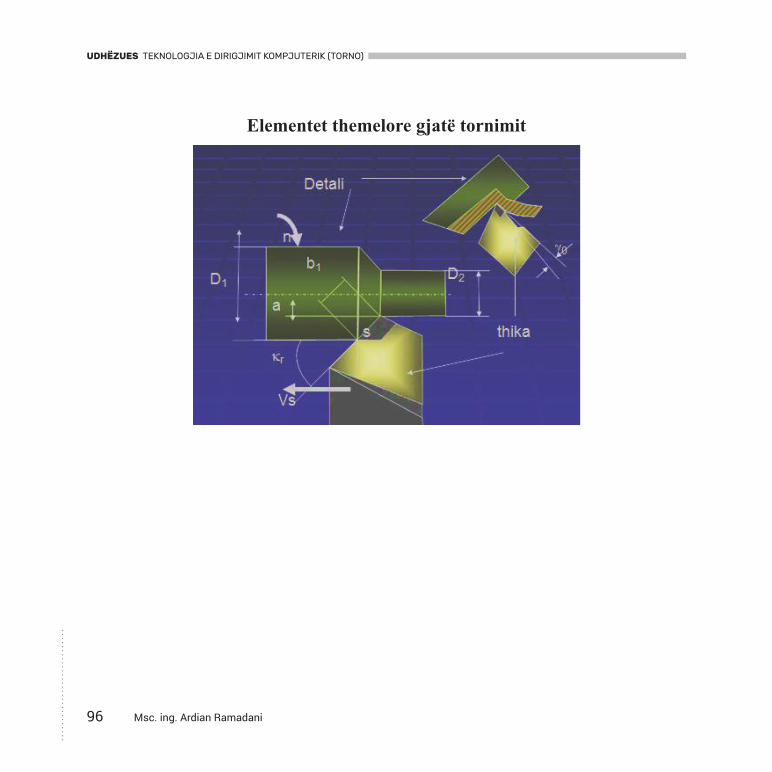
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
96 Msc. ing. Ardian Ramadani
Elementet themelore gjatë tornimit

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 97
4.1.0 LLOJET E TORNIMIT
ütornimi i jashtëm - gjatësor- ballor
ü tornimi brendshëm- gjatësor- ballor
ütornimi konik- i jashtëm- i brendshëm konik
ütornimi kopjues üprofilor ose fazoniküjorrethor ütornimi shpinorütornimi i filetaveütornimi sipërfaqësor sferik si dheüprerja me tornim

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
98 Msc. ing. Ardian Ramadani
4.1.1 OPERACIONET E TORNIMIT
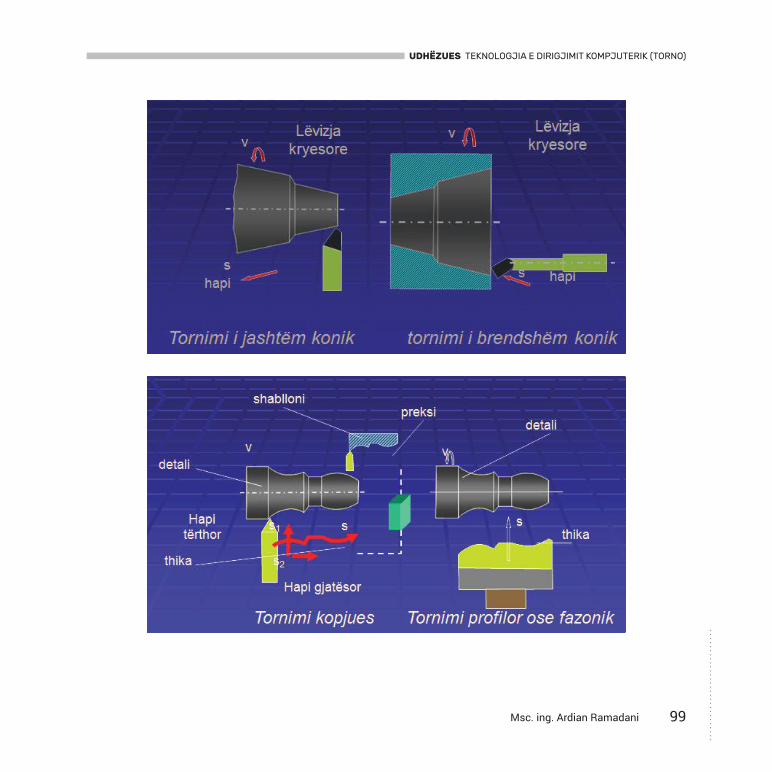
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 99
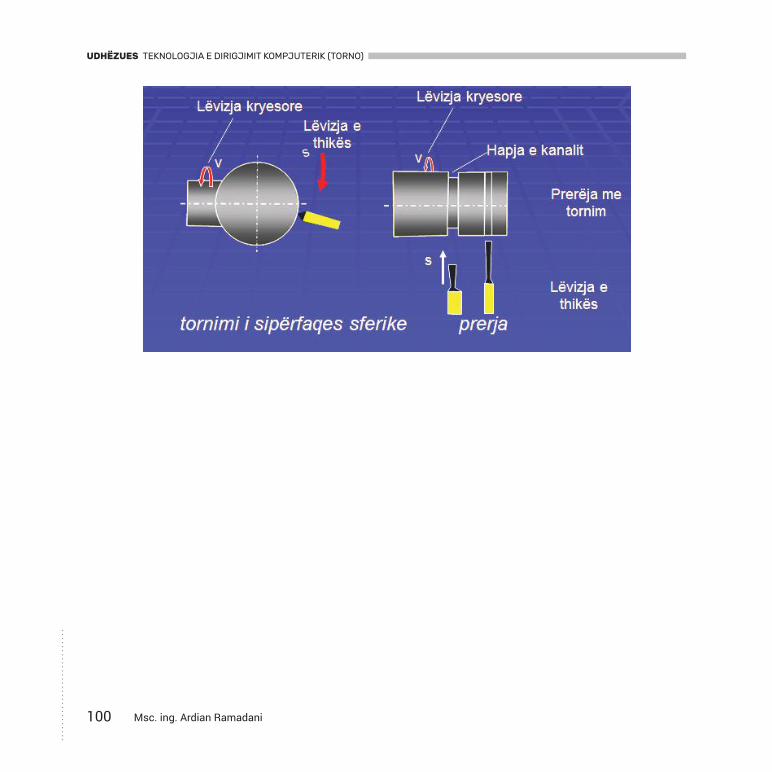
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
100 Msc. ing. Ardian Ramadani
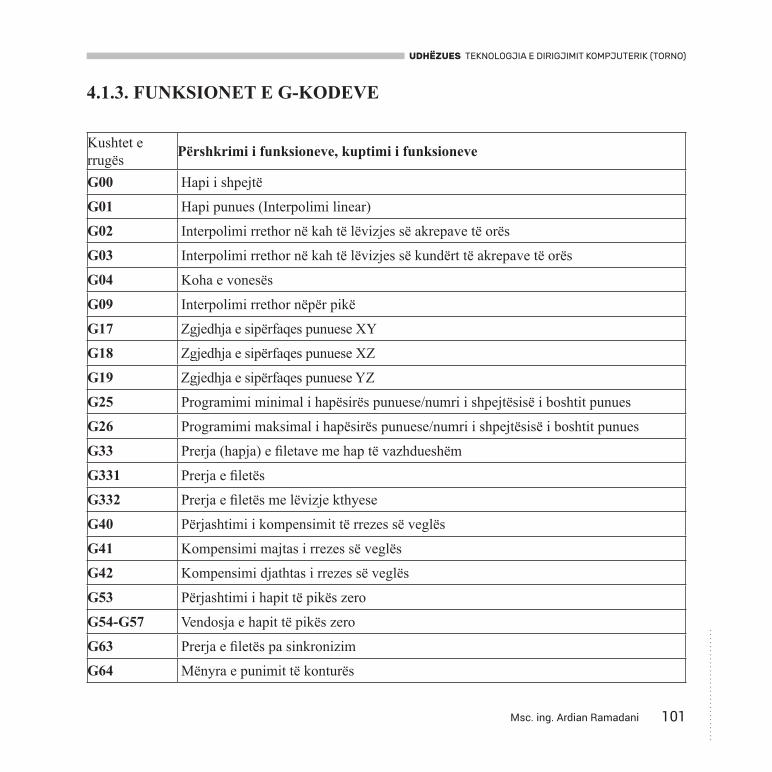
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 101
4.1.3. FUNKSIONET E G-KODEVE
Kushtet e rrugës Përshkrimi i funksioneve, kuptimi i funksioneve
G00 Hapi i shpejtë
G01 Hapi punues (Interpolimi linear)
G02 Interpolimi rrethor në kah të lëvizjes së akrepave të orës
G03 Interpolimi rrethor në kah të lëvizjes së kundërt të akrepave të orës
G04 Koha e vonesës
G09 Interpolimi rrethor nëpër pikë
G17 Zgjedhja e sipërfaqes punuese XY
G18 Zgjedhja e sipërfaqes punuese XZ
G19 Zgjedhja e sipërfaqes punuese YZ
G25 Programimi minimal i hapësirës punuese/numri i shpejtësisë i boshtit punues
G26 Programimi maksimal i hapësirës punuese/numri i shpejtësisë i boshtit punues
G33 Prerja (hapja) e filetave me hap të vazhdueshëm
G331 Prerja e filetës
G332 Prerja e filetës me lëvizje kthyese
G40 Përjashtimi i kompensimit të rrezes së veglës
G41 Kompensimi majtas i rrezes së veglës
G42 Kompensimi djathtas i rrezes së veglës
G53 Përjashtimi i hapit të pikës zero
G54-G57 Vendosja e hapit të pikës zero
G63 Prerja e filetës pa sinkronizim
G64 Mënyra e punimit të konturës
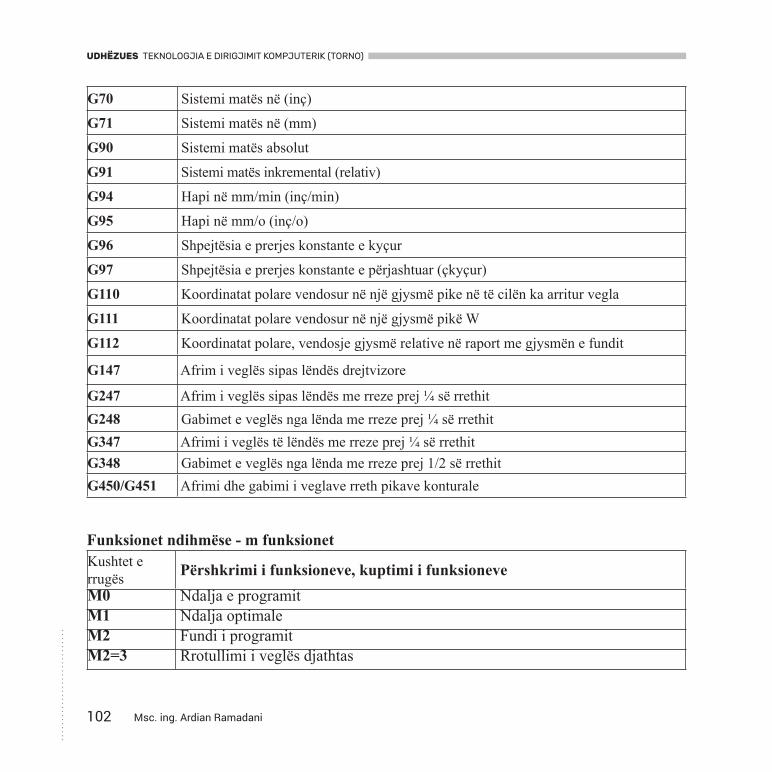
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
102 Msc. ing. Ardian Ramadani
G70 Sistemi matës në (inç)
G71 Sistemi matës në (mm)
G90 Sistemi matës absolut
G91 Sistemi matës inkremental (relativ)
G94 Hapi në mm/min (inç/min)
G95 Hapi në mm/o (inç/o)
G96 Shpejtësia e prerjes konstante e kyçur
G97 Shpejtësia e prerjes konstante e përjashtuar (çkyçur)
G110 Koordinatat polare vendosur në një gjysmë pike në të cilën ka arritur vegla
G111 Koordinatat polare vendosur në një gjysmë pikë W
G112 Koordinatat polare, vendosje gjysmë relative në raport me gjysmën e fundit
G147 Afrim i veglës sipas lëndës drejtvizore
G247 Afrim i veglës sipas lëndës me rreze prej ¼ së rrethitG248 Gabimet e veglës nga lënda me rreze prej ¼ së rrethitG347 Afrimi i veglës të lëndës me rreze prej ¼ së rrethitG348 Gabimet e veglës nga lënda me rreze prej 1/2 së rrethitG450/G451 Afrimi dhe gabimi i veglave rreth pikave konturale
Funksionet ndihmëse - m funksionetKushtet e rrugës Përshkrimi i funksioneve, kuptimi i funksioneveM0 Ndalja e programitM1 Ndalja optimaleM2 Fundi i programitM2=3 Rrotullimi i veglës djathtas

