Tribology Transactions, 47: 299-307, 2004 Copyright C Society of Tribologists and Lubrication Engineers ISSN: 0569-8197 print / 1547-397X online DOI: 10.1080/05698190490440902 The Effect of Laser Texturing of Steel Surfaces and Speed-Load Parameters on the Transition of Lubrication Regime from Boundary to Hydrodynamic ANDRIY KOVALCHENKO, OYELAYO AJAYI, ALI ERDEMIR and GEORGE FENSKE Energy Technology Division Argonne National Laboratory Argonne, Illinois 60439 and IZHAK ETSION Department of Mechanical Engineering Technion Haifa, 32000, Israel Laser surface texturing (LST) is an emerging, effective method for improving the tribological performance of friction units lubricated with oil. In LST technology, a pulsating laser beam is used to create thousands of arranged microdimples on a surface by a material ablation process. These dimples generate hydrodynamic pressure between oil-lubricated parallel sliding surfaces. The impact of LST on lubricating-regime transitions was investigated in this study. Tribological experiments were carried out on pin-on-disk test apparatus at sliding speeds that ranged from 0.15 to 0.75 m/s and nominal contact pressures that ranged from 0.16 to 1.6 MPa. Two types of oil with differ- ent viscosities (54.8 cSt and 124.7 cSt at 40 ◦ C) were evaluated as lubricants. Electrical resistance between flat-pin and laser- textured disks was used to determine the operating lubrication regime. The test results showed that laser texturing expanded the range of speed-load parameters for hydrodynamic lubrication. LST also reduced the measured friction coefficients of contacts that operated under the hydrodynamic regime. The beneficial effects of laser surface texturing are more pronounced at higher speeds and loads and with higher viscosity oil. KEY WORDS Laser Surface Texturing; Hydrodynamic; Boundary; Lubrica- tion Regime; Friction Coefficient; Contact Resistance INTRODUCTION The need to reduce friction and the amount of wear on machine element components involved in sliding contact is ever present. The efficiency, reliability, and durability of such components de- Presented at the STLE/ASME Tribology Conference in Ponte Vedra Beach, Florida October 26-29, 2003 Final manuscript approved January 16, 2004 Review led by Itzhak Green pend on the friction occurring at the sliding contact interface. In addition, there is always the desire to increase the load capacity or the power density of machine elements, which of course will lead to higher severity of surface interaction. Both the need to reduce friction and the desire to increase load capacity require effective lubrication strategy for sliding surfaces. Surface lubrication involves many aspects of physical and chemical properties of the surface material and the lubricant. The viscosity of the lubricant and some of its other rheological proper- ties determine the thickness of the lubricant film. A thicker lubri- cant fluid film results in better lubrication. Similarly, the roughness of the contacting surfaces has a major impact on the friction and wear behavior of lubricated surfaces. In general, smoother sur- faces are better for lubrication. Indeed, the effects of lubricant film thickness and surface roughness on lubrication are combined in the so-called (λ) ratio parameter, defined as the ratio of the lubricant fluid film thickness to the composite surface roughness of contacting surfaces. The higher the λ ratio, the more effective the fluid lubrication mechanism, and very low values of λ indicate higher severity of interaction between asperities on contacting sur- faces. Of course, higher friction and wear are expected under the relatively severe contact conditions of low λ values. In recent years it has been shown that the presence of artifi- cially created macro features can significantly affect friction and wear of lubricated surfaces. For instance, “undulated” surfaces created by machining of 50–800-µm deep and about 20–500-µm wide periodic grooves on the surface of a titanium alloy disk was shown to reduce friction in lubricated reciprocating contact when compared to non-undulated surfaces (Tian, et al. (1)). The fric- tion reduction was attributed to the trapping of wear debris in the groove, thereby eliminating the “plowing” contribution to fric- tion. In the mechanical seal community, it has been recognized that macro surface patterns such as radial taper, hydropads, lobes, and grooves can have beneficial effects on lubrication of mechan- ical seals. With this recognition, Etsion, et al. (2) and Etsion and Halperin (3) recently developed a method to texture seal surfaces with a laser. The process, known as laser surface texturing (LST), 299 Downloaded by [Georgia Tech Library] at 18:48 02 February 2013

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Tribology Transactions, 47: 299-307, 2004Copyright C© Society of Tribologists and Lubrication EngineersISSN: 0569-8197 print / 1547-397X onlineDOI: 10.1080/05698190490440902
The Effect of Laser Texturing of Steel Surfacesand Speed-Load Parameters on the Transition of
Lubrication Regime from Boundary to HydrodynamicANDRIY KOVALCHENKO, OYELAYO AJAYI, ALI ERDEMIR and GEORGE FENSKE
Energy Technology DivisionArgonne National Laboratory
Argonne, Illinois 60439and
IZHAK ETSIONDepartment of Mechanical Engineering
Technion Haifa, 32000, Israel
Laser surface texturing (LST) is an emerging, effective
method for improving the tribological performance of friction
units lubricated with oil. In LST technology, a pulsating laser
beam is used to create thousands of arranged microdimples on
a surface by a material ablation process. These dimples generate
hydrodynamic pressure between oil-lubricated parallel sliding
surfaces. The impact of LST on lubricating-regime transitions
was investigated in this study. Tribological experiments were
carried out on pin-on-disk test apparatus at sliding speeds that
ranged from 0.15 to 0.75 m/s and nominal contact pressures
that ranged from 0.16 to 1.6 MPa. Two types of oil with differ-
ent viscosities (54.8 cSt and 124.7 cSt at 40◦C) were evaluated
as lubricants. Electrical resistance between flat-pin and laser-
textured disks was used to determine the operating lubrication
regime. The test results showed that laser texturing expanded the
range of speed-load parameters for hydrodynamic lubrication.
LST also reduced the measured friction coefficients of contacts
that operated under the hydrodynamic regime. The beneficial
effects of laser surface texturing are more pronounced at higher
speeds and loads and with higher viscosity oil.
