Wire Case Protector from Recycled PET and NLR 1 Chapter 1 INTRODUCTION 1.1 Background of the Study Electrical installations, such as electrical wires, are vital components in any facility. Primarily made up of rubber and polymers, electrical wires are susceptible to anthropogenic and environmental hazards such as pilferage, fire, or even dirt. With this, protection of electrical wires is also vital for it to prolong its service life and among the many ways to protect installed electrical wires is using wire case protector. For this reason, new and innovative material for wire case should be studied in order to develop a product which is adaptable to hazardous environment. Polyethylene Terephthalate, commonly known as PET, is one of the most widely used plastics in the world. The properties of PET make it ideal for a number of different uses and these advantages make it one of the most common plastics available today. PET is commonly used as packaging material for drink bottles, including

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Wire Case Protector from Recycled PET and NLR 1
Chapter 1
INTRODUCTION
1.1 Background of the Study
Electrical installations, such as electrical wires, are vital components in any facility.
Primarily made up of rubber and polymers, electrical wires are susceptible to anthropogenic and
environmental hazards such as pilferage, fire, or even dirt. With this, protection of electrical
wires is also vital for it to prolong its service life and among the many ways to protect installed
electrical wires is using wire case protector. For this reason, new and innovative material for
wire case should be studied in order to develop a product which is adaptable to hazardous
environment.
Polyethylene Terephthalate, commonly known as PET, is one of the most widely used
plastics in the world. The properties of PET make it ideal for a number of different uses and
these advantages make it one of the most common plastics available today. PET is commonly
used as packaging material for drink bottles, including water and soft drinks. PET is a
thermoplastic type of plastic that becomes moldable above its specific temperature and returns to
its solid state upon cooling. For this reason, PET can be reshaped and turned into a new and
distinctive application.
Another material that is widely used is Natural Latex Rubber. Natural latex rubber is an
elastic material obtained from Hevea Brasiliensis tree that is used in production of latex gloves,
latex condoms and latex clothing. Natural latex rubber also exhibits excellent mechanical
properties. Currently, the disposed natural latex rubbers are used as raw material in road

Wire Case Protector from Recycled PET and NLR 2
industry. It serves as polymer modifier that enhances the physical and chemical properties of the
material.
Combining the properties of PET and natural latex rubber, the researchers will be able to
produce a new type of wire case protector which is made from recycled PET bottles and natural
latex rubber gloves.
Currently, there are a handful of branded products for wire case protector all for the
purpose of protection of electrical wires. In the advent of new products, it is important to
continuously develop alternative products which are more adaptable to the needs of the
industries and institutions. It is also important that the base material to be used shall produce a
durable and fire resistant wire case protector. With this in mind, it can be assured that the safety
of the end users will not be compromised.
1.2 Objectives
The general objective of the study is to produce a wire case protector from recycled
polyethylene terephthalate bottles and natural latex rubber gloves for structural applications.
The specific objectives of the study will be the following:
1. To produce a wire case protector from polyethylene terephthalate (PET) and natural latex
rubber (NLR) with the following compositions:
a. 80 grams of PET, 3 grams of NLR, 5 grams of talc, and 1.5 grams of glycerin;
b. 85 grams of PET, 3 grams of NLR, 5 grams of talc, and 1.5 grams of glycerin; and
c. 90 grams of PET, 3 grams of NLR, 5 grams of talc, and 1.5 grams of glycerin

Wire Case Protector from Recycled PET and NLR 3
2. To test the produced wire case protectors in terms of the following mechanical properties:
a. Flammability
b. Water Absorbency
c. Crush Resistance
3. To determine the best composition for producing Polyethylene Terephthalate – Natural
Latex Rubber wire case protector.
4. To compare the best produced wire case protector with the commercially available in
terms of:
a. Flammability
b. Water Absorbency
1.3 Hypotheses of the Study
To answer the objectives of determining the best ratio in producing wire case protector
from recycled polyethylene terephthalate and natural latex rubber, the researchers had come up
with these following hypotheses:
1. There is no significant difference in the Flammability of the produced wire case
protectors with varying amounts of recycled polyethylene terephthalate.
2. There is no significant difference in the Water Absorbency of the produced wire case
protectors with varying amounts of recycled polyethylene terephthalate.
3. There is no significant difference in the Crush Resistance of the produced wire case
protectors with varying amounts of recycled polyethylene terephthalate.

Wire Case Protector from Recycled PET and NLR 4
4. There is no significant difference between the produced wire case protector and the
commercially available wire case protector in terms of Flammability.
5. There is no significant difference between the produced wire case protector and the
commercially available wire case protector in terms of Water Absorbency.
1.4 Significance of the Study
The study makes alternative way to produce a wire case protector from recycled
polyethylene terephthalate bottles and used natural latex rubber gloves that are suitable for
structural purposes. Moreover, this study will benefit the following:
Community
This study can help people to have a healthy living and clean environment. Also, since it
includes recycling, it can generate livelihood and create job to unemployed.
Environmental Sector
One of the serious problems that the society should consider is solid waste management.
The researchers had utilized recycled polyethylene terephthalate bottles and used natural latex
rubber gloves to reduce the solid waste problem.
Household
The function of the wire case is to provide safety. This is applicable for people who are
not yet well informed regarding the danger an electrical wiring could bring. Installing it to
electrical wiring at home could minimize the risk and prevent accident.
Future Researchers
The study can benefit future researchers by providing them new knowledge and ideas in
innovating the wire case protector and by giving future references for their studies.
Wire Case Protector from Recycled PET and NLR 5
1.5 Scope and Limitation
The study covers on creating a wire case protector from recycled polyethylene
terephthalate bottles and natural latex rubber. The polyethylene terephthalate used are soda and
water bottles only. The flammability, water absorbency, and crush resistance are of great
importance and to be taken in consideration in this study. The crush resistance comparison
between the better produced wire case protector and commercial wire case protector are not
taken in consideration, due to technical differences of crush resistance equipment used to the
standard crush resistance. For crush resistance test, the researchers used the Universal Testing
Machine 100T Cap. to determine the crush resistance of produced wire case protectors.
The dimension of the proposed wire case protector will not be exactly the same compare
to the standard dimension available in the market which is 8 ft. x 2.5 cm. x 1.3 cm. The proposed
dimensions are 15 x 2.5 x 1.3 centimeters. Instead of extruders and injection moulding, the
researchers improvised an aluminum mold to form the product. Other tests not mentioned above,
as well as the cost of production will not be included in this study.
Due to unavailability of oven for melting plastics, the researchers used an oven for
baking cakes and pastries. The raw materials to be used such as polyethylene terephthalate
bottles and natural latex rubber gloves were collected within Bacolod City area only. Natural
latex rubber gloves were collected only from diagnostic laboratories and dental clinics.
Collection of natural latex rubber gloves from hospitals were not gathered due to some reason
that it may cause disease.