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 103
M2=4 Rrotullimi i veglës majtasM2=5 Çkyçja e veglës rrotullueseM3 Rrotullimi i boshtit në të djathtë (në drejtim të akrepave të orës)M4 Rrotullimi i boshtit në të majtë (në kah të kundërt të akrepave të orës)M5 Ndalja e boshtit kryesor M6 Ndërrimi i veglave, rrotullimi i kokës revolvereM8 Kyçja e burimeve ftohëseM9 Çkyçja e burimeve ftohëseM17 Fundi i nënprogramitM20 Lëvizja e kundërmbajtësit mbrapaM21 Lëvizja e kundërmbajtësit përparaM25 Hapja e nofullave shtrënguese M26 Mbyllja e nofullave shtrëngueseM30 Fundi i programit
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
104 Msc. ing. Ardian Ramadani
5.0. FUNKSIONI G00 (HAPI I SHPEJTË)
Ky funksion përdoret vetëm për lëvizje të shpejtë të instrumentit prerës jashtë copës punuese, p. sh., afrimin dhe largimin e instrumentit prerës nga copa punuese dhe lëvizjet e tjera që kanë të bëjnë jashtë copës punuese.
O1111 - emri i punimit
G54 - përcakton pikën zero të copës punuese nga pika zero e instrumentit
M03 - fillon punën e boshtit punues
S1200 - numri i rrotullimeve të boshtit punues
F100 - hapi i lëvizjes së instrumentit
M06 - thirret instrumenti i nevojshëm
T0101- numri i instrumentit i cili thirret
G90 - sistemi matës absolut
G91 - sistemi matës relativ
G00 X…….Z……. - caktohet lëvizja deri në pikën e nevojshme
……..
……..
……..
M30 - përfundimi i programit, më konkretisht ndalja e makinës
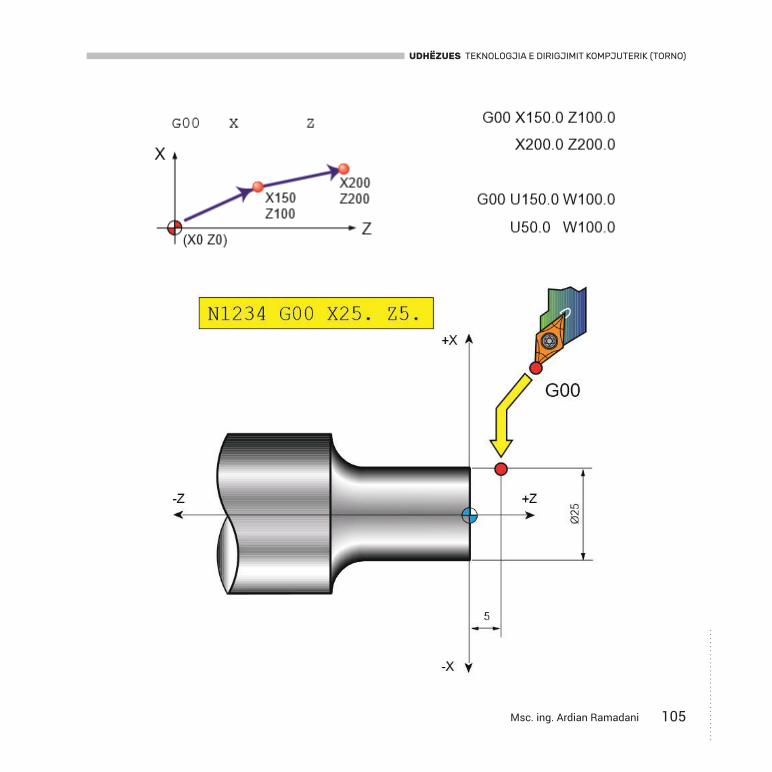
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 105
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
106 Msc. ing. Ardian Ramadani
Sqarim:
N1234 - është numri i rreshtave gjatë programimit
X25 - diametri i copës
Z5 - distanca ndërmjet instrumentit prerës dhe copës punuese
X, Z - koordinatat absolute
U,W - koordinatat relative

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 107
5.1. FUNKSIONI G01
HAPI PUNUES (INTERPOLIMI LINEAR)
Hapi punues apo interpolimi linear fillon kur fillon edhe përpunimi i copës punuese, instrumenti metalprerës bën lëvizje drejtvizore dhe kontakton me copën punuese duke e prerë atë.
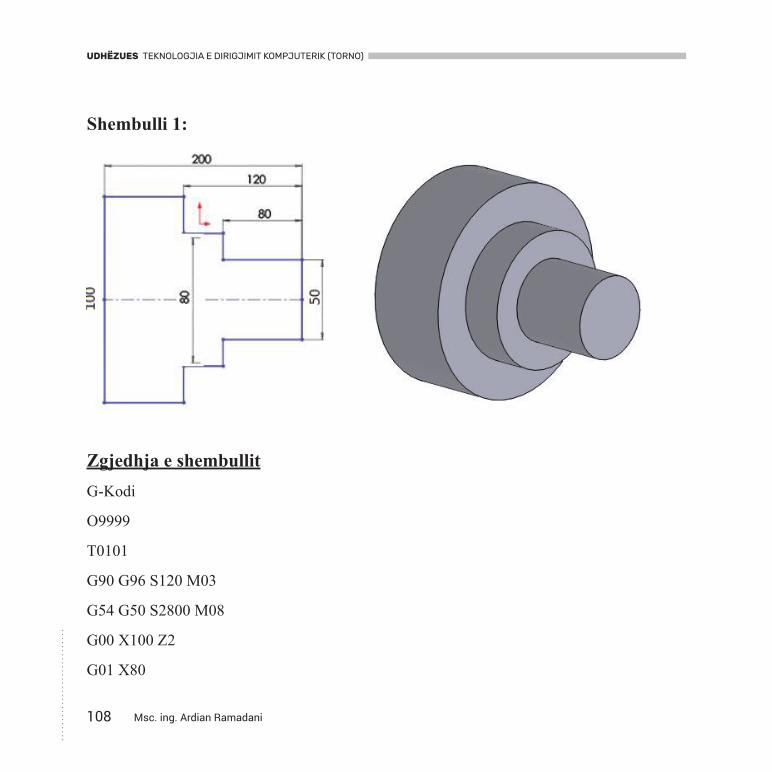
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
108 Msc. ing. Ardian Ramadani
Shembulli 1:
Zgjedhja e shembullitG-Kodi
O9999
T0101
G90 G96 S120 M03
G54 G50 S2800 M08
G00 X100 Z2
G01 X80
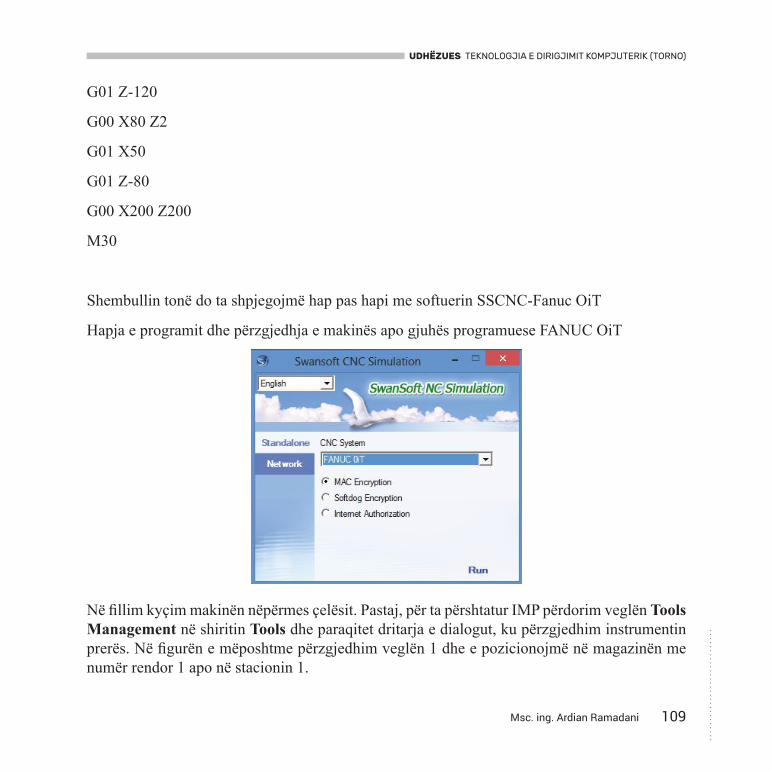
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 109
G01 Z-120
G00 X80 Z2
G01 X50
G01 Z-80
G00 X200 Z200
M30
Shembullin tonë do ta shpjegojmë hap pas hapi me softuerin SSCNC-Fanuc OiT
Hapja e programit dhe përzgjedhja e makinës apo gjuhës programuese FANUC OiT
Në fillim kyçim makinën nëpërmes çelësit. Pastaj, për ta përshtatur IMP përdorim veglën Tools Management në shiritin Tools dhe paraqitet dritarja e dialogut, ku përzgjedhim instrumentin prerës. Në figurën e mëposhtme përzgjedhim veglën 1 dhe e pozicionojmë në magazinën me numër rendor 1 apo në stacionin 1.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
110 Msc. ing. Ardian Ramadani
Pasi kemi përzgjedhur instrumentin prerës e përzgjedhim edhe copën punuese duke ia dhënë dimensionet e shembullit tonë.

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 111

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
112 Msc. ing. Ardian Ramadani
Fig. 58. Përgatitja e makinës për punë

