The general behavior of pull production systems: The allocation problems Nureddin Kırkavak a, * , Cemal Dinc ßer b a Department of Industrial Engineering, Eastern Mediterranean University, Gazi Ma gusa – TRNC, Mersin 10, Turkey b Department of Industrial Engineering, Bilkent University, Ankara 06533, Turkey Abstract The design of tandem production systems has been well studied in the literature with the primary focus being on how to improve their eciency. Considering the large costs associated, a slight improvement in eciency can lead to very significant savings over its life. Division of work and allocation of buer capacities between workstations are two critical design problems that have attracted the attention of many researchers. In this study, first an understanding into how the system works is to be provided. Except for the integration of two allocation problems, the basic model utilized here is essentially the same as the previous studies. Theoretical results that characterize the dynamics of these systems may also provide some heuristic support in the analysis of large-scale pull production systems. Ó 1999 Elsevier Science B.V. All rights reserved. Keywords: Pull production; Production/inventory systems; Performance evaluation; Resource allocation; Throughput maximization; Markov processes; Simulation 1. Introduction In the last decade, there have been numerous attempts for modelling production systems as queuing systems for the purpose of understanding their behavior. So far, the models in the literature usually involved single-product systems with single or multiple stages for tractability purposes. Cases with multiple products, although closer to reality, proved to be quite dicult to tackle analytically. A production system is usually viewed as an ar- rangement of production stages in a particular configuration, where each stage consists of a single workstation or several workstations in parallel. These workstations may consist of workers, ma- chines and work-in-process materials. Performance evaluation in general is concerned with finding out how well the system is functioning provided that certain policies and parameters are set. Typical performance measures for the evalu- ation of production systems are throughput, av- erage inventory levels, utilizations and customer service levels among others. In obtaining these measures, when analytical techniques become in- sucient often numerical techniques such as sim- ulation or approximations could be used. European Journal of Operational Research 119 (1999) 479–494 www.elsevier.com/locate/orms * Corresponding author. Tel.: +90-392-366-6588; fax: +90- 392-365-4029; e-mail: [email protected] 0377-2217/99/$ – see front matter Ó 1999 Elsevier Science B.V. All rights reserved. PII: S 0 3 7 7 - 2 2 1 7 ( 9 9 ) 0 0 1 4 8 - 4

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
The general behavior of pull production systems: The allocationproblems
Nureddin Kõrkavak a,*, Cemal Dincßer b
a Department of Industrial Engineering, Eastern Mediterranean University, Gazi Ma�gusa ± TRNC, Mersin 10, Turkeyb Department of Industrial Engineering, Bilkent University, Ankara 06533, Turkey
Abstract
The design of tandem production systems has been well studied in the literature with the primary focus being on how
to improve their e�ciency. Considering the large costs associated, a slight improvement in e�ciency can lead to very
signi®cant savings over its life. Division of work and allocation of bu�er capacities between workstations are two
critical design problems that have attracted the attention of many researchers. In this study, ®rst an understanding into
how the system works is to be provided. Except for the integration of two allocation problems, the basic model utilized
here is essentially the same as the previous studies. Theoretical results that characterize the dynamics of these systems
may also provide some heuristic support in the analysis of large-scale pull production systems. Ó 1999 Elsevier
Science B.V. All rights reserved.
Keywords: Pull production; Production/inventory systems; Performance evaluation; Resource allocation; Throughput
maximization; Markov processes; Simulation
1. Introduction
In the last decade, there have been numerousattempts for modelling production systems asqueuing systems for the purpose of understandingtheir behavior. So far, the models in the literatureusually involved single-product systems with singleor multiple stages for tractability purposes. Caseswith multiple products, although closer to reality,proved to be quite di�cult to tackle analytically. Aproduction system is usually viewed as an ar-
rangement of production stages in a particularcon®guration, where each stage consists of a singleworkstation or several workstations in parallel.These workstations may consist of workers, ma-chines and work-in-process materials.
Performance evaluation in general is concernedwith ®nding out how well the system is functioningprovided that certain policies and parameters areset. Typical performance measures for the evalu-ation of production systems are throughput, av-erage inventory levels, utilizations and customerservice levels among others. In obtaining thesemeasures, when analytical techniques become in-su�cient often numerical techniques such as sim-ulation or approximations could be used.
European Journal of Operational Research 119 (1999) 479±494www.elsevier.com/locate/orms
* Corresponding author. Tel.: +90-392-366-6588; fax: +90-
392-365-4029; e-mail: [email protected]
0377-2217/99/$ ± see front matter Ó 1999 Elsevier Science B.V. All rights reserved.
PII: S 0 3 7 7 - 2 2 1 7 ( 9 9 ) 0 0 1 4 8 - 4

An important part of production research lit-erature appeared in the area of production lines.During the last 30 years, performance evaluationmodels have been developed for many di�erenttypes of production lines using exact and approx-imate approaches. The design of tandem produc-tion systems has been well studied in theproduction research literature with the primaryfocus being on how to improve their e�ciency.Considering the large costs associated with thesesystems, a slight improvement in e�ciency canlead to very signi®cant savings over the life of theproduction system. Division of work among theworkstations and allocation of bu�er storage ca-pacity between workstations are two critical designfactors that have attracted the attention of manyresearchers and system designers. For a survey ofthe research in this area, see Ref. [24].
In this study, we analyze the performance ofperiodic pull production systems for theoreticalresults that characterize the dynamics of thesesystems. First, the previous results on the alloca-tion problems will be summarized in Section 2.Then, the system we considered will be describedin Section 3 together with an understanding intohow these systems work. In Section 4, the twoallocation problems and their integration for theobjective of throughput maximization will be in-troduced. Then, the empirical results we obtainedthrough a series of numerical experiments will bediscussed in Section 5. Finally, in Section 6 anallocation methodology will be proposed in orderto provide some heuristic support for the analysisof large-scale pull production systems.
2. Review of previous results
One signi®cant aspect of production line designis the so-called line balancing problem, i.e. allo-cating the total work content as evenly as possibleto workstations and maximizing the utilizationthrough minimizing idle times as well. The solu-tion of line balancing problem speci®es a systemcon®guration capable of producing a speci®edamount of ®nished product with minimum re-source requirements. The operation times can beeither deterministic or stochastic. However, line
balancing techniques are based on the assumptionof deterministic operation times. In practice, aperfect balance of workload may be impossibleeven with deterministic operation times, since, inmost cases, equal allocation of total work contentto workstations may be prevented by precedenceand technological constraints, and continuous in-divisibility of operations. In production systemswith stochastic operation times, the balance ofworkload is attained through allocating the totalwork content evenly to the workstations based onthe means of operation times. However, the bal-ance of stochastic operation times may be impos-sible due to di�erent variability of operation timesat di�erent workstations.
It is intuitively plausible that the variation inthe operation times would decrease the meanproduction (throughput) rate of the system. Thiscan happen in two ways: due to blocking and/orstarvation. When there is considerable variabilityin the operation times at some respective work-stations, a perfectly balanced production line maynot be optimal. Previous work on optimal alloca-tion of workload to production lines has foundthat, under certain assumptions, the meanthroughput rate of a ®nite bu�er production line ismaximized by deliberately unbalancing the work-load of the line in an appropriate way. In partic-ular, the optimal allocation of work follows a`bowl phenomenon' whereby the center worksta-tions are given preferential treatment (less work-load) over the other workstations towards thebeginning and the ending workstations (see Refs.[10,11]). The analogous result of Stecke and Morin[30] is that the mean throughput rate of an in®nitebu�er production line is maximized by balancingthe workload assigned to workstations. In otherwords, as bu�er capacities increases, the degree ofunbalance in the optimal workload decreases, untilin the limit, a balanced allocation is optimal.
Hillier and Boling [11] report that the im-provement in mean throughput rate due to un-balancing grows up to 1.37% for a six workstationserial production line. On the other hand, Maga-zine and Silver [18] developed an approximationthat suggests the improvement from unbalancingis no larger than 1.65% for exponential operationtimes, regardless of the number of workstations in
480 N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494

the system. One of the main insights emanatingfrom these studies is that balanced systems giveacceptable performance and further improvementsin mean throughput rate can be made by unbal-ancing. However, the gains obtained from unbal-ancing are relatively small ± in the order of 1%.The works of El-Rayah [7] and So [28] indicatethat the bowl phenomenon is robust. That is, aslong as the balance of workload is changed in thedirection indicated by the bowl phenomenon, themean throughput rate function is almost ¯at nearthe maximum. On the other hand, if the produc-tion line is unbalanced in a di�erent direction, themean throughput rate decreases quite rapidly.
