1 The Define, Measure, Analyze, Improve and Control (DMAIC) Methodology ean’s objective is to identify and eliminate waste in all processes. The Define, Measure, Analyze, Improve and Control (DMAIC) methodology aims to identify and eliminate variation in a process. DMAIC is a structured problem-solving methodology that directs a lean team’s activities by defining a problem, implementing solutions linked to underlying causes, and establishing best practices to make sure the solutions stay in place. 1 Having a standard improvement model is helpful because it provides teams with a roadmap through a logical process: 2 1 Michael L. George, David Rowlands, Mark Price, and John Maxey, The Lean Six Sigma Pocket Toolbook, (New York: McGraw-Hill, 2005), 1. 2 Quentin Brook, Lean Six Sigma & Minitab: The Complete Toolbox Guide for all Lean Six Sigma Practitioners, 3 rd ed. (Winchester, UK: OPEX Resources Ltd., 2010), 2. Define the problem • Develop a clear project charter based on a real problem that is relevant to the customer and will provide significant benefits to the organization Measure the process • Understand and baseline the current performance of the process through a set of relevent and robust measures (key performance indicators or KPIs) Analyze the process • Find the root causes of the problem and understand/quantify their effect on process performance Improve the process • Develop, select, and implement the best solutions with controlled risks Control the process • Ensure the solutions are "embedded", the process has robust controls. and the project has a clear closure L Gain project approval: The end of the Define phase is a decision point. A project review is required to assess the Define phase outputs, to gain a consensus that the project is worth doing, and to commit the resources required for it to succeed. Close the project: Successful projects need clear and visible closure, the key elements of which should include documenting lessons learned, transference of the new process to where it is “business as usual”, and celebrating success. An iterative approach: Despite the rigid nature of the DMAIC flow, the first four phases are often iterative in their application.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
The Define, Measure, Analyze, Improve and Control (DMAIC) Methodology
ean’s objective is to identify and eliminate waste in all processes. The Define, Measure, Analyze, Improve and Control (DMAIC) methodology aims to identify and eliminate
variation in a process. DMAIC is a structured problem-solving methodology that directs a lean team’s activities by defining a problem, implementing solutions linked to underlying causes, and establishing best practices to make sure the solutions stay in place.1 Having a standard improvement model is helpful because it provides teams with a roadmap through a logical process:2
1 Michael L. George, David Rowlands, Mark Price, and John Maxey, The Lean Six Sigma Pocket Toolbook, (New York: McGraw-Hill, 2005), 1.
2 Quentin Brook, Lean Six Sigma & Minitab: The Complete Toolbox Guide for all Lean Six Sigma Practitioners, 3
rd ed. (Winchester, UK: OPEX
Resources Ltd., 2010), 2.
Define the problem
•Develop a clear project charter based on a real problem that is relevant to the customer and will provide significant benefits to the organization
Measure the process
•Understand and baseline the current performance of the process through a set of relevent and robust measures (key performance indicators or KPIs)
Analyze the process
•Find the root causes of the problem and understand/quantify their effect on process performance
Improve the process
•Develop, select, and implement the best solutions with controlled risks
Control the process
•Ensure the solutions are "embedded", the process has robust controls. and the project has a clear closure
L
Gain project approval: The
end of the Define phase is a decision point. A project review is required to assess the Define phase outputs, to gain a consensus that the project is worth doing, and to commit the resources required for it to succeed.
Close the project:
Successful projects need clear and visible closure, the key elements of which should include documenting lessons learned, transference of the new process to where it is “business as usual”, and celebrating success.
An iterative approach:
Despite the rigid nature of the DMAIC flow, the first four
phases are often iterative in their application.

1
LEAN SIX SIGMA METRICS: HOW TO MEASURE IMPROVEMENTS WITHIN A PROCESS
How do you identify areas for improvement in a process? After you’ve implemented an improvement, how do you know that your efforts are making a difference?
The following is a list of metrics frequently used in Lean Six Sigma projects to measure the outcomes of a process, identify opportunities for improvement and monitor changes over time. These metrics will help you to pinpoint sources of waste, variability or customer dissatisfaction, and by focusing on them you will have a greater potential to find the root causes of problems and thus high-leverage areas for improvement. At least two of these metrics should be incorporated into your project charter as a guide for how you gather baseline data. The metrics you select will depend on the goals of your project, and may require multiple iterations as you discover more about the process you are trying to improve. Often it is helpful to focus on a metric that is meaningful to the customer and another that will resonate with agency leaders and the organization’s strategic goals.
Lean Six Sigma metrics by category
Time metrics
How long does it take to produce a product or service? How long does it take to deliver that service to the customer? How much of that time is spent adding value to the product?
Note: Lead time > processing time > VA time. The goal of Lean is to make lead time and processing time closer to VA time.
Lead time: the total time from start to finish to develop a service/product and deliver it to the customer, including waiting time (expressed in days; a lower number is better)
Processing time: “touch time”, or the number of working hours spent on process steps, not including waiting time (a lower number is better)
Response (wait) time: the number of working hours it takes to react to a customer request for a service or product (a lower number is better)
Activity ratio: processing time divided by lead time (expressed as percentage; a higher number is better)
Best and worst completion time: the range of variation in lead time or processing time, may also include standard deviation if data are available (a smaller range is better)
Percent on time delivery: how often your lead time meets your target (a higher number is better)
Value added (VA) time: amount of processing time spent adding value to the service/product, where value is defined as “something the customer is willing to pay for” such as drafting a contract for a vendor (a higher proportion of VA time is better)
Non-value added (NVA) time: amount of time not spent adding value to the service/product, activities that the customer is not “willing to pay for” such as waiting for a signature or review (a lower proportion of NVA time is better)
Essential non-value added (ENVA) time: non-value added steps that cannot be eliminated (goal varies by service or product)
Cost metrics
How much does it cost to complete the process and produce a service or product? What are operational costs relative to production levels?
Total process cost: total costs, including labor, material and overhead, to produce the service/product (a lower number is better, given the same level of production)
Cost per transaction: total process cost divided by number of services/products produced (a lower number is better)
Cost savings: dollar or percentage reduction in total process cost or cost per transaction (a higher number is better)
Cost avoidance: dollar or percentage reduction in planned spending that would otherwise have occurred (a higher number is better)
Labor savings: reduction in labor hours needed to perform process, usually “soft cost savings” as staff hours are redirected to value-added activities (expressed in hours, FTEs, or percentage reduction; a higher number is better)