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 113
Fig. 59. Gjetja e pikës zero të makinës
Pasi kemi gjetur pikën zero të makinës në tastierën e makinës shtypin butonin offset, mandej nën monitor shtypim prapë offset, i japim koordinatat X=100, shtypim butonin MEASURE Z=0, shtypim butonin MEASURE si në figurën e mëposhtme. Pastaj shtypim butonin Reference që shpjegohet në figurën e mëposhtme, butonin me shigjetën numër 1 dhe koordinatat e X dhe Z me shigjetat 2 dhe 3.
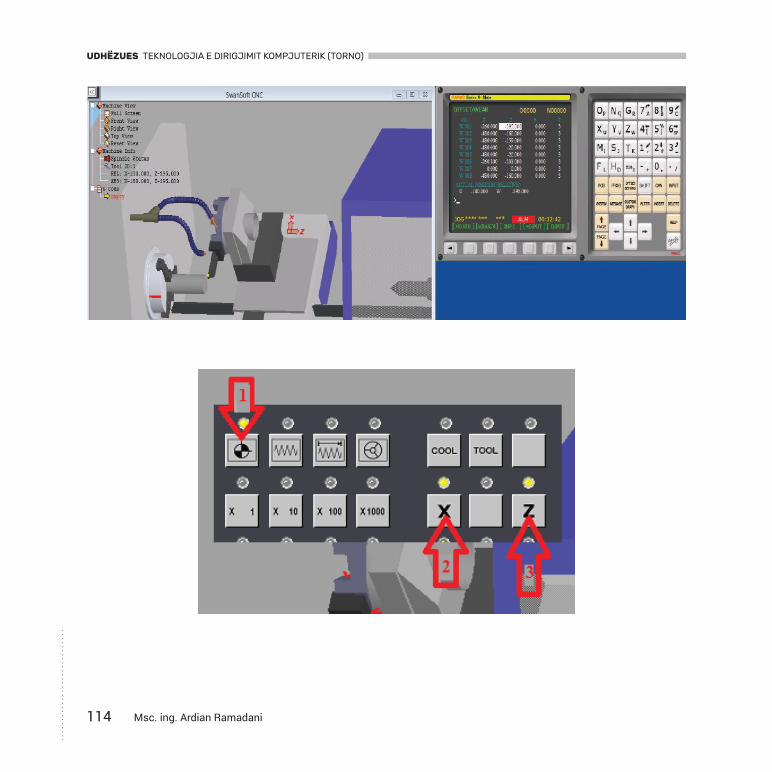
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
114 Msc. ing. Ardian Ramadani
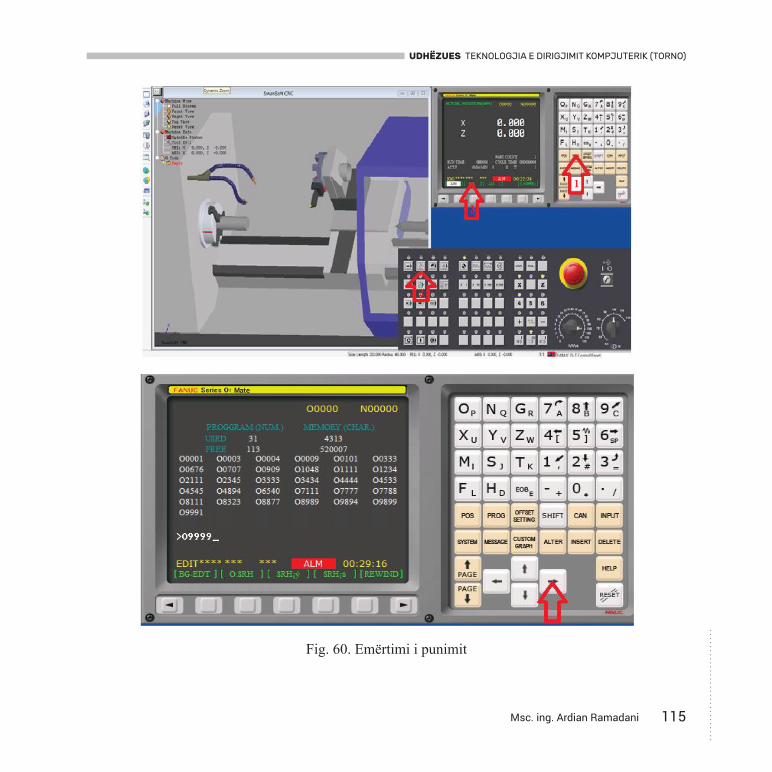
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 115
Fig. 60. Emërtimi i punimit
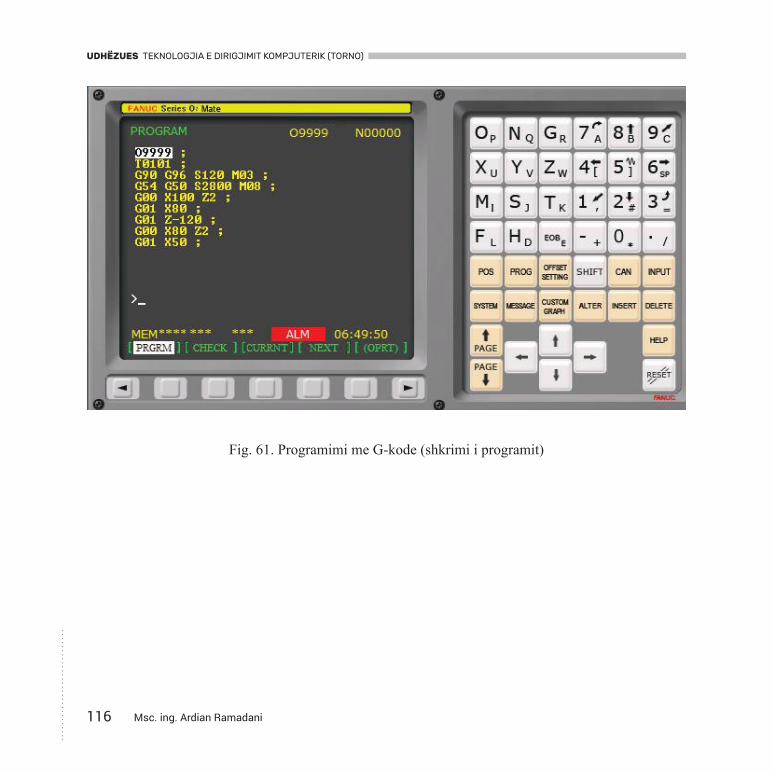
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
116 Msc. ing. Ardian Ramadani
Fig. 61. Programimi me G-kode (shkrimi i programit)
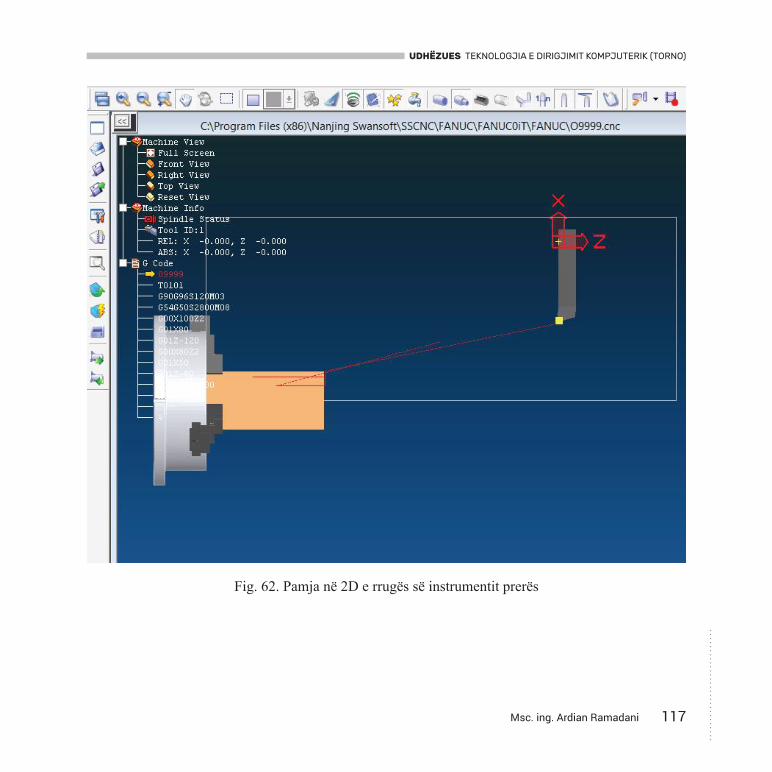
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 117
Fig. 62. Pamja në 2D e rrugës së instrumentit prerës
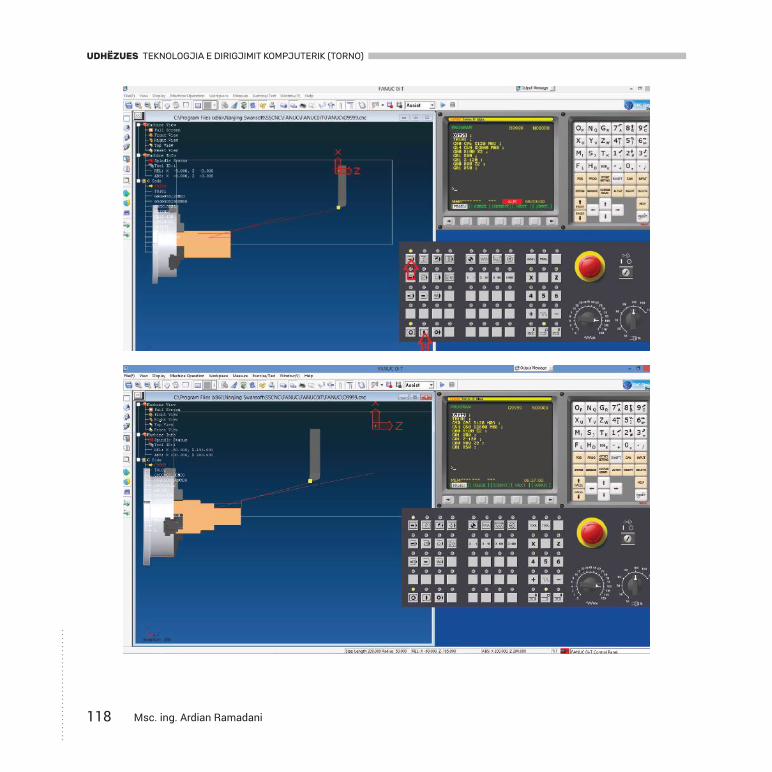
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
118 Msc. ing. Ardian Ramadani
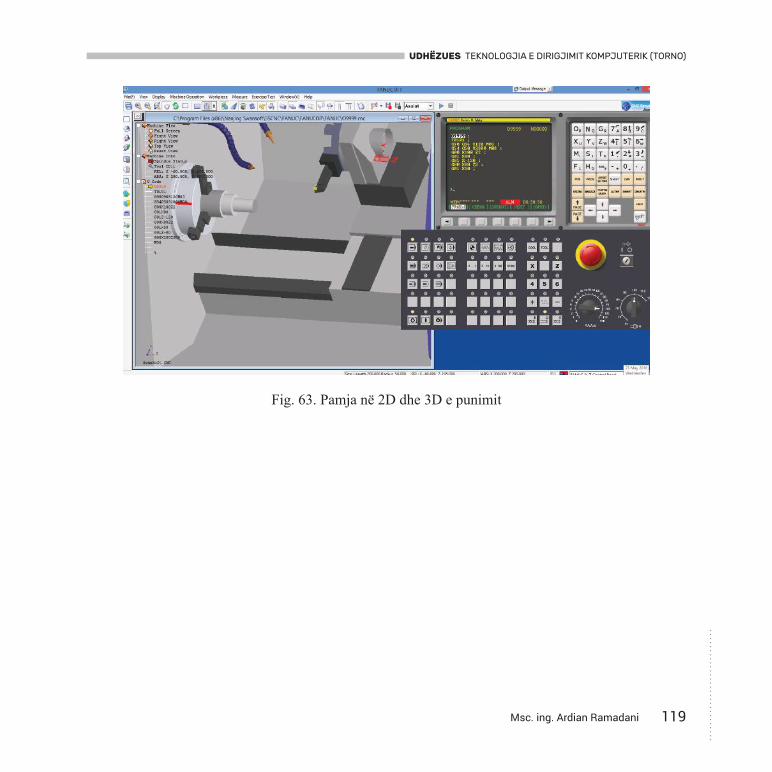
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 119
Fig. 63. Pamja në 2D dhe 3D e punimit
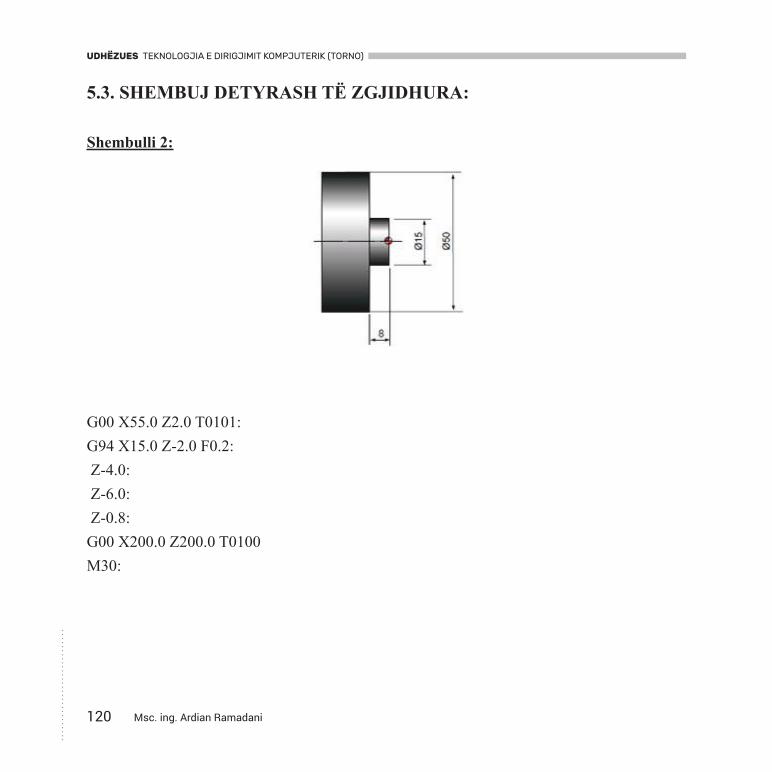
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
120 Msc. ing. Ardian Ramadani
5.3. SHEMBUJ DETYRASH TË ZGJIDHURA:
Shembulli 2:
G00 X55.0 Z2.0 T0101: G94 X15.0 Z-2.0 F0.2: Z-4.0: Z-6.0: Z-0.8:G00 X200.0 Z200.0 T0100M30:
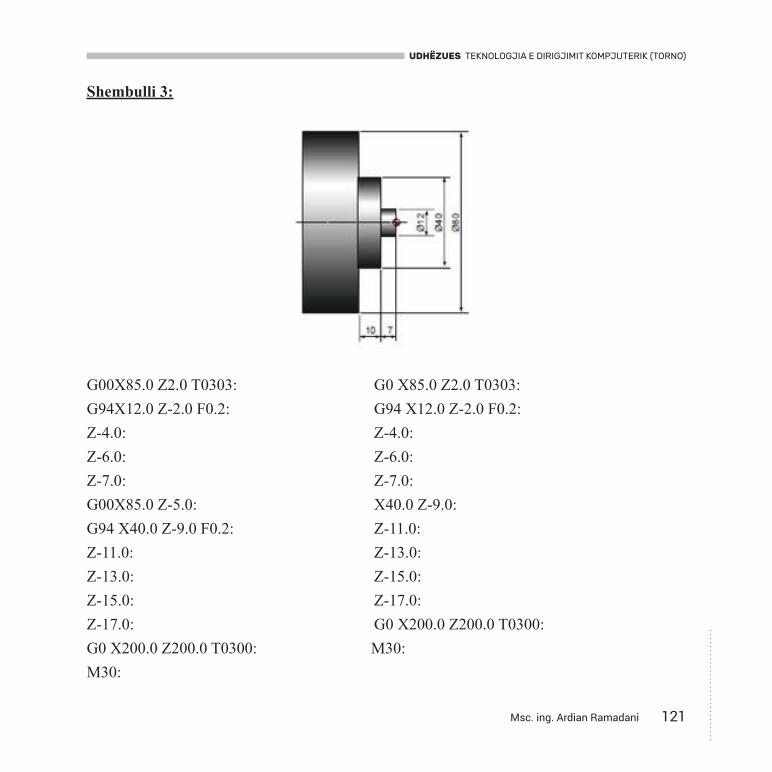
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 121
Shembulli 3:
G00X85.0 Z2.0 T0303: G0 X85.0 Z2.0 T0303:G94X12.0 Z-2.0 F0.2: G94 X12.0 Z-2.0 F0.2:Z-4.0: Z-4.0:Z-6.0: Z-6.0:Z-7.0: Z-7.0:G00X85.0 Z-5.0: X40.0 Z-9.0:G94 X40.0 Z-9.0 F0.2: Z-11.0:Z-11.0: Z-13.0:Z-13.0: Z-15.0:Z-15.0: Z-17.0:Z-17.0: G0 X200.0 Z200.0 T0300:G0 X200.0 Z200.0 T0300: M30:M30:
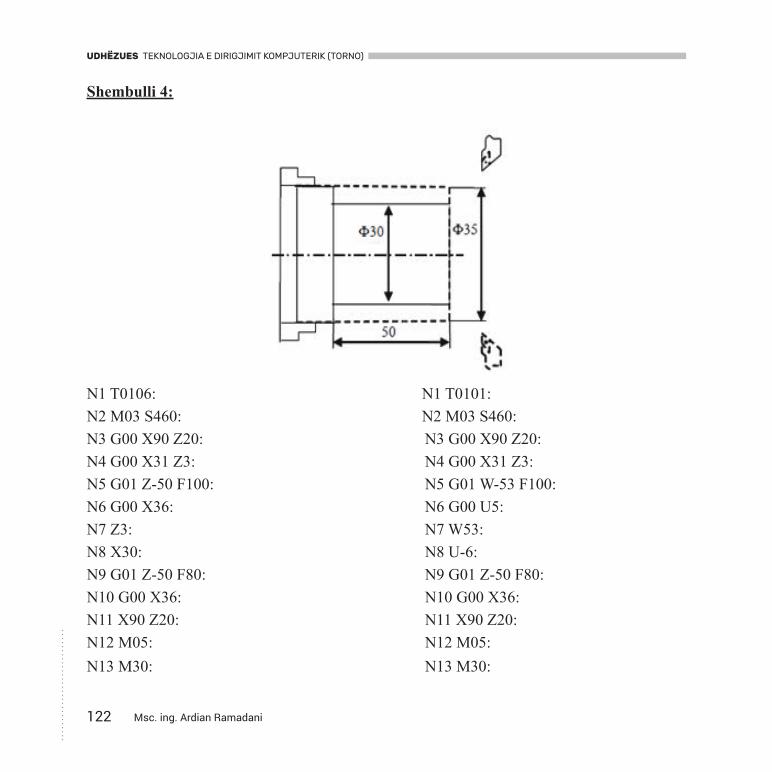
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
122 Msc. ing. Ardian Ramadani
Shembulli 4:
N1 T0106: N1 T0101:N2 M03 S460: N2 M03 S460:N3 G00 X90 Z20: N3 G00 X90 Z20:N4 G00 X31 Z3: N4 G00 X31 Z3:N5 G01 Z-50 F100: N5 G01 W-53 F100:N6 G00 X36: N6 G00 U5:N7 Z3: N7 W53:N8 X30: N8 U-6:N9 G01 Z-50 F80: N9 G01 Z-50 F80:N10 G00 X36: N10 G00 X36:N11 X90 Z20: N11 X90 Z20:N12 M05: N12 M05:N13 M30: N13 M30:

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 123
Shembulli 5:
Absolut Relativ Relativ +Absolut
N1 T0101: N1 M03 S460 : N1 T0101: N2 M03 S460: N2 G91 G01 X-35: N2 M03 S460: N3 G90 G00 X50 Z2: N3 Z-32: N3 G00 X50 Z2: N4 G01 X15: N4 X10 Z-10: N4 G01 X15: N5 Z-30: N5 X25 Z42: N5 Z-30: N6 X25 Z-40: N6 M30: N6 U10 Z-40: N7 X50 Z2: N7 X50 W42: N8 M30: N8 M30:

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
124 Msc. ing. Ardian Ramadani
Shembulli 6:Për skicën e dhënë të pjesës së gatshme dhe skicën e rrugës së veglës le t’i nxjerrim kodet në sistemin matës absolut dhe relativ:
Programi: Përmasat absolute
G54
M03 S1200 F100
M06 T02
G90
G00 X44 Z-15 (PIKA 2)

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 125
G01 X25 Z-15 (PIKA 3)
G00 X44 Z-15 (PIKA 2)
G00 X44 Z-40 (PIKA 4)
G01 X25 Z-40 ( PIKA 5)
G00 X44 Z-40 (PIKA 4)
G00 X60 Z15 (PIKA 1)
M30
Programi: Përmasat relative
G54
M03 S1200 F100
M06 T02
G91
G00 X-8 Z-30 (PIKA 2)
G01 X-9.5 Z0 (PIKA 3)
G00 X9.5 Z0 (PIKA2)
G00 X0 Z-25 (PIKA 4)
G01 X-9.5 Z0 (PIKA 5)
G00 X9.5 Z0 (PIKA 4)
G00 X8 Z55 (PIKA1)
M30

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
126 Msc. ing. Ardian Ramadani
Shembulli 7:
O0001: N20 G50S 2000 T0300:N10 G50 S1500 T0100 M42: G96 S200 M03:G96 S180 M03: G00 X85.0 Z5.0 T0303 M08:G00 X100.5 Z5.0 T0101 M08: Z0:G01 Z-95.0 T0101 M08: G01 X-1.6 F0.2:G00 U2.0 Z0.5: G00 X80.0 Z3.0:G01 X-1.6 F0.2: G42 Z1.0:G00X 95.0 W1.0: G01 Z-15.0 F0.18:G01 Z-37.3 F0.25: X100.0 Z-45.0: X100.0 Z-45.5: Z-95.0:
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 127
G00 Z1.0: G40 U2.0 W1.0: X80.5: G00 X200.0 Z200.0 M09 T0300:G01 Z-15.55: M30: X85.0 Z-22.3:G00 X200.0 Z200.0 M09 T0100:M01:

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
128 Msc. ing. Ardian Ramadani
Shembulli 8:
O0002:N10 G50 S2000 T0100: G96 S180 M03: X60.3 Z-54.7:G00 X70.5 Z5.0 T0101 M08: X72.0:G01 Z-100 F0.25: G00 X150.0 Z200.0 T0100:G00U2.0 Z0.5: M01:G01 X-1.6 F0.23: N20 G50 S2300 T0300:G00 X65.0 W1.0: G96 S200 M03:G01 Z-54.5 F0.25: G00 X55.0 Z5.0 T0303 M08:G00 U2.0 Z1.0: Z0: X60.0: G01 X-1.6 F0.2:G01 Z-54.5: G00 X46.0 Z3.0:G00 U2.0 Z1.0: G42 Z1.0:
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 129
X55.0: G01 X50.0 Z-1.0 F0.15:G01 Z-30.0: Z-30.0: X60.0 Z-54.5: X60.0 Z-55.0:G00 U2.0 Z1.0: X68.0: X50.5: X70.0 W-1.0:G01 Z-30.0: Z-100.0: G40 U2.0 W1.0: G00X150.0 Z200.0 M09 T0300: M30:
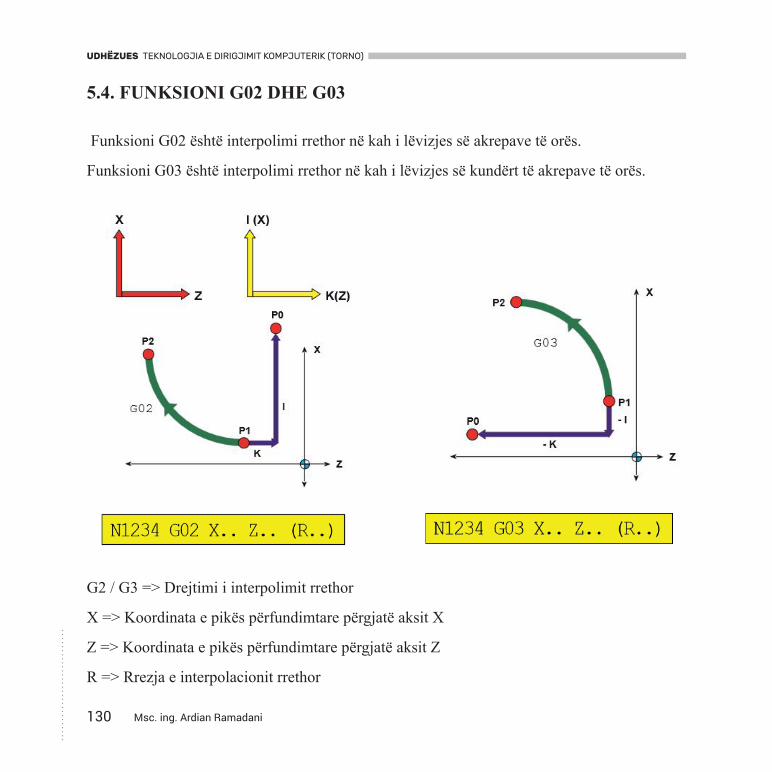
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
130 Msc. ing. Ardian Ramadani
5.4. FUNKSIONI G02 DHE G03
Funksioni G02 është interpolimi rrethor në kah i lëvizjes së akrepave të orës.
Funksioni G03 është interpolimi rrethor në kah i lëvizjes së kundërt të akrepave të orës.
G2 / G3 => Drejtimi i interpolimit rrethor
X => Koordinata e pikës përfundimtare përgjatë aksit X
Z => Koordinata e pikës përfundimtare përgjatë aksit Z
R => Rrezja e interpolacionit rrethor

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 131
I => Distanca në rritje e pikës së fillimit në qendër të rrezes të interpolimit përgjatë boshtit X (vlera radiale)
K => Distanca në rritje e rrezes fillestare në qendër të interpolimit përgjatë boshtit Z
G02 X(u) Z(w) R_ F_ :
G01 X30.0 Z60.0 F0.3 :
Z35.0 :
G02 X40.0 Z30.0 I5.0 :
(G02 U10.0 W-5.0 I5.0)
G01 X50.0 :
Z0
G03 X(u) Z(w) R_ F_ :

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
132 Msc. ing. Ardian Ramadani
G01 X40.0 Z60.0 F0.3 :
G03 X50.0 Z55.0 K-5.0 :
Fig. 64. Funksioni G02 dhe G03 kur vegla qëndron mbi copën punuese

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 133
Fig. 65. Funksioni G02 dhe G03 kur vegla qëndron nën copën punuese
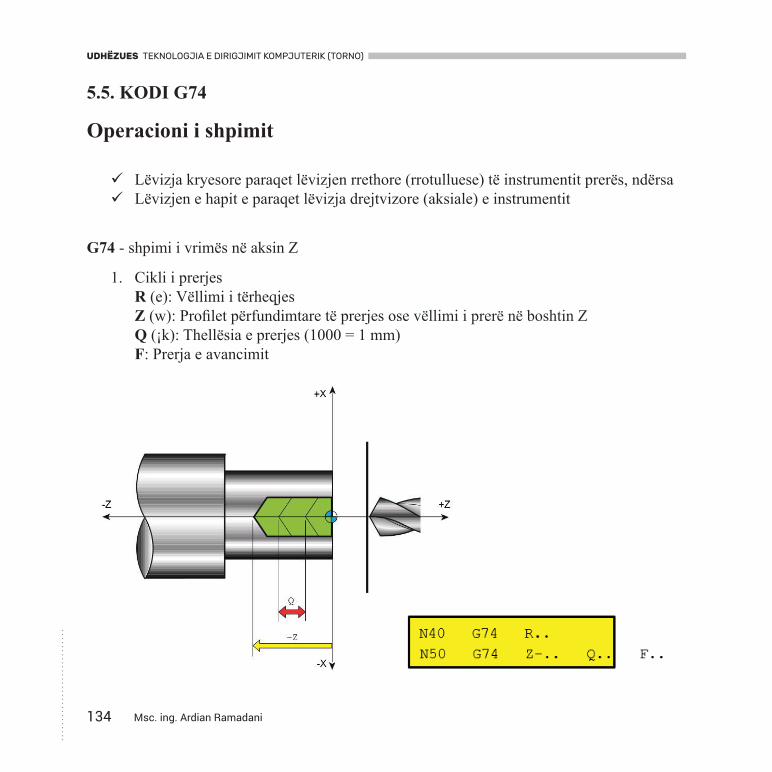
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
134 Msc. ing. Ardian Ramadani
5.5. KODI G74
Operacioni i shpimit
üLëvizja kryesore paraqet lëvizjen rrethore (rrotulluese) të instrumentit prerës, ndërsa üLëvizjen e hapit e paraqet lëvizja drejtvizore (aksiale) e instrumentit
G74 - shpimi i vrimës në aksin Z
1. Cikli i prerjesR (e): Vëllimi i tërheqjesZ (w): Profilet përfundimtare të prerjes ose vëllimi i prerë në boshtin ZQ (¡k): Thellësia e prerjes (1000 = 1 mm)F: Prerja e avancimit
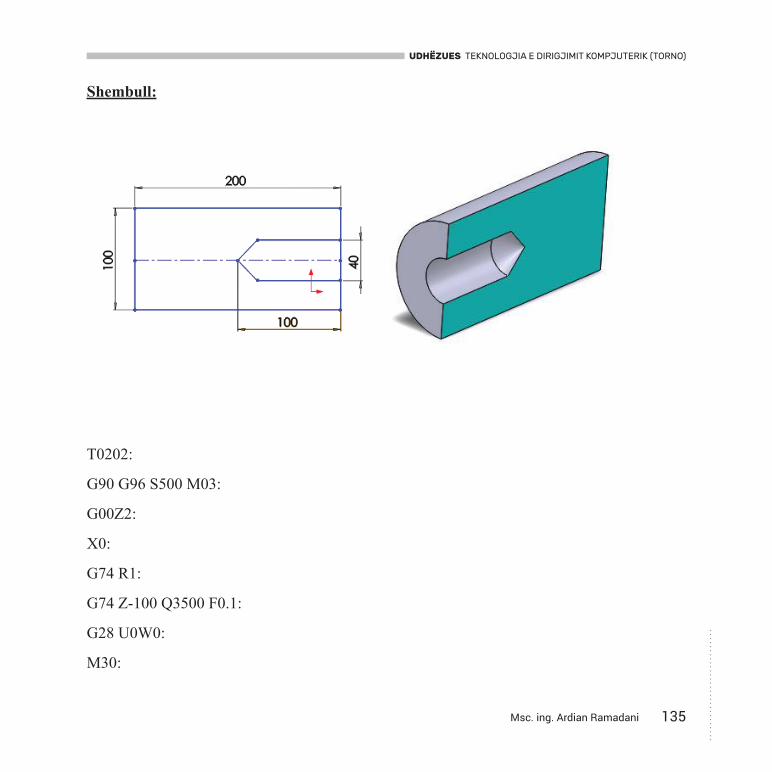
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 135
Shembull:
T0202:
G90 G96 S500 M03:
G00Z2:
X0:
G74 R1:
G74 Z-100 Q3500 F0.1:
G28 U0W0:
M30:
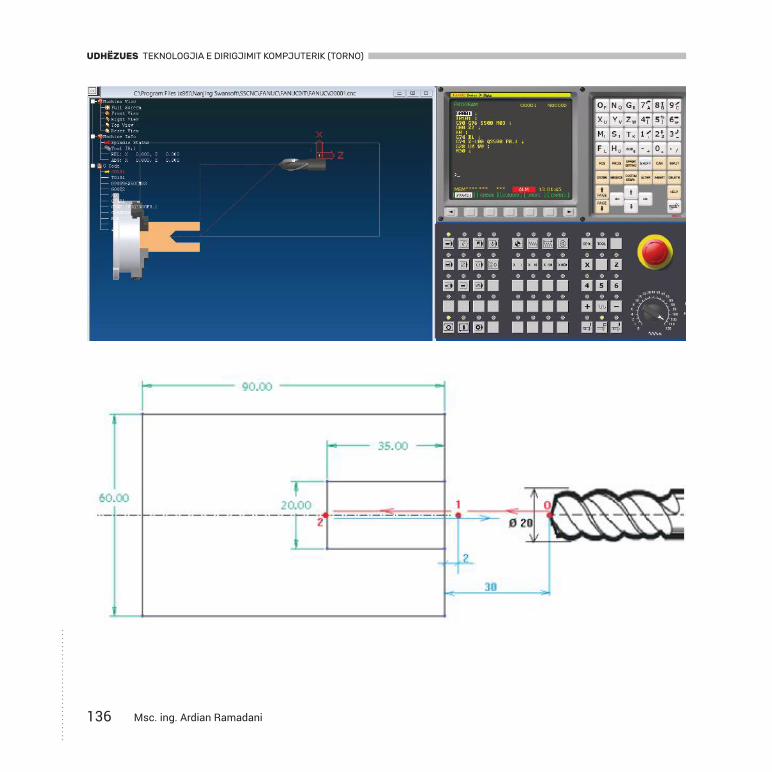
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
136 Msc. ing. Ardian Ramadani
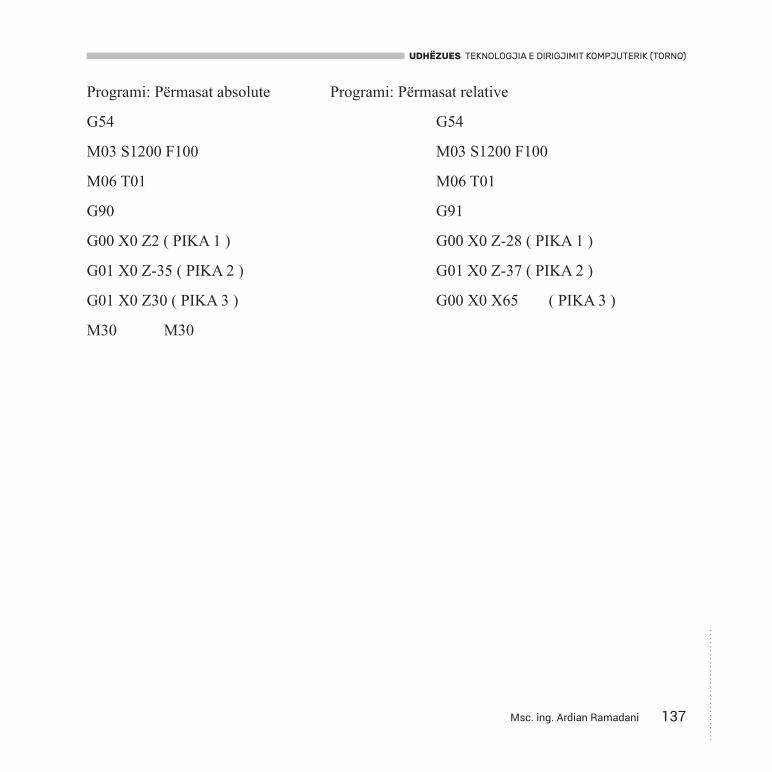
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 137
Programi: Përmasat absolute Programi: Përmasat relative
G54 G54
M03 S1200 F100 M03 S1200 F100
M06 T01 M06 T01
G90 G91
G00 X0 Z2 ( PIKA 1 ) G00 X0 Z-28 ( PIKA 1 )
G01 X0 Z-35 ( PIKA 2 ) G01 X0 Z-37 ( PIKA 2 )
G01 X0 Z30 ( PIKA 3 ) G00 X0 X65 ( PIKA 3 )
M30 M30
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
138 Msc. ing. Ardian Ramadani
5.6. KODI G75
KODI PËR HAPJEN E KANALEVE
N50 G75 R
N55 G75 X Z P Q R
Blloku i parë i programimit CNC G75
R = Tërheqja e veglës në fund të çdo prerje (shuma e kthimit)
G75 Blloku i dytë i programimit CNC
X = Thellësia e prerjes në boshtin X
Z = Pozita, pika e fundit e hapjes së kanalit në boshtin Z
P = Zmadhim në x-aks (thellësia e prerjes përgjatë aksit X)
Q = Hapja në boshtin Z
t = Gjerësia e veglës prerëse
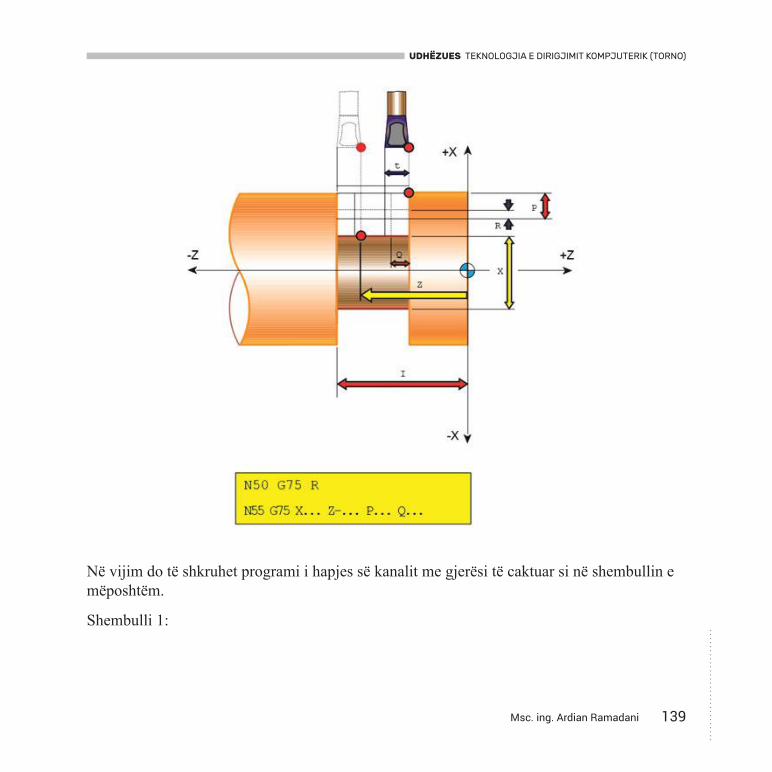
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 139
Në vijim do të shkruhet programi i hapjes së kanalit me gjerësi të caktuar si në shembullin e mëposhtëm.
Shembulli 1:
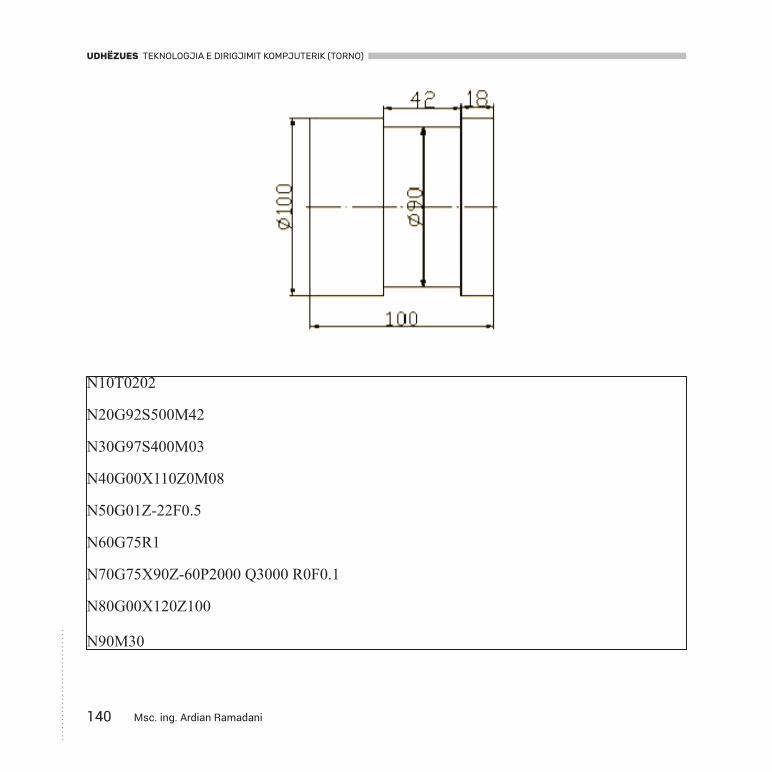
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
140 Msc. ing. Ardian Ramadani
N10T0202
N20G92S500M42
N30G97S400M03
N40G00X110Z0M08
N50G01Z-22F0.5
N60G75R1
N70G75X90Z-60P2000 Q3000 R0F0.1
N80G00X120Z100
N90M30

