INSTITUTO TECNOLÓGICO DE TLALNEPANTLA. CARRERA: ING. MECÁNICA MATERIA: TRANSFERENCIA DE CALOR. PROFESOR: ALCOCER ORTIZ ANDOS. ALUMNOS: HIPÓLITO DE LA VEGA VÍCTOR DAVID 10251491 MÉNDEZ GARCÍA ILSE IVONNE 12250548 GONZALES SÁNCHEZ RAÚL 12250535 OLIVA CASTRO ALBERTO 12250551 LOZA CRUZ JUAN FERNANDO 12250546 0

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

INSTITUTO TECNOLÓGICO DE TLALNEPANTLA.
CARRERA: ING. MECÁNICA
MATERIA: TRANSFERENCIA DE CALOR.
PROFESOR: ALCOCER ORTIZ ANDOS.
ALUMNOS:
HIPÓLITO DE LA VEGA VÍCTOR DAVID 10251491
MÉNDEZ GARCÍA ILSE IVONNE 12250548
GONZALES SÁNCHEZ RAÚL 12250535
OLIVA CASTRO ALBERTO 12250551
LOZA CRUZ JUAN FERNANDO 12250546
0

TRABAJO:
PROYECTO TRITURADORA DE CUACHO
INDICE
Antecedentes del problema………………………………………………………2
Planteamiento del problema……………………………………………………...3
Objetivos de la investigación………………………………………………….….3
Formulación de hipótesis o supuestos……………………………………….….3
Justificación…………………………………………………………………….…..4
Diseño de marco teórico……………………………………………………….…..6
Bosquejo de método de investigación………………………………………….31
Presupuesto de investigación……………………………………………………35
Fuentes consultadas……………………………………………………………...36
1
ANTECEDENTES DEL PROBLEMA
El caucho es una sustancia natural o sintética que se
caracteriza por su elasticidad, repelencia al agua y
resistencia eléctrica. El caucho natural se obtiene de un
líquido lechoso de color blanco llamado látex, que se
encuentra en numerosas plantas. El caucho sintético se
prepara a partir de hidrocarburos saturados.
Actualmente se fabrican miles de artículos de caucho para
usos muy diferentes. El caucho es ampliamente utilizado en
la fabricación de neumáticos, llantas, artículos
impermeables y aislantes, por sus excelentes propiedades de
elasticidad y resistencia ante los ácidos y las sustancias
alcalinas. Es repelente al agua, aislante de la temperatura
y de la electricidad. Se disuelve con facilidad ante
petróleos, bencenos y algunos hidrocarburos.
Como se mencionó, uno de los principales usos del caucho es
para la fabricación de neumáticos, los cuales, después
simplemente se desechan sin encontrarles una nueva forma de
utilizarlos.
2
Para resolver dicho problema se toma en cuenta la
fabricación y uso de diversas máquinas que ayuden a reducir
su tamaño y reciclar cada una de sus partes.
Generalmente este tipo de máquinas son grandes y robustas,
ejemplo de ellas están las trituradoras neumáticas, las
cuales generan largos procesos dentro de los cuales
descomponen los neumáticos en todas sus partes que lo
integran y posteriormente a esto se busca que estos
elementos sirvan para utilizarlos de diferentes formas, por
ejemplo, en la fabricación de suelas de zapatos, mouse pad,
macetas, mangueras, juegos infantiles, loseta o para la
pavimentación de avenidas y carreteras, entre otras.
PLANTEAMIENTO DEL PROBLEMA
Objetivo general
Por lo planteado anteriormente el objetivo general de
nuestro proyecto es:
Diseñar y fabricar una máquina trituradora de caucho,
innovadora y de bajo costo la cual permita y facilite la
reutilización del caucho. Con el fin de convertirse en una
opción innovadora y en beneficio del medio ambiente con3
tecnología verde que apoye el desarrollo sustentable del
país.
Objetivos específicos
* El diseño y fabricación de una máquina trituradora de
caucho permitirá un mejor aprovechamiento de los desechos
de este material.
* El diseño y fabricación de una máquina trituradora de
caucho ayudará a reciclar los altos volúmenes de llantas
usadas que se desechan en México.
* El aprovechamiento de los desechos de caucho mediante el
proceso de reciclaje contribuirá a minimizar el impacto
ambiental de nuestro país.
Hipótesis
Si se diseña y fabrica una máquina trituradora de caucho
entonces se podrá aprovechar de mejor forma los desechos de
este material, lo cual generará un impacto ambiental en
nuestro país a través de su reutilización.
4

JUSTIFICACIÓN
Según la Asociación Nacional de Distribuidores de Llantas
(Andellac), cada año en nuestro país se desechan
aproximadamente 25 millones de neumáticos viejos. Ya sea
que se quemen en hornos de cemento o que se depositen en
tiraderos a cielo abierto. Esto representa un grave
problema de salud por las emisiones de sustancias tóxicas y
una amenaza para el medio ambiente.
Mientras países europeos como Alemania, Francia, Austria
reciclan hasta el 60% por ciento de sus llantas usadas, en
México prácticamente no existe tal reciclado, debido a la
escasa conciencia ambiental y a un casi inexistente sistema
de control y de mecanismos necesarios para el correcto
tratamiento/recuperación de neumáticos fuera de uso, de los
millones de llantas que se desechan anualmente en México el
91% de los estos terminan en lotes baldíos ríos,
carreteras, dicha situación no solo arruina nuestros
paisajes sino que se convierte en un factor generador de
incendios.
Este último es el problema más serio ya que ocasiona
severos daños a nuestra salud, pues como se ha verificado,
varios estudios técnicos han demostrado que la quema de
llantas libera sustancias de máxima peligrosidad para el
ser humano, tales como monóxido de carbono, furanos,
5

tolueno, benceno y óxido de plomo, los efectos dañinos que
estos pueden ocasionar a nuestra salud son irreversibles.
Sin embargo, es de gran importancia recordar que los
neumáticos son también uno de los tipos mas reusables de
materiales de desecho, ya que el caucho es muy resistente y
puede reutilizarse de muchas maneras
Por lo cual el principal propósito de este proyecto es, que
a través del proceso que nuestra máquina trituradora
llevara a cabo, obtendrá un producto, que podrá
reutilizarse, d de diversas formas, como lo es en la
elaboración de recubrimientos para pisos a través de las
llantas granuladas.
Y es así como se puede afirmar que el desarrollo de este
proyecto tendrá un impacto positivo a nivel social, al
reafirmar esa consciencia en la sociedad de adquirir
productos reciclados, a nivel tecnológico y económico,
debido a la creación de una maquinaria nueva, de fácil
operación, segura y con bajos costos de mantenimiento y a
nivel ambiental, debido a que se ayudara con la disminución
del abandono de los neumáticos fuera de uso y por
consiguiente la contribución en el impacto ambiental de
nuestro país.
En este punto de nuestro proyecto vamos a determinar y
establecer las bases del mismo.
6

