Towards a more efficient Supply Chain A study at Bombardier Rail Control Solutions with a focus on centralizing their Supply Chain Jonathan Eriksson Master of Science Thesis Supervisor Bombardier: Bastiaan Westhoff Supervisor KTH: Per Johansson Examiner: Lasse Wingård

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Towards a more efficient Supply Chain
A study at Bombardier Rail Control Solutions with a
focus on centralizing their Supply Chain
Jonathan Eriksson
Master of Science Thesis
Supervisor Bombardier: Bastiaan Westhoff
Supervisor KTH: Per Johansson
Examiner: Lasse Wingård

Acknowledgement Initially, I would like to thank Bombardier Rail Control Solutions who gave me the
opportunity to write this Master Thesis for them. From day one I have been treated well and
received great help regarding anything needed. There are some people who have given me
the extra help and support, which I want to direct an extra big thank to.
Bastiaan Westhoff
Firstly, I would like to thank my supervisor and manager at Bombardier Rail Control
Solutions. Bastiaan, I am so grateful that I have had the opportunity to meet, work and
develop together with you during these months. You have been a role model through your
leadership and drive and also been more helpful than I ever could have expected, both
through this thesis and on a personal level through giving me insights and priceless tips
regarding life and career. I feel a lot of gratitude towards you and I will always be grateful for
this time.
Anders Johansson
Anders, thank you for always being there and sharing your time, knowledge and expertise
with me. You have been the person I always have been able to go to and discuss all my ideas.
I feel a lot of gratitude for everything you have shared with me, and just so you know, you
are not that old.
Dan Persson
Dan, thank you for always supporting me ever since we worked together. I am very grateful
that you always are there for me in life no matter what, which this time has been regarding
your insightful tips for this thesis as well as on a personal level.
Per Johansson
Last but not least, Per who has been my supervisor from KTH. I am grateful for your support
and advices when I have been stuck. I am also thankful for your feedback and that you also
have prioritized me when needed. Thank you!

Abstract
To remain competitive in today’s business environment, companies must continuously
become more efficient and improve their business. This can be achieved through developing
and streamlining a company's Supply Chain.
Bombardier Rail Control Solutions(RCS) has grown mainly through acquisitions, however,
the acquisitions have not been integrated in a good way into their existing Supply Chain. This
has result in a decentralized Supply Chain where RCS’s different sites are using different
ERP systems. The consequence of this has led to an increased manual workload, a lack of
visibility between sites and an inefficient Supply Chain.
The goal of this project has been to identify how Bombardier RCS can develop and
streamline its Supply Chain by centralizing different parts of it, e.g. ERP systems and
different processes. To achieve this, there has been a close collaboration with Bombardier
through the project through interviews, meetings, discussions together with studying
literature. In addition, presentations have been presented continuously to ensure that the
results have followed Bombardier RCS’s goal. RCS’s historical data has also been analyzed.
Based on the above-mentioned methods, several problems have been solved and
improvement areas have been identified. Issues that have been solved include centralizing
master data and how to centralize processes at Bombardier RCS. Improvement areas include
the benefits of centralizing Bombardier RCS Supply Chain and the advantages with a central
warehouse. Bombardier RCS should also centralize their entire ERP system to enable global
MRP calculations and so on. Furthermore, it has been identified that there is an improvement
potential regarding Bombardier RCS's delivery performance, which can be solved by either
integrating RCS’s Supply Chain or/and through keeping products on stock.
The conclusion is that Bombardier RCS should centralize their Supply Chain step by step
since it is impossible to centralize everything at once. By centralizing the Supply Chain, this
can reduce manual workload, create visibility between different sites, contribute to a better
delivery performance and streamline the Supply Chain. By doing this, Bombardier RCS can
get more competitive, which can contribute to a continued strong market position in the
industry.
Key words: Supply Chain Management, ERP, MRP, MPS, Master data, Centralization, On-
Time Delivery, Supply Chain Integration, Warehouse, Inventory

Sammanfattning
För att vara konkurrenskraftig i dagens företagsklimat måste företag ständigt förbättras och
bli effektivare. Detta kan uppnås bland annat genom att utveckla och effektivisera ett företags
värdekedja.
Bombardier Rail Control Soutions (RCS) har växt framförallt genom företagsförvärv, dock
har förvärven inte integrerats på ett bra sätt in i den existerande värdekedjan. Detta har
resulterat i en decentraliserad värdekedja där RCS:s olika arbetsplatser använder olika ERP
system. Konsekvensen av detta har lett till en ökande manuell arbetsbelastning, brist på
synlighet mellan siter och en ineffektiv värdekedja.
Målsättningen med det här projektet har varit att identifiera hur Bombardier RCS kan
utveckla och effektivisera sin värdekedja genom att centralisera olika delar av den,
exempelvis ERP system och olika processer. För att uppnå detta har ett nära samarbete med
Bombardier genom projektet varit centralt med intervjuer, möten och diskussioner,
tillsammans med en litteraturstudie. Dessutom har presentationer framförts kontinuerligt för
att säkerställa att resultaten följt Bombardier RCS:s mål. RCS:s historiska data har också
analyserats.
Utifrån ovannämnda metoder har flera problem löst och förbättringsområden har identifierats.
Problem som har lösts är bland annat att centralisera RCS:s masterdata och hur man kan
centralisera processer hos Bombardier RCS. Förbättringsområden är bland annat fördelarna
med att centralisera Bombardier RCS:s värdekedja och vinsterna med ett centrallager.
Bombardier RCS bör även centralisera deras ERP-system för att möjliggöra globala MRP-
beräkningar och så vidare. Vidare har det identifierats att det finns en
förbättringspotential för Bombardier RCS:s leveransprecision som kan lösas dels med att
integrera värdekedjan (med leverantörer) eller/och lagerlägga artiklar.
Slutsatsen är att Bombardier RCS bör centralisera sin värdekedja stegvis eftersom det är
omöjligt att centralisera allt på en gång. Genom en centraliserad värdekedja kan det minimera
den manuella arbetsbelastningen, skapa visibilitet mellan olika arbetsplatser, bidra till en
bättre leveransprecision och effektivisera värdekedjan. Genom att göra detta kommer
Bombardier RCS bli mer konkurrenskraftig, vilket kommer bidra till en fortsatt stark
marknadsposition i branschen.
Nyckelord: Värdekedja, ERP, MRP, MPS, masterdata, Centralisering, Leveransprecision,
Värdekedjeintegration, Lager

Table of Contents 1 Introduction ............................................................................................................................... 1
1.1 Background ........................................................................................................................ 1
1.2 Problem Description ............................................................................................................ 1
1.3 Purpose and Objectives ........................................................................................................ 2
1.4 Research Questions ............................................................................................................. 2
1.5 Limitations ......................................................................................................................... 3
2 Methodology ............................................................................................................................. 4
2.1 Research Setting and Design ................................................................................................ 4
2.2 Literature Review ................................................................................................................ 4
2.3 Data Collection Methods...................................................................................................... 5
3 Supply Chain Management ......................................................................................................... 7
3.1 Description of Supply Chain Management ............................................................................ 7
3.2 Centralized versus Decentralized Supply Chain ..................................................................... 8
3.3 Integration of Supply Chain ............................................................................................... 10
4 Business Processes – ERP systems ............................................................................................ 11
4.1 Master Data ...................................................................................................................... 11
4.2 Master Production Scheduling (MPS) ................................................................................. 13
4.3 Material Requirements Planning (MRP) .............................................................................. 13
5 Bombardier RCS’s Supply Chain Today.................................................................................... 17
5.1 Multiple Supply Chain Sites - Meeting with Global Logistics Manager ................................. 17
5.2 Interviews and Presentations with Logistics Managers for each Region ................................. 17
6 How to Centralize Bombardier RCS’s ERP Systems .................................................................. 19
6.1 Centralized Master Data - meeting with Logistics Manager of Region North ......................... 19
6.2 How to Centralize RCS’s Master Data - Meeting and Discussion with Supply Chain Specialist
from AstraZeneca ................................................................................................................... 19
6.3 MRP Analysis and Meetings with Global Logistics Manager ............................................... 21
7 Analysis of Bombardier Historical Data (Region X) ................................................................... 23
7.1 Current Situation ............................................................................................................... 23
7.2 On-Time Delivery ............................................................................................................. 23
7.3 Direct Sales Stock Policy - Meeting with Supply Chain Specialist AstraZeneca ..................... 25
8 How to Handle the Time-Consuming Compliance Process ......................................................... 27
8.1 Current Compliance Process .............................................................................................. 27
8.2 Centralization of Compliance Process ................................................................................. 27
9 Discussion ............................................................................................................................... 29
9.1 Centralized Supply Chain with a Centralized ERP System ................................................... 29

9.2 Centralized Warehouse ...................................................................................................... 30
9.3 How to Centralize RCS’s ERP System ................................................................................ 31
9.4 Centralized Direct Sales Stock Policy ................................................................................. 32
9.5 Centralized Compliance Process ......................................................................................... 34
10 Conclusions & Recommendations ........................................................................................... 35
10.1 Conclusions .................................................................................................................... 35
10.2 Recommendations ........................................................................................................... 36
10.3 Validity........................................................................................................................... 37
10.4 Future Research ............................................................................................................... 37
11 References ............................................................................................................................. 38
Appendix .................................................................................................................................. A1
Appendix I - Interview Questions ............................................................................................ A1

