Tin & Terne Coated Steel

Tin & Terne Coated Steel. Resistance Welding Lesson Objectives When you finish this lesson you will understand: Learning Activities 1.View Slides; 2.Read.
Dec 27, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Tin & Terne Coated Steel

Resistance Welding
Lesson ObjectivesWhen you finish this lesson you will understand:•
Learning Activities1. View Slides; 2. Read Notes, 3. Listen to lecture4. Do on-line workbook
Keywords
Tin Plating
• Hot Dipped• Electro-tin Plating
• Chromate• Painted
Post Plating Treatment
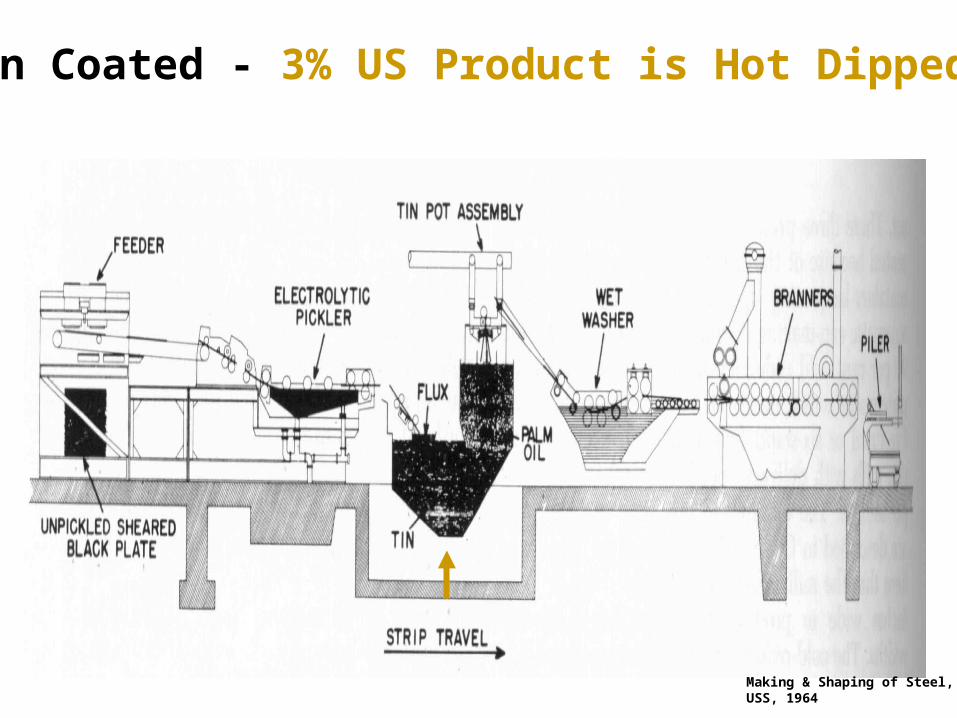
Tin Coated - 3% US Product is Hot Dipped
Making & Shaping of Steel, USS, 1964
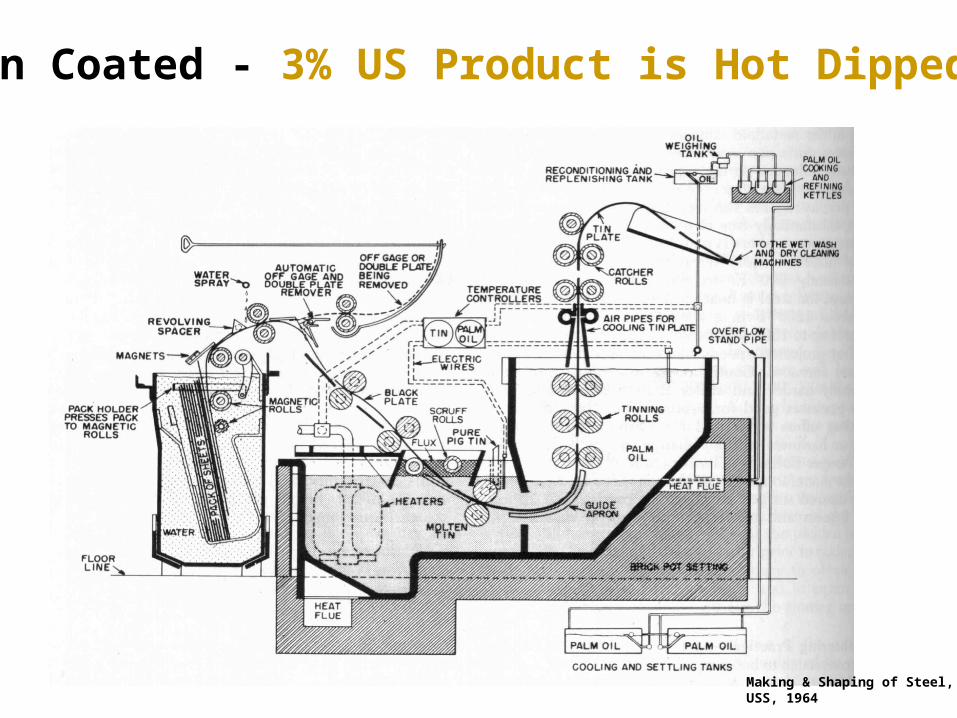
Tin Coated - 3% US Product is Hot Dipped
Making & Shaping of Steel, USS, 1964
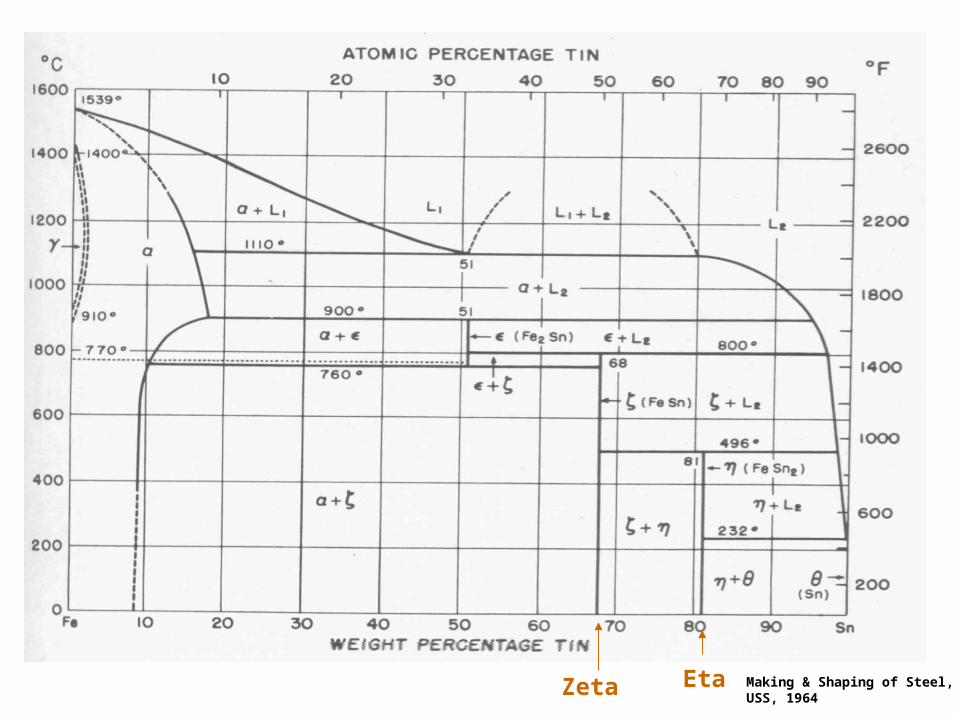
Making & Shaping of Steel, USS, 1964
Zeta Eta