Wire Case Protector from Recycled PET and NLR 6
1.6 Definition of Terms
The researchers gave conceptual and operational definitions to the following terms for
further understanding of the study.
Ambient Temperature. It is the coldness or warmness temperature of the surrounding.
American Society for Testing and Materials (ASTM). It is a globally recognized leader in the
development and delivery of international voluntary consensus standards. It is used around the
world to improve product quality, enhance safety, facilitate market access and trade, and build
consumer confidence (ASTM International).
ASTM D568. It is the standard testing methods for determining the flammability of plastic
material.
ASTM D570. It defines as the standard testing method for water absorption of a plastic material.
ASTM D695. It is the standard testing method for crush resistance of a plastic material.
Binder. It is any material or substance that holds other materials together.
Calcium Carbonate (CaCO3). It is an additive that is used for improving the fire resistance of a
material.
Curing. It is the hardening process of polymer for it to be stable before subjecting into other
processes. For this study, the hardening process of wire case protector for it to be stable is 24
hours.
Crush Resistance. It is the ability of wire case protector to resist the applied compressive
strength.
Wire Case Protector from Recycled PET and NLR 7
Flame Retardant. It is a substance/chemical added into a material to inhibit or resist the spread
of fire.
Flammability. It refers to the tendency of a material to ignite easily and burn rapidly with a
flame.
Glycerin. It is an example of plasticizer used for another kind of characteristics to a polymer
based material.
Lubricant. It is a substance applied to a mold to prevent the material from sticking.
Natural Latex Rubber. It is an elastic material obtained from the latex sap of trees that is used
in the production of surgical gloves. It forms hard and more or less flexible bond instantly upon
cooling.
Plasticizer. It is a substance added to plastics or other materials to make them more flexible.
Polyethylene Terephthalate (PET). It is a thermoplastic polymer resin of the polyester family
and is used in synthetic fibers, beverages, food and other liquid container.
Polymer Modifier. It is a chemical substance added to the backbone of a polymer to change the
chemical and physical properties of the polymer.
Self-Extinguishing. It is the ability of wire case protector to cease burning once the source of the
flame has been removed.
Talc. It is a very soft white mineral added into a material used as a flame retardant.
Thermoplastic. It is a type of plastic that becomes liquid when heated and hard when cooled.

Wire Case Protector from Recycled PET and NLR 8
UL94V-0. It is a flammability specification for a wire case protector. The wire case protector
may not burn with flaming combustion for more than 10 seconds after either application of test
flame and the total flaming combustion time may not exceed 50 seconds.
Underwriters Laboratories (UL). It is the largest and best known independent, not-for-profit
testing laboratory in the world. The laboratory provides a full spectrum of conformity and quality
assessment services to manufacturers and other organizations.
Water Absorbency. It is a measure of the amount of water absorbed by the material in a given
period of time.
Wire Case Protector. It serves as shield for wires from dirt and fire and provides an acceptable
passageway for wiring.

Wire Case Protector from Recycled PET and NLR 9
Chapter 2
REVIEW OF RELATED LITERATURE
This chapter discusses different concepts, literature and studies related to wire case
protector.
2.1 Related Concepts
2.1.1 Wire Case Protector
Wire case protector, commercially known as wire molding, is PVC-based type of non-
metal conduit designed to provide an aesthetically acceptable passageway for wiring without it
inside or behind the wall. The wire case protector has an open face with removable cover secured
to the surface, and wire is placed inside (www.electrical-cconduit.blogspot.com, 2012). Wire
case protector is used to keep the route wire and cables neat, protected and, best of all, out of
sight. Wire case protector is used in schools, houses, hospitals, and offices to guide cables from
the telecommunication closest to each work station. It can be cut to customize to any application
and the surface can be painted to match décor (www.CableOrganizer.com, July 2013).
Figure 2.1: Commercially Available Wire Molding

Wire Case Protector from Recycled PET and NLR 10
2.1.1.1 Production of PVC Wire Case Protector
In the production of wire case protector using PVC, PVC is not used as a pure polymer.
Since intrinsically PVC is a rigid material and wire/cable insulation must be flexible, there has to
be a significant loading of a plasticizer. Wickson (1993) indicates that typical wire/cable
formulations contain 52 – 63% PVC resin, 25 – 29% plasticizer, around 16% filler (but
occasionally as low as 5%), 2 – 4% stabilizer, 0.2 – 0.3% wax, and small amounts of lubricants
and colorants. Antioxidants are also often included in small amounts (less than 0.1%). The
plasticizer is typically either a phthalate (diisodecyl phthalate, ditridecyl phthalate) or a
trimellitate (tris(2-ethylhexyl) trimellitate), while CaCO3 and kaolin are common fillers
(Wickson, 1993).
2.1.2 Polyvinyl Chloride and Its Uses
Polyvinyl chloride (PVC) is a synthetic polymer material (or resin), which is built up by
the repetitive addition of the monomer vinyl chloride (VCM) with the formula CH2=CHCl. The
chlorine in PVC represents 57% of the weight of the pure polymer resin. 35% of chlorine from
the chloralkali electrolysis eventually ends up in PVC, which thus constitutes the largest single
use. (Brussels, 2000). Polyvinyl chloride is a major plastic material finds widespread use in
building, transport, packaging health care, electrical and electronic applications. PVC is a very
durable and long lasting construction material which can be in variety of applications, either
rigid or flexible. PVC has excellent electrical insulation properties, making it ideal for cabling
application. Its good impact strength and weatherproof attributes make it ideal for construction
products (www.pvcexplained.co.uk, July 2013). PVC is never used alone. It is always mixed
with stabilizers, lubricants, plasticizers, fillers, and other additives to make processing possible,
Wire Case Protector from Recycled PET and NLR 11
all of which can influence its physical and mechanical properties. The weight percentage in
producing the PVC plastic components is shown in the following table (Bedonia, et. al. 2006).
Table 2.1: Weight Percentage Comprising the PVC Plastic
Raw Material Weight %
PVC Resin 61.4
Plasticizer 30.5
Filler 6.1
Pigment 1.7
Stabilizer/Lubricant 0.3
2.1.2.1 Classification of PVC-based Wire Protector
The PVC-based wire protector for electrical installation is classified into two types, the
rigid PVC also known as unplasticized PVC (UPVC) and the flexible PVC. Rigid PVC (UPVC)
which is mechanically tough, fairly good weather resistant, water and chemical resistant,
electrically insulating, and relatively stable to heat and light (Brussels, 2000). Through addition
of stabilizers, it hinders the loss of chlorine in the form of hydrogen chloride (HCl) when
exposed to heat and ultraviolet light. Hence, stabilizers prevent degradation by heat and light.
Stabilizers are often composed of salts of metal like lead, cadmium, antimony, zinc and
organotin compounds (Brussels, 2000). UPVC is more often produced than flexible PVC.
According to PVC plus (2012), approximately 70% of PVC produced is used to manufacture
rigid products window profiles and pipes, which recognized as different by their longevity and
weather resistance.