2
Quality metrics
Did you succeed in creating value for the customer? Do services meet customer satisfaction criteria? How often does the process generate mistakes that require rework?
Customer satisfaction: qualitative or quantitative data derived from surveys, number of complaints, thank-you notes or other feedback mechanisms (goal varies by measurement technique)
Defect rate: percent of services/products that are “defective”, where a defect is defined as “something the customer does not like” (a lower number is better)
Rework steps / time: amount of a process spent correcting mistakes or going back for missing information (a lower number is better)
Percent complete and accurate: percent of occurrences where a process step is completed without needing corrections or requesting missing information (a higher number is better)
Rolling first pass yield: percent of occurrences where the entire process is completed without rework, or the product of all steps’ percent complete and accurate rating (a higher number is better)
Output metrics
How many services or products are completed or produced every month or year? How many are in the pipeline? Did you produce more than the customer needed?
Production: total number of services or products completed or produced in a given amount of time (goal varies by service or product; the optimal level should align with customer demand to minimize backlogs and excess inventory)
Work in process: number of services or products currently being processed (goal varies by service or product)
Backlog: number of services or products that are waiting to start the process (a lower number is better)
Inventory: a supply of raw materials, finished products or unfinished products in excess of customer demand (a lower number is better)
Process complexity
Is the process overly complex? How many steps make up the process? How often does it change hands or require someone’s signature?
Process steps: total number of steps to complete the process (aim for reduction)
Value added process steps: number of process steps which add value to service/product (aim to increase proportion of value added steps, or eliminate non-value added steps)
Decisions: Number of decision points where process changes for different situations and staff must decide the appropriate path to follow (goal varies by service or product, typically aim for reduction)
Signatures required: number of approvals needed, usually involve delays and handoffs (aim for reduction)
Handoffs: number of times the service/product changes hands, can be a source of errors, miscommunication, or delays (aim for reduction)
Loop backs: when steps of a process must be repeated, usually to correct errors or find missing information (aim for reduction)
Organizational metrics
Are Lean deployments creating a cultural shift in your organization? Are you improving employee work environments and morale?
Lean events: number of Lean events, such as Kaizen or value stream mapping events
Lean participation: number of employees participating in Lean events or projects
Lean training: number of employees receiving Lean training
Employee satisfaction: qualitative or quantitative data derived from surveys, number of complaints or other feedback mechanisms (goal varies by measurement technique)
Adapted from: Ohio Department of Administrative Services. Lean Six Sigma Metrics. LeanOhio Resources. Accessed 01 April 2013 from http://lean.ohio.gov/Resources.aspx.
U.S. Environmental Protection Agency. July 2009. Lean Government Metrics Guide. Accessed 01 April 2013 from http://www.epa.gov/lean/government/publications/index.htm.

1
Waste in an administrative and service environment
aste is anything other than the minimum amount of people, effort, material/information and equipment necessary to add value to a product or
service. The goal of Lean Six Sigma is elimination of waste by defining the waste, identifying its source, planning for its elimination, and establishing permanent control to prevent recurrence.1 Types of waste in an office/administrative setting usually fit into four categories: 2
Information waste
Process waste
Waste in the physical environment
People waste (inefficiencies in how organizations and people work)
Information Waste2
he following table defines specific causes of information waste and suggests ways to identify and reduce or eliminate them.
Waste Identifying, Reducing, and Eliminating
Redundant inputs and outputs of data: Identical data inputs or outputs occurring more than once without adding value.
Check for redundancies and repetition in processes, job descriptions, documents, and data fields. Check across processes and functions. Make sure the task is performed only once and by those who have the information to complete the task.
1Forrest W. Breyfogle III, Implementing Six Sigma: Smarter Solutions Using Statistical Methods, 2
nd ed. (Hoboken: John Wiley &
Sons, Inc., 2003), 858. 2 Jeffrey L. Oelke, “Kaizen Event: Understanding and Applying Lean to Reduce the DOT Project Finals Closeout” (seminar and
workshop, University of Wisconsin-Madison, Department of Engineering Professional Development, January 16-17, 2013).
W
T

2
Waste Identifying, Reducing, and Eliminating
Incompatible information systems: When two or more computer systems are used in the same process, but do not share data.
When process mapping, identify any IT systems involved in the process. Simplify the process and minimize the number of systems wherever possible. Simplify and clarify read-out and input fields in both physical and electronic forms. When a process involves cross-functional or cross-level interaction, make the relevant data and documents available to all employees needing the information.
Manual checking of electronic data: When electronic or electronically generated information is manually checked for accuracy and completeness.
Recognize that checking for mistakes indicates a failure in the system. Modify the system to eliminate need for manual checking.
Data dead-ends: When data flows through a system and then stops, not serving any purpose. Occurs when data is not used or never will be used.
Is information being provided (e.g., a report) even though it is not needed? Is a downstream process not receiving necessary data? If so, is the data really needed, or is the process getting the data from another source? Stop producing the report if it is not needed. Determine the best way for the downstream process to receive the data, information or report.
Reentering data: When original data input is flawed or lost, so it needs to be reentered.
Analyze how data will be used. This may provide insight on how to improve data collection and availability to everyone who needs access to the data or information. Update records and have systems in place for tracking usage. Verify information at the entry point; automate checks and sample data to provide feedback to individuals entering the data.
Converting formats: The need to change data from one format to another.
Identifying this can be self-evident or a clear process step during process mapping. Apply common formatting standards wherever possible, and communicate the standards to employees and customers. Before compiling and presenting data, have the users provide specifics on the format that will best meet their needs.
Unnecessary data: Data and/or information that is not used in any process. It may be left over from a previous process, or it may be “just-in-case” data.
Does the data have an apparent relevance? Do stakeholders need the data anymore? What are the users’ data requirements? Avoid gathering data that does not have any apparent relevance—immediate or long term. Check with stakeholders if they need information that was previously gathered for a specific purpose. Devote more time up front to understand user requirements.

3
Waste Identifying, Reducing, and Eliminating
Unavailable, unknown, or missing data: Data and/or information that should be available to a particular person, group, or system, but is not.
Process mapping and root cause analysis will help with identification. Wherever applicable, ensure file names and labels reflect the kind of data each file contains, as well as the business areas or processes that most likely to use the data. Make the documentation and data storage systems easily accessible to all users. Standardize documents.
Data safety issues: Data that is lost or corrupted.
Unfortunately, these issues are usually identified only after it has happened. Back up data in more than one location. Use encryption for sensitive data. Establish version controls. Implement an operational backup and recovery plan.
Incorrect data: Data with calculation errors, stored in, or collected from the wrong location.
Incorrect data usually becomes more evident downstream and may not be noticed at all until a problem occurs. Process mapping and root cause analysis may reveal inaccuracies. Recognize that the source of the incorrect data may not be the source of the problem. Trace the true origin of the inaccuracies to help correct and assure data is valid in the future. Reduce the number of manual data inputs and handoffs. Simplify input and read-out forms and screens.
Unclear or incorrect data definitions: Descriptions of data in database tables are unclear or incorrect.
This may be causes to incorrect data and may come out in a root cause analysis. Standardize data definitions. Ensure staff has a current reference of data fields and definitions.
Data discrepancies: When the same data drawn from the same source at different times is different.
Investigate and determine the source of the discrepancy. Investigate external sources of information. To prevent discrepancies arising, ensure procedures for gathering and sorting information are well defined and clearly understood. Set organization-wide standards for information sources.
Process Waste3
he following table defines specific causes of process waste and suggests ways to identify and reduce or eliminate them.
3 Oelke, “Kaizen Event.”
T

