
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Met. Mater. Int., Vol. 16, No. 5 (2010), pp. 701~707
doi: 10.1007/s12540-010-1002-y Published 26 October 2010
The Effect of an Addition of Sc and Zr on the Precipitation Behaviorof AA6061 Alloy
Eui Pyo Kwon1, Kee Do Woo
1,*, Sang Hyuk Kim1, Duck Soo Kang
1,
Kwang Jin Lee2, and Jae Yeol Jeon
1
1Division of Advanced Materials Engineering & Research Center of Advanced
Materials Development, Chonbuk National University, Jeonbuk 561-756, Korea2Lightweight Components Team, Korea Institute of Industrial Technology, Gwangju 500-480, Korea
(received date: 20 October 2009 / accepted date: 8 June 2010)
The effect of an addition of Sc and Zr on the precipitation behavior of AA6061 alloy was investigated.AA6061 alloy containing Sc and Zr showed different age hardening behavior compared to unadulteratedAA6061 alloy. The hardness of the AA6061 alloy peaked when aged for 5 h at 190 °C due to the formationof β" phases, whereas that of AA6061 alloy containing Sc and Zr peaked at 12 h of aging, and was greaterthan that of AA6061 alloy when aged for 24 h to 36 h. Thermally stable Al3(Sc, Zr) phases with a L12
structure and low density of β" phases were found in the Sc- and Zr-added AA6061 alloy aged for 5 hat 190 °C. Transmission electron microscopy (TEM) and differential scanning calorimetry (DSC) revealedthat the precipitation rate of the β" phases was retarded by the addition of Sc and Zr to AA6061 alloy.
Keywords: alloy, aging, mechanical properties, TEM, thermal analysis, precipitation
1. INTRODUCTION
The effect of an addition of Sc on the microstructure and
mechanical properties of Al has been studied since the
1960s, and the accumulated data have shown the positive
aging effect of Sc on the mechanical properties of Al alloys.
Furthermore, a combined addition of Sc and Zr to Al alloys
has been shown to be very effective in refining the grain of
cast ingots and in increasing the resistance to precipitate
coarsening due to the formation of thermally stable Al3(Sc,Zr)
phases [1]. Over the past few decades, many Sc- or Sc/Zr-
added Al alloy series such as Al (1XXX) [2,3], Al-Mg (5XXX)
[4-7], Al-Zn-Mg (7XXX) [8,9] and Al-Li (8XXX) [10,11]
have been studied. Three effects are attained by the addition
of Sc or Sc/Zr : anti-recrystallization, strengthening and grain
refining. However, only a few studies have investigated the
mechanical properties of Sc/Zr-added Al-Mg-Si (6XXX
series) alloys, despite the fact that such alloys (especially
AA6061) are some of the most extensively used Al alloys.
Al-Mg-Si alloys have been widely used for structural
extruded Al materials and automobile body sheets due to
their combined merits of a light weight, proper strength and
good corrosion resistance [12-14]. Their desirable mechanical
properties are mainly induced by the precipitation of meta-
stable β" phases during artificial aging. Metastable precipi-
tates in Al alloys, especially nanoclusters that form at the
initial stage of aging, have been studied extensively using a
three-dimensional atom probe (3DAP). Nevertheless, the
nature of such clusters, precipitation sequence and the crystal
structure of precipitates in Al-Mg-Si alloys remain unclear
because the precipitation process during aging includes
many intermediate stages. In general, precipitation behavior
in Al alloys is sensitive to not only the heat treatment condi-
tion but also to the alloy compositions. That is, Sc and Zr
additions to AA6061 alloy can affect the precipitation behav-
ior, and thus the mechanical properties.
This study investigated the effect of an addition of Sc and
Zr on the microstructure and mechanical properties of
AA6061 alloy. AA6061 alloy (designated as A alloy) and
0.3 wt.%Sc- and 0.14 wt.%Zr-added AA6061 alloy (desig-
nated as SZ alloy) were aged up to 36 h at 190 °C a compar-
ison of the age hardening behavior. The microstructure and
mechanical properties were analyzed by optical microscopy
(OM), electron back-scatter diffraction (EBSD), transmission
electron microscopy (TEM), a Vickers hardness tester and a
tensile testing machine. Differential scanning calorimetry
(DSC) was used to investigate the phase transformation
behavior of the specimens.*Corresponding author: [email protected]