1
1 Introduction
This chapter contains a description of the research area and gives insights why this project
was initiated. Further, the problem is introduced, as well as the aim of this report and its
limitations.
1.1 Background
In today’s competitive global business world, companies need to find new ways to improve
their business to remain competitive. One improvement area is a company’s Supply Chain,
which can be streamlined through evaluation and change of its design. A more efficient
Supply Chain can contribute to increased margins and gain competitive advantages (Chopra
& Meindl, 2010).
I have investigated what benefits a global company can gain by standardizing and
centralizing parts of its ERP system and Supply Chain. Through a centralized Supply Chain
companies can both reduce their total cost and make their Supply Chain more efficient. Areas
that can be improved, are for instance, material in stock, warehousing and increased
transparency.
Bombardier Transportation is one of the world’s largest companies providing rail solutions
and one of its division is RCS. RCS is a world leader in its area, which is developing,
engineering and installing signaling safety systems, products and service to enable safe and
efficient operation of rail networks and trains.
Currently, RCS has a decentralized Supply Chain divided into more than 10 sites. This
decentralization has created an inefficient Supply Chain through having multiple Enterprise
Resource Planning (ERP) systems. These together have caused a non-visibility between sites,
high manual workload and non-standardized processes in RCS.
ERP systems are used to handle data, information and communication requirements of whole
organizations and are therefore essential for a successful Supply Chain Management. The
idea of Supply Chain Management is to have a strategy to handle the flow of information,
material and services through the whole chain, from raw material suppliers to factories and
warehouses to the end customers. The ability to be able to manage the whole Supply Chain
through the introduction of ERP systems made the integration of the enterprise management
efforts a central issue for companies. (Shtub & Karni, 2010)
1.2 Problem Description
Currently, Bombardier RCS has a decentralized and scattered procurement and Supply Chain
organization in four different regions. RCS is approximately running 150 projects in 40
different countries. The main reason for the decentralized organization is because RCS has

2
grown much through acquisitions, which have not been integrated into RCS’s Supply Chain
properly. The acquisitions have instead continued working with their current systems.
RCS is both manufacturing their products in-house and outsourcing production to different
suppliers. The products that are manufactured are mainly made to order as Bombardier RCS
business is mainly based on projects. Besides the project based sales, RCS are also having an
aftermarket with direct sales (spare parts and services), though, this part of the business has
its own Supply Chain challenges as it’s a combination of make to order and make to stock.
RCS does not have a standardized direct sales policy, which has caused that their service
level and inventory is not at desired level.
Furthermore, the decentralization has caused that RCS is facing different issues, such as
having seven different ERP’s globally, scattered inventory, high manual workload (no MRP
or warehouse integration), lack of global inventory visibility, lack of process standardization
and lack of common master data. As the business and the complexity is increasing, the
current Supply Chain model is more and more under pressure.
Consequently, RCS wants to change from a decentralized procurement organization to a
centralized organization, since today’s solution with many different ERP’s and a
decentralized organization has created a scattered landscape and an inefficient Supply Chain.
1.3 Purpose and Objectives
The overall objective of this project is to define a harmonized global concept for Bombardier
RCS’s Supply Chain. This will be done through investigating how a centralized Supply Chain
and ERP landscape can streamline RCS Supply Chain and optimize their inventory and
logistic cost structure.
Though, this issue cannot be done in one shot. The goal of the research findings is that it will
be used as the foundation of how RCS can tackle previously mentioned issues regarding their
Supply Chain. The developed concepts shall also meet jointly developed requirements, which
will be based on requests from concerned employees. The concepts will help Bombardier
RCS understand and improve their business in the shape of a more centralized Supply Chain
with more transparency between the different sites as well as making their Supply Chain
more efficient.
1.4 Research Questions
The purpose is to help Bombardier RCS with above mentioned areas, which led to following
research questions:
1. How shall Bombardier RCS centralize their Supply Chain? And what benefits would
a centralized Supply Chain imply?
2. What parts of an ERP system is needed initially to optimize inventory and logistics
cost structure?

3
1.5 Limitations
● This project is delimited from evaluating which ERP system that would be best for
Bombardier RCS, due to that Bombardier RCS previously had determined SAP as
their ERP system. The report will, therefore describe some modules in SAP that could
be used to help Bombardier RCS centralize their ERP systems. In this report, the
included parts of an ERP system are master data, MPS and MRP, due to that this is
the area which Bombardier RCS requested.
● In the project, the focus has been on the logistic part of a centralization and has been
delimited from, for instance, finance, the production part and the production plants.
● The work has only focused on the pros and cons of having a centralized hub on a
high-level and not focused where to have it and how to choose a centralized
warehouse.

4
2 Methodology
This chapter presents selected methods to answer the research questions and to achieve the
purpose of this project. The method is divided into three parts: research setting and design, a
literature review and data collection methods divided into subheadings. Each of these
methods is described below.
2.1 Research Setting and Design
This master thesis project was initiated by the Global Logistics Manager at Bombardier RCS
who also has been my supervisor through this project. After the project was initiated, my
manager and I reached a joint agreement for this thesis. Thereafter, a strategy to answer the
research questions and to deliver useful insights to Bombardier RCS was developed. This
method was divided into different approaches to cover different areas.
Through this project, I was offered an office space and have been working full time at the
office to ensure fast communication which also gave the opportunity to be part of daily
meetings and discussions. The presence at Bombardier has been a huge part of the method
since it has given me a better insight of their business and what was needed for this work to
create value for Bombardier RCS.
Initially, it was important to build a relationship with the employees at RCS and get an
understanding of the organization, the processes and their Supply Chain. Through this phase,
it was realized that the approach of this thesis would change a bit with a deeper focus on
different improvements that could be achieved through a centralization. From this stage, the
research questions evolved.
After an understanding of the company was built and when the goal was identified, a
literature review was done simultaneously with the data collection, which consisted of
meetings, interviews, general discussions, introductions to RCS’s different systems and
access to different databases. This approach was used for the whole project.
2.2 Literature Review
Throughout the project, the literature has been reviewed since each phase has required
different kinds of literature. Initially, the literature review had a broad approach to get a
deeper understanding of areas as Supply Chain, ERP and how they are combined.
Thereafter, when the research questions and the aim of the report were defined, the literature
review was narrowed down to focus on the first key areas. These areas were to gain a deeper
understanding of Supply Chain, how a Centralized and Decentralized system work and their
benefits followed by how an integrated Supply Chain can be developed.

5
When the topics were identified and investigated, the literature review continued with
investigating ERP system and which parts that should be focused on in this report, which
were identified as master data, Master Production Scheduling and Master Requirement
Planning, including different planning setups for MRP.
The literature was mainly found through KTH library’s database and keywords have for
instance been: “ERP”, “Supply Chain Management”, “SAP”, “MRP”, “MPS”, “Master
Data”, “Forecasting”, “Centralization”, “Decentralization”, “Supply Chain Integration” and
combination of those.
2.3 Data Collection Methods
There have been different data collection methods in form of interviews, presentations,
meetings, general discussions, previous experiences and RCS’s tools, Data Collection and
Models.
2.3.1 Interviews
The main initial phase of the method was through conducting an introduction with the Global
Logistics Manager and interviews with the Logistics Managers of each region. Through the
interviews, the problem could be defined more precisely and the questions can be found in
Appendix I.
The completed interviews were qualitative and semi-structured, which means that questions
were used in an interview guide (see Appendix I). Since the interview was semi-structured,
questions could be adapted to the informant during the interviews and supplementary
questions could be added. (Blomkvist & Hallin, 2014)
The interviews were only used initially in this project, and instead, other data collection
methods appeared such as presentations, meetings and general discussions. The reason why I
used these methods was that they are more natural and generic.
2.3.2 Presentations, Meetings and General discussions
Bombardier RCS invited me like any other team member from day one and since then I was
at the office full time. This included participation in presentations, meetings and daily
discussions regarding the project and other topics. I have also had many presentations and
meetings where I got direct feedback on my work and its different parts. Furthermore, the
daily work has also minimized the delays in responses, since I have had the opportunity to
visit concerned person when needed to solve my problem instead of having to arrange an
interview-meeting. This has led to fast communication and problem-solving which has
reinforced the quality of the result.

6
2.3.3 Previous Experiences
This master thesis project required knowledge of many different areas within ERP, Supply
Chain and Logistics as well as Excel-skills. Thanks to previous work experience within these
areas, the learning curve was shortened.
2.3.4 RCS’s tools, Data Collection and Models
Bombardier RCS has many different tools and data they are working with daily, which I got
access to as well as instructions on how to use them. These tools and data gave me the
opportunity to look into RCS’s processes and do analyses.
Through inputs from concerned employees globally together with analyzing RCS’s historical
data some Excel-models were developed, which were: OTD-model and Forecast-model
which are shown in 7 Analysis of Bombardier Historical Data. The formulas for these
findings are not included in this report, due to that confidential data was used.
Other confidential data has also been used in form of internal calculations regarding
transportation and warehousing savings with a central warehouse.

7
3 Supply Chain Management
This chapter describes what a Supply Chain is, the difference between a centralized versus a
decentralized approach and how inventory can decrease using a central warehouse. The
chapter ends with describing how a Supply Chain can be integrated.
3.1 Description of Supply Chain Management
Supply Chain Management is the coordination of information, material and financial, within
and across companies. It is defined as a set of procedures in which several companies,
including suppliers, producers and distributors work together to produce a finished product to
the end customer. Through designing the Supply Chain network correctly, companies can
reduce cost, enhanced responsiveness and increase customer service level. It is complicated
to design a Supply Chain since it requires integration of procurement, supply, and
manufacturing processes. (Khalili-Damghania and Tajik-Khavehb, 2015)
Supply Chain Management strive to integrate all key activities in a business and coordinate
the whole Supply Chain from product development, purchase to customer support. Supply
Chain Management also involves several corporate functions to make the businesses cost-
effective and satisfy customer demand, which is shown in Figure 1 below. (Cooper et al,
1997)
Figure 1 - A Framework of Supply Chain Management (Cooper et al, 1997)