DISEÑO DEL MARCO TEÓRICO
7

¿Qué hacer con los neumáticos ya usados? ¿Qué les pasa a las llantas cuando
ya no son usadas? ¿Cuáles son los métodos adecuados para la reutilización de
neumáticos?
La masiva fabricación de neumáticos y las dificultades para
hacerlos desaparecer una vez usados, constituye uno de los
más graves problemas medioambientales de los últimos años
en todo el mundo. Un neumático necesita grandes cantidades
de energía para ser fabricado (medio barril de petróleo
crudo para fabricar un neumático de camión) y también
provoca, si no es convenientemente reciclado, contaminación
ambiental al formar parte, generalmente, de colectores
incontrolados.
Existen métodos para conseguir un reciclado coherente de
estos productos pero faltan políticas que favorezcan la
recolección y la implantación de industrias dedicadas a la
tarea de recuperar o eliminar, de forma limpia, los
componentes peligrosos de las gomas de los vehículos y
maquinarías.
Un gran porcentaje se deposita en zonas de acopios
controlados sin tratar, otro porcentaje se deposita después
de ser triturado y el resto no está controlado.8

Para eliminar estos residuos se usa con frecuencia la quema
directa que provoca graves problemas medioambientales ya
que produce emisiones de gases que contienen partículas
nocivas para el entorno, aunque no es menos problemático el
almacenamiento, ya que provocan problemas de estabilidad
por la degradación química parcial que éstos sufren y
producen problemas de seguridad en el vertedero.
Las montañas de neumáticos forman arrecifes donde la
proliferación de roedores, insectos y otros dañinos
constituye un problema añadido.
La reproducción de ciertos mosquitos, que transmiten por
picadura fiebres y encefalitis, llega a ser 4,000 veces
mayor en el agua estancada de un neumático que en la
naturaleza.
En la actualidad se puede utilizar diversos métodos para la
recuperación de neumáticos y la destrucción de sus
componentes peligrosos.
Ejemplo de compañias que se preocupan por este hecho esta
la denominada “Compañía Minera el Realito”, la cual
consiente de este grave problema que afecta nuestro medio
ambiente y produce enfermedades que contaminan y dañan la
salud de nuestra población, ha decidido integrarse a la
solución, aportando la Tecnología de sus Máquinas
Trituradoras de llantas, así como su participación en la
elaboración de productos fabricados con hule reciclado.
9

Actualmente la Compañía Minera el Realito, está trabajando
en el proyecto de acopio de llantas en cuatro diferentes
puntos de la Ciudad de México, enviando contenedores a los
lugares que generan deshechos de llantas. Tales como:
tiendas departamentales que tienen talleres como Sears, que
cambian llantas o tiendas especializadas en llantas,
agencias de autos o simplemente constructoras con gran
cantidad de desecho, así como líneas transportistas, de
carga o de pasajeros.
Las operaciones de reutilización, recauchutado y reciclado
de neumáticos usados representan una importante oportunidad
para la creación de industria y tecnología, así como un
importante yacimiento de nuevos empleos.
A continuación se exponen algunas de ellas.
Reutilización de neumáticos
Múltiples son los ejemplos en los cuales pueden utilizarse
los neumáticos reciclados, la trituración de las llantas
usadas, se convierte en gránulo de caucho sintético, en un
esfuerzo para conservar el ambiente. Estos productos han
ganado la aprobación, haciéndolos sumamente seguros y
confiables.
La paja o gránulo de hule o caucho es un producto único que
consiste en partículas granulares de goma. Puede ser de
muchas formas y tamaños, que van desde el polvo de goma,
paja que es el hule rayado en diferentes tamaños, o bien10
hojuelas que son también pedazos cortados adecuadamente y
en diferentes tamaños.
Se fabrican pisos para áreas de juegos infantiles, canchas
deportivas, adoquines para pisos de aéreas de patios
terrazas, la vida del mismo está garantizada, conserva año
tras año su elasticidad y apariencia. La eficacia de la
paja ó gránulos de caucho de patio, consiste en reducir los
lugares en los que puede haber accidentes, ha sido aprobada
como superficie de seguridad en los patios
Características del producto.
El hule natural es un polímero caracterizado por sus
moléculas largas y filiformes, el cual se obtiene a partir
de una secreción (látex natural) que mana del tronco de
algunas especies vegetales, a través de incisiones o
cortaduras hechas sobre la corteza del mismo. Alrededor del
99 por ciento de todo el hule natural proviene del Hevea
brasiliensis. Este es el árbol que podemos llamar el árbol
del hule.
El hevea crece en climas húmedos y calientes en suelos
ácidos y bien drenados. Los más finos hules crecen en
regiones que caen dentro de un cinturón que se extiende
alrededor de 1, l OO kilómetros a cada uno de los lados del
ecuador.
Los árboles se empiezan a explotar alrededor de 6 a 7 años
después de plantados, aun cuando su máximo rendimiento lo
11

logran después del décimo año. Los árboles de hule rinden
su máxima capacidad por alrededor de 25 a 30 años.
Las plantaciones de hule emplean trabajadores llamados
picadores quienes recolectan el látex de los árboles. El
picador corta un estrecho canal en el tronco del árbol
entre 1.20 m. y 1.50 m. arriba del suelo. El canal corre
diagonalmente hacia abajo alrededor de la mitad del tronco.
Al final del corte el picador coloca una canaleta de metal
en forma de U, la cual llega a una pequeña tasa. El látex
mana del corte y fluye hacia la taza. Alrededor del 30 al
35 por ciento del látex consiste de hule puro. En algunas
plantaciones se pica el árbol cada tercer día. En otras
plantaciones se pica diariamente por quince días y luego se
permite al árbol “descansar” por otro período igual.
El látex natural se puede dañar fácilmente, y debe ser
transformado en hule crudo tan pronto como sea posible
después de la pica. Esto se hace en el “beneficio”
separando el hule natural del agua y otros materiales. El
hule coagulado es transformado en crepe, granulado o lamina
ahumada. En el beneficio se producen varias calidades de
hule, las cuales se clasifican como hule seco y hule
líquido.
El hule es un producto especialmente útil por varias
razones: retiene el aire, es repelente al agua, no conduce
fácilmente la electricidad y tiene larga duración, sin
embargo, su principal importancia es que es elástico. La
12

sociedad moderna depende tanto del hule que sería casi
imposible su funcionamiento sin él. No pasa lo mismo con la
mayor parte de los materiales, que pueden ser sustituidos
con mucha mayor facilidad en la mayor parte de sus usos. Se
dice que en los Estados Unidos se elaboran actualmente
entre 40 y 50 mil artículos de hule, lo cual hace imposible
un listado exhaustivo.
Aun cuando el hule natural posee propiedades intrínsecas
que lo convierten en un elemento insustituible, sus
características han sido igualadas mediante procesos
químicos que dieron lugar a los denominados hules
sintéticos. Aun cuando es posible obtener estos productos a
partir de diversas materias primas, especialmente del
carbón, por razones de costo se derivan mayoritariamente
del petróleo, de la llamada industria petroquímica. Los
fabricantes agrupan el hule sintético en dos clases: de
propósito general y para propósitos especiales. Los hules
de propósito general tienen muchos usos en que sustituyen
al hule natural, en tanto que los de propósito especial
tienen propiedades tales como resistencia a aceites,
combustibles, aire y temperaturas extremas que lo hacen
mejor que el hule natural para ciertos usos.
El mundo usa ahora prácticamente el doble de hule sintético
que de hule natural. Esto se debe a que el hule sintético
puede ser producido en forma suficientemente barata para
competir con el costo del hule natural. Sin embargo, el
costo creciente del petróleo y el carbón, y su carácter de13

