ANÁLISIS Y MEJORA DE LA CAPACIDAD A PARTIR DEL ESTUDIO DEL TRABAJO Y EL USO DE PROMODEL COMO HERRAMIENTA DE SIMULACIÓN DISCRETA EN LA LÍNEA DE ENSAMBLE HONDA MOTOCICLETAS DE LA FÁBRICA NACIONAL DE AUTOPARTES FANALCA S.A. HOLLMAN ENRIQUE JURADO BARCO CARLOS HUMBERTO TABORDA SÁNCHEZ UNIVERSIDAD DEL VALLE FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA INDUSTRIAL Y ESTADÍSTICA SANTIAGO CALI 2006

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

ANÁLISIS Y MEJORA DE LA CAPACIDAD A PARTIR DEL ESTUDIO DEL TRABAJO Y EL USO DE PROMODEL COMO HERRAMIENTA DE SIMULACIÓN DISCRETA EN LA
LÍNEA DE ENSAMBLE HONDA MOTOCICLETAS DE LA FÁBRICA NACIONAL DE AUTOPARTES FANALCA S.A.
HOLLMAN ENRIQUE JURADO BARCO CARLOS HUMBERTO TABORDA SÁNCHEZ
UNIVERSIDAD DEL VALLE FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL Y ESTADÍSTICA SANTIAGO CALI
2006
ANÁLISIS Y MEJORA DE LA CAPACIDAD A PARTIR DEL ESTUDIO DEL TRABAJO Y EL USO DE PROMODEL COMO HERRAMIENTA DE SIMULACIÓN DISCRETA EN LA
LÍNEA DE ENSAMBLE HONDA MOTOCICLETAS DE LA FÁBRICA NACIONAL DE AUTOPARTES FANALCA S.A.
HOLLMAN ENRIQUE JURADO BARCO
CARLOS HUMBERTO TABORDA SÁNCHEZ
Proyecto de Grado
Director Msc. Juan José Bravo Bastidas
Codirector
Phd. Oscar Rubiano Ovalle
UNIVERSIDAD DEL VALLE FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL Y ESTADÍSTICA SANTIAGO CALI
I
CONTENIDO
Pág. INTRODUCCIÓN 1. OBJETIVOS 1
1.1 OBJETIVO GENERAL 1
1.2 OBJETIVOS ESPECÍFICOS 1
2. ANTECEDENTES 2
2.1 RESEÑA HISTÓRICA 2
2.2 PLANTEAMIENTO DEL PROBLEMA 4
2.3 JUSTIFICACIÓN 6
3. ESTADO DEL ARTE 7
3.1 LA INGENIERÍA DE ORGANIZACIÓN 7
3.2 LAS LÍNEAS DE ENSAMBLE 8
3.3 LAS PLANTAS DE ENSAMBLE 11
4. HEURÍSTICA 15
4.1 ANÁLISIS DE LAS RELACIONES ENTRE LOS ELEMENTOS
OPERATIVOS 15
4.2 BALANCEO DE LÍNEA 16
4.2.1 La Modelación Matemática 16
4.2.2 Los Métodos Heurísticos 16
5. ANÁLISIS, MEJORA Y AUMENTO DE LA CAPACIDAD DEL PROCESO DE ENSAMBLE LÍNEA DE MONTAJE FINAL 22
5.1 REVISIÓN DEL MÉTODO INICIAL 22
5.1.1 Descripción del Proceso Actual de Ensamble en Línea 22
5.1.2 Mejora del Método de Ensamble Actual 26
5.2 ESTUDIO DE TIEMPOS Y BALANCE DE LÍNEA 28
II
5.2.1 Definición y Normalización de los Elementos Operativos
a Considerar en el Estudio 28
5.2.2 Construcción de la Red Relacional de los Elementos Operativos 29
5.2.3 Estudio de Tiempos 29
5.2.4 Balance de Línea 33
5.2.5 Validación del balance de línea propuesto mediante la simulación 39
5.3 CONCLUSIONES 44
6. AUMENTO DE CAPACIDAD DEL PROCESO DE ENSAMBLE TORRE – ESPIGO 45
6.1 DESCRIPCIÓN DE LA SITUACIÓN ACTUAL 45
6.2 ANÁLISIS DE LA SITUACIÓN ACTUAL 48
6.2.1 Análisis del método de ensamble en Torre Espigo 48
6.2.2 Análisis de capacidad del proceso de ensamble en Torre Espigo 48
6.2.3 Definición de la situación insatisfactoria 51
6.3 ANÁLISIS DE LOS INTERESADOS 51
6.3.1 Patrocinador 52
6.3.2 Cliente 52
6.3.3 Usuarios 52
6.3.4 Proyectista 52
6.4 ÁRBOL DEL PROBLEMA 52
6.5 ÁRBOL DE OBJETIVOS 54
6.6 ALTERNATIVAS DE SOLUCIÓN 54
6.7 EVALUACIÓN Y SELECCIÓN DE ALTERNATIVAS DE
SOLUCIÓN 57
6.7.1 Factores asociados a la evaluación de las alternativas de solución 57
6.7.2 Evaluación de las alternativas de solución 57
6.8 DEFINICIÓN DEL PROYECTO 60
6.8.1 Declaración del alcance 60
6.9 ESTRUCTURA DEL DESARROLLO DEL PROYECTO
– EDP CONCEPTUAL– 61
6.9.1 Programa de hitos 61
III
6.9.2 Presupuesto de inversión Tipo II 62
6.9.3 Evaluación económica del proyecto. 62
6.9.4 Evaluación de proveedores en la alternativa escogida 64
6.10 RESULTADOS DE LA IMPLEMENTACIÓN DEL PROYECTO 65
7. ANÁLISIS GLOBAL DE LA PLANTA. MEJORAS Y ESTIMACIÓN DE LA CAPACIDAD 67
7.1 DESCRIPCIÓN DE LA SITUACIÓN ACTUAL 67
7.1.1 Simulación del proceso productivo actual de la planta 69
7.1.2 Resultados de la simulación del proceso productivo actual 75
7.2 MEJORAS PROPUESTAS PARA EL SISTEMA
ACTUAL. DISEÑO DE ESTRATEGIAS DE SIMULACIÓN.
CREACIÓN DE ESCENARIOS. 79
7.2.1 Escenarios de producción propuestos para la simulación de
la planta 80
7.2.2 Resultados de la simulación del proceso productivo en cada
uno de los escenarios 89
7.3 CONCLUSIONES 90
BIBLIOGRAFÍA 92

IV
LISTA DE TABLAS
Pág.
