The third production processes control procedures Figure 1 Production Flow Chart of Inflatable Products Production arrangements Cut out Print Inflation test Entering warehouse Package High frequency welding

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
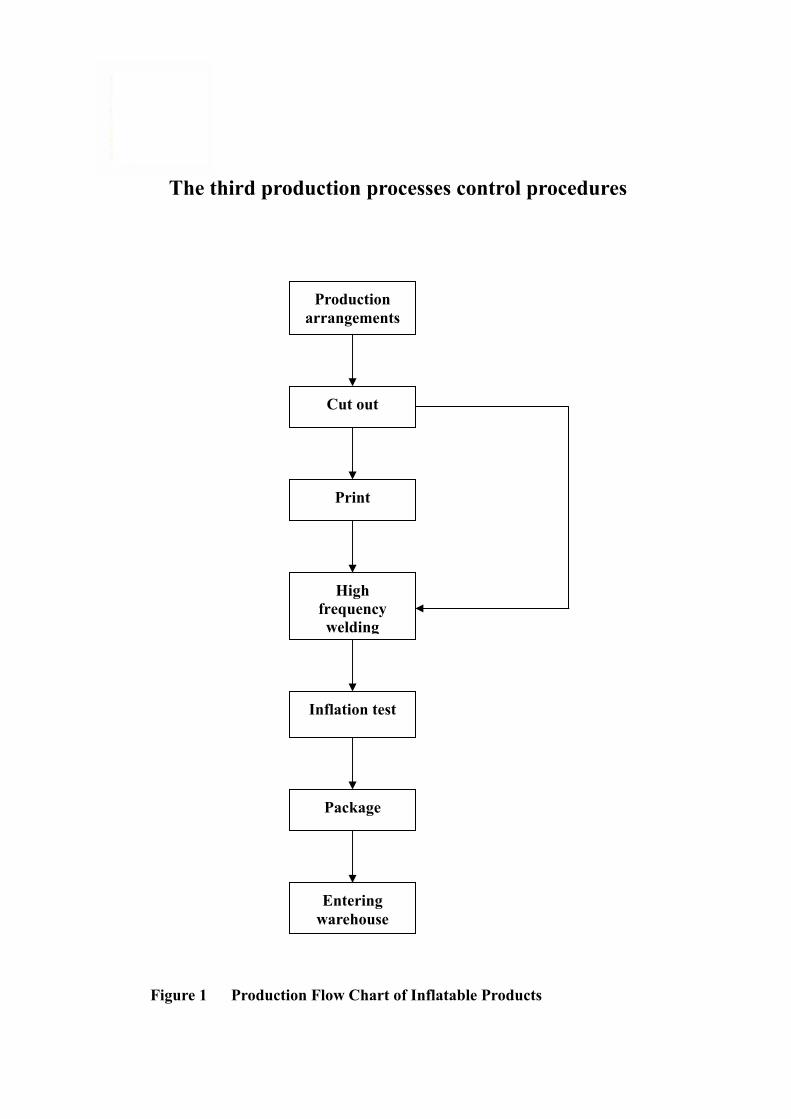
The third production processes control procedures
Figure 1 Production Flow Chart of Inflatable Products
Production arrangements
Cut out
Inflation test
Enteringwarehouse
Package
Highfrequencywelding
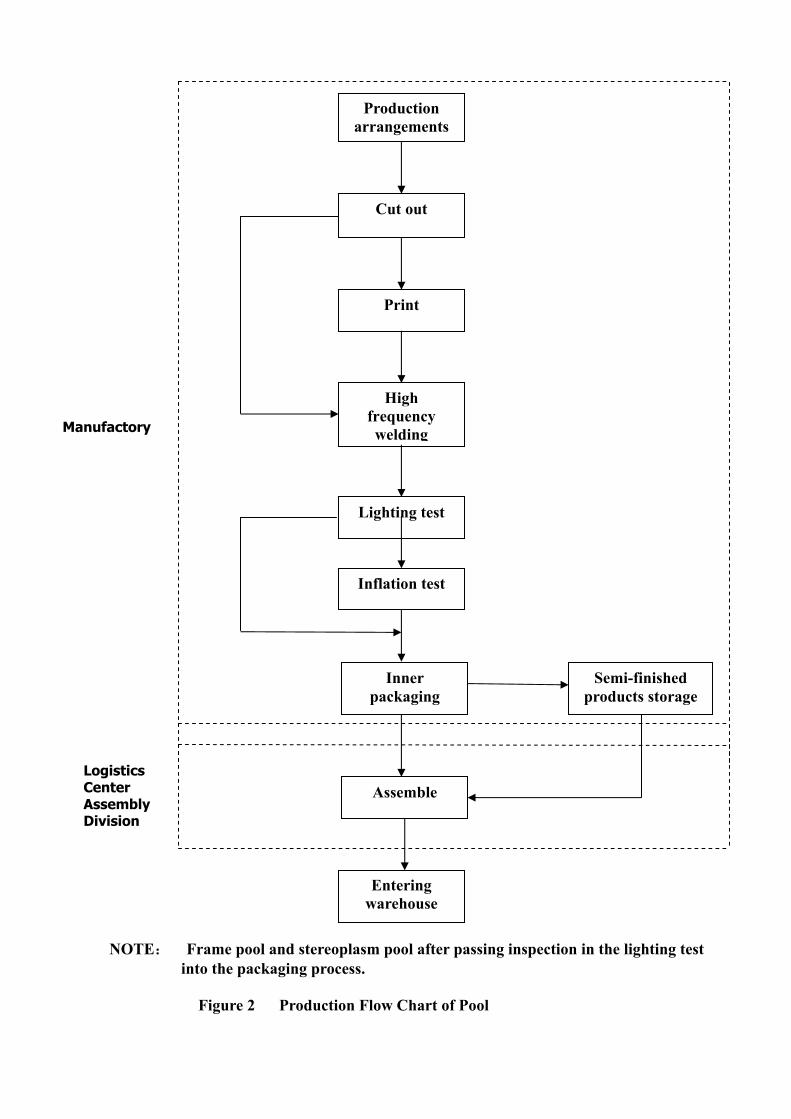
NOTE Frame pool and stereoplasm pool after passing inspection in the lighting test into the packaging process.