8
3.2 Centralized versus Decentralized Supply Chain
There are usually two methods for companies to make decisions for their Supply Chain,
either centralized decision making, where the decisions are made centrally at the corporate
level and the decentralized decision making where the decisions are made at business unit
level. (Li et al, 2014)
3.2.1 Decentralized System
According to Li et al (2014), a decentralized warehouse is when there are multiple
warehouses and where each warehouse is treated as a separate business unit, see Figure 2
below.
Figure 2 - Traditional Decentralized System (Shanker, 2012)
In the decentralized system, each member of each business unit is taking decisions with the
focus on their warehouse since it is treated as an individual company, where the aim is to
reduce their own inventory. Though, since each local decentralized warehouse is working
independently, it increases local control and can increase the local appearance. (Duan & Liao,
2013)
3.2.2 Centralized System
A centralized system is when a company maintains one centralized warehouse instead of
having several warehouses spread out (Li et al, 2014), see Figure 3 below. In the centralized
system, the decisions are made centrally and consider all business units of the company
together. (Duan & Liao, 2013)
9
Figure 3 - Centralized System (Shanker, 2012)
A centralized Supply Chain is more cost-effective since the decisions are made to minimize
the entire Supply Chain inventory cost instead of having decisions based on each business
unit (Duan & Liao, 2013). Furthermore, the centralized warehouse has lower costs regarding
extra rent, extra staff, maintenance of multiple locations etc. compared to a decentralized
warehouse (Haliday, 2014).
3.2.3 Warehousing Square Root Law of Inventory Management
The total amount of inventory increases in conjunction with the number of warehousing
locations. This is because the stock level needs to be higher with more warehouses to satisfy
customers, compared to only having one warehouse. (Haliday, 2014)
When companies grow, they can choose to have multiple warehouses to be closer to their
customers, which can enable a better customer service. Though, since each warehouse is at an
independent location with its own customer base, each warehouse needs its own inventory
which ties up capital in stock. (Haliday, 2014)
Instead, a company can choose to store all stock in a central warehouse, which will eliminate
the duplicated safety stock that occurs when having multiple warehouses. Though, this can
imply longer shipping times which may decrease customer satisfaction. (Haliday, 2014)

10
Through using above information, this can be summed up in Formula 1 below, which is an
estimate of how the number of warehouse locations affects a company’s overall inventory
requirements.
𝑋2 = 𝑋1 ∗ √𝑛2/𝑛1
𝑛1 = 𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑒𝑥𝑖𝑠𝑡𝑖𝑛𝑔 𝑓𝑎𝑐𝑖𝑙𝑖𝑡𝑖𝑒𝑠
𝑛2 = 𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑓𝑢𝑡𝑢𝑟𝑒 𝑓𝑎𝑐𝑖𝑙𝑖𝑡𝑖𝑒𝑠
𝑋1 = 𝑒𝑥𝑖𝑠𝑡𝑖𝑛𝑔 𝑖𝑛𝑣𝑒𝑛𝑡𝑜𝑟𝑦
𝑋2 = 𝑓𝑢𝑡𝑢𝑟𝑒 𝑖𝑛𝑣𝑒𝑛𝑡𝑜𝑟𝑦
Formula 1 - Square Root Law of Inventory Management (Haliday, 2014)
3.3 Integration of Supply Chain
An integrated Supply Chain can be defined as a process of collaboration and interaction
between companies in a Supply Chain where they work together to reach a mutually
acceptable outcome. According to He & Lai, an external integration is more powerful than an
internal integration of the Supply Chain. Two basic categories of the external integration are
the integration with suppliers and customers, meanwhile, the strategic and operational
integration can be considered as two major strategies of external integration. The operational
integration integrates interdependent processes and information flows, which helps
companies to improve efficiency and effectiveness. The strategic integration is to integrate
and create closeness in the relationship between a company and both its customers and
suppliers. This includes strategic alliances and partnerships where the partners discuss
common interests and shared visions to develop it into collective actions. Though, since the
Supply Chain integration is a complicated process, it can be hard to understand its outcome.
(He & Lai, 2012)
According to He & Lai (2012), through sharing information about key processing activities
the Supply Chain integration will be enhanced. By integrating the Supply Chain,
manufacturers can react more flexibly to customer demands, which can decrease delivery
time and reduce inventory. An integrated Supply Chain can also increase key practical
resources like improving market access by information networks and strengthening logistics
operations. (He & Lai, 2012)

11
4 Business Processes – ERP systems
This chapter describes the critical parts that are initially needed for a logistic ERP system
implementation, which are Master Data, MPS and MRP.
4.1 Master Data
Master data is the foundation of each ERP system and without correct master data, it is not
possible to control and plan an enterprise. Master data includes all important business
information, for example, business partners (customers and vendors), articles, bills of
materials and prices & conditions. All business activities such as orders, payment receipts,
transport orders and quotes refer to the master data, which make the master data a basis for all
coordination. (Kurbel, 2013)
Usually, master data is stored and remains unchanged over an extended period of time.
Within an ERP system, the master data is used and integrated in a cross-application manner,
which reduces the time needed to process business transactions. This, because the master data
in the ERP system is integrated automatically into the processes and information for the
purchasing, distribution and warehousing processes as well as operative functions and
corporate areas can be used communally. (Kappauf et al, 2011)
In the material master records, all fundamental parameters for the management of each
material are included and its use in procurement, production, distribution and warehouse
logistics. The most crucial master data for control and planning are regarding:
● parts
● product structures
● manufacturing structures
The master data for parts has a central role in manufacturing application systems since it
comprises assemblies, components, raw materials, end products and more. Hence, a part
contains all parts of the end products including all components needed to produce it. (Kurbel,
2013)
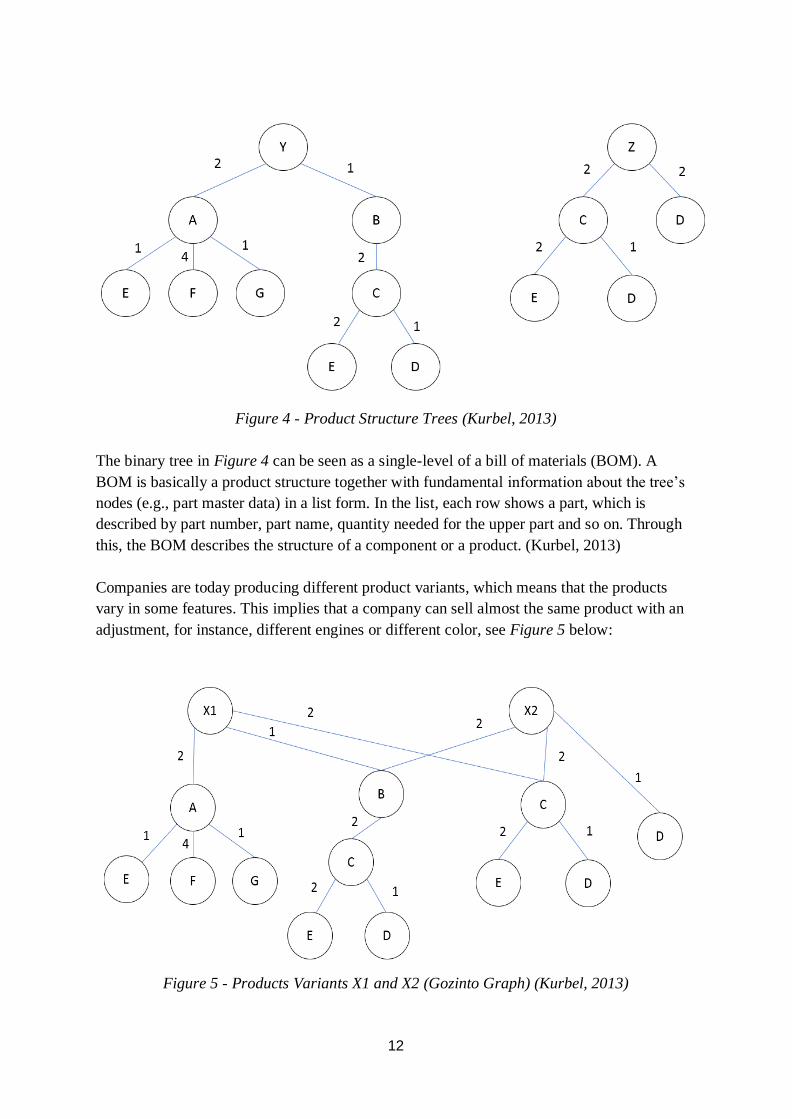
The master data for product structures displays what different parts are needed to make up a
product. They can be shown as trees, see Figure 4 below:
12
Figure 4 - Product Structure Trees (Kurbel, 2013)
The binary tree in Figure 4 can be seen as a single-level of a bill of materials (BOM). A
BOM is basically a product structure together with fundamental information about the tree’s
nodes (e.g., part master data) in a list form. In the list, each row shows a part, which is
described by part number, part name, quantity needed for the upper part and so on. Through
this, the BOM describes the structure of a component or a product. (Kurbel, 2013)
Companies are today producing different product variants, which means that the products
vary in some features. This implies that a company can sell almost the same product with an
adjustment, for instance, different engines or different color, see Figure 5 below:
Figure 5 - Products Variants X1 and X2 (Gozinto Graph) (Kurbel, 2013)

13
4.2 Master Production Scheduling (MPS)
The MPS is the expected production scheduled for independent demand items per planning
period by quantity. These independent items are products demanded by the market. The
independent items consist of different components and parts, named dependent demand
which is linked to the Material Requirement Planning, which will be described in 4.3
Material Requirement Planning (MRP). (Shtub & Karni, 2010)
MPS combines the demand for independent requirements based on customer orders and
forecast, which is shown in Figure 6 below. The MPS is linked to the MRP process and
drives it either to work orders or purchase orders. MPS is important since it includes the
trade-off, of either having make-to-stock and make-to-order and the use of inventories.
(Shtub & Karni, 2010)
Figure 6 - The Basic MRP system (Shtub & Karni, 2010)
Since MPS includes the gross requirements for independent demand items, these
requirements are broken down in the MRP into time-phased net requirements to secure
material availability. (Shtub & Karni, 2010)
4.3 Material Requirements Planning (MRP)
Companies are using MRP to ensure that materials are available for production and assembly
in quantities to allow production procedures and sales processes to be accomplished in an
accurate and timely aspect. There are three main sub-functions for MRP, which are:
- to monitor the stock of material for Production and Sales & Distribution
- to generate a procurement recommendation for Purchasing and Manufacturing
- to determine the optimal balance between the lowest possible capital lockup and the best
possible service level, in combination with low provision costs and to reduce expenses.
(Kappauf et al, 2011)

