
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript



Ön
söz / Editorial
Türkiye Kağıt Sanayii - Summer 2014 3
Değerli okurlar,
Kağıt sektörü; ithal kağıt, fiyat politikalarındaki değişkenlik ve vergilendirme sorunlarına rağmen 2014 yılında da yatırımların
devam ettiği bir seyir izliyor. Geçtiğimiz yıl yaklaşık 250 bin ton kağıt üretiminin yapıldığı Türkiye’de, 800 bin ton civarında bir açık söz konusu. Buna rağmen yerli üreticilerin yeterli desteği görme-mesi, oldukça büyük bir potansiyele sahip sektörün gelişimini de etkiliyor.
Herşeye rağmen devam eden yatırımlar ise ümit verici. Geçtiğimiz yıl Çorlu’da devreye aldığı PM3 tesisi ile; 2014 yıl sonunda 42.000 ton üretim yapmayı hedefleyen Dentaş, bu rakamı 2015 yılı için 80.000 ton, 2016 yılı için 95.000 ton olarak belirtiyor. Karton üretiminde Türkiye’nin önde gelen kuruluşlarından Kartonsan ise, yapacağı 135 milyon TL’lik yatırımın son aşamasına geldi. Haziran ayında durdurulacak KM1 ve KM2 makinesi Temmuz ayı sonunda verilecek start ile kapasitesini %30 oranında artırmayı planlıyor. İpek Kağıt ise, güçlü bir bölgesel oyuncu olma hedefi doğrultusunda 300 milyon liralık bir yatırım yapacağını duyurdu. Yatırım kapsamında Manisa ve Kazakistan’da yeni tesisler kuru-lacak.
SEKA müze oluyorAtatürk’ün İzmit Kâğıt Fabrikası’nda üretilen yerli kâğıtta basılan 19 Mayıs 1936 tarihli Ulus gazetesinin bayram ekini incelerken söylediği: “Medeniyet hamuru...” sözü, SEKA’nın Türkiye tarihi için öneminin bir özeti aslında. O dönem binbir zorlukla baş edi-lerek kurulan fabrika, 1997 yılında Özelleştirme Yüksek Kurulu’na devredilmiş, 1998’de Kurul tarafından kapatılması kararı alınmış ve 2005 yılında İzmit Büyükşehir Belediyesi’ne devredilmişti. Tür-kiye sanayi tarihinin en önemli kuruluşlarından biri olan ve Türk Kağıt Sektörünün okulu diyebileceğimiz Seka Kağıt Fabrikasının müzeye dönüştürülmesi kararı geçtiğimiz günlerde Belediye tarafından duyuruldu. 1936 yılında kurulan ve 80 yıl hizmet veren fabrikadaki makinalar temizlenerek bu müzede sergilenecek.
Dear Readers,
Paper industry continues investing in 2014, despite imported paper, the variability of price and taxation policy issues. Last
year, 250 thousand tons of paper was produced in Turkey. There is still an 800 thousand tons of gap in the market. However, domestic producers cannot receive adequate support and that affects the development of the industry which has a great potential.
Despite everything, ongoing investments are promising. Having commissioned their PM3 facility in Çorlu last year, Dentaş aims to produce 42,000 tons of paper until the end of 2014. The figure for 2015 is 80.000 tons while 2016 figure is 95.000 tons. Kartonsan, Turkey’s one of the leading companies in the production of card-board, is at the last stage of their investment of 135 million TL. Company will stop their KM1 and KM2 machines in June. After the start at the end of July, capacity is expected to be increased by %30. İpek Paper will invest 300 million pounds announced in line with the goal of becoming a strong regional player. With this invest-ment, new facilities will be established in Manisa and Kazakhstan.
SEKA is becoming a museumOn 19 May 1936, while reviewing the feast attachment of Ulus newspaper which was published on a domestic paper produced in İzmit Paper Factory, Atatürk called it «Civilization dough». This short story shows the importance of SEKA in Turkish history. In order to establish the factory, lots of difficulties were taken care of. However, it was transferred to the Privatization High Council in 1997. The council decided to shut it down in 1998 and the factory was transferred to the Municipality of Izmit in 2005. Recently, the municipality announced that SEKA Paper Factory is decided to be a museum. It was one of the most important institutions in the his-tory of Turkish industry and a school for Turkish Paper Industry. SEKA Paper Factory was founded in 1936 and had continued its service for 80 years. The machines in the factory will be cleaned up and exhibited in this museum.
Çiğdem TimarÇiğdem Timar
Summer 2014Yaz 2014

İçin
dek
iler Haber . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
- Voith’in geniş tabanlı pres teknolojisi 500’üncü satışını gerçekleştirdi- Valmet, Türk firması İpek Kağıt için “Advantage Tissue” Üretim Hattı’nı
kuruyor- Saica Türk firması OMK’yı satın alıyor- Ak-Kim Kimya’nın yeni Genel Müdürü Onur Kipri oldu- Ak-Kim BM Küresel İlkeler Sözleşmesi’nden C Seviye onayı aldı
RaporDentaş’ın Çorlu fabrikası için 2014 yıl sonu hedefi 42.000 ton . . . . . . . . . 8
RöportajKartonsan Genel Müdürü Haluk İber: «135 milyon TL’lik yatırımla toplamkapasitemiz %30 oranında artacak» . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Tahrik sistemleriSürücü sistemlerinin modernizasyonu için Hırvat Duropack Belisce d.d. firması AS Drives & Services GmbH’ı görevlendirdi . . . . . . . . . . . . . . . . 16
Hamur hazırlamaOCC hamur hazırlama sisteminde enerji tüketimini düşüren ve elyaf kaybınıazaltan gelişmiş çözümler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Vakum sistemleriKağıt ve kağıt hamuru endüstrisi için en etkili vakum sistemi:EcopumpTurboTM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Kalite KontrolKağıt üretim hatlarında ve kağıt yüzeylerde kalitekontrolünde yeni bir standart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Temizlik kağıdıParteks’in temizlik ürünleri üretim makinesi Ağustos’ta devreye girecek . 32
Hamur ÖğütümFibercement levha üretimi için hamur hattı . . . . . . . . . . . . . . . . . . . . . . . 33
RulolarKağıt üretim hatlarında kullanılan valslerin imal edilmesi . . . . . . . . . . . . 34
Temizlik kağıdıPulsar Harmoniser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
EtkinliklerAvrasya Ambalaj Fuarı 20. yılını kutluyor . . . . . . . . . . . . . . . . . . . . . . . . 38Temizlik kağıdı sektöründe yeni dönem başlıyor . . . . . . . . . . . . . . . . . . . 40Converting endüstrisi ICE Avrupa 2015’i sabırsızlıkla bekliyor . . . . . . . . 41
Paper Classified . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Türkiye Kağıt Sanayii - Yaz 20144
AS Drives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31, 81Ashland . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19BASF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Cover 2BTG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .43, 73Enessco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40Hannecard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11, 49IBS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15Kadant Lamort . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .69MIAC 2014 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .53
MWN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .79PaperPlus 2014 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .80RIF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35, 77Runtech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .57Tissue World Istanbul 2014 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Cover 3Valmet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .39Wenrui Machinery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .75Xerium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Cover 4
index

ContentEDITORIAL TEAM
Local Editor – Istanbul
Cigdem TIMARE-mail: [email protected]
Ipek PORTAKALE-mail: [email protected]
Associate Publisher
Stephane RICHARDE-mail: [email protected]
SALES & ADMINISTRATION
INTERNATIONAL SALES & MARKETING
STEPHANE RICHARDE-mail: [email protected]
SUBSCRIPTIONS
MATHILDE SEVESTREE-mail: [email protected]
LAYOUT / DESIGNSIMON & PARTNER’SQUENTIN MERLEE-mail: [email protected]
PUBLISHED BY:
ENP Publishing Group36, rue Stanislas Julien45000 Orléans (France)Tel: +33 238 42 29 00Fax: +33 238 42 29 10E-mail: [email protected]: www.groupenp.com
PUBLISHED OF:
Paper Middleast, El Papel,La Papeterie/ATIP, Pasta e PapelAnnuaire de La PapeterieAnuario Iberico, Guia Latinoamericana
Yaz 2014
www.groupenp.com
News . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44- Voith’s shoe press technology – a 500th sale- Valmet to supply Advantage tissue production line to Ipek Kagit Tissue
Paper in Turkey- Saica to acquire Turkish company OMK- Ak-Kim Kimya’s New General Manager is Onur Kipri- Ak-Kim Met C Level Approval on UN Global Compact Principles
ReportThe Production target of Dentaş’s Çorlu factory is 42.000 tonfor the end of year 2014 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
InterviewKartonsan General Manager Haluk İber: «Our total capacitywill be increased by 30% with an investment of $ 135 million» . . . . . . . . 50
Drive technologyDuropack Belisce d.d. (Croatia) assigned AS Drives & Services GmbHas a main contractor, to modernize the drive technology . . . . . . . . . . . . 54
Stock preparationAdvanced solutions saving energy and reducing Fibre Lossin an OCC Stock Preparation System . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Vacuum systemsEcopump TurboTM, the most efficient vacuum system forpaper and pulp industry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Quality controlA new standard in web inspection and quality control for paper surfaces 68
TissueThe Pulsar Harmoniser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
TissuePartek’s cleaning products manufacturing machinewill be start-up in August . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Pulp refiningPulping line for production of fibre-cement boards . . . . . . . . . . . . . . . . . 74
RollsThe manufacturing of rolls for paper production lines . . . . . . . . . . . . . . . 76
EventsConverting Community looks forward to ICE Europe 2015 . . . . . . . . . . . 78The tissue industry at the crossroads of a new era . . . . . . . . . . . . . . . . . 81Eurasia Packaging Fair is celebrating its 20th year . . . . . . . . . . . . . . . . . 82
The Turkish Paper Industry Magazine
Türkiye Kağıt Sanayii - Summer 2014 5

Hab
er
Türkiye Kağıt Sanayii - Yaz 20146
Voith’in geniş tabanlı pres teknolojisi 500’üncü satışını gerçekleştirdi
Voith’in NipcoFlex shoe pres teknolojisi dünya çapında bir başarı yakaladı. Voith, bu pres teknolojisi ile 500’üncü defa müşterilerine destek sağlamış oluyor.
Tandem NipcoFlex’in bir parçası olan 500’üncü pres makinesi Voith’in Hindistanlı kağıt üreticisi olan Tamil Nadu Newsprint ve Paper Ltd.’ye tedarik edeceği yeni mukavva makinesinin bir parçası olacak. 4,300 mm elek genişliğinde ve 600m/dakikalık hızlarda çalışmak için tasarlanan bu makine 2015 yılında faaliyete başlayacak. İki adet Tandem NipcoFlex shoe pres ile çok yüksek su uzaklaştırma kapasitesine ulaşmak mümkün. Voith, yine kendilerinden tedarik edilen 6 adet NipcoFlex shoe pres makinesiyle birlikte çalışan, 400’üncü shoe pres makinesini Hindistanlı kağıt üreticisine 2010 yılında satmıştı.
Voith’in ilk shoe pres makinesi 1984 yılında devreye alındı. NipcoFlex shoe pres makineleri mukavva ve paketleme kağıdı makineleriyle birlikte grafik kağıdı ve temizleme kağıdı ve hatta kağıt hamuru kurutma makinelerinde bile kullanılmaktadır. Örneğin, Voith temizlik kâğıtlarının üretimi alanında özel olarak NipcoFlex T ürününü önermektedir. Geleneksel pres valsleri ile karşılaştırıldığında presten sonra NipcoFlex T ile elde edilen kuruluk oranı diğer ürünlere göre %5 daha fazladır. Kâğıt kalitesini ve kuru CD profillerini değiştirmeden termal enerjiden %20’ye kadar tasarruf sağlanabilir.
Valmet, Türk firması İpek Kağıt için “Advantage Tissue” Üretim Hattı’nı kuruyor
İpek Kağıt Manisa kentindeki tesislerinde kurulacak olan yeni tissue hattı için Valmet firmasını tedarikçi olarak seçti. Yeni tesis edilecek Valmet Advantage DCT 200TS üretim hattı, firmanın global tissue piyasalarında hızla büyüyebilmesinde önemli rol oynayacak. Üretim hattının 2015 yılının ikinci yarısında devreye girmesi planlandı.
Sipariş Valmet’in 2014 yılı ilk çeyreğindeki siparişleri içinde yer aldı. Siparişin maddi değeri açıklanmayacak.
İpek Kağıt firması Genel Müdürü Sertaç Nisli, «Şu an itibarıyla piyasadaki mevcut en iyi teknolojinin Valmet firmasında bulunduğundan eminiz. Yeni kurulacak olan Advantage DCT imalat hattı sayesinde bölgesel gücümüzle merkez olma amacımıza ulaşarak Kazakistan ve Kafkaslardaki liderliğimizi Avrupa, Ortadoğu, Afrika ve Orta Asya’daki 20 ülkedeki pazara yayacağız» diyor.
Valmet Satış Genel Müdür Yardımcısı Jan Erikson ise, «İpek Kağıt tissue ticareti alanında uzun bir geçmişe sahip deneyimli bir tissue üreticisidir. Firma ile 1978 yılında ilk tissue makinamızı tesis ettiğimiz günden beri uzun ve verimli bir ilişkimiz bulunmaktadır. İşbirliğimizi sürdürerek yeni tesis edilecek imalat hattımızın da başarılı bir proje olmasına çalışacağız. Advantage DCT200 üretim hattı dünyanın dört bir yanındaki 34 fabrikada kurulu örneğiyle en iyi satan makinamız olduğunu ispatlamıştır. Advantage güvenli, dayanıklı ve yüksek kalitede kağıt mendil imalatında çok verimli bir teknoloji konumunu sürdürmektedir.» diyerek açıklama yapıyor.
Teknik bilgiTeslim edilecek sistem; Valmet Hamur Hazırlama Sistemleri ile bir Advantage DCT 200TS tissue makinasından oluşan komple bir tissue üretim hattından meydana gelmektedir. Söz konusu imalat hattında tesis edilen sistemler arasında OptiFlo hamur kasası, Advantage ViscoNip press ve Advantage Air Cap haubeli Yankee silindir bulunuyor. Tüm mühendislik işlemleri, montaj süpervizyonu, eğitim, devreye alma ve optimizasyon teslimat kapsamındadır.
Tissue makinası; 5.6 m genişliğe ve 2,200 metre/dakika dizayn hızına sahip olacak. Yeni imalat hattı ile hem tüketim hem de ticari kullanım amaçlı yüksek kalitede yüz temizleme kağıt mendilleri, kağıt peçete, tuvalet kağıdı ve kağıt havlu üretimi gerçekleştirilecek. Yeni imalat hattının ham maddesi saf elyaf olacak. Enerji tasarrufu sağlayacak ve nihai ürün kalitesini geliştirecek şekilde optimize edilen imalat hattı yüksek kalitede üretim gerçekleştiriyor.
Saica Türk firması OMK’yı satın alıyor
Saica Türkiye pazarına ilk adımını attı. Saica oluklu mukavva imalatçısı OMK firmasını satın alacağını açıkladı.
Saica yaptığı bir açıklamada Türk firması OMK’yı satın almaya niyeti olduğunu belirtti. Türkiye’nin kuzey batısındaki Eskişehir kentinde bulunan OMK, oluklu mukavva üretimi yapıyor. 260 kişilik çalışanı olan OMK firmasının yıllık satışı yaklaşık 20 milyon Euro’yu buluyor. Satın alım işleminin mali ayrıntıları ile tamamlanacağı tarih henüz açıklanmadı.

Hab
er
Türkiye Kağıt Sanayii - Yaz 2014 7
Saica şirketi Genel Müdürü Ramón Alejandro, şirketin satın alınmasının ardındaki motivasyonu şöyle açıkladı: «Gerçekleşecek olan satın alma işlemi Saica için önem taşıyor. Zira bu sayede hızla büyüyen bir pazarda güçlü bir konuma gelmekle kalmayacak, aynı zamanda önemli müşterilerimize Avrupa çapındaki operasyonlarında daha iyi hizmet sunma şansını yakalamış olacağız.»
Saica, Türkiye’deki oluklu mukavva pazarında çok güçlü bir büyüme potansiyeli bulunduğunu ve Türk pazarının Avrupa’nın en büyük pazarı haline geleceğini düşündüklerini de belirtiyor. Türkiye’nin gayri safi yurtiçi hasılasının 2014 ile 2020 arasında %4.5 oranında artmasını beklediklerini belirten Saica yetkilileri, büyüyen bir tüketim pazarının ambalaj ürünlerine büyük bir talep oluşturmasını beklediklerini de açıkladı.Alejandro ayrıca, Saica olarak uzun vadede Türkiye’deki geri dönüşüm için kağıt geri kazanımından kutu kartonu oluklu mukavva üretimine kadar tüm imalat zincirinde faaliyet göstermeyi hedeflediklerini belirtti.
Saica toplam 8000 çalışanıyla İspanya, Fransa, Portekiz, İtalya, İrlanda ve İngiltere’deki pazarlarda faaliyetlerini sürdürmektedir. Saica Şirketler Grubu’nun toplam imalat kapasitesi geri dönüştürülmüş kutu kartonunda 2.5 milyon ton, oluklu mukavva ambalaj malzemesinde ise 2.5 milyar metrekare rakamlarına ulaşmış durumdadır. Bütün bunlara ek olarak firma Saica Natur bünyesinde geri dönüştürülmek üzere yaklaşık 3 milyon ton kağıt topluyor.Gerçekleşecek olan şirket satın alım işlemi, Saica’nın 2014 yılı içerisinde ikinci resmi olarak açıklanan satın alımı olacak. Saica Şirketler Grubu Şubat ayında da 120 çalışanı bulunan ve yıllık satışları yaklaşık 25.8 milyon Euro olan İspanyol kutu kartonu imalatçısı Microlan adlı şirketi satın alacağını açıklamıştı.
Ak-Kim Kimya’nın yeni Genel Müdürü Onur Kipri oldu
Akkök Şirketler Grubu’nun iştiraki olarak 37 yıldır faaliyet gösteren, Türkiye’nin öncü kimyasal madde üreticisi Ak-Kim Kimya’nın Genel Müdürlüğü görevine Onur Kipri getirildi.
Kimya sektöründeki kariyerine 1991 yılında Satış Müdürü olarak Organik Kimya’da başlayan Onur Kipri, şirkette çeşitli görevlerde bulundu. 1998
yılından bu yana Polimer İş Ünitesi Global Direktörü olarak görev yapan Kipri, bu 15 yıllık süreçte tüm Satış, Pazarlama, İş geliştirme, Üretim, Polimer Ar-Ge ve innovasyon süreçleri ile Stratejik Satınalma
ve Yatırımlardan sorumlu olarak İcra Kurulu
Başkanı’na bağlı çalıştı. Aynı dönemde, Avrupa ve ABD’de kurulmuş olan Polimer birimlerinin yöneticiliğini de Onur Kipri yaptı.Organik Kimya’nın Polimerler alanında 15,000 tonluk lokal bir firmadan 180,000 tonluk global bir firmaya dönüşmesinde, ihracat konusunda bölgesel bir lider olmasında Onur Kipri’nin kuruma önemli katkıları oldu.Kariyerine 1986 yılında Çukurova İthalat İhracat Şirketi’nde Satış Koordinatör Yardımcısı olarak başlayan Kipri, 1988 yılında Task Uluslararası Ticaret şirketinde Metal Ticaret Yöneticiliği yapmış, 1989 -1990 yılları arasında ise Doğan Kumaşcılık ve Tekstil firmasında Yönetim Bilişim Sistemleri Proje Koordinatörü ve İthal Kumaşlar Satınalma Sorumlusu olarak çalışmıştır.
Ak-Kim BM Küresel İlkeler Sözleşmesi’nden C Seviye onayı aldı
Ak-Kim, BM Küresel İlkeler Sözleşmesi kapsamında, uluslararası raporlama standartları GRI (Global Reporting Initative)’ye uygun olarak hazırladığı Üçüncü İlerleme Raporu sonucunda C seviye onay almaya hak kazandı.
Ak-Kim Kimya, kamu ve özel sektör oyuncularının sürdürülebilir kalkınmayı hedeflemesi için Birleşmiş Milletler (BM) insiyatifinde başlatılan “BM Küresel İlkeler Sözleşmesi” kapsamında uluslararası raporlama standartları doğrultusunda hazırladığı Üçüncü İlerleme Raporu’ndan C seviye onayı olarak, çevre, iş güvenliği, çalışma standartları, yolsuzluk gibi konularda evrensel standartları yakaladığını kanıtladı.Ak-Kim 2007 yılında imzaladığı Birleşmiş Milletler Küresel İlkeler Sözleşmesi kapsamında her yıl çevre, iş sağlığı, insan hakları gibi konularda belirlenen ilkelere uygun çalışma anlayışını benimsediğini raporluyor ve bu alanlardaki çalışmaları da uluslararası standartlara göre ölçümleniyor. Sürdürülebilir kalkınma anlayışını hem birey, hem de kurum olarak yarınlara yaşanılası bir dünya bırakmak açısından oldukça önemseyen Ak-Kim, şeffaf ve sürdürülebilir bir firma olarak bu standartlardaki performansını artırmaya yönelik çalışmalara devam edeceğini açıkladı.“Sürdürülebilirlik” ve “Kurumsal Sorumluluk” çalışmalarının evrensel ortak standartlar ışığında yürütülerek küresel ölçekte insan hakları, iş gücü, çevre ve yolsuzlukla mücadele konularında ilerleme sağlamayı amaçlayan Küresel İlkeler Sözleşmesi’ni 145 farklı ülkeden 10.000 kurumsal katılımcı ve paydaş imzalamıştır. Küresel İlkeler, sürekli rekabet içinde olan iş dünyasına ortak bir kalkınma kültürü oluşturmak üzere evrensel ilkeler öneren yenilikçi bir kurumsal sorumluluk anlayışıdır. “Sürdürülebilir ve Kapsamlı Küresel Ekonomi” vizyonuyla ortaya çıkan Sözleşme’ye taraf olmak tamamen gönüllülük esasına dayanmaktadır.

Dentaş’ın Çorlu fabrikasıiçin 2014 yıl sonu hedefi 42.000 ton
Türkiye Kağıt Sanayii - Yaz 2014
Rap
or
1972 yılında Dentaş Kağıt Ağaç Mamulleri ve Gıda Mad.San. veTic. A.Ş. olarak kurulan Dentaş, 1977 yılında Oluklu Mukavva Fabrikasının yılda 30.000 ton kapasite
ile oluklu mukavva kutu ve levha üretimine geçmesi ile önemli bir adım attı. 2002 yılında Çorlu’da oluklu mukavva fabrikası, ardından 2005’te Denizli’de ikinci kağıt fabrikasının üretime başlaması ve 2007 Adana Oluklu Mukavva Fabrikasının faaliyete geçmesi ile birlikte Dentaş, sektörün önemli şirketlerinden biri haline geldi. 2013 yılında Avusturya’nın büyük şirketlerinden Prinzhorn Holding’in ambalaj kolu olan Dunapack tarafından satın alınması ile birlikte bugün şirket yatırımlarıyla büyümesini hızla sürdürüyor.
Çorlu tesisi 2013’te devreye alındı
Geçtiğimiz yıl Çorlu’da devreye alınan tesisin; kağıt kalitesi, üretim verimliliği ve çalışabilirliği artırması gibi girdi maliyetle-rini de azaltması planlanıyor. 2013 yılında 88 kişiyle devreye alınan fabrika, 3 vardiya sistemine göre üretime başladı. Fabrikada açık bulunan kadroların doldurulma çalışmaları ise hala sürüyor. Bu çalışmalar tamamlandığında fabrikanın faa-liyetine 2014 yılı sonunda 4 vardiya ve 115 kişiden oluşacak tam kadro olarak devam etmesi planlanıyor. Çalışanların 11’inin beyaz yaka, 104’ü ise mavi yaka çalışanı olacak.
Denizli fabrikası ise halihazırda iki makine, dörtlü vardiya sis-temine göre 120 kişi ile üretime devam ediyor. Bunlardan 5’i beyaz yaka 115’i mavi yaka olarak çalışmalarını sürdürüyor.
İç pazar ve dış pazardaki satış tonajı
Çorlu fabrikası için devreye girme yılı olan 2013’te üretilen-ler kendi kutu fabrikalarında kullanıldı. Fabrika 2014 yılının ilk çeyreğinde ise 9.000 ton üretim yaptı. Denizli fabrikası ise 2013 yılında 69.800 ton üretim gerçekleştirdi. Bu üretimlerin %10’u iç pazara satılmakta. Kalan kısım ise lokasyon olarak yanında bulunan oluklu mukavva fabrikalarına hammadde olarak verilmekte. 2013 yılında Denizli fabrikası ilk çeyrekte 2 ay KM1 kapalı olmasına rağmen toplamda 14.300 ton üretim gerçekleştirdi. Bu rakam 2014 yılında 19.650 ton olarak gerçekleştirildi. Bu veriler doğrultusunda Denizli fabrikası 2014 ilk çeyreğinde 2013 ilk çeyreğine göre üretimini %37 artırmıştır.
İmalat kapasitesi
Denizli’de 2 adet, 2013’te devreye alınan Çorlu’da ise 1 adet kağıt makinası bulunmasından ötürü Çorlu’daki makine PM3 olarak adlandırılmaktadır. Çorlu makinesi 650m/dakika üretim
8
KM3 alt elek ve üst elek

Türkiye Kağıt Sanayii - Yaz 2014
hızına ve 2850mm elk genişliğine sahiptir. Hamur hazırlama kapasitesi 270 ton/gündür. Film preste 1,5-3,5 g/m2 nişasta sürülebilmekte ayrıca ham nişastadan enzimatik pişirici kullanılarak uygulanabilir nişasta elde edilmektedir.
Yıllık tonaj olarak, Çorlu PM3: 72.000ton/yıl, Denizli PM1: 45.000ton/yıl PM2: 40.000 ton/yıl olarak toplamda 157.000 ton/yıl kapasiteye sahiptir. İmal edilen kâğıt hamuru OCC %100 olmakla birlikte 100-200gsm gramaj özelliklerine sahip-tir. Fabrikada; Den-kraft, Den-SC,Den-NSSC, Testliner, Flu-ting kağıt cinsleri üretimi bulunmaktadır.
PM1, PM2 ve PM3 makinalarının hepsi 2,5m’lik makinalardır. Bu makinalarda 30cm’ye kadar ende kağıtlar kesilebilmekte-dir. Bunun yanında PM1, PM2 makinelerinde size pres, PM3’te ise Film pres ile yüzeye nişasta uygulaması yapılmaktadır.
9
KM3 bobin kesme makinası
KM3 filmpres 1
KM3 filmpres 2
Velişah İnerKağıt Fabrikaları Direktörü
Çorlu’ya yapılacak yatırımın 2 temel getirisini; üretim ma-liyetlerini düşürmek ve kapasite artışı olarak belirtebiliriz. Günümüzde 2,5 metrelik makinaların daha geniş makina-larla rekabet ede-
bilmesinin yolu, hız ve dolayısıyla kapasite artışıdır. Bu şekilde sabit maliyetleri azaltıp rekabet gücünü artırmak mümkün. Diğer taraftan artan makine hızını karşılayacak kesme işlemi yapan makinanın değişimi de, bize esneklik sağlayacak. Bu esneklik sayesinde müşterimize farklı enlerde kağıtları sunabileceğiz. Bu da bize pazar avantajı getirecektir.
Hammadde konusunda; artan üretimle birlikte ham-madde ihtiyacı da artacağını söyleyebiliriz. Grubumu-zun hurda kağıtla ilgili bölümü olan Hamburger recycling ile çalışmalara başlamış bulunmaktayız. Bu noktada sıkıntı görmüyoruz.
Kahverengi kağıt önümüzdeki yıllarda Türkiye için önemli bir ekonomik güç
Kağıt piyasasında, fluting ve testliner tarzı kağıtlarda, Türkiye’de ve Avrupa’da geçen sene sonuna göre bir gevşeme görülmektedir. Piyasaların sene sonuna ka-dar olan dönemde stabil seyretmesini bekliyoruz. Yeni yatırımların devreye girmesi bu stabil duruma, özellikle hammadde konusunda katkı sağlayacaktır. Tüketim miktarı da artmakta ve bir miktar ekonomik büyümenin önünde seyretmektedir. Sonuç olarak kahverengi kağıt önümüzdeki yıllarda Türkiye için önemli bir ekonomik güç olma yolunda ilerlemektedir.
Krizler tüm ekonomi için olduğu gibi kağıt sektörü içinde risk demektir. Ancak şunun altını çizmekte fayda görüyo-rum; Türkiye son 15 yılda Avrupa’nın yaşadığı krizlerin aynısını hatta daha fazlasını yaşadı. Bu da kriz yöneti-mimizin gelişmesini sağladı. Yaşanacak olası bir krizden en az etkiyle çıkmak konusunda bilgi tecrübe sahibiyiz. Bunun yanında kağıt sektörü, yüksek enerji kullanan sektörlerin başında gelmektedir. Enerji maliyetlerindeki yükseklik bizi ve diğer üreticileri bu konuya odaklan-maya itiyor. Dunapack Dentaş olarak Denizli’de Kojen tesisimiz bulunmaktadır. Önümüzdeki yıl Çorlu için de alternatifleri değerlendirmeye başlayacağız.
Çorlu yatırımı bize pazar avantajı getirecek