Figure 2 Production Flow Chart of Pool
Production arrangements
Cut out
Highfrequencywelding
Lighting test
Inflation test
Inner packaging
Semi-finished products storage
Assemble
Enteringwarehouse
LogisticsCenterAssemblyDivision
Manufactory
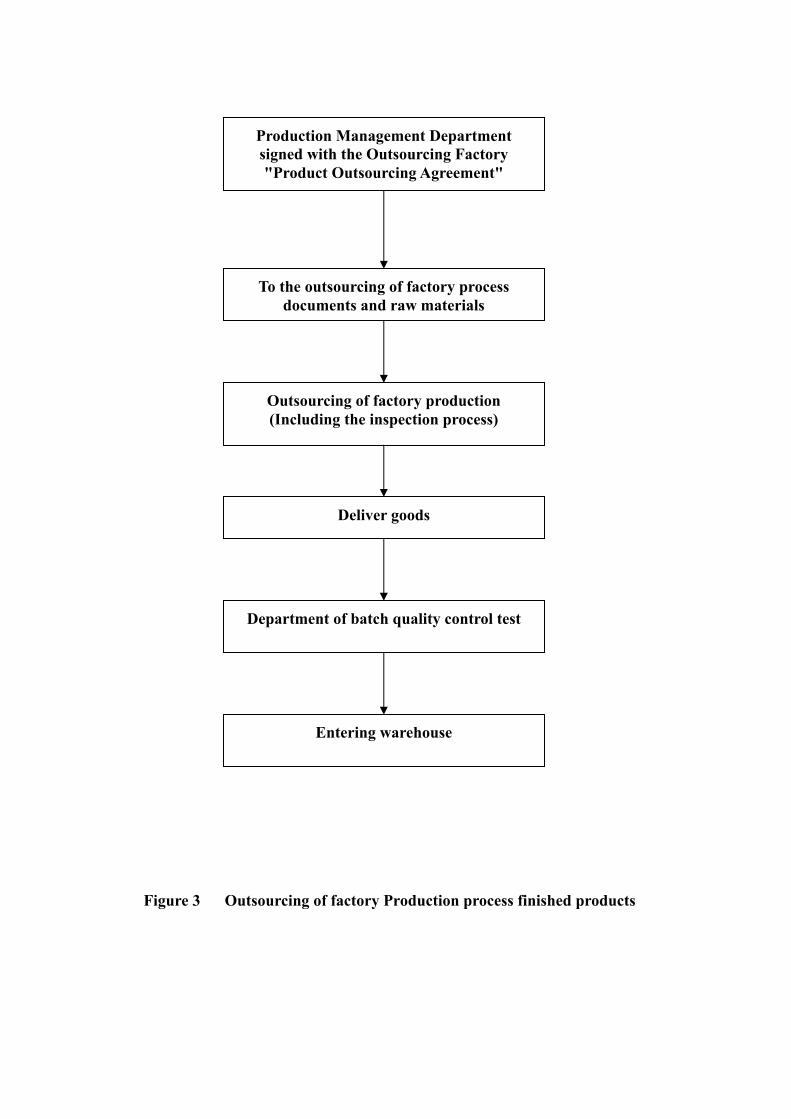
Figure 3 Outsourcing of factory Production process finished products
Production Management Department signed with the Outsourcing Factory "Product Outsourcing Agreement"
To the outsourcing of factory process documents and raw materials
Outsourcing of factory production (Including the inspection process)
Deliver goods
Department of batch quality control test
Entering warehouse
