Thermal aging effects on mechanical and tribological performance of PEEK and short fiber reinforced PEEK composites T. Sınmazc ¸elik * , T. Yılmaz Kocaeli University, Mechanical Engineering Department, Engineering Faculty, Veziroglu Campus, _ I zmit, 41040, Turkey Received 30 March 2005; accepted 15 July 2005 Available online 6 September 2005 Abstract The effects of thermal aging on the properties of unfilled and random oriented short fiber reinforced PEEK and its composites have been studied. After the isothermal aging process, there is a remarkable decrease in degree of crystallinity but more organized crystallize structure achieved. As a result of transcrystalline layer formation, there was a considerable increase in the flexural mod- ulus of materials. Thermal aging affects the impact properties of filled and unfilled PEEK dramatically. F max , E max and E Æ F max results of both filled and unfilled aged PEEK and its composites are dramatically decreased. Thermal aging makes materials more brittle and there was a significant decrease in toughness. % Crystallinity is not the unique parameters to determine polymerÕs per- formance. The orientation of crystals is another important parameter in microstructure and plays important role in mechanical and tribological properties of PEEK and its composites. There is a close relationship between thermal aging and microstructure. But there is not a linear relationship between microstructure and tribological properties. Microstructural changes after thermal aging serves developed mechanical properties. Increased mechanical properties results in improved tribological properties. Ó 2005 Elsevier Ltd. All rights reserved. Keywords: Polymer–matrix composites; Short-fiber composites; Friction/wear; Impact behavior; Heat treatment 1. Introduction Polyetheretherketone (PEEK) is a semi crystalline polymer with attractive properties with superior specific strength and stiffness. These are excellent materials for a variety of structural applications as in aerospace, auto- motive and chemical industries. PEEK and its compos- ites are one of a new generation of engineering polymers having high temperature properties. It is possible to control the microstructure of PEEK and its composites, especially the crystallinity by suit- able thermal history. Many studies of the thermal his- tory effects on the morphology of PEEK are reported in the literature [1,2], motivated by strong dependence of the mechanical performance on the microstructure of the polymer. For example, both the tensile and shear strength of PEEK increase with an increase in % crystal- linity. The level of crystallinity also affects the resistance to hostile environments [3]. The specific microstructure parameters whose influences are evaluated by those studies are the degree and type of crystallinity and the size of the spherulites. The influence of the thermal his- tory on the mechanical properties of PEEK matrix com- posites concluded that the effect of the degree of crystallinity is more important than that of the order of crystallinity [4]. The more organized crystallinity formed by isothermal crystallization results in better sta- tic and fatigue performances compared to those result- ing from annealing crystallization [5]. There are at least two important factors that can influence the fiber/matrix interface in thermoplastic ma- trix composites; neither factor has a significant effect on 0261-3069/$ - see front matter Ó 2005 Elsevier Ltd. All rights reserved. doi:10.1016/j.matdes.2005.07.007 * Corresponding author. Tel.: +90 262 3351148; fax: +90 262 3352812. E-mail address: [email protected] (T. Sınmazc ¸elik). www.elsevier.com/locate/matdes Materials and Design 28 (2007) 641–648 Materials & Design

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Materials
www.elsevier.com/locate/matdes
Materials and Design 28 (2007) 641–648
& Design
Thermal aging effects on mechanical and tribological performanceof PEEK and short fiber reinforced PEEK composites
T. Sınmazcelik *, T. Yılmaz
Kocaeli University, Mechanical Engineering Department, Engineering Faculty, Veziroglu Campus, _Izmit, 41040, Turkey
Received 30 March 2005; accepted 15 July 2005Available online 6 September 2005
Abstract
The effects of thermal aging on the properties of unfilled and random oriented short fiber reinforced PEEK and its compositeshave been studied. After the isothermal aging process, there is a remarkable decrease in degree of crystallinity but more organizedcrystallize structure achieved. As a result of transcrystalline layer formation, there was a considerable increase in the flexural mod-ulus of materials. Thermal aging affects the impact properties of filled and unfilled PEEK dramatically. Fmax, Emax and E Æ Fmax
results of both filled and unfilled aged PEEK and its composites are dramatically decreased. Thermal aging makes materials morebrittle and there was a significant decrease in toughness. % Crystallinity is not the unique parameters to determine polymer�s per-formance. The orientation of crystals is another important parameter in microstructure and plays important role in mechanical andtribological properties of PEEK and its composites. There is a close relationship between thermal aging and microstructure. Butthere is not a linear relationship between microstructure and tribological properties. Microstructural changes after thermal agingserves developed mechanical properties. Increased mechanical properties results in improved tribological properties.� 2005 Elsevier Ltd. All rights reserved.
Keywords: Polymer–matrix composites; Short-fiber composites; Friction/wear; Impact behavior; Heat treatment
1. Introduction
Polyetheretherketone (PEEK) is a semi crystallinepolymer with attractive properties with superior specificstrength and stiffness. These are excellent materials for avariety of structural applications as in aerospace, auto-motive and chemical industries. PEEK and its compos-ites are one of a new generation of engineering polymershaving high temperature properties.
It is possible to control the microstructure of PEEKand its composites, especially the crystallinity by suit-able thermal history. Many studies of the thermal his-tory effects on the morphology of PEEK are reportedin the literature [1,2], motivated by strong dependence
0261-3069/$ - see front matter � 2005 Elsevier Ltd. All rights reserved.doi:10.1016/j.matdes.2005.07.007
* Corresponding author. Tel.: +90 262 3351148; fax: +90 2623352812.
E-mail address: [email protected] (T. Sınmazcelik).
of the mechanical performance on the microstructureof the polymer. For example, both the tensile and shearstrength of PEEK increase with an increase in % crystal-linity. The level of crystallinity also affects the resistanceto hostile environments [3]. The specific microstructureparameters whose influences are evaluated by thosestudies are the degree and type of crystallinity and thesize of the spherulites. The influence of the thermal his-tory on the mechanical properties of PEEK matrix com-posites concluded that the effect of the degree ofcrystallinity is more important than that of the orderof crystallinity [4]. The more organized crystallinityformed by isothermal crystallization results in better sta-tic and fatigue performances compared to those result-ing from annealing crystallization [5].
