TURNAREA ŞI SOLIDIFICAREA OŢELURILOR După elaborare oţelul este evacuat într-o oală de turnare - ţinută în cârligul unei macarale - se găseşte pe un postament sub jgheabul de evacuare sau pe o maşină de turnare. În cazul cuptoarelor mari, de peste !" t, oţelul se evacuează în două oale de turnare, #olosind un jgheab de evacuare bi#urcat.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 1/107
TURNAREA ŞI SOLIDIFICAREA OŢELURILOR
După elaborare oţelul este evacuat într-o oală de
turnare - ţinută în cârligul unei macarale - segăseşte pe un postament sub jgheabul de
evacuare sau pe o maşină de turnare. În cazul cuptoarelor mari, de peste !" t, oţelul seevacuează în două oale de turnare, #olosind un
jgheab de evacuare bi#urcat.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 2/107
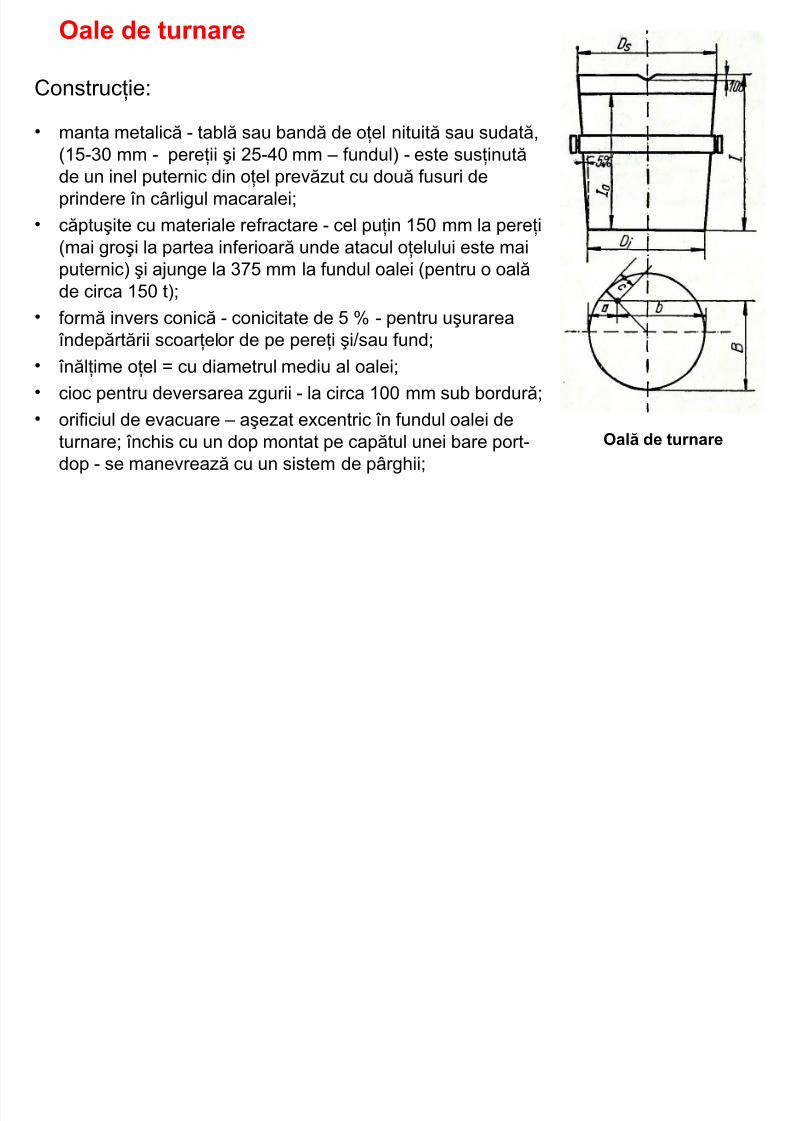
Oale de turnare
$onstrucţie%
& manta metalică - tablă sau bandă de oţel nituită sau sudată,'(!-)" mm - pereţii şi !-*" mm + #undul - este susţinutăde un inel puternic din oţel prevăzut cu două #usuri deprindere în cârligul macaralei
& căptuşite cu materiale re#ractare - cel puţin (!" mm la pereţi'mai groşi la partea in#erioară unde atacul oţelului este mai
puternic şi ajunge la )! mm la #undul oalei 'pentru o oalăde circa (!" t
& #ormă invers conică - conicitate de ! / - pentru uşurarea îndepărtării scoarţelor de pe pereţi şi0sau #und
& înălţime oţel 1 cu diametrul mediu al oalei& cioc pentru deversarea zgurii - la circa ("" mm sub bordură& ori#iciul de evacuare + aşezat e2centric în #undul oalei de
turnare închis cu un dop montat pe capătul unei bare port-dop - se manevrează cu un sistem de pârghii
Oală de turnar
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 3/107
& tija port-dop după con#ecţionare se usucă într-un cuptor vertical şi apoi semontează în oala de turnare
& înainte de #iecare utilizare oala cu tija montată se preîncălzeşte la temperaturi *""-3"" 4$ cu un arzător cu gaz - pentru reducerea şocurilor termice şimicşorarea pierderilor de căldură a oţelului
& după #iecare turnare se curăţă de resturile de oţel şi zgură şi i se re#ace zidăriare#ractară.

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 4/107
În oala de turnare oţelul este neomogen din punct de vedere al compoziţiei chimice şi atemperaturii - reglarea şi uni#ormizarea acestora - prin barbotare cu gaze inerte.
5azele inerte se pot introduce%- printr-o lance metalică - se introduce în oală pe sus- printr-un dop poros amplasat în #undul oalei de turnare
Sisteme de barbotare cu a!e
a prin lanceb prin dop poros montat în #und
de turnare.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 5/107
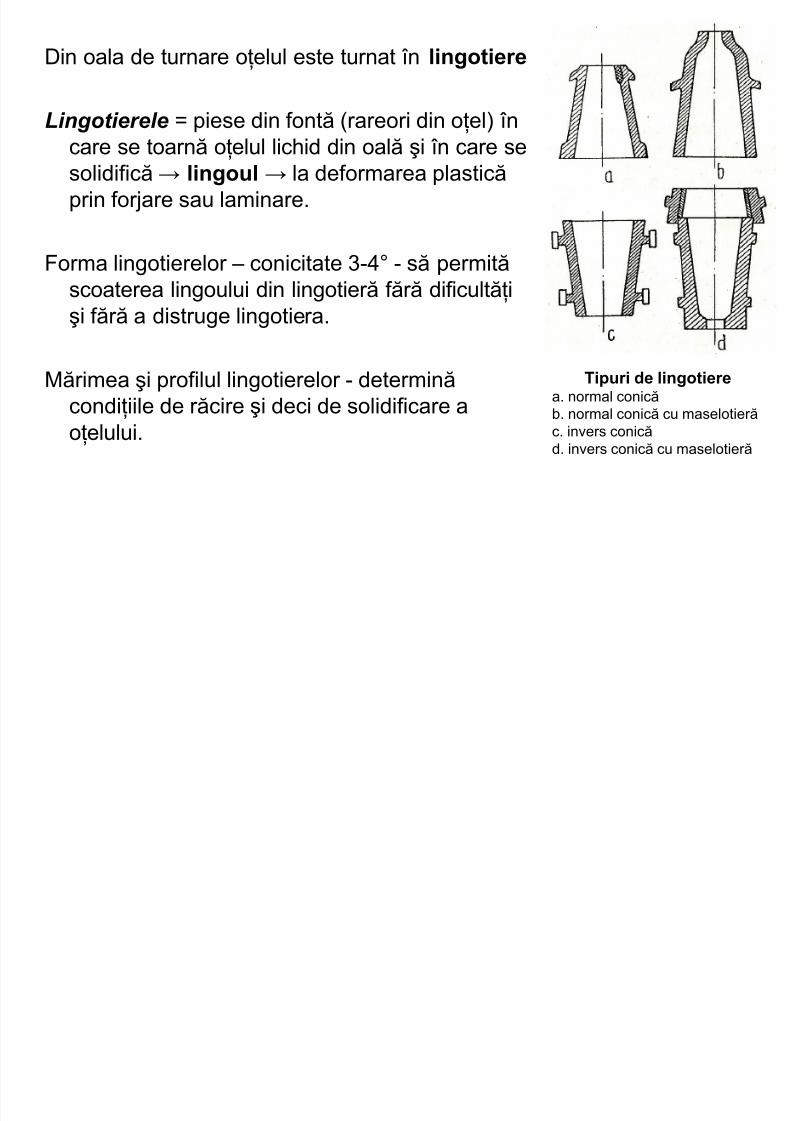
Din oala de turnare oţelul este turnat în linotiere
Lingotierele 1 piese din #ontă 'rareori din oţel încare se toarnă oţelul lichid din oală şi în care sesolidi#ică 6 linoul 6 la de#ormarea plasticăprin #orjare sau laminare.
7orma lingotierelor + conicitate )-*8 - să permităscoaterea lingoului din lingotieră #ără di#icultăţişi #ără a distruge lingotiera.
9ărimea şi pro#ilul lingotierelor - determină
condiţiile de răcire şi deci de solidi#icare aoţelului.
Ti"uri de linotie
a. normal conicăb. normal conică cu masec. invers conicăd. invers conică cu mase
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 6/107
Ti"uri de linotiere
& normal conice cu sau #ără maselotiere& invers conice prevăzute întotdeauna cu maselotiere
:e toarnă%
- oţelurile calmate - în lingotiere invers conice- oţelurile necalmate - în lingotiere normal conice cu sau #ărămaselotiere
- oţelurile semicalmate - în lingotiere cu cap-butelie '#ig.b.
;a picior lingotierele pot #i închise 'cu sau #ără ori#iciu sau deschise
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 7/107
#ETODE DE TURNARE
Turnarea directă - cea mai simplă, oţelul curge din oala de turnardirect în lingotieră
Avantaj e%& temperatură de turnare mai mică
& contact redus cu atmos#era şi cu materiale re#ractare - impuri#icarescăzută a oţelului
& ultima porţiune de oţel turnat se a#lă în maselotă - condiţii desolidi#icare mai bune, golul de contracţie este umplut cu oţel lichid-retasura mai mică
& cheltuieli mai reduse pentru manoperă şi materiale

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 8/107
Dezavantaje%& nu se pot turna lingouri mici din cuptoare de capacitate mare
& lingoul poate prezenta stropi şi scoarţe& pentru viteză de turnare mare nu se poate urmări bine umplerea
lingotierelor şi deci lingourile pot avea înălţimi di#erite
#etoda $ recomandată "entru turnarea linourilor mari% careadmit &ite!ă mare de turnare 'nu sunt susce"tibile lacră"ături( )i cărora li se im"un restric*ii de "uritate.