perecederos, han disminuido el crecimiento de la producción
de hule sintético. Además, la producción de hule sintético
se ha visto afectada por la generalización del uso de las
llantas radiales, que requieren una mayor proporción de
hule natural y tienen mayor duración. Asimismo, con la
expansión del sindrome de inmunodeficiencia adquirida
(SIDA) se ha multiplicado el uso del condón en cuya
fabricación sólo se usa hule natural.
Producción de hule natural en méxico
México cuenta con 250,000 has con las condiciones edáficas
y climáticas óptimas para la explotación del árbol del Hule
(Hevea brasiliensis Muell Arg.) sin embargo, pero sólo se
aprovechan 21,000 aproximadamente, de las cuales sólo se
explotan comercialmente 12,000 hectáreas, con una
producción estimada de 10,000 toneladas de hule seco por
año y lo que genera un rendimiento promedio de 833 k de
hule seco ha-1 año-1. Por otro lado, el consumo nacional
durante 1998 fue de 100,000 toneladas lo que representa un
déficit de 90,000 toneladas (90%).
Cadenas productivas primarias
La cadena agroindustrial de producción y procesamiento del
hule integra tres etapas: la primera etapa, agropecuaria o
primaria, que tiene como productos finales hule en forma
sólida -hule seco- o líquida; la segunda es el beneficio
primario, que puede consistir en el deshidratado para14
producir hule granulado o laminado, o la centrifugación y
agregado de sustancias químicas estabilizantes para
producir látex -en estado líquido-; y, la tercera etapa es
el procesamiento de la industria para la obtención de
productos finales como llantas, globos, calzado, guantes,
impermeables productos medicinales, etc. En el caso de
México, participan en la primer fase unos 4 000 pequeños
productores ejidatarios y una pequeña parte de plantaciones
a gran escala, algunas de ellas vinculadas a los
beneficios. En la segunda etapa participan beneficios
privados, vinculados o no a las organizaciones de
productores y pequeños molinos artesanales que producen
hule seco laminado. No hay relación entre la segunda y
tercera etapa, más allá de sus relaciones como ofertantes y
demandante. Las industrias consumidoras están integradas en
la Cámara de la Industria Hulera, donde predominan las
grandes empresas productoras de neumáticos en cuanto al
volumen de demanda pero también participa un gran número de
pequeñas empresas dedicadas a diversos productos.
La producción Nacional se estima en unas 10,000 Mg año-1 de
hule seco -sea en forma de granulado, laminado o látex-, lo
que representa algo más del 10% del consumo de la industria
procesadora de México. Las plantaciones promocionadas por
el Programa Nacional del Hule a partir del año 1996 tienen
234 una mayor productividad y comenzarían a producir a
partir del 2002, por lo que en el 2005 se prevé un
incremento del 50% respecto a la producción actual.
15

En el 2010 las nuevas plantaciones, cuando alcanzarían
plena producción, se tendría una oferta nacional de
aproximadamente 25 000 toneladas de hule seco.
La industria compra el hule en estado sólido en su casi
totalidad, representando la comercialización en forma
líquida -látex- un porcentaje ínfimo.
Producto importado
Se importan anualmente unas 70 000 toneladas de hule, de
las cuales aproximadamente el 75% corresponde a granulado -
principalmente la calidad TRS-20, utilizada por la
industria productora de neumáticos-, un 10% a laminado y un
15% a látex, utilizado por la industria productora de
globos, guantes e hilos. El precio de paridad de
importación del caucho seco tipo TRS-20 se estima
actualmente en unos USD 0,72 por kg puesto en México,
incluyendo todos los gastos de internación, mientras que el
producto nacional se vende en promedio a USD 0,79 por kg.
Los importadores de caucho seco son las compañías grandes,
que se abastecen localmente de una pequeña cantidad como
stock estratégico e importan para su procesamiento. La
pequeña industria se abastece fundamentalmente con producto
nacional. Los beneficios de hule se sostienen
económicamente mediante la venta a la pequeña y mediana
industria, dado que sus ventas a las grandes compañías se
realizan al precio de paridad de importación.
Capacidad instalada
16

Existen 18 beneficios que permiten producir unas 22 000
toneladas de hule seco por año. Actualmente estas plantas
tienen un alto porcentaje de capacidad ociosa. Se pueden
distinguir dos tipos de empresas, las empresas privadas no
vinculadas a organizaciones de productores y las empresas
privadas pertenecientes a organizaciones de productores.
Estas últimas son tres: la Planta Industrializadora de Hule
de Tezonapa S.A. de C.V. en el estado de Veracruz, cuyas
acciones pertenecen a productores miembros de la Unión de
Ejidos Prof. Graciano Sánchez de Veracruz y que funciona
desde 1990, creando la Sociedad Anónima separada de la
organización gremial en 1993; el beneficio de Tuxtepec, que
recientemente se transfirió a la Unión Estatal de
Productores de Oaxaca y 235 comienza su producción en esta
zafra; y, el beneficio de Macuspana, que está abandonado y
se están haciendo gestiones para transferirlo a la Unión
Estatal de Productores de Tabasco. También se encuentra el
beneficio de la Unión de Ejidos Jorge L. Tamayo de
Uxpanapa, Veracruz, que tiene cinco zafras sin operar.
Cualidades.
* Características del producto.
El hule natural es un polímero caracterizado por sus
moléculas largas y filiformes, el cual se obtiene a partir
de una secreción (látex natural) que mana del tronco de
algunas especies vegetales, a través de incisiones o
cortaduras hechas sobre la corteza del mismo.
17

De la limpieza del látex recolectado y del tratamiento que
reciba en el beneficio dependerá la calidad del producto
final. El contenido de resinas es el principal factor en el
deterioro de la calidad de cualquier tipo de hule natural.
El látex se encuentra en una amplia variedad de árboles y
otros tipos de plantas. Los científicos no están seguros
del uso que la planta da al látex, aun cuando piensan que
actúa como una substancia protectora cuando la planta ha
sido herida.
Se puede obtener látex del tronco roto de un dandelion
ruso, del Traxacum kok-saghyz, nativo del Turkestán; del
guayule del semidesierto mexicano; del Phartenium
argentatum, el cual infortunadamente es poco productivo y
tiene alto contenido 29de resinas; de la gutapercha y la
balata, que son producidas por varios árboles tropicales de
la familia sapodilla Sapotaceaep; el látex ha sido
recolectado de las parras de landolphia que crecen en
África. Otros árboles productores de hule incluyen el
manihot también encontrado en Brasil, el árbol del gene
Castilloa encontrado en México, América Central, Colombia y
Ecuador.
Sin embargo, alrededor del 99 por ciento de todo el hule
natural proviene del Hevea brasiliensis. Este es el árbol
que podemos llamar el árbol del hule.
* Ventajas del hule natural con respecto a sus sustitutos
18
Por las características y cualidades que apuntamos
previamente, el hule natural ha sido reproducido mediante
medios industriales, dando lugar a los llamados hules
sintéticos. Sus características y las circunstancias que
dieron origen a su producción serán planteadas más
adelante. Actualmente coexisten y compiten el hule natural
y el sintético, teniendo uno y otras ventajas y
desventajas.
El hule natural tiene las siguientes
Ventajas:
- Tolera mayores aplicaciones en la elaboración de
productos.
- Tolera más carga y aceite sin modificar sus cualidades
físicas, lo cual abarata el producto final.
- Su vulcanización admite más azufre y, por tanto, requiere
menos sustancias acelerantes que son más caras.
- Presenta mayor resistencia al calentamiento y al
desgaste.
Desventajas:
- No es resistente a los solventes derivados del petróleo.
- Su precio es más elevado que el de los hules sintéticos
de uso específico.
El hule sintético, a su vez, tiene las siguientes
19

