BAKING & CEREALS BEVERAGES DAIRY SNACK FOODS COCOA CANDY & CONFECTIONERY The De Zaan ® Cocoa Manual The De Zaan ® Cocoa Manual

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BAKING &CEREALS
BEVERAGES
DAIRY
SNACK FOODS
COCOA
CANDY &CONFECTIONERY
The De Zaan ®
Cocoa Manual
Th
e D
e Z
aa
n®
Co
co
a M
an
ua
l

©2006 ADM Cocoa
All rights reserved. No part of this publication may be reproduced in anyform without written permission from ADM Cocoa BV, Netherlands.
The information contained herein is correct as of the date of this document to the best of our knowledge. Anyrecommendations or suggestions are made without guarantee or representation as to results and are subject tochange without notice. We suggest you evaluate any recommendations and suggestions independently. WEDISCLAIM ANY AND ALL WARRANTIES, WHETHER EXPRESS OR IMPLIED, AND SPECIFICALLYDISCLAIM THE IMPLIED WARRANTIES OF MERCHANTABILITY, FITNESS FOR A PARTICULARPURPOSE, AND NON-INFRINGEMENT. Our responsibility for claims arising from any claim for breach ofwarranty, negligence, or otherwise shall not include consequential, special, or incidental damages, and is limitedto the purchase price of material purchased from us. None of the statements made here shall be construed asa grant, either express or implied, of any license under any patent held by Archer Daniels Midland Company orother parties. Customers are responsible for obtaining any licenses or other rights that may be necessary tomake, use, or sell products containing Archer Daniels Midland Company ingredients. De Zaan¨ is a registeredtrademark of Archer Daniels Midland Company.
The De Zaan®Cocoa Manual
Table ofContentsModule 1History and Supply of Cocoa1. A brief history of cocoa 9
- Introduction- Cortez- Spread of the cocoa tree- Main cocoa growing areas- Early processing and trade
2. Cocoa today 12- Major cocoa bean producing areas- Cultivation of cocoa- Types of beans- Harvesting and fermentation- Quality and grading- Physical cocoa versus futures cocoa- Industry trends
3. World demand for cocoa 18- Major cocoa processing countries- World’s cocoa products flow
Module 2Cocoa Processing1. Introduction 212. The raw material 21
- Standards- Selection
3. The quality factor 22- Definition- Customer requirements
4. The production process 23- Flow sheet- Bean blending- Cleaning, breaking, and winnow-
ing- Sterilization and alkalization- Roasting- Nib grinding- Cocoa liquor- Pressing- Cocoa cake- Cocoa powder
- Cocoa butter
5. Process control 25- Fluctuating bean characteristics- Principles of quality assurance- Good Manufacturing Practices
(GMP)- Hazard Analysis Critical Control
Points (HACCP)- Production coding and sampling- Reference samples
Module 3Methods of Analysis1. Introduction 292. Sampling procedure 29
- Sampling—general- Sampling—bags or FIBCs
3. Cocoa liquor/cocoa powder 31- Flavor evaluation- Determination of fat content- Determination of pH- Determination of sieve residue- Determination of moisture content
4. Cocoa powder 36- Visual color evaluation- Instrumental color evaluation
5. Cocoa butter 39- Refractive index- Melting point- Lovibond color- Extinction values- Saponification value- Iodine value by Wijs method- Unsaponifiable matter- Blue value- Moisture and volatile matter- Peroxide value- Free fatty acid content
6. Microbiological 49- Introduction- Sample preparation for total plate
count (TPC), molds/yeasts, andEnterobacteriaceae
- Determination of total mesophilicaerobe plate count
- Determination of mold and
Archer Daniels Midland Company4
The De Zaan® Cocoa Manual

yeast count- Qualitative determination of
Enterobacteriaceae incl. E. coli- Determination for presence of
Salmonella
Module 4Flavor and Flavor Development1. Formation of cocoa flavor 55
- Cocoa bean variety- Fermentation and drying- Alkalization- Roasting
2. Chemistry of roasting 573. Sensory evaluation of cocoa flavor 60
- Introduction- Flavor release- Appearance, sound, mouthfeel,
texture, taste, smell- Adaptation, synergism, total
impression, judgment- Flavor memory- Sensory evaluation- Difference (discrimination) tests- Descriptive tests- Sensory evaluation in the food
industry- Basic cocoa flavor notes- Cocoa off-flavor notes
Module 5Color and Color Development1. Formation of the cocoa color 67
- Precursors of the color component- Alkalization and color
development- Color of cocoa butter
2. Elements of color 69- The three dimensions of color- The CIE color coordinates- Color differences
3. Measuring color 71- The source of light- The reflecting surface of the sample- Color measuring
- Visual judgment of color
- Instrumental color measurementModule 6Health and Nutritional Aspects1. Introduction 752. Manufacturer’s responsibility 753. Indicative nutritional information 75
- Fat (cocoa butter)- Moisture- Proteins- Sugar and starch- Dietary fiber- Flavonoids- Organic acids- Methylxantines- Ash- Minerals- Vitamins- Energy
4. Cocoa and allergies 82
Module 7Cocoa Liquor1. Functionality and attributes of
cocoa liquor 85- Introduction- Standard of identity- The “personality” of chocolate
- Cocoa bean selection- Processing equipment
- Flavor- Color- Fat content- Fineness
- Free fat- Maintenance cost
- Rheology- Microbiology- Lipase activity and cocoa liquor
2. The application of cocoa liquor 94- Chocolate- Other applications
3. Packaging, storage, andtransportation 95
4. Specification of cocoa liquor 96
Archer Daniels Midland Company 5
The De Zaan® Cocoa Manual
Module 8Cocoa Butter1. Functionality and attributes of
cocoa butter 99- Introduction- Standard of identity- Flavor
- Flavor characteristics- Flavor stability
- Color and opacity- Hardness- Tempering—measured by means
of a tempermeter- Optimal tempering- Under tempering- Over tempering
- Solidification behavior- Polymorphic crystallization
properties- Influence of the cocoa bean origin- Influence of alkalization- Influence of deodorization
- Contraction- Rheology- Gloss and shelf-life stability
2. The application of cocoa butter 116- Chocolate production- Confectionery fillings- Other applications
3. Packaging, storage, andtransportation 117
4. Specification of cocoa butter 119
Module 9Cocoa Powder1. Functionality and attributes of
cocoa powder 121- Introduction- Standard of identity- Flavor
- Range of cocoa flavors- Flavor and consistency- Guidance on tasting
- Color- The color essential
- Appearance- External (“dry”) color- Intrinsic color- Color matching- Influence of cocoa color on
the final product- Fat content- pH and alkalinity- Fineness- Shell content- Rheology and water absorption- Wettability and dispersibility
2. The application of cocoa powder 133- Introduction- Dairy products- Ice cream and frozen desserts- Bakery products- Confectionery, coatings, and
cocoa products- Instant products and premixes
3. Packaging, storage, andtransportation 137- Packaging- Coding- Transport and storage- Packaging reduction- Bulk and semi-bulk packaging
4. Specification of cocoa powder 140- Introduction- Controllable and non-controllablefactors- Food safety aspects
- Impurities- Metallic iron- Pesticides- Heavy metals- Mycotoxins
- Specification components- Flavor and color- Fat content- pH- Fineness- Moisture content- Microbiological characteristics
- Fumigation or irradiation
Archer Daniels Midland Company6
The De Zaan® Cocoa Manual

Bibliography 144
The ADM Cocoa Organization 150
Archer Daniels Midland Company 7
The De Zaan® Cocoa Manual

1. A brief historyof cocoa
IntroductionThroughout history, many discoveries’future significance to man was never fullyappreciated at the time. The cocoa bean issuch a discovery. Now used for a widerange of foods and delicacies, the cocoabean enriches the lives of us all.
The first time that people far from theareas of its origin were confronted withthe cocoa bean was thanks to Columbus.On his fourth voyage to America, hereportedly discovered a canoe off theYucatan Peninsula laden with fruit andcocoa beans. But it was only years later atthe beginning of the 16th century thatCortez confirmed the remarkable valueassigned to the cocoa beans. He foundthat the Aztecs valued them so much thatthey used them both as means of pay-ment and as the source of a beveragedrunk at court and religious ceremonies.
Little is known as to how the beancame to take on such a powerful role. Onecan surmise that the realization of itspotential occurred in much the same wayas wine. That is to say, a natural productwas accidentally left in storage and sub-jected to the forces of nature, and a seriesof chance events then led to the discoveryof its potential.
Although its exact origins are notknown, the Cacao tree was then exclusiveto the Americas. The closest estimates putthe area of origin in and around the val-leys of the Amazon and Orinoco Rivers.High ambient temperatures were clearlynecessary for the development of thebean. Evidence suggests that the tree hasbeen cultivated for more than 3,000 years.
CortezIn 1519, Cortez arrived in Mexico and metMontezuma II, a most significant patronof cocoa. Because of the Aztecs’ belief thatCortez was the reincarnation of their GodQuetzalcoatl, he was showered with giftsand honors, including cocoa beans. Thetributes requested by Montezuma fromhis subject people were in part taken inthe form of supplies of cocoa beans. Thecocoa beans were then consumed pri-marily in the form of a drink known asxocolatl, the Aztec name for the bitterstimulant. Its name would later beapplied to all products, drinkable or solid,that were made from the cocoa bean. It isa word that perhaps has the remarkabledistinction of being one of the first ever tobe adopted from one language and thenapplied on a truly global scale.
Recipes for xocolatl were rarely record-ed and probably varied by location. Thebeans would have first been collected, leftto ferment naturally, sun dried, roasted inearthen pots, and deshelled by hand. Thekernels were then ground on a slightlyconcave stone called a metate using acylindrical grinder. At this point, spicesand herbs of various kinds, includingvanilla, might have been added toimprove the taste. The resulting paste wasthen formed into cakes to cool andharden. For consumption, the cakeswould be broken up, dissolved in water,and beaten to a foamy consistency.
The attraction of this bitter drink clearlylay in the physiological effects it offeredthe drinker, many of which are still notclearly explained. The fact that cocoa ischemically very complex and that manyof its components have not been fullyidentified confirms the complexity of thisnatural bean’s biochemistry. Its stimu-
Archer Daniels Midland Company 9
The De Zaan® Cocoa Manual
History and Supply of Cocoa 1
lating effects certainly offer clear reasonfor its traditional use in medicine. (Seealso: Module 6: Health and NutritionalAspects).
Spread of the cocoa treeAs the first main colonizing power, it wasthe Spaniards who ruled in this region ofthe Americas. The popularity of the beanconquered the court of Spain. As importsgrew, although only under close anddirect supervision of the Spanish royalcourt, attempts were initiated to reduce
dependence on a single source of thebean. Cultivation across all of their colo-nized territories was encouraged, notwithout frustration, as the cocoa trees
were strangely susceptibleto disease. In 1525, forexample, the Spaniardstransplanted one of themain types of cocoa beansfrom Mexico to Trinidad,where it flourished untilbeing completely wipedout in an epidemic.Over time, the cocoa tree
was planted throughoutmany islands and coun-tries of the Caribbean andlater to other continents,all areas that offered theideal climatic and soilconditions for successfulcultivation.The popularity of the
cocoa drink at the Spanishroyal court was such thatstill in the 16th century,cocoa was declared a statesecret by decree fromKing Charles V of Spain.Cocoa was to remain aSpanish possession.Cortez was instructednever to divulge its origin.Though it was actuallyknown to people otherthan the Spanish, no oneinvested the effort to
research it further. The secrets of cocoatook almost 140 years to filter out ofSpain. Eventually, through a diplomat, thesecret passed into Italy, then to Austriaand France, and on to northern Europe,where the Dutch encouraged and latercame to dominate cocoa trade.
By the end of the 17th century, drinkingcocoa had become so popular in Europethat it was serving as a source of tax
Archer Daniels Midland Company10
The De Zaan® Cocoa Manual
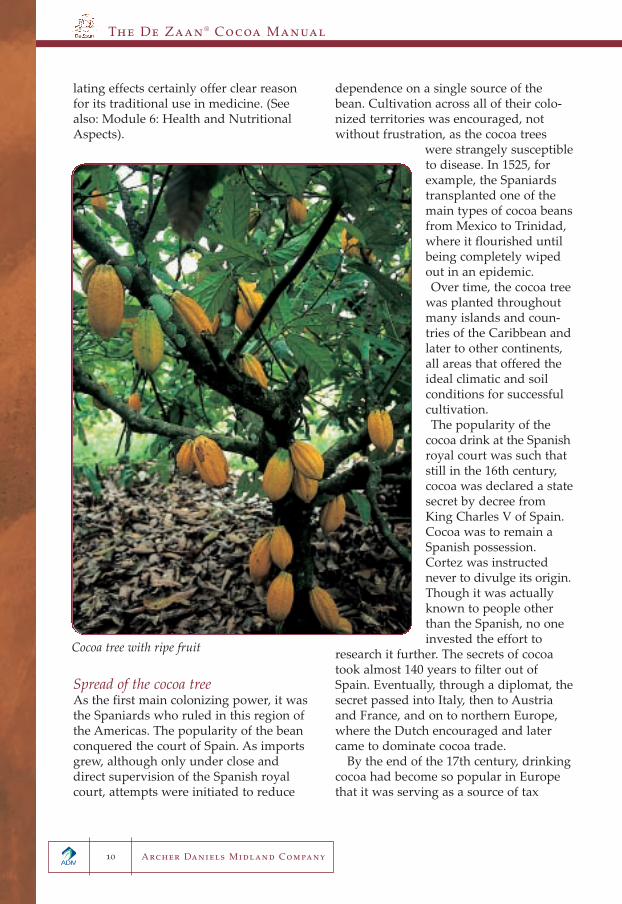
Cocoa tree with ripe fruit

revenue for governments, a sure sign thatconsumption was spreading beyond thesmall elitist groups that initiated itssuccess.
The Food of the Gods, or Theobromacacao L., as it is known by its scientificclassification, would become one of theworld’s great commodities.
Main cocoa growing areasThe spread of the cocoa bean across theworld was a long and frequently inter-rupted journey. Pests and disease frus-trated many attempts to transplant thetree. Its successful cultivation requiredspecific climatic conditions. The tree firstspread out in regions close to its origins,from Brazil and Mexico in the 15th centuryacross Central America and the Caribbeanislands in the 16th. By 1560, the Spaniardshad introduced it to some of the Indo-nesian islands. They brought the bean tothe West African island of Fernando Po,where it was later transferred to the main-land. The great growth of cocoa trade inthe 19th century saw its expansion acrossmany other countries, especially in WestAfrica and Southeast Asia.
Early processing and tradeThe Dutch were the first to actively tradethe commodity and, until the 18th cen-tury, dominated the world trade in cocoa.Because of this, the Dutch also becamemore involved in research into cocoaprocessing. In the 16th and 17th centuries,most processing was in the hands of theSpanish, even though they bought mostof their beans from Amsterdam or theDutch port of Zeeland.
Cocoa processing developed during the18th century in the Netherlands. In 1825,to reduce the fattiness of the chocolatedrink, Coenraad Johannes van Houtendeveloped a mechanical pressing processto fractionate the cocoa liquor, the resultof grinding the roasted beans into a fatty
fraction (cocoa butter) and a partiallydefatted fraction (cocoa cake or powder).Another process developed by vanHouten was alkalization, or the “Dutchprocess,” a procedure of treating cocoawith alkali. This was originally done inorder to improve the solubility. It wasfound that at the same time, taste andcolor were also changed.
Some years later, cocoa butter wouldcome into its own: Originally used as asimple household fat, it would pave theway for the creation of chocolate.
In 1847, an important discovery wasmade by John Fry in England. By addingcocoa butter to a mixture of liquor andsugar, chocolate was created, one of theconfectionery industry’s greatest discover-ies. This is not only an easily handledproduct, but it is solid at room tempera-ture and melts just below body tempera-ture. Thus, it is a product that, wheneaten, releases its flavors in an optimalmanner.
Meanwhile, cocoa powders with differ-ent tastes and colors became widely usedas flavors and color ingredients in thefood industry.
Archer Daniels Midland Company 11
The De Zaan® Cocoa Manual
2. Cocoa todayCultivation of cocoa
The successful cultivation of cocoarequires a special climate that is mostlyfound within the area bounded by theTropics of Cancer and Capricorn. Themajority of the world’s crop is now grownwithin 10° North and South of the equa-tor. It will grow from sea level up to amaximum of some 1,000 meters, althoughmost of the world’s crop grows at an alti-tude of less than 300 meters. Tempera-tures must generally lie within the bandof 18°-30° C (65°-86° F). Rainfall must bewell distributed across the year, with aminimum of 1,000 mm. The trees must beprotected from strong winds (the rootsystem is not robust); soils must be wellaerated, and pests and diseases must becarefully controlled.
The original cocoa tree grew to a heightof ±10 meters at maturity and preferredthe shade of other larger trees. Modernbreeding methods have led to the devel-opment of trees of a standard ±3 meterstall to allow for easy hand harvesting.
Certain cocoa trees become productivein three to four years, while in the past sixto seven years was common. When theevergreen cocoa tree reaches its bearingage, flowers and fruits begin to appear inmodest amounts. These can be found on
the tree at all seasons of the year, althoughtypically two crops are harvested each year.
The fruits grow directly from the trunkof the tree and the thicker branches.While there may be several thousandflowers on a mature tree, only a smallnumber matures into fruits or pods. Thesetake some six months to grow from afertilized flower, measure 10-15 cm at thecenter, and are 15-25 cm long. The podcontains some 40 seeds or beans. Afterfermentation and drying, one pod pro-duces some 40 g of beans, one bean typi-cally weighing around 1 gram.
Yields per hectare have risen over timefrom around 350 kg to more than 1,500 kgon the most efficient farms. Today, cocoatrees are cultivated in more than40 countries around the world, across anestimated area of 3.6 million hectares,producing an annual crop of more than3.0 million tons of dried beans ready forprocessing.
Archer Daniels Midland Company12
The De Zaan® Cocoa Manual
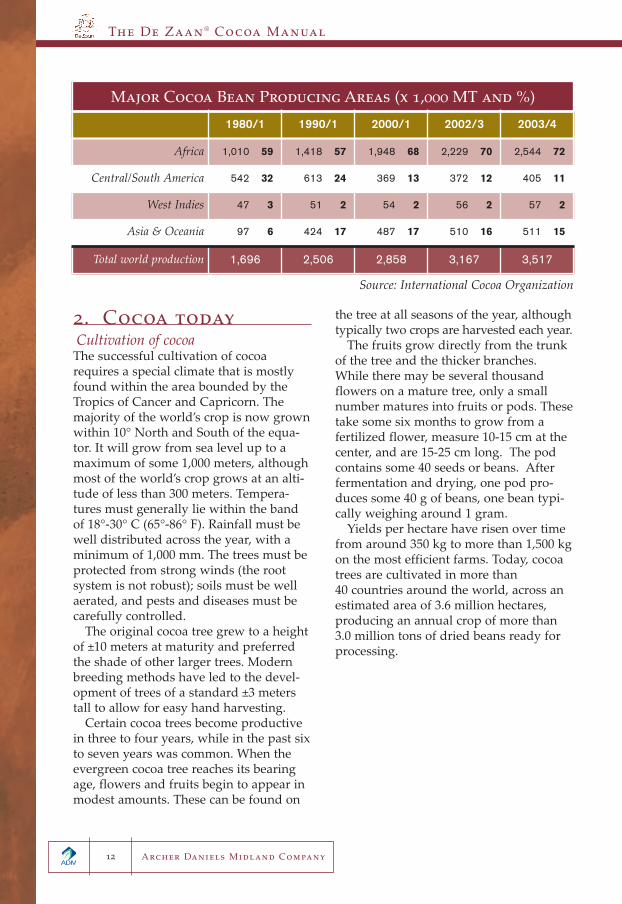
Major Cocoa Bean Producing Areas (x 1,000 MT and %)
1980/1 1990/1 2000/1 2002/3 2003/4
Africa 1,010 59 1,418 57 1,948 68 2,229 70 2,544 72
Central/South America 542 32 613 24 369 13 372 12 405 11
West Indies 47 3 51 2 54 2 56 2 57 2
Asia & Oceania 97 6 424 17 487 17 510 16 511 15
Total world production 1,696 2,506 2,858 3,167 3,517
Source: International Cocoa Organization

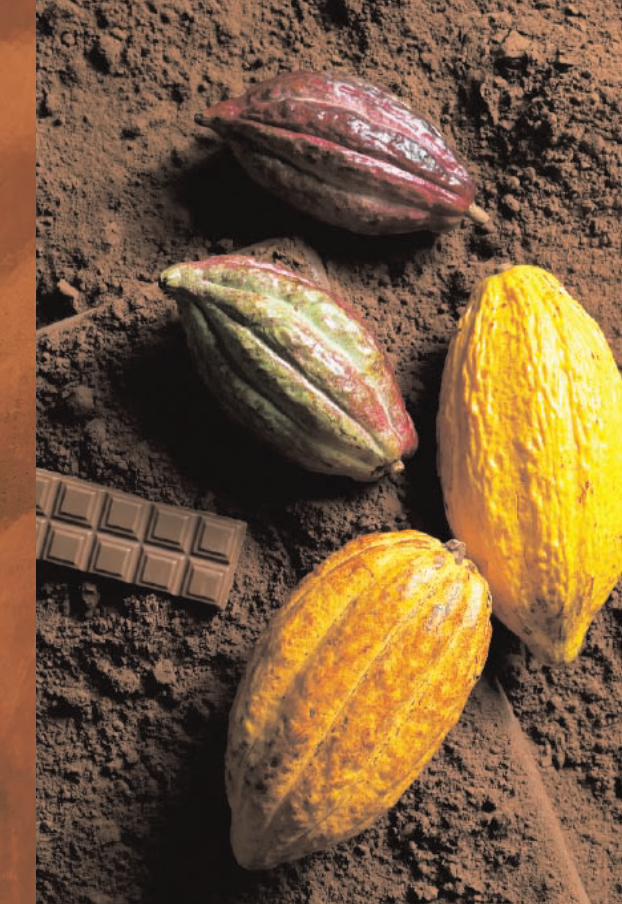
Types of beansTypical attributes of the bean, such asbean size, flavor, color, and chemical com-position of the fat, vary considerably inbeans of different origins. There are twomain types of cocoa bean: Criollo andForastero. Criollos are light colored with amild, nutty character. Forastero cocoas aredark brown, strongly flavored, slightlybitter, and have a higher fat content. Thegreater part of the world’s cocoa crop con-sists of the Forastero type, more specifi-cally a sub-type known as Amelonado.Parts of Ecuador boast a very specific typeof cocoa, Cacao Nacional or Arriba. The
Criollo is known for its flavor characteris-tics, while the Forastero plant is knownfor its ability to withstand more severeclimatic conditions. But it would bewrong to claim that certain natural vari-eties of cocoa are better than others. Eachhas its own specific chemical and physicalcharacteristics that are taken into carefulconsideration when beans are blended.
The ultimate quality of cocoa, whateverits origin, is significantly affected byweather conditions during growing, soilstatus, fermentation, and drying. Storageconditions are also important in pre-venting deterioration of the quality.
Harvesting and fermentationAlthough nearly 500 years have passedsince Cortez first witnessed the makingof hot cocoa by the Aztecs, the basicmethodology for processing cocoa beanshas remained much the same. While avast amount of research has been under-taken to speed up the cocoa bean fermen-tation process, there has been little suc-cess. Clearly, the different stages of fer-mentation are essential in the creation ofthe complex organic components essentialto the final taste and enjoyment of cocoa.
The pods grow directly from the trunkof the tree. Mostly they are harvested byhand using long-handled knives and bro-ken open to reveal the beans and thewhite pulp surrounding them. Beans arethen extracted and directly subjected tofermentation.
The traditional process in West Africa,the world’s largest cocoa growing area, issimple: Farmers place the pulp-coveredbeans on the ground, cover them withlayers of leaves (often banana), and allowthe heap to remain for four to seven days,depending on the variety of the bean. It ispreferable to mix the heap every two daysso that the bean mix ferments evenly. Thefermentation is critical for the futuredevelopment of color and flavor of the
Archer Daniels Midland Company 13
The De Zaan® Cocoa Manual
A cocoa pod contains some 40 seeds.
cocoa, although there are still manyunknowns as to the exact processes occur-ring. Development of aroma precursors isessential to the eventual creation offlavors.
A more industrial fermentation usesthree to five stepwise-positioned boxes:the highest box is filled with pulp-cov-ered beans, and after one to two days thecontent is mixed and transferred to thelower box, a process which is repeateduntil the lowest box is reached. In four tosix days, this box fermentation can reachthe result of the traditional heap process.
After the fermentation process is com-pleted, during which the white pulp istotally degraded, the cocoa beans have tobe dried. In Africa the traditional methodis to spread the beans out on mats or intrays in the open air to dry in the sun.Because of the high rainfall and cloud
cover in Brazil and Malaysia, other tech-niques are more popular. In Brazil thebeans are typically laid out on broad matson stilts above ground level to dry. In theevent of rain, a roof can be slid across themats, and hot air is used to dry them. InMalaysia widespread use is made ofmechanical rotary driers. After drying, thebeans are bagged and made ready fortransport to buying stations and regionalwarehouses.
Quality and gradingCocoa is a natural product and suffers allthe risks inherent to that. The flower isvery susceptible to rain and temperatureconditions during its development. Thepod can be attacked by a variety of molds,insects, and rodents, and the shell may becontaminated microbiologically.
The quality of beans is assessed under
Archer Daniels Midland Company14
The De Zaan® Cocoa Manual
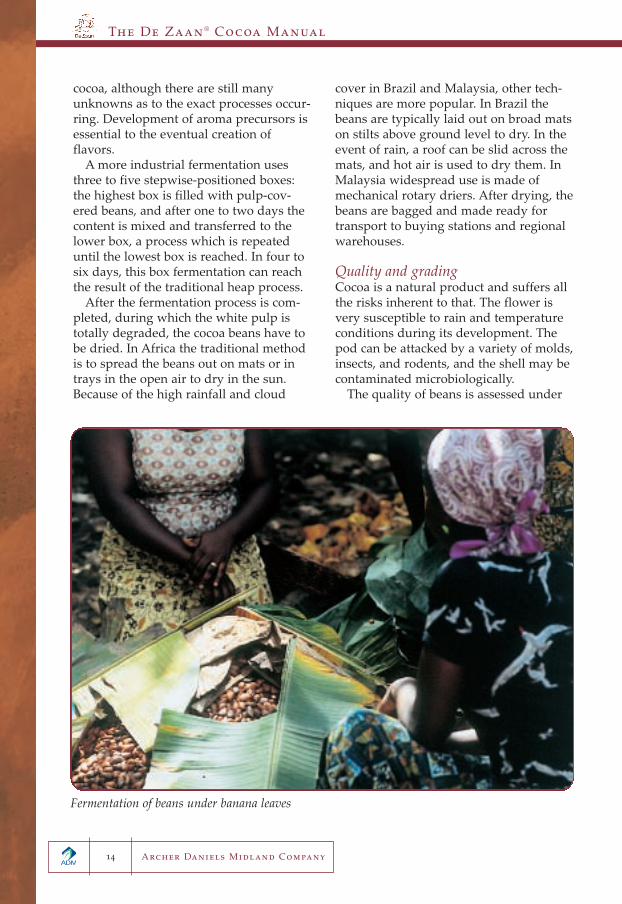
Fermentation of beans under banana leaves

various headings:• degree of fermentation• number of defects• number of broken beans• bean count (number per 100 g)• flavor• color• fat content• fat quality• shell content• moisture content• uniformity• insect and rodent infestationThe bean cut test is used to evaluate
defects and the degree of fermentation.(See also Module 4: Flavor and FlavorDevelopment.)
A key criterion is flavor. An expertpanel grades a consignment, seeking toidentify off-flavors. This depends on thetype of bean and its handling. Moldy off-flavors come from molds; smoky taintsmay come about during drying; acidicoff-flavors are due to excessive acid
created during fermentation or improperdrying. Off-flavors can also be caused bythe proximity of another strong-smellingproduct during storage and shipping.
The yield of a consignment of cocoabeans is the usable proportion—the cocoanib. Bean size is important because smallbeans have a proportionately loweramount of nib and a higher shell content,neither conducive to a good yield. Beansshould also be uniform in size becausevariable-sized beans are harder to breakand deshell. The shell percentage isdependent on the type of bean. Asianbeans typically have a higher shell con-tent than African beans. Shells should bewhole but loose. The higher the moisturecontent, the higher the chances of molddevelopment. The fat content, the amountof foreign matter, broken beans, insectdamage, and other such factors maynegatively influence the true value of thebeans for the user.
Archer Daniels Midland Company 15
The De Zaan® Cocoa Manual
Drying of cocoa beans on mats

The cocoa butter should be low in freefatty acids and show specific melting andsolidification characteristics.
Good cocoa beans should be well fer-mented, dry, and free from abnormalodors and adulteration. The beans shouldbe reasonably uniform in size; reasonablyfree from broken beans, fragments, andpieces of shell; and free of foreign matter.
In the past, cocoa bean marketing inorigin countries was mainly governmentcontrolled (purchasing from farmers,selling, and setting prices), but today freemarketing systems more often prevail.
When the beans are grown on verysmall farms, the collection, grading, andfinancing of the crop can be rather com-plex. At the buying station, a farmer’scrop is weighed, inspected, and paid thecurrent market (or government set) price.Price discounts/premiums can be madefor poor/good quality. From the buyingstations, the cocoa beans are collected andfinally arrive at the nearest port ofembarkation or are delivered to localprocessing plants.
Sales are made to licensed traders andcocoa merchants or directly to cocoaprocessors. Cocoa brokers can be interme-diaries who have expertise on crops andtrade and who advise and act for bothbuyers and sellers.
Physical cocoa versus cocoa futuresPhysical cocoa is real cocoa, bought andsold according to its actual quality, ton-nage, delivery time, place, and price.Cocoa traded on the terminal or futuresmarket is paper cocoa, traded accordingto a uniform description and lot tonnages,with price and delivery period as the onlyvariables.
In West Africa cocoa is traded throughgovernment-controlled marketing boards(Ghana) as well as by local exporters andcocoa processors (Ivory Coast, Cameroon,and Nigeria), where the cocoa trade hasbeen privatized and deregulated. Thelevel of trade regulations and taxes leviedon cocoa usually reflects the importanceof cocoa for the national economy. By andlarge, foreign ownership of cocoa farms in
Archer Daniels Midland Company16
The De Zaan® Cocoa Manual
Cocoa beans vary in size, shape, color, and other features.

West Africa is not allowed.In other major producing areas, such
as Central and South America and Asia,cocoa is freely traded and exported.Cocoa does not play as dominant a rolein these economies. Farming in somecountries like Brazil and Malaysia is doneon a much larger scale than in Africaor Indonesia.
With more than 3.0 million tons con-sumed annually (2002/2003), cocoa beansare today a major commodity. The maincocoa exchanges are London and NewYork. The physical traders of cocoa arelocated in many other cities such asAmsterdam, Geneva, Hamburg, London,Paris, Kuala Lumpur, Philadelphia, SanSalvador, and Singapore.
As a commodity exposed to oversupplyby bumper harvests, or to shortagecaused by weather or disease, the priceof cocoa naturally varies. As with othercommodities, the futures market allowsmanufacturers to purchase for futurerequirements at a known price. In thatway, the prices of beans and intermediateproducts are based on the market’s per-ception of the current and future supplyand demand. Everyone can see what ishappening. Cocoa is thus traded openly.
Terminal prices, however, do not neces-sarily reflect the values of the specifictypes of beans. Each cocoa bean originwill have its own price, selling at apremium above the terminal price or ata discount below it. This is because themarket recognizes that each bean originhas a particular demand due to its spe-cific characteristics, such as flavor, color,and cocoa butter properties. These dis-tinct characteristics can play a significantrole in the pricing.
Major ports of entry are Amsterdam,Philadelphia, and Hamburg. Amsterdamreceives more than 600,000 tons of cocoabeans annually, about 20% of the worldcrop.
Industry trendsBulk shipment of cocoa beans has madeits entrance in Europe since 1995. Insteadof receiving the beans in traditional jutebags, cocoa may now be shipped to alarge extent in bulk in containers ordirectly in vessel holds. New handlingtechnology, as well as innovative qualitycontrol procedures, were developed andimplemented both at the loading anddischarging points, leading to a highlyefficient bulk transportation system.
In the countries of origin, there is a sus-tained trend to grind a larger part of theircocoa bean output into semi-finishedproducts like cocoa liquor, butter, andpowder.
Liberalization of the cocoa trade andindustry in the countries of origin,notably those in West Africa, will con-tinue, resulting in greater transparencyof the cocoa trade, while various beangrading systems control the quality of thebeans shipped to the consumingcountries.
Archer Daniels Midland Company 17
The De Zaan® Cocoa Manual
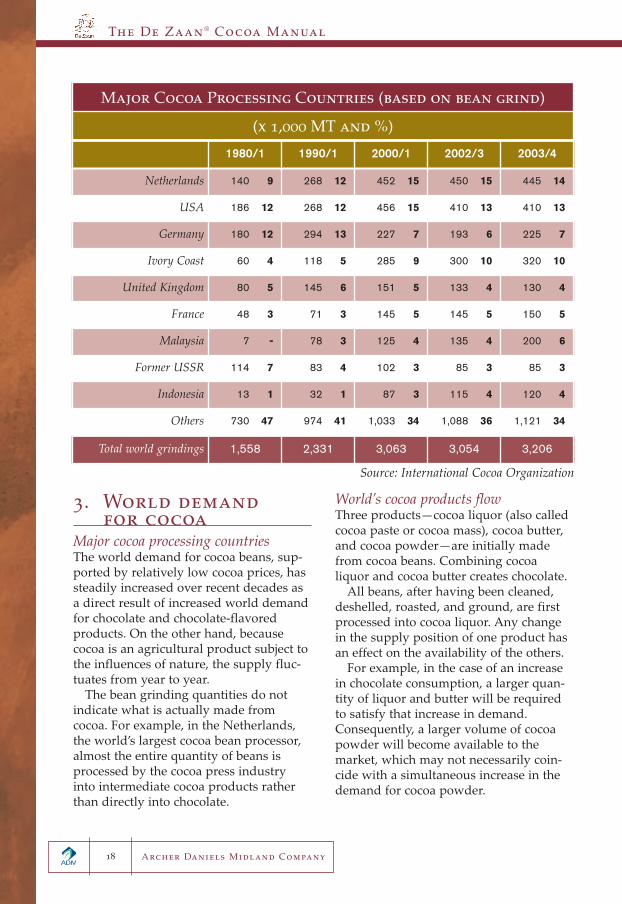
Major Cocoa Processing Countries (based on bean grind)
(x 1,000 MT and %)
1980/1 1990/1 2000/1 2002/3 2003/4
Netherlands 140 9 268 12 452 15 450 15 445 14
USA 186 12 268 12 456 15 410 13 410 13
Germany 180 12 294 13 227 7 193 6 225 7
Ivory Coast 60 4 118 5 285 9 300 10 320 10
United Kingdom 80 5 145 6 151 5 133 4 130 4
France 48 3 71 3 145 5 145 5 150 5
Malaysia 7 - 78 3 125 4 135 4 200 6
Former USSR 114 7 83 4 102 3 85 3 85 3
Indonesia 13 1 32 1 87 3 115 4 120 4
Others 730 47 974 41 1,033 34 1,088 36 1,121 34
Total world grindings 1,558 2,331 3,063 3,054 3,206
3. World demandfor cocoa
Major cocoa processing countriesThe world demand for cocoa beans, sup-ported by relatively low cocoa prices, hassteadily increased over recent decades asa direct result of increased world demandfor chocolate and chocolate-flavoredproducts. On the other hand, becausecocoa is an agricultural product subject tothe influences of nature, the supply fluc-tuates from year to year.
The bean grinding quantities do notindicate what is actually made fromcocoa. For example, in the Netherlands,the world’s largest cocoa bean processor,almost the entire quantity of beans isprocessed by the cocoa press industryinto intermediate cocoa products ratherthan directly into chocolate.
World’s cocoa products flowThree products—cocoa liquor (also calledcocoa paste or cocoa mass), cocoa butter,and cocoa powder—are initially madefrom cocoa beans. Combining cocoaliquor and cocoa butter creates chocolate.
All beans, after having been cleaned,deshelled, roasted, and ground, are firstprocessed into cocoa liquor. Any changein the supply position of one product hasan effect on the availability of the others.
For example, in the case of an increasein chocolate consumption, a larger quan-tity of liquor and butter will be requiredto satisfy that increase in demand.Consequently, a larger volume of cocoapowder will become available to themarket, which may not necessarily coin-cide with a simultaneous increase in thedemand for cocoa powder.
Archer Daniels Midland Company18
The De Zaan® Cocoa Manual
Source: International Cocoa Organization

It is estimated that some 65% of theworld grind is pressed into about 55% ofcake (powder) and about 45% of butter.The other 35% is processed into cocoaliquor and almost entirely used directlyfor the manufacture of chocolate.
This interlocking relationship betweenliquor, butter, and powder not only has adirect influence on their physical supplyand demand positions, but also on theirrelative pricing against the raw material:the cocoa bean.
This book basically deals with the func-tional aspects of the three intermediateproducts (cocoa liquor, cocoa butter, andcocoa powder) in their respective applica-tions. To dwell extensively on issues ofcommercial or legislative considerationswould go beyond its purpose.
Worth mentioning though, is the newCocoa and Chocolate Directive of theEuropean Union (2000/36/EC), allowing
up to 5% of six specific vegetable fatsother than cocoa butter to be used inchocolate; this substitution has a quantita-tive and adverse effect on the supply anddemand positions of cocoa butter andcocoa powder.
The price of cocoa butter relative to thecocoa bean also remains under pressure.
Whatever the extent of the individualeffects of these two aspects, the combina-tion causes an imbalance in the productflow. As no cocoa butter can be madewithout obtaining a similar quantity ofcocoa powder (and vice versa), an adjust-ment will then clearly have to occur. Thiscan be quantitative (less butter producedleads to less powder available), by meansof a price adjustment (a lower butter pricemust lead to a higher powder price), orthrough a combination thereof. Competi-tive market forces, as usual, will ulti-mately lead to the most practical solution.
Archer Daniels Midland Company 19
The De Zaan® Cocoa Manual
Cocoabeans
3,100
Cocoanibs
2,500
Shell600
PRESS INDUSTRYCocoa liquor
1,600
CHOCOLATE INDUSTRYCocoa liquor
900
Cocoa powder900
Cocoabutter700 Chocolate
4,400 (estimate)
Sugar
Milk
Diagram of World’s Cocoa Products Flow