Türkiye Kağıt Sanayii - Yaz 2014
Hedefler
Çorlu fabrikası için 2014 yıl sonu hedefi 42.000 ton olarak belirlenmiştir. Bu rakam 2015 yılı için 80.000 ton, 2016 yılı için 95.000 ton’dur. Denizli fabrikasının ise 2014 yıl sonu hedefi 81.500 ton olarak öngörülmektedir. Aynı şekilde bu rakam 2015 için 85.000 ton, 2016 yılı için de 90.000 ton’dur.
Uluslararası bir şirket olarak 13 ülkede faaliyet gösteren Dentaş’ın kısa ve orta vadede öncelikli hedefi, mevcut kapa-sitesini ve verimliliğini artırmaktır. Bunun için yapılması gere-ken yatırımlar planlanmıştır. Uzun dönem vizyonunda ise yeni bir kağıt makinesi kurulması söz konusudur. Yeni makinenin başlıca kurulma nedeni, oluklu mukavva pazarının büyümesi ve şirketin pazardaki konumunu güçlendirme hedefine bir adım daha yaklaşmak istemesidir.
2014 sonuna dek PM3’te yenilikler olacak
Yıl sonuna kadar PM3 makinası daha yüksek teknolojiye sahip shoe pres, pope-reeler ve slitter rewinder değişimi yapılacaktır. Ayrıca proses suyu döngüsü ilave ekipmanlarla desteklenecektir. Denizli fabrikasında ise su döngüsü ve arıtma tesisi kapasitelerinde iyileştirmeye gidilecektir.
Çorlu projesinin kağıt kalitesi, üretim verimliliği ve çalışabilirliği artırması gibi girdi maliyetlerini de azaltması planlanmaktadır. Denizli projesinin özellikle su tüketimi ve kaliteyi olumlu yönde değiştirmesi planlanıyor.
Kalite, çevre ve iş sağlığı politikası
EN ISO 9001; EN ISO 14001, OHSAS 18001 kalite belgele-rine sahip olan Dentaş’ın kalite, çevre ve iş sağlığı politikası ise şu maddelere dayanıyor:
10
KM3 Honeywell kalite kontrol sistemi
KM3 mal sarıcı ve bobin kesme
KM3 mal sarıcı
KM3 mikrofiltreler
Tarihçe 1972 Dentaş Kağıt Ağaç Mamulleri ve Gıda Mad. San. veTic. A.Ş. olarak kuruluşu1975 Oluklu Mukavva Fabrikası yatırımının başlaması1977 Oluklu Mukavva Fabrikasının yılda 30.000 ton kapasite ile oluklu mukavva kutu ve levha üretimine geçmesi1985 Selülozik yumurta violü tesisinin hizmete açılması1993 Kağıt Fabrikası tesisinin yılda 24.000 ton kapasiteyle üretime başlaması1994 Atıksu Arıtma Tesisimizin faaliyete geçişi1996 Co- Generation Ünitesinin hizmete açılması1996 CAD/CAM sistemine geçilerek oluklu mukavva kutu tasarım faaliyetlerinin geliştirilmesi1996 Çok renkli Flexo Baskı sistemine geçilmesi1998 ISO-9001 Kalite Güvence Sistem Belgesi’nin alınması08.06.2000 tarihinde halka arz edilerek İMKB’ye kote olması2002 Çorlu’da oluklu mukavva fabrikası üretime başlaması2003 ISO 14001 & OHSAS 18001 belgesinin alınması2005 Denizli İkinci Kağıt Fabrikasının üretime başlaması2007 Adana Oluklu Mukavva Fabrikasının faaliyete geçmesi2013 Dunapack Grubu tarafından satın alınması

KM3 ön kurutma
Türkiye Kağıt Sanayii - Yaz 2014
• Ürün kalitemiz, yetkin insan kaynağımız, teknik destek ve satış sonrası hizmetlerimiz ile müşterilerimizin,
• Verimliliğimiz, yatırımlarımız ve rekabet gücümüz ile hissedarlarımızın,
• Kontrollü çalışma şartlarımız ve iş ortamımız ile çalışanlarımızın,
• Kirliliğin önlenmesi ve doğal kaynakların etkin kullanımı bilincimiz ile çevremizin,
• Sosyal sorumluluk anlayışımız ve etik değerlerimiz ile toplu-mumuzun,
• Yasal düzenlemelere uyarak ülkemizin• İhtiyaç ve beklentilerini karşılayarak memnuniyetini arttırmak
için ürün ve süreçlerimizi sürekli iyileştirmek ve yaptığımız her işte DEĞER ÜRETMEK’tir.
#

Kartonsan Genel Müdürü Haluk İber:«135 milyon TL’lik yatırımla toplam kapasitemiz %30 oranında artacak»
Türkiye Kağıt Sanayii - Yaz 2014
Röp
orta
j
Kartonsan’ın yeni yatırımı ile üretim kapasitesinde nasıl bir değişiklik söz konusu olacak? Bu kararı almanıza neden olan ölçütleri sıralar mısınız?Karton üretiminde Türkiye’de lider bir kuruluşuz. Avrupa’da ise kapasite olarak 5. sıradayız. Grup olarak bakıldığında ise üçüncü sırada yer alıyoruz. Ülkemizde karton tüketimi gitgide artmaktadır. Bu talepleri karşılamak ve liderliğimizi pekiştirmek amacıyla kapasite artışı yapılması gerekiyordu. Tabii bu teknolojik yenilenmeyi de beraberinde getiriyor. Teknolojide yenilenme ile hem verimlilikte iyileşme hem de kalite sürekliliğini sağlamak olanağı gerçekleşiyor. Üretim yaşamımızın en önemli gündemi olan verimlilik artışı da yatırımın bir başka boyutunu teşkil etmektedir. Bu yatırımla iki nolu karton makinemizin kapasitesi artırılmaktadır. Böylece birim maliyetlerimizde de düşme beklemekteyiz. Özellikle ton üretim başına buhar tüketimlerinde radikal bir düşme beklen-timiz söz konusudur. Karton makinesi dışında yardımcı işletmelerde de artan kapa-sitenin gereksinimlerini karşılamak amacıyla önemli yatırımlar yapılmaktadır. Örnek olarak arıtma tesisinde MBR (Membran
Biyolojik Reaktör) teknolojisi kullanarak ilk aşamada toplam tükettiğimiz suyun % 60’ını geri kazanmayı hedeflemekteyiz. Arıtım tesisimizin bu anlamdaki genişletme çalışmasını Envi-rotek firması yapmaktadır. Bu tesis kağıt sektöründe modern arıtma tesislerinden biri olacaktır.
Enerji santralimizde elektrik satar durumdaydık. Bu projeyle elektriği satar durumda değil alır duruma gelme ihtimalimiz söz konusudur. O yüzden türbin giriş havalarının soğutulması ile ilgili bir proje geliştirdik. Bu projede de Johnson Control firması ile çalışıyoruz. Böylece 2 MW civarında elektrik tasar-rufu sağlayacağız. Buna benzer birçok alanda iyileştirme yapıyoruz. Yatırımımızın temel amacı, 2 nolu makinemizde hızı artırmak. Şu anda maksimum hızımız 250m/dak’dır. Bu hızı 450m/dak’ya çıkacağız. Yatırımla birlikte toplam kapasitemiz %30 oranında, makine kapasitemiz %60 oranında artacak.
135 milyon TL olarak açıkladığınız makine yatırımının ne zaman tamamlanıp devreye alınması planlanıyor?2 Haziran’da KM2 makinemizi durduracağız. 2 ay boyunca her iki makinemizde de bu duruş olacak. KM1 makinemizi daha önce devreye almayı planlıyoruz. Yani Temmuz sonu itibariyle makinelerimizi devreye almış olacağız.
Makine tedariği konusunda seçim kriterleriniz neler oldu? Ana tedarikçimiz Avusturyalı bir firma olan Andritz’dir. Teknik açıdan herhangi bir sıkıntı yaşamadığımız bir firmadır. 1996 yılında genel tevsii ve 2009 yılında KM1 tevsiini de Andritz ile gerçekleştirdik. Mühendislik çalışmalarını da büyük oranda onlardan alıyoruz. Voith Paper firmasından da bobin kesme makinesini temin ettik.
12
Karton üretiminde Türkiye’nin lider kuruluşu Kartonsan, yapacağı 135 milyon TL’lik yatırımla toplam kapasitesini %30 oranında artırmayı planlıyor. Ana tedarikçileri Andritz ve Voith olan firmanın Genel Müdürü Haluk İber; «Düzenlemeler için 2 Haziran’da KM1 ve KM2 makinemizi 2 ay süreyle durduracağız. Temmuz sonu itibariyle makinelerimiz tekrar devreye alınacak.»diyor.

Kağıt ve karton hatlarınızda yaptığınız temel iyileştirmelerden bahseder misiniz? Yaptığımız yatırımları şu şekilde özetleyebilirim. Kapasite artışını karşılamak için makineye hız veriyoruz. Bu bağlamda tahrik ve kontrol sistemi yenilenmektedir. Silence drive’a ge-çiyoruz. Hamur hazırlamada hat kapasiteleri artırılmaktadır. Kapasite artırımı sırasında bazı iyileştirmeler de yapılıyor. Performansı düşük olan ekipmanların yerine daha yüksek performanstaki ekipmanlar gelmektedir. Örneğin bir hattımıza mürekkep giderme hücreleri ilave ediyoruz. Bir başka hattımızda mürekkep giderme hücreleri var. Gıdaya yönelik kartonlar da ürettiğimiz için mürekkep giderilmesi gelecekte firmamıza bir avantaj sağlayacaktır.
Makinede ise elek partisinden tampona kadar iyileştirmeler yapıyoruz. Orta kat hamur kasası yenisiyle değiştirilmektedir. Pres partisinde önemli yatırımlarımızdan biri de Shoe Press yatırımı. Shoe Press buhar tüketiminde ciddi tasarruflar sağlayabilen bir ekipman. Bu durumu 2009 senesindeki KM1 yatırımımızla gözlemlemiştik. Shoe Press çok yüksek çizgi-sel basınçlarda presleme yapabilen bir ekipman. Böylece enerji maliyetlerimizde ciddi bir iyileşme sağlayacağımıza inanıyoruz. Ayrıca kurutmada da ciddi bir değişikliğimiz var. Perdah silindir sonrası 3 katlı kurutmaya geçiyoruz. Kuşeleme sistemlerinde enerji geri kazanımı açısından bazı değişiklikler yapıyoruz. Artan kapasiteyi karşılamak için emiterlerimizin gücünü artırıyoruz. Makinenin hemen hemen tüm bölgele-rinde iyileştirme çalışmalarımız oluyor.Tahrik kontrol sistemi, elektrifikasyon ve otomasyon sistemleri neredeyse tamamen yenilenecek. Orta gerilimden düşük geri-lime kadar bütün panolar değişecek. Hatlar bazında bütün tra-folar ayrılacak. Enerji izleme sistemini daha da geliştireceğiz. Enerjinin nerelerde tüketildiğini daha net olarak görebileceğiz. Orta kat için dilution kontrollü yeni bir hamur kasamız ola-cak ve bize kalite toleranslarımızın daha da daraltılmasında fayda sağlayacak. Daha da önemlisi makineye web inspec-tion sistemi ekleyeceğiz. Bu şekilde kartondaki ufak tefek tüm hataları online olarak tespit edebilecek, bununla da kalmaya-rak, monitoring sistemle problemin nereden kaynaklandığını operatöre bildirmiş olacağız.
Türkiye Kağıt Sanayii - Yaz 2014 13
Kartonsan’ın PM2 yatırımında, sektörün önemli firmalarından IBS Paper Performance Group da teda-rikçiler arasındaydı. Modernizasyon alanında 45 yıllık tecrübeye sahip şirket PM2’de geliştirilmiş orta kat için önemli olan bileşenleri temin etmenin yanı sıra moder-nize edilen PM1’de de kağıt özelliklerinin geliştirilmesi ve kağıt makinelerinin yaş kısmındaki drenajın optimize edilmesi alanında hizmet sağladı. Kartonsan PM2 modernizasyonu:Güçlü bir partner olarak IBS özellikle geliştirilmiş orta kat için önemli olan bileşenleri temin etti. Bu kap-samda; yeni Andritz üst kat ünitesinin tamamlanabilmesi amacıyla, olukları optimize edilmiş seramik örtüleri ile birlikte 4 adet çok hücreli vakum kasası, komple sera-mik üst kat örtüsü ve tam olarak ayarlanabilen former alt kasası temin edildi. Alt kat için, IBS Performance Group, bağlanma noktasından önce kuru maddenin garanti altına alınması amacıyla ek olarak bir adet çok hücreli vakum ünitesinin teslimatını gerçekleştirdi.Kartonsan’la yapılan anlaşmaya göre, IBS Paper Perfor-mance Group orta kat için düşük ve orta vakum bölge-lerini, yeni Andrtiz formerinden önce drenaj özelliklerini regüle etmek ve kontrol etmek amacıyla, IBS EVA va-kum kontrol sisteminin kurulumunu gerçekleştirerek mo-
dernize etti. Bunlara ek olarak IBS Paper Performance Group her 4 kat için de eşit drenajın sağlanabilmesi amacıyla yeni seramik drenaj bıçaklarının teslimatını gerçekleştirdi. PM1 modernizasyonu:Kartonsan çalışma yeteneği ve üretimini artırabilmek için 1 numaralı kağıt makinesine de yatırım yaptı. Bu iyileştirmeler için Kartonsan tüm uygulama alanlarında tecrübeli global ve güçlü bir ortağa ihtiyaç duydu. Böyle-likle tekrar IBS Paper Performance Group’un ürünlerine güvenmeye karar verdiler ve kendi pres bölümleri için tam otomatik germe ve sevk sisteminin siparişini ver-diler.
Kağıt özelliklerinin geliştirilmesi ve kağıt makinelerinin yaş kısmındaki drenajın optimize edilmesi alanında uz-man olan IBS Paper Performance Group, sözleşmenin bir parçası olarak Kartonsan’a kurulum ve devreye alma işlemlerinde yardımcı oldu. Modernizasyon alanında 45 yıllık büyük bir tecrübeyle ve dünya çapında 50’den fazla servis ve uygulama mühendisiyle birlikte moder-nizasyon sürecinde ve sonrasında Kartonsan için hızlı bir kurulum ve başarılı bir devreye alma işlemi gerçekleştirildi.
Yatırımda orta kat bileşenlerini IBS sağladı

Türkiye Kağıt Sanayii - Yaz 2014
Yatırım şu an ne aşamada?Ön montajlarımız başladı. Montaj firmasından 100 kişi şu anda fabrikamızda çalışıyor. Duruş öncesi yapabileceğimiz tüm montajları gerçekleştirmeye çalışıyoruz. Hamur hazırlama ekipmanlarının montajının %60-70’i tamamlandı. İnşaat çalışmalarımız da büyük oranda bitti. Sadece duruş bekleyen inşaat çalışmalarımız var. Enerji Santrali için Sel-nikel firmasından aldığımız kazan montajı da tamamlanmak üzere. Türbin giriş havalarının soğutulması için aldığımız ekipmanların montajı da yavaş yavaş bitiyor. Arıtma tesisinin inşaat temeli ise hızla ilerliyor.
Üretiminizin yurtiçi/yurtdışı satış oranında değişiklikler söz konusu olacak mı? Firmanızın dış ticaret potansiyeli ve hedefleri hakkında bilgi verir misiniz?Yüzde oranda bir değişiklik olmayacak ama miktar olarak tabii ki bir artış olacak. Geçen sene yurtdışına 40 bin ton civarında bir satışımız oldu. Bu miktarı 50 bin tonlara çıkartmamız lazım. Yani bize gelen kapasite artışının %25’ini ihracatta değerlendireceğiz.
Kapasite artışları teknolojiyi yenileştirmek için her zaman iyi bir fırsat. Eskiden Kartonsan tek makineli 6 bin ton idi. Bugün 180 bin ton, yarın 240 bin ton olacak. Bunlar da yetmeyecek ileride daha yüksek kapasiteler gündeme gelecek.
Kuşe karton üretimi konusunda sektörün durumunu değerlendirdikten sonra Kartonsan’ın Türkiye ve dünya-daki yerinden bahseder misiniz?Türkiye’de lider konumdayız. Teknolojik anlamda iyileştirmelerimizde öncü olmuş bir firmayız ve öncülüğümüze devam edeceğiz; örneğin Türkiye’deki ilk türbin yatırımı şirketimiz tarafından yapılmıştır. Kapasite anlamında %33 oranında bir pazar payımız var. Bu payı artırma hedefindeyiz. Türkiye’de Avrupa’dan gelen büyük firmalarla rekabet için-deyiz. İç piyasaya 300 bin tonluk kapasitenin %33’lük kısmını karşılayabildiğimizi düşünürseniz %67’lik geniş bir alan söz konusu. Bu da ithalatla ve tedarikçi firmalarla sağlanıyor. Ken-dimize daha fazla pazar payı bulmamız bu açıdan mümkün. Avrupa’da iyi bir imajımız var. Adımızı daha da pekiştirerek
devam ettirmek istiyoruz. Özellikle kalitemiz konusunda Avrupa piyasasından ciddi geri dönüşler alıyoruz. Sürekliliğini daha da geliştirerek sağlamak durumundayız. Özellikle Ukrayna, İspanya, Bulgaristan,Yunanistan, İngiltere, Portekiz, İtalya, Fransa biraz daha büyümek istediğimiz pazarlar. Bu pazarlarda da mevcudiyetimizi devam ettirmek istiyoruz. Son senelerde Mısır önemli pazarlarımızdan biri oldu. Azerbey-can ve Rusya’da da varlığımızı artırmaya çalışıyoruz ama şu anda her yere yetecek kapasitemiz yok. İç piyasaya da biraz daha fazla mal vermek istiyoruz. Kartonsan’ın Türkiye’de lider konumunu sürdürmek, Avrupa’da da mevcut durumunu gerek kalite gerekse miktar olarak artırarak geliştirmek hede-findeyiz.
Kartonsan’ın 2014-2015 yılı çizgisi ve felsefesi hakkında neler söylemek istersiniz? Başka yatırım planlarınız var mı?Her zaman iyi bir firma olmak, müşterimize en uygun ve en iyi ürünü vermek istiyoruz. Çevre dostu bir firmayız. Atıklarımızla ilgili hiçbir problemimiz yok. Yatırımlar bitmemeli. Biz her sene 4-5 milyon Euro civarında yatırım yapıyoruz. 2015 senesi KM2 için bir nadas senesi olacak. Büyük yatırımlar sonrası optimizasyon çalışmaları devam etmekte. 2016 senesinde yeniden ciddi bir yatırım bütçesi koyacağız. KM1 için bir takım çalışmalar daha yapacağız. Gelişmenin, iyileştirmenin sonu yok. Verimliliği artırdıktan sonra kapasite artışı da gelir. Biraz da bu konuya yöneleceğiz. 5S ve 6 Sigma gibi yönetimsel sistemleri de geliştirecek, Enerji Yönetim Sistemi’nde 50001 belgesini alacağız. Bu konudaki sertfikasyon çalışmalarımız devam etmektedir.
Tedarikçiler
14
Ana tedarikçiler Andritz and Voith
Arıtma tesisi Envirotek
Elektrifikasyon ve otomasyon ABB Elektrik and Schneider Electric
Enerji izleme Metso Automation
Web inspection ISRA Vision
Buhar – kondens sistemleri Kadant
Sludge handling Mery
Reject handling Celtec
Vakum pompaları NASH
Karştırıcılar Sulzer
Tanklar UMDE/Simetrik
Kazan Senikel
Turbin Giriş Havası Soğutma Johnson Control
Seramik çıtaları IBS
İnşaat çalışmaları Erdemli Mühendislik/ Hüseyin Kalkavan
Mekanik çalışmalar Simetrik/Bermak
Elektrik ve otomasyon çalışmaları
Egdaş-Sanel-Marmara Güç Sistemleri


Sürücü sistemlerinin modernizasyonu için Hırvat Duropack Belisce d.d. firması AS Drives & Services GmbH’ı görevlendirdi
Türkiye Kağıt Sanayii - Yaz 2014
Tah
rik
sist
emle
ri
TKS: Hangi makina modernize edildi?D. Brkic: Bizim tarafımızda yeni Belisce’de PM 2 ve PM 3 olmak üzere iki makina çalıştırıyoruz ve her iki makinada da 174 g/ m2’den 200 g/m2’ye değişen gramajlarda test liner ve geri dönüştürülmüş fluting üretiyoruz. Temel hedeflerimizden bir tanesi PM 2 makinasının hızını 450 m/dakika‘dan teknik olarak mümkün olan 700 m/dakika’ya çıkarmaktı. Bugün 550 m/dakika hızla çalıştığımızı belirtmemiz gerek. Bunun nedeni ise elek ve pres partisinde karşılaşılan sorunlardır. Modernizasyon sürecinin bir sonraki adımında birinci ve ikinci kurutma grupları da modernize edilmelidir. Yakın bir gelecekte devreye alınması düşünülen bu modernizasyon süreci için halihazırda alınmış teklifler bulunmaktadır.
TKS: Modernizasyondan önceki durumu nasıl tanımlarsınız?D. Brkic: Hız açısından bakıldığında çok sınırlı bir kapasitemiz vardı. 450 m/dakika’nın üzerindeki hızlarda 13
mm/s’ye kadar çıkabilen hızlı bir vibrasyon artışı meydana geliyordu. Daha yüksek hızlara ulaşma isteğinin yanı sıra kurutma gruplarında sabit ve istikrarlı bir üretime odaklandık. Hem mekanik hem
de elektriksel anlamda düşük güvenilirlik seviyesinden dolayı eski sürücü
sistemimizle ilgili sık sık sorunlarla karşılaşıyorduk. Özellikle 3 ve 5 numaralı gruplarda dişli kutuları kırılmadan önce onları sadece bir ay kadar kullanabiliyorduk. Zarar görmüş dişli kutularından ve onların yenilenmesinden doğan bu durum sık sık uzun sürede üstesinden gelinebilen plansız duruşlara neden olur. Dişli kutularının montajı ve demontajı ile ilgili karşılaşılan güçlüklerin üstesinden zaman zaman 10 saat veya daha fazla bir sürede gelinebiliyordu. Kullanılan ekipmanlar 1974’te üretildiğinden dolayı genellikle yedek parça temininde de problemler yaşanıyordu. Bulunabilen yedek parçaların yüksek fiyatlarını ve uzun teslim sürelerini de bu problemlere eklemek gerekir. Diğer problemler ise yüksek bakım maliyetleri ve DC motorların düzgün bir şekilde kontrol edilmemesiydi. Kurutma grupları arasındaki kötü hız senkronizasyonundan dolayı üretilen kağıtlarda da sorunlarla karşılaşılıyordu. Eski sürücü tüm bunlara ek olarak kurutma keçelerinin ömürleri üzerinde de kötü bir etki yaratıyordu. Son olarak ise çok yüksek olan arka plan gürültüsü de ayrı bir sorun olarak belirtilebilir.
TKS: Modernizasyondan önce eski yağlama sistemi nasıl çalışıyordu?D. Brkic: Soğutma ve gaz ayrıştırma sistemleri bulunmayan önceki yağlama ünitesi çok eskiydi. Zaman zaman buharın tankın dışarısına çıkmasına neden olan, yağın sıcaklığıyla ilgili sorunlarla karşılaşıyorduk. Tanktaki kirlilik de yağın kalitesi üzerinde kötü bir etki yaratıyordu. Sık sık kontrol etmemiz ve temizlememiz gereken ve çok güvenilir
16
Şekil 1: Dejan Brkic (Makina mühendisi ve Bakım Departmanının Müdürü) Duropack
Duropack Belisce’deki (Hırvatistan) modernizasyon işleminin ilk fazı 2013 Eylül ayının sonunda devreye alındı. Bu modernizasyonun temel hedefleri PM 2 makinasının hızını artırmak; sürücü ve yağlama teknolojilerinin bakım masraflarını düşürmekti. Ana yüklenici olan AS Drives & Services GmbH firması modernizasyon işlemini alt yüklenici olan Kühne + Vogel Prozessautomatisierung Antriebstechnik GmbH firması ile birlikte gerçekleştirdi. Sürecin tamamlanmasından 6 ay sonra Professional Papermaking, Duropack’ın bakım departmanının müdürü makina mühendisi Dejan Brkic’e projede izlenen yöntemi ve modernizasyondan sonra nelerin değiştiğini sordu.

Türkiye Kağıt Sanayii - Yaz 2014
olmayan basit akışmetreler kullanıyorduk. Akış ölçerler orada kurulu olduğundan dolayı bakım işlemlerinin de sıcak kurutma haubesinin içerisinde yapılması gerekiyordu. Eski yağlama sistemi ile eski dişli kutusu sürücüsünün Cardan-kavrama millerini kontrol edemiyorduk ve yağlama işlemini gerçekleştiremiyorduk. Bu gibi işlemler sistemin devrede olmadığı zamanlarda gerçekleştiriliyordu.
TKS: Bu modernizasyon işlemleri için tedarikçi olarak AS ve K+V’yi seçmenizin nedeni nedir?D. Brkic: Uzayan pazarlık bölümleri ve bunun neticesi olarak kısalan teslimat süreleri AS ve K+V’yi bu projedeki temel yükleniciler olarak seçmemizi engellemedi. Bizim için makul bir fiyat karşılığında önerilen en teknik çözüm buydu. Dahası,
çeşitli modernizasyon projelerinde AS ve K+V’nin kazandığı başarılar bizi onları seçmek konusunda ikna etti. Ayrıca, 2007 yılında bobin kesici/kağıt sarma makinalarımızı modernize ederken K+V ile çok olumlu deneyimler kazanmıştık. Modernizasyon sürecinden önce bile süreçle ilgili tüm konularda çok hızlı geri beslemeler ve cevaplar aldık.
TKS: AS ve K+V ile anlaşmak konusunda ürünlerin hangi özellikleri sizi tam olarak ikna etti?D. Brkic: Özellikle AS’nin dişli kutusu çözümü olan FlexoGear®‘in esnekliği bizi tam olarak ikna etti diyebilirim. Dişli kutuları sadece silindir aksına monte edildi ve özel tork desteği sayesinde diğerlerini de destekledi. Seçilen
çözümle birlikte sadece bir motorla iki dişli kutusunu ve iki silindiri sürebiliyoruz. Alternatif olarak ise aynı tork desteğini kullanarak kritik silindirleri ayrı ayrı sürebiliyoruz. (Fotoğrafa bakınız.) Yedek parça olarak ise sadece bir tane FlexoGear®- dişli kutusuna ihtiyacımız var. Yedek olan FlexoGear® devrede olan tüm FlexoGear® dişli kutularının tasarımı çok benzer olduğundan herhangi birinin yerine devreye alınabilir. Düzgün çalışmaya yol açacak ve kağıt dalgalanmalarının etkisini yok edecek şekilde çoklu motor sürücülerinin kontrolü tamamen K+V firması tarafından üstlenildi. Gazlardan arındırma ve temizleme sistemlerinde ise AS firmasının merkezi yağlama ürünü olan Lubriflex®‘in avantajını gördük. Lubriflex® yağı ısıtabilir veya soğutabilir ve böylelikle yağın sıcaklığı her an istenilen seviyede tutulabilir. Bu yaklaşımla, başlangıç aşamasında yağı yavaşça ısıtabiliriz. Son olarak kendilerini tam otomatik olarak ayarlayabilmeleri nedeniyle akışmetre olarak FlexoFlow®’da karar kıldık. Gerekli olan tüm bilgiler PLC’ye iletilecektir. FlexoFlow® yağlama noktalarını eşzamanlı ve bağımsız olarak kontrol edeceğinden dolayı kontrol eforu da minimuma indirilecek.
TKS: Projenin kapsamı neydi?D. Brkic: Üçüncüden altıncıya kadar olan kurutma gruplarının sürücülerinin modernizasyonu. Yeni tahrik sistemi, bölgesel tahrik biriminin yerini tutan motor-dişli kutusu kombinasyonundan oluşmaktadır. AS toplamda 14 adet FlexoGear® dişli kutusunun kurulumunu gerçekleştirdi. Dişli kutuları ve diğer yağlama noktaları için yağ temini ile birlikte buhar ek noktalarının, sifonların ve kağıt germe birimlerinin modifikasyonu da projenin bir parçasıydı.
Yağlama noktalarındaki yağ tedariği için AS merkezi bir yağlama ünitesi olan Lubriflex®’i ve 19 adet akıllı akış kontrolörü olan FlexoFlow®’u tedarik etti. Bölgesel sürücü kontrol biriminin tüm elektrik işleri alt yüklenici firma olan K+V tarafından gerçekleştirildi. Bu kısım yeni bir AC endüksiyon motorlarının ve şalt tesisinin devreye alımını ve lokal
17
Şekil 2: FlexoGear® ve tork desteği ile birlikte bir sürücü
Şekil 3: FlexoGear® İkili Versiyonu
Şekil 4: Lubriflex® merkezi yağlama ünitesi