Making & Shaping of Steel, USS, 1964
FeSn2
Eta
FeSn zeta

Tin Coated - 97% is Electrolytic
Acid Process:
Alkaline Sodium-stannate Bath:
oSne2Sn
oSne4Sn
Making & Shaping of Steel, USS, 1964
Coating Melted to give Bright Appearance
Alloying?Alloying?
Line speed = 2000 ft/min
Tin Coated
Making & Shaping of Steel, USS, 1964
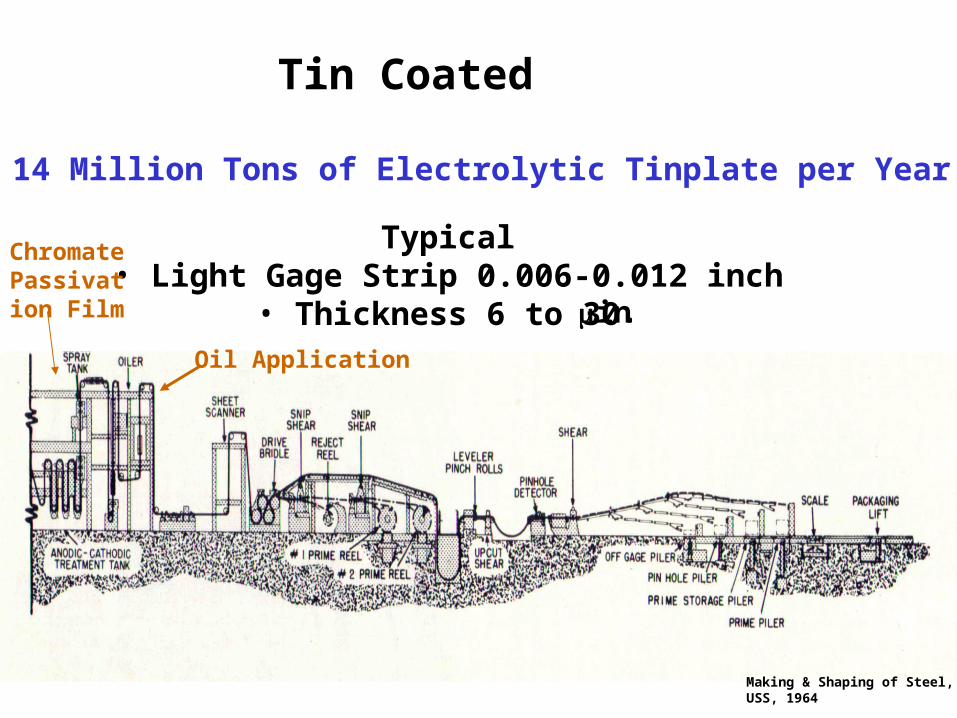
14 Million Tons of Electrolytic Tinplate per Year
Typical• Light Gage Strip 0.006-0.012 inch
• Thickness 6 to 30 .in
Chromate Passivation Film
Oil Application

Typical Applications of Tin Coated Steels
• Black Plate (no Tin)Temper Roll Start Material
• Tin CoatedOrnamental Uses
• Tin Coated & ChromateOil filter Heater componentsFood Storage Containers
• Tin Coated & Painted Gas Tanks
Resistance Seam Welding Most Common Process• 60 Hz AC Seam Weld• 400 Hz AC Seam Weld• DC Seam Weld• Soudronic Weld