Tabla 5.1 Porcentajes de suplementos definidos para el proceso de
ensamble en línea 32
Tabla 5.2 Indicadores de desempeño del balance inicial para la línea
de ensamble 37
Tabla 5.3 Indicadores de desempeño del balance inicial Vs. el balance
propuesto para la línea de ensamble 38
Tabla 6.1 Comparación de los parámetros productivos de los procesos
Torre Espigo y el ensamble en línea 47
Tabla 6.2 Situación inicial del proceso Torre Espigo 48
Tabla 6.3 Horas extras por centro de trabajo en la Línea de Ensamble
Honda 51
Tabla 6.4 Matriz de Factores para la evaluación de las alternativas de
solución 57
Tabla 6.5 Matriz de Evaluación de alternativas 57
Tabla 6.6 Resultados de la simulación del proceso Torre Espigo 58
Tabla 6.7 Programa de Hitos 62
Tabla 6.8 Presupuesto de inversión tipo II 62
Tabla 6.9 Estimación de los ahorros del proyecto 63
Tabla 6.10 Punto de equilibrio del proyecto 63
Tabla 6.11 Análisis de la Viabilidad del proyecto 64
Tabla 6.12 Matriz de Evaluación de proveedores 65
Tabla 6.13 Aumento de la productividad alcanzado en el nuevo proceso TE 65
Tabla 7.1 Resumen de parámetros para la planeación de la producción
en la LEH 70
Tabla 7.2 Composición de los conformadores del proceso de Prepintura 71
V
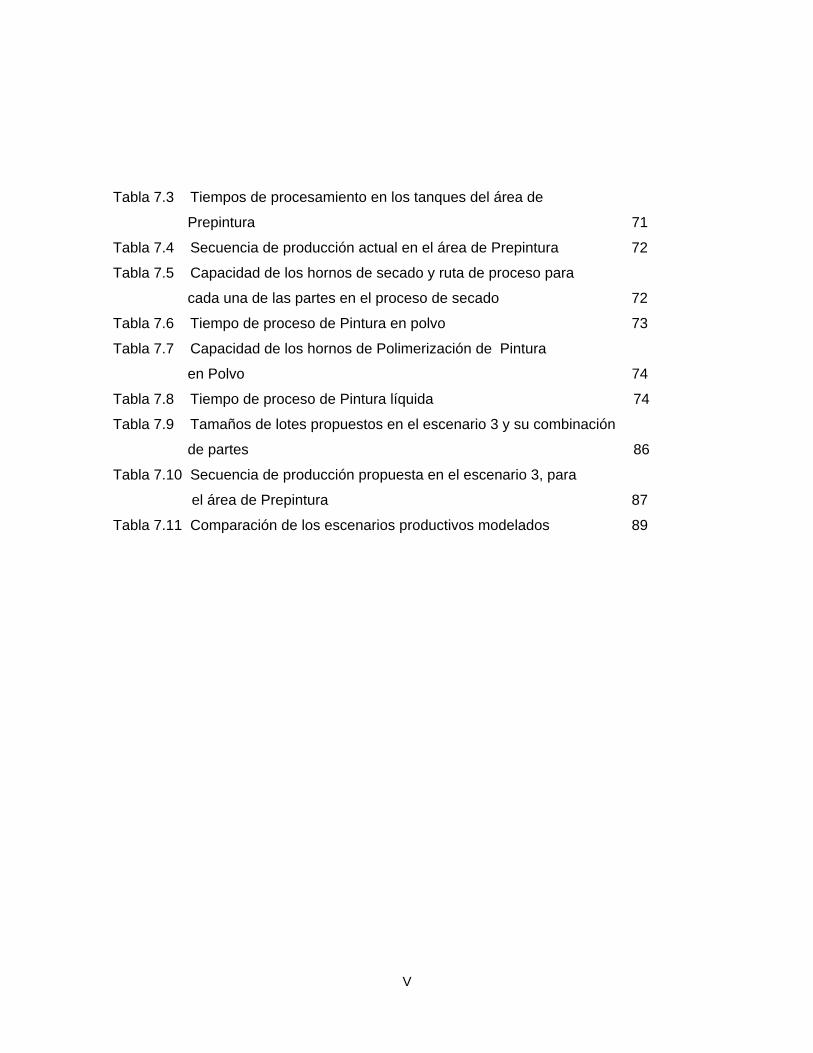
Tabla 7.3 Tiempos de procesamiento en los tanques del área de
Prepintura 71
Tabla 7.4 Secuencia de producción actual en el área de Prepintura 72
Tabla 7.5 Capacidad de los hornos de secado y ruta de proceso para
cada una de las partes en el proceso de secado 72
Tabla 7.6 Tiempo de proceso de Pintura en polvo 73
Tabla 7.7 Capacidad de los hornos de Polimerización de Pintura
en Polvo 74
Tabla 7.8 Tiempo de proceso de Pintura líquida 74
Tabla 7.9 Tamaños de lotes propuestos en el escenario 3 y su combinación
de partes 86
Tabla 7.10 Secuencia de producción propuesta en el escenario 3, para
el área de Prepintura 87
Tabla 7.11 Comparación de los escenarios productivos modelados 89
VI
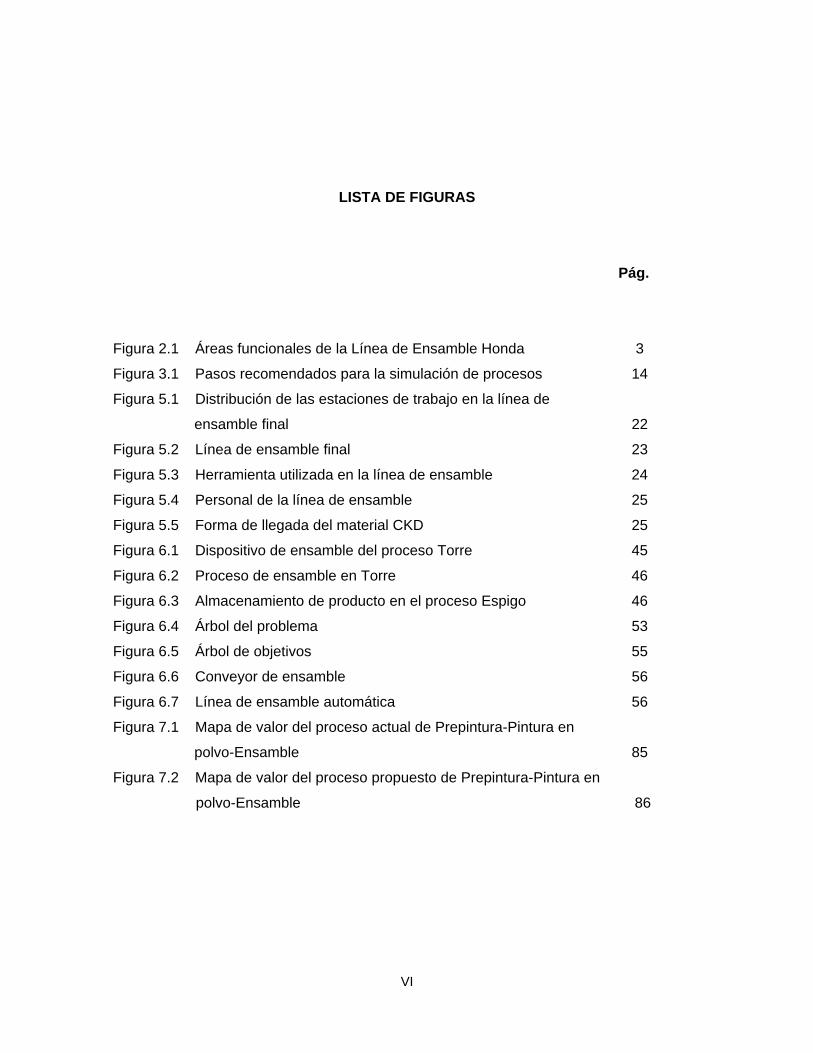
LISTA DE FIGURAS
Pág. Figura 2.1 Áreas funcionales de la Línea de Ensamble Honda 3
Figura 3.1 Pasos recomendados para la simulación de procesos 14
Figura 5.1 Distribución de las estaciones de trabajo en la línea de
ensamble final 22
Figura 5.2 Línea de ensamble final 23
Figura 5.3 Herramienta utilizada en la línea de ensamble 24
Figura 5.4 Personal de la línea de ensamble 25
Figura 5.5 Forma de llegada del material CKD 25
Figura 6.1 Dispositivo de ensamble del proceso Torre 45
Figura 6.2 Proceso de ensamble en Torre 46
Figura 6.3 Almacenamiento de producto en el proceso Espigo 46
Figura 6.4 Árbol del problema 53
Figura 6.5 Árbol de objetivos 55
Figura 6.6 Conveyor de ensamble 56
Figura 6.7 Línea de ensamble automática 56
Figura 7.1 Mapa de valor del proceso actual de Prepintura-Pintura en
polvo-Ensamble 85
Figura 7.2 Mapa de valor del proceso propuesto de Prepintura-Pintura en
polvo-Ensamble 86
VII
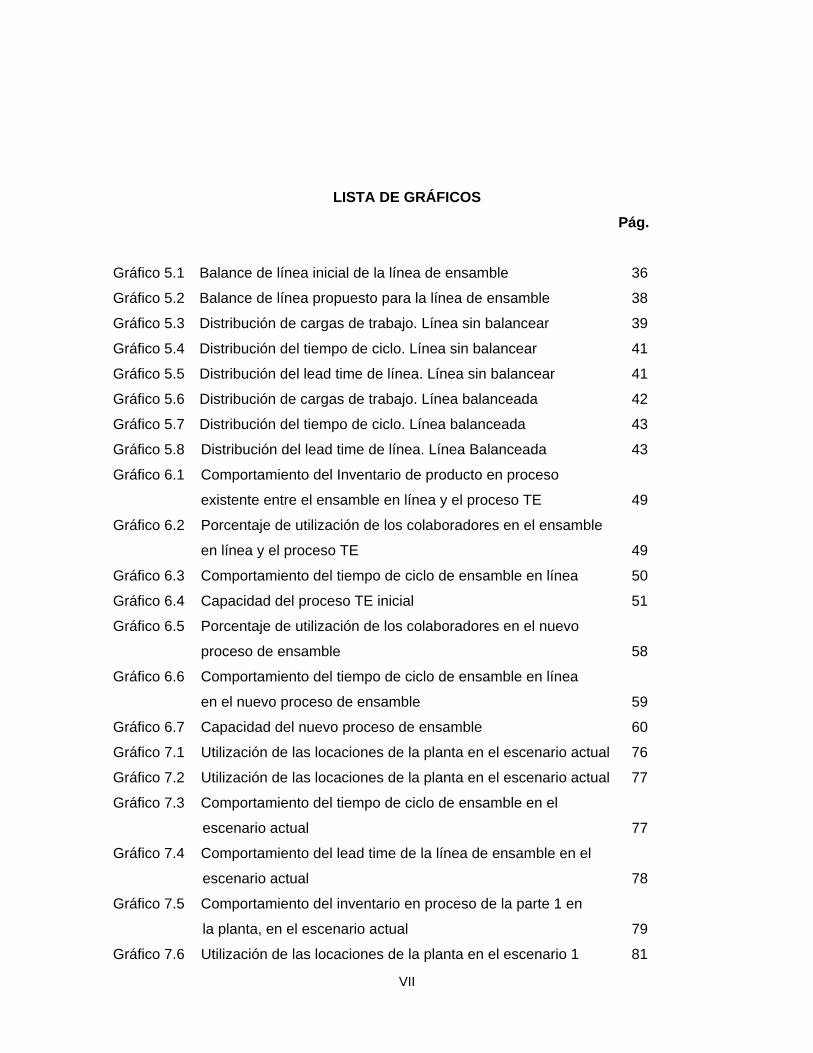
LISTA DE GRÁFICOS Pág.
Gráfico 5.1 Balance de línea inicial de la línea de ensamble 36
Gráfico 5.2 Balance de línea propuesto para la línea de ensamble 38
Gráfico 5.3 Distribución de cargas de trabajo. Línea sin balancear 39
Gráfico 5.4 Distribución del tiempo de ciclo. Línea sin balancear 41
Gráfico 5.5 Distribución del lead time de línea. Línea sin balancear 41
Gráfico 5.6 Distribución de cargas de trabajo. Línea balanceada 42
Gráfico 5.7 Distribución del tiempo de ciclo. Línea balanceada 43
Gráfico 5.8 Distribución del lead time de línea. Línea Balanceada 43
Gráfico 6.1 Comportamiento del Inventario de producto en proceso
existente entre el ensamble en línea y el proceso TE 49
Gráfico 6.2 Porcentaje de utilización de los colaboradores en el ensamble
en línea y el proceso TE 49
Gráfico 6.3 Comportamiento del tiempo de ciclo de ensamble en línea 50
Gráfico 6.4 Capacidad del proceso TE inicial 51
Gráfico 6.5 Porcentaje de utilización de los colaboradores en el nuevo
proceso de ensamble 58