Türkiye Kağıt Sanayii - Yaz 2014
operatör istasyonlarının görüntüleme ve kontrol işlemleri için en ileri teknoloji dokunmatik panellerle m o d e r n i z a s y o n u n u içermektedir. Buna ek olarak K+V bölgesel sürücü kontrol biriminin anahtar teslim bir şekilde teslim edilebilmesi için gerekli olan tüm elektriksel kurulum ve devreye alma işlemlerinde kullanılan bir mühendislik istasyonu oluşturdu. Tüm modernizasyon işleri ile ilgili olarak ana yüklenici olduğundan, mühendislik ve kurulum işlerini de
üstlendiğinden dolayı irtibatta olduğumuz tek firma AS’ydi.
TKS: Modernizasyon süreci ne kadar sürede tamamlandı?D. Brkic: Yapılan sözleşmeye göre tüm işlemlerin 10 günde tamamlanması gerekiyordu ancak AS ve K+V çok daha kısa bir sürede işlemleri tamamladı.
TKS: Modernizasyon işleminden sonra ne gibi iyileşmeler elde edildi?D. Brkic: Devreye alma işleminden sonra ilk hissedilen değişiklikler yeni sürücülerin sorunsuz düzgün bir şekilde ve çok düşük bir gürültü ile çalışması oldu. Test amacıyla hızı kademeli olarak 700 m/dak’ya kadar çıkardık ve açıkçası dişli kutularının sağlamlığından etkilendik. Düzgün çalışma ve iyi optimize edilmiş AC sürücüler şiddetli kağıt dalgalanmalarını ve buna bağlı oluşan kopmaları azattı. Lubriflex® ile eriştiğimiz yeni yağlama teknolojisi ve FlexoFlow® akıllı akış kontrolörü bile aslında bizim için büyük bir ilerleme anlamına geliyor.
Şimdi tüm yağlama noktalarının kontrolü ve genel sistem performansına ek olarak sistem ile ilgili çok daha fazla bilgiye erişebiliyoruz. Ekstra bir avantaj olarak ise FlexoFlow®’nin kurutma biriminin dışına monte edilmesi gösterilebilir. Bakım işlemleri çok kolay olan bu çözümden fazlasıyla memnunuz. Tüm bunlara ek olarak ilave büyük bir avantaj olarak yeni tahrik sisteminin ölçeklenebilirliği ve modüler WebDrive+/Paper kontrol sisteminin genişletilebilirliği gösterilebilir. Makinada kullanılmaya devam eden eski sürücüler bile yeni kontrol mimarisine entegre edildi. Böylelikle gelecekte diğer tüm sürücülerin de düşük maliyetlerle adım adım modernize edilmesi kolaylıkla başarılabilecek bir hal aldı.
TKS: Organizasyon, güvenlik ve esneklik göz önünde bulundurulursa sizin bakış açınızdan modernizasyon süreci nasıl gerçekleşti? D. Brkic: Tüm personel çok organizeydi ve bu süreç için hazırlanmış görünüyorlardı. Belisce ile AS ve K+V arasında iletişim anlamında hiçbir sorun yaşanmadı. Modernizasyon süreci boyunca her iki taraf için de işin kapsamında bazı beklenmedik değişiklikler meydana geldi. Örneğin silindir yataklarının değiştirilmesi gerekti. Bazı silindirlerin milleri hasar görmüştü ve değiştirildi. 23 ve 40 numaralı silindirlerin ise konumları değiştirildi. Tüm bu değişikliklere rağmen, aramızdaki iyi iletişim ve yeni durumlara karşı adapte olabilme yeteneği nedeniyle AS sürekli planlanan takvimin ilerisinde kalmayı başardı. Test sürecinin başından devreye alma işlemine kadar ve daha sonrasında yeni sürücü sistemlerinden kaynaklı hiçbir sorun yaşanmadı.
TKS: Bir sonraki adımlarınız neler olacak?D. Brkic: AS güvenilir bir partner olarak kendini kanıtladı. PM 2 makinasının modernizasyonu sadece bir başlangıçtı. Yakın bir gelecekte yeni projelerde yine birlikte çalışacağız. Örneğin daha önce de değinildiği gibi önümüzdeki süreçte elek ve pres bölümlerinin modernizasyonu gerçekleştirilecek.
Ayrıca kurutucu silindir yatağının merkezi yağlama sistemine dahil edilmesi ve FlexoFlow® ile kontrolünün gerçekleştirilmesi ve birinci ve ikinci kurutma gruplarının FlexoGear® ile modernize edilmesi planlanan işler arasında.
TKS: Röportaj için çok teşekkürler. Önümüzdeki süreçle ilgili size bol şans diliyoruz.
18
Şekil 5: Yağ tedariği için kurutucu başlığın dışına monte edilmiş bir FlexoFlow® Terminali
Şekil 6: Sürücü ve yağlama ünitesinin başarılı bir şekilde devreye alınmasından sonra Duropack, AS ve K+V’nin sorumlu personeli


OCC hamur hazırlama sisteminde enerji tüketimini düşüren ve elyaf kaybını azaltan gelişmiş çözümler
Türkiye Kağıt Sanayii - Yaz 2014
Ham
ur h
azır
lam
a
Giriş
Hurda kağıda dayalı üretimlerde, tesisin verimli çalıştırılmasını takip etmek için, elyaf kayıplarının, rejekt çıkış noktalarında hassas bir şekilde devamlı olarak analiz ve tespit edilmesi gerekmektedir. Sistemde harcanan elektrik enerjisini bir ton kağıt başına 15-20kW/h azaltmak nispeten mümkün olsa da, bu tasarrufla, diğer taraftan elyaf kayıplarına sebep olmamak gerekir.
Elyaf kayıpları maliyetleri etkileyen önemli bir unsurdur; maliyetleri yükseltmelerinin yanında, diğer bir negatif etkisi de kayıpların oransal olarak daha çok uzun elyaf tarafında olması nedeni ile üretilen kağıdın fiziki mukavemetlerini olumsuz yönde etkilemesidir.
Elyaf kayıplarının azaltılması amacı ile yapılacak tasarım değişiklikleri, sistemin kapasitesini azaltacak şekilde olmamalı, kapasiteyi düşürmeden, son teknolojik gelişmeler çerçevesinde sistem gözden geçirilerek geliştirilmelidir.
Aşağıdaki çizimde hurda kağıt ile çalışan tesislerin kullandığı tipik bir hamur hazırlama tesisi gözükmektedir. Bu sunumda,
kaba ve ince temizleme bülümlerindeki eleklere ilaveten Pulper kısmı üzerinde de durulacaktır. Hamur Hazırlama Hatlarındaki Elyaf Kaybının Azaltılması
Genel olarak bakacak olursak hurda kağıtla çalışan tesislerde rejeklerle birlikte bir miktar kullanılabilir elyaf da rejektle birlikte çıkmaktadır. Bunu her rejekt noktasında izlemek mümkündür. Bu konuyla ilgili olarak bu sunumda ele alınacak ana üniteler, aşağıda verilmiştir:1. Pulper Bölümü2. Kaba Temizleme Bölümü ve Son Kaba Eleme Kademesi3. Son Bölümde Konuçlanan Yarıklı İnce Eleme
Ünitelere geçmeden önce rejeklerle birlikte çıkan elyaf türlerine bir göz atalım.-«Serbest elyaf»; Rejektten büyük oranda ayrılmış ancak tam olarak ayrıştırılamamış elyaftır.
-Yaş mukavemeti olmayan ve bu nedenle ayrıştırılmış olması gerekirken yeterli paralama (Deflaking) işlemine tabi tutulmadan üniteden üniteye geçen elyaf düğümleri (Flakes).
-Kimyasal işlemlere tabi tutulmuş yaş mukavemetli elyaf düğümleri (Flakes) rejektlerle beraber çıkan ve en çok rastlanan elyaf türleridir. Bu elyaflar yaş mukavemetleri nedeni ile pulperde gerek pulper açma zamanının azlığı ve gerekse de pulper aparatlarının (Rotor vs) kalitesizliği nedeni ile pulperde açılamayan ve diğer takip eden ünitelerde de fazla etkilenmeyen elyaf düğümleridir. Bu tür hurda kağıtların ayrı bir özel sistemde kimyasal işleme tabi tutularak işlenmesi gerekmektedir.
Atıklarla beraber çıkan bu elyaf ve elyaf düğümlerinin özelliklerini analiz etmek, elyaf kayıplarının azaltılması çalışmalarında çok önemli bir husustur. Her rejekt çıkış
20
Simon Roberts; Kadant FransaMichael Lopane; Kadant BC Alain Lascar; Kadant Fransa
Türkiye Kağıt Sanayii - Yaz 2014
bölgesi bu elyaf analiz sonuçlarına göre değerlendirilmeli ve bölgeye en uygun işleme ve temizleme yöntemleri uygulanmalıdır. İncelenen her bölümdeki elyaf kayıplarının azaltılması için ayrı bir değerlendirme yapılması her bölgeye has bir çözüm bulmakta izlenmesi gereken bir yol olmalıdır.
Yüksek elyaf kayıplarının nedenlerini bulup çıkartmak, elyaf kayıplarını azaltmaya yönelik pahalı yatırımların önlenmesinde önemli bir rol oynayacaktır. Bu amaçla yapılan çalışmalar, enerji tüketimini artırıcı palyatif uygulamaları (ilave pompa ve büteler gibi) ve bu amaçla yapılacak olan yatırımların yapılmasını önleyecektir.
Pulper Bölümü
Son yıllarda hurda kağıda artan talep nedeni ile hurda kağıt kalitesinde düşüşler olmuş ve bu nedenle pulper tasarımlarında önemli değişikliklerin yapılması kağıt fabrikaları tarafından talep edilmeye başlanmıştır.
Bu amaçla uygulanan bazı tasarım değişikliklerini aşağıdaki şekilde sıralayabiliriz:• Yüksek kesafette çalışan Pulperler- Etkisi:- Düşük enerji tüketimi- Yüksek oranda elyaf düğümlerinin açılması• Pulper alt plakasındaki deliklerin küçültülmesi (8-10mm)- Etkisi:- Pulper çıkışında düğümlü elyaf (Flakes) miktarında azalmaPulperden, takip eden temizleme ünitelerine giden yabancı maddelerin azaltılmasında pulperdeki operasyon ve transfer yöntemi önemli bir rol oynamaktadır.
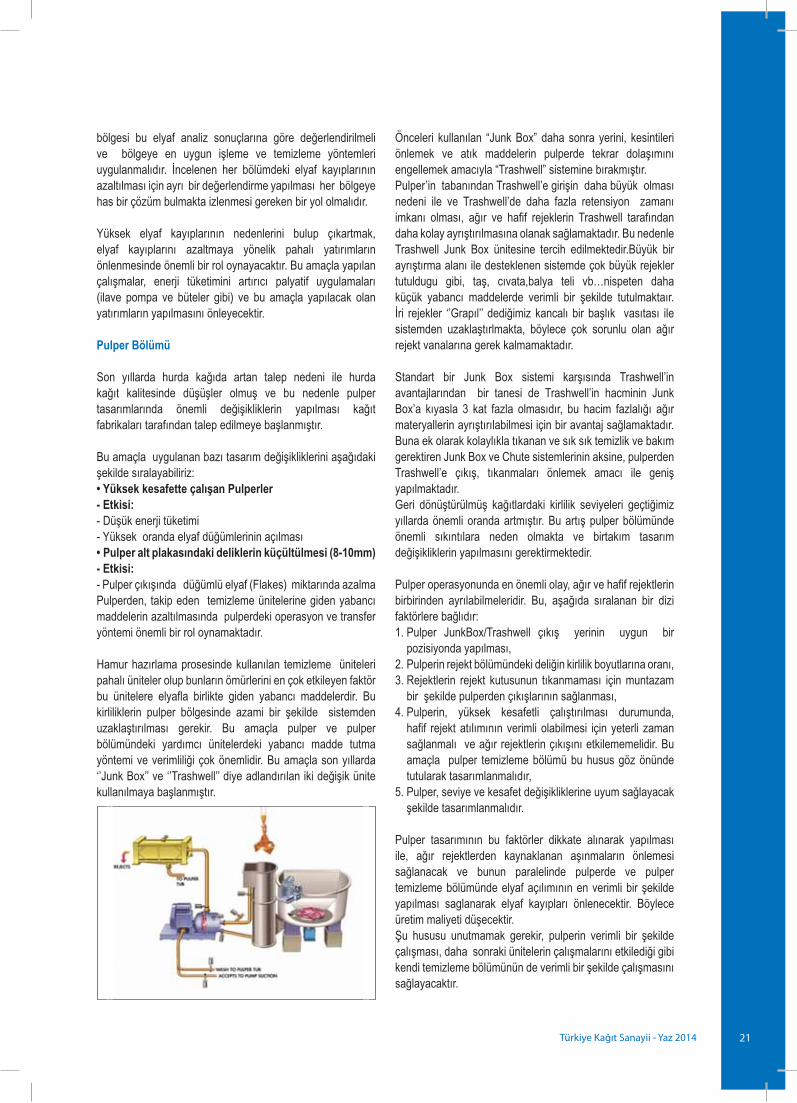
Hamur hazırlama prosesinde kullanılan temizleme üniteleri pahalı üniteler olup bunların ömürlerini en çok etkileyen faktör bu ünitelere elyafla birlikte giden yabancı maddelerdir. Bu kirliliklerin pulper bölgesinde azami bir şekilde sistemden uzaklaştırılması gerekir. Bu amaçla pulper ve pulper bölümündeki yardımcı ünitelerdeki yabancı madde tutma yöntemi ve verimliliği çok önemlidir. Bu amaçla son yıllarda ‘’Junk Box’’ ve ‘’Trashwell’’ diye adlandırılan iki değişik ünite kullanılmaya başlanmıştır.
Önceleri kullanılan “Junk Box” daha sonra yerini, kesintileri önlemek ve atık maddelerin pulperde tekrar dolaşımını engellemek amacıyla “Trashwell” sistemine bırakmıştır.Pulper’in tabanından Trashwell’e girişin daha büyük olması nedeni ile ve Trashwell’de daha fazla retensiyon zamanı imkanı olması, ağır ve hafif rejeklerin Trashwell tarafından daha kolay ayrıştırılmasına olanak sağlamaktadır. Bu nedenle Trashwell Junk Box ünitesine tercih edilmektedir.Büyük bir ayrıştırma alanı ile desteklenen sistemde çok büyük rejekler tutuldugu gibi, taş, cıvata,balya teli vb…nispeten daha küçük yabancı maddelerde verimli bir şekilde tutulmaktaır. İri rejekler ‘’Grapıl’’ dediğimiz kancalı bir başlık vasıtası ile sistemden uzaklaştırlmakta, böylece çok sorunlu olan ağır rejekt vanalarına gerek kalmamaktadır.
Standart bir Junk Box sistemi karşısında Trashwell’in avantajlarından bir tanesi de Trashwell’in hacminin Junk Box’a kıyasla 3 kat fazla olmasıdır, bu hacim fazlalığı ağır materyallerin ayrıştırılabilmesi için bir avantaj sağlamaktadır. Buna ek olarak kolaylıkla tıkanan ve sık sık temizlik ve bakım gerektiren Junk Box ve Chute sistemlerinin aksine, pulperden Trashwell’e çıkış, tıkanmaları önlemek amacı ile geniş yapılmaktadır.Geri dönüştürülmüş kağıtlardaki kirlilik seviyeleri geçtiğimiz yıllarda önemli oranda artmıştır. Bu artış pulper bölümünde önemli sıkıntılara neden olmakta ve birtakım tasarım değişikliklerin yapılmasını gerektirmektedir.
Pulper operasyonunda en önemli olay, ağır ve hafif rejektlerin birbirinden ayrılabilmeleridir. Bu, aşağıda sıralanan bir dizi faktörlere bağlıdır:1. Pulper JunkBox/Trashwell çıkış yerinin uygun bir
pozisiyonda yapılması,2. Pulperin rejekt bölümündeki deliğin kirlilik boyutlarına oranı,3. Rejektlerin rejekt kutusunun tıkanmaması için muntazam
bir şekilde pulperden çıkışlarının sağlanması,4. Pulperin, yüksek kesafetli çalıştırılması durumunda,
hafif rejekt atılımının verimli olabilmesi için yeterli zaman sağlanmalı ve ağır rejektlerin çıkışını etkilememelidir. Bu amaçla pulper temizleme bölümü bu husus göz önünde tutularak tasarımlanmalıdır,
5. Pulper, seviye ve kesafet değişikliklerine uyum sağlayacak şekilde tasarımlanmalıdır.
Pulper tasarımının bu faktörler dikkate alınarak yapılması ile, ağır rejektlerden kaynaklanan aşınmaların önlemesi sağlanacak ve bunun paralelinde pulperde ve pulper temizleme bölümünde elyaf açılımının en verimli bir şekilde yapılması saglanarak elyaf kayıpları önlenecektir. Böylece üretim maliyeti düşecektir.Şu hususu unutmamak gerekir, pulperin verimli bir şekilde çalışması, daha sonraki ünitelerin çalışmalarını etkilediği gibi kendi temizleme bölümünün de verimli bir şekilde çalışmasını sağlayacaktır.
21

Türkiye Kağıt Sanayii - Yaz 2014
Pulper temizleme ünitesi son yıllarda çok geliştirilmiştir. Son tasarımlarda kirlilikler pulper temizleme kısmına sürekli olarak geçmekte ve sistemden uzaklaştırılmaktadır.
Bu bölümün önemli özelliklerini aşağıdaki şekilde sıralayabiliriz:-Temizleme bölümünü, (diğer bir adıyla «Hafif rejekt atılım bölümü» - kısa adı: CLD) besleyen pompa, hassas bir basınç seviyesi ile çalışmaktadır. Bu şekilde kontinü olarak beslenen CLD ünitesinin üst kısmında bir VORTEKS oluşmakta ve bu vorteks sayesinde hafif rejektler elyaflarından ayrıştırılarak bir sonraki aşama olan yıkama tamburuna gönderilmektedir. Bu aşamada ayrıştırılan hafif rejektler üzerine bir miktar elyafla beraber çıkmakta ise de bunlar elyaf düğümleri olmadıkları için son yıkama ile sisteme kolayca geri döndürülmektedir.Bu prosesle elyaflar kontinü bir şekilde üretim sistemine
gönderilmekte, hafif rejektler hamurdan ayrılmakta ve rejektlerin üzerinde kısmi olarak kalmış olan elyaflar yıkama tamburunda geri kazanılarak sisteme döndürülmektedir. Bu proses minimum elyaf kaybı ile üretimde olası dalgalanmaları önleyerek üretim hattına temiz kağıt hamuru sağlamaktadır.
Bu izah edilen kontinü sistemde yıkama tamburuna gönderilen hafif rejektler önce tamburun süzgeçsiz bölümde yıkanarak yüzeylerindeki elyaflardan ayrıştırılır ve bilahare tamburun iç kısımlarına gönderilerek elyaflarından ayrıştırılmış olarak atılırlar.Kadant Lamort’un bu kontinü pulper sistemi, JunkBox/Trashwell sayesinde kaba atıkların tutulmasını sağlamakta ve diğer yandan hafif rejekleri elyafsız bir şekilde kağıt hamurundan uzaklaştırarak kaba atıkların pulper ekipmanlarına yapacağı muhtemel aşındırma etkilerini yok edip malzeme ömrünü uzatmakta ve elyaf kayıplarını önlemektedir.
Kaba atıkların boyutları göz önüne alındığında, en verimli bir şekilde uzaklaştırılabilmeleri için pulper içi tasarım nasıl olmalıdır?Bunu, Trashwell çıkışını, rotorun tam ilk savurma alanı karşısına konuşlandırarak gerçekleştirmek mümkündür. Bu pozisyon, bazı uygulamaların aksine, pulper haznesinin tam alt kısmında olmalıdır. Diğer taraftan çıkış deliğinin boyutları kaba rejektleri tıkanmadan alacak şekilde tasarımlanmalıdır.
Mevcut standart atık kağıt işleme pulperlerindeki temizleme prosesinin darboğazları nelerdir?Herşeyden önce dur-kalk (Batch) sistemle çalışırlar. Dur-kalk periyodu, temizleme ünitesindeki elekleme, yıkama ve rejekt atım kapasitesine bağlıdır. Bu, beraberinde bir takım darboğazlar getirmektedir. Herşeyden önce rejekt atılım verimi düşüktür. Bazı durumlarda kapasiteyi karşılamak amacı ile delik açılımları pulper alt tabaka açıklıklarından daha büyük yapılmaktadır. Ayrıca pulper sisteminde pulper seviyesini ve kesafeti etkileyecek dalgalanmalara sebep olur. Bu özellik şüphesiz elyaf kayıplarının yanında üretim kayıplarına da neden olur. Özetlemek gerekirse verimli ve maliyet düşürücü bir işletme zihniyeti için uygun bir sistem değildir.
Kaba Eleme BölümüYarıklı Elekler– Birincil ve İkincil Kademe Elekler
Bu bölüm, hem geriye kalan rejektlerin ve hem de pulperin düzgün bir şekilde ayrıştıramadığı elyaf düğümlerinin açılması açısından çok önemlidir.
Bu bölümde dikkat edilmesi gereken en önemli husus, yaş mukavemeti olmayan elyaf düğümlerinin son kademe elekte birikmeleri nedeni ile bu kademede en etkin bir elyaf düğümü açma işleminin gerçekleştirilmesidir. Bu amaçla, bu
22

Türkiye Kağıt Sanayii - Yaz 2014
son kademe eleğinin rotor ve rotor plakası, bu düğüm açma işlemini en verimli bir şekilde yapacak ve elyaf kayıplarını minimum seviyede tutacak şekilde tasarımlanmalıdır.Kaba eleme kademelerinde artık yarıklı elekler kullanılmaktadır. Bu uygulama, temizleme verimini artırmakta ve ayrıca enerji tasarrufu da sağlamaktadır. Birincil ve ikincil kademelerde ayrıştırılan elyaf düğümleri son kademede rotor ve rotor plakası arasında yumuşak bir paralama işlemine tabi tutularak elyaflarına ayrıştırılırlar ve sisteme geri döndürülürler.
Son Kademe Olarak Kaba Eleme BölümüSon Kaba Eleme Bölümü, birkaç nedenden dolayı çok önemlidir:
- Burada toplanan elyaf düğümlerinin paralanarak elyafların bireysel niteliklerine kavuşturulmaları,
- Elyafların hafif rejektlerden bir an evvel ayrıştırılmalarının sağlanması ve elyaf kırılmalarının önlenmesi.
Bunlar, elek ortasında bir vorteks oluşturularak sağlanabilmektedir. Bu amaçla elek, Vorteks ortasında düşük basınç seviyeleri muhafaza edilerek çalıştırılmaktadır. Bu uygulama ile elyaflar rejektlerinden ayrıştırılmış olarak düşük kesafetli bir ortam oluştururlar ve kabul çıkışından sisteme geri kazandırılırlar. Rejekler ise ayrı bir faz şeklinde rejekt çıkışından atılırlar.
Bu özelliklere sahip ünitenin ticari adı ‘’FOLATPURGER’’ dür. Son kademe rejekt yıkama tamburundan önce konuşlandırılmış olup kendisine rejeklerle beraber gelen cok düşük miktardaki elyafların geri kazanılması için en son kaba temizleme kademesi olarak görev yapmaktadır.
Floatpurger ünitesi uzun araştırmalar ve değişik şekil formları ile yapılan çalışmalar sonucu geliştirildi ve en verimli yapısı aşağıda görüldüğü şekilde saptandı.
Hafif rejektler eleğin üst kısmından atılarak yıkama tamburuna gönderilmekte, paralanmış ve düğümleri açılmış elyaflar ise alt elek kabül kısmından sisteme gönderilmektedir.
Floatpurger’in avantajları aşağıdaki gibi sıralanabilir:• 10-12 lt/sn’lik düşük bi rejekt akışı ile çalışır. Besleme
kapasitesi %1.5-2 kesafette, 60-80ton/gündür.• Hafif rejektlere özgü seçimli bir atık ayrıştırma özelliği
vardır. Bu sayede bu hafif rejektlerin sisteme geri dönüşü engellenmektedir.
• Sürekli çalışan kontinü bir sistemdir ve bu sayede rejektlerin sistemde birikmesi ve ufalanarak hamur akışına karışması önlenmiş olur. Çalıştırması kolay güvenilir elektir.
• Çok düşük bakım ve onarım maliyetlerine olanak tanıyan ve sık sık bakım gerektirmeyen basit rotor ve taban plakası tasarımı vardır.
• Çok düşük kesafetli ayrıştırılmış elyafların tutumu için tasarlandığından elyaf kaybı çok düşüktür.
İnce Eleme Bölümüİnce eleme bölümünde yarık boyutları daha da küçüldüğünden elek yüzeyinden elyafların ayrılması zor bir hale gelir ve elek kesafetinin kontrolü daha da kritik bir faktördür. Bu nedenle ince eleme kaba elemeye nazaran çok daha zor bir süreçtir.Elyafları sepetten ayırmak, eleme işlemini devam ettirmek ve elyafların geri kazandırılması için mekanik bir kuvvete ihtiyaç duyulmaktadır.
Bu amaçla elyaf temizleme işlemini gerçekleştirebilmek için kullanılan farklı yaklaşımlar vardır. Ancak birçok durumda
23

Türkiye Kağıt Sanayii - Yaz 2014
bu yaklaşımlar ya çok yüksek enerji sarfiyatı gerektirirler ya da sürekli işleyen bir sistem yapısı yerine batch işletimine gereksinme duyarlar.Bu tip ekipmanların dezavantajları aşağıda sıralanmıştır:- Sistem içinde kurulu Deflaktörler (Düğüm açıcılar): Yüksek güç harcanmasına neden olurlar ve küçük çaplı yabancı maddelerin daha da ufalanmalarına neden olarak sisteme ve kağıt hamuruna karışmalarına neden olurlar. Ayrıca rotor ve plaka aralığının 6-8mm olduğu deflaktör ünitelerinde ve bilhassa düşük kesafetli çalışmalarda elyaf düğümleri herhangi bir mekaniksel işleme tabi olmadan geçip rejekt alanına giderek elyaf kayıplarına neden olurlar. Bu bakımdan bu şekilde çalışan son kademe görevi için kullanılan hat içi deflaktörler azami dikkat gerektiren ünitelerdir.
Dur-Kalk sistemli (Batch) rejekt elekleri: Bu elekler temizleme, yıkama ve rejekt atılımı gibi 3 safhada çalışırlar.Bu tarz eleklerle ilgili temel problem, yıkama safhasında elyafların rejektlerden temizlenmemesi ve elyafların elek sepetinin yüzeyine itilmeleri, sonuç olarak da sistemden rejekt olarak atılmalarıdır. Bu tür eleklerde rejeklerin elek içerisinde birikmeleri ve nihayetinde parçalanarak elyaflarla birlikte kağıt hamuruna karışmaları büyük olasılık dahilindedir. Birçok fabrikalarda tecrübeler göstermiştir ki, Batch sistemi ile çalışan eleklerde bu rejekt birikmesi o kadar çok olur ki, belli bir müddet sonra kağıt hamuru içerisindeki rejekt miktarı ilk çalışma anlarındaki rejekt hattına giden miktardan daha fazla olur.Bu darboğazlar dikkate alınarak, geliştirilen bir elek alternatif bir sistem olarak piyasaya sürülmüştür. Bu eleğin ticari adı «FIBERNET»tir.
Bu sistemin yararları şöyle sıralanabilir:• Sürekli rejekt ayrıştırma işlemi.• İki kademeli bir elek sistemi olup tek gövde içerisindedir.
(Hepsi bir arada konsepti).• Kadant Lamort patentli ID-3 sistemi. (Intermediate De-
floculation Device with Dilution) bu sistemde daha geniş bir aktif alan oluşturulmuştur, -Daha yüksek verimlilik için daha küçük yarıklı sepet kullanma imkanı, -A1 elyaf çıkışları doğrudan sisteme gönderilebilir.
• Düğüm açıcı barlar sayesinde neredeyse hiç elyaf içermeyen ayrıştırılmış rejektler.
• Kompakt kurulum, kolay bakım onarım sağlayan tasarım.• Önemli oranda enerji tasarrufu.
Yarıklı Elek Sistemlerinde Elyaf Geri KazanımıFibernet Eleğinin İşletmeye sağladığı kazançlar:-Farklı sistemlere nazaran pompa ve tank sayısında azalma.-Aşağıda gösterilen ve bir işletmede yapılan geri kazanmaya dayanılarak hesaplanan yıllık kazanç.Bir işletmede, 32t/gün girişli ve yaş mukavemeti olmayan ve geri dönüşüm oranı %70 olan bir FiberNet için birimin kendi
fiyatını geri ödemesiyle ilgili olarak yıllık kazanç aşağıdaki şekilde bulunmuştur.• Geri kazanılmış yaş mukavemetsiz elyaf düğümleri için geri
kazanım oranı temel alındığında = 4.41-1.36 t/gün= 3.05mt/gün
• 100 Euro/ton OCC fiyatı• Günde 305 Euro tasarruf edilir• Veya yılda 106,750 Euro tasarruf edilir.(Bir yılın 350 gün
olduğu varsayımıyla)
Kağıt Hamuru Hazırlamada Yeni bir Yaklaşım, Su Kanalı Sistemi:Bu yeni geliştirilmiş alternatif sistemdeki ana amaç hamur hazırlama bölümünde çok sayıda gereksinim duyulan büte tank ve pompaları elimine edilerek elyaf ve su akışını, gravitasyon akışı ile sağlamaktır.Standart bir tasrımda sistem birkaç katlı fabrika binası gerektirmektedir. Bu nedenle dar boğaz, bina yapısının prosese uygun olup olmamasıdır. Zira bina prosesin yüksek pompa basıncını sağlayacak şekilde birkaç kattan yapılması gerekir. Şayet fabrika binası iki katlı ise bu uygulamaya müsait değildir.
24