4
Waste Identifying, Reducing, and Eliminating
Defects: Anything that contributes to a product or service not meeting exactly what the customer wants or a variance from a desired result or purpose.
Do you understand what the customer wants or how they will use the product or service? What is important to them in terms of product or service performance? Establish documented work instructions (i.e., standard work procedures). Provide training for new processes. Establish checklists for complex processes. Adopt mistake proofing techniques.
Scrap: Leftover material or data that will go unused.
Look for ways to recycle before discarding (e.g., PowerPoint presentations). Make data/information available to another department before discarding (e.g., job applicants who were not hired). Establish clear and specific requirements for a product or service outcome.
Rework: Redoing a task to correct an error.
Rework is usually evident in a process. It is one of the most likely reasons for extended lead and process times, and is usually a result of defects in a product or service. Process steps with low complete and accurate percentages are likely causes of rework and should be targeted. The most effective way to reduce the amount of rework is to control the number of defects and complexity in a process.
Workarounds: A short cut process that is completed when a standard operating procedure is difficult to complete.
Recognize that workarounds are often necessitated by process inefficiencies and/or poor standardization. Compile a set of best practices that include viable alternatives to existing procedures, or revamp the standard operating procedure in question.
Inspecting, checking and double-checking: Effort toward validating work has been done correctly.
Design or redesign each process step to check the previous step along. Empower each person in a process with appropriate accountability and decision making authority.
Approvals: Reviewing a process which seldom or never executes a corrective action and often causes a delay in work flow.
Determine why the approval is required, the delay it causes and frequency of corrective action. See if the decision-making can be delegated to keep work flowing. Make sure standards are communicated, understood and owned by all members of the process.

5
Waste Identifying, Reducing, and Eliminating
Variable flow in a process: Present high peaks (e.g., end of month or end of year) and low valleys in work demand.
Recognize workload variation can occur among employees and different departments. Wherever possible, cross-train employees to help distribute work evenly. Implement standard processes and templates.
Incomplete work: Work that is stopped midway for any reason. Incomplete work is a subcategory of inventory.
Weigh the pros and cons of leaving a process incomplete before making a final decision. Determine the reason for the interruption in the workflow and move to resolve: cancellation of work already started; interruption by internal or external resources; change in strategy; or change in management.
Too much inventory: A process step where information (electronic or paper) accumulates. Excess stock of anything.
Common identifiers can be unread/processed materials found in inboxes (electronic or paper); processes completed in batches including invoices and performance reviews; and excessive offices supplies. Produce only enough to satisfy the work requirements of downstream processes. Standardize work locations and the number of units per locations. Ensure work arrives at the downstream process when it is required.
Overproduction: Producing more information or service than is needed and/or sooner than needed by the customer.
Common indicators are printing paperwork before it is needed, purchasing items before they are needed or processing paperwork before the next person is ready for it. Establish a work flow sequence to satisfy the downstream customer. Create workplace norms and standards for each process. Create signal devices to prevent early processing.
Waiting: Waiting for information, material, or people.
Common causes are unbalanced workload, inefficiencies in automation (computer system is slow), poor planning and scheduling or absences of communication. Balance the workload by redistributing tasks along the process flow. Institute a management interval process (e.g., hourly, daily, weekly, monthly, etc).
Over/extra processing: Process steps that require more effort than necessary, or activities that do not add value for the customer.
Possible examples are printing receipts when the customer does not require them or conducting regularly scheduled meetings where no action items are developed. Review the steps in each process and streamline or eliminate steps whenever possible. Conduct external benchmarking trips to discover more efficient work practices.
6
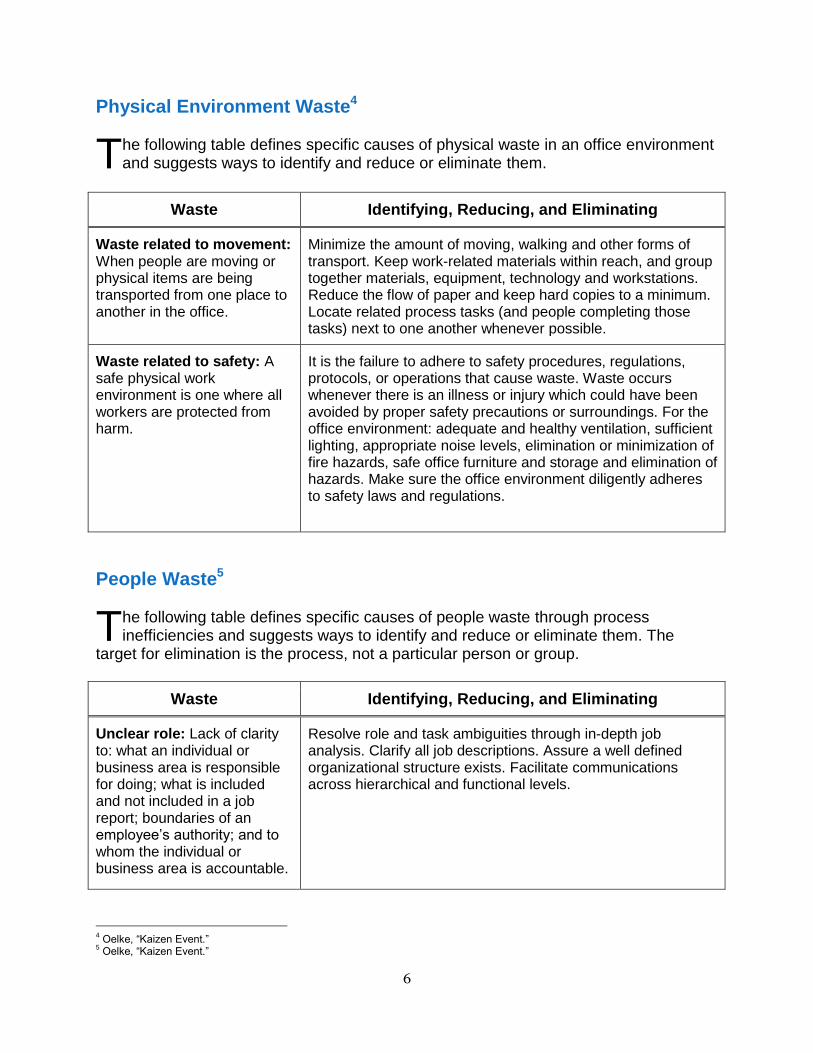
Physical Environment Waste4
he following table defines specific causes of physical waste in an office environment and suggests ways to identify and reduce or eliminate them.
Waste Identifying, Reducing, and Eliminating
Waste related to movement: When people are moving or physical items are being transported from one place to another in the office.
Minimize the amount of moving, walking and other forms of transport. Keep work-related materials within reach, and group together materials, equipment, technology and workstations. Reduce the flow of paper and keep hard copies to a minimum. Locate related process tasks (and people completing those tasks) next to one another whenever possible.
Waste related to safety: A safe physical work environment is one where all workers are protected from harm.
It is the failure to adhere to safety procedures, regulations, protocols, or operations that cause waste. Waste occurs whenever there is an illness or injury which could have been avoided by proper safety precautions or surroundings. For the office environment: adequate and healthy ventilation, sufficient lighting, appropriate noise levels, elimination or minimization of fire hazards, safe office furniture and storage and elimination of hazards. Make sure the office environment diligently adheres to safety laws and regulations.
People Waste5
he following table defines specific causes of people waste through process inefficiencies and suggests ways to identify and reduce or eliminate them. The
target for elimination is the process, not a particular person or group.
Waste Identifying, Reducing, and Eliminating
Unclear role: Lack of clarity to: what an individual or business area is responsible for doing; what is included and not included in a job report; boundaries of an employee’s authority; and to whom the individual or business area is accountable.
Resolve role and task ambiguities through in-depth job analysis. Clarify all job descriptions. Assure a well defined organizational structure exists. Facilitate communications across hierarchical and functional levels.
4 Oelke, “Kaizen Event.”
5 Oelke, “Kaizen Event.”
T
T