SteelTin
Tin Oxide
Steel
Temper Roll Roughness/Oxide
Black Plate
Hot Dipped Tin
20 40 60 80
Electrode Force (kg-f)
10
100
1000
Resi
stan
ce (m
icro
-ohm
)
Static Dynamic
• BP higher Static R (cold worked)• HDT low R (annealed in HDT low R (annealed in HD), higher F causes HD), higher F causes reduction (break of oxide)reduction (break of oxide)• Dynamic BP reduced R (CW annealed), HDT increased R (Temp effect) Ichikawa, M, “The study of high-
speed seam welding of material for cans” Trans ISIJ, 1983
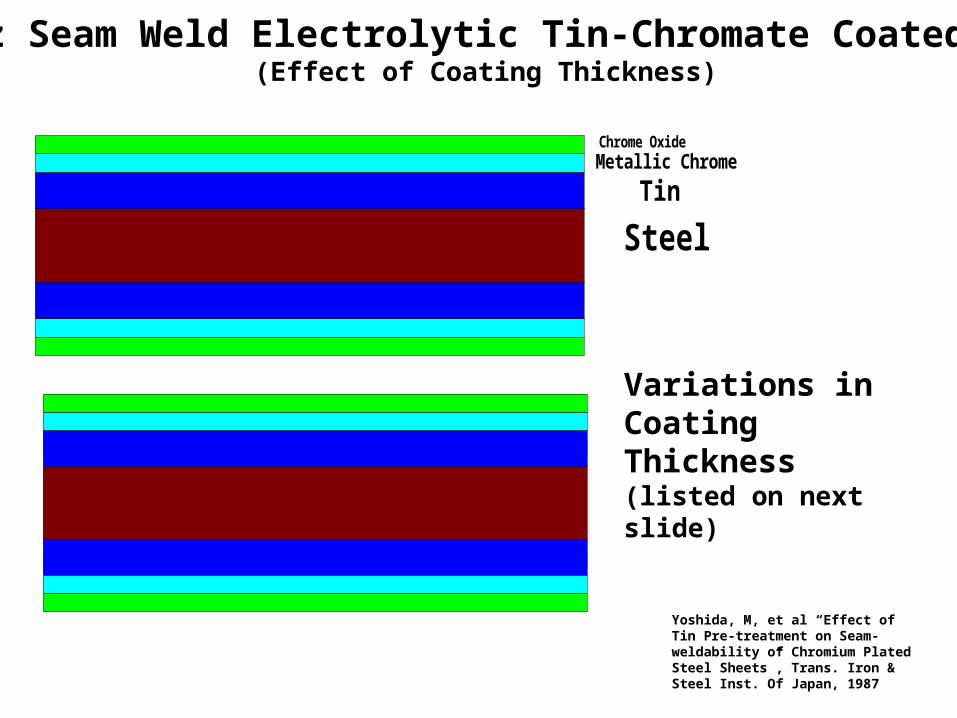
400 Hz Seam Weld Electrolytic Tin-Chromate Coated Steel(Effect of Coating Thickness)
SteelTin
Metallic ChromeChrome Oxide
Variations in Coating Thickness (listed on next slide)
Yoshida, M, et al “Effect of Tin Pre-treatment on Seam-weldability of Chromium Plated Steel Sheets”, Trans. Iron & Steel Inst. Of Japan, 1987

Sn [g/m2]
Cr [mg/m2]
R [m}
Available Current Range [kA] 3.5 4.0
0/0 71/66 26.3 zero 0/5.6 80/78 30.2 zero
1.0/1.0 6/6 0.11 {----} 1.1/1.1 89/90 0.11 {-} 1.7/1.7 78/84 0.08 {-----} 2.8/2.8 6/6 0.05 {---- --------} 2.8/2.8 83/80 0.05 {----}
400 Hz Seam Weld Tin Coated Steel• Available Current Range Extends as Tin Coating Weight Increases• Contact Resistance Decreases, Soft Sn allows Cr oxide to break• With only one side Sn the resistance is still too high
Yoshida, M, et al “Effect of Tin Pre-treatment on Seam-weldability of Chromium Plated Steel Sheets”, Trans. Iron & Steel Inst. Of Japan, 1987

Yoshida, M, et al “Effect of Tin Pre-treatment on Seam-weldability of Chromium Plated Steel Sheets”, Trans. Iron & Steel Inst. Of Japan, 1987
One Side Sn Coating
• Coating on only one side causes center of heat zone to depart from interface
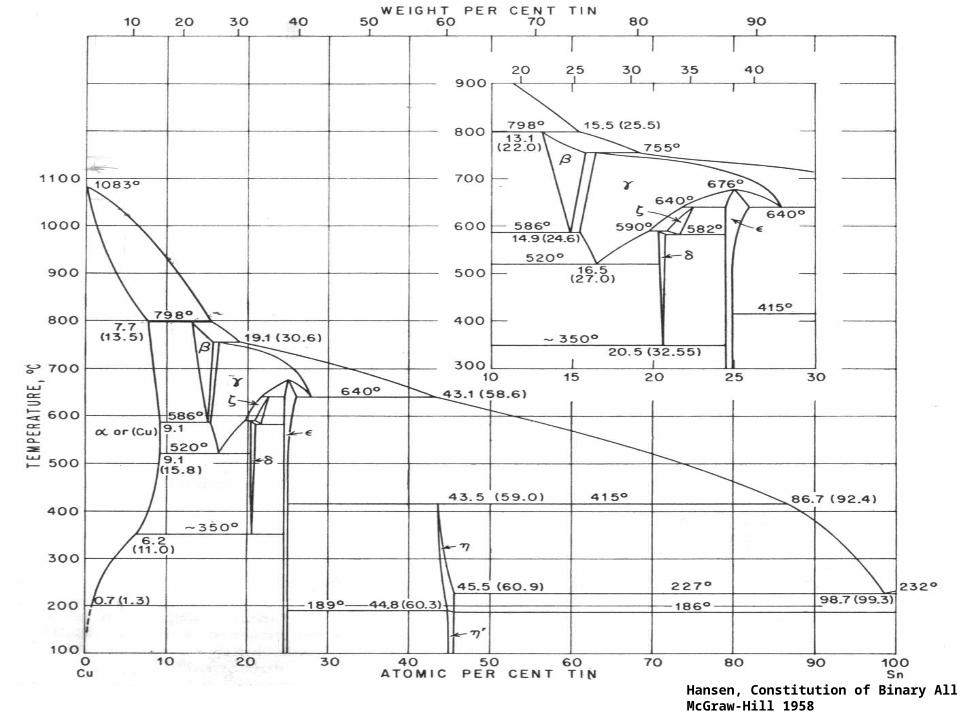
Hansen, Constitution of Binary Alloys,McGraw-Hill 1958

Welding of Tinplate bySoudronic Welding of Cans
A = FeederB = Roll-FormerC = Can Body TransferD = Welding
AWS Welding Handbook