©KIM and Springer
702 Eui Pyo Kwon et al.
2. EXPERIMENTAL PROCEDURE
The study materials were AA6061 alloy (from ALCAN
Inc.), Al-40 wt.%Mg, Al-25 wt.%Si, Al-50 wt.%Cu, Al-2
wt.%Sc and Al-5 wt.%Zr master alloys. Two types of alloy,
A and SZ, were prepared by melting in a graphite crucible
using a heating furnace. The compositions of the two pre-
pared alloys are presented in Table 1. As-cast specimens
were homogenized for 24 h at 540 °C to desegregate the Mg/
Si precipitates and improve the formability of the ingot. For
the hot rolling process, each 16.5 mm-thick specimen was
preheated to 450 °C, and rolled with a reduction ratio of 64
%. The hot rolled specimens were then annealed at 400 °C
for 1h to release any existing stress and were finally cold
rolled to a final thickness of 1.8 mm with a reduction ratio of
70 %. The specimens were T6 heat-treated, in a process con-
sisting of solution heat treatment at 535 °C for 60 min, water
quenching and aging at 190 °C for 1 h to 36 h. The micro-
structure was analyzed by OM, EBSD and TEM (JEM-
2010, JEOL). In addition, the high angular annular dark field
(HAADF) technique was used with scanning TEM (STEM;
JEM-2200FS, JEOL) at an accelerating voltage of 200 kV to
observe the Al3(Sc,Zr) particles. For the EBSD grain size
analysis, the specimens were electrochemically polished for
15 s at a voltage of 26 V and temperature of −20 °C
using a polishing machine (Struers-LectroPol-5) with a solu-
tion composed of HClO4 (78 mL), C2H5OH (700 mL), dis-
tilled water (120 mL) and C6H14O2 (100 mL). For the TEM
observation, specimens were initially polished to a thick-
ness of about 50 µm thickness using SiC papers and
Al2O3 powder, and then jet-polished using a twin jet-pol-
isher (Struers Tenupol-3) with a solution (30 vol.%HNO3
: 70 vol.%CH3OH) at a voltage of 40 V. Liquid nitrogen
was used to keep the solution below -30 °C during thin-
ning. The hardness of the aged specimens was measured
using a Vickers hardness tester with a 500 gf load. The
tensile properties of the aged alloys were obtained by test-
ing with a universal testing machine (R&B, Unitech-M).
Tensile testing was conducted with aged specimens
(ASTM E8 sub-size) at a cross-head speed of 1 mm/min.
DSC (TA Instrument Q20) analysis was carried out to
examine the precipitation kinetics of the A and SZ alloys
at heating rates of 5 °C/min, 10 °C/min and 20 °C/min. As-
quenched, 10 mg specimens were protected with flowing
nitrogen gas (50 mL/min) during the DSC analysis.
3. RESULTS AND DISCUSSION
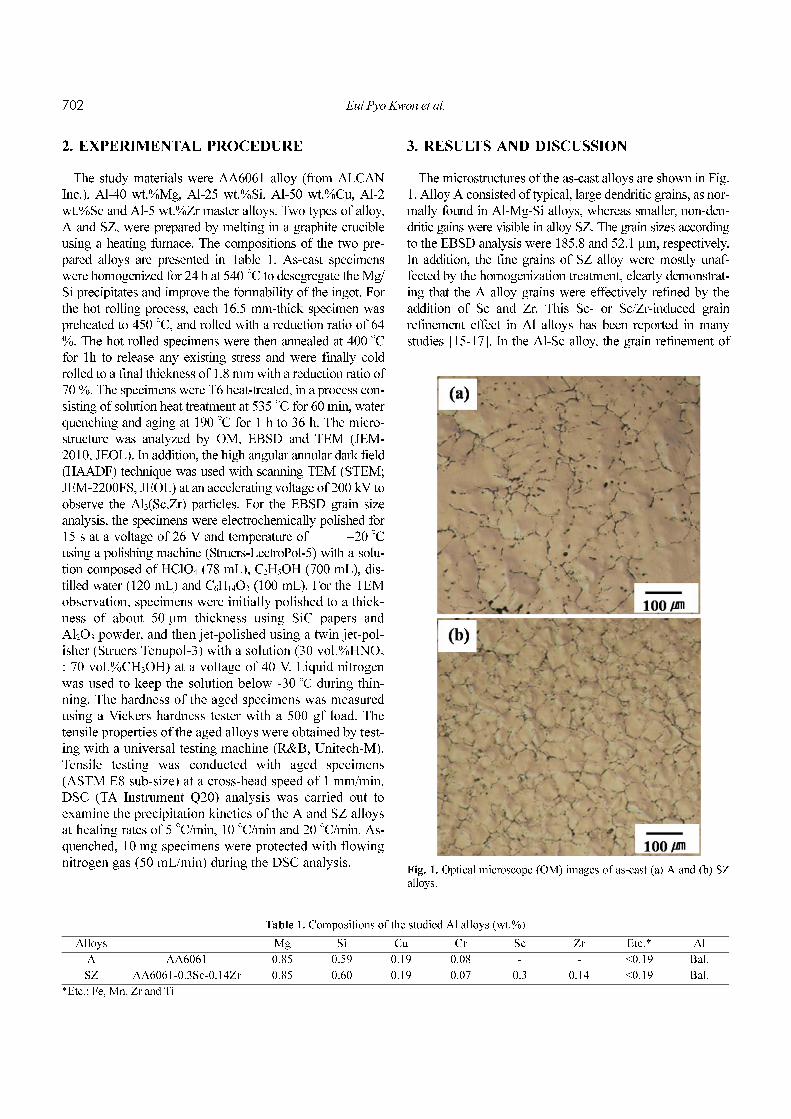