KEY WORDS
Laser Surface Texturing; Hydrodynamic; Boundary; Lubrica-tion Regime; Friction Coefficient; Contact Resistance
INTRODUCTION
The need to reduce friction and the amount of wear on machineelement components involved in sliding contact is ever present.The efficiency, reliability, and durability of such components de-
Presented at the STLE/ASME Tribology Conferencein Ponte Vedra Beach, Florida
October 26-29, 2003Final manuscript approved January 16, 2004
Review led by Itzhak Green
pend on the friction occurring at the sliding contact interface. Inaddition, there is always the desire to increase the load capacity orthe power density of machine elements, which of course will leadto higher severity of surface interaction. Both the need to reducefriction and the desire to increase load capacity require effectivelubrication strategy for sliding surfaces.
Surface lubrication involves many aspects of physical andchemical properties of the surface material and the lubricant. Theviscosity of the lubricant and some of its other rheological proper-ties determine the thickness of the lubricant film. A thicker lubri-cant fluid film results in better lubrication. Similarly, the roughnessof the contacting surfaces has a major impact on the friction andwear behavior of lubricated surfaces. In general, smoother sur-faces are better for lubrication. Indeed, the effects of lubricantfilm thickness and surface roughness on lubrication are combinedin the so-called (λ) ratio parameter, defined as the ratio of thelubricant fluid film thickness to the composite surface roughnessof contacting surfaces. The higher the λ ratio, the more effectivethe fluid lubrication mechanism, and very low values of λ indicatehigher severity of interaction between asperities on contacting sur-faces. Of course, higher friction and wear are expected under therelatively severe contact conditions of low λ values.
In recent years it has been shown that the presence of artifi-cially created macro features can significantly affect friction andwear of lubricated surfaces. For instance, “undulated” surfacescreated by machining of 50–800-µm deep and about 20–500-µmwide periodic grooves on the surface of a titanium alloy disk wasshown to reduce friction in lubricated reciprocating contact whencompared to non-undulated surfaces (Tian, et al. (1)). The fric-tion reduction was attributed to the trapping of wear debris in thegroove, thereby eliminating the “plowing” contribution to fric-tion. In the mechanical seal community, it has been recognizedthat macro surface patterns such as radial taper, hydropads, lobes,and grooves can have beneficial effects on lubrication of mechan-ical seals. With this recognition, Etsion, et al. (2) and Etsion andHalperin (3) recently developed a method to texture seal surfaceswith a laser. The process, known as laser surface texturing (LST),
299
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3
300 A. KOVALCHENKO, O. AJAYI, A. ERDEMIR, G. FENSKE AND I. ETSION
involves creation of an array of microdimples on the seal surfaceby a material ablation process with a pulsating laser beam.
The laser surface texturing was shown both analytically andexperimentally to enhance hydrodynamic and hydrostatic lubri-cation of mechanical seals. The result is a significant improvementin the load capacity, wear resistance, and friction coefficient of me-chanical seals (Etsion, et al. (2); Etsion and Halperin (3)). The LSTmechanical seals have been successfully field tested and showed asubstantial reduction in wear and surface damage when comparedwith untextured seal surfaces.
With the excellent results of LST technology in seal applica-tions, it is now being considered and evaluated for other tribolog-ical applications, especially ones that involve conformal contacts.Analysis of lubrication mechanisms and optimization of LST forpiston ring and cylinder liner contact interfaces has been con-ducted (Ronen, et al. (4)). This analysis showed that the dimplearea density and the dimple diameter-to-depth ratio are the keyoptimizing parameters for this application. Experimental resultsfrom conformal reciprocating sliding contact tests showed thatLST reduced the friction coefficient by 30-40% when comparedwith an untextured surface under adequate flooded lubricationconditions (Ryk, et al. (5)). The results were consistent with ana-lytical predictions. Under starved lubrication, LST also providedbeneficial results in terms of friction reduction and increase in loadcapacity before seizure. It is assumed that the dimples act as an oilreservoir. It was, however, observed that when the dimples are rel-atively deep or when the oil viscosity is relatively high, LST may bedetrimental to tribological performance under starved-lubricationconditions.
In view of the promise, and perhaps some limitations, of thenew LST technology for applications on various lubricated tribo-logical components, it will be very useful to assess the impact ofsurface texturing with microdimples on lubrication regime tran-sition. Such an assessment could provide a guideline and betterunderstanding of the application of LST to various tribologicalcomponents. This article presents our experimental investigationof the effect of LST on lubrication regime transitions.
EXPERIMENTAL DETAILS
Tribological tests were conducted with a pin-on-disk frictionmachine in unidirectional sliding. The “pin” was a 9.55-mm-diameter hardened 52100 steel ball with a nominal hardness of60 HRC. In as much as the LST technology was developed andso far optimized for conformal contacts, a flat contact area wascreated on the ball sample by first sliding the ball against a flat
TABLE 1—DISK ROUGHNESS AND LST PARAMETERS
Disk 1 2 3 4 5 6 7 8 9
Depth of dimples, µm — — 5.5 5.5 4.5 5 6.5 4.0 6.5Surface roughness between dimples Ra, µm 0.01 0.12 0.03 0.02 0.05 0.06 0.07 0.09 0.09Diameter of dimples, µm — — 78 76 80 58 120a 58 140a
Distance between dimples, µm — — 200 200 200 80-100 200 200 200Dimple density, % — — 12 12 13 14 30a 7 40a
aMeasured optical data; area includes bulges around dimples (unlapped).
Fig. 1—Schematic diagram of friction test contact configuration.
sample that contained a series of SiC abrasive papers, ending withvery fine, 4000-grit paper. The final flat area created on the ballhas a diameter of 4.7 mm and surface roughness of 0.01 µm Ra.The disk samples, 50 mm in diameter and 10 mm thick, weremade from hardened H-13 steel with 60 Rc hardness. Figure 1shows a schematic diagram of the contact configuration used fortesting.