AWS Welding Handbook

To Assure Consistent Weldability of Tinplate, You Must Specify:
• Base Metal Composition, thickness, temper, & surface finish• Coating Thickness & Reflow Process• Passivation Treatment• Oil Treatment
Welding Problems with Tin Plated Steels
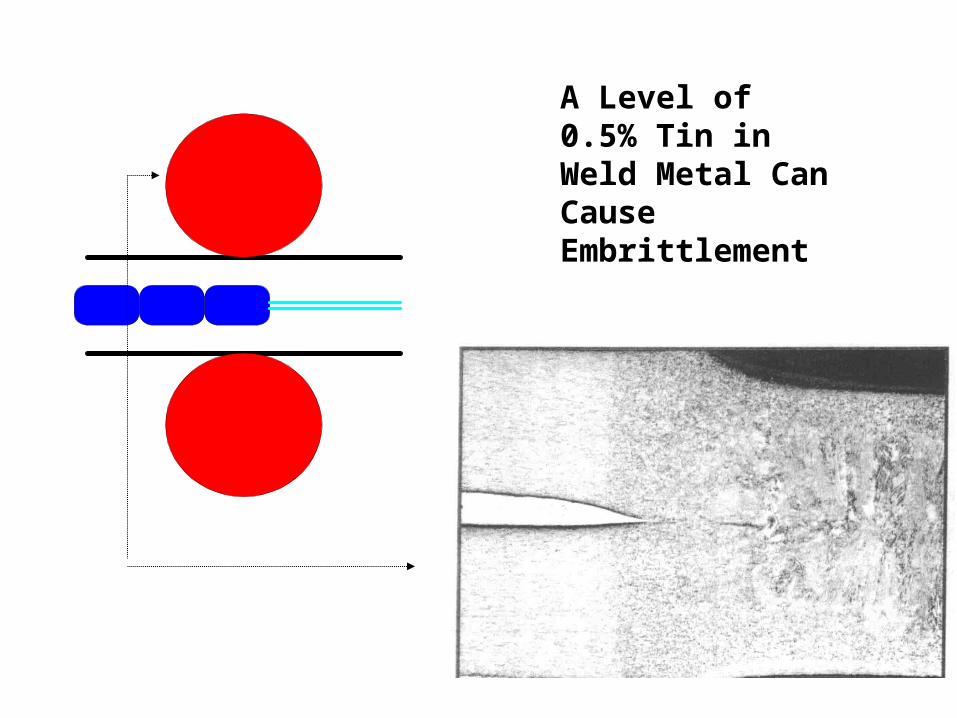
A Level of 0.5% Tin in Weld Metal Can Cause Embrittlement
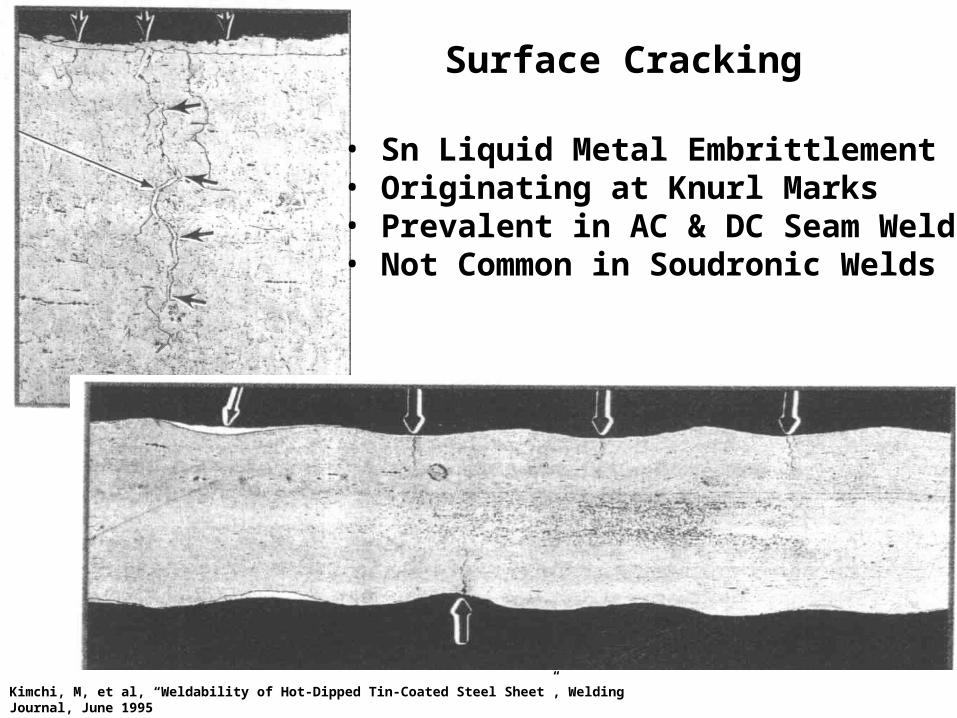
Kimchi, M, et al, “Weldability of Hot-Dipped Tin-Coated Steel Sheet”, Welding Journal, June 1995
Surface Cracking
• Sn Liquid Metal Embrittlement• Originating at Knurl Marks• Prevalent in AC & DC Seam Welds• Not Common in Soudronic Welds

Terne Coating
Clean Sheet
Palm Oil
Terne Metal80%Pb - 20%Sn (3-20%)620 - 680 F(Pb Insoluble in Fe, Sn helps wet)
Travel Speed Controls Thickness

AWS Welding Handbook
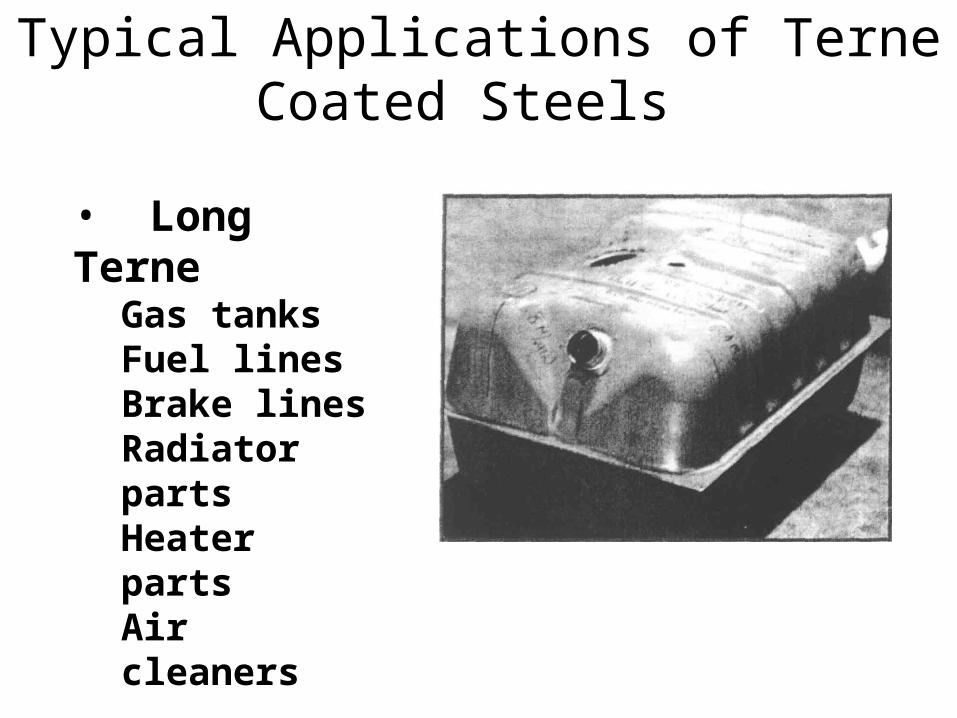
Typical Applications of Terne Coated Steels
• Long TerneGas tanksFuel linesBrake linesRadiator partsHeater partsAir cleaners