7
Waste Identifying, Reducing, and Eliminating
Lack of training: Insufficient job-related and developmental training.
Analyze the skills and knowledge necessary to successfully perform each job, and make sure employees possess both the necessary skills and knowledge. Recognize that a change for the better in any process will entail training to capture the full potential.
Work or task interruptions: When someone focused on a particular task is unexpectedly diverted to another task or issue.
Common occurrences are phone calls, e-mails requiring immediate attention and unplanned meetings. Minimize interruptions through planning, scheduling and prioritization of work at the individual, department and organization levels. Have managers delegate appropriate decision-making authority to capable employees.
Multitasking waste: Occurs when a person intentionally attempts to simultaneously complete more than one task.
Rather than multitask several jobs, decide which approach best suits each process, role and work area. If multitasking is a competency required for a particular role, keep that skill in mind at the point of recruitment. Ensure separate targets, standards and metrics are applied to each task.
Underutilization of talent: When the productivity or creative potential of human resources is not fully utilized.
Build value for human capital needs into the culture. Assure leadership is open to suggestions and ideas from all levels. When possible, allow employees an opportunity to perform in other functions, levels and geographies. Encourage employees to have active engagement in their performance appraisal and career planning.
Hierarchy and structure waste: Occurs if an organization’s structure is multilayered, so the presence of unnecessary vertical layers impedes the flow of value.
Facilitate smooth and efficient flow of value by requiring top-down as well as bottom-up channels of communication. Delegate responsibility and entrust every employee with some level of decision making.
Recruitment errors: When an organization selects the wrong person or loses out on the right person for a job.
Include input from all stakeholders—top management, current role holder, peers in other departments, customers and others when conducting a job and competency analysis. Assure the recruitment panel includes representatives from all concerned functions.
Lack of strategic focus: Occurs when employees work within a division, business area, or work group without a focus on organizational goals.
Align individual and division goals and projects to the department’s strategy. Make the information and process used to develop the strategy available to staff. Make the mission vision and values transparent to demonstrate alignment and support. Encourage interaction and team building among divisions and business areas.

December 10, 2014
1
Lean Six Sigma project plan
Project name: Start date: End Date:
Problem statement: (What is the problem? When has it been seen? What is its magnitude? What is its impact?)
Mission statement: (What does success look like?)
Baseline metrics: (What are the current levels of performance?)
Goal(s): (What is the desired target? What, specifically, are we trying to achieve?)
Team Structure
Role Name Functional Area Sponsor: Process owner: Team lead:
Role Name Functional Area Expertise
Team member: Team member: Team member: Team member: Team member: Team member: Team member: Team member: Advisory personnel: Advisory personnel:

December 10, 2014
2
Stakeholder analysis
takeholder analyses generally focus on two things: power—the role of a stakeholder and their relationship to the project determines their ability to support the project or hinder its progress; and position—the
position of a stakeholder as a blocker or supporter and their level of interest will determine their response to project. Teams may wish to use the following matrix1 to classify certain stakeholders (e.g., internal and external customers, Lean team, or anyone who has a vested interest in process inputs, outputs or outcomes). Listing the stakeholders with their expectations and concerns will help in developing a communication plan.
Pow
er /
Rol
e
Hig
h
Keep satisfied Key players
Low
Minimum effort Keep informed
Low (Blocker) High (Supporter)
Interest / Position
Stakeholder & Role Functional Area/Organization Expectations Concerns
1 Quentin Brook, Lean Six Sigma & Minitab: The Complete Toolbox Guide for all Lean Six Sigma Practitioners, 3rd ed. (Winchester, UK: OPEX Resources Ltd., 2010), 26.
S

December 10, 2014
3
Communication plan
ook at the team structure and stakeholder analysis. What information does each party need and how is it communicated to them? The purpose of a communication plan is to create a strategy for day-to-day
management of key stakeholders to remove barriers to successful implementation.
Audience Type of Information
Frequency / Day / Time /
Trigger Medium
Prepared By
Role Name Role Name
L

December 10, 2014
4
Work plan and schedule
DEF
INE
Phase 1 – Define Scheduled Meeting Dates Start date: Completion date:
Key Steps Who has responsibility?
When will it be completed?
What method and/or tool will be/has been used?
1. Review project charter
2. Validate problem statement goals
3. Validate quantitative benefits
4. Create/validate high level process map and scope
5. Complete communication plan
6. Complete project plan
7. Complete Define gate review
MEA
SUR
E
Phase 2 – Measure Scheduled Meeting Dates Start date: Completion date:
Key Steps Who has responsibility?
When will it be completed?
What method and/or tool will be/has been used?
1. Create/validate a process map (value stream or other, detailed process map, such as a metrics-based (MBM)) to confirm current process flow

December 10, 2014
5
2. Identify the relevant outputs, inputs, and process variables
3. Create a data collection plan including operational definitions for all measures
4. Create a data analysis plan
5. Use measurement system analysis or similar procedures
6. Collect data to establish baselines
7. Update process map (value stream or metrics-based) with data
8. Use Little’s Law to calculate lead time
9. Perform process capability evaluation
10. Make quick-hit improvements
11. Update project charter, project plan, and any other documents
12. Complete Measure gate review
AN
ALY
ZE
Phase 3 – Analyze Scheduled Meeting Dates Start date: Completion date:
Key Steps Who has responsibility?
When will it be completed?
What method and/or tool will be/has been used?
1. Conduct value analysis
2. Calculate process cycle efficiency (PCE)

December 10, 2014
6
3. Analyze the process flow
4. Analyze data collected in Measure
5. Generate theories to explain potential causes
6. Narrow the search
7. Collect additional data to verify root causes
8. Update project charter, project plan, and any other documents
9. Complete Analyze gate review
IMPR
OVE
Phase 4 – Improve Scheduled Meeting Dates Start date: Completion date:
Key Steps Who has responsibility?
When will it be completed?
What method and/or tool will be/has been used?
1. Develop potential solutions
2. Evaluate, select and optimize best solutions
3. Develop future-state value stream, metrics-based, or other detailed process map
4. Develop and implement pilot solution
5. Confirm attainment of project goals
6. Develop and execute full-scale implementation plan

December 10, 2014
7
7. Update project charter, project plan and any other documents
8. Complete Improve gate review
CO
NTR
OL
Phase 5 – Control Scheduled Meeting Dates Start date: Completion date:
Key Steps Who has responsibility?
When will it be completed?
What method and/or tool will be/has been used?
1. Develop supporting methods and documentation
2. Launch implementation
3. Lock in performance gains by using mistake-proofing or other methods to prevent people from going back to old ways
4. Monitor implementation
5. Develop process control plans and hand off control to process owner
6. Confirm measures of improvements and assign dollar figures where appropriate
7. Finalize project: document ideas, methods, and lessons learned; complete control gate review; and communicate methods and results to others in the department
8. Validate performance and quantitative results several months after project completion