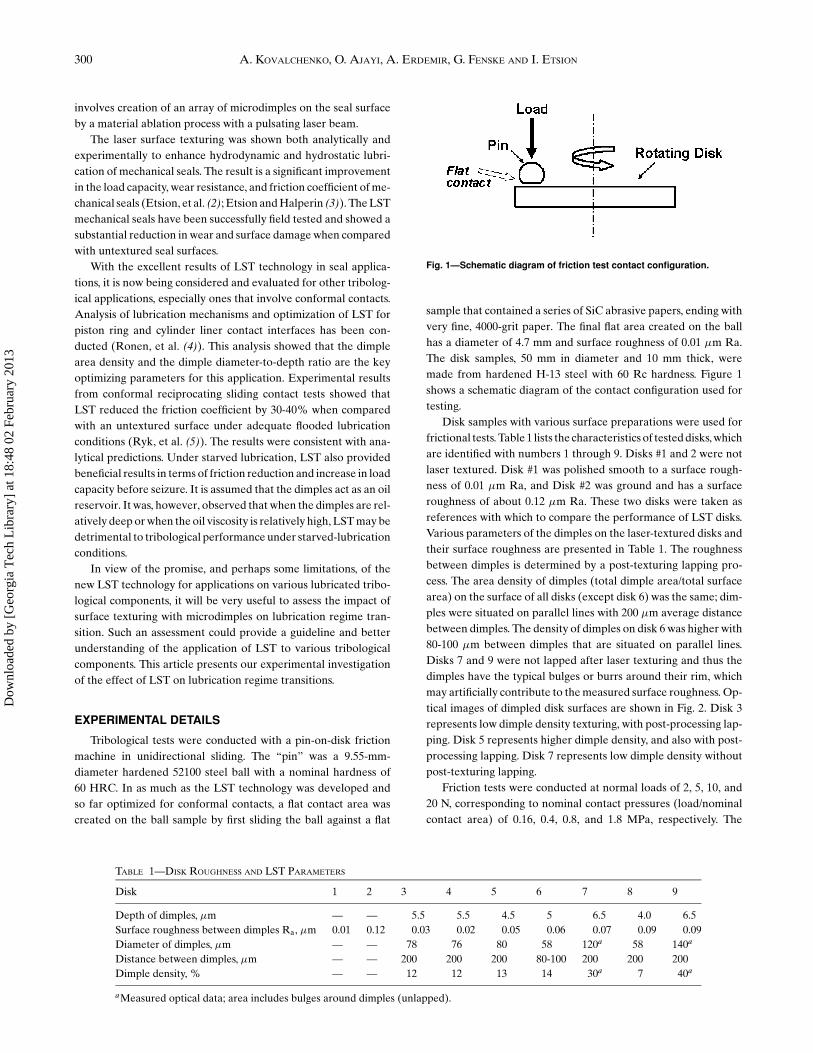
Disk samples with various surface preparations were used forfrictional tests. Table 1 lists the characteristics of tested disks, whichare identified with numbers 1 through 9. Disks #1 and 2 were notlaser textured. Disk #1 was polished smooth to a surface rough-ness of 0.01 µm Ra, and Disk #2 was ground and has a surfaceroughness of about 0.12 µm Ra. These two disks were taken asreferences with which to compare the performance of LST disks.Various parameters of the dimples on the laser-textured disks andtheir surface roughness are presented in Table 1. The roughnessbetween dimples is determined by a post-texturing lapping pro-cess. The area density of dimples (total dimple area/total surfacearea) on the surface of all disks (except disk 6) was the same; dim-ples were situated on parallel lines with 200 µm average distancebetween dimples. The density of dimples on disk 6 was higher with80-100 µm between dimples that are situated on parallel lines.Disks 7 and 9 were not lapped after laser texturing and thus thedimples have the typical bulges or burrs around their rim, whichmay artificially contribute to the measured surface roughness. Op-tical images of dimpled disk surfaces are shown in Fig. 2. Disk 3represents low dimple density texturing, with post-processing lap-ping. Disk 5 represents higher dimple density, and also with post-processing lapping. Disk 7 represents low dimple density withoutpost-texturing lapping.
Friction tests were conducted at normal loads of 2, 5, 10, and20 N, corresponding to nominal contact pressures (load/nominalcontact area) of 0.16, 0.4, 0.8, and 1.8 MPa, respectively. The
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3
Effect of Laser Texturing of Steel Surfaces and Speed-Load Parameters 301
Fig. 2—Optical image of laser-textured surfaces of disks.
diameter of the contact track on the disk sample was 29 mm. Testswere performed at rotation speeds of 100, 200, 300, 400, and 500revolutions per minute, corresponding to linear sliding speeds of0.15, 0.3, 0.45, 0.6, and 0.75 m/s. Two different fully formulatedcommercially available PAO-based lubricant oils (Mobil-1) withdifferent kinetic viscosities were used for this study; the propertiesof the oils are presented in Table 2.
Indications of the operating lubrication regime in the presentstudy were determined by the friction coefficient. During each test,load and speed were to change lubricant film thickness and hencelubrication regime. Tests were conducted for about two minutes
TABLE 2—PHYSICAL PROPERTIES OF OILS USED FOR TESTING
KinematicViscosity, cSt at
OilSpecificGravity
PourPoint,◦C
FlashPoint,◦C 40◦C 100◦C
Lower viscosity oil 0.852 −54 232 54.8 10.1(Mobil-1 0W30)
Higher viscosity oil 0.863 −45 255 124.7 17.7(Mobil-1 15W50)
at each load-speed contact condition. This duration was based onthe observation that the friction coefficient stabilizes to an aver-age steady value about 20 seconds after changing the contact loador the sliding speed. Although the friction coefficient was contin-uously measured and recorded during each test, stable averagefriction coefficient data are presented and used to judge the lubri-cation regime.