Türkiye Kağıt Sanayii - Yaz 2014
Kuzey Amerika’daki bir firma, bu prosesi uygulamak için yapı gereksinimlerini inceledi ve yerleşimi yapılabilecek en etkili şekilde gerçekleştirmeye karar verdi.Bu durumda hamur depoları sadece, başlangıçtaki boşaltma deposu ile en sondaki uzun ve kısa elyaf depolarından ibaret oluşmaktadır. Tüm bu büteler fabrikanın dışına yerleştirildi ve diğer sulandırma amaçlı kullanılan tanklar yerine su arkları inşa edildi.1200ton/gün kapasiteli bu tesisin hamur hazırlama sistemi Kadant Lamort tarafından temin edilmiştir.Kağıt üretim tesisinin hamur hazırlama tedarikçisi konumunda olan Kadant’ın bu sektörde uzun yıllara dayanan bir tecrübesi bulunmaktadır.Bu kısımda kontinü bir pulper, boşaltma deposuna hamur besleyen Hydrapurge, yüksek yoğunluklu bir kliner, elek sistemi, ileri ve geri dönüşlü kliner sistemleri bulunmaktadır. Boşaltma deposundan çıkan kağıt hamuru sırasıyla yüksek kesafetli temizleme ünitesine ve bunu takiben yarıklı bir sepeti olan UV eleğe alınır ve daha sonra Xcell klinerlere geçerler. Fraksiyonlamadan çıkan kısa elyaf bu bahsedilen su arklarının farklı bir yolu ile sulandırma amaçlı ve stok pompa amaçlı olarak disk filtrelere yönlendirilir. Buna paralel olarak uzun elyaf hattında yarıklı UV eleği, Fibernet, hafif rejekt klinerleri ve uzun elyaf disk filtresi bulunmaktadır.
Su kanalı sisteminin avantajlarını aşağıdaki şekilde sıralayabiliriz:Enarji tasarrufu (15-20kWsaat/ton kağıt- Pompa uzunluklarının kısaltılması nedeni ile friksiyolarda
azalma ve enerij tasarrufu.- Pompalar ve diğer ekipmanlar aynı seviyede bulunmaktalar.- Su transferi gravite akışı ile sağlanmaktadır.- VS Pompaları.Düşük maliyetli montaj avantajı- Kapalı alanın büyük bir kısmı tek kat olarak yapılmıştır.- Borulama sistemi kısa mesafelidir.İşletme kolaylığı- Elek altı sularını taşıyan ark uzun bir süre geri dönüş olmadan çalışılabilmektedir.
- Seyreltik hamur kesafet artırıcılara üretime başlamadan kısa bir süre sonra ulaşabilmektedir. Sistem üretime ara verildiği zaman çok kısa bir süre içerinde temizlenebilmektedir.Bakım onarım kolaylığı- Üst tarafa monte edilmiş vinç alt katın tüm bölümlerine ulaşabilir.- Ekipman bileşenleri için ayrılmış alanlar. Kanal sistemi OCC hattının çalışmasıyla ilgili bir çok avantajı da beraberinde getirir.
Sonuç
Hurda kağıt (OCC) ile çalışan tesislerde, elyaf kayıplarının minimum seviyeye indirilmesi, hem hammadde maliyeti açısından ve hem de rejekt miktarlarının bu oranda azaltılmış olması dolayısıyle rejekt atılım masraflarının azaltması bakımından son derece önemli bir husustur. Bu konu tüm işletmeleri yakından ilgilendirmekte ve çıkan rejekt miktarları, alınması gereken atık işleme ekipmanlarının yatırımını doğrudan etkilemektedir.
Bu sunumda da vurgulandığı gibi uygun ekipmanların seçimi ile kağıt üretimindeki hamur hazırlama bölümünde elyaf kayıplarının önüne geçilerek yatırım ve üretim maliyetlerinde önemli ölçüde tasarruf etmek mümkün olacaktır.Kağıt hamuru hazırlama operasyonunda elyaf dışı maddelerin en yoğun olduğu ve en çok dikkat gerektiren bölgeler aşağıda sıralanmıştır:Pulper Bölümü: Bu kısım devamlı dikkat gerektiren ve en verimli bir şekilde çalıştırılması gereken bir bölümdür. Üretim hattına giden elyaf düğümlerinin minumum seviyede tutulması gerekir. Bu amaçla gerekli tüm çalıştırma koşulları sağlanmalı ve uygulanmalıdır.
Kaba Temizleme Bölümü: Bu bölümde deflaktörler-elyaf düğüm açıcıları bulunmakta ve elyaf düğümlerinin verimli bir şekilde açılmalarının sağlanması sonucu elyaf kayıpları minimum seviyeye indirilmektedir. Bölümde ayrıca strafor gibi hafif rejektler tutulmaktadır. Ünitenin verimli bir şekilde çalıştırılmasını sağlayacak operasyonel önlemlerle birlikte uygun ekipmanların seçimi önem arzetmektedir.
İnce Temizleme Bölümü: Bu bölümde yarık açıklıkları oldukça düşük sepetlere sahip elekler kullanılmaktadır. Bazı lokasyonlarda yine deflaktörler kullanılmakta ve elyaf ayrıştırılması maksimum seviyede tutulmaktadır.Son olarak şunu söylemekte yarar vardır: Kağıt üretiminde yaş kısım tabir edilen kağıt hamuru hazırlama hattı, bilhassa hurda kağıt kullanan tesislerde çok yönlü olarak ele alınmalı enerji tasarrufuna yönelik yerleştirme planları ve ekipman seçimleri elyaf geri kazanma ve rejekt işleme konuları en ön plana alınarak yapılmalıdır.
25

Kağıt ve kağıt hamuru endüstrisi için en etkili vakum sistemi: EcopumpTurboTM
Türkiye Kağıt Sanayii - Yaz 2014
Vak
um s
iste
mle
ri
Kurulmakta olan yeni bir EcopumpTurboTM sistemi (Şekil 1). Bu vakum sistemi modernizasyon projesi Fransa’daki bir kağıt üretim tesisindeki orijinal sistemle
karşılaştırıldığında %55 enerji (580 kW) ve %100 su (448,000 m3/a) tasarrufu sağlayacaktır. «Hiç şüphe yok ki dinamik vakum seviyesine ve akışa ihtiyaç duyulan özellikle kağıt ve kağıt hamuru gibi endüstrilerde vakum sistemleri için enerji sarfiyatını düşüren devrim niteliğinde çalışmalar yürütüyoruz» diyor Runtech Systems Oy’un Vakum Sistemleri Teknik Müdürü Juha Karvinen.
Kağıt üretimi----tehlikeli çalışma ortamlarında dinamik vakum gereksinimleri
Genel olarak konuşmak gerekirse kağıt üretimi bir su giderme prosesidir. Çünkü su içeriği, hamurundan en son kağıda veya kartona doğru gidildikçe %99 seviyelerinden %10’lar mertebesine düşer. Günümüzde bu proseslerde (drenaj kağıt prosesi, keçe şartlandırma vb.) vakum hayati bir rol oynamaktadır. Bunun bir sonucu olarak vakum üretimi ve beslemesi kağıt, karton ve kağıt hamuru üretiminde kilit bir
roldedir. Vakum kasaları, emici valsler gibi makinadaki her bir vakum elemanının belirli bir kapasiteye ihtiyacı vardır. Ne çok az ne de çok fazla. Sabit görünüyor mu?--- Hayır, ve bu da tüm hikayenin merkezi aslında.
Bildiğimiz gibi, istikrarlı ve düzgün bir çıkış profili elde edebilmek için vakum ve debi ihtiyacı, keçe zamanla eskidikçe azalan geçirgenlik gibi durumlara göre değişim göstermektedir (Şekil 2). Dahası yaygın olarak, aynı üretim hattında, keçe tipi, gramaj, ürün gramajı ve hız, farklı su giderme ve vakuma ihtiyaçları gösterir.
26
Şekil 1: Kurulmakta olan yeni bir EcopumpTurboTM sistemi
Şekil 2: Keçe geçirgenliği ve vakum ihtiyacı
Juha Karvinen, Teknik MüdürVakum [email protected]
Türkiye Kağıt Sanayii - Yaz 2014
Modern bir kağıt, karton veya kağıt hamuru fabrikasında edindiğimiz ilk izlenim genellikle “Bu çok ıslak!” şeklinde oluyor. Aslında buna ek olarak bu tarz çalışma ortamlarında her zaman dolgu ve katkı malzemeleri gibi farklı tür kimyasallar vardır. Sonuç olarak elyaflarla birlikte su ve kimyasallar vakum üretimini etkileyecektir. Bu tarz kirletici maddeler hasar oluşturacak ve pompanın verimliliğini düşürecek şekilde vakum pompasında birikip konsantre bir hal alabilir. Bu nedenle kirletici maddelerin düşük seviyelerde kalmasını garanti altına alabilmek için bir vakum pompasında ön filtre sistemi her zaman gereklidir.Son 20 yılda kağıt makinalarının hızları önemli ölçüde arttı. 10m genişliğinde üretim yapan yüksek hızlı (2,000m/dakika) bir kağıt makinası için sadece bir saatlik gereksiz veya beklenmedik bir durma bile çok büyük kayıplara neden olabilir. Bu nedenle her zaman kullanıma müsait olan ve güvenilir bir vakum sistemi hayati önem taşımaktadır.
Görüldüğü gibi bir kağıt makinası için verimli ve etkili bir vakum sistemini tanımlamak çok da zor değil. Bu tarz bir vakum sistemi şu özelliklere sahip olmalıdır:• Üretimde meydana gelebilecek değişikliklere uyum
sağlayabilme kapasitesi• Dinamik taleplerle birlikte arzı dengeleyebilme esnekliği• Minimize edilmiş bakım duruşları ile birlikte her zaman
kullanılabilir ve güvenilir olma
Fakat gerçekte neler oluyor?
Geleneksel vakum sistemleri ve kağıt üretim tesislerindeki kısıtlamaları
1. Sıvı ringli pompası Uzun bir süre için, sıvı ringli pompalar (Liquid Ring Pumps-LRP) kağıt makinaları için vakum üretme anlamında ana seçim olmuştur. Dünyadaki kağıt makinalarının %90’ından fazlasında hala LRP’ler kullanılmaktadır. İlk LRP ise 100’dan fazla bir süre önce icat edilmiştir. (http://en.wikipedia.org/wiki/Liquid_ring_pump).LRP dönen pozitif yer değiştirmeli bir vakum pompasıdır (Şekil 3). Silindir bir gövde üzerine eksantrik olarak yerleştirilmiş vanalı pervaneyi döndürerek gazı sıkıştırır. Sıvı (genellikle su) pompanın içerisine iletilir ve merkezkaç ivmesiyle gövdenin içi karşında hareket eden silindir bir halka formu alır. Bu su halkası pervane vanalarının arasındaki boşlukta sıkıştırıcı formunu alan bir sızdırmazlığın oluşmasına neden olur. Pervanelerin dönme ekseni ve gövdenin geometrik
ekseni arasındaki eksantriklik döngüsel varyasyona neden olur.
Gaz (genellikle hava) pompaya gövdenin sonundaki bir giriş portu aracılığıyla sürülür. Gaz pervane vanaları tarafından oluşturulan sıkıştırma bölümlerinde ve sıvı halkasında hapsedilir. Pervanenin dönme hareketi nedeniyle hacimde meydana gelen azalma gazı sıkıştırır ve böylece gaz gövdenin sonundaki tahliye portundan dışarı atılır.
Kağıt üretim tesislerinde, LRP’lerin sürekli çalışması esnasında media (hava, su vb.); kağıt makinelerindeki su uzaklaştırma, keçe şartlandırma için LRP’lerin girişindeki emiş hattından sürekli olarak dışarıya itilir. Pompa içerisindeki dolaşan sıvının sıcaklığı gövdenin içindeki yüksek hızlı sirkülasyon esnasında artacaktır. Yüksek sıcaklıklar, vakum üretiminin verimliliğini önemli ölçüde düşüren ve hatta üretimin durmasına neden olabilecek buharlaşmaya ve kaynamalara neden olur. Bu problemi çözmek için sızdırmazlık suyu aralıklı olarak boşaltılıp soğutulur ve tekrar pompa içerisine alınır (veya yeni sızdırmazlık suyu eklenir).
Şekil 4’te tipik bir LRP pompasının performans eğrisi görülmektedir.
Sabit debili bir vakum pompası olarak LRP, çok kısıtlı bir kontrol aralığına sahiptir. LRP’nin verimliliği aşınma ve kireçlenme nedeniyle kademeli olarak düşer. Özellikle bir çok kağıt üretim tesisinde, proses suyu bile sızdırmazlık suyu olarak kullanılır. Elyaflar ve pervanelerde biriken diğer katı maddelerle birlikte kimyasal aşınma da bu verimlilik kaybını önemli oranda arttırmaktadır.
Özetle, 100 yılı aşkın bir teknoloji olmasının yanı sıra kağıt üretim tesislerinde LRP sistemlerinin kullanılmasının temel kısıtlama ve dezavantajları aşağıdaki gibi sıralanabilir:
• Özellikle düşük vakum seviyelerinde yetersiz enerji verimliliği• Kısıtlı bir kontrol aralığı• Özellikle yazın veya tropik bölgelerde kapalı çevrimlerde
soğutmaya ihtiyaç duyması• Özellikle bakteri oluşumuna uygun ortamlarda suya devir
27
Şekil 3: Sıvı ringli pompa(Veri kaynağı:http://profmaster.blogspot.fi/2008/10/vacuum-pumps-dry-vs-liquid-ring.html)
Şekil 4: Tipik bir LRP pompasının performans eğrisi

daim yaptırırken bakteri kontrolüne gereksinim duyulması• Arz ve talebi dengeleyememesi. Tahliye vanası vakum
kontrolü enerji kaybı anlamına geliyor (Bu durum bir arabayı hem tam gazla sürüp hem de hız kontrolü için frene basmaya benziyor).
• Özellikle sıcak bölgelere kurulan sistemler için ve sızdırmazlık suyu olarak duru su kullanan üretim tesisleri için verimlilik çok hızlı bir şekilde düşüyor
2. Tek veya çok aşamalı turbo fanTek veya çok aşamalı fan kağıt üretim pazarındaki farklı bir tür vakum pompasıdır. Bu sabit hızlı turbo fanlar farklı akış oranlarında sabit vakum seviyeleri üretebilirler. LRP’ler ile karşılaştırıldığında çok daha ağırdırlar ve birim kapasitesi ve boyut anlamında daha büyüktürler. Bir adet çok aşamalı fanın ağırlığı 90 tona kadar çıkabilmektedir. Bu nedenle vibrasyonun engellenebilmesi için çok sağlam bir alt yapı gereklidir (Şekil 5).
Normalde bir kağıt makinası için 10 hatta daha fazla sayıda LRP gerekir. Ancak sadece 1-3 adet tek veya çok aşamalı fan aynı üretim hattı için eşdeğer vakum üretebilir. Bunu başarmak için kağıt makinasından gelen her boru büyük yük
kontrol valfleri ile birlikte kurulur ve paralel fanlar ayırıcı ve karıştırıcı arasında farklı büyük ve uzun borulara gereksinim duyar (Şekil 6).
Sabit hızlı fanlar için sızdırmazlık suyu gerekli değildir ve bu bakış açısıyla LRP’lerin birtakım eksikliklerinin üstesinden gelindiği söylenebilir. Fakat, mekanik rezonanslar ve tüm kağıt makinası için «yalnız» vakum servisi nedeniyle bu tek veya çok aşamalı fanlar bazı yeni ve hatta daha ciddi sorunları da beraberinde getirirler. Ayrıca LRP’de olduğu gibi bu fanlar da genel olarak vakum pompalarıdır. Bu tarz ürünler sabit vakum ve debiye ihtiyaç duyan bir takım endüstrilerde mükemmel olarak hizmet verebilirler ancak bunların hiç biri çok yüksek oranda dinamik vakum üretimine ve kontrole gereksinim
duyulan kağıt endüstrisi için özel olarak geliştirilmemiştir.
Kısaca özetlemek gerekirse, kağıt endüstrisinde kullanılan tek ve/veya çok aşamalı fanlı vakum sistemlerinin kısıtlamaları aşağıdaki gibi listelenebilir:• Mekanik rezonanslar ve/veya bir veya iki büyük birimin tüm
kağıt makinasına servis sağlaması nedeniyle kısıtlı kontrol yeteneği
• Kompleks başlangıç prosedürü ve elektrik motorunun aşırı yüklenmesi riski
• Kağıt makinasının uzun süre duruşta kalmasını gerektiren kompleks bakım prosedürü
• Üretimin durması riski. Eğer bir birim hataya düşerse kağıt makinasını çalıştırmak mümkün olmaz.
• Sabit hızla çalışan büyük birimler olduklarından vakum kontrolü enerji verimliliğini düşüren ve boru tesisatı ve vana yatırımlarını arttıran çok sayıda vana ve yönlendirme aparatı ile gerçekleştirilmelidir
• Altyapı için ağır yatırımlar.• Ünlü bir sözde dendiği gibi geçmiş başarılara saplanıp
kalmak bugünün gelişiminde sadece kötü etkiler bırakır. İnsanlar hiçbir zaman daha iyi ve alternatif bir dünya hayal etmekten ve bu yönde adımlar atmaktan vazgeçmeyecek.
EcopumpTurboTM, kağıt endüstrisi için profesyonel vakum sistemi
1. Arka PlanYaşasın bilgi!
Teknik kelimelerle konuşmak gerekirse, bu durum profesyonel işleri sadece profesyoneller gerçekleştirebilir olarak açıklanabilir. Kağıt endüstrisini ve onun özel gereksinimlerini bilmeyen birisi nasıl profesyonel ve ihtiyaca özel ürünler veya çözümler geliştirebilir? Yüksek verimlilik ve çalışabilirlikten bahsetmeye gerek bile yok.
1989’da kağıt makinalarındaki vakum sistemlerinin optimizasyonu konusunda yıllara dayanan tecrübeyle birlikte Finlandiya’dan bir grup kağıt üreticisi var olan vakum sistemlerinin kısıtlamalarını ve dezavantajlarını belirledi. Hız kontrolü aracılığıyla ayarlanabilir bir kapasiteye sahip olan bir vakum sistemine gereksinim duyulduğu konusunda emindiler. Eski ve yeni keçelerle ve farklı temel ağırlıklarıyla birlikte üretim yapıldığı durumlarda vakum seviyesi ve akışı kontrol edilebildiği ve ayarlanabildiği sürece dinamik kapasite talebi arzla kolaylıkla karşılanabilir.Aynı zamanda bu uzmanlar kağıt makinası vakum sistemlerinin yeni makine konsepti ile ilgili belirsizlikler veya son hız artışı için rezerv olarak tutulan kapasite nedeniyle aşırı büyük boyutlara sahip olduklarını tespit ettirler. Ayarlanabilir kapasiteli yeni bir vakum sistemi geliştirebilirlerse bu durum kuşkusuz fazla kapasite kullanımına gerek kalmayacağından enerji tasarrufu anlamında büyük avantajlar sağlar.
28
Şekil 5: Bir kağıt üretim tesi-sinde 90 tonluk çok aşamalı bir fan için 300m2’lik pompa odası
Şekil 6: Kağıt makinasında 40t/h hızında çalışan çok aşamalı bir fan sistemi, 2 adet çok aşamalı birim ve bir adet dişli kutulu tek aşamalı fan
Türkiye Kağıt Sanayii - Yaz 2014

Yeni nesil bir vakum pompasının geliştirilmesi için var olan LRP ve tek ve çok aşamalı fanlardan dersler çıkararak, Ecopump Oy ‘u(daha sonradan Runtech Systems Oy ile birleşen) kuran bu insanlar tarafından ilk andan itibaren bu gibi dezavantajların üstesinden gelinmesi hedef alındı. Bu insanlar hem kontrol edilebilir ve ayarlanabilir bir kapasite hem de aynı zamanda su tasarrufu, kompakt boyut, hafiflik, kolay ve hızlı bakım gibi konularda iyileştirmeler hedeflediler.Kağıt endüstrisi alanında çok güçlü bir geçmişe sahip olsalar bile kapalı kapılar ardında sadece kendi kendilerine çalışmaları çok akıllıca olmazdı. Müşteriler, üniversiteler, kompozit malzeme ve mühendislik firmaları, elektriksel sürücü ürünlerinin tedarikçileri ile olan yakın işbirliğiyle yeni nesil vakum pompası başarılı bir şekilde geliştirildi ve pazarda kendisini hemen kanıtladı. EcopumpTurboTM adını alan ürün kağıt endüstrisi ve dinamik vakum kapasitesine gereksinim duyan bu tarz endüstriler için en etkili vakum sistemi haline geldi.
2. EcopumpturboTM ‘ın temel prensipleriEcopumpturboTM (Şekil 7) yüksek hızlı modern elektrik sürücüsü ve yüksek verimlilikli turbo fan kombinansyonuna dayanmaktadır. Bu ürün, sıfırdan makisimum hıza kadar çalışma aralığında herhangi bir kısıtlama yaratmadan hız kontrolüne imkan veren frekans çeviricisi ile sürülmektedir. Vakum kapasitesindeki çok küçük iyileştirmeler bile büyük bir enerji tasarrufu sağlamaktadır. Hız kontrolü ise kapasiteyi ayarlamanın en etkili yoludur.
Turbo pervaneler, sistemi fazlasıyla kompakt ve mekanik olarak da güvenilir yapacak şekilde direkt olarak motorun şaftına monte edilmiştir. Böylece dişli kutusuna gereksinim kalmamıştır. Sağlam şaftlı AC motor dayanıklıdır ve çalışma aralığı içerisinde rezonans frekansı yoktur. Dökme titanyum veya karbon kompozit pervanelerimiz mekanik ve kimyasal olarak çok kararlıdır.Yağlanmış seramik rulmanlar ve hafif parçalar bakım işlemleri açısından bakıldığında sistemi çok elverişli bir hale getirmektedir. Planlı bakım işlemleri (rulman değişimi
vb.) 8-12 saatlik bir duruş esnasında minimum sürede gerçekleştirilebilir.3. EcopumpTurboTM, vakum sisteminiz için %30-70 arasında değişen enerji tasarrufu sağlarEcopumpTurboTM‘ın diğer çözümlerle karşılaştırıldığında en etkileyici avantajları esnek kapasite ayarlanabilirliği ve sağladığı önemli enerji ve su tasarrufudur. Bu durumu daha iyi anlayabilmenin en kolay yolu üç farklı vakum pompası için akış eğrilerini karşılaştırmaktır (Şekil 8).
Sabit hızlı fan ve LRP mavi ve yeşil eğride kısıtlı vakum ve akış değerleri sağlayabilirken EcopumpTurboTM ise yüzeyde çalışır yani tüm kırmızı alanda hem dinamik vakum seviyesi hem de hava akışı sağlayabilir. Üretim hatlarında gerçek vakum ve akış gereksinimleri tabii ki tam olarak bu iki eğri üzerinde olmuyor. Eğrinin üstünün normal bir üretim için yetersiz kapasite manasına gelmesi nedeniyle gerçek gereksinimler normal şartlarda eğrilerin altında olur. Bu nedenle gerçek gereksinimler ve gerçek arz eğrisi arasındaki boşluk gereksiz enerji sarfiyatını göstermektedir. Gururla söylemek isteriz ki küresel ve başarılı referanslarımıza göre LRP ile karşılaştırıldığında kağıt endüstrisindeki vakum sistemlerinde %40-70 arasında değişen bir enerji tasarrufu sağlayabiliyoruz. Su açısından bakıldığında ise bu oran %100’e çıkmaktadır.
Diğer avantajlarının yanı sıra EcopumpTurboTM’ın temel avantajları aşağıdaki gibi sıralanabilir:• EcopumpTurboTM ‘ın rutin bakım ve hatta kurulum işlemi bile
normal bir duruş süresi içerisinde gerçekleştirilebilir.• EcopumpTurboTM’nun egzost gazından (160 santigrata
kadar çıkmış olabilir) ısı geri kazanılabilir. Bunun aksine LRP’ler sıklıkla sızdırmazlık suyunun yenilenmesine ve bu suyun sıcaklığının düşürülmesi için soğutucu bir bölüme ihtiyaç duyarlar.
• Su kaybını ölçen EcoflowTM gibi diğer yaratıcı ürünlerimizle birlikte çalıştığı zaman EcopumpTurboTM enerji sarfiyatını minimuma indirebilir. Runtech EcoflowTM ve diğer ürünlerimizle ilgili daha detaylı bilgi almak için lütfen internet sitemizi ziyaret ediniz. www.runtech.fi
29
Şekil 7: EcopumpTurboTM
Şekil 8: EcopumpTurboTM‘ın akış «yüzeyi» ve sabit hızlı turbo fan ve LRP için akış eğrileri
Türkiye Kağıt Sanayii - Yaz 2014

Kağıt üretim hatlarında ve kağıt yüzeylerde kalite kontrolünde yeni bir standart
Türkiye Kağıt Sanayii - Yaz 2014
Kal
ite
Kon
trol
Yeni Paper Master – Kağıt Yüzey Muayene Sistemi (WIS) özellikle kalite kontrolü ve kağıt makinası üzerindeki kağıt rulosunun tüm genişliğinin kontrolü
ile, her bir problemli alan için mükemmel görüntüler elde eder. Yüksek çözünürlüklü line scan kameralar ve görüntü işlemciler sayesinde, kağıt yüzeylerde, micron seviyesinde %100 kontrol sağlar. Line scan kameralar en üst CD ve MD çözünürlüğün yanı sıra LED ışıklandırma kullanmasıyla hızı 2000m/dak ve üzerinde olan üretim alanlarında, problemli alanların keskin ve detaylı olarak görüntülerinin belirlenmesine olanak verir. Maximum hızda çalışan kağıt makinalarında kağıt kopma problemleri ve hata oluşma eğilimleri bulunmaktadır. Bundan dolayı, problemlerin en az seviyede yaşanması için bu tip üretim alanlarında kağıt ruloları ortalama hızda çalıştırılmaktadır. Ama PAPER MASTER-WIS sayesinde kağıt kalitesi en üst üretim hızlarında bile sürekli kontrol edilebilmektedir.
PAPER MASTER-WIS’in diğer önemli bir özelliği de, üretim süreci ile ilgili hataların diğer hatalardan ayrıştırılıp,
sınıflandırma imkanı bulunması ve en iyi sonuçlara ulaşılabilmesi için aksiyon alınmasını sağlamaktır. Kağıt kopma problemi herhangi bir kağıt makinasında oluşabilecek en pahalı sorun olup, en iyi üretim sonuçlarına ulaşılması için engellenmesi gerekmektedir. Kağıt rulolarındaki ciddi kopmalar öncesinde oluşmakta olan problemler ile ilgili ön bilgilendirme mesajları oluşmaktadır. Bu problemlerin önceden çözümlenmesi için yeni ve yüksek performanslı PAPER MASTER-WBM IntelliCam bu kopmaları en yüksek seviyede takip ve analiz eder. Intelicam hem kağıt kopmalarını gözlemler, hem de bunun dışında üretim ortamındaki kritik olarak nitelendirilecek olayları takip ederek otomatik olarak alarmlar üretilmesini sağlar. Buradaki amaç proses verimliliğinin, kısa süre içinde oluşturulan verilerin baz alınarak sağlanmasıdır.
PAPER MASTER – IntelliCam akıllı kamera konsepti dataların server‘lara ve kullanıcılara gecikmesiz olarak iletilesini sağlar. Maximize edilmiş imaj kalitesi sayesinde bu yeni teknoloji, üretim süreci esnasında oluşan problemlerin çözümlenmesi
30
LED ışıklandırma ile kaplanmış olan intellicam herhangi bir ortamda en iyi görüntünün alınmasını sağlar.
Kağıt üretiminde en yüksek seviyede verimlilik sağlar.
ISRA VISION‘ın yeni ürünü PAPER MASTER, özellikle kağıt üreticilerinin üretim verimliliklerini kayıpsız olarak maximize etmelerini sağlayan yeni bir Kağıt Yüzey Muayene ve Kağıt Kopma İzleme Sistemidir. Bu hedefe ulaşmak için geliştirilen sistem, kağıt kalitesini iyileştirmeye yönelik bu konuya özel data sağladığı gibi, aynı zamanda üretim süreçlerinde de hızlı ve kolay bir şekilde verimliliği sağlamaktadır.

Türkiye Kağıt Sanayii - Yaz 2014
için olanak sağlar. Tüm görüntüler HD plus kameralarda kayıt edilerek, sesli video analiz yeteneği de hızlı çözüm aksiyonları için kullanılır. Intellicam küçük, paslanmaz çelikten yapılmış hem aydınlatma hem de temizleme özelliği bulunan ISRA VISION’a
özel bir kamera sistemidir. Bu özellikleri cihazın zorlu çalışma koşullarında bile (limitli üretim alanları, kirli, ıslak ve sıcak ortamlar) kolay bir şekilde kurulma ve çalışmasını sağlar.
İçindeki bu temizleme sistemi tüm zamanlarda düşük sistem maliyeti ile en iyi görüntünün alınmasını sağlar. Intellicam, gerçek zamanlı, anlık bilgi sağlayarak genel olarak hatlardaki kopmaları %50 oranında azaltarak makinanın çalışma süresini ve üretim verimliliğini artırır.
%100 kayıpsız üretimi sağlamak için tam ve güvenilir veri ihtiyacı bulunmaktadır. PAPER MASTER-WIS ve WBM kağıt kontrolleri, denetlenmesi ve kopmaların kontrolünde ürettikleri veriler bağımsız ve tek data olarak kullanılabilirler. Bu sayede hatanın nasıl ve nerede oluştuğu hızlı ve hatta tek bir düğmeye basılarak alınabilir. Yeni teknoloji yüksek kaliteli kameralar ve iyileştirilmiş sistemi ile hatalarda %70’e kadar azalma sağlayarak, kağıt kalitesini ve süreç verimliliğini uzun dönemde artırır.
31
Kendini temizleme özelliği en yeni nesil intellicamde süreç esnasındaki en iyi görüntüleme-meyi sağlar.