Gráfico 6.6 Comportamiento del tiempo de ciclo de ensamble en línea
en el nuevo proceso de ensamble 59
Gráfico 6.7 Capacidad del nuevo proceso de ensamble 60
Gráfico 7.1 Utilización de las locaciones de la planta en el escenario actual 76
Gráfico 7.2 Utilización de las locaciones de la planta en el escenario actual 77
Gráfico 7.3 Comportamiento del tiempo de ciclo de ensamble en el
escenario actual 77
Gráfico 7.4 Comportamiento del lead time de la línea de ensamble en el
escenario actual 78
Gráfico 7.5 Comportamiento del inventario en proceso de la parte 1 en
la planta, en el escenario actual 79
Gráfico 7.6 Utilización de las locaciones de la planta en el escenario 1 81

VIII
Gráfico 7.7 Utilización de las locaciones de la planta en el escenario 1 81
Gráfico 7.8 Comportamiento del inventario en proceso de la parte 1 en la
planta, en el escenario 1 82
Gráfico 7.9 Utilización de las locaciones de la planta en el escenario 2 83
Gráfico 7.10 Utilización de las locaciones de la planta en el escenario 2 84
Gráfico 7.11 Comportamiento del inventario en proceso de la parte 1 en la
planta, en el escenario 2 84
Gráfico 7.12 Utilización de las locaciones de la planta en el escenario 3. 87
Gráfico 7.13 Utilización de las locaciones de la planta en el escenario 3. 88
Gráfico 7.14 Comportamiento del inventario en proceso de la parte 1 en la
planta, en el escenario 3 88
INTRODUCCIÓN
Actualmente el desarrollo económico mundial ha llevado a las organizaciones ha
plantearse objetivos de cubrimiento de mercados que van mas allá de las fronteras
geográficas. Como consecuencia de este fenómeno y con la finalidad de suplir dichos
mercados en las cantidades y calidades que el mismo requiere, las organizaciones deben
ser eficientes en el manejo de los recursos y eficaces en el cumplimiento de los
requerimientos del mercado.
Esta estrategia expansionista debe sostenerse en los planes estratégicos de la
organización, así como, en los planes de cada subsistema que la conforman. Es así como
cada uno de estos subsistemas debe autoevaluarse, con el fin de aumentar la eficiencia
en el manejo de los recursos, cumpliendo con las exigencias planteadas.
Algunas organizaciones buscan un apalancamiento en su estrategia productiva, a través
de la mejora de sus procesos, ya sea, mediante la implementación de tecnologías duras,
tecnologías blandas o una combinación de estas, utilizando las herramientas
suministradas por la ingeniería. Dentro de estas herramientas podemos encontrar el
estudio del trabajo y la simulación; la primera como instrumento fundamental para el
desarrollo de la planeación de la producción, puesto que brinda la información acerca del
desempeño, la capacidad y las restricciones del proceso productivo, la segunda como
instrumento de refinamiento de los parámetros anteriormente expuestos, tratando de ser
equitativos en la medición y control de los procesos.
En los sistemas productivos intensivos en mano de obra, como es el sistema de análisis,
al planear con información netamente determinística se corre el riesgo de adquirir una
capacidad mayor o menor a la real, generando ineficiencia en el primer caso o
incumplimiento de la producción en el segundo.
El caso de estudio se realizó en la línea de ensamble de motocicletas HONDA en la
Fábrica Nacional de Autopartes, FANALCA S.A. La necesidad de mejora de este proceso
productivo se origina a partir de la necesidad de suplir la creciente demanda del mercado
de motocicletas en Colombia; mercado que, desde la crisis que afectó el sector en el año
2001 donde solo se colocaron en el mercado unas 50.000 motocicletas, ha sufrido un
acelerado crecimiento reflejado en las 144.000 unidades vendidas en el 20051 y que,
según perspectivas del sector, se pueden colocar en el mercado colombiano en el 2006
unas 225.000 unidades2.
Parte de este auge se explica por el hecho de que la demanda estuvo represada durante
casi siete años. En promedio, los usuarios cambian de motocicleta cada tres o cinco años.