In addition to the friction coefficient, the electrical resistancebetween the pin and disk was measured during tribological ex-periments and was also used to establish the operating lubricationregime. This method is generally applicable to two contact materi-als that are metallic and electrically conducting and assumes thatthe lubricating fluid is an insulator. The technique has been usedby many investigators to study lubrication mechanisms (Furey (6);Tallian, et al. (7); Christensen (8); Holm (9); Czichos, et al. (10);Tonck, et al. (11); Myshkin and Konchits (12); Konchits, et al. (13)).With this technique, adsorbed monolayers of polar molecules areassumed not to be a barrier to electrical current when two lubri-cated bodies are in sliding contact under the boundary lubricationregime. In such cases, finite and constant resisitivity characterizesthe contact between two bodies. In the mixed lubrication regime,when two sliding bodies are partially separated by a hydrodynamicfluid film and the area of real contact is significantly reduced, thecontact between the two bodies is characterized by some varyingvalues of electrical resistance. The relative values of the electri-cal resistance indicate the extent of hydrodynamic lubrication.The greater the extent of hydrodynamic lubrication, the higherthe electrical resistance. Under complete hydrodynamic lubrica-tion, when the surfaces are completely separated by the insulatinglubricant film, the sliding contact is characterized by infinite resis-tivity. Contact resistance during the present study was measuredwith a standard multimeter. One terminal of the multimeter wasconnected to the pin specimen holder and the other terminal wasmanually contacted momentarily with the center of the disks dur-ing the experiments for resistance measurement after each speedchange. The values of electrical resistance were observed on themultimeter readout and recorded. It should be noted that a largescatter was observed in the measured values of electrical resis-tance. Average values of measured electrical resistance were usedfor analysis.
RESULTS AND DISCUSSIONS
Based on friction and electrical resistance measurements, thehydrodynamic lubrication regime was observed with all the disksin tests with lower viscosity oil at low (2 N) load and higher speed,as would be expected. Under conditions of high sliding speed and
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3
302 A. KOVALCHENKO, O. AJAYI, A. ERDEMIR, G. FENSKE AND I. ETSION
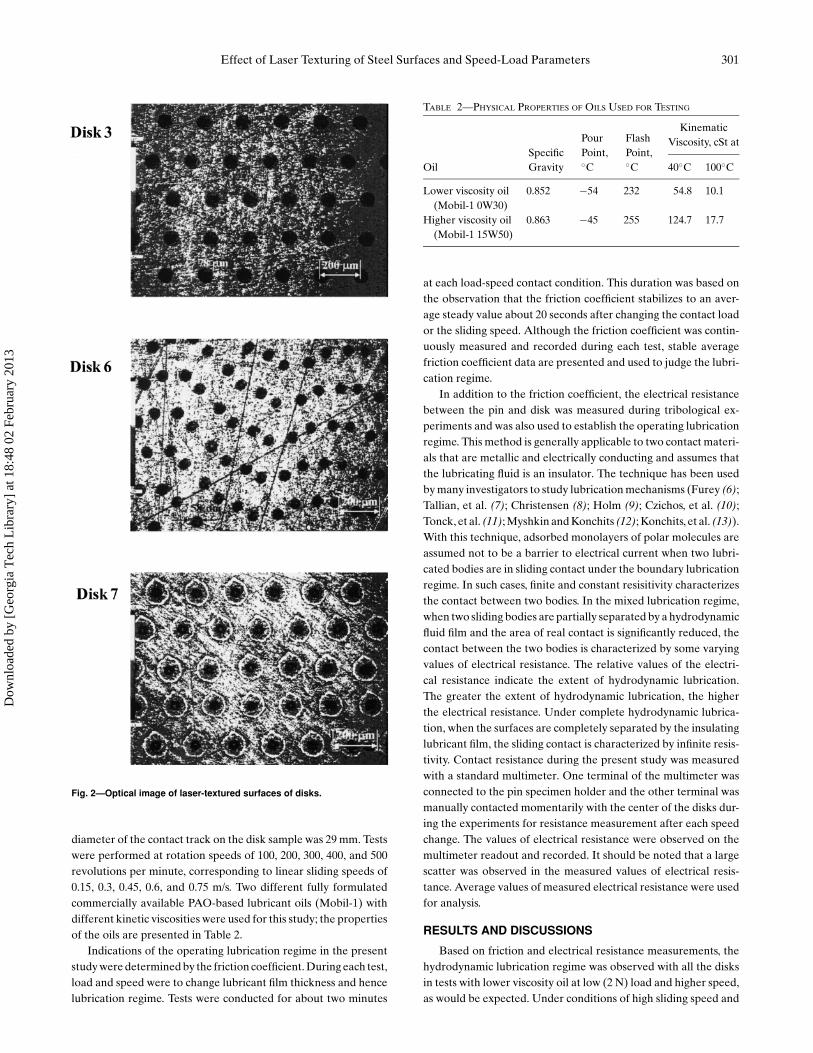
low load, the lubricant film thickness is largest and apparently ex-ceeded the composite roughness of contacting surfaces. At a lowersliding speed (0.15 m/s), however, a mixed-lubrication regime wasobserved in the test with ground Disk 2; LST Disk 6, with higherdimple area density; and LST Disk 9, without post-texturing lap-ping. In the tests with these “rougher” disks, the fluid film thicknessat the lower sliding speed is most likely of the same order of mag-nitude as or slightly lower than the composite surface roughness;
hence, the mixed lubrication regime. The hydrodynamic lubrica-tion regime was observed in tests with other disks.
As the normal load was increased to 5 N, the speed at whichthe contact operated in the hydrodynamic regime was increased.Again this was expected for the conformal contact configuration ofthe present study, in which the lubricant film thickness dependedon normal load. As load increased, the film thickness decreased,moving the contact more toward mixed and boundary regimes.
Fig. 3—Friction coefficient of disks at various sliding speeds, 20 N load, and low-viscosity oil lubricant.