December 10, 2014
8
Resistance analysis
his analysis identifies the barriers/obstacles that hinder the team. In other words, what would stop the team from producing any of the deliverables for each phase of the project or overall project implementation?
DEF
INE
Deliverables Barrier/Obstacle Likelihood (low, med,
high) Has it been addressed?
A completed project charter Documentation showing what customers (internal and external) are or will be affected by this project and what their needs are
High-level process map(s), at least a SIPOC diagram
Completed project plans Outcomes from the project launch meeting showing team consensus around project purpose, charter, deliverables, and team responsibilities
MEA
SUR
E
Deliverables Barrier/Obstacle Likelihood (low, med,
high) Has it been addressed?
Fully developed current-state process map (VSM or MBM)
Reliable data on critical inputs (Xs) and critical outputs (Ys) to be used for analyzing defects, variation, process flow, and speed
Baseline measures of process capability, including process Sigma quality level, and lead time
Refined definitions of improvement goals (specific and measureable)
A capable measurement system Revised project charter (if data interpretation warrants a change)
AN
ALY
ZE Deliverables Barrier/Obstacle
Likelihood (low, med,
high) Has it been addressed?
Documentation of potential causes considered in analysis
Data charts and other analyses that show the link between the targeted input and process (Xs) variables and
T
December 10, 2014
9
critical output (Y) Identification of value-added and non-value-added work
Calculation of process cycle efficiency
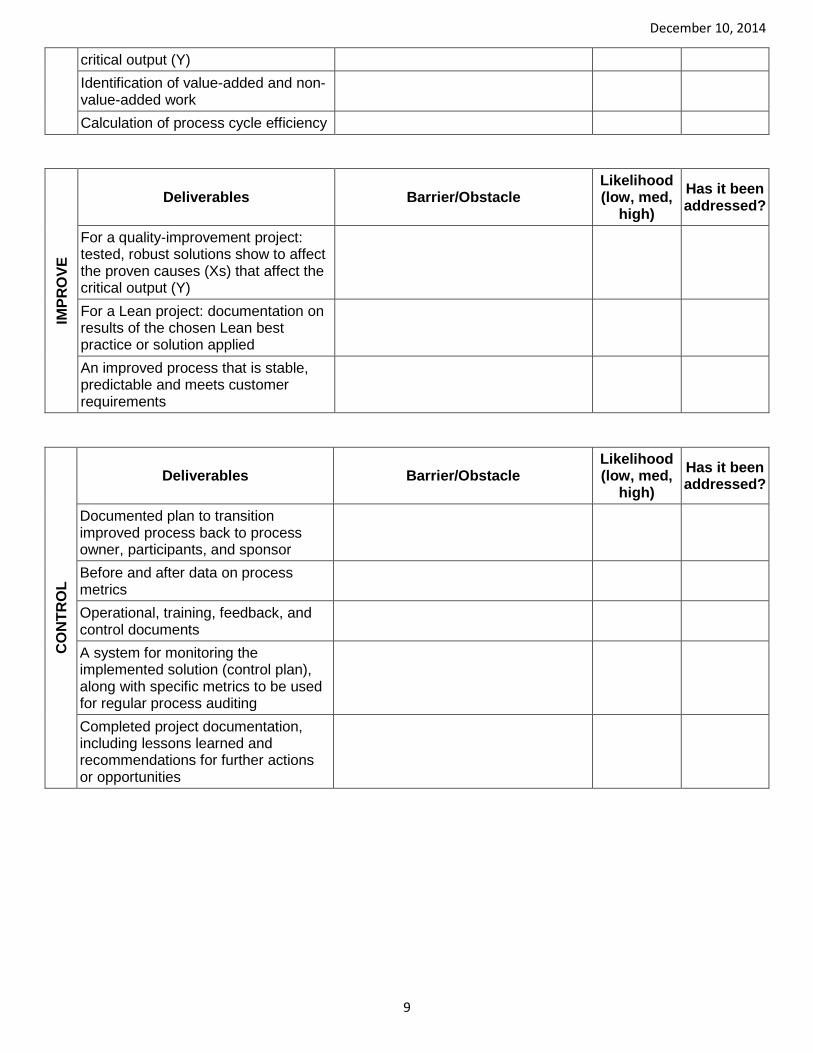
IMPR
OVE
Deliverables Barrier/Obstacle Likelihood (low, med,
high) Has it been addressed?
For a quality-improvement project: tested, robust solutions show to affect the proven causes (Xs) that affect the critical output (Y)
For a Lean project: documentation on results of the chosen Lean best practice or solution applied
An improved process that is stable, predictable and meets customer requirements
CO
NTR
OL
Deliverables Barrier/Obstacle Likelihood (low, med,
high) Has it been addressed?
Documented plan to transition improved process back to process owner, participants, and sponsor
Before and after data on process metrics
Operational, training, feedback, and control documents
A system for monitoring the implemented solution (control plan), along with specific metrics to be used for regular process auditing
Completed project documentation, including lessons learned and recommendations for further actions or opportunities

December 10, 2014
10
Risk Assessment
onducting a risk assessment is an opportunity to evaluate the magnitude that potential events might have on a division’s ability to achieve both its strategic and operational objectives. Two common tools used are
a cause-and-effect (C&E) matrix and failure modes and effects analysis (FMEA).
C&E matrix2 The purpose of the C&E matrix is to identify the few key process input variables that must be addressed to improve the key process output variable(s). This allows the team to see what effect various inputs and outputs have on ranked customer priorities. Use this in Measure to prioritize inputs being considered for data collection, and use it in Improve to pinpoint the focus of improvement efforts. The table below may be used as a template; part of a process has been filled in as an example:
Temp of coffee Taste Strength
Key customer
requirement (output)
Key customer
requirement (output)
Process outputs
Importance (1-10)
8 10 6
Process Steps
Process Inputs Total
Clean carafe 3 1 36Fill carafe with water
9 9 144
Pour water into maker
1 1 16
Place filter in maker
3 1 36
0000000000
Correlation of Input to Output (blank = no correlation; 1 = remote correlation; 3 = moderate correlation; 9 = strong correlation)
Completing the matrix
Key customer requirements (outputs) can be identified from the process map or voice of the customer (VOC) studies. When rating each input against each output, at least 50 to 60 percent of the cells will remain blank; too many filled-in cells are likely forced relationships that do not exist. Correlation scores are cross-multiplied with priority scores and then added across for each input. For example, the “clean carafe” process step formula is (3 × 10) for taste plus (1 × 6) for strength, which equals 36. Formulas are already provided for totaling in the table above. Double click on the table above to activate the Excel worksheet. Focus on the variable relationships with the highest total scores, especially on those where there are acknowledged performance gaps.
2 Michael L. George, David Rowlands, Mark Price, and John Maxey, The Lean Six Sigma Pocket Toolbook, (New York: McGraw-Hill, 2005), 148.
C

December 10, 2014
11
Failure modes and effects analysis (FMEA) The purpose of a FMEA is to identify the ways a product, service, or process can fail; estimate risk associated with specific failure causes; prioritize the actions to reduce risk of failure; or evaluate the current control plan.
When to use FMEA
• When designing new systems, products, and processes • When changing existing designs or processes • When carry-over designs are used in new applications • After system, product, or process functions are defined, but before beginning detailed final design • In Define: to understand the risk of a project • In Measure: to understand how process steps or key process input variables (KPIVs) relate to risk,
and to prioritize (KPIVs) • In Analyze: to understand the improvement implementation risks • In Improve: to assess the effectiveness of a control plan
An Excel file with a FMEA template is available on the Lean dotnet, Resources and planning page.