Sin embargo, debido a la crisis que atravesó la economía nacional a finales de los 90,
este promedio se incrementó hasta en 6 y 7 años, y por eso solo a partir de 2002 empezó
a darse la reactivación.
Esa depresión, que dejó a muchos colombianos sin empleo, también hizo que decenas de
personas buscaran alternativas para generar ingresos. Así nació en la Costa caribe, el
mototaxi cuando al dueño de una moto se le ocurrió la idea de cobrar por transportar
personas puerta a puerta. La iniciativa se regó rápidamente por los departamentos
caribeños y también por el interior del país, lo que mejoró las ventas de motocicletas. Otro
factor importante que influyó en la venta de motocicletas se dio cuando las
ensambladoras empezaron a lanzar al mercado modelos con bajo consumo de
combustible y de bajo costo, en 2003. Cuando los precios de las motos bordeaban los $5
millones, en promedio, empezaron a aparecer en el mercado modelos de $3 millones. De
hecho, de las 83.640 motocicletas que se vendieron en el año 2003, el 35% correspondió
a motos económicas, participación que en 2004 ascendió a 45%, en esta coyuntura
Fanalca S.A lanza la motocicleta ECO 100, modelo con el cual esta empresa logra una
participación en este segmento cercana al 30 %3.
Todas las razones económicas, sociales y funcionales apuntan a que este mercado se
mantenga en crecimiento. Precios al alcance de los salarios bajos, soluciones evidentes
1 Revista Dinero, Edición No. 249 – Marzo 27 de 2006. 2 Revista Motor, Edición No. 407 – Marzo 18 de 2006. 3 Ibíd.
de transporte y trabajo, mejoras en las vías, incremento del respeto por el motociclista y
mejor convivencia en las vías (las motos son amplia mayoría sobre los carros en
muchísimas ciudades), se están juntando para que muchas personas opten por la moto
como alternativa de transporte en las grandes ciudades o como único sistema de
movilización.
Por esta razón y con el fin de contrarrestar el riesgo mencionado anteriormente, en el
presente trabajo de grado se plantean estrategias productivas, las cuales originen
parámetros de desempeño que permitan aumentar y medir la capacidad del proceso de
manera confiable.
Es así como en el capítulo 5 se muestra un plan de aumento de la capacidad productiva
del proceso de ensamble en la línea de montaje final, mediante las técnicas de balanceo
de línea y la validación de sus parámetros mediante la simulación del proceso; se
desarrolla bajo una metodología de métodos y tiempos, puesto que para el desarrollo de
este proyecto ya se contaba con la concepción de este por parte de la Organización.
En el capítulo 6 se encuentra la evaluación de una propuesta para el aumento de la
productividad del área de subensambles mediante la simulación del proceso y los
resultados de su implementación; se utiliza una metodología de gestión de proyectos
planteada por el Banco Interamericano de Desarrollo, BID; esta metodología es utilizada
dado que los autores del presente trabajo de grado participan desde la concepción del
proyecto, facilitando el enfoque y la metodología escogida para el desarrollo de esta etapa
del presente trabajo.
En el capítulo 7 se realiza un análisis del sistema productivo de la Línea de Ensamble
Honda actual, proponiendo y evaluando estrategias en pro de mejorar el flujo productivo
del sistema global de la planta; donde se recopila los resultados de los estudios realizados
en cada una de las áreas de la planta y se plantean escenarios donde se muestra el flujo
total del proceso, teniendo como meta el establecimiento de un método de trabajo, el cual
permite, visualizar mejoras sustanciales en el comportamiento del proceso.
Los modelos de simulación expuestos en el presente trabajo de grado se desarrollan
teniendo como base estudios de métodos y tiempos, los cuales brindan una información
objetiva del proceso, logrando unos parámetros productivos ajustados que soporten el
proceso de la planeación de la producción, haciendo de esta un proceso más confiable,
entendiendo que dicha confiabilidad ayuda de manera indirecta en la consecución de
varios objetivos de la organización, como lo son el mantener un nivel servicio al cliente y
la obtención de los niveles de desempeño reales en su área productiva, representada en
este caso, por la línea de ensamble. El desarrollo de los modelos de simulación
planteados en el presente proyecto de grado no serán abordados con profundidad puesto
que se asume un conocimiento previo del lector referente al tema de la simulación; los
modelos planteados se pueden observar en los anexos del presente proyecto de grado.
- 1 -
1. OBJETIVOS
1.1 OBJETIVO GENERAL Elaborar estrategias productivas, a partir de parámetros de desempeño de producción
obtenidos en el desarrollo del presente trabajo de grado, que permitan aumentar la
capacidad productiva de la Línea de Ensamble Honda (L.E.H), mediante el análisis de los
procesos y el uso de herramientas de simulación.
1.2 OBJETIVOS ESPECÍFICOS
Realizar el balanceo de línea en el proceso de ensamble en línea, a partir del estudio
del trabajo.
Aumentar la eficiencia en el proceso de ensamble en línea.
Aplicar herramientas de simulación en el análisis del proceso de ensamble en línea.
Aumentar la capacidad productiva en el proceso de ensamble en línea.
Establecer parámetros de producción, en el proceso de ensamble en línea, que
permitan reducir la incertidumbre existente entre las fases de planeación y de
ejecución de la producción en la Línea de Ensamble.
Aplicar herramientas de simulación en el análisis del proceso Torre – Espigo y la
validación de la propuesta de mejora del proceso.
Aumentar la productividad del proceso Torre – Espigo.
Aplicar herramientas de simulación para el análisis del flujo productivo de la planta.
Establecer propuestas de mejora para el proceso de planeación y ejecución de la
producción a partir de los resultados de la simulación del proceso productivo.
- 2 -
2. ANTECEDENTES
2.1 RESEÑA HISTÓRICA
En el año 1955, se fundaron las empresas Manufacturas Metálicas Ltda., en Cali y
SUPERBUS de Bogotá, en esa ciudad, por los señores Joaquín Losada Salcedo y Jorge
Herrera Barona, con el objeto de ensamblar carrocerías de autobuses marca Superior,
cuyas partes y piezas se importaban desde Estados Unidos, de la empresa Superior
Coach. Paulatinamente se fueron eliminando piezas importadas, que empezaron a ser
producidas en la planta de Manufacturas Metálicas Ltda., de Cali. Más tarde, a finales de
1957 se fundó en Medellín, Superbus de Medellín con el mismo objeto social de las dos
anteriores, para atender el mercado de esa ciudad.
Se hizo entonces necesario constituir una empresa que fabricara las partes nacionales de
las tres plantas de ensamble, dando origen a la Fábrica Nacional de Carrocerías,
FANALCA S.A., el 31 de mayo de 1958. El desarrollo y diversificación de FANALCA S.A.
permitió la producción de autopartes, por lo cual adoptó el nombre de Fábrica Nacional de
Autopartes, manteniéndose la sigla FANALCA S.A., cuya tradición convenía mantener.
La FANALCA S.A., de hoy está vinculada, en su ejercicio empresarial, a tres diferentes
áreas: La industrial, la comercial y la de servicios. En el desarrollo del área industrial,
FANALCA S.A. en 1982 obtuvo la licencia del gobierno colombiano para ensamblar las
motocicletas HONDA, en Colombia.
Actualmente, FANALCA S.A. ensambla motocicletas HONDA, con material CKD
(Completely Knock Down, que significa material completamente desarmado),
proveniente de Japón, Brasil e India, y material de proveedores nacionales, contribuyendo
de esta forma al crecimiento de la industria de motopartes del país.