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3
Effect of Laser Texturing of Steel Surfaces and Speed-Load Parameters 303
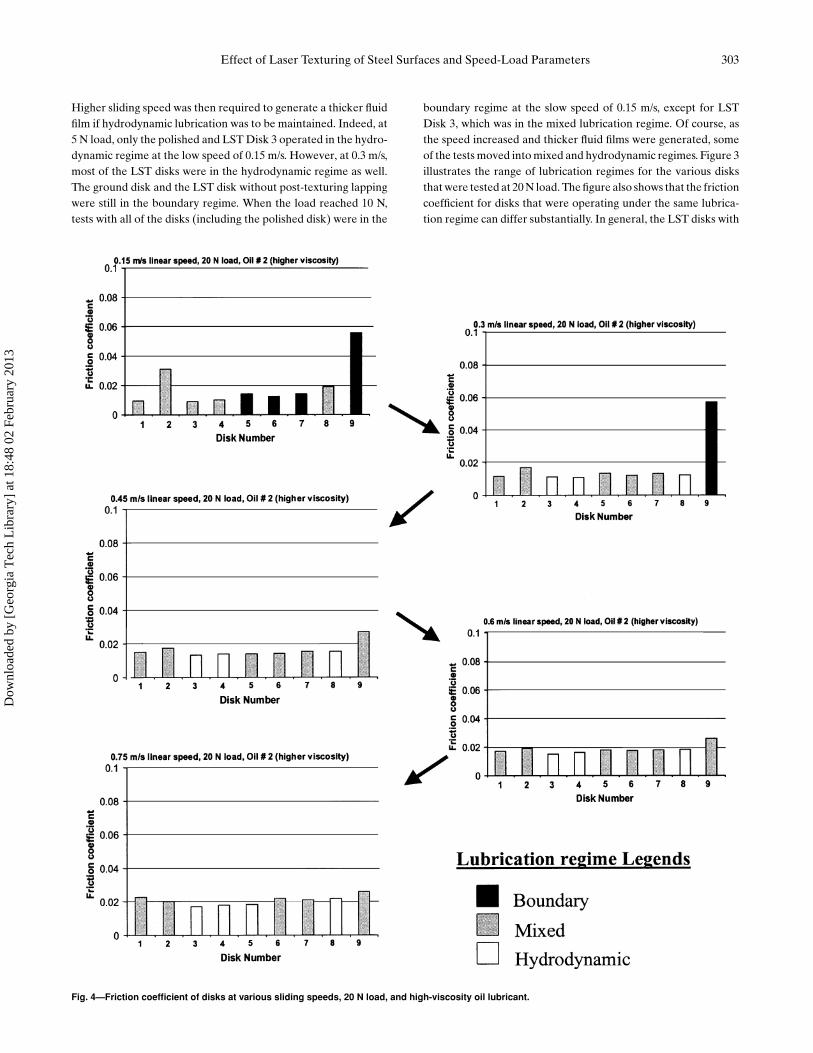
Higher sliding speed was then required to generate a thicker fluidfilm if hydrodynamic lubrication was to be maintained. Indeed, at5 N load, only the polished and LST Disk 3 operated in the hydro-dynamic regime at the low speed of 0.15 m/s. However, at 0.3 m/s,most of the LST disks were in the hydrodynamic regime as well.The ground disk and the LST disk without post-texturing lappingwere still in the boundary regime. When the load reached 10 N,tests with all of the disks (including the polished disk) were in the
boundary regime at the slow speed of 0.15 m/s, except for LSTDisk 3, which was in the mixed lubrication regime. Of course, asthe speed increased and thicker fluid films were generated, someof the tests moved into mixed and hydrodynamic regimes. Figure 3illustrates the range of lubrication regimes for the various disksthat were tested at 20 N load. The figure also shows that the frictioncoefficient for disks that were operating under the same lubrica-tion regime can differ substantially. In general, the LST disks with
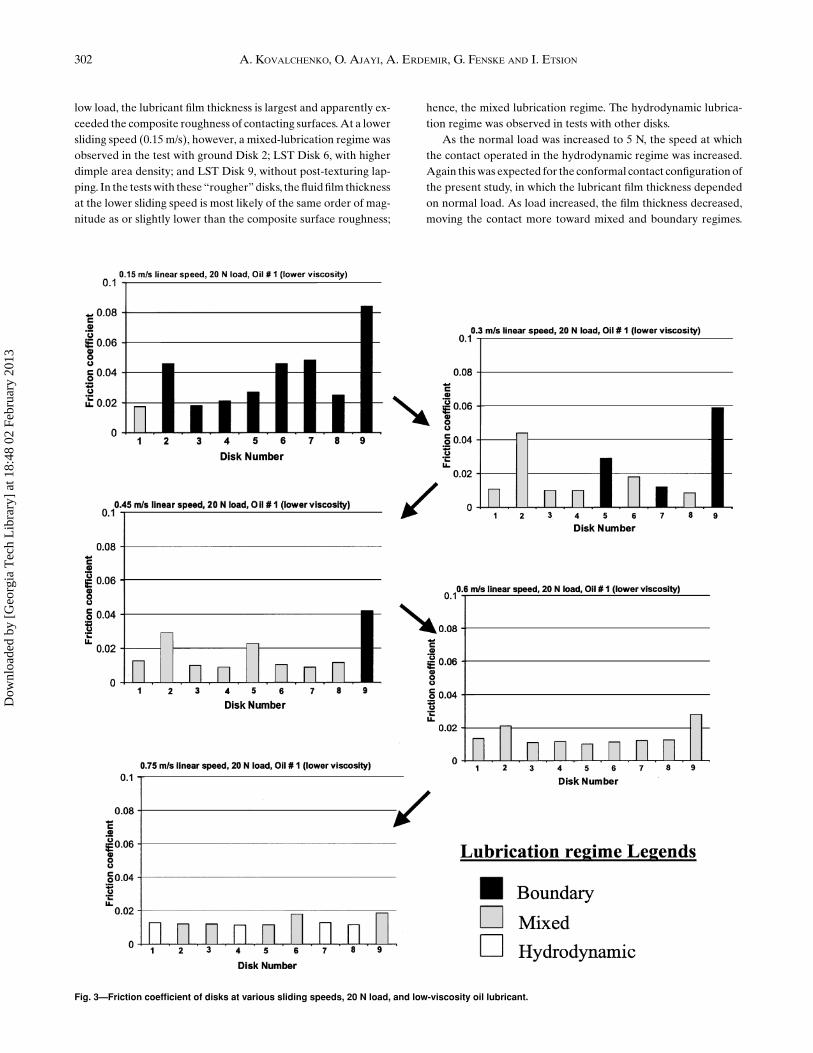
Fig. 4—Friction coefficient of disks at various sliding speeds, 20 N load, and high-viscosity oil lubricant.