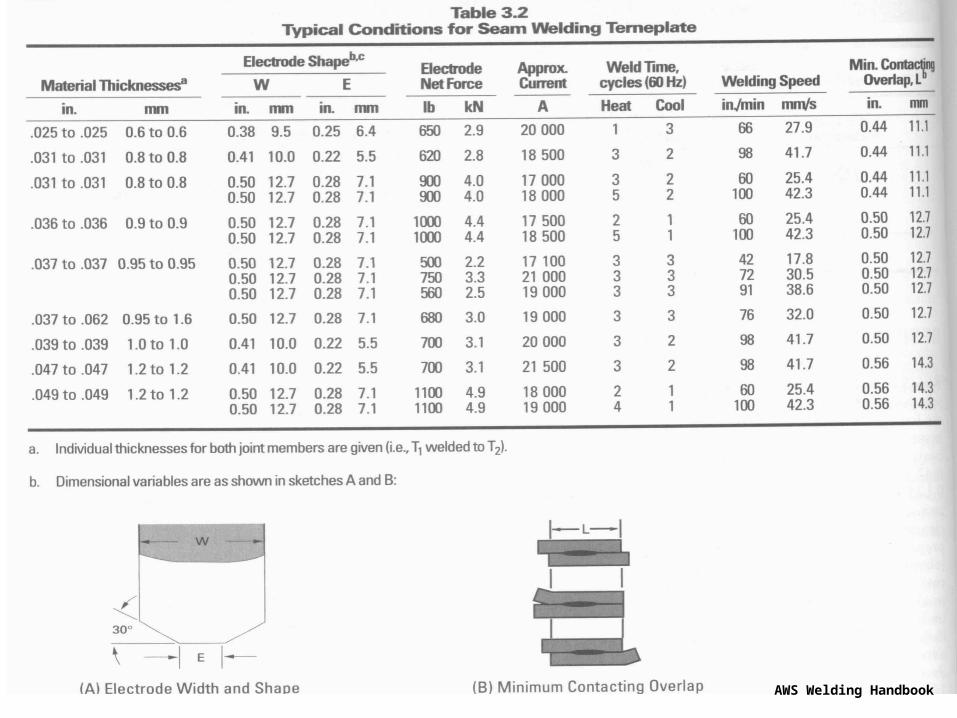
Seam Welding of Terne Coated Steel
Resistance Seam Welding - Most Common0.025-0.062 inch thick steel
0.16 to 0.42 oz/sq ftSteels thicker than 0.125 are difficult to weld
Typical Electrode Face = 0.20 to 0.31 in.Welding Speeds = 60-100 ipm
Precautions often Taken• Removal of Dirt and Oil Films Recommended• Oxide Build-up on Wheels often Continuously Removed
AWS Welding Handbook

