Tutorial: Control Numérico Computacional (CNC) Traducción de la página http://users.bergen.org/jdefalco/CNC/ Es recomendable revisar la página y mirar las imágenes y animaciones allí disponibles. ¿Qué es un Sistema CNC ? El Control Numérico Computacional es el control de una máquina herramienta usando números y letras. Es un sistema en el cual los valores numéricos programados son directamente insertados y almacenados en alguna forma de medio de entrada, y automáticamente leídos y decodificados para provocar el movimiento correspondiente en la máquina que se está controlando. Ventajas de un Sistema CNC o Alto grado de calidad debido a la precisión, repetibilidad y ausencia de variaciones introducidas por un operador. o Desperdicios reducidos. Son menos probables los errores debidos a la fatiga del operador, interrupciones y otros factores. o Inspección simplificada. Una vez que la primera pieza ha pasado la inspección, se requiere una inspección mínima en las partes subsecuentes. o Menores costos de herramientas debido a la menor necesidad de montajes y reparaciones complejas. o Tiempo de servicio reducido. o Las operaciones complejas de la maquinaria se realizan más fácilmente debido al control avanzado de la máquina. Desventajas de un Sistema CNC o Las herramientas de una máquina numéricamente controlada no cortan el metal tan rápido como las máquinas convencionales. o El control numérico no elimina la necesidad de herramientas caras. Además, hay un gasto inicial mayor.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Tutorial: Control Numérico Computacional (CNC)
Traducción de la página http://users.bergen.org/jdefalco/CNC/Es recomendable revisar la página y mirar las imágenes y
animaciones allí disponibles.
¿Qué es un Sistema CNC? El Control Numérico Computacional es el control de unamáquina herramienta usando números y letras. Es un sistema enel cual los valores numéricos programados son directamenteinsertados y almacenados en alguna forma de medio de entrada,y automáticamente leídos y decodificados para provocar elmovimiento correspondiente en la máquina que se estácontrolando.
Ventajas de un Sistema CNCo Alto grado de calidad debido a la precisión,
repetibilidad y ausencia de variaciones introducidas porun operador.
o Desperdicios reducidos. Son menos probables los erroresdebidos a la fatiga del operador, interrupciones y otrosfactores.
o Inspección simplificada. Una vez que la primera pieza hapasado la inspección, se requiere una inspección mínimaen las partes subsecuentes.
o Menores costos de herramientas debido a la menornecesidad de montajes y reparaciones complejas.
o Tiempo de servicio reducido.o Las operaciones complejas de la maquinaria se realizan
más fácilmente debido al control avanzado de la máquina.
Desventajas de un Sistema CNCo Las herramientas de una máquina numéricamente controlada
no cortan el metal tan rápido como las máquinasconvencionales.
o El control numérico no elimina la necesidad deherramientas caras. Además, hay un gasto inicial mayor.
o El control numérico no elimina los errores por completo.Los operadores todavía se pueden equivocar al presionarlos botones equivocados, al realizar alineacioneserradas , y fallan al ubicar las piezas adecuadamente enuna montura.
o Se necesita escoger y entrenar a programadores y apersonal de mantención.
Historiao En 1947 John Parsons comienza a experimentar con la idea
de generar los datos de una curva a través de un eje yusar esos datos para controlar los movimientos de unamaquina herramienta.
o En 1949 la Corporación Parsons gana un contrato parainvestigar un método de producción acelerado.
o En 1952 el MIT (Massachussets Institute of Technology)demuestra exitosamente un modelo de máquina de ControlNumérico actual. La máquina fabrica piezas exitosamentecon movimientos simultáneos de herramientas de corte através del eje. El MIT acuña la expresión "controlnumérico".
o En 1955 se exhiben modelos comerciales de máquinas decontrol numérico para la aceptación de los usuarios.
o En 1957 el Control Numérico es aceptado por laindustria. Varias ya han sido instaladas y están en uso.
Prerrequisitoso Lectura de planos.o Instalación y montaje de una pieza de trabajo.o Familiaridad con las operaciones de la máquina,
velocidades de corte, tazas de alimentación yprofundidad de corte.
o Familiaridad con la máquina que está siendoprogramada; sus características de operación general;entrada de datos por cinta, disco flexible o red; yel panel de operación de control de la máquina.
o Comprensión de operaciones computacionales básicas,programación CNC y traducciones de datos.
Equipamiento CNC
Máquinas Fresadoras. Las máquinas CNC Fresadoras usan uncortador rotatorio para el movimiento de corte y unmovimiento lineal para la alimentación. El material esempujado en el cortador, o el cortador es empujado almaterial, en caminos rectos o curvos tridimensionales, paraproducir los elementos deseados de una pieza. La piezaterminada es creada mediante la remoción de todo el materialinnecesario desde la pieza de trabajo. Este proceso sedenomina fresado.
Tornos. Los Tornos CNC rotan la pieza de trabajo en contra deun único punto de una herramienta para producir movimiento decorte. La herramienta se alimenta a lo largo o en la pieza detrabajo para producir el movimiento de alimentación. Elmaquinado de una pieza en un torno se denomina Giro.
Centros de Maquinado. Los centros de maquinado son máquinasCNC más sofisticadas que frecuentemente combinan lastecnologías de fresado y torneado.
Máquinas EDM. Una Máquina de Descarga Eléctrica (ElectricalDischarge Machine, EDM) usa chispas eléctricas para hacer unacavidad en una pieza de metal. este proceso requiere de unelectrodo, una fuente de poder, un tanque, y enfriador. Lapieza de trabajo se conecta a un lado de la fuente de poder yse coloca en el tanque. El electrodo, construido en la formade la cavidad deseada, se conecta al otro lado de la fuentede poder. El tanque se llena con enfriador. este enfriador esun material dieléctrico. Un dieléctrico opone una resistenciaal flujo de la electricidad. Se baja el electrodo hasta queuna chispa salta entre el electrodo y la pieza de trabajo.Cuando la chispa salta, la calidad dieléctrica del enfriadorha sido superada. La chispa libera pequeñas partículas dematerial que son eliminadas por el enfriador. Se crea unacavidad de la misma forma que el electrodo. Se baja el
electrodo al ritmo que se fabrica la cavidad y hasta que selogra la profundidad apropiada.Robots. Los robots industriales son máquinas especializadasque son un reemplazo directo del trabajo humano. Estos robotsse utilizan para realizar consistentemente tareas que sonmonótonas, repetitivas y / o difíciles. Algunos ejemplos son:fundición, pintura, soldadura, paletizado, transferencia demateriales y como intercambiadores de herramientas y piezaspara máquinas CNC.
Paneles de Control CNC. Los paneles de control CNC incluyenlos controles para todos los aspectos del proceso demaquinado. Algunas máquinas también incluyen la programaciónde piezas y la verificación del camino de la herramienta.
