The Unification of Paste Rheologies for the Co-extrusion of a Solid Oxide Fuel Cell Jonathan Powell 1 , Stuart Blackburn 2, 3 1. Department of Metallurgy and Materials, 2. Department of Chemical Engineering and 3. Interdisciplinary Research Centre in Materials Processing

The unification of paste rheologies for the co-extrusion of solid oxide fuel cells
Jul 16, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
The Unification of Paste
Rheologies for the
Co-extrusion of a Solid
Oxide Fuel Cell
Jonathan Powell1, Stuart Blackburn2, 3
1. Department of Metallurgy and Materials, 2. Department of Chemical Engineering and
3. Interdisciplinary Research Centre in Materials Processing

Outline
Introduction to solid oxide fuel cells.
Co-processing of a solid oxide fuel cell.
Experimental method.
Results and discussion.
Conclusion.
Introduction
SOFCs are highly efficient and provide
environmentally friendly and sustainable power.
Electrochemical conversion of chemical potential
energy into electrical potential energy.
Current SOFC manufacturing methods involve
multiple processing steps to form and sinter the
layers.
This leads to higher manufacturing costs.
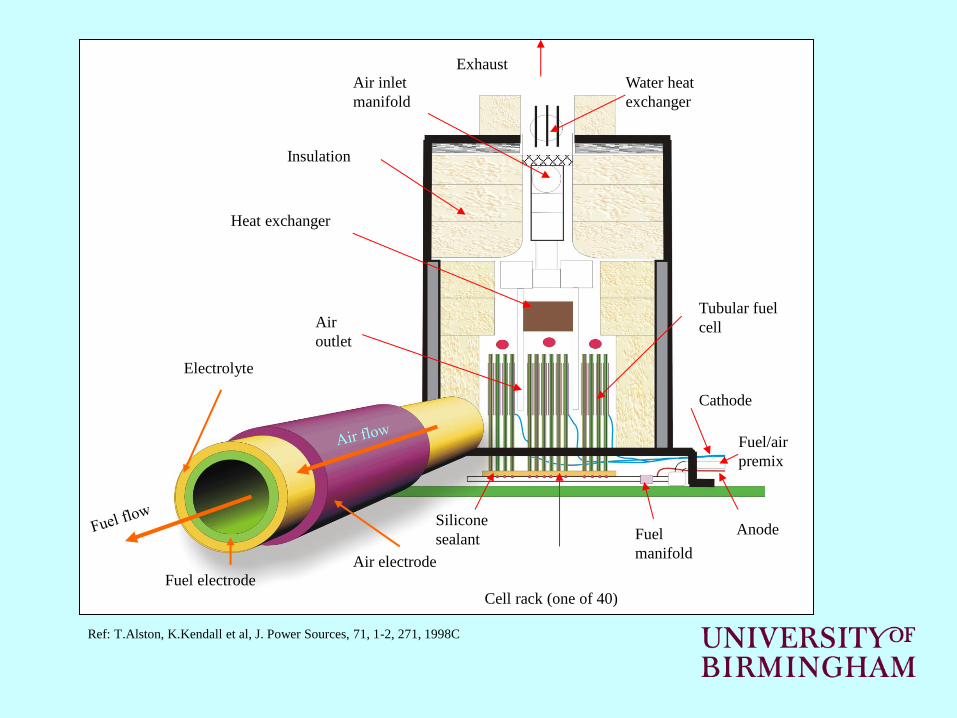
Electrolyte
Fuel electrode
Air electrode
Silicone
sealant
Air
outlet
Insulation
Exhaust
Water heat
exchanger
Air inlet
manifold
Heat exchanger
Tubular fuel
cell
Cathode
Fuel
manifold
Fuel/air
premix
Anode
Cell rack (one of 40)
Ref: T.Alston, K.Kendall et al, J. Power Sources, 71, 1-2, 271, 1998C