Muth and Alka� [20] examine three stage serialproduction systems in a more general analyticalsetting in order to give the mean throughput rateas a function of several system parameters, subjectto certain constraints. Rao [23] considers the gen-eralization where the coe�cient of variation ofoperation times are di�erent for di�erent work-stations. The results found by Rao [23] indicatethat unbalancing a serial production system canlead to substantial improvements in meanthroughput rate when the variability of the stagesdi�er from one to another. Optimum unbalancingcould possibly be achieved by carrying out alter-nately the following two steps:1. workload from interior stages should be trans-
ferred to the exterior ones (bowl phenomenon),2. workload from more variable stages should be
transferred to less variable ones (variability im-balance).Step 1 is more important when the di�erences in
the coe�cient of variation of the stages are gen-erally less than 0.5 while Step 2 predominateswhen they exceed 0.5. Then, Wolisz [34] shows thatthe idea of assigning less workload to more vari-able workstations is inappropriate for a coe�cientof variation greater than one.
For lines longer than three stages and for non-exponential distributions, analytic approaches arequite limited, and some studies used simulation tostudy the workload allocation problem undermore general conditions. Payne et al. [21] simu-lated production lines with di�erent patterns ofprocessing time variances and observed that agreat deterioration in the performance occurs ei-
ther when processing time variances are increased,or when bu�er capacities are highly restricted. In asimilar problem, Yamazaki et al. [36] investigatedthe optimal ordering of workstations that maxi-mizes the mean throughput rate of the system.Based on some theoretical and extensive empiricalresults, they propose two rules for orderingworkstations. The ®rst rule recommends arrangingthe two worst workstations (apart from each otheras far as possible) as the ®rst and the last work-stations. A worst workstation refers to the oneeither with the slowest production rate or with themost variable operation time. The second rule ar-ranges the remaining workstations according tothe bowl phenomenon.
All of the above studies have assumed that theproduction system has a serial structure. Baker etal. [4] investigated the behavior of assembly sys-tems in which two or more parts are produced atcomponent lines and put together at an assemblyworkstation at the end. Their basic ®nding is thatthe assembly workstation in a balanced system isintrinsically a bottleneck. Villeda et al. [33] studiedan assembly system in which three serial lines(each one composed of three workstations) mergeat one assembly workstation which is operating asa pull system. They consider normal processingtimes with several coe�cients of variation and re-port that mean throughput rate is maximized byassigning decreasing amounts of work closer toassembly workstation at which the mean process-ing time is ®xed.
The e�ect of bowl phenomenon has been ex-tensively studied in conventional type push pro-duction systems, however, studies exploring itse�ects and validity on pull production systems arerare. The simulation studies made so far showcon¯icting results. In the simulation experimentsperformed by Meral [19], the bowl phenomenon isnot con®rmed for idealized just-in-time productionsystems. She found that balancing strategies arealways superior to the unbalancing strategiesbased on bowl phenomenon. On the contrary,Villeda et al. [33] analyzed a just-in-time produc-tion system by investigating several unbalancingmethods and they claim that the only methodgiving a consistent improvement in the meanthroughput rate is the `high-medium-low'
N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494 481

(decreasing) allocation. They also report that themean throughput rate with unbalanced worksta-tions are always superior to the perfectly balancedcon®gurations. On the other hand, Sarker andHarris [25] claim that they observed the e�ect ofbowl phenomenon on a just-in-time productionsystem. Recently, Gstettner and Kuhn [9] haveclassi®ed and studied di�erent pull productionsystems and show that the bu�er capacity (kan-ban) distribution has signi®cant e�ect on the per-formance of the system. Also, they report thatdi�erent pull policies show similar performance ifthe bu�er capacity distribution is adapted ac-cording to the applied control mechanism.
Whatever the case, looking from a labor rela-tions point of view, there may be di�culties inassigning signi®cantly di�erent workloads to dif-ferent workstations. This raises the question as towhether there might be other ways of achievingthis improvement in mean throughput rate bygiving preferential treatment to the critical work-stations without signi®cantly unbalancing theworkloads. One way of doing this is to providesuch critical workstations with more bu�er storagecapacity than the other workstations. As surveyedby Sarker [24] various researchers have consideredthe general question of optimal allocation of bu�erstorage capacity in a variety of contexts. In theanalogy to workload allocation problem there is acritical di�erence that the bu�er allocation deci-sion variables are discrete (integer) variableswhereas the workload allocation decision variablesare formulated as continuous variables in theprevious studies.
Most of the research on bu�er allocation hasfocused on analytical models of small systemssimpli®ed with restrictive assumptions [10,20]. Forlarger systems, analytical approximations or sim-ulation models have been utilized [3,6]. Conway etal. [6] examined serial production systems viasimulation. They ®nd that bu�ers between work-stations increase the production capacity of thesystem but the returns are reduced sharply withincreasing inventory holding costs. They also notethat the positioning as well as the capacity of thebu�ers are important. El-Rayah [8] utilized acomputer simulation model to investigate the e�ectof unequal allocation of bu�er capacity on the
e�ciency with an experiment limited to smallproduction lines. He observed that the lines inwhich the center workstations are assigned largerbu�er storage capacity than the ending worksta-tions (inverted bowl phenomenon) are better (withrespect to mean throughput rate) than the otherunbalanced con®gurations. But, according to theirexperiment the inverted bowl con®guration yieldedmore or less a similar mean throughput rate to thatof a balanced line depending upon the total bu�erstorage capacity.
Hillier and So [12] studied the e�ect of thevariability of processing times on the optimal al-location of bu�er storage capacity between work-stations. They conclude that either the centerworkstations or the workstations with high vari-ability should be given more bu�er capacity.Consequently, an inverted bowl phenomenonprevails regarding the optimal allocation of bu�erstorage capacity. In another study, Hillier and So[13] utilized an exact analytical model to conduct adetailed study of how the length of machine upand down times and interstage bu�er storage ca-pacity can e�ect the mean throughput rate ofproduction lines with more than three stages. Theydeveloped a simple heuristic to estimate theamount of bu�er storage capacity required tocompensate for the decrease in mean throughputrate due to machine breakdowns. Sheskin [26] of-fers some guidelines for the allocation of bu�erstorage capacity in serial production lines subjectto random failure and repair. In the case that allmachines have the same reliability, he recommendsmaximizing the mean throughput rate by allocat-ing the bu�ers capacities as nearly as possibleequal in size. When the machines are di�erent withrespect to their reliability, he proposes to allocatemore bu�er capacity to less reliable machines. Thisintuitive result is also supported by Soyster et al.[29].
Jafari and Shanthikumar [15] propose a heu-ristic solution to determine the optimal allocationof a given total bu�er capacity among worksta-tions of a serial production line. Their approxi-mate solution is based on a dynamic programmingmodel with an approximate procedure to computethe mean throughput rate of the line. Smith andDaskalaki [27] have developed a design method-
482 N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494
ology for bu�er capacity allocation within assem-bly lines to approximately solve the optimal bu�erallocation problem by maximizing mean through-put rate while minimizing holding and storagecosts. Baker et al. [3] have examined the e�ect ofbu�ers on the e�ciency of systems in which twoserial lines merge at an assembly workstation.They conclude that small bu�ers are su�cient toregain most of the lost production capacity andbu�er capacity should be allocated equally amongthe workstations.
So far, we review the researchers that proposedrules for allocating bu�ers to maximize the meanthroughput rate in serial production lines operat-ing with push control strategy. In contrast, Andi-jani and Clark [1] investigate the optimalallocation of bu�ers (kanbans) in a pull system byconsidering both the mean throughput rate andthe WIP inventories in the maximized objectivefunction. Recently, Askin et al. [2] utilized a con-tinuous time, steady-state Markov model in de-termining the optimal number of kanbans to usefor each part type at each workstation in a just-in-time production system. Their objective was tominimize the sum of inventory holding and back-order costs. Results indicate a need for increasedsafety stocks for systems where many part typesare produced in the same workstation.
Tayur [31,32] developed some theoretical re-sults ± reversibility and dominance ± that charac-terize the dynamics of kanban-controlledmanufacturing systems. His study also providessome insights into the behavior of those systemsand greatly reduces the simulation e�orts requiredin an investigation. In a serial periodic pull pro-duction system with an in®nite supply of rawmaterial to the ®rst stage and subject to stochasticdemand for ®nished product at the last stage:· Increasing the number of identical stages in se-
ries, with keeping all other system parametersthe same, decreases the mean throughput rateof the system.