There are at least two important factors that caninfluence the fiber/matrix interface in thermoplastic ma-trix composites; neither factor has a significant effect on

642 T. Sınmazcelik, T. Yılmaz / Materials and Design 28 (2007) 641–648
the interface in thermoset matrix composites. The first ismatrix crystallinity and the second is the filler type. Fi-bers can act as nucleating agents and promote transcrys-tallinity in an interphase region between the fiber andthe bulk matrix. Transcrystallinity will almost certainlyinfluence the mechanical properties of the interface [6].The presence of transcrystallinity influences the mechan-ical performance through its effect on fiber/matrix bond-ing and on the stress transfer mechanism [7–9]. Thetranscrystalline layer formation is an additional sourcefor stiffness and restriction of polymer chain mobility,to the common factors of crystallinity and reinforce-ment. This is reflected in the very low viscoelastic energydamping in the reinforcement direction. The total en-ergy damping of the composite is given by a rule of mix-tures, which sums the proportional contributions of thecrystalline matrix and transcrystalline layer. The re-duced energy damping and increased dynamic modulusinduced by the transcrystalline layer reflect calculatedvalues of tan d and E 0 for % 100 transcrystallinity, whichare half and double the respective properties of the crys-tallized matrix [10]. The tan d values for quenched APC2specimens are considerably higher than those for theslow cooled materials. Microstructural observationsshow that this is likely to be due to poor fiber/matrixadhesion in the case of the quenched specimens. Thequantitative link between tan d and degree of fiber/ma-trix coupling is currently being explored [11,12].
Significant changes in crystallinity occurred in ther-mally aged PEEK laminates as measured by both DSCand WAXS techniques. Experimental results suggestthat for short aging times at lower temperatures, bothcrystal growth and perfection process were in operation.While at longer aging periods, crystal growth processdiminished and the average perfection of the formedcrystals increased. Initial aging at the higher tempera-ture caused rapid crystal growth. Further aging causeda reduction in the measured crystallinity probably asso-ciated with matrix degradation but an increase in theperfection of the remaining crystal structure. It is possi-ble to get decreasing at % crystallinity and degradationat the orientations of crystals [11,12].
High performance materials, such as PEEK and itscomposites are becoming more widely used as bearingand slider materials because of their high service temper-ature, low friction and wear rates and easy process abil-ity properties [13]. These materials are also increasinglybeing used for a number of mechanical components suchas gears, cams, wheels, brakes, clutches, bearings, bush-ings and seals, most of which are subjected to tribolog-ical loading conditions [14–18].
Tribological properties of polymers and polymericcomposites are rather complicated. It is not possible topresent tribological performance by means of mechani-cal properties of material. There are many parameterswhich affects the tribological performance such as con-
tact geometry, roughness of the materials, environmen-tal conditions etc. [19]. On the other hand, manymechanical parameters about the material affects tribo-logical performance of polymer such as hardness, mod-ulus, shear strength, surface properties etc. In semicrystalline thermoplastic polymers and its composites,% crystallinity, the orientation of crystals, surface prop-erties can be controlled and developed by means of ther-mal treatments. So, it may be possible to achievedeveloped mechanical and tribological performance ofpolymers by microstructural arrangements [20]. Schel-ling and Kausch discussed the effect of crystallinity ofPEEK on the friction and wear in both reciprocatingand sliding dry friction tests [19]. Many researches hasbeen studied on developing the tribological performanceof polymeric composites by means of more organizedmicrostructure [21].
In this study, it is aimed to investigate the effects ofmicrostructural changes as a result of thermal agingon mechanical and tribological performance of unfilledand filled PEEK material.
2. Material and experimental procedure
Materials were kindly supplied from victrex�. Mate-rial�s trade names are: 450 G, unfilled-standard viscositygrade for compression molding and blending. 450 CA30, standard viscosity-30% carbon fiber reinforced gradefor injection molding. 450 FC 30 standard viscosity-30%carbon/PTFE grade for injection molding and extrusionand 450 GL 30 general purpose-30% glass fiber rein-forced grade for injection. For an easy follow, the mate-rials were coded similar to their trade names as 450 G,450 CA 30, 450 FC 30, and 450 GL 30.
Whole samples were heated in the furnace up to360 �C with 10 �C/min heating rate. After keeping10 min at this temperature, the materials were dippedinto the ice water. This process is called ‘‘quenching’’.The quenched materials were coded with ‘‘Q’’. One halfof quenched materials were inserted in annealing fur-nace and thermally aged. Samples were heated up to310 �C with 10 �C/min heating rate. After keeping60 min at this temperature, the materials were cooledin furnace atmosphere with 10 �C/min cooling ratedown to room temperature. This process is called‘‘aging’’. The aged specimens are coded with ‘‘A’’.
A Perkin–Elmer DSC2 differential scanning calorime-ter was used to obtain DSC thermograms. Samples (10–15 mg) were cut from all specimens and were sealed inaluminum pans. A heating rate of 10 �C/min and a cool-ing rate of 320 �C/min were used in DSC studies. Theheat of fusion for each specimen can be calculated fromthe area under the melting peaks. Assuming that the heatof fusion of a fully crystalline sample is 130 J/g, the crys-tallinities of the specimens can be calculated [3].

T. Sınmazcelik, T. Yılmaz / Materials and Design 28 (2007) 641–648 643
In order to establish the effects of heat aging processon the flexural properties of the specimens, the three-point bending tests were carried out by Instron 4411 ten-sile testing machine according to ISO 178 standards.Injection molded samples with dimensions of80 · 10 · 4 mm were used. Span of 64 mm and cross-head speeds of 50 mm/min were chosen as an experi-mental parameters. For each condition five tests werecarried out.
Instrumented charpy impact tests were performed byCeast pendulum type tester (Resil 25). Charpy hammerwhich has a strike range of 1.08 kN is used. Hammerlength and mass were 0.327 m and 1.254 kg, respectively.Sampling time was 8 ls, total sampling point were 2000.Hammer angle was 25�, impact velocity was 0.78 m/s,and maximum available energy was 0.54 J. Impact testsamples were prepared according to ISO 179 standards.Notched 80 · 10 · 4 mm samples were used.
Instrumented impact tests give very detailed resultsabout the impact properties of materials. There aretwo stages of fracture at impact testing. The first stepis the crack initiation state, and the second is the crackpropagation state. There is no possibility to investigatethe microstructure effects on characterization of fracturein each step with conventional impact tests.
There are some important notations about instru-mented impact testing. Fmax is the crack initiation force(maximum force), E Æ Fmax is the energy that is absorbedduring crack initiation process, Emax is the total fractureenergy of samples.
Contact angle measurements were done for investi-gating the surface properties changes of thermally agedmaterials. Contact angle measurements were done on aKruss G-10 goniometer at room temperature, usingdeionized-triple distilled water. The volume of waterdroplet was 15 ll. On the average 7–10 readings were ta-ken for each sample.