Voice of the customer (VOC)
Even the smallest Lean Six Sigma project must take the time to ensure it is customer focused (internally and/or externally). This includes talking to customers and thinking logically about products and services from their perspective to understand their needs. Voice of the customer information includes: how well current services and products meet or fall short of customers’ needs; what unmet customer needs exist; what is currently offered that customers feel is unnecessary; and how services compare to those offered by similar providers and with high-performance levels (benchmarking). To collect this information, the affected business area or Lean team should determine the appropriate customer service metric, the best way to gather the data, and how the data should be reviewed and analyzed. Customer segmentation:
Customer segmentation is a way to identify and focus on the subgroups of customers who generate the highest value from the product, service, or process being improved. The Lean Six Sigma Pocket Toolbook provided to each division’s Lean point of contact goes into further detail.
Sources of customer data:
There are two rules when collecting VOC data: (1) It must be simple to collect, and (2) it must be used because if it is not, collecting it would be pointless. Some sources may be indirect (e.g., industry experts, market analyses, academia, for example) but most will be more direct: surveys (formal/informal or internal/external), focus groups, customer contacts (e.g., complaint/compliment mechanisms or customer facing staff), interviews, auditing, or management information systems (i.e., computer systems used for managing). The Lean Six Sigma Pocket Toolbook is a good reference for learning different sources of data and using a particular contact method.
Kano analysis:
A Kano analysis is used to understand what value customers place on the features of a product or service. Using this tool may reduce the risk of providing products or services that over-emphasize features of little importance or that miss critical-to-quality attributes. Please see the Kano analysis handout on the Lean dotnet page for more information.
Critical-to-quality (CTQ) requirements:
Customer comments may not provide adequate detail to make them actionable by the Lean team. Developing CTQ requirements helps a Lean team develop precise functional requirements or features that are essential to the delivery of a service or product. Affinity diagrams or CTQ trees are good tools for sorting ideas and finding themes. Critical-to-quality trees are especially useful in providing clarity and a structure for developing quantifiable specifications. The CTQ tree will also help a team identify key performance indicators (KPI).

The Kano Analysis: Customer Needs Are Ever Changing J. DeLayne Stroud February 26, 2010
I will be the first to admit that I still have a few cases of 8-track tapes. For those too young to know what 8-track tapes are, please ask your parents. As a customer who purchased a lot of music, my needs were simple. I wanted clearer sound and something smaller to store. The music industry responded and introduced the cassette. The cassette was indeed smaller. It did not fade out and then back in with that annoying “click” that my 8-track tapes used to have. I was pleased with my cassette collection. Then suddenly, the music industry introduced something called a CD – a compact disc. The CD offered better clarity, more storage capacity and the ability to jump to specific songs, or shuffle the order of their play. Best of all, one never had to rewind!
The point is simple. As a customer, my needs changed. In the move to CDs, I did not realize my needs had changed but the music industry, through research, keeping up with the competition and advances in technology, delighted me with new product offerings. Even today as my CDs are dust covered because I only utilize my iPod, new advances in music technology are being made to further address music customer needs.
The Kano Analysis
How does a company analyze customer needs? How can it easily determine what delights customers or what their basic needs are? One powerful technique to address these questions has been developed by Professor Noriaki Kano of Tokyo Rika University, and his colleagues. This is Kano’s theory: For some customer requirements, customer satisfaction is proportional to the extent to which the product or service is fully functional.
The Kano model addresses the three types of requirements:
– Satisfying basic needs: Allows a company to get into the market.
– Satisfying performance needs: Allows a
company to remain in the market. – Satisfying excitement needs: Allows a
company to excel, to be world class.
Dissatisfiers or Basic Needs
Expected features or characteristics of a product or service (legible forms, correctly spelled name, basic functionality). These needs are typically “unspoken.” If these needs are not fulfilled, the customer will be extremely dissatisfied. An example of an “unspoken” need when staying at a hotel is cleanliness. This includes a clean bathroom, clean linens and a pleasant, fresh aroma in the air. When a person books a reservation at a hotel, they do not request a clean room. They expect it. If this basic need is not met, they will be extremely dissatisfied.
Satisfiers or Performance Needs
Standard characteristics that increase or decrease satisfaction by their degree (cost/price, ease of use, speed). These needs are typically “spoken.” Using the hotel example again, “spoken” needs could be Internet access, a room away from the elevators, a non-smoking room, the corporate rate, etc.
Delighters or Excitement Needs
Unexpected features or characteristics that impress customers and earn the company “extra credit.” These needs also are typically “unspoken.” Think of the Doubletree Hotels. Those who stay there are delighted by a freshly baked, chocolate chip cookie delivered to their room during turn-down service.

Figure 1: The Kano Model Illustrated
Customer Needs Change
The horizontal axis of this figure indicates how fully functional a product/service is. The vertical axis indicates how satisfied the customer is. The line going through the origin at 45 degrees, represents the situation in which customer satisfaction is directly proportional to how fully functional the product/service is. In other words, it represents the situation in which the customer is more satisfied with a more fully functional product/service and less satisfied with a less functional product/service.
Kano terms such requirements as “one-dimensional” requirements. A 10 percent improvement in functionality results in a 10 percent improvement in customer satisfaction. For example, the faster the response time on a system, or the more miles per gallon for a vehicle, the more the customer likes it.
Kano Requirements Type Definitions: A Summary
Requirements Type Definition
Must Be (Expected Quality) Requirement that can dissatisfy (expected, but cannot increase satisfaction)
One-Dimensional (Desired Quality)
The more of these requirements that are met, the more a client is satisfied
Delighters (Excited Quality) If the requirement is absent, it does not cause dissatisfaction, but it will delight clients if present
Indifferent Client is indifferent to whether the feature is present or not
Reverse Feature actually causes dissatisfaction

Figure 2: The Extended Kano Model Illustrated
Figure 3: How Requirements Can Be Identified
Conclusion: What Delights Today…
Here is the Kano Analysis in summary:
– The Kano Analysis helps to identify unspoken needs before prioritization.
– It is intended to help prioritize customer
needs. – It should be linked to a company’s multi-
generational project plan. – Generation 1 has to cover the “must be’s.” – The company must realize that customers’
expectations and/or needs vary over time.
Needs change. For example, in the Doubletree Hotel example about the freshly baked, chocolate chip cookie: Many people are becoming more health conscious now. Perhaps a high-calorie, confectionary item is no longer a top delighter. Also, consider the comment about the need for Internet access in the hotel room being a satisfier. While wireless Internet access could have been considered a delighter, it is quickly becoming a basic need of convenience.
The important points to keep in mind are:
1) what delighted customers in the past is now expected and
2) what is expected today will not meet minimum customer expectations in the future.
NOTE: Larger diagrams follow.