The microstructures of the as-cast alloys are shown in Fig.
1. Alloy A consisted of typical, large dendritic grains, as nor-
mally found in Al-Mg-Si alloys, whereas smaller, non-den-
dritic gains were visible in alloy SZ. The grain sizes according
to the EBSD analysis were 185.8 and 52.1 µm, respectively.
In addition, the fine grains of SZ alloy were mostly unaf-
fected by the homogenization treatment, clearly demonstrat-
ing that the A alloy grains were effectively refined by the
addition of Sc and Zr. This Sc- or Sc/Zr-induced grain
refinement effect in Al alloys has been reported in many
studies [15-17]. In the Al-Sc alloy, the grain refinement of
Table 1. Compositions of the studied Al alloys (wt.%)
Alloys Mg Si Cu Cr Sc Zr Etc.* Al
A AA6061 0.85 0.59 0.19 0.08 - - <0.19 Bal.
SZ AA6061-0.3Sc-0.14Zr 0.85 0.60 0.19 0.07 0.3 0.14 <0.19 Bal.
*Etc.: Fe, Mn, Zr and Ti
Fig. 1. Optical microscope (OM) images of as-cast (a) A and (b) SZalloys.

The Effect of an Addition of Sc and Zr on the Precipitation Behavior of AA6061 Alloy 703
the cast alloy has been attributed to the formation of equilib-
rium Al3Sc particles during solidification due to their role as
heterogeneous nucleation sites of α-Al, arising from their
similar crystal structure and small lattice mismatch (about
1.5 %) [10]. When Zr is added to Al-Sc alloy, it substitutes
for up to 1/3 of the Sc in the Al3Sc lattice, thereby forming
Al3(Sc1-x,Zrx) particles that also act as nucleation sites of
α-Al grains [18].
Figure 2 shows the hardness changes as a function of the
aging time. For A alloy, the hardness peaked after 5 h of
aging, as observed in a previous study [19], with a greater
hardness than that of SZ alloy. The hardness subsequently
decreased upon further aging up to 36 h. On the other hand,
SZ alloy showed peak aging after 12 h, which was longer
than that of A alloy. Furthermore, the hardness did not sharply
decrease even after extended aging of up to 36 h. The peak
hardness value of SZ alloy (110.2 Hv at 12 h aging) was
lower than that of A alloy (115.6 Hv at 5 h aging), despite
the much smaller grain size of the as-cast SZ alloy compared
to that of A alloy. This indicates that grain refinement is not
the only factor that affects the mechanical properties in these
alloys. In addition, the hardness of SZ alloy was higher than
that of A alloy when over-aged for 24 h to 36 h. This differ-
ence in the age hardening behavior between the alloys was
considered to be closely related to the different precipitation
behaviors during aging.