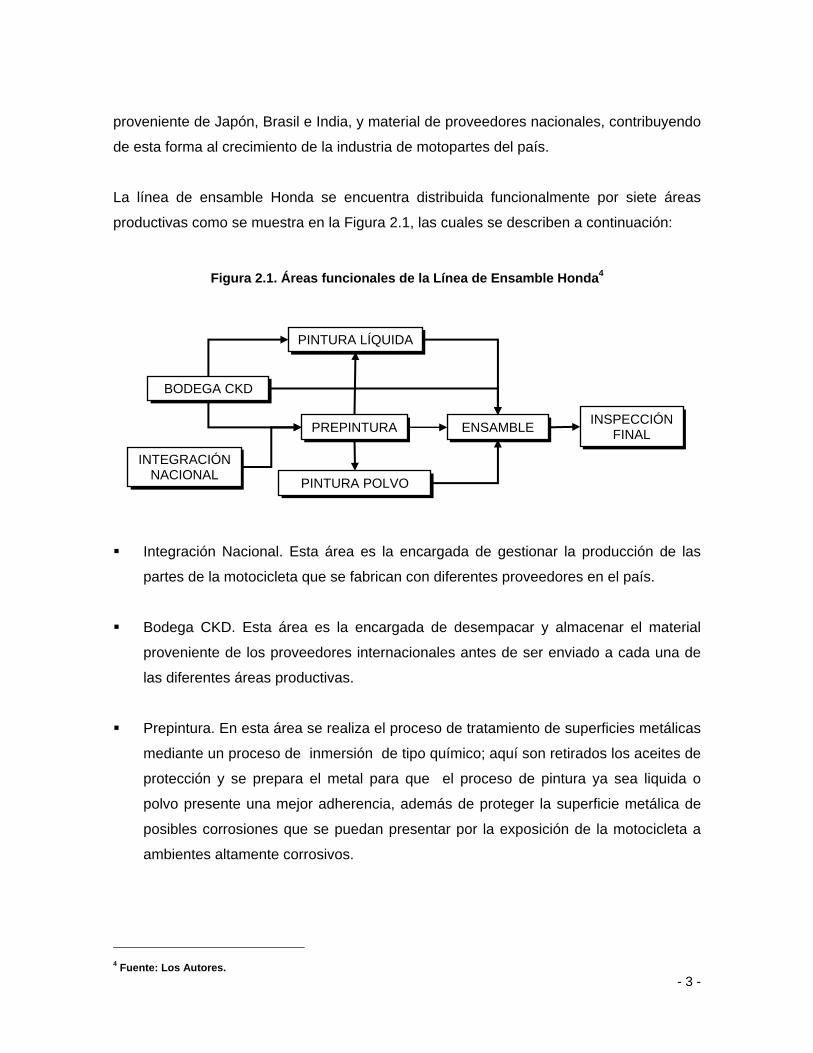
La línea de ensamble Honda se encuentra distribuida funcionalmente por siete áreas
productivas como se muestra en la Figura 2.1, las cuales se describen a continuación:
Figura 2.1. Áreas funcionales de la Línea de Ensamble Honda4
PINTURA LÍQUIDA
- 3 -
Integración Nacional. Esta área es la encargada de gestionar la producción de las
partes de la motocicleta que se fabrican con diferentes proveedores en el país.
Bodega CKD. Esta área es la encargada de desempacar y almacenar el material
proveniente de los proveedores internacionales antes de ser enviado a cada una de
las diferentes áreas productivas.
Prepintura. En esta área se realiza el proceso de tratamiento de superficies metálicas
mediante un proceso de inmersión de tipo químico; aquí son retirados los aceites de
protección y se prepara el metal para que el proceso de pintura ya sea liquida o
polvo presente una mejor adherencia, además de proteger la superficie metálica de
posibles corrosiones que se puedan presentar por la exposición de la motocicleta a
ambientes altamente corrosivos.
4 Fuente: Los Autores.
BODEGA CKD
INSPECCIÓN FINAL PREPINTURA ENSAMBLE
INTEGRACIÓN NACIONAL PINTURA POLVO
- 4 -
Pintura Polvo. La función de este proceso es realizar la aplicación de pintura en polvo
electrostática a partes metálicas fosfatadas las cuales requieren una mayor
resistencia y una menor apariencia en la motocicleta.
Pintura Líquida. Este proceso realizar la aplicación de pintura liquida a partes
metálicas fosfatadas y partes plásticas componentes de la motocicleta, las cuales
requieren una mayor apariencia y son las más visibles en uno de estos vehículos.
Para ello se usa como insumo principal pinturas a partir de poliéster, lacas y
disolventes.
Ensamble. Esta es el área donde convergen todos los procesos productivos de la
línea de ensamble, esta se encarga de realizar los subensambles y el ensamble final
de la motocicleta.
Inspección final. Esta área se encarga de realizar todas las pruebas de funcionalidad
y calidad a la motocicleta justo después de ser ensamblada y antes de ser entregada
a producto terminado.
2.2 PLANTEAMIENTO DEL PROBLEMA
Debido a la dinámica del mercado, la Organización se enfrenta a imprevistas necesidades
de aumento de la producción, es decir, que deben directamente tomar una decisión de
aumento de capacidad productiva.
Aquí, la Dirección Operativa debe establecer el tipo de decisión a la cual se enfrenta.
Dada la naturaleza de la situación, esta decisión podrá ser: estratégica, táctica u
operativa. Básicamente se encuentran tres estrategias puras para afrontar el aumento de
capacidad productiva, las cuales se describen a continuación:
a. Aumento de mano de obra: es una estrategia de corto a mediano plazo, por medio
de la cual se busca obtener una mayor capacidad productiva al contratar mayor
- 5 -
personal operativo. Esta estrategia es eficaz, pues el aumento de producción logrado,
puede ser casi inmediato (dependiendo de la curva de aprendizaje del proceso
productivo) y eficiente, siempre y cuando, se cuente con unos parámetros de
desempeño de los procesos productivos, que permitan realizar una buena asignación
del personal a lo largo del proceso.
b. Adquisición de nuevas tecnologías ó mayor cantidad de equipos: Esta estrategia
generalmente es de largo plazo, dependiendo del tamaño de inversión necesaria.
Esta opción es poco eficaz dado su grado de detalle, pero por esta misma razón
deberá ser eficiente al concluir su proceso de puesta a punto, supeditada a la calidad
de la información con que fue concebida.
c. Aumento de la productividad: Esta es una estrategia de mediano a largo plazo
(dependiendo de la calidad de información existente sobre los procesos), por medio
de la cual se busca obtener la mejor utilización de los recursos existentes. Esta
estrategia es eficiente y puede llegar a ser eficaz dependiendo de la información
existente y la complejidad misma del proceso.
FANALCA S.A., en su División HONDA - Motocicletas, ha tenido un incremento en su
nivel de producción del año 2003 al año 2004 del 29%, del año 2004 al año 2005 del 27%
y se prevé un incremento de ventas para el año 2006 respecto al año 2005 en un 40%.
Con el fin de lograr dichos aumentos de su capacidad productiva, la planta de ensamble
ha mantenido la misma infraestructura física y ha realizado cambios en la estructura de
personal operativo.
Este excesivo aumento de la producción ha ocasionado diferentes situaciones
insatisfactorias dentro de la línea de ensamble, las cuales se resumen como:
Una baja eficiencia real de la línea de ensamble: en Septiembre de 2004 se
realizaron mediciones5 que evidenciaron una eficiencia que oscilaba entre un 50% y
un 60%.
Jornadas extendidas del personal operativo de algunos procesos, para poder
satisfacer la demanda de los procesos siguientes.
5 Mediciones realizadas por los autores, Septiembre de 2004.
- 6 -
Incremento de los niveles de inventario de producto en proceso, lo cual ha generado
problemas de calidad y congestionamiento de la planta en general.
Teniendo en cuenta lo anteriormente expuesto, la situación insatisfactoria presente en la
Organización es definida por los autores como: El desconocimiento de la capacidad
productiva real de la línea de ensamble HONDA de FANALCA S.A.
2.3 JUSTIFICACIÓN
Debido a que el aumento de la producción mostrado en la Organización no obedece a un
incremento ocasional de la demanda sino, al resultado de una estrategia de mercadeo de
largo plazo, es necesario tomar una decisión estratégica respecto a la capacidad
productiva de la planta.