Critical to quality (CTQ) requirements
Critical to quality (CTQ) is the analysis of the characteristics of a product or service that are critical to
the customer or to the performance of the product or service to guarantee that they meet
requirements. Good customer requirements: are specific and easily measured; are related directly to
an attribute of the product or service; do not suggest alternatives or a design toward a particular
approach or technology; and describe what the need is, not how it will be met. Developing most CTQ
requirements starts with themes collected during voice of the customer (VOC) studies and asking why
the customer feels that way. Do this as a follow-up with customers and conduct further contact to
establish quantifiable targets and specification limits (tolerance) associated with the need. In short,
define or articulate what the customer(s) consider to be “timely,” “accessible,” “high quality,” “fixed
right,” or any other requirement. The following is an example of how a CTQ tree1 can provide clarity
and structure for developing quantifiable specifications.
DMV Phone Services
Correct
information
Good
customer
service
Quick
phone call
Maintain
customer
confidenti-
ality
Accurate
and
complete
Cordial
greeting
Keep call
from
escalating
to a
negative
manner
First
contact
resolution
Wait time
Customer
confirms
personal
information
at beginning
of phone
call
100%
complete,
accurate,
and relevant
information
Courteous
greeting,
ask caller’s
name and
how they
may be
helped
No
arguments,
customer is
not laughed at
or talked over;
no supervisor
intervenes
Call is
answered
by an
agent
within 2
minutes
Customer
does not
have to
call back
with the
same
problem
This side of the tree is
focused on the
customer’s experience
in receiving the service
or product.
This side of the tree is
focused on the delivery
of the service or product.
Voice of
the
customer
(CTQs)
CTQ Requirements
1Quentin Brook, Lean Six Sigma & Minitab: The Complete Toolbox Guide for all Lean Six Sigma Practitioners, 3
rd ed. (Winchester, UK: OPEX Resources
Ltd., 2010), 23.
Ask caller if
they need
anything
else or
provide
additional
information
Clear and
helpful
sendoff

Key performance indicators (KPIs)1
Customer critical to quality (CTQ) requirements are used as the basis for KPIs. Key
performance indicators are measurements that reflect the Voice of the Customer (VOC) and
the performance of the process. The example below builds upon the CTQ requirements that
were developed for the DMV Phone Services example.
1Quentin Brook, Lean Six Sigma & Minitab: The Complete Toolbox Guide for all Lean Six Sigma Practitioners, 3
rd ed. (Winchester, UK: OPEX
Resources Ltd., 2010), 23.
Ask caller if
they need
anything
else or
provide
additional
information
CTQ Requirements
Courteous
greeting,
ask caller’s
name and
how they
may be
helped
No
arguments,
customer is
not laughed
at or talked
over; no
supervisor
intervenes
Customer
confirms
personal
information
at beginning
of phone call
100%
complete,
accurate,
and
relevant
information
Customer
does not
have to call
back with
the same
problem
Call is
answered
by an
agent
within 2
minutes
Customer driven KPIs
Data you will
need to collect
Collecting the right data for KPIs:
Customer driven KPIs are usually percentages that classify
the process output into pass or fail categories based upon the
customer’s CTQs. To calculate these KPIs, collect the “raw”
data of the process (such as the actual time to answer each
call).
Efficiency versus effectivenss:
The KPIs shown above focus on measuring the effectiveness
of the process in the eyes of the customer. A project should
also have KPIs that reflect efficiency of the process from the
business perspective. Efficiency KPIs are included in the KPI
tree on the next page.
Customer
service score
on opening
section
% of audits
that do not
require
supervisor
follow-up
% of callers
who do not
re-call
regarding
the same
issue
% of
callers
who
waited < 2
minutes
for an
agent
# of points
out of 11
on
questions
1 through
6 of audit
# of points
out of 10
on
questions
28 and 29
of audit
# of audits
that
required
supervisor
follow-ups
# of times
customer did
not confirm
personal
information,
or did so
incorrectly
# of phone
calls that
were not
complete,
accurate,
and
relevant
Record of
when each
customer
called, their
specific
issue, and
call outcome
Time
between
customer
entering
queue and
speaking to
an agent
Customer
service score
on closing
section
Technical
service score
on opening
section
Technical
service score
on body
section
Each phone call is separated and scored by three sections: opening, body, and closing
1

A KPI tree is a visual method of displaying a set of process measures that are relevant to a
project or process. It is particularly useful for categorizing measures associated with different
sub-processes or components of a process. Collecting and developing a set of process
measures will likely use existing measures within the organization and can be “sourced” from
other KPI trees or similar documentation. Alternatively, a team could develop new measures
that reflect CTQ requirements and process performance.
Logical categories:
Most processes, like DMV phone services, can be
broken up into sub-processes (as indicated in the gray
boxes below). Structure the KPI tree into logical sub-
processes or categories of the main process. Verify the
appropriate mixture of KPIs to represent each sub-
process. It is important to capture those KPIs that are
consistent indicators and actually measure the sub-
process.
A balanced approach:
A successful KPI tree is one that contains a balance of
measures covering both the efficiency and effectiveness
of the process. For example, the project below might be
focused on improving the speed of answering calls and
questions, but the KPI tree also contains measures of
customer satisfaction and the agent’s ability to help the
customer. It would be pointless to improve the speed of
answering calls and helping a customer, only to find that an
agent’s “assistance” has made the customer more unhappy
and increased the time it would take to fix the original issue.
DMV Phone Services KPI Tree
Fixing the problem Interacting with the customer Managing the business area
Technical
score on
body
section
% of
callers
who do
not re-call
regarding
same
issue
Customer
service
score on
opening
section
# of calls
where info
was not
complete,
accurate,
and
relevant
% of
audits that
had no
supervisor
follow-ups
Customer
service
score on
closing
section
Technical
score on
opening
section
# of
points on
questions
1 through
6 of audit
# of
times a
customer
calls
back for
same
issue
# of times
customer
did not
confirm
personal
info or did
so
incorrectly
# of points
on
questions
28 and 29
of audit
# of audits
that
required
no
supervisor
follow-up
# of
agents
on any
given
hour/day/
week to
answer
calls
# of calls
answered
per day/
week
% of
callers
who
waited
< 2 min
for an
agent
Time
between
caller
entering
queue
and
speaking
to an
agent
Key performance indicator (KPI) tree
2