Parteks’in temizlik ürünleri üretim makinesi Ağustos’ta devreye girecek
Türkiye Kağıt Sanayii - Yaz 2014
Tem
izli
k ka
ğıd
ı
Parteks Tekstil ve Kağıt Sanayi Ltd. Şti., 1999 yılında Çapar Group bünyesinde Kayseri Organize Sanayi Bölgesi’nde kuruldu. Şirket, atık hurda kağıttan
dönüştürülmüş oluklu mukavva (karton kutu) ve endüstriyel temizlik ürünleri (peçete, tuvalet kağıdı, havlu peçete) üretimi yapıyor. Ürünleri; Parteks oluklu mukavva, Purpy Peçete, Sofa Tuvalet Kağıdı, Panda havlu peçete.
Yeni yatırımlarla KM1, aylık 1.800 ton kağıt üretiyor
Oluklu mukavva ve endüstriyel temizlik ürünleri üretimi yapan Parteks, KM1 makinesine yaptığı yeni teknolojik yatırımla ayda 1.800 ton kağıt üretiyor. Son teknoloji inline, sloter ve otomatik dikiş makineleri ile 35.000 metrekare yeni üretim tesisi gibi yüklü yatırımlar yapan şirket, gelişmesine ara vermeden devam ediyor.
Parteks İnsan Kaynakları Müdürü Sami Hamurcu: «Son sistem endüstriyel temizlik ürünleri üretim makinemiz Ağustos ayında devreye girecek» diyerek, Parteks’in 2014 yılında da yatırımlarına devam edeceğine dikkat çekiyor.
İnsan Kaynakları Müdürü Sami Hamurcu, “Aylık 5.000.000,00 TL cirosu ve 310 personeliyle devasa bir tesis olan Parteks Tekstil ve Kağıt San. Tic. Ltd. Şti., makine parkını sürekli yenileyip sektörün en kaliteli ürünlerini üreterek faaliyetini emin adımlarla sürdürmektedir.” diyerek, geçmiş yıllarda aylık 75 ton üretim yapan KM1 makinesinin, yapılan yeni yatırımlarla günümüzde aylık 1.800 ton kağıt ürettiğini belirtiyor.
ISO 9001 – 2008 sertifikalarına sahip bir işletmenin çevre konusuna büyük önem verdiğini dile getiren Hamurcu, “Firmamız yeni bir ağacın kesilmesi yerine ambalaj atıklarını tekrar dönüştürüp yeni ürün elde etme politikası gütmektedir.” diyor. Hedef, 2015’te dünya markası haline gelmek
Sektörün en büyük sorununu dövizdeki dalgalanmalara bağlı hammadde alış fiyatlarındaki artış olarak gören Hamurcu, firma yöneticilerinin çok sağlam adımlar atarak piyasayı yakından takip ettikleri takdirde sorunun ortadan kalkacağını öngörüyor.
Şirket, endüstriyel temizlik ürünü olan peçete ve tuvalet kağıdındaki markaları olan PANDA, SOFA ve PURPY’yi 2014 yılı sonu ve 2015 yılında dünya markası yapmak olarak açıklıyor.
32

Fibercement levha üretimi için hamur hattı
TEPE Betopan şirketi Fibrecement levha üretmek için kurduğu yeni üretim hattını tamamladı. Bu hatta temel hammadde olarak belirli özelliklere sahip, su içinde
hamurlaştırılmış selüloz kullanılır. Özellikle, doğru belirlenmiş kesafet ve yüksek oranlı lifleştirilmiş selüloz kullanılırken, selülozu lif haline getirme işlemi sırasında liflerin aşırı kısalmasından kaçınılır. PAPCEL a.s bu işlemi iyi yapabilen hatların imalatını sağlamaktadır.
Hammadde (selüloz) dikey pulpere iletilir ve oradan doğruca seri şekilde kombine edilmiş, iki çift bıçaklı Rifaynerlara ulaştırılır. Rifaynerlardan birinde yüksek lifleştirmeyi sağlayabilecek kuvvetli mekanik aksam bulunmaktadır. İki rifayner da sürekli çalışma modunda bu işleme devam eder.
Hattın kapasitesi saatlik 1350 kg kuru maddedir. Bu da saatlik 30 m3 kuru madde üretimine eşdeğerdir. Bu işlemi, kesafet %4,5 ve 30°SR altında başarabilmektedir. Ayrıca 50°SR’de de bu işlem yapılabilmektedir.
Bu hattın avantajı; seri şekilde işi kolaylaştıran; cüzi bir yatırımla, az sayıda makine teçhizatı ve düşük gereksinimli ölçü ve kontrol sistemleriyle başarabilmesidir. (Bu yeni sistem, üretim programında yapılacak değişikliklere kolayca adapte olabilecek şekilde dizayn edildi. )
Hat, Siemens ürünleriyle oluşturulan modern kontrol sistemi tarafından kontrol edilip, tüm makineleri tek bir odadan kontrol etmeyi sağlayan iki büyük monitör kontrol odasına kurulmuştur. Ekran basitçe tüm hattı göstermektedir ve ihtiyaçlara göre yeni parametrelerin değiştirilmesine ya da oluşturulmasına olanak sağlamaktadır. Hat otomatik modda çalışmaktadır.Fakat gerektiği durumlarda manuel modda gerekli hat değerlerinin değişimi de sağlanabilmektedir. Tüm hat tek bir operatör tarafından kolayca kontrol edilebilmektedir. Bu hat konsepti, özellikle kompakt yapısı, esnekliği, düşük enerji tüketimi ve kolay kullanımı sayesinde modern hamur üretimi tesislerinin tüm gereksinimlerini karşılamaktadır.
Ekrandan, teknolojik tüm şartların, kontrolünün yapılması ve ayarlaması sağlanmıştır. Tüm ekipman ve enstrüman-lar şemada gösterilmiştir.
Jaromír Bu íkProject Manager Papcel
Hamur hattı kontrol sisteminin görünüşü
Türkiye Kağıt Sanayii - Yaz 2014 33
Ham
ur Ö
ğütü
m

Kağıt üretim hatlarında kullanılan valslerin imal edilmesi
Türkiye Kağıt Sanayii - Yaz 2014
Rul
olar
Kullanılan malzeme ne olursa olsun (metal, plastik veya kağıt) kayış sistemleri ile üretimin yapıldığı tüm hatlarda son ürünün kalitesi ve üretkenlik açısından bakıldığında
valsler çok önemli bir konumdadır.
Herhangi bir üretim hattına kurulan valsler fabrika veya uygulamanın türüne bağlı olarak mekanik, termal veya kimyasal etkiler başta olmak üzere birçok etki ve gerilmelere maruz kalırlar. Kağıt makinelerinde valsler genellikle çok yoğun gerilmelere maruz kalırlar. Bu ruloların diğer üretim hatları ile karşılaştırıldığında olası tüm gerilme kaynaklarından daha baskın bir karakteristikte olan, tasarım ve üretim safhalarında birtakım özel gereksinimler ekleyen çok yüksek çalışma hızlarında çalışması gerektiğinden dolayı maruz kaldıkları gerilmeler de genellikle daha büyük boyutlarda olur.
Bir kağıt makinesindeki valslerin doğru bir şekilde tasarlanması ve üretilmesinde özellikle dikkat edilmesi gereken gereksinimlerin başlıcaları aşağıdaki gibi sıralanabilir:• Vals boyutlarının dairesel mekanik gerilmelere direnç
oluşturacak şekilde doğru ve düzgün bir şekilde tasarlanması (yorulma dayanımı) ;
• Tenso-korozyon olayına karşı dayanım• Yük altında çalışırken sapma deformasyonlarının azaltılması• Geometrik kararlılığın sürekli korunması• Etkin bir ısıl değişime imkan verme, sapma eğrilerinin
düzeltilmesi ve çalışma sıcaklığının dağılımının düzenlenmesine olanak tanınması amacıyla tüm çalışma genişliği boyunca kabuk kalınlığının homojenliği
• Isıl eylemsizliğin önlenmesi ve enerji sarfiyatının düşürülmesini sağlayabilmek için hacmin ve metal gövdeyi
oluşturacak metal dağılımının optimize edilmesi amacıyla mümkün olan en hafif üretim türlerinin belirlenmesi
• Yüzey merkezinde meydana gelebilecek dinamik eksiklikleri ve dengesizlikleri de önlemek amacıyla kesin toleransları da adapte ederek dinamik dengelemenin sağlanması
• Tehlikeli rezonans olaylarının meydana gelmesini önleyerek yüksek hızlarda sorunsuz bir şekilde çalışmanın garanti altına alınması
• Mekanik gerilmelere karşı ürün parçalarının tekrarlanabilir ve zarar vermeden test edilmesini sağlayacak üretim tasarımlarının adaptasyonu. Bu durum aynı zamanda bakım ve servis işlemlerinin kolaylıkla gerçekleştirilebilmesi sağlar.
• Kimyasal ortamlara maruz kalan parçaların korozyondan korunması için etkili bir yöntemin geliştirilmesi
Y u k a r ı d a k i listede sıralanan g e r e k s i n i m l e r i n önem ve önceliği uygulamanın türüne ve çalışma koşullarına
bağlı olarak farklılıklar gösterebilir. Ancak yardımcı konumdaki bir valsin bile hasar görmesi veya istenilen şekilde çalışmaması bile tüm üretim hattının zarar görmesine ve hatta hattın durmasına bile neden olabilir. Bu nedenle kağıt makinelerindeki valslerin tasarım ve üretimi bu tarz sektörlerde uzmanlaşmış, kağıt makineleri alanında tanınmış ve önemli bir tecrübeye sahip uzman firmalar tarafından gerçekleştirilmelidir.En az uygun bir üretim çözümü kadar önemli olan bir diğer konu da düzgün üretilmiş ve test edilmiş, standartlara uygun bir şekilde sertifikalanmış, üretim safhalarının, özellikle de ürünlerin kararlılığının hem mekanik işlemler sırasında hem de çalışma esnasında garanti altına alınmasında son derece önemli rol oynayan ısıl işlemlerle ilgili parçaların izlenebilmesine olanak tanıyan yüksek kaliteli ara ürünlerin kullanılmasıdır.
Ancak çoğu zaman fiyat olarak en düşük ürünler tercih ediliyor ve bu durumda düşük maliyetle üretilen valslerin gereksinimleri tam olarak sağlayamamasına neden oluyor.Yüksek çalışma hızlarının da kapsandığı modern bir kağıt üretim tesisinde çok düşük bir maliyetle üretilen valslerin son
34

Türkiye Kağıt Sanayii - Yaz 2014
kullanıcıya önceden tahmin edilemeyen bakım maliyetleri çıkmarma riski vardır.Uygun olmayan yöntemlerle üretilen valslerde karşılaşılan tipik arıza ve aksaklıkların listesi çok kabarıktır. Bu arıza ve aksaklıkların bir kısmı aşağıdaki gibi sıralanabilir:• Çalışma sırasında mil ucunun kırılması genellikle yanlış bir
tasarım veya düşük kaliteli ürünlerin kullanılması sonucunda gerçekleşir. Ancak, örneğin kaynaklama işleminin düzgün bir şekilde gerçekleştirilmemesi nedeniyle bağlantı tellerinin işlemlerinin düzgün bir şekilde tamamlanmadan çalıştırılması gibi durumlarda bu olaylar makine hatalarından da kaynaklanabilmektedir.
• Yüksek yüzey uzunluğu veya çapı olan temel valslerin orta yüzeyinde meydana gelen dinamik osilasyon vals sonlarındaki dengesizliklerin ve dinamik dengeleme olayının düzgünce düzeltilmemesi nedeniyle meydana gelen yetersiz bir dinamik dengelemenin direkt sonucudur. Bu tarz bir eksiklik titreşimlere neden olmanın yanı sıra mil uçlarının ve rulmanların çok yüksek bir gerilime maruz kalmasına neden olduğundan dolayı çok tehlikelidir.
• Belirli bir çalışma süresinden sonra meydana gelen vibrasyon ve osilasyonlar bazı parçaların gerilmeyi azaltan ısıl işlemlerden eksik bir şekilde geçirilmesi veya hiç geçirilmemesi nedeniyle meydana gelebilir. Bu gibi durumlarda kalan gerilmeler azaltılır ve vals zamanla kademeli olarak kendi geometrik şeklini alır. Yüksek çalışma
sıcaklıkları her zaman bu probleme neden olmaz. Bu tarz problemler için sıklıkla yüksek ve hızlı devir nedeniyle meydana gelen döngüsel gerilmeler gerekir.
• Çalışma hızından daha düşük hızlara geçilirken meydana gelen titreşim, valsin rezonans olayının tipik bir sonucudur. Bu durum vals üretimiyle ilgili olan birkaç nedenden dolayı meydana gelmektedir. En sık karşılaşılan neden ise kabuk kalınlığının düzgün olmamasıdır. Bunun aksine “taşlama” işlemi özellikle yüksek hızlarda çalışan valsler için her zaman tavsiye edilir. Bu tarz bir problemin üstesinden gelmenin tek yolu; valsin sökülüp işlenerek tekrar takılması gibi maliyetli bir işlemdir. Ancak bu gibi arızalarda genellikle valsin değiştirilmesi gerekir.
• Vals yüzeyindeki kaplamanın belirli bir bölgesinde meydana gelen yıpranma ve çatlamalar. Bu gibi durumlar dış etkenlerden dolayı meydana gelmiyorsa kütlenin düzgün bir şekilde dağılmamasından kaynaklanıyor olabilir.
• Günümüzde, çalışma koşullarını simüle etmemize olanak tanıyan “Sonlu Elemanlar” yöntemine dayanan, valslerin maruz kaldığı gerilmeleri analiz eden ve üç boyutlu görsel bileşenler kullanan hesaplama programları tasarım mühendisinin işini hem kolaylaştırıyor hem de hızlandırıyor. Tüm bunlara ek olarak yüksek kaliteli malzemelerin kullanılması, usulüne uygun olarak işlenmesi mutlaka göz önünde bulundurulmalı, gerçekleme ve tamir safhalarında ve orjinal üreticiden edilinen tecrübeler değerlendirilmelidir.
35

Pulsar Harmoniser
Türkiye Kağıt Sanayii - Yaz 2014
Tiss
ue
Konveyör hatları üreticisi olarak sektördeki 25 yıllık tecrübesi ve artan büyümesi, fabrikadaki her bir ürünün kalitesi ve yüksek performansı göz
önünde bulundurulduğunda teknolojik yeniliklerin ve ürün güvenilirliğinin uzmanlıkla dengelendiğinin açık bir göstergesidir.
Pulsar hiçbir zaman “standart” ürünler geliştirme eğiliminde olmadı. Firma her zaman üretim hatlarındaki ve makinalarındaki sistem çözümlerinde fark yaratan, büyük ve somut performans hedeflerini yakalayan teknolojik yenilikleri kullanma isteğinde oldu.
Pulsar’ın başarısı, pazarın gelişmesinden ve evriminden dolayı ortaya çıkan birçok yeni ihtiyacı yeterince karşılayacak yaratıcı çözümleri oluşturabilmek için müşterileriyle yakın çalışma gücünden gelmektedir.
“Kendi yüksek güvenilirlikleriyle ilişkili olarak, yüksek kaliteli ürünlere olan acil talepleri Pulsar’da güvenilir ve uzman bir partner buldu.” diyor Pulsar’ın Genel Müdürü Massimo Franzaroli. “Tüm üretim hatlarının tedarikçisi olmanın yanı sıra Pulsar halihazırda var olan sistemlerin performans iyileştirmeleri ve işletme maliyetlerinin optimizasyonu amacıyla güncelleştirilmesi ve donanımlarının iyileştirilmesi konusunda bir otorite haline gelmiş durumda. Kullanılan ürünler için sunulan beş yıllık garanti de Pulsar ürünlerinin kalitesinin gerçek bir göstergesidir.”
Genel olarak tissue sektöründe faaliyet gösteren Pulsar, 25 yıllık iş hayatı boyunca, üretim hatlarındaki paketleme ürünlerinin gereksinimlerini karşılayacak entegre sistemleri belirleme konusuna odaklandı.
Pulsar’ın kendisi için belirlediği misyon; müşterilerine sadece mekanik konveyör sistemleri sunmak değil, üretim prosesleri alanında edindikleri teknik tecrübeleri pazara yaymaktır.
Bu bakış açısıyla birlikte üretimde kullanılan malzemelerin kademeli olarak geliştirilmesinin yanı sıra hiç sorun çıkarmadan 5 yıl çalışabilecek ürünler sunmaları sayesinde Pulsar performans ve alan kullanımı konularında üretim
hatlarının optimizasyonu için tasarım oluşturma ve mühendislik çözümleri sunma yeteneklerini geliştirdi.
Geliştirme süreci boyunca Pulsar tedarik edilen üretim hatlarının etkinliğinin ve verimliliğinin artırılmasına katkı sağlayan kontrol ve otomasyon sistemleri de geliştirdi.
Bu sistemler ayrıca hattaki çeşitli makinaların görüntülenmesi ve kontrol edilmesi işlemini de gerçekleştirdi.
Pulsar’ın geliştirdiği Harmoniser, tissue sektöründeki dönüşüm hatlarının otomasyonu için tasarlanmış ticari bir üründür.Prosesler ve cihazlarla ile ilgili olan teknik ve teknolojik gelişmeler konveyör hatlarının ve paketleme makinalarının özellikleri ve işletme maliyetleri açısından önemli ilerlemelere yol açtı.
Hem üretkenlik hem de esneklik anlamında yararları görülen bir gelişme: Örneğin, günümüzde “format değişiklikleri” ayarlamalara ve manuel mekanik işlemlere gittikçe daha az dayanmaktadır. Aslında makinaların çeşitli aletleri çevre koşullarında meydana gelebilecek değişimlere karşı otomatik olarak uyum sağlayabilecek şekilde tasarlanmıştır. Buna ek olarak, ayarlamaların büyük bir bölümü makinalara yüklenmiş olan yazılımlar üzerinden gerçekleştirilmektedir.
Ayrıca, bu sektörde kontrol düzenekleri için sayısız ayarlama gereksinimleri olduğunu hatırlatmada büyük bir yarar vardır.Dönüşüm sistemlerinde Pulsar’ın Harmoniser ürünü makinalar ile prosesin genel otomasyon sistemi arasındaki bilgi alışverişinin çok önemli bir noktasında durmaktadır.
Göz önünde bulundurulması gereken çoklu üretim ayarları tüm hattın işletimi düşünüldüğünde yeni sorunlar ortaya çıkarmaktadır. Aslında, üretim türüne de bağlı olarak üretim hatlarındaki darboğazlar her zaman aynı makina ile ilişkili olmak durumunda değildir. Proses hattı (geri sarıcı, kabartma makinası ve baskı makinası vb.) ve paketleme hattı (birincil ve ikincil paketleme yapıları, palet hazırlama, kutu ve çantaları kullanımı vb.) arasındaki olası gerekli kombinasyonlara da bağlı olarak farklı durumlar ortaya çıkabilir.
36
Pulsar (Italy) tarafından, tissue hattındaki verimliliği artırmaya yardımcı olabilecek yeni bir yazılım geliştirildi.

Türkiye Kağıt Sanayii - Yaz 2014
Üretim hatlarında en yüksek performansın sağlanabilmesi için bu değişkenlikler bizi çeşitli işletme modları için durumdan duruma değişen ve gerekli ayarlamaların zorluğunu artıran lojik seçimlere ve farklı kriterlere götürür.
Sistem karmaşıklığının artmasıyla birlikte üretim prosesinin kalitesi herhangi spesifik bir makinanın performansına daha az bağlı olurken tüm sistemin optimizasyonuna ise çok daha fazla bağlı hale gelmektedir.
Aslında, bakımı genellikle zor olan ve zaman zaman ürün kalitesine zarar veren birimlerin kendi maksimum hızları artık bir referans parametresi olarak değerlendirilmiyor. Bunun yerine, örneğin, karmaşık bir hattın verimliliğinin değerlendirilmesinde birimlerin kendi görevlerini yerine getirdiği durumdaki işlevsellikleri kesinlikle çok daha etkili bir parametre haline gelmiştir.
Bu bağlamda Pulsar’ın Harmoniser ürünü;• Farklı haberleşme protokollerini (OPC sunucu entegrasyonu
da dahil olmak üzere) kullanarak makinalar (geri sarıcı, akümülatör, paketleyiciler, konveyörler vb.) arasındaki haberleşmeyi sağlar. Ayrıca birbirlerine bağlı makinaların CPU’larının diğer makinaların verilerini okuyabildikleri ve kendi verilerini sisteme girebildikleri dinamik hafıza alanlarını organize eder.
• Üstesinden gelinmesi gereken farklı üretim sorunları ve karışık makina toplulukları için en iyi optimizasyon stratejisini seçer. Çeşitli optimizasyon seviyeleri vardır. Bu seviyeler:
• İlk adım makinaların gerçek hızları baz alınarak konveyörlerin otomatik olarak ayarlanmasından oluşur. İlk ara etkiler ise elektrik sarfiyatının düşürülmesi, bileşenler arasındaki sürtünmenin azaltılması, daha az gürültü oluşturulması ve ürünlerin hasar görmesinin önlenmesidir.
• Ara bir seviye olarak ise master/slave hiyerarşi temelinde farklı makina çiftlerini (veya gruplarını) senkronize eden sistemler mevcuttur.
• Son olarak tıkanıklıkları hesaplayarak ve optimal bir şekilde işletimleri tüm sistemin işvelselliğini artıran sistem bileşenlerinin durumlarına dayanan makinaların üretim hızlarını ayarlayarak tüm hattaki ayarlamaları gerçekleştiren kompleks sistemler.
• Herhangi bir üretim durumunu bir “reçete” olarak saklayabilir.Her reçete optimize edilebilir ve zamanla üreticinin üretim tecrübesi olarak seçebileceği bir destek haline gelebilir.
Bu belgede kısaca açıklanan bu metodik yaklaşım endüstriyel bir proses için yönetim kültürü oluşturulmasına yardım eder. Deneysel yaklaşım işletim parametrelerinin ölçülmesiyle ve onların gerçek çalışma koşullarında ayarlanmasıyla bilimsel yaklaşıma yol açar.
Harmoniser yazılımı sadece yeni Pulsar üretim hatlarına değil aynı zamanda herhangi bir üreticinin halihazırda çalışmakta olan hatlarına da yüklenebilir. Bu alanda Pulsar, proses analizinden başlayarak gerektiğinde elektrik panosunun yenilenmesini ve elektrik - elektronik kontrol sistemlerinin yeniden gözden geçirilmesini de içerecek şekilde tam bir sistem çözümü önerebilir.
Sonuç
“Tutku, adanmışlık ve bir kişinin yaptığı işe karşı duyduğu sevgi, gelenek ve teknoloji geçmişte olduğu gibi gelecekte de firmamızın büyümesinin temel prensipleri olacaktır. İşte bu prensipler Pulsar’ın 25 yıllık çalışma süresi boyunca sağlıklı ve kalıcı eserler bırakmasına olanak tanımıştır.” diyerek sözlerini bitiriyor Bay Franzaroli. Kalite politikamızı koruma ve sadece fiyata dayalı bir pazarda rekabet etmeme hedefiyle birlikte yeni sektörlere odaklanıyoruz. Bizim için müşteri herşeyden önce gelir. Müşterilerimizin Pulsar’a duyduğu ve günümüzde çok da sık rastlanamayan ve Pulsar’ın zaman içinde daha da güçlendirmek istediği bu güven duygusu paha biçilemez.
37

Avrasya Ambalaj Fuarı 20. yılını kutluyor
Türkiye Kağıt Sanayii - Yaz 2014
Etki
nli
kler
REED TÜYAP Fuarcılık A.Ş. ve Ambalaj Sanayicileri Derneği’nin (ASD) işbirliğinin yanı sıra, sektörün diğer dernekleri olan AMD, ESD, KASAD, MASD, OMÜD
ve SEPA’nın desteğini de alan Avrasya Ambalaj Fuarı 18-21 Eylül 2014 tarihlerinde Tüyap Fuar ve Kongre Merkezi’nde gerçekleşecek. 2014 yılında 20.’si düzenlenecek olan Avras- ya Ambalaj Fuarı her geçen yıl gelişen katılımcı ve ziyaretçi-siyle ambalaj sektörünün bir araya geldiği en kapsamlı plat-form özelliğini taşıyor.
Fuarın bu yıl da yoğun ilgi gördüğünü belirten Proje Grup Başkanı Berkan Öner, «85’in üzerinde ülkeden ziyaretçileri ağırlayacak Avrasya Ambalaj Fuarı’na sizler için 32 ülkeden profesyonel alıcı getireceğiz.» dedi.
Fransa, İtalya ve Çin’in büyük ölçekli milli katılımlarının yanında Almanya, A.B.D., Danimarka, Hindistan, İngiltere, İran, Japonya, Kore, Macaristan, Mısır, Portekiz, Tayvan, Yunanistan’ın da aralarında bulunduğu 42 ülkeden 1200’ün üstünde ambalaj üreticisi, ambalajda son trendleri sergileye-cekler.
Azerbaycan, Bangladeş, Belarus, Bosna Hersek, Bulgaris-tan, Cezayir, Endonezya, Fas, Filistin, Gana, Güney Afrika Cumhuriyeti, Gürcistan, Hırvatistan, Hindistan, Irak, İran, Kenya, Kosova, Makedonya, Malezya, Nijerya, Özbekistan, Romanya, Rusya, Sırbistan, Sri Lanka, Sudan, Tunus, Türk-menistan, Ukrayna, Ürdün ve Yunanistan’dan Tüyap yurtdışı ofisleri ve hedef ülkelerin Ticaret-Sanayi Odaları aracılığıyla düzenlenecek alım heyetleri Avrasya Ambalaj Fuarı’nda büyük alımlar gerçekleştirecek.
20 yıllık başarı hikayesi
İlk yapıldığı günden bu yana 30 kat büyüyen fuar, artık Avrupa’nın her yıl düzenlenen ambalaj fuarlarının en büyüğü haline geldi. 191 ülkeye ihracat gerçekleştiren sektörün güç birliği içinde olduğu bir fuar olan Avrasya Ambalaj Fuarı’na özellikle yurtdışından yoğun katılım talepleri geliyor. Uluslararası platformda da marka haline gelen fuarda, özel-likle toplu katılımlar dikkat çekmeye başladı.
38


Temizlik kağıdı sektöründe yeni dönem başlıyor
Türkiye Kağıt Sanayii - Yaz 2014
Etki
nli
kler
Tissue World global portföyünün (www.tissueworld.com) bir parçası olan Tissue World İstanbul 2014 konferansı (www.tissueworld.com/Istanbul), 25-26 Eylül tarihle-
rinde İstanbul WOW Kongre Merkezi’nde gerçekleşiyor. Konferans, büyük jeopolitik değişimlerin yaşandığı Doğu Avrupa, Rusya ve BDT’den Orta Doğu, Kuzey Afrika ve Orta Asya’ya kadar olan bölgedeki tüm profesyonelleri hedefliyor. 25-26 Eylül tarihlerinde, iki gün boyunca İstanbul WOW Kongre Merkezi’nde gerçekleşecek olan Tissue World İstanbul Konferansı, katılımcılarına oldukça zorlu fakat son derece hızlı gelişen bir bölgede temizlik kağıdı pazarının ve teknolojisinin nereye gittiğine dair çok önemli bilgileri edinme şansı veriyor.
İki gün boyunca, jeopolitik değişimler, temizlik kağıdı üre-timi, dağıtım zorlukları, temizlik kağıdı yapımındaki teknolo-jik gelişmeler, enerji, hammadde talebi ve fırsatlarla birlikte, yerel imalathanelerdeki örnek olayların anlatıldığı sunumlar gerçekleştirilecek.Mevcut konferans programı aşağıdaki linkten takip edilebi-liyor.www.tissueworld.com/tissue-world-istanbul-preliminary-agenda/
Etkinlikte, konferans ile birlikte, ürünlerini ve hizmetlerini ser-gileyecek olan katılımcı sponsorlar da yer alacak. Konferansa kayıt olanlar, ilk gece gerçekleştirilecek olan resepsiyona da katılma şansını yakalayacak.Tissue World, 1993 yılından bu yana temizlik kağıdı sektörüne hizmet eden lider, global etkinlikler serisidir. Farklı iş ilişkileri geliştirmek ve yeni bilgiler öğrenmek için benzersiz fırsatlar yaratan fuar, konferans ve dergiden oluşan entegre bir plat-formdur (Tissueworld.com - Tissueworldmagazine.com).
38

Converting endüstrisi ICE Avrupa 2015’i sabırsızlıkla bekliyor
Türkiye Kağıt Sanayii - Yaz 2014
Etkinlikler
Dünyanın; esnek, kağıt, film, folyo ve örgü olmayan malzemelerin dönüşümü konularında lider fuarı ICE Europe, bir sonraki organizasyonunda, 10-12 Mart
2015 tarihlerinde Almanya’da Münih Ticaret Fuar merkezinde kapılarını açacak.Bir önceki ICE Europe büyük bir başarıyla gerçekleştirildi. 400 katılımcı firma, 6,600 ziyaretçi ve 10,000 m2’lik net sergi alanıyla düzenlenen etkinlik converting dünyası için gerçekleştirilen en büyük etkinlik olmuştu. Fuar Müdürü Nicola Hamann bu nedenle endüstrinin geleceğinden emin olduğunu belirtiyor: “ICE Europe 2013 converting endüstrisi-nin çok büyük bir potansiyele sahip olduğunu kanıtlamıştır. Dünyada katma değerli ürünlere ve dolayısıyla esnek ambalaj malzemelerine her an artan talep sayesinde her daim yenilikçi, verimli, çevre dostu ürün çözümlerine ihtiyaç olacaktır. Makine, sistem, tesisat ve aksesuar tedarikçileri ve üreticileri açısından ICE Europe yenilikçi ekipmanlar ve çözümler arayışı içerisinde olan endüstri profesyonelleri ile tanışabilecekleri en önemli platform haline gelmiştir.”
300’ü aşkın katılımcı firma çoktan stant yerlerini ayırttılar
ICE Europe 2015 için bir yıllık bir zaman olsa da, 19 ülke-den 300’ü aşkın katılımcı firma şimdiden toplam 9,400m2’lik sergi alanını ayırtmış bulunuyor. Etkinlik yine A5 ve A6 salonlarına yapılacak ve giriş, Münih Ticaret Fuar Merkezi
Doğu Kapısı’ndan olacak. Yeni tasarlanan ve çoklu dilde hazırlanan fuar web sitesi www.ice-x.com adresinde conver-ting endüstrisi alanında dünya lideri olan fuarla ilgili rakamlar, bilgiler, fotoğraflar, videolar, haberler ve her türlü ayrıntıya ulaşabilirsiniz. Yeni fuar katılımcısı broşürü de fuarın web sitesinden sipariş edilebiliyor.ICE Europe fuar profiline bakıldığında kaplama ve laminas- yon için, kurutma/düzeltme, iyileştirme, kesme/tekrar sarma, finishing, fleksografik/rotogravür baskı işlemleri için maki-neler, aksesuarlar ve sistemler üreten firmaların katıldığını, her türlü malzeme, yazılım, donanım iyileştirme malze-meleri, fabrika ekipmanı, kontrol / test ve ölçüm sistem ve aletleri ile danışmanlık ve yazı dönüştürme ekipmanlarının sergileneceğini görüyoruz.
Yüksek kaliteye sahip bir izleyici kitlesinden tam puan
ICE Europe ziyaretçileri de imalat, yönetim ve Ar-Ge alanında çalışan çok kalifiye sanayi uzmanlarından oluşuyor. Fuar katılımcıları arasında ambalaj, gıda, ilaç, mobilya, elektro-nik, ambalaj baskısı, temizlik malzemeleri, otomotiv, tekstil, örgü olmayan materyaller, kimyasal maddeler, kağıt ve geri dönüştürme gibi çok geniş bir yelpazeye yayılan endüstride görev alan idari müdürler, tesis yöneticileri, tasarım ve imalat mühendisleri, teknik müdürler, satın alma uzmanları, satış ve pazarlama yöneticileri yer almakta.
41