· Increasing the demand arrival rate of ®nishedproduct, with keeping all other system parame-ters the same, increases the mean throughputrate of the system.
· Increasing the length of the transfer/review peri-od, with keeping all other system parameters the
same, decreases the mean throughput rate of thesystem.
· Increasing the total work content to be allocatedto the stages of the system, with keeping all oth-er system parameters the same, decreases themean throughput rate of the system.
· Increasing the total number of kanbans to be al-located to the stages of the system, with keepingall other system parameters the same, increasesthe mean throughput rate of the system.
· Increasing the maximum level of allowed back-orders, with keeping all other system parametersthe same, increases the mean throughput rate ofthe system.The characterization of the optimal allocation of
scarce resources in a production system requiresfurther investigation with alternate models andtechniques through which the results may ®t real-lifebetter [14]. One direction is to try non-exponentialprocessing times with di�erent variations or anotherdirection is to broaden the allocation problem bycombining the decisions on bu�er storage capacityallocation with workload allocation.
3. Description of the system
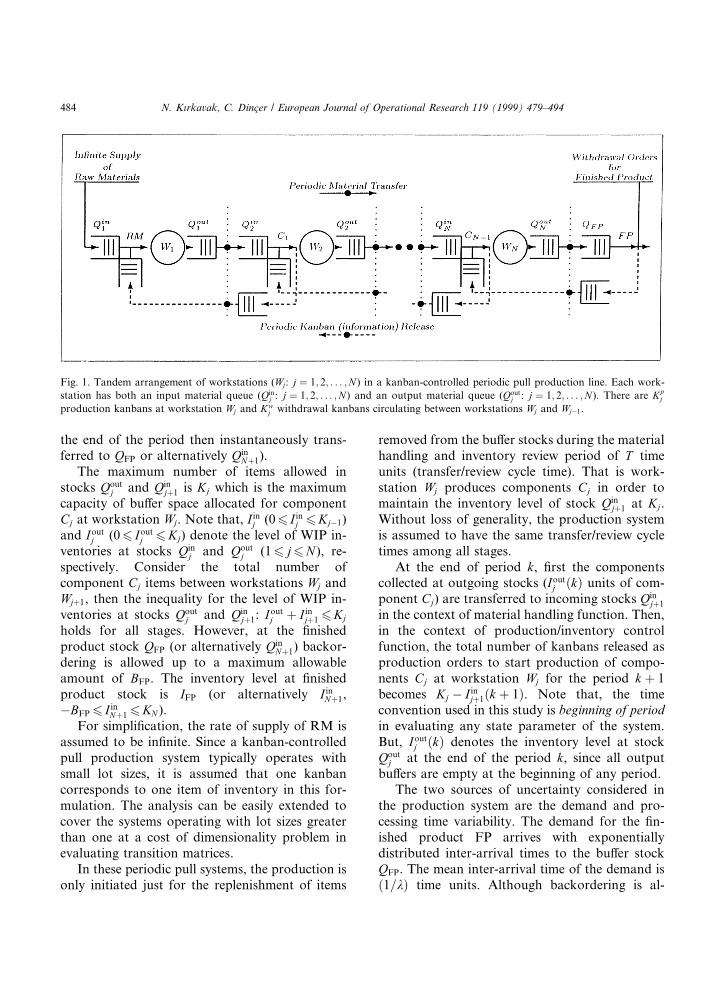
The basic production system considered in thispaper consists of N stages in tandem (see Fig. 1).At each stage there is only one workstation pro-cessing a single-item, so that the term `stages' and`workstations' could be used interchangeably. Wj
(16 j6N ) represents the workstation of stage j.At any workstation Wj, there are two stocks Qin
jand Qout
j , respectively, for storing incoming andoutgoing WIP inventory items. W1 is responsiblefor the ®rst operation of the item, converting rawmaterial RM (or alternatively denoted by com-ponent C0 stored in stock Qin
1 ) into component C1
(stored in stock Qout1 till the end of the period then
instantaneously transferred to stock Qin2 ). Wj
(26 j6N ÿ 1) converts component Cjÿ1 (fromstock Qin
j ) into component Cj (stored in Qoutj till the
end of the period then instantaneously transferredto stock Qin
j�1). Finally, WN performs the ®nal op-eration of the item, converting component CNÿ1
(from stock QinN ) into ®nished product FP (could be
alternatively denoted by CN and stored in QoutN till
N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494 483
the end of the period then instantaneously trans-ferred to QFP or alternatively Qin
N�1).The maximum number of items allowed in
stocks Qoutj and Qin
j�1 is Kj which is the maximumcapacity of bu�er space allocated for componentCj at workstation Wj. Note that, I in
j (06 I inj 6Kjÿ1)
and Ioutj (06 Iout
j 6Kj) denote the level of WIP in-ventories at stocks Qin
j and Qoutj (16 j6N ), re-
spectively. Consider the total number ofcomponent Cj items between workstations Wj andWj�1, then the inequality for the level of WIP in-ventories at stocks Qout
j and Qinj�1: Iout
j � I inj�16Kj
holds for all stages. However, at the ®nishedproduct stock QFP (or alternatively Qin
N�1) backor-dering is allowed up to a maximum allowableamount of BFP. The inventory level at ®nishedproduct stock is IFP (or alternatively I in
N�1,ÿBFP6 I in
N�16KN ).For simpli®cation, the rate of supply of RM is
assumed to be in®nite. Since a kanban-controlledpull production system typically operates withsmall lot sizes, it is assumed that one kanbancorresponds to one item of inventory in this for-mulation. The analysis can be easily extended tocover the systems operating with lot sizes greaterthan one at a cost of dimensionality problem inevaluating transition matrices.
In these periodic pull systems, the production isonly initiated just for the replenishment of items
removed from the bu�er stocks during the materialhandling and inventory review period of T timeunits (transfer/review cycle time). That is work-station Wj produces components Cj in order tomaintain the inventory level of stock Qin
j�1 at Kj.Without loss of generality, the production systemis assumed to have the same transfer/review cycletimes among all stages.
At the end of period k, ®rst the componentscollected at outgoing stocks (Iout
j �k� units of com-ponent Cj) are transferred to incoming stocks Qin
j�1
in the context of material handling function. Then,in the context of production/inventory controlfunction, the total number of kanbans released asproduction orders to start production of compo-nents Cj at workstation Wj for the period k � 1becomes Kj ÿ I in
j�1�k � 1�. Note that, the timeconvention used in this study is beginning of periodin evaluating any state parameter of the system.But, Iout
j �k� denotes the inventory level at stockQout
j at the end of the period k, since all outputbu�ers are empty at the beginning of any period.
The two sources of uncertainty considered inthe production system are the demand and pro-cessing time variability. The demand for the ®n-ished product FP arrives with exponentiallydistributed inter-arrival times to the bu�er stockQFP. The mean inter-arrival time of the demand is�1=k� time units. Although backordering is al-
Fig. 1. Tandem arrangement of workstations (Wj: j � 1; 2; . . . ;N ) in a kanban-controlled periodic pull production line. Each work-
station has both an input material queue (Qinj : j � 1; 2; . . . ;N ) and an output material queue (Qout
j : j � 1; 2; . . . ;N ). There are Kpj
production kanbans at workstation Wj and Kwj withdrawal kanbans circulating between workstations Wj and Wjÿ1.
484 N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494

lowed, an arriving ®nished product demand ®nd-ing an amount of BFP backordered FP items (thatmeans, I in
N�1 or alternatively IFP is equal to ÿBFP) islost. The processing times are assumed to be ex-ponentially distributed. The mean processing timeat workstation Wj is �1=lj� time units. For sim-pli®cation, the workstations are assumed to bereliable. As a result, there are N � 1 stochasticprocesses involved in the formulation of the sys-tem.
The long-term behavior of the system. In thisformulation, the limiting distribution of the statesof the system ~p, of size jEj, could be found (if itexists) by solving the stationary equations of theMarkov chain under consideration with theboundary condition imposed:
~pM �~p and ~p e~T � 1;
where e~ is a row vector with all elements equal toone, ~p the unique solution of the above transitionand the boundary equations. A discussion on avariety of methods to compute the stationaryprobabilities of large Markov chains can be foundin [5,22].
