TRANSFORMACIONES VOLUMETRICAS Hace referencia a los procesos que tienen como objetivo cambiar la forma de una piza o material en bruto en bruto (barra, varilla, hoja, etc.) y obtener un producto terminado o casi terminado. El proceso de transformación volumétrica puede ser por laminado, forja, extrusión o estirado, y puede ser aplicado a materiales metálicos y no metálicos. LAMINADO El laminado es un proceso por el cual se busca reducir el espesor (o modificar la sección transversal) de una pieza larga mediante fuerzas de compresión aplicadas por juegos de rodillos. Es mediante este proceso que se fabrican por ejemplo las placas cuyo espesor va por encima de los 6mm y hojas en rollos para aplicaciones estructurales y de revestimiento. Una estructura colada o de fundición dendrítica poseerá granos grandes y no uniformes haciéndola frágil y con porosidades. El laminado en caliente (por encima de su temperatura de recristalizacion), convierte la estructura colada en láminas con granos más finos y con mayor ductilidad producto de la ruptura de granos frágiles y el cierre de los defectos internos como las porosidades. El laminado en frio da un mejor acabado superficial, grandes tolerancias dimensionales (±0.1mma 0.35mm) y mejores propiedades mecánicas

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

TRANSFORMACIONES VOLUMETRICAS
Hace referencia a los procesos que tienen como objetivo cambiar la forma de una piza o material en bruto en bruto (barra, varilla, hoja, etc.) y obtener un producto terminado ocasi terminado. El proceso de transformación volumétrica puedeser por laminado, forja, extrusión o estirado, y puede ser aplicado a materiales metálicos y no metálicos.
LAMINADO
El laminado es un proceso por el cual se busca reducir el espesor (o modificar la sección transversal) de una pieza larga mediante fuerzas de compresión aplicadas por juegos de rodillos. Es mediante este proceso que se fabrican por ejemplolas placas cuyo espesor va por encima de los 6mm y hojas en rollos para aplicaciones estructurales y de revestimiento.
Una estructura colada o de fundición dendrítica poseerá granosgrandes y no uniformes haciéndola frágil y con porosidades. El laminado en caliente (por encima de su temperatura de recristalizacion), convierte la estructura colada en láminas con granos más finos y con mayor ductilidad producto de la ruptura de granos frágiles y el cierre de los defectos internos como las porosidades. El laminado en frio da un mejoracabado superficial, grandes tolerancias dimensionales (±0.1mma 0.35mm) y mejores propiedades mecánicas