Sistemas CNC. o El control punto a punto es el posicionamiento de la
herramienta desde un punto a otro dentro de un sistemacoordinado. Más frecuentemente usado para elposicionamiento a un punto en donde se realizará unaoperación de maquinado manual, tal como taladrado operforación.
o El control de corte recto tiene la habilidad de moveruna herramienta, mientras esta enganchada, recto entodos los ejes de la máquina y además tiene la habilidadde hacer ángulos de 45 grados.
o Los sistemas de control de contorno generan un camino dela herramienta continuamente controlado mediante lainterpolación de puntos intermedios o coordenadas. Lainterpolación significa la habilidad de generar lospuntos que constituyen el camino.
Prácticas de Máquinas Herramientas
Diseño y Montaje de Fijaciones. Una fijación es unaherramienta de producción que ubica, sostiene y soportafirmemente la pieza de trabajo de manera tal que lasoperaciones de maquinación puedan ser realizadas de idéntica

forma para las partes duplicadas (es decir, cuando serealizan ciclos de producción).
Aun cuando son ampliamenteusadas en máquinasfresadoras, las fijacionestambién se usan paraoperaciones en herramientasde máquinas estándar. Lasfijaciones varían en diseñodesde herramientasrelativamente simples aelementos caros ycomplejos.
o Las Fijaciones dePlaca son lasfijaciones básicas mássencillas, hechas deuna placa plana lacual tiene unavariedad de tenazas,referencias o pinespara
sostener y ubicar una parte. Si simplicidad yadaptabilidad la han transformado en un tipo de fijaciónpopular.
o Las Fijaciones de Placas en Ángulo son una variación dela placa de fijación que es usada para maquinar la piezaen un ángulo recto a su punto de ubicación. Muchasfijaciones de placa en ángulo están hechas en 90° peroen general pueden ser hechas en otros ángulos.
o Las Fijaciones de Prensa Ajustable se usan para lamaquinación de partes pequeñas. Con este tipo defijación las prensas estándar son reemplazadas pormandíbulas que se ajustan a la pieza. Estas fijacionesson el tipo más barato de fijaciones y su uso sólo estálimitado por el tamaño de las prensas disponibles.
o Las Fijaciones de Indexación se utilizan para lamaquinación de piezas con detalles de maquinaciónigualmente espaciados.
o Las Fijaciones Multiestación son principalmente usadaspara ciclos de producción de grandes volúmenes a altavelocidad, en donde el ciclo de maquinación debe sercontinuo.
o Las Fijaciones Duplex son la variedad más sencilla defijaciones tipo multiestación. Esta fijación permite larealización de las operaciones de carga y descargamientras las operaciones de maquinación están enprogreso, sin tener que detener la máquina.
o Las Fijaciones de Perfil se usan para guiar lasherramientas para la maquinación de contornos que,normalmente, la máquina no puede seguir. Las máquinasCNC no usan este tipo de fijaciones.
Algunas operaciones de producción que usan fijaciones:o Montajeo Taladradoo Presentacióno Formacióno Medidao Pulverizacióno Tratamientos con caloro Limadoo Inspeccióno Torneado o Dobladoo Fresadoo Planificacióno Perforacióno Pinturao Remoción de materialo Corteo Estampadoo Pruebaso Soldadura
Herramientas que Producen Distintas Geometrías.A continuación, algunas herramientas que se pueden usar parafunciones especificas en una máquina CNC.
Para Taladrar Para Tornear
Para Fresado
Herramientas Varias
Fresado Convencional y de Ascensión.
El fresado de ascensión o de descenso es aquel en el cual lapieza de trabajo se mueve en la misma dirección que larotación de la herramienta de corte. El enganche completo dela herramienta es instantáneo. La acción de deslizamiento delfresado convencional se elimina dando lugar a una superficiecon una mejor terminación y alargando la vida de laherramienta.
El fresado convencional o "hacia arriba" es cuando la piezade trabajo es alimentado en la rotación del cortador. Lostrozos son de espesor mínimo al inicio del corte y tanligeros que la herramienta tiende a deslizarse sobre eltrabajo. Este deslizamiento, seguido de la salida brusca dela herramienta al terminar el corte, provoca una terminacióngruesa.
Datos y Fórmulas de Corte.
Términos más frecuentes usados para expresar datos de corte:
o Velocidad del Eje - es la velocidad rotacional del eje yde la herramienta. Este valor se expresa normalmente enRPM (revoluciones por minuto).
o Valor de la tasa de Alimentación - es el valor numéricoal cual la herramienta recorrerá una pieza de trabajo.Es usualmente expresado en IPM (pulgadas por minuto oIPR (pulgadas por revolución).
o Velocidad de Corte - la velocidad de corte es lavelocidad rotacional de la herramienta de corte o de lapieza de trabajo. Se expresa en RPM o en SFM (Pies deSuperficie por Minuto).
o Profundidad del Corte - es la distancia que la punta dela herramienta se introduce en la pieza de trabajo. Seincorpora en los valores X, Y, Z en un programa CNC.Aparte del programa, puede expresarse en pulgadas omilímetros.
El cálculo de los datos de corte es un paso muy importante enla planificación de un programa CNC. A continuación, algunasde las fórmulas más comunes.
S.F.M = R.P.M. x Diámetro x .262Ejemplo: Encuentre SFM de una herramienta de 1" a 600RPMSFM = RPM x 1 x .262SFM = 600 x 1 x .262. SFM = 157.2
R.P.M. = S.F.M. x 3.82 / DiámetroEjemplo: Encuentre las RPM de una herramienta de 1" a
150 SFM.RPM = SFM x 3.82 / DiámetroRPM = 150 x 3.82 / 1. RPM = 573
I.P.M. = R.P.M x T x F.P.T. Ejemplo: Encuentre el valor IPM de un taladro de 1" a 500 RPM y con un valor de FPT = 0.006. IPM = 500 x 1x .006 IPM = 3.0
F.P.R. = I.P.M. / R.P.M.Ejemplo: Encuentre el valor FPR (en pulgadas) de un cortador que avanza a 200 RPM y con un valor IPM = 22.FPR = 22 / 200. FPR = .11
F.P.T = I.P.M. / T x R.P.M.Ejemplo: Encuentre el valor FPT (alimentación por dientes, en pulgadas) para una fresa de 4 canales y de 2" que avanza a 200 RPM y con un valor IPM = 20. FPT =20 / 4 x 200 FPT = .025
Nota: Una broca se considera como un cortador de un único diente.
Programación de la Máquina
1. Planificación del Programa o Lectura de Planos . La lectura de planos es una
habilidad básica en la industria de lamanufacturación, algo que todos los ingenieros,gerentes, programadores y operadores de CNC,maquinistas e inspectores, deberían conocer.
o Elección de la Máquina Adecuada . La elección de unamáquina adecuada a una pieza específica a sermanufacturada es la responsabilidad, usualmente,del gerente de producción, del gerente del tallerde máquinas, y / o del gerente CNC. El gerente debesaber:
1. El ambiente de cada máquina (área de trabajo)
2. Las opciones de cada máquina (fresado,taladrado, etc.)
3. Herramientas de corte, velocidades de giro,tazas de alimentación.
4. Diseño y montaje de fijaciones.5. Operaciones de la máquina: Ajuste,
instalación y ejecución de programas.