Wire Case Protector from Recycled PET and NLR 12
The other type of PVC-based wire protector is the flexible PVC. With the addition of
plasticizers to raw PVC, it softens and makes the PVC pliable to certain applications (Belliveau,
2004). Plasticizers provide special properties same like to rubber material. Flexible PVC has this
naturally hard material but flexible and elastic property. It retains its shape when deflected (PVC
plus, 2012). Esters from phthalic acid also known as phthalates are the most commonly used
plasticizers for PVC. Flexible PVC is less used due to some human and environmental health
problems. Roughly, 30% covers the usage of flexible PVC (Belliveau, 2004). The table below
shows the other typical uses for rigid PVC and flexible PVC (Allsopp and Vianello, 2000).
Table 2.2: Typical Used for Rigid and Flexible PVC
Application Rigid PVC Flexible PVCConstruction window frames, gutters, pipes, waterproof membranes, cable insulation roof
housesiding, ports, roofing lining, greenhouses
Packaging bottles, blister packs, transparent cling film
packs, and punnets
Transport car seat backs underseal, roof linings, leathercloth upholstery,
wiring insulation, window seals, decorative trim
Medicaloxygen tents, bags and tubing for blood transfusions,
drips and dialysis liquids
Clothing safety equipmentwaterproofs for fishermen and emergency services,
life-jackets, shoes, wellington boots, aprons and
baby pants
Others floppy-disk covers, credit cards conveyor belts, inflatables, sport goods, toys
2.1.3 Polyethylene Terephthalate
Polyethylene Terephthalate, abbreviated as PET is one of the different types of plastics.
PET is a thermoplastic polymer resin and belongs to the family of polyesters and is highly
recyclable from bottles and other applications. It is used in many different products because of its
good properties. The recycling symbol for PET and repeating unit are shown below:

Wire Case Protector from Recycled PET and NLR 13
Figure 2.2: PET Recycling Symbol and Repeating Unit
2.1.3.1 Properties of Polyethylene Terephthalate
PET’s melting point is between 250°C to 260°C and the boiling point is 350°C. The
general properties of PET are typical of other semi-crystalline performance plastics: very good
temperature stability, good electrical properties, good chemical resistance, good weathering
resistance, low coefficient of friction, excellent toughness and high clarity when in amorphous
state (www.zeusinc.com, 2010).
PET has good resistance to most acids, alkalis, alcohols, greases, and oils. PET is very
suitable for food contact and many of the major applications involve food contact. Extensive
research into the use of PET for food contact has shown that PET is very suitable for contact
with both liquids (water and soda) and with solid foods, such as bakery goods
(www.zeusinc.com, 2010).
In terms of flammability of PET, the Underwriters Laboratories (UL) graded PET as
UL94V-1. UL94V-1 grade means that the fire behavior of PET when it is burned at vertical
position, the flame extinguishes within 30 seconds after removal of the burner. The Limiting
Oxygen Index (LOI) for PET is approximately 21, which means there must be over 21% oxygen
present to support free combustion. Air contains approximately 21% oxygen and therefore a
material with an LOI of greater than 21 will probably not support burning in an open air situation
(www.zeusinc.com, 2010).

Wire Case Protector from Recycled PET and NLR 14
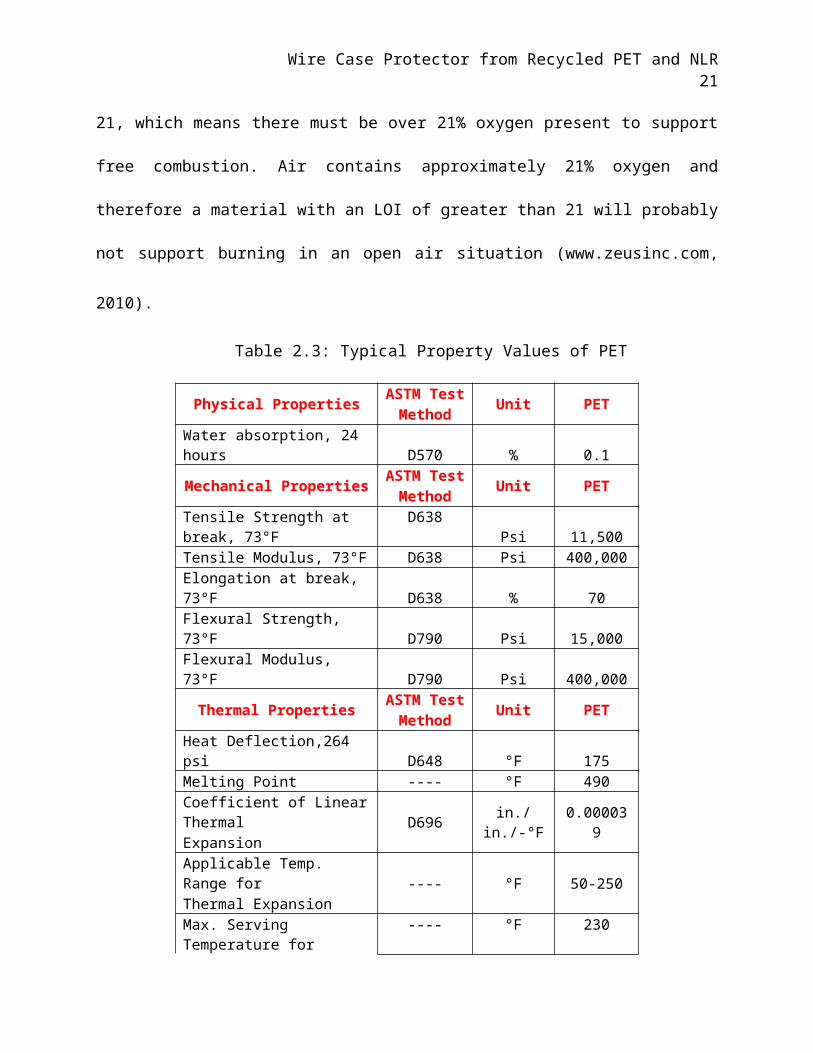
Table 2.3: Typical Property Values of PET
Physical PropertiesASTM Test
Unit PETMethod
Water absorption, 24 hours D570 % 0.1
Mechanical PropertiesASTM Test
Unit PETMethod
Tensile Strength at break, 73°F D638 Psi 11,500Tensile Modulus, 73°F D638 Psi 400,000Elongation at break, 73°F D638 % 70Flexural Strength, 73°F D790 Psi 15,000Flexural Modulus, 73°F D790 Psi 400,000
Thermal PropertiesASTM Test
Unit PETMethod
Heat Deflection,264 psi D648 °F 175Melting Point ---- °F 490Coefficient of Linear Thermal
D696 in./in./-°F 0.000039ExpansionApplicable Temp. Range for
---- °F 50-250Thermal ExpansionMax. Serving Temperature for
---- °F 230Long TermFlammability UL94V ---- UL94V-1
Electrical PropertiesASTM Test
Unit PETMethod
Volume Resistivity, 73°F D257 ohm-cm 10^16Dielectric Contant @ 60 Hz,
D150 ---- 3.4(73°F, 50% RH)Dielectric Strength D149 V/mil 400
2.1.3.2 Polyethylene Terephthalate as Packaging
The function of packaging is to protect the product contained so that the contents remain
fit for purpose. Polyethylene terephthalate applications have found to be increasing in the
packaging field. The chemical and physical properties of PET have made it suitable for food and
beverage packaging applications. The three major packaging applications of PET are as
containers (bottles, jars and tubs), semi-rigid sheet for thermoforming (trays and blisters) and

Wire Case Protector from Recycled PET and NLR 15
thin oriented films (bags and snack food wrappers). PET is especially suitable in carbonated
drinks because of its superb gas barrier properties, particularly against oxygen and carbon
dioxide. In addition, it has very good machining characteristics and its food compatibility makes
it ideal for use in food processing equipment (International Life Sciences Institute, 2000).
2.1.3.3 Polyethylene Terephthalate in the Philippines
In the Philippines, Polyethylene Terephthalate (PET) plastic is a widely accepted and
very popular packaging material particularly for food because of its good performance, relatively
cheap cost and easy reproducibility. Because of the popularity and commonly used in packaging
for food and beverage, PET plastic is one of the enormous wastes in the country. Waste recovery
and recycling programs are being promoted because of the growing concern of disposal and
recycling of wastes (Basilia and Valencia, 2008).
2.1.4 Natural Latex Rubber
Latex is a mixture of organic compounds produced by some plants in special cells called
caticifers. The composition of latex differs from plant to plant. Most natural rubber comes from a
single species of tree, Hevea brasiliensis. Though native to South America, H. brasiliensis is
planted in large plantations in Southeast Asia, including Malaysia (Stanley Gomez Sdn. Bhd,
August 2013).
Rubber trees take around 5 years to grow from a seedling to maturity, or a point that it
can start to produce rubber. It has an economic life of about 25 to 30 years. Trees are tapped by
removing thin strips of bark, which disrupts the laticifers. The latex then flows down grooves cut
in the tree and drips into collection cup (Stanley Gomez Sdn. Bhd., August 2013).
2.1.4.1 Natural Latex Rubber Properties