(c) (d)
Figura1. (a) y (b) laminado en caliente y modificación de granos, (c) laminado para perfiles, (d) rodillos y disminucion de espesores.
En el proceso de laminado se puede presentar varios tipos de defectos como ondulaciones por deflexión de los rodillos y la limitación en la libre expansión en dirección del laminado,grietas en los bordes debido a deficiencia en la ductilidad del material a la temperatura de laminado, hojeamientos por defecto en las palanquillas, También defectos superficiales como cascarilla, mordedura, corrosión, rayaduras, mordeduras, picaduras y grietas que no solo puede degradar la apariencia superficial sino también las propiedades del material.
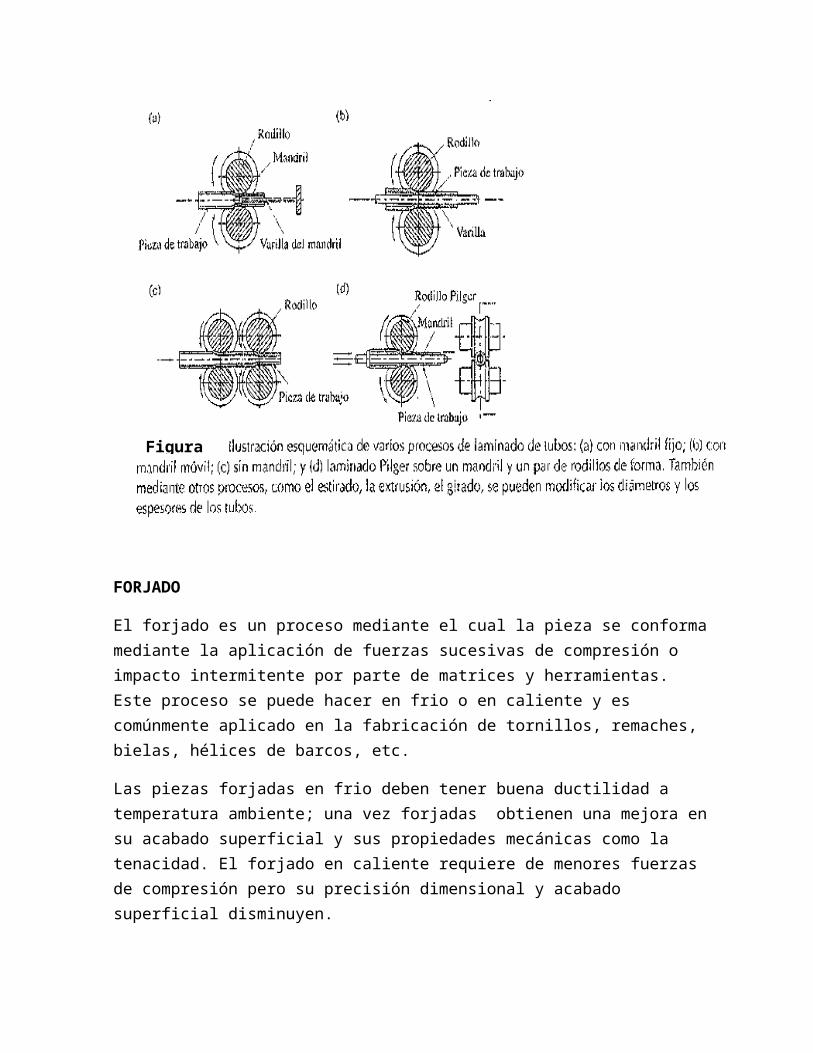
Fabricación de tubos sin costura
Figura

Se somete una palanquilla redonda caliente a ciclos de compresión y un movimiento hacia delante y hacia atrás que originan una cavidad a lo largo del centro de la misma.
La perforación rotativa consiste en un mandril que agranda y dimensiona la cavidad de la barra redonda la que es tirada por unos rodillos con ejes en ángulo (proceso Mannesmann).
Figura 3.fabricacion de tubería sin costura proceso Mannesmann.
El diámetro y espesor se pueden reducir con ayuda de rodillos de laminación y en algunos casos con mandriles.
FORJADO
El forjado es un proceso mediante el cual la pieza se conformamediante la aplicación de fuerzas sucesivas de compresión o impacto intermitente por parte de matrices y herramientas. Este proceso se puede hacer en frio o en caliente y es comúnmente aplicado en la fabricación de tornillos, remaches, bielas, hélices de barcos, etc.
Las piezas forjadas en frio deben tener buena ductilidad a temperatura ambiente; una vez forjadas obtienen una mejora ensu acabado superficial y sus propiedades mecánicas como la tenacidad. El forjado en caliente requiere de menores fuerzas de compresión pero su precisión dimensional y acabado superficial disminuyen.
Figura

La fabricación de piezas por forja requiere por lo general de operaciones adicionales como las de mecanizado para darle la forma y dimensión finalmente exactas en la pieza.
Figura 5. Proceso de forje de una biela
Forjado abierto
Este proceso se puede describir como una pieza sólida colocada entre dos matrices planas o dados, cuya altura se reduce por compresión. Este proceso también recibe el nombre de recalcado o forjado con dado plano. En este proceso se mantiene el volumen constante, toda la reducción de la altura provoca el aumento del diámetro de la pieza forjada.
En las operación reales de forjado con dado plano la pieza no se deforma exactamente de forma uniforme sino que desarrolla una forma abarrilada llamada “pancaking” debida principalmente a las fuerzas de rozamiento en la interfaces entre pieza y dado que se opones al flujo de los materiales hacia fuera, éste fenómeno puede reducirse con el uso de un lubricante eficaz.
También puede darse el caso de abarrilamiento al aplanar en dados fríos piezas caliente ya que el material se enfría con rapidez en las interfaces y cerca de ellas mientras que el resto de la pieza se mantiene caliente, así los extremos de la pieza es más resistente en