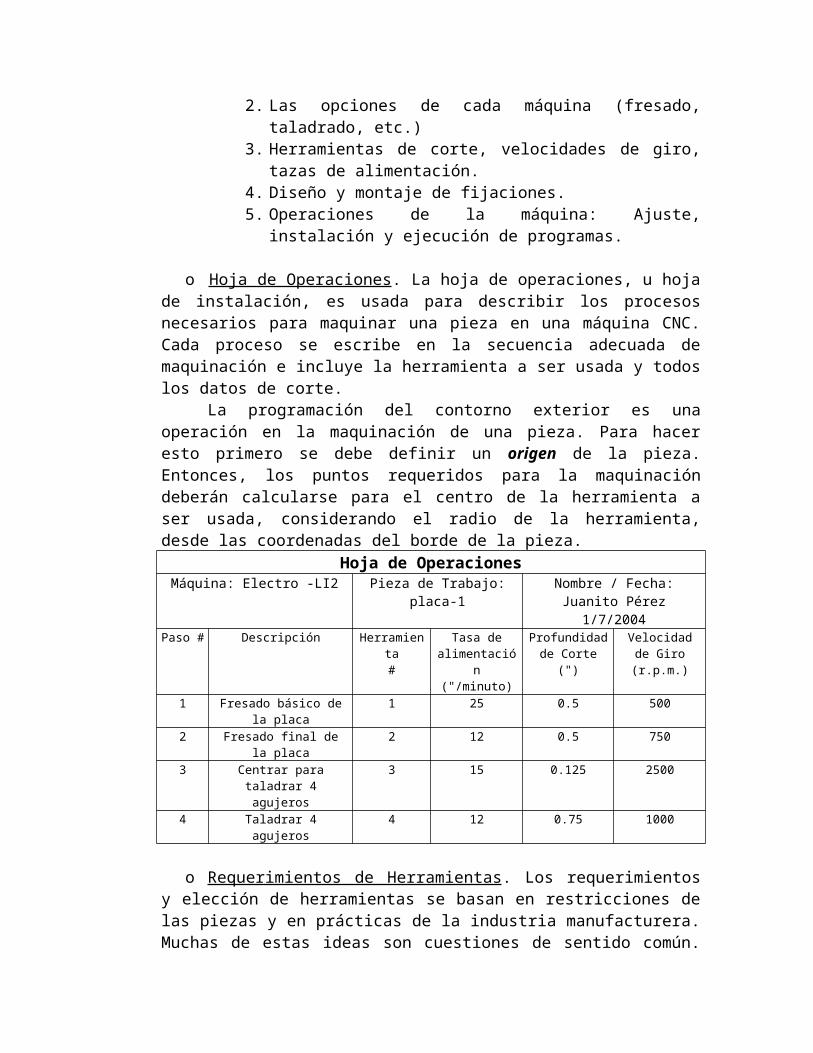
o Hoja de Operaciones . La hoja de operaciones, u hojade instalación, es usada para describir los procesosnecesarios para maquinar una pieza en una máquina CNC.Cada proceso se escribe en la secuencia adecuada demaquinación e incluye la herramienta a ser usada y todoslos datos de corte.
La programación del contorno exterior es unaoperación en la maquinación de una pieza. Para haceresto primero se debe definir un origen de la pieza.Entonces, los puntos requeridos para la maquinacióndeberán calcularse para el centro de la herramienta aser usada, considerando el radio de la herramienta,desde las coordenadas del borde de la pieza.
Hoja de OperacionesMáquina: Electro -LI2 Pieza de Trabajo:
placa-1Nombre / Fecha:Juanito Pérez
1/7/2004Paso # Descripción Herramien
ta#
Tasa dealimentació
n("/minuto)
Profundidadde Corte
(")
Velocidadde Giro(r.p.m.)
1 Fresado básico dela placa
1 25 0.5 500
2 Fresado final dela placa
2 12 0.5 750
3 Centrar parataladrar 4agujeros
3 15 0.125 2500
4 Taladrar 4agujeros
4 12 0.75 1000
o Requerimientos de Herramientas . Los requerimientosy elección de herramientas se basan en restricciones delas piezas y en prácticas de la industria manufacturera.Muchas de estas ideas son cuestiones de sentido común.
Los buenos programadores y operadores CNC deben tenerlasen cuenta.
Conocer las características del material a sermaquinado.
Usar un catálogo de herramientas industrialtípico para bajar costos.
Hacer uso de los servicios técnicos ofrecidospor los fabricantes de herramientas.
La calidad de la fijación deberá basarse en elnúmero de piezas que, eventualmente seránproducidas.
Siempre se debe usar la herramienta correctapara la correcta operación de la máquina.
Mantener herramientas de reemplazo y derepuesto para el evento de que sea necesarioafilar una herramienta o si la herramienta serompe.
Mantener una variedad de herramientas para elcaso de que un tipo no realice el trabajo comose desea.
Usar herramientas de acero de alta velocidadsobre materiales de fácil maquinación.
Usar herramientas de carbono en materiales decorte difícil.
Usar herramientas con revestimiento de cobaltou óxido para las aleaciones exóticas.
Usar herramientas del tipo de inserción cuandosea posible para reducir costos.
Considere el uso de escariadores, en lugar debrocas, en aplicaciones con taladro en dondela viruta y el control de trozos puede ser unproblema.
Tenga en cuenta la flexión que ocurre al usarherramientas largas. Es posible que senecesiten pasadas extras para eliminar rayas yvirutas.