The mechanical properties of the alloys aged for 5 h and
36 h were also measured in tensile tests. These results are
shown in Table 2. Alloy A had a higher ultimate tensile
strength (UTS) and yield strength (YS) compared to the SZ
alloy after 5h of aging. The UTS, YS and elongation were
substantially deceased after 36 h aging for A alloy, whereas
the decrease was not significant for the SZ alloy. These
resuts of the higher UTS, YS and elongation of the SZ alloy
compared to those of A alloy after 36 h of aging were iden-
tical to that observed in the hardness test.
Figure 3 shows TEM images of the alloys aged for 5 h and
36 h at a temperature of 190 °C with the [001] zone axis. In
A alloy, aged for 5 h, many needle-like β" precipitates about
20 nm to 40 nm long and 3 nm to 4 nm wide can be observed
in the matrix. The β" phase, which is the main hardening
phase in Al-Mg-Si alloys, can be clarified in the TEM images
by its circular end-on view and needle-like shape with strain
field contrast shown along the [100] and [010] directions in
the Al matrix [20]. In addition, the faint streaks in the selected
area diffraction pattern (SADP) are caused by the β" phases.
In the case of SZ alloy, aged for 5 h (Fig. 3(c)), β' phases
with a comparatively lower density was formed. This result
feasibly explains the lower hardness of SZ alloy compared to
A alloy after 5 h of aging. Meanwhile, typical rod-like β'
phases were observed in A alloy when aged for 36 h. These
large β' phases are often observed in an over-aged stage and
are responsible for the decreased hardness of the A alloy.
However, in SZ alloy aged for 36 h, coarsened β" phases
about 80 nm long and 3 nm to 4.5 nm wide were visible
instead of the large, rod-like β' phases. This indicated that Sc
and Zr influenced the precipitation rate and density of the β"
and β' phases at each aging time. Vissers et al. [21] reported
Fig. 2. Hardness change of A and SZ alloys according to aging time at190 °C.
Table 2. Tensile properties of the aged alloys for 5 h and 36 h at 190 °C
Aging time
(h)Alloys
UTS
(MPa)
0.2%YS
(MPa)
Elongation
(%)
5A 348.9 337.6 21.0
SZ 321.5 292.5 21.1
36A 283.6 269.2 17.5
SZ 302.0 288.5 19.7
Fig. 3. TEM images of the aged alloys; (a) A alloy for 5 h, (b) A alloyfor 36 h, (c) SZ alloy for 5 h and (d) SZ alloy for 36 h at 190 °C.

704 Eui Pyo Kwon et al.
that the β' phase has a hexagonal structure, with spacing
group P63/m and with measurements of a = 0.715 nm and c
= 1.215 nm. The size of the rod-like β' phases was reported
to be several hundred nm long and ~10 nm in diameter in
one study [21]. The β' phases in A alloy when aged for 36 h
from 95 nm to 195 nm in length and 3 nm to 5 nm in width.
The β' phase was mainly coarsened by the length growth,
and, as mentioned above, the decreased hardness of this
alloy was attributed to this large β' phase. Tsao et al. [12]
reported that β'' phases are dissolved during heating and that
the sites of the dissolved β'' precipitates become the nucle-
ation sites of the β' phases.
Figure 4 shows TEM images of the Al3(Sc,Zr) phases in
SZ alloy after 5 h of aging. Fig. 4(a) is a bright-field (BF)
image taken along the [001] zone axis, Fig. 4(b) is a SADP
of Fig. 4(a), and (c) is a dark-field (DF) image of Al3(Sc,Zr)
phases. The reflection used for the DF image is marked by a
circle in the SADP. The Al3(Sc,Zr) reflections are in super-
lattice positions in the SADP; these spots appear due to the
ordered nature of the L12 structure [17]. The DF image of SZ
alloy shows some spherical Al3(Sc,Zr) particles with a L12
crystal structure and a diameter of approximately 70 nm to
130 nm, along with a low density of β'' phases. In our study,
Al3(Sc,Zr) particles in the SZ alloy aged for 36 h were also
found to have a very similar diameter (~130 nm), revealing
the thermal stability of these particles.
Figure 5 shows STEM-HAADF images of the SZ alloy aged
for 5 h. Figure 5(a) clearly shows many spherical Al3(Sc,Zr)
particles with diameters ranging from 70 nm to 130 nm.