Electrode Wear
Electrode
KnurledDriveRoll
Greer H, Begeman M, “Resistance Seam Welding of Terne Plate” Welding Journal, June 1960
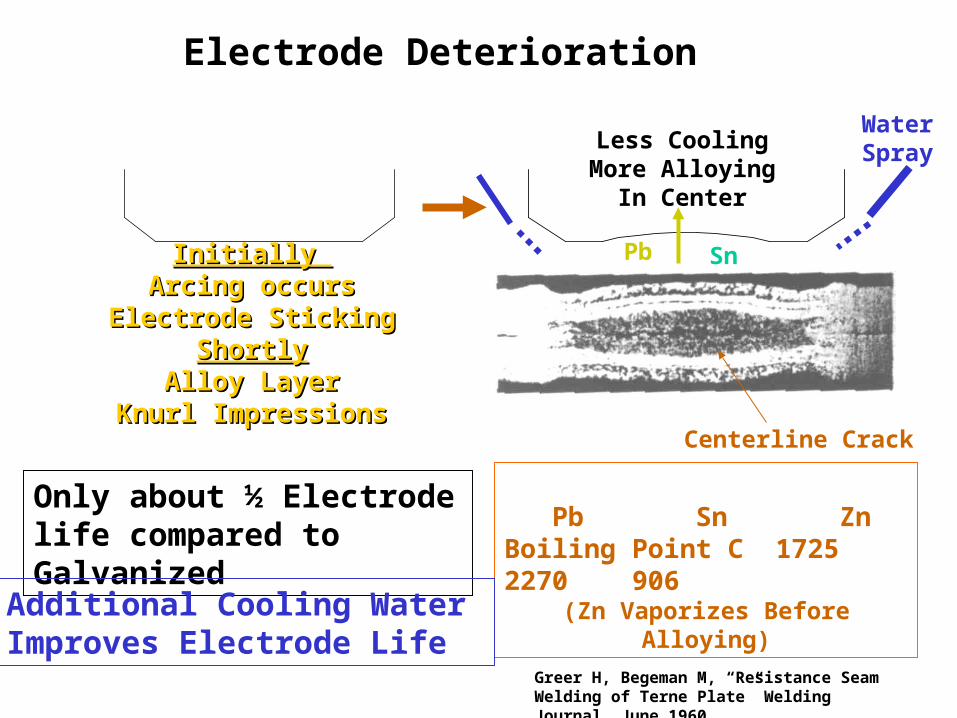
Electrode Deterioration
Centerline Crack
Pb Sn
Water SprayLess Cooling
More AlloyingIn Center
Only about ½ Electrode life compared to Galvanized
Greer H, Begeman M, “Resistance Seam Welding of Terne Plate” Welding Journal, June 1960
Pb Sn ZnBoiling Point C 1725 2270 906
(Zn Vaporizes Before Alloying)
Additional Cooling Water Improves Electrode Life
Initially Initially Arcing occursArcing occurs
Electrode StickingElectrode StickingShortlyShortly
Alloy LayerAlloy LayerKnurl ImpressionsKnurl Impressions
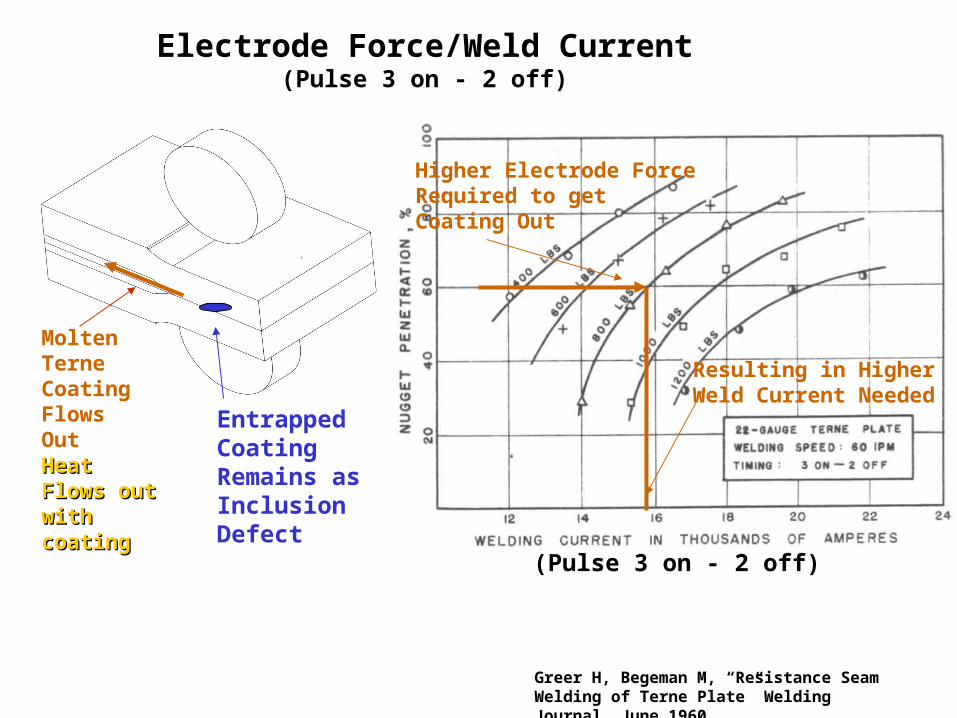
Molten TerneCoating Flows Out Heat Flows Heat Flows out with out with coatingcoating
Higher Electrode ForceRequired to get Coating Out
Electrode Force/Weld Current(Pulse 3 on - 2 off)
Resulting in Higher Weld Current Needed
Greer H, Begeman M, “Resistance Seam Welding of Terne Plate” Welding Journal, June 1960
(Pulse 3 on - 2 off)
Entrapped CoatingRemains as Inclusion Defect
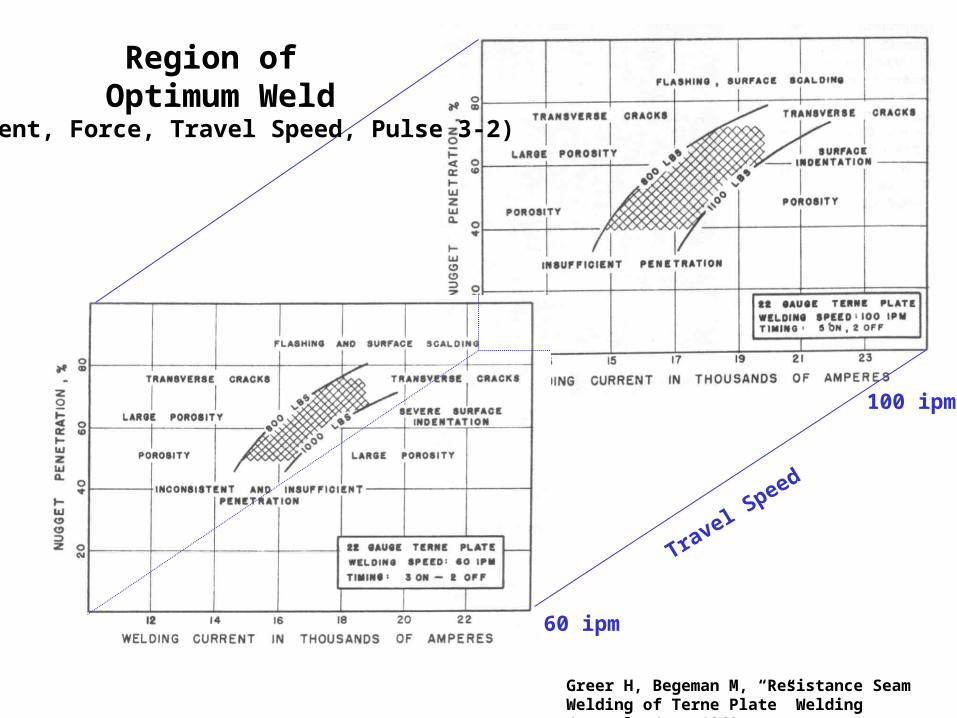
60 ipm
100 ipm
Region of Optimum Weld
(Current, Force, Travel Speed, Pulse 3-2)
Greer H, Begeman M, “Resistance Seam Welding of Terne Plate” Welding Journal, June 1960
Travel Speed