Mean throughput rate. Considering the long-term behavior of the system, the throughput ratesof the workstations are equal to each other be-cause of the conservation of material ¯ow in thesystem. The mean throughput rate of workstationWj is denoted by MTRj and de®ned as the expectednumber of component Cj items produced per unittime. The mean throughput rate of the system is
MTR �MTRN �MTRNÿ1 � � � � �MTR2
�MTR1:
A single-item multi-stage stochastic periodicpull production system is considered in this studyto investigate the impacts of system parameters onthe mean throughput rate of the system. All de-scriptive and modelling details of this productionsystem can be found in [17].
4. Statement of the problem
After the brief discussion about the systemparameters and the mean throughput rate of the
system, it appears that we must progress to theintegration of all system parameters simulta-neously in the setting of a scarce resource alloca-tion problem. That is, given a set of parameters,the problem is to determine the best choice of theseparameters in order to optimize the performanceof the system.
Other than the integration of two allocationproblems, the basic model utilized here is essen-tially the same as the previous studies in the liter-ature. The system consists of N production stagescorresponding to N workstations in series. Sup-pose that the set of all production operations re-quired to transform a raw material into a ®nishedproduct (which is also called the total work con-tent) requires a total of TWC time units. That is,the sum of the mean processing times at all stages,PN
j�1 1=lj, is TWC. On the other hand, the totalnumber of kanbans available for bu�er storage inthe system (excluding the input bu�er stock of the®rst stage),
PNj�1 Kj, is TNK which corresponds to
the maximum number of in-process materials and®nished product allowed in the system at any in-stant.
The primary measure of performance of thesystem is assumed to be the mean throughput rateMTR� ~W; ~K�, where ~W � �1=l1; 1=l2; . . . ; 1=lN�represents the allocation of workload to worksta-tions and ~K � �K1;K2; . . . ;KN � represents the al-location of kanbans between workstations.
The basic problem is to ®nd the allocationvectors ~W and ~K which maximizes MTR� ~W; ~K�subject to workload and kanban constraints. Inthe below formulation of the problem, the pa-rameters N , TWC and TNK are ®xed constants,whereas the lj are continuous and the Kj are in-teger decision variables:
maximize MTR� ~W; ~K�
subject toXN
j�1
1=lj � TWC;
XN
j�1
Kj � TNK;
1=lj > 0; Kj > 0 and Kj integer
for j � 1; 2; . . . ;N :
N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494 485

The above optimization model can be viewed asa linearly constrained mixed integer non-linearprogramming problem, where the non-linearfunction MTR� ~W; ~K� cannot be expressed ex-plicitly. Even if the processing and demand inter-arrival times are assumed to be exponential, thelimitation imposed by the number of kanbans willcause the output process not to be Poisson. Forthis reason closed form solutions for the stationaryprobabilities of the system are not available andnumerical methods should be used.
The evaluation of MTR� ~W; ~K� for any given~W and ~K involves formulating the underlyingqueuing process as a ®nite state, discrete timeMarkov chain, and then using an appropriatenumerical procedure (such as the Gauss±Seidelmethod) to solve the resultant system of linearequations to obtain the stationary distribution ofthe system. Unfortunately, the number of states inthe state space of the involved Markov chain, andso the number of equations to be solved, growsvery rapidly with N , Kj and BFP. For many of thecases considered in this study, this number is in thethousands. This rapid growth imposes de®nitelimits on the size of the problem that will becomputationally tractable.
For the allocation of workload and kanban,there are several empirically observed propertieswhich are ®rst reported by Hillier and Boling [10]in serial production lines. As summarized below,subsequent studies in the literature have supportedthe validity of these properties as well.· Reversibility: The mean throughput rate of the
system is the same if the allocations are reversed,that is
MTR� ~W; ~K� �MTR� ~W0; ~K
0�
for any arbitrary allocation of workload~W � �1=l1; 1=l2; . . . ; 1=lN �, its mirror image is~W0 � �1=lN ; 1=lNÿ1; . . . ; 1=l1� and for any ar-
bitrary allocation of kanban (bu�er storagecapacity) ~K � �K1;K2; . . . ;KN �, its mirror im-age is ~K
0 � �KN ;KNÿ1; . . . ;K1�.· Symmetry: The optimal allocation of both
workload and kanban (bu�er storage capacity)which maximizes the mean throughput rate issymmetric, that is
1=lj � 1=lN�1ÿj and Kj � KN�1ÿj
for j � 1; 2; . . . ;N :
· Monotonicity (or bowl phenomenon): The work-stations receive a decreasing amount of work-load or an increasing amount of bu�er storagecapacity as they get closer to the center of theproduction line, that is:� in terms of workload allocation:
1=ljÿ1 > 1=lj for 26 j6 N2
� �;
1=lj < 1=lj�1 forN2
� �< j6N ÿ 1
or� in terms of kanban allocation:
Kjÿ1 < Kj for 26 j6 N2
� �;
Kj > Kj�1 forN2
� �< j6N ÿ 1:
None of these properties has been proven yet.However, note that the reversibility property im-mediately implies that if the optimal solution isunique then it must satisfy the symmetry property.
It is empirically shown that the number of se-rious candidates to be an optimal allocation isgenerally small. The number of feasible allocationsthat need to be evaluated can be reduced greatlyby using two key theoretical results, reversibilityand the concavity of the mean throughput ratefunction with respect to allocation of both work-load and bu�er storage capacity [31,32,35,37].
5. Experimental study
These structural results together with the per-formance of balanced systems (more or less similarto unbalanced systems within 1% or 2% of theoptimal) imply that an optimal allocation could befound in some neighborhood of a balanced allo-cation. Therefore, rather than using an optimumseeking search procedure, an enumeration ap-proach is to be used in this study. An unbalancingmeasure which shows the degree of imbalance inan arbitrary allocation is to be de®ned as follows:
486 N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494

· For the allocation of workload:
DIw �max16 j6N �1=lj� ÿmin16 j6N �1=lj�
t0;
where TWC is assumed to be equal to N � 10�t0 (10� t0 is the average processing time foreach stage) and t0 is the elemental operationtime.
· For the allocation of kanban:
DIk � max16 j6N
�Kj� ÿ min16 j6N
�Kj�:
5.1. Design of experiment
An experiment is designed in order to investi-gate the optimal allocation of both workload andkanban in multi-stage single-item pull productionsystems in which the Poisson demand arrives at thelast stage with a mean rate of k. The demand ar-rivals during the times the ®nished product bu�eris empty are lost (backordering is not allowed,BFP � 0). At each stage of the system, the pro-cessing times are exponential with the mean 1=lj,where
PNj�1 1=lj � TWC and the number of kan-
bans allocated is Kj, wherePN
j�1 Kj � TNK. Thestatus of the system is reviewed periodically with aperiod length of T . The production and materialwithdrawal orders are released at the beginning ofperiods. It is also assumed that the raw materialsupply for the ®rst stage is in®nite and the materialhandling times between stages are zero.
In the context of this experiment, 48 two-stagesystems, 36 three-stage systems and 20 four-stagesystems are evaluated. The framework of the ex-periment is as follows:· Case 1: Two-stage systems.� Mean demand arrival rate is ®xed, k � 1:0.� Total work content is set equal to three di�er-
ent levels, TWC � 1:0; 1:50; 2:0, correspond-ing to three di�erent levels for the demandload, q � 0:50; 0:75; 1:0.
� Total number of kanbans is varied from 2 to9, TNK � 2; 3; 4; 5; 6; 7; 8; 9.
� Length of the transfer/review period is set totwo di�erent values, T � 0:0001; 1:0, whereT � 0:0001 approximates the continuous re-view instantaneous order pull system.
� The maximum allowable value for the degreeof imbalance is less than or equal to 5, that isDIw6 5 and DIk 6 5.
· Case 2: Three-stage systems.� Mean demand arrival rate is ®xed, k � 1:0.� Total work content is set equal to three di�er-
ent levels, TWC � 1:50; 2:25; 3:0, correspond-ing to three di�erent levels for the demandload, q � 0:50; 0:75; 1:0.
� Total number of kanbans is varied within twodisjoint sets, TNK � 3; 4; 5 and 12; 13; 14.
� Length of the transfer/review period is set totwo di�erent values, T � 0:0001; 1:0, whereT � 0:0001 approximates the continuous re-view instantaneous order pull system.
� The maximum allowable value for the degreeof imbalance is less than or equal to 5, that isDIw6 5 and DIk 6 5.