Wire Case Protector from Recycled PET and NLR 16
After preparation, processed natural latex turns into a rubber with an exceptional
resistance to wear and tear, great tensile strength, resilience and elongation. It is resistant to
common abrasives and works well in low temperature environments; however, latex-based
rubbers should be treated with special chemicals and additives because they are easily corroded
by heat, sunlight and even oxygen. The most ideal temperature range when using latex is
between -55°C and 82°C. The melting point of latex rubber is around 250°F to 350°F (121°C to
177°C) (Johnson, n.a.). Based on the Material Safety Data Sheet of FLEXITECH SDN. BHD.
natural latex rubber glove, has the following properties:
Table 2.4: Physical Properties of Natural Latex Rubber GlovePhysical Properties Before Aged After Aged
Tensile Strength (MPa) 21 16Elongation (%) 700 500
Remark: 10% lower for textured surface gloves
2.1.4.2 Composition of Natural Latex Rubber Gloves
Latex is generally made up of around 55 to 65 percent water and 30 to 40 percent of
rubber material. It also may contain sugar, resin, protein and ash. When latex is processed into a
workable material like a surgical glove, it undergoes exposure to sulfur, carbon black and oil.
These materials are used to make the latex stronger and easier to manipulate and use (Stanley
Gomez Sdn. Bhd., August 2013). Based on the Material Safety Data Sheet of FLEXITECH
SDN. BHD. natural latex rubber glove has the following composition:
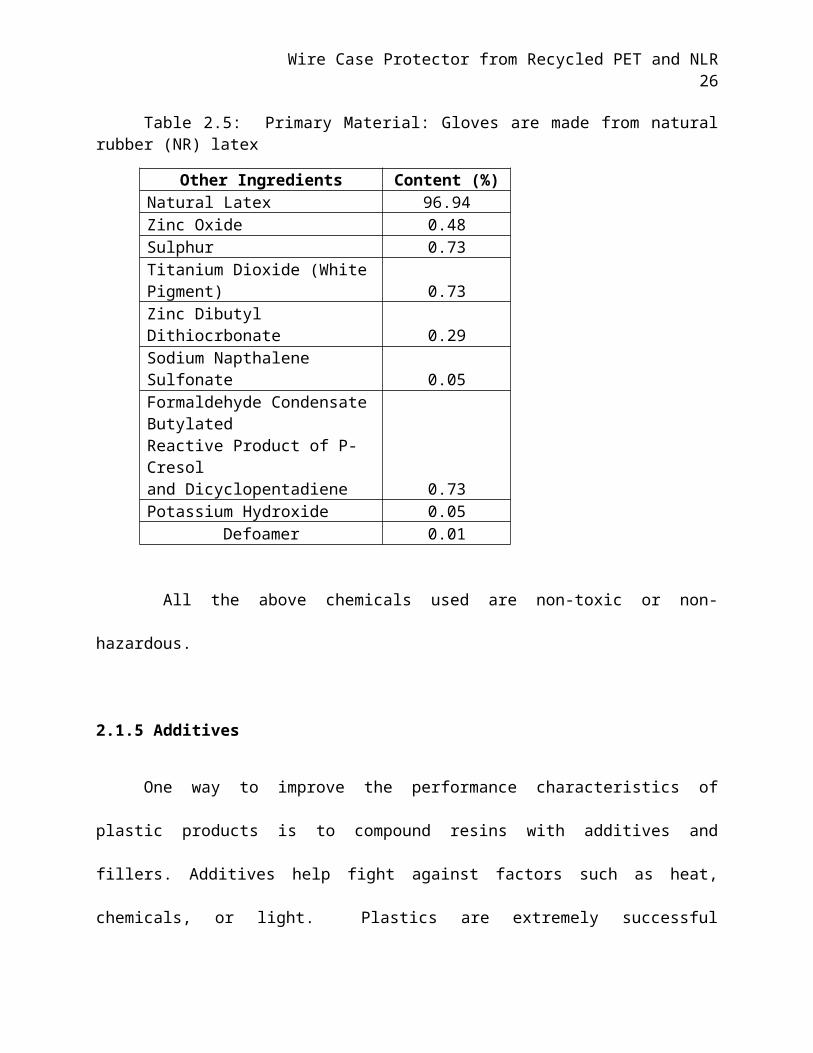
Table 2.5: Primary Material: Gloves are made from natural rubber (NR) latex

Wire Case Protector from Recycled PET and NLR 17
Other Ingredients Content (%)Natural Latex 96.94Zinc Oxide 0.48Sulphur 0.73Titanium Dioxide (White Pigment) 0.73Zinc Dibutyl Dithiocrbonate 0.29Sodium Napthalene Sulfonate 0.05Formaldehyde Condensate Butylated Reactive Product of P-Cresol and Dicyclopentadiene 0.73Potassium Hydroxide 0.05
Defoamer 0.01
All the above chemicals used are non-toxic or non-hazardous.
2.1.5 Additives
One way to improve the performance characteristics of plastic products is to compound
resins with additives and fillers. Additives help fight against factors such as heat, chemicals, or
light. Plastics are extremely successful commercially, it never reach acceptable performance
standards either in properties or processing without the incorporation of additives. With the
inclusion of additives, plastics can be used in a variety of areas competing directly with other
materials. Without additives, plastics would not work, but with them they can be made safer,
cleaner, tougher and more colorful (www.blackwellplastics.com, August 2013).
2.1.5.1 Glycerin
Chemically, glycerin is a trihydric alcohol which is very stable under most trihydric
alcohol conditions, but which can be reacted to form many derivatives. Physically, it is a clear,
almost colorless, viscous, high-boiling liquid miscible with water and alcohol, and like these

Wire Case Protector from Recycled PET and NLR 18
materials, a good solvent. One of its applications is as plasticizer on polymer products that
increases the flexibility and elasticity of the product (www.bpf.co.uk, September 2013).
2.1.5.2 Talc (Calcium Carbonate)
Calcium carbonate or Talc is the most widely used mineral due to its wide availability,
ease of processing to specific particle sizes and it’s compatibility with a wide range of polymer
types. It is used for its excellent optical properties, ability to improve impact strength, role as a
processing aid, ability to replace expensive plastic resins and used as fire retardants (Weil and
Levchik, 2009).
Talc is mined for both industrial and artistic reasons. Talc is used for mainly industrial
departments such as in plastics, rubber, electric wire, electric cable, paint, printing ink, oil paint,
papermaking, agrochemicals, foodstuff and medicine. Calcium Carbonate takes functions of
being strength increasing, tensile resistant, filling and fire retardant. In polypropylene
compounds, about 3% of Talc is filled to improve heat deformation resistance. Blends that
contains more than 3% flame retardant component increase the products compressive strength
and rigidity (Bedonia, et.al. 2006).
2.1.6 Polymer Modifier
Polymer modifiers, commonly referred to as functionalized polymers, coupling agents,
compatibilizers or impact modifiers, are polymeric materials which have a functional unit grafted
onto the backbone of the polymer. Polymer modifier allows fillers such as talc, calcium
carbonate, nanoclays & glass to be chemically bonded to the polymer or dissimilar polymers to