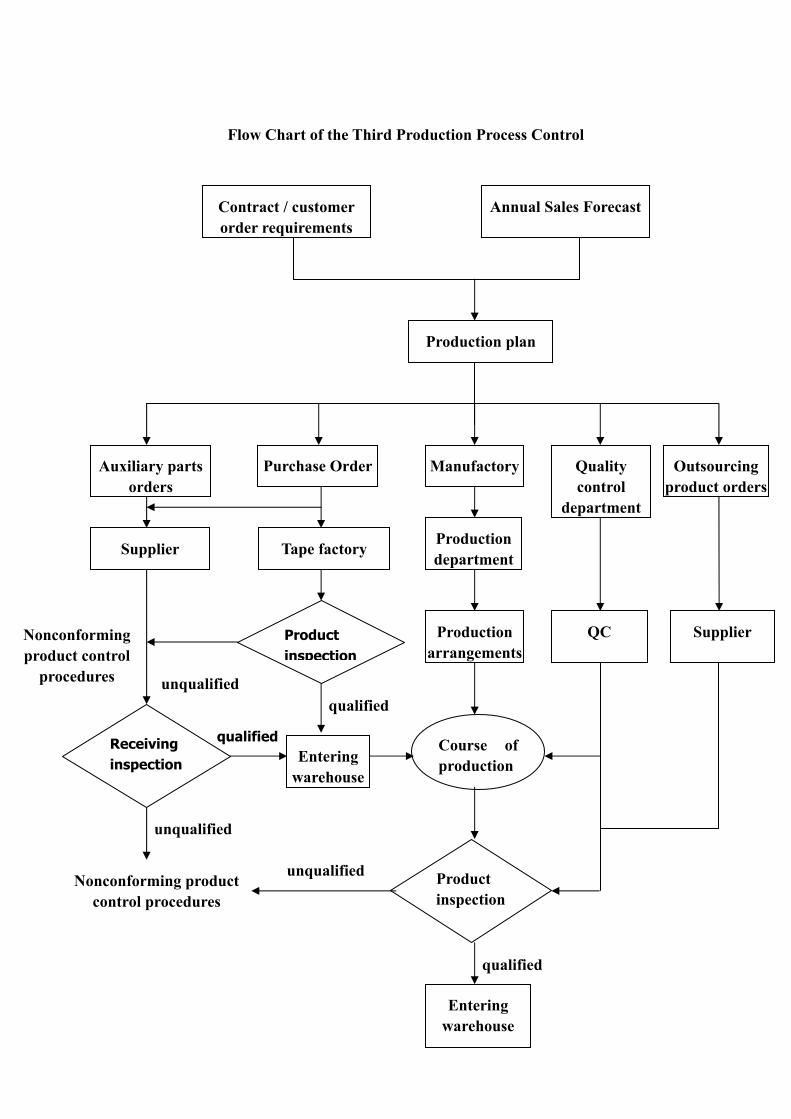
Course of production
Product inspection
qualified
unqualified
qualified
Nonconformingproduct control
procedures unqualified
Productinspection
Receivinginspection
qualified
Flow Chart of the Third Production Process Control
Contract / customer order requirements
Annual Sales Forecast
Production plan
Production department
Production arrangements
Qualitycontrol
department
QC
Purchase Order
Supplier
Auxiliary parts orders
Tape factory
Supplier
Outsourcing product orders
Enteringwarehouse
Enteringwarehouse
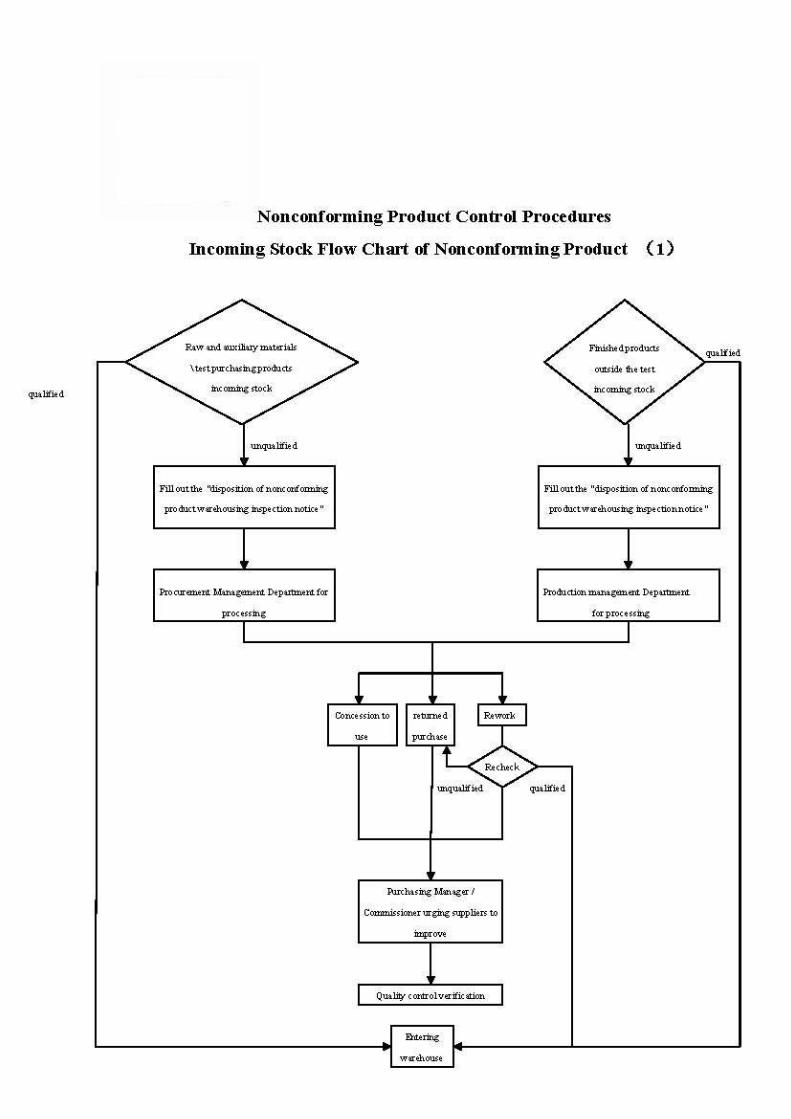
Nonconforming product control procedures
unqualified
Manufactory