· Case 3: Four-stage systems.� Mean demand arrival rate is ®xed, k � 1:0.� Total work content is set equal to two di�er-
ent levels, TWC � 2:0; 4:0, corresponding totwo di�erent levels for the demand load,q � 0:50; 1:0.
� Total number of kanbans is varied from 4 to8, TNK � 4; 5; 6; 7; 8.
� Length of the transfer/review period is set totwo di�erent values, T � 0:0001; 1:0, whereT � 0:0001 approximates the continuous re-view instantaneous order pull system.
� The maximum allowable value for the degreeof imbalance is less than or equal to 4, that isDIw6 4 and DIk 6 4.
In order to obtain the general behavior of thesystems in some neighborhood of balanced allo-cations, 960 two-stage, 18786 three-stage and26040 four-stage MTR functions are evaluated bysolving the involved one-step transition matricesobtained from discrete-time Markov chain models.
5.2. Empirical results
We will present our ®ndings on the optimalallocation of workload and kanban by focusing ontwo-, three- and four-stage pull production lines,respectively. In the context of the designed exper-iment 104 di�erent systems are evaluated in 500
N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494 487
(on the average) di�erent con®gurations. Becauseof the huge amount of raw I/O data (input:462,234 data items and output: 995,334 dataitems), we will brie¯y discuss some of the ®ndingsas empirical observations, factorial regressionmodels and optimal allocations.
5.2.1. Empirically observed propertiesThroughout the experiments, according to
optimal allocation results the properties ± re-versibility, symmetry and monotonicity (or bowlphenomenon) ± are not veri®ed. The periodic pullproduction system modeled and analyzed in thisstudy is not reversible. The stages closer to the®nished product demand require more resources(more production rate and/or more bu�er storagecapacity) relative to the stages closer to rawmaterial supply. This is because of our in®niteassumption of raw material supply to the ®rststage.
Then, the empirical results show that the opti-mal allocation is not symmetric. The optimal al-location in general follows a pattern of decreasingworkload and increasing kanban allocation to-wards the end of the production line. As a result,the bowl-phenomenon is not observed in theseperiodic pull production lines. Although we haveevaluated all possible allocations within the limi-tations on DIw and DIk, giving preferential treat-
ment to center workstations does not yield bettermean throughput rates than we found by givingpreferential treatment to the ending stages whichare closer to ®nished product demand.
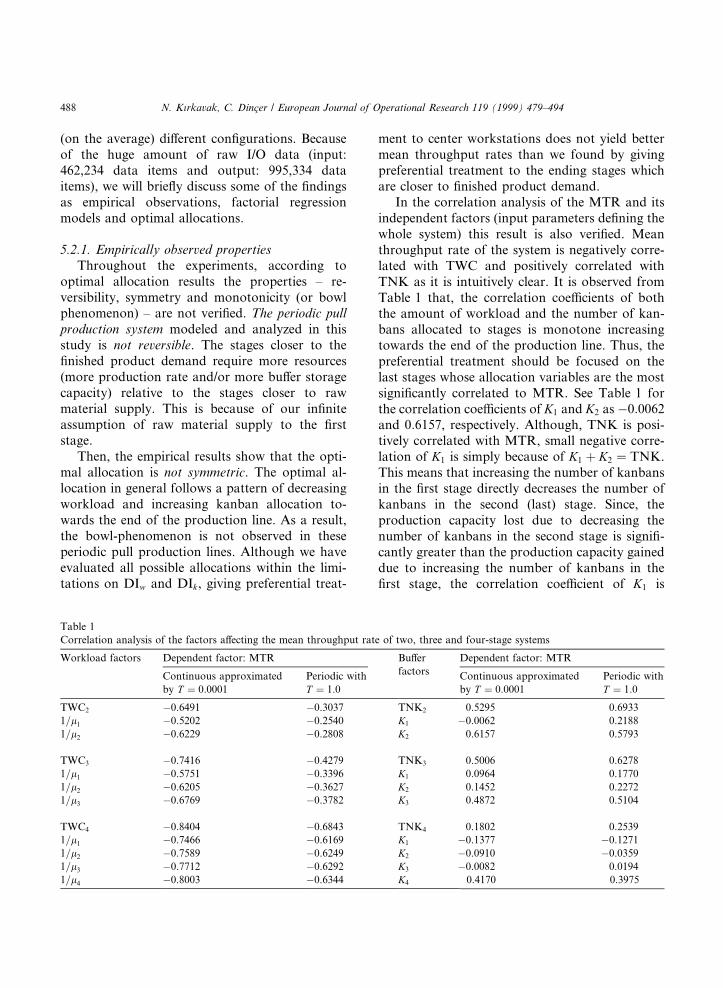
In the correlation analysis of the MTR and itsindependent factors (input parameters de®ning thewhole system) this result is also veri®ed. Meanthroughput rate of the system is negatively corre-lated with TWC and positively correlated withTNK as it is intuitively clear. It is observed fromTable 1 that, the correlation coe�cients of boththe amount of workload and the number of kan-bans allocated to stages is monotone increasingtowards the end of the production line. Thus, thepreferential treatment should be focused on thelast stages whose allocation variables are the mostsigni®cantly correlated to MTR. See Table 1 forthe correlation coe�cients of K1 and K2 as ÿ0:0062and 0:6157, respectively. Although, TNK is posi-tively correlated with MTR, small negative corre-lation of K1 is simply because of K1 � K2 � TNK.This means that increasing the number of kanbansin the ®rst stage directly decreases the number ofkanbans in the second (last) stage. Since, theproduction capacity lost due to decreasing thenumber of kanbans in the second stage is signi®-cantly greater than the production capacity gaineddue to increasing the number of kanbans in the®rst stage, the correlation coe�cient of K1 is
Table 1
Correlation analysis of the factors a�ecting the mean throughput rate of two, three and four-stage systems
Workload factors Dependent factor: MTR Bu�er
factors
Dependent factor: MTR
Continuous approximated
by T � 0:0001
Periodic with
T � 1:0
Continuous approximated
by T � 0:0001
Periodic with
T � 1:0
TWC2 ÿ0.6491 ÿ0.3037 TNK2 0.5295 0.6933
1=l1 ÿ0.5202 ÿ0.2540 K1 ÿ0.0062 0.2188
1=l2 ÿ0.6229 ÿ0.2808 K2 0.6157 0.5793
TWC3 ÿ0.7416 ÿ0.4279 TNK3 0.5006 0.6278
1=l1 ÿ0.5751 ÿ0.3396 K1 0.0964 0.1770
1=l2 ÿ0.6205 ÿ0.3627 K2 0.1452 0.2272
1=l3 ÿ0.6769 ÿ0.3782 K3 0.4872 0.5104
TWC4 ÿ0.8404 ÿ0.6843 TNK4 0.1802 0.2539
1=l1 ÿ0.7466 ÿ0.6169 K1 ÿ0.1377 ÿ0.1271
1=l2 ÿ0.7589 ÿ0.6249 K2 ÿ0.0910 ÿ0.0359
1=l3 ÿ0.7712 ÿ0.6292 K3 ÿ0.0082 0.0194
1=l4 ÿ0.8003 ÿ0.6344 K4 0.4170 0.3975
488 N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494
turned out to be negative. A similar e�ect is alsoobserved for four stage systems.