Wire Case Protector from Recycled PET and NLR 19
become compatible with each other. Additionally when functionalizing an elastomer the
functionalized products will be compatible with other rigid thermoplastics to provide improved
impact modification (www.addivant.com, October 2013).
2.1.7 Wire Case Protector Standards
The wire case protector must be Underwriters Laboratories (UL) listed and exhibit non-
flammable self-extinguishing characteristics, tested to comparable specifications of UL94V-0.
The wire case protector base, cover, and divider shall be available in 8’ and 10’ lengths (Panduit
Corp).
There are types of wire case protector that has one compartment design and some has two
or three compartments design. The commonly used wire case protector is the one with one
compartment design. It has one wiring channel and has an integral hinge that attaches the cover
to the base. The wire case protector is usually manufactured of rigid PVC compound. The base
must have a smooth texture and available in three colors, off-white, electrical ivory, and white
(Panduit Corp). The figure below shows the commercial sizes of wire case protector.
Figure 2.3: Commercial Sizes of Wire Case Protector
2.1.8 Properties of Wire Case Protector

Wire Case Protector from Recycled PET and NLR 20
There are various characteristics that non-metallic wire case protector must possess.
Properties such as excellent moisture and corrosion resistance, mechanical strength, flame
retardant, and low-smoke-producing must be designed into the raceway system
(www.accessengineeringlibrary.com, August 2013).
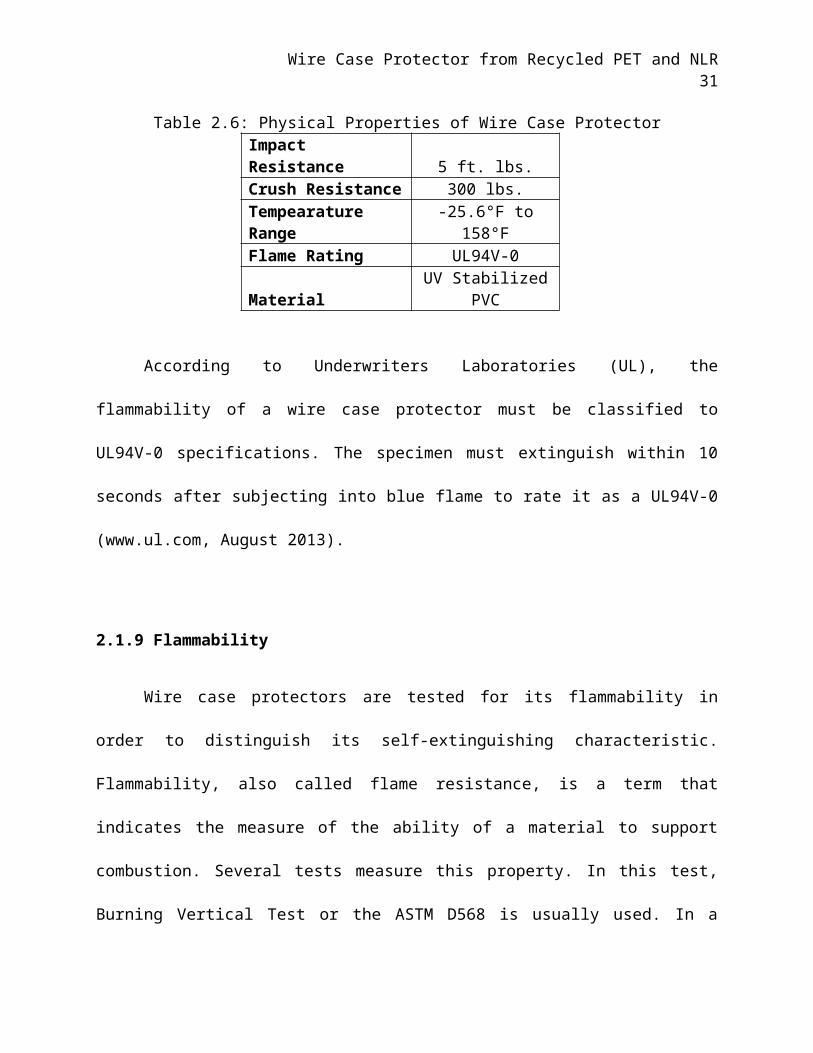
Table 2.6: Physical Properties of Wire Case ProtectorImpact Resistance 5 ft. lbs.Crush Resistance 300 lbs.Tempearature Range -25.6°F to 158°FFlame Rating UL94V-0Material UV Stabilized PVC
According to Underwriters Laboratories (UL), the flammability of a wire case protector
must be classified to UL94V-0 specifications. The specimen must extinguish within 10 seconds
after subjecting into blue flame to rate it as a UL94V-0 (www.ul.com, August 2013).
2.1.9 Flammability
Wire case protectors are tested for its flammability in order to distinguish its self-
extinguishing characteristic. Flammability, also called flame resistance, is a term that indicates
the measure of the ability of a material to support combustion. Several tests measure this
property. In this test, Burning Vertical Test or the ASTM D568 is usually used. In a test, plastic
strip is ignited and the ignition source (flame) is removed. The time and amount of material
consumed are measured and the result is express in mm/min (Lokensgard, 2010).
Self-extinguishing indicates the material will not continue to burn once the flame is
removed. Nearly all plastics may be made self-extinguishing with the proper additives
(Lokensgard, 2010). (See table 2.7 for the classification of vertical burning)
Wire Case Protector from Recycled PET and NLR 21
Table 2.7: Underwriters Laboratories Vertical Burning Rating
Vertical Ratings RequirementsUL94 V-0 Burning must self-extinguish within 10 seconds
Specimen must not drip flaming particles that ignite the cottonUL94V-1 Burning must self-extinguish within 30 seconds
Specimen must not drip flaming particles that ignite the cottonUL94V-2 Burning must self-extinguish within 30 seconds
Specimen can drip flaming particles that ignite the cotton
2.1.10 Water Absorbency
The tendency of plastics to absorb moisture simply cannot be ignore since even the slight
amount of water can significantly alter some key mechanical, electrical, or optical property.
ASTM D570 is the most commonly used test for water absorption of polymers and some other
plastics. The purpose of water absorption is to express a sense as to what the specific effects of a
humid environment or long-term exposure to water would be on the polymer under examination
(www.polymer-filler.blogspot.com, 2008).
According to Underwriters Laboratories (2013), the percent increase in weight of a
material after exposure to water under specified conditions. Water absorption can influence
mechanical and electrical properties. Factors such as the type of material, additives, temperature,
and length of exposure can affect the amount of water absorbed.
2.1.11 Crush Resistance
Crush resistance testing is the measurement of a compressive load to a point when a
sample deforms, fractures, shatters or collapses. Compressive strength is the capacity of a