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 9/107
Turnarea cu "+lnie intermediară
Între lingotieră şi oala de turnare se intercalează o pâlnie intermediară, care înainte turnare se încălzeşte la roşu, iar temperatura oţelului va #i la limita superioară ad
Avantaje%- permite turnarea mai multor lingouri deodata care au toate aceeaşi înălţime- se pot turna lingouri mai mici din oale de capacitate mare- oala de turnare se goleşte într-un timp mai scurt dacă se toarnă mai multe lingouri deodată- centrarea jetului de oţel în lingotieră se #ace mai uşor şi durabilitatea lingotierei creşte- ho #iind mai mică şi înălţimea de cădere a oţelului mai mică, se reduc stropirile - supr#aţa ling
este mai bună- viteza de umplere este mai mică şi constantă în condiţiile în care durata de golire a oalei sca
Dezavantaje %- temperatura oţelului la evacuare trebuie să #ie mai mare - oţelul se răceşte în pâlnia interme- reo2idarea oţelului este mai puternică, contactul cu atmos#era #iind pe o supra#aţă mai mare
aceea trebuie protejată oglinda oţelului cu zguri de acoperire
- consumuri mai mari de manoperă, materiale şi energie
9etoda - recomandată pentru turnarea lingourilor de calitate, în primul rând pentru p#orjate, cu prescripţii severe în ceea ce priveşte de#ectele interne.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 10/107
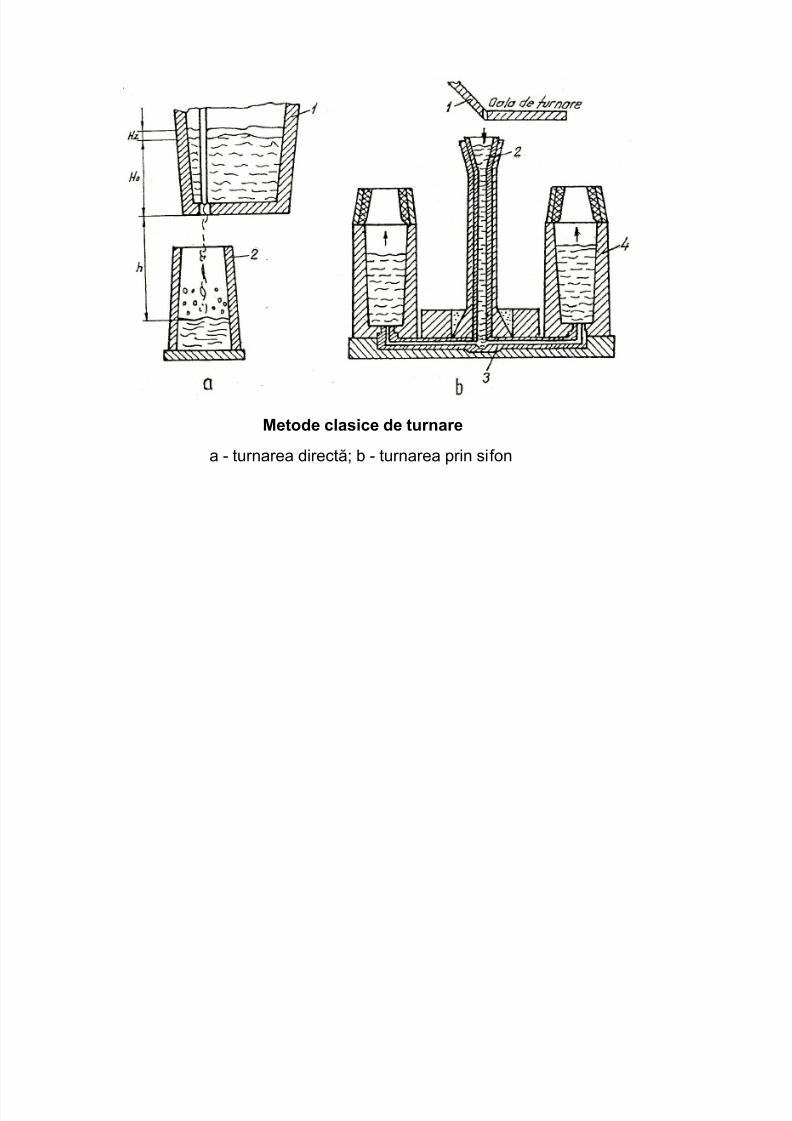
#etode clasice de turnare
a - turnarea directă b - turnarea prin si#on
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 11/107
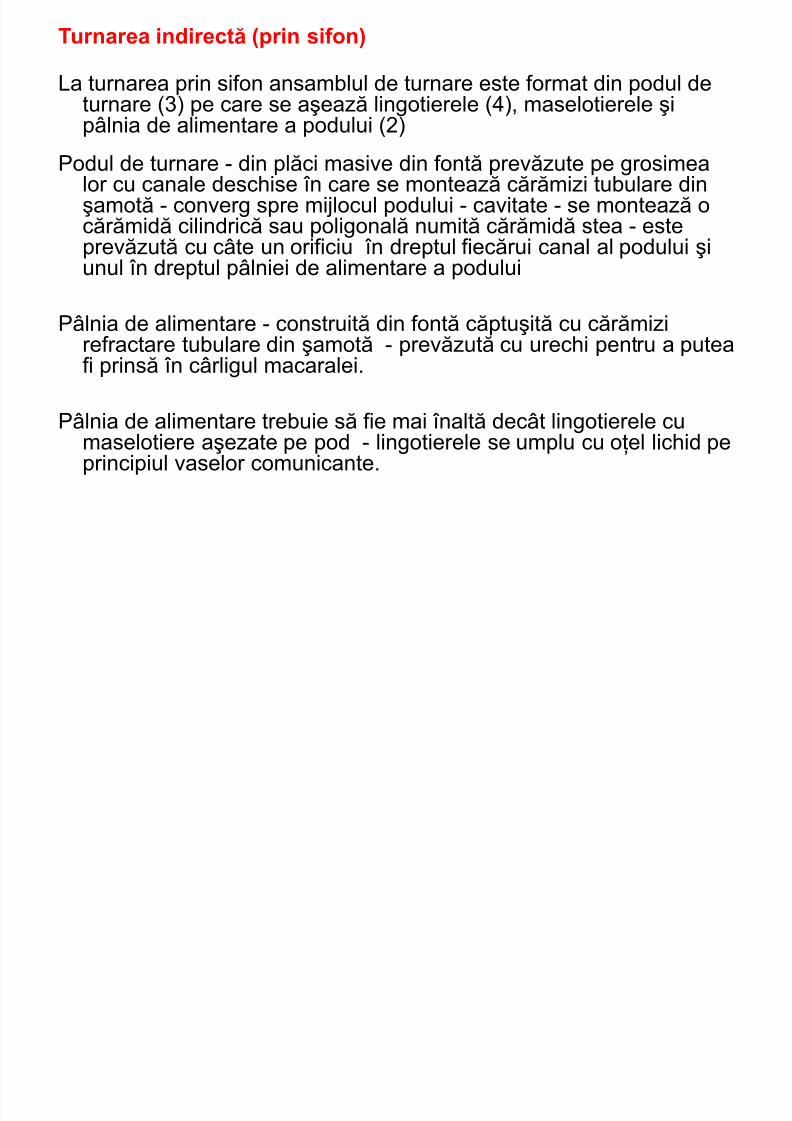
Turnarea indirectă '"rin si,on(
;a turnarea prin si#on ansamblul de turnare este #ormat din podul deturnare ') pe care se aşează lingotierele '*, maselotierele şi
pâlnia de alimentare a podului '
<odul de turnare - din plăci masive din #ontă prevăzute pe grosimealor cu canale deschise în care se montează cărămizi tubulare dinşamotă - converg spre mijlocul podului - cavitate - se montează ocărămidă cilindrică sau poligonală numită cărămidă stea - esteprevăzută cu câte un ori#iciu în dreptul #iecărui canal al podului şi
unul în dreptul pâlniei de alimentare a podului
<âlnia de alimentare - construită din #ontă căptuşită cu cărămizire#ractare tubulare din şamotă - prevăzută cu urechi pentru a put#i prinsă în cârligul macaralei.
<âlnia de alimentare trebuie să #ie mai înaltă decât lingotierele cumaselotiere aşezate pe pod - lingotierele se umplu cu oţel lichid pprincipiul vaselor comunicante.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 12/107
Avantaje:
& se pot turna mai multe lingouri deodată reducând durata turnării& se pot turna lingouri mici din oale mari
& lingourile au toate aceeaşi înălţime şi structură
Dezavantaje%& cheltuieli mai mari pentru manoperă şi materiale& pierderi destul de mari prin reţeaua de turnare 'circa */& temperatura de turnare trebuie să #ie mai mare, deoarece oţelul s
răceşte pe traseu& se impuri#ică cu incluziuni nemetalice din zidăria podului
9etoda este recomandată pentru lingouri mici care se toarnă dincuptoare mari - necesită viteze mici de turnare 'sunt susceptibile crăpături, #ără restricţii deosebite de puritate.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 13/107
Turnarea continuă
=nsamblul de turnare este #ormat din%- Distribuitor - pâlnie intermediară - are o capacitate de ("-(!/ din greutatea oţelului din
de turnare şi este prevăzută cu unul sau mai multe ori#icii de turnare - #uncţie de număru#ire turnate odată - se închid şi se deschid cu bare port dop
+ Cristali!ator - con#ecţionat din $u cu pereţi dubli prin care curge apa de răcire. =re pro#semi#abricatului şi o conicitate de ",>(,(/ pe #iecare latură. <entru creşterea durabilităcristalizorului acesta se cromează la interior şi se recti#ică de câte ori este nevoie dacă ade#ormări mai mari de ! mm în plus sau în minus. Durabilitatea cristalizorului pina la )!"turnări. =pa de răcire intră în cristalizor pe la partea de jos şi iese pe la partea de sus, cupresiune de circa 3 atm. ?ivelul oţelului lichid în cristalizor este menţinut constant
+ Instala*ie de traere - #ormată din%& role masive de ghidare, din #ontă sau din oţel - au rolul de a evita de#ormarea
semi#abricatului până la solidi#icarea lui completă& stropitori cu apă - stropesc atât semi#abricatul cât şi rolele de ghidare.@iteza de tragere a #irului - identică cu viteza de turnare a oţelului în cristalizor şi corela
viteza de solidi#icare a oţelului, calculată ast#el încât centrul semi#abricatului să se socomplet imediat după ieşirea #irului din răcirea secundară
- Instala*ie de tăiere a semi#abricatului poate #i #oar#ecă volantă pentru tăierea mecanicăinstalaţie cu #lacără o2iacetilenică pentru tăierea chimică a #irului - se deplasează odată semi#abricatul şi revine în poziţia iniţială la terminarea operaţiei de tăiere. @iteza de tăierecorelată cu viteza de tragere şi cu mărimea semi#abricatului.:emi#abricatele tăiate la lungimi până la (-(! m sunt preluate de sistemul de basculardepuse pe o cale cu role sau pe un ascensor şi transportate în depozitul de semi#abrica

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 14/107
Turnarea continuă
& :emi#abricatele tăiate la lungimi până la (-(! m sunt preluate desistemul de basculare '(! şi depuse pe o cale cu role '(3 sau pun ascensor şi transportate în depozitul de semi#abricate.
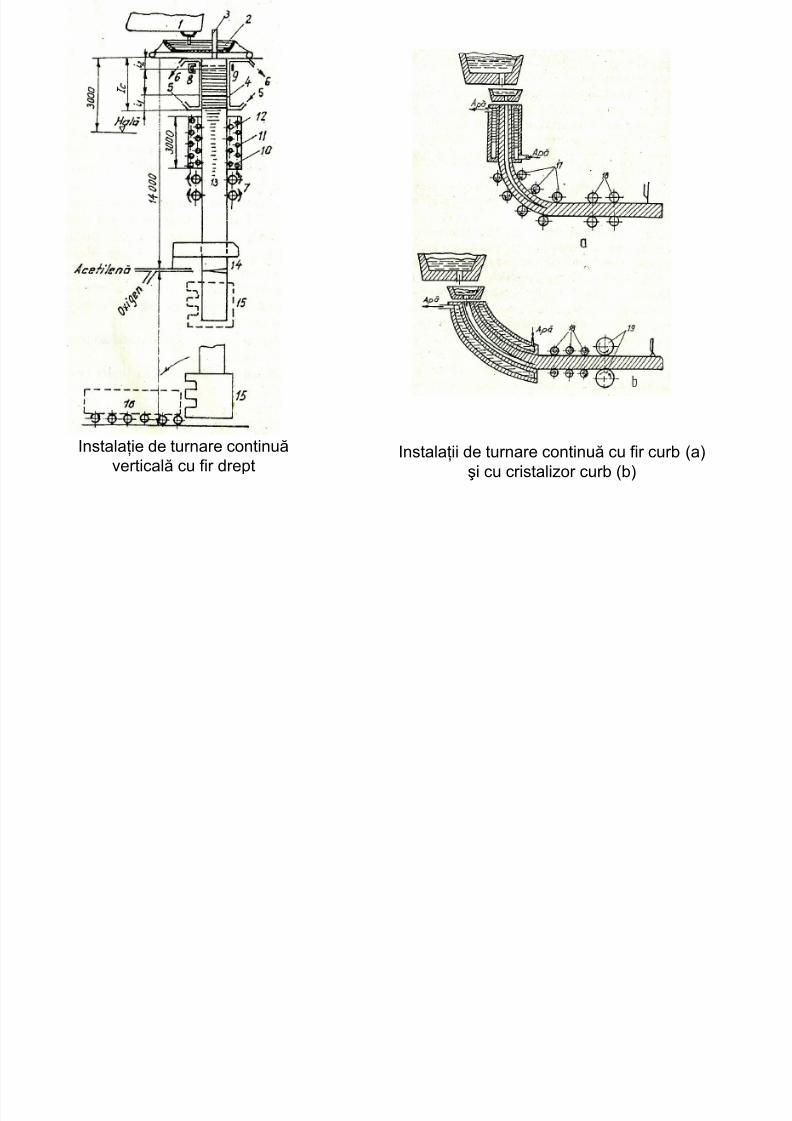
& Instala*ia &erticală cu ,ir dre"t este o construcţie înaltă - (3-)"m, incomodă, costisitoare şi greu de întreţinut 6 alte variante, mpuţin înalte şi mai uşor de întreţinut.
& Instala*iile de turnare cu ,ir curb 'a - curbarea şi îndreptarea#irului se #ace după ieşirea din cristalizor - miezul semi#abricatului'() nu este complet solidi#icat, cu ajutorul rolelor '( - role deghidare ale răcirii secundare. Înălţimea acestor instalaţii ((-" msau chiar de A-(A m dacă raza de curbare a #irului se ia la valoarecea mai mică admisibilă.
& ;a instala*iile de turnare continuă cu cristali!ator curb 'b - #iriese drept din cristalizor. Înălţimea ei este de !-A m.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 15/107
Bnstalaţie de turnare continuăverticală cu #ir drept
Bnstalaţii de turnare continuă cu #ir curb 'aşi cu cristalizor curb 'b
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 16/107
@iteza de tragere v tr - trebuie să #ie egală cu viteza de umplere acristalizorului, v u depinde de #orma şi mărimea semi#abricatului,adică de diametru cercului înscris în secţiunea semi#abricatului, Dde înălţimea cristalizorului, de grosimea crustei marginale dorite ş
de durata turnării. + $ercetările e2perimentale şi calculele statistice e#ectuate au arătat că v tr scade cu creşterea Dm
Căcirea secundară se alege, ca şi viteza de tragere v tr , în #uncţie decalitatea oţelului şi de secţiunea semi#abricatului, ţinând seama d
#aptul că, cu creşterea intensităţii de răcire creşte siguranţa cacentrul produsului este solidi#icat compact, dar creşte şi pericolulapariţiei crăpăturilor interne.
Durata unei turnări este de 3">" min., indi#erent de cantitatea deoţel care trebuie turnată, pentru a nu se răci oţelul în oala deturnare şi în distribuitorul rotativ. <entru o cantitate mai mare deoţel trebuie #ie un număr mai mare de #ire, #ie un semi#abricatmare.

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 17/107
Avantajele turnării continue comparativ cu turnarea clasică%& semi#abricatele au o supra#aţă curată& au toate aceeaşi structură, mai omogenă decât lingourile clasice
& gradul de utilizare al metalului este mult mai mare, ajungând la peste E3/, intimp ce la turnarea clasică nu depăşeşte A"-A/
& durata turnării şi solidi#icării este #oarte mică, circa ( oră #aţă de (3-" ore la cclasică
& se elimină cel puţin laminoarele primare& se micşorează mult cheltuielile materiale şi de manoperă.
Dezavantajele turnării continue:
& semi#abricate puternic tensionate + necesită tratament termic de detensionare
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 18/107
Bnstalaţiile de turnare continuă pot servi orice tip de oţelărie, dar sunrecomandate oţelăriilor cu convertizoare care au durată mică deelaborare ')">!" minute.
& <rin turnarea continuă s-au obţinut brame cu dimensiuni de până la + (""2)"" mm din oţel calmat şi necalmat + ()""2(!" mm pentru oţel ino2idabil, + ţagle de !"2!" în cristalizoare simple sau compuse,
+ produse rotunde, he2agonale, pro#ile, #lanşe etc.
& ?u s-au obţinut rezultate bune la turnarea oţelurilor cu sensibilitate mare la
crăpare sau la o2idare secundară, cum sunt oţelurile cu titan
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 19/107
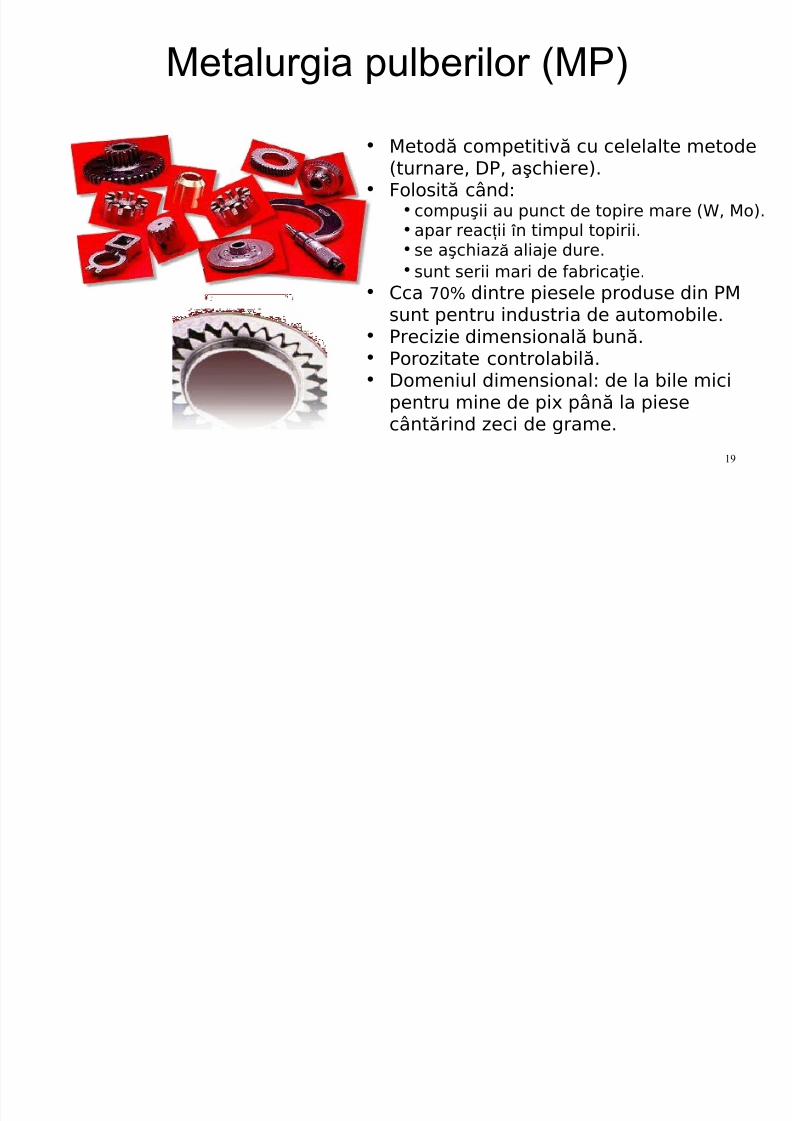
9etalurgia pulberilor '9<
• Metodă competitivă cu celelalte me(turnare, DP, aşchiere).
• Folosită când:•compuşii au punct de topire mare (W•apar reacţii î n timpul topirii.• se aşchiaă alia!e dure.
•sunt serii mari de "a#rica$ie. • %ca &' dintre piesele produse din sunt pentru industria de automo#ile
• Preciie dimensională #ună.• Poroitate controla#ilă.• Domeniul dimensional: de la #ile m
pentru mine de pi până la piesecântărind eci de *rame.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 20/107
Ftapele de bază la #abricarea pieselor din pulbermetalice
& Flaborarea pulberilor & Cealizarea compoziţiei amestecului& Gmogenizarea& 7ormarea& :interizarea& 7inisarea