Production processes and quality inspection procedure
Primary material accessories
� Passing inspection
� Entering warehouse
� Production Preparation
� Cutting
� Passing inspection
� Printing
� Passing inspection
� High-frequency sealing
� Passing inspection
� Inflation check
� Passing inspection
� Package
� Passing inspection
� Product inspection
� Entering warehouse
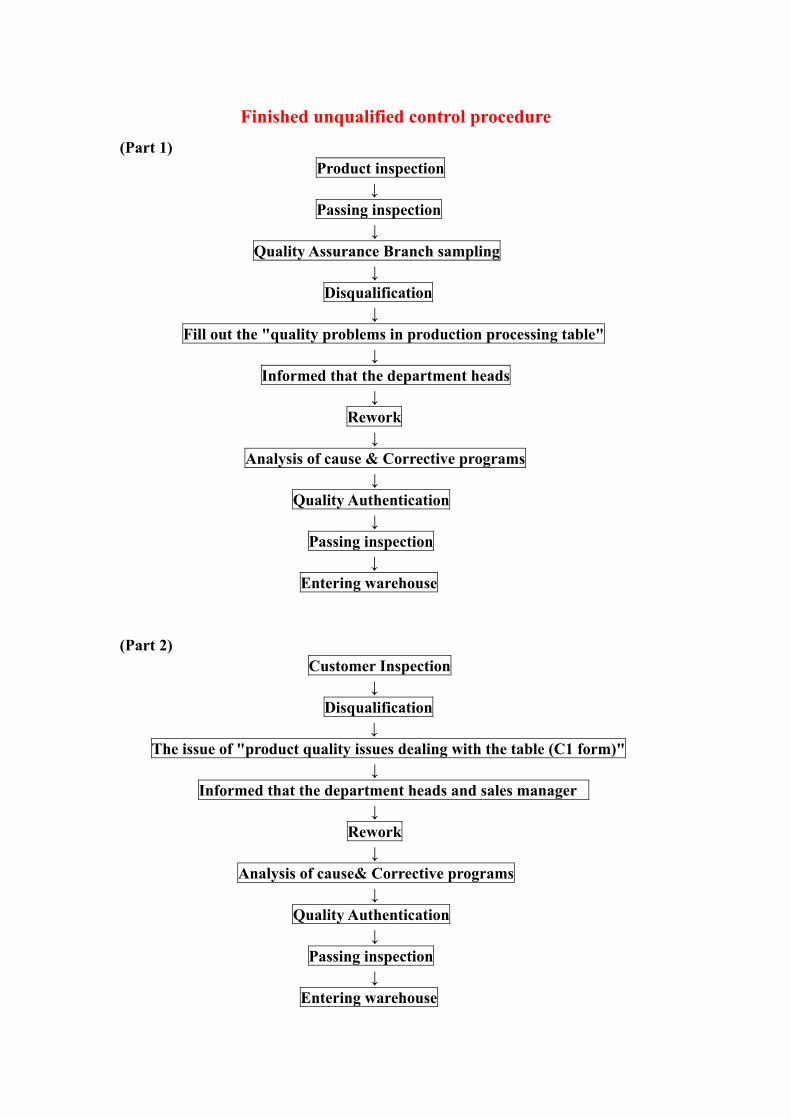
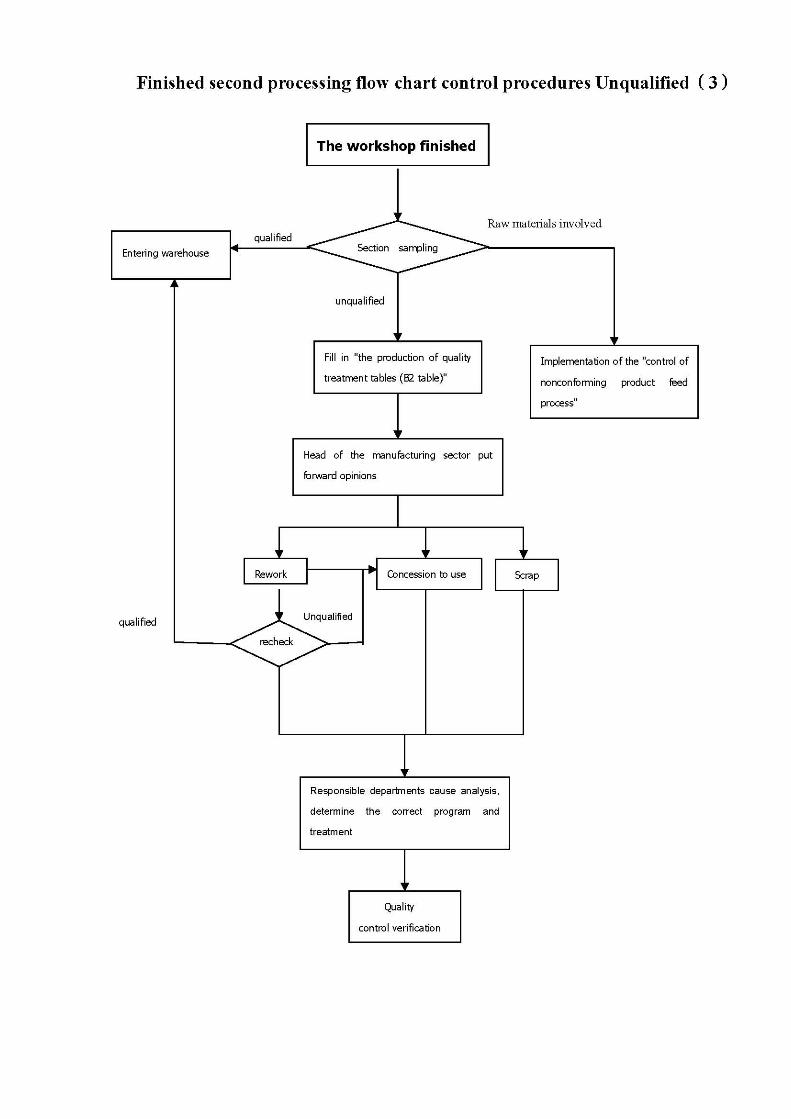
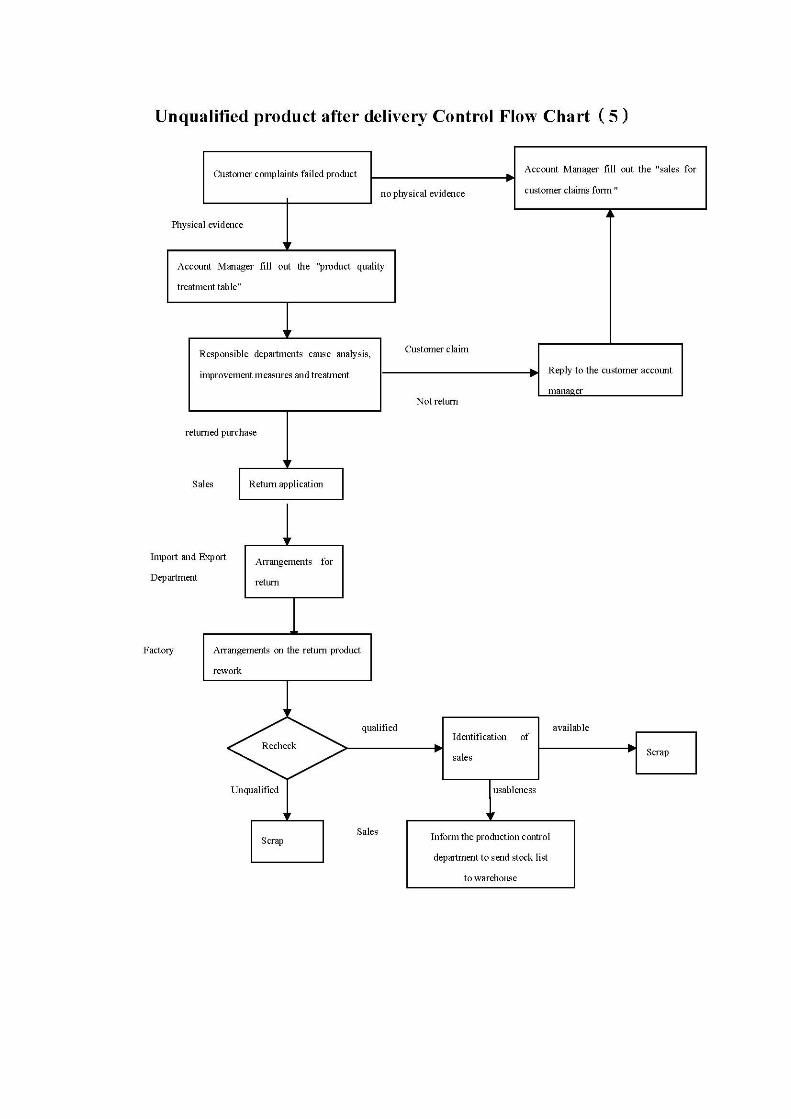
Finished unqualified control procedure (Part 1)
Product inspection �
Passing inspection �
Quality Assurance Branch sampling �
Disqualification �
Fill out the "quality problems in production processing table" �
Informed that the department heads �
Rework �
Analysis of cause & Corrective programs �
Quality Authentication �
Passing inspection �
Entering warehouse (Part 2)
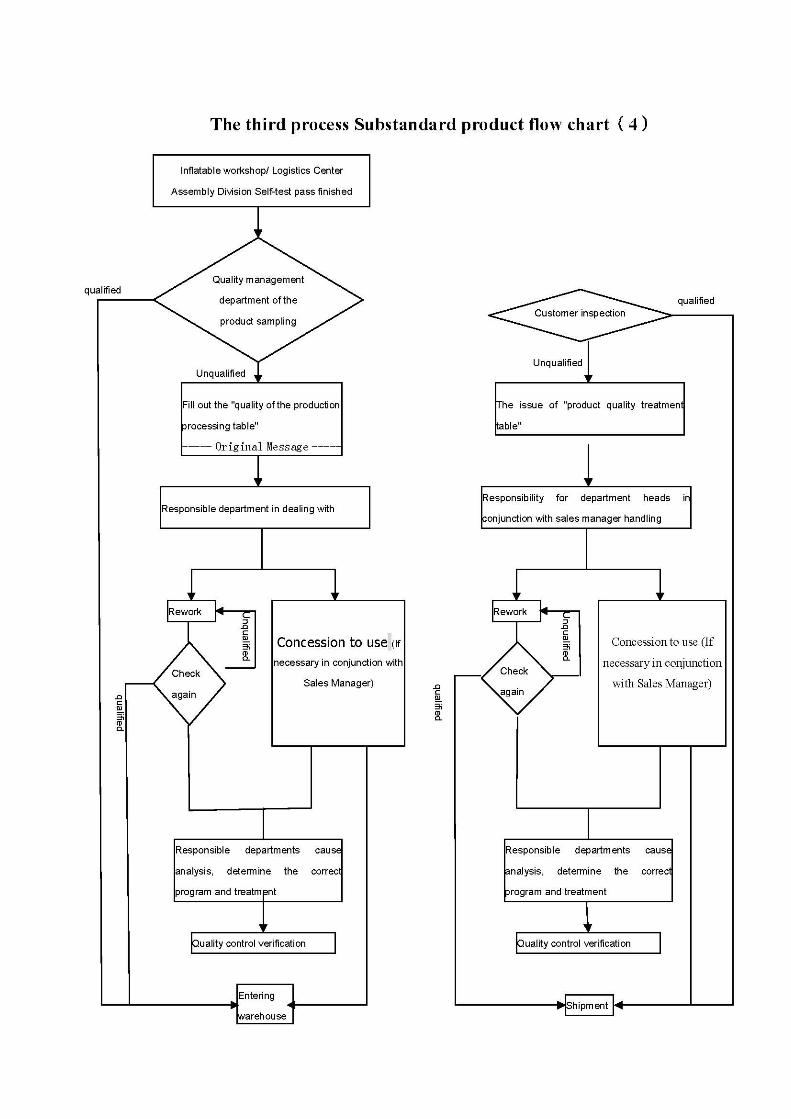
Customer Inspection �
Disqualification �
The issue of "product quality issues dealing with the table (C1 form)" �
Informed that the department heads and sales manager �
Rework �
Analysis of cause& Corrective programs �
Quality Authentication �
Passing inspection �
Entering warehouse
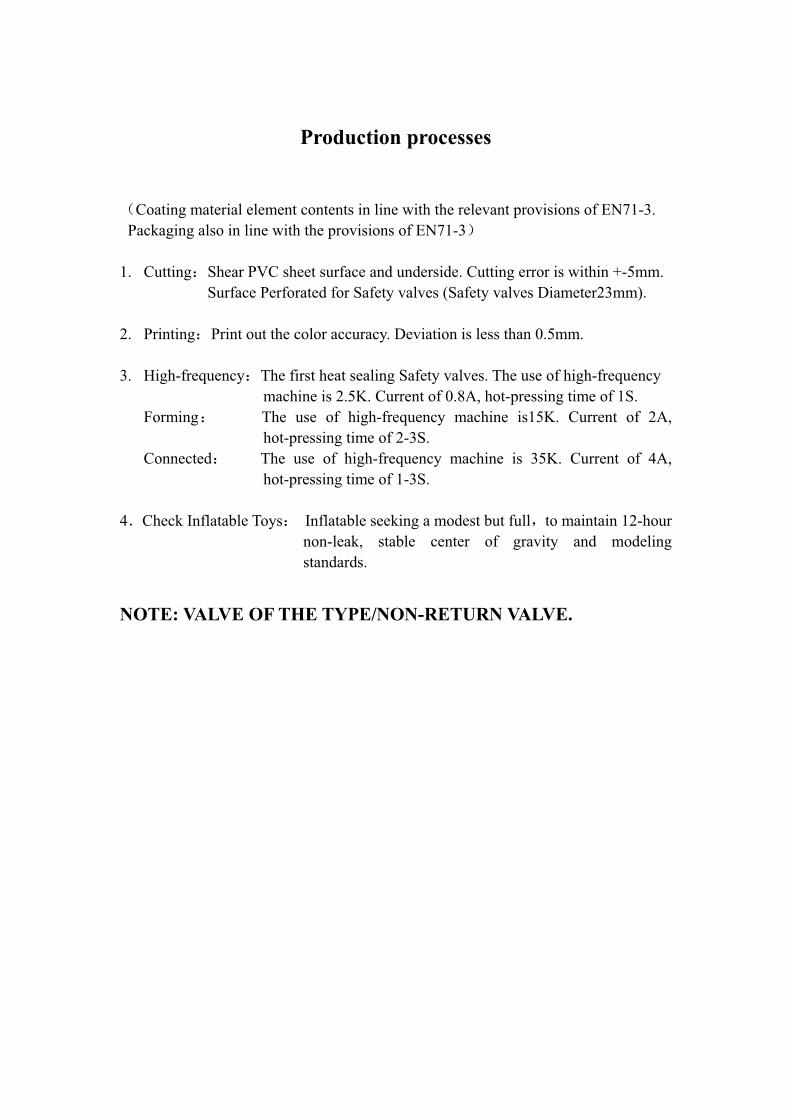
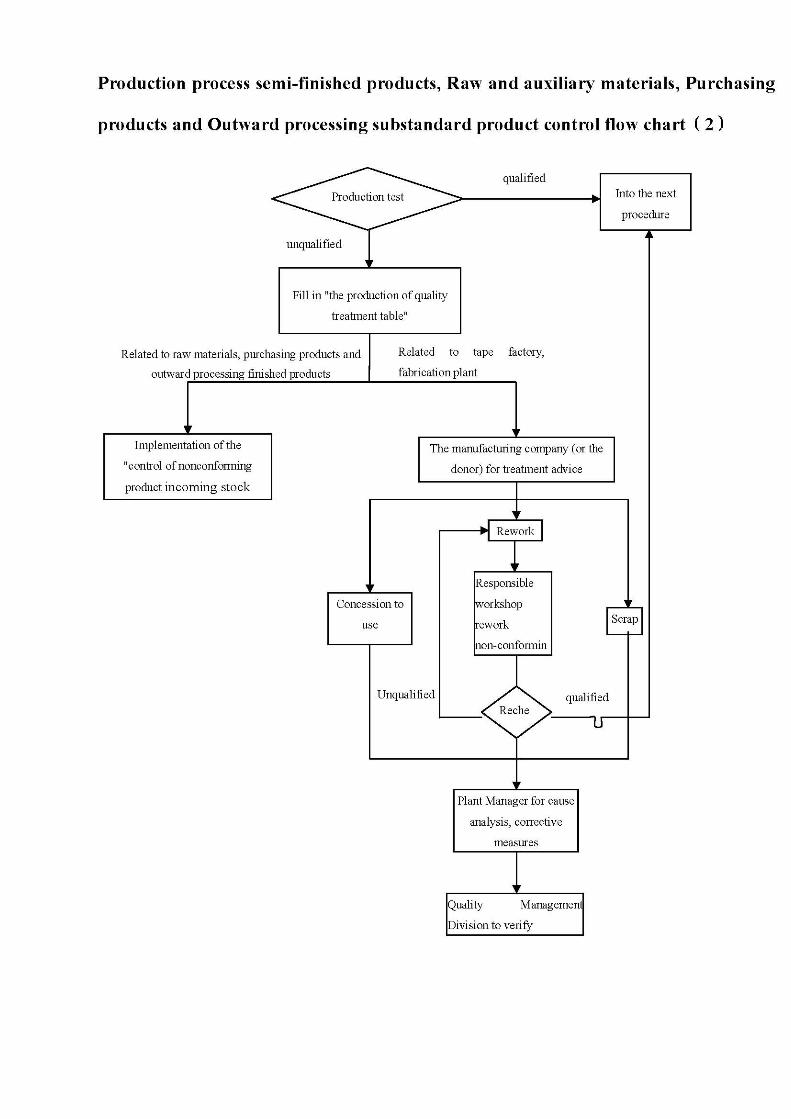
Production processes