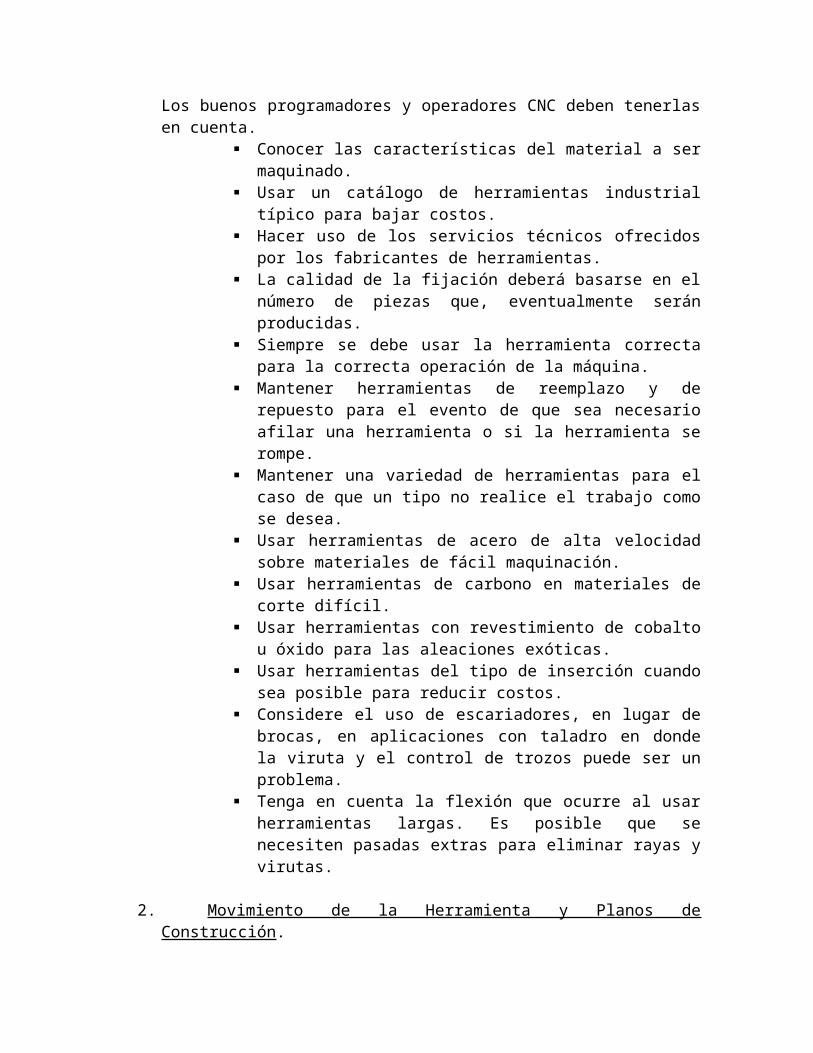
2. Movimiento de la Herramienta y Planos deConstrucción.
Los códigos del Plano deConstrucción se usan paracambiar entre los planoscoordinados para maquinararcos o círculos.
Estos códigos son G17(XY),G18(XZ), y G19(YZ). ElMovimiento de laHerramienta debe ocurrirparalelo a uno de estosplanos para los arcos ycírculos. Por defecto seconsidera el plano G17(XY).
3. Sistemas de Unidades y Modos de Entrada
Los Sistemas de Unidades son las unidades de medición que seusan en un programa CNC. Todas las máquinas entienden lasunidades Métricas (milímetros, mm) y las Inglesas (pulgadas,"). Hay que indicarle a la máquina CNC que unidades se estánutilizando. Algunas máquinas vienen ajustadas de fábrica apulgadas o a milímetros. Normalmente al inicio de un programaCNC verá eso; G70 especifica pulgadas y G71 especifica milímetros.
Los Modos de Entrada se refieren al tipo de informacióncoordenada que se ingresa al programa de la máquina CNC. haydos tipos.
- Entrada Absoluta, diseñada para el código G90, especificala distancia desde el origen o punto cero del programa. Elmodo Absoluto es el más común.
- Entrada Incremental, designada por el código G91,especifica las distancias y direcciones usando el puntoprevio como un origen. La entrada incremental a veces sedenomina punto-a-punto. Todos los sistemas CNC pueden
conmutar desde el modo absoluto al incremental y viceversa,ilimitadas veces en un programa.
Existen otros modos de entrada tales como el Helicoidal.
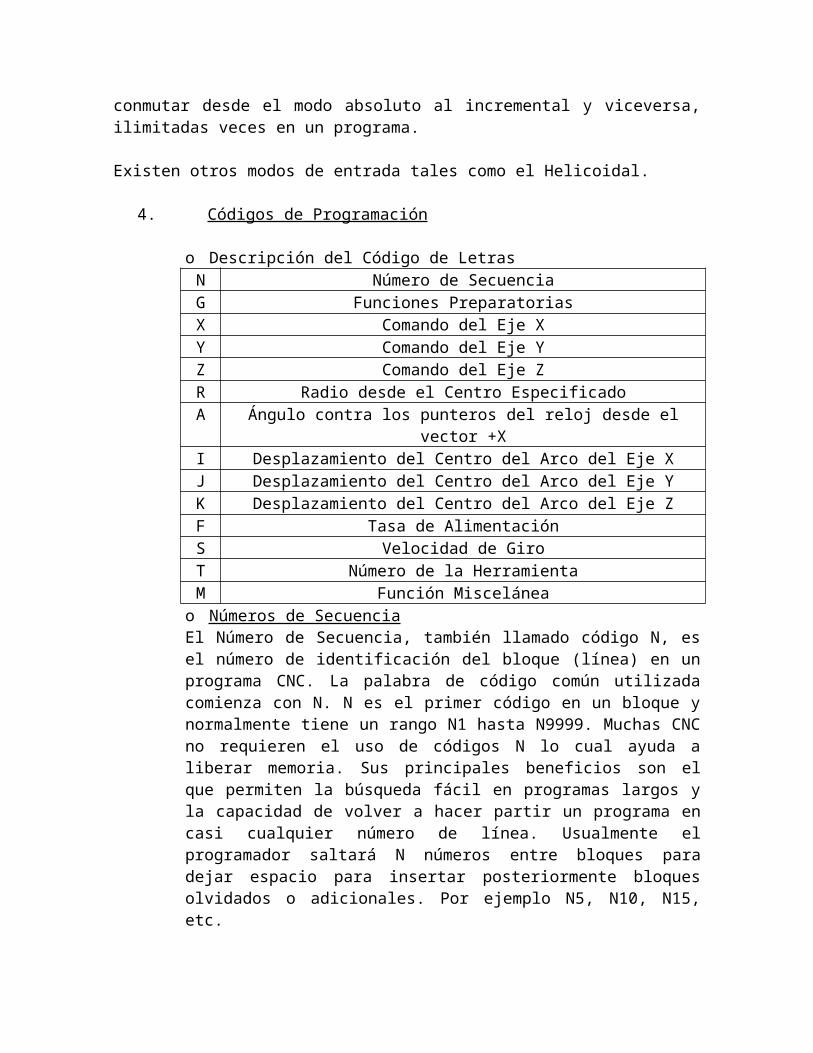
4. Códigos de Programación
o Descripción del Código de LetrasN Número de SecuenciaG Funciones PreparatoriasX Comando del Eje XY Comando del Eje YZ Comando del Eje ZR Radio desde el Centro EspecificadoA Ángulo contra los punteros del reloj desde el
vector +XI Desplazamiento del Centro del Arco del Eje XJ Desplazamiento del Centro del Arco del Eje YK Desplazamiento del Centro del Arco del Eje ZF Tasa de AlimentaciónS Velocidad de GiroT Número de la HerramientaM Función Miscelánea
o Números de Secuencia El Número de Secuencia, también llamado código N, esel número de identificación del bloque (línea) en unprograma CNC. La palabra de código común utilizadacomienza con N. N es el primer código en un bloque ynormalmente tiene un rango N1 hasta N9999. Muchas CNCno requieren el uso de códigos N lo cual ayuda aliberar memoria. Sus principales beneficios son elque permiten la búsqueda fácil en programas largos yla capacidad de volver a hacer partir un programa encasi cualquier número de línea. Usualmente elprogramador saltará N números entre bloques paradejar espacio para insertar posteriormente bloquesolvidados o adicionales. Por ejemplo N5, N10, N15,etc.
o Funciones Preparatorias Las Funciones Preparatorias son los códigos G. LosCódigos G son indicados por la letra G y un número de2 dígitos. Estos códigos son las funciones másimportantes en programación CNC debido a que dirigenel sistema CNC para el procesamiento de los datos decoordenadas en una manera particular. Algunosejemplos son: transversal rápido, interpolacióncircular, interpolación lineal, y taladrado. Loscódigos son algo casi estandarizado en la industria.Códigos G usados comúnmente: G00, G01, G02, G03
1. G00 - El código Transversal Rápido se utilizapara mover los ejes rápidamente entre loscortes, cambios de herramienta, etc.