1. IntroductionModule 1: History and Supply of Cocoagives a brief account as to where and howcocoa is grown, harvested, and shippedfrom the major cocoa growing areas. Inthis module, we deal with cocoa pro-cessing into the three products that arehighlighted in this book: cocoa liquor,cocoa butter, and cocoa powder.
As the prime purpose of The De Zaan®
Cocoa Manual is to be a practical guide tothe user of cocoa products, this modulefocuses on those elements of the produc-tion process most likely to be relevant tousers of such products. For them it isimportant to know what stages of theprocess are critical in view of the keyfeatures of the cocoa products that theybuy as ingredients for application intheir products.
Basically the principle of processingcocoa beans into cocoa products has notchanged in the past 150 years. Today, thebeans are still cleaned, deshelled, roasted,and sometimes alkalized, then groundinto cocoa liquor, which is subsequentlypressed into butter and cake. Finally, thecake is pulverized into powder. Of course,over time mechanical efficiency and thequality and risk management have vastlyimproved. Particularly the knowledgeand expertise with regard to controllingthe intrinsic potential of the raw materialhave expanded significantly in the pastdecades. Like many other food processingindustries, cocoa product manufacturinghas also become a highly automated,capital intensive, high-tech industry.
Before describing the basic features ofcocoa processing, however, the role of theraw material in that process must first bediscussed.
2. The raw materialStandardsCertainly the condition of the startingmaterial, the cocoa bean, determines theultimate characteristics of the end prod-ucts. Close scrutiny of the raw material isessential, and several aspects have to betaken into account.
Cocoa is traded on terminal marketsaround the world, and standard contractsdefine a number of quality requirements.An average shipment of cocoa shouldcomply with the following:
• Fermentation - adequately fermented(if fermented)
• Foreign matter - nil• Waste - < 2%• Moisture content - < 7.5%• Smoky or foreign odors - absent• Bean size uniformity - reasonably
uniform• Packing weight, bag quality, and
marking - should be as defined(if applicable)
These standard characteristics, appliedin the various grading systems in thecountries of origin, are generally limitedto those that can be observed by the eyeor nose (insect infestation, mold, slatiness,violet beans, flat beans, off-flavors) and tocharacteristics that can be defined withsimple equipment (number of beans per100 g, moisture content).
For the cocoa processing industry, othercharacteristics have to be taken intoaccount. A distinction must be madebetween those characteristics of signifi-cance to quantity or yield, like percentageof shell, moisture, and fat, and character-istics that are significant to the quality ofthe products finally obtained from thebeans. For cocoa butter, for example, thefree fatty acids and the triglyceride com-
Archer Daniels Midland Company 21
The De Zaan® Cocoa Manual
Cocoa Processing 2

position of the fat present in the bean areof great importance. For liquor and pow-der, the flavor and color potential areessential.
Once released from the pod, cocoabeans are subjected to a spontaneous fer-mentation process, causing a bacterialload to build up. Subsequent drying ofthe beans does not lead to a microbialimprovement, and some bacteria are acti-vated to form spores. The fermentationand drying processes usually take placein the open air on the farms.
During harvesting, post-harvesting, andcollection, the beans, like any agriculturalcommodity, are subject to contaminationwith filth and foreign matter.
SelectionWhenever possible, bean parcels areselected and analyzed by ADM Cocoaprior to shipment from the country of ori-gin. This is of particular importance inrespect to bulk shipment of cocoa, whichtoday is more and more the standardmethod of bean transportation.
The importance of bean selection withregard to the ultimately desired flavorprofile of cocoa liquor, as well as the fur-ther development of color and flavorduring the alkalization step in the manu-facture of cocoa powder, is discussed inModule 4: Flavor and Flavor Devel-opment and in Module 5: Color and ColorDevelopment.
3. The quality factorDefinitionAt ADM Cocoa, we have defined our pur-pose as: to supply cocoa products, consis-tent in their attributes, based on mutuallydefined functional specifications withaccompanying services to the worldwidemarket at competitive prices. Becausequality is subject to individual judgment,covers many disciplines, and involves
many individuals of an organization, thedisciplined management of quality stan-dards is essential.
Customer requirementsADM Cocoa concentrates on the specificwishes of its industrial customers. Ourstandards and internal control proceduresare upgraded and adapted constantly,bearing in mind the given, unavoidable,natural variability of an agriculturalcommodity.
In the manufacturing world, the con-cept of quality has long been understoodand defined as the way a physical prod-uct compared to some defined ideal.Close to the ideal, the quality of a productor service was considered good; belowthe ideal, then quality was poor. Qualitytended to be restricted solely to physicalattributes.
However, today the concept of qualityhas expanded to mean the way a productor service responds to the expectations ofclients, not only in terms of product safe-ty and attributes but also in such areas asdelivery reliability, after-sales service,user support, and, of course, overallvalue. This extension of the meaning ofquality has brought changes within foodmanufacturing organizations. Not onlyare all departments involved; every indi-vidual employee is involved as well. Theconcept of the quality factor today ishow an organization like ADM Cocoa isable to respond in full to customerdemands.
ADM Cocoa realizes that just like itsown business, the businesses of its cus-tomers are constantly evolving. To main-tain its position of leadership in the sup-ply of cocoa ingredients, ADM Cocoatakes customers’ current and anticipatedrequirements into account, whereby cus-tomers are:
• creating more new products withcocoa ingredients
Archer Daniels Midland Company22
The De Zaan® Cocoa Manual
• requesting more data on the proper-ties and applications of products
• becoming more critical, asking forever-stricter product consistency
• asking for more non-material addedvalue, which means attention, service,and followup
• asking for support in rationalizing thenumber of cocoa products requiredfor their growing businesses
• becoming oriented toward keepinglow stocks, demanding speedy andflexible just in time deliveries
• trying to eliminate dependence onproduct inspection of incomingmaterials
In practice, this often means that identi-fying particular requirements, be it onproduct specifications or any other aspect,becomes a matter of close cooperationwith the customer that ultimately leads tojointly defining these requirements.
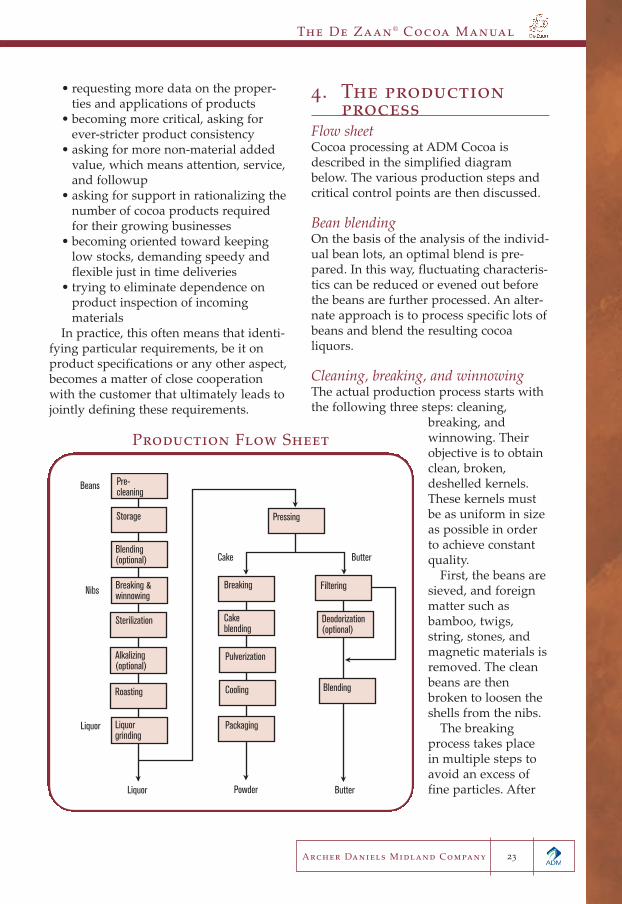
4. The productionprocess
Flow sheetCocoa processing at ADM Cocoa isdescribed in the simplified diagrambelow. The various production steps andcritical control points are then discussed.
Bean blendingOn the basis of the analysis of the individ-ual bean lots, an optimal blend is pre-pared. In this way, fluctuating characteris-tics can be reduced or evened out beforethe beans are further processed. An alter-nate approach is to process specific lots ofbeans and blend the resulting cocoaliquors.
Cleaning, breaking, and winnowingThe actual production process starts withthe following three steps: cleaning,
breaking, andwinnowing. Theirobjective is to obtainclean, broken,deshelled kernels.These kernels mustbe as uniform in sizeas possible in orderto achieve constantquality.
First, the beans aresieved, and foreignmatter such asbamboo, twigs,string, stones, andmagnetic materials isremoved. The cleanbeans are thenbroken to loosen theshells from the nibs.
The breakingprocess takes placein multiple steps toavoid an excess offine particles. After
Archer Daniels Midland Company 23
The De Zaan® Cocoa Manual
Beans
Nibs
Liquor
Liquor Powder Butter
Pre-cleaning
Storage
Blending(optional)
Breaking &winnowing
Sterilization
Alkalizing(optional)
Roasting
Liquorgrinding
Pressing
Breaking
Cakeblending
Filtering
Deodorization (optional)
Cooling
Pulverization
Packaging
Blending
Cake Butter
Production Flow Sheet
the breaking step, the product is sievedinto a number of fractions to reach opti-mal separation during winnowing.
These fractions then go to the winn-owing cabinets where the “lighter,” bro-ken shell is removed by a stream of air.The breaking and winnowing steps sepa-rate the essential ingredient of the cocoabean, the kernel, most often described asthe nib, from its shell. Strong magnetsremove magnetic foreign matter from thenib. The nib may then be stored, awaitingfurther processing. The separated shell isoften sold to agricultural mulch orfertilizer producers.
Sterilization and alkalizationThe microbiologically contaminated nibis sterilized in a batch or a continuousprocess by wetting and heating withsteam: the Total Plate Count (TPC) is nor-mally reduced to less than 500 per gram,and all pathogenic bacteria are killed.After sterilization, the nib can be roasteddirectly (natural process) or can be alka-lized first (Dutch process).
Alkalizing or Dutching consists oftreating the cocoa nibs with an alkali solu-tion such as potassium carbonate. It ispracticed primarily to modify the colorand flavor of cocoa powder or cocoaliquor; for the effects of alkalization onthe formation of flavor and color of cocoaproducts, see Module 4 and Module 5.
Alkalization can be conducted at vari-ous points in the production process.Depending on the stage at which alkaliza-tion takes place, different results will beobtained. Nib alkalization is oftenpreferred, as it combines optimal flavorand color development with minimalalkali usage.
RoastingThe roasting process has the objectives ofreducing the water content and furtherdeveloping flavor. Roasting is particularly
important to the final flavor because thenib’s flavor is formed from the precursorsthat developed during fermentation.(See Module 4: Flavor and FlavorDevelopment). Roasting temperaturesrange from 95-145° C (200-295° F)depending on the process, equipment,type of nib processed, and the endproduct required.
Exposure of the nib to such tempera-tures during roasting causes an additionalreduction in the number of microorgan-isms. A low level of those organisms aftersterilization and roasting is essential forultimately obtaining excellent food-gradeproducts (cocoa powder, butter, andliquor) with stringent microbiologicalspecifications.
ADM Cocoa does not carry out post-process sterilization by means of fumiga-tion or irradiation at the end of the pro-duction process, as post-process steriliza-tion often serves to hide poor hygienicprocess conditions and contaminationwith foreign matter, which is not elimin-ated by post-process sterilization. Furtherfumigation may leave toxic residues, andirradiation may cause an undesiredchange in the flavor (oxidation).
Nib grindingThe roasted nib is typically ground in amulti-stage process. During grinding, thebroken kernels change from a solid to afluid mass of cocoa particles suspended incocoa butter. This is due to the high fatcontent of the bean: About half of the nibis fat. Grinding breaks up the cell struc-ture of the cocoa nibs and releases thecocoa butter.
Cocoa liquorAfter the last stage of the grindingprocess, the mass is passed through sievesand over strong magnets to remove anyremaining coarse cocoa or metal particles.This finely ground fluid mass, the cocoa
Archer Daniels Midland Company24
The De Zaan® Cocoa Manual
liquor, can either be stored in tanks toawait pressing, or it can be shipped andused by chocolate manufacturers forfurther processing into chocolate.
PressingCocoa butter constitutes about half theweight of the cocoa nib. This fat is par-tially removed from the cocoa liquor bymeans of hydraulic presses applying pres-sures as high as 450 kg/cm2. Dependingupon the pressing time and the setting ofthe press, the resulting cakes may have afat content of 10 to 24%.
Cocoa cakeAfter pressing, the cakes are broken intokibbled cake. The pressing operation ismicrobiologically vulnerable, as this is theonly part of the process when the productis not in a closed system and is thusexposed to the surroundings. Hygienicprocedures are therefore of particularimportance in the pressing department.
Kibbled cake is typically stored by fatcontent and degree of alkalization andmay be blended before pulverization toobtain the desired type of cocoa powder.The cocoa butter is filtered and storedin tanks.
Cocoa powderThe powder grinding lines, usually ham-mer-and-disc or pin mills, pulverize cocoacake particles into the defined finenesslevels. After pulverization, the powder iscooled so that the fat of the cocoa powdercrystallizes into its stable form. This pre-vents any discoloring (fat bloom) andlump forming in the bags later, a phe-nomenon that is caused by insufficientcrystallization of the fat at the moment offilling. Next, the free-flowing powder ispassed through sieves and over magnetsprior to packing in paper bags or in bulkcontainers.
Cocoa butterThe cocoa butter from the presses is fil-tered and stored. Upon request, the buttercan be partly or wholly deodorized.Delivery of the various types of cocoabutter can be either in liquid form or insolid form (plastic-lined cardboardboxes).
Storage and packaging of cocoa prod-ucts are discussed further in Modules 7-9for Cocoa Liquor, Cocoa Butter, andCocoa Powder.
5. Process controlFluctuating bean characteristicsCocoa is a natural product with consider-able quality variations from year to year,from country to country, and from lot tolot. Sometimes certain types of cocoa maynot be available at all. As customersexpect to receive a consistent final prod-uct, fluctuation of quality characteristicsof our end-products has to be eliminatedor reduced. So the bean mix and the pro-cessing conditions can be adapted basedon experience, technological expertise,and knowledge of the properties of theraw material.
Therefore, the critical points in pro-cessing of cocoa beans into wholesome,safe, and consistent cocoa ingredients are:
• the quality of the cocoa beans; theyshould be at least well-fermented andclean.
• the production process; the processmust be carried out according to thespecified norms, with strict hygienicstandards.
Assessing the quality of the cocoa beanshas been described on page 21 under“The raw material.” Further in theprocess, the roasting and alkalizationstages can be adapted to the specific char-acteristics of the particular cocoa beanmix. In Module 7 and Module 9, the influ-ence of these stages of the production
Archer Daniels Midland Company 25
The De Zaan® Cocoa Manual

process with respect to the desired flavorand color development of cocoa liquorand cocoa powder is extensively discussed.
Variations, for example in color, flavor,and pH of cocoa powder, can be reduced.Blending of different cocoa cakes or pow-ders may control the characteristics of theresultant cocoa powder. In this way,ADM Cocoa is able to supply each typeof cocoa powder within the specifications,every time.
Principles of quality assurancePart of ADM Cocoa’s quality assurance isbased on supplying the necessary infor-mation regarding the production processand the way in which quality control isachieved.
One of the most important objectives ofADM Cocoa is to transform the naturallyfermented cocoa beans into wholesomecocoa products with suitable bacteriologi-cal specifications. To this end, bean qual-ity is constantly being assessed andcontrolled.
Good Manufacturing Practices (GMP)Although the influence of the raw cocoabeans as a source of contamination isgreatly diminished by the proceduredescribed above, it is essential to preventcontamination after the roasting step. Forthis reason, processing in accordance withthe principles of Good ManufacturingPractices (GMP) is indispensable.
These rules are of a preventative nature:They rely not so much on the checking ofthe finished product but concentrateefforts on the production process itself.They call for careful processing and use ofspecific checks throughout the productionprocess. This principle was introduced bythe Food and Drug Administration in theUSA and adopted by the Codex (Code ofPractice from 1997) and by the EuropeanUnion (Directive 93/43/EEG).
Hazard Analysis and Critical ControlPoints (HACCP)Later, the concept of Hazard Analysis andCritical Control Points (HACCP) wasdeveloped, a comprehensive, step-by-stepquality assurance program. This goesbeyond the hygienic aspects of qualityassurance and is a step-by-step outline forthe entire production process. Assess-ments of hazards associated with rawmaterials, processing, and transport aremade.
At ADM Cocoa, the microbiological,chemical, and physical influences of theprocessing are considered in relation tofood safety and quality. After hazardassessment, the Critical Control Points(CCPs) required to control the identifiedhazards are determined. For each CCP,critical limits, procedures for monitoring,and corrective actions in case of devia-tions are established and continuouslymonitored.
Within HACCP special attention isgiven to prevention of contaminationwith Salmonella after the roasting process.The International ConfectioneryAssociation (ICA) offers the industry acode of hygienic practice based onHACCP for the prevention of Salmonellacontamination in cocoa, chocolate, andconfectionery products.
Production coding and samplingADM Cocoa’s production is plannedaccording to deliveries defined as aquantity of product that possesses a highdegree of homogeneity because it is madeat the same production unit withoutsignificant changes in process conditionsand raw material composition. Sucha delivery may consist of severalhomogeneous batches.
Each delivery is given a unique lotidentification code that is printed on theindividual packing or, in the case of liq-uid, tank car shipments, indicated on the
Archer Daniels Midland Company26
The De Zaan® Cocoa Manual
accompanying documents. Traceabilityfor packaging (bag or carton) is obtainedwith a production code.
When the food manufacturer wishes tocontrol incoming ingredients, e.g. cocoaproducts, it is important to ensure thatrepresentative samples are taken andexamined. It is essential that the manufac-turer of the ingredient is able to demon-strate the homogeneity of the deliveredquantity. With this in mind, ADM Cocoawelcomes its customers to audit itsproduction facilities in order to assessthe confidence that can be placed in theadopted control systems, procedures,standards, and norms.
If the homogeneity of incoming ship-ments can be assured, then a somewhatsimplified random check can be used onthe incoming lots. See also the samplingprocedure described in Module 3:Methods of Analysis.
Reference samplesShould a customer wish to check, forexample, the color and flavor of a pow-der, a reference sample of the type inquestion is needed; delivery samples canbe checked against such reference samples.Such samples should be packed in a well-sealed container and kept cool and dry.They should also be replaced twice a year.To this end, the expiration date is shownon the reference sample label.
Please noteThe preceding information has been givenfor use as a basis on which customers canmake important decisions with regard tothe extent cocoa ingredients are examinedbefore use. Based on the delivery history,audits, and additional information fromADM Cocoa staff, the customer maymake simplifications in checking deliver-ies of ADM Cocoa products.
Archer Daniels Midland Company 27
The De Zaan® Cocoa Manual
1. IntroductionGood methods of analysis are not onlyessential for upholding the qualityspecifications and customer requirementsbut also for process control purposes.ADM Cocoa often uses classic analyticalmethodology, such as fat content byextraction, moisture content by ovendrying, acidity (free fatty acid) by titra-tion, etc. These methods are by definitionrelated to the specification parameters.However, many modern instrumental andautomated techniques, like spectroscopy,chromatography, and densitometry, areused for obtaining results faster and foradditional information on the products.
Always, but especially for specificationsand requirements, it is necessary todefine and describe the methods ofanalysis clearly and in detail; this assuresconsensus on the results and no analyticalbias caused by using different methods.In addition to our own methodology,we rely on the methods of internationalanalytical and standard organizationslike the International Organization forStandardization (ISO), the InternationalUnion of Pure and Applied Chemistry(IUPAC), and the Association of OfficialAnalytical Chemists (AOAC). Analyticaland microbiological experts from thecocoa and chocolate industries, organizedin the International ConfectioneryAssociation (ICA), developed andapproved about 50 analytical methodsspecifically for cocoa, cocoa products,and chocolate. These methods can beordered at the ICA-Secretariat, RueDefacqz 1, B-1050 Brussels, Belgium,or at www.caobisco.com underICA-publications.
ADM Cocoa uses the official analyticalmethods as well as simplified, faster,
instrumental methods. The latter alwayshave to be calibrated and checked againstthe often more time-consuming officialmethods.
The quality of the sampling is oftenmore important for a reliable result thanthe analysis itself; however accuracyand precision of analytical methods forprocess control and finished goods analy-sis have to be known and evaluatedregularly. Analytical data are neverabsolute but have a “natural” uncertaintyor variation. The analyst has to check andevaluate each analysis and each resultusing his experience and knowledge. Arethe results as expected, or is reassurance(reanalysis) necessary?
Good Laboratory Practices (GLP)are essential for validation of data. On aregular basis, analysis of control or checksamples must be carried out to evaluatethe performance of the methods andthe analysis.
In this Module the analytical methodsadvised by ADM Cocoa for the analysisof specification parameters of cocoaliquor, cocoa powder, and cocoa butterare described; a trained analyst should beable to perform the analyses and obtainreliable, accurate results.
References are given to official methods(ISO, AOAC, IUPAC, ICA); many analyti-cal textbooks also have chapters on theanalysis of cocoa products.
2. Samplingprocedure
Sampling—generalCorrect sampling procedures are essentialfor obtaining good and reliable analyticalresults. The sampling and sampling con-ditions may depend on the type of analy-sis to be carried out, but the sample
Archer Daniels Midland Company 29
The De Zaan® Cocoa Manual
Methods of Analysis 3

always has to be representative for theproduct or lot. Non-sterile conditions aresufficient for such analyses as fat or mois-ture content, however sterile conditionsare essential when the samples have to beanalyzed microbiologically.
In processes the sampling is preferablydone automatically and in line by taking(and combining) portions of the productstream at regular intervals with automaticsamplers (available for liquids as well assolids). In general the sampling procedurecan be divided into two steps:
• primary sampling of the productionlot and preparation of the “bulk” sam-ple
• secondary sampling or preparation ofthe laboratory or test sample from the“bulk” sample
Samples should ideally be packed inmoisture- and air-tight containers/bags ofsuitable size and shape, preferably bestored in a cool and dark place, and belabeled with the product and sampleinformation. This will protect the productfrom any change in the relevant parame-ters for as long as the sample is neededfor analysis or as evidence (counter sam-ples). This includes no increase in mois-ture (cocoa powder is very hygroscopic),no change in color (by temperature varia-tion or effect of light), no effect on flavor(too high temperature and influence of airand light), etc.
Deliveries of ADM Cocoa products canbe in liquid (tank containers) and solid(bags or cartons) forms. Liquid deliveriesshould preferably be sampled at regularintervals during unloading of the tank.The “bulk” sample can be sub-sampled togive the laboratory or test sample. Thesolids in liquid cocoa liquor may partlysediment, so when the delivery is not wellstirred many samples have to be takenand recombined (e.g. for analysis of fatcontent and fineness).
Archer Daniels Midland Company30
The De Zaan® Cocoa Manual
Solid deliveries can be sampled bytaking primary samples from a numberof pallets with cartons or bags. This processis intended to assure that all units on a pal-let (with the same production code) repre-sent the same homogeneous product. Thesize of a primary sample has to be at least50 g to be representative for the pallet andto allow the necessary analyses. By com-paring primary samples of a delivery, thecustomer can evaluate its consistency.
Sampling—bags or FIBCsFor cocoa powder, the following proce-dure is advised, based on one sampleper pallet or flexible intermediate bulkcontainers.
Check the dry (external) color immedi-ately. Only a limited color variation bothfrom sample to sample as well as betweensamples and reference is allowed.
Next, other parameters can be deter-mined, for instance, fat content, moisturecontent, or pH. Microbiological analysis isgenerally carried out separately.
Primary sampling of a bag of cocoapowder from a pallet is as follows:
• Make an inverted U-shaped cut in theshrink-wrap or foil wrap.
• Make a similar but smaller cut in thebag, such that the bag can easily beresealed with tape.
• Take a sample of 50-250 g with a cleansampling spoon (penetrating 5-10 cminto the bag).
• Place the sample in a plastic bag orsterile container. Close carefully andlabel with product type, lot number,production code, sampling date, andname of sampler.
• Close the bag and then the wrap withadhesive tape.
• Primary sampling of the flexible inter-mediate bulk container is done byopening the filling tube, taking a sam-ple of 5-10 cm under the surface andsubsequently closing the filling tube.
Samples for microbiological analysismust be taken aseptically: The bag sur-face, the knife used to cut open the bag,and the sampling spoon must first becleaned and disinfected with 70% alcoholon cotton wool.
Secondary sampling depends on cus-tomer requirements:
• Composite samples can be preparedby taking and blending identicalquantities of the primary samples.
• Single primary samples may be sub-sampled and analyzed for specificparameters.
3. Cocoa liquor/cocoa powder
Flavor evaluation
DEFINITIONThe flavor of cocoa liquor and cocoa pow-der is evaluated by trained panel mem-bers under standard conditions, using astandard sample as a reference.
EQUIPMENT/MATERIALS• sugar, granulated and powdered• tap water, 55° C (131° F)• beakers, glass, 400 ml• disposable cups, approx. 30 ml and
150 ml, with lid, (odor free)• stirrers, measuring cylinders,
thermometer (0°-100°C/32-212° F)• hot plates• balance, 0.1 g accuracy
GENERAL TEST CONDITIONSFor effective flavor evaluation, a trainedpanel of five to eight members is neces-sary, and test conditions must bestandardized.
Archer Daniels Midland Company 31
The De Zaan® Cocoa Manual

TASTE PANEL ROOMThe test conditions require a special andseparate taste panel room for concen-trated, undisturbed, and unobservedtesting under comfortable sitting condi-tions with good lighting and temperature.Smells, sounds, and disturbances shouldbe excluded. It must be possible to spitout the sample and rinse the mouth withwarm tap water. Clear written instruc-tions are supplied to each panel member.At each sample booth, general test guide-lines should be present.
PANEL MEMBERSPanel members are selected and trainedto discriminate between basic tastes andessential cocoa flavors and off-flavors. Inaddition, panel member performance isevaluated regularly by flavor analysissupervisors.
The following basic rules apply to tastepanel members:
• no tasting when feeling unwell• no smoking, eating, or drinking for
half an hour before tasting• no tasting on an empty stomach
PROCEDURESample preparation1. Weigh 21 g of liquid cocoa liquor or
12 g of the cocoa powder to be testedand 15 g of sugar into a 400 ml glassbeaker.
2. Add 300 ml of tap water at 55° C(131° F) and stir to a homogeneoussuspension.
3. Pour about 50 ml of the suspension intoeach of the six cups (150 ml) and closewith a lid.
4. Repeat these steps with the referencesample (see remarks).
5. Place the samples on hot plates to keepthe contents at 50° C (122° F).
TESTING TECHNIQUEEach panel member evaluates a sampleagainst the reference, separately judgingdifferent aspects of odor and flavor.1. Before starting an evaluation: The
mouth is rinsed with lukewarm water.2. The odor of the reference is judged
first, then the sample, and again thereference.
3. The nature and intensity of any differ-ences perceived are recorded on the testform supplied.
4. The flavor of the reference is tested,then the sample, and again the refer-ence, rinsing the mouth with lukewarmwater each time before tasting. Thesample is then spit out, after swirling inthe mouth for 5-10 seconds to evaluateand memorize the different flavoraspects.
5. The nature and intensity of any differ-ences perceived are noted on the testform.
RESULTSThe panel members’ evaluation forms arecollected; the members are interviewedfurther if necessary, and the forms areinterpreted to obtain an overall impres-sion of the differences against the refer-ence. The overall impression is reported,if possible, in a numerical way for pur-poses of historical comparison.
REMARKSReference samples should be carefullyselected, kept under cool (15° C/59° F),dark, and dry (relative humidity below50%) storage conditions and not be morethan six months old.
REFERENCEICA method 6/1963 (formerly 2/1963).
Archer Daniels Midland Company32
The De Zaan® Cocoa Manual
Determination of fat content
DEFINITIONThe fat content of cocoa liquor and cocoapowder according to the Soxhlet extrac-tion method is the percentage by mass offat and other components extractable withpetroleum ether (p.e.).
EQUIPMENT/MATERIALS• Soxhlet extractors, siphon capacity
about 100 ml, NS 29 at the bottomand NS 45 at the top
• condensors, Dimroth with NS 45 andCall2- tube
• Erlenmeyer flasks, 250 ml with NS 29• hot plate for flasks (fire-safe)• desiccator with desiccant• vacuum drying oven set at 80° C/176° F• defatted glass beads, extraction thim-
bles, round filters (Ø 15 cm) cottonwool and boiling stones (see Remark 1)
• residue-free petroleum ether (p.e.),bp. 40°-60° C/104-140° F (seeRemark 1)
• analytical balance, 0.1 mg accuracy• sand, acid-washed at 60° C (140° F)• glass stirring rod, length 10 cm
PROCEDURE1. Place a dry and clean Erlenmeyer
flask with a few boiling stones for30 minutes in the drying oven.
2. Let the flask cool in the desiccator for30 minutes.
3. Weigh the tare weight of the flask tothe nearest 0.1 mg (M1 in g).
4. Weigh approx. 5 g of cocoa powder tothe nearest 1 mg (M2 in g), and trans-fer the powder into an extractionthimble weighted down with glassbeads in which a round filter has beenfolded to form a bag inside the thim-ble wall (see Remark 2), or
5. Bring about 10 g of sand into anextraction thimble with a stirring rod;weigh approx. 3 g of well-mixed
liquid cocoa liquor to the nearest mg(M2 in g) into the thimble, and mixthe liquor and sand homogeneouslywith the stirring rod.
6. Fill the thimble with a solid wad ofcotton wool and place the thimble inthe Soxhlet extractor. Add about 50 mlof p.e. to the tared Erlenmeyer flask,and connect this flask to the extractor.
7. Add slowly more p.e. (about 100 ml)to the extractor until the solvent startsto siphon (see Remark 3).
8. Connect the condenser to the extrac-tor, and place the assembly on theheating plate.
9. Extract the powder/liquor plus sandin the thimble for at least eight hourswith 10-15 siphonings per hour (seeRemark 4).
10. Disconnect the Erlenmeyer flask anddistill off the p.e.
11. Dry the flask with the residue undervacuum in the drying oven at 80° C(176° F), for the first 15 minutes at400 mm Hg, followed by one hour atless than 10 mm Hg.
12. Cool the flask in the desiccator for30 minutes and weigh the flask.
13. Repeat the drying, cooling, andweighing until the difference betweentwo successive weighings is less than1 mg (M3 in g).
RESULTS1. CalculationThe fat content of the cocoa liquor/powder sample is:
M3-M1_______ X 100% (m/m)M2
Where:M1 = mass in g of Erlenmeyer flask (tare)M2 = mass in g of the cocoa liquor/powder sampleM3 = mass in g of the Erlenmeyer flaskwith residue
Archer Daniels Midland Company 33
The De Zaan® Cocoa Manual
The result should be expressed to twodecimal places.
2. RepeatabilityThe difference between the results of twoindependent determinations should notexceed 2% of the fat content (0.2% with10% fat, 0.4% with 22% fat, and 1.1% with55% fat).
REMARKS1. Materials and solvent have to be
residue free; a complete blank extrac-tion without cocoa liquor/powdershould be performed regularly, and theresidue should be less than 2.5 mg(0.05% fat in the sample); when theresidue is larger than 2.5 mg, the causeof this increase should be investigated.The p.e. should have an evaporationresidue of less than 1 mg per 150 ml.
2. The round filter folded to the shape ofa bag around a clean rod permits therepeated use of the extraction thimble.It also prevents very small particlesfrom passing through the thimble intothe flask and adding to the residue.
3. During extraction the quantity of sol-vent in the flask should always be atleast 50 ml.
4. For the complete extraction of the fat, atleast 80 siphonings are needed, each ofthem effectively emptying the extractor.Completeness of the extraction can bechecked by an additional extractionwith fresh solvent in a new flask; aftertwo to three hours or 20-40 siphoningsthe residue after evaporation anddrying should be less than 1 mg.
REFERENCEICA method 37/1990 (formerly 115/1990).
Determination of pH
DEFINITIONThe pH of cocoa liquor and cocoa powderis the pH (negative logarithm of thehydrogen ion concentration) of a suspen-sion of these products in water, preparedand measured according to this method.
EQUIPMENT/MATERIALS• pH meters with combined glass
electrodes readable to 0.01 pH unit• thermometer, 0°-100°C (32-212° F)
with 1° C graduation• buffer solutions of pH 4.00, 7.00, and
9.00• distilled or demineralized water,
carbon dioxide free on hot plate• glass beakers (150 ml) and measuring
cylinder (100 ml)• balance, 0.01 g accuracy
PROCEDURE1. Calibrate one pH meter at 20° C (68° F)
using buffers of pH 4.00 and 7.00 andanother pH meter at 20° C (68° F) usingbuffers of pH 7.00 and 9.00.
2. Weigh 10.00 g cocoa powder to thenearest 0.01 g into a 150 ml glassbeaker.
3. Slowly add, while stirring, 90 ml ofboiling hot distilled (or demineralized)water with a measuring cylinder.
4. Leave to cool to 20°-25° C (68-77° F),e.g. in a cold water bath, stirringoccasionally.
5. Measure the pH with both pH meters,and use the pH reading nearest to thebuffer range.
RESULTSThe results should be expressed to twodecimal places. The difference betweenthe results of two independent determina-tions should not exceed 0.1 pH unit.
REFERENCEICA method 15/1972 (formerly 9/1972).
Archer Daniels Midland Company34
The De Zaan® Cocoa Manual
Determination of sieve residue
DEFINITION1. The “wet” sieve residue (or “coarse-
ness”) of cocoa liquor and cocoa pow-der is defined as the mass percentage ofthe product that does not pass a platesieve with apertures of 75µ x 75µaccording to this method.
2. The fineness of cocoa liquor and cocoapowder is expressed as 100% minus the% sieve residue (the fraction remainingon the sieve).
EQUIPMENT/MATERIALS• plate sieves with apertures of 75µ x
75µ ± 2µ (200 mesh), diameter 6 cm,height 7 cm, open area 25-40% (seeRemark 1)
• drying oven, well ventilated, set at103°-105° C (217-221° F)
• desiccator with desiccant• glass beakers (400 ml), glass stirring
rod, mechanical stirrer• watch glasses, diameter about 8 cm• squeeze bottles of 500 ml (for hot
water) and 250 ml (for acetone)• graduated cylinders of 25 ml and
250 ml• analytical balance (accuracy 0.1 mg)
and weighing balance (accuracy0.01 g)
• hot water 75° C (167° F) ±5° andacetone (water free)
• detergent (surface active agent—concentrated)
PROCEDURE1. Weigh a dried, clean sieve (75µ) on a
dry watch glass to the nearest 0.1 mg(M1 in g).
2. Weigh approx. 10 g of well-mixedcocoa liquor or cocoa powder to thenearest 0.1 g in a glass beaker (M2 in g).
3. Add with cocoa liquor 2 g of deter-gent or with cocoa powder 1 g of
detergent.4. Add 20 ml hot water (see Remark 2),
stir the mixture with a stirring roduntil all lumps have disappeared.
5. Add 280 ml of hot water and stirmechanically for 2 minutes withoutproducing a vortex and with the pro-peller near the bottom of the beaker.
6. Pour the hot suspension slowlythrough the sieve, meanwhile movingand swirling the sieve in a circularmanner over the sink (see Remark 3).
7. Rinse the beaker, stirrer, and rod intothe sieve, and rinse the sieve with upto 1.5 l of hot water until no moreparticles pass the sieve.
8. Rinse the sieve and residue with15-25 ml of acetone to remove waterand fat residues.
9. Place the sieve on the watch glass inthe oven for 45 minutes (see Remark 4),cool the sieve and glass in the desiccatorfor 45 minutes.
10. Weigh the sieve and residue andwatch glass to the nearest 0.1 mg(M3 in g).
RESULTS1. CalculationThe “wet” sieve residue (or “coarseness”)of the cocoa liquor or the cocoa powdersample is:
M3-M2_______ x 100% (m/m)M1
Where:M1= mass in g of the dried sieve + watchglassM2= mass in g of the sampleM3= mass in g of the dried sieve + residue+ watch glassThe result should be expressed to twodecimal places.
The fineness percentage is:{1- (M3-M2)} x 100% (m/m)_______
Archer Daniels Midland Company 35
The De Zaan® Cocoa Manual

M12. RepeatabilityThe difference between the results of twoindependent determinations should notexceed 0.04% on a 75µ sieve.
REMARKS1. Plate sieves are very delicate; they may
not be touched, not even with a brush.Dirty sieves can be cleaned with adetergent solution in an ultrasonic bath.Sieves should be inspected regularly fordamage with a magnifying glass.
2. The detergent dissolves the fat of thecocoa liquor or the cocoa powder.
3. When the sieve becomes clogged, tapthe side of the sieve gently.
4. The watch glass collects cocoa particlespassing through the sieve on drying,cooling, and weighing.
REFERENCESICA method 38/1990 (formerly 116/1990).
Determination of moisturecontent
DEFINITIONThe moisture content of cocoa liquor orcocoa powder is the percentage of masslost drying for 4 hours at 105° C (221° F).
EQUIPMENT/MATERIALS• drying oven, well ventilated, set at
103°-105° C (217-221° F)• desiccator with desiccant• glass weighing flask for cocoa pow-
der, always with ground glass stop-per, Ø 50 mm (see Remark 1)
• alumina weighing dish with lid forcocoa liquor, Ø 70 mm
• glass stirring rod, length 10 cm• sand, ashed at 600° C (1112° F)• ethanol p.a.• analytical balance, accuracy 1 mg
PROCEDURE1. Dry a clean and empty weighing dish
or flask with stopper side by side inthe drying oven for 60 minutes at103°-105° C (217-221° F)
2. Let the dish/flask cool in the desiccatorfor 30 minutes.
3. Weigh the tare weight of the dish/flaskto the nearest 1 mg (M1 in g).
4. Weigh to the nearest 1 mg approx. 5 gof well-mixed cocoa powder into thetared flask (M2 in g) (see Remark 2), or
5. Add approx. 20 g of sand into thealumina dish with lid and weigh thetare weight of the dish plus sand to thenearest 1 mg (M1 in g).
6. Weigh to the nearest 1 mg, 5 g ofwell-mixed liquid cocoa liquor into thetared dish (M2 in g); saturate the sandwith ethanol, and mix the sand homo-geneously with the liquor using astirring rod.
7. Dry the dish/flask with stopper besideit in the oven for four hours at 103°-105° C (217-221° F). Then remove andplace the stopper on the dish/flask (seeRemark 3).
8. Let cool and weigh as described above(M3 in g).
RESULTS1. CalculationThe moisture content of the sample is:
M2-M3_______X 100% (m/m)M2-M1
Where:M1 = mass in g of the empty stoppereddish/flask (tare)M2 = mass in g of the stoppered dish/flaskwith sampleM3 = mass in g of the stoppered dish/flaskwith dried sample
Archer Daniels Midland Company36
The De Zaan® Cocoa Manual
The result should be expressed to onedecimal place.2. RepeatabilityThe difference between the results of twoindependent determinations should notexceed 0.2%.
REMARKS1. The flask should always be weighed
with the stopper (on or beside it) andonly after conditioning in the desiccator.With more than four flasks, the coolingtime should be 45 minutes instead of30 minutes. The correct weighing prac-tices have to be adhered to.
2. Cocoa powder is very hygroscopic; thelab sample has to be stored in an air-and moisture-tight container, and thesample transfer has to be carried outrapidly and carefully.
3. Drying should last exactly four hours,and the oven should not be opened dur-ing this period.
REFERENCEICA method 1/1952 (formerly 3/1952).
4. Cocoa powderVisual color evaluation
DEFINITIONThe color of cocoa powder can be eval-uated as such (the dry or extrinsic color)or as suspension in milk or water (theintrinsic color) against reference and othersamples, using the methods below.
EQUIPMENT/MATERIALS• beakers, 100 ml and 150 ml, glass• spoon• stirring rod, length approx. 15 cm• grease-proof paper sheets, 20 x 12 cm• pasteurized milk• color evaluation flasks of colorless,
clear glass with flat sides and screwtops, 45 ml
• color evaluation cabinet with stan-
dard light, with daylight lamp of6500° K (see Remark 3)
• hot plates• balance, 0.001 g accuracy
PROCEDURE1. Dry (extrinsic) color
1. Place approx. 0.5 g of the cocoa pow-der on the table surface of the cabinet.
2. Place one or more reference cocoapowder(s) in a similar way beside oraround the sample to be evaluated.
3. Put a grease-proof paper over thesamples and flatten them by gentlystroking the sheet with a flat handuntil they touch each other.
4. Remove the sheet carefully.5. Evaluate the color difference(s) with
two or more persons (see Remarks 1and 2).
2. Color (intrinsic) in milk1. Weigh 1.20 g of cocoa powder to be
evaluated in a 100 ml beaker to thenearest 0.01 g.
2. Add 5 ml of pasteurized milk andmix until a homogeneous paste isachieved.
3. Add 45 ml of milk, heated to about60° C (140° F).
4. Stir thoroughly and fill a color evalua-tion flask with the suspension.
5. Repeat the above steps twice usingthe reference cocoa powder, fillingtwo flasks with the suspension.
6. Close the three flasks properly andshake them prior to the evaluation(see Remark 4).
7. Place the suspension to be evaluatedbetween the reference suspensions.
8. Evaluate the color under standardlight conditions in the cabinet withtwo or more persons (see Remarks 1and 2).
3. Color (intrinsic) in water1. Weigh 1.20 g of the cocoa powder to
be evaluated in a 150 ml beaker to thenearest 0.01 g.
Archer Daniels Midland Company 37
The De Zaan® Cocoa Manual

2. Add 100 ml of water and bring it to aboil on a hot plate.
3. Allow to boil for a moment, stirringthe suspension with a stirring rod.
4. Fill one color evaluation flask withthe suspension.
5. Repeat the above steps twice, usingthe reference cocoa powder, and filltwo flasks with the suspension.
6. Close the three flasks properly andshake them prior to the evaluation.
7. Place the suspension to be evaluatedbetween the reference suspensions.
8. Evaluate the color under standardlight conditions in the cabinet withtwo or more persons (see Remarks 1and 2).
REMARKS1. The visual evaluation of the color
should be carried out by people whohave successfully passed an eye test(e.g. the S. Ishihara test).
2. There should be unanimity about theterminology used for the evaluation ofthe colors: expressions such as “toolight,” “too dark,” “redder,” “greyer,”etc. should have the same meaning forall evaluators.
3. The lamps of the color evaluation cabi-net should be replaced regularly toensure the consistency of the standardlight conditions.
4. To prevent the rapid sedimentation ofthe suspension, the following modifica-tions can be used:- Weigh 1.20 g of cocoa powder, 20 g of
sugar, and 0.035 g of the gelling agentcarrageenan E407 in a 100 ml beaker.
- Add 10 ml of pasteurized milk andstir the contents to a paste with a stir-ring rod.
- Add 40 ml of pasteurized milk heatedto approx. 60° C (140° F).
- Proceed as described in 2. Color(intrinsic) in milk.
Instrumental color evaluation
DEFINITIONThe instrumental color evaluation ofcocoa powder as such or as a slurry inwater is expressed in L*-, C*-, and h-val-ues measured with a color meter.
The L*-, a*-, and b*-values are calcu-lated from the CIE X-, Y-, and Z-valuesusing the CIE 1976 equations. C*- and h-values are calculated from the a*- and b*-values according to the following:
C*= (a*2+b*2)h=arcig(b*/a*)
L* value – the lightness/darkness coordi-nate; a low value indicates adark color, a high value indi-cates a light color
a* value – the red/green coordinate,with +a* indicating red and-a* indicating green
b* value – the yellow/blue coordinate,with +b* indicating yellowand -b* indicating blue
C* value – the chroma coordinate, indi-cating brightness; a highervalue indicates a brightercolor
h value – the hue angle; a lower valueindicates more redness, ahigher value indicates moreyellowness
Archer Daniels Midland Company38
The De Zaan® Cocoa Manual

EQUIPMENT/MATERIALS• Datacolor Spectraflash SF 450 X color
spectrophotometer (or equivalent)° measuring geometrics d/8 -
specular excluded° illuminant D65° observer angle 10°
• quartz cuvette• tubing pump system• magnetic stirrer• beakers, 400 ml, glass• balance, 0.1 g accuracy• demineralized water
PROCEDURE1. Dry (extrinsic) color
1. Fill a cuvette 3/4 full with the cocoapowder sample and tamp the powderdown carefully.
2. Then add cocoa powder until it isheaped above the rim.
3. Level the powder evenly by usingthe edge of a spatula with tappingmovements.
4. Remove the surplus powder carefullywith the spatula to produce a flatsurface in line with the rim (seeRemarks).
5. Place the cuvette carefully against theilluminated window of the calibratedmeter.
6. Read and record the L*-, C*-, andh-values.
7. Compare the values found with thoseof a standard sample.
2. Intrinsic color measurement1. Weigh 7.5 ± 0.1 g of cocoa powder in
a 400 ml beaker.2. Add 100 ml demineralized water of
50° C (122° F) and stir with a stirringrod until a smooth slurry is obtainedwithout lumps.
3. Continue stirring using a magneticstirrer for 10 minutes.
4. Add 50 ml demineralized water atroom temperature.
5. Continue stirring for at least1 minute.
6. Pump the suspension through thequartz flow cuvette, while stirring.
7. Read and record the L*-, C*-, andh-values with a calibrated colorspectrophotometer.
REMARKSThe flow rate during pumping of thewater/cocoa powder suspension shouldbe so that settlement of cocoa particles isprevented. If the cocoa powder is lumpy,the surface will be irregular when evalu-ating the dry color. It is then advisable tosieve the cocoa powder through a 500µsieve and carefully break down thelumps. Mix the powder thoroughly.
REFERENCES1. Schulze: “Farbelehre und
Farbemessung,” 1966 (Springer-Verlag,Berlin).
2. Clydesdale: “The measurement ofcolor,” Food Technology 23 (1969),16-22.
3. CIE, 1978: “International Commissionof Illumination. Recommendations onuniform colour spaces, colour differenceequations, psychometric colour terms.”(Bureau Central de la CIE, Paris).
4. Instruction manual: DatacolorSpectraflash SF 450 X Colourspectrophotometer.
5. DataFacts Technical bulletin nr. 004-96from Datacolor International.
Archer Daniels Midland Company 39
The De Zaan® Cocoa Manual

5. Cocoa butterRefractive index
DEFINITIONThis method describes the determinationof the refractive index of cocoa butter.The refractive index is expressed as nD(40° C/104° F).
EQUIPMENT/MATERIALS• water bath, thermostatically con-
trolled at 40° C (104° F) ± 0.5º andwith a circulation pump
• refractometer, e.g. Abbe type,connected to the water bath
• light source (sodium vapor light)
PROCEDURE1. Bring the prisms of the refractometer to
40º C (104° F) by connecting the refrac-tometer to a water bath.
2. Place a drop of clear, filtered cocoa but-ter on the surface of the prisms andclose the prisms.
3. Wait a few seconds to allow the butterto obtain the temperature of the prisms.
4. Adjust the refractometer in such a waythat a clear contrast line can be readwhere it crosses the scale.
5. Read the refractometer at the nearest0.0001.
REMARKSThe prisms should be handled with care.
REFERENCES1. IUPAC Standard Methods of the
Analysis of Oils, Fats and Derivatives,6th Edition, Method 2.102.
2. ISO 6320:1995 - Animal and VegetableFats and Oils - Determination ofRefractive Index.
Melting point
DEFINITIONThis method describes the determinationof the melting point of cocoa butter. Themelting point is expressed as Slip Point(the butter starts to melt) and/or as ClearPoint (the butter is fully liquid/molten).
EQUIPMENT/MATERIALS• magnetic stirrer with hot plate• stirring bars• exterior water bath• inner water bath• plate with two holes: one for fixation
of the inner water bath• movable rubber ring for adjusting the
inner water bath• rubber plate to cover the inner bath• thermometer, range 0°-50° C (32-122°
F), graduation of 0.1º• U-tubes for melting point according
to H. Fincke• thermometer for exterior water bath,
graduation of 0.5º• water baths thermostatically con-
trolled at 25° C (77° F) and 32°-33° C(90-91° F)
PROCEDURE1. Pretreatment of cocoa butter
1. Heat >50 g of cocoa butter to 50°-60º C(122-140° F), and filter through a flutedfilter, Whatman no. 3, Ø 15 cm.
2. Pour 50 g of this filtered butter into aglass beaker of 100 ml and immersethe glass beaker in a water bath,which is thermostatically controlled at25º C (77° F).
3. Cool the butter while constantlystirring until it assumes a pastyconsistency.
4. Prevent the inclusion of air bubbles.5. Subsequently, immerse the glass
beaker into a water bath that is ther-mostatically controlled at 32°-33° C(90-91° F). Continue to stir until the
Archer Daniels Midland Company40
The De Zaan® Cocoa Manual
butter has come to the same tempera-ture. This takes about 30 minutes.
6. Pour the cocoa butter into a metaltray and allow to stand for at leasttwo hours at room temperature(20°-22° C/68-72° F).
Note: Seeding crystals (grated cocoabutter) should in no case be added.
2. The melting point of cocoa butter1. Press a 1 cm column of pretreated
cocoa butter into the longer side ofthe U-tube.
2. Use a very fine metal rod to push thecolumn of cocoa butter down to 1 cmbefore the bend of the tube.
3. Fix the shorter side to the thermome-ter (0°-50º C/32-122° F) by means ofthe rubber ring, and make sure thatthe bend of the tube is on the samelevel as the bulb of the thermometer.
4. Introduce the thermometer with theU-tube into the inner water bath ofthe melting point equipment. Thewater level of the inner water bathhas to be 1 cm below the level of theexterior water bath, which has a levelof about 9.5 cm high.
5. Slowly heat the exterior water bathwhile constantly stirring by meansof the magnetic stirrer. Up to 30º C(86° F), the maximum increase in tem-perature of the inner water bath maybe 1º per minute. Over 30º C (86° F),the increase in temperature may notexceed 0.2º per minute.
6. Read the temperature when thecolumn of solid cocoa butter moves(slips) down; this is the Slip Point.
7. Read also the temperature when thecolumn of cocoa butter is completelymolten (clear); this is the Clear Point.
8. Give the temperature of both the SlipPoint and the Clear Point in ºC (or °F)and to one decimal place.
REFERENCES1. ISO 6321: Animal and Vegetable Fats -
Determination of Melting Point inOpen Capillary Tubes (Slip Point).
2. ICA Method 4/1962: Determinationof the Melting Point of Cocoa Butter(formerly 8b/1962).
Lovibond color
DEFINITIONThis method describes the determinationof the color of liquid cocoa butter with theLovibond Tintometer and Yellow, Red,and Blue color glasses.
EQUIPMENT/MATERIALS• Lovibond Tintometer, type 1A with
two identical lamps of 60W (to bereplaced after 100 burning hours orafter three years)
• magnesium carbonate blocks as stan-dard white (clean surface by rubbingthe cubes together)
• 1-inch glass cuvette for theTintometer
• set of Yellow, Red, and Blue Lovibondcolor glasses (clean regularly withlens paper)
• neutrally hued filter (Grey)
PROCEDURE1. Switch the lamps on and fill a 1-inch
cuvette with clear-filtered cocoa butterof approx. 40º C (104° F).
2. Place the cuvette against the opening atthe rear side of the color compartmentin the Tintometer, covering the entireopening.
3. Compare the color of the cocoa butterwith Lovibond color glasses: start with40.0 Yellow and add Red (units andtenths) and, if necessary, Blue until thecombination of color glasses matchesthe color of the cocoa butter.
4. If a color cannot be matched by meansof the color glasses, then use the neu-
Archer Daniels Midland Company 41
The De Zaan® Cocoa Manual

trally hued filter (Grey).5. The color is expressed in a sum of units
and tenths used from the Yellow, Red,and Blue color glasses.
REFERENCESISO 15305: Animal and Vegetable Fatsand Oils - Determination of Color -Tintometer Method.
Extinction values
DEFINITIONThis method describes the determinationof the extinction values of cocoa butterbefore and after washing with alkali.
PRINCIPLEThe extinction values at 270 nm and325 nm of a 1% cocoa butter solution incyclohexane, before and after washingwith alkali solution, are measured in a1 cm cuvette; the difference in extinctionvalues at 270 nm and 325 nm is an indica-tion of the purity of the cocoa butter. Themaximum extinction value at 270 nm forcocoa butter is 0.5, whereas after washingwith alkali the extinction value should bemaximum 0.14; the difference is caused bythe removal of the alkaloids (caffeine andtheobromine) with the alkali washing.
The cocoa butter extinction values areindicative of the degree of contaminationand aging of cocoa butter. During oxida-tion of cocoa butter, products such as con-jugated dienes and diketones are formed.Measurement of the absorbance of dienescan take place at about 232 nm, and thatof diketones can be measured at 268 nm.Absorbance of conjugated trienes can bemeasured at approx. 270 nm. Pure primepressed cocoa butter does not contain anydienes, trienes, or products of decomposi-tion. Consequently, the extinction valuemust be low. Any higher extinction valuecould, for example, be an indication ofrefined cocoa butter or expeller butter.
If at approx. 270 nm several peaks areobserved, this would mean that the cocoabutter has been treated with bleachingearth.
EQUIPMENT/MATERIALS• cyclohexane (for spectroscopy)• diethyl ether (p.a.)• potassium hydroxide solution (4 N)• sodium sulfate (anhydrous)• pipette (5 ml)• graduated measuring cylinder• separating funnels (100 ml)• Erlenmeyer flasks (25 ml with
ground-glass stopper)• fluted filters (Ø 7 cm, e.g. S&S
no. 597)• water bath• pH-indicator paper• quartz-cells (1 cm)• UV spectrophotometer• glass beakers
PROCEDUREMeasurement of the extinction values:
1. Weigh 0.1 g cocoa butter to the near-est 0.1 mg into a 25 ml Erlenmeyerflask (weight: G in g).
2. Add 5 ml of cyclohexane by means ofa pipette and mix.
3. Fill a 1 cm quartz-cell and scan theUV spectrum between 220 nm and290 nm by means of the UVspectrophotometer.
4. Use cyclohexane as blank (reference).5. Register the UV curve by means of a
recorder.6. Read the extinction values at 270 nm
and 325 nm.
Alkali washing and measurement of theextinction values:
1. Weigh about 2 g of cocoa butter intoa 100 ml glass beaker.
2. Add 5 ml of diethyl ether and mix.3. Pour the solution into a separating
funnel of 100 ml.
Archer Daniels Midland Company42
The De Zaan® Cocoa Manual
4. Rinse the glass beaker with 5 ml ofdiethyl ether and pour into theseparating funnel.
5. Add 3 ml of potassium hydroxide(4 N) and shake for 2 minutes.
6. Draw off the alkali layer and thor-oughly wash out the ether layer bymeans of 3 ml of distilled water.
7. Continue to wash out (five times onaverage) until the water layer hasbecome alkali free.
8. Check by means of the indicatorpaper.
9. Add 5 ml of diethyl ether and drawoff the solution into a 25 mlErlenmeyer flask with stopper.
10. Add about 2 g of anhydrous sodiumsulfate and allow to dry for aboutone hour.
11. Filter through a fluted filter (Ø 7 cm)into a glass beaker of 25 ml andcompletely evaporate the ether on awater bath.
12. Proceed by carrying out steps 1-6 asdescribed in “Measurement of theextinction values.”
CALCULATIONCalculate the extinction values with thefollowing formulas:
E270 = Ext at 270 nm______________________20 x G
E325 = Ext at 235 nm______________________20 x G
Express the extinction values with twodecimal places.
REFERENCES1. ICA method 18 and 19, 1973: UV
Extinction Values for Cocoa Butter(formerly 8d + 8c/1973).
2. ISO 3656: Animal and Vegetable Fatsand Oils - Determination of UVAbsorbance.
Archer Daniels Midland Company 43
The De Zaan® Cocoa Manual