Al retomar la discusión planteada anteriormente sobre el tipo de estrategia a utilizar para
afrontar esta situación, se podría pensar en la adquisición de tecnología; sin embargo,
debido a que el proceso productivo es altamente manual y existen muy pocas
posibilidades de automatización, se escoge como estrategia para afrontar el aumento de
capacidad, la estrategia de aumento de la productividad, elección soportada con los
valores obtenidos en las mediciones de la eficiencia en la Línea de Ensamble Honda, que
comprueban la ineficiencia en dicho proceso productivo y la ausencia de información
específica del mismo, que permita desplegar un proceso de planeación mucho mas
confiable, asegurando una mejor utilización de los recursos de la organización y
cumpliendo con las expectativas del mercado.
- 7 -
3. ESTADO DEL ARTE
3.1 LA INGENIERÍA DE ORGANIZACIÓN El concepto de ingeniería de organización esta vinculado estrechamente con el concepto
de organización Industrial, términos que inicialmente fueron tratados como uno solo
debido al entorno social y económico en el que se encontraba la sociedad a finales del
siglo XIX.
Desde finales del siglo XVIII hasta finales del XIX el concepto de organización industrial
es desarrollado por destacados pensadores como Adam Smith (1723 – 1790) y Charles
Babbage (1792 – 1871), quienes realizaron planteamientos teóricos sobre la organización
Industrial, en especial, sobre los beneficios de la división y especialización del trabajo,
además del uso de herramientas y accesorios que facilitasen el desarrollo de los procesos
productivos.
Fue así como a finales del siglo XIX, surge la aplicación del método científico
(observación, medición y experimentación) como herramienta de validación de las
hipótesis planteadas en los diferentes procesos productivos, estableciendo una
metodología formal de investigación y favoreciendo la posterior aplicación de los
resultados obtenidos en el desarrollo industrial de la sociedad.
Como resultado de la aplicación del método científico en la problemática de la gestión de
la producción, aparece el aporte más significativo en el nacimiento de la Organización
Industrial: El artículo titulado “Shop Management”, publicado en 1903, por Frederick W.
Taylor.
- 8 -
En este artículo, Taylor6 abordó diversos problemas de las organizaciones, tales como:
El estudio de métodos y tiempos, la estandarización de herramientas, la
institucionalización del departamento de planificación en las organizaciones, la
generación de tarjetas de operación, el sistema de clasificación de piezas y
productos, los sistemas de rutas de procesos, el método de estimación de
costes, la selección de personal en relación con el puesto de trabajo, los
planes de incentivos y la medida de la productividad.
3.2 LAS LÍNEAS DE ENSAMBLE Teniendo en cuenta los avances de Taylor en la industria, aparece Henry Ford, quién
revoluciona la actividad de ensamble con la aplicación del concepto de línea o cadena de
montaje (1913)7, en la cual los obreros permanecían fijos y el producto se desplazaba de
forma relativamente continua, “aunque la clave de la producción en masa no fue la
cadena de montaje, si no, la total y coherente intercambiabilidad de las partes y la
sencillez de su ensamble”8, favoreciendo de esta manera la división y medición del
trabajo.
¿Cómo funciona el concepto?: La línea de ensamble, es un concepto de división y
especialización del trabajo, donde se busca la agrupación de operaciones elementales en
estaciones de trabajo, teniendo en cuenta las relaciones presentes entre las diferentes
actividades y el tiempo de duración de cada actividad, con el fin de alcanzar una tasa de
producción y una eficiencia deseada.
6 Disponible en Internet: < http://io.us.es/Publicaciones/Buscadores/Historia_Ing_Org.htm > 7 El concepto de intercambiabilidad no es en sentido estricto un invento de Ford: “La fabricación en línea de producción tuvo sus raíces en la revolución industrial de Europa y los Estados Unidos. La implantación del concepto de partes intercambiables propuesto por Eli Whitney, que data de 1800, fue un acontecimiento clave del desarrollo de la producción den masa” (Schonberger, 1999) 8 Womack, Jones y Roos, 1992, citado por Huberto Juárez Núñez, en Los sistemas just-in-time/Kanban, un paradigma productivo, Facultad de Economía, Benemérita Universidad Autónoma de Puebla, Puebla, México, 2002.
- 9 -
¿Que beneficios representa?: entre los beneficios presentes en la producción mediante
una línea de ensamble encontramos:
Estandarización de los procesos.
División del trabajo en actividades elementales.
Mayor aprovechamiento de la capacidad productiva.
Aumento de la capacidad productiva por unidad de tiempo al adicionar un mayor
número de personas al proceso productivo.
Mayor aprovechamiento del área de trabajo.
Altos volúmenes de procesamiento.
Menores inventarios de producto en proceso respecto a otros tipos de distribución.
Menores tiempos improductivos.
Alta utilización de los recursos en productos de mayor volumen.
Entre las desventajas que presenta la aplicación del concepto de línea de ensamble
tenemos:
Monotonía.
Fatiga mental.
Fatiga física.
Elevados niveles de estrés debido al ritmo impuesto por los procesos.
Problemas óseo – musculares debido a la alta repetitividad de las actividades.
Baja utilización de recursos en productos de bajo volumen.
En el desarrollo posterior a Taylor se distinguieron dos grandes líneas de progreso: por un
lado, se desarrollaron métodos para el estudio de procesos complejos mediante la
sistematización y ordenación de los elementos representativos del problema, dando lugar
a procedimientos de análisis que permitiesen una valoración aproximada del
funcionamiento del proceso al escoger una de las posibles alternativas. Por otro lado, se
introdujeron los modelos matemáticos para el tratamiento de ciertos problemas
susceptibles de ser formulados en estos términos, en pro de la óptima solución.
- 10 -
Respecto a la primera línea de progreso, la década de los años treinta trajo consigo un
nuevo interés en los estudios de métodos y tiempos, que se puede explicar por varias
razones:
a. Situación crítica de la economía mundial y, en particular, de la norteamericana, lo
cual elevaba el interés de los métodos que permitieran la reducción de costos.
b. Toma de conciencia, por parte de los trabajadores, de los problemas económicos que
afectaban a la industria y su papel en la resolución de los mismos.
c. Mayor aceptación de los estudios de métodos y tiempos por parte de la industria y los
trabajadores.
Dentro de esta consideración conjunta de los diferentes aspectos que afectaban a la
productividad, se integró dentro del estudio de métodos y tiempos, el diseño de la
distribución en planta. La unión de estos conceptos fue plasmada en las representaciones
analógicas del tipo de diagrama de recorrido. Otro avance correspondió a la introducción,
a mediados de la década de los treinta en Inglaterra por Tippett, de las técnicas de
muestreo para el estudio de los periodos de actividad y descanso sin la necesidad de
emplear el cronometraje directo.
Respecto a la segunda línea de progreso, en el uso de modelos matemáticos se destaca
la fórmula del lote económico o fórmula de Wilson, obtenida por F. W. Harris en 1915,
como solución analítica del problema de cálculo del tamaño del lote, considerando costes
de lanzamiento y costes de mantenimiento.
Aprovechando los resultados obtenidos en la aplicación de los métodos estadísticos y
matemáticos, estos fueron empleados posteriormente en el control de calidad de la
producción. En 1912 T. C. Fry publicó “Probability and its Engineering Uses” y más tarde,
en 1931, W. Shewart publicó su obra “Economic Control of Quality of Manufactured
Products”, donde se incluían las primeras descripciones de los gráficos de control
estadístico de calidad9.
9 Ibíd. 6

- 11 -
3.3 LAS PLANTAS DE ENSAMBLE Como consecuencia de la integración vertical de los procesos, aparecen dentro de las
plantas de ensamble además de las líneas de montaje, los procesos de pintura,
pretratamiento de partes y hasta procesos de corte y soldadura. Esta división de procesos
dentro de la misma planta, su interdependencia y concentración de flujos de componentes
intermedios en un nodo productivo final hace que las plantas de ensamble sean tratadas
como un tipo especial de planta, denominada planta tipo A por Chase Aquilano en su libro
Administración de Producción y operaciones.10
En este tipo de plantas pueden encontrarse las siguientes características:
La característica de ensamblaje es dominante.