2. G01 - El código de Interpolación Lineal se usapara eliminar material mediante el movimiento delos ejes en direcciones rectas a lo largo o através del material. Para el corte se debenespecificar la velocidad del mandril, la partidadel mandril y la tasa de alimentación antes deejecutar este código.
3. G02 - La Interpolación Circular en el sentido delos punteros del reloj es utilizada paraeliminar material mediante el movimiento de losejes en direcciones circulares a lo largo o através del material. Para el corte se debenespecificar la velocidad del mandril, la partidadel mandril y la tasa de alimentación antes deejecutar este código.
4. G03 - La Interpolación Circular en contra de lospunteros del reloj es usada para eliminarmaterial mediante el movimiento de los ejes endirecciones circulares a lo largo o a través delmaterial. Para el corte se deben especificar lavelocidad del mandril, la partida del mandril yla tasa de alimentación antes de ejecutar estecódigo.
5. Lista Completa de Códigos G (atención, estoscódigos no son del todo estándar, es posible que
existan códigos específicos a una máquinaparticular)
o G00 - Posición Transversal Rápidoo G01 - Movimiento lineal de la herramienta a
una tasa de alimentación especificada.o G02 - Movimiento Circular de la herramienta
en el sentido de los punteros del reloj.o G03 - Movimiento Circular de la herramienta
en el sentido contrario de los punteros delreloj.
o G04 - Un retardo o detención temporal en elmovimiento de la herramienta.
o G05 - Una detención permanente delmovimiento de la herramienta. Es canceladopor el operador de la máquina.
o G08 - Aceleración suave hasta la tasa dealimentación especificada mientrascontinúan las otras funciones de la máquina(antes de que la herramienta entre encontacto con la pieza de trabajo).
o G09 - La detención exacta del movimiento deuna herramienta antes de que la máquinavaya a la siguiente (no modal).
o G17 - Elección del plano X-Y (sobre centrosde maquinado).
o G18 - Elección del plano X-Z ( sobrecentros de maquinado).
o G19 - Elección del plano Y-Z (sobre centrosde maquinado).
o G20 - Datos de entrada en pulgadas.o G21 - Datos de entrada en milímetros.o G22 - Activación de los límites de viaje
almacenados, usados para establecer unafrontera segura.
o G23 - Desactivación de los límites de viajealmacenados.
o G27 - Regreso a la posición de inicio de lamáquina mediante un punto intermedioprogramado (un punto en algún lugar entre
la ubicación actual de la herramienta y laposición de inicio de la máquina.) Elcontrol de la máquina calcularáautomáticamente la distancia a la posiciónde inicio una vez que la herramienta haalcanzado esta posición intermedia.
o G29 - Regreso a la pieza de trabajo ofijación desde la posición de inicio de lamáquina a través del punto intermedio quefue programado en el bloque que contiene elcódigo G28. Cualquier punto nuevo o antiguosobre la pieza de trabajo o fijación puedeser programado, pero la herramienta deberáir primero al punto intermedio antes dellegar allí.
o G32, G33 - Cadena de corte con una puntaconstante. Si se hace una cadena de unpunto con múltiples pasadas, este comandosincronizará la partida de cada pasada enexactamente el mismo punto cada vez, paraevitar la posibilidad de hacer una cadenadoble en la pieza de trabajo.
o G34 - Cadena de corte con una puntacreciente.
o G35 - Cadena de corte con una puntadecreciente.
o G40 - Cancelación de cualquier compensaciónde radio de la herramienta previamenteprogramado (mejor conocido comocompensación del radio del cortador, oCRC).
o G41 - Aplicación de la compensación delradio del cortador a la izquierda de lapieza de trabajo con respecto a ladirección de viaje de la herramienta. Estacaracterística permite que la superficieterminada de la pieza de trabajo sea elcamino del cortador programado, y laherramienta será automáticamente desplazada
a la izquierda de este camino por unadistancia igual a su radio. Sobre un centrode maquinación, se usa G41 para un fresadocon inclinación.
o G42 - Aplicación de la compensación delradio del cortador a la derecha de la piezade trabajo con respecto a la dirección deviaje de la herramienta. Sobre un centro demaquinación, se usa G42 en el fresadoconvencional.
o G43 - Activación de la compensación de lalongitud de la herramienta en la mismadirección del valor de desplazamiento (comoestá almacenado en la memoria del control.)Si la dimensión almacenada en el registrodel desplazamiento tiene un valor negativo,la compensación de la longitud de laherramienta será aplicada en la direcciónnegativa del eje. Si la dimensiónalmacenada en el registro deldesplazamiento tiene un valor positivo, lacompensación de la longitud de laherramienta será aplicada en la direcciónpositiva del eje.
o G44 - Activación de la compensación de lalongitud de la herramienta en la direcciónopuesta del valor de desplazamiento (comoestá almacenado en la memoria del control.)Si la dimensión almacenada en el registrodel desplazamiento tiene un valor negativo,la compensación de la longitud de laherramienta será aplicada en la direcciónpositiva del eje. Si la dimensiónalmacenada en el registro deldesplazamiento tiene un valor positivo, lacompensación de la longitud de laherramienta será aplicada en la direcciónnegativa del eje.
o G50 - Establecimiento del Punto Cero (ceroabsoluto) en referencia a la posiciónactual de la herramienta. Este comando escomúnmente usado en algunas máquinas CNCtorneadoras en lugar del código G92.
o G53 - Indicación de que todo los datos deposicionamiento están referidos a laposición de inicio de la máquina. Estoprovoca que el control temporalmente ignorela posición de cero flotante (usado enprogramación absoluta.)
o G54, G55, G56, G57 - Indicación de quetodos los datos de posición están referidosa la posición del cero flotante sobre unafijación particular en una operación demaquinación. Por ejemplo, G54 deberíaprovocar que todas las dimensiones serefieran al cero flotante sobre la primerafijación, G55 debería causar que todas lasdimensiones se refieran al cero flotantesobre la segunda fijación, y así (usado enprogramación absoluta).
o G59 - Reposicionamiento del cero flotante.La nueva ubicación es programadaincrementalmente a partir de la actualposición de cero.
o G60 - Una detención exacta del movimientode una herramienta antes de que la máquinapase al siguiente (Modal).
o G63 - Cancelación de la tasa dealimentación preestablecida. Usado enoperaciones de punteado e hilado (enprogramación de pulgadas-por-minuto) endonde la tasa de alimentación programadadebe mantenerse en relación a la velocidadde giro.