Saponification value
DEFINITIONThis method describes the determinationof the saponification value (S.V.) of cocoabutter. The S.V. is the number of mg ofpotassium hydroxide required to saponify1 g of fat.
EQUIPMENT/MATERIALS• 0.5 N KOH in ethanol (clear, colorless
solution, stored in a brown glass bot-tle with a rubber or Teflon stopper)
• 0.5 N hydrochloric acid (accuratelystandardized)
• phenolphthalein, 1% w/v solution in95% ethanol
• Erlenmeyer flask, NS 29• spiral reflux condenser NS 29• volumetric pipette• boiling stones chips• hot plate
PROCEDURE1. Weigh about 2 g of cocoa butter to the
nearest 1 mg into a 200 ml (NS 29)Erlenmeyer flask.
2. Add 25.0 ml of ethanolic KOH solutionby means of a pipette.
3. Add some boiling stones and attach thereflux condenser to the Erlenmeyerflask.
4. Place the flask on the hot plate andgently boil for 60 minutes.
5. Add 1 ml of phenolphthalein to the hotsoap solution and titrate with 0.5 Nhydrochloric acid until the colorchanges to colorless (V1 in ml).
6. At the same time, carry out a blank(without cocoa butter) determination(V2 in ml).
7. Calculate the saponification value withthe following formula:
56.1 x N (V2 -V1)_______________G
Where:N = normality (0.5 N) hydrochloric acidV1 = ml hydrochloric acid (0.5 N)determinationV2 = ml hydrochloric acid (0.5 N)of the blankG = cocoa butter weight in g.
Express the result with one decimal place.
REFERENCESIUPAC Standard Methods for theAnalysis of Oils, Fats, and Derivatives,6th Edition, Method 2.202.
Iodine value by Wijs method
DEFINITIONThis method describes the determinationof the iodine value (I.V.) of cocoa butterby the Wijs method. The I.V. of a fat is thenumber of grams of halogen absorbed by100 g of fat and expressed as the weightof iodine. The I.V. is a measure of thedegree of unsaturation of fat.
EQUIPMENT/MATERIALS• equipment has to be clean and dry• Erlenmeyer flasks of 300-500 ml with
NS29 and ground stoppers• burette, graduated in 0.1 ml• pipette, 25 ml• demineralized water• N sodium thiosulfate solution
(standardized)• Wijs solution 0.2 N• glacial acetic acid/cyclohexane solu-
tion, ratio 1:1• potassium iodide (KI) solution in
water, free from iodine or iodate• starch solution in water• reference sample of cocoa butter
Archer Daniels Midland Company44
The De Zaan® Cocoa Manual
PROCEDURE1. Weigh 0.32-0.38 g of the cocoa butter to
be analyzed to the nearest 1 mg into anErlenmeyer flask; weigh also 0.32-0.38 gof the reference sample into anErlenmeyer flask (m in g).
2. Dose 15 ml of the glacial aceticacid/cyclohexane solution into theflasks, stopper the flasks, and dissolvethe cocoa butter.
3. Pipette 25.0 ml of 0.2 N Wijs solutioninto the flasks, stopper, and mixcarefully.
4. Place the flasks in the dark for at leastone hour but not more than 1.5 hours(exclusion of daylight is essential).
5. Add after this time 20 ml of KI solutionand 150 ml of demineralized water.
6. Titrate the free iodine in the contents ofthe flasks with the sodium thiosulfatesolution (Normality T) from the 50 mlburette; add 5 ml of starch solution(indicator) at the end of the titrationand continue the titration under vigor-ous shaking till the blue color just dis-appears (V2 in ml).
7. Carry out a blank test simultaneouslyunder the same conditions and withoutcocoa butter (V1 in ml).
EXPRESSION OF RESULTSCalculate the I.V. with the formula:
12.69 x T x (V2-V1)I.V. = ___________________m
Where:V1 = ml of standardized sodiumthiosulfate solution used for the blankdeterminationV2 = ml of standardized sodiumthiosulfate solution used for the cocoabutter samplesT = the exact Normality of the sodiumthiosulfate solution usedm = the mass, in g, of the cocoa buttersamples
REMARKSDetermination of the I.V. by an automatictitration often gives better reproducibilityand repeatability than manual titration.The reference sample is used to check theperformance of the methodology.
REFERENCES1. IUPAC Standard Methods for the
Analysis of Oils, Fats, and Derivatives,6th Edition, Method 2.205.
2. ISO 3961 - 1996: Animal and VegetableFats and Oils - Determination of IodineValue.
Unsaponifiable matter
DEFINITIONThis method describes the determinationof the % of unsaponifiable matter of cocoabutter.
PRINCIPLEThe unsaponifiable matter is that part ofthe cocoa butter which, after saponifica-tion, is still soluble in a non-polar solvent.The unsaponifiable matter consists oflipids of natural origin present in pressbutter, such as sterols, alcohols, andhydrocarbons. The % of these substancesis <0.3% in pure prime press cocoa butter.When the unsaponifiable matter is >0.3%,the butter is contaminated with non-volatile (at 103° C/217° F) organic matterforeign to press butter (for example min-eral oils or shell fat).
EQUIPMENT/MATERIALS• KOH p.a.• petrol ether (p.e.) b.p. 40°-60° C
(104-140° F), p.a. (free from residue)• ethanol 96%• ethanol/water mixture 1:1 (v/v)• Erlenmeyer flask of 200 ml NS 29
with reflux condenser• Erlenmeyer flask of 100 ml• separating funnel 500 ml
Archer Daniels Midland Company 45
The De Zaan® Cocoa Manual

• oven 103° C/217° F (± 3°)• heating bath—fireproof and spark-free• desiccator with blue silica gel• fume cupboard• phenolphthalein solution, 1% (w/v) in
ethanol
PROCEDURE1. Weigh approx. 5 g of cocoa butter to
the nearest 10 mg into an Erlenmeyerflask of 200 ml (NS29) (G1 in g).
2. Add approx. 5.5 g of potassiumhydroxide and 50 ml of ethanol.
3. Attach the Erlenmeyer flask to areflux condenser and boil gently in aheating bath for one hour.
4. Add 50 ml of distilled water throughthe top of the condenser.
5. Mix and cool down.6. Transfer the contents of the flask into
a separating funnel of 500 ml.7. Rinse the flask several times with a
total of 50 ml of p.e.8. Transfer these p.e. rinsings into the
separating funnel.9. Shake the separating funnel vigorous-
ly for 1 minute.10. Allow to stand until there is complete
separation of the two phases.11. Draw off the soap solution (the lower
layer) into a second separating funnelof 500 ml.
12. Add small amounts of ethanol (96%)or concentrated potassium hydroxidesolution if an emulsion has formedthat must be broken.
13. Extract the soap solution twice more,each time with 50 ml of p.e.
14. Draw off the soap solution into theoriginal Erlenmeyer flask.
15. Collect the three p.e. layers in the firstseparating funnel.
16. Wash out the p.e. at least three times,each time with 50 ml of theethanol/water mixture (1:1), until theethanol/water mixture reacts neutral.Check this by means of a drop of
phenolphthalein.17. Transfer part of the p.e. into an
Erlenmeyer flask of 100 ml withboiling stones. The flask must previ-ously be dried and tare weighed tothe nearest 0.1 mg (G2 in g).
18. Evaporate the p.e. on the heating bathin the fume cupboard.
19. Transfer the remainder of the p.e.quantitatively into the Erlenmeyerflask and rinse the separating funnelwith small amounts of p.e.
20. Evaporate the p.e. completely in theheating bath.
21. Dry 100 ml flask with residue in anoven at 103° C (217° F) for 15 minutes,placing the flask in a horizontalposition.
22. Cool in a desiccator for approx.30 minutes and weigh the flask to thenearest 0.1 mg.
23. Repeat the drying for successive15 minute periods until the weightloss between two successive weigh-ings is less than 2.0 mg (G3 in g).
24. Calculate the % of unsaponifiablematter with the following formula:
% unsaponifiable matter = 100 (G3-G2) / G1
REFERENCES1. IUPAC Standards Methods for the
Analysis of Oils, Fats, and Derivatives,6th Edition, Method 2.401.
2. ISO 3596-2: Animal and Vegetable Fatsand Oils - Determination of Unsaponi-fiable Matter, part 2: rapid methodusing hexane extraction.
3. ICA method 23/1988: Determination ofUnsaponifiable Matter in Cocoa Butter(formerly 102/1988).
Archer Daniels Midland Company46
The De Zaan® Cocoa Manual

Blue value
DEFINITIONThis method describes the quantitativedetermination of the blue value (B.V.) ofcocoa butter; a B.V. of >0.05 is indicativeof a too high % of shell in the nibs fromwhich the cocoa butter is obtained.
PRINCIPLEThe B.V. of cocoa butter is the extinctionof a blue-colored solution that is formedafter oxidation of the reaction product ofbehenic acid tryptamide with p-dimethylaminobenzaldehyde. The reaction takesplace under acid conditions. Behenic acidtryptamide is only found in the shell ofcocoa beans.
EQUIPMENT/MATERIALS• carbon tetrachloride (p.a.)• p-dimethyl aminobenzaldehyde (p.a.)• hydrochloric acid (32% p.a.)• hydrogen peroxide (30% p.a.)• pentanol-2 (p.a.)• demineralized water• volumetric flasks (10 ml)• water bath (40° C/104° F ±1°)• spectrophotometer• cuvette (3 cm)• graduated pipette (1 ml)
PROCEDURE1. Dissolve 0.2 g of p-dimethyl
aminobenzaldehyde in 20 ml of carbontetrachloride (1% solution).
2. Add 1 ml of hydrogen peroxide (30%)to 60 ml of demineralized water (0.5%solution).
3. Weigh approx. 0.2 g of liquid cocoabutter to the nearest 0.1 mg in a volu-metric flask of 10 ml (G in g).
4. Add 1 ml of carbon tetrachloride, dis-solve the cocoa butter, and successivelyadd 0.5 ml of p-dimethyl aminoben-zaldehyde solution and 0.05 ml (1 or 2drops) of 32% hydrochloric acid.
5. Mix and shake the volumetric flask ina water bath of 40° C (104° F) continu-ously for 5 minutes.
6. Add 0.05 ml (one or two drops) of0.5% hydrogen peroxide solution.
7. Heat, under continuous shaking, inthe water bath of 40° C (104° F) foranother 3 minutes.
8. Make up the volumetric flask withpentanol-2 to 10 ml and mix.
9. Also carry out a blank determination(steps 4-8).
10. Measure the extinction of the pen-tanol-2 solution in a cuvette of 3 cmcompared to the blank sample (step 9)at 500, 630, and 680 nm.
11. Calculate the B.V. with the formula:
0.4[E630 - (E500 + E680)/2]_____________________3G
Where:E500 = measured extinction at 500 nmE630 = measured extinction at 630 nmE680 = measured extinction at 680 nmG = weight of the cocoa butter in g
Express the result in two decimal places.
REMARKS1. If tetrahydrofuran is used instead of
pentanol-2, the extinction must bemeasured at 510, 625, and 675 nm.Although tetrahydrofuran has a higherM.A.C. value than pentanol-2, the latteris preferred because of its low vaporpressure. Both liquids are poisonous.
2. For the B.V., the extinction is convertedinto that of a 2% solution (2 g in 100 ml)measured in a cuvette of 2 cm.
REFERENCESICA method 29/1988: Method forDetermination of the “Blue Value”(formerly 108/1988).
Archer Daniels Midland Company 47
The De Zaan® Cocoa Manual

Moisture and volatile matter
DEFINITIONThis method describes the determinationof the moisture and volatile matter incocoa butter by heating the butter at125° C (225° F).
EQUIPMENT/MATERIALS• boiling stones• glass beaker with flat bottom, 100 ml• thermometer 100°-150° C (212-302° F)• hot plate• balance (accuracy 1 mg)• watch glass
PROCEDURE1. Put some boiling stones into a beaker
and, subsequently, add 20 g of butter tothe nearest 1 mg. The weighed amountof butter is G1 in g, the weight of theglass beaker plus butter is G2 in g.
2. Heat the beaker on a hot plate.3. During heating, continuously stir the
fat with a thermometer, which has beenweighed together with the beaker glassand the butter.
4. Raise the temperature to 125° C (225° F)and keep at this temperature until thereis no vapor escaping anymore.
5. Check this by covering the beaker witha cold watch glass. The glass may notsteam up.
6. Allow the beaker to cool down andweigh again to the nearest 1 mg (G3in g).
7. Calculate the percentage of water andother volatile constituents with the helpof the following formula: (G2 - G3)/G1 x100%. Express the value obtained intwo decimal places.
REFERENCES1. IUPAC Standard Methods for the
Analysis of Oils, Fats, and Derivatives,6th Edition. Method 2.601.
2. ISO 662 - Animal and Vegetable Fatsand Oils - Determination of Moistureand Volatile Matter Content.
Peroxide value
DEFINITIONThis method describes the determinationof the peroxide value (P.V.) of cocoa but-ter. The P.V. of a fat is the number of m.eqof active oxygen (peroxides) per kg of fat;the P.V. relates to the oxidative stability(rancidity) of the fat.
EQUIPMENT/MATERIALS• chloroform, p.a.• glacial acetic acid, p.a.• saturated KI solution in water
(140 g/100 ml of water), free ofiodine and iodates
• sodium thiosulfate 0.002 N, freshlyprepared from a 0.1 N stock solution
• starch solution 0.5%• Erlenmeyer flask (200 ml) with NS29
and glass stopper, clean and dry• micro-burette according to Bang 5 ml
with 0.01 ml graduations
PROCEDURE1. Homogenize the liquid cocoa butter by
stirring without introducing air.2. Weigh 1.2-2.0 g of cocoa butter to the
nearest 1 mg into an Erlenmeyer flaskof 200 ml (weight G in g).
3. Add 10 ml of chloroform and dissolvethe cocoa butter by shaking.
4. Add 15 ml of glacial acetic acid and,subsequently, 1 ml of KI solution.
5. Shake for 1 minute and allow theErlenmeyer flask to stand in the dark atroom temperature for 5 minutes.
6. Add 75 ml of distilled water and 3 ml ofstarch solution.
7. Titrate, while shaking vigorously, thereleased iodine with the sodium thio-sulfate solution 0.002 N. (V in ml),Normality thiosulfite = N.
Archer Daniels Midland Company48
The De Zaan® Cocoa Manual
8. At the same time, carry out a blankdetermination, during which no iodinemay be released.
9. Calculate the peroxide value with theformula:
P.V. = (1,000 x V x N) / G.
REMARKS1. It is essential to reduce presence of air
(oxygen) during steps 1-7 of the proce-dure, so the flask has to be stoppered asmuch as possible or nitrogen can beintroduced into the flask regularly.Direct daylight also must be prevented.
2. The P.V. must be determined as quicklyas possible. If this is not possible, thesample must be stored in a cool anddark place.
3. The P.V. can be expressed in m.eq aswell as in m.mol or mg of active oxy-gen per kg.
Conversion multiply thefactors P.V. with____________ _____________
m.eq/kg 1m.mol/kg (Lea value) 0.5mg/kg 8
REFERENCES1. IUPAC Standard Methods for the
Analysis of Oils, Fats, and Derivatives,6th Edition. Method 2.501.
1. ISO 3960: Animal and Vegetable Fatsand Oils - Determination of PeroxideValue.
Free fatty acid content
DEFINITIONThis method describes the determinationof the percentage of free fatty acid (ffa) ofcocoa butter, expressed as % oleic acid(then also called acidity). The ffa can berecalculated into Acid Degree (m.eq KOHrequired to neutralize 100 g of cocoa but-ter) or into Acid Value (mg KOH requiredto neutralize the ffa in 1 g of cocoa butter).
EQUIPMENT/MATERIALS• Erlenmeyer flasks of 250 ml• burette of 25 ml, graduated in 0.1 ml• ethanol (p.a. 96%)• diethylether p.a.• KOH solution in water, approx. 0.1 N.
accurately standardized• diethylether-ethanol (3:2) mixture,
neutralized before use with KOHsolution against phenolphthalein
• phenolphthalein solution, 1% inethanol
PROCEDURE1. Weigh 5-10 g of liquid cocoa butter to
the nearest 1 mg into a 250 mlErlenmeyer flask (m in g).
2. Add 50 ml of the diethylether-ethanolmixture and dissolve the cocoa butterby swirling.
3. Add a few drops of phenolphthaleinsolution and titrate with 0.1 N KOH(Normality T) to the end point. (The pinkcolor persists for at least 10 seconds.)
4. Register ml KOH used (V in ml).
RESULTSThe ffa, expressed as oleic acid, is calcu-lated with the formula:
ffa = 28.2 x T x V / m
Where:T = the Normality of the standardizedKOH solutionV = ml of the standardized KOH solutionm = the mass (g) of the cocoa butter sample
The Acid Value can be calculated with theformula:
Acid Value = 56.1 x T x V / m
The Acidity can be calculated with theformula:
Acidity = 100 x T x V / m
Archer Daniels Midland Company 49
The De Zaan® Cocoa Manual
REFERENCES1. IUPAC Standard Methods for the
Analysis of Oils, Fats, and Derivatives,6th Edition, Method 2.201.
2. ISO 660 - Animal and Vegetable Fatsand Oils - Determination of Acid Valueand Acidity.
6. MicrobiologicalIntroductionThe microbiological specifications arebased on the IOCCC methodology:method 39/1990 (formerly 118/1990),which is the reference method used forarbitration and calibration of othermethods.
For the microbiological control of fin-ished goods and process samples (micro-biological - HACCP), large numbers ofsamples have to be analyzed per day.Special methodology has been developedand optimized for efficiency and rapidavailability of the results.
• Determination of total plate count(TPC), molds/yeasts, andEnterobacteriaceae starts from the samesample suspension in lactose broth(1:10 dilution).
• Salmonella determination starts withpre-enrichment of 4 x 375 g = 1,500 gof product per production day in ster-ilized skimmed milk. These samplescould be composed of 15 x 25 g sam-ples or bigger samples from auto-matic sampling.
Sample preparation for totalplate count (TPC), molds/yeasts,and Enterobacteriaceae1. Mix 13 g of lactose broth (LB, commer-
cially available) with 1,000 ml of dem-ineralized water in a glass bottle.
2. Sterilize the broth in an autoclave at121° C (250° F) for 30 minutes.
3. Allow to cool to about 45° C (113° F)and check the pH (6.9 ± 0.1).
4. Weigh 2 g of cocoa powder in a sterile(glass) flask, add 18 ml of lactose brothor 10 g of cocoa butter or liquor in90 ml of lactose broth. Close the bottleand shake well.
5. Let the suspension stand for about30 minutes and continue with methodTPC, method Molds/Yeasts, or methodEnterobacteriaceae.
6. Always carry out the same analysiswith a blank sample containing lactosebroth only.
Determination of totalmesophilic aerobe plate count
DEFINITIONThe TPC or total number of viablemesophilic aerobe microorganisms isdefined as the number of microorganismsper grams of product that develop intocolonies on a non-selective agar mediumby incubation at 30° C (86° F) ± 1° for48 hours.
MEDIA• (LB): see sample preparation.• Plate Count Agar (PCA) (commer-
cially available): Mix 8-13 g of PCA(depending upon supplier) with500 ml of demineralized water, steril-ize for 15 minutes at 121° C (250° F),and cool to about 48° C (118° F).
PROCEDURE1. Take the sample suspension (1:10 dilu-
tion) and shake.2. Pipette 2 ml of this suspension into
a sterile test-tube with 8 ml of LB(1:50 dilution), and mix.
3. Pipette in each of two petri dishes 1 mlof the 1:50 dilution.
4. Add about 15 ml of liquid PCA (about48° C/118° F). Mix the suspension withthe PCA in the dish and allow the mix-ture to solidify (cool).
5. Check the sterility of the PCA by
Archer Daniels Midland Company50
The De Zaan® Cocoa Manual

pouring the last remains of each bottleinto a petri dish.
6. For the blank LB samples no dilutionhas to be made.
7. Incubate the petri dishes bottom up at30° C (86° F) ± 1° for 48 hours.
8. Count the number of colonies and mul-tiply this by 50.
9. Calculate the average of the two petridishes per sample.
Determination of mold andyeast count
DEFINITIONThe number of molds and yeasts isdefined as the number of molds andyeasts per g product that develop intocolonies on selective agar media by incu-bation at 25° C (77° F) ± 1° for three days(72 hours).
MEDIA• (LB): see sample preparation.• Rose-Bengal Chloramphenicol Agar
(RBC) (commercially available): Mix16.1 g of RBC with 500 ml of deminer-alized water, sterilize for 15 minutesat 121° C (250° F), and cool to about48° C (118° F).
PROCEDURE1. Shake the sample suspension (1:10 dilu-
tion), and also analyze the blank LB.2. Pipette 1 ml of this suspension into each
of two petri dishes.3. Add about 15 ml of liquid RBC (about
48° C/118° F), mix the suspension withthe RBC in the dish, and allow themixture to solidify (cool).
4. Check the sterility of the RBC mediumby pouring the last remains of eachbottle in a petri dish.
5. Incubate the petri dishes bottom up at25° C (77° F) ± 1° (for 72 hours).
6. Count the numbers of mold and yeastcolonies.
7. Multiply the count by 10 and calculatethe average of the two petri dishes persample.
Qualitative determination ofEnterobacteriaceae incl. E. coli
DEFINITIONEnterobacteriaceae and/or Escherichia coliare considered to be present if micro-organisms develop on selective mediaand show positive responses according toa specific pattern of reactions.
MEDIA• LB: see sample preparation.• Violet Red Bile glucose agar (VRBD)
(commercially available): Mix 17-21 gof VRBD (depending on supplier)with 500 ml demineralized water; heatto boiling and pour 6 ml into steriletubes and cool to room temperature.
• Tryptone water (TW): Mix 7.5 g of TW(commercially available) with 500 mlof demineralized water, pour 6 mlinto test tube and sterilize for 15 min-utes at 121° C (250° F).
• Brilliant Green Bile Lactose Broth(BGL): Mix 20 g of BGL (commerciallyavailable) with 500 ml of demineral-ized water, pour into reagent tubeswith Durham tubes (about 6.5 mlliquid should fully immerse theDurham tube) and sterilize for15 minutes at 121° C (250° F).
• Kovacs’ reagent.
PROCEDURE1. Take the remaining sample suspension
(1.6 g sample in about 16 ml LB) andshake.
2. Incubate this suspension and a blankLB sample at 37° C (99° F) ± 1° for 20-24hours.
3. Inoculate a VRBD tube from the incu-bated suspension by stabbing with aninoculation wire down the center to the
Archer Daniels Midland Company 51
The De Zaan® Cocoa Manual
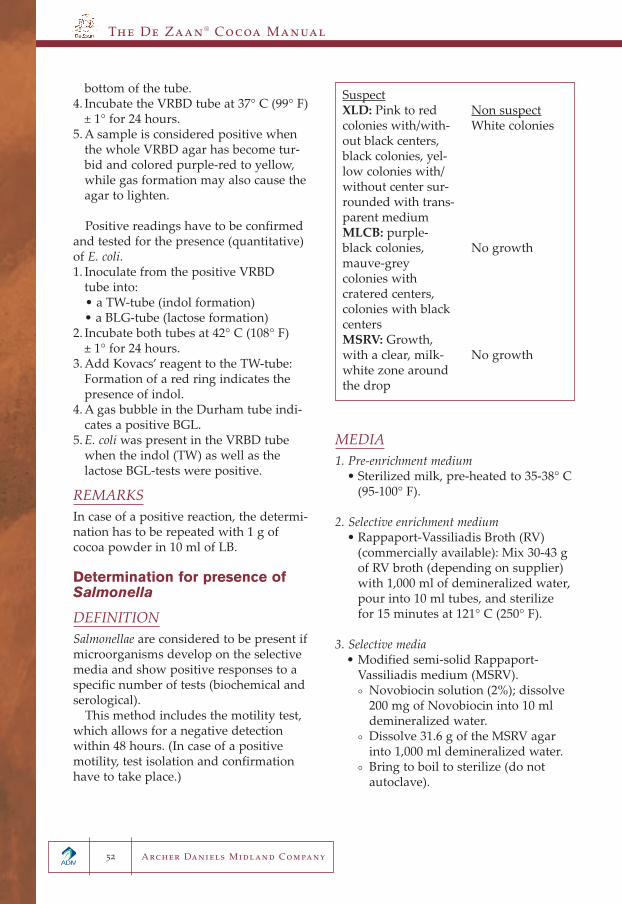
bottom of the tube.4. Incubate the VRBD tube at 37° C (99° F)
± 1° for 24 hours.5. A sample is considered positive when
the whole VRBD agar has become tur-bid and colored purple-red to yellow,while gas formation may also cause theagar to lighten.
Positive readings have to be confirmedand tested for the presence (quantitative)of E. coli.1. Inoculate from the positive VRBD
tube into:• a TW-tube (indol formation)• a BLG-tube (lactose formation)
2. Incubate both tubes at 42° C (108° F)± 1° for 24 hours.
3. Add Kovacs’ reagent to the TW-tube:Formation of a red ring indicates thepresence of indol.
4. A gas bubble in the Durham tube indi-cates a positive BGL.
5. E. coli was present in the VRBD tubewhen the indol (TW) as well as thelactose BGL-tests were positive.
REMARKSIn case of a positive reaction, the determi-nation has to be repeated with 1 g ofcocoa powder in 10 ml of LB.
Determination for presence ofSalmonella
DEFINITIONSalmonellae are considered to be present ifmicroorganisms develop on the selectivemedia and show positive responses to aspecific number of tests (biochemical andserological).
This method includes the motility test,which allows for a negative detectionwithin 48 hours. (In case of a positivemotility, test isolation and confirmationhave to take place.)
MEDIA1. Pre-enrichment medium
• Sterilized milk, pre-heated to 35-38° C(95-100° F).
2. Selective enrichment medium• Rappaport-Vassiliadis Broth (RV)
(commercially available): Mix 30-43 gof RV broth (depending on supplier)with 1,000 ml of demineralized water,pour into 10 ml tubes, and sterilizefor 15 minutes at 121° C (250° F).
3. Selective media• Modified semi-solid Rappaport-
Vassiliadis medium (MSRV).° Novobiocin solution (2%); dissolve
200 mg of Novobiocin into 10 mldemineralized water.
° Dissolve 31.6 g of the MSRV agarinto 1,000 ml demineralized water.
° Bring to boil to sterilize (do notautoclave).
Archer Daniels Midland Company52
The De Zaan® Cocoa Manual
SuspectXLD: Pink to redcolonies with/with-out black centers,black colonies, yel-low colonies with/without center sur-rounded with trans-parent mediumMLCB: purple-black colonies,mauve-greycolonies withcratered centers,colonies with blackcentersMSRV: Growth,with a clear, milk-white zone aroundthe drop
Non suspectWhite colonies
No growth
No growth

Archer Daniels Midland Company 53
The De Zaan® Cocoa Manual

Research into the flavor of cocoa hasbeen a fruitful topic in the past decades.Modern analytical techniques have con-tributed to a better understanding of thecomposition and the formation of thecocoa flavor components. However, evenwith all of the new and additional infor-mation recently gathered, we still do notknow exactly what constitutes cocoaflavor. More than 480 different volatilecomponents divided among some 20different chemical classes have, to date,been identified in roasted cocoa, makingit one of the most complex flavors knownto mankind.
1. Formation ofcocoa flavor
The most important factors in the forma-tion of the cocoa flavor are:
• cocoa bean variety• fermentation and drying• alkalization• roasting
Cocoa bean varietyIn Module 1: History and Supply ofCocoa, we mentioned the major cocoabean growing countries of today. Not allcountries produce the same variety ortype of cocoa. It is very important to dis-tinguish between the various types withregard to their differing flavor formationcharacteristics.
The oldest-known type is the Criollo,which means “native.” This variety wasalready cultivated by the Aztecs andMayans in Central and South America.Later, new varieties from the Amazonregion were imported, called Forastero,which means “foreign.” These wereappreciated particularly for their greaterresistance to diseases and pests.
Therefore, it was chiefly the Forasterotype that was exported to other parts ofthe tropics in West Africa and East Asia.However, the flavor of the Forastero wasless appreciated by chocolate manufactur-ers. In trying to combine the advantagesof the Forastero and the fine flavor of theCriollo, new hybrids were cultivated.These are known under the variety nameof Trinitario. More recently, hybrids havebeen cultivated by crossing Trinitario andnewly collected varieties from the upperAmazon, which give higher yields andare more resistant and faster growing.
Each bean variety has its own specificpotential flavor profile.
However, growing conditions likeclimate, amount and time of sunshineand rainfall, soil conditions, ripening,time of harvesting, and the time betweenharvesting and fermentation of the beansall contribute to the flavor formation.
Differing conditions may lead to signifi-cantly different flavor profiles. A goodexample is the difference in flavor profilebetween cocoa produced from beansgrowing in Ghana and Sabah. Althoughthe variety cultivated in Sabah was origi-nally imported from Ghana, their flavorsare completely different.
Fermentation and dryingDuring fermentation, enzymatic reactionsplay a principal role in the formation ofthe cocoa flavor precursors. Peptides andamino acids are generated by proteolyticenzymatic breakdown of proteins. Sugarfrom the pulp is split into glucose andfructose. The peptides and amino acidsand reducing sugars are the precursorsfor the formation of the volatile flavorcomponents formed by Maillard reactionsduring the later stages of the processing
Archer Daniels Midland Company 55
The De Zaan® Cocoa Manual
Flavor and Flavor Development 4

of the cocoa beans. Enzymes are alsoresponsible for the conversion of theflavonoids into tannins, leading to adecrease in astringency of the cocoa andchanging the original purple color of thefresh beans into the typical brown color ofcocoa.
The chemical processes involved infermentation are complex and notcompletely understood.
Two phases can be distinguished. In thefirst phase the conditions are more or lessanaerobic. The pulp sugars are convertedinto alcohols by yeasts, and lactic acidbacteria and pectins are broken down bypectinases, which results in liquefactionof the pulp. The liquefied pulp drainsfrom the mass and allows aeration of themass, which starts the second aerobicphase of fermentation. Acetic acid bacte-ria take over and the temperature in themass is increased to about 50° C (122° F).The combination of acid and heat kills thegerminal force of the bean. This is accom-panied by the loss of cellular integrity,which permits the mixing of substrateand enzymes leading to the reactions thatproduce the precursors of the cocoa andchocolate flavor.
The proteins in the beans are brokendown in two stages. In the first stage,early in the fermentation at a pH <4, theproteins are split into hydrophobic pep-tides by proteases. Later, during the fer-mentation at a pH >5, these peptides areconverted by carboxypeptidases intohydrophilic peptides and free aminoacids. The conversion of the flavonoids bypolyphenol-oxidases into tannins takesplace during the aerobic stage of thefermentation as oxygen is needed for thereaction. At that stage, the saccharosefrom the pulp penetrates into the beanand is broken down into the reducingsugars by enzymatic hydrolysis. Duringsun drying, after fermentation at moisturecontents below 12%, the Maillard reactionstarts.
Archer Daniels Midland Company56
The De Zaan® Cocoa Manual
Good fermented
Unfermented, violet
Unfermented, slaty
All these reactions have to take placefor the ultimate development of a goodcocoa flavor. The degree of fermentationof the cocoa bean is therefore consideredof paramount importance.
The cut test is used to determine thedegree of fermentation of the bean. In thistest, each bean out of a sample of 300beans is bisected, and the color of the inte-rior of the bean is assessed by counting thepercentage of slate-colored and violet-col-ored beans. Slaty beans are not fermented,and violet beans are incompletely fer-mented. Non-fermented beans do not leadto cocoa flavor development. To qualify asbeing “good fermented,” the percentage ofslaty beans should not be more than 5%.
Cocoa beans can also be overfermented.In this case, the beans begin to decom-pose, and the pH rises sharply as proteinsin the beans start to break down. Duringthis process, very dark pigments areformed. They are reaction products offlavonoids with amino acids. The beansare then very dark colored and brittle.Overfermented beans lead to a hammyoff-flavor.
AlkalizationAlkalization is not a common step in themanufacture of chocolate. However, inthe manufacture of cocoa powder, alka-lization has a number of distinct benefits.It will influence both the color and theflavor of the end product.
In the alkalization process, the cocoa istreated with an alkaline solution. A num-ber of different alkalis are permitted andthe process conditions can vary consider-ably. Among other criteria are the kinds ofbeans, the type and quantity of alkaliused, ratio of the active ingredients, time,and temperature. Alkalization can takeplace in the cocoa nib (preferably) or inthe cocoa cake/powder.
Literature reveals little of the numerousand complicated chemical reactions
taking place during alkalization. It isassumed that further reactions take placeas were earlier described during fermen-tation. In an alkaline medium, thepolyphenolic components are convertedinto phenoxides, which easily oxidize intoquinones. The active role of the polyphe-nolic components during alkalization isdemonstrated by analysis of the compo-nents before and after alkalization.
Alkalization reduces the acidity of theflavor of cocoa as well as its astringency.Flavor aspects like typical cocoa and bou-quet are enhanced and intensified. Thelowering of the astringency is caused by afurther polymerization of the flavonoidsduring the alkali treatment.
RoastingThe roasting process is of great impor-tance for the ultimate flavor profile of theend-product. The roasting step is alsoimportant because it allows the manufac-turer to influence the flavor developmentto a significant degree. By adapting theroasting conditions, a variety of flavorprofiles can be obtained for cocoa liquor,the base flavor component for chocolateand cocoa powder.
During the drying after fermentation,the Maillard reactions cause the firstmeta-stable components to be formed, theAmadori compounds, which are conden-sation products of amino acids andreducing sugars like fructose. A directcorrelation has been demonstratedbetween these compounds and the forma-tion of the volatile cocoa flavor compo-nents.
2. Chemistry ofroasting
Most of the various compounds found inthe flavor of cocoa are generated by theMaillard reactions. The aldehydes andpyrazines in particular, are considered tobe important for the character of cocoa
Archer Daniels Midland Company 57
The De Zaan® Cocoa Manual

flavor.The Maillard reactions play a major
part in all food preparations in which theflavor is developed by a heating processlike baking, frying, or roasting. It is essen-tially a reaction between a reducing sugarlike glucose or fructose with an aldose-group and a compound with an amino-group. In food, this is usually an aminoacid, peptide, or protein. Initially thealdose group reacts with the amino-groupby removal of a molecule of H2O.
In cocoa, a large part of the Maillardreactions already take place during sundrying after fermentation, and in the firststage of roasting, the Amadori com-pounds are formed. The Amadori com-pounds are reacting further in differentways depending on the reaction condi-tions. For cocoa, the so-called StreckerDegradation is considered to be veryimportant for the development of thecocoa flavor.
First, the Amadori compounds are con-verted into dicarboxylic compounds byfurther removal of H2O molecules. Thesecompounds reduce the α-amino acids intoaldehydes, and during further dehydra-tion, the heterocyclic components likepyrazines are formed.
From these mechanisms, it is quiteapparent that the formation (andremoval) of water is the driving force inthese reactions. Therefore, they can onlytake place in a rather dry medium and at
Archer Daniels Midland Company58
The De Zaan® Cocoa Manual
Compounds Found in CocoaFlavor (Flamant, 1989)
Component Number
Aliphatic, Alicyclic
Hydrocarbons 39
Organic acids 51
Amines 45
Alcohols 25
Aldehydes 22
Ketones 24
Esters 58
Lactones 7
Ethers 8
Sulfides 10
Phenols 6
Heterocyclic
Furans 19
Thiazols 8
Thiophenes 1
Pyridines 12
Pyrroles 18
Oxazoles 15
Pyrazines 95
Total 463
H H(-H2O) | |
H-C = O + H 2N - R1 � H-C = N - R1 � H-C - N - R1| | |
H-C-OH H-C-OH C = O| | |R R R
Reducing sugar + amino acid (Intermediate) Amadori compound
Formation of an Amadori Compound froma Reducing Sugar and an Amino Acid

higher temperatures. However, partic-ularly in the first stages, some free watershould be available in order to make con-tact between the various reactants.
The roasting process is required to fur-ther develop the desired flavor. For cocoa,the roasting conditions are rather mild.The product temperature at the end of theroasting process should not exceed 110°-120º C (230°-248° F), and the final mois-ture content should be between 1 and 2%.If the roasting is continued for too long,then the more volatile components likealdehydes, esters, and low molecularacids like butyric acid will be removed,leaving only the pyrazines and thenon-volatile acids. This results in aburnt flavor.
Another important reaction duringroasting is the change in the organic acidcomposition. The major acids in cocoa areacetic, lactic, and citric acid. Acetic acidis volatile; the others are not. Duringroasting, the pH increases due to theremoval of acetic acid.
In general, cocoa products made fromMalaysian beans have a more acidicflavor compared to products made fromAfrican-type beans. Also, in Malaysianand South American beans, the contentof lactic acid is usually higher. Duringroasting, lactic acid is not removed, whichmight explain the higher acidity of cocoamade from these beans.
The beans from Venezuela and Ecuadorcontain a relatively high amount of esters,which contributes to fruity wine-likeflavor top notes, expressed as bouquet.They are already present in the fermentedcocoa beans before roasting. Becausethese esters are rather volatile, they areeasily removed during roasting.Therefore, these beans should be subject-ed to a very light roast in order to keepthese bouquetflavors in the cocoa.
The chocolate and cocoa industries usea wide assortment of equipment, meth-ods, and conditions for roasting cocoa.Differences in roasting conditions have a
Archer Daniels Midland Company 59
The De Zaan® Cocoa Manual
H - C = O H2N - CH - COOH
R2 - C = O
+
(- H2O)
H - C = N - CH - COOH
R1
R2 - C = O R1
H - C - N = C - COOH
R2 - C - OH R1
(- CO2)
(+ H2O)
2 X
NH2 NH2
H - C H - C
R2 - C R2 - COH O
+O = C - H
R1
Aldehyde
(-2x H2O)
NH - C C - R2 (-H2O)
R2 - C C - H (+O2)
N
R2 -
N
- R2
Pyrazine
Maillard Reactions: Strecker Degradation
N

distinct effect on the flavor development.
3. Sensory evaluationof cocoa flavor
IntroductionPeople have a flavor memory that allowsboth instantaneous judgment as well ascomparison with experiences from thepast. The consumer’s sensory evaluationof foods is a process that can offer infor-mation often difficult to obtain from aninstrument and is critical in the assess-ment of a food product’s acceptability.
Sensory evaluation is, in the first place,an individual’s judgment of a taste orsmell of a food product. Because it islargely a subjective process, it must betransformed into an objective assessmentto be of use to a food manufacturer in theareas of new product creation or improve-ment and quality control. In essence, fla-vor evaluation is a tool with which a foodprocessor is able to convert the subjectivejudgment of consumers into measurabledata from which an objective analysis canbe made.
Sensory evaluation may be defined asanalysis performed using the senses:taste, smell, touch, sound, and sight. Inthis context, the concept of “taste” shouldbe interpreted in a much wider sense thanthe direct impression on the tasting sensewhen eating. To avoid confusion betweenthe wider and the narrower concepts of“taste,” the word “flavor” is often used.“Flavor” encompasses the total impres-sion of taste (gustation), smell (olfaction),and trigeminal nerve sensations such astouch, temperature, pain, and chemicalirritants (giving a heat or coolingresponse) obtained when eating a prod-uct. Sensory evaluation is used in qualitycontrol, product development, and con-sumer tests. Sensory evaluation can, forexample, provide the answer to the ques-tion of whether a change in raw material
or process conditions results in a flavorchange in the end-product. Recent devel-opment of flavor selective sensors, alsocalled “electronic noses,” could be helpfulin increasing the number of discrimin-atory tests, but the calibration and inter-nal control of such equipment will alwaysrequire a panel of flavor experts.
Flavor releaseOne of the most important factors to beconsidered when judging the propertiesof a flavor is how it ultimately manifestsor releases itself in the final productduring consumption. Flavor release is theperceived intensity of a certain aspect ofthe flavor as a function of time, when theproduct is sensorially evaluated. It isdetermined, for example, by the physicaland chemical properties of the flavoritself, by the location in the mouth andthe nose where the flavor is perceived aswell as by the texture and the tempera-ture of the product in which the flavor isincorporated.
In many products, fat is an importanttransmission medium for flavor. In suchproducts, the amount of fat and itsmelting point and melting behavior areimportant for the flavor release, as the fatmust first melt before the flavor becomesavailable. This is one of the reasons whythe cocoa flavor in different end-productsshows a different flavor profile. Withcocoa butter melting rapidly at body tem-perature (in the mouth), the flavor releaseis relatively fast, allowing a variety of dif-ferent flavors, each having a differenttime-intensity curve, to be expressed inunique ways. For a full flavor evaluation,it is important to keep the product inone’s mouth for some time before it isswallowed. Contact with saliva is alsoessential.
Archer Daniels Midland Company60
The De Zaan® Cocoa Manual
Appearance, sound, mouthfeel,texture, taste, smellThe importance of products’ appearanceis evident. Size, weight, shape, and colorare the most important contributing char-acteristics. In the case of cocoa, this iseven more obvious, as the intensity of thecolor will initiate a corresponding flavorexpectation. Packaging also serves toenhance the expectations for a food item.
Sound can also play a crucial role. Withsome products, the sound generatedduring consumption can lead to a morepositive or negative judgment. Considerthe “crunch” of a fresh apple or the“snap” of a good chocolate bar—both arenecessary for a positive valuation.
The mouthfeel of a product is deter-mined by its texture, viscosity, and behav-ior during the (often short) period of resi-dence time in the mouth. This can bedescribed in such terms as hard, smooth,crunchy, watery, powdery, greasy, waxy,or dry. The melting behavior of the fatphase can be of influence also. A productcan be liquid, half liquid, paste, or solid,all forms in which cocoa-flavored prod-ucts are available to the consumer.
Chewing refines the product. In themeantime, the texture of the food is eval-uated, and its temperature is adapted tothat of the mouth. It creates the desiredparticle size and allows the release of theless volatile components of a food. As aresult, the flavor of a product can beappreciated to its fullest extent. This is ofparticular importance to the cocoa flavoras it releases comparatively little volatileflavor components by itself.
Taste is appreciated by taste receptorcells present mainly on the tongue andsoft palate. The taste buds (2,000-5,000)situated in papillae on the tongue (exceptin the middle, where the filiform papillaeonly have a tactile function) each contain50-150 taste cells that respond to all tastestimuli; only the sensitivity (threshold
value) varies for the types of papillae orposition on the tongue. The four classicaltaste sensations are salt, sweet, sour, andbitter; a fifth sensation, umami, associatedwith monosodium glutamate (MSG), isgetting acceptance, while terms likemetallic and astringent are also named.The receptor cells in the taste buds regen-erate about every 10 days, so damage isrepaired, though sickness or ill healthmay temporarily delay this.
The role of saliva is very important fortasting as the nonvolatile taste stimulihave to be dissolved before they can con-tact the taste pores of the taste buds. A“dry” mouth or reduced saliva flow, e.g.caused by drugs or medication, results inloss of taste.
The ability to taste declines slightlyas people age, as does, to a larger extentthe ability to detect smells, especially formales. It has been established that elderlypeople develop a preference for more bit-ter and stronger, but less sweet, chocolate-flavored products. This is primarily dueto the fact that their threshold for bittercompounds is higher and, therefore, theyperceive the bitterness less in foods.
The nose can detect the most ephemeralof sensory messages. If the nose ispinched closed while eating, mostlytouch; temperature; texture; and the basicsalt, sweet, bitter, or sour tastes can bedetected. No other flavors of a food canbe perceived. (Smell forms about 75% ofthe flavor impression.)
High up in the nose, against the nasalwall, lies the olfactory organ. The olfact-ory organ is lined with a mucous mem-brane, about 2-5 cm2, which has to bepenetrated by the volatile odor moleculesin order for them to be perceived by theolfactory receptor cells, regeneratingabout every 50 days. The olfactory organlies out of the direct stream of air that weinhale when we breathe. Only 2% of theair we breathe reaches the receptors.
Archer Daniels Midland Company 61
The De Zaan® Cocoa Manual