Tribological investigations were performed by‘‘Plint’’ multipurpose friction and wear tester accordingto ASTM G 77 standards. Tribological tests were car-ried out in ‘‘Pin on Ring’’ type configuration. The ringmaterial was SAE 1040 steel with 60 mm diameter,and 2 mm thickness. Average roughness (Rt) at thebeginning of the tests was 0.6 lm. Tribological investi-gations were performed in controlled laboratory atmo-sphere with 22 �C and moderate humidity. 5.5 and 12Newtons were selected as normal loads, sliding velocitiesof 0.31 and 2.8 m/s (100 and 900 disc revolution num-bers per minute) were selected. Tribological tests wereperformed under (pm) factors of 0.214, 0.465, 1.904,4.2 MPa ms�1. The pin was comprised of the compositematerials in a cubic geometry processing an apparentarea of contact (A) of approximately 8 mm2. Tribologi-cal test parameters of two normal loads and two slidingvelocity effects were investigated along the 15,000 revo-lutions of the ring (equal to sliding distance of 2826 m)
Frictional force measurements were done using a forcetransducer. Wear volumes were determined by measur-ing the dimension of the wear scars using a mitutoyomeasuring microscope.
A pin on ring type apparatus was employed for theexperimental determination of the sliding wear rates ofthe composite materials under consideration. The testswere restricted to the multi-pass condition, which re-quired the specimen to remain on the same path aroundthe steel ring. This requirement resulted in a run-in per-iod where the modification of the surface roughness ofthe steel ring, the deposition of a transfer film onto thesurface of the steel ring, and other relevant events oc-curred. In this regime, the wear rate was not constant.Following the run-in period was the steady-state regimewhere the wear approached a constant value. All weardata presented in this paper were an averaged value offive or more measurements made within this steady-stateregime.
It should also be noted that a geometric run-in periodwas observed. The mating surfaces consist of a plane(the bottom of the pin) in contact with a cylinder (thesteel ring). Initially, a line contact existed. As the testproceed, the line contact became an apparent area ofcontact, which increased with time. Eventually, the mat-ing surfaces became flush with each other producing aconstant apparent area of contact and a geometric stea-dy-state regime was entered. All the wear data presentedare within this steady-state regime as well.
In this system of hard and optically smooth steel discsliding against softer polymer and polymer composites.Under these conditions, adhesive wear is a possiblemechanism of wear for these systems. Unfilled PEEKshows the polymer tribology characteristics. Randomoriented short fiber reinforced PEEK composites showsdifferent characteristics because of its multiphase nature.The four different wear mechanisms stated by Friedrichet al. which were observed on the wear surfaces of thepolymer composite materials are; 1 – matrix wear (plas-tic deformation, plowing, cutting and cracking), 2 – fibersliding wear, 3 – fiber pull-out or fracture, 4 – fiber–matrix interfacial [19].
3. Results and discussions
3.1. Mechanical properties
Table 1 shows the % crystallinity and the contact an-gle measurement results after thermal aging process. Theeffect of thermal treatment expected to be more signifi-cant for the PEEK specimens than that of the filledPEEK materials. There is a more convenient places formolecular mobility in unfilled polymer. On the otherhand, reinforcing materials act as a nucleating agentsfor transcrystalline layer formation. Reinforcing agents
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
22000
450
FC 3
0 / A
450
GL
30
/ A
450
CA
30
/ A
450
FC 3
0 / Q
450
GL
30
/ Q
450
CA
30
/ Q
450
G /
A
450
G /
Q
Mod
ulus
(M
Pa)
3 point bending results
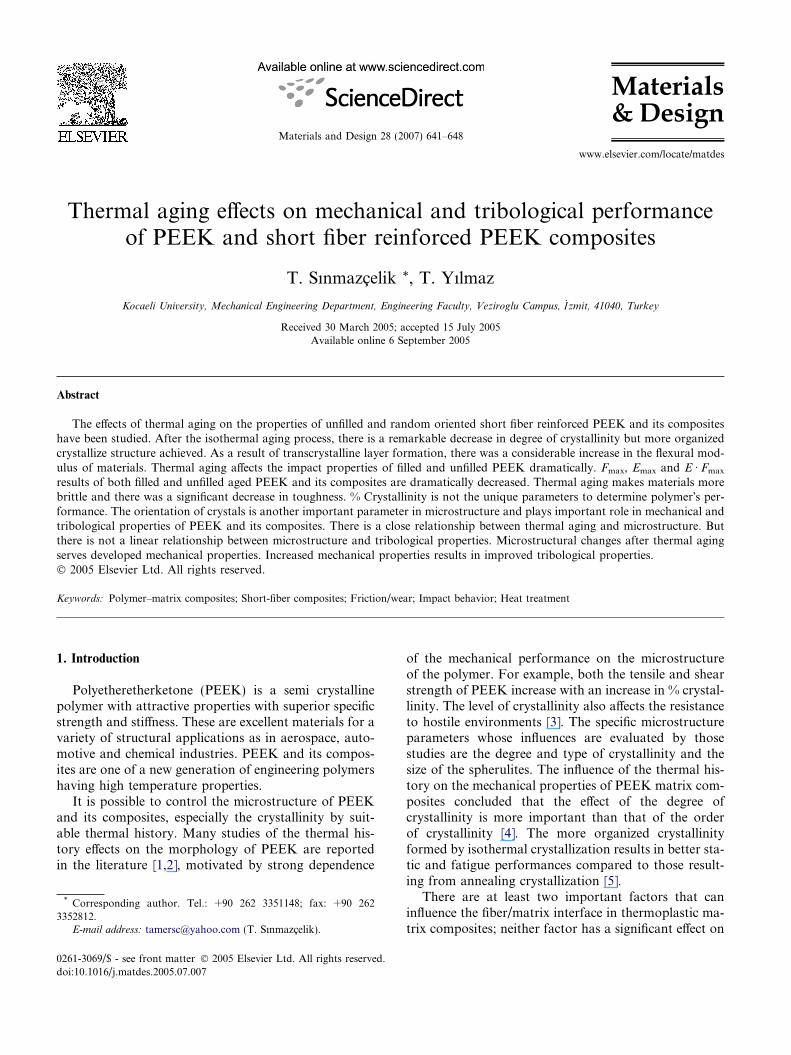
Fig. 1. Modulus of thermally aged PEEK and its composites.