These particles were formed during the aging process from
the solid solution. The Sc and Zr atoms exhibit a bright con-
trast due to their large Z value (atomic number). The spheri-
cal black dots were Al3(Sc,Zr) particle sites that were
physically removed during the preparation of the TEM sam-
ple. The high magnification image of the Al3(Sc,Zr) particle
shows the core and shell structure. Energy dispersive spec-
trometer (EDS) analysis confirmed these particles to be
Al3(Sc,Zr) phase (Fig. 5(c)). In addition, the results of line
profiling across the particle center, marked with a line from
A to B, revealed the edge of the particle to be a Zr-rich shell
and the center to be a Sc-rich core, as shown in Fig. 6(a) and
(b). This core-shell structure has been observed in many pre-
Fig. 4. TEM images of the SZ alloy aged for 5 h; (a) BF image with[001] zone axis, (b) SADP of Fig. 4(a) and (c) DF image.
Fig. 5. STEM-HAADF images of the SZ alloy; (a) aged for 5 h, (b)high magnification image of the particle in Fig. 5(a) and (c) EDSpoint analysis result of the particle.
Fig. 6. (a) HADDF image of the Al3(Sc,Zr) particle and (b) the resultof line profiling of the particle.

The Effect of an Addition of Sc and Zr on the Precipitation Behavior of AA6061 Alloy 705
vious studies [22,23]. According to Radmilovic et al. [22],
the Zr-rich shell acts as a diffusion barrier, thereby slowing
down the growth rate of the Sc-rich core. This may be attrib-
uted to the lower diffusivity of Zr or to the decreased precip-
itate/matrix interfacial energy [23].
Figure 7 shows DSC curves of the as-quenched alloys
obtained at a heating rate of 20 °C/min. The exothermic
reaction peaks corresponding to the precipitation of β" and β'
in SZ alloy were observed at a higher temperature than those
of A alloy, indicating that Sc and Zr addition retarded the
precipitation rate of the β'' phase. This explains the observed
peak hardness at the longer aging time of 12 h in SZ alloy
compared to 5 h for A alloy. The DSC curve of A alloy
shows four exothermic peaks. The first peak (marked with
an arrow) may have resulted from the formation of GP zones
and/or Si/Mg-vacancy clusters [24]. Recent studies have
found that GP zones or Si/Mg-vacancy clusters (cluster II)
are transformed to β'' phase in the paint baking cycle [25,26].
The small peak at around 300 °C was attributed to the precip-
itation of β' phases. However, this β' precipitation peak was
not detected in the DSC curve of SZ alloy, possibly due to
the decease in the precipitation density of metastable phases
after the addition of Sc and Zr.
The different age hardening behavior of SZ alloy was
attributed to either the higher vacancy binding energy of Sc
and Zr compared to that of Mg solute atoms, or the forma-
tion of many precipitate-free zones (PFZs) near the grain
boundaries due to the fine grains. It is well established that
excess vacancies and clusters play an important precipitation
role in the Al-Mg-Si alloy. Generally, solutes atoms (Mg and
Si) combine with vacancies due to the high vacancy binding
energy at the initial stage of aging. Mg- and Si-vacancy clus-
ters become co-clusters of Mg and Si, which themselves
later become GP zones and are further transformed into the
β'' phases, which are the main strengthening phase in Al-
Mg-Si alloy [25]. Thus, in A alloy, Mg- and Si-vacancy clus-
ters were formed during the initial stage of aging, and high-
density β'' phases were formed after 5 h of aging. However,
the alloy with Sc- and Zr-added to it may undergo a different
aging process. Both Sc (0.35 eV [27]) and Zr (0.33 eV [28])
have a higher vacancy binding energy than Mg solute atoms
(0.15 eV [28]), suggesting that Sc and Zr preferentially com-
bine with vacancies, resulting in the formation of fewer Mg-
Si-vacancy clusters. In other words, the higher vacancy bind-
ing energy of Sc and Zr compared to that of the solute atoms
(Mg and Si) in the Al-Mg-Si alloys may suppress the diffu-
sion of solute atoms through the vacancies. This restricts the
formation of β'' phases for 5 h. The higher hardness of SZ
alloy upon aging for 36 h was attributed to the coexistence of
the β'' and thermally stable Al3(Sc,Zr) phases. Meanwhile,
many PFZs could be formed in the very fine grains of SZ
alloy because the grain boundaries acted as sink holes for
excess vacancies. The resulting reduction in the vacancy
concentration retarded the formation of clusters and β'' phases.