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 141
Vegla për hapjen e kanalit është t=4 mm e gjerë, kështu që fillojmë nga z-22.
Çdoherë që vegla merr 2 mm (P2000) të prerë në x-aks do të tërheqë 1 mm (R1).
Pasi të përfundojë një prerje në aksin X, ai do ta fillojë prerjen e ardhshme duke lëvizur veglën për hapjen e kanalit me 3 mm (Q3000) në boshtin Z dhe do ta përsërisë atë.
Shembulli 2:
N10G50S500T0100
N20G97S400M03
N30G00X90.0Z1.0T0101
N40X82.0Z-60.0

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
142 Msc. ing. Ardian Ramadani
N50G75 R1.0
N60G75X60.0Z-20.0 P3000 Q20000 F0.1
N70G00X90.0
N80X200.0Z200.0T0100
N90M30
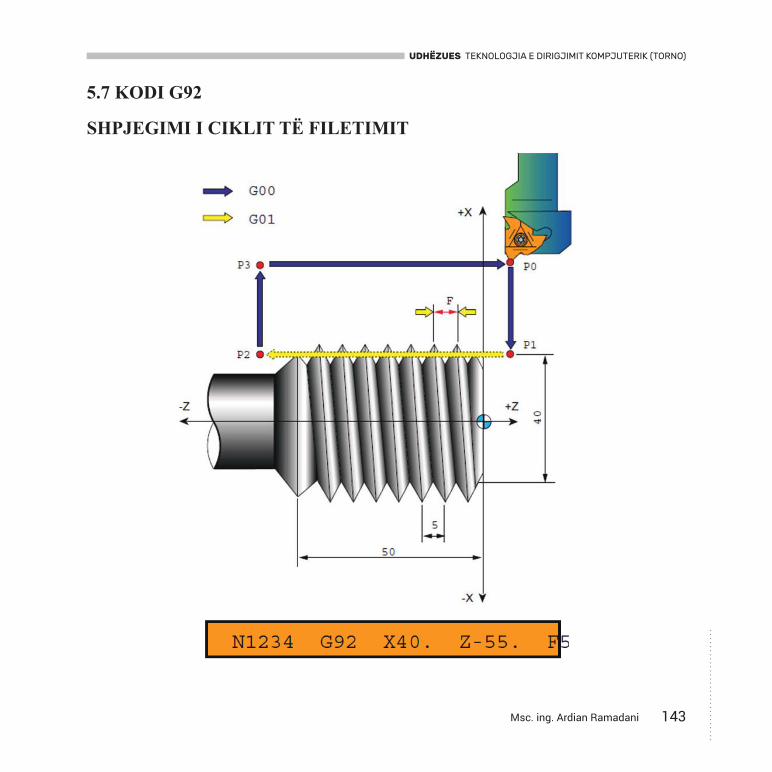
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 143
5.7 KODI G92
SHPJEGIMI I CIKLIT TË FILETIMIT

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
144 Msc. ing. Ardian Ramadani
Kodi G92 Cikli i rregullt
1) Cikël i vetëm për prerje
X (U): Koordinata e boshtit XZ (W): Pika përfundimtareR-: Kur pritet nga pika e fillimit drejt drejtimit X+ R +: Kur pritet nga pika e fillimit drejt drejtimit X-
Shënim: Ndërprerja e boshtit dhe mbivendosja e avancimit të distancës të ciklit nuk merren parasysh.
G92x(U) Z(W) F; hapi (L) është specifikuar G92x(U) _ Z(W)_ F_
R... Lëvizja e shpejtë F... Prerja e filetës së specifikuar me kodin F

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 145
Shembulli: 1 Kur koni është R
Programi: G33 U0 W0:G50 S1000 M03:G97S100 M03:G00 X70.0 Z5.0 T0101 M08:G92 X49.4 Z-32.0 R-6.166 F1.5:X49.0X48.5:X48.5:--G30 U0 W0:M30:

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
146 Msc. ing. Ardian Ramadani
Shembulli: 2 M50x1.5
Programi:
G33 U0 W0:
G50 S1000 M03:
G97S100 M03:
G00 x60.0 Z5.0 T0101 M08:
G92 X49.5 Z-30.0 F1.5:
X49.2:
X48.9:
X48.7:
-
-
G30 U0 W0:
M30:
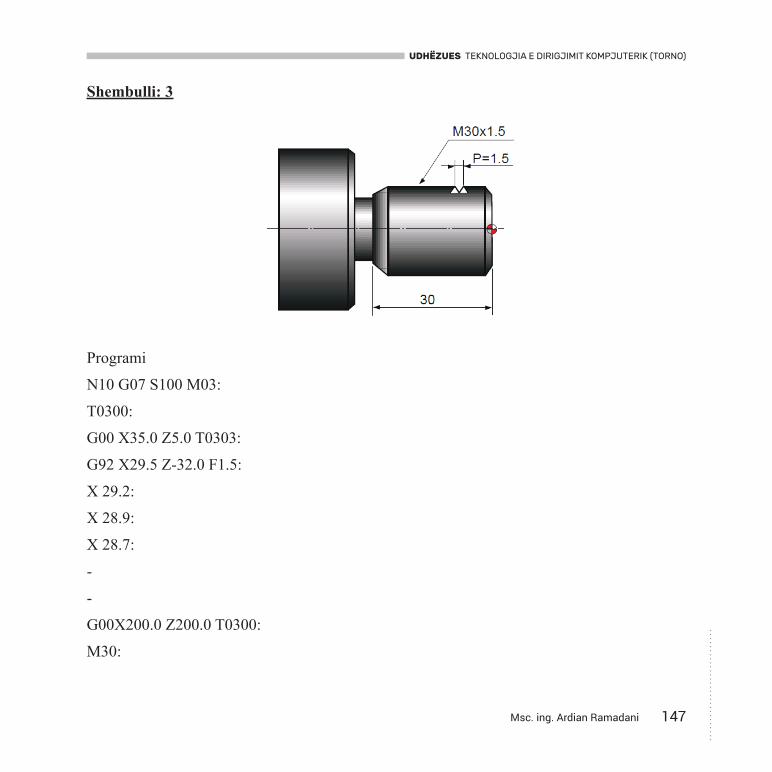
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 147
Shembulli: 3
Programi
N10 G07 S100 M03:
T0300:
G00 X35.0 Z5.0 T0303:
G92 X29.5 Z-32.0 F1.5:
X 29.2:
X 28.9:
X 28.7:
-
-
G00X200.0 Z200.0 T0300:
M30:
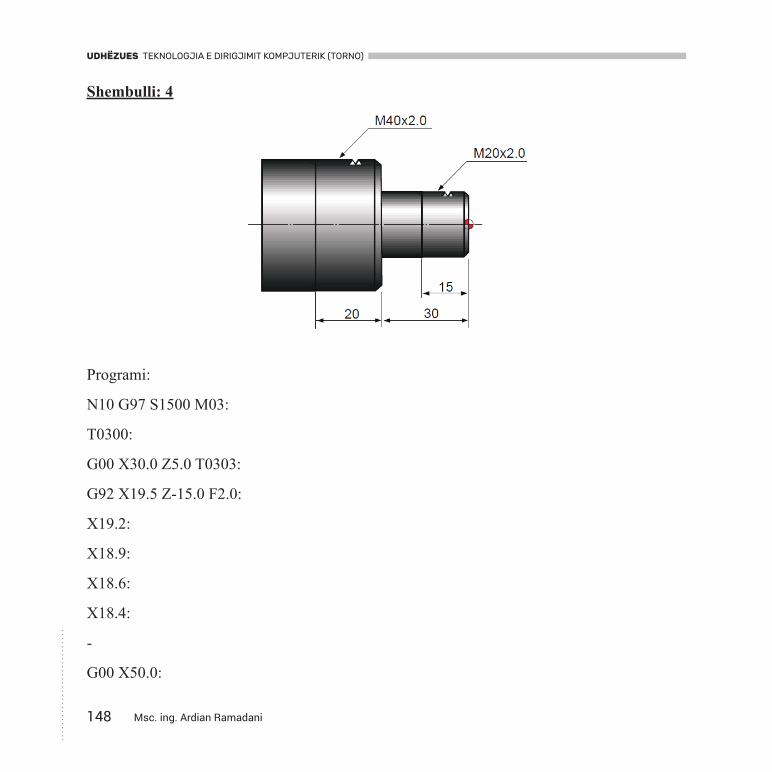
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
148 Msc. ing. Ardian Ramadani
Shembulli: 4
Programi:
N10 G97 S1500 M03:
T0300:
G00 X30.0 Z5.0 T0303:
G92 X19.5 Z-15.0 F2.0:
X19.2:
X18.9:
X18.6:
X18.4:
-
G00 X50.0:
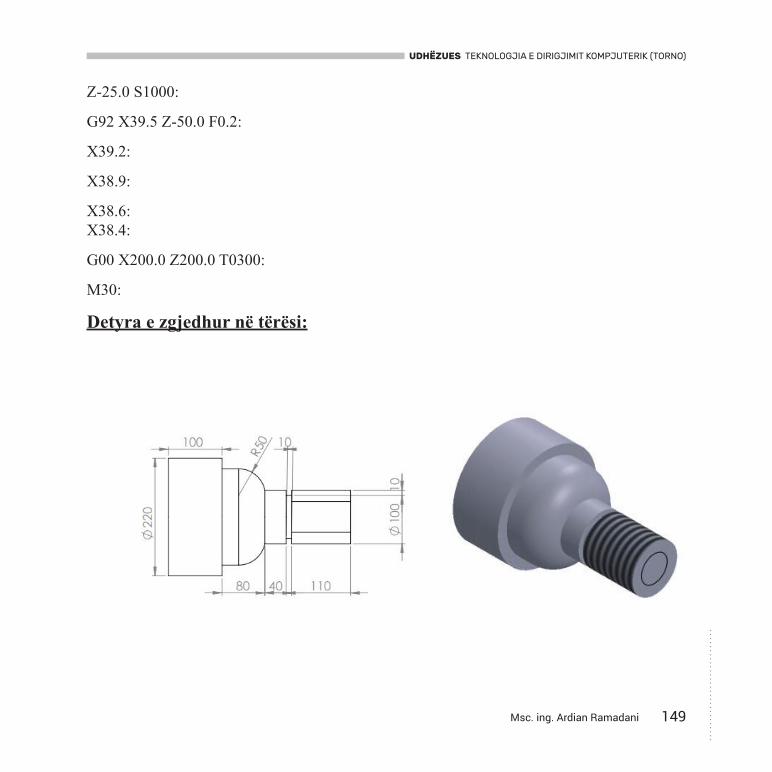
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 149
Z-25.0 S1000:
G92 X39.5 Z-50.0 F0.2:
X39.2:
X38.9:
X38.6: X38.4:
G00 X200.0 Z200.0 T0300:
M30:
Detyra e zgjedhur në tërësi:
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
150 Msc. ing. Ardian Ramadani
O3333
T0101: Tornimi gjatësor
G90 G96 S120 M03:
G54 G50 S2500 M08:
G00 X220 Z2:
G00 X200 Z2:
G01 X200:
G01 Z-240:
G00 X202 Z2:
G00 X180 Z2:
G01 X180:
G01 Z-240:
G00 X182 Z2:
G00 X170 Z2:
G01 X170:
G01 Z-160:
G00 X172 Z2:
G00 X150 Z2:
G01 X150:
G01 Z-160:
G00 X152 Z2:
G00 X130 Z2:
G01 X130:
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 151
G01 Z-160:
G00 X132 Z2:
G00 X100 Z2:
G01 X100:
G01 Z-160:
G03 X180 Z-170 R50:
G00 X200 Z200:
T0202: Hapja e kanalit
G90 G96 S120 M03:
G54 G50 S2900 M08:
G00 X110 Z2:
G01 X102 Z-120:
G75 R1.0:
G75 X80 Z-120 P3000 Q20.000 F0.1:
G00 X110:
G00 X200 Z200:
T0303: Hapja e vrimës
G90 G97 S500 M03:
G00 Z2:
X0:
G74 R1:
G74 Z-110 Q3500 F0.1:
G28 U0 W0:

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
152 Msc. ing. Ardian Ramadani
T0404: Hapja e filetës
G97 S800 M03:
G00 X101 Z2:
G92 X99.9 Z-110 F1.5:
X 99.5:
X 99.2:
X 99.0:
X 89.9:
X 89.7:
X 89.6:
X 89.5:
G28 U0 W0:
M30:
Tani po fillojmë procedurën e programimit duke e aplikuar softuerin SSCNC. Në figurën e mëposhtme përcaktojmë dimensionet e copës punuese me diametër 220 mm dhe gjatësi 430 mm. Materiali i copës punuese është hekur me sasi të vogël të karbonit. Pjesa që punohet është pjesë cilindrike. Edhe shtrëngimi në nofullat e makinës është bërë nga ana e jashtme, ndërsa në figurë, në anën e djathtë, bëhet shtrëngimi i copës punuese. Nëse copa punuese është gyp, atëherë bëhet shtrëngimi nga ana e brendshme përmes nofullave shtrënguese.
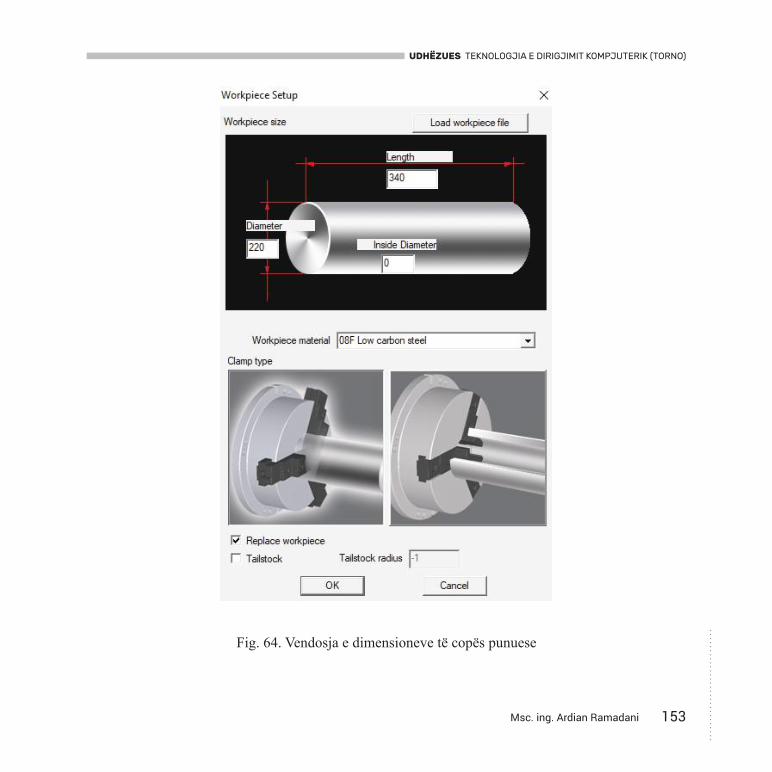
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 153
Fig. 64. Vendosja e dimensioneve të copës punuese

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
154 Msc. ing. Ardian Ramadani
Fig. 65. Pamja 3D e copës punuese
Pasi kemi vendosur dimensionet e copës punuese tash është radha e përzgjedhjes së instrumenteve metalprerëse. Varësisht prej operacioneve punuese përzgjidhen edhe instrumentet prerëse. Në shembullin tonë kemi përzgjedhjen e instrumentit prerës për tornim gjatësor të cilin e vendosim në stacionin numër 1. Shih figurën e mëposhtme.
Fig. 66. Tabela me instrumentet prerëse

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 155
Fig. 67. Përzgjedhja e instrumentit prerës për tornim gjatësor

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
156 Msc. ing. Ardian Ramadani
Fig. 68. Pamja 3D e copës punuese dhe instrumentit prerës
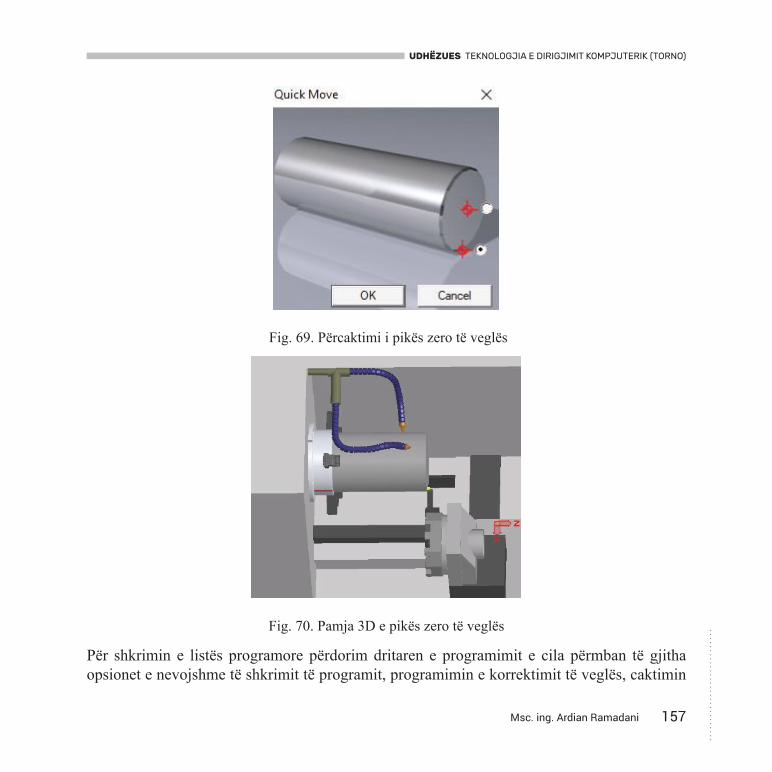
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 157
Fig. 69. Përcaktimi i pikës zero të veglës
Fig. 70. Pamja 3D e pikës zero të veglës
Për shkrimin e listës programore përdorim dritaren e programimit e cila përmban të gjitha opsionet e nevojshme të shkrimit të programit, programimin e korrektimit të veglës, caktimin

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
158 Msc. ing. Ardian Ramadani
e pikës zero të veglës etj. Pasi kemi caktuar pikën zero të veglës, fillojmë programim duke e përzgjedhur butonin offset setting offset. Në tabelë na paraqiten koordinatat për x dhe z. Për caktimin e vlerës X duhet ta dimë diametrin e copës punuese. P. sh., copa punuese x=220 mm, atëherë edhe X e merr këtë vlerë duke e shkruar X=220 mm dhe duke e shtypur butonin Measur, ndërsa z=0. Pastaj e shtypim butonin referencë, mandej butonin X dhe Z ku automatikisht bëhet largimi i instrumentit metalprerës nga copa punuese.
Fig. 71. Dritarja e programimit

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 159
Procedura për rregullimin e instrumentit të parë për përpunim gjatësor është përfunduar, tani fillojmë përzgjedhjen e instrumentit të dytë metalprerës. Për operacionin e hapjes së kanalit në figurën e mëposhtme kemi bërë përzgjedhjen e IMP duke e vendosur në stacionin nr. 2.
Fig. 72. Përzgjedhja e instrumentit metalprerës për hapjen e kanalit

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
160 Msc. ing. Ardian Ramadani
Fig. 73. Vendosja në stacionin numër 2
Fig. 74. Pamja 3D e copës dhe IMP për hapjen e kanalit

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 161
Fig. 75. Dritarja e programimit dhe pamja 3D e copës dhe IMP
Deri më tani kemi rregulluar parametrat e dy instrumenteve metalprerëse, atë të përpunimit gjatësor apo tornimit gjatësor dhe atë të hapjes së kanalit. Për të mos i përsëritur hapat për përzgjedhjen e instrumentit metalprerës për hapjen e filetave që janë të ngjashëm për përzgjedhjen si të dy instrumenteve metalprerëse paraprake, po i ilustrojmë vetëm nëpërmes figurave si më poshtë.
Fig. 76. Përzgjedhja e instrumentit metalprerës për hapjen e filetës

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
162 Msc. ing. Ardian Ramadani
Fig. 77. Vendosja e instrumentit metalprerës në stacionin numër 3
Fig. 78. Pamja 3D e vendosjes së pikës zero të veglës
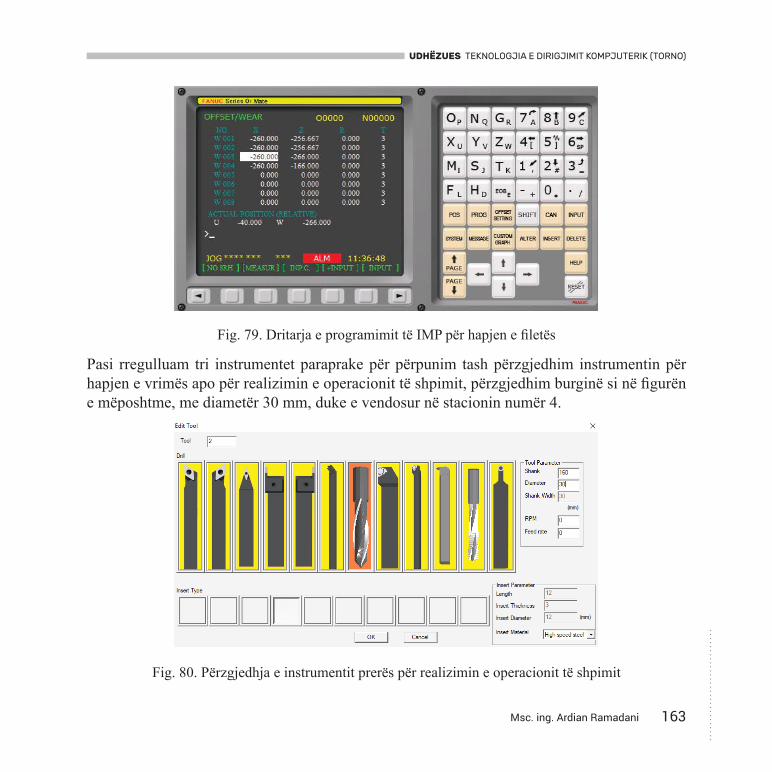
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 163
Fig. 79. Dritarja e programimit të IMP për hapjen e filetës
Pasi rregulluam tri instrumentet paraprake për përpunim tash përzgjedhim instrumentin për hapjen e vrimës apo për realizimin e operacionit të shpimit, përzgjedhim burginë si në figurën e mëposhtme, me diametër 30 mm, duke e vendosur në stacionin numër 4.
Fig. 80. Përzgjedhja e instrumentit prerës për realizimin e operacionit të shpimit