Table 1% Crystallinity and contact angle measurements of the materials
Material % Crystallinity Contact angle (�)
450 G/Q 25.81 58.25450 G/A 24.60 59.70450 CA 30/Q 25.93 69.30450 CA 30/A 12.83 68.28450 FC 30/Q 34.48 77.05450 FC 30/A 29.42 73.57450 GL 30/Q 26.36 60.00450 GL 30/A 37.61 66.60
644 T. Sınmazcelik, T. Yılmaz / Materials and Design 28 (2007) 641–648
decreased the molecular mobility. As far as these resultsare concerned, it is obvious that heat treatment can re-sult in considerable changes in % crystallinity. Theapparently high crystalline figure for quenched PEEKspecimen compared with aged specimen only serves toillustrate the sensitivity of the crystallinity to quite smallchanges in heat treatment. The temperature of 360 �C isnot high enough to melt all crystalline nuclei formerlypresented. Hence, holding the material at that tempera-ture for 10 min probably serves only to anneal the spec-imen and thereby increase crystallinity as similar inprevious study in the literature [3]. Along the aging pro-cess spherulites growth and perfection process were inoperation and spherulites impinge each other and theyobstruct themselves. So, % crystallinity reduces. Duringthe aging process, fibers show strong nucleating agenteffects and transcrystalline layer formation occurs alongthis time [3,10].
There was a different situation at glass filled materi-als. There was an increase at % crystallinity is observed.Therefore, it is possible to say that type of reinforcingmaterials strongly affect the crystallinity of materials.
If the contact angle results are investigated, the mate-rials with higher % crystallinity generally give highercontact angle values. Contact angle values of filled mate-rials are higher than that of unfilled materials; and thetype of reinforcing materials strongly affect the contactangle values. Contact angle gives the important resultsabout adhesivity of materials, which influence the tribo-logical performance strongly [19].
Three-point bending test results are given in Table 2and Fig. 1. Reinforced polymers have a higher modulusand maximum stress but lower break energy comparedto unfilled PEEK polymer. Thermally aged unfilled poly-
Table 2Three-point bending test results
Material Max. stress (MPa) Energy to break (J)
450 G/Q 145.6 3.3154450 G/A 173.2 4.0250450 CA 30/Q 323.7 1.1678450 CA 30/A 331.1 0.9904450 FC 30/Q 204.8 1.0260450 FC 30/A 200.9 0.7794450 GL 30/Q 242.2 0.9163450 GL 30/A 234.1 0.7798
mer has a higher modulus, maximum stress and breakenergy compared to the quenched unfilled polymer.
There is a significant increase in modulus of thermallyaged materials. Reinforcing materials type strongly af-fect the flexural properties of materials. Changes atmodulus of samples illustrated in Fig. 1. 4.6–4.8 timeshigher modulus achieved in short carbon fiber rein-forced PEEK materials compared to the unfilled PEEK.At this point, it is possible to say that fiber type affectsthe microstructure development of the materials whichis strongly affects the mechanical performance. Afterthe isothermal aging process, there is a remarkable de-crease in degree of crystallinity but more organized crys-tallize structure achieved. As a result of transcrystallinelayer formation, there was a considerable increase in themodulus of materials. Flexural properties were stronglyaffected by thermal aging.
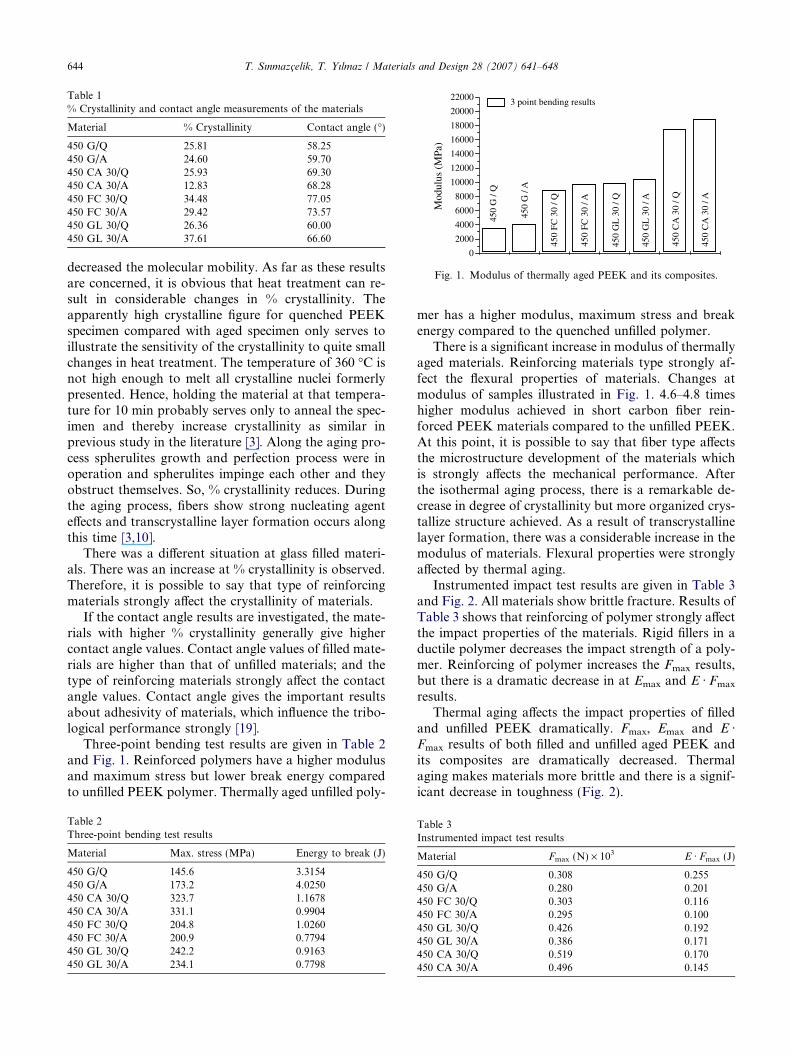
Instrumented impact test results are given in Table 3and Fig. 2. All materials show brittle fracture. Results ofTable 3 shows that reinforcing of polymer strongly affectthe impact properties of the materials. Rigid fillers in aductile polymer decreases the impact strength of a poly-mer. Reinforcing of polymer increases the Fmax results,but there is a dramatic decrease in at Emax and E Æ Fmax
results.Thermal aging affects the impact properties of filled
and unfilled PEEK dramatically. Fmax, Emax and E ÆFmax results of both filled and unfilled aged PEEK andits composites are dramatically decreased. Thermalaging makes materials more brittle and there is a signif-icant decrease in toughness (Fig. 2).