Odoriferous molecules (stimulants)can reach the olfactory organ either viathe normal respiratory passages or in aretronasal manner. During eating, theflavor of a food is primarily perceived inthe retronasal manner. Sensitivity differsconsiderably per substance and perperson. Individuals can display differ-ences in olfactory sensitivity by factorsup to 1,000 for the same substance. About150-200 odor qualities containing about10,000 different odors can be recognizedby trained persons.
Adaptation, synergism,total impression, judgmentAdaptation, or fatigue, is the decrease inresponse with constant stimulation and isobserved both with smell and taste (andwith many other senses). So, thesensitivity to a certain stimulant declinesas a result of previous exposure to thatstimulant. At complete adaptation, thesensitivity to the stimulant involved iscompletely lost. In cross adaptation, thereduction of sensitivity is caused by expo-sure to another stimulant. Adaptation istime dependent (a few minutes), and itcan be neutralized by removing the stim-ulant (rinsing with fresh air or clean,warm water).
Synergism is the enhanced impressionof taste. It is the taste impression abovethat or different from two individual com-ponents, so a mixture with subthresholdlevels of its components will produce astrong taste sensation. Inhibition or mix-ture suppression is the opposite effect,where taste sensations are reduced orchanged in a mixture of stimulants.
It is important to realize that sensorysensitivity and capability differ stronglybetween individuals. The population con-sists of about 25% “supertasters” and 25%“non-tasters.” For evaluation purposes,the “non-tasters” and persons with tasteor smell defects (temporarily or definite)
have to be excluded from panels by ade-quate screening and training sessions.
When we evaluate a food product, eachof our five senses are used: sight, sound,taste, touch, and smell. The information isgathered and integrated into a total sen-sory picture or impression by the brain.This judgment process is immediate andis the way in which the brain interpretsthis impression.
The process by which a consumermakes a judgment on a food involvesthree separate phases. The first is theinput phase to the brain. The second isthe comparison of the input with whatexists in the flavor memory. The third isthe output presented in the form of anopinion. It is this opinion that is criticallyimportant for the food technologist to beaware of. This is where the acceptabilityof a new formulation will first be visible.And this opinion is very clearly a functionof what happens after that initial tasting.Does it taste good?
Flavor memoryThe brain has a powerful memory for fla-vor, retaining the most subtle features of aflavor with amazing accuracy. It is thisflavor memory that represents the refer-ence against which a new flavor is com-pared. The memory contains details ofthousands of flavors that range from deli-cious to unpalatable.
Experience has taught that if a productoffers a totally new sensory picture, itruns a high risk of rejection. It isunknown. For a new flavor to be success-ful, it should be reasonably close to afamiliar and trusted flavor impression.Moreover, the expectation of the con-sumer should be confirmed in the actualtasting experience. In creating new for-mulations, emphasis is often placed onadapting known and trusted flavorsrather than creating completely new ones.This is very much the case in the cocoa,
Archer Daniels Midland Company62
The De Zaan® Cocoa Manual

chocolate, and confectionery industries.The flavor of cocoa is well known and hasproven to be immensely successful.
Sensory evaluationSensory evaluation as we know it todaywas developed after World War II. Almostall food companies carry out sensory eval-uation, notably on the product lines thatcarry and represent their own particularhouse flavor. The number of measure-ment methods for sensory research hasincreased over the past years, partly dueto the opportunities that computers offerto process complex data.
Methods for analytical sensory evalua-tion can be divided into two groups: dif-ference tests and descriptive tests. In dif-ference or discrimination tests, samplesare always judged in comparison withanother sample or a standard; in descrip-tive tests, a sample is examined on itsown to determine its sensory qualitiesand the intensities of these qualities.
Difference (discrimination) testsSome well-known methods are theTriangle Test, Paired Comparison Test,Ranking Test, and Two-Out-of-Five Test.These indicate only whether or not thereis a significant difference between sam-ples. Difference tests are easy to carry out.It is not necessary for the members of thetest panel to have intensive training, andthe cumulative results will indicatewhether or not there is a significant dif-ference between the samples. Therefore, itis not surprising that difference tests areoften used. However, unlike descriptivetechniques, the nature of the difference isnot always established.
Descriptive testsThe first, and for a long time the only,descriptive method was the Flavor ProfileMethod (FPM). The panel leader woulddetermine the aspects of the samples to be
tested, usually with four to five panelmembers. A disadvantage is that thepanel members have to undergo fairlyintensive and lengthy training before theycan participate. They also need regularretraining to keep the variations in indi-vidual judgments within narrow limits.
The ‘70s saw the development of theQuantitative Descriptive Analysis test(QDA). In this method, the aspects to betested are jointly determined by all mem-bers. Eight to 10 panel members performthe testing.
A QDA variant is Free Choice Profiling(FCP). In this method, panel membersindividually indicate only those aspectsthey want to test.
The principal component analysis(PCA) is a methodology that is furtherdescribed in Module 7: Cocoa Liquorunder “Flavor.”
Sensory evaluation in the food industrySensory evaluation, as a management toolto improve a company’s operations,requires a systematic approach. Currentfindings suggest strongly that DescriptiveAnalysis Tests provide the best informa-tion, which tells investigators what theywant to know, can be related to resultsobtained from instruments, can be storedfor future reference, and can be collectedsystematically.
Some of the activities to which system-atic sensory evaluation can contributeinclude:
• quality control• quality assurance• shelf-life determination• product reformulation• new product development - R&D• marketing• evaluating competitive productsSensory evaluation contributions to
company operations can best be madethrough a team of specially trained per-sonnel—the Sensory Evaluation Panel.
Archer Daniels Midland Company 63
The De Zaan® Cocoa Manual

Its evaluation work must be independentand totally free from interference. It mustprovide an objective testing medium andshould communicate adequately with allcompany departments that are going touse the information obtained.
ADM Cocoa uses a combination of adescriptive test (the QDA test) and a dif-ference test (the paired comparison test).It involves the following three steps:
• creating a glossary of terms used todescribe different sensory aspects(cocoa flavor and flavor notes)
• training panels to judge and ratethose aspects
• evaluating the ratingsThe methodology for the sensory evalu-
ation of cocoa powder can be found inModule 3: Methods of Analysis under“Flavor Evaluation.”
Basic cocoa flavor notesAs part of the flavor evaluation, panelmembers can use the following as theglossary of terms for cocoa products:
CocoaThe basic cocoa note, which is derivedfrom a good fermented, deshelled,roasted, and ground cocoa bean
BitterOne of the four basic tastes perceivedmost sensitively at the back of the tongue,stimulated by solutions of caffeine, qui-nine, and other alkaloids (ASTM)
Rich or FullA full-flavor intensity contrasting withwatery. It indicates the “overall” or totalflavor intensity of the product.
BouquetGeneral term covering all flavor elementsover and above the cocoa character, e.g.aromatic, floral, and fruity notes
Acid (Sour)One of the four basic tastes perceived onthe tongue, associated with acids (ASTM)like citric acid
AstringentThe chemical feeling factor perceived onthe tongue and other oral surfaces,described as puckering or drying, elicitedwith tannins or alum (ASTM)
AcridA burnt, harsh, aromatic taste oftenassociated with burnt wood, smoke, orroasted beans (ASTM) or a pungently bit-ter note often associated with astringencyand acidity, when tasted it gives a sensa-tion of dryness
Cocoa off-flavor notesBurntTar-like flavor
Earthy/MoldyStale, a flavor suggestive of a badlyventilated cellar
HammyA flavor suggestive of smoked bacon/ham
SmokyA burnt wood note
MetallicA note suggestive of iron and copper
RancidA flavor suggestive of oxidized butteror oil
CardboardA note suggestive of paper or cardboard
Baggy/RawA note suggestive of raw beans and/orburlap bags
Archer Daniels Midland Company64
The De Zaan® Cocoa Manual

Archer Daniels Midland Company 65
The De Zaan® Cocoa Manual

After vanilla, cocoa is the most popularfood flavor in the Western hemisphere.Cocoa, however, fulfills two primaryfunctions in foods: as a colorant and as aflavor ingredient. In many cases, the fla-vor function dominates. In practice, thisdouble role has led to a wide range ofcocoa powders adapted to applications ina very large range of foods.
1. Formation of thecocoa color
The formation of the color of cocoa passesthrough a number of stages. It starts withthe formation of precursors by biochemi-cal processes that take place in the cocoabeans during the growth and ripeningof the fruit on the tree. This process islargely determined by the bean varietiesand the climatic conditions duringgrowth. The next stage takes place subse-quent to harvesting during fermentationand drying of the beans. This is a veryimportant phase, as it is here that thecharacteristic brown color of cocoa isformed. The ultimate color of cocoa, how-ever, is reached after further processing ofthe beans, where alkalization is the criti-cal step. Depending on the process condi-tions and the alkali used, the initial yel-lowish-brown color develops into a vari-ety of hues from light brown to red oreven black.
Controlling the influence of the variousstages of production on the color develop-ment of cocoa powders is complicatedand difficult.
The color of the beans arriving fromtheir countries of origin is beyond theimmediate control of the manufacturer.The only direct control the cocoa powderproducer exercises is at the stage of beanselection and blending, which is very
important for providing the raw materialfor a consistent product. Users of cocoaproducts like liquor and powder, how-ever, can set their own standards in pur-chasing specifications.
It is the combination of expertise inbean selection, blending, and successfulmanagement of the production processthat offers the cocoa products buyer theconfidence of a product that will fulfillthe requirements of both the manufac-turer and the final consumer.
Precursors of the color componentFlavonoids, a sub-group of polyphenols,are the primary precursors of the pigmentin cocoa. They occur widely in the plantkingdom and have a variety of functions:as pigments, as protective agents againstdisease, and as disinfectants when a plantis wounded. Their concentration in fresh,unfermented cocoa beans may be approx-imately 15%. The anthocyanidines andprocyanidines are flavonoids of particularinterest as color precursors.
The purple color in fresh, unfermentedbeans is due to anthocyanines.
These are esters of anthocyanidines andsugars. Procyanidines are present in cocoaas mono-, di-, and trimers of epicatechin.
They are also found in the form ofsugar ester derivatives. During fermenta-tion, the sugar esters are hydrolyzed byenzymes. The free antho- and procyani-dine molecules are then oxidized byenzymes to quinones. The quinones arereactive agents and behave as oxidizingagents, oxidizing other organic molecules,which, in turn, react themselves. Quinonesreact with amino acids and proteins,forming covalently bonded complexes.In this way, they form various stronglycolored pigments.
They also react with other flavonoids,
Archer Daniels Midland Company 67
The De Zaan® Cocoa Manual
Color and Color Development 5

forming high-molecular weight con-densed tannins. If the molecular weightof the tannin is above 3,000, it formscomplexes with proteins by hydrogenbonding. As oxidation is involved, thereactions take place during the secondoxidative stage of fermentation andduring sun drying of the beans. The resultis a brown pigment that is stable andinsoluble in water.
The conversion of flavonoids intobrown tannins can be demonstrated easilyby cutting a fresh, non-fermented cocoabean in half. The cells on the surface aredestroyed, freeing the enzymes to reactwith the phenols. In a few seconds, thecolor of the surface turns from deeppurple to brown.
The concentration of anthocyanidinesand epicatechin are lowered duringfermentation because the anthocyanines(the purple pigment) react, and the purplecolor almost vanishes. Therefore, thesecolor precursors are probably the control-ling factor in this enzymatic browning.
In certain Theobroma cacao species, suchas the Criollo, the beans do not containthis purple pigment, and after fermenta-tion the beans are still very lightly col-ored. In the cut test, the color is used toassess the quality of the bean.
When a consignment of beans is of good
quality, only a small percentage of thebeans will show these defects. They arenot so important for the color formationbut may indicate that insufficient or sub-optimum flavor will develop on roasting.
Alkalization and color developmentReactions taking place during the alka-lization process are complex. It is prac-ticed in many different ways by differentproducers, and many aspects influencethe color of the final product. As men-tioned above, the kind of beans, type andquantity of alkali used, ratio of the activeingredients, time, and temperature are allof influence.
Although alkalization in itself appearsto be essentially a simple process, in prac-tice the greatest challenge is to consis-tently keep the color and flavor within adesired range. In particular, the produc-tion of dark and red cocoa powders with-out the sacrifice of flavor demands greatskill and advanced technology.
At ADM Cocoa, the available techno-logical expertise allows the alkalizationprocess to be easily adapted to the differ-ences in the various types of cocoa beans,resulting in a wide range of end-productswith consistent colors. The color rangevaries from light brown to reddish brownto very dark brown tints.
Archer Daniels Midland Company68
The De Zaan® Cocoa Manual
OH
OH
OH
OH
OH
OH
OH
HH
HH
HH
H
H H
HH H
HH
H
HOHO
HO
HO
HO
H
O O
O
O
O
O
O+ 1'
2'3'
4'
5'
6'1
23
31
244
5
56
6
78
Stereostructure of an AnthocyaninGlycoside (Goto et al. 1978)

Color of cocoa butterFlavonoid-based pigments are insolublein cocoa butter. The color of cocoa butteris a result of another group of natural pig-ments called carotenoids. This natural col-oring occurs in such products as carrots.Vitamin A is one example of this group ofcompounds. The amount of ß-carotene incocoa butter can vary and, depending onthe amount, the butter will have a moreor less yellow-orange, transparent color.Pure prime pressed cocoa butters are notbleached and therefore retain their typicalivory color.
Refining and bleaching are applied tococoa butters with high free fatty acid con-tents. These butters are usually extractedfrom waste material and second-gradecocoa beans. The carotenoids are thenremoved, rendering the butter colorless.
2. Elements of colorThe three dimensions of colorA quantitative and most accurate definitionof color is a recent development. The foun-dation for the color theory was laid out byA.H. Munsell. He was the first to describe
Archer Daniels Midland Company 69
The De Zaan® Cocoa Manual
HO
HO
HO
OH OH
OH
OHOH
OH OH
OH
OHOH
OH
OH
O
O
O
OH
OH
O
O
RR
Structure of Flavonoids in CocoaMono- and Polymers
Epicatechin Procyanidin B
Polyphenol Quinone
(enzyme)
O2
Browning During FermentationPolyphenol-oxydase enzyme
OxidationComplexationPolymerization
: Quinone + RH2 Phenol + R: Quinone + Amino Acid/Protein Complexes: Quinone + Phenol+ O2 TanninsTannin + Protein Complexes
SECONDARY REACTIONS

color by means of three parameters.Lightness (L): The light or dark aspect ofa color. The lower the L value, the darkerthe cocoa powder will appear.
Chroma (C): The intensity of a color bywhich one distinguishes a bright or graycolor. The higher the C value, the brighterthe powder will be.
Hue (H): Color in daily speech, such asred, yellow, or blue. For cocoa powders, alow H value indicates a red color, and ahigh H value indicates a brown color.
Munsell classified all colors and shadeson maps with color areas in an atlasaccording to the coordinates above. Thismeant that by comparing an object withone of the color areas in the atlas, colorsand color differences could objectively bedescribed.
The CIE color coordinatesA next step in the color theory was thequantification of colors that would enablecolor calculations. This development wasbased on the idea that colors are made bymixing the additive primary colors: red(R), green (G), and blue (B), correspon-ding with the three types of cones in theretina of the eye.
The disadvantage of this system wasthat certain colors had to be indicatedwith negative figures. This is why theCommission Internationale d’Eclairage(CIE) created three primaries, or tristim-uli, indicated with the letters X, Y, and Z.These do not exist in reality but arederived mathematically from the originalR, G, and B primaries, with which all col-ors can be expressed with positive fig-ures.
The translation of X, Y, and Z values toL*, a*, and b* values according to the CIEsystem can be expressed as follows:
Archer Daniels Midland Company70
The De Zaan® Cocoa Manual

L* = 116 x Y%1/3 - 16Y% = Y/100
a* = 500 x (X%1/3 - Y%1/3)X% = X/98.0721
b* = 200 x (Y%1/3 - Z%1/3)Z% = Z/106.8921
(1 2º Standard Observer, Standard Illuminant D65)
Color differencesAlthough a mathematical description ofthe spectral colors was now available, theXYZ coordinate system still had difficul-ties with the color differences calculated.These did not correspond to visual obser-vation. The human eye is less sensitive tocolor differences in the light area than inthe dark area. A calculated identical colordifference in the dark area was thereforeexperienced as greater than in the lightarea. Attempts to overcome this trans-formed the XYZ coordinate system withthe help of conversion factors. An exampleis the Hunter color system, with coordi-nates L, a, and b, which can be calculatedfrom X, Y, and Z as follows:
L = 10 √Y
a = 17.5 (1.02 X - Y)______________√Y
b = 7.0 (Y - 0.847 Z)______________√Y
A number of transformed coordinatesystems are still in use. However, none ofthem is completely satisfactory, so no uni-versal agreement has been reached. Thisis why it is always necessary to determinewhich coordinate system is being usedwhen discussing color.
The L coordinate is consistent with theValue of Lightness then introduced byMunsell, and from the a and b coordi-nates, the Chroma and Hue can be calcu-lated as follows:
C = √(a2 + b2)H = arctg(b/a)
3. Measuring colorThe source of lightThe spectral color is the result of thesource of light and the reflecting surface.So for a good reproducible measurementof color, it is essential that the source oflight is standardized.
The CIE has defined four standardsources:Source A: Incandescent lightSource B: Simulated noon sunlightSource C: Simulated overcast sky daylightSource D65: Daylight
A distinction is made between the fol-lowing concepts:
• a source that defines the physicalsource of light, for instance, an elec-tric bulb (source A)
• an illuminant that defines the theoret-ically defined division of spectralenergy of the source of light. This isan index of numbers as a function ofthe wavelength. Of course, “source”has to be as close to “illuminant” aspossible
In practice, “A” and “D65” are mainlyemployed as the light sources. Becausethe color measured depends on the lightsource used, this should always be statedwith the measurement.
The reflecting surface of the sampleReflection is largely determined by themorphology of the sample. When a lightbeam strikes a surface, it is partly passedthrough, partly absorbed, and partlyreflected. Light reflects at an angle of inci-dence of 90°, and it is diffused at an angleof 45°.
When a surface is smooth, much lightwill be reflected. With a rough surface,the light will mainly be diffused, i.e. lightis absorbed and re-emitted.
When using color meters, there aretwo ways in which the light should bedirected onto the surface of the sample tominimize reflection:
Archer Daniels Midland Company 71
The De Zaan® Cocoa Manual

• by means of a focused light source atan angle of 45° to the sample surface.Reflection is then minimized.However, the measurement can besusceptible to the orientation of thesample relative to the light source.Certain surface effects can result indifferences in measurements.
• by means of an “integrating sphere,”so that the light is directed onto thesubject from all sides from the interiorsurface of a white sphere. Then, thecolor measurement is not dependenton the position of the sample relativeto the light source. However, light isstill reflected. In practice, this can beeliminated by making a hole in thesphere at the place where this light isreflected most.
Color measuringThere are two basic approaches for meas-uring color.
Visual judgment of colorBecause of the natural human tendency totrust only one’s own eyes, colors are stillfrequently judged only visually. Tobe able to do this in a reproducible man-ner, certain standard conditions have tobe met:
• the light source, preferably one of theearlier mentioned CIE standards
• the position of the sample relative tothe light source, preferably at anangle of 45° to each other
• the background of the sample, uni-form and preferably gray
• the distance between the eyes and thesample
• the size of the sampleIn practice, color cabinets are mostly
used with standard light sources.
Instrumental color measurementColor meters can be distinguished bytheir two measurement principles:
Tristimulus colorimeterThe diffuse reflected light that passesthrough four filters is measured with aphotometer. The filters are made in such away that they come as close to the spec-tral distribution of the Standard Observeras possible. The fourth filter is used toaccount for the correction in the secondfilter between 400 and 500 nm. One canthen read the X, Y, and Z color coordi-nates directly. These instruments aremostly linked to a small computer. Thecolor differences between samples andstandards in one of the other coordinatesystems can be calculated as desired.
Color spectrophotometerUsing this principle, the whole visiblespectrum can be measured. The X, Y, andZ color coordinates are calculated bycombining the measured spectrum andthe theoretical spectra of the StandardObserver (CIE).
The spectrophotometer has a numberof advantages:
• No filters are required. (These have tomeet very high standards and arevery hard to manufacture.)
• The color with different light sourcescan be calculated from the measuredspectrum. From the spectra of theindividual components, one can cal-culate the color of a mixture.
Color measurement is dealt with inModule 3: Methods of Analysis.
Archer Daniels Midland Company72
The De Zaan® Cocoa Manual

Archer Daniels Midland Company 73
The De Zaan® Cocoa Manual

1. IntroductionTo the Aztecs, cocoa was not only a stimu-lant, but first and foremost a magicalmedicine, through which the properties ofthe four elements, Fire, Water, Air, andEarth, exercised their beneficial influenceon humans. When cocoa initially becamepopular in Europe, it was also attributedquite a few beneficial factors. For exam-ple, in 1717, a German physician recom-mended cocoa as a product that:“strengthens the stomach, stimulates thespirits. It increases the venus lust, stimu-lates the working of the brain, and easespain. It cannot be recommended enoughboth as a food and as a medicine.” Quitea broad statement, and one that wouldnot be acceptable today without elaboratesupport from scientific facts.
This chapter gives an overview of thecurrent state of affairs with regard to thehealth and nutritional aspects of cocoaand cocoa products. A clear distinctionis made between facts and fiction on oneof the most popular foods known tomankind.
2. Manufacturer’sresponsibility
The increasing awareness of the relation-ship between the quality of the food weeat and the effects that food may have onour health understandably means thatincreasing demands are being placed onthe food manufacturer to provide assur-ances that the products offered to theconsumer are of high quality. This aware-ness has resulted in many countriescreating legislation that holds manufac-turers legally responsible for the safety oftheir products.
In this respect, ADM Cocoa is verymuch aware of its responsibility to its cus-tomers. Our products lose their identityas soon as they are incorporated in a cus-tomer’s final product. From that momenton, they bear the name and reputation ofthat customer.
In Module 2, Cocoa Processing, weindicate how this responsibility isrealized.
3. Indicative nutri-tional information
The nutritional data on cocoa liquor(Table 1 on page 76), cocoa butter (Table 2on page 76), and cocoa powder (Table 3on page 77) are provided. It should bekept in mind that the values are indica-tive. They may occasionally show signifi-cant variations due to natural fluctuationsin the raw material.
Archer Daniels Midland Company 75
The De Zaan® Cocoa Manual
Health and Nutritional Aspects 6

Archer Daniels Midland Company76
The De Zaan® Cocoa Manual
Table 1: Indicative NutritionalInformation on Cocoa Liquor
Main components per 100 gram
fat 55.0 g
moisture 1.0 g
crude protein 11.1 g
theobromine 1.5 g
caffeine 0.1 g
sugars 0.3 g
starch 8.5 g
total dietary fiber 17.5 g
soluble dietary fiber 3.5 g
insoluble dietary fiber 14.0 g
flavonoids 3.5 g
organic acids 1.5 g
ash 3.0 g
Minerals
potassium 1.0 g
sodium <0.01 g
calcium 0.08 g
magnesium 0.3 g
phosphorus 0.4 g
chloride <0.01 g
iron 12.5 mg
zinc 3.5 mg
copper 2.0mg
Vitamins
- A (retinol) 1.0 mg (3,300 IU)
- B1 (thiamine) 0.1 mg
- B2 (riboflavin) 0.3 mg
- B3 (niacin) 0.5 mg
- C (ascorbic acid) 0.1 mg
- E (tocopherol) 15.0 mg
- pantothenic acid 1.0 mg
Energy (Atwater system)
Kcalories 520
Kjoules 2,175
Kcalories from fat 460
Kjoules from fat 1,925
Table 2: Indicative NutritionalInformation on Cocoa Butter
Main components per 100 gram
total fat 99.9 g
moisture 0.1 g
Fatty acids (%)
saturated 61.5%
monounsaturated 35.0%
polyunsaturated 3.5%
Fatty acid composition (%)
palmitic (C16:0) 26.0%
stearic (C18:0) 34.5%
arachidic (C20:0) 1.0%
palmitoleic (C16:1) 0.3%
oleic (C18:1) 34.5%
linoleic (C18:2) 3.2%
others 0.5%
Minerals
calcium 0.25 mg
copper 0.01 mg
iron 0.03 mg
magnesium 0.45 mg
phosphorus 50.0 mg
potassium 20.0 mg
Vitamins
- A (retinol) 1.8 mg (6,000 IU)
- E (tocopherol): 20.0 mg (18 IU)
Energy (Atwater system)
Kcalories 835
Kjoules 3,495
Kcalories from fat 835
Kjoules from fat 3,495
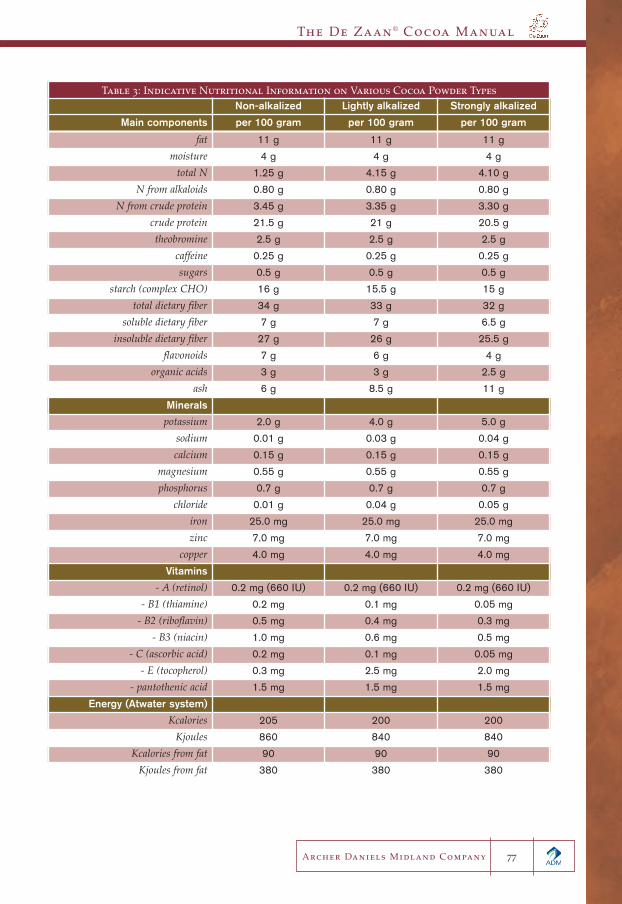
Archer Daniels Midland Company 77
The De Zaan® Cocoa Manual
Table 3: Indicative Nutritional Information on Various Cocoa Powder TypesNon-alkalized Lightly alkalized Strongly alkalized
Main components per 100 gram per 100 gram per 100 gram
fat 11 g 11 g 11 g
moisture 4 g 4 g 4 g
total N 1.25 g 4.15 g 4.10 g
N from alkaloids 0.80 g 0.80 g 0.80 g
N from crude protein 3.45 g 3.35 g 3.30 g
crude protein 21.5 g 21 g 20.5 g
theobromine 2.5 g 2.5 g 2.5 g
caffeine 0.25 g 0.25 g 0.25 g
sugars 0.5 g 0.5 g 0.5 g
starch (complex CHO) 16 g 15.5 g 15 g
total dietary fiber 34 g 33 g 32 g
soluble dietary fiber 7 g 7 g 6.5 g
insoluble dietary fiber 27 g 26 g 25.5 g
flavonoids 7 g 6 g 4 g
organic acids 3 g 3 g 2.5 g
ash 6 g 8.5 g 11 g
Minerals
potassium 2.0 g 4.0 g 5.0 g
sodium 0.01 g 0.03 g 0.04 g
calcium 0.15 g 0.15 g 0.15 g
magnesium 0.55 g 0.55 g 0.55 g
phosphorus 0.7 g 0.7 g 0.7 g
chloride 0.01 g 0.04 g 0.05 g
iron 25.0 mg 25.0 mg 25.0 mg
zinc 7.0 mg 7.0 mg 7.0 mg
copper 4.0 mg 4.0 mg 4.0 mg
Vitamins
- A (retinol) 0.2 mg (660 IU) 0.2 mg (660 IU) 0.2 mg (660 IU)
- B1 (thiamine) 0.2 mg 0.1 mg 0.05 mg
- B2 (riboflavin) 0.5 mg 0.4 mg 0.3 mg
- B3 (niacin) 1.0 mg 0.6 mg 0.5 mg
- C (ascorbic acid) 0.2 mg 0.1 mg 0.05 mg
- E (tocopherol) 0.3 mg 2.5 mg 2.0 mg
- pantothenic acid 1.5 mg 1.5 mg 1.5 mg
Energy (Atwater system)
Kcalories 205 200 200
Kjoules 860 840 840
Kcalories from fat 90 90 90
Kjoules from fat 380 380 380
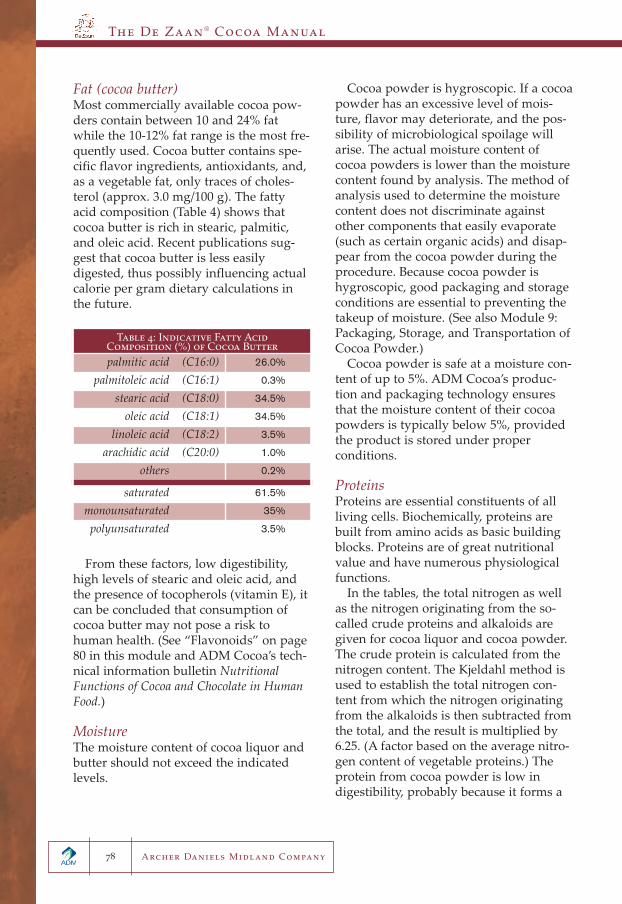
Fat (cocoa butter)Most commercially available cocoa pow-ders contain between 10 and 24% fatwhile the 10-12% fat range is the most fre-quently used. Cocoa butter contains spe-cific flavor ingredients, antioxidants, and,as a vegetable fat, only traces of choles-terol (approx. 3.0 mg/100 g). The fattyacid composition (Table 4) shows thatcocoa butter is rich in stearic, palmitic,and oleic acid. Recent publications sug-gest that cocoa butter is less easilydigested, thus possibly influencing actualcalorie per gram dietary calculations inthe future.
From these factors, low digestibility,high levels of stearic and oleic acid, andthe presence of tocopherols (vitamin E), itcan be concluded that consumption ofcocoa butter may not pose a risk tohuman health. (See “Flavonoids” on page80 in this module and ADM Cocoa’s tech-nical information bulletin NutritionalFunctions of Cocoa and Chocolate in HumanFood.)
MoistureThe moisture content of cocoa liquor andbutter should not exceed the indicatedlevels.
Cocoa powder is hygroscopic. If a cocoapowder has an excessive level of mois-ture, flavor may deteriorate, and the pos-sibility of microbiological spoilage willarise. The actual moisture content ofcocoa powders is lower than the moisturecontent found by analysis. The method ofanalysis used to determine the moisturecontent does not discriminate againstother components that easily evaporate(such as certain organic acids) and disap-pear from the cocoa powder during theprocedure. Because cocoa powder ishygroscopic, good packaging and storageconditions are essential to preventing thetakeup of moisture. (See also Module 9:Packaging, Storage, and Transportation ofCocoa Powder.)
Cocoa powder is safe at a moisture con-tent of up to 5%. ADM Cocoa’s produc-tion and packaging technology ensuresthat the moisture content of their cocoapowders is typically below 5%, providedthe product is stored under properconditions.
ProteinsProteins are essential constituents of allliving cells. Biochemically, proteins arebuilt from amino acids as basic buildingblocks. Proteins are of great nutritionalvalue and have numerous physiologicalfunctions.
In the tables, the total nitrogen as wellas the nitrogen originating from the so-called crude proteins and alkaloids aregiven for cocoa liquor and cocoa powder.The crude protein is calculated from thenitrogen content. The Kjeldahl method isused to establish the total nitrogen con-tent from which the nitrogen originatingfrom the alkaloids is then subtracted fromthe total, and the result is multiplied by6.25. (A factor based on the average nitro-gen content of vegetable proteins.) Theprotein from cocoa powder is low indigestibility, probably because it forms a
Archer Daniels Midland Company78
The De Zaan® Cocoa Manual
Table 4: Indicative Fatty AcidComposition (%) of Cocoa Butterpalmitic acid (C16:0) 26.0%
palmitoleic acid (C16:1) 0.3%
stearic acid (C18:0) 34.5%
oleic acid (C18:1) 34.5%
linoleic acid (C18:2) 3.5%
arachidic acid (C20:0) 1.0%
others 0.2%
saturated 61.5%
monounsaturated 35%
polyunsaturated 3.5%
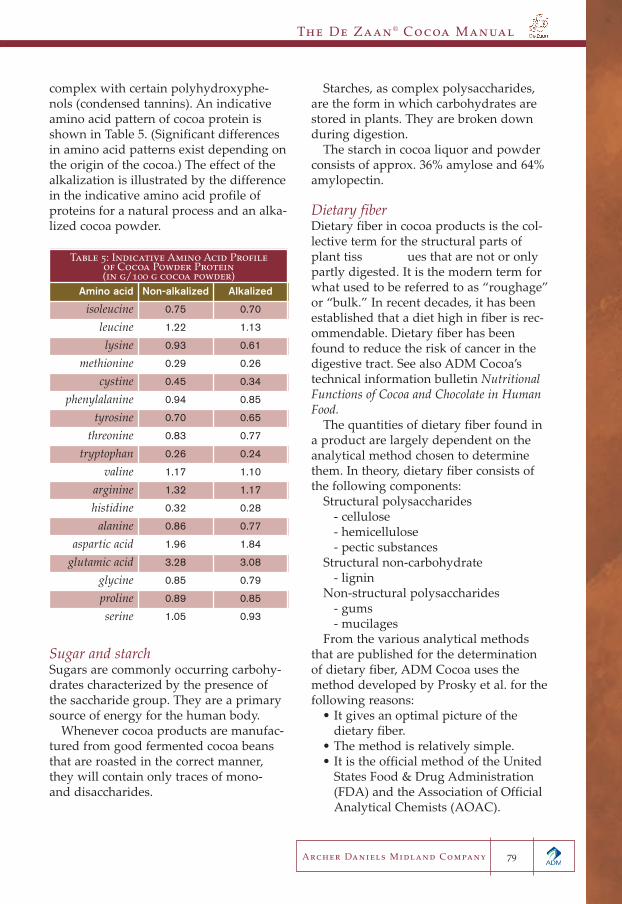
complex with certain polyhydroxyphe-nols (condensed tannins). An indicativeamino acid pattern of cocoa protein isshown in Table 5. (Significant differencesin amino acid patterns exist depending onthe origin of the cocoa.) The effect of thealkalization is illustrated by the differencein the indicative amino acid profile ofproteins for a natural process and an alka-lized cocoa powder.
Sugar and starchSugars are commonly occurring carbohy-drates characterized by the presence ofthe saccharide group. They are a primarysource of energy for the human body.
Whenever cocoa products are manufac-tured from good fermented cocoa beansthat are roasted in the correct manner,they will contain only traces of mono-and disaccharides.
Starches, as complex polysaccharides,are the form in which carbohydrates arestored in plants. They are broken downduring digestion.
The starch in cocoa liquor and powderconsists of approx. 36% amylose and 64%amylopectin.
Dietary fiberDietary fiber in cocoa products is the col-lective term for the structural parts ofplant tiss ues that are not or onlypartly digested. It is the modern term forwhat used to be referred to as “roughage”or “bulk.” In recent decades, it has beenestablished that a diet high in fiber is rec-ommendable. Dietary fiber has beenfound to reduce the risk of cancer in thedigestive tract. See also ADM Cocoa’stechnical information bulletin NutritionalFunctions of Cocoa and Chocolate in HumanFood.
The quantities of dietary fiber found ina product are largely dependent on theanalytical method chosen to determinethem. In theory, dietary fiber consists ofthe following components:
Structural polysaccharides- cellulose- hemicellulose- pectic substances
Structural non-carbohydrate- lignin
Non-structural polysaccharides- gums- mucilages
From the various analytical methodsthat are published for the determinationof dietary fiber, ADM Cocoa uses themethod developed by Prosky et al. for thefollowing reasons:
• It gives an optimal picture of thedietary fiber.
• The method is relatively simple.• It is the official method of the United
States Food & Drug Administration(FDA) and the Association of OfficialAnalytical Chemists (AOAC).
Archer Daniels Midland Company 79
The De Zaan® Cocoa Manual
Table 5: Indicative Amino Acid Profileof Cocoa Powder Protein(in g/100 g cocoa powder)
Amino acid Non-alkalized Alkalized
isoleucine 0.75 0.70
leucine 1.22 1.13
lysine 0.93 0.61
methionine 0.29 0.26
cystine 0.45 0.34
phenylalanine 0.94 0.85
tyrosine 0.70 0.65
threonine 0.83 0.77
tryptophan 0.26 0.24
valine 1.17 1.10
arginine 1.32 1.17
histidine 0.32 0.28
alanine 0.86 0.77
aspartic acid 1.96 1.84
glutamic acid 3.28 3.08
glycine 0.85 0.79
proline 0.89 0.85
serine 1.05 0.93

FlavonoidsFrom a nutritional standpoint, the mostinteresting components of cocoa powderare possibly the flavonoids. These arecomplex aromatic compounds widelyfound in nature as pigments in flowers,fruits, vegetables, and bark. Cocoa prod-ucts consist of a relatively high percent-age of these important components.
During fermentation, roasting, andalkalization of the cocoa, mono- andoligomeric-catechins may be partiallypolymerized into tannins. They play animportant role in color formation andpartly influence flavor. In addition, withthe increase of molecular weight, react-ivity with proteins and peptides increas-es. As a result, complexes that reduce thedigestibility of the protein are created.The determination of flavonoids is notsimple, so that the values shown haveonly an indicative character. These indica-tive values include a wide variety ofpolyphenolic compounds, including sev-eral flavonoids.
In literature, these compounds areknown to possess antioxidative proper-ties. This explains the long shelf life ofcocoa powder and chocolate products.Moreover, research carried out in connec-tion with the function of food-borneantioxidants suggests certain potentialpreventive effects against a number ofchronic conditions including cancer andcardiovascular disease.
Organic acidsIn the natural fermentation process ofcocoa beans, organic acids such as aceticand lactic acid are formed. During furtherprocessing, these are partially convertedor volatilized, but they represent some1.5% of cocoa liquor and 3% of cocoapowder (in non-alkalized cocoa powderas the acids in alkalized cocoa powdersas salts).
In addition to acetic acid, lactic acid,and citric acid, cocoa contains a smallquantity of oxalic acid (approx. 0.5% onfat-free dry matter.)
MethylxanthinesCocoa products contain theobromine,caffeine, and traces of theophylline.Depending on the degree of fermentationand the type of cocoa bean, the theo-bromine and caffeine contents will varyfrom 1.5-3.0% to 0.1-0.5% respectively.
The caffeine proportion of cocoa prod-ucts made from good, fermented Africancocoa beans is in general very low: 0.1%or less.
Despite its close chemical resemblance,theobromine does not possess the stimu-lant effect caffeine has on the humannervous system.
AshThe ash content of cocoa products is theresidue after the organic matter has beensubject to incineration. It indicates ameasure of the presence of the inorganicsalts in the original material.
The natural ash content of non-alka-lized cocoa liquor and cocoa powder isapprox. 7.0% of the fat-free dry material.The ash content in alkalized cocoa pow-der is affected by the type and quantity ofalkalis that are used in the alkalizationprocess itself. The EU directive 95/2/ECon food additives other than colors andsweeteners allows max. 7% potassiumcarbonate (or equivalent on fat-free drybasis) to be added for alkalization. In theU.S., the CFR 163.110 states that 3% ofpotassium carbonate may be added tococoa nibs for alkalization.
When the ash content of cocoa powderis determined, it is frequently combinedwith the determination of the alkalinityof the ash. This is important for certainapplications. For instance, in baking, itdoes have an effect on the characteristicsof certain baked products and is a better
Archer Daniels Midland Company80
The De Zaan® Cocoa Manual
and more objective parameter than pH.The latter can easily be influenced and isdependent on the production processbut also the age. (The pH of alkalizedcocoa powder may drop during storage,particularly when moisture has beenpicked up.)
MineralsThe minerals shown in the tables onpages 76 and 77 are those for which thegreatest interest exists. Naturally, thereare many other minerals present in cocoaproducts for which information is avail-able at ADM Cocoa’s Technical ServiceDepartments.
Of those mentioned, potassium andsodium are of primary importance.Potassium is generally regarded as benefi-cial for humans. It fulfills a role in thesynthesis of proteins and the formation ofglycogen in the human body.
The natural potassium content of cocoapowder is relatively high at approx. 2%.As a result of alkalization with potassiumcarbonate, this number may rise to 5%.
In the manufacture of dark brown pow-ders, sodium hydroxide is often used.This can raise the natural sodium contentof 0.01% to more than 2%. So, in cocoapowders in which these darker compo-nents are incorporated, an increased sodi-um content may be present.
VitaminsVitamins are naturally occurring organicsubstances that are essential in very smallquantities for the normal functioning ofliving cells. Cocoa products are not animportant source of vitamins. As shown,vitamin A is negligible; the quantity ofvitamin C is very low, and the B-groupvitamins are also low and decline furtherin alkalized cocoa powder as a result ofthe alkalizing process. The presence ofvitamin E (tocopherol) and to a lesserextent, vitamin A, in cocoa butter isan exception.
EnergyInterest in the caloric value of food prod-ucts is currently high because of con-sumers’ sensitivity to diet.
The amount of cocoa powder in a prod-uct is generally low in comparison to, forexample, sugars and fats. The caloricvalue of cocoa powder is also intrinsicallylow. Cocoa powder thus contributes littleto a product’s total caloric value and thushas minimal effects on total energyintake. The caloric values for cocoa liquorand cocoa butter are, of course, corre-spondingly higher.
There are various methods available tocalculate the caloric value of cocoa pow-der. ADM Cocoa follows the U.S. FDArecommendation for the use of either thespecific Atwater food factors or thegeneral factors: 4 for protein, 4 for carbo-hydrate, and 9 for fat in calories per gram,as described by Merrill and Watt.
In the application of Atwater factors,the following calculation of caloric valueis used:
% fat x 0.9 (Digestibility Coefficient)x 9.3 (Heat of Combustion) + % proteinx 0.42 (D.C.) x 4.35 (H.C.)+ % carbohydrate x 0.32 (D.C.)x 4.16 (H.C.) = % fat x 8.37 + % proteinx 1.83 + % carbohydrate x 1.33= caloric value
In this, the following should beconsidered:
• Digestibility Coefficient (D.C.)The digestibility coefficient is ameasure of the proportion of a foodabsorbed into the bloodstream. It ismeasured as the difference betweenintake and fecal output, with anallowance made for that part of theoutput not derived from undigestedfood residues, such as the lining of theintestinal tract, digestive juices, etc.
Archer Daniels Midland Company 81
The De Zaan® Cocoa Manual