Ventajas:
- En general, su precio es más barato.
- Se puede elaborar para usos específicos, como el butilo
para la fabricación de cámaras de llantas; el acrilonitrilo
en artículos industriales; hules silicones para
temperaturas extremas, etc.
- Los nuevos sintéticos como los polibutadienos y poli-
isoprenos son estructuras moleculares muy semejantes al
hule natural y reúnen características de alta resistencia;
baja histeresis y buena adhesividad, además de que su
precio es similar al del hule natural.
Desventajas:
- Tiene menor elasticidad que el hule natural
- Se sobrecalienta con mayor velocidad, aumentando su
desgaste.
- Presenta poca resistencia a la tensión y una elasticidad
deficiente.
Aplicaciones y uso del producto.
Se dice que en los Estados Unidos se elaboran actualmente
entre 40 y 50 mil artículos de hule, lo cual hace imposible20
un listado exhaustivo. Algunos de los productos elaborados
con hule son:
- Llantas (auto, camioneta, camión, tractor agrícola,
bicicleta, motocicleta, carretilla).
¿Sabía Ud. cuánto tiempo tardan en degradarse estos
productos?
1 año: El “papel”, básicamente es celulosa. Si queda tirado
sobre tierra y si le toca un invierno lluvioso, no tarda en
degradarse. Lo ideal es reciclarlo para evitar que se sigan
talando árboles para su fabricación.
1 a 2 años: Bajo los rayos del sol, una “colilla con
filtro” puede demorar hasta dos años en desaparecer. El
filtro es de acetato de celulosa y las bacterias del suelo,
acostumbradas a combatir materia orgánica, no pueden
atacarla de entrada. Si cae en el agua, la desintegración
es más rápida, pero más contaminante.
5 años: Un trozo de “chicle” masticado se convierte en ese
tiempo, por acción del oxígeno en un material duro que
luego empieza a desquebrajarse hasta desaparecer. El chicle
es una mezcla de gomas de resinas naturales, sintéticas,
azúcar, aromatizantes y colorante artificiales.
10 años: Tiempo que tarda la naturaleza en transformar un
“lata de gaseosa o de cerveza” al estado de óxido de
hierro. Por lo general las latas tienen 210 micrones de
21

espesor de acero recubierto de barniz y de estaño. A la
intemperie hacen falta mucha lluvia y humedad para que el
óxido la cubra.
30 años: Tarda un “aerosol” en degradarse, éste es uno de
los elementos de los desechos domiciliarios más polémicos.
Primero porque al ser un aerosol, salvo especificación
contraria, ya es un agente contaminante por sus CFC
(clorofluorcarbonados). Por lo demás su estructura metálica
lo hace resistente a la degradación natural, el primer paso
es la oxidación.
30 años: La aleación metálica que forma las “tapitas de
botellas” puede parecer candidata a una degradación rápida
porque tiene poco espesor. Pero no es así. Primero se
oxidan y poco a poco su parte de acero va perdiendo
resistencia hasta dispersarse.
30 años: Los “envases tetra-brik” no son tan tóxicos como
uno imagina. En realidad el 75% de su estructura es de
cartulina (celulosa), el 20 de polietileno puro de baja
densidad y el 5 % de aluminio. Lo que tarda más en
degradarse es el aluminio, la celulosa si está al aire
libre, desaparece en poco más de un año.
100 años: De acero plástico, los “encendedores
descartables” se toman su tiempo para convertirse en otra
cosa. El acero, expuesto al aire libre, recién comienza a
22
dañarse y enmohecerse levemente después de 10 años. El
plástico en ese tiempo, ni pierde color.
100 años: Junto con el plástico y el vidrio, “el telgopor”
no es un material biodegradable. Está presente en gran
parte de el envoltorio de artículos electrónicos. Y así
como se recibe, en la mayoría de los casos se tira a la
basura. Lo máximo que puede hacer la naturaleza con su
estructura es dividirla. En moléculas mínimas.
100 años: Los “corchos de plástico” están hechos de
polipropileno , el mismo material de las cañitas y envases
de yogurt. Se puede reciclar más fácil que las botellas de
agua mineral (que son de PCV, cloruro de polivinilo) y las
que son de PET (tereftalato de polietileno).
150 años: Las bolsas de plásticos, por causa de su mínimo
espesor, pueden transformarse más rápido que una botella de
es e material. Las bolsitas en realidad, están hechas de
polietileno de baja densidad. La naturaleza suele entablar
una batalla dura contra ese elemento. Y por lo general
pierde.
100 a 1.000 años: Las “botellas de plástico” son las más
rebeldes a la hora de transformarse. Al aire libre pierden
su tonicidad, se fragmentan y se dispersan. Enterradas
duran más. La mayoría están hechas de PET, un material duro
de roer: los microorganismos no tienen mecanismos para
atacarlos.
23

1.000 años: Los “vasos descartables de polipropileno”
contaminan menos que los de poliestileno –material de las
cajitas de huevos- Pero también tardan en transformarse. El
plástico queda reducido a moléculas sintéticas; invisibles
pero siempre presentes.
1.000 años: “Pilas” sus componentes son altamente
contaminantes y no se degradan. La mayoría tienen mercurio,
otras también tienen cinc, cromo, arsénico, plomo o cadmio.
Pueden empezar a separarse luego de 50 años al aire libre.
Pero se las ingenian para permanecer como agentes nocivos.
4.000 años: La “botella de vidrio” en cualquiera de sus
formatos, es un objeto muy resistente. Aunque es frágil
porque con una simple caída puede quebrarse, para los
componentes naturales del suelo es una tarea titánica
transformarla. Formada por arena y carbonatos de sodio y
calcio, es reciclable en un 100%.
Impacto de la no reutilización de llantas de caucho
Mientras países europeos como Alemania, Francia, Austria
reciclan hasta el 60% por ciento de sus llantas usadas, en
México prácticamente no
existe tal reciclado,
debido a la escarza
conciencia ambiental y a un
casi inexistente sistema de
control y de mecanismos
necesarios para el correcto tratamiento/recuperación de24