Table 3Instrumented impact test results
Material Fmax (N) · 103 E Æ Fmax (J)
450 G/Q 0.308 0.255450 G/A 0.280 0.201450 FC 30/Q 0.303 0.116450 FC 30/A 0.295 0.100450 GL 30/Q 0.426 0.192450 GL 30/A 0.386 0.171450 CA 30/Q 0.519 0.170450 CA 30/A 0.496 0.145
75
100
125
150
175
200
225
250
275
450
CA
30
/ A
450
CA
30
/ Q
450
GL
30
/ A
450
GL
30
/ Q450
FC 3
0 / Q
450
FC 3
0 / A
450
G /
Q
450
G /
A
Em
ax
instrumented impact test results
Fig. 2. Emax results of thermally aged PEEK and its composites.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
450
GL
30
/ A
450
GL
30
/ Q
450
FC 3
0 / A
450
FC 3
0 / Q
450
CA
30
/ A
450
CA
30
/ Q
450
G /
A
450
G /
Q
Wor
n vo
lum
e (m
m3 )
12 N / 100 (rev/min)
Fig. 4. Worn volume at normal load of 12 N at 100 (rev/min).
0
1
2
3
4
5
450
GL
30
/ A
450
GL
30
/ Q
450
FC 3
0 / A
450
FC 3
0 / Q
450
CA
30
/ A
450
CA
30
/ Q
450
G /
A
450
G /
Q
Wor
n vo
lum
e (m
m3 )
12 N / 900 (rev/min)
Fig. 5. Worn volume at normal load of 12 N at 900 (rev/min).
T. Sınmazcelik, T. Yılmaz / Materials and Design 28 (2007) 641–648 645
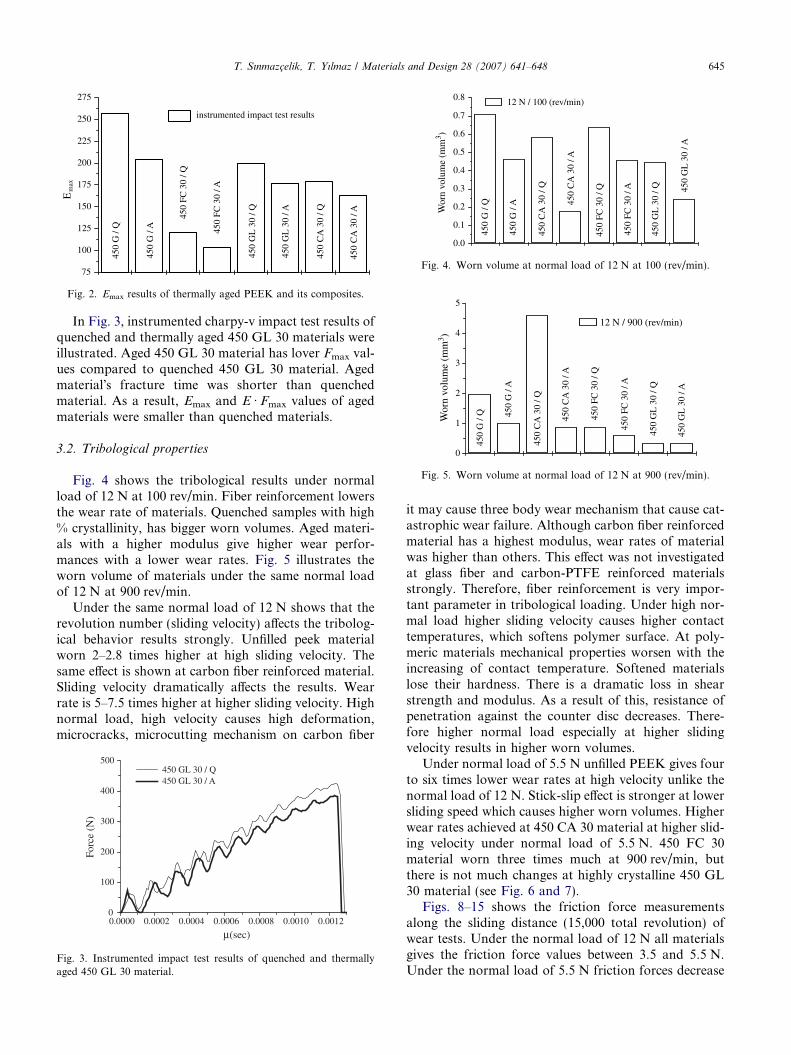
In Fig. 3, instrumented charpy-v impact test results ofquenched and thermally aged 450 GL 30 materials wereillustrated. Aged 450 GL 30 material has lover Fmax val-ues compared to quenched 450 GL 30 material. Agedmaterial�s fracture time was shorter than quenchedmaterial. As a result, Emax and E Æ Fmax values of agedmaterials were smaller than quenched materials.
3.2. Tribological properties
Fig. 4 shows the tribological results under normalload of 12 N at 100 rev/min. Fiber reinforcement lowersthe wear rate of materials. Quenched samples with high% crystallinity, has bigger worn volumes. Aged materi-als with a higher modulus give higher wear perfor-mances with a lower wear rates. Fig. 5 illustrates theworn volume of materials under the same normal loadof 12 N at 900 rev/min.
Under the same normal load of 12 N shows that therevolution number (sliding velocity) affects the tribolog-ical behavior results strongly. Unfilled peek materialworn 2–2.8 times higher at high sliding velocity. Thesame effect is shown at carbon fiber reinforced material.Sliding velocity dramatically affects the results. Wearrate is 5–7.5 times higher at higher sliding velocity. Highnormal load, high velocity causes high deformation,microcracks, microcutting mechanism on carbon fiber
0.0000 0.0002 0.0004 0.0006 0.0008 0.0010 0.00120
100
200
300
400
500 450 GL 30 / Q 450 GL 30 / A
Forc
e (N
)
μ(sec)
Fig. 3. Instrumented impact test results of quenched and thermallyaged 450 GL 30 material.
it may cause three body wear mechanism that cause cat-astrophic wear failure. Although carbon fiber reinforcedmaterial has a highest modulus, wear rates of materialwas higher than others. This effect was not investigatedat glass fiber and carbon-PTFE reinforced materialsstrongly. Therefore, fiber reinforcement is very impor-tant parameter in tribological loading. Under high nor-mal load higher sliding velocity causes higher contacttemperatures, which softens polymer surface. At poly-meric materials mechanical properties worsen with theincreasing of contact temperature. Softened materialslose their hardness. There is a dramatic loss in shearstrength and modulus. As a result of this, resistance ofpenetration against the counter disc decreases. There-fore higher normal load especially at higher slidingvelocity results in higher worn volumes.