Co-Processing
Self supported tubular SOFCs can be co-
processed.
– Co-extruded
– Co-sintered
This reduces the number of processing steps
and it should therefore reduce the
manufacturing costs.
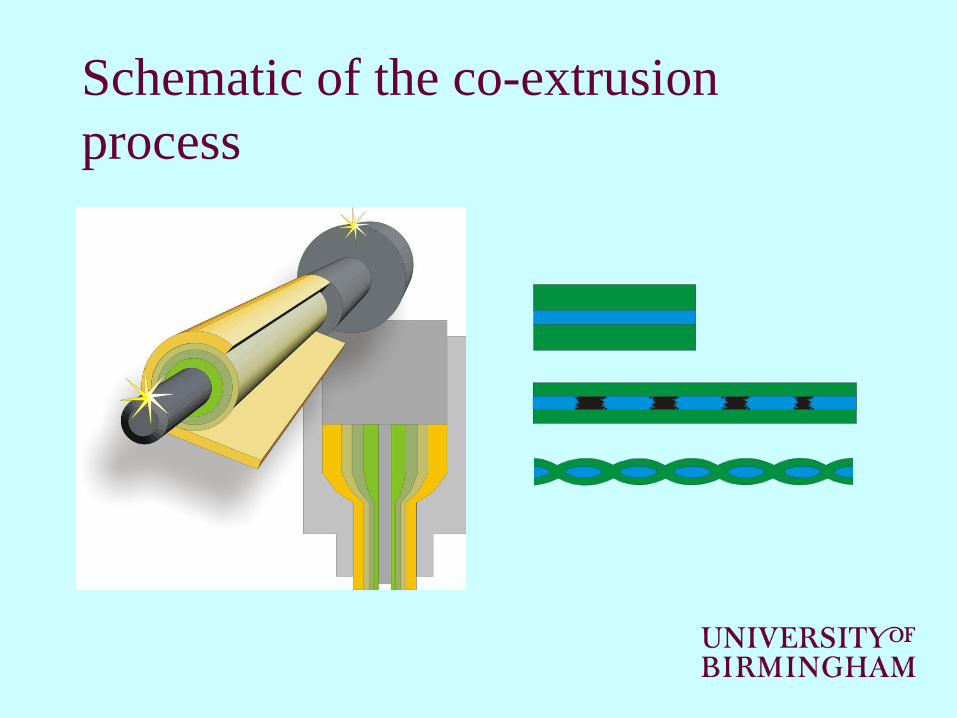
Schematic of the co-extrusion
process

Method
Rheology of two end-member pastes is characterised.
– Solids loading varied.
Two pastes with equivalent rheology obtained.
Void volume approximated.
Packing theory used to predict the void volume of
intermediate pastes.
Solids loading and formulation for an intermediate paste
of equivalent rheology is obtained.

Materials
Electrolyte
– Yttria Stabilised Zirconia powder
HSY8
Daiichi Kigenso Kagaku Kogyo Co., Japan
0.5 μm
Anode
– Black NiO
Cerac, USA
-325 mesh
– Activated carbon
Norit, UK
– HSY8
Organic binder
– FMG, UK

Paste Preparation
Pastes mixed using two methods;
– Twin roll milling machine.
– Z-Blade kneader.
Anode pastes unable to mix in the z-blade
due to insufficient shear.

Paste Characterisation
Capillary rheometry
Extruded through 6.0 mm dies with lengths
8.0, 24.0 and 47.3 mm.
Extrudate velocities ranging from 5.000 to
0.125 mm.s-1.
90o entry angle.
Barrel diameter 20.3 mm.