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 21/107
W. Li
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 22/107
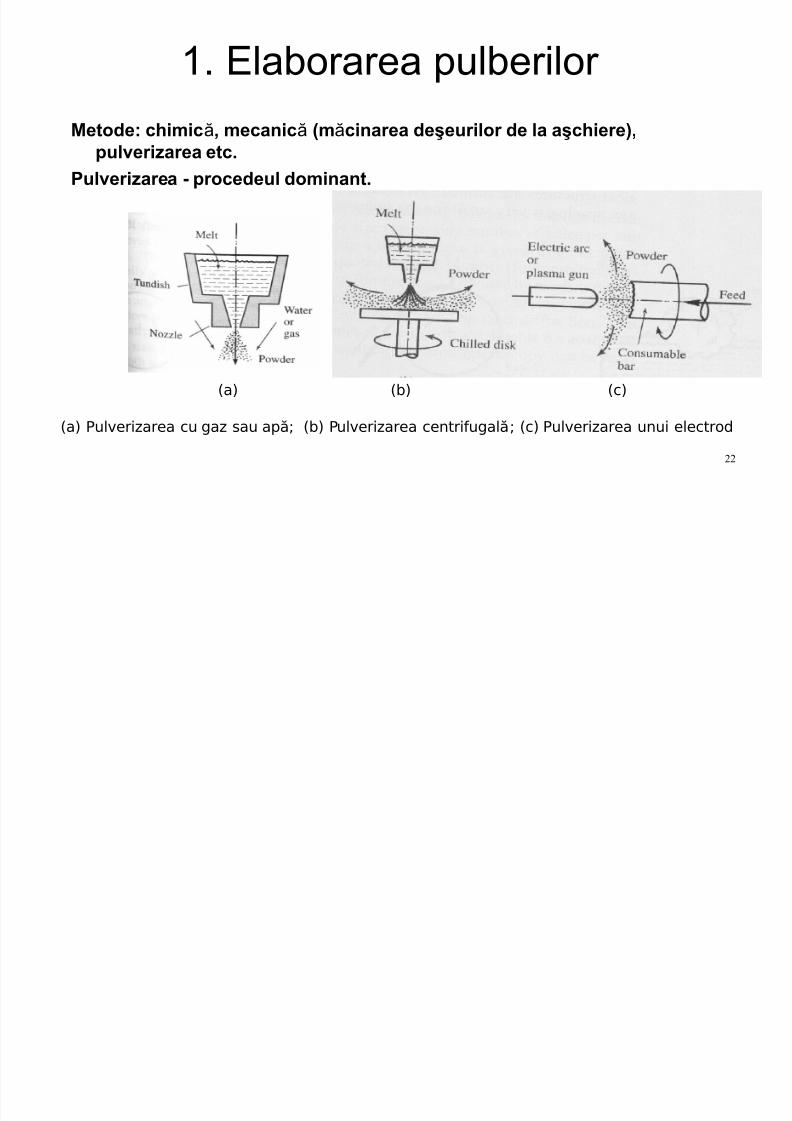
(. Flaborarea pulberilor
(a) (#) (c)
(a) Pulveriarea cu *a sau apă+ (#) Pulveriarea centri"u*ală+ (c) Pulveriarea unui elect
#etode- c.imică% mecanic
ă 'm
ăcinarea de)eurilor de la a)c.iere(%"ul&eri!area etc/
0ul&eri!area $ "rocedeul dominant/
%aracteriarea pul#erilor:

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 23/107
%aracteriarea pul#erilor: Formă
%ompactitate
Dimensiunea granulelor ".( Hm + ( mm
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 24/107
. Cealizarea compoziţiei amestecul
Gperaţia de preparare presupune amestecarea a dousau mai multor tipuri de pulberi sau a mai multorsorturi din acelaşi tip de pulbere cu ingredienţinemetalici - sunt adăugaţi pentru creşterearezistenţei pieselor sau pentru lubri#ierea particulelometalice, pentru a diminua #recarea internă din mapulberii, #recarea pulberii de supra#aţa interioară asculelor şi uzura sculelor.
:e #ace cântărirea sorturilor de pulbere din reţeta
amestecului.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 25/107
). Gmogenizarea amestecului de pulberi
• -mestecând anumite cantită$i de pul#ere *ro#ă şi pul#ere nă,interstitiile dintre *ranulele mari vor umplute.
• Pul#erile de metale şi de alte materiale se amestecă pentru ao#$ine anumite proprietă$i mecanice şi ice prin aliere.
• /u#rian$ii se adau*ă pentru 0m#unătă$irea caracteristicilor de
cur*ere a pul#erii şi pentru reducerea "recării dintre pul#ere şisupra"e$ele active ale sculelor.
• -ditivi cum sunt ceara sau polimerii termoplastici se adau*ăpentru a 0m#unătă$i reisten$a presatelor.
• -ditivii de sinteriare se adau*ă pentru a accelera densicareaprin incălire.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 26/107
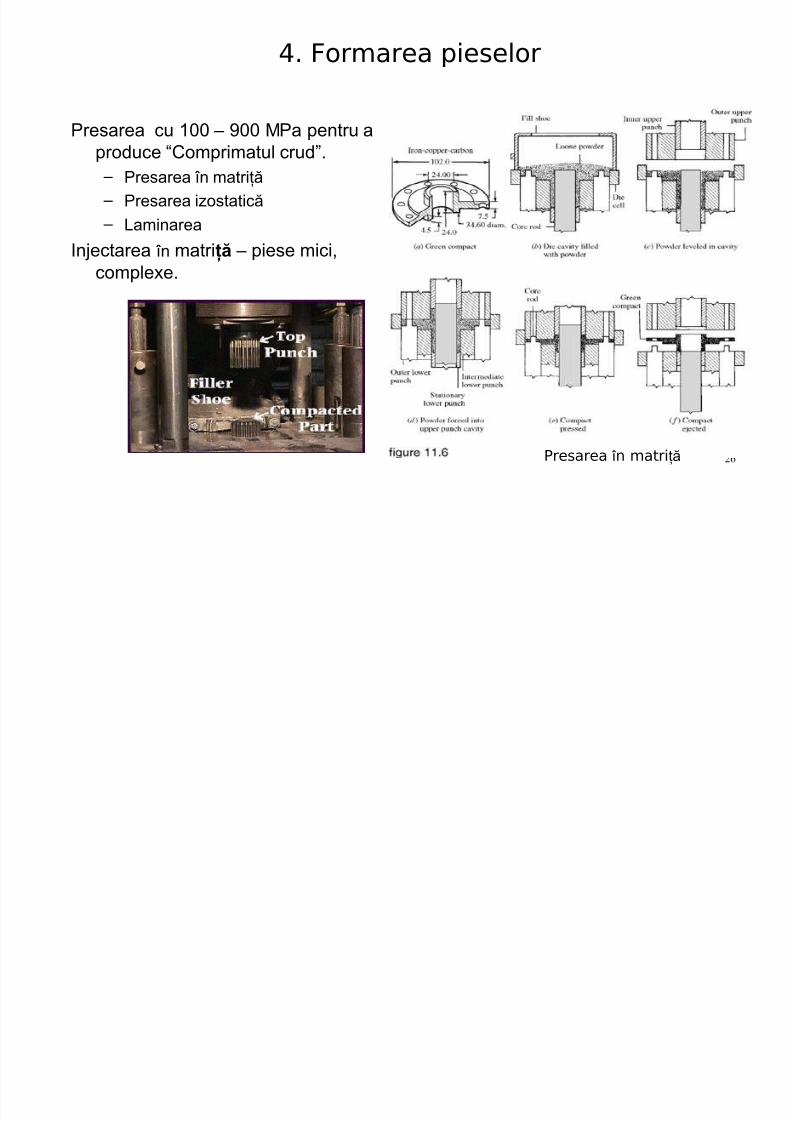
1. Formarea pieselor
Presarea î n matriţă
<resarea cu ("" + E"" 9<a pentru aproduce I$omprimatul crudJ. + <resarea în matriţă + <resarea izostatică + ;aminarea
Bnjectarea în matri*ă + piese mici,
comple2e.

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 27/107
2aria$ia densită$ii la presare
& F#icacitatea presării unilateraleeste limitată - densitateapresatului scade cu depărtarea de
poanson
& <roblemele se pot rezolva prinpresare bilaterală

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 28/107
!. :interizarea
& 0iesele sunt 1ncăl!ite la 2/342/5 T T /& Trans,ormă contactele mecanice 1n
contacte metalice mult mai "uternice/& A"are contrac*ia materialului-
% t d i t i t ă ă it

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 29/107
( - plat#ormă de încărcare - perdea de #lacără ) - hotă de aspiraţie * + mecanism pentru
intermediară ! - uşă de evacuare 3 - bandă transportoare - tambur A - răcitor E - cameralucru (" - elemente de încălzire (( - antecameră ( - elemente de încălzire în zona depreîncălzire () - mecanism de avans
%uptor de sinteriare cu vatră păşitoare

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 30/107
3. Gperaţii complementare
& <iesele sinterizate au porozitate remanentă - '*-(!/.& Densitatea este de multe ori menţinută intenţionat mică pentrpăstra porozitatea intercomunicantă - pentru lagăre cuautolubri#iere, #iltre, bariere acustice şi electrozi.
& Kneori, pentru a îmbunătăţi proprietăţile, este nevoie de operasuplimentare% + $alibrare, resinterizare şi tratamente termice. + Bmpregnarea cu ulei cald. + Bn#iltrarea cu metal 'F2.% $u pentru piese #eroase. + <relucrare prin aşchiere pentru îmbunătăţirea preciziei
dimensionale.

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 31/107
<rocedee speciale % presarea la cald
• -vanta!e se pot o#tine com#inând presarea şi sinteriarea• 3e "ace presarea la temperatura de sinteriare 4 are loc accelera
sinteriării.
Procedee:
4 Presarea la cald4 Presarea iostatică la cald (56P)4 /aminarea la cald şi etrudarea4 3intermatri$area
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 32/107
ME 355 Sp’06 W. Li
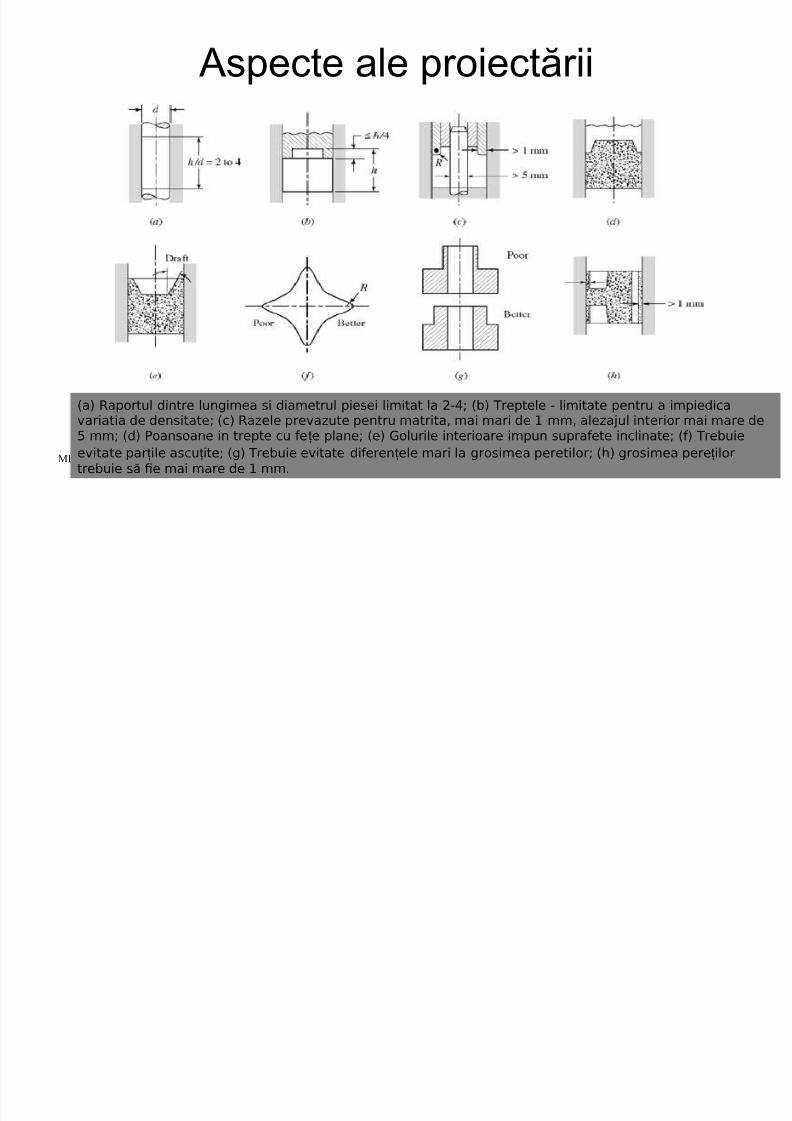
=specte ale proiectării
(a) 7aportul dintre lun*imea si diametrul piesei limitat la 81+ (#) 9reptele limitate pentru a impiedvariatia de densitate+ (c) 7aele prevaute pentru matrita, mai mari de mm, alea!ul interior mai ; mm+ (d) Poansoane in trepte cu "eţe plane+ (e) <olurile interioare impun supra"ete inclinate+ (") 9revitate parţile ascuţite+ (*) 9re#uie evitate di"erenţele mari la *rosimea peretilor+ (h) *rosimea peretre#uie să e mai mare de mm.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 33/107
=vantaje şi dezavantaje ale 9<
&@irtual nelimitată alegerea aliajelor, compoziţiilor şi a proprietăasociate. + 9aterialele re#ractare se obţin #recvent prin acest procedeu.
& Cealizarea porozităţii controlate pentru materialele cu autolubrsau cele #iltrante.
& Lehnologie #oarte economică pentru serii mari de #abricaţie '("
""" piese.& Ktilizarea materialului in proporţie de ("" /.& Dimensiuni şi comple2itate limitată a pieselor.& $ost ridicat al pulberilor.& $ost ridicat al sculelor.
& Cezistenţă mai scăzută a materialului decât dacă ar #i #ost obţinprin turnare.