Greer H, Begeman M, “Resistance Seam Welding of Terne Plate” Welding Journal, June 1960
Current Range as a
Function of Gage
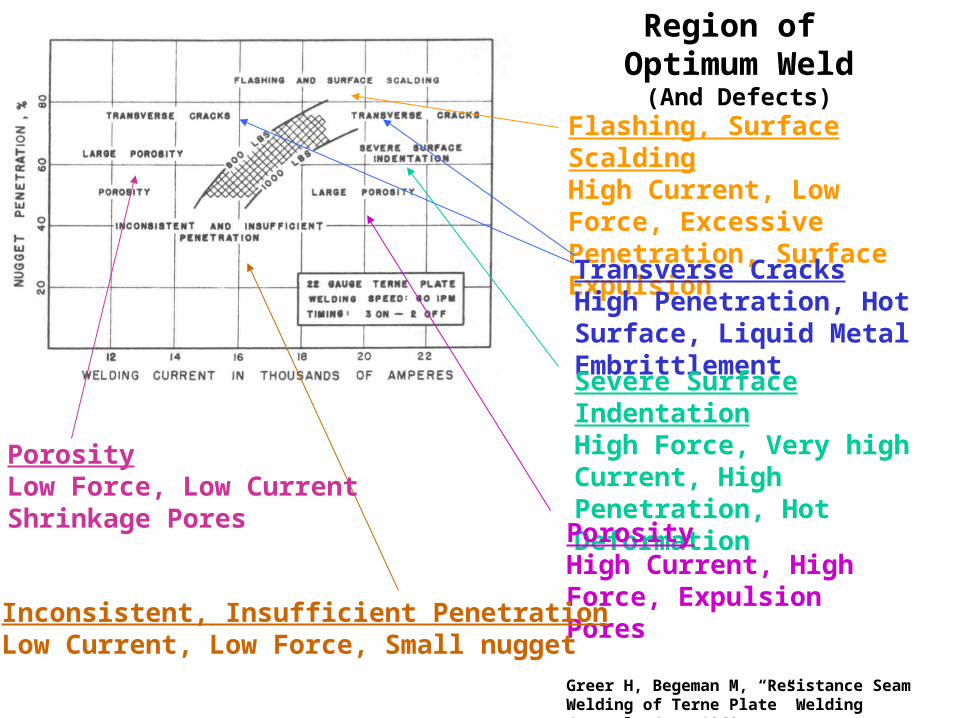
Region of Optimum Weld
(And Defects)
Greer H, Begeman M, “Resistance Seam Welding of Terne Plate” Welding Journal, June 1960
Flashing, Surface ScaldingHigh Current, Low Force, Excessive Penetration, Surface Expulsion
Transverse CracksHigh Penetration, Hot Surface, Liquid Metal Embrittlement
Severe Surface IndentationHigh Force, Very high Current, High Penetration, Hot Deformation
PorosityHigh Current, High Force, Expulsion Pores
Inconsistent, Insufficient PenetrationLow Current, Low Force, Small nugget
PorosityLow Force, Low CurrentShrinkage Pores

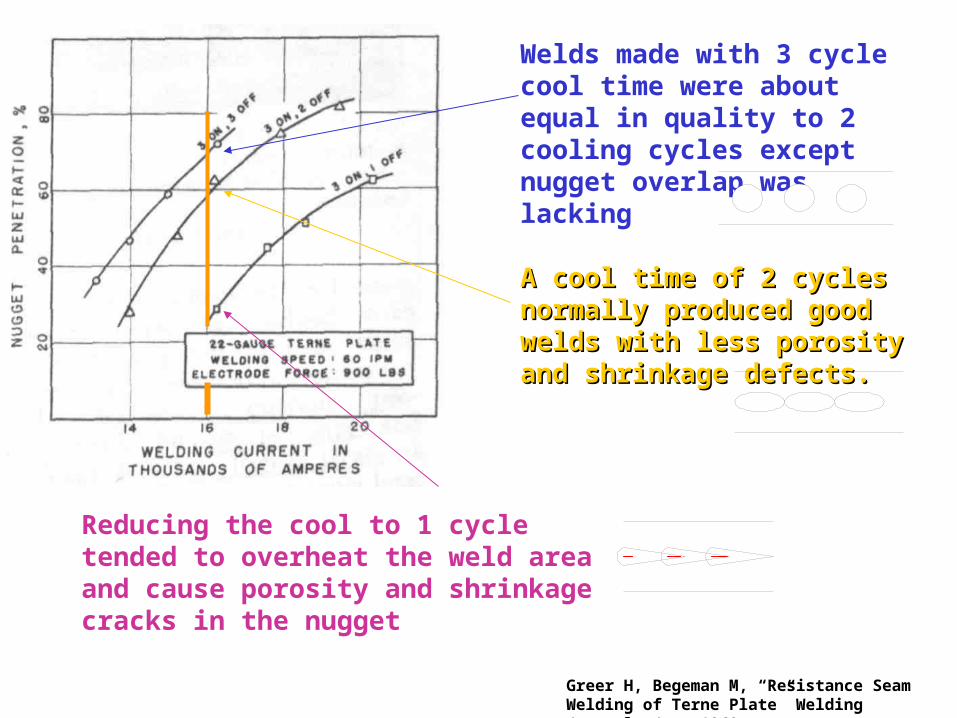
Current Pulse Control
Variable Heat Time• Only slight effect on penetration• Increase heat time increased nugget length, improved overlap
Increased Cool Time• Sharply reduce the amount of current required to produce a given nugget penetration SEE NOTES
Greer H, Begeman M, “Resistance Seam Welding of Terne Plate” Welding Journal, June 1960
Greer H, Begeman M, “Resistance Seam Welding of Terne Plate” Welding Journal, June 1960
Welds made with 3 cycle cool time were about equal in quality to 2 cooling cycles except nugget overlap was lacking
A cool time of 2 cycles normally A cool time of 2 cycles normally produced good welds with less produced good welds with less porosity and shrinkage defects.porosity and shrinkage defects.
Reducing the cool to 1 cycle tended to overheat the weld area and cause porosity and shrinkage cracks in the nugget