llantas fuera de uso (N.F.U), de los 28.5 millones de
llantas que se desechan anualmente en México el 91% de los
NFU terminan en lotes baldíos ríos, carreteras, dicha
situación no solo arruina nuestros paisajes sino que se
convierte en un factor generador de incendios. Este último
es el problema más serio ya que ocasiona severos daños a
nuestra salud, pues como se ha verificado, varios estudios
técnicos han demostrado que la quema de llantas libera
sustancias de máxima peligrosidad para el ser humano, tales
como monóxido de carbono, furanos, tolueno, benceno y óxido
de plomo, los efectos dañinos que estos pueden ocasionar a
nuestra salud son irreversibles.
Las llantas están compuestas por 3 materiales los cuales
son: alambres de acero ‘armónico’, elastómeros mejor
conocidos como goma, y fibras textiles, todos estos son
materiales que a partir de su reducción, pueden ser
reutilizados en nuevos procesos productivos.
Las llantas de automóvil están formadas por:
- Elastómero SBR* 70%
- Alambres de acero “armónico” 15%
- Fibras textiles 15%25
Llantas de camiones para transporte:
- Elastómero NR* 70%
- Alambres de acero “armónico” 31%
- Fibras textiles 1%
Llantas de maquinaria para excavación (preparación del
terreno):
- Elastómero SBR* 70%
- Alambres de acero “armónico” 15%
- Fibras textiles 15%
Llantas de maquinaria agrícola:
- Elastómero NR* 70%
- Alambres de acero “armónico” 5%
- Fibras textiles 25%
- *Caucho natural
- *Caucho estireno-butadieno
PLANTAS RECICLADORAS DE LLANTAS USADAS
Dentro de las planta recicladoras de llantas usadas, para
poder reciclar los materiales que las conforman, es
necesario que estas se sometan a los siguientes procesos o
fases:
Destalonamiento: es la remoción de los alambres de
acero “armónico”
Trituración: es la reducción volumétrica de la llanta
entera a trozos más pequeños, esta operación está26

compuesta por dos fases: la trituración primaria y la
trituración secundaria.
Granulación primaria: es la reducción volumétrica de
los trozos de llantas (provenientes de las fases de
trituración) en granos.
Granulación secundaria (refinar el grano): para
obtener un grano aún más fino y seleccionar los granos
en base a su tamaño.
Desmetalizado (separación magnética del acero): Esta
es una unidad que se emplea para separar el fierro de
los demás materiales.
Aspiración de polvos (limpieza): son los sistemas de
extracción para la aspiración de polvos de tela y de
goma. Este sistema de ‘aspiración de polvos’ está
formado por el ciclón reductor de polvos,
electroaspirador, rotoválvulas, filtro de mangas y las
tubaciones.
¿QUE RESULTADOS SE OBTIENEN DEL RECICLAJE DE LLANTAS?
Es gracias a los procesos de la PLANTA RECICLADORA que se
logra la separación de las llantas en: fibras textiles,
polvos y alambres de acero y armónico.
27
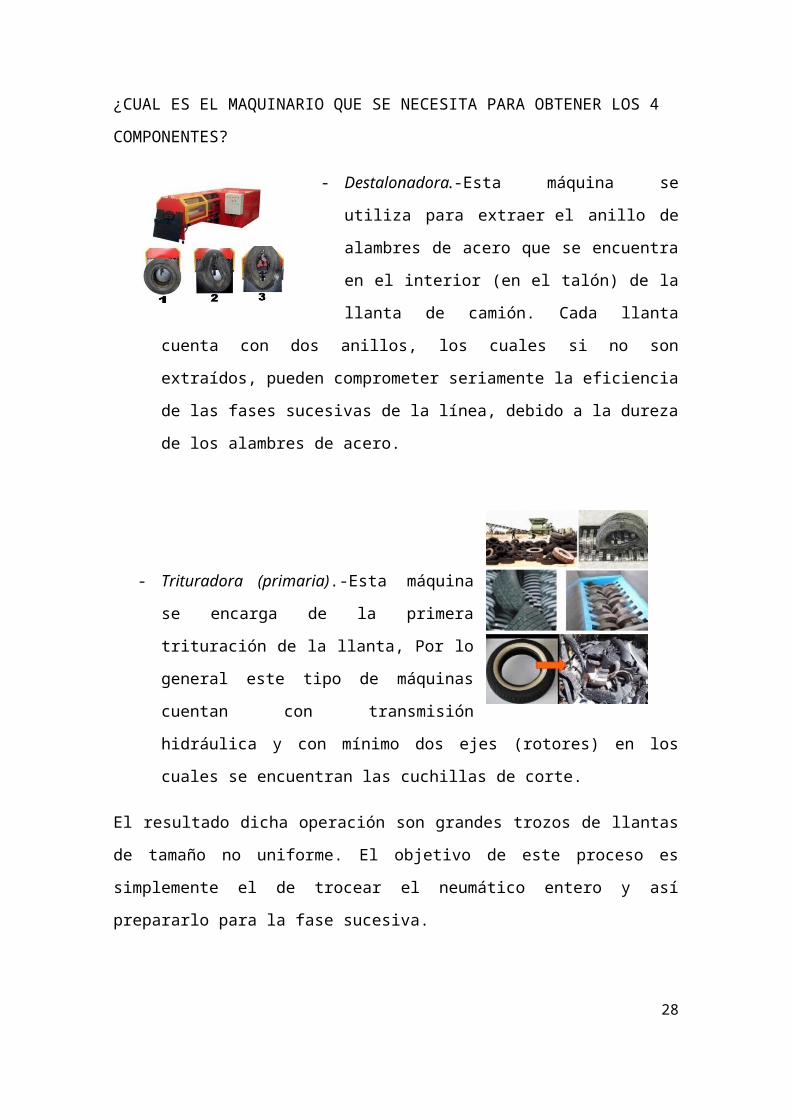
¿CUAL ES EL MAQUINARIO QUE SE NECESITA PARA OBTENER LOS 4
COMPONENTES?
- Destalonadora.-Esta máquina se
utiliza para extraer el anillo de
alambres de acero que se encuentra
en el interior (en el talón) de la
llanta de camión. Cada llanta
cuenta con dos anillos, los cuales si no son
extraídos, pueden comprometer seriamente la eficiencia
de las fases sucesivas de la línea, debido a la dureza
de los alambres de acero.
- Trituradora (primaria).-Esta máquina
se encarga de la primera
trituración de la llanta, Por lo
general este tipo de máquinas
cuentan con transmisión
hidráulica y con mínimo dos ejes (rotores) en los
cuales se encuentran las cuchillas de corte.
El resultado dicha operación son grandes trozos de llantas
de tamaño no uniforme. El objetivo de este proceso es
simplemente el de trocear el neumático entero y así
prepararlo para la fase sucesiva.
28
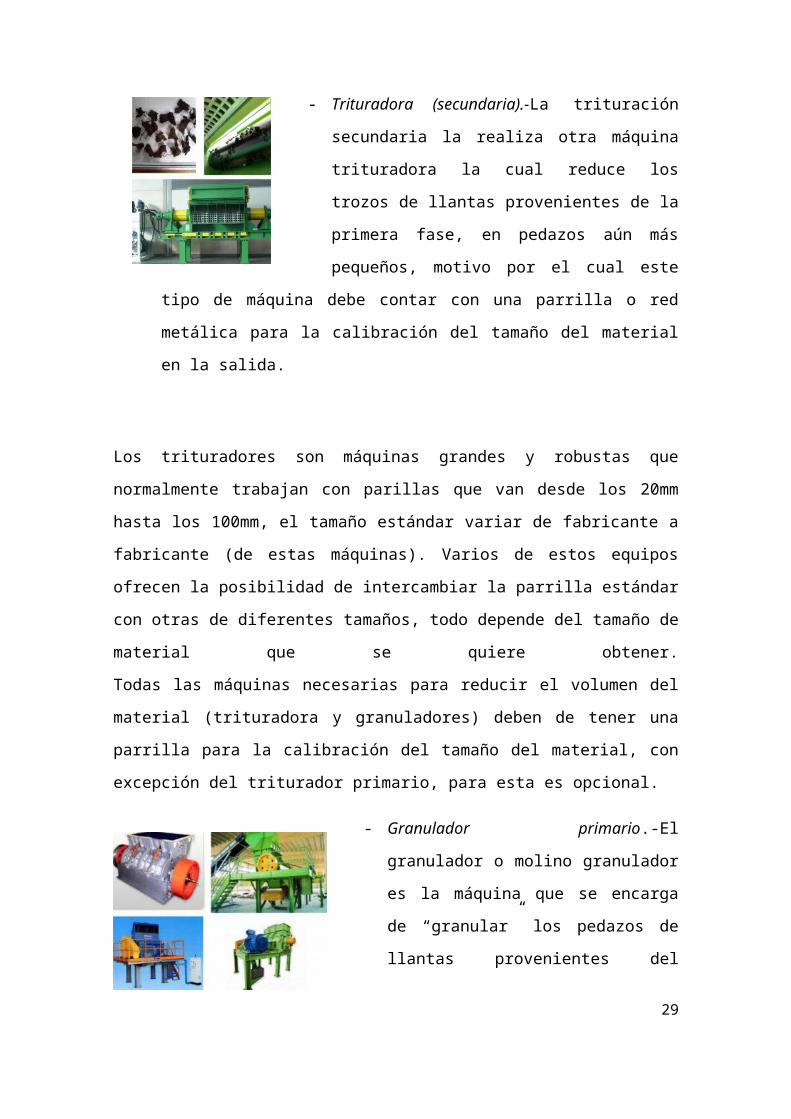
- Trituradora (secundaria).-La trituración
secundaria la realiza otra máquina
trituradora la cual reduce los
trozos de llantas provenientes de la
primera fase, en pedazos aún más
pequeños, motivo por el cual este
tipo de máquina debe contar con una parrilla o red
metálica para la calibración del tamaño del material
en la salida.
Los trituradores son máquinas grandes y robustas que
normalmente trabajan con parillas que van desde los 20mm
hasta los 100mm, el tamaño estándar variar de fabricante a
fabricante (de estas máquinas). Varios de estos equipos
ofrecen la posibilidad de intercambiar la parrilla estándar
con otras de diferentes tamaños, todo depende del tamaño de
material que se quiere obtener.
Todas las máquinas necesarias para reducir el volumen del
material (trituradora y granuladores) deben de tener una
parrilla para la calibración del tamaño del material, con
excepción del triturador primario, para esta es opcional.
- Granulador primario.-El
granulador o molino granulador
es la máquina que se encarga
de “granular” los pedazos de
llantas provenientes del
29