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 34/107
O6ŢINEREA #ATERIALELOR#ETALICE
O"era*ii )i 0rocese metalurice
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 35/107
9inereurile e2trase vor #i supuse unor acţiuni ce implică o serie de schimbări de stări #izice,numite procese metalurgice.
n #uncţie de scopul urmărit, putem avea%= (. procese metalurgice pregătitoare. procese metalurgice de e2tragere
). procese metalurgice de a#inare, ra#inare& metalurgia e2tractivă a #ierului 'siderurgia
& metalurgia e2tractivă a metalelor şi aliajelor ne#eroase
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 36/107
7/ 0rocese metalurice "reătitoare
:cop% satisfacerea condiţiilor de calitate impuse minereurilor %
- granulaţie + se #ace prin modi#icarea dimensională a minereului- conţinut de util + se asigură prin îndepărtarea unei părţi din steril- compozitia chimică a utilului - se asigură prin modi#icarea
compoziţiei lui chimice- omogenitate.
ndeplinirea condiţiilor de calitate= – se realizează prin operaţii de
"re"arare mecanică )i termoc.imică

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 37/107
8/ 0rocese metalurice de e9traere
:cop% separarea metalului din minereul preparat
ELABORAREPRIMARĂ
MINEREU
#etale saualia:e brute
ELABORARESECUNDARĂ
A,inarea Ra,inarea
#etale sau alia:eindustriale
#etal"ur

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 38/107
ELABORAREAPRIMARĂ
ELABORAREASECUNDARĂ
Extragerea metalului sau aliajului i!mi!ereuri pri!tr"# serie etra!s$#rm%ri $i&i'#"'(imi'e
metale sau aliaje brute
'#!)i! impurit%)i *! 'a!tit%)i mari +a$e'tea&% pr#priet%)ile materialului +$#l#sirea l#r *! a'east% stare pe!tru$a,ri'area piesel#r este impr#prie
Afinarea - prelu'rarea metalel#r sau aliajel# ,rute pe!tru elimi!area impurit%)il# p!% la limitele amisi,ile
metale sau aliaje industrial
Rafinarea
- prelu'rarea metalel#r i!ustriale pe!tru elimi!area a/a!sat% aimpurit%)il#r
metale tehni !ure
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 39/107
#etoda "irometalurică
#etoda .idrometalurică
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 40/107
#etoda .idrometalurică
9etoda hidrometalurgică are trei #aze distincte%
- concentrarea minereului- dizolvarea metalului din minereu într-o soluţie apoasă 'dacă este solubil în apă- separarea metalului dizolvat din soluţie minereul va #i atacat cu un compus chimic iar în reacţiilor chimice va rezulta separarea metalului de steril 6 pe cale chimică sau prin electro
#etoda electrometalurică
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 41/107
#etoda electrometalurică
1 separarea metalului din minereu pe cale termică s
electroliticăTermic $ prin utilizarea e#ectului caloric al energiei electrice% rezistenţă, arc sau inelectromagnetică.Electrolitic - #olosind electroliza - sărurile de metale sunt separate în metal brut din soluţii ap7azele procesului tehnologic de obţinere a metalului brut% concentrarea minereului, reasoluţiei de metal şi electroliza soluţiei ast#el obţinute.
#inereurile de ,ier - conţin 7e sub #ormă de compuşi chimici% o
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 42/107
carbonaţi, sul#uri, etc.<entru ca e2tragerea #ierului să #ie rentabilă, minereul trebuie să #ie cât mai bogat în 7e şi csărac în elemente dăunătoare - $a, :, <, Mn, şi să #ie uşor reductibil.
<rincipalele minereuri de #ier #olosite la e2tragerea #ontei sunt%#anetita - 7e)G* 6 '*!- / 7e.;ematita $ 7eG) 6 '*!-3! / 7e.Siderita - '7e$G) 6 '!-*! / 7e.Limonita - '7eG)N)OG 6 '!-!! / 7e.
0irita - '7e: 6 '*!-3" / 7e 6 conţinut ridicat de : - se prăjeşse #oloseşte la obţinerea acidului sul#uric iar cenuşile rezultateutilizează ca amestecuri la obţinerea #ontei brute.

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 43/107
;ematita- 7eG)
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 44/107
0irita- 7e:
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 45/107
Cu " 'u i!'lu&iu!iCu " &urit
u3322
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 46/107
Minereu de Al alium auxite le:a

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 47/107
Mi!ereu e M" " ;#l#mita " aMg3
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 48/107
Mi!ereu e Si " met(<st Si2
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 49/107
E=>?E?E M@AE?EB?@L? ;E @E?

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 50/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 51/107
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 52/107
SC?DM?E LS?E AEA>??E MEA@
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 53/107
prelimi!ar%
i!termeiar%
$i!%
"'#!'as#r 'u $%l'i"'#!'as#r r#tati/
#$%&$ mm
"'#!'as#r '#!i'"'#!'as#r 'ili!ri'"'#!'as#r 'u 'i#'a!e
'%($ mm
"m#ri 'u ,are"m#ri 'u ,ile"m#ri tu,ulare"m#ri 'u /artej
$)& % $)* mm
'$ % (*$$ mm
S+ĂR,MAREA PRELIMINARĂ

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 54/107
AS? B CL@
;e,it F 05 " 700 tG(@!trareF 60 " 1500 mm@esireF 20 " 30 mm
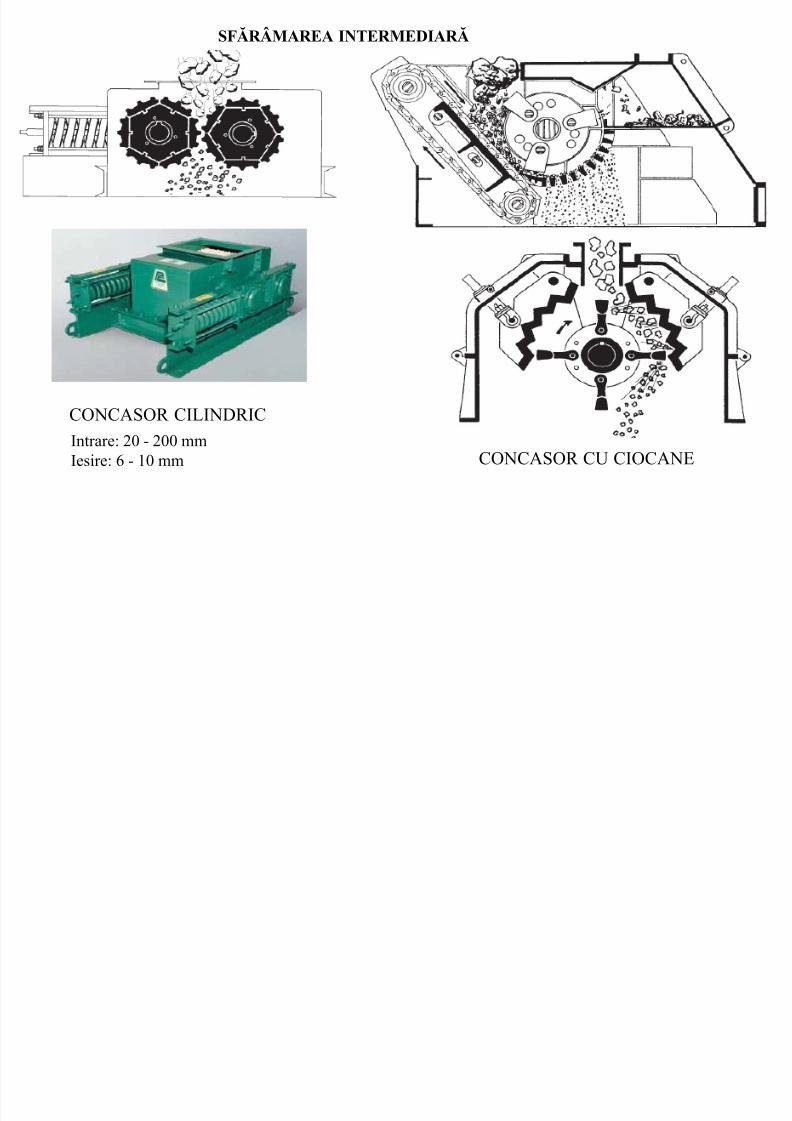
S+ĂR,MAREA IN-ERMEDIARĂ

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 55/107
AS? @L@A;?@@!trareF 20 " 200 mm@esireF 6 " 10 mm AS? B @AE
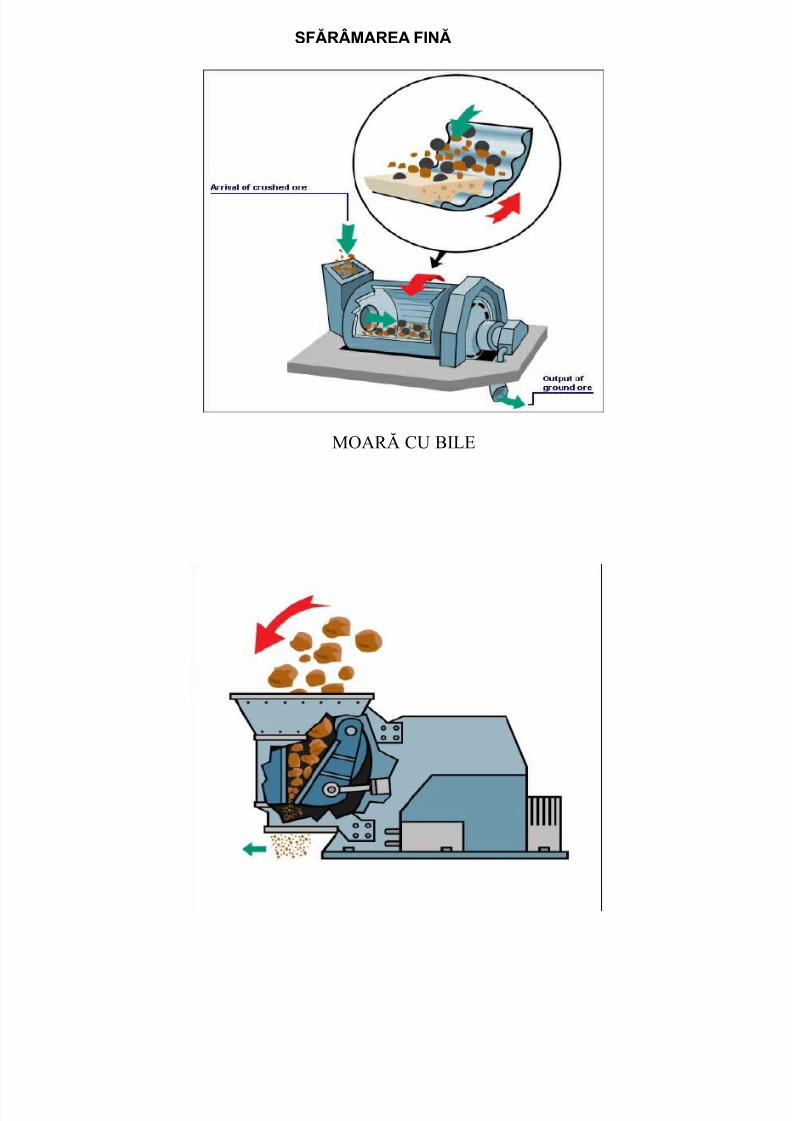
SF<R=#AREA FIN<

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 56/107
M?C B @LE
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 57/107
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 58/107
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 59/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 60/107
Sit% 'ili!ri'% r#tati/%
r
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 61/107
Bnstalaţie de peletizare

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 62/107
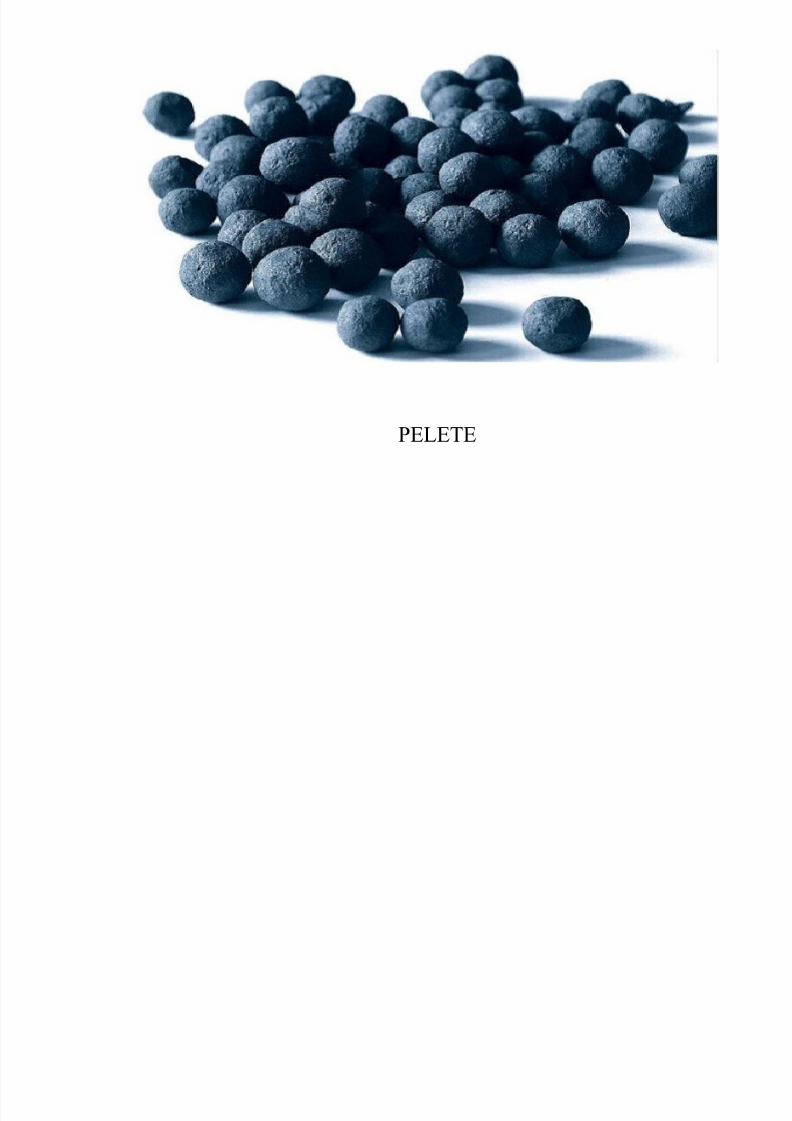
HELE>E