14
Usually, planning requirements are conducted for each plant, but it is possible to perform
planning requirements on the level of a location, planning area or as a supply network
planning. Included planning procedures are:
● total planning
● single-level individual planning
● multi-level individual planning
● interactive planning
● multi-level individual customer planning
● individual project planning
(Kappauf et al, 2011)
As shown in Figure 6 the MRP is based on the required materials BOM and inventory.
(Shtub & Karni, 2010) In Figure 7 below, the other principles of the MRP are shown and its
integration with production. This process can be described in following steps:
● The sales Process or Demand Management figures the Independent Requirement,
described in 4.2 Master Production Scheduling (MPS).
● The MRP creates a demand from either Externally Procured Materials or Planned
Production Orders.
Figure 7 - Material Requirement Planning Process (Kappauf et al, 2011)
• A BOM explosion of products creates the dependent requirements, which is shown in an
example in Figure 8 below. In the example, it is shown that the housing is externally
procured (purchase requisition) and the rest are in-house produced (planned order). When
a planning runs, it goes through all levels in the picture and executes a total planning
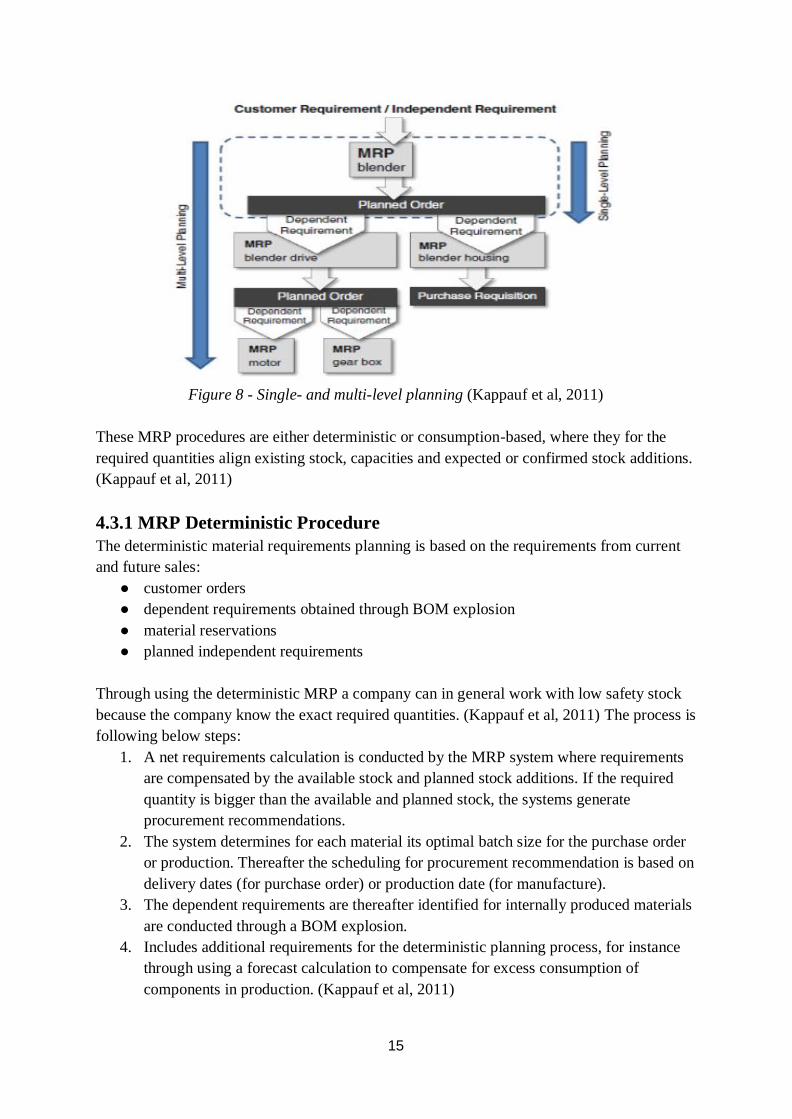
process. (Kappauf et al, 2011)
15
Figure 8 - Single- and multi-level planning (Kappauf et al, 2011)
These MRP procedures are either deterministic or consumption-based, where they for the
required quantities align existing stock, capacities and expected or confirmed stock additions.
(Kappauf et al, 2011)
4.3.1 MRP Deterministic Procedure
The deterministic material requirements planning is based on the requirements from current
and future sales:
● customer orders
● dependent requirements obtained through BOM explosion
● material reservations
● planned independent requirements
Through using the deterministic MRP a company can in general work with low safety stock
because the company know the exact required quantities. (Kappauf et al, 2011) The process is
following below steps:
1. A net requirements calculation is conducted by the MRP system where requirements
are compensated by the available stock and planned stock additions. If the required
quantity is bigger than the available and planned stock, the systems generate
procurement recommendations.
2. The system determines for each material its optimal batch size for the purchase order
or production. Thereafter the scheduling for procurement recommendation is based on
delivery dates (for purchase order) or production date (for manufacture).
3. The dependent requirements are thereafter identified for internally produced materials
are conducted through a BOM explosion.
4. Includes additional requirements for the deterministic planning process, for instance
through using a forecast calculation to compensate for excess consumption of
components in production. (Kappauf et al, 2011)

16
4.3.2 MRP Consumption-Based Procedure
The consumption-based planning is based on historical consumption. Two different methods
of using historical consumption data to forecast future consumption are:
● Reorder point procedure
A company is using a reorder point to ensure having products for their customers and
the procurement is triggered when the stock (plan stock and fixed additions) gets
below the reorder point. This point needs to be high enough to cover periods until the
products have been replaced. Otherwise, this can cause production or supply shortfalls
and therefore it might be necessary to include a safety stock in the reorder point.
(Kappauf et al, 2011)
● Forecast-based planning
The forecast-based planning conducts a forecast for future requirements which forms
the required values for the planning run. These values influence the requirement
planning directly and the forecast calculations are on regular basis, which enables that
the requirement adjusts to consumption behavior. (Kappauf et al, 2011)
Forecast Methods
Two common forecasting methods are moving averages and exponential smoothing. The
moving averages method calculates the average of the past n periods to predict the demand
for the material in the next period. Through using this data, the formula below Formula 2 can
be used with following conditions:
- k-1 = current period
- mj = demand that occurred in period j
- Vk = forecast for period k, and is the average of the n most recent actual demands
- The sum is from period k-n to k-1 (Kurbel, 2013)
𝑉𝑘 = 1
𝑛∗ ∑ 𝑚𝑗
𝑘−1
𝑗=𝑘−𝑛
Formula 2 - Moving Average (Kurbel, 2013)
Exponential smoothing instead, can be configured to weight more recent demand more than
previous demand. The formula for exponential smoothing is shown in Formula 3 below and
can be used with following conditions:
- Vk = forecast value is equal the last forecast value plus the weighted deviation of the
actual demand mk-1
- α influences the method's behavior and can be a value between 0 and 1. If α is close to
1 the forecast will be close to the actual demand in period k-1 and the opposite applies
to small α
𝑉𝑘 = 𝑉𝑘−1 + 𝛼 ∗ (𝑚𝑘−1 − 𝑣𝑘−1)
Formula 3 - Exponential Smoothing (Kurbel, 2013)

17
5 Bombardier RCS’s Supply Chain Today
In this chapter Bombardier RCS’s Supply Chain is analyzed, both through presentations with
the Global Logistics Manager and the Regional Logistics Managers from three different
regions, North, South and APAC (Asia Pacific).
5.1 Multiple Supply Chain Sites - Meeting with Global Logistics
Manager
Bombardier RCS has a decentralized Supply Chain with many different sites that have
different ERP systems, see Figure 9 below.
Figure 9 - Multiple Supply Chain Sites
Through having many different sites with different ERP systems, this has led to a scattered
inventory. Furthermore, each site is working as its own legal business unit and since each of
them is having different ERP systems, this has caused inefficiency and prevent visibility in
the Supply Chain. The different sites are also having different master data for the materials,
which reinforce the lack of visibility but also the cooperation between the sites.
5.2 Interviews and Presentations with Logistics Managers for each
Region
To understand this decentralized issue on a region basis, presentations followed by interviews
have been done with three Logistics Managers from three different regions. The interview
questions can be found in Appendix I. The regions represented were APAC (Asia-Pacific),
South (Southern Europe and Africa) and North (Northern Europe). From the presentations
and interviews, four common topics were identified that are causing inefficiency in today’s
Supply Chain. The four common topics were regarding the ERP systems, Inventories,
Warehouses and Compliance. Below you can find a summary of the main findings.

18
5.2.1 System
All the three Logistics Managers have realized that the current ERP setup is not healthy for
the company and causes a high manual workload. The Logistics Manager of APAC thought
that there is no good connection between the different systems and functions and that the
many ERP systems are causing problems for the logistic part of the organization.
Furthermore, the APAC manager mentioned that data from two different ERP systems is
needed for their region and the data from them needs to be consolidated in Excel for
reporting. The Logistics Manager of region South mentioned that all data handling is done
through Excel and explains that the different ERP systems are lacking common master data,
which causes non-visibility between each region's stock. Therefore, there is not a warehouse
integration between the different regions. According to the Logistics Manager of Region
North, it will not be possible to centralize the Supply Chain without a centralized ERP
system. A centralized ERP system would create visibility and reduce manual work, such as
master data and supplier data since it only needs to be administered in one system instead of
all the current systems. In a common ERP system, it would also be easier to transfer stock
and make the inventory management more efficient.
5.2.2 Inventory
The common problem between the different regions is that they need to reduce their physical
inventory and reduce the material in store. Region South would also like to optimize their
material flow with direct deliveries. Region North’s biggest issue regarding inventory is Last
Time Buys (LTBs), due to that they need to buy large quantities at the same time as RCS’s
products have a long lifetime (up to 30 years). This causes trapped cash which results in a bad
rotation and movements for RCS’s products.
5.2.3 Warehouse
Regarding the warehousing, both the Logistics Managers from region South and North would
prefer a centralized warehouse instead of having warehouses scattered, which creates
inefficiency. The Logistics Manager of Region North also mentioned that with a centralized
warehouse, it would create a better transparency, which for instance would ease stock
transfers. The Logistics Manager from APAC explains that their problem is to ensure that the
existing warehouses are following Bombardier’s standard guidelines. According to the
Logistics Manager of Region North, one benefit with a central warehouse would be the
savings in sharing the Minimum Order Quantities and Last Time Buys since only one
region/warehouse would have to buy these instead of four.
5.2.4 Compliance
All the Logistics Managers confirmed that they are not specialist in Trade Compliance and
that those tasks consume a lot of time. The Logistics Manager of Region South expressed that
there are possible improvements within this topic.