Yapılan fuar araştırma anketinde ICE Europe 2013 çok yük-sek kalifikasyona sahip fuar ziyaretçilerinden mükemmel de-recelendirmeler almıştı: Ziyaretçilerin %88’i fuarın satın alma kararlarını etkilediğini veya belirlediğini söyledi. Toplam 2,700 ziyaretçi fuara net yatırım planlarıyla geldiğini belirtti. Fuar katılımcılarının %95’i ise ICE Europe 2013’te amaçlarına ulaştıklarını belirttiler.
Oluklu mukavva ve karton endüstrisi fuarı yine eş zamanlı olarak aynı yerde gerçekleşecek
CCE International 2015 bir kez daha ICE Europe 2015 fuar alanında gerçekleşecek. Özellikle oluklu mukavva ve kar-ton endüstrisini hedefleyen Avrupa’daki tek fuar olan CCE International Fuarı da yine Mack Brooks Fuarcılık tarafından düzenlenecek ve B6 Salonu’nda eşzamanlı olarak yapılacak.
Fuarın hedef kitlesi arasında oluklu mukavva ve karton imalatı için ve dönüşümü için gerekli ham madde, makineler, ekip-man ve hizmetleri üreten veya tedarik eden firmalar yer alıyor. CCE International ziyaretçileri ise oluklu mukavva ve karton dönüştürücüleri ile ambalaj tasarımcılarından oluşmakta. Top- lam 110 katılımcı firma ve dünyanın dört bir yanından gelen 2,000’den fazla ziyaretçi ile tamamlanan 2013 yılındaki ilk fuar etkinliği büyük bir başarı örneği olmuştu. Bu fuarın ICE Europe ile aynı zamanda aynı yerde gerçekleşmesi ise diğer fuar katılımcıları ve ziyaretçileri tarafından memnuniyetle karşılanmıştı.
Uluslararası converting çevreleri açısından büyük önem taşıyan bir etkinlik
Mack Brooks Fuarcılık adına konuşan ICE Europe Fuar Müdürü Nicola Hamann gurur duyduğunu belirtti: “Son bir-kaç yıl içerisinde ICE Europe sürdürülebilir bir büyüme yaşayarak converting endüstrisi açısından dünyanın en önemli platformuna dönüşmüştür. Fuar uluslararası iletişim kurulması, uzmanların verdiği konuşmaların dinleyici bulması ve başarılı ticaret yapılması açısından çok verimlidir. Çok geniş sayıdaki katılımcı da daima bize bir sonraki fuarı büyük bir sabırsızlıkla beklediklerini belirtiyorlar. Fuar organizasyo-nunu gerçekleştiren taraf olarak bu da bizim açımızdan kişisel dokunuşlarımız sayesinde dinamik bir piyasa içerisinde tüm converting camiası için ICE Europe Fuarı’nı modern bir ticaret fuarına çevirdiğimizin en güzel kanıtıdır.”
Türkiye Kağıt Sanayii - Yaz 2014 #

www.groupenp.com
43 Türkiye Kağıt Sanayii - Yaz 2014

New
s
Türkiye Kağıt Sanayii - Summer 201444
Voith’s shoe press technology – a 500th sale
The NipcoFlex shoe press technology from Voith is a world-wide market success. Voith has now, for the 500th time, been able to support its customers with this press concept.
The 500th press is part of a Tandem NipcoFlex which will be part of the new board machine that Voith is delivering to the Indian paper manufacturer Tamil Nadu Newsprint and Paper Ltd. The board machine will start up in 2015 and is designed for a wire width of 4,300 mm and a speed of 600 m/min. A very high dewatering capacity is available with the two Tandem NipcoFlex shoe presses. Voith sold the 400th shoe press to the Indian paper manufacturer in 2010, which runs in sum six NipcoFlex shoe presses from Voith.
The first shoe press from Voith was put into operation in 1984. NipcoFlex shoe presses are used both for board and pac-kaging paper as well as for graphic paper and tissue, and also in pulp drying machines. The technology is used in shoe calenders as well.For example, Voith offers the NipcoFlex T shoe press specifi-cally for tissue production. Compared with conventional press rolls, the dry content obtained with the NipcoFlex T after the press is up to 5% higher. With unchanging paper quality and very uniform dry CD profiles, up to 20% of the thermal energy can be saved.
Valmet to supply Advantage tissue production line to Ipek Kagit Tissue Paper in Turkey
Ipek Kagit Tissue Paper has chosen Valmet as supplier for their new tissue line which will be installed at the company’s Manisa Plant in Turkey. The new Valmet Advantage DCT 200TS line will play a crucial role in the company’s rapid growth in global tissue paper markets. The start-up is sche-duled to the second half of 2015.
The order is included in Valmet’s first quarter 2014 orders received. The value of the order will not be disclosed.
«We are convinced that Valmet has the best available tech-nology on the market today. The new Advantage DCT line will support our vision to become a regional powerhouse, by extending our existing leadership in Kazakhstan and the Cau-casus to over 20 markets in Europe, Middle East, Africa and Central Asia,» says Mr. Sertaç Nisli, General Manager, Ipek Kagit Tissue Paper.
«Ipek Kagit is an experienced tissue producer with long his-tory in the tissue business. We have had a long and fruitful re-lationship since the installation of their first tissue machine in 1978. We are looking forward to continuing our cooperation, making this a successful project,» explains Jan Erikson, Vice President Sales, Valmet. «The Advantage DCT200 machine is our best selling model which is proven by 34 installations worldwide. It is a safe, reliable and highly efficient technology for production of high quality tissue.»
Technical informationThe delivery will comprise of a complete tissue production line featuring Valmet stock preparation systems and an Advan-tage DCT 200TS tissue machine. The machine is equipped with OptiFlo headbox, Advantage ViscoNip press and Yankee cylinder with Advantage AirCap hood. Complete engineering, installation supervision, training, start-up and commissioning are also included in the delivery.
The tissue machine will have a width of 5.6 m and a design speed of 2,200 m/min. The new line will provide high-quality facial, napkin, toilet and towel grades for consumer and com-mercial use. The raw material of the new line will be virgin fiber. The production line is optimized to save energy and to enhance final product quality.
Saica to acquire Turkish company OMK
Saica takes its first step into the Turkish market. The company announced the acquisition of corrugated board manufacturer OMK.
Saica has announced its intention to acquire Turkish company OMK. OMK is based in Eskisehir in the north-west of Turkey and produces corrugated board. The company employs 260 people and has annual sales of approximately €20m. The financial details of the transaction were not disclosed nor was the expected date for its completion.
«This is an important acquisition for Saica as it not only gives us a strong position in a rapidly developing market but also enables us to better serve our key customers throughout their European operations,» said Ramón Alejandro, Saica’s Pres-ident, summing up the company’s motivation behind the move.

Türkiye Kağıt Sanayii - Summer 2014
New
s
45
Saica sees strong growth potential for the corrugated board market in Turkey, saying it might become one of the largest in Europe. The country’s GDP was expected to increase by 4.5% between 2014 and 2020, the company said, adding that a growing consumer market would create demand for packa-ging products.
Over the long term, Saica said it intended to cover the whole production chain in Turkey from recovering paper for recy-cling to containerboard manufacturing and processing into corrugated board.Saica is currently active on markets in Spain, France, Portu-gal, Italy, Ireland and the UK where it employs a total of 8,000 people. The group’s overall production capacities amount to 2.5 million t of recycled containerboard and 2.5 billion m2 of corrugated packaging. In addition, it recovers around 3 mil-lion t of paper for recycling through its Saica Natur division.
This transaction is Saica’s second officially announced acqui-sition in 2014. The group reported in February that it would take over Microlan, a Spanish manufacturer of container-board and corrugated packaging which has 120 employees and annual sales of around € 25.8m.
Ak-Kim Kimya’s New General Manager is Onur Kipri
Onur Kipri is assigned to be the new General Ma-nager for Ak-Kim Kimya operating for 37 years
as an associate of Akkök Company Group as Turkey’s leading chemical material manu-facturer.
Onur Kipri started his career in chemical in-dustry in 1991 as Sales Manager at Organik Kimya in several positions in this company. Since 1998, Kipri worked as Polymer Busi-
ness Unit Global Director under the CEO for 15 years through all processes as Sales, Marketing, Business Development, Manufacturing, Polymer R&D and Innovation and in charge of Strategic Procurement and Investments. During the same period Onu Kipri was the manager for Polymer units founded in Europe and USA.
Onur Kipri made significant contributions to enable Organik Kimya to become a regional leader in export and transform into a global company of 180,000 tons from a local company of 15,000 tons in Polymer field.
Kipri started his career as Assistant Sales Coordinator in 1986 at Çukurova Export Import company, worked as Metal Trade Manager in 1988 at Task International Trade company, and Management IT Systems Project Coordinator and Import Fabric Procurement Official at Doğan Fabric and Textile com-pany between 1989 and 1990.
Ak-Kim Met C Level Approval on UN Global Com-pact Principles
Ak-Kim met C level approval in the framework of UN Glo-bal Compact as a result of Third Annual Progress Report prepared in concordance to the international reporting standards GRI (Global Reporting Initiative).
Ak-Kim Kimya has proven to be at global standards in issues such as environment, job safety and security, working stan-dards, corruption by gaining C level approval on its Third Progress Report prepared in line with the international re-porting standards in the framework of “UN Global Compact principles” initiated by United Nations (UN) in order to enable public and private sector players to achieve the goal of sus-tainable development.
In the framework of United Nations Global Compact principles signed in 2007, Ak-Kim annually reports to have embraced the working approach in accordance to set principles on envi-ronment, job health and safety and human rights to be graded on its attempts according to international standards.
Ak-Kim caring very much for an approach of sustainable development both as individuals and an institution to protect the world for the future generations, stated that the company will continue to work to increase its performance of such stan-dards as a transparent and sustainable company.
10.000 corporate participants and shareholders from 145 different countries have signed Global Compact principles aiming to obtain “Sustainability” and “Corporate Responsibi-lity” in line with global common standards to enable progress in global scale in human rights, labor force, environment and struggle with corruption. Global Compact is a corporate res-ponsibility approach suggesting universal principles to esta-blish a common culture of development for the business world constantly in competition. It is totally voluntary to be a party to the Compact which emerged with the vision of “Sustainability and comprehensive global economy”.

The Production target of Dentaş’s Çorlu factory is 42.000 ton for the end ofyear 2014
Türkiye Kağıt Sanayii - Summer 2014
Rep
ort
Dentaş was established as Dentaş Kağıt Ağaç Mamulleri ve Gıda Mad.San. ve Tic. A.Ş. in 1972. The firm took a big step forward in 1977 by opening the Corrugated
Cardboard Factory which had 30000 tons of corrugated card-board box and plate production capacity. After that Dentaş established corrugated board factory in 2002 in Çorlu, second paper factory in 2005 in Denizli and corrugated board factory in Adana in 2007. These moves made Dentaş industry’s one of the leading companies. In 2013, the firm was acquired by Austria’s one of the largest companies Prinzhorn Holding’s packaging branch Dunapack. Today, the company’s growth continues with their investments.
Çorlu plant was commissioned in 2013
The facility, which was commissioned in Çorlu last year, is planned to increase paper quality, production efficiency and operability as well as to reduce input costs. After being com-missioned in 2013 with 88 people, factory started production by the three-shift system. Filling of vacant staff work at the
factory is still in progress. This work will be completed at the end of 2014 and the factory’s operations will consist of four shifts and 115 people as a full team. That 115 people contain 11 white collar and 104 blue collar workers.Denizli factory continues production with 2 machines and 120 people working according to the four-shift system. These 120 people consist of 5 blue collar and 115 white collar workers.
Sales volume in the domestic market and foreign market
In Çorlu plant, products of the introduction year was used in their own box factory in 2013. Factory produced 9,000 tons of good in the first quarter of 2014. Factory in Denizli made 69,800 tons of production in 2013. 10% of this production is sold in the domestic market and the rest is provided as a raw material for nearly located corrugated cardboard factories.Denizli plant made 14,300 tons of production despite the fact that PM1 was off for 2 months in the first quarter. This figure was improved as 19,650 tons in 2014. Comparing two years’ data, production rate of Denizli plant is increased by 37%.
46
KM3 bottom and top wire section

Türkiye Kağıt Sanayii - Summer 2014
Manufacturing capacity
Denizli plant has 2 machines and Çorlu plant, which was commissioned in 2013, has 1. Thus, machine in the Çorlu plan was named as PM3. Çorlu machine’s production rate is 650m/min and its width of elk is 2850mm. The machine has the pulp production capacity of 270 tons/day. In the film press, starch can be driven with the rate of 1.5-3.5 g/m2. Besides applied starch can be obtained from raw starch by using an enzymatic cooker.
Dentaş production machines have following capacities: Çorlu PM3: 72.000 tons/year, Denizli PM1: 45.000 tons/year and
PM2: 40,000 tons/year. Total capacity of those three machines is 157,000 tons/year. Manufactured paper pulp is 100% OCC and has 100-200gsm weight properties. Den-kraft, Den-SC, Den-NSSC, Testliner and Fluting paper types are produced in the factory.
47
KM3 winder
KM3 filmpres 1
KM3 filmpres 2
Velişah İnerDirector of Paper Factories
To reduce produc-tion costs and to increase capacity can be specified as two basic returns on Çorlu investment to be made. Nowa-days, a 2.5-meter machine can only compete with lar-
ger machines, by increasing the speed and therefore the capacity. In this way, it is possible to reduce costs and increase competitiveness at the same time. On the other hand, replacement of the cutting machine which will meet the needs of increased machine speed will bring us flexibility. We will be able to offer different paper widths to our customers thanks to this flexibility. This will bring us a market advantage.About the raw materials; need for raw materials will increase along with increased production. We started working with Hamburger Recycling, which is part of our group on scrap paper. At this point, we do not see any shortage.
Brown paper is an important economic power in the coming years for Turkey
For fluting and testliner paper types, a relaxation is observed in Turkish and European paper market by the end of last year. We expect markets to remain stable in the period up to the end of the year. The introduction of new investments will contribute this stable situation, particularly in raw materials. Increasing the amount of consumption, we are ahead of some economic growth outlook. As a result, we are moving towards becoming a major economic power in brown paper next year for Turkey.Crisis is a risk for the paper industry as well as for the whole economy. But now I want to underline that the number of crisis Turkey has experienced in the last 15 years is the same or more than the number of crisis Europe has experienced. This has enabled the deve-lopment of crisis management. We have the necessary knowledge and experience to find the exit with minimal impact in case of a crisis. Besides, the paper industry is at the top of the list when it comes to energy usage. High energy costs push us and other producers to focus on these issues. As Dunapack Dentaş, we have a Cogen facility in Denizli. Next year we will begin evaluating alternatives for Çorlu.
Çorlu investment will bring us a market advantage

Türkiye Kağıt Sanayii - Summer 2014
PM1, PM2 and PM3 are all 2.5m machines. In these ma-chines, papers having up to 30cm width can be cut. Besides, starch application can be implemented using film press in PM3 and size press in PM1 and PM2
Targets
The 2014 year-end target of the Çorlu factory is set at 42,000 tons. These figures are 80,000 tons for 2015 and 95,000 tons for the year 2016. The target of the factory in Denizli for 2014 is projected to be 81,500 tons. Likewise, this figures are 85,000 tons for 2015 and 90,000 tons for the year 2016.As an international company operating in 13 countries, Dentaş priority objective in the short and medium term is to increase the current capacity and efficiency. For this purpose,
required investments are planned. In the long-term vision, there is the establishment of a new paper machine. The main reason for the establishment of the new machine, corrugated cardboard market growth and to strengthen the company’s position in the market.
There will be innovations on PM3 until the end of 2014
Until the end of year, there will be lots of high technology replacements on PM3 such as shoe press, pope-reeler and slitter rewinder. In addition, the process water cycle will be supported with additional equipment. In the Denizli factory, there will be improvements in the water cycle and treatment plant capacity.Reducing input costs as well as increasing paper quality, pro-duction efficiency and operability are parts of the plan in Çorlu project. Denizli project is planned to affect water consumption and water quality positively.
48
KM3 Honeywell quality control systemKM3 pope reel and winder
KM3 pope reel
KM3 microfilter
History The establishment of Dentaş Packaging & Paper Industry Inc. started on the extensive lot on Ankara highway in 1972…
1972 Establishment of Dentaş Paper Wooden Products and Food Trade Inc. 1975 Start of investment for corrugated carton board & box factory1977 Start of production in Denizli corrugated carton board and box factory with 30.000 tons / annual capacity1985 Opening of wood pulp egg tray plant1993 Start of production in paper factory with 24.000 tons / annual capacity1994 Establishment of waste water treatment facility1996 Establishment of Co- Generation Unit1996 Implementation of CAD/CAM system for improvement in corrugated carton box designs1996 Implementation of multi-color Flexo print system1998 Certification for ISO-9001 Quality Management System2000 Listing in Istanbul Stock Exchange with initiation of public offering2002 Start of production in Çorlu corrugated carton board & box factory2003 Certification for ISO 14001 & OHSAS 180012007 Start-up of Adana corrugator2013 Acquasition with Dunapack group.

KM3 predryer section
Türkiye Kağıt Sanayii - Summer 2014
Quality, environmental and occupational health policy
Having EN ISO 9001; EN ISO 14001, OHSAS 18001 quality certificates, Dentaş quality, environment and occupational health policies are based on the following:• CREATING VALUE IN EVERYTHING WE DO. Increasing
satisfaction and continuously improving our products and processes. Meeting the needs and expectations of..
• our customers with our product quality, competent human resources, technical support and after sales service,
• our shareholders with our productivity, our investments and our competition,
• our employees with controlled environment and working conditions,
• the environment by pollution prevention and our consciousness on effective use of natural resources,
• our society with our understanding of social responsibility and ethical values,
• our country by complying with legal regulations.
#

Kartonsan General Manager Haluk İber: «Our total capacity will be increased by 30% with an investment of $ 135 million»
Türkiye Kağıt Sanayii - Summer 2014
Inte
rvie
w
What kind of difference in Kartonsan’s production capa-city is expected after the new investment? What was the reason of this decision?We are a leading cardboard production organization in Turkey. We rank 5th in Europe in terms of capacity. When taken as a group we are in the third place. Cardboard consumption is in-creasing in our country. In order to meet these demands and consolidate our leadership an increase in capacity had to be done. Of course, this also brings technological innovation. A technology improvement has a positive effect on productivity. Besides we can ensure continuity of quality with technology. Increased productivity, which is the most important agenda of our production life cycle, is another important dimension of our investment. With this investment, our number two pa-perboard machine’s capacity is increased. Thus, we expect a decrease in our unit costs. We especially expect a radical drop in steam consumption per ton of production. Apart from cardboard machines, we made significant invest-ments in supportive businesses in order to meet the needs of increasing capacity. As an example, at the first stage we aim
to recover 60% of total consumed water using MBR (Mem-brane Biological Reactor) technology at the treatment plant. Envirotek is working on the extension of our treatment plant. This facility will be one of modern water treatment plants in the paper industry.
We used to sell electricity in our power plant. After this project we will probably need to buy electricity. That’s why we have developed a project on the turbine inlet air cooling. In this project we are working with Johnson Control. Thus, we will provide 2 MW of electricity savings. We are making similar improvements in many areas.The main purpose of the investment is to increase the speed of machine number 2. Currently maximum speed is 250m/min. We will increase this rate up to 450 m/min. Our total capacity will be increased by 30% and capacity of our machi-nery will be increased by 60% with this investment.
Announced investment amount is 135 million TL. How is your schedule to complete this investment and commis-sion the machinery?KM2 machine will stop on the 2nd of June. Both machines will be off for 2 months. We are planning to commission KM1 before KM2. At the end of July, both machines will be up and running again.
What was your selection criteria for the procurement of the machinery?Our main supplier is Andritz which is an Austrian company. We have never faced any technical problem with this com-pany. In 1996, we had an overall extension with this company. Then we extended KM1 in 2009 with Andritz again. We also
50
Turkey’s leading provider of paperboard production Kartonsan will make a total investment of 135 million TL, plans to increase capacity by 30%. The firm’s main suppliers are Andritz and Voith. General Manager Haluk İber says: «We will stop KM1 and KM2 for 2 months in order to do arrangements. By the end of July, our machines will be deployed again.»

prefer them for engineering works in general. On the other hand, the winder is provided by Voith Paper.
Can you tell us about the basic improvements you’ve made on the paper and cardboard lines?Our investments can be summarized as follows. We are speeding up the machine to meet the increased capacity. In this context, the drive and control system is being renewed. We are passing to the Silence Drive. Stock preparation ca-pacity of the lines is being increased. Also there are some improvements during the capacity expansion. High perfor-mance equipments are coming to replace low performance equipment. For example, we are adding ink removal cells to one of our lines. Another line already has ink removal cells. Since we are a company working for the food industry, these ink removal cells will be a big advantage for us in the future.
We are making improvements on the machine from the wire section to the reel. The filler layer head box is being replaced with a new one. One of our major investments in the press section is the Shoe Press. This is an equipment that can pro-vide significant savings in steam consumption. We observed this situation during KM1 investment in 2009. Shoe Press is capable of pressing in very high linear pressures. Thus, we believe that we will provide a significant improvement in our energy costs. Besides, there is a major change in drying. We are switching to the 3 layer drying after MG cylinder. We are making some changes in the coating systems in terms of energy recovery. To meet the increasing capacity we are in-creasing the strength of our emitter. Improvements are almost in all areas of the machine.Drive control system, electrification and automation systems will be almost completely renovated. The entire board from medium to low voltage will be changed. Transformers will be allocated on the basis of lines. Energy monitoring system will also be improved. We will be able to see where the energy is consumed more clearly.We will have a new dilution control head box which will help us further narrow the quality tolerances. More importantly, a web inspection system will be added to the machine. In this way, even minor errors in a carton will be easily identified online. Moreover, monitoring system will notify the operator about the sources of problems.
Türkiye Kağıt Sanayii - Summer 2014 51
IBS Paper Performance Group, one of the leading companies of the industry, was among suppliers of Kar-tonsan PM2 investment. Having more than 45 years of experience in modernization, IBS provided major com-ponents for the middle floor which was developed in PM2. Besides, the company provided other services on modernized PM1 such as improvement of paper proper-ties and optimization of drainage in the wet section of the paper machine.
Kartonsan PM2 rebuild:IBS as strong partner, delivered important components especially for the improved filler layer. The scope was in this ply in total 4pcs.multi-chamber vacuum boxes with slot optimized ceramic covers, the complete ceramic top former cover and a full adjustable former bottom box unit to complete the new Andritz top former unit. In the back layer IBS Performance Group delivered an addi-tional multi-chamber vacuum unit to grant the correct dry-content before bonding point. According direct agreements with Kartonsan, IBS Pa-per Performance Group equipped the low- and middle vacuum area in the filler layer with the IBS EVA vacuum
control system for regulating and controlling the dewa-tering characteristic before the new Andrtiz former unit. Additional IBS Paper Performance Group delivered for all 4Layers new ceramic dewatering blades to grant an equal dewatering in all positions. PM1 rebuilt:Kartonsan invests also in the paper machine no1 to increase run ability and production. Also for these modi-fications Kartonsan needs a strong and global partner with experience in all application areas. So they decides to trust again in the products of the IBS Paper Perfor-mance Group and orders the complete automatic ten-sioning and guiding system for their press section. IBS Paper Performance Group as a specialist for impro-ving paper properties and optimizing dewatering in the wet section of paper machines will assist Kartonsan for installation and start-up which was part of the contract. The huge experience in rebuilts- or new projects over more than 45years with more than 50 service and appli-cation engineers worldwide, will grant Kartonsan a quick installation and successful start-up during and after the rebuilt.
Middle floor components of the investment was provided by IBS

Türkiye Kağıt Sanayii - Summer 2014
What is the current stage of the project at the moment?Pre-assembly began. 100 people from erection companies are currently working in our factory. All we can do is stop before trying to perform the installation. We try to perform the installation as much as we can before stopping the machines. 60-70% of the stock preparation equipment installation is complete. Most of the construction work is done. There are some construction works waiting for the machines to be stopped. Installation of the boiler, supplied by Selnikel, for the power plant is about to be completed. We got air cooling equipment for the turbine inlet and its installation is slowly coming to the end. The treatment plant’s building foundation work is in progress.
Do you expect any change on the domestic/overseas sales ratio of your production? Can you give tell us about your commercial targets? There will not be any change on the percentage but of course quantity will increase. Last year, our sales abroad reached around 40,000 tons. We should boost it to 50,000 tons. So we will utilize 25% of the capacity increase on exports.Capacity increase is always a good opportunity to renovate the technology. Formerly, Kartonsan had only one machine and the capacity was 6,000 tons. Today the overall capacity is 180,000 tons. In the near future it will be 240,000 tons. These will not be sufficient and there will be a need for higher capacities.
Can you evaluate the situation of the coated cardboard production industry and tell us about Kartonsan’s posi-tion in domestic and global market?We are the industry leader in Turkey. Our company has been a pioneer in technological improvements and our leadership will continue. For instance, the first turbine investment in Turkey is made by our company. We have 30% market share in terms of capacity. Our target is to increase this. In Turkey, we are in a competition with larger companies from Europe. Total domestic market capacity is 300,000 tons and we are covering 33% of it. There is still a gap of 67%. This is provi-ded by imports and suppliers. So it is possible to increase our market share.
We have a good image in Europe and we intend to continue further reinforcing our brand. Especially the European mar-ket returns positive feedbacks about our quality. We should ensure the continuity of these feedbacks. The markets where we want to grow a little more in particular include Ukraine, Spain, Bulgaria, Greece, Great Britain, Portugal, Italy, and France. We want to sustain our presence on these markets. In recent years, Egypt has been one of our key markets. We are trying to increase our presence in Azerbaijan and Russia but at the moment we do not have the capacity to serve every market. We want to take little more goods to the domestic market. Kartonsan’s target is to maintain its leading position in Turkey and improve the current position in Europe by in-creasing sales amount and product quality.
What will be your strategy for the year 2014-2015? Do you have any other investment plans?Always being a good company, providing the best and the most appropriate products to our customers are our first prio-rity. Kartonsan is an eco-friendly company. We do not have any problem about our waste. Investments should not end. Every year we are investing around 4-5 million Euros. 2015 will be a fallow year for KM2. Post-optimization studies after large investments continue. We will put a serious investment again in the year 2016 budget. We have a plan for KM1. Im-provement has no end. Increase in the efficiency results in an increase in capacity. We will focus on this issue for a little bit. Applying administrative systems such as 5S and 6 Sigma, we will receive 50001 certificate of Energy Management Sys-tems. We continue our work on this certification issue.
Suppliers
52
The main suppliers Andritz and Voith
Treatment plant Envirotek
Electrification and automation ABB Elektrik and Schneider Electric
Energy monitoring Metso Automation
Web inspection ISRA Vision
Steam - condensate systems Kadant
Sludge handling Mery
Reject handling Celtec
Vacuum pumps NASH
Stirrers Sulzer
Tanks UMDE/Simetrik
Boiler Senikel
Turbine Inlet Air Cooling Johnson Control
Ceramic slats IBS
Construction work Erdemli Mühendislik/ Hüseyin Kalkavan
Mechanical work Simetrik/Bermak
Electric and Automation works Egdaş-Sanel-Marmara Güç Sistemleri


Duropack Belisce d.d. (Croatia) assigned AS Drives & Services GmbH as a main contractor, to modernize the drive technology
Türkiye Kağıt Sanayii - Summer 2014
Dri
ve t
ech
nol
ogy
TKS: Which machine was rebuilt?D. Brkic: At our site in Belisce we operate two machines, the PM 2 and the PM 3. On both machines, we produce test liner and recycled fluting with a grammage form 174 up to 200 g/m2. One of our main targets was to speed up the PM 2 from 450 m/min up to 700 m/min, which is already technically possible in the rebuilt sections. It has to be said that today we only produce with 550 m/min. The reason therefore is a bottleneck in the press and wire section. In addition, the first and second dryer group should be rebuilt in a second step. We already have the proposals to rebuild these areas, which will be performed in the near future.
TKS: How would you describe the situation before the rebuild?D. Brkic: We were very limited, with a regard to the speed. Over a speed of more than 450 m/min we have rapid vibration increase up to 13 mm/s. Beside the wish to speed up, we
also focused on a constant and stable production in the dryer groups. We often had problems with the old drive system due to the poor reliability, both mechanical and electrical. Sometimes the gearboxes
where only one month in use, before they broke, especially in groups 3 and 5.
This leads to frequent long lasting unplanned shuts caused by damaged gear boxes and their replacement. Difficulties with the assembly and the disassembly of the gearboxes took 10 hours and more. Because of the age of the equipment from 1974, we often had problems with the spare part availability, which also leads to very high prices and long delivery times. Other problems were the high maintenance costs and the bad control of the DC motors. We also had paper breaks, due to the bad speed synchronization between the dryer groups. The old drive got additionally a negative influence on the lifetime of the dryer fabrics. At last, the very high background noise was a problem.
TKS: What does the old lubrication system looks like, before the rebuild?D. Brkic: The lubrication system before the rebuild was very obsolete and without a cooling or degassing system. Sometimes we had problems with the temperature of the oil, which leads to the situation that steam came out of the tank. Pollution in the tank has also a negative influence on the quality of the oil. We used very simple float-type flow meter, which were not very reliable and which we often had to be checked and to be cleaned. These maintenance works had to be done inside the hot dryer hood, because the flow meters were installed there. We could not control or grease the Cardan-shaft couplings of the old gearbox drive with the old lubrication system. This was realised manually during a stand still.
54
Fig. 1: Dejan Brkic (mech. eng. Head of maintenance department) Duropack
At the end of September 2013, the first step of the rebuild at Duropack Belisce (Croatia) took place. The main targets of the rebuild were to speed up the PM 2 and to reduce maintenance expenses of the drive and lubrication technology. The company AS Drives & Services GmbH performed the rebuild as a main contractor together with the cooperation partner Kühne + Vogel Prozessautomatisierung Antriebstechnik GmbH. Eight month after the rebuild Mr. Dejan Brkic (mech. eng. Head of maintenance department) Duropack was asked, how the course of project was and what has changed since then.