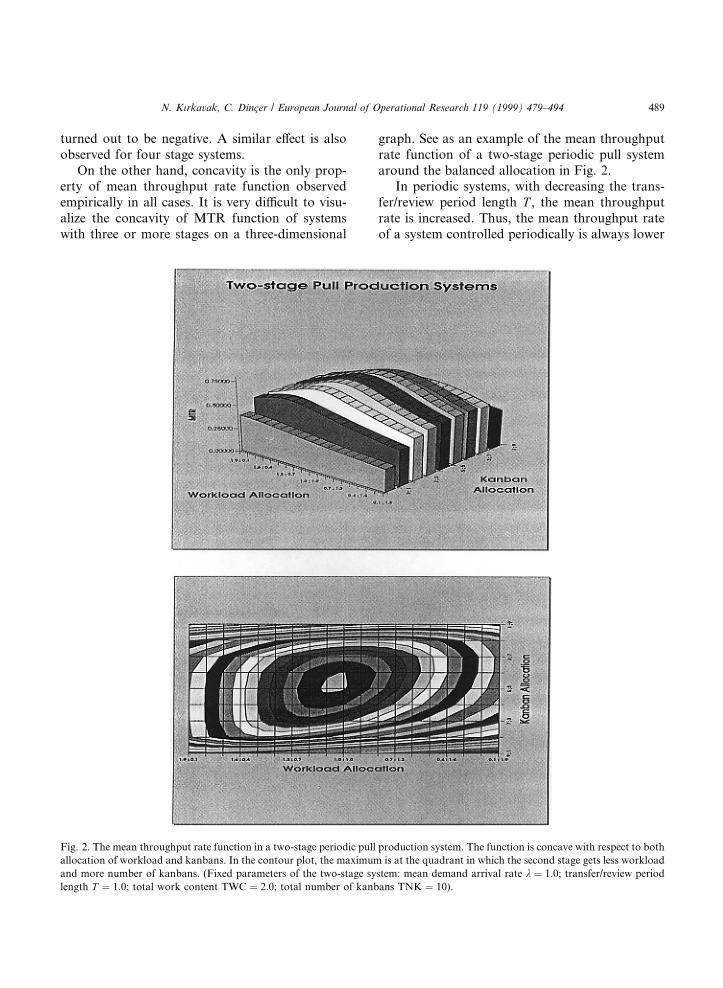
On the other hand, concavity is the only prop-erty of mean throughput rate function observedempirically in all cases. It is very di�cult to visu-alize the concavity of MTR function of systemswith three or more stages on a three-dimensional
graph. See as an example of the mean throughputrate function of a two-stage periodic pull systemaround the balanced allocation in Fig. 2.
In periodic systems, with decreasing the trans-fer/review period length T , the mean throughputrate is increased. Thus, the mean throughput rateof a system controlled periodically is always lower
Fig. 2. The mean throughput rate function in a two-stage periodic pull production system. The function is concave with respect to both
allocation of workload and kanbans. In the contour plot, the maximum is at the quadrant in which the second stage gets less workload
and more number of kanbans. (Fixed parameters of the two-stage system: mean demand arrival rate k � 1:0; transfer/review period
length T � 1:0; total work content TWC � 2:0; total number of kanbans TNK � 10).
N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494 489
than its continuous counterpart. But, on the otherhand, the periodic systems carry less inventorythan the continuous systems. There is a trade-o�between throughput and the inventory dependingon the transfer/review period length so that onecannot prefer continuous control, simply that thesystem could produce more relative to its periodiccounterpart, without further analysis of the coststructure.
5.2.2. Factorial regression modelsThe amount of output data obtained through-
out the experiment is very large so that one cannotsimply analyze the whole data and point out somerules for the optimal allocation of workload andkanban in pull production systems. In order tosummarize the output data some regression mod-els are utilized.
In this regression analysis, there is a singledependent variable (or response) MTR� ~W; ~K�,that depends on 2� N independent (or regressor)variables ~W and ~K. The relationship betweenthese variables is characterized by a mathematicalmodel. The regression model is ®t to the outputdata obtained from the designed experiment.However, the true functional relationship be-tween the response and the regressors is un-known.
Linear factorial regression model:
MTR1reg� ~W; ~K� � a0 �
XN
i�1
ai1=li �XN
i�1
aN�iKi:
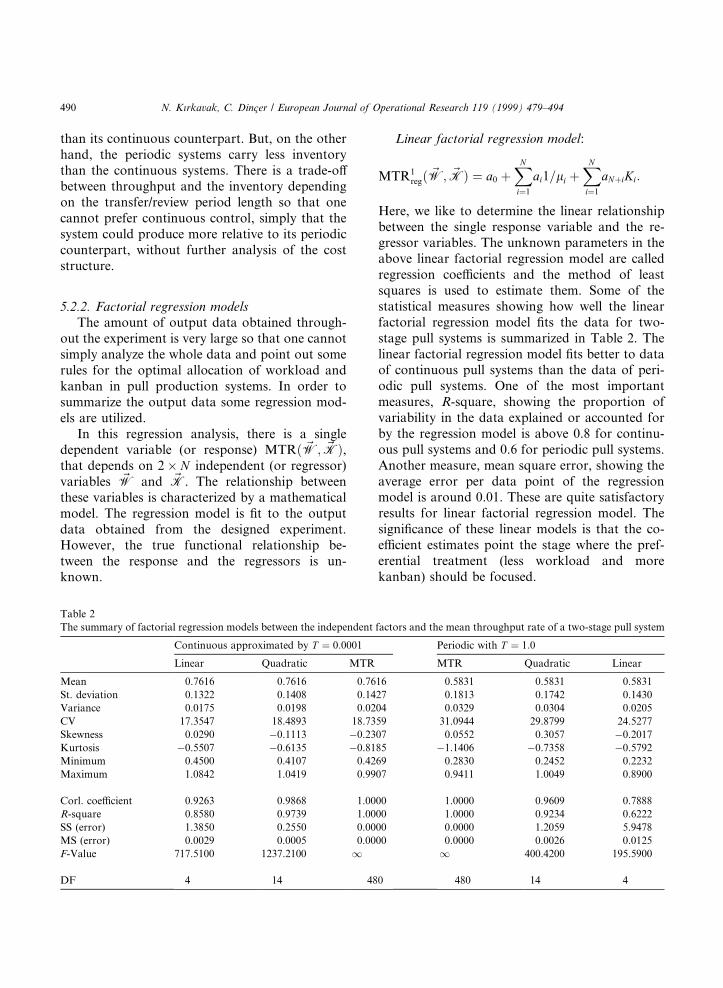
Here, we like to determine the linear relationshipbetween the single response variable and the re-gressor variables. The unknown parameters in theabove linear factorial regression model are calledregression coe�cients and the method of leastsquares is used to estimate them. Some of thestatistical measures showing how well the linearfactorial regression model ®ts the data for two-stage pull systems is summarized in Table 2. Thelinear factorial regression model ®ts better to dataof continuous pull systems than the data of peri-odic pull systems. One of the most importantmeasures, R-square, showing the proportion ofvariability in the data explained or accounted forby the regression model is above 0.8 for continu-ous pull systems and 0.6 for periodic pull systems.Another measure, mean square error, showing theaverage error per data point of the regressionmodel is around 0.01. These are quite satisfactoryresults for linear factorial regression model. Thesigni®cance of these linear models is that the co-e�cient estimates point the stage where the pref-erential treatment (less workload and morekanban) should be focused.
Table 2
The summary of factorial regression models between the independent factors and the mean throughput rate of a two-stage pull system
Continuous approximated by T � 0:0001 Periodic with T � 1:0
Linear Quadratic MTR MTR Quadratic Linear
Mean 0.7616 0.7616 0.7616 0.5831 0.5831 0.5831
St. deviation 0.1322 0.1408 0.1427 0.1813 0.1742 0.1430
Variance 0.0175 0.0198 0.0204 0.0329 0.0304 0.0205
CV 17.3547 18.4893 18.7359 31.0944 29.8799 24.5277
Skewness 0.0290 ÿ0.1113 ÿ0.2307 0.0552 0.3057 ÿ0.2017
Kurtosis ÿ0.5507 ÿ0.6135 ÿ0.8185 ÿ1.1406 ÿ0.7358 ÿ0.5792
Minimum 0.4500 0.4107 0.4269 0.2830 0.2452 0.2232
Maximum 1.0842 1.0419 0.9907 0.9411 1.0049 0.8900
Corl. coe�cient 0.9263 0.9868 1.0000 1.0000 0.9609 0.7888
R-square 0.8580 0.9739 1.0000 1.0000 0.9234 0.6222
SS (error) 1.3850 0.2550 0.0000 0.0000 1.2059 5.9478
MS (error) 0.0029 0.0005 0.0000 0.0000 0.0026 0.0125
F-Value 717.5100 1237.2100 1 1 400.4200 195.5900
DF 4 14 480 480 14 4
490 N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494

· Two-stage systems: The coe�cient estimates oflinear factorial regression model has the rela-tion, a1 > a2 and a3 < a4. This means: in orderto increase mean throughput rate of the systemallocate less workload and more kanban to thesecond stage than the ®rst stage.
· Three-stage systems: The coe�cient estimates oflinear factorial regression model has the rela-tion, a1 > a2 > a3 and a4 < a5 < a6. This means:in order to increase mean throughput rate of thesystem a decreasing workload and an increasingkanban allocation should be utilized. The mostcritical stage that requires preferential treatmentis the last stage.