19
6 How to Centralize Bombardier RCS’s ERP Systems
This chapter describes which parts of RCS’s ERP system that initially needs to be
centralized, which are RCS’s master data and MRP.
6.1 Centralized Master Data - meeting with Logistics Manager of
Region North
The centralization of RCS’s master data can be divided into two areas, new products and old
products that are already in the system. The first area will be solved easily according to the
Global Logistics Manager, since new products will have the same material number in all
regions. The second area is more challenging according to the Logistics Manager of Region
North and The Global Logistics Manager, since each region has had their own material
numbers for the same products. This means that even if the different regions are selling the
same product, they are using different material number, which causes a problem for the
centralized MRP set-up. Furthermore, due to an expensive and complex homologation in
different countries on material number level, regions are not keen to change their material
numbers. Therefore, another solution is needed to tackle this problem. According to the
Logistics Manager of Region North and the Global Logistics manager, they are unsure how
to solve this problem and agree that it will be a challenge to solve the master data in SAP to
make the MRP process possible and efficient.
6.2 How to Centralize RCS’s Master Data - Meeting and Discussion
with Supply Chain Specialist from AstraZeneca
Through the meeting and discussion with the Supply Chain Specialist, two methods were
developed. One method was more complex, meanwhile, the second method was less complex
and would be easier to implement.
The first complex method would include supersession and interchangeability FFF (Form-Fit-
Function) classes in SAP. Regarding the FFF, an FFF class link a group of fully
interchangeable inventory-managed manufactured parts, see Figure 10 below.
Figure 10 - FFF- Class (SAP Documentation, 2017)

20
A problem that might occur with the FFF is that the customer might need to verify that the
correct material number has arrived, and if the materials have different material numbers on
them, that would not satisfy the safety requirements since their documentation might be
linked to another material number. The interviewee thought that this process would be too
advanced and complicated for Bombardier RCS if their master data issue was not of high
priority and was critical for the company. Furthermore, using supersession and
interchangeability FFF would require either a separate add-on or an extra module in SAP,
which would be costly and require further knowledge and competence
The second method is shown in Figure 11 below. To centralize the material number RCS
needs to have a material number centrally. To be able to convert this centralized material
number, RCS needs to do a production order (in SAP) in the centralized warehouse or unit to
change the material to each region’s material number. This region material’s BOM will
consist of the centralized material (Material A), a label for the region’s material number
(B/C/D/E) and packaging material. The production order includes re-label the product with
for instance a labeler.
It is also possible to create a disassembly production order (separate the different
components) in the central warehouse. This could happen if RCS’s customer, for instance,
cancels an order of product B in Region North and product A already has been converted to
product B through the production order. Through the disassembly production order, Product
B would be separated from Product A, which could be used again for another region. This
process can thereafter be incorporated with the MRP calculation which will be discussed
further in 6.3 MRP analysis and meetings with Global Logistics Manager.
Figure 11 - Overview of centralizing old Master Data in SAP

21
6.3 MRP Analysis and Meetings with Global Logistics Manager
As a solution for the master data issue was developed, the analysis continued with analyzing
how RCS was working with their current ERP systems and tools. Through the analysis, a
model for their MRP was developed through interviews and cooperation with the Global
Logistics Manager and a project team. To implement a centralized MRP process, RCS needs
input from different sources, which is shown in Figure 12 below. Firstly, RCS needs input
from Engineering and Project Management in terms of manufacturing BOM for the materials
and the schedules for each project. Secondly, procurement and logistics need to ensure that
the system has correct master data and that the inventory levels are correct.
Figure 12 - Project ERP Landscape
Since a solution for handling the different region’s material number was developed, shown in
6.2 How to Centralize RCS’s Master Data - Meeting and Discussion with Supply Chain
Specialist from AstraZeneca, it also needed to be adapt to an MRP environment, see Figure
13 below. The figure can be described in following steps:
1. Each Region’s material number consists of Material A, Label (B/C/D/E) and pack
material.
2. Each region’s BOM will be broken down and the MRP will calculate and sum the
dependent requirement of each component.
3. This requirement will thereafter be summed up in the Central MRP, which thereafter
will result in PO: s to the supplier.
Additionally, through keeping products at their central number as long as possible, this will
reduce tied capital and increase flexibility.

22
Figure 13 - How the centralized Master Data will be connected to the MRP
When the different input sources were defined and a solution for the master data was
developed, a more detailed MRP set-up with action was worked out, see Figure 14. This
MRP implementation shall be done in several steps. Bombardier shall:
1. Create an interface between Primavera (The Project Management Tool) and SAP for
upload of projects to SAP MPS.
2. Link together PDM (Product Data Management) with the master data in SAP.
3. Ensure correct master data is in the system, including Inventory levels.
Figure 14 - MRP Landscape
23
7 Analysis of Bombardier Historical Data (Region X)
In this chapter has the historical purchase order data and sales data for Region X’s direct
sales been analyzed. This data has been used to develop an OTD-chart. Furthermore,
interviews have been conducted to be able to develop an accurate direct sales stock policy to
meet requested demand.
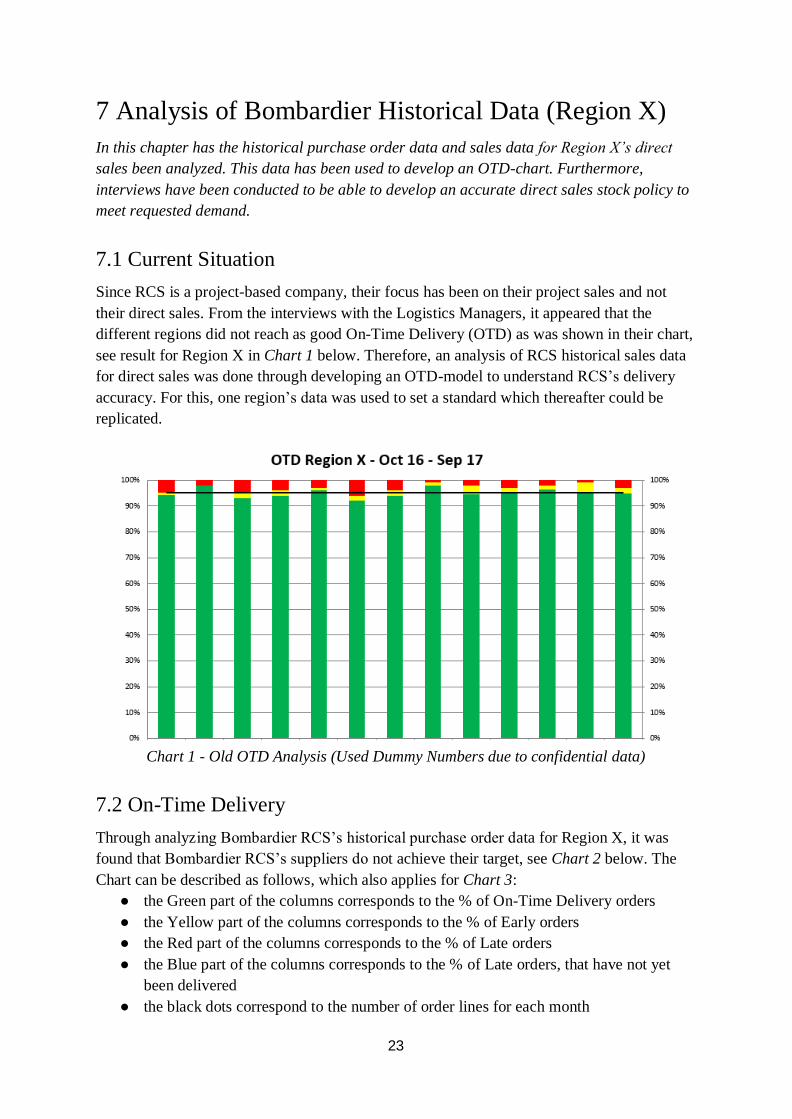
7.1 Current Situation
Since RCS is a project-based company, their focus has been on their project sales and not
their direct sales. From the interviews with the Logistics Managers, it appeared that the
different regions did not reach as good On-Time Delivery (OTD) as was shown in their chart,
see result for Region X in Chart 1 below. Therefore, an analysis of RCS historical sales data
for direct sales was done through developing an OTD-model to understand RCS’s delivery
accuracy. For this, one region’s data was used to set a standard which thereafter could be
replicated.
Chart 1 - Old OTD Analysis (Used Dummy Numbers due to confidential data)
7.2 On-Time Delivery
Through analyzing Bombardier RCS’s historical purchase order data for Region X, it was
found that Bombardier RCS’s suppliers do not achieve their target, see Chart 2 below. The
Chart can be described as follows, which also applies for Chart 3:
● the Green part of the columns corresponds to the % of On-Time Delivery orders
● the Yellow part of the columns corresponds to the % of Early orders
● the Red part of the columns corresponds to the % of Late orders
● the Blue part of the columns corresponds to the % of Late orders, that have not yet
been delivered
● the black dots correspond to the number of order lines for each month

24
Chart 2 - OTD All Suppliers (Used Dummy Numbers due to confidential data)
Since Chart 2 shows that RCS’s suppliers do not deliver in time, that would imply that RCS
should not be able to deliver in time, if they do not keep products in stock. From analyzing
RCS’s historical sales for Region X, RCS’s OTD could be identified, see Chart 3 below. It is
shown that Chart 3 shows a lower OTD compared to Chart 1. Therefore, it was necessary to
investigate how this performance could be improved.
Chart 3 - OTD to customers for Region X (Used Dummy Numbers due to confidential data)