Wire Case Protector from Recycled PET and NLR 22
material or structure to withstand axially directed pushing forces. When the limit of compressive
strength is reached, brittle materials are crushed (www.matweb.com, December 2013).
Usually, a crush resistance test involves a load limit. The material to be tested is compressed and
compared to the load limit. Maximum load, load at break and work at maximum load are
calculated. By crushing samples of the material, significant facts can be learned for predicting
the performance of full capacity machines with acceptable accuracy. In this test ASTM D695 is
the standard method to be used (www.matweb.com, December 2013).
2.2 Related Studies
2.2.1 Flexible Wiring Shield from Recycled Polypropylene and Ethylene Vinyl Acetate
Copolymer
A study of creating of flexible wiring shield from recycled Polypropylene and Ethylene
Vinyl Acetate Copolymer (EVAC) with the addition of the additives such as talc that act as a
flame retardant and glycerin that make the wiring shield flexible, was found out that it is possible
to blend a thermoplastic material (Polypropylene) with a hot melt adhesive material (EVAC) and
could be an alternative to PVC-based flexible wiring shield. The sources of polypropylene were
bottle caps of shampoo, polypropylene from tire toys and noodle cups.
The blend ratios of the raw materials were identified by taking the one raw material into
constant amount as well as the additives, while the other raw material varies the amount and this
was done conversely. The blends were created to establish a probable basis and identification of
the effect of varying the two raw materials in the blend for determination of the optimum blend.
The polypropylene was melted at 150-170°C and EVA copolymer was melted at 80-84°C in
oven. After the two raw materials reached their respective melting point, the raw materials were

Wire Case Protector from Recycled PET and NLR 23
then blended gradually, and then the additives were added to the homogeneous mixture. The
blend was then poured into the mold and cooled to room temperature. The flexible wiring shield
has the dimensions of 30 x 2.5 x 1.3 centimeters. The curing time for the blend was 24 hours.
In order to determine the optimum blend of flexible wiring shield, the produced products
were examined through Glow Wire Test (IES 695-2-1) and Bend Test (ASTM D-790). The
Glow Wire Test determines the thermal stress of the product, while the Bend Test determines the
material’s elongation after it was subjected to a constant position over a period of time. After the
product characterization, the optimum blend was identified. The optimum blend of flexible wire
shield was 1 part of polypropylene (cup noodles) and 3 parts of EVA copolymer. According to
the study, the 1:3 polypropylene-EVA copolymer proportion obtained a product that is flexible
compared to PVC and passed the requirement for thermal stress.
The table in the next page is the optimum blend of polypropylene and EVA copolymer
based on the result of the testing.
Table 2.8: Weight Composition for Optimum Blend of Polypropylene and EVA Copolymer
Type of Recycled
Polypropylene
Weight
Polypropylene
Weight EVA
Copolymer
Weight
Talc
Weight
Glycerin
Noodle Cups 40g 120g 5g 1.5g
%Weight 24% 72% 3% 0.9%
The researchers of the study strongly recommended to use other binder such as butyl
rubber to enhance the mechanical properties of the product (Bedonia, et.al. 2006).
2.2.2 Use Of Natural Rubber Latex In Reseal Binders

Wire Case Protector from Recycled PET and NLR 24
Natural rubber latex may be added to asphaltic binder for resealing works. It has the
effect of raising the softening point, and increasing the viscosity and elasticity or elastic recovery
of the binder. As from the experience in Dunedin district, it has been found that the use of natural
rubber latex produces an increase in initial toughness, to help to prevent early chip loss or chip
roll-over and in the longer term to resist the development of reflective cracking. Its use is
generally aimed to extend the waterproof character of a reseal over an existing seal coat with
widespread cracking. In terms of blending, it has been found from experience that the best
dispersal of rubber is obtained when the asphalt cement has been heated to a temperature of
165°C (TNZ P/5P NOTES, 1985).
Natural rubber was studied as a polymer modifier for asphalt extensively in the 1950-70’s
in the UK and abroad. Also, it offers unique opportunity to road industry as a performance
enhancing, renewable, sustainable and ecologically beneficial resource available to the road
sector. Carbon Trading and other environmental factors will ensure natural rubber latex will have
a future as polymer modifier in roads (Ruggles, 2005).
2.3 Synthesis
The researchers have understood the different studies, literature and concepts in order to
support the study of creating wire case protector from recycled polyethylene terephthalate and
natural latex rubber. The researchers have come up with the following:

Wire Case Protector from Recycled PET and NLR 25
Polyethylene Terephthalate (PET) has an extensive range of properties. PET materials
have very good temperature stability, good electrical properties, good chemical resistance and
weathering resistance, durable, low cost and easy reproducibility. Natural latex rubber exhibits
excellent mechanical properties, such as in its tensile strength, elongation, tear resistance and
resilience. Also, natural latex rubber will serve as polymer modifier that will enhance the
chemical and physical properties of the product. The addition of glycerin and talc will enhance
the physical and chemical properties of the product. Glycerin will make the product more
flexible and addition of talc will improve the fire resistance of the produced product. The
produced wire case protectors will be then tested in terms of its flammability, water absorbency
and impact resistance.
The combination of the exceptional properties of polyethylene terephthalate, natural latex
rubber and the additives, glycerin and talc, will improve and create a new alternative for the
PVC-based wire case protector.
Chapter 3
METHODOLOGY
This chapter discusses the procedures and processes in making wire case protector. The
wire case protector, with constant dimensions of 15 x 2.5 x 1.3 centimeters, will be produced
Wire Case Protector from Recycled PET and NLR 26
with different proportions of polyethylene terephthalate bottles and natural latex rubber gloves,
and wire case protector with polyethylene terephthalate bottles. The wire case protector will
undergo testing and the best wire case protector will be determined.
Figure 3.1: Production of PET – Natural Latex Rubber Wire Case Protector
3.1 Production of PET – Natural Latex Rubber Wire Case Protectors
The PET bottles and natural latex rubber gloves were cut into small pieces and weighed,
were undergone the process of melting in an oven, were blended with the additives, glycerin and
talc, molded in an aluminum mold and were cured. Three compositions of wire case protectors
Preparation of PET Bottles
Preparation of NLR Gloves
Heating
250 - 260°C
Blending
180°CGlycerin
Talc
Molding
Curing
Final Product
Wire Case Protector from Recycled PET and NLR 27
were produced. The cut PET bottles have a varying amount while the natural latex rubber gloves,
glycerin and talc were kept at constant amount.
Table 3.1: Compositions of Wire Case Protectors
SamplePET NLR Glycerin Talc
Mass, g Mass, g Mass, g Mass, g
WCP 1 80 3 1.5 5
WCP 2 85 3 1.5 5
WCP 3 90 3 1.5 5
3.1.1 Preparation of PET Bottles and Natural Latex Rubber Gloves
The researchers collected disposed PET bottles and latex rubber gloves from Bacolod
City (schools, households, markets, dental clinics, diagnostic laboratories, etc.). PET bottles and
natural latex rubber gloves were washed with detergent soap and water to remove dirt. The
natural latex rubber gloves were then sterilized for disinfection. These were dried at ambient
temperature and then cut into small pieces. The cut raw materials were weighed at respective
amounts. (See Table 3.1 for respective composition of wire case protectors)
3.1.2 Heating and Blending
The researchers used an oven to control the temperature and to ensure the process is not
hazardous. The oven was preheated for about 10 minutes and 45 seconds to reach the 250-260°C
heat. Before putting the PET to the pan, application of cooking oil to the surface of the pan was

Wire Case Protector from Recycled PET and NLR 28
required to avoid PET and other raw materials from sticking to the pan. The PET sample was
then placed in the oven first due to its higher melting temperature of 260°C than natural latex
rubber which has 177°C. When PET sample was at its liquid state, the melted PET was then
removed from the oven. The melted PET was cooled down to 180°C while stirring it vigorously.
Temperature was then maintained until 180°C. The additives, talc and glycerin were then added
to the melted PET and the natural latex rubber was then added lastly. The mixture was stirred
until it reached the homogeneous mixture.
3.1.3 Molding and Curing
Before pouring the homogeneous mixture to the aluminum mold, the aluminum mold was
heated for five minutes. Then, “1 Oil” was applied to the inner part of the mold to prevent the hot
melt to stick into the mold. The hot melt was gradually poured and was cooled into the mold at
ambient temperature for one hour. After one hour, the produced wire case protector was
extracted from the mold and was set aside for twenty-four hours to prepare for testing.
3.2 Dimensions of the Wire Case Protector
The dimensions of the proposed Wire Case Protector are shown in Figures 3.2 and 3.3.