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3
304 A. KOVALCHENKO, O. AJAYI, A. ERDEMIR, G. FENSKE AND I. ETSION
lower dimple area density and post-texturing lapping showed thelowest friction coefficients and faster transition from boundary tohydrodynamic lubrication regime as the sliding speed increased.This finding is consistent with the results from previous seal testing(Etsion, et al. (2); Etsion and Halperin (3)).
In tests with higher viscosity oil, all of the disks were operatingunder the hydrodynamic regime at the load of 2 N, regardless ofthe sliding speed; this reflects the effect of lubricant viscosity onfluid film thickness. Higher viscosity oils form thicker fluid films.As the load increases, the fluid film thickness decreases and highersliding speeds are required to maintain hydrodynamic lubrication,as expected. It was observed that all of the LST disks with lowdimple area density and with the bulges removed maintained hy-drodynamic lubrication, even at a load of 20 N, as shown in Fig. 4.
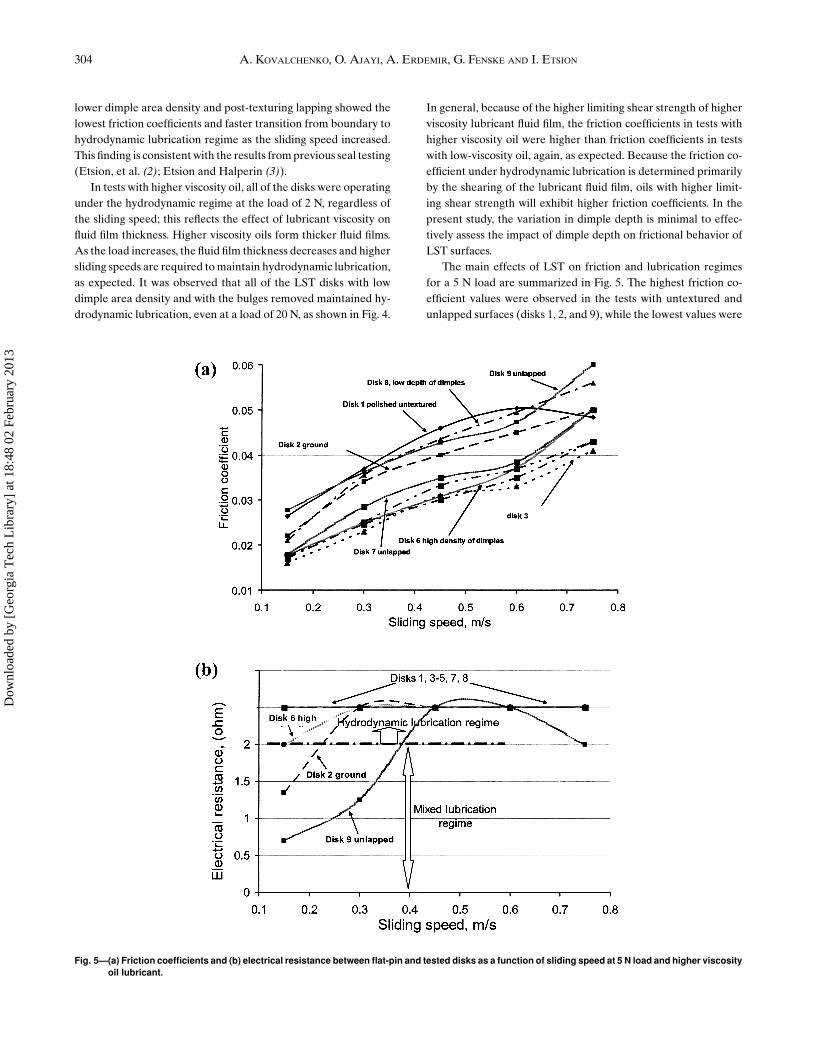
Fig. 5—(a) Friction coefficients and (b) electrical resistance between flat-pin and tested disks as a function of sliding speed at 5 N load and higher viscosityoil lubricant.
In general, because of the higher limiting shear strength of higherviscosity lubricant fluid film, the friction coefficients in tests withhigher viscosity oil were higher than friction coefficients in testswith low-viscosity oil, again, as expected. Because the friction co-efficient under hydrodynamic lubrication is determined primarilyby the shearing of the lubricant fluid film, oils with higher limit-ing shear strength will exhibit higher friction coefficients. In thepresent study, the variation in dimple depth is minimal to effec-tively assess the impact of dimple depth on frictional behavior ofLST surfaces.
The main effects of LST on friction and lubrication regimesfor a 5 N load are summarized in Fig. 5. The highest friction co-efficient values were observed in the tests with untextured andunlapped surfaces (disks 1, 2, and 9), while the lowest values were
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3
Effect of Laser Texturing of Steel Surfaces and Speed-Load Parameters 305
observed for textured and lapped surfaces (disks 3 and 6). Thepresence of microdimples produces a substantial reduction in fric-tion coefficient (about 50% reduction) when compared with evena polished surface, as shown in Fig. 5(a). For a given load, thiseffect was observed for the entire speed range used in the presentstudy. Post-texturing lapping to remove the bulges at the rim ofthe dimples is required, however, to observe this friction reduc-tion. When the bulges were not removed, the roughness fromthe bulges put the contact in the boundary lubrication regime,as shown by the electrical-resistance measurements in Fig. 5(b),and this was accompanied by the higher friction coefficient typi-cal of the boundary lubrication regime. The electrical resistancemeasurement is more sensitive in determining the operating lubri-cation regime. Under boundary lubrication regime, the electricalresistance is zero as full electrical contact is established betweenthe ball and the disk surfaces. In mixed lubrication regime, themeasured electrical resistance ranges from about 0.1 to 2 ohms.