Under normal load of 5.5 N unfilled PEEK gives fourto six times lower wear rates at high velocity unlike thenormal load of 12 N. Stick-slip effect is stronger at lowersliding speed which causes higher worn volumes. Higherwear rates achieved at 450 CA 30 material at higher slid-ing velocity under normal load of 5.5 N. 450 FC 30material worn three times much at 900 rev/min, butthere is not much changes at highly crystalline 450 GL30 material (see Fig. 6 and 7).
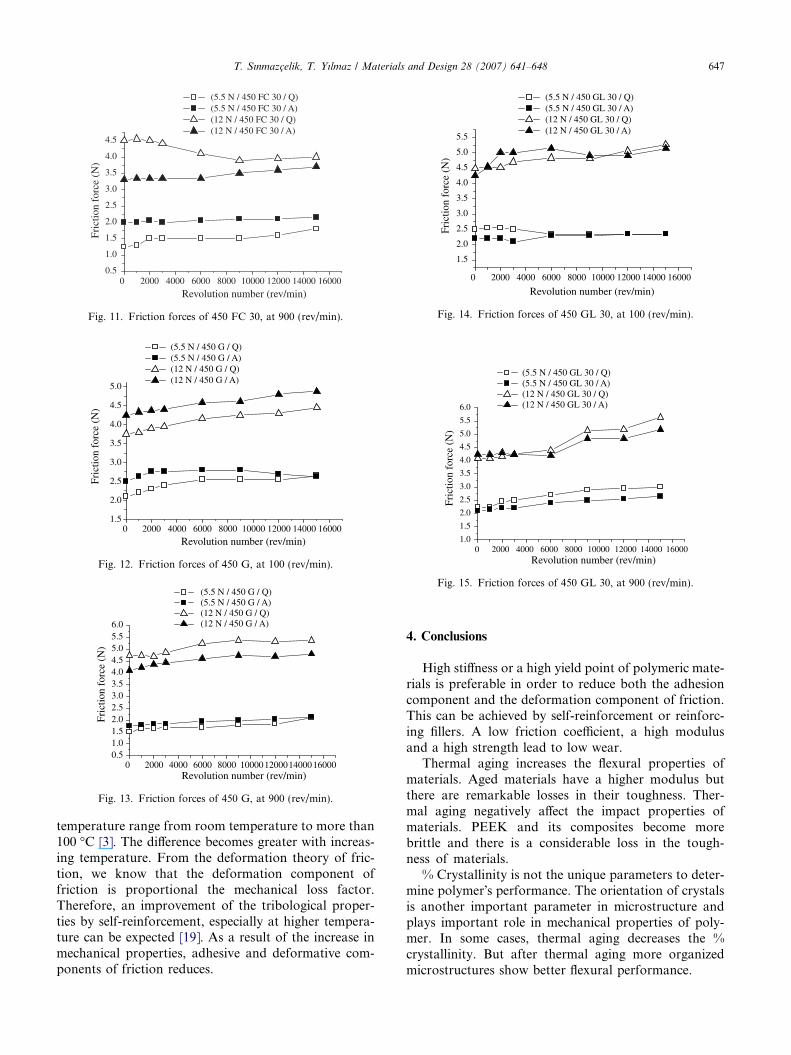
Figs. 8–15 shows the friction force measurementsalong the sliding distance (15,000 total revolution) ofwear tests. Under the normal load of 12 N all materialsgives the friction force values between 3.5 and 5.5 N.Under the normal load of 5.5 N friction forces decrease
0.00
0.05
0.10
0.15
0.20
0.25
450
GL
30
/ A
450
GL
30
/ Q
450
FC 3
0 / A
450
FC 3
0 / Q
450
CA
30
/ A
450
CA
30
/ Q
450
G /
A
450
G /
QWor
n vo
lum
e (m
m3 )
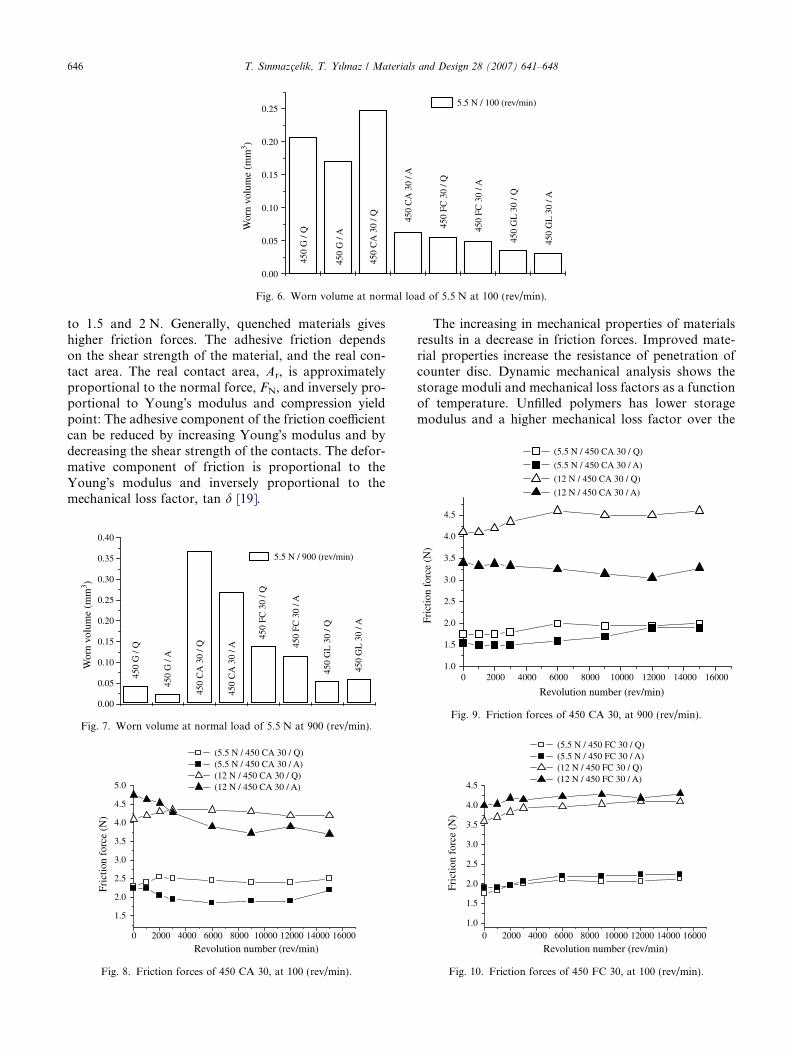
5.5 N / 100 (rev/min)
Fig. 6. Worn volume at normal load of 5.5 N at 100 (rev/min).