Wire Case Protector from Recycled PET and NLR 29
1.3cm
Gg 0.5 cm
2.5 cm
Figure 3.2: The front view of the wire case protector
15 cm
Figure 3.3: The three-dimensional representation of wire case protector
3.3 Testing
The wire case protector was subjected to flammability, water absorbency and impact
resistance test.
3.3.1 Flammability Test (ASTM D568)

Wire Case Protector from Recycled PET and NLR 30
Figure 3.4: Vertical Burning Test
Using the Vertical Burn Test, the sample was suspended vertically so that it can be
ignited at the bottom. After ignition, the ignition source (flame) is withdrawn and the length of
time of its self-extinguish was noted. The obtained time was then referred to Underwriters
Laboratories Vertical Burning Rating to classify its flame rate (See Table 2.7 for the
classification of vertical burning).
3.3.2 Water Absorbency Test (ASTM D570)
Using ASTM D570, the samples were weighed initially using the analytical balance,
and were submerged in distilled water at a temperature of 23°C for twenty-four hours. Samples
were then removed, patted dry with a lint free cloth, and were weighed. The percent increase in
weight during immersion was calculated as follows:
% Water Absorption = W f −W i
W i × 100
Where:
Wire Case Protector from Recycled PET and NLR 31
Wf = weight of the wire case protector after 24-hour water soaking
Wi = initial weight of the wire case protector
3.3.3 Crush Resistance Test (ASTM D695)
Figure 3.5: Crush Resistance Test
The researchers formed 2” x 2” x 2” cube samples of each different composition and
conducted the crush resistance testing in HVC Materials Testing Laboratory wherein Universal
Testing Machine 100T Cap. was used. In the specification of a wire case protector, around 300
lbs. is the desirable value for crush resistance.
3.4 Significant Difference Between the Wire Case Protectors
In order to determine whether there is a significant difference between the produced wire
case protectors properties, the researchers used One-way ANOVA (Analysis of Variance).
ANOVA enables the data to analyze the difference between two or more sample means. The
researchers used a One-way ANOVA Calculator in order to determine the significance difference

Wire Case Protector from Recycled PET and NLR 32
in the flammability, water absorbency, and crush resistance properties of the wire case
protectors. P value is calculated and compared to the critical value (0.05).
3.4.1 Scheffé Test
Scheffé Test is a pairwise comparison of every combination of group pairs. This test
calculates the mean difference for each treatment or group pair, calculates S test statistic for each
pair, and displays the P value for the comparison. The obtained P value is then compared to the
critical value (10.28). (See formulas for the combination of group pairs are below)
F12 = ( X 1−X 2 )2 N 1 N 2
SE(N 1+N 2)
F13 = ( X 1−X 3 )2 N 1 N 3
SE(N 1+N 3)
F23 = ( X 2−X 3 )2 N 2 N 3
SE(N 2+N 3)
3.5 Determining the Best Composition
The three samples of different proportions were tested for flammability, water
absorbency, and impact resistance. Criteria-Based Method was used to determine the best wire
case protector. Average value of each property was calculated. For crush resistance, the highest
value was recorded and served as the basis of the obtaining percentages of every proportion. The
lowest value was used in flammability and water absorbency for obtaining the percentages of
every proportion.
Wire Case Protector from Recycled PET and NLR 33
Average = Trial1+Trial2+Trial3
3
Highest average value is the highest value in every row. % is percent contribution of
each property to the overall composition of the product based on its performance. For
Flammability (F) and Water Absorbency (W), the basis is the lowest average value while for
Crush Resistance (C), the basis is the highest average value. The obtained percentages are totaled
and the highest totaled value will be the best produced product of the study.
%(F) = Lowest Average Value
AverageValuex33.33 %
%(W) = Lowest Average Value
AverageValuex33.33 %
%(C) = AverageValue
Highest AverageValuex 33.33 %
3.6 Comparing the Best Composition of Wire Case Protector to Commercial Wire Case
Protector
After determining the best composition of wire case protector, the best produced wire
case protector was then compared to the commercially available wire case protector, the Tokina
UPVC. The Tokina UPVC had undergone flammability and water absorbency test. Crush
resistance test for commercial wire case protector was not performed due to its given
specification, which is 300 lb. force. The data obtained were then compared. The researchers

Wire Case Protector from Recycled PET and NLR 34
used a statistical test, the T-test, in order to determine the best product of each mechanical
property.
Chapter 4
RESULTS AND DISCUSSIONS
Wire Case Protector from Recycled PET and NLR 35
This chapter discusses the results in relation to the different characterization of the wire
case protectors. The results were recorded, analyzed and computed by the researchers in order to
answer the objectives of the study.
4.1 Characterization
4.1.1 Flammability
FFlammab
Figure 4.1: Flammability Test Results
All of the different compositions of wire case protectors exhibit an exceptional self-
extinguishing ability. All of the wire case protectors self-extinguished not exceeding three
seconds. Based on the results, Wire Case Protector 2 exhibits the fastest time to burn off the fire.
The average time of self-extinguishing for Wire Case Protector 2 was 1.08 seconds (See Table
4.1 for the Average Test Results of the Three Wire Case Protectors). In Underwriters
Trial 1 Trial 2 Trial 30
0.5
1
1.5
2
2.5
2
1
1.51.1
0.940000000000001
1.2
1.1
1.48
2.06
Tim
e, s
ec
Wire Case Protector 1
Wire Case Protector 2
Wire Case Protector 3

Wire Case Protector from Recycled PET and NLR 36
Laboratories, a wire case protector that self-extinguishes within 10 seconds is graded as UL94V-
0. UL94V-0 is one of the most important specifications of a wire case protector. Though PET is
graded as UL94V-1 which usually self-extinguishes within 30 seconds, with the addition of talc
which is the flame retardant agent for this study well-improved the flammability of a wire case
protector.
Wire Case Protectors 1, 2 and 3 were qualified in the standards and classified as UL94V-
0 but the Wire Case Protector 2 is better than Wire Case Protectors 1 and 3 because it self-
extinguished at a very short period of time.
4.1.2 Water Absorbency
Wire
Case Pro
tector 1
Wire
Case Pro
tector 2
Wire
Case Pro
tector 3
0
0.05
0.1
0.15
0.2
0.25
0.3
%
Trial 1Trial 2Trial 3
Figure 4.2: Water Absorbency Results
Wire Case Protector 2 showed the least water absorption, while Wire Case Protectors 1
and 3 were slightly affected by water. The three compositions were not affected that much due to
the ability of PET resistance to water. PET has an ability to absorb water for 0.10% only. Based
on the results, Wire Case Protector 2 was considered to be the better composition among the