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
164 Msc. ing. Ardian Ramadani
Fig. 82. Vendosja e IMP në stacionin numër 4
Fig. 83. Pika zero e veglës
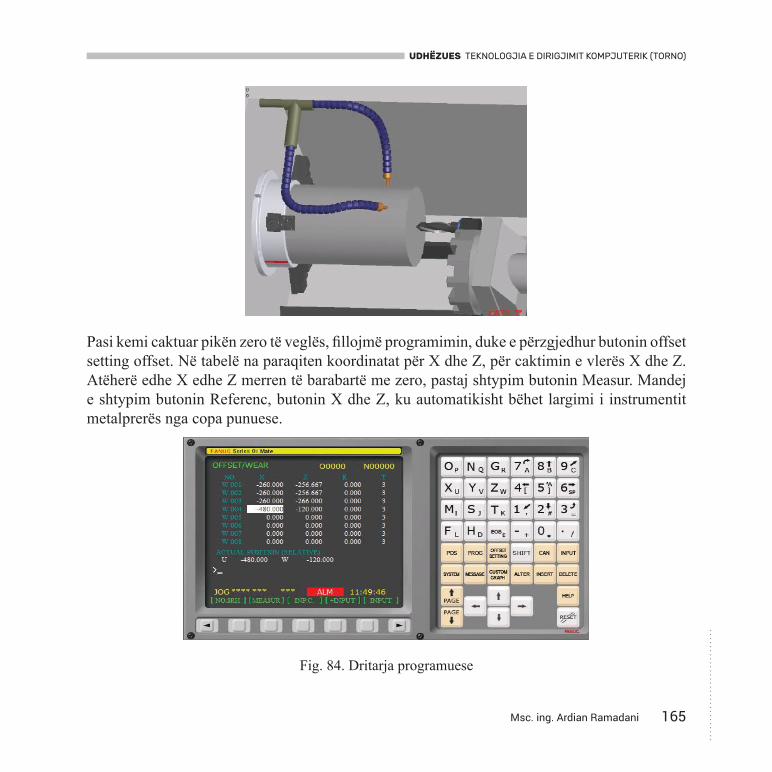
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 165
Pasi kemi caktuar pikën zero të veglës, fillojmë programimin, duke e përzgjedhur butonin offset setting offset. Në tabelë na paraqiten koordinatat për X dhe Z, për caktimin e vlerës X dhe Z. Atëherë edhe X edhe Z merren të barabartë me zero, pastaj shtypim butonin Measur. Mandej e shtypim butonin Referenc, butonin X dhe Z, ku automatikisht bëhet largimi i instrumentit metalprerës nga copa punuese.
Fig. 84. Dritarja programuese
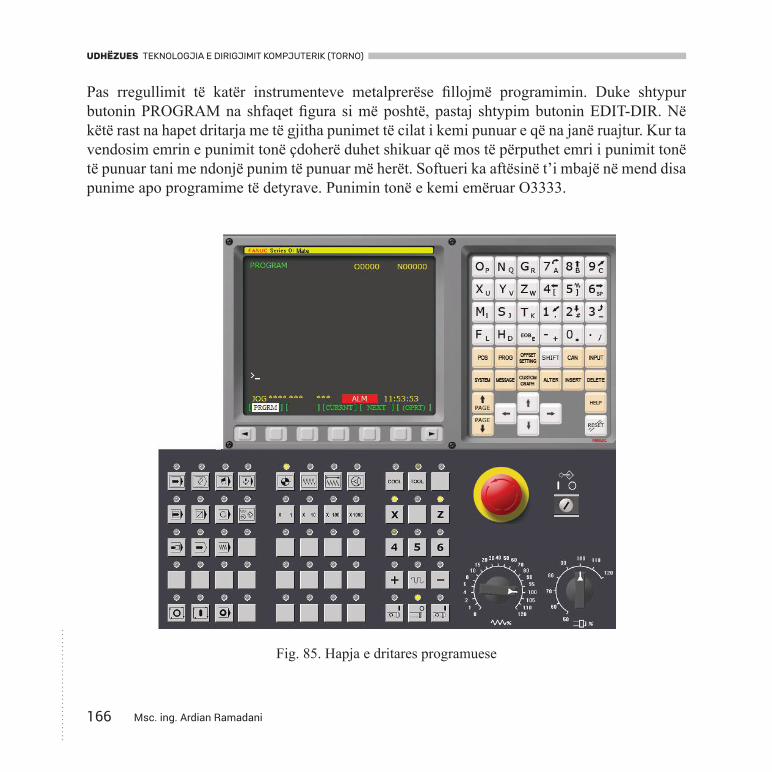
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
166 Msc. ing. Ardian Ramadani
Pas rregullimit të katër instrumenteve metalprerëse fillojmë programimin. Duke shtypur butonin PROGRAM na shfaqet figura si më poshtë, pastaj shtypim butonin EDIT-DIR. Në këtë rast na hapet dritarja me të gjitha punimet të cilat i kemi punuar e që na janë ruajtur. Kur ta vendosim emrin e punimit tonë çdoherë duhet shikuar që mos të përputhet emri i punimit tonë të punuar tani me ndonjë punim të punuar më herët. Softueri ka aftësinë t’i mbajë në mend disa punime apo programime të detyrave. Punimin tonë e kemi emëruar O3333.
Fig. 85. Hapja e dritares programuese
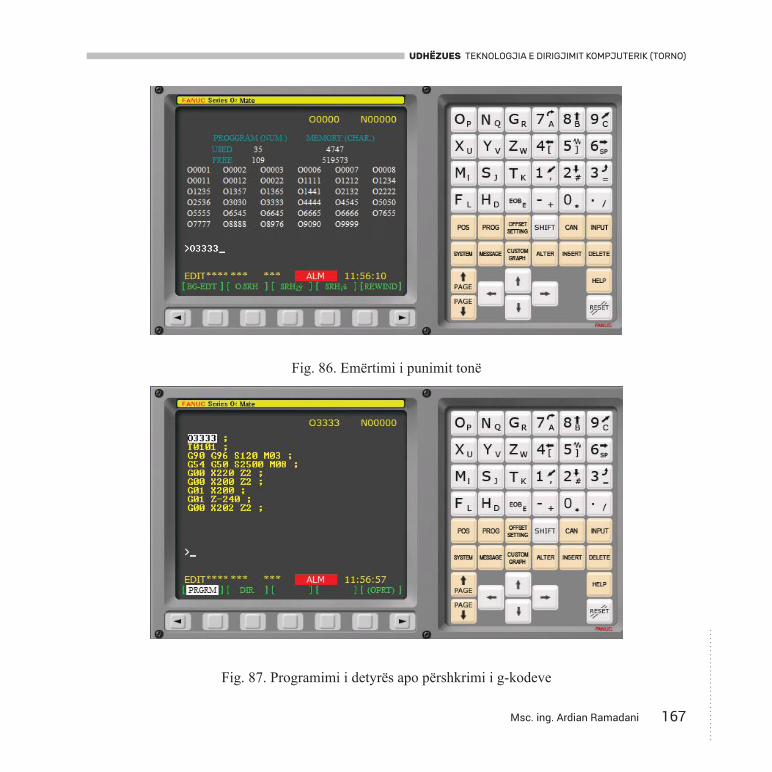
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 167
Fig. 86. Emërtimi i punimit tonë
Fig. 87. Programimi i detyrës apo përshkrimi i g-kodeve

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
168 Msc. ing. Ardian Ramadani
Përshkrimin dhe pamjen e punimit të detyrës po e ilustrojmë përmes figurave të mëposhtme.
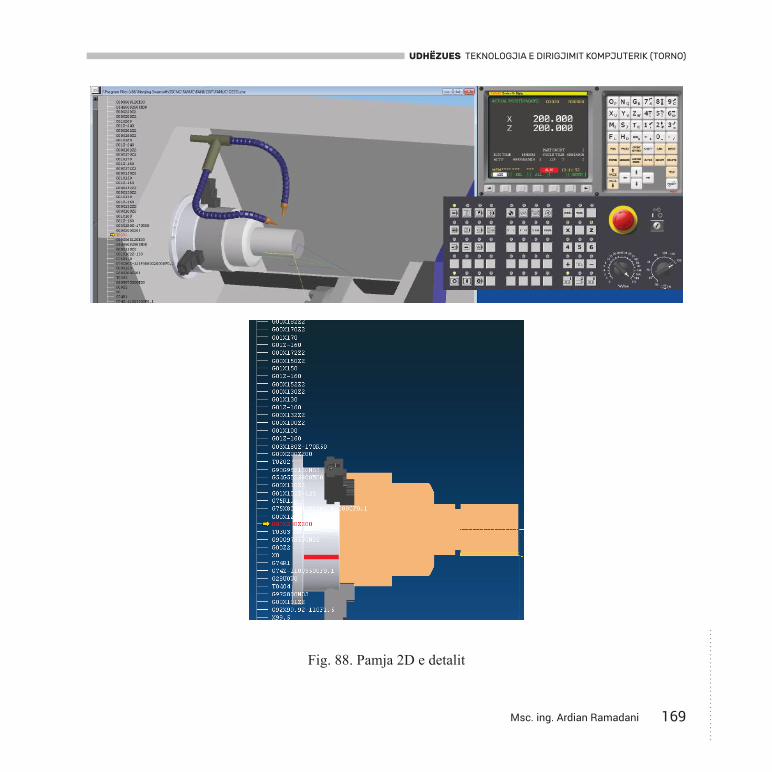
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 169
Fig. 88. Pamja 2D e detalit

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
170 Msc. ing. Ardian Ramadani
Fig. 89. Pamja 3D, hapja e kanalit
Fig. 90. Hapja e vrimës
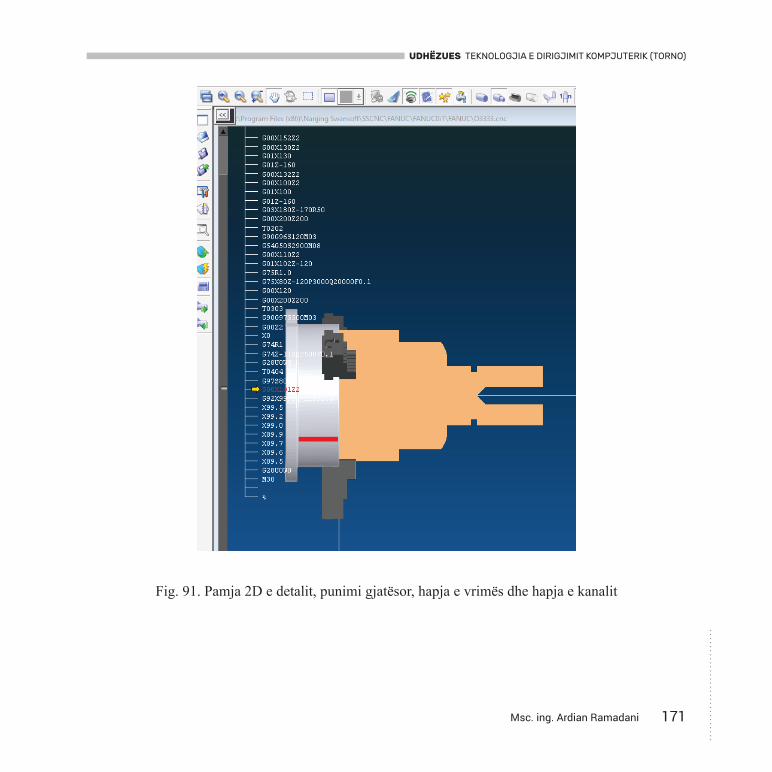
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 171
Fig. 91. Pamja 2D e detalit, punimi gjatësor, hapja e vrimës dhe hapja e kanalit

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
172 Msc. ing. Ardian Ramadani

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 173

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
174 Msc. ing. Ardian Ramadani
Fig. 92. Pamja 3D e detalit që e kemi punuar me softuerin SSCNC
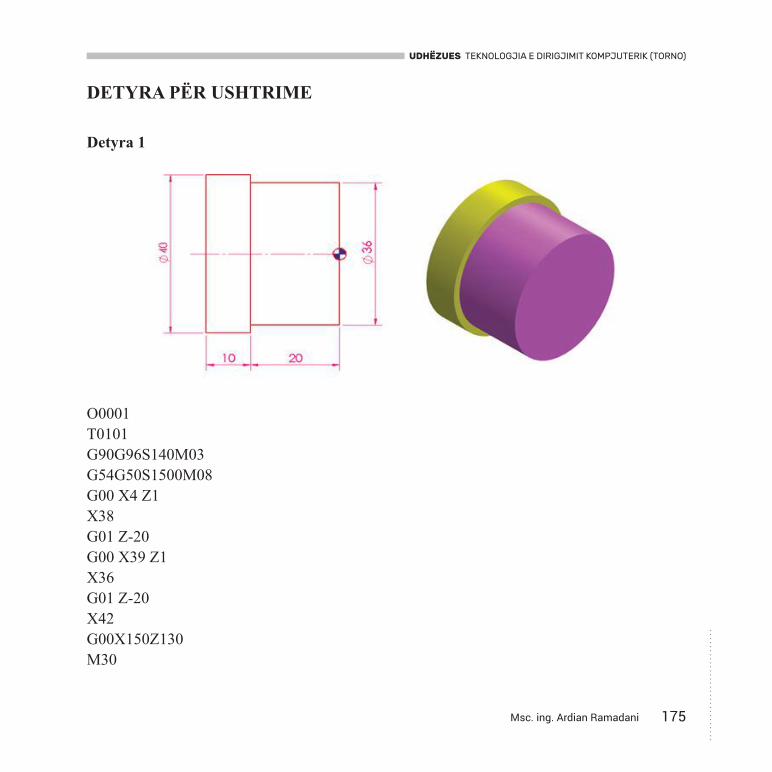
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 175
DETYRA PËR USHTRIME
Detyra 1
O0001T0101G90G96S140M03G54G50S1500M08 G00 X4 Z1X38G01 Z-20G00 X39 Z1X36G01 Z-20X42G00X150Z130M30
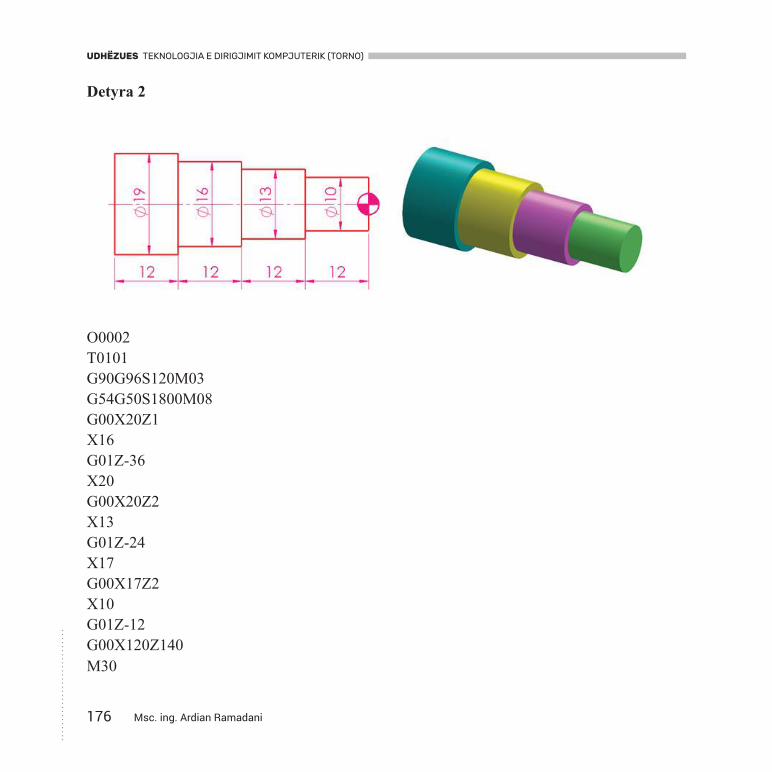
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
176 Msc. ing. Ardian Ramadani
Detyra 2
O0002T0101G90G96S120M03G54G50S1800M08G00X20Z1X16G01Z-36X20G00X20Z2X13G01Z-24X17G00X17Z2X10G01Z-12G00X120Z140M30
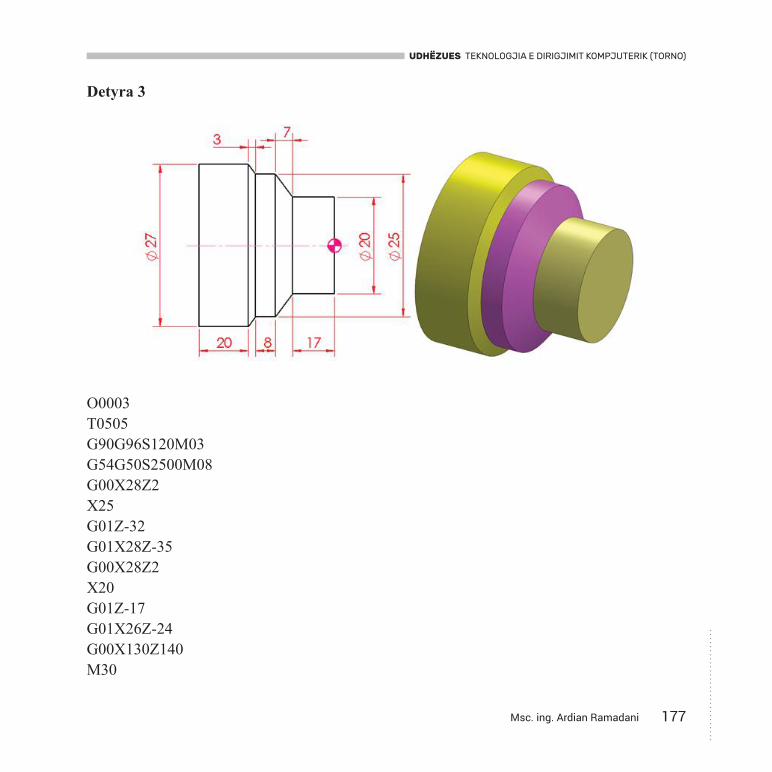
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 177
Detyra 3
O0003T0505G90G96S120M03G54G50S2500M08G00X28Z2X25G01Z-32G01X28Z-35G00X28Z2X20G01Z-17G01X26Z-24G00X130Z140M30
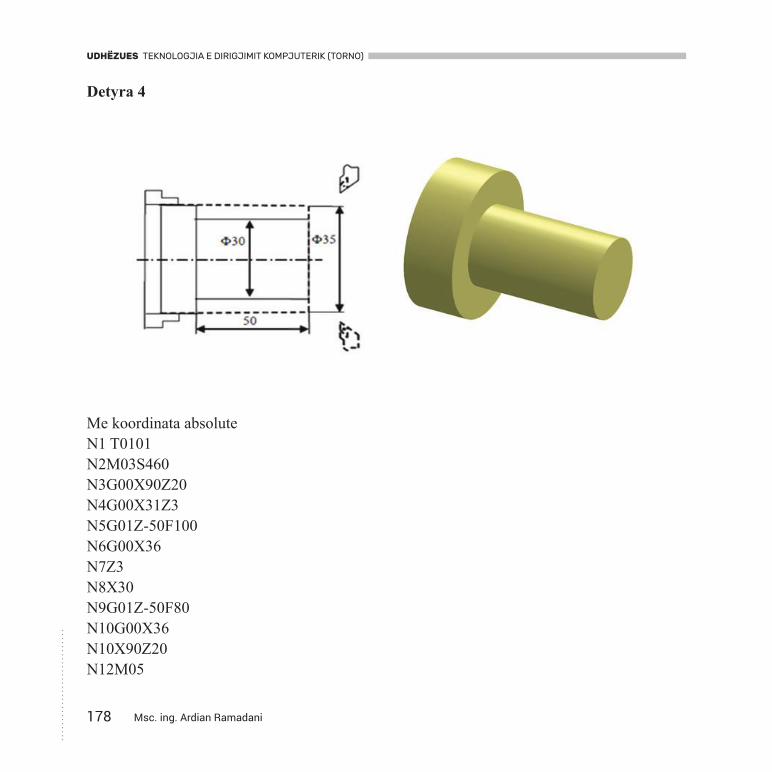
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
178 Msc. ing. Ardian Ramadani
Detyra 4
Me koordinata absoluteN1 T0101N2M03S460N3G00X90Z20N4G00X31Z3N5G01Z-50F100N6G00X36N7Z3N8X30N9G01Z-50F80N10G00X36N10X90Z20N12M05