Türkiye Kağıt Sanayii - Summer 2014
TKS: What was the reason to choose AS and K+V as suppliers for this rebuild?D. Brkic: The longer negotiating stages and the resulting shorter delivery times were no hindrance for AS and K+V to execute this project as a main contractor. For us it was also the best technical solution for adequate price. Furthermore the good reputation of AS and K+V in several rebuild projects convinced us to choose them. We already obtained best experiences in 2007 with K+V rebuilding our reel cutter/winder machine. Even before the rebuild, we got quick feedback and response in all points regarding the rebuild.
TKS: Which product features convinced you to give the order to AS and K+V?
D. Brkic: Especially the flexibility of the gear box solution FlexoGear® from AS convinced us. The gearboxes are only mounted on the cylinder journal and support each other with a special torque support. We can drive up to two gearboxes and two cylinders with only one motor with the selected solution. Alternatively, we can drive critical cylinders separately, while using the same torque support.
(See picture). We only need one FlexoGear®-gearbox as a spare part. The spare FlexoGear® can be installed at any position, due to the similar design of all installed FlexoGear® gearboxes. The control of the multiple motor drives should be done completely by the company K+V and should lead to a smooth run and counteract the sheet flutter. We see the advantage of the central lubrication unit Lubriflex® from AS in
the special degassing and cleaning system. In addition, the Lubriflex® can heat up or cool down the oil, so that the oil got the right temperature at any time. In this way, we can slowly heat up the oil in the start-up phase. Finally, we decide us for the flow meter FlexoFlow®, because they adjust themselves fully automatically. All required information will be provided to the PLC. The control effort will be reduced to a minimum, because the FlexoFlow® will control the lubrication points simultaneous and independently.
TKS: What was the scope of the project?D. Brkic: All drives of the 3rd until 6th dryer group were rebuilt. The new drive consists of a motor-gearbox combination with the corresponding sectional drive control unit. Overall AS installed 14 FlexoGear®-gearboxes. The oil-supply for the gearboxes and for the other lubrication points was also part of the project as well as the modification of the steam joints, siphons and the felt stretchers. For the oil-supply of the lubrication points, AS delivered a central lubrication unit Lubriflex® and 19 of the intelligent flow controller FlexoFlow®. The cooperation partner K+V covered the complete electrical part of the sectional drive control. This part included the delivery of new AC induction motors, a new switchgear unit and the modernization of local operator stations with state-of-the-art touch panels for visualization and control. In addition to this, K+V supplied an engineering station, the whole electrical installation and the commissioning of the sectional drive control as turn-key. AS was our single contact as a main contractor for the complete rebuild and took care about the engineering as well as assembly management.
TKS: How long does the rebuild last?D. Brkic: According to the contract 10 days „from paper to paper“, but AS and K+V needed less time.
TKS: What has improved after the rebuild?D. Brkic: After the start-up, the first improvement that came
55
Fig. 2: Single Drive with FlexoGear® and torque support
Fig. 2: FlexoGear® Duo-Version
Fig. 4: Central lubrication Unit Lubriflex®

Türkiye Kağıt Sanayii - Summer 2014
to everyone’s mind was the smooth run and lack of noise with the new drives. Gradually we raised the speed up to 700 m/min for testing and we were very impressed of the stability of the gearboxes. The smooth run and the well optimized control of the AC drives reduced drastic the sheet flutter and the corresponding paper breaks. Even the new lubrication technology with Lubriflex® and the intelligent flow controller FlexoFlow® means a big improvement for
us. Now we have better information as well as the control of all lubrication points and the overall system performance. An extra advantage is that the FlexoFlow®s are installed outside of the drying hood. We very appreciate this easy to maintain solution. A further major advantage of the new sectional drive control is the scalability and expandability of the modular WebDrive+/Paper control system. Even the remaining old drives of the machine have already been integrated into the new control architecture, so that future step-by-step rebuilds of all other drives are easily achievable and affordable.
TKS: How was the procedure of the rebuild from your
point of view, with a regard to organisation, safety and flexibility?D. Brkic: All staff was very well organised and prepared for this rebuild. The communication between Belisce, AS and K+V was no problem. During the rebuild, there were some unexpected changes in the scope of the work for both sides. For example the cylinder bearings has to be changed, some cylinder journals where damaged on few cylinders and has to be replaced and the positions of Cylinder 23 & 40 were switched. Despite of all changes AS managed the job ahead of the schedule, thanks to good communication and the ability to adapt to new situations. From the beginning of the test period and after the start-up there was no problem caused by the new drive system.
TKS: What are the next steps?D. Brkic: AS has itself proven as a reliable partner and hopefully, this means that the drive rebuild project on PM 2 is just the first one and that we will work together on new projects in the near future. For example, we have the upcoming rebuild of the press- and wire section, as mentioned at the beginning. Also the implementation of the dryer cylinder bearing into the central lubrication system as well as the control via FlexoFlow® is on the plan and the rebuild of the 1st and 2nd
dryer group with FlexoGear®.
TKS: Thank you very much for the interview and we wish you good luck with the rebuild.
56
Fig. 5: FlexoFlow® Terminal outside of the drying hood for the oil supply
Fig. 6: Responsible persons from Duropack, AS and K+V after successful start-up of the drive and lubrication technology


Advanced solutions saving energy and reducing Fibre Loss in an OCC Stock Preparation System
Türkiye Kağıt Sanayii - Summer 2014
Stoc
k p
rep
arat
ion
Introduction
Stock preparation assessments on existing lines, have to analyse the most efficient way of running a plant or system while taking into consideration the fibre loss at the various reject positions in the line. It is often relatively easy to reduce the line energy by at least 15 – 20 KWhr/Ton but a consideration must also be made into the fact that there is no impact on the fibre loss for the line. Increasing fibre loss results in not only a high cost for operating the line but often the type of fibres that are rejected are predominantly the long fibres with the ability to give added strength to the final product. Changing the design of the line, needs to be a considered change that improves rather than detracts from the System capabilities.If we look at a typical System, such as that indicated below, this presentation will concentrate on the areas around the Pulping, along with the Coarse and Fine Screening.
Fibre reduction in the stock preparation line
In a typical Stock Preparation Line there are a number of places where the rejects are removed and contaminant plus fibres can be lost.The main areas we will cover in this presentation are around the following positions:PULPING with Pulper CleaningCOARSE SCREENING and final Coarse Screening StageFinal Long Fibre Slotted FINE SCREENING
If we make a definition of the type of fibres that can be experienced in the rejects streams they are in the form of the following:‘free fibre’ – fibre which has been separated but not removed from the contaminant,‘non-wet strength fibre flakes’ – fibres that should have been deflaked and separated but have been allowed to pass from screen to screen without sufficient deflaking and are lost from the System, ‘wet strength flakes’ – chemically treated fibres that cannot easily be broken down in a continuous System and require a separate line for sufficient break down time for the pulper and subsequent stages, and if necessary with chemicals.
If we look at the operating areas or sections individually we can isolate the methods or treatments that best suits the reduction in fibre flakes/washing and treatment of the fibres to achieve the lowest possible fibre loss for the line while maintaining the contaminant removal efficiency.
It is essential to understand why high fibre losses are encountered and to look at the best treatment or operations
58
Simon Roberts : KADANT FranceMichael Lopane : KADANT BCAlain Lascar : KADANT France

Türkiye Kağıt Sanayii - Summer 2014
for preventing this situation without undue additional costs in the form of ‘high specific energies’, chemical addition, and investment costs for large storage tanks and pumping powers.
Pulper section
Greater demands are being placed on the performance of recycled paper pulpers due to a significant deterioration in the quality of recycled paper delivered to the paper mills.Some of the methods used to overcome the lower quality levels of furnish entering the Pulper include:• Higher Operating Consistency: - Lower Energy consumption.- Higher Deflaking effect.• Smaller holes in the pulper (8 to 10mm):- Lower flake content in the accept of the pulper.- One of the areas where it is possible to limit the contaminant removal from the Pulper to the Pulper Cleaning unit is the method of transportation of the fibre and contaminants out of the Pulper to the Pulper processing or cleaning system. In order to remove the contaminant from the Pulper we have a couple of options such as Junk Box or Trashwell.
The Junk Box was initially employed but has been superseded by the Trashwell due to the avoidance of possible blockages or contaminant recirculation in the Pulper. The improved operation with the Trashwell is due to the fact that the Trashwell has a larger take-off in the base of the Pulper, and is accompanied by a larger retention time in the Trashwell unit that allows for better separation of the heavyweight from the lightweight material to be removed by the Pulper Cleaning System. This accompanied with a large separation area results in the removal of even the smaller contaminant (rocks, bolts, baling wires, etc). The actual removal of heavyweight contaminant takes place using a grapple and requires no Heavy Reject Valves that can also be a maintenance headache.One of the many benefits for the Trashwell versus a standard
Junk box is the fact that it is approximately 3 times the volume of the Junk Box allowing the heavyweight material to fall out, and it also has the added benefit of a large clearance from the Pulper once the heavyweight material is discharged, unlike the Junk Box or Chute that can easily become blocked and often requires regular cleaning. In particular, the contamination levels in the recycled paper have substantially increased over the past few years and this can cause serious blockages in this area.The Critical Factors for this operation are based on the separation of the heavy and lightweight contaminant as they leave the Pulper.1. Position of the take off to feed Junk Box/Trashwell prior to
detrashing pump and pulper cleaning unit2. Size of contaminant relative to size of hole in reject port
from Pulper3. Movement of rejects enabling the reject port to be kept
clean and prevent plugging4. The proviso that the reject box or chute can cope with higher
consistencies being sent from the Pulper without undue effect on Heavyweight reject removal and still allowing the lightweight material to have sufficient time to separate and feed detrashing pump and pulper cleaning unit.
5. Ability to recover from variations in Pulper level and consistencies.
If we lose the effectiveness of the defibring in the Pulper, and the Pulper Cleaning unit due to high wear caused by lack or inefficient separation of heavy material there can be extremely expensive costs attached due to the effect on the percentage loss of fibre for the line, seen as lack of agitation in the Pulper or flooding out of the final reject drum.
The Pulper operation itself determines the efficient operation both of downstream equipment and the work carried out by the Pulper Cleaning unit.
Pulper Cleaning units have developed vastly in recent times, and the latest design involves continuous removal of contaminant that has passed to the Pulper Cleaning line. The detrashing pump that has been developed allows a reasonable pressure and steady feed to the Pulper Cleaning unit or CLD (Continuous Light Detrasher) that has an ability to produce a vortex in the top of the unit that allows an extremely efficient method of taking off the light contaminant, the top take off then feeds directly and on a continuous basis to the final washing drum. The reject from the Continuous Light Detrasher (CLD) is mainly in the form of contaminant plus low consistency well separated stock, meaning only final washing is required. This arrangement ensures a steady flow of the accept being passed forward in the System and the reject taken to the final Washing Drum that allows separation of the fibres from the contaminant. This steady process ensures minimal fibre loss and prevents fluctuations in the process.
59

Türkiye Kağıt Sanayii - Summer 2014
The rejects from Continuous Light Detrasher unit is washed with an initial blind section to the Washing Drum and the fibres are allowed to free themselves from the large but steady quantity of rejects passing along the Drum surface. By combining a Continuous Pulper Cleaning System and accompanying it with a Trashwell design, you reduce both the problem of the possibility of high wear and have a more efficient separation of lightweight contaminant. This ensures the lowest possible cost regarding running and fibre loss costs.
How do we select the condition for the size of contaminant coming from the Pulper?This is by positioning the take off in the Pulper vat at a locality
where it takes directly from the sweep of the rotor. This should be in the base of the Pulper rather than in some cases higher up the Tub wall. Also the size of the reject take off can restrict some of the contaminant coming from the rotor, and be more prone to blockages that can result in no contaminant coming from the Pulper at all. As the rotor keeps the material in suspension the only guaranteed position to take larger contaminant is when the rotor sweeps across the bedplate and throws out the contaminant to the outer ring of the Pulper tub.
What is the problem with standard Waste System Pulper Cleaning Systems?They work in a Batch sequence with the need for a cycle of screening, washing and rejecting. This has a number of adverse effects such as limitation in the amount of reject that can be removed, only operating on reject removal for a proportion of the actual running time and in some cases requiring considerably larger holes in the Pulper Cleaning unit, compared to the holes in the Pulper itself, in order to allow sufficient capacity to make up for the cycle time. It also results in large variations in the pulping system that can in turn affect the efficiency of the Pulper Cleaning unit with variation in Pulper level, consistencies, etc. This can cause fibre losses and loss of production for the Pulper – not really the way to improve the capacity and cost of running the line.
Coarse screening sectionSlotted coarse screening – Primary and secondary screens This is a consistently important stage of treatment as we have not only the problem of the remaining contaminant to handle but also the undefibred flakes not broken down by the Pulper. The most important criteria is that the flakes of non-wet strength fibres are passed and concentrated at the final stage of screening, this ensures that the deflaking final screen has the best possibility for breaking down the fibres between the rotor and bedplate and controlling the level of fibre loss from this section.
In the initial stages of coarse screening by using slotted coarse screening it is possible to ensure maximum possible removal efficiency of these undefibred flakes from the Primary and Secondary stages. The Coarse Screening Loop now, as a standard, uses coarse slotted screen baskets. The reason for this change is both for energy and efficiency of fibre flake removal.
Final Stage Coarse Screening
The Final Stage Coarse Screen is important for a number of reasons:It needs to perform final deflaking and fibre separation.
60

While the fibre is processed through the bedplate and any heavyweight contaminant is occasionally purged from the Screen. The advantages of the Floatpurger are as follows:• Low Reject flow – in the range of 10 -12 l/sec for a feed
tonnage to the Floatpurger of 60 -80 MT/Day at 1.5 – 2%.• Selective rejecting based on lightweight contaminant being
treated by a slotted drum, which has no attritional action and prevents the small contaminant being recirculated.
• Continuous process – prevents reject retention in machine to breakdown contaminants
• Ease of operation due to continuous reject rather than a Batch Operation.
• Simple Rotor and Bedplate design, allowing very low cost and infrequent maintenance requirement
• Extremely low fibre loss as the final stage is merely draining low consistency fibre and water mix, from the contaminant.
Fine screen section
The fine screening is a little more difficult as the slot size becomes smaller the separation of the fibre from the Screen surface becomes more difficult, and the control of the screen consistencies more critical. We know that in order to break the passage of fibre off the basket and to start further screening and recovery of fibre you need a mechanical force.There are different approaches used to try and accomplish this level of separation and in a lot of cases they result in higher energy uses and/or changing from a Continuous approach to that of Batch operation.The disadvantages in this type of equipment are as follows:In line Deflakers – have the disadvantage of operating with high consumed powers and often cause disintegration of the fine contaminant allowing there passage into the accept stream. They also, in general, can have large clearances of 6 – 8 mm which means at lower consistencies they become reasonably ineffective, as the fibre clumps can pass through without any force being applied. This has results in a negative effect when looking at the final results for the removal efficiency of the last screen and also not preventing fibre loss.Batch Reject Screens – these are units that go through
Türkiye Kağıt Sanayii - Summer 2014
The quicker the fibre and the lightweight contaminant can be separated less chance in size reduction.This is achieved by producing a vortex in the centre of the screen and operating the unit with a low pressure central core. In this way most all of the fibre is separated from the contaminant leaving very low consistency stock and the actual contaminant in the reject line. The unit that has these abilities is known as the Floatpurger and it operates with very small quantities of fibre already in the rejects before being sent to a slotted drum for final drying of the rejects prior to sending the contaminant to some form of reject press. Numerous shapes were tested for the Floatpurger design and the most efficient shape was selected. The lightweight contaminant is removed from the top of the unit and passed to final separation in a slotted drum.
61

Türkiye Kağıt Sanayii - Summer 201462
three phases, using Screening, Washing and Rejecting. The main problem with this type of screen is that the washing phase does not clear the fibres but instead has a tendency to force them onto the Screen basket surface and they are still rejected at the end of the cycle. The Batch also causes contaminant to be held in the unit, which in turn increases the likelihood that this small contaminant is accepted into the process. There are a lot of cases where numerically there are more contaminant in the accept stream that going to the final reject in the first place. Alternative methods of treating the rejects exist and one such unit is known as the FiberNet. This unit has the following benefits:
• Continuous reject operation.• Two stages screen (All-in-One concept)• Kadant patented concept ID-3 (Intermediate De-floculation
Device with Dilution) creating higher active area of the screen :
- Possibility to use smaller slots for higher efficiency - A1 accepts can be forwarded• Almost fiber free rejected contaminants (DEFLAKING
BAR – ID4) • Compact installation, designed for easy maintenance.• Considerable energy savings.
Fibre Recovery at Slotted Screening System
Looking at Slotted Screening and Non Wet Strength Flakes Recovery only, we find the following saving on fibre alone (ignoring the fact that the FiberNET also reduces the number of pumps/tanks).The FiberNet based on an input of 32 T/Day and a non wet strength recovery rate of 70%, we find the following payback for the unit.• Based on a recovery rate for recovered non wet strength flakes only = 4.41-1.36 T/Day = 3.05MT/Day
• Price of OCC of 100 Euros/Ton• 305 Euros/Day saved• Or 106,750 Euros/Year (based on a 350 days/year)
Flume system
The principal of a Flume designed System is reducing the requirements for the number of chests required to make up the System. In general the layout of a ‘standard system’ relies on a number of floors due to the fact that the tanks are based on the lower level and the equipment is situated on the floor above on the first floor. The problem with this situation is the fact that you need to have higher pump heads, and the equipment is normally restricted by the building layout. If the building is single layer there is a lot of saving in building costs but it also reduces the required pumping energy. A Mill in North America, however, has looked at the building requirements and decided to make the layout to suit the most efficient set up that can possibly be made. In this case, the only stock chests are the initial Dump Chest and the Final Short and Long Fibre Chests. These are all positioned outside the building. The remainder of the chest are all dilution chests in the form of a Flume or artificial channel carrying water. From the recovery facility, the paper enters the mill where there is a 1,200-ton/day continuous pulper. The process includes a detrashing unit, high-density cleaners, screening, forward and reverse cleaning. Kadant supplied the pulp plant and Henao adds that Pratt has had good experience with Kadant’s equipment over the years.
The system installed at the Mill, consists of a continuous

Türkiye Kağıt Sanayii - Summer 2014 63
• Stock reaches thickeners quickly upon start-up; System is flushed quickly upon shutdown
• Easy Maintenance: • Overhead crane spans the lower floor • Set-down areas for equipment components
Conclusions
The reduction in fibre loss in an OCC System is critical based on the higher tariffs for both raw material and final handling of the rejects. This issue is becoming a more and more critical subject for Paper Mills and the need for Mills to be able to handle the final rejects from the process determines the investment in equipment. We have seen from this presentation that if the correct equipment is installed there is a possibility to reduce the fibre losses for the line while maintaining lower operating costs. The areas which need to be handled with more care due to higher contaminant level in the furnish, are shown as: • The Pulping area in order to ensure maximum efficiency at
all times and lowest possible flake content produced for the line.
• Coarse Screening with a deflaking concept able to optimize efficiency and reject handling i.e. high efficiency in lightweight and polystyrene removal plus excellent deflaking efficiency
• Fine slotted screens with reject deflaking at specific localized positions to enhance fibre recovery without losing the screening efficiency
In addition to this the layout and design of the overall system must be considered in ordered to keep the overall power to a minimum. It is not sensible to reduce the line/equipment to a lower operating power and then waste this by installing too many agitators, pumps and with a requirement for high costs in pumping both stock and excessive water circulation.
Pulper with Hydrapurge Cleaning unit that feeds a Dump Chest. From the Dump Chest it passes to HD Cleaner, UV Screen with slots and onto Xcel Cleaners, Fractionation and the Short Fibre goes to a Disc Filter with only different sections or compartments of a Flume for use as dilution points plus the stock pumps.Similarly from the Fractionator the Long Fibre line has UV Screen, FiberNet, lightweight cleaners and a Long Fibre Disc
Filter. The flume system brings a number of advantages to the operation of the OCC Line:• Energy Savings (15-20 kwhr/mt): • Short pipe runs to minimize friction loss • Equipment/pumps same elevation • Water Transfer by Gravity • VS Pumps• Lower Installation Costs: • Large portion of building only one floor • Short pipe runs
• Easy Operation: • Back-flow into white water flume can be sustained
for moderate periods of time
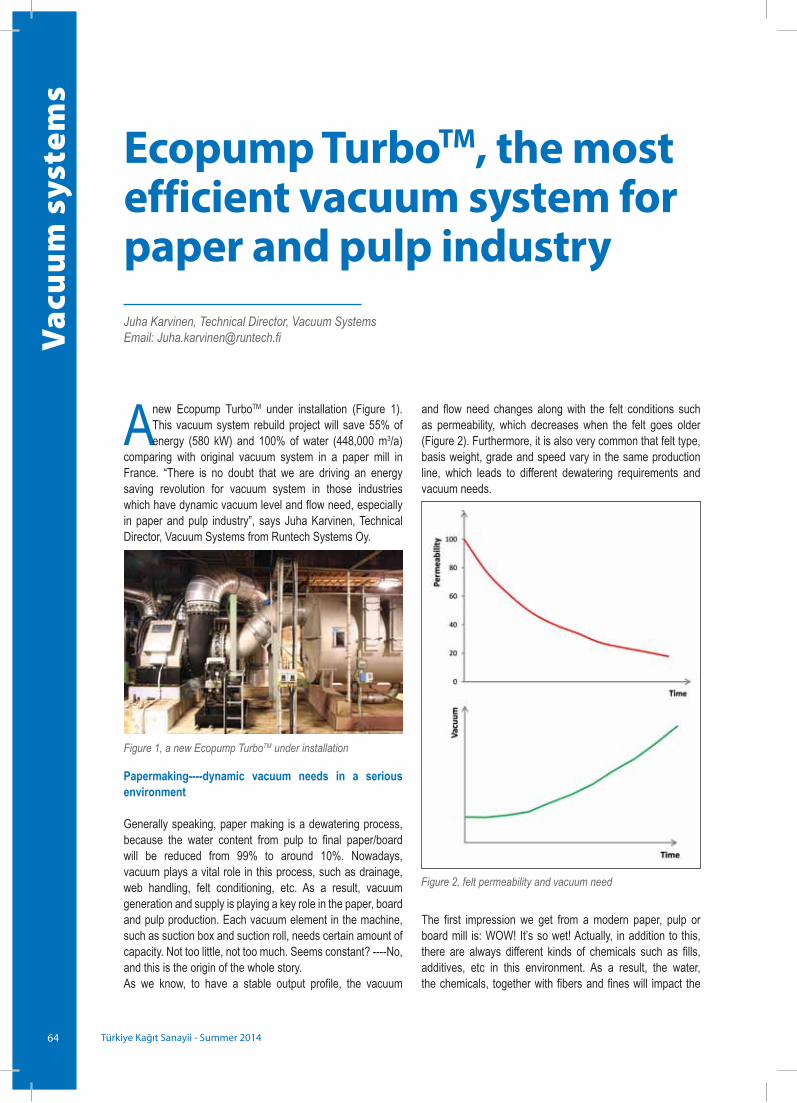
Ecopump TurboTM, the most efficient vacuum system for paper and pulp industry
Türkiye Kağıt Sanayii - Summer 2014
Vac
uum
sys
tem
s
A new Ecopump TurboTM under installation (Figure 1). This vacuum system rebuild project will save 55% of energy (580 kW) and 100% of water (448,000 m3/a)
comparing with original vacuum system in a paper mill in France. “There is no doubt that we are driving an energy saving revolution for vacuum system in those industries which have dynamic vacuum level and flow need, especially in paper and pulp industry”, says Juha Karvinen, Technical Director, Vacuum Systems from Runtech Systems Oy.
Papermaking----dynamic vacuum needs in a serious environment
Generally speaking, paper making is a dewatering process, because the water content from pulp to final paper/board will be reduced from 99% to around 10%. Nowadays, vacuum plays a vital role in this process, such as drainage, web handling, felt conditioning, etc. As a result, vacuum generation and supply is playing a key role in the paper, board and pulp production. Each vacuum element in the machine, such as suction box and suction roll, needs certain amount of capacity. Not too little, not too much. Seems constant? ----No, and this is the origin of the whole story.As we know, to have a stable output profile, the vacuum
and flow need changes along with the felt conditions such as permeability, which decreases when the felt goes older (Figure 2). Furthermore, it is also very common that felt type, basis weight, grade and speed vary in the same production line, which leads to different dewatering requirements and vacuum needs.
The first impression we get from a modern paper, pulp or board mill is: WOW! It’s so wet! Actually, in addition to this, there are always different kinds of chemicals such as fills, additives, etc in this environment. As a result, the water, the chemicals, together with fibers and fines will impact the
64
Figure 1, a new Ecopump TurboTM under installation
Figure 2, felt permeability and vacuum need
Juha Karvinen, Technical Director, Vacuum SystemsEmail: [email protected]

Türkiye Kağıt Sanayii - Summer 2014
vacuum production. Such contaminants can accumulate and become concentrated in the vacuum pump, eventually causes damage and reduced efficiency to the pump. Therefore, a prepositive filtration system for a vacuum pump is always required to ensure contamination is kept to acceptable levels.The speed of paper machine has increased significantly in the past two decades. For a high speed e.g., 2,000 m/min, 10 m wide paper machine, even one hour unnecessary or unexpected shutdown can result in huge loss. Therefore, an always available and reliable vacuum system is indispensable. As we can see, it is not difficult to define an efficient vacuum system for paper machine:• Have the capability to adapt to production changes• Have the flexibility to balance supply with the dynamic
demand• Be always available and reliable, with minimized
maintenance shutdownsBut, what is the reality?
Traditional vacuum systems and their limitations in paper mills
1. Liquid Ring PumpFor a long time, liquid ring pumps (LRP) have been the main choice to produce vacuum for paper machines. More than 90% of current paper machines in the world are still using LRPs. The earliest LRP was invented more than 100 years ago. (http://en.wikipedia.org/wiki/Liquid_ring_pump). LRP is a rotating positive displacement vacuum pump (Figure 3). It compresses gas by rotating a vaned impeller located eccentrically within a cylindrical casing. Liquid (usually water) is fed into the pump and, by centrifugal acceleration, forms a moving cylindrical ring against the inside of the casing. This water ring creates a series of seals in the space between the impeller vanes, which form compression chambers. The eccentricity between the impeller’s axis of rotation and the
casing geometric axis results in a cyclic variation of the volume enclosed by the vanes and the ring.
Gas, often air, is drawn into the pump via an inlet port in the end of the casing. The gas is trapped in the compression chambers formed by the impeller vanes and the liquid ring. The reduction in volume caused by the impeller rotation compresses the gas, which escapes in the discharge port in the end of the casing.In the paper mills, during the continuous work of LRPs, the media (air, water, etc) from the suction positions connecting with the LRP inlets will be continuously sucked away, for the dewatering, felt conditioning, etc in the paper machines.
The temperature of the ring-liquid (sealing water) will increase during its high speed circulation inside the casing. Higher temperature will lead to more evaporation and even boiling, which will reduce the vacuum generation efficiency significantly and even collapse the water ring. To solve the problem, the sealing water is intermittently discharged out and cooled via cooling tower, and then return to the pump casing (or supply with new sealing water).Figure 4 shows a typical LRP performance curve. As a constant flow vacuum pump, the LRP has a very limited control range, i.e., between the collapse of the water ring and the overload due to frictions in rotating the water. The efficiency of an LRP will gradually decrease due to corrosion and scaling. Especially in many paper mills, process water or even white water are used as the sealing water. Chemical corrosion, together with fiber and other solids built-up on impellers will significantly aggravate this efficiency declining.
To summarize, in spite of being a mature technology with >100 years history, there are inherent limitations and disadvantages for LRP application in paper mills:• Poor power efficiency, especially with low vacuums • Limited control range, the water ring will collapse after
certain point• Need for cooling, especially with closed circulation in
summer time or those tropic areas• Need for bacteria control, especially when circulating the
water which is good medium for bacteria growth• Cannot balance supply and demand; bleed valve vacuum
control means wasting of energy (like driving a car with full gas and at the same time controlling the speed with brakes)
• Efficiency drops fast, especially those installed in hot area and those paper mills using white water as the sealing water
2. Single- or multi-stage turbo blowerSingle- or multi-stage blower is another kind of vacuum pump for paper making in the market. These fixed speed turbo blowers can provide constant vacuum levels at varying flow rates. Comparing with LRPs, they are much heavier and have much bigger size and unit capacity. The weight of one multi
65
Figure 3, liquid ring pump (Data source: http://profmaster.blogspot.fi/2008/10/vacuum-pumps-dry-vs-liquid-ring.html)
Figure 4, a typical LRP pump performance curve