Spot Welding of Terne Coated Steel
Resistance Spot Welded - AWS Reports Good Results Obtained With
Class II ElectrodesTruncated Cone with 0.25 Face Diameter
Current, Time, Force = 15-30% Greater Than Bare Steel
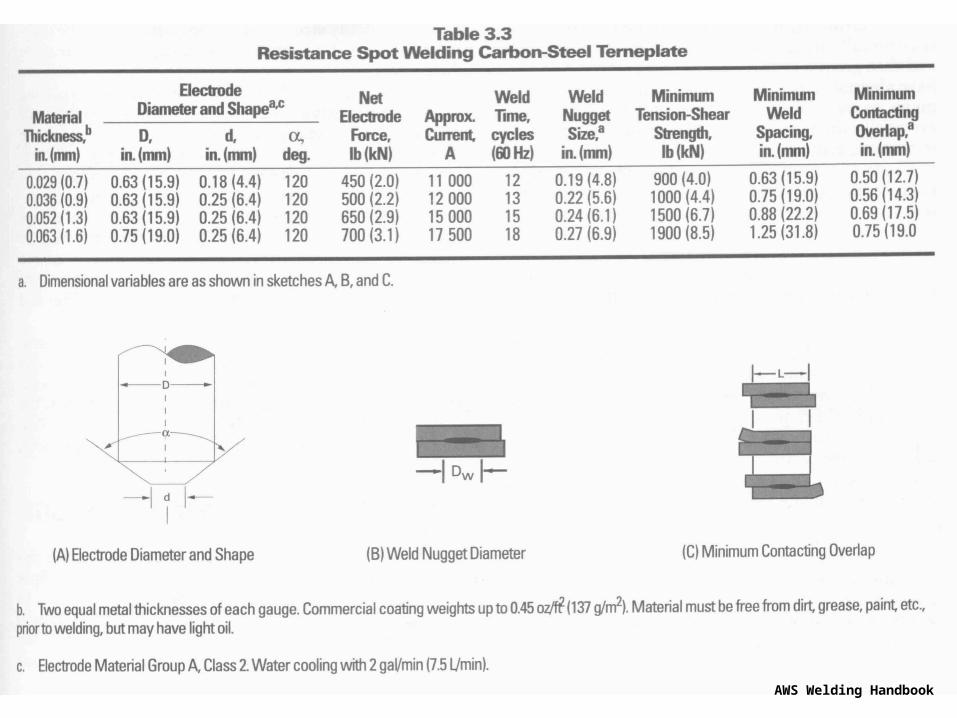
AWS Welding Handbook
Some Comparisons Between Tin and Terne
Welding

Comparison Study – Seam Welding of HD Tin and Terne(Painted and Unpainted)
Kimchi, M, et al, “Weldability of Hot-Dipped Tin-Coated Steel Sheet”, Welding Journal, June 1995

Weld Speed (ipm)
We
ld C
urr
en
t (k
A)
Expulsion orOverheatingor SurfaceErruptions
Non-ContinuousWeld
Paint orCoatingRemovalProblems
AC SeamWeldLobe Curve
Effect of Paint on Terne and Effect of Tin Coating Thickness (0.35 mils/side & 0.55 mills/side)
•Thick Sn = High R Low I• Paint = High R Low I
Increased CoatingThickness or Paint
Kimchi, M, et al, “Weldability of Hot-Dipped Tin-Coated Steel Sheet”, Welding Journal, June 1995

Effect of Substrate Thickness on AC Seam Welding of Tin Coated
SubstrateThickness
Kimchi, M, et al, “Weldability of Hot-Dipped Tin-Coated Steel Sheet”, Welding Journal, June 1995

Effect of Painting on AC Seam Welding of Tin Coated
Painted Terne
Painted Tin
Un-Painted Tin
Painting
Kimchi, M, et al, “Weldability of Hot-Dipped Tin-Coated Steel Sheet”, Welding Journal, June 1995
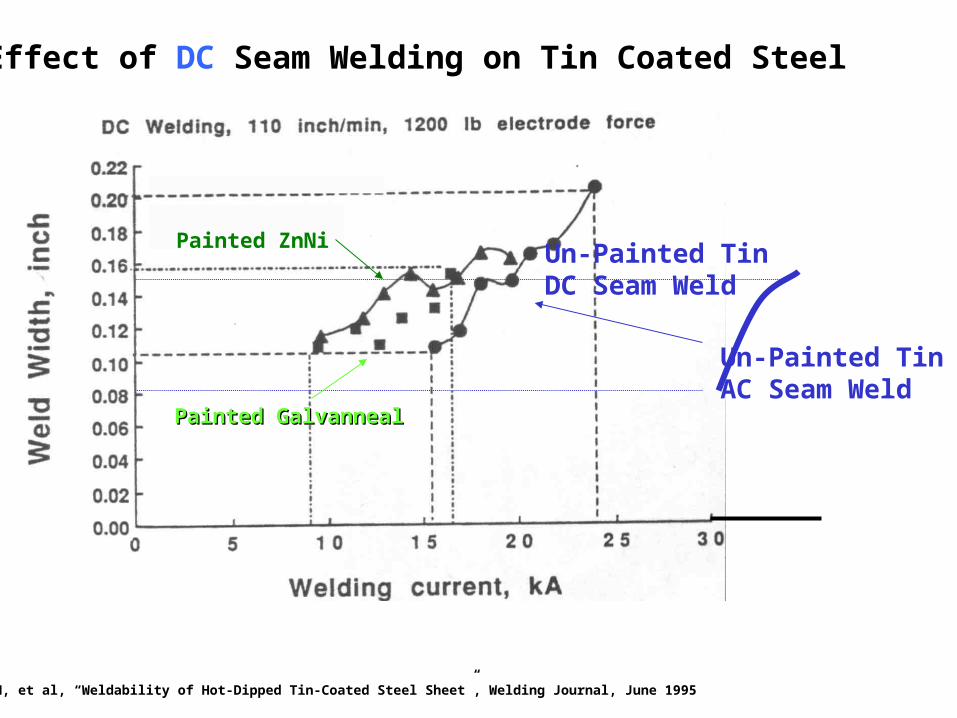
Un-Painted TinAC Seam Weld
Un-Painted TinDC Seam Weld
Painted GalvannealPainted Galvanneal
Painted ZnNi
Effect of DC Seam Welding on Tin Coated Steel
Kimchi, M, et al, “Weldability of Hot-Dipped Tin-Coated Steel Sheet”, Welding Journal, June 1995

Kimchi, M, et al, “Weldability of Hot-Dipped Tin-Coated Steel Sheet”, Welding Journal, June 1995
DC @ 110 ipm(Max Speed w/o Defects) Soudronic
@ 320 ipm
Soudronic @ 400 ipm
Results of Soudronic Welding on Unpainted Hot Dipped Tin Coated Steel
Related Documents