1
Operational definitions1
Operational definitions are developed to provide clear and unambiguous descriptions of each key performance indicator (KPI). Write the definitions as a supporting document to the Lean Government Initiative Charter and save them in the Lean Six Sigma project folder.
Components of an operational definition:
• Key performance indicator (KPI): A project’s KPI(s) have been identified and listed in the Performance Measure section of the Lean charter. It may be useful to assign a number to each KPI for the duration of the project.
• What the KPI represents: A common description of the measurement that someone who is not involved in the organization
or project could easily understand.
• Process diagram: (see next page)
• Detailed definition: Provides the meaning of project metrics/KPIs to avoid any areas of ambiguity that might lead to the measurement being recorded differently by different staff.
• Measurement scope: Although this is largely defined by the scope of the project, some measurements may not coincide
entirely with the project scope. For example, if an employee has an IT issue, it may not be feasible to record the time the issue actually occurred from the customer’s perspective, but rather when a service request was submitted.
What happens without an operational definition?:
• Unreliable data may be collected in different ways • Different standards may be applied in different areas
Example – Operational definition for a MAPSS quarterly update KPI:
• KPI-1: Defect rate of MAPSS report
• What the KPI represents: The percentage of the entire MAPSS report (defined below) that is defective from the first update process step to the last revision of the report.
• Process diagram: see next page
• Detailed definitions:
o MAPSS report: Anything that is converted into an Adobe PDF (i.e., table of contents, all scorecard performance
measures, all additional/appendix measures, and any internal measures that were updated for the reporting period).
o Defect: Anything that would cause any level of rework or a correction (e.g., wrong data number, missing word, sentence structure, or a revised figure label). Review of each performance measure is done in iterations, so defects were recorded as such. If one measure included three reviews/iterations and had rework/corrections done for two iterations, then that performance measure had two defects. For simplicity, any review/iteration that resulted in any corrections was tracked as one defect.
o Defect rate: Defects per unit (DPU) is the measurement used for this KPI. It represents the average number of
defects found on each performance measure of the report. The mathematical equation1 shown below was used to calculate the percent defective from the average DPU:
% Defective = (1 – e-DPU) × 100% (Ex: DPU = 23/31 = .74 → % Defective = (1 – e-.74) × 100% = 52.3%)
o First update process step: The Microsoft Word narrative templates are updated by divisions for the first time.
o Last revision: Last revision of the Word narrative templates right before they are moved to final production of the MAPSS report/PDFs.
1 Quentin Brook, Lean Six Sigma & Minitab: The Complete Toolbox Guide for all Lean Six Sigma Practitioners, 3rd ed. (Winchester, UK: OPEX Resources Ltd., 2010), 40 & 88.

A process diagram is an essential part of an effective operational definition.
2
Divisions make changes to data templates
Divisions make changes to narrative templates
Bureau of Information Technology Services (BITS) makes updates to
visualizations
Creative Communication Services (CCS) incorporates updates into
MAPSS report
OPBF and Board of Directors approve updates?
MAPSS report and visualizations are moved to production
No
Yes
KPI-1 = Defect rate
KPI-2 = Material submitted by CCS
(% C&A)
KPI-3 = Material submitted by BITS
(% C&A)
Example: MAPSS quarterly updateA simplified process map can be used to demonstrate which parts of the process the KPI refers to. Numbering the KPIs (KPI-1, KPI-2, KPI-3, etc.) provides a consistent reference for the rest of the project.
KPI-1: Defect rateThe diagram indicates defect rate starts when the divisions make changes to the narrative templates and stops when the MAPSS report is moved to production.
KPI-2: Completeness & accuracy (C&A) of material submitted by CCSC&A of material submitted by CCS starts with any product submitted to OPBF for review and ends with final production material
KPI-3: Completeness & accuracy (C&A) of material submitted by BITSC&A of material submitted by BITS starts with any product submitted to OPBF for review and ends with final production material

1
The cause and effect diagram
The cause and effect diagram (also known as a fishbone or Ishikawa diagram) is an effective tool used to identify and document “root causes” or factors impacting a given situation. Created by Kaoru Ishikawa (1968), fishbone diagrams show the “cause and effect” of a specific event. These causes are usually grouped into major categories to help identify sources of variation.
In a cause and effect diagram, the major cause categories or steps in the process are connected to resemble the “backbone” of the fishbone chart. Once you have identified your problem and have written a statement it may be helpful to incorporate the “5 Whys” into your process. Focus on why the problem occurs. This allows you and your team to get beyond the surface symptoms to reveal the true issues. Determining the reasons for the situation or problem will increase the likelihood of finding an effective solution.
Fishbone Diagram Procedure: (You will need a flipchart or whiteboard and marking pens.)
1. Agree on a problem statement (effect). Write it at the front of your “fish.”
2. Brainstorm the major categories for causes of the problem. If this is difficult, use general headings such as:
– Methods: How the process is performed and the specific requirements for doing it, such as policies, procedures, rules, regulations and laws.
– Machines: Any equipment, computers, tools, etc. required to accomplish the job.
– Materials: Raw materials, parts, pens, paper, etc. used to produce final product
– Measurement: Data generated from the process that are used to evaluate its quality
– Environment: Conditions such as location, time, temperature, and culture in which the process operates
– People: This could include the workforce involved with the process, customers, or anyone who may have an impact on the identified problem
3. Write the categories of causes as branches from the main arrow.
4. Brainstorm all the possible causes of the problem. Ask: “Why does this happen?” As each idea is given, the facilitator writes it as a branch from the appropriate category. Causes can be written in several places if they relate to several categories.
5. Again ask “why does this happen?” about each cause. Write sub–causes branching off the causes. Continue to ask “Why?” and generate deeper levels of causes. Layers of branches indicate causal relationships.
6. When the group runs out of ideas, focus attention to places on the chart where ideas are few.
Tip: It may be easier to start brainstorming without the categories listed and to just record anything that comes to your team’s mind. Then go back and categorize what has already been listed and use the general headings as a checking mechanism in order to see if anything may have been overlooked.

2
The following fishbone diagram is an example using the WisDOT procurement card (P-card) approval and account coding process.

F A C I L I T A T O R T O O L K I T
Root Cause Analysis In order to get at the root cause of a problem it is helpful to ask “why” at least 5 times. This allows the team to get beyond the surface symptoms to reveal the true problem. By asking, “Why did that happen?” or “Why does it work that way?” a team can determine the reason for the situation or problem, which will increase the likelihood of finding an effective solution. Figure 12 demonstrates how a “5 Whys” examination of a problem might be structured.
Question 1: Answer:
Why was the application acceptance process delayed? Because there was missing information on the application.
Question 2: Answer:
Why was there missing information? Because the applicant did not provide the information.
Question 3: Answer:
Why did the applicant fail to provide the information? Because they never responded to our request for the information.
Question Answer:
Why didn’t the applicant respond to our request? Because our request was sent E-mail, and the network was down that day.
Question 5: Answer:
Why was the network down? Because it was overloaded with E-mail requests, correspondence, and requests.
Figure 12. “5 Whys” Process
Typically, “root causes” will occur in one of “4 P’s - People, Process, Policy/Procedure or Plant. The most efficient way to address a problem, then, would be to start with the “P” with the most items. There are several tools that can be used to help identify and document the factors impacting a given issue, including cause and effect diagram, interrelationship diagram, and Pareto chart.
Cause and Effect Diagram In a cause and effect diagram (also known as the “Ishikawa” or fishbone diagram), the major cause categories or steps in the process are connected to resemble the “backbone” of the fishbone chart. Then the underlying causes (identified either through data collection or brainstorming) are placed in the appropriate category. Figure 14 illustrates the first level of information in a cause and effect diagram for
36
Related Documents