o G64 - Cancelación de G60. Permite un ligerotraslape de los distintos movimientos de laherramienta de modo que se originará una
suave mezcla de superficies contorneadas.Al usar G60, la herramienta dejará unamarca permanente en la intersección de losmovimientos
o G70 - Datos de entrada en pulgadas(máquinas americanas).
o G70 - Ciclo grabado para la terminación deun giro en un torno (máquinas noamericanas).
o G71 - Datos de entrada métricos (enmáquinas americanas.)
o G71 - Ciclo grabado para múltiples pasadasde giros en un torno (máquinas noamericanas).
o G72 - Ciclo grabado para múltiples pasadasde frontales en un torno (máquinas noamericanas).
o G73 - Ciclo grabado para la repetición deun patrón en múltiples pasadas sobre untorno (máquinas no americanas.)
o G74 - Ciclo grabado para picar en el eje Zen un torno (máquina no americana).
o G75 - Ciclo grabado para picar en el eje Xen un torno (máquina no americana.)
o G76 - Ciclo grabado para el punteado simple(un punto) en múltiples pasadas en un torno(máquinas no americanas).
o G80 - Cancelación de ciclos grabados sobreun centro de maquinado.
o G81 - Ciclo grabado para taladrado básicoen un centro de maquinado. Provoca laalimentación de entrada automática y unasalida rápida.
o G82 - Ciclo grabado para taladrar con unamarca permanente sobre un centro demaquinado. Provoca la alimentación deentrada automática, una marca permanente enla base y una salida rápida.
o G83 - Ciclo grabado para taladrar a golpessobre un centro de maquinado. Provoca laalimentación de entrada en múltiples golpesy una salida rápida.
o G84 - Ciclo grabado para punteado básico enun centro de maquinado. Provoca laalimentación automática, la inversión de larotación del mandril y la salida de lapieza.
o G85 - Ciclo grabado para la ampliaciónbásica (de un agujero) en un centro demaquinado. Provoca la alimentación y salidaautomática (del material).
o G86 - Ciclo grabado para la ampliaciónalternada en un centro de maquinado.Provoca la alimentación automática, ladetención de la rotación del mandril y lasalida rápida.
o G87 - Ciclo grabado para la ampliaciónalternada sobre un centro de maquinado.Provoca la alimentación automática y ladetención de la rotación del mandril. Eloperador de la máquina retira manualmenteentonces la herramienta del agujero.
o G88 – Ciclo grabado para la ampliaciónalternada de un centro de maquinado.Provoca la alimentación, una marcapermanente en la base, y la detención delmandril. El operador de la máquina retiramanualmente entonces la herramienta delagujero.
o G89 - Ciclo grabado para la ampliaciónalternada de un centro de maquinado.Provoca la alimentación automática, unamarca en la base y el retiro del material.
o G90 – Ciclo grabado para un giro de unapasada en un torno (máquina no americana).
o G91 – Posicionamiento incremental. Todoslos datos de posicionamiento estarán
referidos a la actual posición de laherramienta (modal).
o G92 – Ciclo grabado para el encadenado enuna pasada en un torno (máquina noamericana).
o G94 – Programación de la tasa dealimentación en pulgadas por minuto.
o G95 – Programación de la tasa dealimentación en pulgadas por vuelta delmandril.
o G96 – Programación de velocidad desuperficie constante. En tanto el diámetrogirado en un torno es cada vez menor, lavelocidad de giro se incrementará paramantener la velocidad de superficieconstante. Recíprocamente, al crecer eldiámetro, la velocidad debe decrecer.
o G97 – Programación de vueltas por minuto.La velocidad de giro se mantendrá a RPMconstante, sin importar cual diámetro estásiendo trabajado en el torno.
o G98 – Programación de la tasa dealimentación en pulgadas por minuto(máquinas no americanas.)
o G99 – Indicación de que todos los datos deposicionamiento en ese bloque estánreferidos a la posición de inicio (home)de la máquina. Provoca que el controlignore temporalmente la posición del ceroflotante (G92). Este comando es similar alG53 (usado en algunas máquinas americanas.)
o G99 – programación de la tasa dealimentación en pulgadas por vuelta delmandril (en máquinas no americanas.)
o Funciones Misceláneas . El código M se usapara funciones misceláneas tales como el controldel líquido enfriador, conexión y dirección delmandril, rebobinado, y fin del programa. Los
códigos M van desde M00 a M99. Son asignados por elconstructor de la máquina, pero existe algunaestandarización.
Códigos M comúnmente Usados
M02 – Fin del Programa. M03 – Comienzo de la rotación del
mandril en el sentido de los punterosdel reloj.
M04 - Comienzo de la rotación delmandril en el sentido contrario al delos punteros del reloj.
M07 – Inicio del aporte de rocíoenfriador.
M08 – Inicio del flujo del enfriador. Lista Completa de Códigos M
M00 – Alto al programa. Se detienen larotación del mandril, el movimiento dela herramienta y el flujo deenfriador.
M01 – Alto opcional del programa. Sedetienen la rotación del mandril, elmovimiento de la herramienta y elflujo de enfriador sólo si el operadorha activado previamente el interruptorde “alto opcional” en el MCU.
M02 – Alto al programa y rebobinado.Se detienen la rotación del mandril,el movimiento de la herramienta y elflujo de enfriador, y el control seprepara para comenzar a leer el iniciodel programa una vez más (elrebobinado del programa puede noocurrir en algunas máquinas.) Todaslas funciones de la máquina(preparatorias, misceláneas, etc.)vuelven a su estado por defecto (la
condición en la cual la máquina seencuentra al conectar la máquina.)
M03 – Inicio de la rotación delmandril en la dirección de lospunteros del reloj, mirando desde lacara exterior del mandril.
M04 - Inicio de la rotación delmandril en la dirección contraria a lade los punteros del reloj, mirandodesde la cara exterior del mandril.
M05 – Detención de la rotación delmandril.
M06 – Cambio a la siguienteherramienta en la línea. Este comandose usa en máquinas con cambiadoressecuenciales de herramientas, en dondelas herramientas están montadas en latorreta o cambiador de herramientas enel orden de su uso.
M07 – Conexión del aporte de rocío delenfriador.
M08 – Conexión del aporte de fluidodel enfriador.
M09 – Desconexión del enfriador. M10 – Activación de tomas automáticas
(de cortes de la máquina, fijación dela pieza de trabajo, giro, etc.)
M11 – Desactivación de tomasautomáticas (de cortes de la máquina,fijación de la pieza de trabajo, giro,etc.)
M12 – Indexación de la torreta paraque apunte a un punto intermedio entreuna estación de herramientas y lasiguiente. En tornos CNC equipados condos torretas, este comando provoca queuna torreta deje el camino libre a laotra.
M13 - Rotación del mandril iniciada endirección de los punteros del reloj yconexión del enfriador (ambos al mismotiempo.)
M14 - Rotación del mandril iniciada endirección contraria a la de lospunteros del reloj y conexión delenfriador (ambos al mismo tiempo.)