(5.5 N / 450 CA 30 / Q)
(5.5 N / 450 CA 30 / A)
(12 N / 450 CA 30 / Q)
(12 N / 450 CA 30 / A)
646 T. Sınmazcelik, T. Yılmaz / Materials and Design 28 (2007) 641–648
to 1.5 and 2 N. Generally, quenched materials giveshigher friction forces. The adhesive friction dependson the shear strength of the material, and the real con-tact area. The real contact area, Ar, is approximatelyproportional to the normal force, FN, and inversely pro-portional to Young�s modulus and compression yieldpoint: The adhesive component of the friction coefficientcan be reduced by increasing Young�s modulus and bydecreasing the shear strength of the contacts. The defor-mative component of friction is proportional to theYoung�s modulus and inversely proportional to themechanical loss factor, tan d [19].
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
450
GL
30
/ A
450
GL
30
/ Q
450
FC 3
0 / A
450
FC 3
0 / Q
450
CA
30
/ A
450
CA
30
/ Q
450
G /
A
450
G /
Q
Wor
n vo
lum
e (m
m3 )
5.5 N / 900 (rev/min)
Fig. 7. Worn volume at normal load of 5.5 N at 900 (rev/min).
0 2000 4000 6000 8000 10000 12000 14000 16000
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
(5.5 N / 450 CA 30 / Q) (5.5 N / 450 CA 30 / A) (12 N / 450 CA 30 / Q) (12 N / 450 CA 30 / A)
Fric
tion
forc
e (N
)
Revolution number (rev/min)
Fig. 8. Friction forces of 450 CA 30, at 100 (rev/min).
The increasing in mechanical properties of materialsresults in a decrease in friction forces. Improved mate-rial properties increase the resistance of penetration ofcounter disc. Dynamic mechanical analysis shows thestorage moduli and mechanical loss factors as a functionof temperature. Unfilled polymers has lower storagemodulus and a higher mechanical loss factor over the
0 2000 4000 6000 8000 10000 12000 14000 160001.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
Fric
tion
forc
e (N
)
Revolution number (rev/min)
Fig. 9. Friction forces of 450 CA 30, at 900 (rev/min).
0 2000 4000 6000 8000 10000 12000 14000 160001.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
(5.5 N / 450 FC 30 / Q) (5.5 N / 450 FC 30 / A) (12 N / 450 FC 30 / Q) (12 N / 450 FC 30 / A)
Fric
tion
forc
e (N
)
Revolution number (rev/min)
Fig. 10. Friction forces of 450 FC 30, at 100 (rev/min).
0 2000 4000 6000 8000 10000 12000 14000 160000.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
(5.5 N / 450 FC 30 / Q) (5.5 N / 450 FC 30 / A) (12 N / 450 FC 30 / Q) (12 N / 450 FC 30 / A)
Fric
tion
forc
e (N
)
Revolution number (rev/min)
Fig. 11. Friction forces of 450 FC 30, at 900 (rev/min).
0 2000 4000 6000 8000 10000 12000 14000 160001.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
(5.5 N / 450 G / Q) (5.5 N / 450 G / A) (12 N / 450 G / Q) (12 N / 450 G / A)
Fric
tion
forc
e (N
)
Revolution number (rev/min)
Fig. 12. Friction forces of 450 G, at 100 (rev/min).
0 2000 4000 6000 8000 10000 12000 14000 16000
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
(5.5 N / 450 GL 30 / Q) (5.5 N / 450 GL 30 / A) (12 N / 450 GL 30 / Q) (12 N / 450 GL 30 / A)
Fric
tion
forc
e (N
)
Revolution number (rev/min)
Fig. 14. Friction forces of 450 GL 30, at 100 (rev/min).
0 2000 4000 6000 8000 10000 12000 14000 160001.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
(5.5 N / 450 GL 30 / Q) (5.5 N / 450 GL 30 / A) (12 N / 450 GL 30 / Q) (12 N / 450 GL 30 / A)
Fric
tion
forc
e (N
)
Revolution number (rev/min)
Fig. 15. Friction forces of 450 GL 30, at 900 (rev/min).
0 2000 4000 6000 8000 100001200014000160000.51.01.52.02.53.03.54.04.55.05.56.0
(5.5 N / 450 G / Q) (5.5 N / 450 G / A) (12 N / 450 G / Q) (12 N / 450 G / A)
Fric
tion
forc
e (N
)
Revolution number (rev/min)
Fig. 13. Friction forces of 450 G, at 900 (rev/min).
T. Sınmazcelik, T. Yılmaz / Materials and Design 28 (2007) 641–648 647
temperature range from room temperature to more than100 �C [3]. The difference becomes greater with increas-ing temperature. From the deformation theory of fric-tion, we know that the deformation component offriction is proportional the mechanical loss factor.Therefore, an improvement of the tribological proper-ties by self-reinforcement, especially at higher tempera-ture can be expected [19]. As a result of the increase inmechanical properties, adhesive and deformative com-ponents of friction reduces.
4. Conclusions
High stiffness or a high yield point of polymeric mate-rials is preferable in order to reduce both the adhesioncomponent and the deformation component of friction.This can be achieved by self-reinforcement or reinforc-ing fillers. A low friction coefficient, a high modulusand a high strength lead to low wear.
Thermal aging increases the flexural properties ofmaterials. Aged materials have a higher modulus butthere are remarkable losses in their toughness. Ther-mal aging negatively affect the impact properties ofmaterials. PEEK and its composites become morebrittle and there is a considerable loss in the tough-ness of materials.
% Crystallinity is not the unique parameters to deter-mine polymer�s performance. The orientation of crystalsis another important parameter in microstructure andplays important role in mechanical properties of poly-mer. In some cases, thermal aging decreases the %crystallinity. But after thermal aging more organizedmicrostructures show better flexural performance.