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 63/107
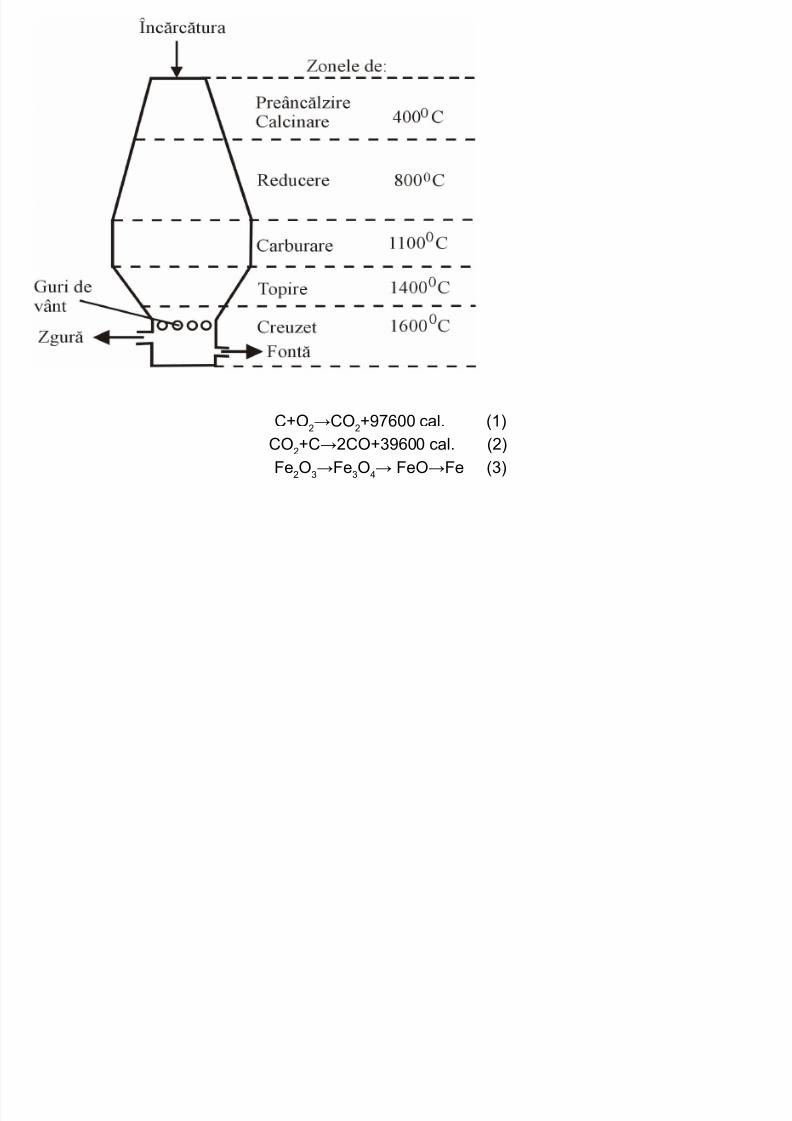
$NG6$GNE3"" cal. '($GN$6$GN)E3"" cal. '7eG)67e)G*6 7eG67e ')
5az de #urnal

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 64/107
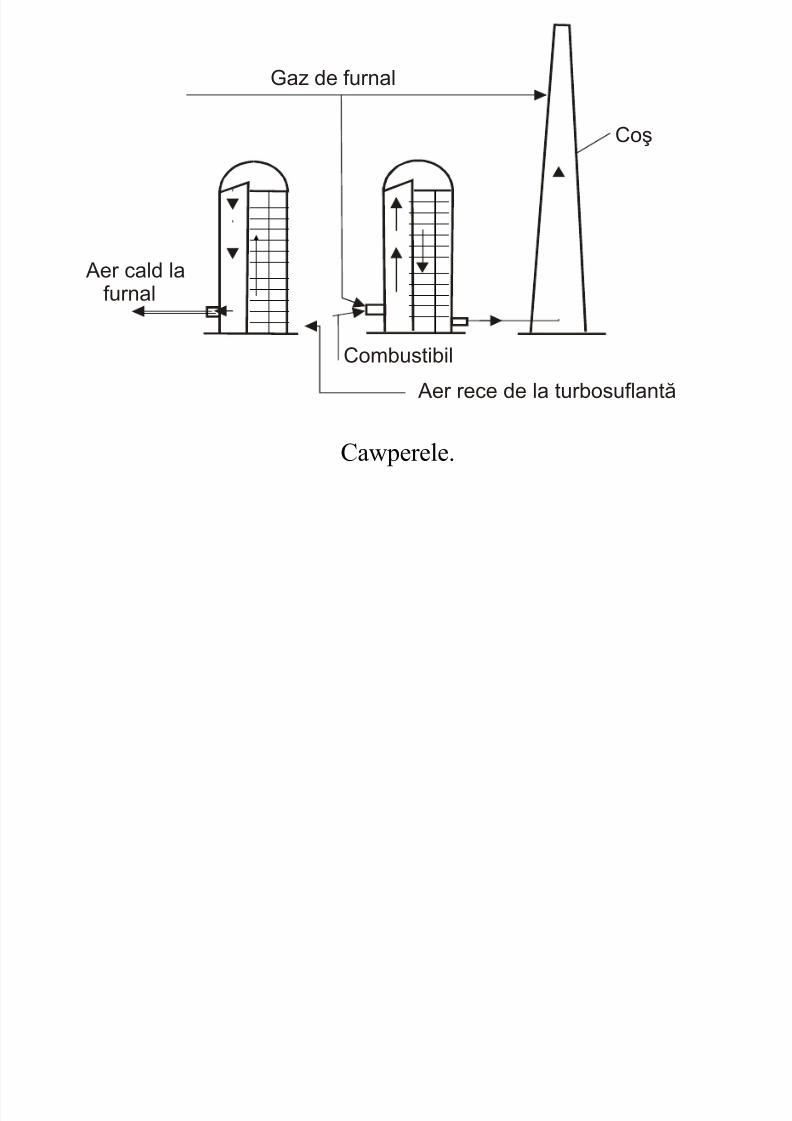
aIperele.
5az de #urnal
$ombustibil
$oş
=er rece de la turbosu#lantă
=er cald la
#urnal

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 65/107
Melanj.r1 " gura e *!'%r'areJ 2 K 'u/aJ 3 " ,aia metali'%J 4 " sistem e ,as'ulareJ
5 " jg(ea, e es'%r'are.
<rodusele #urnalului

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 66/107
7onta de prima #uziune
Mgura5azul de #urnal
<ra#ul de #urnal
Fonte "entru turnătorie - #onte cenuşii, cu mult :i - reprezintă cca. (! / din producţia de brute - se utilizează după a doua topire pentru turnarea pieselor de maşini şi a altor obiec
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 67/107
brute se utilizează după a doua topire pentru turnarea pieselor de maşini şi a altor obiec#ontă.
Fonte "entru a,inare - #onte albe, cu mult 9n - reprezintă cca. A" / din producţia de #ontebrute - sunt #olosite ca materie primă pentru #abricarea oţelurilor.
Fonte aliate )i s"eciale - reprezintă !/ din prod de #onte - pot #i cu conţinut ridicat de 9n"/, numite #onte oglindă, cu conţinut ridicat de :i şi 9n, numite #onte silicoase oglindă. Dprocentul de :i şi 9n depăşeşte !/, aliajele obţinute se numesc #eroaliaje, #erosilrespectiv #eromangan - se #olosesc ca adaosuri pentru dezo2idare sau aliere la elaboraoţelurilor.
>a!ul de ,urnalcaptat la partea superioară a #urnalului are o putere calorică relativ mică dar cant

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 68/107
+ captat la partea superioară a #urnalului, are o putere calorică relativ mică, dar cantacestor gaze este deosebit de mare, de cca. *"""-*!"" m) pe #iecare tonă de #ontă produsieşirea din #urnal, au temperaturi cuprinse între (!" şi )"" "$ - antrenează o mare cantitapra# - cca. )"-A" g0m) de gaz. $irca )"/ din aceste gaze se utilizează la caPpere p
preîncălzirea aerului insu#lat în #urnal, iar restul în calitate de combustibili în di#erite cupmetalurgice .
0ra,ul de ,urnal- este captat în instalaţii comple2e de epurare a gazelor de #urnal şi conţine mult 7e şi $. $de pra# este de cca. A"-("" Qg0tonă de #ontă produsă - se aglomerează prin peletizareintroduce în #urnal.
?ura-amestec de o2izi de siliciu, calciu, mangan, magneziu, #ier, aluminiu, sul#uri de calciu et#uncţie de caracterul său chimic este valori#icată sub diverse #orme%
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 69/107
#uncţie de caracterul său chimic, este valori#icată sub diverse #orme%-zgura acidă - pavarea drumurilor şi #abricarea materialelor termoizolante 'vată de zgzgură e2pandată etc.-zgura bazică - ca materie primă suplimentară la #abricarea cimentului, sau ca înlocuit
materialelor de construcţie 'zgură granulată, cărămizi de zgură, pietriş pentru preparbetonului, etc.
0relucrarea materialelor metalice "rin turnare
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 70/107
În construcţia de maşini ponderea pieselor metalice turnate - #oarte mare.
<rincipiul #izic ce stă la baza procesului turnării este%- orice lic.id ia ,orma &asului care 1l con*ine - =vantaje%& prin turnare se pot obţine piese de #orme comple2e, cu goluri interioare,imposibil sau #oarte greu de realizat prin alte procedee& unele materiale - #ontele cenuşii, #ontele maleabile, alamele cu conţinut mare de Mbronzurile cu conţinut mare de :n, unele aliaje de =l - nu pot #i prelucrate prin
de#ormare plastică 6 prin turnare se pot obţine piese de bună calitate, compcu proprietăţi #izice şi tehnologice superioare &se poate obţine o precizie dimensională su#icient de bună pentru ca pieselerezultate să nu mai aibă nevoie de prelucrări ulterioare, ceea ce înseamnă o importaeconomie de material, manoperă şi preţ de #abricaţie mai mic&posibilitatea re#olosirii imediate a deşeurilor de metal prin retopire şi turnarea altpiese
&procedeu mult mai productiv în comparaţie cu alte procedee de #abricaţie.
:uccesiunea principalelor operaţii ce trebuie e2ecutate pentru obţinerea pieselorprin turnare %

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 71/107
prin turnare %
- e2ecutarea modelelor con#orm desenului de e2ecuţie
- e2ecutarea miezurilor- e2ecutarea #ormelor- elaborarea sau topirea metalelor sau aliajelor- turnarea metalului în #ormă- solidi#icarea pieselor în #ormă- scoaterea 'dezbaterea pieselor din #ormă
- curăţirea pieselor obţinute- tratament termic 'când este cazul- controlul şi recepţia pieselor.
Forma de turnare 1 ansamblu metalic sau nemetalic compus de obicei din douăpărţi 'semi#orme, care conţine o cavitate cu con#iguraţia şi dimensiunile #oarteapropiate de cele ale piesei de obţinut
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 72/107
apropiate de cele ale piesei de obţinut - dacă piesa are goluri interioare, în #orma de turnare se aşează miezurile;
După durata de utilizare, #ormele se clasi#ică în%
- forme temporare - se e2ecută din amestec de #ormare obişnuit 'nisip , argilăapă sau special 'nisip, liant special şi apă - se #oloseşte la o singură turnare,distrugându-se pentru e2tragerea piesei turnate- forme semipermanente - se e2ecută din ciment, ipsos, şamotă - servesc laun număr limitat de turnări, #iind reparate după #iecare turnare- forme permanente - metalice + #ontă, oţel, aliaje ne#eroase sau di#erite răşin#olosite la un numar #oarte mare de turnări, #ără a necesita reparaţii intermedia
Formarea - operaţia tehnologică manuală sau mecanizată ce constă în realizarea#ormei de turnare.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 73/107
& Amestecul de ,ormare 1 materialul granular #olosit la materializarea #ormelortemporare, #iind compus din nisip cuarţos, argilă şi apă 1 amestec de #ormareobişnuit.
& Re*eaua de turnare 1 ansamblul de canale prin care materialul topit pătrundecavitate #ormarea reţelei de turnare - cu modele corespunzătoare.& Răsu,latorile 1 ansamblul de canale special e2ecutate în #orma de turnare prin
care se asigură eliminarea aerului şi a gazelor rezultate la turnare .& #odelul 1 elementul #olosit la #ormare, având con#iguraţie şi dimensiuni apropia
de cele ale piesei turnate + se obţine con#iguraţia su"ra,etelor e9terioare ale piesei turnate
+ se e2ecută din una, două 'semimodele sau mai multe părţi, în #uncţie de con#iguraţigeometrică a piesei.
& #ie!ul 1 parte distinctă a #ormei de turnare, cu ajutorul căruia se obţinecon#iguraţia supra#etelor interioare ale piesei turnate + se montează şi se #i2ează în cavitate cu ajutorul unor prelungiri, cunoscute sub num
de mărci;
Formarea - manuală + pentru piese unicat sau de serie mică%
în rame de #ormare
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 74/107
- în rame de #ormare- în solul turnatoriei
- mecanizată
Formarea manuală în rame de #ormare + cea mai #olosită
- în #uncţie de numărul supra#eţelor de separaţie se #olosesc sau mai multe ram
Formarea mecani!ată @ pentru producţia de serie mare sau de masă a pieselor
dimensiuni mici şi medii
Considera*ii "ractice asu"ra turnabilită*ii alia:elor
;a alegerea aliajelor pentru turnare trebuie să luăm în considerare%