M19 – Detención de la rotación delmandril en una posición angularpredeterminada (orientada).
M30 – Detención y rebobinado delprograma. Detención de la rotación delmandril, del movimiento de laherramienta y desconexión del flujodel enfriador; el control se prepara acomenzar la lectura del inicio delprograma una vez más. Todas lasfunciones de la máquina(preparatorias, misceláneas, etc)vuelven a su estado por defecto (lacondición en la cual se encuentra lamáquina al encenderla por primeravez.) Esta palabra de código essimilar a M02. Se usa en máquinas endonde M02 no posee la habilidad derebobinar el programa.
M31 – Desvío del acoplamiento (Interlockbypass). Temporalmente desactiva unacoplamiento normalmente provisto(reinicia un programa automáticamente,detiene un programa en máquinas detorno de barras cuando se detecta elfin de la barra, etc.)
M40 a M45 – Selección del rango deengranajes. Por ejemplo, M40 podríacausar el que la máquina se desplace aun rango de engranajes pequeño, M41podría causar que la máquina se
desplace a un rango de engranajesmedio o alto, etcétera.
M98 – Conmutación desde el programaprincipal a la subrutina.
M99 – Retorno desde la subrutina alprograma principal.
o Ciclos Especiales . Los ciclos especiales o ciclosgrabados, son secuencias preprogramadas demovimientos repetitivos de la herramienta, queestán insertos en el sistema de control paraoperaciones comunes tales como taladrado, golpe,ampliado y envoltura (pocketing). Su propósito esreducir la cantidad de códigos de programa quenormalmente se debería escribir. Los ciclosgrabados son códigos G que son opciones adquiridascon una CNC, pero algunos son equipamientoestándar, dependiendo del fabricante.
o El Ciclo de Taladrado (G81) se utiliza parataladrar múltiples agujeros sin programarcada movimiento por separado.
o El Ciclo de Encarado (G77) se usa paraeliminar material (normalmente ubicado enla parte superior de la pieza) el cualpuede estar ubicado dentro de un árearectangular.
o El Ciclo de Envoltura Rectangular (G78) seusa para eliminar material ubicado dentrode un área rectangular.
o El Ciclo de Envoltura Circular (G79) se usapara eliminar material ubicado dentro de unárea circular.
o Códigos Especiales. Los códigosespeciales se usan para realizar funciones en loscontroles de la CNC y aumentan la capacidad de losprogramadores para escribir programas inteligentes.Muchos de estos códigos son estándar en las CNC
actuales, los otros pueden ser opcionales. Losconstructores de máquinas ajustan estos códigospero existe alguna estandarización.
o / ‘Bloque Borrar’ – Un códigousado en un programa CNC para permitir aloperador ignorar uno o más bloques decódigo, dependiendo del ajuste del ’Bloqueborrar’ en el panel de control deloperador.
o EOB – Fin del Bloque – uncarácter especial usado para indicar el finde un bloque. Normalmente este carácter esel retorno de carro.
o . – Periodo – un periodo antes deun bloque le dice al control que tambiénejecute cambios en el modo de sistemadurante el modo de búsqueda (es decir, unalínea con G70, G90 tendrá un ‘.’ alfrente.)
o % - Detención del rebobinado.
o = - Ejecute (o Haga) – cuando haylazos o al ejecutar macros; ‘=’ significaejecutar (es decir = N25/6 significa‘ejecute la línea 25 en 6 ocasiones ydespués continúe’.)
o E – Rebobinado de la cinta.
o $ - Fin de la macro. El carácter‘$’ especifica el fin de la definición deuna macro.
o # - El comienzo de la definiciónde una macro llevará el signo # seguido deun número (por ejemplo #1.)
o Posición de Cambio de una Pieza y de una Herramienta. La ‘posición de cambio de la pieza’ esun área programada en donde el operador puedefácilmente remover la pieza terminada desde suelemento de sujeción y reemplazarla con un trozo dematerial nuevo. Esta es usualmente un área limpiade herramientas de corte, fijaciones, etc.La ‘posición de cambio de la pieza’ es una posiciónprogramada o de fabrica, en la cual el operador oun brazo robot cambia la actual herramienta decorte por la siguiente herramienta necesaria.
o Consideraciones de Programación . o Desarrolle un estilo de programación que
pueda ser usado por todos los programadoresen su instalación.
o Lea los programas en busca de errorestipográficos antes de enviarlos al taller.
o Mantenga los programas tan simples comosea posible para realizar las funcionesdeseadas.
o Este atento a los códigos modales y a losno modales. Los Modales son los comandosque se mantienen activos hasta que loscancela otro código. Esto le permite notener que repetirlos, línea tras línea,para las tareas repetitivas tales comotaladrado, ampliación de un agujero, etc.
o Elija alimentaciones y velocidades quesignifiquen un balance entre la vida de laherramienta y cortos ciclos de tiempo.
o Use su experiencia previa y la de otrospara elegir tasas de alimentación,velocidades y profundidad de corte. Pero nohaga suposiciones.
o La optimización del ciclo de tiempo selogra una vez que el programa ha comenzadoa producir piezas dimensionalmenteaceptables.
o Un ciclo de tiempo completamente optimizadopuede pensarse como uno que produce elmayor número de piezas terminadas por día.
o “Error en el lado de la precaución”. Enprogramación CNC este término se usa paraun grado extra de seguridad. Tal como losciclos de terminación más largos,distancias de lanzamiento más altas yplanos de maniobra, tasas de alimentaciónmás lentas y profundidades de corte másleves. Normalmente esta práctica deberíausarse en un programa nuevo. Yposteriormente, deberían ser optimizados.
o Fabricación Asistida por Computador (CAM). CAM implica eluso de programas computacionales específicamente diseñadospara crear la geometría y caminos de las herramientasnecesarias para la maquinación de las piezas. Estoscaminos de las herramientas pueden entonces serautomáticamente procesados en un programa específico a serusado por la máquina CNC.
o Comunicaciones y Transferencia de Datos .
o Cinta Perforada. Un perforador de cintas produceagujeros en papel, mylar, o material delgado demanera tal que representa un conjunto particular dedatos. La geometría estándar para este tipo demedios es EIA RS-227. Se utiliza un teletipo en losprogramas CNC. Al escribir el código, una máquinaperforadora produce la cinta perforada.
o Disquetes . Los disquetes son usados para elalmacenamiento y transferencia de datos de unamáquina a otra. A veces permiten transferir
programas a las máquinas CNC. A esta práctica aveces se le denomina (irónicamente) ‘sneakernet’.
o RS232 . Es un conjunto de estándares que especificanvarias características eléctricas y mecánicas parala interfaz (comunicación) entre computadores,terminales y módems. El conector tradicional tiene25 pines pero algunos computadores tienen unconector más reciente que usa tan sólo 9 pines.