With the bulges removed, LST puts the contact in the hydrody-namic regime even more quickly than does the highly polishedsurface.
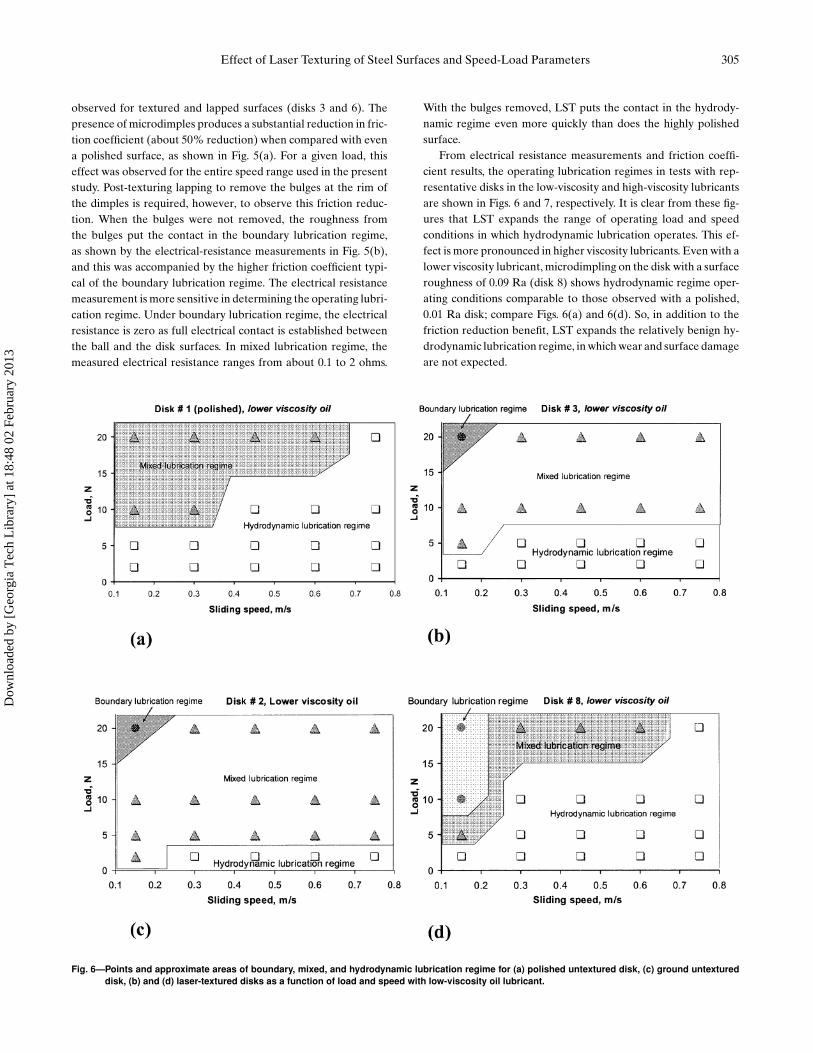
From electrical resistance measurements and friction coeffi-cient results, the operating lubrication regimes in tests with rep-resentative disks in the low-viscosity and high-viscosity lubricantsare shown in Figs. 6 and 7, respectively. It is clear from these fig-ures that LST expands the range of operating load and speedconditions in which hydrodynamic lubrication operates. This ef-fect is more pronounced in higher viscosity lubricants. Even with alower viscosity lubricant, microdimpling on the disk with a surfaceroughness of 0.09 Ra (disk 8) shows hydrodynamic regime oper-ating conditions comparable to those observed with a polished,0.01 Ra disk; compare Figs. 6(a) and 6(d). So, in addition to thefriction reduction benefit, LST expands the relatively benign hy-drodynamic lubrication regime, in which wear and surface damageare not expected.
Fig. 6—Points and approximate areas of boundary, mixed, and hydrodynamic lubrication regime for (a) polished untextured disk, (c) ground untextureddisk, (b) and (d) laser-textured disks as a function of load and speed with low-viscosity oil lubricant.