Figure 8 presents a TEM image showing the PFZ that
formed near the grain boundary of the SZ alloy aged for 36 h.
The half width of PFZ was measured as approximately 50 nm.
PFZs are generally formed due to vacancy depletion at the
grain boundaries which act as vacancy sink [29]. In this
study, the relatively small grain size of SZ alloy resulted in a
higher grain boundary area percentage compared to that of A
alloy, leading to the sinking of many vacancies at the grain
boundaries, the formation of high area percentage of PFZs
along the grain boundaries, and hence the decreased β''
phase density. The lower strength of the SZ alloy when aged
for 5 h compared to the A alloy is attributed to the formed
PFZs and reduced β'' phase density. Meanwhile, despite the
high area percentage of PFZs in the SZ alloy the higher
strength of the SZ alloy aged for 36 h compared to the A
Fig. 7. DSC curves of the as-quenched specimens obtained at a heat-ing rate of 20 °C/min.
Fig. 8. BF TEM image showing a PFZ formed near the grain bound-ary of the 36 h-aged SZ alloy.
706 Eui Pyo Kwon et al.
alloy is due to the coexistence of the Al3(Sc,Zr) and β''
phases without the significantly coarsened β' phases. PFZs
can greatly degrade mechanical properties because micro-
cracks are generated due to the strain concentration at the
PFZs. It is well known that adding Ag is an effective means
of decreasing the width of PFZs in Al-Zn-Mg alloys [30].
Moreover, an addition of Cu, Au and Ag to Al-Mg-Si alloys
decreases the width of PFZs and increases the total elonga-
tion of the alloys [31].
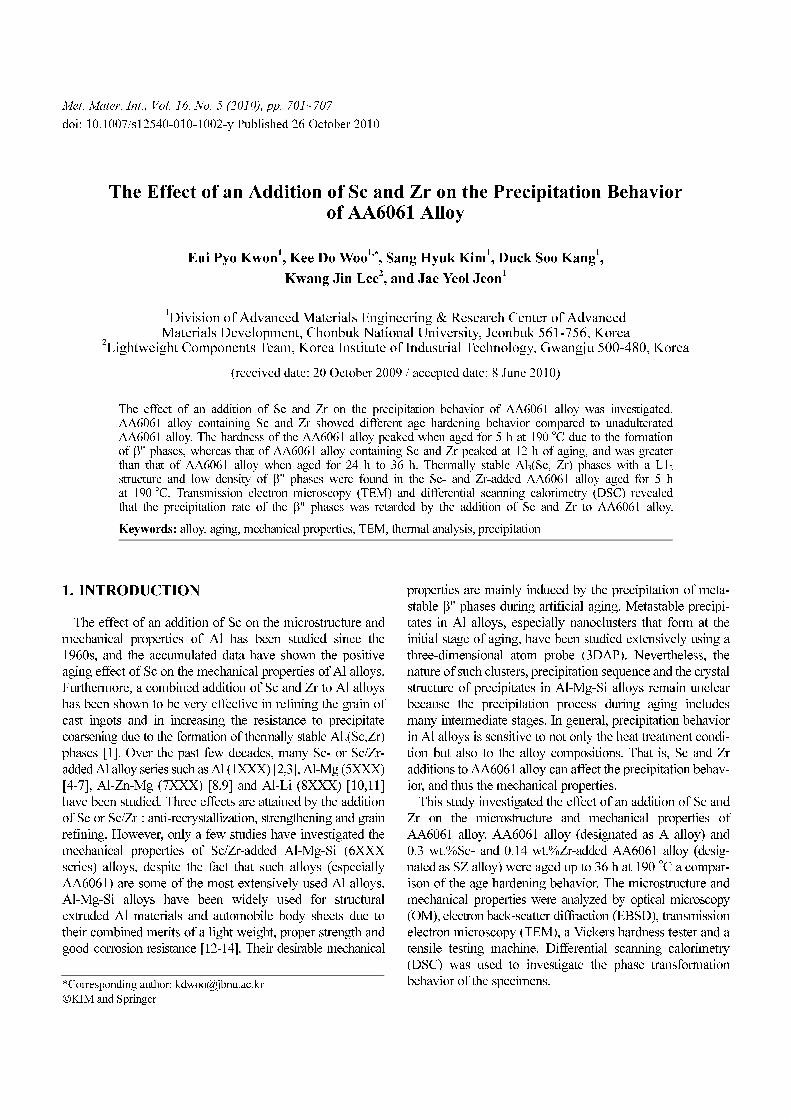
DSC curves showing the β'' precipitation peaks of the as-
quenched A alloy according to heating rate (5 °C/min, 10 °C/
min and 20 °C/min) are presented in Fig. 9. The evident peak
shift to higher temperature as heating rate increased suggests
the heating rate dependence of the β'' precipitation peaks.