Algunas CNC se conectan vía RS232 a computadorespara el ingreso de datos del programa. Estossistemas aceptan disquetes y transfieren losprogramas directamente a la CNC elegida, eliminandola necesidad de cinta perforada o ingreso manual dedatos.
o Redes . Las redes son grupos de computadores quepueden comunicarse entre si y compartir datos,archivos, programas y operaciones. Muchas máquinasCNC están conectadas a algún tipo de red. Estopuede eliminar la necesidad de cinta perforada,disquetes y MDI. También permite la creación de laparte del programa en la estación de trabajo CAD /CAM del diseñador / programador. Posteriormente elarchivo puede ser enviado electrónicamente a la CNCpara la maquinación.
o Ingreso Manual de Datos. El Ingreso Manual de Datoses una función del control de la máquina CNC quepermite el ingreso de instrucciones del programadirectamente en la memoria de la máquina.
o Ajuste y Operación de la Máquina .
o Reglas de Seguridad.
SIEMPRE use antiparras para la protecciónde sus ojos.
Maneje con cuidado herramientas y piezascon bordes afilados para evitar heridas.
Las herramientas de corte deben asegurarsefirmemente en la máquina para evitarcualquier movimiento durante la operaciónde corte.
Asegure su ropa suelta. Use una brocha para remover residuos de la
máquina. Nunca use sus manos. Evite los empujones o el juego rudo. Use manga corta o arremánguese la camisa
sobre el codo.
o Partida o Encendido . Dependerá de cada máquina.Usualmente hay un interruptor principal o undiferencial y además hay un sistema de emergenciapara detener la máquina en caso de peligro. Algunasmáquinas requieren presión de aire o usan sistemashidráulicos.
o Posición HOME (de inicio) . Muchas máquinas CNCtienen una posición HOME o de inicio, la cualpermite al control y a la máquina tener unaposición de cero previa para todos los ejes.Después de la partida, la máquina debe ser enviadaa esta ubicación antes de poder comenzar atrabajar. Esta posición cambiará posteriormente auna ubicación más apropiada para la maquinación deuna pieza particular.
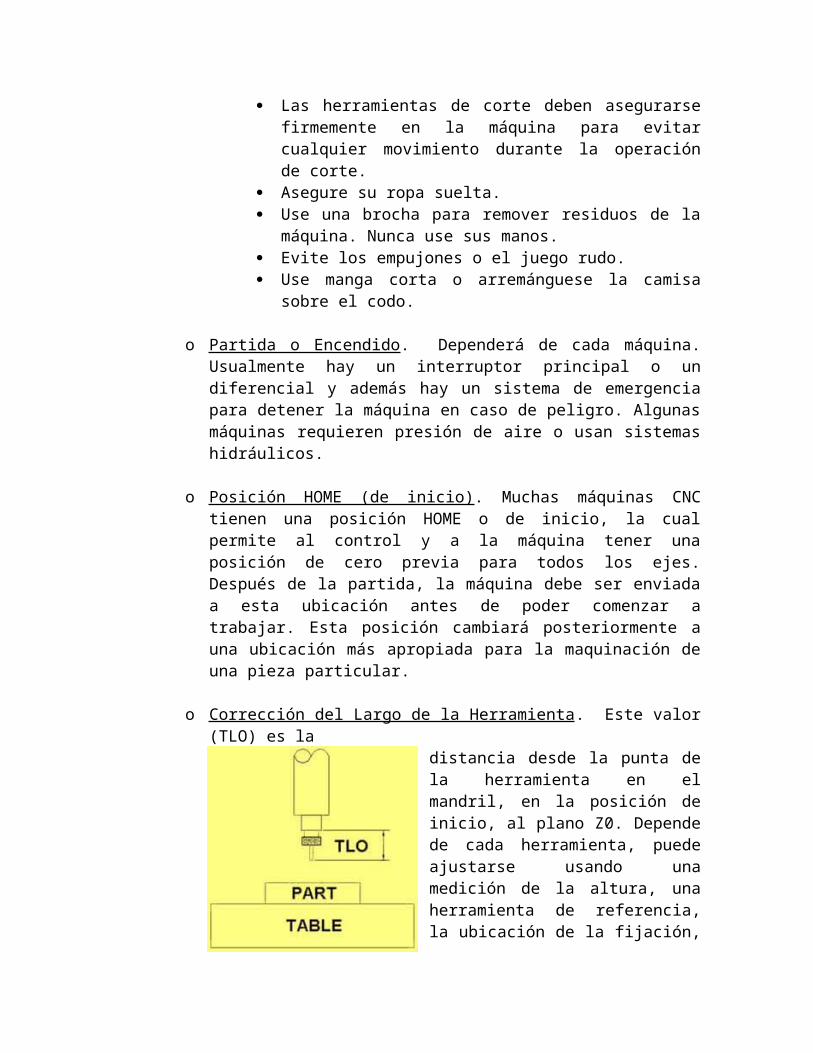
o Corrección del Largo de la Herramienta . Este valor(TLO) es la
distancia desde la punta dela herramienta en elmandril, en la posición deinicio, al plano Z0. Dependede cada herramienta, puedeajustarse usando unamedición de la altura, unaherramienta de referencia,la ubicación de la fijación,
o sobre el material a sermaquinado. Una vez que losvalores han sidodeterminados, sonalmacenados en elcontrolador para su usodurante la
operación del programa.Una forma más eficiente de ajustar el valor TLO,consiste en medir desde el mandril a la punta decada herramienta. Este es un mejor método debido aque sólo se requiere ajustar los valores una vez,sin importar el tipo y tamaño de cada pieza afabricar. Por cierto, la rotura o el reemplazo delas herramientas, requiere un nuevo ajuste del TLOindividual al usar cualquier método.
o Ajustando el Origen de una Pieza. En una máquinaCNC esto es básicamente lo mismo que en una máquinaconvencional. Implica el posicionamiento de losejes a un punto que los planos o el programadorindican como el origen. Muchas formas sonutilizadas para ubicar esta posición sobre el trozode material, la fijación o punto de referencia,incluyendo: busca ejes, ‘wigglers’ y lupas.
o Carga del Programa . También esto depende de cadamáquina. Algunas máquinas incorporan lectores decintas para el ingreso de los programas en lamemoria de la CNC. Otras máquinas puede que tengandisqueteras internas o externas o incluso puede queestén conectadas en red.
o Procedimiento de Cambio Manual de Herramientas .Algunas máquinas requieren que el operador cambielas herramientas manualmente entre las operacionesde maquinado. Luego de completar una operación demaquinado, el programa moverá los ejes a laposición de cambio de herramientas e indicará la
siguiente herramienta necesaria. El operador deberemover la herramienta actual y reemplazarla con lasiguiente herramienta.
o Consideraciones del Ajuste de Piezas . El ajuste dela pieza en el banco de montaje requiere deherramientas, tales como paralelas. Se debe ser muycuidadoso para ubicar el material a nivel y tanfirmemente como sea posible para producir un ajusterígido que reducirá el ruido, incrementará laseguridad del operador, y producirá piezas decalidad superior.
[Traducción preparada por R. Avilés para los usuarios de lamáquina CNC de Electrotecnologías, Agosto de 2004]
Related Documents