Coating material element contents in line with the relevant provisions of EN71-3.
Packaging also in line with the provisions of EN71-3
1. Cutting Shear PVC sheet surface and underside. Cutting error is within +-5mm. Surface Perforated for Safety valves (Safety valves Diameter23mm).
2. Printing Print out the color accuracy. Deviation is less than 0.5mm.
3. High-frequency The first heat sealing Safety valves. The use of high-frequency machine is 2.5K. Current of 0.8A, hot-pressing time of 1S.
Forming The use of high-frequency machine is15K. Current of 2A, hot-pressing time of 2-3S.
Connected The use of high-frequency machine is 35K. Current of 4A, hot-pressing time of 1-3S.
4 Check Inflatable Toys Inflatable seeking a modest but full to maintain 12-hour non-leak, stable center of gravity and modeling standards.
NOTE: VALVE OF THE TYPE/NON-RETURN VALVE.
qualified
unqualified
qualified
qualified
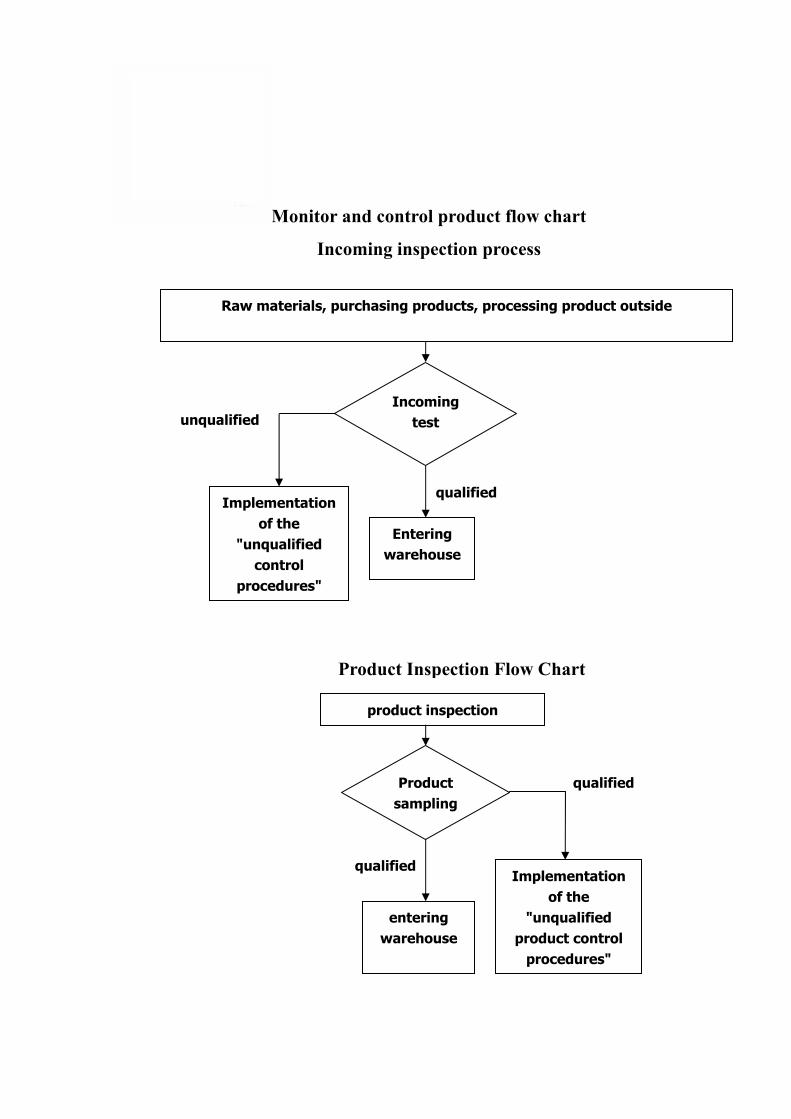
Monitor and control product flow chart
Incoming inspection process
Raw materials, purchasing products, processing product outside
Incomingtest
Implementationof the
"unqualified control
procedures"
Enteringwarehouse
product inspection
Productsampling
Implementationof the
"unqualified product control
procedures"
enteringwarehouse
Product Inspection Flow Chart
unqu
alifi
ed
unqualified
qual
ified
qual
ified