· Four-stage systems: The coe�cient estimates oflinear factorial regression model has the rela-tion, a1 > a2 > a3 > a4 and a5 < a6 < a7 < a8.This means: in order to increase mean through-put rate of the system a decreasing workloadand an increasing kanban allocation should beutilized. The most critical stage that requirespreferential treatment is the last stage.Response surface methodology is a collection
of mathematical and statistical techniques that areuseful for the modelling and analysis of problemsin which a response, like mean throughput rateMTR, is in¯uenced by several variables, likeworkload and kanban allocations ~W and ~K, andthe objective is to optimize the response. If the®tted surface is an adequate approximation of theresponse function, then analysis of the ®tted sur-face will be approximately equivalent to analysisof the actual system. Since the form of the rela-tionship between the response and the independentvariables is unknown, a low-order (second order)polynomial is employed.
Quadratic factorial regression model:
MTR2reg� ~W; ~K�
� a0 �XN
i�1
ai1=li �XN
i�1
aN�iKi
�XN
i�1
XN
j�i
ai;j1=li1=lj
"�XN
j�1
ai;N�j1=liKj
#
�XN
i�1
XN
j�i
aN�i;N�jKiKj:
The method of least squares is again used toestimate the regression coe�cients. The quadraticfactorial regression model better ®ts the data thanthe linear model in terms of all statistical measuresconsidered. R-square is above 0:9 and 0:8 forcontinuous and periodic pull systems, respectively.Mean square error is reduced to 0:005. But, on theother hand, individual interpretation of regressioncoe�cients with the inclusion of second orderterms becomes meaningless. See Table 3 for theincrease in number of terms to be utilized in a thirdorder polynomial relative to linear and quadraticmodels.
5.2.3. Optimal allocationsThroughout this experiment an overall average
of 1.35% improvement is obtained in the meanthroughput rate over the balanced (as possible as)systems. See Table 4 for the average improvementin MTR of the systems evaluated. Note that, in thedesign of experiment, there are several cases inwhich the total number of kanbans cannot beequally allocated to the stages in the system. Insuch cases, a composite measure of the degree ofimbalance in both allocation of workload andkanban is de®ned as
DI � 1
24 ÿ NTWC
�����������YNi�1
1
li
N
vuut0@ 1A35� 1
24 ÿ NTNK
�����������YNi�1
KiN
vuut0@ 1A35:This aids to ®nd the most closely balanced
con®guration with maximized mean throughputrate. The level of the average improvement ob-
Table 3
The number of terms utilized in factorial regression models
developed for pull production systems
Factorial regression
models
Number of regression terms
2-stage 3-stage 4-stage
MTR1reg� ~W; ~K� 5 7 9
MTR2reg� ~W; ~K� 15 28 45
MTR3reg� ~W; ~K� 35 84 165
MTRlreg� ~W; ~K� 1�Pl
j�12Nÿ1�j
j
� �
N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494 491
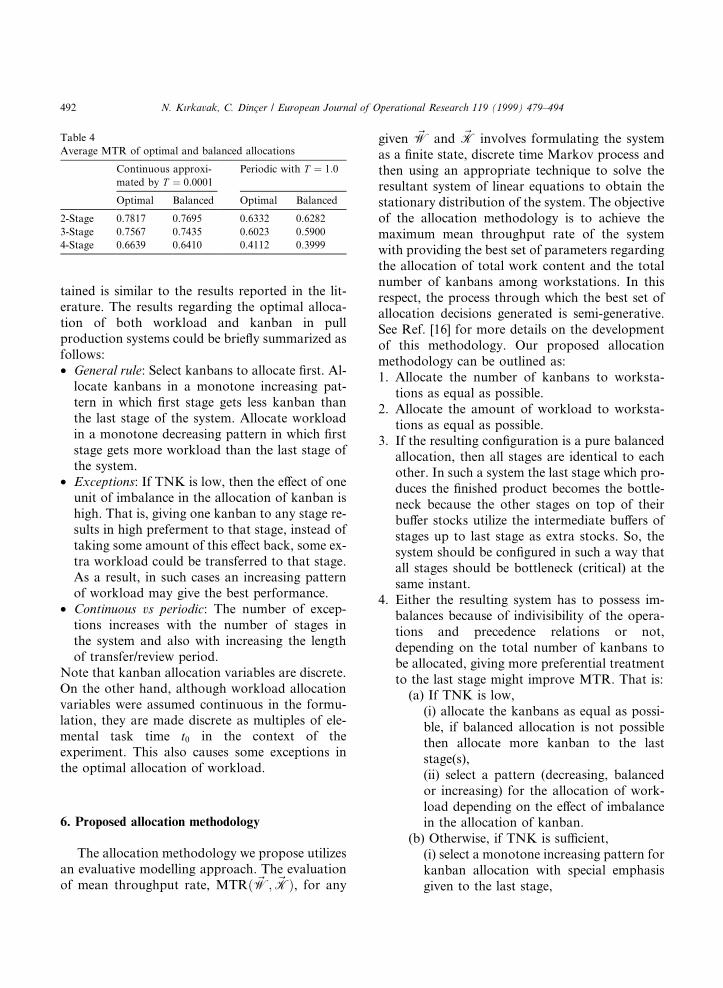
tained is similar to the results reported in the lit-erature. The results regarding the optimal alloca-tion of both workload and kanban in pullproduction systems could be brie¯y summarized asfollows:· General rule: Select kanbans to allocate ®rst. Al-
locate kanbans in a monotone increasing pat-tern in which ®rst stage gets less kanban thanthe last stage of the system. Allocate workloadin a monotone decreasing pattern in which ®rststage gets more workload than the last stage ofthe system.
· Exceptions: If TNK is low, then the e�ect of oneunit of imbalance in the allocation of kanban ishigh. That is, giving one kanban to any stage re-sults in high preferment to that stage, instead oftaking some amount of this e�ect back, some ex-tra workload could be transferred to that stage.As a result, in such cases an increasing patternof workload may give the best performance.
· Continuous vs periodic: The number of excep-tions increases with the number of stages inthe system and also with increasing the lengthof transfer/review period.
Note that kanban allocation variables are discrete.On the other hand, although workload allocationvariables were assumed continuous in the formu-lation, they are made discrete as multiples of ele-mental task time t0 in the context of theexperiment. This also causes some exceptions inthe optimal allocation of workload.
6. Proposed allocation methodology
The allocation methodology we propose utilizesan evaluative modelling approach. The evaluationof mean throughput rate, MTR� ~W; ~K�, for any
given ~W and ~K involves formulating the systemas a ®nite state, discrete time Markov process andthen using an appropriate technique to solve theresultant system of linear equations to obtain thestationary distribution of the system. The objectiveof the allocation methodology is to achieve themaximum mean throughput rate of the systemwith providing the best set of parameters regardingthe allocation of total work content and the totalnumber of kanbans among workstations. In thisrespect, the process through which the best set ofallocation decisions generated is semi-generative.See Ref. [16] for more details on the developmentof this methodology. Our proposed allocationmethodology can be outlined as:1. Allocate the number of kanbans to worksta-
tions as equal as possible.2. Allocate the amount of workload to worksta-
tions as equal as possible.3. If the resulting con®guration is a pure balanced
allocation, then all stages are identical to eachother. In such a system the last stage which pro-duces the ®nished product becomes the bottle-neck because the other stages on top of theirbu�er stocks utilize the intermediate bu�ers ofstages up to last stage as extra stocks. So, thesystem should be con®gured in such a way thatall stages should be bottleneck (critical) at thesame instant.
4. Either the resulting system has to possess im-balances because of indivisibility of the opera-tions and precedence relations or not,depending on the total number of kanbans tobe allocated, giving more preferential treatmentto the last stage might improve MTR. That is:
(a) If TNK is low,(i) allocate the kanbans as equal as possi-ble, if balanced allocation is not possiblethen allocate more kanban to the laststage(s),(ii) select a pattern (decreasing, balancedor increasing) for the allocation of work-load depending on the e�ect of imbalancein the allocation of kanban.
(b) Otherwise, if TNK is su�cient,(i) select a monotone increasing pattern forkanban allocation with special emphasisgiven to the last stage,
Table 4
Average MTR of optimal and balanced allocations
Continuous approxi-
mated by T � 0:0001
Periodic with T � 1:0
Optimal Balanced Optimal Balanced
2-Stage 0.7817 0.7695 0.6332 0.6282
3-Stage 0.7567 0.7435 0.6023 0.5900
4-Stage 0.6639 0.6410 0.4112 0.3999
492 N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494
(ii) select a monotone decreasing patternfor workload allocation in which the ®rststage gets more workload than the laststage.
Note that, decreasing the workload and increasingthe number of kanbans in a system have similare�ect on mean throughput rate. In this respect theyare treated as substitute of each other.