648 T. Sınmazcelik, T. Yılmaz / Materials and Design 28 (2007) 641–648
The relationship between tribological properties andmechanical properties show that the tribological proper-ties can be improved by enhanced mechanical propertiesof polymers and reduced adhesion in the contact area. Astrongly marked falling friction coefficient with increas-ing sliding velocity leads to decreasing stick-slip effect.Stick-slip behavior especially occurs at low speed. High-er normal load and sliding velocity generates higher con-tact temperature, which softens the polymer materials.At that point, the increase in modulus results in the in-crease in the resistance of the penetration of the penetra-tion of counter disc. The normal load influences thewear property in a complicated way. The real contactsurface, which determines the area of the deformed zoneand the friction force is influenced by the normal load.The higher the normal load, the higher the contact sur-face temperature. Since a slight decrease of the frictioncoefficient is observed, we know that it is the Amontonsfriction whereby the deformative component of the fric-tion is larger than the adhesion component of the fric-tion. While a higher stiffness reduces the real contactsurface, which leads to a lower adhesion, it results in ahigher resistance force in the sliding direction, whichleads to higher friction. The correlation betweenYoung�s modulus and the tribological properties wereinvestigated with specimens with different degrees of %crystallization. An interesting phenomenon was ob-served. There is not a linear correlation between the ten-sile modulus and wear. The highest tensile modulus doesnot lead to the highest wear resistance. The result con-firms the result of theoretical analysis that improvedmechanical properties led to improved tribologicalproperties. The wear process is obviously slowed downby crystallinity and the friction coefficient is reduced.
One of the most important advantages of improvingthe materials properties by means of fillers is the versa-tility, which enables to tailor a material to fit the needs.However, some secondary effects of fillers can be ob-served in composite materials. The mechanical proper-ties can be greatly improved by microstructuraldevelopments, whereby the deformation component offriction decreases and the wear resistance increases with-out worsening the adhesion property. But it is possibleto say that filler type, their load capacity and tribologi-cal properties effect the performance of the compositematerials. Fiber should have a lower friction coefficient,and higher wear resistance. If the fiber easily pull-out orcracking into the polymer matrix it may cause threebody wear mechanism that cause catastrophic wear fail-ure at the end. The transcrystalline layer formation, orstrong interfacial bond strength prevents the pull-outof fibers and keep them to stay at polymer body. Thisensures the long term stiff and rigid bodies. Therefore,the penetration of encounter disc and increasing at realcontact area reduces.
References
[1] Medellin-Rogrigues FJ, Philips PJ. Melting behaviour of high-temperature polymers. Macromolecules 1996;29:7491–501.
[2] Verma R, Marand H, Hsiao B. Morphological changes duringsecondary crystallization and subsequent melting in poly (etherether ketone) as studied by real time small angle X-ray scattering.Macromolecules 1996;29:7767–75.
[3] Folkes MJ, Kalay G, Ankara A. The effect of heat treatment onthe properties of PEEK and APC2. Compos Sci Technol1993;46:77–83.
[4] Tregub A, Prialko VP, Kilian HG, Marom G. The thermoelasticbehaviour of semicrystalline and of glassy poly (etheretherke-tone). Appl Compos Mater 1994;1:167–76.
[5] Tregub A, Harel H, Marom G. Thermal treatment effects on thecrystallinity and the mechanical behaviour of carbon fibre–poly(etheretherketone) composites. J Mater Sci Lett 1994;13:329–31.
[6] Stone PR, Nairn JA. Interfacial toughness and its effect oncompression strength in polycarbonate/carbon fiber composites.Polym Compos 1994;15:197–205.
[7] Tregub A, Harel H, Marom G, Migliaresi C. The influence ofthermal history on the mechanical properties of poly (ethere-therketone) matrix composite materials. Compos Sci Technol1993;48:185–90.
[8] Talbott MF, Springer GS, Berlung LA. The effect of crystallinityon the mechanical properties PEEK polymer and graphite fiberreinforced PEEK. J Compos Mater 1987;21:1056–81.
[9] Incardona S, Migliaresi C, Wagner HD, Gilbert AH, Marom G.The mechanical role of the fibre/matrix transcrystalline interphasein carbon fibre reinforced J-polymer microcomposites. ComposSci Technol 1993;47:43–50.
[10] Klein N, Marom G, Pegoretti A, Migliaresi C. Determining the roleof interfacial transcrystallinity in composite materials by dynamicmechanical thermal analysis. Composites 1995;26:707–12.
[11] Buggy M, Carew A. The effect of thermal ageing on carbon fibre-reinforced polyetheretherketone (PEEK). Part II Morphologicalchanges. J Mater Sci 1994;29:2255–9.
[12] Buggy M, Carew A. The effect of thermal ageing on carbon fibre-reinforced polyetheretherketone (PEEK). Part I Static anddynamic flexural properties. J Mater Sci 1994;29:1925–9.
[13] Lu ZP, Friedrich K. On sliding friction and wear of PEEK and itscomposites. Wear 1995;181–183:624–31.
[14] Tripathy BS, Furey MJ. Tribological behavior of unidirectionalgraphite–epoxy and carbon–PEEK composites. Wear 1993;162–164:385–96.
[15] Kurokawa M, Uchiyama Y, Nagai S. Performance of plastic gearmade of carbon fiber reinforced poly-ether-ether-ketone: Part 2.Tribol Int 2000;33:715–21.
[16] Ramachanra S, Ovaert TC. The effect of controlled surfacetopographical features on the unlubricated transfer and wear ofPEEK. Wear 1997;206:94–9.
[17] Wang A, Lin R, Polineni PK, Essner A, Stark C, Dumbleton JH.Carbon fiber reinforced polyetheretherketone composite as abearing surface for total hip replacement. Tribol Int 1998;31:661–7.
[18] Stuart BH. Tribological studies of poly(ether ether ketone) blends.Tribol Int 1998;31:647–51.
[19] Bhushan B. Principles and applications of tribology. NewYork: Wiley; 1999.
[20] Ye L, Daghyani HR, Chow JCP. Effect of annealing on wear ofCF/PEEK composites against smooth steel. J Mater Sci Lett1996;15:1388–91.
[21] Cirino M, Friedrich K, Pipes RB. Evaluation of polymercomposites for sliding and abrasive wear applications. Compos-ites 1998;19:383–92.
Related Documents






![Tribological properties of carbon fiber-reinforced aluminum composites processed …carbonlett.org/Upload/files/CARBONLETT/[103-106]-09.pdf · 2017-01-31 · 103 Tribological properties](https://static.cupdf.com/doc/110x72/5e2a59032ffdc748e5539da3/tribological-properties-of-carbon-fiber-reinforced-aluminum-composites-processed.jpg)