Türkiye Kağıt Sanayii - Summer 2014
stage blower can be up to 90 tons, therefore very strong foundation is necessary for anti-vibration (Figure 5).
Normally up to 10 or even more units of LRPs are required for a paper machine, but only 1-3 units of single or multi stage blowers can serve vacuum for the same production. To achieve this, every pipe from the PM will be installed with big load control valves, and parallel blowers require several big and long pipes between separator/blower (Figure 6).
Sealing water is not necessary for these fixed speed blowers and from this point of view they seem to overcome some shortcomings of LRPs. However, due to mechanical resonances and the “lonely” vacuum service for the entire paper machine, these single or multi stage blowers have new and even more serious disadvantages. And same as LRP, these blowers are also universal vacuum pumps. They may serve excellently in certain industries which need constant vacuum or flow, but neither of them is specially developed for paper industry which has tall order for dynamic vacuum supply and control.In short summary, here we list the limitations of single and/or multi stage blower vacuum system for paper industry:• Limited control ability, due to mechanical resonances and/
or one or two large units serving the entire paper machine. • Complex startup procedure and there is risk for overloading
the electrical motor
• Complex maintenance procedure, which need long shutdown of the paper machine
• Risk of production shut down; normally no backup system. If one unit fails it is not possible to run the PM
• Being large units with fixed speed, the vacuum control must be done with lots of valves or guide vanes which significantly reduce the energy efficiency and increase the investment on piping and valves
• Heavy investment on foundation.As a famous saying goes, lying on past achievements will have only negative impacts on today’s improvement. People will never stop their dream and steps for a better alternative and better world.
Ecopump TurboTM, professional vacuum system for paper industry
1. The backgroundLong live understanding!In technical words, this can be explained as only professionals can do the professional work. If one doesn’t understand paper industry and its special requirements, how can he/she develop a professional and tailor-made product or solution? Not to mention high efficiency and runnability.Date back to 1989, from years of experiences in optimizing existing paper machine vacuum systems, a group of papermaking experts from Finland found out the disadvantages and limitations of existing vacuum systems. They were sure that there is a need for a vacuum system with adjustable capacity through speed control. As long as the vacuum level and flow can be controlled and adjusted, the dynamic capacity demand can be nicely matched by supply, e.g., when production with new felts vs. old felts, different felt types, different basis weights, etc.Simultaneously, these experts found that the paper machine vacuum systems are always over dimensioned due to uncertainties concerning new machine concept or reserving capacity for eventual speed increase. If they can develop a new vacuum system with adjustable capacity, it undoubtedly brings great potential for power savings by eliminating the excess capacity. Learning the lesson from existing LRPs and single/multi stage blowers, for the development of a new generation vacuum pump, it was clearly targeted to overcome those disadvantages from the first day these people set up the Ecopump Oy (later on merged with Runtech Systems Oy). They aimed not only at controllable and adjustable capacity, but also on other areas such as water saving, light foundation, compact size, light weight, easy and fast maintenance, etc.Even with strong paper industry background, it is not wise to just work by themselves behind the closed doors. From close cooperation with the customers, top universities, aerospace and composite material and engineering companies, electric driver suppliers, etc, the new generation vacuum pump was
66
Figure 5, a 300 m2 pump room for a 90 ton multi-stage blower in a paper mill
Figure 6, A Multi Stage Blower System at 40 t/h magazine PM, 2 multi stage units and one single stage blower with gearbox

Türkiye Kağıt Sanayii - Summer 2014
successfully developed out and immediately proved itself in the market. It was named Ecopump TurboTM and became the most efficient vacuum system for paper industry, and those industries having dynamic vacuum capacity requirements.
2. Principles of the Ecopump TurboTM
Ecopump turboTM (Figure 7) is based on a combination of modern high-speed electric drive and high efficiency turbo blower. The unit is driven with a frequency converter, which enables the speed control from zero to maximum without any limitations in operation range. Even marginal savings in vacuum capacity will lead to significant savings in electric power. Speed control is the most efficient way to adjust capacity.The turbo impellers are directly mounted on the motor shaft, which makes the system very compact and mechanically reliable. No gearbox or couplings are needed. The solid shaft AC motor is robust and has no resonance frequencies within the operating range. Cast titanium or our latest carbon composite impellers are mechanically and chemically very stable.Oil lubricated ceramic ball bearings and lightweight parts make the system easy to handle from maintenance point of view. Scheduled maintenance (bearing change) can be done on minimum during an 8-12 hours shutdown.
3. Ecopump TurboTM, 30-70% of energy saving for your vacuum sytemThe most outstanding comparative advantage of Ecopump
TurboTM is the flexible capacity adjustment and its resulted significant energy and water saving. To understand this, the easiest way is to compare the flow curves among the three kinds of vacuum pumps (Figure 8).
Ecopump TurboTM operates in the surface means it can serve both dynamic vacuum level and air flow within the whole red area, while both fixed speed blower and LRP can only serve the limited vacuum and flow “spots” in the blue or green curve. In actual productions, the real vacuum and flow needs are of course not tractably staying on the two curves. Because over the curve means incapability for normal production, the actual needs are normally below the curves. Hence the gap between actual needs and the actual supply
curve indicates clearly a waste of energy. According to our global successful references, we are proud to say that comparing with LRP we can save 30-70% of energy and 100% of water for the vacuum system in paper industry.
Besides this, the other benefits and comparative advantages of Ecopump TurboTM are listed below,• Routine maintenance and even installation of Ecopump
TurboTM can be done within normal shutdown time. • Heat can be recovered from the exhaust gas (can be up
to 160 centi degrees) from Ecopump TurboTM. In contrast to this, LRPs need to frequently refresh the seal water and have a cooling tower to reduce the seal water temperature.
• When work together with our other innovations like EcoflowTM on-line dewatering measurement device, Ecopump TurboTM can reach its best energy saving performance. See more about Runtech EcoflowTM and others at www.runtech.fi.
67
Figure 7 Ecopump TurboTM
Figure 8, flow “surface” of Ecopump TurboTM vs. flow curves for fixed speed turbo blower and LRP.

A new standard in web inspection and quality control for paper surfaces
Türkiye Kağıt Sanayii - Summer 2014
Qu
alit
y co
ntro
l
The new PAPER MASTER - Web Inspection System (WIS) is dedicated to quality control and inspects the whole width of the sheet on the paper machine in order
to provide excellent photographic images of each defect. With high-resolution line-scan cameras and image processors, 100 percent inspection of the paper surface ensures reliable detection performance, even down to microns. The line-scan cameras with highest CD and MD resolution in combination with LED lighting deliver optimal image sharpness and detailed defect images at a production speed of more than 2,000m/min. When paper machines are operated at top speeds there is a tendency for increased web breaks and defects. Therefore, most paper mills run at moderate speed, which helps to minimize problems. With the help of the PAPER MASTER-WIS, the paper quality can be consistently checked at highest production speeds. This gives paper manufacturers the chance to produce at top speeds in order to stay competitive.
Another new feature of WIS is the defect classification which differentiates process-relevant defects from irrelevant
ones and enables to act on the precise results. “Usually the teaching process within the classification takes many weeks. With PAPER MASTER-WIS the integration of the complete
software is now easier and shorter. A web break is always the most expensive event in any paper machine and must be avoided in order to achieve optimum production results. Typically there are many, even hundreds of pre-messages in the web about a process disturbance before it becomes so serious to cause a web break. To be able to act beforehand, the PAPER MASTER-WBM IntelliCam provides a high-performance web break analysis based on a new generation of cameras. The IntelliCam monitors web breaks and other critical events along the production line and automatically alarms for disturbance. The goal is to achieve process efficiency in a short period of time based on specified data.
The PAPER MASTER – IntelliCam is an intelligent camera concept which delivers data to the server and operator monitors without delays. The new technology provides a solution to handle the challenges occurring during the
68
IntelliCam packaged with LED lights into a ruggedized waterti-ght housing with airblast and razorblade or brush cleaning for sharp images in any environment.
Providing maximum efficiency for the production of paper: Inspection system at the paper machine PM10.
ISRA VISION introduces PAPER MASTER, a new Web Inspection and Web Break Monitoring System, which has been developed in order to support paper manufacturers in their daily quest to reach maximized production efficiency for a 100 percent saleable production. To achieve this target, the system provides specified data to optimize the paper quality as well as the process efficiency fast and easily.

Türkiye Kağıt Sanayii - Summer 2014
production process with the help of maximized image quality. Images are recorded with advanced HD+ cameras and ensure a sound video root cause analysis for fast corrective action. The IntelliCam comes as a compact, ruggedized stainless steel housing including camera, illumination, and cleaning. These characteristics make it easy to install even in challenging environments with limited spaces, dirt, water, and heat. Automated Razorblade or brush cleaning guarantees clear images by lowest maintenance effort at all times. The IntelliCam gives real-time information to reduce web breaks typically by 50 percent, increases machine uptime and process productivity.
In order to achieve a 100 percent saleable production, specified and highly reliable data is needed. PAPER MASTER-WIS and -WBM deliver web inspection and web break control data as independent solutions or as a unified, integrated system. Thus, the information on where and how a defect occurred can be determined fast and with only one mouse click. The new technology, the high-quality cameras and the optimized systems ensure a decrease of quality defects of up to 70 percent and increase paper quality and process efficiency on a long-term basis.
#
Newest generation IntelliCam with automatic cleaning to ensure best monitoring along the process.

The Pulsar Harmoniser
Türkiye Kağıt Sanayii - Summer 2014
Tiss
ue
With 25 years in business and progressive growth for a manufacturer of conveyor lines and not just for converting lines, this represents a clear indication
of expert knowledge in balancing technological innovation with product reliability considering the quality of each single component with the high performance of the entire plant.
Pulsar has never been content to provide «standard» products but has always tried to introduce in its installations in its line sections and individual components those technological innovations that can make a difference and achieve ambitious and concrete performance targets.
The success of Pulsar is thus derived from these capabilities in conjunction with the close partnership forged with its clients in an effort to identify those innovative solutions able to respond adequately to the many new needs arising from the development and evolution of markets.
«The increasingly urgent demand for high-quality products related to their higher reliability has found a safe and expert partner in Pulsar», says Massimo Franzaroli, General Manager of Pulsar. «In addition to being a supplier of complete lines, Pulsar has become an authority in updating and retrofitting existing systems for purposes of performance improvement and optimisation of operating costs. The extended five-year warranty offered for components used is the real demonstration of the quality of Pulsar products».
During its 25 years of business, Pulsar has focused its attention on identifying integrated systems to meet needs related to handling products on production lines. It mainly operates in the tissue sector.
The mission Pulsar set itself is to offer its customers not just mechanical conveying systems but also to provide the market with its specific technical experience gained in the field of manufacturing processes.
From this perspective, along with a gradual development of the materials used to build its products, thanks to which it can offer devices guaranteed to work non-stop for 5 years, Pulsar has developed its ability to provide layouts and engineering
solutions to optimise production lines both in terms of performance and space utilisation. During the development process Pulsar has naturally created control and automation systems that, as well as managing the conveyor lines supplied have contributed to increasing the overall efficiency of converting lines in all respects. These systems also monitor and control the operation of the various machines on the line, from the Rewinder through to the palletizer.
Pulsar’s Harmoniser is a commercial product designed to solve the problem of automating converting lines in the tissue sector.
Technical and technological advances related to the processes and devices led to considerable progress in terms of features and operating performance of converting and packaging machines.
A progress whose benefits can be seen both in terms of productivity and flexibility: for instance, today so-called “format changes” rely increasingly less on adjustments and manual mechanical operations alone. Indeed the machines’ various devices are designed to automatically adapt to a wealth of circumstances through automatic or, in any case, assisted settings. Moreover, the relative adjustments are increasingly carried out via the software on the machines themselves.
Plus, there is the huge benefit of saving and recalling, whenever needed, the countless production set-ups required by the market on the control devices.
In the field of converting systems, Pulsar’s Harmoniser is in the delicate step of the exchange of information between the machines and throughout the whole general automation of the process.
The multiple production set-ups that need to be considered also pose new issues in terms of the overall management of the line. Indeed, depending on the kind of production, bottlenecks on production lines are not always associated with the same machine. There may be different circumstances depending on the possible combinations necessary between the process
70
A new software developped by Pulsar (Italy) can help gaining productivity on a tissue line.

line (Rewinder, embossing machine, printing, etc.) and the packaging line (primary and secondary packaging set-up, pallet preparation, use of boxes or bags, etc.).
To achieve top performance on production lines, this variability forcibly leads to logical choices and different criteria on a case-by-case basis, which increases the complexity of the adjustments required for the various operating modes. The quality and consistency of the production process with the increased complexity of systems, is decreasingly dependent on the absolute performance of a specific machine and increasingly dependent on the optimisation of the whole system in its entirety. In fact, the maximum speeds of the individual units, often maintained with difficulty and sometimes to the detriment of production quality tend not to be the reference parameters any more. Instead, for example, the actual availability of the units over time for performing their function is certainly a more influential parameter than the previous one, in determining the efficiency of a complex line.
As part of this context, Pulsar’s Harmoniser can:• Establish communication between the manufacturing
machines (rewinder, accumulator, logsaw, wrapper, bundler, palletizer, case packer, conveyors) by managing different communication protocols (up to the integration with an OPC server). It also organises dynamic memory areas where the CPUs of the connected machines can read the data of the other machines and provide their own data to the system;
• Choose the best optimisation strategy for the mix of machines and the manufacturing circumstances that need to be dealt with. There are various optimisation levels:
• The first step consists of the automatic adjustment of the conveyors based on the actual speed of the machines used to control the latter. The first immediate effect is reduce electrical consumption, reduce wear of the components, produce less noise and avoid product damage.
• At an intermediate level there are systems that synchronise pairs (or groups) of different machines (a typical example is the logsaw/wrapper pair) that can be set up based on a master/slave hierarchy.
• Finally, complex systems that carry out adjustments on the whole line by setting the machines’ production speed by calculating bottlenecks and based on the state of the components of the system (e.g. the log accumulator), whose optimal management translates into increased availability on the system;
• To save any manufacturing circumstances as a work recipe. Each recipe can be optimised and, over time, can become the support the tissue manufacturer can choose for its manufacturing experience.
The methodical approach briefly described in this document helps create an industrial process management culture where the empirical approach needs to make way for a scientific approach with actual measurements of the operating parameters and their adjustment to changes in actual operating conditions.The Harmoniser software can be installed not only on new Pulsar production lines, but also on existing lines of any manufacturer. In this field, Pulsar can offer the whole package, starting from the process analysis up to the review of the electrical and electronic control system with replacement of the lines’ electrical control board if necessary, along with installation of the line and testing.
Conclusions
«Passion, dedication and love for one’s work, tradition and technology are the main principles that have driven and will continue to drive the future growth of our company and that has allowed Pulsar to achieve in its 25 years of activity the present results in a healthy and constructive manner» concludes Mr. Franzaroli. The focus is now on new horizons with the objective of maintaining our quality policy and not competing in the market place based on price alone. The customer takes precedence over everything and his trust that Pulsar has earned and wants to strengthen continuously is priceless and extremely rare today.
71

Partek’s cleaning products manufacturing machine will be start-up in August
Türkiye Kağıt Sanayii - Summer 2014
Tiss
ue
Parteks Textile and Paper Industry Co. was founded under Çapar Group in Kayseri Organized Industrial Zone in 1999. The company produces industrial
cleaning products (napkins, toilet paper, and paper towel) and corrugated cardboard (cardboard box) which is converted from scrap paper. Products: Parteks corrugated cardboard, Purpy Napkin, Sofa Toilet Paper, Panda Paper Towel.
KM1 produces 1800 tons of paper with the new investments
Engaged in the production of corrugated cardboard and industrial cleaning products, Parteks’s KM1 machine produces 1,800 tons of paper per month with an investment of new technology. The company has state-of-art technologies such as inline, sloter and automatic sewing machines and a new production facility of 35,000 square meters. Parteks’s development continues with these investments.
Parteks Human Resources Manager Sami Hamurcu says «Our state-of-art industrial cleaning products production
machine system will be start-up in August” and emphasizes that Parteks will continue to the investments in 2014.
Human Resources Manager Sami Hamurcu adds «Having 5,000,000 TL monthly turnover and employing 310 people in a huge facility, Parteks Textile and Paper Industry constantly renews its machine park and continues production activities by manufacturing top quality products.” In the past, KM1’s capacity was 75 tons per month. New investments increased machine’s monthly capacity to 1,800 tons of paper.
Hamurcu states that they attach great importance to environmental issues as a ISO 9001 - 2008 certified company and he adds «Our firm focuses on an environmentalist production policy which converts packaging wastes into valuable products instead of cutting a tree for raw materials.»
Our goal is to become a global brand in 2015
Hamurcu considers the increase in raw material purchase prices due to currency fluctuations serves as the biggest problem of the industry and he foresees that the problem will disappear if company executives continue to closely monitor the market while taking solid steps.
The company’s target for the end of 2014 and 2015 is introducing their industrial products PANDA, SOFA and PURPY, which are napkins and toilet papers, to the international market and making them global brands.
72


Pulping line for production of fibre-cement boards
Türkiye Kağıt Sanayii - Summer 2014
Pulp
ref
inin
g
The company TEPE Betopan is completing the construction of a new plant for the production of fibre-cement boards. One of basic raw materials used for
production of fibre-cement boards is pulped cellulose in water, which needs to have specific properties. In particular, a well-defined consistency and a high degree of refining, whereas it is desirable to avoid excessive shortening of cellulose fibers during refining. The joint-stock company PAPCEL supplies a line that is capable to provide such a substance.
The incoming raw material for the line is dry cellulose which is pulped in a vertical pulper and then continues through a serial combination of two double-disc refiners. One of the refiners is equipped with a set of high fibrillation effect to achieve high mechanical strength. Both refiners operate in a continuous mode.
The line capacity is 1350 kg of dry substance per hour, which means that the line is able to produce up to 30 cubic meters of substance per hour, consistency 4.5 %, whilst achieving the refining degree above 30°SR. However, the line is able to achieve the refining degree above 50°SR.
The advantage of this line is its simplicity, universality and modest investment whilst achieving high effect with a small number of machinery and low requirements for the measurement and control system (the technology is designed with respect to maximum self-regulatory ability of the line and operation of most of the units in the set and constant conditions even during changes in production programme).
The line is controlled by a modern control system, which consist of Siemens components. Two large monitors are installed in the control room which allows control of all the machines from one place, clearly shows the entire line on one screen while it allows to easily change and configure various technological parameters according to the actual needs. The line is fully automatic but in situations that are out of common run, it is possible to switch part of the line into manual mode. The entire line can be controlled by one operator. Therefore, this line concept for the pulp meets all the requirements of modern production facility, especially thanks to its compactness, flexibility, low energy consumption and easy operation.
74
The Preview screen is used for the general overview of the technology condition, control and setting.The overall technology including all electrical instru-mentation is shown on the diagram.
Jaromír Bu íkProject Manager Papcel
Preview of pulping line control system


The manufacturing of rolls for paper production lines.
Türkiye Kağıt Sanayii - Summer 2014
Rol
ls
In all continuous lines for the production of belts , either the material is metal , plastic or paper , the rolls play an essential role for the productivity and quality of the end
product. The rolls, installed in any continuous production line, are subject to stresses of various nature, mechanical cyclical, thermal and chemical, in a different extent depending on the type of plant and application. In the paper machines the rolls are subject very often to compound as well as intense stresses; besides they are often subject to a condition which is on the average more intense as compared to other production lines : the very high operation speed , which is a condition emphasizing all other stresses and which demands specific requirements in the design and manufacturing stages.
Among the most important requirements to be taken into account for the correct design and manufacturing of the rolls in a paper machine, following have to be specially considered: • Proper design of roll dimensions ensuring resistance to
cyclical mechanical stresses ( fatigue strength) ;• Resistance to tenso-corrosion phenomena ; • Reduction of deflection deformations under loading ; • Maintenance of geometrical stability in time ; • Homogeneity of shell thickness along the working width
so to make even the deflection curves and enable an efficient thermal exchange and distribution of the working temperature ;
• determination of the lightest possible manufacturing types, thus optimizing the volumes and distribution of the metal masses composing the metal body to avoid thermal inertia and to contain the energy consumption which is necessary for roll revolution ;
• Dynamic balancing adopting strict tolerances both on the unbalance and on the dynamic runout at face center .
• Guarantee of achievement of high values of critical speed of the roll to avoid the occurrence of dangerous resonance phenomena;
• Adoption of a such a manufacturing design as to make possible and repeatable the non distructive testing of the parts more subject to mechanical stresses ; this is also to ease the maintenance and servicing activities.
• Guarantee an efficient protection from corrosion of the parts of the roll exposed to aggressive chemical environments.
The importance and priority of the above listed requirements obviously changes in function of the specific application and relative operating conditions, but is is also clear that also an auxiliary roll , as for example a guiding roll, if not properly working or damaged, may affect or even stop one entire production line. It is clear therefore that the design and manufacturing of rolls in a paper machine has to be effected by expert companies specialized in the sector, having a recognized experience and knowing in-depth the enduse in the many applications of the paper machines. In addition to the appropriate manufacturing solution , equally important is the use of high quality semi finished products , well manufactured and tested , with certifications according to Norms allowing the utmost traceability of the production phases , in particular those related to the thermal treatments of the semi-machined parts : these treatments are extremely important to ensure the stability of the products both during the mechanical machining and during the operation of the roll. Quite often however the choice is in favour of the initially lowest cost, the result are rolls manufactured with improper manufacturing solutions and with low cost materials. In a modern paper production plant , where the operating speed involved is high , there is the risk that the too low initial cost of the rolls exposes the end-user to unforeseen maintenance costs in operation . The list of typical failures deriving from rolls manufactured in inadequate way is very wide, herewith we give some examples: • The breakage of journals in operation is often the
consequence of a wrong design or of use of low quality materials , but can also be a consequence of machining errors , for example the finishing of not accurate connection spokes due to improper realization of welding.
76

Türkiye Kağıt Sanayii - Summer 2014
• The dynamic oscillation at mid face of guiding rolls with a high face length / diameter is a direct consequence of an insufficient dynamic balancing of the roll limited to the correction of unbalance at the roll ends , without correcting also dynamic balancing phenomena. This type of failure is also very dangerous because , beside originating vibrations, it causes high strain to journals and bearings.
• The occurrence of vibrations or oscillations after a certain time in operation may be the consequence of an inadequate or absent stress relieving thermal treatment of the semi-machined parts. In these cases the release of residual tensions happens and the roll gradually tends to modify its geometrical shape in time ; not all the time high working temperatures do produce this problem , often only the cyclical stresses originated by fast revolution are necessary.
• Occurrence of vibrations when shifting to lower speed than operating speed is the typical consequence of a resonance phenomenon of the roll. This happens for a number of reasons connected to roll manufacturing ; the most frequent is the uneven thickness of the shell as a consequence of pipes which are not machined inside : on the contrary the operation of “ honing” is always recommended especially for rolls running at high operating speed. This problem is only possible to be eliminated by means of costly operations of dismantling and remachining of the roll itself , whereby in most cases rolls with these defects have to be replaced.
• Repeated phenomena of breakage or wear of the coverings on a certain area of the roll face , if not caused by external factors with repetitive pattern , may be the consequence of an uneven distribution of masses, for example too big heads which tend to accumulate more heat than the shell, with consequent phenomena of excessive dilatation of the polymer coverings in proximity of the heads .
• Nowadays the calculation programmes based on Finite Elements which allow to simulate the operating conditions to which the rolls are subject to and to analyze the stresses by means of effective automatic calculations and tri-dimensional visualizations , make the work of the design engineer easier and faster. In addition to this one should also consider the choice of high quality materials , a machining duly realized and , most of all , the experience developed on the field in the realization and also in the repair and reconditioning of rolls of any type and from any Original Manufacturer.
#

Converting Community looks forward to ICE Europe 2015
Türkiye Kağıt Sanayii - Summer 2014
Even
ts
The next ICE Europe will be held in a year’s time; from 10-12 March 2015, the world’s leading exhibition for the conversion of flexible, web-based materials, such as
paper, film, foil and nonwovens will open its doors again at the Munich Trade Fair Centre in Germany.
The previous ICE Europe was a huge success. With 400 exhi-bitors, 6,600 visitors and a net exhibition space of more than 10,000m2 the event was the biggest ever exhibition for the converting industry.
Show Director Nicola Hamann is therefore confident for the future of the industry sector: “ICE Europe 2013 proved that the converting industry is full of potential. With the ever-in-creasing worldwide demand for added-value products and for flexible packaging, there is a need for innovative, efficient and environmental-friendly production solutions. For suppliers and manufacturers of machines, systems and accessories, ICE Europe is a key platform to meet with industry professio-nals looking for innovative equipment and solutions.”
More than 300 exhibitors have already reserved their stands
A year ahead of ICE Europe 2015 more than 300 exhibitors from 19 countries have already reserved a total of 9,400m2 in
exhibition space. The show will once again take place in halls A5 and A6, accessible via the Entrance East of the Munich Trade Fair Centre. The newly designed multilingual exhibition website www.ice-x.com offers detailed information for compa-nies interested in exhibiting, as well as figures, facts, photos, videos and news about the world’s leading exhibition for the converting industry. The new exhibitor brochure can also be ordered via the show website.
The exhibition profile of ICE Europe includes machines, accessories and systems for coating and laminating, drying/curing, treatment, slitting/rewinding, finishing and flexogra-phic / rotogravure printing. Materials, software, retrofits, fac-tory equipment, control / test and measurement as well as consulting and toll converting services will also be on display.
Top ratings for highly qualified trade audience
Visitors at ICE Europe are highly qualified industry experts, mainly from production, management and R&D. The show attracts managing directors, plant managers, design and production engineers, technical managers, purchasers and sales and marketing directors from a wide range of industry sectors including packaging, food, pharmaceutical, furniture, electronics, package printing, wipes, automotive, textiles / nonwovens, chemicals, paper and recycling.
78

In the exhibition survey, ICE Europe 2013 received excellent marks for its highly qualified trade visitors: 88% of visitors said that they influenced or made purchase decisions. A total of 2,700 visitors came to the show with definite investment plans. As for the exhibitors, 95% said that they had achieved their aims at ICE Europe 2013.
Exhibition for the corrugated and folding carton industry will be co-located again
CCE International 2015 will once again be co-located with ICE Europe 2015. CCE International, the only trade fair in Europe specifically targeted to the corrugated and folding carton industry, is also organised by Mack Brooks Exhibitions and will be held in hall B6. The event targets suppliers and manufacturers of raw materials, machines, equipment and services for the production and conversion of corrugated and cartonboard. Visitors at CCE International are corrugated and folding carton converters as well as packaging designers and specifiers. With a total of 110 exhibitors and more than 2,000 visitors from all over the world, the launch event in 2013 was a thorough success. The co-location of this exhibition was well received by ICE Europe exhibitors and visitors alike.
A key event for the international converting community
“Over the past years, ICE Europe has sustainably grown and become the world’s key platform for the converting industry. The show stands for international contacts, expert talks and successful business. A large number of our exhibitors keep telling us that they are already looking forward to the next show with great anticipation. For us as an exhibition organi-ser, this is proof that we have developed ICE Europe into a modern trade fair with a personal touch in a dynamic market for the entire converting community”, says Nicola Hamann, Exhibition Director ICE Europe, on behalf of Mack Brooks Exhibitions.
Türkiye Kağıt Sanayii - Summer 2014 #


The tissue industry at the crossroads of a new era
Türkiye Kağıt Sanayii - Summer 2014
Events
Part of the Tissue World global portfolio of event (www.tissueworld.com), Tissue World Istanbul 2014 (www.tissueworld.com/Istanbul) conference comes at a time
of great geo-political changes, threats and immense oppor-tunities in the target regions stretching from Eastern Europe, Russia and CIS countries to Middle East, North Africa and Central Asia. Held over two days, on 25-26 September at the WOW Convention Center in Istanbul, the Tissue World Istanbul conference will give participants the opportunity to capture an incredibly concise and informative update of where the tissue markets and technologies are going in this rather complex but extremely fast-growing region.
Topics related to geo-political changes, tissue manufacturing,
distribution challenges, tissue making technical development, energy, raw material demands and opportunities as well as focused local mill case studies will be presented during this two day event.
Discover the preliminary agenda and register today for this must-attend conference! www.tissueworld.com/tissue-world-istanbul-preliminary-agenda/
Alongside the conference – the event will also feature exhibi-tor-sponsors who will be showcasing their products and ser-vices. The registration to the conference includes the networ-king reception held on the first evening.
Tissue World is the leading global event series serving the tissue industry worldwide since 1993. An integrated and inter-twined platform consisting of exhibitions, conferences and a magazine providing an unmatched offline and online meeting place to do business, exchange ideas and learn, all year round (Tissueworld.com - Tissueworldmagazine.com ).
#

Eurasia Packaging Fairis celebrating its 20th year
Türkiye Kağıt Sanayii - Summer 2014
Even
ts
Eurasia Packaging Fair will take place in Tüyap Exhibi-tion and Congress Centre between 18th and 21st of Sep-tember 2014. The fair is supported by REED TÜYAP
Fairs Inc. and Packaging Manufacturers Association (ASD) cooperation as well as other associations such as AMD, ESD, KASAD, MASD, OMÜD and SEPA. Eurasia Packaging Fair, which will be held 20th time, is the most comprehensive plat-form to gather members of packaging industry by constantly increasing number of exhibitors and visitors.
Head of Project Group Öner Berk, stated that he saw in-tense interest in this year’s exhibition and added «Visitors of the Eurasia Packaging Fair are coming from over 85 countries. We will bring professional buyers from 32 countries.»
Beside the large-scale national participations from France, Italy and China, there will be more than 1200 packaging manufacturers from 42 countries including Germany, USA, Denmark, India, Iran, Japan, Korea, Hungary, Egypt, Por-tugal, Taiwan and Greece to showcase the latest trends in packaging.
Purchasing committees organized by target countries’ Trade-Industry Chambers and Tüyap overseas offices of Azerbai-jan, Bangladesh, Belarus, Bosnia and Herzegovina, Bulgaria, Algeria, Indonesia, Morocco, Palestine, Ghana, South Africa, Georgia, Croatia, India, Iraq, Iran, Kenya, Kosovo, Macedo-nia, Malaysia, Nigeria, Uzbekistan, Romania, Russia , Serbia, Sri Lanka, Sudan, Tunisia, Turkmenistan, Ukraine, Jordan and Greece will perform major purchases in the Eurasia Pac-kaging Fair.
20-year success story
Growing 30 times since it was first established, the fair is the biggest packaging fair among others held every year in Europe. The packaging industry exports to 191 countries all around the world and the members of this industry are united in the Eurasia Packaging Fair. The number of requests for participation is very high. This demand is especially coming from abroad. At the fair, which has become the brand in the international arena, particularly collective participation began to attract attention.
82


Related Documents