25
7.3 Direct Sales Stock Policy - Meeting with Supply Chain Specialist
AstraZeneca
According to the Supply Chain Developer from AstraZeneca, there are several factors to
consider regarding a direct sales stock policy. Firstly, it is important to understand what
products that are critical for a company’s customers and how to handle this. This can be
solved either by keeping customer critical products in stock or through having Service Level
Agreement (SLA) with customers.
Secondly, RCS should analyze how their products are selling and find patterns for them. For
instance, that could be to identify products that have continuous sales or products that
corresponds to a high percentage of the total sales. Thereafter, RCS could create a forecast
for these and one possible solution would be to use exponential smoothing. For these
forecasted products, RCS could either keep these products in stock or push warehousing to
suppliers. Then the suppliers could either keep finished goods in stock or keep components
with long lead time in stock, based on agreements with RCS.
Thirdly, RCS should develop a close cooperation with suppliers and key customers to ensure
that RCS will deliver on time. This can, for instance, be that suppliers are keeping long lead
time components in stock to reduce the overall lead time for finished goods.
7.3.1 Critical products - Interview with Manager of After Sales
Today, RCS is offering a SLA to all their customers, which ensure that their customers
systems always will work. In these agreements, RCS make sure to keep critical products in
stock for each customer. Since these agreements exist, the After Sales Manager believe that
to be able to ensure these products, the customer needs to have a SLA-agreement since these
critical products are not sold regularly. The After Sales Manager points out that it is
important that RCS’s customers with SLA get benefited. Because if RCS would ensure that
we had these products in stock anyway, customers would not use RCS’s SLA-agreement.
7.3.2 Forecasting model for continuous sales
Through analyzing the historical sales data for Region X’s direct sales, a certain number of
materials were identified that should be forecasted to reduce lead time and improve OTD.
There are two opportunities to use this forecast, either Bombardier RCS can keep these
products in stock or provide the forecast to their suppliers. RCS can thereafter let them either
build inventory on long lead time components or finished goods. Depending on what lead
times RCS want to promise their customers, they can adjust these agreements. Using forecast
can also improve bargain power with the suppliers as well as spread the demand over the year
which can smooth their suppliers’ workload.

26
The proposed main criteria to forecast a product is that the product shall be sold regularly (at
least be sold every quarter). Furthermore, other parameters that also affects the forecast is the
quantity sold and the value of the product. Since a product that is forecasted fulfils regularly
sales, this reduces the risk of keeping the products in stock and would increase the delivery
accuracy of the products. In Chart 4 below, the forecast is shown based on historical data.
The blue line from period 22, shows the actual sales during that period. The forecast below
used following parameters:
- ending the forecast 6 months after last period (month)
- the confidence interval was set at 85%
- filled missing points using interpolation
Chart 4 - Example of forecast
7.3.3 Close Cooperation with Suppliers
According to the Logistics Manager of Region North, Bombardier RCS want to reduce their
inventory level and the amount of tied-up capital. Therefore, RCS shall improve their
cooperation with their suppliers and aim to push the inventory to them. This will, of course,
cause a risk for the suppliers, which might lead to increased prices, though the After Sales
Manager does not see any problem with this if RCS can improve their delivery times. What
needs to be defined is which product that shall be kept as finished goods and for which
products long lead time components shall be kept in stock. The Logistics Manager of Region
North’s philosophy is to store materials as early as possible in the process to have the greatest
flexibility. Though, the Logistics Manager of Region North mentioned that this cooperation
with RCS different suppliers depends on the value and volume RCS is ordering. For instance,
The Logistics Manager of Region North points out that for suppliers where RCS is not a
majority customer and is ordering have long lead times products, RCS should keep an annual
demand in stock to ensure availability to RCS’s customers.

27
8 How to Handle the Time-Consuming Compliance
Process
This chapter explains how Bombardier RCS’s work with their decentralized Compliance
process and how this process has evolved through this project.
8.1 Current Compliance Process
As previously mentioned, the different Logistics Managers mentioned that the Compliance
process consumes much time and it was discovered that each region did the same work,
which is shown in Figure 15.
Figure 15 - Current Compliance Process
8.2 Centralization of Compliance Process
Through discussions with the Logistics Manager of Region North and the Global Logistics
Manager, it appeared that it is possible to centralize this process. The process is shown in
Figure 16, and the process was developed to optimize RCS’s process for collecting
documents from suppliers. The process is done in following steps:
1. Each Regional Logistics Manager will provide a list with data to a Centrally
Responsible, who will consolidate a report.
2. Thereafter, Strategic Sourcing will request this from the Suppliers.
3. Thereafter, the Suppliers will provide the documents to the Centrally Responsible
who will update this into a centralized database which will be reachable for each
region.
4. To follow up the percentage of data that has been collected, a KPI will be developed
to measure this.

28
Figure 16 - Centralized Compliance Process
29
9 Discussion
This chapter discusses the centralized approach based on the knowledge from the literature
review in combination with the insights and results from the analysis and data collection.
9.1 Centralized Supply Chain with a Centralized ERP System
Through the discussions, interviews and presentations, it appeared that there are many
reasons why Bombardier RCS should centralize and integrate their Supply Chain. As shown
in the literature, RCS should integrate their operational interdependent processes and
information flows, since they do not have that in today’s organization. The reason is that the
organization has been decentralized and each business unit has taken decisions as an
individual company and have done what is best for them, which is how a decentralized
system works according to Duan & Liao (2013).
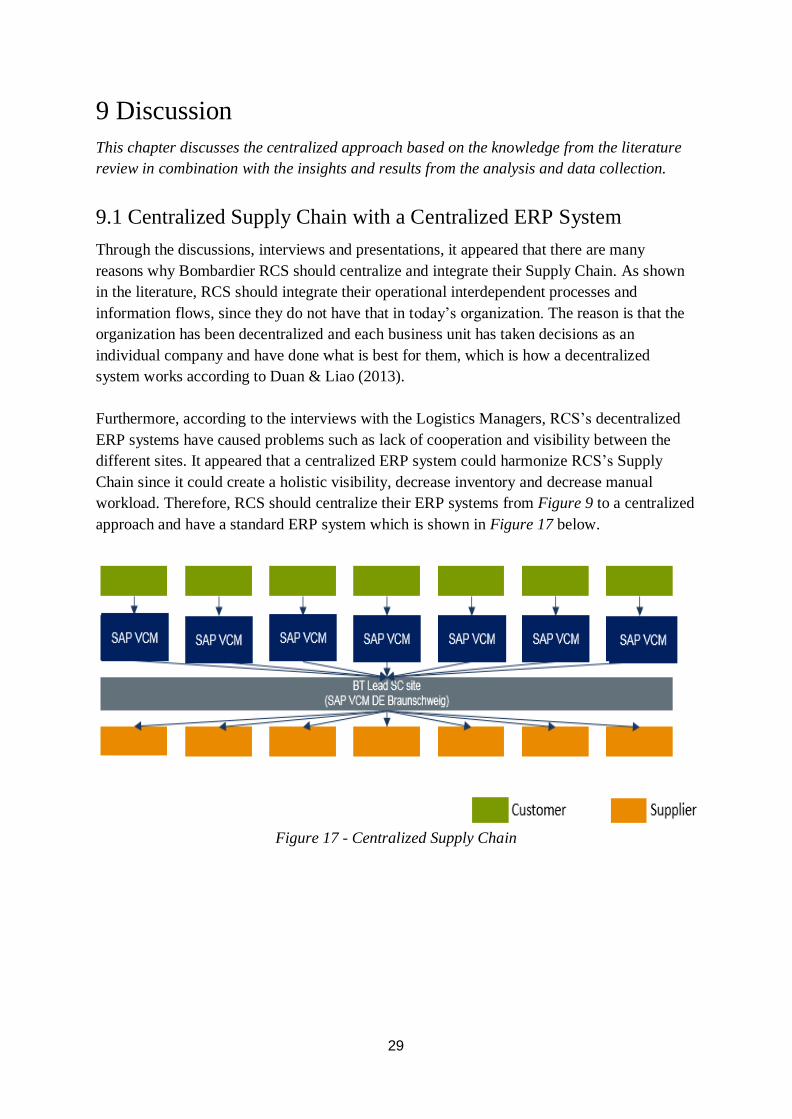
Furthermore, according to the interviews with the Logistics Managers, RCS’s decentralized
ERP systems have caused problems such as lack of cooperation and visibility between the
different sites. It appeared that a centralized ERP system could harmonize RCS’s Supply
Chain since it could create a holistic visibility, decrease inventory and decrease manual
workload. Therefore, RCS should centralize their ERP systems from Figure 9 to a centralized
approach and have a standard ERP system which is shown in Figure 17 below.
Figure 17 - Centralized Supply Chain

30
9.2 Centralized Warehouse
From the interviews, it appeared that the Logistics Managers need to decrease their inventory
levels to increase free cash flow. Through having a centralized Supply Chain with a
Centralized Warehouse this would be possible since a centralized warehouse would decrease
tied-up material. This can be explained by using Formula 1, which will be shown in an
example. If Bombardier RCS’s would have four warehouses where each warehouse would
require 25 pieces in average of material X in safety stock to serve their customers, that would
result in 100 pieces totally. If then RCS would consolidate the inventory into one central
warehouse, the amount of inventory of X would be:
𝑋 = 100 ∗ √1/4 → 𝑋 = 50
This reduces RCS inventory by 50%.
According to Duan & Liao (2013), a centralized warehouse would also be more cost-
effective, since the decisions are made to minimize the entire Supply Chain Inventory instead
of decisions based on each business unit. Though, according to Li et al (2014), a centralized
warehouse can create delays while sending materials to a company's different branches, in
RCS’s case to their different sites. Although, from the On-Time Delivery analysis, it was
found that RCS already had delays and that their OTD could be improved.
As previous mentioned, the Logistics Managers need to decrease their stock levels as well as
improving their OTD and through a centralized approach it would be possible to improve
both. A centralized warehouse could decrease the overall stock level and still achieve the
same delivery performance through consolidating the stock in fewer warehouses shown in
3.2.3 Warehousing Square Root Law of Inventory Management. This would result in a
decreased overall stock level, but increased consolidated stock level in one warehouse
compared to the current stock level at each business unit. Therefore, this could increase the
flexibility and possibly improve the OTD.
However, there are pros and cons with both Centralized and Decentralized Warehouses.
Keeping a decentralized approach could keep the responsiveness to local customers and
imply both more flexibility and shorter lead-times. Though this is not a critical problem for
RCS, the problem is rather that the On-Time Delivery is not accurate and according to the
interviews with the Logistics Managers, they thought that a centralized warehouse with a
standard ERP system would lead to a more flexible system with better delivery performance.
Furthermore, a centralized approach with one centralized warehouse would decrease the costs
in terms of decreased transportation costs through collaborate transportations routes and
warehousing costs according to internal calculations (these can’t be presented due to
confidential data). To change the decentralized approach to a centralized could, therefore,
increase responsiveness at the same time as lowering the costs. Furthermore, according to
Haliday (2014), a centralized warehouse would lower costs regarding rent, extra staff and
maintenance of multiple locations.