Benbow Bridgwater equation
Paste flow modelled using Benbow/Bridgwater six parameter equation;
– P is the total pressure drop.
– P1 and P2 are the pressure drop due to convergent flow and plug flow.
– D0 and D are the barrel diameter and die diameter.
– L is die length.
– V is the extrudate velocity.
– σ0 is the convergent flow yield stress.
- t0 is the die wall yield shear stress.
– β and α are the velocity factors.
– V is the extrudate velocity.
– m and n are the velocity exponents
nm VD
L
D
DVPPP t
0
0021 4ln)(2
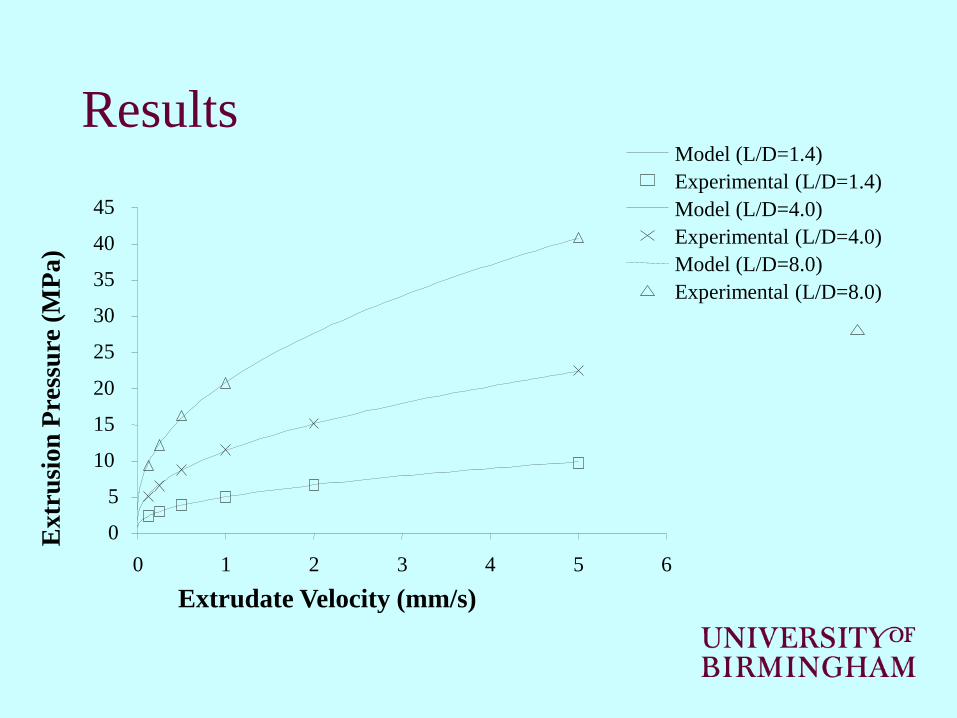
Results
0
5
10
15
20
25
30
35
40
45
0 1 2 3 4 5 6
Extrudate Velocity (mm/s)
Ex
tru
sio
n P
ress
ure
(M
Pa)
Model (L/D=1.4)
Experimental (L/D=1.4)
Model (L/D=4.0)
Experimental (L/D=4.0)
Model (L/D=8.0)
Experimental (L/D=8.0)