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 75/107
;a alegerea aliajelor pentru turnare, trebuie să luăm în considerare%- #actorii de turnabilitate %
- temperatura de topire
- vâscozitatea topiturii- tendinţa de #ormare a segregaţiilor şi a incluziunilor de gaze- proprietăţile mecanice ale metalului în stare solidă
<rincipalele proprietăţi tehnologice ce caracterizează comportarea unui metal înprocesul de turnare → condiţionând calitatea pieselor turnate%
- ,luiditatea metalului sau alia:ului lic.id 1 capacitatea acestora de a umplesecţiunile subţiri ale cavităţii #ormei- #luiditatea este #uncţie de%
- compoziţia chimică, temperatura de turnare 'supraîncălzire şi de alte proprietăţi ametalului lichid, precum şi de #orma în care se toarnă 'umiditate, temperatură,calitatea supra#eţei.
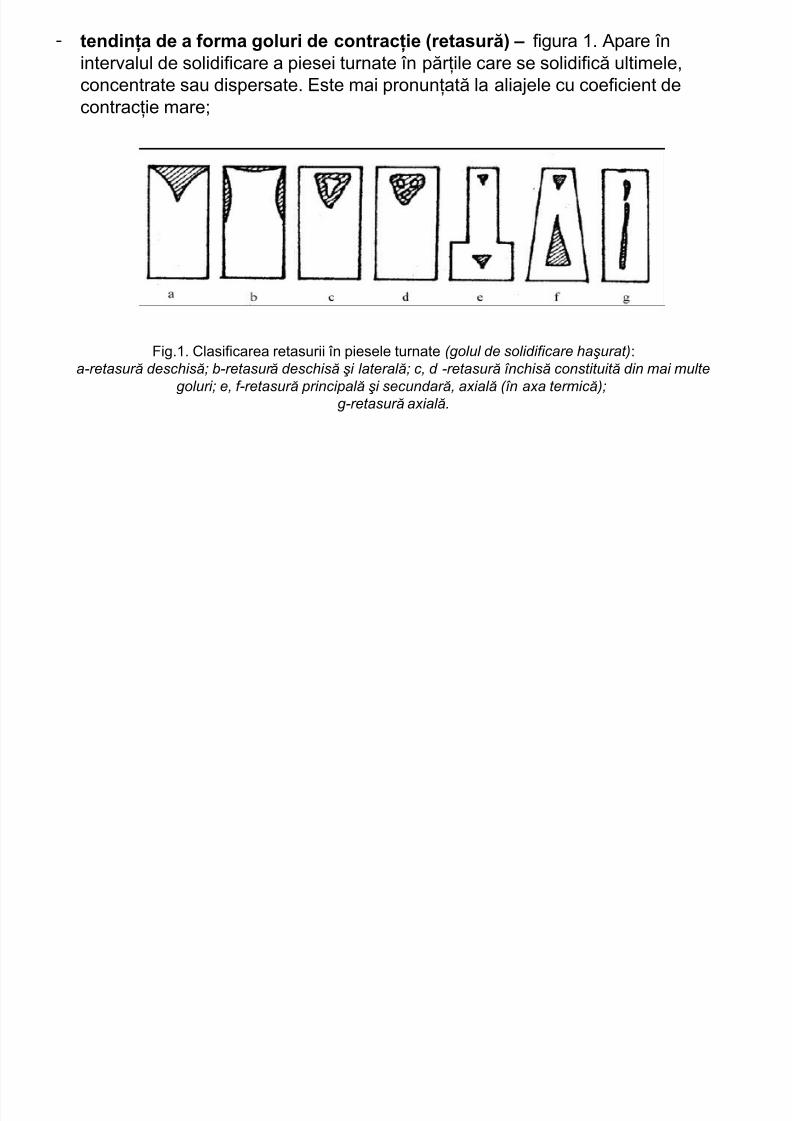
- tendin*a de a ,orma oluri de contrac*ie 'retasură( @ #igura (. =pare înintervalul de solidi#icare a piesei turnate în părţile care se solidi#ică ultimele,concentrate sau dispersate. Fste mai pronunţată la aliajele cu coe#icient de

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 76/107
p p ţ jcontracţie mare
7ig.(. $lasi#icarea retasurii în piesele turnate (golul de solidificare haşurat)%a-retasură deschisă; b-retasură deschisă şi laterală; c, d -retasură nchisă constituită din mai multe
goluri; e, f-retasură !rinci!ală şi secundară, a"ială (n a"a termică);
g-retasură a"ială#
- tendin*a de a ,orma tensiuni $ la solidi#icarea materialelor metalice apar #orţe, craportate la supra#aţa pe care acţionează poartă numele de tensiuni
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 77/107
raportate la supra#aţa pe care acţionează, poartă numele de tensiuni.Lensiunile pot #i%
- de contracţie
- termice şi- #azice.
Tensiunile de contracţie - apar când la contracţie se opune #orma de turnare samiezurile apar la piesele cu con#iguraţie neregulată - cu proeminenţe sau goluri mcând amestecul de #ormare nu are compresibilitate.Tensiunile termice - apar datorită grosimii neuni#orme a di#eritelor părţi ale piese
<ărţile subţiri se răcesc mai repede - se vor contracta înaintea celor groase di#erede contracţie dă naştere, în timp, la tensiuni.Tensiunile fazice - sunt provocate de trans#ormările structurale care apar în timpdi#erite părţi şi secţiuni ale piesei turnate. În #uncţie de grosimea secţiunilor, tensiupot #i de întindere sau de compresiune, în #inal acţionând o singură tensiunerezultantă. $ând aceasta depăşeşte rezistenţa de rupere a materialului, în piesă a
crăpături.
Turnarea "ieselor din o*el
- proprietăţi de turnare scăzute şi sensibilitate mare la răcire- granulaţia mai grosolană şi prezenţa de#ectelor de turnare - microretasuri şi goluri 6
i t ţă i ă l ti it t i t it t i # i ti ţ l il l i t
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 78/107
rezistenţă mecanică, plasticitate şi tenacitate in#erioare comparativ cu oţelurile laminatesunt uşor sudabile.
O*elurile nealiate pentru turnare în piese au ",...",* /$, ",*...",A /9n, ",!...",3 /:i şma2imum ","*...","! /:, <.- oţeluri elaborate în trei clase de calitate, în #unctie de caracteristicile mecanice prescri- se utilizează pentru% roţi pentru cabluri şi lanţuri, roţi dinţate, carcase de reductoare,corpuri de pompe, arbori cotiţi, #lanşe, cruci cardanice 'pentru temperaturi între (" şi !8$.
O*elurile slab aliate $ cel mai #recvent cu $r, ?i, 9n, $o, sunt mai di#icil de turnat, #iindutilizate pentru proprietăţile lor mecanice superioare şi pentru posibilitatea de a îmbunătăţii aceste proprietăţi prin tratamente termice ulterioare.
O*elurile aliate se #olosesc pentru piese ce necesită rezistenţă mecanică ridicată, o bunărezistenţă la coroziune la temperaturi înalte sau la uzare 'e2% oţelul aliat pentru turnareR9aragingJ de tip ?i-$r-9o, care conţine $r, $u şi 9o.
Turnarea alia:elor dure
Alia:e dure 1 materiale cu compoziţii chimice variate, conţinând $o, $r şi S, cu puţin 7#ii d b l d : lli J $ i d b i d l l
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 79/107
ţ ţ ţ#iind cunoscute sub numele de R:tellitJ. $antitatea mare de carburi dure ale unor elemede aliere, cum sunt $r şi S, imprimă acestor aliaje duritate #oarte mare 'până la E" OC$rezistenţă ridicată la temperaturi înalte, de ""...(""" 8$, şi rezistenţă mare la uzare -proprietăţi obţinute #ără tratament termic.- pot #i prelucrate numai prin turnare sau sudare şi se utilizează ca plăcuţe de armare asculelor aşchietoare.
Turnarea metalelor ne,eroase
<rincipalele proprietăţi de turnare ale metalelor şi aliajelor ne#eroase sunt% + #luiditate ridicată + contracţie relativ mare + o2idare uşoară.<entru a obţine piese de calitate ridicată este indicat ca turnarea să se #acă prin si#on, creţele de turnare cu înălţime mică se vor #olosi grade de îndesare mai reduse la #ormarşi se vor prevedea #iltre şi colectoare de zgură, maselote şi răcitoare.
Turnabilitatea aliajelor de u
=liajele cuprului utilizate în turnătorii 'bronzuri şi alame se caracterizează prin #luiditate#oarte bună, contracţie de ( + (,A /, o2idare uşoară cu #ormare de pelicule de o2izi pesupra#aţa părţilor solidi#icate şi tendinţă de segregare

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 80/107
supra#aţa părţilor solidi#icate şi tendinţă de segregare.$u pur, în stare topită, dizolvă mari cantităţi de gaze 'O, $G 6 după solidi#icare, la#ormarea sul#urilor şi o2izilor pe zone întinse. <rezenţa o2izilor reduce capacitatea deturnare, iar după solidi#icare proprietăţile mecanice vor #i reduse elementele de aliere
îmbunătăţesc proprietăţile mecanice şi #izice, măresc #luiditatea prin dezo2idare şidiminuează cantitatea de gaze absorbită.
=lamele pentru turnătorie - aliaje $u-Mn cu elemente de adaos solubile în $u, în cantităţimici, ca <b, =l, ?i, 7e, :i, 9n. $ele mai bune proprietăţi de turnare le au alamele cu)"...*" /Mn 6 piese compacte.- sunt utilizate la con#ecţionarea armăturilor turnate pentru conducte de apă sau abur, aunor piese sau subansamble care lucrează în condiţii de umiditate şi temperatură 'lagă
roţi dinţate, piuliţe, #usuri.6ron!urile de turnătorie - aliaje ale cuprului cu :n, =l sau <b - se utilizează la
con#ecţionarea lagărelor.Tronzurile cu :n pot #i aliaje binare sau cu elemente însoţitoare - Mn, <b, < etc. $onţinude :n este cuprins între !...! / 'de obicei (* /.
Înlocuirea :n cu <b sau =l ie#tineşte bronzul şi îi păstrează turnabilitatea bună, precumproprietăţile anti#ricţiune.
Turnabilitatea aliajelor de Al
=luminiul pur - contracţii mari la solidi#icare, #luiditate scăzută, capacitate mare de dizolvaregazelor şi structuri grosolane după solidi#icare 6 în turnătorii se #olosesc aliajele =l-:i ş

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 81/107
gazelor şi structuri grosolane după solidi#icare în turnătorii se #olosesc aliajele =l :i ş =l-9g.
=liajele pe bază de =l - #luiditate mare, contracţie liniară% (,...(, /, contracţie în volum% */.
<iese de calitate superioară 6 prin turnare sub presiune.
Alia:ele Al$Si 'siluminuri au ("...() /:i - se #olosesc la turnarea pieselor care lucrează încondiţii termice severe şi trebuie să #ie uşoare% pistoane, bloc motor etc. - :i reducecoe#icientul de dilatare termică, măreşte rezistenţa la uzare şi nu se duri#ică prin tratamtermic. Kn adaos de $u 'ma2.) / îmbunătăţeşte proprietăţile de turnabilitate, iarconcentraţia eutectică măreşte #luiditatea şi compactitatea. $ontracţia siluminului =L:i(la solidi#icare are valori cuprinse între ),A...* / în volum, respectiv (,...(,* / liniară
Alia:ele Al$# conţin ma2imum (! /9g, au proprietăţi de turnare relativ scăzute, #iindnecesare măsuri tehnologice speciale% recoacere de omogenizare îndelungată şimodi#icare cu săruri de Mr, $r sau $e, care le reduc porozitatea. 7luiditatea acestora esmai mică şi prezintă tendinţă pronunţată de #ormare a microretasurilor, su#lurilor, porilorcrăpăturilor la cald
Turnabilitatea aliajelor staniului
- au o temperatură de topire #oarte scăzută, o turnabilitate #oarte bună, contracţ# #