triturador secundario, la dimensión de los granos que
se logra obtener con el granulador es de 16 mm.
Actualmente en Europa hay una compañía que proyecta y
construye trituradoras secundarias que con una sola máquina
logran reducir los trozos de neumáticos a solo 20 mm (2cm).
Los molinos granuladores son máquinas robustas que
normalmente trabajan con parillas de 20mm (el tamaño
estándar varia de fabricante a fabricante de estas
máquinas). Varios de estos equipos ofrecen la posibilidad
de intercambiar la parrilla estándar con otras de
diferentes tamaños, dependiendo del tamaño de material que
se quiere obtener.
Hay algunos constructores de granuladores que aseguran que
los trozos de neumáticos provenientes de la primera fase
del proceso (trituración primaria) pueden pasar
directamente al granulador, y así el cliente se ahorraría
el tener que comprar el triturador secundario, esto aplica
solamente para las llantas de automóvil, porque obviamente
las llantas de camión en esta fase inicial aun contienen
demasiado acero “armónico” en su interior.
Por obvios motivos de eficiencia, se aconseja que el
material NO ENTRE en un granulador si primero no ha sido
reducido con el triturador a un tamaño de 20mm (2cm).
Igualmente les informo que el mercado hay varios molinos
granuladores en los que se pueden introducir pedazos de
llanta del tamaño de 40mm(4cm), solo que uno de los
30

inconvenientes es que entre más grandes sean los pedazos,
mas esfuerzo hace el molino para cortar los pedazos que aun
contienen los alambres de acero “armónico” y las fibras
textiles.
Algunos ejemplos del granulador con el sistema de
aspiración de polvos:
Separación del acero ‘armónico’ (desmetalizado)
Separador magnético para remover las
partículas ferromagnéticas
Esta operación separa el 99% del acero “armónico” presente
en las llantas, el acero es removido por medio de un
separador magnético el cual cuenta con una banda
transportadora que se ocupa de conducir el metal hacia un
punto de recolección (cajón/contenedor).
Algunos ejemplos de separadores magnéticos:
31

….. …..
.
GRANULADOR SECUNDARIO (refinación y selección del grano)
CASO 1: Llantas que NO contienen material textil:
Si el material granulado (granos de tamaño 0-20mm) NO
contiene material textil, este es conducido por medio de
una banda transportadora a un cernidor rotativo el cual se
encarga de seleccionar los granos en diferentes grupos
(según su tamaño).
En este caso el la criba (una especie de cernidor o tamiz)
rotativa es alimentada por un tornillo sin fin o “tornillo
de Arquímedes”, la criba tiene 3 parrillas con 3 diferentes
tamaños de orificios con diámetros que van de 1 a 7mm.
Durante el proceso de “cribatura”, es decir la separación
granulométrica, los granos van a caer en diferentes tolvas
contenedoras las cuales en su parte inferior tienen
32

enganchados big-bags (grandes sacos), en manera que durante
la caída los granos se depositen en los sacos.
Nota: Solo si se llegara a requerir de una sucesiva
reducción de estos granos, los mismos serán conducidos a un
pulverizador. Entre más pequeño y puro se logre obtener el
grano, mayor será su valor en el mercado.
CASO 2: Llantas que SI contienen material textil:
Si el material granulado (granos de tamaño 0-
20mm) SI contiene material textil, este será conducido a
una sucesiva fase de granulación para poder separar la tela
de la goma (esta fase se llama granulación secundaria o de
‘refinación’).
En esta fase hay 2 molinos de refinación que una vez que
han molido los granos caen en una banda transportadora la
cual conduce el material a otra criba rotativa la cual
tiene 3 parrillas con 3 diferentes tamaños de orificios con
diámetro que van de 0,5 a 3mm.
Igualmente aquí por fuerza de gravedad los granos van a
caer en diferentes tolvas contenedoras las cuales en su
parte inferior tienen enganchados big-bags (grandes sacos),
en manera que los granos durante la caída se depositen en
estos
Durante este proceso se produce una fracción de polvo de
tela y de goma, así que por motivos vinculados al ambiente,
estas pequeñas partículas deben ser aspiradas por medio de
33

un SISTEMA DE ASPIRACIÓN DE POLVOS formado por: el ciclón
reductor de polvos, electroaspirador, rotoválvulas, ‘filtro
de mangas y las respectivas tubaciones.
Algunos ejemplos de granuladores secundarios (refinadores)
Algunos ejemplos de LA CRIBA ROTATIVA
SISTEMA DE ASPIRACIÓN DE POLVOS (LIMPIEZA)
Algunos ejemplos del sistema de aspiración de polvos.
34