31
9.3 How to Centralize RCS’s ERP System
Through a centralized ERP system, this would increase the visibility between the different
sites and ease the analysis of data and inventory levels if the master data problem gets fixed.
Though, through meetings, interviews and the literature review, the important parts of an
ERP system that is needed initially to optimize inventory and logistics cost were identified.
These were master data (the keystone for any ERP system) and an MRP system integrated
with current programs used within the organization.
9.3.1 Master Data
Both the literature study and interviews agreed on the criticality of having correct master data
to control and plan an enterprise. This is also critical for a centralized MRP process and RCS
should through their implementation and centralization focus on ensuring correct master data,
especially since different sites are using different material numbers for the same product.
Though, the issue with different material numbers for the same product will be solved by
using one of the methods in 6.2 How to Centralize RCS’s Master Data - Meeting and
Discussion with Supply Chain Specialist from AstraZeneca. Both methods should satisfy RCS
needs to be able to include the different material numbers in the master data and the MRP
setup. Though, since no other requirements were identified through the different interviews
and meetings, the re-label method is proposed due to it is more cost-efficient and less
advanced. For new materials, RCS should develop a centralized process for the creation of
new material numbers to ensure that all the different sites will use the same material number.
A centralized Supply Chin will also reduce the time needed to process business transactions,
because the data will be integrated in a cross-application manner. The maintenance of the
data will also require less time, since the master data will be the same across the company
and could be handled from one central site instead of separately at the different sites. Another
benefit is that since the master data could be handled from one site, it would reduce the
human risk due to fewer systems to handle. This will be fulfilled through having one generic
SAP-system that will have the same master data. Having a centralized master data will
contribute to a more efficient MRP setup.
9.3.2 MRP setup
The second part of how RCS should centralize their ERP system is to centralize their MRP,
which is shown in 6.3 MRP Analysis and meetings with Global Logistics Manager. Through
accomplish a centralized master data and an MRP setup this will give benefits such as:
● increased negotiating power, since the material could be ordered in larger quantities
when conducted in one system
● by placing orders centrally this could decrease the workload which would save both
time and money
● reduced inventory levels, since the MRP calculations will check current inventory
levels
● a centralized approach will make the MRP more efficient due to that stock transfers
will be possible easily

32
Basically, each site will have their requirements as shown in Figure 13 which then will be
summarized centrally in a total planning, which is aligned with what Kappauf et al (2011) are
mentioning as performing planning requirements in a supply network.
Through interviews, meetings and the literature, RCS should implement the MRP process
through following the best practice according to the literature. The importance rather lies in
how to integrate RCS’s other systems regarding their PDM system where they will store the
E-BOM and how RCS can integrate their project management tool for scheduling of projects.
Though, from meetings where IS (Information System) has participated, it has occurred that
it is possible to integrate these side tools with SAP. This together will create a more efficient
logistics flow for RCS.
9.4 Centralized Direct Sales Stock Policy
In 7 Analysis of Bombardiers RCS Historical Data (Region X), it was identified that RCS has
not focused enough on their direct sales and that they are lacking a centralized direct sales
stock policy. The reason was identified as that RCS’s direct sales stock differentiates from
the main business, which is made to order (project based sales). Though, since the regions are
not reaching desired On-Time Delivery level and that the old report is proved presenting
incorrectly, RCS shall take care of their direct sales stock issue and change their approach.
Through comparing the current OTD report in Chart 1 with the new developed one, Chart 3
it is shown that Bombardier RCS’s does not reach desired On-Time Delivery. This, is
affected by that RCS suppliers do not deliver accurately and on time, shown in Chart 2.
Thereby, a correspondence between how RCS deliver with how RCS suppliers deliver was
identified. Though, the chart for the Region X is overall worse than the supplier chart.
The root cause was identified as RCS’s Supply Chain solution is not sustainable, since the
different regions have a restriction to not keep inventory at the same time as RCS is
promising their customers shorter lead times than the actual lead time from RCS’s suppliers.
Additionally, today’s measurement is not accurate due to that different customers are having
different shipping conditions. For instance, some customers are having CIP (Carriage and
Insurance Paid) which means that the delivery date equals the date the product arrives at the
customer, meanwhile other customers mainly have the delivery date when the goods leave
RCS’s warehouse. This, of course, implies that for customers that are having CIP, a
transportation time need to be included to measure the OTD correctly.
As mentioned in 7 Analysis of Bombardiers RCS Historical Data (Region X) there are certain
options to solve this issue. RCS could either:
● keep critical products on stock or use Service Level Agreements (SLA)
● forecast products and either keep products in stock or push stock or long lead time
components to customers
● integrate their Customers and Suppliers better into their Supply Chain and adjust the
lead times

33
Through analyzing these different options, the solution is that RCS should adapt their
solution depending on each supplier and product. Furthermore, through the OTD-analysis it is
also possible to identify which suppliers that have worst On-Time Delivery, which can imply
that RCS need to have closer cooperation with those.
Though, as the Supply Chain Specialist from AstraZeneca mentioned, there are different
elements to consider when creating a direct sales stock policy. For instance, it is important to
segment the different products. The first segment that needs to take into consideration is
regarding critical products. These can, of course, be kept in stock, but as the Manager of
After Sales pointed out, this would affect RCS’s SLA’s negatively since these customers
should be prioritized and if customers without SLA would get the same service, RCS would
lose SLA contracts. Therefore, RCS should continue to have SLA for customers to ensure
critical products in stock.
The second segment of the policy would be regarding products that are sold regularly which
should also consider value and volume for the products. Depending on the supplier, these
products should either be kept in stock at RCS or at the supplier alternatively that the supplier
keeps long lead time components in stock to improve the On-Time Delivery. It depends on
RCS's relationship with each supplier. If RCS is a majority customer, RCS can request more
from the supplier compared to suppliers where RCS is a minority customer.
The third segment of this policy would be regarding products that are neither critical or sold
regularly. Therefore, these products are not as critical as previously mentioned and RCS do
not need to prioritize this third segment. Though, RCS can have a similar approach as for the
second segment but since the sales are sporadic it is not worth to keep the products in stock.
Therefore, RCS shall push suppliers to just keep long lead time components in stock.
Since RCS’s Supply chain is not integrated in a good way, the proposal would be to
investigate how this integration and collaboration could be improved. According to He & Lai
(2012), an external integration of the Supply Chain with both Suppliers and Customers could
imply in competitive advantages. Therefore, the suggestion is that RCS should begin to
increase their integration both to customers and suppliers, which could increase their OTD
and also help suppliers to plan their production as well as updating customers how their
orders are proceeding. Both He & Lai (2012) and the Logistics Manager of Region North are
mentioning strategic integration with suppliers, which should be prioritized since it can make
both RCS and their supplier reach mutual improvement.
One example to increase this integration and collaboration would be to investigate RCS’s
product BOM’s to identify which components that have long lead times. This can be further
investigated since RCS usually order more than one product, RCS can identify products that
belong to the same product family, which is shown in Figure 5 (Kurbel, 2013). Through
identifying common long lead time components, this can reinforce that the suppliers will
stock these components.
34
9.5 Centralized Compliance Process
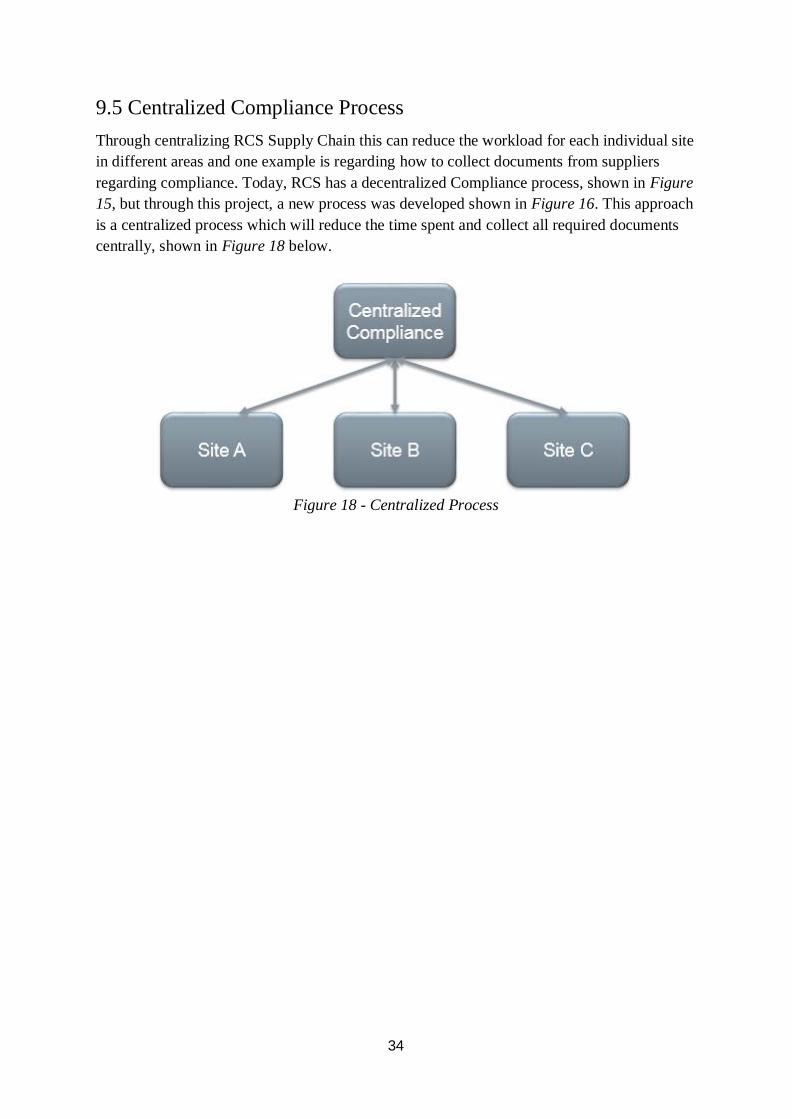
Through centralizing RCS Supply Chain this can reduce the workload for each individual site
in different areas and one example is regarding how to collect documents from suppliers
regarding compliance. Today, RCS has a decentralized Compliance process, shown in Figure
15, but through this project, a new process was developed shown in Figure 16. This approach
is a centralized process which will reduce the time spent and collect all required documents
centrally, shown in Figure 18 below.
Figure 18 - Centralized Process