• Heat of combustion (H.C.)This is the energy released by thecomplete combustion or oxidation ofa food. With allowances made formaterials not oxidized in the body,the values are used to indicate energyavailability.
• CarbohydrateThe proportion of carbohydrate isobtained by means of the so-calleddifference method:100 - (crude protein + fat + ash + mois-ture)
• ProteinIn order to not overestimate the con-tent of carbohydrate, not crude pro-tein but total nitrogenous matter(obtained by multiplying total nitro-gen by 5.63 (Merrill and Watt)), isused as the basis for calculatingcarbohydrate by difference.
If the general factors (4, 4, and 9) areused for calculating the caloric value, thenthe determination of the carbohydratecontent is made according to thefollowing difference method:
100 - (crude protein + fat + dietary fiber +ash + moisture)
(Because dietary fiber is not digestible.)The protein content is, in this case, calcu-lated from total N x 6.25.
This last calculation leads to higherenergy values than the Atwater approach.Considering the fact that bomb calorime-try measurements compare well with theresults of the Atwater calculations, andtaking into account recently publishedinformation on the lower digestibilityof fat-free dry cocoa components, theAtwater system for the energy values areshown in Tables 1-3 on pages 76 and 77.
4. Cocoa and allergiesFood allergy is a phenomenon vastly mis-understood by the general public. Forexample, the American Academy ofAllergy, Asthma, and Immunology hasfound that as many as one-third ofAmerican adults believe they are allergicto at least one food, whereas in reality,less than 2% of Americans actually have atrue food allergy. For children, this figureis about 5%; however, many childrenseem to outgrow their hypersensitivity.
Food allergy is caused by an overreac-tion of the immune system. It identifies aharmless substance, often a particularprotein, as an antigen. To fend off the“invader,” antibodies are produced thatultimately lead to symptoms of allergicdiseases like asthma, eczema, and hayfever. In some cases, the reactions can bevery serious and even life threatening.
Chocolate is often mentioned as beingallergenic. More often than not, it must beseen in the light of the above-mentionedgap between perception and reality.Clinical tests have been carried out on agroup of adults suspected of allergic reac-tions to chocolate. From the test results, itwas concluded that chocolate allergy israre in adults.
Nevertheless, food allergies must havethe undivided attention of the food andconfectionery industries. In chocolate andcocoa-flavored products, a wide range ofdifferent raw materials is used in analmost endless variety of consumer prod-ucts. It is of paramount importance thatthe food manufacturer properly labels theproducts (e.g. the presence of nuts, evenin trace amounts) to give the consumerthe opportunity to select a food on thebasis of the presence of possible allergens.
Archer Daniels Midland Company82
The De Zaan® Cocoa Manual

Archer Daniels Midland Company 83
The De Zaan® Cocoa Manual

1. Functionality andattributes ofcocoa liquor
IntroductionCocoa liquor is the product from whichcocoa butter and cocoa powder are made.It is also the base raw material for makingchocolate. No other ingredient in thechocolate formula has such an impacton the ultimate outcome of the product ascocoa liquor. Dark chocolate is basically amixture of liquor, sugar, and cocoa butter,whereas in milk chocolate, milk powderhas also been added.
In combination with the chocolate man-ufacturing process, each of these compo-nents has a specific influence on the finalcharacteristics of the chocolate product.However, cocoa liquor is always the dom-inant factor in determining the chocolateexperience of the consumer.
Although cocoa liquor is sometimesused as a flavoring component in otherfood products, its principal use is as aningredient in the manufacturing of choco-late. Within the scope of this chapter, wefocus particularly on the attributes ofcocoa liquor as a raw material for choco-late. A number of these attributes are
highlighted as they relate to qualityaspects of the end-product, while othersare mentioned because they are importantto the user of liquor in the chocolateproduction process itself.
It is not uncommon to use differentwords for the same product or raw mate-rial. This is the case with cocoa liquor. It isalso often called cocoa mass, sometimescocoa paste, and in the United States, it isreferred to as unsweetened chocolate,chocolate liquor, or simply chocolate. Itwas the cocoa press industry that intro-duced the name “cocoa liquor.” As thisindustry today supplies the bulk of thisraw material to the merchant market, webelieve that the name “cocoa liquor” hasbecome more familiar to the cocoa andchocolate industry as compared to otherindustries. In the context of this book, wehave chosen to refer to this product as“cocoa liquor” or simply “liquor.”
Standard of identityMost countries provide a definition ofcocoa liquor in their food laws. Fromcountry to country, the definition mayvary somewhat, but in Codex Standard141-1983, Rev. 1-2001, cocoa mass orliquor is described as “the productobtained from cocoa nib from cocoabeans of merchantable quality whichhave been cleaned and freed from shellas thoroughly as is technically possible(with/without roasting and with/withoutremoval of or addition of any of itsconstituents).”
The European Directive 2000/36/ECrelating to cocoa and chocolate productsdoes not contain a definition of cocoaliquor. In the U.S., cocoa liquor isdescribed in CFR 163.111 as the solid orsemi-plastic food prepared by grinding
Archer Daniels Midland Company 85
The De Zaan® Cocoa Manual
Cocoa Liquor 7
Typical Chocolate Recipes
Darkchocolate
Milkchocolate
Sugar 50% 45%
Cocoa liquor 45% 10%
Cocoa butter 5% 25%
Full creammilk powder Ð 20%
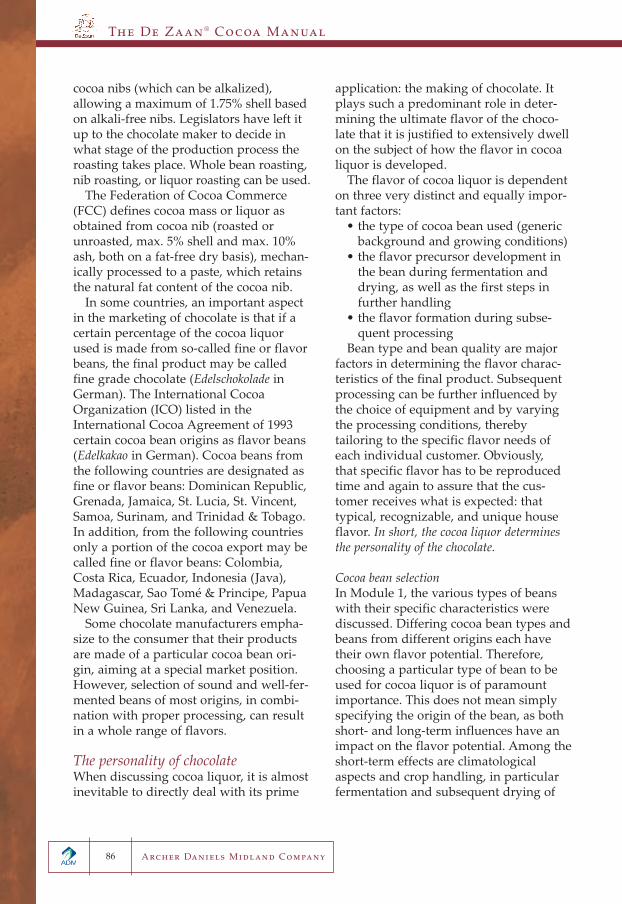
cocoa nibs (which can be alkalized),allowing a maximum of 1.75% shell basedon alkali-free nibs. Legislators have left itup to the chocolate maker to decide inwhat stage of the production process theroasting takes place. Whole bean roasting,nib roasting, or liquor roasting can be used.
The Federation of Cocoa Commerce(FCC) defines cocoa mass or liquor asobtained from cocoa nib (roasted orunroasted, max. 5% shell and max. 10%ash, both on a fat-free dry basis), mechan-ically processed to a paste, which retainsthe natural fat content of the cocoa nib.
In some countries, an important aspectin the marketing of chocolate is that if acertain percentage of the cocoa liquorused is made from so-called fine or flavorbeans, the final product may be calledfine grade chocolate (Edelschokolade inGerman). The International CocoaOrganization (ICO) listed in theInternational Cocoa Agreement of 1993certain cocoa bean origins as flavor beans(Edelkakao in German). Cocoa beans fromthe following countries are designated asfine or flavor beans: Dominican Republic,Grenada, Jamaica, St. Lucia, St. Vincent,Samoa, Surinam, and Trinidad & Tobago.In addition, from the following countriesonly a portion of the cocoa export may becalled fine or flavor beans: Colombia,Costa Rica, Ecuador, Indonesia (Java),Madagascar, Sao Tomé & Principe, PapuaNew Guinea, Sri Lanka, and Venezuela.
Some chocolate manufacturers empha-size to the consumer that their productsare made of a particular cocoa bean ori-gin, aiming at a special market position.However, selection of sound and well-fer-mented beans of most origins, in combi-nation with proper processing, can resultin a whole range of flavors.
The personality of chocolateWhen discussing cocoa liquor, it is almostinevitable to directly deal with its prime
application: the making of chocolate. Itplays such a predominant role in deter-mining the ultimate flavor of the choco-late that it is justified to extensively dwellon the subject of how the flavor in cocoaliquor is developed.
The flavor of cocoa liquor is dependenton three very distinct and equally impor-tant factors:
• the type of cocoa bean used (genericbackground and growing conditions)
• the flavor precursor development inthe bean during fermentation anddrying, as well as the first steps infurther handling
• the flavor formation during subse-quent processing
Bean type and bean quality are majorfactors in determining the flavor charac-teristics of the final product. Subsequentprocessing can be further influenced bythe choice of equipment and by varyingthe processing conditions, therebytailoring to the specific flavor needs ofeach individual customer. Obviously,that specific flavor has to be reproducedtime and again to assure that the cus-tomer receives what is expected: thattypical, recognizable, and unique houseflavor. In short, the cocoa liquor determinesthe personality of the chocolate.
Cocoa bean selectionIn Module 1, the various types of beanswith their specific characteristics werediscussed. Differing cocoa bean types andbeans from different origins each havetheir own flavor potential. Therefore,choosing a particular type of bean to beused for cocoa liquor is of paramountimportance. This does not mean simplyspecifying the origin of the bean, as bothshort- and long-term influences have animpact on the flavor potential. Among theshort-term effects are climatologicalaspects and crop handling, in particularfermentation and subsequent drying of
Archer Daniels Midland Company86
The De Zaan® Cocoa Manual

the beans. Longer-term factors are thegenetic history of the bean, soil condi-tions, the age of the trees, and crop man-agement, all of which must be taken intoaccount. During recent years we haveseen significant changes in the availabilityof certain types of cocoa beans. Industrialprocessors have had to adjust to a 50%drop in the supply of Brazilian cocoa.Malaysian bean production rose rapidlyin the late ‘80s, only to fall back again inthe ‘90s. The Ivory Coast has increasedits output to more than 40% of the totalworld crop. Indonesia has shown atremendous increase in cocoa production,but the flavor potential of the beanscoming from the various regions isvastly different, as a substantial part isunfermented.
Crop management is another factor: InEcuador, producer of the unrivaled Arribabeans, there are fewer and fewer trueArriba-yielding trees. They are beingreplaced by hybrids that yield a far higherbean production per acre but lack theunique flavor of the original Arriba cocoa.Similar examples can be found in othercocoa growing areas.
At the same time, the cocoa trade itselfhas experienced important changes (e.g.the privatization of the cocoa trade insome countries of origin), making directcontrol over the selection of beans evenmore important. Obviously, only ripened,good fermented, and adequately driedcocoa beans will lead to good qualitycocoa liquor. During fermentation andsubsequent drying of the cocoa beans, theflavor precursors are developed. Theywill ultimately come to their full flavorduring roasting. The initial stages of pre-treatment of the beans prior to roasting,as discussed in Module 4, will influencethe precursor formation as well.
Even the best starting material will failto deliver its potential if it has not beentreated correctly. For that reason, ADM
Cocoa has established itself on everycocoa-growing continent. Havingresources and an actual presence in themajor cocoa growing areas not onlyassures that ADM Cocoa is able to pro-cure the cocoa needed to produce thedesired products, but also enables partici-pation in rapidly changing local cocoaenvironments, as well as direct controlover bean quality.
Processing equipmentCocoa processing has progressively devel-oped over the years. Many productionsystems are available, from whole beanroasting to nib roasting, special steps toreduce the overall plate count, and thinfilm techniques for even better homoge-nous roasting.
The two most commonly used roasters are:• contact roaster, in which batches of
cocoa nibs are heated in a largerotating drum
• continuous air roasters, wherebycocoa beans or nibs are roasted bydirect contact with hot air
Some prefer liquor from whole beanroasting; others prefer nib-roasted liquor.Both methods are very adequate and canproduce similar but also distinctly differ-ent types of cocoa liquor. This can beeven further accentuated by pretreatmentof the nibs, during which they are wettedand heat treated to reduce the platecount.
Temperature, moisture content, and airthroughput are very different in bothtypes of equipment, resulting in quite dif-ferent types of liquor. Nib contact roastersand whole bean roasters are particularlysuitable for delicate top-note flavors thatmark the bouquet and richness of cocoa.On the other hand, if full-bodied choco-late flavors with pronounced cocoa andbitter notes and lower acidity and astrin-gency are required, an air nib roaster isthe better system. Nib contact roasters
Archer Daniels Midland Company 87
The De Zaan® Cocoa Manual
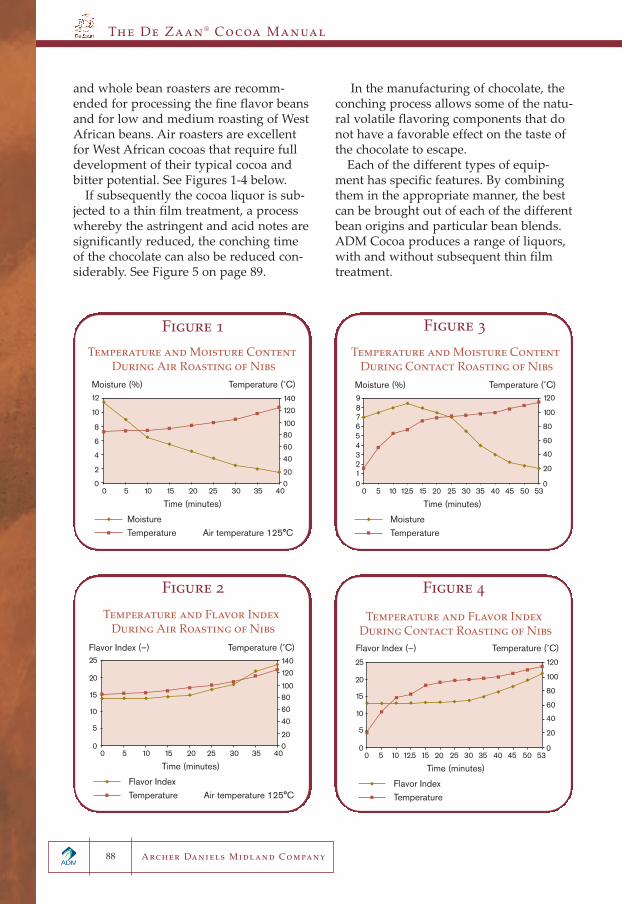
and whole bean roasters are recomm-ended for processing the fine flavor beansand for low and medium roasting of WestAfrican beans. Air roasters are excellentfor West African cocoas that require fulldevelopment of their typical cocoa andbitter potential. See Figures 1-4 below.
If subsequently the cocoa liquor is sub-jected to a thin film treatment, a processwhereby the astringent and acid notes aresignificantly reduced, the conching timeof the chocolate can also be reduced con-siderably. See Figure 5 on page 89.
In the manufacturing of chocolate, theconching process allows some of the natu-ral volatile flavoring components that donot have a favorable effect on the taste ofthe chocolate to escape.
Each of the different types of equip-ment has specific features. By combiningthem in the appropriate manner, the bestcan be brought out of each of the differentbean origins and particular bean blends.ADM Cocoa produces a range of liquors,with and without subsequent thin filmtreatment.
Archer Daniels Midland Company88
The De Zaan® Cocoa Manual
Temperature and Flavor Index During Air Roasting of Nibs
Time (minutes)
Flavor Index Temperature Air temperature 125°C
25
20
15
10
5
00
5 10 15 20 25 30 35 40020
40
60
80100
120
140
Temperature (˚C)Flavor Index (–)
Temperature and Flavor Index During Contact Roasting of Nibs
Time (minutes)
Flavor IndexTemperature
25
20
15
10
5
0 0
20
40
60
80
100
120
0 5 10 12.5 15 20 25 30 35 40 45 50 53
Temperature (˚C)Flavor Index (–)
Temperature and Moisture Content During Air Roasting of Nibs
Time (minutes)
MoistureTemperature Air temperature 125°C
12
10
8
6
4
2
00
5 10 15 20 25 30 35 40020
40
60
80100
120
140
Temperature (˚C)Moisture (%)
Temperature and Moisture ContentDuring Contact Roasting of Nibs
Time (minutes)
MoistureTemperature
987654321
00
5 10 12.5 15 20 25 30 35 40 45 50 530
20
40
60
80
100
120
Temperature (˚C)Moisture (%)
Figure 1 Figure 3
Figure 2 Figure 4
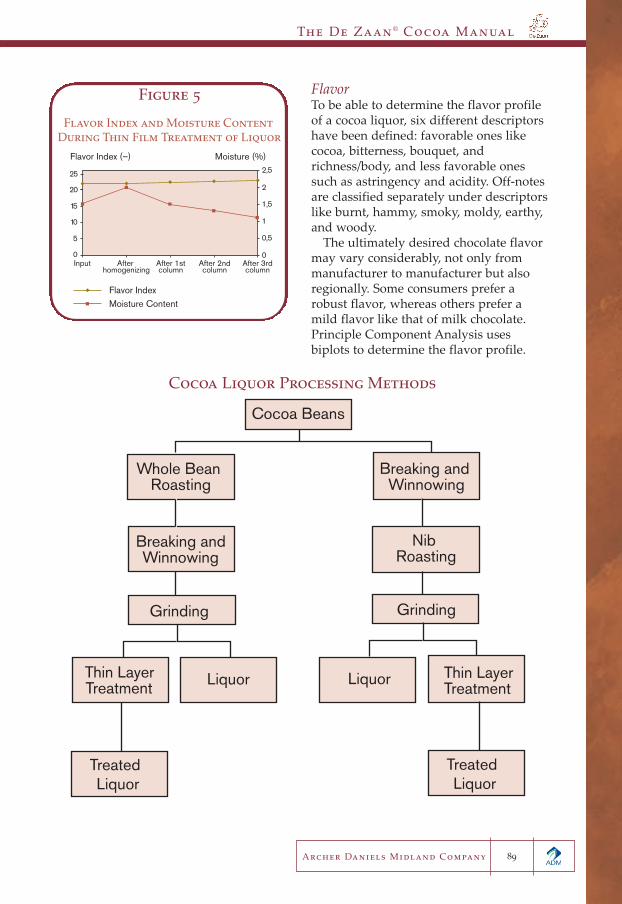
FlavorTo be able to determine the flavor profileof a cocoa liquor, six different descriptorshave been defined: favorable ones likecocoa, bitterness, bouquet, andrichness/body, and less favorable onessuch as astringency and acidity. Off-notesare classified separately under descriptorslike burnt, hammy, smoky, moldy, earthy,and woody.
The ultimately desired chocolate flavormay vary considerably, not only frommanufacturer to manufacturer but alsoregionally. Some consumers prefer arobust flavor, whereas others prefer amild flavor like that of milk chocolate.Principle Component Analysis usesbiplots to determine the flavor profile.
Archer Daniels Midland Company 89
The De Zaan® Cocoa Manual
Flavor Index and Moisture ContentDuring Thin Film Treatment of Liquor
Flavor IndexMoisture Content
25
20
15
10
5
Input After homogenizing
After 1stcolumn
After 2ndcolumn
After 3rdcolumn
0 0
0,5
1
1,5
2
2,5
Moisture (%)Flavor Index (–)
Figure 5
Cocoa Beans
Whole Bean Roasting
Breaking and Winnowing
Breaking andWinnowing
NibRoasting
Grinding Grinding
Thin LayerTreatment Liquor Thin Layer
TreatmentLiquor
Treated Liquor
Treated Liquor
Cocoa Liquor Processing Methods
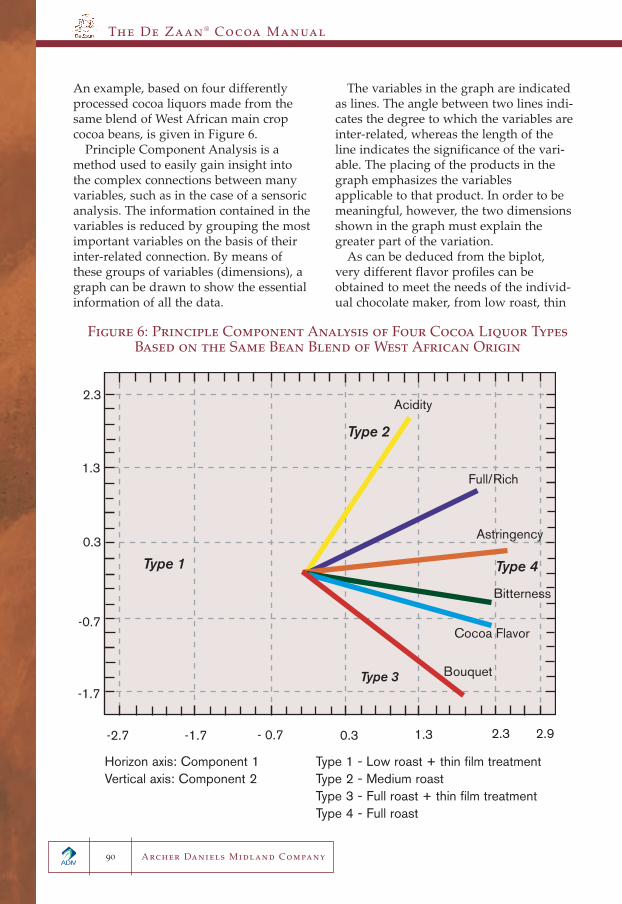
An example, based on four differentlyprocessed cocoa liquors made from thesame blend of West African main cropcocoa beans, is given in Figure 6.
Principle Component Analysis is amethod used to easily gain insight intothe complex connections between manyvariables, such as in the case of a sensoricanalysis. The information contained in thevariables is reduced by grouping the mostimportant variables on the basis of theirinter-related connection. By means ofthese groups of variables (dimensions), agraph can be drawn to show the essentialinformation of all the data.
The variables in the graph are indicatedas lines. The angle between two lines indi-cates the degree to which the variables areinter-related, whereas the length of theline indicates the significance of the vari-able. The placing of the products in thegraph emphasizes the variablesapplicable to that product. In order to bemeaningful, however, the two dimensionsshown in the graph must explain thegreater part of the variation.
As can be deduced from the biplot,very different flavor profiles can beobtained to meet the needs of the individ-ual chocolate maker, from low roast, thin
Archer Daniels Midland Company90
The De Zaan® Cocoa Manual
Bitterness
Acidity
Astringency
Cocoa Flavor
Full/Rich
Bouquet
Type 1
Type 2
Type 3
Type 4
-2.7 -1.7 - 0.7 0.3 1.3 2.3 2.9
-1.7
-0.7
0.3
1.3
2.3
Horizon axis: Component 1Vertical axis: Component 2
Figure 6: Principle Component Analysis of Four Cocoa Liquor TypesBased on the Same Bean Blend of West African Origin
Type 1 - Low roast + thin film treatmentType 2 - Medium roastType 3 - Full roast + thin film treatmentType 4 - Full roast
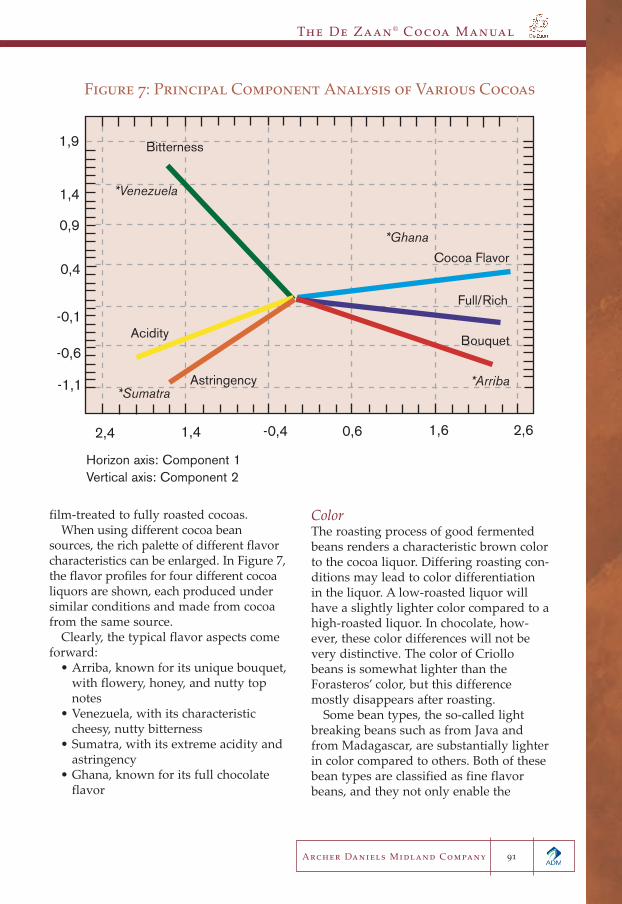
film-treated to fully roasted cocoas.When using different cocoa bean
sources, the rich palette of different flavorcharacteristics can be enlarged. In Figure 7,the flavor profiles for four different cocoaliquors are shown, each produced undersimilar conditions and made from cocoafrom the same source.
Clearly, the typical flavor aspects comeforward:
• Arriba, known for its unique bouquet,with flowery, honey, and nutty topnotes
• Venezuela, with its characteristiccheesy, nutty bitterness
• Sumatra, with its extreme acidity andastringency
• Ghana, known for its full chocolateflavor
ColorThe roasting process of good fermentedbeans renders a characteristic brown colorto the cocoa liquor. Differing roasting con-ditions may lead to color differentiationin the liquor. A low-roasted liquor willhave a slightly lighter color compared to ahigh-roasted liquor. In chocolate, how-ever, these color differences will not bevery distinctive. The color of Criollobeans is somewhat lighter than theForasteros’ color, but this differencemostly disappears after roasting.
Some bean types, the so-called lightbreaking beans such as from Java andfrom Madagascar, are substantially lighterin color compared to others. Both of thesebean types are classified as fine flavorbeans, and they not only enable the
Archer Daniels Midland Company 91
The De Zaan® Cocoa Manual
Figure 7: Principal Component Analysis of Various Cocoas
Bitterness
*Venezuela
Acidity
*SumatraAstringency
*Ghana
Cocoa Flavor
Full/Rich
Bouquet
*Arriba
Horizontal axis: Component 1Vertical axis: Component 2
-1,1
-0,6
-0,1
0,4
0,9
1,4
1,9
2,4 1,4 -0,4 0,6 1,6 2,6
Horizon axis: Component 1Vertical axis: Component 2

manufacturer to produce a chocolatewith typical value-added top flavorand color notes, but they may also calltheir chocolate fine-grade chocolate(Edelschokolade) in the European Union.Thus, both the applied technology andthe chocolate formula make it possible toinfluence the color of the end-product.
Fat contentUsually, cocoa butter is the most expensiveingredient in the chocolate recipe. Cocoaliquor contributes a significant amount ofcocoa butter to the chocolate formula, sousing cocoa liquor favorably affects thetotal raw material cost of the chocolate.
Depending on the bean origin and itsquality, the fat content of the nib usuallyvaries between 50 and 57%. Small beanscontain proportionately less fat and moreshell compared to large beans, and maincrop beans have a higher fat content thanmid-crop beans. Seasonal effects, such asthe amount of rainfall, may cause the fatcontent to fluctuate.
Cocoa liquor made from good qualitymain crop bulk beans from West Africancountries such as Ghana, Ivory Coast,and Nigeria have a cocoa butter contenthigher than 54% of the dry matter.Criollos such as Ecuadorian and Vene-zuelan beans usually have a somewhatlower fat content. The resulting liquorshould normally have a butter content of50%. The same goes for Asian types suchas Java beans.
It should be noted that adverse climaticand growing conditions have a directnegative influence on the butter contentof the bean. If the fat content of the liquorfluctuates too much, problems may ariseduring chocolate production.
Significant fluctuations in fat contentwill lead to differences in the consistencyof the chocolate mass, requiring continu-ous adjustment of the roller refiners. Thiswill cause problems with respect to the
particle size distribution after refining, asthe result of which the desired viscosityof the chocolate is not reached. It is there-fore necessary to keep the fat content ofthe cocoa liquor as constant as possible.
FinenessCocoa liquor as an ingredient is groundagain during the production of chocolate,usually on a five-roller refiner. Therefore,the impression could mistakenly arisethat the fineness of cocoa liquor is of sec-ondary importance.
For two reasons, the fineness of thecocoa liquor itself is of paramount impor-tance in the production of chocolate:
• the availability of free fat• the maintenance cost of roller refiners
Free fatIn the nib, the cocoa butter is encapsulatedin the plant cells. During the grinding ofthe nib into cocoa liquor, the fat isreleased, and the physical form of theproduct, above 35° C (95° F), is changedinto a paste. In case the plant cells remainintact, the fat will not be released andthus will not be available to participate inthe continuous phase in the cocoa liquorand, later on, in the chocolate.
It would be optimal if all of the cocoabutter in the liquor were already presentas free fat in the kneader. The fat can,of course, still be released during therefining stage of the process, but this maylead to extra slip of the upper rollers, thento undesirable extra fine particles in thechocolate. In Figure 8, the influence of thefineness on the viscosity of a West Africancocoa liquor is demonstrated.
There is, however, an optimum finenessand particle size distribution of the cocoaliquor. If too many very fine particles arepresent, increasing the specific surface ofthe fat free matter exponentially, the vis-cosity of the liquor would increase aswell, thereby creating the opposite result.
Archer Daniels Midland Company92
The De Zaan® Cocoa Manual

Maintenance costThe fat-free dry matter of cocoa liquorconsists mostly of fibrous material. Fibermaterial is difficult to disintegrate. Thegrinding of cocoa liquor demands notonly a vast amount of energy, it alsocauses significant wear on equipment.In particular, the five-roller refiner is sub-jected to this wear. Repair or maintenanceof such refiners is costly. In cases wherethe cocoa liquor being processed is toocoarse, further disintegration of the parti-cles will take place on the roller refiningequipment, leading to excessive wear. Thedifference between an adequate and aninsufficient fineness of cocoa liquor can
lead to a difference in terms of downtimeof the refiner of a factor 4 to 5.
Furthermore, in chocolate recipes withvery high liquor contents, part of theliquor has to be added in the conchingstage, as the total fat content would be toohigh to pass through the refiners withoutcausing problems. However, this can onlybe done if the cocoa liquor is sufficientlyfine. If the cocoa liquor contains too manycoarse particles, these particles willappear in the chocolate as separatespecks.
Archer Daniels Midland Company 93
The De Zaan® Cocoa Manual
90.0%0
1,000
2,000
3,000
4,000
5,000
6,000
7,000
8,000
Viscosityin mPa.S
Fineness in % through 75µ
97.95 99.73% 99.80% 99.95% 99.97% 99.99%
Figure 8: Influence of the Fineness on the Viscosityof a West African Cocoa Liquor

RheologyObviously, both the fat content and thefineness of the cocoa liquor have a directinfluence on the viscosity of the product.Other factors, however, are also of impor-tance, such as the moisture content, thetime and intensity of processing, and theshear forces to which the liquor is sub-jected during production. From this, onecan safely conclude that the lower theviscosity of the cocoa liquor, the better therheological properties in the chocolate,with minimal fat content.
MicrobiologyCertainly, all ingredients to be used infood products should be of excellentmicrobiological quality, regardless ofwhether these ingredients will be sub-jected to an adequate reduction of micro-organisms during further processing intoa finished product. Similarly, it is nolonger sufficient for a supplier to specifyonly a maximum plate count for a partic-ular food ingredient.
The water activity of cocoa liquor andchocolate is usually too low to permitdevelopment of microorganisms. On theother hand, pathogenic organisms such asSalmonellae can survive in the fat mediumof both these products.
Furthermore, cocoa liquor, and thechocolate made from that liquor, can beused in combination with other productsin which microbial growth conditions arefavorable. Therefore, ADM Cocoa speci-fies that all of our cocoa liquors comply tostrict microbiological values. For flavorbeans that are usually subjected to mildroasting conditions, a maximum platecount of 25,000/g is specified, whereas forstandard liquors a maximum of 5,000/g isgiven. In both cases, the median value isnormally a factor 10-20 lower, and thepresence of certain pathogens, includingSalmonellae, is monitored.
Lipase activity and cocoa liquorEnzyme activity forms an integral part oflive seeds, and the cocoa bean is noexception to this. In particular, the fat-splitting lipase enzyme is undesirable inmost food products. Splitting orhydrolization of fats (triglycerides) pro-duces free fatty acids and di- and mono-glycerides. Short chain fatty acids in partic-ular produce strong off-flavors at very lowconcentrations. For instance, when lipase isintroduced to lauric fats such as coconutoil and sufficient water is available, saponi-fication may occur. The resulting soapy fla-vor is caused by the lauric acids formed. Ina similar way, if lipase catalyzes thehydrolysis of butter fat, strong rancidnotes will become apparent.
This normally will not occur in cocoaliquor and chocolate, but in products suchas ice cream coatings and filled chocolates(bonbons), conditions may be appropriatefor enzymatic activity. Thus, when lauricfats are present in chocolate product for-mulations, lipase-free ingredients shouldbe used.
2. The applicationof cocoa liquor
ChocolateThe overall taste perception of chocolateis, to a large extent, the result of a balancebetween the sweetness of sugar and thebitterness of the cocoa liquor. Relativelysmall variations may have a significantinfluence on that balance. The degree ofroasting as well as the origin of the cocoacan change the perception of the bitter-ness of the cocoa liquor substantially. Achocolate product that is perceived as toobitter can be corrected by using cocoaliquor with a milder flavor. Such a correc-tion, however, can often also be achievedby merely increasing the sweetness of theproduct. Similarly, a chocolate productthat is found to be too sweet can be har-moniously balanced without having to
Archer Daniels Midland Company94
The De Zaan® Cocoa Manual

reduce the sugar content by adding asomewhat stronger-flavored cocoa liquor.
Supporting flavor ingredients such asvanillin are often instrumental inrounding off the total flavor impression.Quite a large number of spices and herbshave been described in literature asenhancing the overall chocolate flavor.
The fineness of chocolate is an impor-tant factor in both the color and the flavorof the product.
The finer the chocolate, the lighter itscolor will be. The flavor experience ofsuch a product will also be more roundedand more harmonious. This is particularlytrue for chocolate with a median particlesize (<18µ). In coarser material (>25µ), theharsher flavor components, like bitter-ness, will come forward in a more pro-nounced manner.
As a rule, chocolate with a high liquorcontent is very finely ground. When thehigh amount of cocoa liquor causes the fatcontent of the chocolate mass to becometoo high, this mass can no longer be fedover the roller refiners. In such a case,part of the cocoa liquor must be directlyadded to the conching equipment. Thiscan only be done if the liquor has a suffi-cient fineness.
Other applicationsApart from chocolate, cocoa liquor is alsoused in other applications, though only inmodest amounts. In ice cream, ice creamcoatings, bakery products, chocolatedrinks, and desserts, the use of cocoaliquor is sometimes preferred over that ofcocoa powder. Usually, it is then a matterof weighing the chocolate flavor againstthe flavor of cocoa powder.
Adding a proportionate amount ofcocoa butter to cocoa powder will notprovide a comparable flavor to the flavorproduced from cocoa liquor. The condi-tions to which the liquor is subjectedduring the press operation lead to a
certain loss of the typical chocolate flavornotes in the resulting cocoa powder.
If cocoa powder is not able to give anadequate chocolate flavor in a particularend-product, then either chocolate orcocoa liquor can replace it. Notably, inEurope, labeling a product “made withreal chocolate” is a strong consumer mar-keting tool. In that case, chocolate mustindeed be the ingredient used. In otherparts of the world, the use of the word“chocolate” seems to be of lesser impor-tance, and consequently, the alternativeingredient could instead be the thin filmpre-treated cocoa liquor, which resemblesthe flavor of a liquor that has been sub-jected to a conching treatment.
3. Packaging, storage,and transportation
Cocoa liquor as a rule is used in liquidform. Large users accept the product intank trucks in liquid form as soon as thisis logistically feasible. Transportation musttake place in clean, odor-free, dry tanksthat are exclusively used for food-gradeproducts and that have proper insulation.Loading temperature of the cocoa liquorshould be between 55°-65° C (131°-149° F).During transport, depending on the dis-tance, the temperature of the liquor maydrop somewhat, but at the point of dis-charge, the temperature should not bebelow 45° C (113° F).
Cocoa liquor is a dispersion of very fineparticles in cocoa butter. When it is storedin tanks, these particles will settle to thebottom of the tank (the lower the vis-cosity, the quicker this will happen).
In order to avoid settling on the bottompart of the tank and prevent the liquorfrom dehomogenizing, it is necessary tostir the liquor regularly.
Usually, an intermittent scraping/stir-ring device is installed to keep the liquormoving during the entire storage time andprotect it from overheating and settling.
Archer Daniels Midland Company 95
The De Zaan® Cocoa Manual
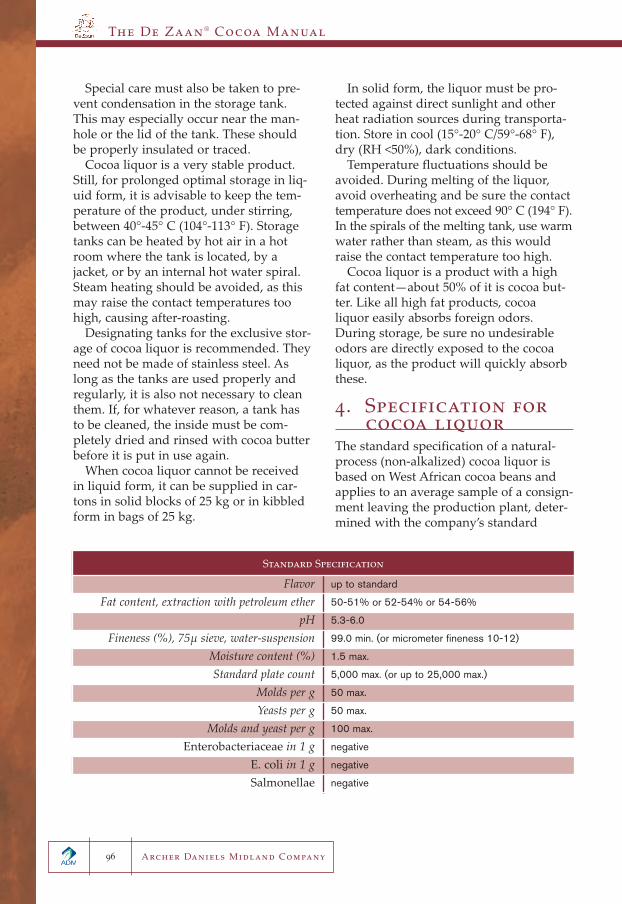
Special care must also be taken to pre-vent condensation in the storage tank.This may especially occur near the man-hole or the lid of the tank. These shouldbe properly insulated or traced.
Cocoa liquor is a very stable product.Still, for prolonged optimal storage in liq-uid form, it is advisable to keep the tem-perature of the product, under stirring,between 40°-45° C (104°-113° F). Storagetanks can be heated by hot air in a hotroom where the tank is located, by ajacket, or by an internal hot water spiral.Steam heating should be avoided, as thismay raise the contact temperatures toohigh, causing after-roasting.
Designating tanks for the exclusive stor-age of cocoa liquor is recommended. Theyneed not be made of stainless steel. Aslong as the tanks are used properly andregularly, it is also not necessary to cleanthem. If, for whatever reason, a tank hasto be cleaned, the inside must be com-pletely dried and rinsed with cocoa butterbefore it is put in use again.
When cocoa liquor cannot be receivedin liquid form, it can be supplied in car-tons in solid blocks of 25 kg or in kibbledform in bags of 25 kg.
In solid form, the liquor must be pro-tected against direct sunlight and otherheat radiation sources during transporta-tion. Store in cool (15°-20° C/59°-68° F),dry (RH <50%), dark conditions.
Temperature fluctuations should beavoided. During melting of the liquor,avoid overheating and be sure the contacttemperature does not exceed 90° C (194° F).In the spirals of the melting tank, use warmwater rather than steam, as this wouldraise the contact temperature too high.
Cocoa liquor is a product with a highfat content—about 50% of it is cocoa but-ter. Like all high fat products, cocoaliquor easily absorbs foreign odors.During storage, be sure no undesirableodors are directly exposed to the cocoaliquor, as the product will quickly absorbthese.
4. Specification forcocoa liquor
The standard specification of a natural-process (non-alkalized) cocoa liquor isbased on West African cocoa beans andapplies to an average sample of a consign-ment leaving the production plant, deter-mined with the company’s standard
Archer Daniels Midland Company96
The De Zaan® Cocoa Manual
Standard Specification
Flavor up to standard
Fat content, extraction with petroleum ether 50-51% or 52-54% or 54-56%
pH 5.3-6.0
Fineness (%), 75µ sieve, water-suspension 99.0 min. (or micrometer fineness 10-12)
Moisture content (%) 1.5 max.
Standard plate count 5,000 max. (or up to 25,000 max.)
Molds per g 50 max.
Yeasts per g 50 max.
Molds and yeast per g 100 max.
Enterobacteriaceae in 1 g negative
E. coli in 1 g negative
Salmonellae negative

methods of analysis (shown in Module 3).
Archer Daniels Midland Company 97
The De Zaan® Cocoa Manual