Wire Case Protector from Recycled PET and NLR 37
other samples. The least percentage of water absorption, the more desirable the wire case
protector is.
4.1.3 Crush Resistance
Wire Case Protector 3
Wire Case Protector 2
Wire Case Protector 1
0 500 1000 1500 2000 2500 3000 3500 4000
2208.8
2054.8
2362.8
2098.8
3645.4
3159.2
3401.2
2230.8
2362.8
Trial 1 Trial 2 Trial 3
lb. force
Figure 4.3: Crush Resistance Results
Based on the results, all of the different compositions of wire case protectors exhibit an
exceptional amount of resistance to force applied. Wire Case Protectors 1, 2 and 3 carried a high
strength in crush resistance. But among the three wire case protectors, Wire Case Protector 2
resisted the highest magnitude with an average of 2643.67 lb. force. Therefore, wire case
protector 2 is the better wire case protector in terms of its crush resistance property.
The wire case protectors showed an extreme amount of load due to the presence of the
polymer modifier, the natural latex rubber. In this case, natural latex rubber bonded the other
components chemically and resulted of attaining an extreme amount of force. Based on the
standards of commercial wire case protector, a wire case protector can resist crushing for about
300 lb. force (See Table 4.1 for the Average Test Results of the Three Wire Case Protectors).

Wire Case Protector from Recycled PET and NLR 38
4.2 Summary of Characterization
Table 4.1: Average Test Results of Three Wire Case Protectors
Wire Case Protector
Flammability Water Absorbency Crush Resistance(sec) (%) (lbf)
1 (80 grams of PET)
1.50 0.13 2628.27
2 (85 grams of PET)
1.08 0.07 2643.67
3 (90 grams of PET)
1.55 0.21 2569.60
The table shows the summary of test results conducted on the three wire case protector
samples of various raw material concentrations. Based on the overall test results, the better
product was found to be at Wire Case Protector 2. Wire Case Protector 2 established the most
favourable result in terms of flammability, water absorbency and crush resistance.
The flammability and water absorbency tended to be inversely proportional to the
concentration of the PET at the Wire Case Protectors 1 and 2, and lost its trend at the Wire Case
Protector 3. While in the crush resistance property, the values were directly proportional at the
Wire Case Protectors 1 and 2, and lost its trend as well as at the wire case protector 3.
Wire Case Protector from Recycled PET and NLR 39
4.3 Determination of Significant Differences Using One-way ANOVA and Scheffé Test
4.3.1 Flammability
The obtained P value in the flammability is 0.367047 which is greater than the
significance level of 0.05. Therefore, Wire Case Protectors 1, 2 and 3 have no significant
difference in terms of their flammabilities, which means that the varying amount of
recycled PET is not related to the produced wire case protector’s flammability.
4.3.2 Water Absorbency
The obtained P value in the water absorbency is 0.040028 which is less than the
significance level of 0.05. This means that there is a significant difference in the water
absorbencies between at least two of the three Wire Case Protectors.
In order to further determine which pair of Wire Case Protectors, differ
significantly, the researchers conducted a Scheffé Test. Based on the Scheffé Test results,
Wire Case Protector 2 and 3 are significantly different in terms of their water
absorbencies. This means that the varying amount of PET does matter in the produced
wire case protector’s water absorbency, which means that both Wire Case Protectors 2
and 3 have better water absorbency.
4.3.3 Crush Resistance
The obtained P value in the crush resistance is 0.990066 which shows that the
significance level of 0.05 is greater than the obtained P value. Therefore, there is no
significant difference in the crush resistances of Wire Case Protectors 1, 2 and 3, which

Wire Case Protector from Recycled PET and NLR 40
means that the varying amount of recycled PET is not related to the produced wire case
protectors’ crush resistance.
4.4 Determination of Best Wire Case Protector Composition Using Criteria Based Method
Table 4.2: Results of the Accumulated Percentages of the Wire Case Protectors
WCP 1 WCP 2 WCP 3Computed
75.09 99.99 66.73Percentage
Table 4.2 shows that Wire Case Protector 2 has the highest computed average based on
the characterizations using criteria based method. Therefore, Wire Case Protector 2 is the best
wire case protector among the samples.
4.5 Comparison of Commercial Wire Case Protector from Wire Case Protector 2 using T-
test
4.5.1 Flammability
The computed t value in the flammability is |-12.734|, which is greater than the
significance level of 2.776. T-test results showed that there is an extremely significant difference
between the self-extinguishing characteristics of Wire Case Protector 2 and the commercial
sample. Wire case protector 2 showed better resistance to flame as it had additive such as talc for
fire retardant and PET which had a Limiting Oxygen Index of 21 that will not support burning in
an open air.

Wire Case Protector from Recycled PET and NLR 41
4.4.2 Water Absorbency
The computed t value in the flammability is 2.536, which is less than the significance
level of 2.776. The T- test results showed that there is no significant difference between the
water absorbency of Wire Case Protector 2 and commercial sample which means that the amount
of water absorption of both samples are similar.
4.6 Summary of T-test Results
Analysis of results using T-test shows that the researcher’s product was able to attain
desired properties and considered it comparable. Based on the results, the researcher’s product is
suitable for the alternative way to produce a wire case protector.

Wire Case Protector from Recycled PET and NLR 42
Chapter 5
CONCLUSIONS AND RECOMMENDATIONS
5.1 Conclusions
The study focused on creating a wire case protector from recycled polyethylene and
natural latex rubber gloves. Based on the different characterization of the product and the data
that gathered, the researchers concluded the following:
1. Wire case protector 2 (85 grams PET, 3 grams NLR, 5 grams talc, 1.5 grams glycerin)
had the best composition.
2. Wire case protector 2 attained the best value in terms of flammability, crush resistance
and water absorbency among the other compositions.
3. Using ANOVA, the researchers found out that there was no significant difference
between Wire Case Protector 1 (80 grams PET, 3 grams NLR, 5 grams talc, 1.5 grams
glycerin), Wire Case Protector 2 (85 grams PET, 3 grams NLR, 5 grams talc, 1.5 grams
glycerin) and Wire Case Protector 3 (90 grams PET, 3 grams NLR, 5 grams talc, 1.5
grams glycerin) in all properties except water absorbency. Using the Scheffé Test, to
further determine the significant difference for water absorbency, the researchers found
out that there was significant difference between Wire Case Protector 2 and Wire Case
Protector 3, which means that both Wire Case Protectors 2 and 3 have better water
absorbency.
4. The experimented product was compared to the commercially available wire case
protector. The researchers determined that the produced Wire Case Protector 2 has better
flammability and crush resistance compared to commercially available wire case
protector.
Wire Case Protector from Recycled PET and NLR 43
5. The researcher’s product is suitable for the alternative way to produce a wire case
protector.
5.2 Recommendations
The researchers recommend the following:
1. The use of other plasticizers that will be compatible to the raw materials.
2. The consideration of cutting the raw materials into smallest size or particle size.
3. The evaluation of the wire case protector should not be limited only to water absorbency,
flammability and crush resistance. Additional evaluation such as thermal conductivity
and impact resistance should be done to ensure product’s quality.
4. The use of extrusion and injection moulding in forming the wire case protector for
thinner dimension.
5. The enhancement of physical appearance to increase its aesthetic value.
6. The use of adhesive for the installation of wire case protector.
Related Documents