35
10 Conclusions & Recommendations
This chapter summarizes the findings of this thesis through the research questions.
Thereafter, are the proposed recommendations for Bombardier RCS presented and the
chapter ends with a validity check and proposal for future research within this area.
10.1 Conclusions
There are always risks related to changing ERP systems, both because it is costly and takes
time to implement. If all the critical parts of an implementation are not evaluated before the
implementation can a failure cause stop an organization. Therefore, it is vital to change ERP
systems step by step.
Through the literature study combined with the analysis, the conclusion is that Bombardier
shall centralize their Supply Chain regarding the logistic aspects. This, because a centralized
Supply Chain will generate benefits regarding visibility, financially, efficiency and improved
customer satisfaction.
10.1.1 How shall Bombardier RCS centralize their Supply Chain? And
what benefits would a centralized Supply Chain imply?
Bombardier RCS shall centralize their Supply Chain through a centralized warehouse and
centralize their ERP systems, in particular, their Master Data and MRP setup. Furthermore,
RCS shall develop a centralized direct sales stock policy to increase their On-Time Delivery
and also centralizes processes to reduce workload, for instance regarding Compliance. These
improvements can’t be done in one shot and should be tackled step by step as proposed in the
report. Through centralizing RCS Supply Chain, RCS will decrease their workload, reduce
inventory levels, create visibility, and to summarize, RCS will gain a more efficient Supply
Chain.
10.1.2 What parts of an ERP system is needed initially to optimize
inventory and logistics cost structure?
The parts that initially is needed to optimize RCS inventory and logistics cost structure is to
centralize and correct RCS’s master data and to centralize their MRP. This, because a correct
master data is the core of an ERP system and without an accurate master data, it will be
difficult to centralize a Supply Chain. Though, since the master data today is scattered, it is
possible to begin an implementation of the MRP setup at one site, to ensure that everything
works and thereafter replicate the process for the other sites. But to be able to finalize the
centralization it’s needed to have accurate master data.

36
10.2 Recommendations
Even though there are risks related to changing an organization, in particular, a Supply Chain
including ERP systems the recommendation is still from the literature review, interviews,
meetings and through analyzing available data, that Bombardier RCS shall work towards a
centralized Supply Chain. The recommendation can be divided into following areas:
ERP system
● Bombardier RCS shall centralize their ERP system to increase visibility and
cooperation between different sites. This shall be done in steps and not in one shot. To
ensure that it is possible to implement this setup RCS shall start with one site and
thereafter replicate the implementation to all the sites.
● Bombardier RCS shall ensure that their master data is correct and centralize it for two
segments:
○ New products shall have the same material number for all sites.
○ Old products can be centralized through proposed solution, which can be
found in Figure 11 in 6.2 How to Centralize RCS’s Master Data - Meeting and
Discussion with Supply Chain Specialist from AstraZeneca.
Warehouse
● Bombardier RCS shall incorporate a central warehouse to minimize their stock level,
increase flexibility, improve delivery times and decrease issues regarding Last Time
Buys.
Direct Sales Stock Policy
● Bombardier RCS shall integrate their Supply Chain and build healthier relationship
towards both suppliers and customers.
● Bombardier RCS shall investigate proposed segmentation for products:
○ critical products
○ products that are sold frequently
○ other products
● Bombardier RCS shall continue to offer SLA to their customers, in particular to
ensure that critical products are kept on stock.
● Bombardier RCS shall investigate the possibility to keep stock centrally for products
that are sold regularly through using developed forecast.
● Bombardier RCS shall investigate possibilities to keep long lead time components and
finished products at supplier's stock to improve delivery times.
37
10.3 Validity
● The interviews, meetings, general discussions have been of an opened structure,
which made it possible to ask follow-up questions. Though, the important is the
results from these collecting methods and not the actual questions. It is important to
filter the answers and include the core result, which has been the approach through
this project. To ensure that the answer has had a high validity, a summarize of
meetings and interviews have been sent to participating people to ensure that the
information was correct and valid.
● The mood of the employees depends on different circumstances and can affect the
answers from interviews, meetings and general discussions. Though, through daily
work at Bombardier RCS, this has been levelled out.
● In the analysis of the historical data, the model has been developed by the author in
cooperation with concerned employees to ensure that it is correct. Furthermore, the
OTD-model has been presented in detail to the Global Logistics Manager and the
Logistics Manager of Region North to ensure that the results are correct and accurate.
Though, it will be needed to evaluate it further before implementing the model.
● The other processes and models, such as how to solve the centralized master data and
the compliance process have been developed in cooperation with employees at RCS
and a Supply Chain Specialist from AstraZeneca. Though, the models that have been
developed in cooperation with RCS employees might be biased towards their interest,
though they have been developed in considering the literature, inputs from employees
combined with my own experiences and thoughts.
10.4 Future Research
Through this project, many new interesting aspects of a centralized Supply Chain has
occurred. For instance, this thesis has focused on the Supply Chain from a logistics
perspective and is not including Bombardier RCS’s production plants since it was not the
target area for this thesis. For instance, the Logistics Manager for the production plant in
Poland mentioned that 30% of used functionalities in their current ERP system are standard
meanwhile 70% are customized functions. The Logistics Manager of the production plant,
therefore, believes a centralization of the ERP systems can be tough and that SAP needs to be
functional with their tools, which would have been interesting to investigate further.
Other areas that would be interesting to investigate further would for instance be:
● Other modules related to SAP and how they could be implemented, for instance
Transportation and Global Trade Management
● How to choose where to have a centralized warehouse and what the optimum set-up
would be for RCS

38
11 References
Literature
Blomkvist, P. & Hallin, A., (2014), Metod för teknologer: Examensarbete enligt 4-
fasmodellen, Lund Studentlitteratur AB.
Chopra, S. & Meindl, P., (2010), Supply Chain Management. 4th edition, New Jersey:
Prentice Hall.
Cooper, M., Lambert, D. & Pagh J., (1997), Supply Chain Management: More Than a
New Name for Logistics, The International Journal of Logistics Management, Vol. 8 Issue: 1,
pp.1-14.
Duan Q. & Liao W., (2013), Optimization of replenishment policies for decentralized and
centralized capacitated supply chains under various demands, Int. J. Production Economics
142 194–204.
He Y., & Lai K., (2012), Supply chain integration and service oriented transformation:
Evidence from Chinese equipment manufacturers Int. J. Production Economics 135.
Khalili-Damghani, K. & Tajik-Khaveh, M., (2015), Solving a multi-objective
multi-echelon supply chain logistic design and planning problem by a goal programming
approach, International Journal of Management Science and Engineering Management, 10:4,
242-252, DOI: 10.1080/17509653.2014.975166.
Kappauf, J., Lauterbach B., & Kock, M., (2011), Logistic Core Operations with SAP -
Procurement, Production and Distribution Logistics, Springer Heidelberg Dordrecht London
New York.
Kurbel, K., (2013), Enterprise Resource Planning and Supply Chain Management -
Functions, Business Processes and Software for Manufacturing Companies, Springer
Heidelberg Dordrecht London New York.
Li W., Ahuja H., Batcha M., Jiang B. & Li F., (2014), Centralization or Decentralization,
Ireland.
Shtub, A. & Karni R., (2010), ERP The Dynamics of Supply Chain and Process Management
Second Edition, Springer New York Dordrecht Heidelberg London.
39
Websites
Haliday, S., (2014), Making Sense of the Square Root Law of Inventory Management, (2017-
11-10).
http://www.acumenfl.com/blog/making-sense-of-the-square-root-law-of-inventory-
management/
SAP Documentation, (2017), Fully Interchangeable Parts, (2017-12-08).
https://help.sap.com/saphelp_di46c2/helpdata/en/74/b86764d08811d2b4d2006094b9c9be/fra
meset.htm
Shanker, R., (2012), Strategies for Inventory Reduction in a Supply Chain, Presentation,
(2017-11-05).
https://www.slideshare.net/kimsach/5-session-5lean-supply-chain-design-cfvg-2012

A1
Appendix
Appendix I - Interview Questions
1. How does your logistic and Supply Chain work today?
2. Which are the biggest challenge you are facing in the currently Supply Chain set up?
3. Which problems are your region facing now?
4. What do you think about current ERP systems?
5. How are you working with ERP systems/Inventory/Warehouse/Compliance? And
could these areas be improved?
Related Documents