Results
0.00
0.02
0.04
0.06
0.08
0.10
0.12
10 11 12 13 14 15 16 17 18 19 20
Liquid Content (wt%)
1/α
(M
Pa.s
.m-1
)-1
Electrolyte – Z-Blade
Anode – Twin Mill
Electrolyte – Twin Mill
Equivalent to void volume of randomly packed powders
Rheology is dependent
upon the mixing
method. The measured
void volume is
unaffected. Void = 16.6 wt%
Void = 10.7 wt%
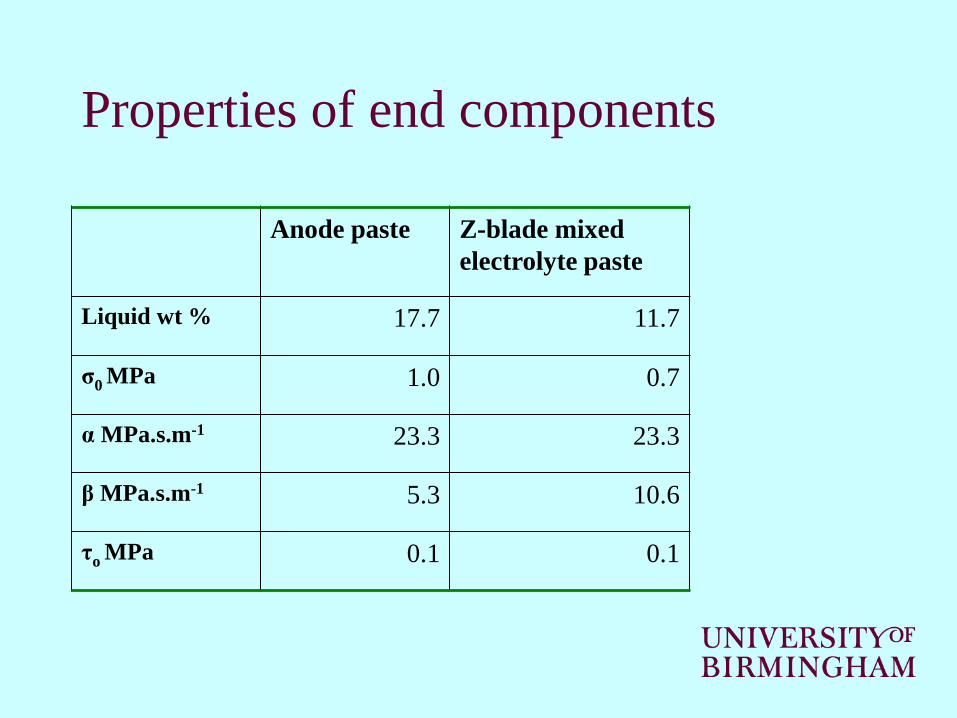
Properties of end components
Anode paste Z-blade mixed
electrolyte paste
Liquid wt % 17.7 11.7
σ0 MPa 1.0 0.7
α MPa.s.m-1 23.3 23.3
β MPa.s.m-1 5.3 10.6
τo MPa 0.1 0.1
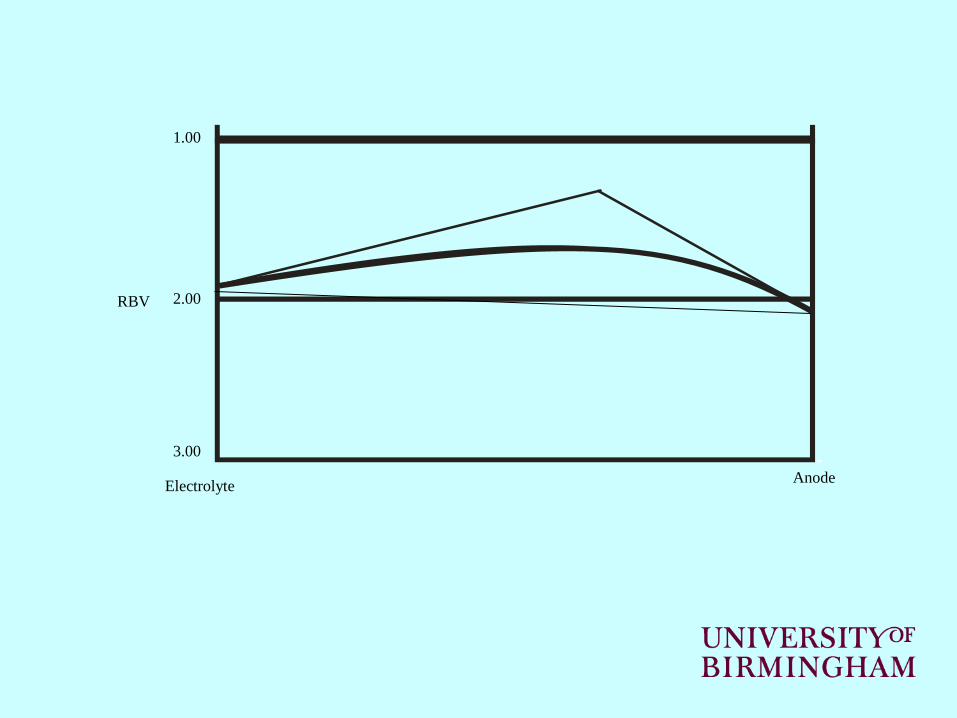
NiOYSZ
RBV1.00
0.00
2.00
YSZ
3.00
2.00 RBV
Anode
1.00
Electrolyte Anode