1. Functionalityand attributes ofcocoa butter
IntroductionIf it had not been for John Fry, it is debat-able whether chocolate as we know ittoday would ever have come into exis-tence. In 1847, he discovered one of theconfectionery industry’s greatest inven-tions by adding cocoa butter to a mixtureof cocoa liquor and sugar.
Chocolate was born, and it was here tostay. Like many inventions, his discoveryseems like a relatively simple mattertoday.
Cocoa butter was the key to John Fry’schocolate invention. Probably no otheredible fat available at the time wouldhave produced a consumer product that,right from the beginning, proved to pos-sess such commercial staying power glob-ally. Particularly, the functional propertiesof cocoa butter in the initial recipe madeit possible to formulate the chocolate intoa product with the specific characteristicsthat it still has today.
This module deals with the functionali-ties and attributes of cocoa butter in itsalmost sole application: the manufactureof chocolate.
Standard of identityCocoa butter is one of the most expensivecommodity-based vegetable fats available.Therefore, it is not surprising that overthe years legislators have been very par-ticular in defining its standard of identity.
Current legal definitions around theworld are very similar. The CodexStandard (Codex Stan 86-81, Rev. 1-2001)and the European Directive 2000/36/EC,for instance, define the standard of cocoa
butter in almost identical wording. In theUSA, cocoa butter is not separatelydefined, but it is described in CFR 163.112as the cocoa fat removed from groundcocoa nibs.
It seems logical that cocoa butter ismade from cocoa beans, but some legisla-tors have gone one step further by stipu-lating that cocoa butter can only be madefrom cocoa beans, cocoa nibs, cocoaliquor, cocoa cake, or cocoa dust. In otherwords: from nothing else.
Relevant factors for cocoa butter and itsproduction are:
• use of sound cocoa beans to obtaincocoa butter with max. 1.75% of freefatty acids (FFA)
• reduction of shell content in the cocoanibs (max. 1.75% on alkali-free nibs),resulting in max. 0.35% unsaponifi-ables in press cocoa butter but in max.0.5% unsaponifiables in expeller andrefined cocoa butter (larger portion ofshell)
• processing like filtering and/or cen-trifuging, degumming and/or deodor-izing, neutralization, and bleaching
Based on these factors, some legislationand several trade contracts on cocoa but-ter, e.g. of the Federation of CocoaCommerce (FCC), recognize four definedtypes or quality grades of cocoa butter:
• Press Cocoa Butter, obtained by meansof mechanical pressing of cleaned andground cocoa nibs and subsequentlyonly filtered/centrifuged anddegummed and/or deodorized
• Expeller Cocoa Butter, obtained by theexpeller process, often with wholebeans or nibs with high shell contentand only subjected to further pro-cessing similar to Press Cocoa Butter
Archer Daniels Midland Company 99
The De Zaan® Cocoa Manual
Cocoa Butter 8
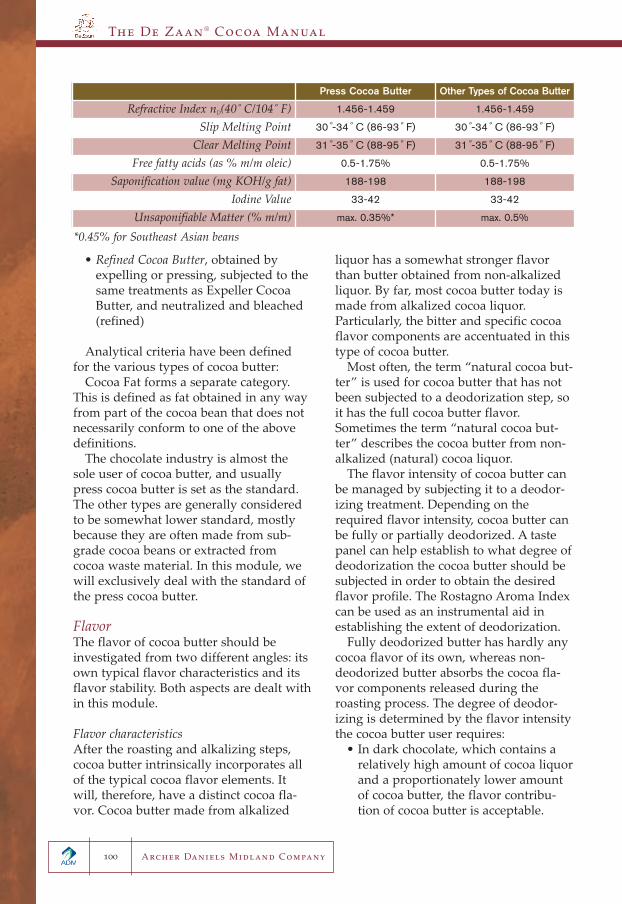
• Refined Cocoa Butter, obtained byexpelling or pressing, subjected to thesame treatments as Expeller CocoaButter, and neutralized and bleached(refined)
Analytical criteria have been definedfor the various types of cocoa butter:
Cocoa Fat forms a separate category.This is defined as fat obtained in any wayfrom part of the cocoa bean that does notnecessarily conform to one of the abovedefinitions.
The chocolate industry is almost thesole user of cocoa butter, and usuallypress cocoa butter is set as the standard.The other types are generally consideredto be somewhat lower standard, mostlybecause they are often made from sub-grade cocoa beans or extracted fromcocoa waste material. In this module, wewill exclusively deal with the standard ofthe press cocoa butter.
FlavorThe flavor of cocoa butter should beinvestigated from two different angles: itsown typical flavor characteristics and itsflavor stability. Both aspects are dealt within this module.
Flavor characteristicsAfter the roasting and alkalizing steps,cocoa butter intrinsically incorporates allof the typical cocoa flavor elements. Itwill, therefore, have a distinct cocoa fla-vor. Cocoa butter made from alkalized
liquor has a somewhat stronger flavorthan butter obtained from non-alkalizedliquor. By far, most cocoa butter today ismade from alkalized cocoa liquor.Particularly, the bitter and specific cocoaflavor components are accentuated in thistype of cocoa butter.
Most often, the term “natural cocoa but-ter” is used for cocoa butter that has notbeen subjected to a deodorization step, soit has the full cocoa butter flavor.Sometimes the term “natural cocoa but-ter” describes the cocoa butter from non-alkalized (natural) cocoa liquor.
The flavor intensity of cocoa butter canbe managed by subjecting it to a deodor-izing treatment. Depending on therequired flavor intensity, cocoa butter canbe fully or partially deodorized. A tastepanel can help establish to what degree ofdeodorization the cocoa butter should besubjected in order to obtain the desiredflavor profile. The Rostagno Aroma Indexcan be used as an instrumental aid inestablishing the extent of deodorization.
Fully deodorized butter has hardly anycocoa flavor of its own, whereas non-deodorized butter absorbs the cocoa fla-vor components released during theroasting process. The degree of deodor-izing is determined by the flavor intensitythe cocoa butter user requires:
• In dark chocolate, which contains arelatively high amount of cocoa liquorand a proportionately lower amountof cocoa butter, the flavor contribu-tion of cocoa butter is acceptable.
Archer Daniels Midland Company100
The De Zaan® Cocoa Manual
Press Cocoa Butter Other Types of Cocoa Butter
Refractive Index nD(40˚ C/104˚ F) 1.456-1.459 1.456-1.459
Slip Melting Point 30˚-34˚ C (86-93˚ F) 30˚-34˚ C (86-93˚ F)Clear Melting Point 31˚-35˚ C (88-95˚ F) 31˚-35˚ C (88-95˚ F)
Free fatty acids (as % m/m oleic) 0.5-1.75% 0.5-1.75%
Saponification value (mg KOH/g fat) 188-198 188-198
Iodine Value 33-42 33-42
Unsaponifiable Matter (% m/m) max. 0.35%* max. 0.5%
*0.45% for Southeast Asian beans
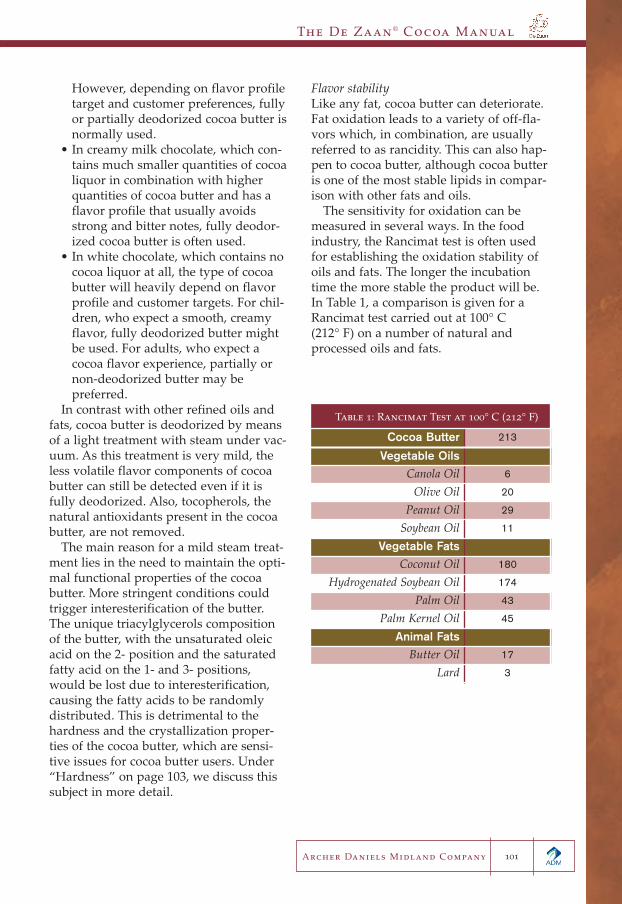
However, depending on flavor profiletarget and customer preferences, fullyor partially deodorized cocoa butter isnormally used.
• In creamy milk chocolate, which con-tains much smaller quantities of cocoaliquor in combination with higherquantities of cocoa butter and has aflavor profile that usually avoidsstrong and bitter notes, fully deodor-ized cocoa butter is often used.
• In white chocolate, which contains nococoa liquor at all, the type of cocoabutter will heavily depend on flavorprofile and customer targets. For chil-dren, who expect a smooth, creamyflavor, fully deodorized butter mightbe used. For adults, who expect acocoa flavor experience, partially ornon-deodorized butter may bepreferred.
In contrast with other refined oils andfats, cocoa butter is deodorized by meansof a light treatment with steam under vac-uum. As this treatment is very mild, theless volatile flavor components of cocoabutter can still be detected even if it isfully deodorized. Also, tocopherols, thenatural antioxidants present in the cocoabutter, are not removed.
The main reason for a mild steam treat-ment lies in the need to maintain the opti-mal functional properties of the cocoabutter. More stringent conditions couldtrigger interesterification of the butter.The unique triacylglycerols compositionof the butter, with the unsaturated oleicacid on the 2- position and the saturatedfatty acid on the 1- and 3- positions,would be lost due to interesterification,causing the fatty acids to be randomlydistributed. This is detrimental to thehardness and the crystallization proper-ties of the cocoa butter, which are sensi-tive issues for cocoa butter users. Under“Hardness” on page 103, we discuss thissubject in more detail.
Flavor stabilityLike any fat, cocoa butter can deteriorate.Fat oxidation leads to a variety of off-fla-vors which, in combination, are usuallyreferred to as rancidity. This can also hap-pen to cocoa butter, although cocoa butteris one of the most stable lipids in compar-ison with other fats and oils.
The sensitivity for oxidation can bemeasured in several ways. In the foodindustry, the Rancimat test is often usedfor establishing the oxidation stability ofoils and fats. The longer the incubationtime the more stable the product will be.In Table 1, a comparison is given for aRancimat test carried out at 100° C(212° F) on a number of natural andprocessed oils and fats.
Archer Daniels Midland Company 101
The De Zaan® Cocoa Manual
Table 1: Rancimat Test at 100° C (212° F)
Cocoa Butter 213
Vegetable Oils
Canola Oil 6
Olive Oil 20
Peanut Oil 29
Soybean Oil 11
Vegetable Fats
Coconut Oil 180
Hydrogenated Soybean Oil 174
Palm Oil 43
Palm Kernel Oil 45
Animal Fats
Butter Oil 17
Lard 3

The reason for the high stability istwofold:
• By nature, the composition and struc-ture of cocoa butter give it out-standing protection. Just over one-third of all fatty acids present in thetriacylglycerols are unsaturated. Byfar, the largest part is oleic acid. Onlyabout 10% of the unsaturated fattyacids is polyunsaturated linoleic acid,whereas the very unstable linolenicacid is virtually absent. In addition,almost all unsaturated fatty acids arelocated on the 2- position of thetriglycerides, which allows for struc-tural protection.
• Cocoa is a rich source of antioxidants.The well-known tocopherols arefound in cocoa butter. A typical analy-sis shows that cocoa butter containsabout 200 mg/kg tocopherols, withthe larger part (170 mg/kg) consistingof gamma tocopherol and the remain-der being alpha and delta tocopherol(15 mg/kg each). Too-stringentdeodorization reduces the tocopherollevel, resulting in reduced stability.
In addition, cocoa is rich in flavonoids.These substances have attracted attentionlately because of their radical bindingproperties and their effectiveness inretarding the oxidation process. Flavo-noids, however, because of their polarcharacter, will remain mainly in the solidphase (cocoa powder), and their positiveinfluence is hardly conveyed to the cocoabutter.
In order to establish oxidative deterio-ration, the peroxide value determinationis sometimes used. (See Module 3:Methods of Analysis.) This test, however,often lacks accuracy, as many oxidativeproducts such as n-hexanal show a muchlower detection level than those that canbe determined. An experienced tastepanel proves to be a very reliable meansto detect taste and flavor deviations and
is often much more sensitive to thesedeviations than existing instrumentaltechniques.
Color and opacityCocoa butter has an ivory color in solidform and is yellowish in liquid form. Inliquid form, its color should be clear andmay not contain any solid particles. Inmost cases the color of cocoa butter is notrelevant with regard to the color of thechocolate made from it. The brown colorof the fat-free dry cocoa constituentsdetermines the color of the chocolate, andin this respect the color influence from thebutter is negligible. There is, however,one exception: white chocolate. Althoughhere the color of the milk components isdominant, the color of cocoa butter doeshave its impact as well.
Color is usually measured by means ofa Lovibond tintometer. (See Module 3:Methods of Analysis.) For cocoa butter,normally the red color is measured, afterhaving standardized the yellow color on40 in a 1-inch cell. The red color variesbetween 1 and 2. For white chocolate, it isdesirable to limit the red color to a maxi-mum of 1.6, as otherwise the chocolatetends to become too dark yellow.
When white chocolate is exposed to UVlight, the yellow color will disappear. Thisbleaching effect occurs due to photo-oxi-dation of the photo-sensibilizers. Theseare present in cocoa butter (chlorophyllderivatives) as well as in the milk con-stituents (riboflavines). As the color grad-ually disappears and the bleaching effectbecomes noticeable, the oxidation can alsobe sensorically detected (rancidity). It istherefore important to protect cocoa but-ter and white chocolate from direct UVsources such as sunlight.
Clearness of the cocoa butter is of nosignificance for chocolate. However, it isan indication as to whether proper pro-cessing conditions have been applied. It is
Archer Daniels Midland Company102
The De Zaan® Cocoa Manual
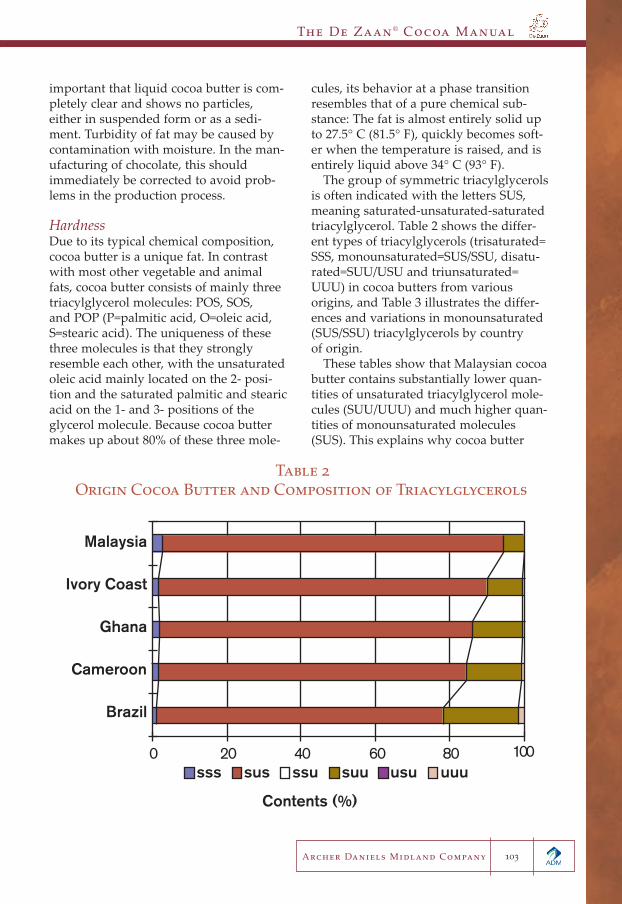
important that liquid cocoa butter is com-pletely clear and shows no particles,either in suspended form or as a sedi-ment. Turbidity of fat may be caused bycontamination with moisture. In the man-ufacturing of chocolate, this shouldimmediately be corrected to avoid prob-lems in the production process.
HardnessDue to its typical chemical composition,cocoa butter is a unique fat. In contrastwith most other vegetable and animalfats, cocoa butter consists of mainly threetriacylglycerol molecules: POS, SOS,and POP (P=palmitic acid, O=oleic acid,S=stearic acid). The uniqueness of thesethree molecules is that they stronglyresemble each other, with the unsaturatedoleic acid mainly located on the 2- posi-tion and the saturated palmitic and stearicacid on the 1- and 3- positions of theglycerol molecule. Because cocoa buttermakes up about 80% of these three mole-
cules, its behavior at a phase transitionresembles that of a pure chemical sub-stance: The fat is almost entirely solid upto 27.5° C (81.5° F), quickly becomes soft-er when the temperature is raised, and isentirely liquid above 34° C (93° F).
The group of symmetric triacylglycerolsis often indicated with the letters SUS,meaning saturated-unsaturated-saturatedtriacylglycerol. Table 2 shows the differ-ent types of triacylglycerols (trisaturated=SSS, monounsaturated=SUS/SSU, disatu-rated=SUU/USU and triunsaturated=UUU) in cocoa butters from variousorigins, and Table 3 illustrates the differ-ences and variations in monounsaturated(SUS/SSU) triacylglycerols by countryof origin.
These tables show that Malaysian cocoabutter contains substantially lower quan-tities of unsaturated triacylglycerol mole-cules (SUU/UUU) and much higher quan-tities of monounsaturated molecules(SUS). This explains why cocoa butter
Archer Daniels Midland Company 103
The De Zaan® Cocoa Manual
Table 2Origin Cocoa Butter and Composition of Triacylglycerols
Malaysia
Ivory Coast
Ghana
Cameroon
Brazil
0 20 40
Contents (%)
sss sus ssu suu usu uuu60 80 100

Archer Daniels Midland Company104
The De Zaan® Cocoa Manual
AverageLowHigh
Malaysia
Cameroon
Ivory Coast
Ghana
Brazil
Table 3Origin Cocoa Butter and Monounsaturated Triacylglycerols
SUS (%)60 70 80 90 100
AverageLowHigh
Malaysia
Cameroon
Ivory Coast
Ghana
Brazil
Table 4Origin Cocoa Butter and Iodine Value
30 35 40 45Iodine Value
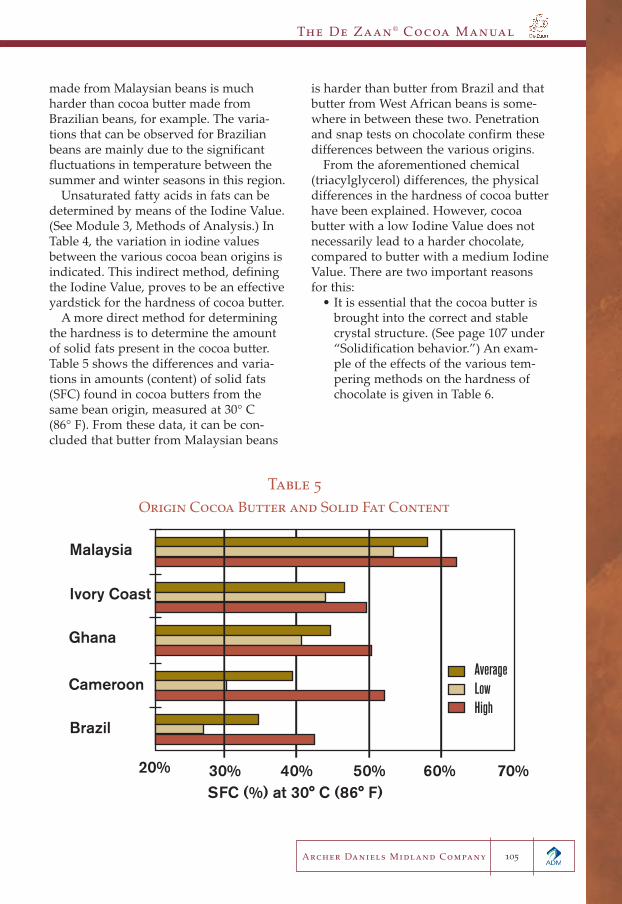
made from Malaysian beans is muchharder than cocoa butter made fromBrazilian beans, for example. The varia-tions that can be observed for Brazilianbeans are mainly due to the significantfluctuations in temperature between thesummer and winter seasons in this region.
Unsaturated fatty acids in fats can bedetermined by means of the Iodine Value.(See Module 3, Methods of Analysis.) InTable 4, the variation in iodine valuesbetween the various cocoa bean origins isindicated. This indirect method, definingthe Iodine Value, proves to be an effectiveyardstick for the hardness of cocoa butter.
A more direct method for determiningthe hardness is to determine the amountof solid fats present in the cocoa butter.Table 5 shows the differences and varia-tions in amounts (content) of solid fats(SFC) found in cocoa butters from thesame bean origin, measured at 30° C(86° F). From these data, it can be con-cluded that butter from Malaysian beans
is harder than butter from Brazil and thatbutter from West African beans is some-where in between these two. Penetrationand snap tests on chocolate confirm thesedifferences between the various origins.
From the aforementioned chemical(triacylglycerol) differences, the physicaldifferences in the hardness of cocoa butterhave been explained. However, cocoabutter with a low Iodine Value does notnecessarily lead to a harder chocolate,compared to butter with a medium IodineValue. There are two important reasonsfor this:
• It is essential that the cocoa butter isbrought into the correct and stablecrystal structure. (See page 107 under“Solidification behavior.”) An exam-ple of the effects of the various tem-pering methods on the hardness ofchocolate is given in Table 6.
Archer Daniels Midland Company 105
The De Zaan® Cocoa Manual
AverageLowHigh
Malaysia
Cameroon
Ivory Coast
Ghana
Brazil
Table 5Origin Cocoa Butter and Solid Fat Content
20% 40% 50%30% 60% 70%SFC (%) at 30° C (86° F)

• In chocolate recipes, fats other thancocoa butter, like dairy fat and possi-bly oils from added hazelnuts oralmonds, are often introduced. Thesecan have a major influence on theultimate hardness of the chocolate.Through eutectics, differences in vari-ous cocoa butters can manifest them-selves quite differently than what amathematical calculation would leadone to expect.
Tempering—measured by meansof a tempermeterThe tempering process is one of the mostimportant steps in the manufacturing ofchocolate. The degree of tempering, indi-cating the quantity of stable crystals thathave been formed, can be measured bymeans of a tempermeter. With thismethod, a certain amount of liquid choco-late is cooled under specific conditions,and the temperature of the chocolate isregistered with a temperature sensor.Initially, the temperature will drop lin-
early. When the temperature is lowenough, the chocolate starts to solidify.Due to the crystallization heat, the tem-perature of the chocolate will change.
Optimal temperingWhen chocolate is tempered properly, itstemperature will remain more or less con-stant for some time during cooling. Thereleased crystallization heat is then bal-anced by an equal amount of coolingenergy. Only when the liquid cocoa butteris transformed into solid crystals will thetemperature of the chocolate drop further.
Under temperingIf the chocolate is insufficiently temperedor not tempered at all, thus making fewerstable seeding crystals available, morecrystallization heat will develop duringcooling, as more liquid fat has to be trans-formed into the solid form. A distinctincrease in temperature can be observed atthe beginning of the crystallization. It willdecline again after reaching a maximum.
Archer Daniels Midland Company106
The De Zaan® Cocoa Manual
Table 6Hardness of Milk Chocolate
Effect of Cocoa Butter and Tempering
Hardness at 18° C (64° F) (MN/M2)
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
Ivory Coast Malaysia Soft Brazil0.0
Origin of Cocoa Butter
Tempering 26.5° C
Tempering 27.4° C(79.7° F)
(81.3° F)

This phenomenon is called under-tem-pered chocolate, and it often leads todemoulding and fat bloom problemsbecause insufficient stable crystals werepresent during the cooling of the end-product.
Over temperingChocolate can also contain too many sta-ble seeding crystals. This will be percepti-ble in the rheology of the chocolate.Because a significant part of the liquid fathas been withdrawn from the continuousphase of the chocolate and is now trans-formed to the solid form, less liquid fat isavailable for pumping the product. Thistype of chocolate will release little crystal-lization heat during cooling, rendering arather flat cooling curve. As a substantialpart of the phase transition (from liquid tosolid) has taken place before the chocolatereaches the mould, less contraction willoccur in the mould, leading to demouldingproblems at the end of the process.
Crystallization is a process wherebytime and temperature are important fac-tors. They are determinants with regardto the speed of crystallization. The higherthe re-crystallization speed, the smallerthe crystals will become, and more crys-tals will be formed. The number of crys-tals is, in turn, important for the speedwith which the chocolate will solidify,whereas the size of the crystals influencesthe final gloss and hardness of the end-
product. Small crystals are preferred.Solidification behaviorFor the application of cocoa butter inchocolate, the solidification behavior ofcocoa butter is its most important func-tional property. The conversion from liq-uid into solid form is a critical step in thechocolate production process that notonly determines the quality and the shelflife of the end-product but also requirescapital investments in tempering andcooling equipment.
A number of factors have to be takeninto account with regard to the solidifica-tion behavior of cocoa butter:
• the polymorphic crystallizationproperties
• influence of the cocoa bean origin• influence of alkalization• influence of deodorization
Polymorphic crystallization propertiesA fat can solidify in various crystal formsthat will then show different meltingpoints. This is referred to as polymor-phism. The density in which the fat crys-tals are packed and the ultimate crystal-lization form vary by crystal type. In theirleast-stable form, the triacylglycerols canfreely rotate around their axis, resultingin poor packing of the crystals. Very littleheat is required to bring them back totheir liquid form.
Archer Daniels Midland Company 107
The De Zaan® Cocoa Manual
Table 7: Polymorphy of Crystals of Cocoa ButterForm X-Ray Pattern Heat of Fusion Melting Point Chain Packing
KJ/mol ¡C (¡F)
I Y unknown 17.3 (63.1) double
II a 85.5 23.3 (73.9) double
III b 113.0 25.5 (77.9) double
IV b 118.0 27.5 (81.5) double
V b 137.3 33.9 (93.0) triple
VI b 148.7 36.3 (97.3) triple
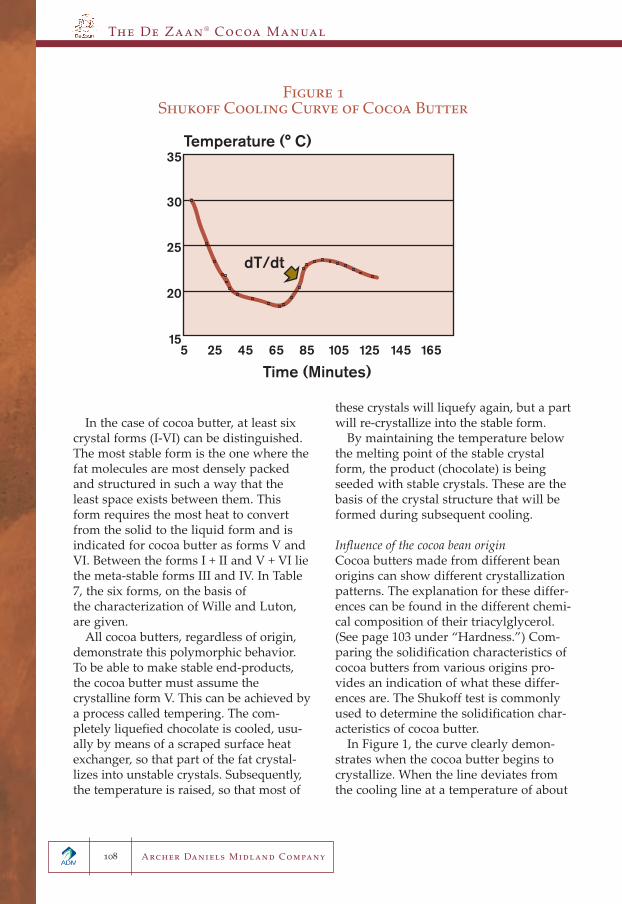
In the case of cocoa butter, at least sixcrystal forms (I-VI) can be distinguished.The most stable form is the one where thefat molecules are most densely packedand structured in such a way that theleast space exists between them. Thisform requires the most heat to convertfrom the solid to the liquid form and isindicated for cocoa butter as forms V andVI. Between the forms I + II and V + VI liethe meta-stable forms III and IV. In Table7, the six forms, on the basis ofthe characterization of Wille and Luton,are given.
All cocoa butters, regardless of origin,demonstrate this polymorphic behavior.To be able to make stable end-products,the cocoa butter must assume thecrystalline form V. This can be achieved bya process called tempering. The com-pletely liquefied chocolate is cooled, usu-ally by means of a scraped surface heatexchanger, so that part of the fat crystal-lizes into unstable crystals. Subsequently,the temperature is raised, so that most of
these crystals will liquefy again, but a partwill re-crystallize into the stable form.
By maintaining the temperature belowthe melting point of the stable crystalform, the product (chocolate) is beingseeded with stable crystals. These are thebasis of the crystal structure that will beformed during subsequent cooling.
Influence of the cocoa bean originCocoa butters made from different beanorigins can show different crystallizationpatterns. The explanation for these differ-ences can be found in the different chemi-cal composition of their triacylglycerol.(See page 103 under “Hardness.”) Com-paring the solidification characteristics ofcocoa butters from various origins pro-vides an indication of what these differ-ences are. The Shukoff test is commonlyused to determine the solidification char-acteristics of cocoa butter.
In Figure 1, the curve clearly demon-strates when the cocoa butter begins tocrystallize. When the line deviates fromthe cooling line at a temperature of about
Archer Daniels Midland Company108
The De Zaan® Cocoa Manual
Figure 1Shukoff Cooling Curve of Cocoa Butter
dT/dt
Temperature (° C)
Time (Minutes)
35
30
25
15
20
5 25 45 65 85 105 125 145 165

Archer Daniels Midland Company 109
The De Zaan® Cocoa Manual
AverageLowHigh
Malaysia
Cameroon
Ivory Coast
Ghana
Brazil
Table 9Origin Cocoa Butter and Viscosimetric Cooling Curve
20 60 8040 100 120Minutes at 25° C
AverageLowHigh
Malaysia
Cameroon
Ivory Coast
Ghana
Brazil
Table 8Origin Cocoa Butter and Shukoff Cooling Curve
0.10 0.20 0.250.15 0.30 0.35T/ t in ° C/Minute

20° C (68° F), the α-crystals start to form.When the line reaches its minimum, thea-crystals re-crystallize into the more sta-ble b1-modifications. At this stage a lot ofcrystallization heat is generated. Due tothe released crystallization heat, the tem-perature increases to a maximum,whereby re-crystallization occurs into themore stable crystal modifications. Theincrease in temperature between the mini-mum and the maximum temperature indegrees Celsius, divided by the time inminutes between both points ( T/ t),allows such a curve to be expressed in anumber. Table 8 on page 109 shows thatthese curves can differ substantially byorigin.
Brazilian butter appears to score betterthan Malaysian. However, it must betaken into account that the Shukoff curveonly records the formation of the a-formand the transition to the meta-stable b1-form, whereas in practice, the transitionto the stable b-crystals is of importance.
Other methods, like the viscosimetric
cooling curve, can give a good indicationof that transition. Cocoa butter is cooled to25° C (77° F), and subsequently theincrease in viscosity in the fat over time isfollowed at that temperature. Therequired time to reach a certain viscosityis a good indication for the crystallizationbehavior, which is shown in Table 9 onpage 109.
The thermorheographic (TRG) methoddeveloped by Baenitz is another way todetermine the crystallization behavior ofcocoa butter during the temperingprocess. In a temperature controlled Z-kneader, cocoa butter is cooled to 24° C(75.2° F). In Figure 2, a typical TRG curveis illustrated.
Two phases can be distinguished fromthe curve. In the initial phase, the materialis seeded with crystals, but as can be readfrom the force, the cocoa butter is still liq-uid. This point is indicated as t1. Theincrease in temperature reveals that crys-tallization heat is released. α-crystals can-not occur at these temperatures. Conse-
Archer Daniels Midland Company110
The De Zaan® Cocoa Manual
Figure 2:Thermorheographic Cooling Curve of Cocoa Butter
and Temperature During MeasurementTorsion (mN) Temperature (° C)
Crystallization Time (Minutes)
Temperature (° C)
Torsion (mN)
120
100
80
0
60
40
20
55
45
50
40
20
35
30
25
0 4020 60 80 100 120
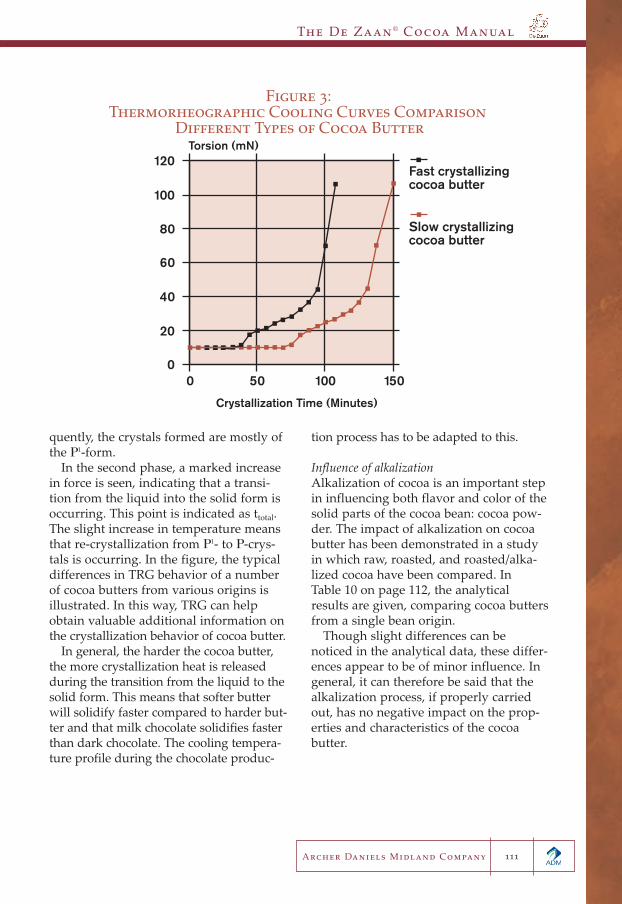
quently, the crystals formed are mostly ofthe b1-form.
In the second phase, a marked increasein force is seen, indicating that a transi-tion from the liquid into the solid form isoccurring. This point is indicated as ttotal.The slight increase in temperature meansthat re-crystallization from b1- to b-crys-tals is occurring. In the figure, the typicaldifferences in TRG behavior of a numberof cocoa butters from various origins isillustrated. In this way, TRG can helpobtain valuable additional information onthe crystallization behavior of cocoa butter.
In general, the harder the cocoa butter,the more crystallization heat is releasedduring the transition from the liquid to thesolid form. This means that softer butterwill solidify faster compared to harder but-ter and that milk chocolate solidifies fasterthan dark chocolate. The cooling tempera-ture profile during the chocolate produc-
tion process has to be adapted to this.
Influence of alkalizationAlkalization of cocoa is an important stepin influencing both flavor and color of thesolid parts of the cocoa bean: cocoa pow-der. The impact of alkalization on cocoabutter has been demonstrated in a studyin which raw, roasted, and roasted/alka-lized cocoa have been compared. InTable 10 on page 112, the analyticalresults are given, comparing cocoa buttersfrom a single bean origin.
Though slight differences can benoticed in the analytical data, these differ-ences appear to be of minor influence. Ingeneral, it can therefore be said that thealkalization process, if properly carriedout, has no negative impact on the prop-erties and characteristics of the cocoabutter.
Archer Daniels Midland Company 111
The De Zaan® Cocoa Manual
Figure 3:Thermorheographic Cooling Curves Comparison
Different Types of Cocoa ButterTorsion (mN)
Crystallization Time (Minutes)
Fast crystallizingcocoa butter
Slow crystallizing cocoa butter
120
100
80
0
60
40
20
0 50 100 150
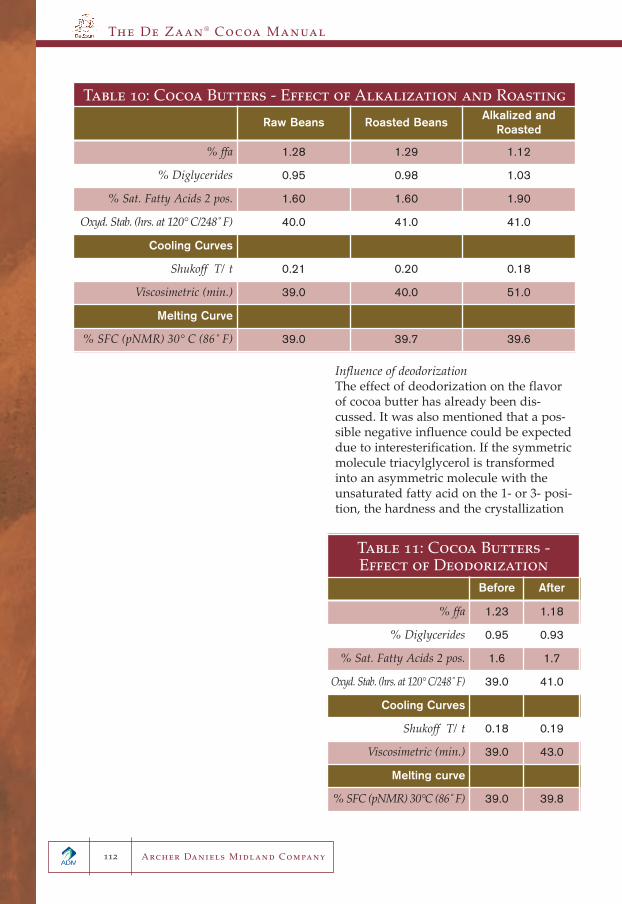
Influence of deodorizationThe effect of deodorization on the flavorof cocoa butter has already been dis-cussed. It was also mentioned that a pos-sible negative influence could be expecteddue to interesterification. If the symmetricmolecule triacylglycerol is transformedinto an asymmetric molecule with theunsaturated fatty acid on the 1- or 3- posi-tion, the hardness and the crystallization
Archer Daniels Midland Company112
The De Zaan® Cocoa Manual
Table 11: Cocoa Butters -Effect of Deodorization
Before After
% ffa 1.23 1.18
% Diglycerides 0.95 0.93
% Sat. Fatty Acids 2 pos. 1.6 1.7
Oxyd. Stab. (hrs. at 120° C/248˚ F) 39.0 41.0
Cooling Curves
Shukoff T/ t 0.18 0.19
Viscosimetric (min.) 39.0 43.0
Melting curve
% SFC (pNMR) 30°C (86˚ F) 39.0 39.8
Table 10: Cocoa Butters - Effect of Alkalization and Roasting
Raw Beans Roasted BeansAlkalized andRoasted
% ffa 1.28 1.29 1.12
% Diglycerides 0.95 0.98 1.03
% Sat. Fatty Acids 2 pos. 1.60 1.60 1.90
Oxyd. Stab. (hrs. at 120° C/248˚ F) 40.0 41.0 41.0
Cooling Curves
Shukoff T/ t 0.21 0.20 0.18
Viscosimetric (min.) 39.0 40.0 51.0
Melting Curve
% SFC (pNMR) 30° C (86˚ F) 39.0 39.7 39.6
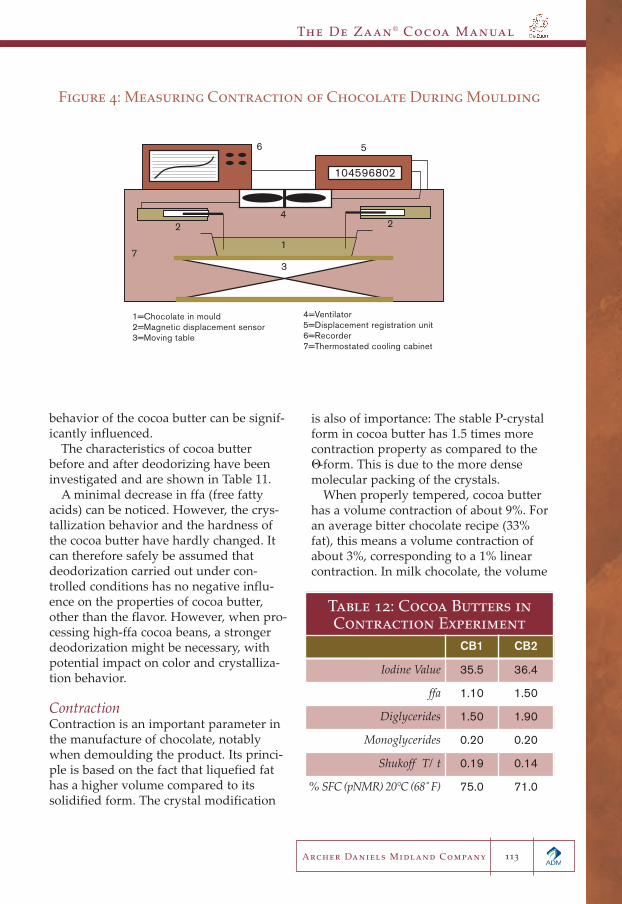
behavior of the cocoa butter can be signif-icantly influenced.
The characteristics of cocoa butterbefore and after deodorizing have beeninvestigated and are shown in Table 11.
A minimal decrease in ffa (free fattyacids) can be noticed. However, the crys-tallization behavior and the hardness ofthe cocoa butter have hardly changed. Itcan therefore safely be assumed thatdeodorization carried out under con-trolled conditions has no negative influ-ence on the properties of cocoa butter,other than the flavor. However, when pro-cessing high-ffa cocoa beans, a strongerdeodorization might be necessary, withpotential impact on color and crystalliza-tion behavior.
ContractionContraction is an important parameter inthe manufacture of chocolate, notablywhen demoulding the product. Its princi-ple is based on the fact that liquefied fathas a higher volume compared to itssolidified form. The crystal modification
is also of importance: The stable b-crystalform in cocoa butter has 1.5 times morecontraction property as compared to thea-form. This is due to the more densemolecular packing of the crystals.
When properly tempered, cocoa butterhas a volume contraction of about 9%. Foran average bitter chocolate recipe (33%fat), this means a volume contraction ofabout 3%, corresponding to a 1% linearcontraction. In milk chocolate, the volume
Archer Daniels Midland Company 113
The De Zaan® Cocoa Manual
Figure 4: Measuring Contraction of Chocolate During Moulding
104596802
1=Chocolate in mould2=Magnetic displacement sensor3=Moving table
4=Ventilator5=Displacement registration unit6=Recorder7=Thermostated cooling cabinet
1
2
3
4
56
7
2
Table 12: Cocoa Butters inContraction Experiment
CB1 CB2
Iodine Value 35.5 36.4
ffa 1.10 1.50
Diglycerides 1.50 1.90
Monoglycerides 0.20 0.20
Shukoff T/ t 0.19 0.14
% SFC (pNMR) 20°C (68˚ F) 75.0 71.0
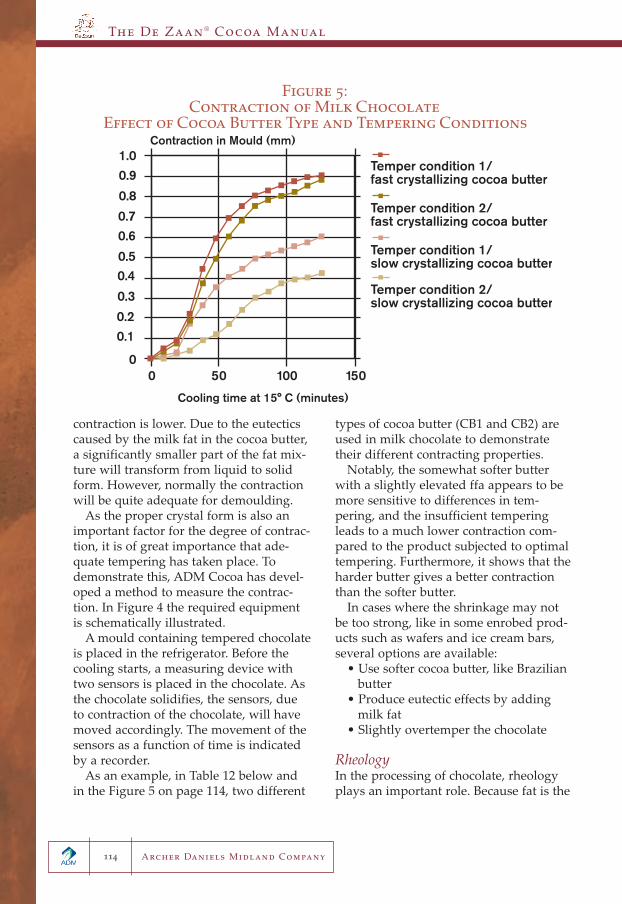
contraction is lower. Due to the eutecticscaused by the milk fat in the cocoa butter,a significantly smaller part of the fat mix-ture will transform from liquid to solidform. However, normally the contractionwill be quite adequate for demoulding.
As the proper crystal form is also animportant factor for the degree of contrac-tion, it is of great importance that ade-quate tempering has taken place. Todemonstrate this, ADM Cocoa has devel-oped a method to measure the contrac-tion. In Figure 4 the required equipmentis schematically illustrated.
A mould containing tempered chocolateis placed in the refrigerator. Before thecooling starts, a measuring device withtwo sensors is placed in the chocolate. Asthe chocolate solidifies, the sensors, dueto contraction of the chocolate, will havemoved accordingly. The movement of thesensors as a function of time is indicatedby a recorder.
As an example, in Table 12 below andin the Figure 5 on page 114, two different
types of cocoa butter (CB1 and CB2) areused in milk chocolate to demonstratetheir different contracting properties.
Notably, the somewhat softer butterwith a slightly elevated ffa appears to bemore sensitive to differences in tem-pering, and the insufficient temperingleads to a much lower contraction com-pared to the product subjected to optimaltempering. Furthermore, it shows that theharder butter gives a better contractionthan the softer butter.
In cases where the shrinkage may notbe too strong, like in some enrobed prod-ucts such as wafers and ice cream bars,several options are available:
• Use softer cocoa butter, like Brazilianbutter
• Produce eutectic effects by addingmilk fat
• Slightly overtemper the chocolate
RheologyIn the processing of chocolate, rheologyplays an important role. Because fat is the
Archer Daniels Midland Company114
The De Zaan® Cocoa Manual
Figure 5:Contraction of Milk Chocolate
Effect of Cocoa Butter Type and Tempering ConditionsContraction in Mould (mm)
Cooling time at 15° C (minutes)
Temper condition 1/fast crystallizing cocoa butter
Temper condition 2/fast crystallizing cocoa butter
1.00.9
0.8
00 50 100 150
Temper condition 1/slow crystallizing cocoa butter
Temper condition 2/slow crystallizing cocoa butter
0.70.6
0.50.4
0.3
0.20.1
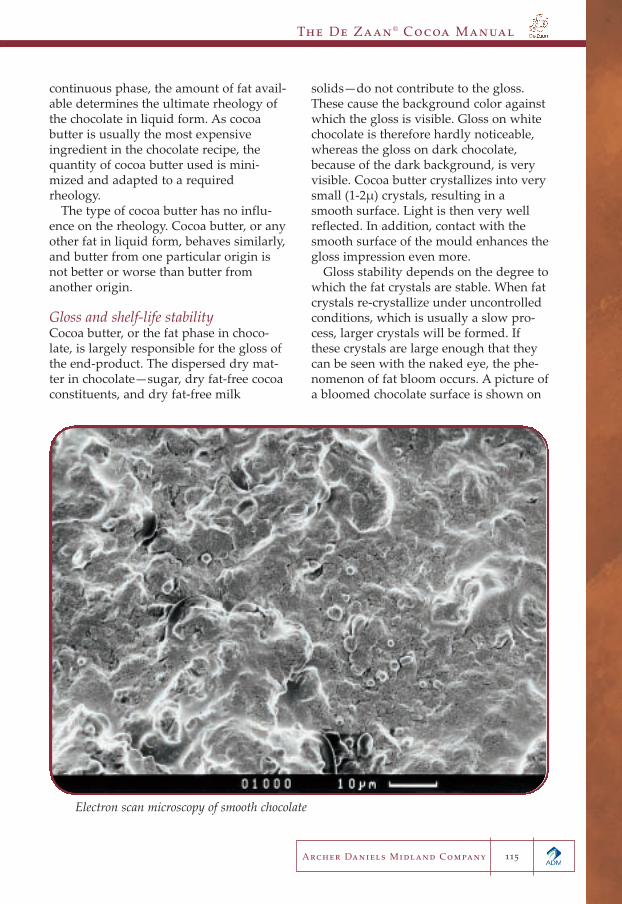
continuous phase, the amount of fat avail-able determines the ultimate rheology ofthe chocolate in liquid form. As cocoabutter is usually the most expensiveingredient in the chocolate recipe, thequantity of cocoa butter used is mini-mized and adapted to a requiredrheology.
The type of cocoa butter has no influ-ence on the rheology. Cocoa butter, or anyother fat in liquid form, behaves similarly,and butter from one particular origin isnot better or worse than butter fromanother origin.
Gloss and shelf-life stabilityCocoa butter, or the fat phase in choco-late, is largely responsible for the gloss ofthe end-product. The dispersed dry mat-ter in chocolate—sugar, dry fat-free cocoaconstituents, and dry fat-free milk
solids—do not contribute to the gloss.These cause the background color againstwhich the gloss is visible. Gloss on whitechocolate is therefore hardly noticeable,whereas the gloss on dark chocolate,because of the dark background, is veryvisible. Cocoa butter crystallizes into verysmall (1-2µ) crystals, resulting in asmooth surface. Light is then very wellreflected. In addition, contact with thesmooth surface of the mould enhances thegloss impression even more.
Gloss stability depends on the degree towhich the fat crystals are stable. When fatcrystals re-crystallize under uncontrolledconditions, which is usually a slow pro-cess, larger crystals will be formed. Ifthese crystals are large enough that theycan be seen with the naked eye, the phe-nomenon of fat bloom occurs. A picture ofa bloomed chocolate surface is shown on
Archer Daniels Midland Company 115
The De Zaan® Cocoa Manual
Electron scan microscopy of smooth chocolate
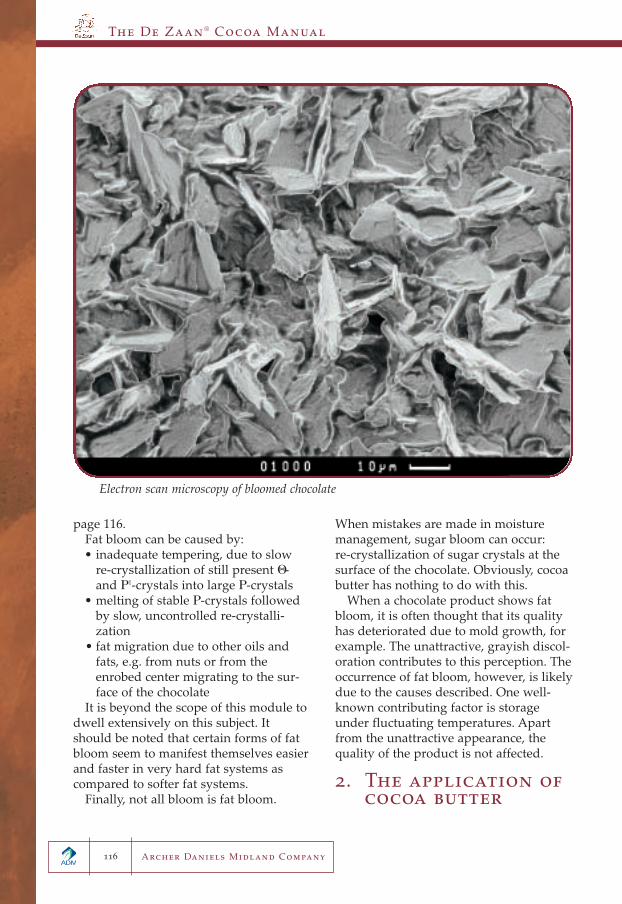
page 116.Fat bloom can be caused by:• inadequate tempering, due to slow
re-crystallization of still present a-and b1-crystals into large b-crystals
• melting of stable b-crystals followedby slow, uncontrolled re-crystalli-zation
• fat migration due to other oils andfats, e.g. from nuts or from theenrobed center migrating to the sur-face of the chocolate
It is beyond the scope of this module todwell extensively on this subject. Itshould be noted that certain forms of fatbloom seem to manifest themselves easierand faster in very hard fat systems ascompared to softer fat systems.
Finally, not all bloom is fat bloom.
When mistakes are made in moisturemanagement, sugar bloom can occur:re-crystallization of sugar crystals at thesurface of the chocolate. Obviously, cocoabutter has nothing to do with this.
When a chocolate product shows fatbloom, it is often thought that its qualityhas deteriorated due to mold growth, forexample. The unattractive, grayish discol-oration contributes to this perception. Theoccurrence of fat bloom, however, is likelydue to the causes described. One well-known contributing factor is storageunder fluctuating temperatures. Apartfrom the unattractive appearance, thequality of the product is not affected.
2. The application ofcocoa butter
Archer Daniels Midland Company116
The De Zaan® Cocoa Manual
Electron scan microscopy of bloomed chocolate
Chocolate productionThere are two ways in which cocoa butterfinds its way into chocolate: as a rawmaterial and as part of the cocoa liquor.About half of the cocoa liquor consists ofcocoa butter. This means that in darkchocolate, only a limited quantity of cocoabutter is added, whereas in milk choco-late, the added butter quantity forms themain part of the overall fat content.
The amount of butter used in the choco-late recipe depends on the sensoryrequirements, notably the fineness andthe desired flavor, as well as on the rheol-ogy needed during processing of thechocolate. Particularly, the ultimate appli-cation of the chocolate itself dictates therheological requirements. The lowestoverall fat content is found in extrudedand moulded chocolate. Typical fat con-tents for products like panning centers,chips, and chunks vary between 24 and28% and for solid chocolate bars between27 and 31%. Chocolate for shell products,enrobing, and panning has an intermedi-ate fat content between 30 and 40%. Forvery thin enrobing purposes and coatingsfor dipping ice cream bars, fat contents ofbetween 40 and 50% are used, and forspraying applications, even higher fatcontents are required. It should be kept inmind that total fat contents are mentionedhere; that is, the total of the added cocoabutter, the cocoa butter from the cocoaliquor, and in the case of milk and whitechocolate, also the fat from the addedmilk constituents. In addition, the fatfrom nuts like hazelnuts or almondsshould be taken into account.
Confectionery fillingsIn the chocolate and confectionery industry,quite a tradition exists for high-qualityfillings.
Usually, roasted nuts like almonds andhazelnuts are ground and blended withsugar and other ingredients, includingcocoa and milk products. The oil from the
nuts gives the filling a very soft, liquidtexture that can easily migrate throughthe chocolate enrobing. By adding cocoabutter, the texture may be regulated fromsoft to cuttable or extrudable, and fatmigration may be diminished. The advan-tage of cocoa butter is its complete com-patibility with the chocolate that sur-rounds the filling, reducing eutectics andother problems to a minimum.
In the application of fillings, cocoa but-ter competes with other vegetable oils andfats that are usually lower priced. Thislimits the use of cocoa butter in this appli-cation to only products that are catered tothe higher-priced market segment.
Other applicationsCocoa butter is defined in several phar-macopoeia under descriptions like cocoabutter (USP 1990, JAP 1991), Cacao oleum(DAB 10, 1992, PhNed 8), and TheobromaOil (BRIT 1998).
For a long time, cocoa butter has beenused in suppositories. Administering amedicine rectally provides an alternative tooral and intravenous options. Cocoa butteris very well suited for this purpose as itliquefies evenly and completely within 15minutes at a body temperature of 37.6° C(99.7° F). Also its high oxidative stabilitymakes the use of cocoa butter favorable.
Cocoa butter is a product of nature withits own unique properties, includingunavoidable, natural fluctuations. Becausethe pharmaceutical industry requires dif-ferent melting behavior, a range of crys-tallization times, and absorption of water-soluble medicines, the use of cocoa butterin suppositories has diminished. Today,more and more synthetic glycerides areused in this application.
The use of cocoa butter in skin creams,soap, and shampoo should largely beseen as a marketing tool, rather than anactual functional property. Usually,refined cocoa butter is used for theseapplications, and the quantities involved
Archer Daniels Midland Company 117
The De Zaan® Cocoa Manual