This enabled the activation energy (∆Ea) for β'' precipitation
to be calculated.
Based on the DSC analysis results at the heating rates of
5 °C/min, 10 °C/min and 20 °C/min, ∆Ea for β'' precipitation
was calculated using the following Eq. 1. The results are
shown in Table 3.
logΦ = −0.4569∆Ea/(RT) + constant (1)
Here, Φ is the heating rate (K/min), R the gas constant and T
the peak temperature (K). From the plot of logΦ versus (103/
T), ∆Ea for β'' precipitation was estimated. The ∆E
a value
associated with the precipitation of β'' phase was 119.65 kJ/
mol in A alloy but slightly higher at 127.71 kJ/mol in SZ
alloy. That is, the ∆Ea value required for the β'' precipitation
was higher in SZ alloy than it was in A alloy. Therefore, an
addition of Sc and Zr to A alloy reduced the precipitation rate
of the β'' phase. The calculated ∆Ea value of A alloy was
higher than that estimated by Gaber et al. (78.2 kJ/mol) [24].
In fact, many researchers have reported a variation in the ∆Ea
values (e.g., 94.4 kJ/mol [32], 260.6 kJ/mol [33]) for β'' pre-
cipitation in Al-Mg-Si alloys, attributing this to the different
compositions of the measured alloys [24].
4. CONCLUSIONS
The addition of Sc and Zr to AA6061 alloy influenced the
grain size of an as-cast alloy and led to age hardening and
precipitation behaviors. The grains were greatly refined by
the addition of 0.3 wt.%Sc and 0.14 wt.%Zr to AA6061
alloy. The precipitates played a prominent role in the deter-
mination of the mechanical properties of A and SZ alloys;
that is, hardness differences between the alloys at the aging
times ranging from 1h to 36h were responsible for the types
of resulting precipitates and their density in the respective
alloys.
Alloy A showed the highest hardness value when aged for
5 h at 190 °C, whereas the peak hardness of SZ alloy
appeared at the longer aging time of 12 h. The formation of
high density β'' precipitates with a high density was the main
reason for the increased hardness of the A alloy, whereas the
observed higher hardness of SZ alloy aged for 24 h to 36 h,
compared to that of A alloy, was due to the coexistence of
thermally stable Al3(Sc,Zr) particles and β'' phase. TEM and
DSC analyses confirmed that the addition of Sc and Zr to A
alloy retarded the precipitation rate of the β'' phase at a long
aging time, the hardness of SZ alloy remained high.
ACKNOWLEDGEMENTS
This work was conducted with financial aid from the
Gwangju Advanced Technology Parts-Material Industry
Promotion Program in corporation with the Korea Institute
of Industrial Technology (No 10-JE2-0001) and KCR CO.,
LTD(No 106517), Korea.
REFERENCES
1. V. G. Davydov, T. D. Rostova, V. V. Zakharov, Yu. A. Fila-
tov, and V. I. Yelagin, Mater. Sci. Eng. A 280, 30 (2000).
2. C. B. Fuller, J. L. Murray, and D. N. Seidman, Acta Mater.
53, 5401 (2005).
3. N. A. Belov, A. N. Alabin, D. G. Eskin, and V. V. Istomin-
Kastrovskii, J. Mater. Sci. 41, 5890 (2006).
4. E. A. Marquis and D. N. Seidman, Acta Mater. 53, 4259
(2005).
Fig. 9. DSC curves of the as-quenched A alloy according to heating rate.