7. Conclusion
In the recent years, with parallel to the devel-opments in manufacturing and computer tech-nology, classical production facilities are beingreplaced by advanced systems and the companieshave entered into a new age of global competi-tiveness. Because of the scarcity of world's naturalresources, it becomes necessary to look for ways ofimproving productivity and reducing coststhrough a system of waste elimination. One suchsystem is the JIT production system in which thewaste is greatly reduced by adapting to changes.Thus, having all processes produce the necessaryparts at the necessary time and having on handonly the minimum stock needed to hold the pro-cesses together. The pull production system is away of implementing the JIT principles, with the®nished product `pulled' from the system at theactual demand rate.
The major decisions for pull production systemsare concerned with the allocation of workload(operations) to workstations, the determination ofthe number of kanbans between workstations andthe production/transfer batch sizes. An experimentis designed in order to investigate the optimal al-location of both workload and kanban in two-stage, three-stage and four-stage systems. The re-sults do not support the properties ± reversibility,symmetry and monotonicity ± in pull productionsystems. Similar to the results reported by Villedaet al. [33], a decreasing workload and an increasingkanban allocation strategy gives always a consis-tent improvement (1±10% relative to balanced al-location) in the mean throughput rate. That is, thestages closer to demand are intrinsically bottleneckin a balanced system and requires preferential
treatment (less workload and more bu�er storagecapacity) over the other stages.
With the insight gained in this study, develop-ing both exact and approximate performanceevaluation models for multi-item multi-stage pullproduction systems could be an interesting futureresearch. Note that, when there are more than oneitem in the system, because of some shared re-sources, set-up times and scheduling priorities theformulation becomes complicated. The use of va-cation queues could be helpful in the developmentof the approximate model.
References
[1] A.A. Andijani, G.M. Clark, Kanban allocation to serial
production lines in a stochastic environment, in: A. Sßatr
(Ed.), Just-in-time Manufacturing Systems: Operational
Planning and Control Issues, Elsevier, Amsterdam, 1991,
pp. 175±190.
[2] R.G. Askin, G. Mitwasi, J.B. Goldberg, Determining the
number of kanbans in multi-item just-in-time systems, IIE
Transactions 25 (1) (1993) 89±98.
[3] K.R. Baker, S.G. Powell, D.F. Pyke, Bu�ered and
unbu�ered assembly systems with variable processing
times, Journal of Manufacturing and Operations Man-
agement 3 (1990) 200±223.
[4] K.R. Baker, S.G. Powell, D.F. Pyke, Optimal allocation of
work in assembly systems, Management Science 39 (1)
(1993) 101±106.
[5] H. Baruh, T. Altok, Analytical perturbations in Markov
chains, European Journal of Operational Research 51
(1991) 210±222.
[6] R. Conway, W. Maxwell, J.O. McClain, L.J. Thomas, The
role of work-in-process inventory in serial production
lines, Operations Research 36 (2) (1988) 229±241.
[7] T.E. El-Rayah, The e�ciency of balanced and unbalanced
production lines, International Journal of Production
Research 17 (1) (1979) 61±75.
[8] T.E. El-Rayah, The e�ect of inequality of interstage bu�er
capacities and operation time variability on the e�ciency
of production line systems, International Journal of
Production Research 17 (1) (1979) 77±89.
[9] S. Gstettner, K. Kuhn, Analysis of production control
systems kanban and CONWIP, International Journal of
Production Research 34 (11) (1996) 3253±3273.
[10] F.S. Hillier, R.W. Boling, The e�ect of some design factors
on the e�ciency of production lines with variable opera-
tion times, Journal of Industrial Engineering 17 (1966)
651±658.
[11] F.S. Hillier, R.W. Boling, On the optimal allocation of
work in symmetrically unbalanced production line systems
with variable operation times, Management Science 25 (8)
(1979) 721±728.
N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494 493
[12] F.S. Hillier, K.C. So, The e�ect of the coe�cient of
variation of operation times on the allocation of storage
space in production line systems, IIE Transactions 23 (2)
(1991) 198±206.
[13] F.S. Hillier, K.C. So, The e�ect of machine breakdowns
and interstage storage on the performance of production
lines, International Journal of Production Research 29
(10) (1991) 2043±2055.
[14] F.S. Hillier, K.C. So, R.W. Boling, Notes: Toward
characterizing the optimal allocation of storage space in
production line systems with variable processing times,
Management Science 39 (1) (1993) 126±133.
[15] M.A. Jafari, J.G. Shanthikumar, Determination of opti-
mal bu�er storage capacities and optimal allocation in
multi stage automatic transfer lines, IIE Transactions 21
(2) (1989) 130±135.
[16] N. Kõrkavak, Modelling and analysis of pull production
systems, Ph.D. Dissertation, Department of Industrial
Engineering, Bilkent University, Ankara, Turkey, 1995.
[17] N. Kõrkavak, C. Dincßer, Performance evaluation models
for single-item periodic pull production systems, Journal
of the Operational Research Society 47 (2) (1996) 239±
250.
[18] M.J. Magazine, G.L. Silver, Heuristics for determining
output and work allocations in series ¯ow lines, Interna-
tional Journal of Production Research 16 (3) (1978) 169±
181.
[19] S. Meral, A design methodology for just-in-time produc-
tion lines, Ph.D. Dissertation, Department of Industrial
Engineering, Middle East Technical University, Ankara,
Turkey, 1993.
[20] E.J. Muth, A. Alka�, The bowl phenomenon revisited,
International Journal of Production Research 25 (2) (1987)
161±173.
[21] S. Payne, N. Slack, R. Wild, A note on operating
characteristics of `balanced' and `unbalanced' production
¯ow lines, International Journal of Production Research
10 (1) (1972) 93±98.
[22] B. Philippe, Y. Saad, W.J. Stewart, Numerical methods in
Markov chain modeling, Operations Research 40 (6)
(1992) 1156±1179.
[23] N.P. Rao, A generalization of the `bowl phenomenon' in
series production systems, International Journal of Pro-
duction Research 14 (4) (1976) 437±443.
[24] B.R. Sarker, Some comparative and design aspects of series
production systems, IIE Transactions 16 (3) (1984) 229±239.
[25] B.R. Sarker, R.D. Harris, The e�ect of imbalance in a just-
in-time production system: A simulation study, Interna-
tional Journal of Production Research 28 (5) (1988) 879±
894.
[26] T.J. Sheskin, Allocation of interstage storage along an
automatic production line, AIIE Transactions 8 (1) (1976)
146±152.
[27] J.M. Smith, S. Daskalaki, Bu�er space allocation in
automated assembly lines, Operations Research 36 (2)
(1988) 343±358.
[28] K.C. So, On the e�ciency of unbalancing production lines,
International Journal of Production Research 27 (4) (1989)
717±729.
[29] A.L. Soyster, J.W. Schmidt, M.W. Rohrer, Allocation of
bu�er capacities for a class of ®xed cycle production lines,
AIIE Transactions 11 (2) (1979) 140±146.
[30] K.E. Stecke, T.L. Morin, The optimality of balancing
workloads in certain types of ¯exible manufacturing
systems, European Journal of Operational Research 20
(1985) 68±82.
[31] S.R. Tayur, Properties of serial kanban systems, Queueing
Systems 12 (1992) 297±318.
[32] S.R. Tayur, Structural properties and a heuristic for
kanban-controlled serial lines, Management Science 39
(11) (1993) 1347±1368.
[33] R. Villeda, R. Dudek, M.L. Smith, Increasing the
production rate of a just-in-time production system with
variable operation times, International Journal of Produc-
tion Research 26 (11) (1988) 1749±1768.
[34] A. Wolisz, Production rate optimization in a two-stage
system with ®nite intermediate storage, European Journal
of Operational Research 18 (1984) 369±376.
[35] G. Yamazaki, T. Kawashima, H. Sakasegawa, Reversibil-
ity of tandem blocking queueing systems, Management
Science 31 (1985) 78±83.
[36] G. Yamazaki, H. Sakasegawa, J.G. Shanthikumar, On
optimal arrangement of stations in a tandem queueing
system with blocking, Management Science 38 (1) (1992)
137±153.
[37] D.D. Yao, Some properties of throughput function of
closed networks of queues, Operations Research Letters 3
(6) (1985) 313±317.
494 N. Kirkavak, C. Dincßer / European Journal of Operational Research 119 (1999) 479±494
Related Documents