los extremos que en el centro, lo que produce una dilatación más en dirección lateral del centro de la pieza que en los extremos. Este abarrilamiento se puede reducir calentando los dados previamente o utilizando una tela de fibra de vidrio como barrera térmica colocándola entre la pieza y el dado.
Forjado cerrado
El forjado con dado cerrado la pieza a fabricar adquiere la forma delos huecos o cavidades al forjarse entre dos matrices con perfil. Cuando se realiza esta operación algo de material fluye hacia fuera y forma una rebaba, ésta tiene un papel importante en el flujo del material en el estampado ya que es delgada, se enfría rápidamente y alejercer una resistencia gracias a la fricción que existe entre la rebaba y la matriz, somete a grandes presiones al material en la cavidad de la matriz causando así el rellenado de la cavidad. En el proceso verdadero de forjado con dado cerrado o sin rebabas, éstas no se forman y el material de la pieza en bruto llena completamente las cavidades del dado. Es imprescindible el control del volumen del material y el del diseño correcto de la matriz para poder conseguir unforjado con matriz cerrada que tenga las dimensiones y tolerancias deseadas. Un mal control del volumen del material puede ocasionar en piezas pequeñas que no llenen completamente las cavidades del dado o por el contrario las piezas demasiado grandes pueden producir presiones excesivas y pueden hacer que los dados fallen prematuramenteo se aplasten.
Figura 6

Forjabilidad
Es la capacidad de un material de sobrellevar la deformación sin romperse, para cuantificarla se realizan pruebas de compresión y de torsión a varias temperaturas y determinar losparámetros de las fallas como agrietamientos.
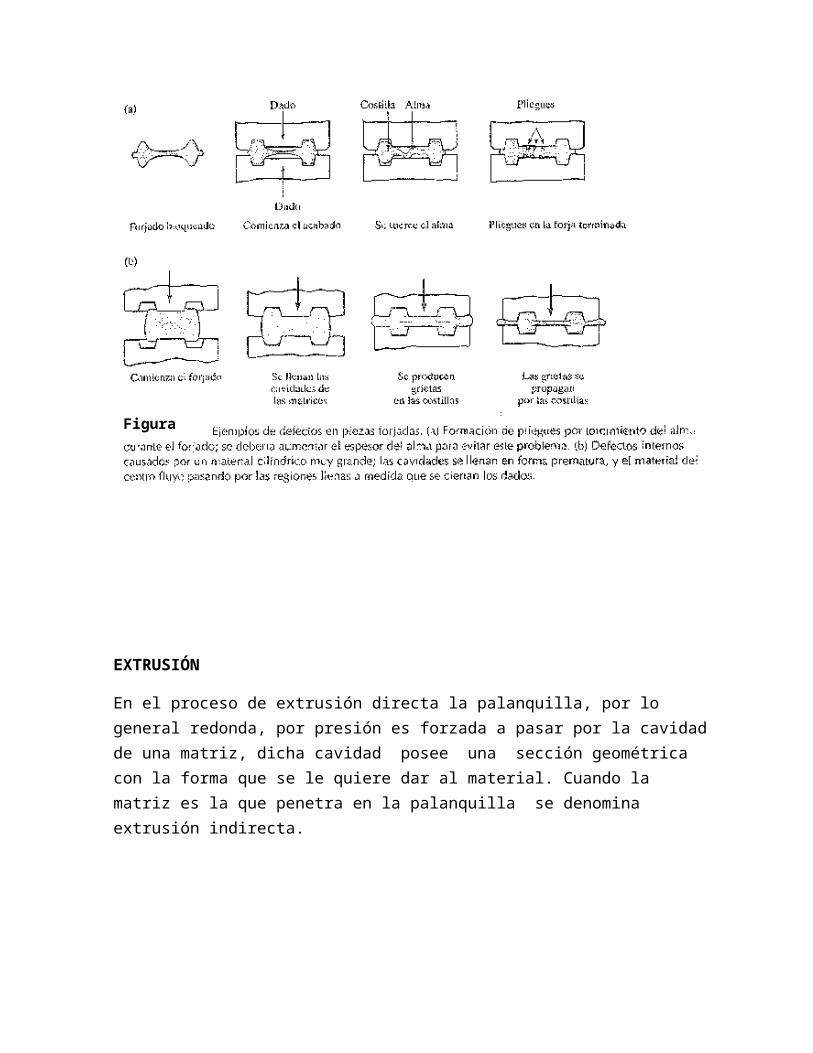
Defectos
Además de los agrietamientos durante el forjado también puede presentarse defectos como pliegues como resultado del flujo dematerial dentro de la matriz. Vea figura 8.hay casos en el quelas líneas de flujo de grano llegan hasta la superficie causando una superficie rugosa que queda expuesta al ambiente;en servicio estos granos pueden ser generadores de concentración de esfuerzos, causar fallas por fatiga y ademásser atacados por dicho ambiente y causar corrosión.
Figura
EXTRUSIÓN
En el proceso de extrusión directa la palanquilla, por lo general redonda, por presión es forzada a pasar por la cavidadde una matriz, dicha cavidad posee una sección geométrica con la forma que se le quiere dar al material. Cuando la matriz es la que penetra en la palanquilla se denomina extrusión indirecta.
Figura 8.