unqu
alifi
ed
qual
ified
Unqualified
qual
ified
Unq
ualif
ied
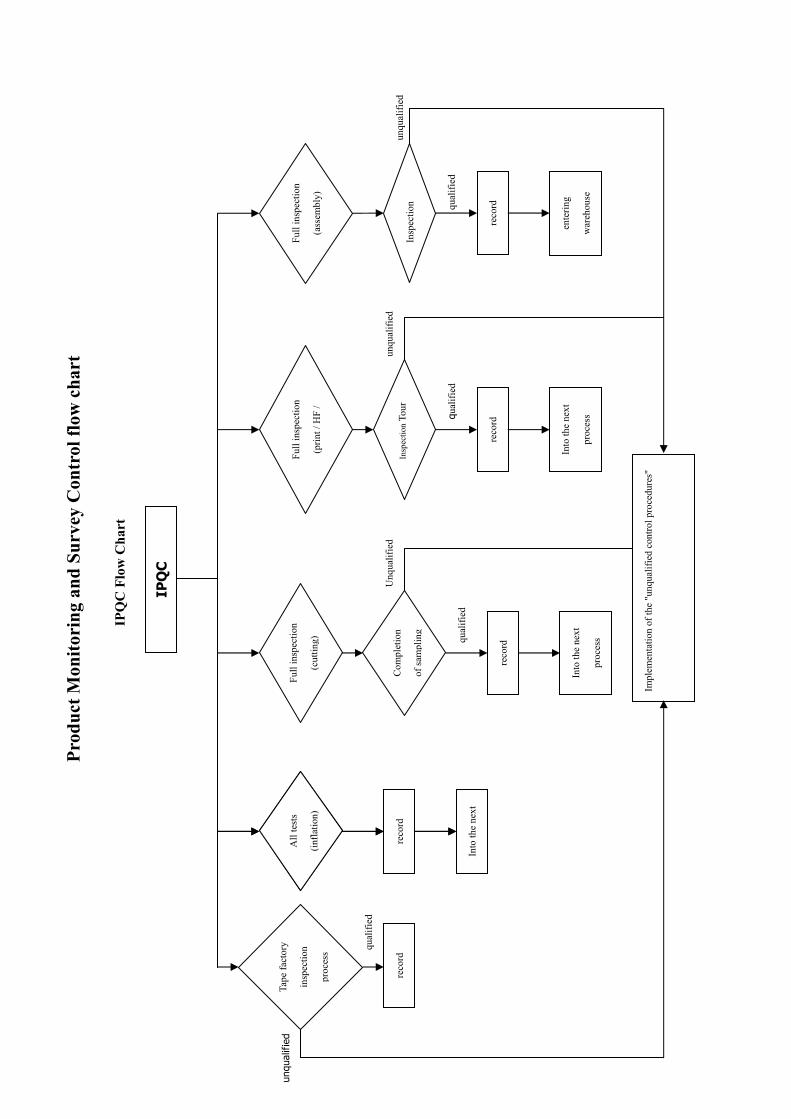
Prod
uct M
onito
ring
and
Sur
vey
Con
trol
flow
cha
rt
IPQ
C F
low
Cha
rt
IPQ
C
Impl
emen
tatio
n of
the
"unq
ualif
ied
cont
rol p
roce
dure
s"
Tape
fact
ory
insp
ectio
n
proc
ess
reco
rd
All
test
s
(infla
tion)
reco
rd
Into
th
e n
ext
Full
insp
ectio
n
(prin
t / H
F /
Insp
ectio
nTo
ur
reco
rd
Into
the
next
proc
ess
Full
insp
ectio
n
(cut
ting)
Com
plet
ion
of sa
mpl
ing
reco
rd
Into
the
next
proc
ess
Full
insp
ectio
n
(ass
embl
y)
Insp
ectio
n
reco
rd
ente
ring
war
ehou
se
All
test
s
(infla
tion)
reco
rd
Into
the
next
Related Documents