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 82/107
ţ#oarte mică după solidi#icare şi nu necesită condiţii speciale de elaborare- se utilizează pentru obţinerea pieselor cu proprietăţi anti#ricţiune, a pieselor cupereţi #oarte subţiri şi de #orme comple2e, precum şi piese de precizie #olosite înmecanică #ină% :n-:b-$u, care conţine )...3 /$u, ("...( /:b şi eventual, unadaos de până la (* /<b, care reduce şi mai mult temperatura de topire,respectiv de turnare.
Turnabilitatea aliajelor u!or fuzibile
- au #luiditate ridicată la supraîncălzire redusă, contracţie liniară mică.- pe bază de Mn% aliaje Mn-=l, Mn-=l-$u 1 aliaje Mamac + #olosite la turnarea subpresiune şi Mn-$u-:n- pe bază de <b% <b-:n, <b-:b 1 aliaje anti#ricţiune şi <b-:b-:n 1 aliajetipogra#ice. $ontracţia liniară a aliajelor de Mn este relativ scăzută variind între(...(,! /.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 83/107
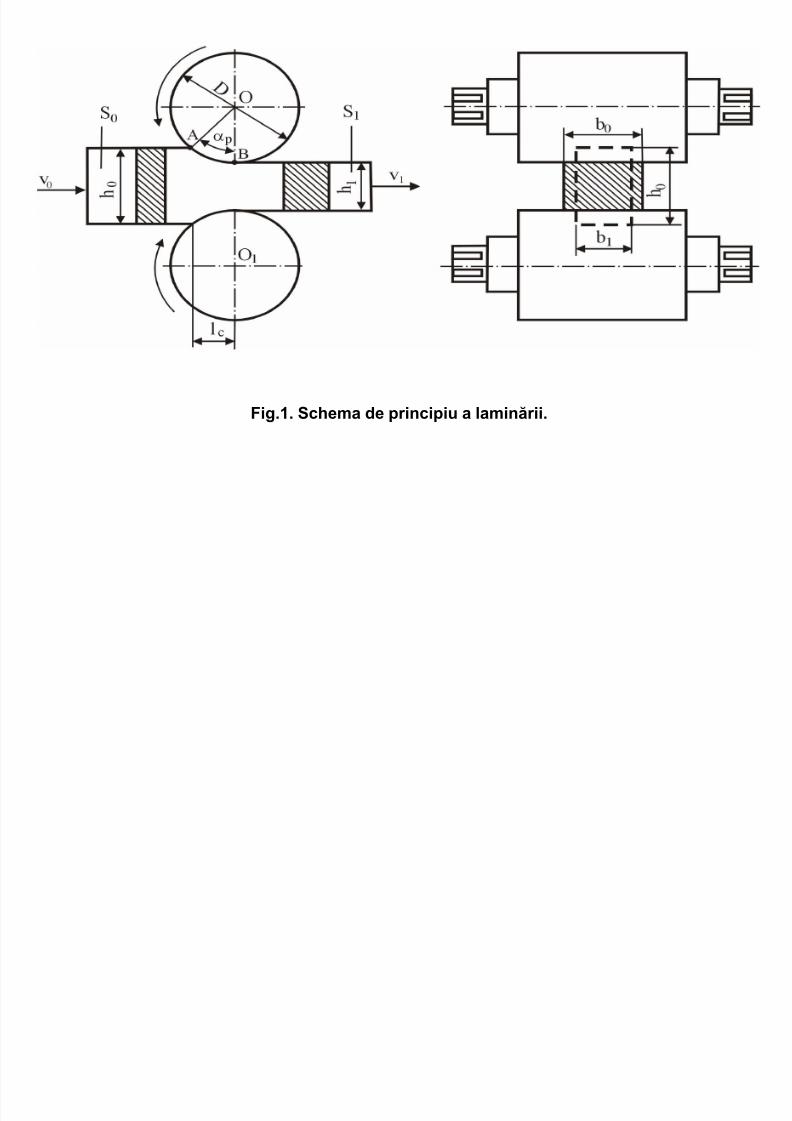
Fi/7/ Sc.ema de "rinci"iu a laminării/
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 84/107
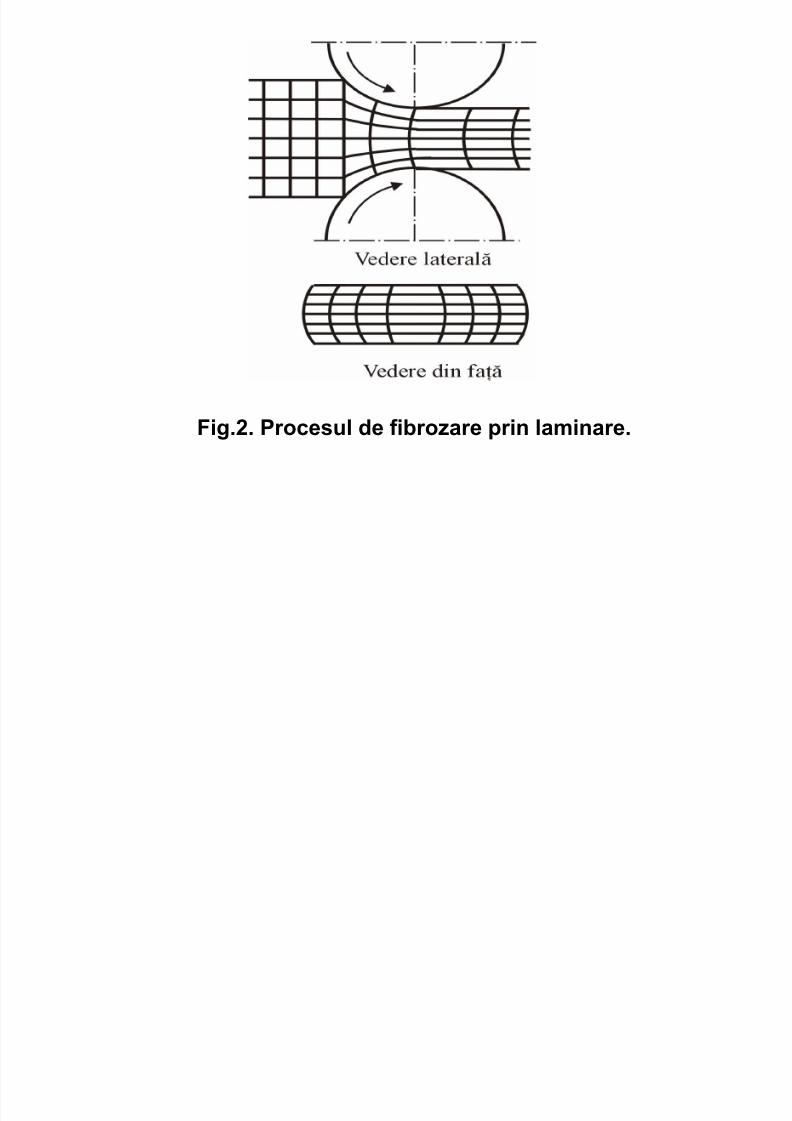
Fi/8/ 0rocesul de ,ibro!are "rin laminare/
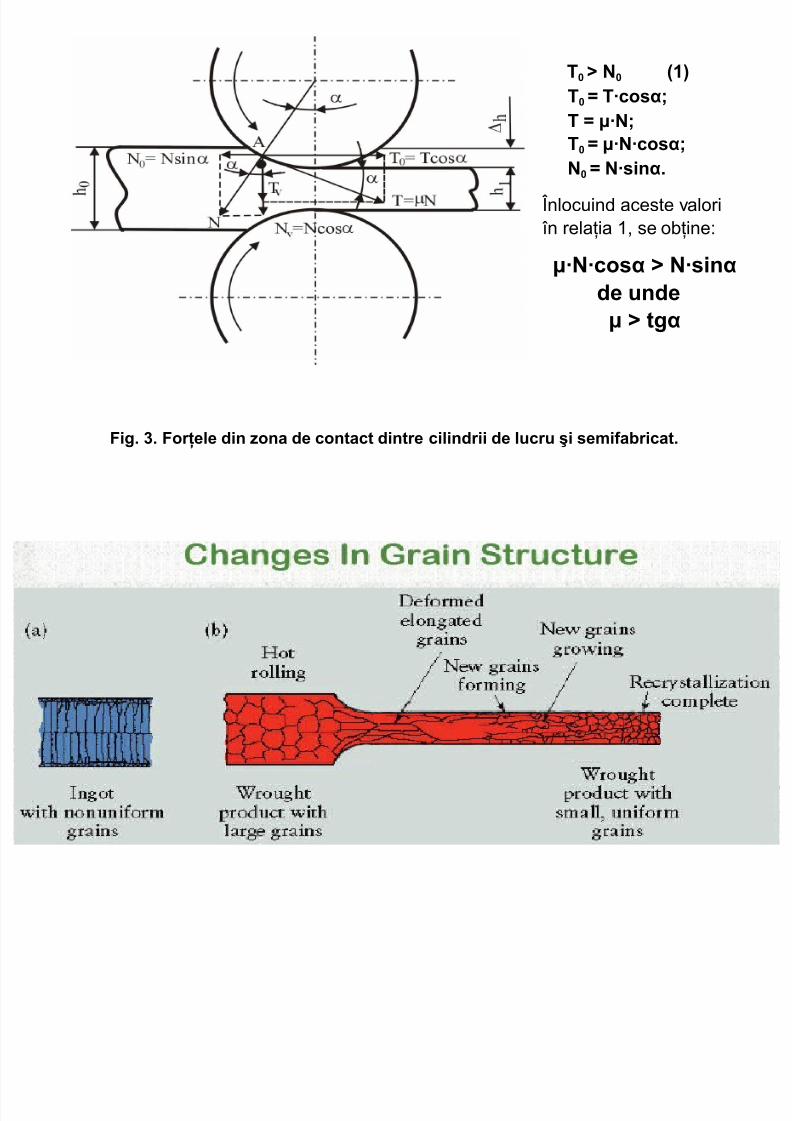
T2 N2 '7( T2 B Tcos
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 85/107
2 T B NT2 B Ncos
N2 B Nsin/
Înlocuind aceste valo în relaţia (, se obţine
Ncos Nsi
de unde t
Fi/ G/ For*ele din !ona de contact dintre cilindrii de lucru )i semi,abricat/
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 86/107
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 87/107
Fi/H/ 0roduse laminate-a @ "ătrat b @ cornier c @ "ro,il I d$ "ro,il T e @ rotund/

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 88/107
Fi// Cilindru de lucru- a $ neted% b $ "ro,ilat

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 89/107
Fi/J/ Clasi,icarea laminoarelor a-duo-ireversibil b-duo-reversibil c-trio d-dublu duo e-Uuatro.
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 90/107
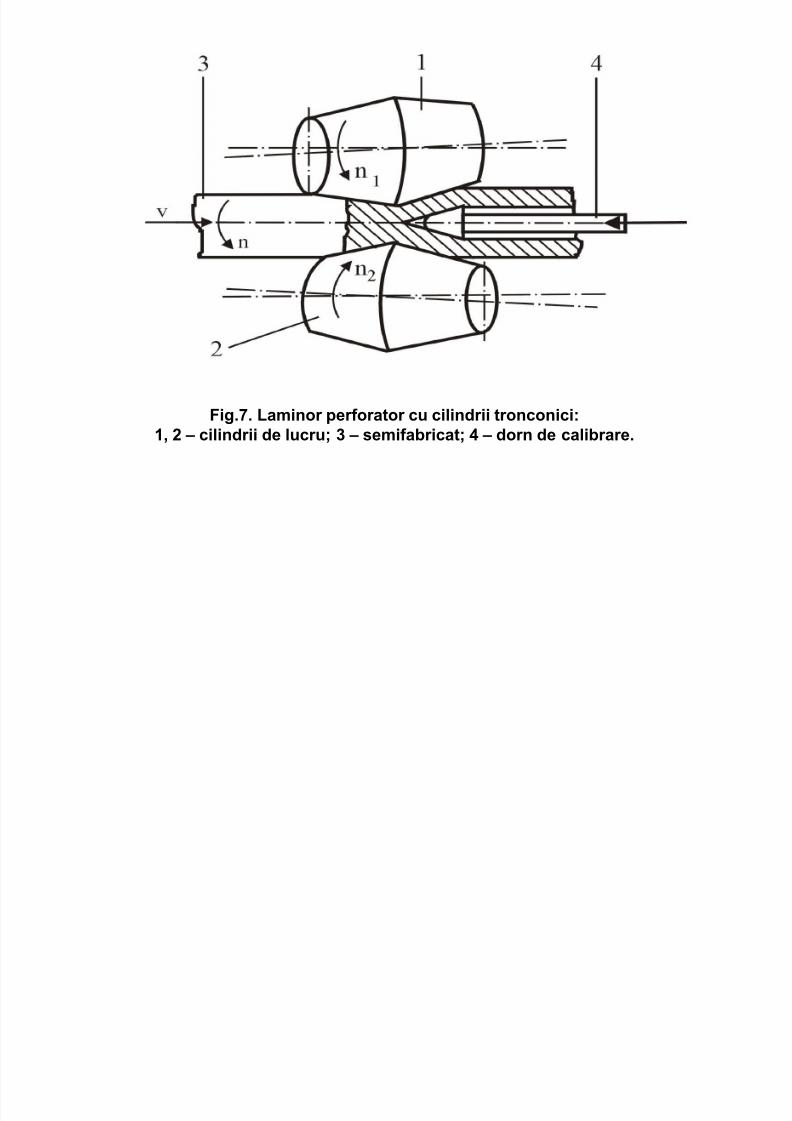
Fi/3/ Laminor "er,orator cu cilindrii tronconici-
7% 8 @ cilindrii de lucru G @ semi,abricat H @ dorn de calibrare/

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 91/107
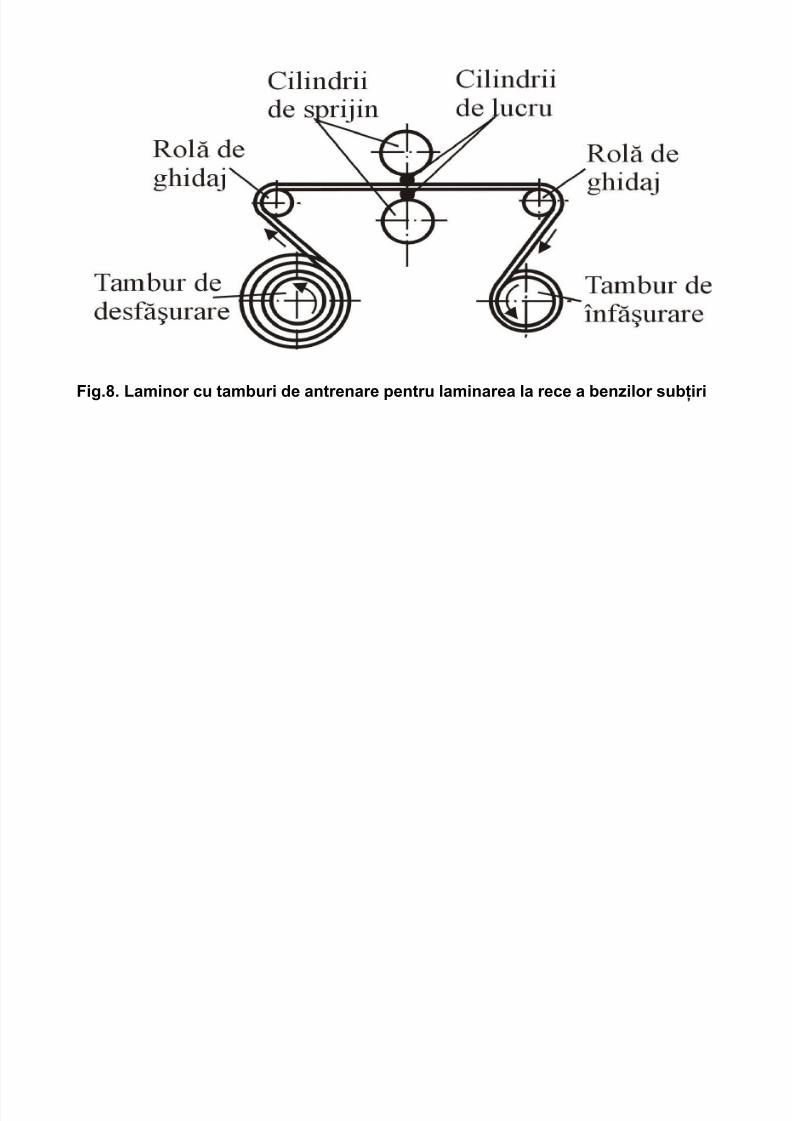
Fi/K/ Laminor cu tamburi de antrenare "entru laminarea la rece a ben!ilor sub*iri
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 92/107
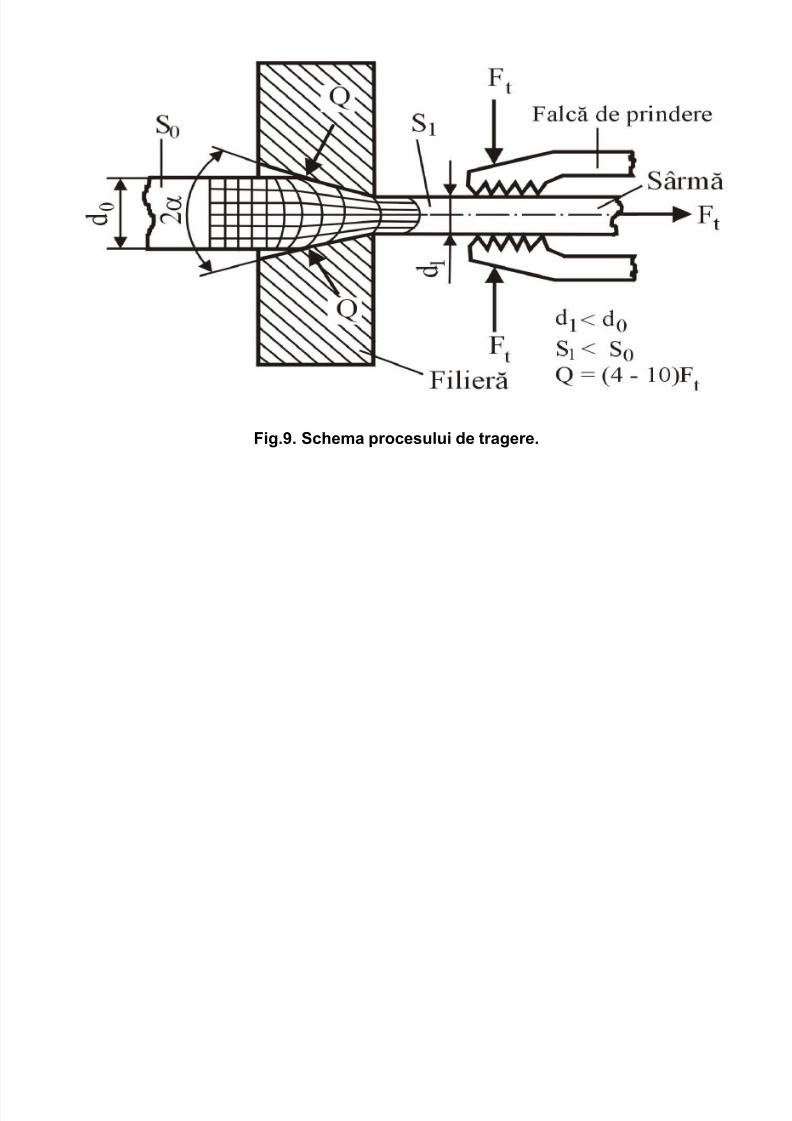
Fi/5/ Sc.ema "rocesului de traere/