Table 3. Temperature of β" precipitation peaks according to the heating
rate and calculated activation energy (∆Ea
) for the β" precipitation
AlloysHeating rate (°C/min) ∆E
a
(kJ/mol)5 10 20
A 242.8 °C 255.4 °C 268.4 °C 119.65
SZ 251.9 °C 264.3 °C 276.7 °C 127.71
The Effect of an Addition of Sc and Zr on the Precipitation Behavior of AA6061 Alloy 707
5. V. Singh, K. S. Prasad, and A. A. Gokhale, J. Mater. Sci.
39, 2861 (2004).
6. J. W. Kim, B. K. Min, H. W. Kim, S. B. Kang, and I. M.
Park, J. Kor. Inst. Met. & Mater. 43, 511 (2005).
7. K. D. Woo and S. W. Kim, Met. Mater.- Int. 11, 95 (2005).
8. X. Dai, C. Xia, X. Peng, and K. Ma, J. Univ. Sci. Technol.
Beijing. 15, 276 (2008).
9. O. N. Senkov, M. R. Shagiev, S. V. Senkova, and D. B. Mira-
cle, Acta Mater. 56, 3723 (2008).
10. V. Singh, K. S. Prasad, and A. A. Gokhale, Scri. Mater. 50,
903 (2004).
11. V. Radmilovic, A. Tolley, E. A. Marquis, M. D. Rossell, Z.
Lee, and U. Dahmen, Scri. Mater. 58, 529 (2008).
12. C. S. Tsao, C. Y. Chen, U. S. Jeng, and T. Y. Kuo, Acta
Mater. 54, 4621 (2006).
13. V. L. Niranjani, K. C. Hari Kumar, and V. Subramanya
Sarma, Mater. Sci. Eng. A 515, 169 (2009).
14. L. Lodgaard and N. Ryum, Mater. Sci. Eng. A 283, 144
(2000).
15. Z. Yin, Q. Pan, Y. Zhang, and F. Jiang, Mater. Sci. Eng. A
280, 151 (2000).
16. A. F. Norman, P. B. Prangnell, and R. S. Mcewen, Acta
Mater. 46, 5715 (1998).
17. L. Litynska-Dobrzynska, Achieves of Metall. Mater. 51,
555 (2006).
18. K. L. Kendig and D. B. Miracle, Acta Mater. 50, 4165 (2002).
19. E. P. Kwon, K. D. Woo, M. S. Moon, D. S. Kang, G. C.
Nam, and G. H. Yoo, J. Kor. Inst. Met. & Mater. 47, 175
(2009).
20. H. J. Roven, M. Liu, and J. C. Werenskiold, Mater. Sci.
Eng. A 483, 54 (2008).
21. R. Vissers, M. A. van Huis, J. Jansen, H. W. Zandbergen, C.
D. Marioara, and S. J. Andersen, Acta Mater. 55, 3815
(2007).
22. V. Radmilovic, A. Tolley, Z. Lee, and U. Dahmen, Metall.
J. Metall. 12, 309 (2006).
23. A. Tolley, V. Radmilovic, and U. Dahmen, Scri. Mater. 52,
621 (2005).
24. A. Gaber, M. A. Gaffar, M. S. Mostafa, and E. F. Abo Zeid,
J. Alloys Comp. 429, 167 (2007).
25. M. Murayama and K. Hono, Acta Mater. 47,1537 (1999).
26. A. Serizawa, S. Hirosawa, and T. Sato, Metall. Mater. Trans.
A 39, 243 (2008).
27. F. Fazeli, C. W. Sinclair, and T. Bastow, Metall. Mater.
Trans. A 39, 2297 (2008).
28. S. D. Park, B. G. Kim, and H. W. Lee, J. Kor. Inst. Met. &
Mater. 39, 381 (2001).
29. M. Raghavan, Metall. Mater. Trans. A 11, 993 (1980).
30. T. Ogura, S. Hirosawa, and T. Sato, Sci. Tech. Adv. Mat. 5,
491 (2004).
31. K. Matsuda, K. Kido, T. Kawabata. Y. Uetani, and S.
Ikeno, J. Jpn. Inst. Light Met. 53, 528 (2003).
32. K. D. Woo, J. S. Lee, and S. W. Kim, Met. Mater. Int. 5,
363 (1999).
33. R. S. Yassar, D. P. Field, and H. Welland, Metall. Mater.
Trans. A 36, 2059 (2005).
Related Documents