La eficiencia en materia de recursos son de menos del 100 %, pero sigue habiendo
tiempo extra.
Existe un gran inventario de partes terminadas pero hay gran escasez de otras
partes.
El departamento de ensamblaje final se queja de escasez y malos acoplamientos.
Existen partes exclusivas para artículos finales específicos.
El tempo de proceso es típicamente inferior al plazo de producción.
Para corregir estos fenómenos frecuentemente se toman medidas tales como:
Reducción del costo unitario mediante el control estricto del tiempo extra, lo cual
termina agravando el problema, puesto que se sigue trabajando bajo el mismo
método ya que no existe un plan de mejora definido.
Reducción del costo unitario mediante la automatización de los procesos,
empeorando la situación en las plantas que manejan un buen número de referencias,
pues se pierde la flexibilidad del proceso.
Mejorar el control mediante la implementación de un sistema de producción
integrada, restando importancia a sistemas sencillos de control visual en la planta.
10 CHASE, Richards; AQUILANO, Nicholas y JACOBS, Roberts. Administración de producción y operaciones. Manufactura y servicios. Octava Edición, Mac Graw Hill. Santa Fe de Bogotá Colombia 2004.
- 12 -
Mientras tanto, las causas reales de estos fenómenos giran en torno a tamaños de lotes
de componentes demasiado grandes y liberación demasiada temprana del material, lo
cual causa:
Cuellos de botella móviles.
Baja eficiencia de las áreas.
Uso frecuente e intensivo de tiempo extra.
Escasez de partes necesarias y abundancia de partes no requeridas.
Sobrecostos por apresuramientos en los que se incurre para acelerar el proceso
productivo de las partes faltantes.
Las soluciones adecuadas para afrontar estos problemas en este tipo de plantas se
resumen básicamente en la reducción de los tamaños de lote de procesamiento,
buscando mejorar el control de las partes a lo largo de la planta; la nivelación de cargas
dentro de las áreas funcionales y la planeación de la producción a través del proceso
cuello de botella.
Actualmente, los análisis de métodos y tiempos no se diferencian mucho de los conceptos
planteados por Taylor, Gilbreth, Ford y demás exponentes de la materia; la gran diferencia
que puede encontrarse es la reducción de los tiempos de procesamiento y análisis de la
información, gracias a la utilización de herramientas computacionales en este proceso, las
cuales permiten acceder de una manera más eficiente a una información mas confiable
del comportamiento de los procesos.
En esta línea de conocimiento se resalta los avances logrados por HONDA DA
AMAZONIA, (filial en Brasil de Honda Motor Co.), quien presenta una aplicación de estos
conceptos en su línea de montaje de motocicletas11.
HONDA DA AMAZONIA, presenta un estudio de tiempos en su línea de montaje basado
en la división de actividades operativas, el estudio de tiempos mediante cronometraje
directo y el posterior balanceo de línea, obteniendo una gran flexibilidad en este gracias a
11 Proyecto: “Processo individual modelo KGA KS/ES/KSE ESTEIRA” HONDA DA AMAZONIA, Manaos, Brasil, Diciembre 12 de 2003”
- 13 -
la utilización de herramientas computacionales de última tecnología, logrando consolidar
su proceso productivo, como una ventaja competitiva en su planeación estratégica. Cabe
destacar que en este estudio los parámetros de producción fueron manejados de forma
determinística debido a la infraestructura tecnológica presente en dicha organización.
Al concebir los sistemas productivos de manera determinística, se ignoran dos fenómenos
subyacentes a ellos mismos: La variabilidad y la dependencia12, que de una u otra forma
incidirán en la confiabilidad de los resultados del proceso, en mayor o menor proporción
según sea la naturaleza del mismo. Estos fenómenos son tenidos en cuenta en los
procesos de planeación, al utilizar los resultados obtenidos a través de la simulación de
los procesos.
El poder experimentar antes de que el sistema real entre en operación ayuda a su diseño,
viendo la forma cómo el sistema podría reaccionar a los cambios en sus normas
operativas o evaluando las respuestas del sistema a los cambios propuestos en su
estructura13.
Debido a la imposibilidad de realizar experimentos en los sistemas reales, a causa de la
incertidumbre asociada a los resultados de una estrategia, al temor a afrontar cambios en
los métodos de trabajo y el costo ligado al “Ensayo y error” en el sistema real, se acude
entonces a la simulación, la cual es una herramienta que permite visualizar el
comportamiento de un sistema (en este caso, productivo) , conociendo los posibles
resultados de la implementación de las estrategias planteadas y las restricciones reales
del sistema.
Para realizar una simulación de procesos es recomendado iniciar desde lo simple a lo
complejo, a través de los siguientes pasos, como se muestra en la Figura 3.114 .
12 WALLACE, J Hopp y MARK L. Spearman, Factory physics. foundations of manufacturing management. Citado por Blanco Rivero, Luis Ernesto y Fajardo Piedrahita, Iván Darío. Simulación con Promodel. Casos de producción y logística, Escuela Colombiana de Ingeniería, Colombia, 2001. p.6 13CHASE, Aquilano Jacobs. Administración de producción y operaciones-Manufactura y servicios. Octava edición Mc Graw Hill. Colombia, 2000, p.715 14 Promodel Corporativo, User’s guide. 1996, p.36. Citado por Blanco Rivero, Luis Ernesto y Fajardo Piedrahita, Iván Darío. Simulación con Promodel. Casos de producción y logística, Escuela Colombiana de Ingeniería, Colombia, 2001. p.7

Figura 3.1 Pasos recomendados para la simulación de procesos
Hacer un plan de estudio
Definir el sistema
Construir el modelo
Ejecutar experimentos
Analizar los resultados
Reportar los resultados
Escenarios como una posible planificación y el control de la producción, la distribución
física de la planta, la gestión de aprovisionamiento en las estaciones de trabajo, la
reducción de los niveles de inventario, el diseño de nuevos procesos, y demás, son
ejemplos en los cuales las técnicas de simulación permiten generar escenarios flexibles
que conduzcan al logro de objetivos, colaborando así a la mejora continua de las
organizaciones.
- 14 -

- 15 -
4. HEURÍSTICA
Generalmente en una organización productiva, siempre existirá un proceso clave, el cual
marcará la pauta en la ejecución de las actividades subyacentes a el, definiendo las
necesidades de recursos a lo largo del proceso. En una planta de ensamble se presenta
como caso típico de esta situación el proceso de montaje final, donde este se convierte
en el proceso clave del sistema; puesto que los procesos de planeación buscan cumplir
con unos requerimientos de producto final y no con unos requerimientos de componentes
secundarios, generados por las diferentes áreas funcionales predecesoras del proceso de
ensamble, las cuales deben acoplarse al ritmo de producción, asegurando el equilibrio
entre los procesos alternos y el proceso clave.
El problema de balance de líneas de producción ha sido abarcado de diversas formas en
el campo de la ingeniería industrial. Entre estas, se presentan fundamentalmente dos
grandes puntos de análisis, los cuales se mencionan a continuación:
4.1 ANÁLISIS DE LAS RELACIONES ENTRE LOS ELEMENTOS OPERATIVOS
En este punto, el menos discutido formalmente, se establecen las restricciones de
precedencia existentes entre las diferentes actividades del proceso; para ello se realiza un
análisis del proceso de ensamble y del diseño de partes, estableciendo una “guía” para el
reconocimiento de las diferentes relaciones entre las actividades, las cuales se traducirán
en restricciones de agrupamiento y/ó asignación de las mismas en las estaciones de
trabajo determinadas posteriormente.