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 93/107
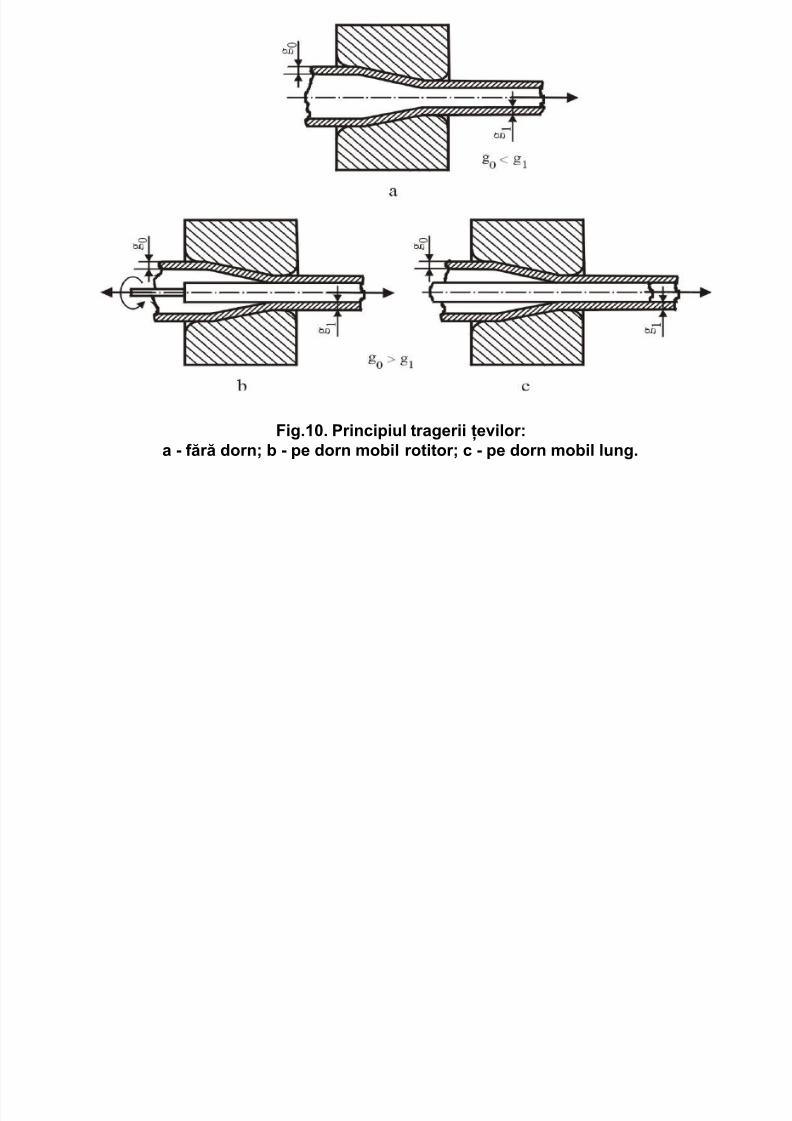
Fi/72/ 0rinci"iul traerii *e&ilor-a $ ,ără dorn b $ "e dorn mobil rotitor c $ "e dorn mobil lun/

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 94/107
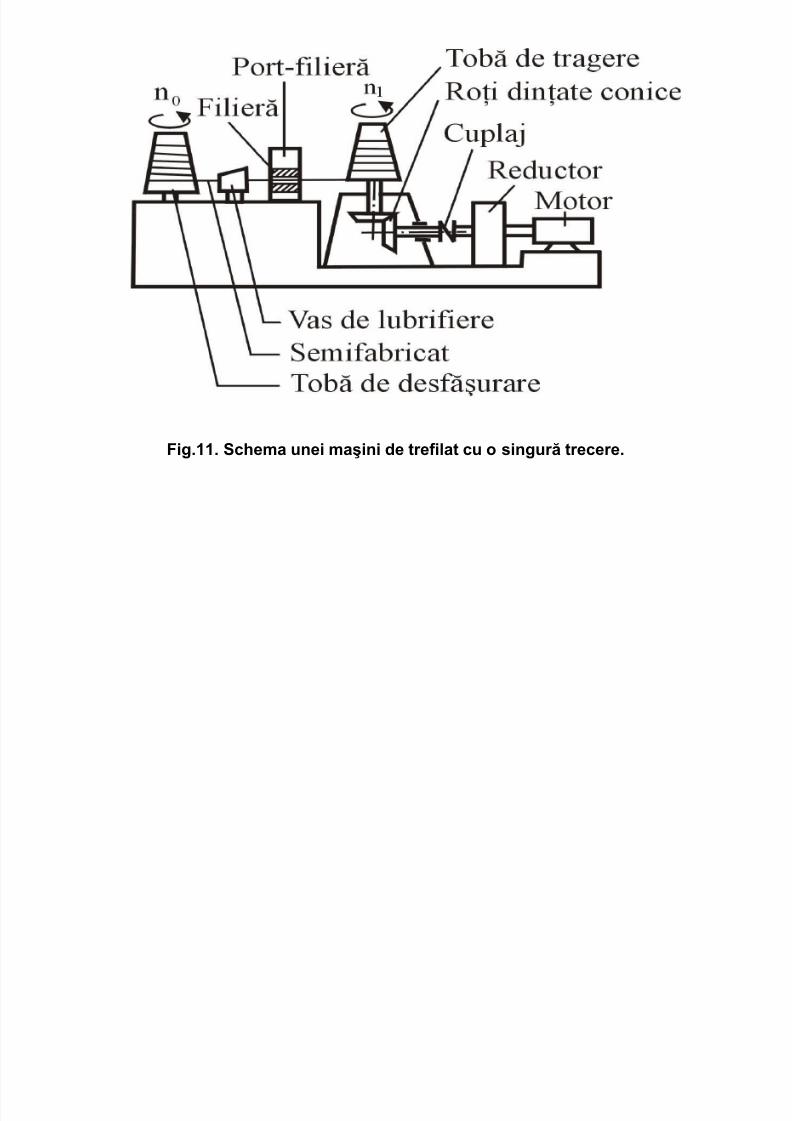
Fi/77/ Sc.ema unei ma)ini de tre,ilat cu o sinură trecere/

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 95/107
Fi/78/ 0rinci"iul e9trudării directe/
7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 96/107
Fi/7G/ Sc.ema ,or*elor su"limentare care deran:ea!ă

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 97/107
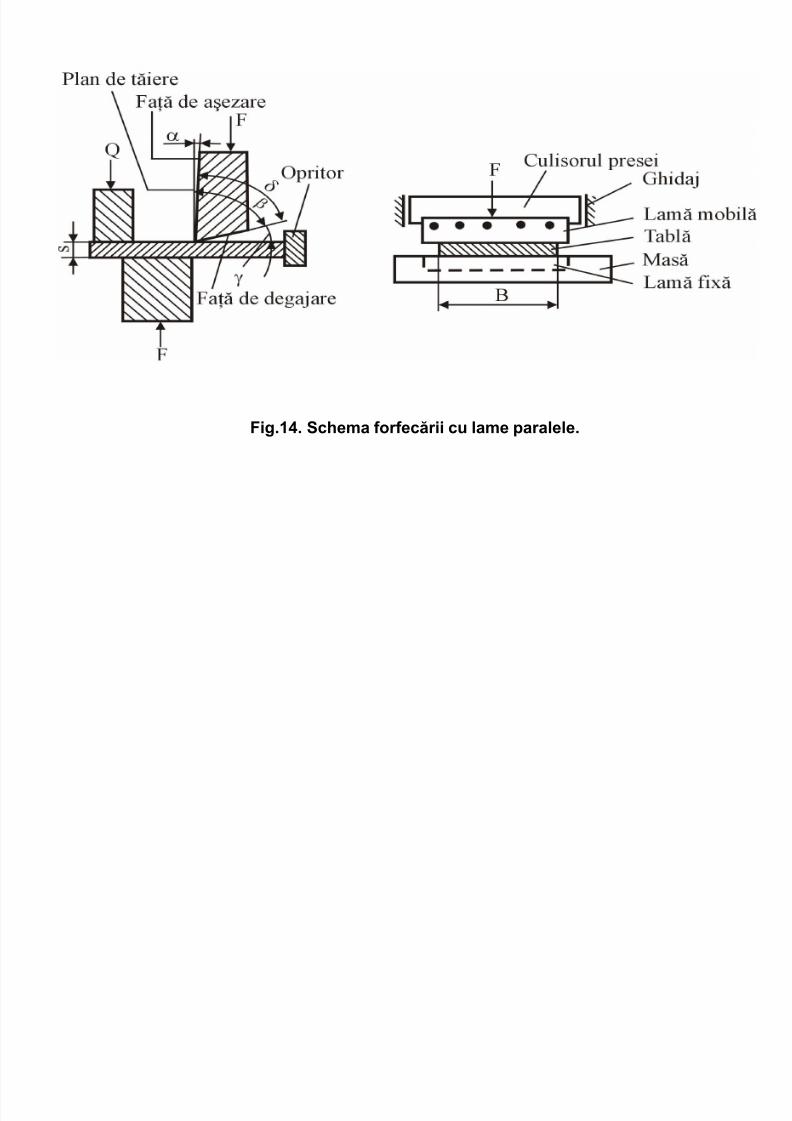
Fi/7H/ Sc.ema ,or,ecării cu lame "aralele/

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 98/107
Fi/7/ 0rinci"iul )tan*ării/

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 99/107
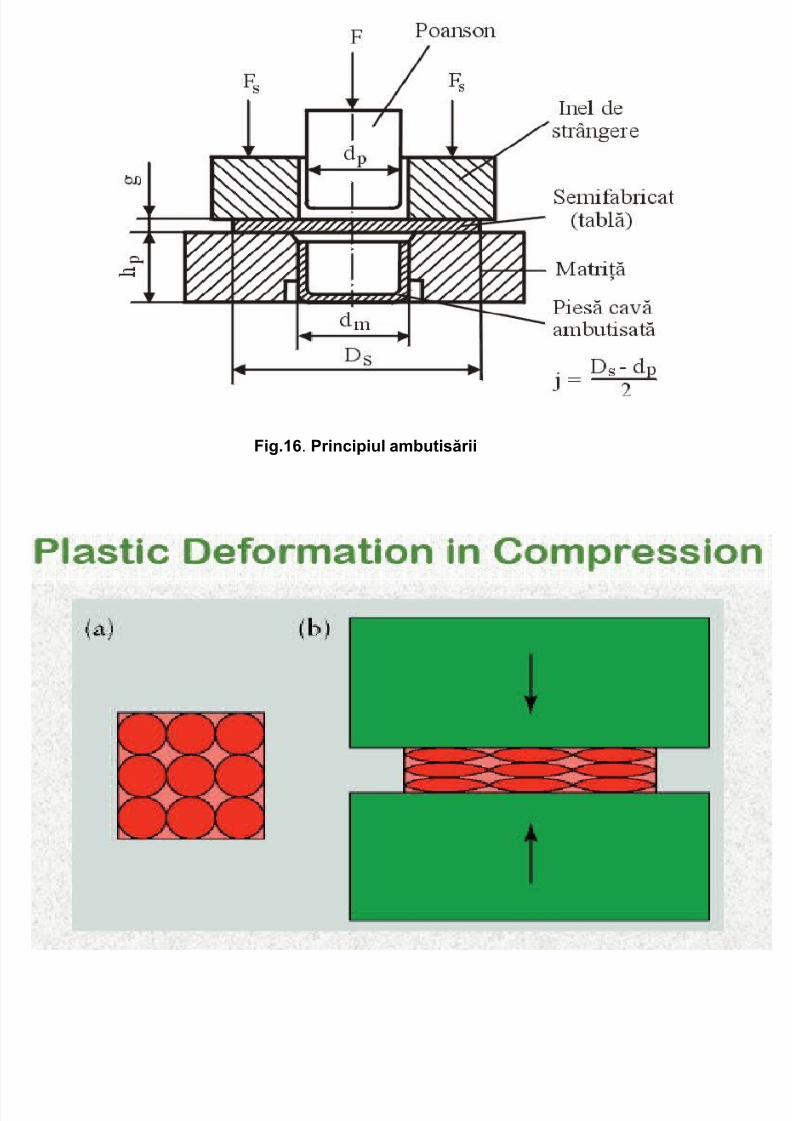
Fi/7J. 0rinci"iul ambutisării

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 100/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 101/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 102/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 103/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 104/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 105/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 106/107

7/21/2019 Turnarea si solidificarea otelurilor
http://slidepdf.com/reader/full/turnarea-si-solidificarea-otelurilor 107/107
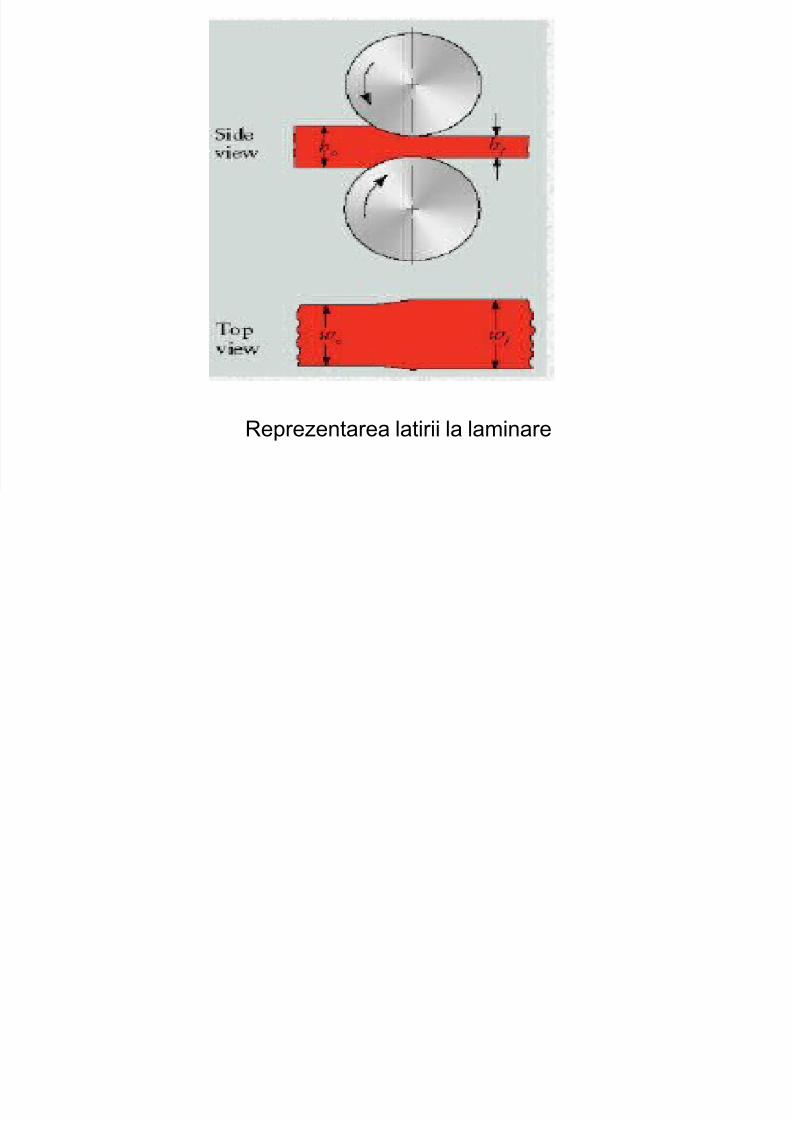
Ceprezentarea latirii la laminare
Related Documents