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3
306 A. KOVALCHENKO, O. AJAYI, A. ERDEMIR, G. FENSKE AND I. ETSION
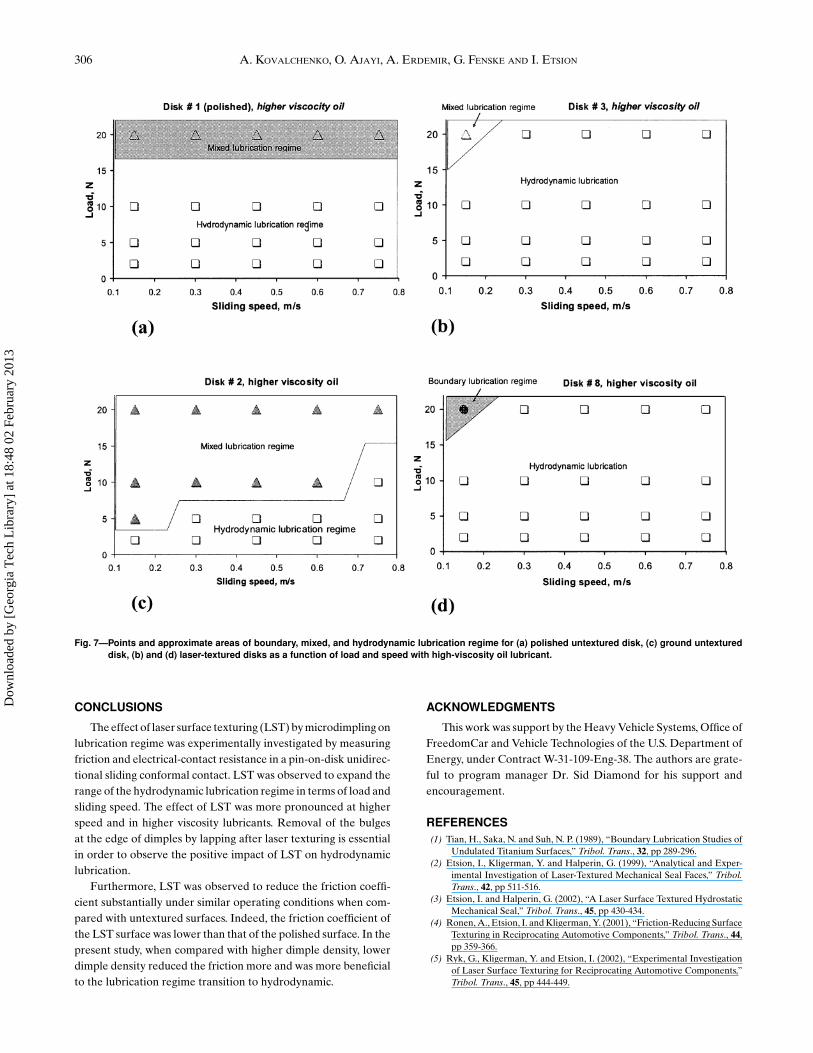
Fig. 7—Points and approximate areas of boundary, mixed, and hydrodynamic lubrication regime for (a) polished untextured disk, (c) ground untextureddisk, (b) and (d) laser-textured disks as a function of load and speed with high-viscosity oil lubricant.
CONCLUSIONS
The effect of laser surface texturing (LST) by microdimpling onlubrication regime was experimentally investigated by measuringfriction and electrical-contact resistance in a pin-on-disk unidirec-tional sliding conformal contact. LST was observed to expand therange of the hydrodynamic lubrication regime in terms of load andsliding speed. The effect of LST was more pronounced at higherspeed and in higher viscosity lubricants. Removal of the bulgesat the edge of dimples by lapping after laser texturing is essentialin order to observe the positive impact of LST on hydrodynamiclubrication.
Furthermore, LST was observed to reduce the friction coeffi-cient substantially under similar operating conditions when com-pared with untextured surfaces. Indeed, the friction coefficient ofthe LST surface was lower than that of the polished surface. In thepresent study, when compared with higher dimple density, lowerdimple density reduced the friction more and was more beneficialto the lubrication regime transition to hydrodynamic.
ACKNOWLEDGMENTS
This work was support by the Heavy Vehicle Systems, Office ofFreedomCar and Vehicle Technologies of the U.S. Department ofEnergy, under Contract W-31-109-Eng-38. The authors are grate-ful to program manager Dr. Sid Diamond for his support andencouragement.
REFERENCES(1) Tian, H., Saka, N. and Suh, N. P. (1989), “Boundary Lubrication Studies of
Undulated Titanium Surfaces,” Tribol. Trans., 32, pp 289-296.(2) Etsion, I., Kligerman, Y. and Halperin, G. (1999), “Analytical and Exper-
imental Investigation of Laser-Textured Mechanical Seal Faces,” Tribol.Trans., 42, pp 511-516.
(3) Etsion, I. and Halperin, G. (2002), “A Laser Surface Textured HydrostaticMechanical Seal,” Tribol. Trans., 45, pp 430-434.
(4) Ronen, A., Etsion, I. and Kligerman, Y. (2001), “Friction-Reducing SurfaceTexturing in Reciprocating Automotive Components,” Tribol. Trans., 44,pp 359-366.
(5) Ryk, G., Kligerman, Y. and Etsion, I. (2002), “Experimental Investigationof Laser Surface Texturing for Reciprocating Automotive Components,”Tribol. Trans., 45, pp 444-449.
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3

Effect of Laser Texturing of Steel Surfaces and Speed-Load Parameters 307
(6) Furey, M. G. (1961), “Metallic Contact and Friction between Sliding Sur-faces,” ASLE Trans., 4, 1, pp 1-11.
(7) Tallian, T. E., Brady, E. F., McCool, J. I. and Sibley, L. B. (1965) “LubricantFilm Thickens and Wear in Rolling Point Contact,” ASLE Trans., 8, p 414.
(8) Christensen, H. (1965-66), “Nature of Metallic Contact in Mixed Lubrica-tion,” Proc. Inst. Mech. Eng. Lond. Part 3B, 180, p 147.
(9) Holm, R. (1967), Electrical Contacts, Springer, Berlin.(10) Czichos, H., Grimmer, W. and Mittmann, H. (1976), “Rapid Measuring
Technique for Electrical Contact Resistance Applied to Lubricant Addi-tives Studies,” Wear, 40, 2, pp 265-271.
(11) Tonck, A., Martin, J. M., Kapsa, Ph. and George, J. M. (1979), “Bound-ary Lubrication with Antiwear Additives: Study of Interface Film For-mation by Electrical Contact Resistance,” Tribol. Int., 12, pp 209-213.
(12) Myshkin, N. K. and Konchits, V. V. (1994), “Evaluation of the Interface atBoundary Lubrication using the Measurement of Electric Conductivity,”Wear, 172, pp 29-40.
(13) Konchits, V. V., Kirpichenko, Y. E. and Myshkin, N. K. (1996), “Microme-chanics and Electrical Conductivity of Point Contacts in Boundary Lubri-cation,” Tribol. Int., 29, 5, pp 365-371.
Dow
nloa
ded
by [
Geo
rgia
Tec
h L
ibra
ry]
at 1
8:48
02
Febr
uary
201
3
Related Documents