¿Cuánto cuesta hacer una línea de reciclaje de llantas
usadas?
Según la información que encontré una planta recicladora de
llantas usadas con una capacidad horaria de 1.5 ton/hora,
requiere una inversión de aproximadamente EUR$1.5 millones
de euros, solo para comprar el maquinaria. Cabe mencionar
que para este tipo de líneas normalmente se requieren de 3
a5 personas por turno.
El precio de las líneas completas de reciclaje puede variar
considerablemente de cuerdo a dos factores importantes:
1)la producción horaria que se desea y 2)el tamaño final
del grano. Además de estos dos factores también tiene que
ver que existen varias configuraciones para “armar” una
línea, no obstante esto el mecanismo o principio de
funcionamiento es siempre el mismo (trituración,
granulación, desmetalizado, pulverización, limpieza y
empacado), solo cambian las marcas de las maquina, sus
prestaciones o rendimiento y de consecuencia el precio.
Como podrán imaginar, actualmente existen muchas compañías
35

constructoras de dichas tecnologías (trituradores,
granuladores, separación magnética o desmetalizado, molinos
pulverizadores, sistema de aireado, bandas transportadoras,
etc.)
Algunos empleos de los materiales reciclados: Canchas
deportivas, carpetas asfálticas, fabricación de zapatos,
bolsas, partes para carros (frenos, volantes, tapetes,
etc.)
Algunas otras ideas (algunas extravagantes) realizadas con
goma reciclada: Used Rubber USA, Etsy, Zuss, Haute*Nature,
Trendir, Target
La norma IRAM 6833 Asfalto para uso vial-lechadas asfálticas marca 4 usos granulométricos
36
Tipo 1: Se aplica para sellar fisuras rellenar huecos pequeños y para corregir peladuras superficiales. Este tipose usa sobre pistas de aeropuertos donde el sellado de la superficie y la resistencia al deslizamiento son las necesidades principales.
Tipo 2: Se aplica para rellenar huecos superficiales, corregir condiciones de erosión severa de la superficie y para suministrar una nueva superficie de desgaste. Este tipo se usa sobre pistas de aeropuertos y pavimentos que están severamente erosionados. También se puede usar como capa de rodamiento sobre bases bituminosas o bases de suelocemento, como un sellador sobre bases estabilizadas o sobretratamiento bituminosos superficial.
Tipo 3: Es aplicable para proveer una nueva capa derodamiento sobre superficies muy desgastadas. Tipo 4: El tipo 4 es aplicable sobre base estabilizada.
37

PROPIEDADES FÍSICAS DEL CAUCHO
• A bajas temperaturas, se vuelve rígido, y cuando se
congela en estado de extensión adquiere estructura fibrosa.
• Calentando a más de 100 ºC., se ablanda y sufre
alteraciones permanentes.
• El caucho bruto adquiere gran deformación permanente
debido a su naturaleza plástica.
• La plasticidad del caucho varía de un árbol a otro y
también depende de la cantidad de trabajo dedo al caucho
desde el estado látex, de las bacterias que lo acompañan e
influyen en su oxidación y de otros factores. La
plasticidad puede modificarse dentro de ciertos límites por
la acción de productos químicos.
• La densidad del caucho a 0 ºC. es de 0.950 a 20 ºC. es de
0.934. El caucho bruto deshelado después de la masticación
por cilindros fríos no varía de densidad.
38

• Cuando el caucho bruto ha sido estirado y deformado
durante algún tiempo, no vuelve completamente a su estado
original.
• Si se calienta, la recuperación es mayor que a la
temperatura ordinaria. Este fenómeno se denomina
deformación residual o estiramiento permanente y es propio
del caucho.
• El caucho bruto absorbe agua. Los coagulantes usados en
el látex al preparar el caucho afectan al grado de
absorción de agua; usando ácido clorhídrico, sulfúrico o
alumbre se obtienen cauchos con poder de absorción
relativamente elevado. El poder de absorción de agua del
caucho purificado es muy bajo.
• Gran variedad de sustancias son solubles o pueden
dispersarse en caucho bruto, tales como el azufre,
colorantes, ácido esteárico, N-fenil-2-naftilamina,
pigmentos, aceites, resinas, ceras, negro de carbono y
otras.
• El efecto deteriorante de luz y el calor sobre el caucho
se reconoció largo antes del descubrimiento de la
vulcanización.
PROPIEDADES QUÍMICAS DEL CAUCHO
• La solubilidad del caucho bruto en sus disolventes más
comunes no es muy elevada. Para hacer una solución de 10%
39

es necesaria cierta disociación, ya por medios químicos,
empleando un oxidante, ya por medio físicos, utilizando un
molino.
• Los disolventes más usados son el benceno y la nafta.
Otros buenos disolventes son el tricloroetileno,
tetracloroetano, pentacloroetano, tetracloruro de carbono,
cloroformo, tolueno, xileno, keroseno y éter. El caucho se
hincha primero poco a poco hasta las consistencias de gel y
después éste se dispersa formando una solución. El caucho
bruto aumenta de 10 a 40 veces su propio peso en
disolventes que a la temperatura ordinaria forman gel con
el caucho.
• La viscosidad de la solución del caucho bruto es grande.
• El caucho bruto calentado hasta 200 ºC. Se ablanda y sus
soluciones tienen menor viscosidad, pero el número de
dobles enlaces se conserva sin alteración.
• Cuando la temperatura se eleva hasta 250 ºC., los enlaces
dobles se separan y tiene lugar la formación de anillos. El
cambio a caucho cíclico eleva la densidad y la solubilidad,
el producto obtenido es una dura y frágil resina.
Por su flexibilidad, se utiliza frecuentemente para
fabricar mangueras, neumáticos y rodillos para una amplia
variedad de máquinas, desde los rodillos para escurrir la
ropa hasta los instalados en las rotativas e imprentas. Por
su elasticidad se usa en varios tipos de amortiguadores y40

mecanismos de las carcasas de máquinas para reducir las
vibraciones. Al ser relativamente impermeable a los gases
se emplea para fabricar mangueras de aire, globos y
colchones. Su resistencia al agua y a la mayoría de los
productos químicos líquidos se aprovecha para fabricar ropa
impermeable, trajes de buceo, tubos para química y
medicina, revestimientos de tanques de almacenamiento,
máquinas procesadoras y vagones aljibes para trenes. Por su
resistencia a la electricidad el caucho blando se utiliza
en materiales aislantes, guantes protectores, zapatos y
mantas, y el caucho duro se usa para las carcasas de
teléfonos, piezas de aparatos de radio, medidores y otros
instrumentos eléctricos. El coeficiente de rozamiento del
caucho, alto en superficies secas y bajo en superficies
húmedas, se aprovecha para correas de transmisión y
cojinetes lubricados con agua en bombas para pozos
profundos.
Cables recubiertos por caucho y neumáticos
Esquema del proceso de industrialización del caucho
41