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 179
N13M30Me koordinata relative (inkrementale)N1T0101N2M03S460N3G00X90Z20N4G00X31Z3N5G01W-53F100N6G00U5N7W53N8U-6N9G01X36F80N11X90Z20N12M05N13M30
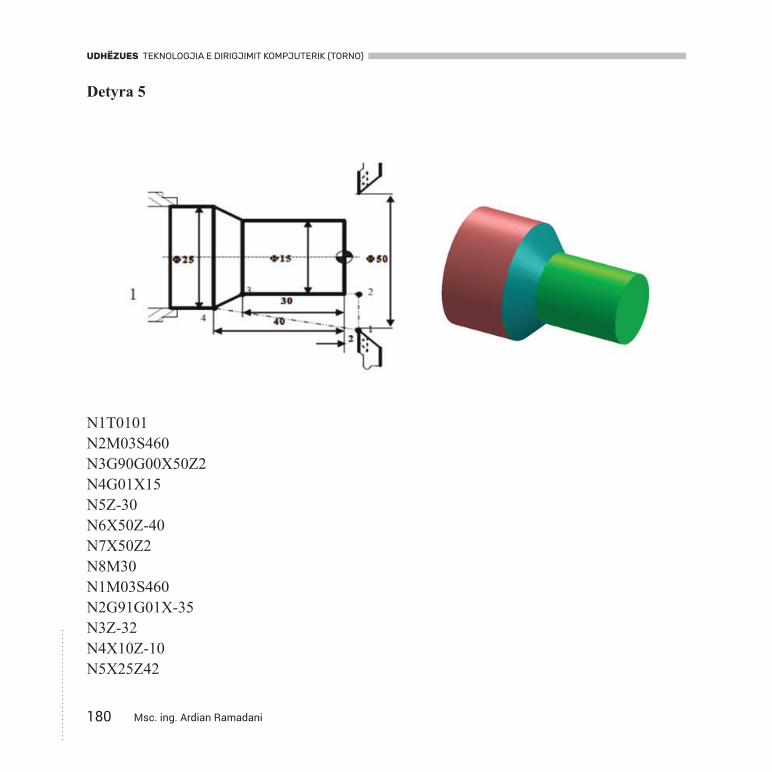
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
180 Msc. ing. Ardian Ramadani
Detyra 5
N1T0101N2M03S460N3G90G00X50Z2N4G01X15N5Z-30N6X50Z-40N7X50Z2N8M30N1M03S460N2G91G01X-35N3Z-32N4X10Z-10N5X25Z42

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 181
N6M30NT0101N2M03S460N3G00X50Z2N4G01X15N5Z-30N6U10Z-40N7X50W42N8M30
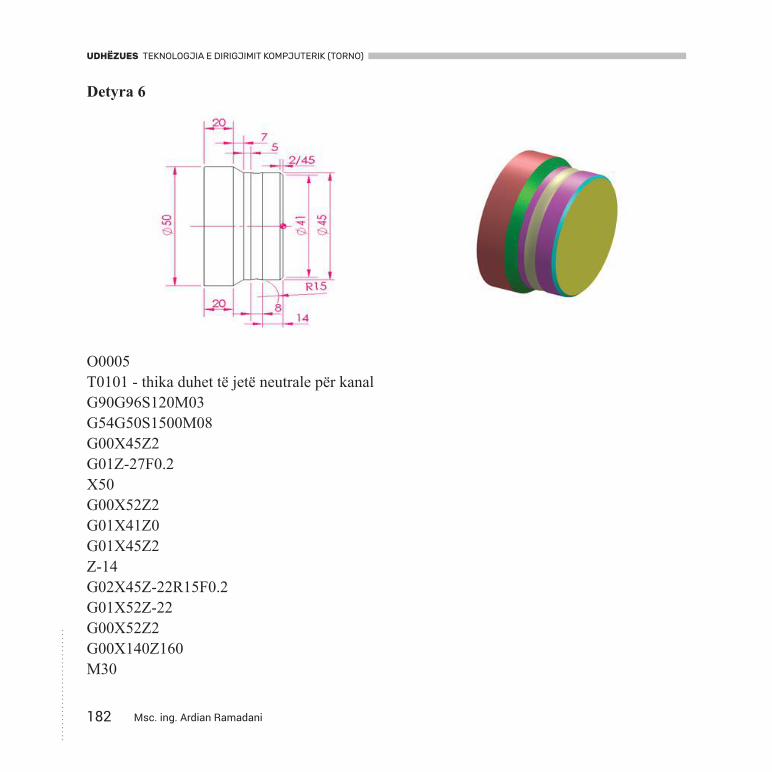
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
182 Msc. ing. Ardian Ramadani
Detyra 6
O0005T0101 - thika duhet të jetë neutrale për kanalG90G96S120M03G54G50S1500M08G00X45Z2G01Z-27F0.2X50G00X52Z2G01X41Z0G01X45Z2Z-14G02X45Z-22R15F0.2G01X52Z-22G00X52Z2G00X140Z160M30
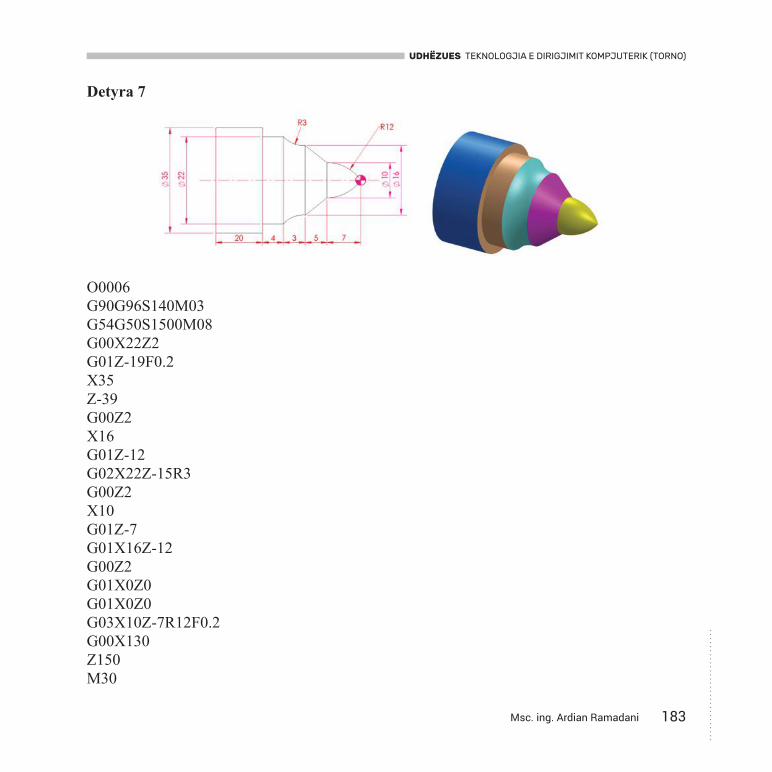
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 183
Detyra 7
O0006G90G96S140M03G54G50S1500M08G00X22Z2G01Z-19F0.2X35Z-39G00Z2X16G01Z-12G02X22Z-15R3G00Z2X10G01Z-7G01X16Z-12G00Z2G01X0Z0G01X0Z0G03X10Z-7R12F0.2G00X130Z150M30
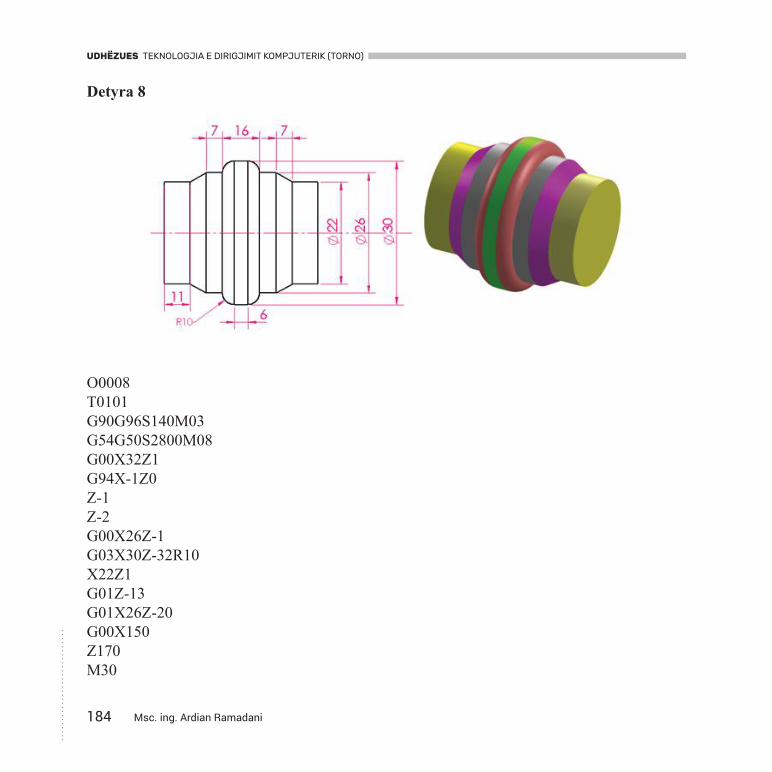
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
184 Msc. ing. Ardian Ramadani
Detyra 8
O0008T0101G90G96S140M03G54G50S2800M08G00X32Z1G94X-1Z0Z-1Z-2G00X26Z-1G03X30Z-32R10X22Z1G01Z-13G01X26Z-20G00X150Z170M30

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 185
Detyra 9
O0009G90G96S130M03G54G50S1700M08G00X24Z2G94X-1Z-1F0.1Z-2G00X18Z-2G01Z-27G01X22Z-32Z-52G00X24Z2X12G01Z-14G03X18Z-19R5F0.2G00X20Z0X8G02X12Z-6R4F0.2G00X14Z2G00X160Z150M30
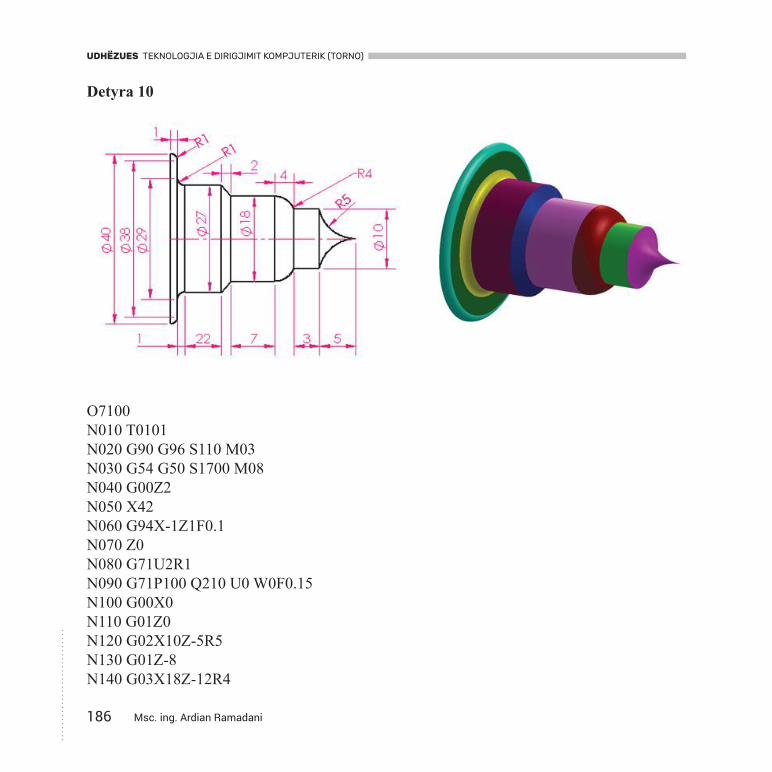
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
186 Msc. ing. Ardian Ramadani
Detyra 10
O7100N010 T0101 N020 G90 G96 S110 M03 N030 G54 G50 S1700 M08 N040 G00Z2 N050 X42 N060 G94X-1Z1F0.1 N070 Z0 N080 G71U2R1 N090 G71P100 Q210 U0 W0F0.15 N100 G00X0 N110 G01Z0N120 G02X10Z-5R5N130 G01Z-8N140 G03X18Z-12R4

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 187
N150 G01Z-19N160 X27Z-30N170 Z-52N180 G02X29Z-53R1N190 G01X38N200 G03X40Z-54R1N210 G00X42N220 G00X160N230 Z150N240 M30

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
188 Msc. ing. Ardian Ramadani
4.10 LITERATURA
Century Star Turning CNC System - Programming Guide Wuhan Huazhong
http://www.huazhongcnc.com
Programiranje cnc tokarilice i glodalice Zdravko Blazeviq
Fanuc OTG-Code Training Manual
Lathe Operator’s Manual U.S.A. | HaasCNC.com
UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
Msc. ing. Ardian Ramadani 189

UDHËZUES TEKNOLOGJIA E DIRIGJIMIT KOMPJUTERIK (TORNO)
190 Msc. ing. Ardian Ramadani


Related Documents