NiO
YSZ
RBV 1.00
0.00
2.00
2.61
2.04
1.88
1.84 1.78 1.72 1.69
1.67YSZ NiO
Carbon3.70
2.61
1.88
A
BC
Electrolyte
Anode

2.61
2.04
1.88
1.84 1.78 1.72 1.69
1.67YSZ NiO
Carbon3.70
2.61
1.88
A
BC
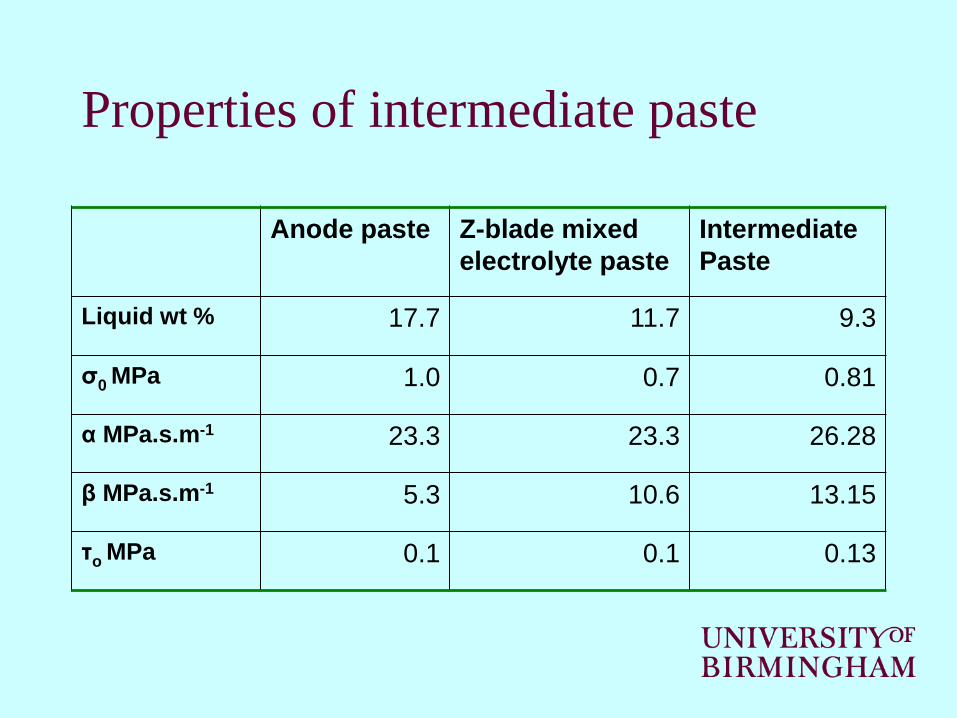
Properties of intermediate paste
Anode paste Z-blade mixed
electrolyte paste
Intermediate
Paste
Liquid wt % 17.7 11.7 9.3
σ0 MPa 1.0 0.7 0.81
α MPa.s.m-1 23.3 23.3 26.28
β MPa.s.m-1 5.3 10.6 13.15
τo MPa 0.1 0.1 0.13
Conclusions
Void volume of powder mix can be accurately
measured using rheological data of a paste.
The method outlined is effective in predicting the
required liquid content to obtain a specific paste
rheology.
Using a tri-modal chart it should be possible to
predict the RBV any number paste formulations and
materials of various porosities.

Future Work
Obtain a complete tri-modal charts for anode
and cathode materials.
Co-extrude and co-sinter a complete solid
oxide fuel cell.

Aknowledgements
EPSRC for the funding of this project.
FMG for their advice on paste formulation.
Paul McGuire for his help with the modelling
of paste flow.
Related Documents