are limited.
3. Packaging, storage,and transportation
Cocoa butter is mostly stored in tanks andtransported in special, properly insulatedtank containers or tank cars in liquidform. Usually, the butter is loaded at tem-peratures from 60°-75° C (140°-167° F),depending on the destination and thetransition time. During transport the tem-perature will drop about 2°-5° C (4°-9° F)per day depending on the outside tem-perature. At the point of discharge, thetemperature should not have fallen below40° C (104° F). This limits the transporttime to about one week.
Tank cars should be operated undervery strict conditions. They must only beused for food-grade products, and a cer-tificate should indicate that the tanker hasbeen cleaned and properly dried prior toloading.
If bulk shipping is not possible, thecocoa butter is packed in solid form, usu-ally in cartons of 25kg (55 lbs.) that con-tain a polyethylene inner bag. The cartonsare stacked on a pallet and shrinkwrapped. During transportation, it isimportant that the product is not subjectedto excessive heat.
Fats are known to quickly pick upvolatile matters like odors from their sur-roundings. It is therefore very importantthat both during transport and subse-quent storage cocoa butter does not comeinto contact with strong-smelling prod-ucts. Paint; chemicals; cleaning agents;spices, herbs, and other flavoring sub-stances should not be stored in the directvicinity of cocoa butter.
If cocoa butter is stored under dry(RH 40-70%), cool (<20° C/<68° F), anddark conditions, the shelf life is at least12 months.
When liquefying solid cocoa butter,high contact temperatures should be
avoided. Stainless steel melting grids,heated by water up to 90° C (194° F), arerecommended.
Liquid butter should be kept at temper-atures of 40°-45° C (104°-113° F), prefer-ably in a stainless steel or coated tank.The tank can best be heated by means of awarm water spiral or jacket. Steamheating is not to be advised because of itshigh contact temperature. Heating bymeans of hot air in the tank storage roomis also an option, as are piping and anadequate thermostat tracing system.
Exposure to air or oxygen should beavoided as much as possible. Verticalstorage tanks are therefore preferred overhorizontal ones. Care should be taken thatno air is trapped in the cocoa butter dueto malfunctioning pumps, for example.The tanks can best be filled from under-neath, rather than letting the butter fallfrom the top. Furthermore, air contact canbe diminished by leaking an inert gas likenitrogen through the cocoa butter. Thiswill drive out the oxygen, creating opti-mal storage conditions for cocoa butter.Even small amounts of oxygen can initi-ate the oxidation process. This is why it isimportant that, when blanketing, a first-grade inert gas free from oxygen is used.
Metals and alloys like copper andbronze, which have a catalytic effect,must be excluded from the processingequipment (piping, pumps, seals, etc.).
Finally, care should be taken that freshcocoa butter is not continuously beingadded to butter that has been stored forsome time. If cocoa butter is kept in stor-age for too long, catalytic reactions candeteriorate the quality of the tank.Therefore, it is good practice to com-pletely empty the tank on a regular basis.
Under optimal conditions as describedabove, liquid cocoa butter can withstand astorage time of two months without anyproblem.
The figure shows the results of an accel-erated shelf life laboratory experiment. At
Archer Daniels Midland Company118
The De Zaan® Cocoa Manual

these extreme high temperatures, the ffaand the peroxide value run up so quicklythat the maximum keeping time isreached after only three weeks. However,as mentioned, it concerns a laboratoryexperiment, whereby the ratio of contactsurface and air versus the amount of fat isdisproportionately unfavorable.
The effects of moisture on cocoa butterare shown in the pictures on pages 115 and116. In this experiment, the moisture con-tent varies between 0.01-0.18%. The cocoabutter was stored for 42 days at 80° C
(176° F), after which the ffa and peroxidevalue were measured. With increasingmoisture content, a linear, though modest,increase in ffa is noticeable. The peroxidevalue, on the other hand, reaches an opti-mum level at 0.15% moisture.
A possible explanation for this could befound in the hydration and sedimentationof the gums present in the cocoa butter.These bind the metal ions and are thenremoved from the fat into the sediment.In practical terms, this means that whencocoa butter is stored for a prolonged
Archer Daniels Midland Company 119
The De Zaan® Cocoa Manual
Figure 6: Effect of Moisture on Cocoa Butter During StorageFree Fatty Acid Content and Peroxide Value After 42 Days at 80° C
Free Fatty Acid Content (%) Peroxide Value (meq 02/kg)
Moisture Content (%)
Free fatty acids (%)
Free fatty acids regression
1.55
1.50
1.45
1.40
1.35
1.30
1.250.00 0.05 0.10 0.15 0.20
Peroxide value (meq/kg)
Specification of Typical De Zaan® Pure Prime Pressed Cocoa Butter
Acidity (%) 1.75 max.
Iodine Value 33-40
Refractive Index nD(40° C/104˚ F) 1.456-1.458
Clear Point (°C/˚F) 32-35/90-95
Blue Value 0.05 max
Unsaponifiables (%) 0.35 max.
Absorbance (270 nm), after washing with alkali 0.14 max.
Saponification Value 192-197
Peroxide Value 4 max.
Color (yellow + red) min. 40 + 1.0/max. 40 + 2.0

1. Functionalityand attributes ofcocoa powder
IntroductionThe two most prominent attributes ofcocoa powder are its abilities to give colorand flavor to a wide variety of food prod-ucts. In many instances, the consumerwill directly associate brown color withchocolate flavor, and the darker the color,the stronger the flavor expectation will be.
These two attributes of cocoa powder ina food product formulation are only partof the story. Other aspects such as fineness,fat content, pH, and alkalinity may havean important functional impact on theend-product in which the powder is used.
Manufacturing parameters and otheringredients in the formula may distinctlyinfluence the overall performance ofcocoa powder in the final product as well.The structure of a cake, the smoothness ofa pudding, the whipability of a cream,and the viscosity of a syrup may in partbe determined by the type of cocoapowder used.
In addition, cocoa powder may functionas an antioxidative agent in many productrecipes, thereby having a positive effecton the shelf life of these products.
The advantage of cocoa powder as aflavoring and coloring agent is that manytypes are available, differing not only incolor shades and flavor profiles, but alsoin other aspects that make them suitablefor use in just about any food system,including foods with virtually no fatcontent.
So when choosing a cocoa powder for aspecific product application, it is impor-tant to carefully determine which func-tionalities and attributes of the cocoa
powder are to be priorities. A dark-col-ored, lightly flavored chocolate puddingis bound to disappoint the consumer, aswill a homemade brownie that does nothave the right texture or a chocolate milkbeverage in which the cocoa powder hasformed a difficult-to-disperse sediment onthe bottom of the container.
In the next paragraphs a number ofthese functional aspects of cocoa powderwill be discussed.
Standard of identityMany countries have defined cocoapowder in their food laws. Depending onwhen these food laws were initiated andthe prevailing chemical and physical ana-lytical capabilities, as well as the processand technical advancements, these lawsmay differ on essential elements. In manyinstances, a differentiation exists betweenthe product definition of cocoa powderand the legal specification of the product.
At the beginning of the 20th century, itwas not technically possible to mechani-cally press the cocoa liquor into cocoacake with a fat content below 20%. Hence,the standard of identity for cocoa powderin some countries indicates that the name“cocoa powder” is exclusively reservedfor a product containing a minimum of20% cocoa butter. Any powder with alower fat content must be declared aslow-fat cocoa, strongly reduced-fat cocoa,or a similar description. And some coun-tries specify the fat content to be calcu-lated on dry matter, whereas othersrequire it to be calculated on the basisof a maximum moisture content.
Archer Daniels Midland Company 121
The De Zaan® Cocoa Manual
Cocoa Powder 9
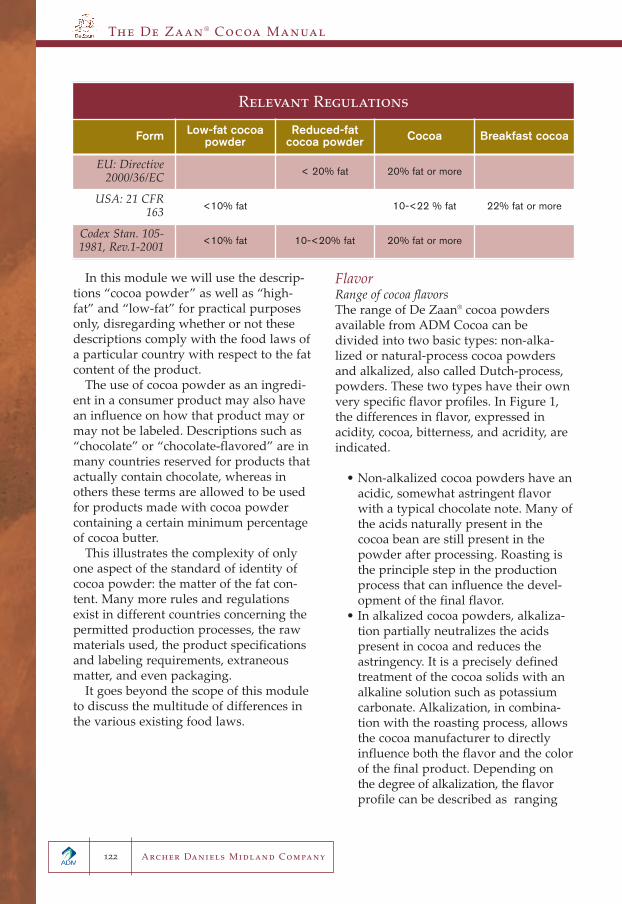
In this module we will use the descrip-tions “cocoa powder” as well as “high-fat” and “low-fat” for practical purposesonly, disregarding whether or not thesedescriptions comply with the food laws ofa particular country with respect to the fatcontent of the product.
The use of cocoa powder as an ingredi-ent in a consumer product may also havean influence on how that product may ormay not be labeled. Descriptions such as“chocolate” or “chocolate-flavored” are inmany countries reserved for products thatactually contain chocolate, whereas inothers these terms are allowed to be usedfor products made with cocoa powdercontaining a certain minimum percentageof cocoa butter.
This illustrates the complexity of onlyone aspect of the standard of identity ofcocoa powder: the matter of the fat con-tent. Many more rules and regulationsexist in different countries concerning thepermitted production processes, the rawmaterials used, the product specificationsand labeling requirements, extraneousmatter, and even packaging.
It goes beyond the scope of this moduleto discuss the multitude of differences inthe various existing food laws.
FlavorRange of cocoa flavorsThe range of De Zaan® cocoa powdersavailable from ADM Cocoa can bedivided into two basic types: non-alka-lized or natural-process cocoa powdersand alkalized, also called Dutch-process,powders. These two types have their ownvery specific flavor profiles. In Figure 1,the differences in flavor, expressed inacidity, cocoa, bitterness, and acridity, areindicated.
• Non-alkalized cocoa powders have anacidic, somewhat astringent flavorwith a typical chocolate note. Many ofthe acids naturally present in thecocoa bean are still present in thepowder after processing. Roasting isthe principle step in the productionprocess that can influence the devel-opment of the final flavor.
• In alkalized cocoa powders, alkaliza-tion partially neutralizes the acidspresent in cocoa and reduces theastringency. It is a precisely definedtreatment of the cocoa solids with analkaline solution such as potassiumcarbonate. Alkalization, in combina-tion with the roasting process, allowsthe cocoa manufacturer to directlyinfluence both the flavor and the colorof the final product. Depending onthe degree of alkalization, the flavorprofile can be described as ranging
Archer Daniels Midland Company122
The De Zaan® Cocoa Manual
Relevant Regulations
Form Low-fat cocoapowder
Reduced-fatcocoa powder Cocoa Breakfast cocoa
EU: Directive2000/36/EC < 20% fat 20% fat or more
USA: 21 CFR163 <10% fat 10-<22 % fat 22% fat or more
Codex Stan. 105-1981, Rev.1-2001 <10% fat 10-<20% fat 20% fat or more
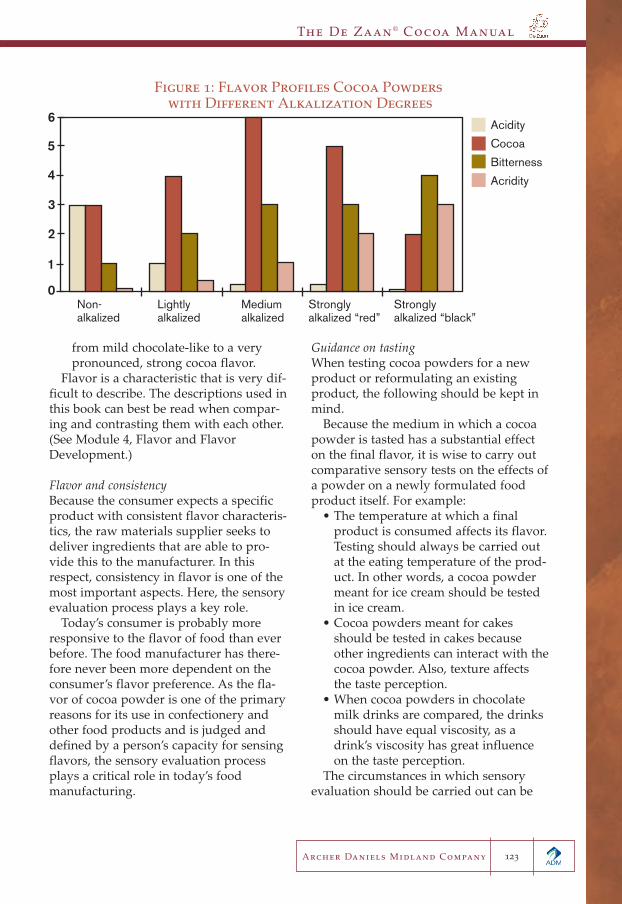
Archer Daniels Midland Company 123
The De Zaan® Cocoa Manual
from mild chocolate-like to a verypronounced, strong cocoa flavor.
Flavor is a characteristic that is very dif-ficult to describe. The descriptions used inthis book can best be read when compar-ing and contrasting them with each other.(See Module 4, Flavor and FlavorDevelopment.)
Flavor and consistencyBecause the consumer expects a specificproduct with consistent flavor characteris-tics, the raw materials supplier seeks todeliver ingredients that are able to pro-vide this to the manufacturer. In thisrespect, consistency in flavor is one of themost important aspects. Here, the sensoryevaluation process plays a key role.
Today’s consumer is probably moreresponsive to the flavor of food than everbefore. The food manufacturer has there-fore never been more dependent on theconsumer’s flavor preference. As the fla-vor of cocoa powder is one of the primaryreasons for its use in confectionery andother food products and is judged anddefined by a person’s capacity for sensingflavors, the sensory evaluation processplays a critical role in today’s foodmanufacturing.
Guidance on tastingWhen testing cocoa powders for a newproduct or reformulating an existingproduct, the following should be kept inmind.
Because the medium in which a cocoapowder is tasted has a substantial effecton the final flavor, it is wise to carry outcomparative sensory tests on the effects ofa powder on a newly formulated foodproduct itself. For example:
• The temperature at which a finalproduct is consumed affects its flavor.Testing should always be carried outat the eating temperature of the prod-uct. In other words, a cocoa powdermeant for ice cream should be testedin ice cream.
• Cocoa powders meant for cakesshould be tested in cakes becauseother ingredients can interact with thecocoa powder. Also, texture affectsthe taste perception.
• When cocoa powders in chocolatemilk drinks are compared, the drinksshould have equal viscosity, as adrink’s viscosity has great influenceon the taste perception.
The circumstances in which sensoryevaluation should be carried out can be
Figure 1: Flavor Profiles Cocoa Powders with Different Alkalization Degrees
Stronglyalkalized “black”
Acidity
Cocoa
Bitterness
Acridity
Non-alkalized
Lightlyalkalized
Mediumalkalized
Stronglyalkalized “red”
6
5
4
3
2
1
0
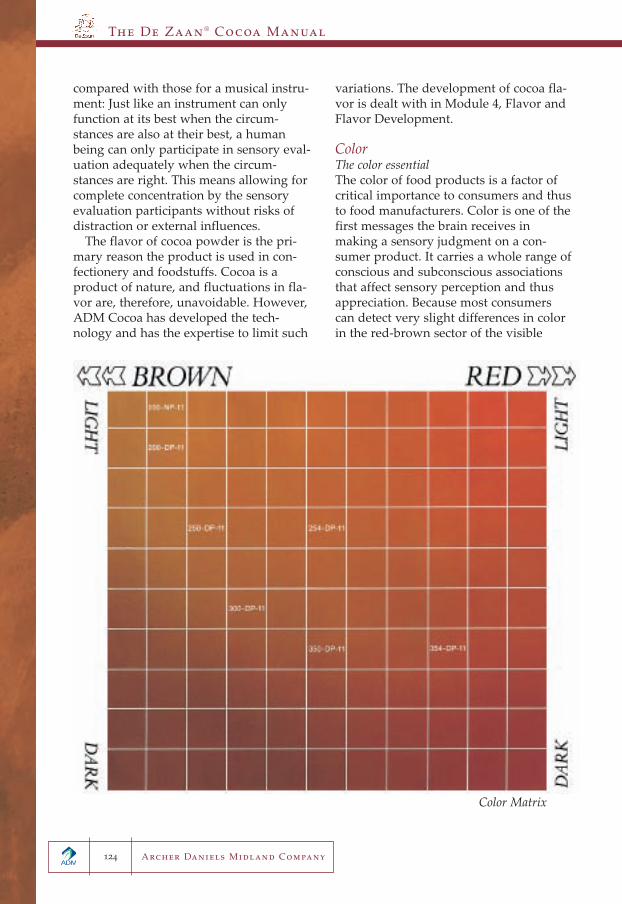
compared with those for a musical instru-ment: Just like an instrument can onlyfunction at its best when the circum-stances are also at their best, a humanbeing can only participate in sensory eval-uation adequately when the circum-stances are right. This means allowing forcomplete concentration by the sensoryevaluation participants without risks ofdistraction or external influences.
The flavor of cocoa powder is the pri-mary reason the product is used in con-fectionery and foodstuffs. Cocoa is aproduct of nature, and fluctuations in fla-vor are, therefore, unavoidable. However,ADM Cocoa has developed the tech-nology and has the expertise to limit such
variations. The development of cocoa fla-vor is dealt with in Module 4, Flavor andFlavor Development.
ColorThe color essentialThe color of food products is a factor ofcritical importance to consumers and thusto food manufacturers. Color is one of thefirst messages the brain receives inmaking a sensory judgment on a con-sumer product. It carries a whole range ofconscious and subconscious associationsthat affect sensory perception and thusappreciation. Because most consumerscan detect very slight differences in colorin the red-brown sector of the visible
Archer Daniels Midland Company124
The De Zaan® Cocoa Manual
Color Matrix
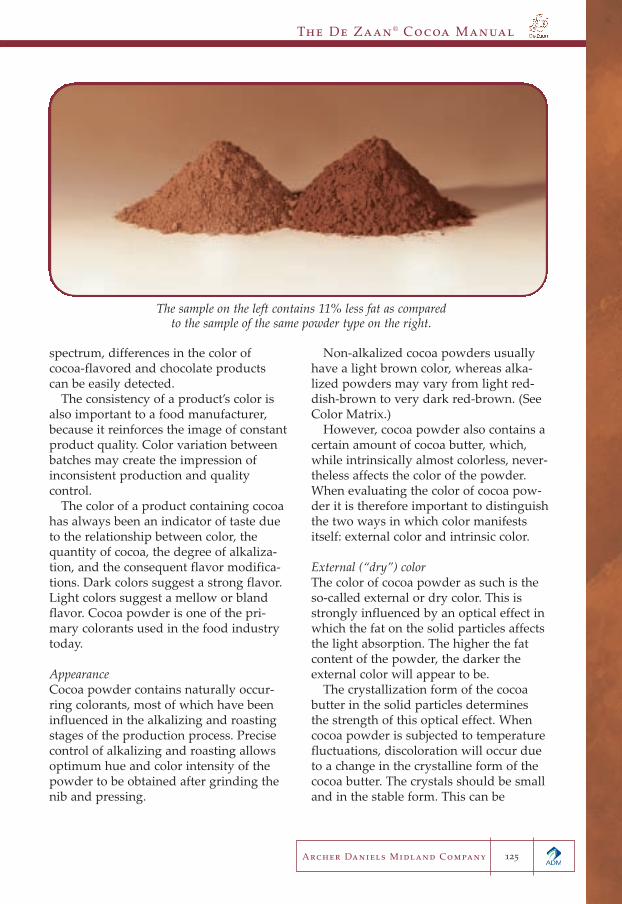
spectrum, differences in the color ofcocoa-flavored and chocolate productscan be easily detected.
The consistency of a product’s color isalso important to a food manufacturer,because it reinforces the image of constantproduct quality. Color variation betweenbatches may create the impression ofinconsistent production and qualitycontrol.
The color of a product containing cocoahas always been an indicator of taste dueto the relationship between color, thequantity of cocoa, the degree of alkaliza-tion, and the consequent flavor modifica-tions. Dark colors suggest a strong flavor.Light colors suggest a mellow or blandflavor. Cocoa powder is one of the pri-mary colorants used in the food industrytoday.
AppearanceCocoa powder contains naturally occur-ring colorants, most of which have beeninfluenced in the alkalizing and roastingstages of the production process. Precisecontrol of alkalizing and roasting allowsoptimum hue and color intensity of thepowder to be obtained after grinding thenib and pressing.
Non-alkalized cocoa powders usuallyhave a light brown color, whereas alka-lized powders may vary from light red-dish-brown to very dark red-brown. (SeeColor Matrix.)
However, cocoa powder also contains acertain amount of cocoa butter, which,while intrinsically almost colorless, never-theless affects the color of the powder.When evaluating the color of cocoa pow-der it is therefore important to distinguishthe two ways in which color manifestsitself: external color and intrinsic color.
External (“dry”) colorThe color of cocoa powder as such is theso-called external or dry color. This isstrongly influenced by an optical effect inwhich the fat on the solid particles affectsthe light absorption. The higher the fatcontent of the powder, the darker theexternal color will appear to be.
The crystallization form of the cocoabutter in the solid particles determinesthe strength of this optical effect. Whencocoa powder is subjected to temperaturefluctuations, discoloration will occur dueto a change in the crystalline form of thecocoa butter. The crystals should be smalland in the stable form. This can be
Archer Daniels Midland Company 125
The De Zaan® Cocoa Manual
The sample on the left contains 11% less fat as comparedto the sample of the same powder type on the right.

Archer Daniels Midland Company126
The De Zaan® Cocoa Manual
achieved by rapid cooling and tempering.Slow cooling or rapid cooling withouttem-pering will result in larger crystals thatimpart a greyish hue to the cocoa powder.This discoloration, however, does notaffect the quality of the product nor theintrinsic color in any way. Different pul-verizing and tempering equipment andconditions (within or between locations)may also result in more external colorvariation.
Intrinsic colorThe intrinsic color of cocoa powder is thecolor that the product made with thepowder will ultimately have. In most fin-ished products, the external color of cocoapowder no longer plays a role, and onlythe true color, the intrinsic color, is seen.The selection of a cocoa powder for itscoloring capabilities should be based onevaluation of the color of the final prod-uct. This is the reason why De Zaan®
cocoa powders are standardized onintrinsic color. As such, the external colorof the powder is only of importance whenthe final product is used as powder, likein the case of truffles. For such cases, thedry color may also be specified.
Color matchingThe production processes at ADM Cocoaare designed so that within the limits fromlight brown and red-brown to very darkbrown, each required tint can be consis-tently produced. As a result of this greatflexibility in the process, it is possible toperfectly match client color requirements.
The Color Matrix (see page 124) depictsonly a limited number of cocoa powdertypes. They are part of the wide range ofthe De Zaan cocoa powders availablefrom ADM Cocoa.
The cocoa powder Color Matrix givesan idea of the color range of powdersavailable from ADM Cocoa. The matrixonly includes types with a fat content of
10-12% and is based on the colors of thepowders in dry form. The horizontal axisdepicts the actual color changes from redto brown, while the vertical axis repre-sents the lightness or intensity of the col-ors. It is not possible to reproduce in printthe true brilliance of cocoa powders.Therefore, the color range of the matrix isonly indicative.
Influence of cocoa color on the final productThe De Zaan powders cover a range ofcolors from red-brown to yellow-brown,to light and dark brown to almost black.A powder is selected by formulators andrecipe experts according to the applica-tion requirements and naturally, thedesired final color of the food product.Their decision is also a function of theother qualities they wish to impart to aproduct, such as flavor or texture.
The color of the food product dependsnot only on the type of cocoa powderused, but also on certain other factors:
• The other ingredients that are presentin addition to cocoa powder alsoinfluence the color. For example, milkpowder tends to “dilute” a browncocoa color. A product that containscocoa together with milk powder hasa lighter color than the same productwithout milk powder. Another phe-nomenon: Chocolate milk made withskim milk has a darker color thanwith whole milk. The color of choco-late milk is clearly influenced by thepresence of milk fat.
• The higher the concentration of cocoapowder, the more intense the color ofthe final product will be. Obviously,products with a low concentration ofcocoa powder are lighter in color.Utilizing powders as color boosters, alight cocoa powder can be replacedby a darker powder without increas-ing its concentration. In some circum-stances, a darker cocoa can be used tochange or intensify the flavor as well.
Archer Daniels Midland Company 127
The De Zaan® Cocoa Manual
• There are also technical reasons thatmight favor low concentrations ofcocoa powder. Coatings based on lau-ric fats, for instance, should containonly a limited concentration of cocoabutter in order to prevent fat bloom.A very dark lauric coating could bemade with a high percentage of lightcocoa powder but with the risk of fatbloom. An alternative would be to usea darker cocoa powder at a lowerconcentration.
• The structure of the product. A cocoa-containing product that has beenwhipped so that it contains trappedair has a lighter color than a productthat has not been aerated. Examplesinclude ice cream and mousse.
The above applies to all products inwhich the intrinsic color of cocoa isimportant, and also in part to powderproducts in which the dry color of thecocoa powder is evident. The importanceof the fat content of cocoa powder withregard to its dry color has already beenmentioned. However, there are other fac-tors that are important for defining colorin dry products.
For dry products, both the colors of theother ingredients and the concentration ofthe cocoa powder determine the color ofthe final product. Factors that have aninfluence on such products include:
• The particle size of the other ingredi-ents. A product in which cocoa pow-der has been mixed with a finelyground ingredient made of small par-ticles will have a different colorationfrom one containing a more coarselyground ingredient.
• The surface structure of a componentsuch as sugar. Crystal sugar has a dif-ferent surface structure than finelyground sugar. The latter, therefore,appears whiter than the former. Thishas an obvious effect on processedsugar products.
Archer Daniels Midland Company128
The De Zaan® Cocoa Manual