El flujo del material es estudiado por su alta influencia en las propiedades mecánicas. Por su suficiente ductilidad el aluminio, cobre, aleaciones de magnesio, aceros y aceros inoxidables se extruyen con relativa facilidad. La extrusión de materiales depende varios factores como lo muestra la figura 9 y ello influye en el flujo del material. Vea figura 10.
La extrusión en caliente se realiza para materiales con ductilidad insuficiente parareducir las fuerzas requeridas.La extrusión en frio combinavarias operaciones como extrusióndirecta e indirecta y forjado.
Figura
Figura10

Ventajas de la extrusión en frio sobre la extrusión en caliente:
Defectos
Agrietamiento de las superficies por excesiva fricción y temperatura de extrusión también a baja temperatura el agrietamiento puede generarse por adhesión del material a las caras de los dados lo que incrementa la presión y luego de vuelve a fluir suele llamarse defecto bambú. Otro defecto es el de tubo ocasionado por la interiorización de óxidos e impurezas desde la superficie del material. El agrietamiento interno es otro de los defectos y es producido por esfuerzos hidrostáticos en la línea central de la zona de deformación del dado esta tendencia aumenta con el incremento del ángulo de del dado, de las impurezas y disminuye al aumentar la fricción y la relación de extrusión; este defecto se observa en la extrusión y perforado de tubos.

ESTIRADO
La operación de conformación en frío consistente en la reducción de sección de un alambre o varilla haciéndolo pasar a través de un orificio cónico practicado en una herramienta llamada hilera o dado. Los materiales más empleados para su conformación mediante trefilado son el acero, el cobre, el aluminio y los latones, aunque puede aplicarse a cualquier metal o aleación dúctil.
El proceso de estirado, como norma general, se realiza como una operación de deformación plástica en frío y para secciones redondas. Las principales ventajas del proceso de estirado son: Un mayor controlde las tolerancias: podemos obtener un IT muy bajo. Acabado superficial: podemos obtener un muy buen acabado superficial. Propiedades mecánicas: mejora en la resistencia a flexión y mayor dureza. Mayor capacidad de mecanización.
El material inicial debe prepararse adecuadamente. Esto involucra tres pasos: 1) recocido, 2) limpieza y 3) afilado. El propósito delrecocido es incrementar la ductilidad del material para aceptar la deformación durante el estirado. Algunas veces se necesitan pasos de recocido en el estirado continuo, La limpieza del material se requiere para prevenir daños en la superficie del material de trabajo y en el dado de estirado. Esto involucra la remoción de los
Figura11

contaminantes de la superficie (por ejemplo, capas de óxido y corrosión) por medio de baños químicos o limpieza con chorro de municiones. En algunos casos se pre lubrica la superficie de trabajo después de la limpieza. El afilado implica la reducción deldiámetro del extremo inicial del material de manera que pueda insertarse a través del dado de estirado para iniciar el proceso, esto se logra generalmente mediante estampado, laminado o torneado.El extremo afilado del material se sujeta a las mordazas de la corredera o a otros dispositivos para iniciar el proceso de estirado.
Muchas de las varillas, alambres, tubos de pared estrecha y perfiles especiales, se producen mediante un trefilado en frío. Dependiendo delproducto que queramos obtener, realizaremos un trefilado simple, con mandril fijo o con mandril flotante.
Figura 13
Figura
Related Documents