LLANTAS
La norma ISO 5775-2 define los códigos de las llantas, y
distingue entre:
Llantas de pared recta (SS)
Llantas de tipo Crotchet (C)
Llantas Hooked-bead (HB)
Las llantas se designan por su diámetro nominal y
su anchura nominal separados por un aspa (×). Ambas se
miden en milímetros. Las llantas de tipo SS o HB llevan
estas siglas delante del nombre mientras que las de tipo C
la llevan al final. Ejemplos:
SS 400×20, HB 422×25, 620×13C
42

La anchura nominal de una llanta es la anchura interior tal
y como se mide con un calibre.
Las anchuras estadarizadas por las de pared recta (SS) son:
18, 20, 22, 24, 27, 30.5
Para las de tipo crotchet (C):
13C, 15C, 16C, 17C, 19C, 21C, 23C, 25C
Y para las de hooked-bead (HB):
20, 25, 27
Los diámetros estandarizados para las llantas de tipo SS y
C son:
194, 203, 222, 239, 248, 251, 279, 288, 298, 305, 317,
330, 337, 340, 349, 355, 357, 369, 381, 387, 390, 400,
406, 419, 428, 432, 438, 440, 451, 484, 489, 490, 498,
501, 507, 520, 531, 534, 540, 541, 547, 559, 565, 571,
584, 590, 597, 609, 622, 630, 635, 642
Los diámetros estandarizados para las llantas HB son:
270, 321, 372, 422, 459, 473, 510, 524, 560, 575, 611
43

ISO 5775
ISO 5775 es una norma internacional para marcar
los neumáticos (cubiertas) y las llantas de bicicleta. El
sistema se desarrolló originalmente en la Organización
Técnica Europea de Neumáticos y Llantas (ETRTO).
Marcas de tamaños.
BOSQUEJO DEL METODO DE INVESTIGACIÒN
Nuestro proyecto de investigación se llevara a cabo
mediante el diseño y fabricación de una màquina
trituradora, la cual se llevara a cabo en diversas fases
como:
1. Elaboración de un estudio de mercado
44

2. Presupuesto del proyecto
3. Comparación de precio con otros proyectos
4. Diseño de la máquina trituradora de caucho
5. Elaboración de la máquina trituradora de caucho
Criterios de diseño
Fácil operación
Seguro
Ergonómico
Bajo costo de mantenimiento
ESTUDIO DE MERCADO1. Planteamiento de un objetivo.
El objetivo de nuestro proyecto es diseñar y fabricar
una máquina trituradora de caucho, innovadora y de bajo
costo la cual permita y facilite la reutilización del
caucho. Con el fin de convertirse en una opción
innovadora y en beneficio del medio ambiente con
tecnología verde que apoye el desarrollo sustentable del
país.
.Los principales sectores en los que se piensa vender
nuestro producto son:
Gimnasio, para su suelo cuando por algún motivo
se dejen caer el equipo de peso no lastime o
fracture la porcelana, loseta etc. o peor aun la
45
llegue a fracturar, estas placas absolverán el
impacto sin causar daño al suelo.
Parques, para las áreas de niños en res
baladillas, columpios etc. es para evitar que
los niños si sufren una caída no tengan un
contacto directo con el suelo y no se lastimen.
En la industria se puede utilizar igual forma en
los suelos para no lastimarlo o para un tipo
aislador si se ocupa electricidad o de esa placa
sacar pequeños fragmentos para usarlos como
cojinetes o algo similar para que no tengan las
maquinas un golpe directo y tengan un desgaste
tan rápido.
2. Elección de la metodología.
Se llevará a cabo una encuesta para ver si nuestro
proyecto tendrá buena aceptación dentro del mercado
3. Público al que va dirigido.
El producto que se obtendrá a partir de la
utilización de la máquina trituradora va dirigido a
personas que tengan establecimiento de gimnasio,
juegos infantiles e industria en general la cual
reutilizara el caucho.
4. Elaboración de una hipótesis
46

Si se diseña y fabrica una máquina trituradora de
caucho entonces se podrá aprovechar de mejor forma
los desechos de este material, lo cual generará un
impacto ambiental en nuestro país a través de su
reutilización.
5. Elaboración de la encuesta
Formula en estadística que permite calcular el tamaño de la
muestra (n), cuando no se conoce el tamaño de la población
(N):
Z = nivel de confianza,
P = probabilidad de éxito, o proporción esperada
Q = probabilidad de fracaso
D = precisión (error máximo admisible en términos de
proporción)
Asignando valores:
N = 359
Z = 1.96 (valor Z para el 95 % de confianza)
P = 0.05
Q = (1 - P) = 0.95
D = 5 % = 0.05
47

y reemplazando:
n = ((1.96² * 0.05 * 0.95) / (0.05²)
Obtenemos:
n = 0.182476 / 0.0025 = 72.99 por lo tanto el numero
de encuestas es 73.
1-¿A q te dedicas?
A) hogar
B) trabajo
2-¿Cuál es giro de tu negocio?
A) industria
B) gimnasios
C) Areas infantiles y canchas deportivas
3-.Cuanto inviertes en piso de tus áreas de trabajo?
A) 10 000 a 50 000
B) 50 000 a 100 000
4-¿Que tan a menudo tienes incidentes relacionados con tu
piso?
5-¿Cuales son los daños relacionados con tu herramental o
accesorios de trabajo con caídas accidentales?48

6-¿Qué expectativas tienes para la protección de tu piso y
equipo de trabajo?
7-¿Que opciones has pensado para proteger tu piso y
accesorios?
8-¿Cuanto estarías dispuesto a invertir por el PROTETEC
para proteger tu piso y tus herramientas?
9.- ¿Qué beneficios tendrá la utilización del caucho en el
tu área deportiva?
10.- ¿Desearías reutilizar el caucho de las llantas viejas
para la fabricación de nuevas llantas?
11.- ¿Estarías dispuesto invertir en materia prima, la cual
cubra tus expectativas, que sea de bajo costo, garantizado,
de mejor calidad, que sabiendo que contribuirás con el
medio ambiente?
49

PRESUPUESTO DE LA INVESTIGACION
Estructura de (losacero4x6.10 C-24 )
$548.00
Rodillos dentados (redondo2-3 ´´)
$13,000.00
Balero de bola axial 1305-khic
$68.55
Motor monofásico $1,500.00
Total $15,116.55
50

FUENTES CONSULTADAS
Bilurbina, L. y Liesa, F. (1990). Materiales no metálicos resistentes a la corrosión. España: Marcombo. 149 págs.
Nemerow, N. L. y Dasgupta, A. (1998). Tratamientos de vertidos industriales y peligrosos. Madrid: Díaz de Santos. 817 págs.
Billmeyer, F. W. (1975). Ciencia de los polímeros. España: REVERTE. 581 págs.
Sánchez, M. y Guzmán, M. (2013). Análisis de la eficiencia medioambiental del recauchutado de neumáticos. Universitas 136 págs.
Hibber, R. C. (2006). Mecánica de materiales. México: PEARSON. 896 págs.
Kerguignas, M. y Caignaert, G. (1980). España: REVERTE. 547 págs.
Meyers, F. E. y Stephens, M. P. (2006). Diseño de instalaciones de manufactura y manejo de materiales. México: PRENTICE HALL. 528 págs.
51
Related Documents