• The method and extent of agglomera-tion. There are various systems avail-able to agglomerate cocoa-containingpowders. Partly dissolved sugars aswell as emulsifiers can play an impor-tant role in the agglomeration pro-cess. Both affect the surface of the drymatter in particular, causing the exter-nal color to be darker.
Fat contentCocoa butter constitutes about half theweight of the cocoa nib. This fat is par-tially removed from the cocoa liquor bymeans of mechanical pressure as high as450 kg/cm2. Depending on the pressingtime and the setting of the press, theresulting cocoa cake may have a fat con-tent varying between 8 and 24%. It istechnically not possible to press exactlyto a specific percentage of cocoa butter;therefore some tolerance is necessary.However, this should be as narrow aspossible and it is generally specified witha margin of ±1.0%. Most commerciallyavailable cocoa powders contain 10-24%fat, while the 10-12% fat range is the mostwidely used.
Although cocoa butter has hardly anyflavor of itself, it does contain specific fla-vor ingredients, as cocoa powder does. Itcontributes to an overall rich mouthfeel ina number of products such as mousse andice cream, while in white chocolate andmilk chocolate, the flavor of cocoa buttercan have a significant effect. Fat alsomasks both the bitter element of cocoa aswell as the sour element, rendering a
more chocolate-like, softer flavor.The indicative composition that high-fat
cocoa powder contains fewer coloringand flavoring constituents on an equal-weight basis. On the other hand, the dry,external color of high-fat powder is sub-stantially darker and more brilliant com-pared to low-fat cocoa powders. (Seepage 124 under “Color.”) This can be ofparticular interest for applications such astruffles and dry mixes in which the drycolor is of importance.
When low-fat and high-fat powders areexchanged in a formula, a correctionshould be made for the difference in fat-free dry cocoa matter between the two, ifthe color and flavor intensity of the endproduct should remain the same.
Low-fat powders are recommended foruse in compound coatings that containlauric fats, as a higher cocoa butter con-tent has a negative influence on the glossretention of these coatings.
Due to the lower fat content, the 10-12%fat powders are less susceptible tolumping and are more free flowing. Thesepowders are therefore better suited forproducts like vending mixes.
In some product formulas it is desirableto keep the fat content as low as possible.This goes, of course, for low calorie dietproducts, but also for products in whichthe presence of fat should be avoided fortechnical reasons, such as aerated prod-ucts like a meringue or an angel food cake.
pH and alkalinityThe pH of non-alkalized cocoa powder isdependent on the acidic components ofthe cocoa beans from which the powderhas been made. The variation in pH canbe controlled to a certain extent byblending certain types of cocoa beans. Ingeneral the pH of non-alkalized cocoapowders ranges between 5.0 and 6.0, andit can be observed that this slight aciditycontributes to the typical chocolate, some-
Archer Daniels Midland Company 129
The De Zaan® Cocoa Manual
High fat (22-24%)
Cocoa butter 23% 11%
Fat-free dry cocoa 72% 84%
Moisture 5% 5%
Indicative Composition ofCocoa Powder

what fruity flavor of these powders.The pH of alkalized cocoa powders is
largely determined by the amount andtype of alkalis used during production.The added alkalis not only influence thepH of the cocoa powder but also raise itsalkalinity and ash content. This may havean effect on the product in which thepowder is used. This is particularly thecase with bakery products (affects leaven-ing) and dairy-based products (affectsmilk protein stability). In our technicalinformation bulletins Cocoa Powders inBakery Applications; Chocolate Milk, aComplicated Product; and Chocolate FlavoredDesserts this matter is further discussed.
It can be said that the pH of cocoa pow-der usually has limited influence on theultimate pH of the final product becausethe amounts of cocoa powder used in theproduct formulas are comparativelysmall. The products in which it isprocessed mostly have a buffering capac-ity. In some specific cases, however, asmall change in pH can adversely affectthe outcome of a product. The stability offoam, for instance, is higher at a low pH,
which suggests the recommendation oflow pH powders if foam development isan important feature of the final productsuch as in milk shakes. Higher pH levelsmay also decompose some vitamins.
FinenessThe fineness of cocoa powder is usuallydetermined in the liquor grinding phase ofthe production process, but cake grindingcan also have an effect. For many applica-tions, proper tempering of the cocoa pow-der is an important processing step, bothfor the dry color and for avoiding lumpformation. This holds true in particular forhigh-fat cocoa powders.
In most applications the fineness ofcocoa powder is of major importance. Thefiner the powder, the smaller the individ-ual particles and the greater the surfacearea of the powder will be. This can affectboth flavor development and mouthfeelof a finished product. Also, very finelyground cocoa powder has a positive effecton the color intensity of the end-product,as well as on the viscosity of productssuch as syrups. Fine powders also show
Archer Daniels Midland Company130
The De Zaan® Cocoa Manual
Figure 2:Typical Particle Size Distribution
De Zaan® Cocoa Powders
Particle size (µ)
Volu
me
Perc
enta
ge12
10
8
0
6
4
2
0,1 10 100 10001

less tendency to settle out in liquidproducts.
Furthermore, the finer the powder, themore quickly its effect becomes evident inthe mouth and the less the powder can bedetected as an ingredient by itself. Inchocolate milk or milk-based desserts, forinstance, the presence of a small amountof coarse particles can easily be noticed.They can be seen against the white back-ground of the milk as brown specks andcan adversely affect the smooth mouthfeelof the product.
In biscuits, cookies, or cake mixes, thefineness is a less sensitive factor, as theparticular character of the powder is lostin the overall flavor appreciation of thefinal product due to its texture. However,in bakery products, fineness of powderhas an effect on the water absorption inthe dough phase and thus on formulationand handling characteristics.
When considering the fineness of acocoa powder, a distinction has to bemade between the average fineness andthe particle size distribution. Figure 2illustrates the typical particle size distri-bution of selected De Zaan® cocoa pow-ders. The tails of the curve do not influ-ence the average fineness of the powder.However, it is the percentage of thecoarse particles in the right tail, theirnature, and their size that may have aneffect on the end-product.
Shell contentShell does not contribute to cocoa flavorand cocoa color and has to be removedfrom the cocoa nibs as required by stan-dards. With removal of most of the shell,the microbiological status is improved. Inaddition, wear and tear on equipment suchas roller refiners and homogenizers by thehard cocoa shell particles is reduced.
Determining the shell content of cocoapowder is not a simple matter. Many ofthe methods of analysis used for this pur-
pose are unsatisfactory. In the U.S., theFDA requires the shell content to be ana-lyzed with AOAC method 970.23 (1990).
Rheology and water absorptionCocoa powder has an important effect onrheology and water absorption in many ofthe products in which it is used. A distinc-tion can be made in food systems wherewater is the continuous phase (dough forbakery products, desserts, toppings, andchocolate beverages) or in products wherefat forms the continuous phase (com-pound coatings, chocolate, and fillings onfat basis).
Whenever moisture is available, cocoapowder will compete with other ingredi-ents to absorb it. It can take in moistureup to 100% of its own weight. In compari-son, flour can absorb moisture up to 60%of its own weight.
This means that in dry mixes, a balancein water activity will be establishedbetween the various ingredients. Thewater activity of cocoa powder is low:With a moisture content of 5%, the wateractivity amounts to about 0.3. Flour has amuch higher water activity, namely 0.55,and a moisture content of 14%. In bakerymixes, a balance will therefore be estab-lished between all the ingredients.
As a consequence of the strong waterabsorbing capacity of cocoa powder inbakery mixes, stiffer dough and dryerbakery products with more breakage willoccur if no moisture correction is madewhen flour is partially replaced by cocoapowder. To avoid this, the moisture con-tent in cocoa powder-containing doughmust be adjusted. As a guideline, it can besaid that 40% of the weight of the cocoapowder has to be added as extra moisturein order to obtain an optimal result. InADM Cocoa’s technical information bul-letin Cocoa Powders in Bakery Applicationsthis subject is extensively discussed.
In food products containing a high
Archer Daniels Midland Company 131
The De Zaan® Cocoa Manual

quantity of moisture, cocoa powder alsohas an effect on the rheology of the ulti-mate product. For example, in chocolatemilk, cocoa powder forms a network withthe stabilizer and the milk proteins, thatto a large extent, avoids settling of thecocoa particles. When this network is dis-turbed by shearing forces, the productloses its initial viscosity and will quicklybecome thin fluid.
After it has come to rest again, the net-work will recover itself, but not entirely.This phenomenon is called hysteresis. It isa good indication of the degree to whichthe product is sensitive to settling of thenon-soluble cocoa particles.
The fat content of cocoa powder influ-ences the rheology as well. In water-basedsystems, the cocoa butter, like oil in awater emulsion, is distributed in small fatglobules. The more fat available, thericher and more viscous the end-productwill be. Therefore, high fat cocoa powdergives chocolate milk not only a richer fla-vor, but it also makes the product moreviscous. These subjects are further dis-cussed in ADM Cocoa’s technical informa-tion bulletin Chocolate Milk, a ComplicatedProduct.
In syrups and other sugar-rich productssuch as toppings, the rheology of the endproduct is not stable during storage.Aggregation and sedimentation of solidparticles and sugar crystallization lead toundesirable after-thickening effects.
This is caused by an interactionbetween cocoa particles and the sugar inthe syrup. In the toppings, it is triggeredby a slow crystallization of the sugar.
A three-dimensional network is devel-oped that results in a higher viscosity.Alkalized cocoa powders have a positiveeffect on retarding after-thickening duringstorage and are therefore recommendedfor these applications.
Cocoa powder in almost moisture-freesystems like chocolate and compound
coatings manifests itself as a dispersion inthe fat or oil present in the product. Here,the fat is the continuous and the powderthe discontinuous phase.
Cocoa powder is very finely ground,giving it a very large specific surface. Atfirst, the powder will show a distinct fat-absorbing tendency, but as a result ofshearing forces during processing, a sub-stantial part of the fat is freed up for thecontinuous phase, and then the viscositydrops sharply.
Another phenomenon in compounds isthe effect of moisture in the sugar-richenvironment. At very low concentrations(1% and higher), an important increase inthe liquid chocolate or compound coatingcan be observed. Cocoa powder, with itsmaximum of 5% moisture, is an impor-tant source of moisture in the recipe. Thedevelopment of shearing forces and theevaporation of moisture take place duringthe conching. This processing step istherefore of great importance for the rhe-ology of the end product.
This subject is further dealt with inADM Cocoa’s technical information bul-letin Cocoa Powder and Compound Coatings.
Wettability and dispersibilityOne of the problems confronting a user ofcocoa powder is slow dispersibility in anaqueous system. Manufacturers of instantproducts especially have to address thisphenomenon. In fact the problem refersnot just to solubility (about 30% for cocoapowder), but rather to the whole complexof wettability and dispersibility of cocoapowder as such.
When cocoa powder is added to coldwater or cold milk, the powder tends tofloat on the surface because of its poorwettability. When one tries to disperse thecocoa powder in a liquid by stirring, thestill insufficiently wetted powder particleswill partially remain in and on the surfaceof the liquid as small lumps.
Archer Daniels Midland Company132
The De Zaan® Cocoa Manual
By its nature, cocoa powder is notinclined to disperse but to float on thesurface of a liquid. This is primarily dueto the cocoa butter present in the powder,which repels water and prevents the wet-ting of the powder particles.
Wettability and dispersibility can besignificantly improved by blending thecocoa powder with lecithin. As an emulsi-fying agent, lecithin is a mixture of phos-phatides that is surface active. Thelipophilic (fat-affinity) part of the mole-cule attaches to the cocoa butter presentin the cocoa powder, and the hydrophilic(water-affinity) part of the moleculeattracts the water in the solution. It is rec-ommended to use lecithinated cocoa pow-ders rather than adding the lecithin sepa-rately during the agglomeration processof products such as two- and three-com-ponent instant cocoa beverages. (See alsoADM Cocoa’s brochure Sol LecithinatedCocoa Powders.)
Notwithstanding the fact that cocoapowder has poor wettability, it is veryhygroscopic. When exposed to a humidenvironment, it will immediately attractmoisture, which may lead to bacteriologi-cal spoilage due to mold growth. Cocoapowder should preferably be storedunder cool (15°-20° C/59°-68° F), dark,and dry (RH <50%) conditions, in its orig-inal protective packaging. (See also“Packaging, storage, and transportation”later in this module.)
2. The application ofcocoa powder
IntroductionAs far as is known, cocoa powder is con-sumed in every country of the world.While almost any cocoa powder can beused in any food product, considerationsof taste, color, performance, legislation,and cost mean that certain cocoa powdersare more effective than others, sometimessignificantly. ADM Cocoa recognizes thatit is important to optimally advise theusers of cocoa powder in their productformulations. It is often the combinationof the type of cocoa powder, the appropri-ate amount in the formula, and the manu-facturing parameters that determine thedesired results.
In this section, consideration is given tothe most common applications of cocoapowder. It does not, however, go into thesame detail as the numerous technicalinformation bulletins issued by ADMCocoa. It is these that represent the keyand comprehensive information sourcefor the cocoa powder user in a particulararea.
ADM Cocoa has listed cocoa powderapplications by industrial food productsegment. Of course, this can only be doneon an arbitrary basis and is not exhaus-tive. The listing should therefore beregarded as informative only.
The industrial product applications canbe grouped as follows:
Dairy products- chocolate milk- milk shakes- custard- mousse- whipped toppings- pudding- fermented dairy products- dairy premixes
Archer Daniels Midland Company 133
The De Zaan® Cocoa Manual

Ice cream and frozen desserts- ice cream- frozen yogurt- novelties- ice cream premixes
Bakery products- cakes- pastries- brownies- doughnuts- pies- cookies- wafers- biscuits- biscuit and wafer fillings- frozen bakery products- breakfast cereals- bakery premixes
Confectionery, coatings, and cocoa products- fudge- frostings and icings- fillings
- confectionery coatings- ice cream coatings- vermicelli/flakes- spreads- toppings- syrups- extracts- coated cereals- breakfast cocoa powder
Instant products and premixes- dry 2/3 component drinking mixes- vending mixes- dairy premixes- bakery premixes- ice cream premixes
Dairy productsDairy products are those made pri-marily from liquid milk. As there is asignificant risk of microbiological deterio-ration, they must be pasteurized orsterilized. An enormous variety of cocoa-
Archer Daniels Midland Company134
The De Zaan® Cocoa Manual
LegendCocoa
Cocoa with milk-protein coating
Carrageenan
Micro-coagulated particles
Interlinking of stabilizer
Stage 1 Stage 2 Stage 3
Protein adheres to cocoa
Mixing, heatingHomogenization
The formulation ofmicro-coagulated particles
Pasteurization or sterilization
Formation of the network
Cooling of the product
A simplified model of network formation in chocolate milk

flavored milk-based products is availableto the consumer.
Chocolate milk, for example, is a veryeffective way of imparting the cocoa fla-vor, as the liquid character means almostinstant exposure of the flavor compo-nents. The challenges of chocolate milk liein the stabilization of what is inherentlyan unstable system. Only part of thecocoa powder will dissolve in the milk,whereas the majority of the particles willsettle out as sediment over a period oftime. In order to hold cocoa powder parti-cles in suspension, a relatively high vis-cosity is required. This can be achieved byusing a stabilizer such as K-carrageenanthat will react with milk proteins andcocoa particles to form a three-dimen-sional network holding these particles insuspension. The various stabilization sys-tems and production methods of choco-late milk are discussed in ADM Cocoa’stechnical information bulletin ChocolateMilk, a Complicated Product.
Puddings, mousses, and custards areusually milk based. The addition of stabi-lizers, sugar, emulsifiers, color, and flavoringredients leads to products with a spe-cific flavor, color, viscosity, and texture.Stabilizers and emulsifiers are of criticalimportance for mouthfeel, whereas flavorand color determine whether a dessert isdelicious and attractive to look at.
It is difficult to predict which cocoapowder will give the optimal color andflavor to a particular milk-based dessert.Product formula and heat treatment arejust two of the factors that play a majorrole. On the basis of defined criteria forwhat the end product must comply withpowder types for a specific formulationcan be preselected. The ultimate choice,however, will more often than not be theresult of practical and taste panelexperience.
The desired texture and air content of adessert are significant in determining thetype and dosing of the cocoa powder to
Archer Daniels Midland Company 135
The De Zaan® Cocoa Manual

be used. The lighter the texture and thehigher the air content, the more concen-trated the color and the flavor of thecocoa powder should be.
The technical information bulletinChocolate Flavored Desserts gives extensivedetails on the application of De Zaan®
cocoa powders from ADM Cocoa in avariety of popular desserts, including anumber of product recipes with process-ing recommendations.
Ice cream and frozen dessertsThe color and flavor of chocolate-flavoredice cream come mainly from cocoa solids,which can be introduced as a constituentto the ice cream, a chocolate or compoundcoating, or in a combination thereof. Icecream and desserts are made of similaringredients. The main component iswater, which serves as a solvent and willform ice crystals. Sugars affect flavor andstructure. Non-fat milk solids impart themilk flavor, and fats impart the structureand creamy effect so characteristic of icecream. Stabilizers increase the viscosity,create a gel, stabilize the system, and pre-vent the ice cream from melting too easily.Emulsifiers reduce the surface tensionbetween the fat and water phases andhave the effect of arranging the fat glob-ules around the air bubbles to form ahomogeneous structure. All of thesefactors affect the eating properties of theproduct, including the mouthfeel, and canbe influenced by adjusting the productformulation and the processing conditions.
ADM Cocoa’s technical informationbulletin Cocoa Powders and Ice Creamspecifically deals with the effect thatcocoa powder has on the manufacturingof ice cream and frozen desserts.
Bakery productsThis large product category covers manytypes of cakes, biscuits, and cookies.These are essentially dry in the sense that
most moisture has been removed in thebaking process.
Alkalization influences the pH, alka-linity, ash content, flavor, and color of thecocoa powder. The alkalinity of the cocoapowder can affect baking properties inthe same way as baking soda. To select acocoa powder for a baking application, itis therefore important to look not only atthe flavor and the color but also how itwill affect the baking process.
Cocoa powder readily absorbs mois-ture. If, for example, a cake is baked andpart of the flour is replaced by cocoapowder, the baker must raise the amountof water and make a correction in theamount of baking soda, as otherwise thecake would have a volume too low and atexture too dry.
Medium to strongly alkalized cocoapowders are generally used in bakeryproducts. As mentioned, the alkalinity ofthe cocoa powder may have a significanteffect on the color of baked products suchas cakes and cookies. Excessive bakingsoda (pH >8) will change the color of theend product from yellowish-brown toreddish-brown.
More so than in some other productcategories, the recipe instructions andprocedures for baked products containingcocoa powders can be critically importantfor achieving a satisfactory product. ADMCocoa has compiled a comprehensivetechnical information bulletin, CocoaPowders in Bakery Applications. This publi-cation deals with the effects of cocoa pow-der in relation to other ingredients andthe technology in a number of bakeryapplications, including a number of prod-uct formulas and recommended pro-cessing methods.
Confectionery, coatings, and cocoaproductsThis product category comprises applica-tions based on fat-sugar, water-sugar, andwater-fat-sugar systems.
Archer Daniels Midland Company136
The De Zaan® Cocoa Manual

Fat-sugar systems are those in whichthe main ingredients are fat, sugar, andcocoa powder, such as compound coat-ings and fillings. Depending on theamount and type of fat, a product will besoft or hard at room temperature. Forcompound coatings made from differentvegetable fats, both alkalized and non-alkalized cocoa powder can be used. Thisis a matter of flavor and color apprecia-tion and of costs: The flavor/color impactof a lower level of alkalized cocoa powdermay be stronger than that of a higherlevel of natural cocoa powder.
Non-alkalized cocoa powders arelighter in color than alkalized powders. Ifmilk solids are added or incorporated, thedifference in color between alkalized andnon-alkalized powders will become moreevident. The whitish milk powder func-tions as a background that will emphasizethe color and its brilliance.
Cocoa powders with higher cocoa but-ter contents can have an adverse effect onthe gloss stability of compound coatingsmade with lauric fats.
For ice cream coatings, alkalized cocoapowders are often used. The reason forthis is that the detection of the chocolateflavor is dulled by the low temperature ofice cream. The stronger flavor and darkercolor of the alkalized powders rendertheir full impact in this application.
In the technical information bulletinCocoa Powder and Compound Coatings adetailed description is given as to thebehavior of cocoa powder in different fatsystems and the composition and manu-facturing methods of a number ofcoatings.
Water-sugar and water-fat-sugar sys-tems include products such as syrups,fudges, toppings, and frostings, wherewater forms the continuous phase. Thishas the effect of altering the rheology andmouthfeel of the product to respond tothe specific demands of the application.Improved preservation is partiallyobtained by the addition of sugar andother preservative ingredients. Thismeans that the quantity of sugar in theseproducts is often higher than in productsof fat systems.
In these applications, in addition tonon-alkalized cocoa powders, stronglyalkalized powders are often used. This isbalanced by the high sugar content pres-ent and its ability to mellow the some-times-pronounced flavor of the stronglyalkalized cocoa powders.
When using water in relatively highviscosity products, consideration must begiven to the total carbohydrate percentageof the cocoa components. The starches,sugar, and dietary fiber establish a bondwith the water, as a result of which athickening effect may occur over time,such as in syrups.
It is important that with sugar syrups,the correct proportions of the varioustypes of sugar are chosen. An incorrectchoice of sugars may lead to crystalliza-tion, which in turn produces a change inviscosity. In many cases, the cocoa pow-der is seen as the cause of this, while it ismore often caused by problems in thearea of the sugars used.
Instant products and premixesInstant cocoa products are mixes that areadded generally to cold milk or water.Just adding a regular cocoa powder tocold milk and stirring will not create anattractive looking product. The reasonsfor this are:
• Cocoa powder contains cocoa butter,which behaves hydrophobically in
Archer Daniels Midland Company 137
The De Zaan® Cocoa Manual

cold milk.• Cocoa powder is a fine powder and
contains starch, which, by nature,favors the creation of lumps of cocoain cold milk.
To prevent this, it is better to mix cocoapowder with sugar first and then addcold milk gradually while stirring. Bymaking a high-viscosity paste, the lumpsof cocoa are easily eliminated.
However, most consumers find it lessconvenient to make chocolate milk in thisway. A ready-to-use mix to be added towarm or cold milk or water naturally haspreference. For this reason, the so-calledinstant products have been developed. Aninstant product is generally a two- orthree-component mix:
• Two-component mixes are mainlymade of crystal sugar and cocoapowder.
• Three-component mixes are mainlymade of cocoa powder, crystal sugar,and milk powder.
Because milk consists largely of water,it is important to change the hydrophobiccocoa powder into a hydrophilic powder.The cocoa manufacturer does this bycoating the cocoa powder particles withan emulsifier such as lecithin. The lecithinmolecule is made up of hydrophobic andhydrophilic parts. The hydrophobic partanchors itself to the cocoa butter on thecocoa solid particle. The hydrophilic partof the lecithin molecule is directed to theoutside of the cocoa particle. In this way,a cocoa particle is created with an outersurface that has a hydrophilic character.When this lecithinated cocoa particle isadded to cold milk or water, it is easilydispersed.
However, if a dry mixture of sugarcrystals and lecithinated cocoa powder isadded to cold water, the sugar crystalsimmediately fall to the bottom of theglass, followed much more slowly bylecithinated cocoa particles. This results in
non-optimal dispersion. To improve thedispersion, the heavier sugar crystals areattached to the cocoa powder by agglom-eration. The sugar crystals are moistenedwith water/steam. The lecithinated cocoaparticles adhere to the wet sugar crystals,and the agglomerated particles are thendried. This creates sugar cocoa agglomer-ates that are easily dispersed in cold milk.
Lightly alkalized lecithinated cocoapowders are generally used in instantproducts.
In vending machines, hot water isadded to a mix of cocoa powder, sugar,and milk powder to produce hot choco-late. Because the cocoa butter melts in thehot water, the hydrophobic character ofthe cocoa powder plays a less importantrole. As a result, it is not recommended touse lecithinated cocoa powder in vendingmixes. The mix, however, should beagglomerated to ensure good mixing withthe hot water.
In ADM Cocoa’s technical informationbulletin Cocoa Powder and Dry Mixes,extensive information is made availableon this particular application of cocoapowder.
3. Packaging, storage,and transportation
PackagingCocoa powder is a complex and vulnera-ble product. It is not only very hygroscopic;it also tends to quickly pick up foreignodors from its surroundings. Therefore,the product should be properly packedand stored. The packaging itself must beable to endure transportation over longdistances and varying handling condi-tions and should be able to stand up to aprolonged storage period. The powderitself is a product that enjoys a long shelflife, provided that packaging and storageconditions are adequate.
Archer Daniels Midland Company138
The De Zaan® Cocoa Manual
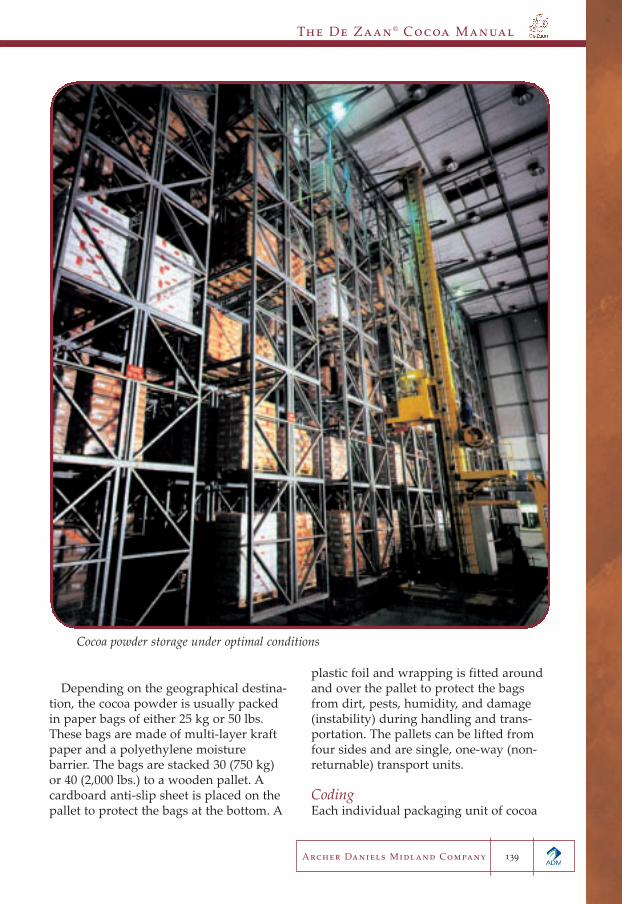
Depending on the geographical destina-tion, the cocoa powder is usually packedin paper bags of either 25 kg or 50 lbs.These bags are made of multi-layer kraftpaper and a polyethylene moisturebarrier. The bags are stacked 30 (750 kg)or 40 (2,000 lbs.) to a wooden pallet. Acardboard anti-slip sheet is placed on thepallet to protect the bags at the bottom. A
plastic foil and wrapping is fitted aroundand over the pallet to protect the bagsfrom dirt, pests, humidity, and damage(instability) during handling and trans-portation. The pallets can be lifted fromfour sides and are single, one-way (non-returnable) transport units.
CodingEach individual packaging unit of cocoa
Archer Daniels Midland Company 139
The De Zaan® Cocoa Manual
Cocoa powder storage under optimal conditions
products carries the identification of themanufacturer and country of origin, theproduct type, the product description, thelot identification number, the net weight,and a unique production code for verifi-cation and identification (traceability).Pertinent information in this codeincludes the date of manufacture, the pal-let number, and the filling line/machine.Typically, each packaging unit alsoincludes transport and storage instruc-tions, e.g. keep cool and dry.
For microbiological sampling andanalysis, a different lot definition is used:a quantity of product produced andhandled under uniform conditions. (SeeMicroorganisms in Foods 2, I.C.M.S.F.(1986), page 22.) Often, such a microbio-logical lot consists of the product baggedor filled from a single line within a lim-ited period, e.g. six-24 hours.
Transport and storageUnder incorrect transport and storageconditions, certain changes in cocoa pow-der’s physical characteristics can occur.For instance, if cocoa powder is com-pressed beyond a certain level, agglomer-ation or lumping of the cocoa particlesoccurs. Stacking beyond a certain heightwill give rise to this pressure and musttherefore be avoided. It is not recom-mended to stack more than 20 bags ortwo pallets high.
The air surrounding the pallets of cocoapowder should preferably have an RH<50%. This level of humidity is the upperlimit to hold cocoa powder in a microbio-logically stable state. But even with an RH<50%, care must be taken that no suddentemperature changes of the surroundingair occur. Even under favorable condi-tions, this can cause condensation on theinside of the packaging that may lead topossible growth of mold.
Also the cocoa butter present in thecocoa powder is sensitive to temperature
changes. If it is subjected to a temperaturetoo high, it will melt. When the tempera-ture drops again, the cocoa butter willre-crystallize, giving the cocoa powder agray discoloration. It will also cause theparticles to stick together.
Although these factors do not have aninfluence on the intrinsic quality of thecocoa powder, lump formation can makethe powder difficult to handle in furtherprocessing.
Protection of cocoa powder againstrodents and insects is also essential. Thegreatest danger comes from damagedbags and unhygienic storage conditions.The product must be stored in a clean,regularly inspected area. Rodents andother pests can be controlled by traps orelectric defense mechanisms.
The following recommendations aremade for adequate transportation andstorage conditions:
• Use only cool, dark, and dry food-grade storage areas in which the tem-perature is between 15°-20° C(55°-65° F) and the RH is <50%.
• Stack no higher than 20 bags or twopallets.
• Position the pallets with sufficientspace between them and the wall toavoid local temperature variationsand pest infestation.
• Keep the storage space clean and freeof rodents, insects, birds, and otherpollutants.
• As much as possible, prevent suddentemperature changes.
• Avoid exposing cocoa powder todirect sunlight, hot lamps, or otherdirect sources of heat.
• Ensure the absence of strong smellingproducts in the vicinity, such ascoffee, tea, tobacco, spices, paints,chemicals, and cleaning substances.
• Even though the cocoa powder has amuch longer shelf life, use up stocks
Archer Daniels Midland Company140
The De Zaan® Cocoa Manual
within 12 months.Packaging reduction
ADM Cocoa’s policy with regard toproduct packaging is first and foremost toproperly protect the product so that theuser receives it in an optimal condition.Beyond this, the issue of packaging andits effects on the environment must beaddressed. In response to worldwidepublic concern over protection ofresources and biodegradability of packag-ing materials, many countries are reactingby taking action to reduce packaging. Weareseeking to:
• minimize the size and quantity ofpackaging materials used
• make it reusable, if packaging isunavoidable
• make it recyclable, if it can't be madereusable
Bulk and semi-bulk packagingPackaging materials and handling tech-nology are developing very fast. New sys-tems are constantly coming onto the mar-ket. However, transportation of cocoapowder in bulk, in whatever way, is ulti-mately going to be the only adequatesolution to this problem. Tank cars havealready made their entry, and the semi-bulk flexible intermediate containers arerapidly gaining in popularity. For users oflarge quantities of cocoa powder, thisbulk packaging from ADM Cocoa reduceshandling and logistics costs significantlywhile protecting the product’s integrity.They carry between 800 and 1,000 kg(1,750 to 2,200 lbs.), depending on thetype of powder. For more information onthis type of packaging, please contact oneof the sales offices of ADM Cocoa listedon page 151.
4. Specification ofcocoa powder
IntroductionSpecifications are important for the userof cocoa powder to formulate an end-product, set quality standards, and com-ply with food legislation. Specificationsrelate to consistency, quality, and safetyand are only meaningful when the corre-sponding methods of analysis are indi-cated. These methods of analysis can befound in Module 3: Methods of Analysis.
Controllable andnon-controllable factorsDefining specifications is particularlychallenging for products made from rawmaterials with a natural origin. In themanufacturing process of cocoa powder,there are important production stepswhere quality aspects can be influencedand controlled. These are:
• Alkalizing: allows control of color, fla-vor, and pH
• Roasting: allows control of flavor andmicrobiology
• Pressing: allows control of fat content• Grinding: allows control of fineness
However, some characteristics can becontrolled only to a limited extent. Theseare the natural constituents of cocoa, forexample: the content of starch, protein,and theobromine or the cocoa butter com-position. The pH of the non-alkalizedcocoa powder is determined by the acidiccomponents of the beans used and canonly be controlled by the selection of thebeans.
Many users of cocoa powder requirenutritional information on the product forthe calculation and declaration of thenutritional value on their consumer pack-ages. For different types of cocoa pow-ders, this nutritional information is givenin Module 6: Health and Nutritional
Archer Daniels Midland Company 141
The De Zaan® Cocoa Manual
Aspects. Because cocoa beans naturallyvary with origin, season, and differencesin processing, this information is indica-tive only and is not a part of our standardspecifications.
Food safety aspectsADM Cocoa is certainly aware of theessential character of safety in food prod-ucts. A working and certified HACCPensures that food safety hazards are con-tinuously monitored and controlled. Manyfactors can influence cocoa product foodsafety. A brief summary is given below.
ImpuritiesImpurities are defined as everything pres-ent in cocoa powder that theoreticallyshould not be there. They can be subdi-vided into two categories:
• Foreign matter relates to all items thatare not intrinsic to the product andthat may have been introducedduring harvesting, transportation,and processing of the raw material.These non-indigenous materials, suchas pieces of wood, metal fragments,and sand, must be removed and care-fully controlled.
• Extraneous matter can be defined asmaterial that is intrinsic to theprocessed product and includes insectfragments and cocoa shell. Its pres-ence is unavoidable but can be con-trolled by applying Good Manufac-turing Practices (GMP) and adequateprocessing. Tolerable levels of extra-neous matter are set in the DefectAction Levels by the Food and DrugAdministration in the USA.
Metallic ironThe presence of metallic iron is inherentto cocoa given growing, postharvest, andmanufacturing conditions. Good manu-facturing practices and the use of power-ful magnets help control the levels of
these very fine particles.PesticidesCocoa trees and their fruit are prone toattack by microorganisms and insects. Tofight these pests, fungicides, insecticides,and pesticides may be applied but mostlyon the cocoa pod and not on the beansthemselves.
Heavy metalsAs is true with most agricultural crops,trace levels of heavy metals often foundin the soil may be found in cocoa. Becausecocoa beans from origin countries com-monly come into contact with soil, shellremoval to the levels specified under reg-ulatory standards is known to help limitthe levels of these naturally occurringmetals.
MycotoxinsMold growth on cocoa beans occurs onoccasion. Some of these molds can pro-duce mycotoxins. This may occur at thefarms during harvesting, ripening, fer-mentation, and drying. It is thus possiblethat mycotoxins like aflatoxins and ochra-toxine A are present on cocoa beans. It isimpossible to remove every impurityfrom cocoa powder during manufact-uring. Regulatory authorities have recog-nized this. However, careful selection andhandling of raw materials and good man-ufacturing practices help control the lev-els of such impurities.
Specification componentsIt is important to note regarding the com-ponents of typical De Zaan® cocoa powderspecifications that ADM Cocoa operates anumber of cocoa processing plants aroundthe globe. The raw materials supplied andthe nature of processing may vary fromone plant and/or region to another. As aresult, the specific attributes and valuesin specifications may differ simply due tothe raw materials in use and the specific
Archer Daniels Midland Company142
The De Zaan® Cocoa Manual
nature of the processing employed.The final application for a specific cocoapowder is best used as a guide to deter-mine which component values, methodsof analysis, and other product features aremost important to that application.
Flavor and colorNo matter how important various fea-tures may be, cocoa powder is ultimatelyused in the finished product for its flavorand color. The food industry has everyinterest in using cocoa powders with fea-tures that are as optimal and consistentas possible. That is why reliable methodsare important to determining whether adelivery conforms to a reference samplein color and flavor. These methods areoutlined in Module 3: Methods ofAnalysis. Further information regardingsensory evaluation can be found inModule 4: Flavor and FlavorDevelopment. Reference samples areavailable from ADM Cocoa. With these,customers can carry out their ownchecks.
Fat contentThe food legislation of many countrieshas divided cocoa powders into differentcategories based on their fat contents.Within the regulations in effect, industrialcustomers select the fat content that isoptimal for their products. It is not techni-cally possible to press to an exact fat per-centage; some tolerance is necessary.However, this specification should be asnarrow as possible. ADM Cocoa specifiesthe fat content within a 2% range.
pHThe alkalization process increases the pHvalue of the natural, lightly acidic cocoa.The degree of alkalinity is determined bythe extent of alkalization and the acidityof the cocoa beans. Controlled processingresults in definable pH ranges. Non-alka-
lized (natural) cocoa powders may havewider pH ranges caused by the naturalvariation in the acidity of the cocoa beans.
FinenessA clear distinction must be made betweenfineness determined by sieving of the drycocoa powder versus sieving the cocoapowder in a water suspension. The fine-ness of powder as such is not relevant inmost applications. Cocoa particles arepartly agglomerated and do not disinte-grate completely with dry sieving. How-ever, agglomerates will immediately disin-tegrate when the powder is brought intosuspension or when heat is applied. Thewet sieve test with warm water is, there-fore, the best determination of fineness.(See Module 3: Methods of Analysis.)
Fineness is a characteristic for whichdifferent applications have variousdemands. Manufacturers of chocolatemilk will immediately notice the presenceof a slight amount of coarse cocoa parti-cles in their products and may experienceproblems with their homogenizers.
An easy test for coarse particles is toput cocoa powder in milk. The particlescan be easily seen when they are placedagainst the light background of the milk.
Moisture contentSome food laws allow a moisture contentof max. 9% for cocoa powder. In practice,this percentage appears to be too high.With rapid decreases in temperature dur-ing storage or transport, condensationinside the packaging can occur. With sucha high moisture content, mold can growin the product. Our experiences show thata moisture content of a max. of 5% is best.
Microbiological characteristicsIt is important that limits be placed on themicrobiological quality of cocoa powder,especially as related to specific applica-tions. The reasons for this are:
Archer Daniels Midland Company 143
The De Zaan® Cocoa Manual
BIBLIOGRAPHY
Abbink, Shelf Life of CompoundedChocolate, Confectionery Manufactureand Marketing, 1984, vol. 10 (21), 16
ADM Cocoa, Sensory Evaluation of CocoaProducts, technical information bulletin,1997
ADM Cocoa, Cocoa Powders and IceCream, technical information bulletin,1998
ADM Cocoa, Chocolate Milk, aComplicated Product, technical informa-tion bulletin, 1998
ADM Cocoa, Cocoa Powder andCompound Coatings, technical informa-tion bulletin, 1998
ADM Cocoa, Chocolate Flavored Desserts,technical information bulletin, 1998
ADM Cocoa, Cocoa Powder in BakeryApplications, technical information bul-letin, 1998
ADM Cocoa, Cocoa Powder and DryMixes, technical information bulletin,1998
ADM Cocoa, The De Zaan® CocoaProducts Manual, 1999
ADM Cocoa, Nutritional Functions ofCocoa and Chocolate in Human Food,technical information bulletin, 1999
ADM Cocoa, Sol, Lecithinated CocoaPowders, product brochure
Allen, Food Prod. Design, 1998, Jan., 83-86
Anon., Manuf. Confect., 1986, Aug., 12
AOAC, “Official Methods of Analysis ofthe AOAC,” 15th Edition, 1990, 970.23,767-77, Washington
Becket, Industrial Chocolate Manufactureand Use, Blackie, U.K., 1988
Behm, Schokoladen Freuden, 1964, Ernst-Heimeran Verlag, Munich
Belluci, Ann. Chim. Appl. 22, 25 (1932)
Bennion, Bamford, “Technology of CakeMaking,” Leonard Hill Books, U.K., 1983
Boomgaard, van Vliet, van Hooydonk,“Physical stability of chocolate milk,” Int.J. Food Sci. Techn., 22 (1987), 274-275
Brand-Williams, et al., Lebensm., Wiss.u.-Technol., 1995, 28, 25-30
van Brederode, Reeskamp, “Über dieBestimmung des Schalenanteils inKakaoerzeugnissen,” Z. Lebensm. Unters.Forsch., 1957, 105, 461-473
Brown, “Ovens for IndustrialProduction,” Baking Industry Europe,1994
Chiva, Proceedings ICCO-Meeting, 25-29May, 1998, Valencia, Spain
CIE, 1978: “International Commission ofIllumination. Recommendations on uni-form colour spaces, colour differenceequations, psychometric colour terms.”(Bureau central de la CIE<Paris)
Clydesdale, “The Measurement of Color,”Food Technology, 1969, 23, 16-22
Conquer, et al., J. Nutrition, 1998, 128 (3),593-597
Archer Daniels Midland Company144
The De Zaan® Cocoa Manual
Cook, Meursing, “Chocolate Productionand Use,” Harcourt Brace Jovanovich Inc.,New York, USA, 1982
Descamps, et al., Food Technology, April1986
Deshpande, et al., Food Antioxidants,1996, Marcel Dekker Inc., New York, USA
Driessen, A Comparative Study of theLipase in Bovine Colostrum and inBovine Milk, Neth. Milk Dairy J., 30, 186-196, 1976
Eichner, et al., Z. Lebensm. Unters.Forsch., 1991, 192, 24-29
Errboe, “Confectionery Fats,” Candy &Snack Industry, Aug. 1981, 48-53
Fincke, Handbuch der Kakaoerzeugnisse,Zweite Auflage, 1965, Springer Verlag,Berlin.
Flamant, Food rev. Int., 1989, 5, 317-414
Fries, Ann. Allergy, 1978, 41 (4), 195-207
Grenby, et al., Archs. Oral. Biol., 1974, 19,218
Harman, J. Gerontol., 1965, 11, 298
Heemskerk, Chocolate Compound andCoating Engineering, ConfectioneryProduction, July 1986, 1-6
Heinzler, et al., Z. Lebensm. Unters.Forsch., 1991, 192, 445-450
Hertog, et al., J. Agric. Food Chem., 1992,40, 2379-2383
Hogenbirk, “Compatibility of SpecialtyFats with Cocoa Butter,” TheManufacturing Confectioner, June 1984,
59-64Hogenbirk, “Saponification of Fats,” TheManufacturing Confectioner, May 1987,59-64van het Hof, et al., Eur. J. ClinicalNutrition, 1998, 52 (5), 356-359
Holt, “Moderne Abfülltechniken,” Behr’sSeminare, Nov. 1988, 24-25, Wiesbaden,Germany
Ingram, “Cocoa Shows Its True Stripes,”Bakery Production and Marketing,Sep. 15, 1996, 52-57
Italiaander, Speise der Göter, 1983, DrosteVerlag, Düsseldorf
Jackson, “Stone cell count method andstone cell group method for estimatingshell in chocolate products,” J. Ass. Offic.Anal. Chem., 1970, 53, 476-489
Katam, Am. J. Clin. Nutr., 1997, 65, 1542-1543
Kattenberg, Cocoa Powder for the DairyIndustry, U.S. Patent 4,704,292
Kattenberg, “The quality of CocoaButter,” The Manufacturing Confectioner,Jan., 1981
Kattenberg, “The Effect of Cocoa Butteron Chocolate Tempering and Bloom,” TheManufacturing Confectioner, May 1989,77-81
Kiger, Kiger, “Technique Moderne de laBicuiterie—Patisserie BoulangerieIndustrielle et Artisanales et des Produitsde Régime,” tome 1 et 2, EditionsDUNOD, Paris, France, 1967
Kivits, et al., Int. J. Food Science Nutr.,1997, 48, 387-392
Archer Daniels Midland Company 145
The De Zaan® Cocoa Manual

Kleinert, DE 3125144, 1982Kochar, Meara, Lipolytic Rancidity inFoodstuffs, Research Report No. 208,Leatherhead Food R.A., 1974
Kochar, Meara, Steedman, LipolyticRancidity in Foodstuffs, Research ReportNo. 208, December 1974, LeatherheadFood R.A.
Kochar, Meara, Steedman, LipolyticRancidity in Food Products, CollaborativeProject No. 704, Leatherhead Food R.A.,1977
Kondo, et al., The Lancet, 1996, 348, 1514
Konishi, JP Hei 8-298959, 1996
Koppelman, et al., VMT, 1997, 22 (Oct.),37-39
Kris-Etherton, et al., Metabolism, 1993, 42,121-129
Kris-Etherton, et al., Am. J. Clin. Nutr.,1994, 60, 1037S-1042S
Kulp, Editor, Cookie chemistry and tech-nology, American Institute of Baking, 1994
Kyoko, et al., JP 9206026 A, 1997
Lehrer, Crit. Rev. Food Sci. Nutri., 1996,36 (6), 553-564
Lyon, Francombe, Hasdell, Lawson,Guidelines for Sensory Analysis in FoodProduct Development and QualityControl, Chapman & Hall, London, U.K.,1992, 131
Marshall, Arbuckle, “Ice Cream,”Chapman and Hall, New York, USA, 5thEdition, 1996
Martin-Cabrejas, et al., J. Sci. Food Agric.,
1994, 66 (3), 307-311Megumi, et al., J. Clinical Dentistry, 1988(1), 28-30
Meilgaard, Civille, Carr, SensoryEvaluation Techniques, C.R.C. Press, Inc.,Boca Raton, Florida, USA, 1987, Vol. 1 & 2
Merrill, Watt, Energy Value of Foods,Agriculture Handbook no. 74, U.S. Dept.of Agriculture, 1973
Minifie, “Chocolate, Cocoa, andConfectionery: Science and Technology,”AVI, 3rd ed., 1989
Mitropoulos, et al., Arterio Tromb, 14,214-222
Mohr, Lebensmittelchem. Gerichtl. Chem.,1978, 32, 27-31
Monsma, et al., Am. Inst. Nutr., 1996, 22,3166
Morton, MacLeod, Food Flavors, ElsevierScientific Publishing Company,Amsterdam/Oxford, New York, USA,1982, 473 pp.
Moskowits, H.R., Applied SensoryAnalysis of Foods, Vol. I & II, C.R.C.Press, Inc., Boca Raton, Florida, USA,1988, 259-180
Moskowits, H.R., Product Testing andSensory Evaluation of Food Marketingand R&D Approaches, Food & NutritionPress, Inc., Westport, Connecticut, USA,1983, 605
de Muijnk, Lecithin in Chocolate andCoating, AOOCS Conference, Seattle,Washington, USA, May 1997
Mustad, et al., Metabolism, 1993, 43, 463-469
Archer Daniels Midland Company146
The De Zaan® Cocoa Manual
Muñoz, Civille, Carr, Sensory Evaluationin Quality Control, Van NestrandReinhold, New York, USA, 1992, 240 pp.Mutz, “Formulas and Processes forBakers,” 2nd Edition, Pan-TechInternational, Inc., 1997
Naomi, et al., JP 7213251 A, 1995
Naomi, et al., JP 7274894 A, 1995
Naomi, et al., JP 9234018 A, 1997
Newman, BCCCA report no. A.8107, 1998
Norris, et al., Am. J. Public Health, 1997,87 (5), 740-746
Okezie, et al., Antioxidant Methodology,1997, AOCS, Champaign, Illinois, USA
O’Mahony, M., Sensory Evaluation ofFood, Statistical Methods and Procedures,Marcel Dekker, New York, USA, 1986,487 pp.
Orr, et al., Science, 1994, 236, 1128
Osaki, et al., Caries Research, 1991, 25,438-443
Palenik, et al., J. Dental Research, 1997, 58,1749
Paolino, et al., Archs. Oral. Biol., 1985, 30,359-363
Park, et al., “Eine modifizierteHydroxamsäure-Methode zurBestimmung der Lipaseaktiviät,” Z.Lebensm. Unters. Forsch., 1975, 157, 327-331Petersen, “The use of cocoa butter replac-ers,” The Manufacturing Confectioner,June 1988, 110-115
Piggott, I.R., Sensory Analysis of Foods,Elsevier, London, U.K., 1984, 389 pp.
Archer Daniels Midland Company 147
The De Zaan® Cocoa Manual

Plaami, Food Rev. Int., 1997, 13 (1), 29-76
Plomelli, et al., Nature, 1996, 382, 677-678Porter, et al., Phytochemistry, 1991, 30 (5),1657-1663
Proceedings International Symposium onChocolate and Cocoa Nutrition, 1995
Purr, “Test paper for the detection ofesterases in animal and plant tissues andin microorganisms,” R.I.C., 1962, 567-571
Pyler, Baking Science & Technology, 3rdEdition, Volume 1 & 2, SoslandPublishing Company, USA, 1988
Rohan, J. Food Sci., 1967, 32, 402-404
Romanczyk, Jr., et al., U.S. Patent5,554,645, 1996
Romanczyk, Jr., et al., PCT WO 97/36497,1997
Romanczyk, Jr., et al., PCT WO 97/36597,1997
Rothwell, “Ice Cream Making,” Reading,U.K., 1985
Sanbongi, et al., J. Agric. Food Chem.,1998, 46, 454-457
Schultze, “Farbenlehre und Farbenmessung,”1966, Springer-Verlag, Berlin
Schwitzgübel, et al., EP 328019 A, 1989
Slamat, Dissertation, Penn. State Univ.(U.M.I. order no. 8807851, MI48106, USA),1989
Stanley, BCCCA report no. A8075, 1998Stone, Sidel, Sensory Evaluation Practices,Academic Press, Orlando, Florida, USA,1985, 311 pp.
Sultan, “Practical Baking,” 5th Edition,Van Nostrand Reinhold, New York, USA,1990
Suschetet, et al., Polyphenols 96, 1996,165-204, INRA Ed, Paris, France
Vinson, et al., J. Agric. Food Chem., 1998
Wainwright, “Cocoa butter alternative fatsystems for compound and pastel coating,”The Manufacturing Confectioner, Nov.1986, 45-49
Waterhouse, et al., The Lancet, 1996, 348, 834
Watt, Merrill, “Composition of Foods,”Agriculture Handbook no. 8, U.S. Dept. ofAgriculture, 1975
Ziegleder, et al., Zucker Süssw. Wirts.,1982 (7/8), 118-121
Ziegleder, Lebensmittelchem. Gerichtl.Chem., 1983, 37, 63-69
Archer Daniels Midland Company148
The De Zaan® Cocoa Manual

Archer Daniels Midland Company 149
The De Zaan® Cocoa Manual

THE ADM COCOAORGANIZATIONADM Cocoa operates 13 industrial choco-late and cocoa ingredients factories ineight countries on four continents. Itallows us to integrate and implementtechnologies and expertise from all ofthese units, and so to benefit fully fromthe acknowledged operational and orga-nizational know-how of our parentcompany, Archer Daniels MidlandCompany, one of the world’s leading foodprocessing companies.
ADM Cocoa is structured effectivelyto help our customers worldwide tomake the most of chocolate and cocoaingredients.
If you would like to know more aboutADM Cocoa, talk to your representativeor contact us at one of the locations listed.
Archer Daniels Midland Company150
The De Zaan® Cocoa Manual

ADM COCOA BVKoog aan de Zaanthe NetherlandsTelephone +31 (0)75 64 64 646Fax +31 (0)75 64 64 [email protected]
ADM COCOAMilwaukee, WIUSATelephone +1 414-358-5700Fax +1 414-358-5838
ADM COCOA PTE, LTD.SingaporeTelephone +65 (0)6264 2611Fax +65 (0)6265 6126
JOANES INDUSTRIAL SAProdutos Qu’micos e VegetaisIlhŽusÑBahia, BrazilTelephone +55 (0)73 234 2003Fax +55 (0)73 234 2061
Archer Daniels Midland Company 151
The De Zaan® Cocoa Manual
Related Documents