4.2 BALANCEO DE LÍNEA En el proceso de Balanceo de línea existen varias formas de resolver el problema entre
las cuales se resaltan:
4.2.1 La Modelación Matemática15. Desde la perspectiva de la modelación
matemática, se encuentra el modelo planteado por Held, Karp y Shareshian; este modelo
genera una asignación óptima de las actividades, con el limitante de que el modelo solo
funciona para valores de n (número de actividades) relativamente pequeños.
Thangavelu y Shetty generaron un modelo de programación entera, el cual en
comparación con el modelo anterior, es un 50% más veloz, pero con el inconveniente de
poca robustez: el modelo no se puede resolver para valores de n mayores a 50.
4.2.2 Los Métodos Heurísticos. Por lo general, cuando el número de actividades es
mayor a 75, se ha tratado el problema de Balance de línea a partir de métodos
heurísticos.
Entre los métodos heurísticos más reconocidos en el medio investigativo, se resaltan 2
métodos clásicos, los cuales se presentan a continuación:
Método de la GENERAL ELECTRIC16: Este heurístico, desarrollado por la
GENERAL ELECTRIC, supone lo siguiente:
1. Los operarios no se pueden mover de una estación a otra para ayudar a mantener
una carga de trabajo uniforme.
2. Los elementos de trabajo son de tal magnitud que dividirlos más, disminuiría la
eficiencia del desempeño de manera sustancial. (Una vez establecidos, los elementos
de trabajo deben identificarse con un código).
15 PRAWDA, Juan. Métodos y Modelos de Investigación de Operaciones, Vol. II - Modelos estocásticos, 1ª Edición, Editorial LIMUSA, México, 1980, Pág. 680. 16 NIEBEL, Benjamín, FREIVALDS, Andris. INGENIERÏA INDUSTRIAL: Métodos, estándares y diseño del trabajo, 11ª Edición, Editorial ALFAOMEGA COLOMBIANA S.A., Colombia, 2004, Págs. 56-65.
- 16 -
Los pasos a seguir en la aplicación del método de Balance de líneas propuesto por la GE
se describen a continuación:
▫ Paso 1: Determinación de la tasa de producción deseada. Es el inicio del algoritmo de
solución, dado que a partir de dicha tasa, se establecerá el tiempo disponible en cada
estación al inicio de la asignación de actividades.
( )unidadporutosminsistemadelciclodeTiempotrabajodedíaporutosmindíaporoducciónPr =
Donde el tiempo de ciclo del sistema es el tiempo estándar deseado en la estación
limitante.
▫ Paso 2: Cálculo del peso posicional para cada actividad i. Este peso posicional
simplemente es calculado como la suma del tiempo de todas las actividades j
precedidas por la actividad i, más el tiempo de ejecución de la actividad i misma.
▫ Paso 3: Ordenamiento de las actividades. Según los valores calculados en los pesos
de posición de cada actividad i, se procederá a organizar de forma descendente todas
las actividades.
▫ Paso 4: Asignación de actividades a la estación k. Con base en el orden dado en el
paso 3 y el tiempo de ciclo requerido por el sistema, se dará inicio al proceso de
asignación de actividades a cada una de las k estaciones necesarias.
En dicho proceso, se comienza asignando las actividades de mayor peso posicional a la
primera estación, teniendo en cuenta que el tiempo asignado a dicha estación no
sobrepase el tiempo de ciclo requerido por el sistema.
En el momento en el que al asignar una actividad i a la estación k, el tiempo asignado sea
mayor al tiempo de ciclo requerido por el sistema, no se aceptará dicha asignación y se
evaluará la actividad siguiente en la lista de peso posicional, teniendo en cuenta que sus
actividades predecesoras inmediatas ya hayan sido asignadas; de no ser así la estación
quedará solo con las actividades asignadas hasta ese momento y se iniciará la asignación
de actividades en una nueva estación, teniendo en cuenta los pasos anteriores.
- 17 -
Algoritmos Computacionales, COMSOAL: Este algoritmo computacional, diseñado
por Arcus17, es la sistematización del método de Kilbridge & Wester, mediante el cual se
logra la reducción del tiempo de computo necesario para la obtención de una solución
factible, única debilidad del método de Kilbrigde & Wester puesto que, por si solo, este
método trabaja adecuadamente para valores de n bastante grandes18.
¿Que objetivos persigue este heurístico?: COMSOAL busca el minimizar una cantidad de
trabajadores establecidos en una línea de ensamble, dada una rata de producción
determinada. Dicho de otro modo, COMSOAL busca el maximizar la rata de producción
con un número fijo inicial de trabajadores asignados a una línea de ensamble. El objetivo
de optimalidad puede verse más claramente cuando se relacionan los tiempos disponibles
y los tiempos estándares de las actividades.
Así, se debe lograr que el total de tiempo ocioso (La sumatoria de los tiempos disponibles
por estación menos la sumatoria del tiempo estándar de las operaciones) sea menor que
el tiempo de ciclo establecido. El logro de este objetivo puede ser de difícil consecución,
ya sea por lo discreto de los tiempos de las actividades, por las restricciones de
precedencia presentes entre las actividades ó por ambos motivos.
COMSOAL, no garantiza una asignación óptima de las actividades, pero ningún
empresario está interesado en buscar una aguja en un pajar19. Lo que si asegura
COMSOAL es una buena asignación de dichas actividades a lo largo de la línea de
producción.
Básicamente, el algoritmo COMSOAL funciona de la siguiente manera:
▫ Paso 1: Para cada tarea (actividad), identifique aquellas tareas que le siguen
inmediatamente, esto teniendo en cuenta el orden de precedencia.
▫ Paso 2: Cree una lista A. En esta lista, ubique para cada tarea de ensamble, el
número total de tareas que le preceden inmediatamente, en el diagrama de
precedencia. 17ARCUS, Albert L.; “COMSOAL: A Computer Method of Secuencing Operations for Assembly Lines”, The International Journal of Production Research, Vol. 4, Nº4; 1966. 18 PRAWDA, Juan. Métodos y Modelos de Investigación de Operaciones, Vol. II - Modelos estocásticos, 1ª Edición, Editorial LIMUSA, México, 1980, Pág. 686. 19 ARCUS. Op cit., p. 11.
- 18 -
▫ Paso 3: Desde la lista A, cree la lista B, la cual estará compuesta de las tareas que
tienen cero predecesores. Si todas las tareas han sido asignadas en las estaciones
establecidas, ha acabado el balance de línea, sino, siga con el paso 4.
▫ Paso 4: A partir de la lista B, cree la lista C compuesta de las tareas cuyo tiempo de
ejecución no sea mayor que el tiempo disponible en la estación. Si la lista C esta
vacía, genere una nueva estación con el tiempo de ciclo total disponible y vuelva de
nuevo con el paso 4.
▫ Paso 5: Seleccione aleatoriamente desde la lista C una tarea para asignar a la
estación.
▫ Paso 6: Actualice el tiempo disponible en la estación y refleje en la lista B el tiempo
consumido y los predecesores completados hasta esta etapa. Si la Lista B esta vacía
actualice la lista A y vuelva al paso 3, de otro modo, vuelva al paso 4.
Como puede observarse, estos algoritmos de solución al problema de balance de línea,
son bastante técnicos y se centran básicamente, a dar solución a una parte del problema:
Aumentar la eficiencia de la mano de obra asignada a una línea de producción.
Desde el punto de vista de la Gestión de Operaciones, más que la mejor asignación de
actividades dentro de una línea de producción se debe velar por la confiabilidad de la tasa
de producción obtenida en dicho proceso (pensando en el nivel de servicio al cliente), tasa
de producción con base en la cual se pueda realizar una planeación de la producción
mucho más “ajustada” y confiable también, logrando no solo ser eficientes en el corto
plazo sino también visualizando las necesidades productivas futuras de la Organización,
teniendo en cuenta que, el aumento ó disminución de la mano de obra dentro de una
Organización es un proceso que conlleva su propio tiempo, además de implicaciones
legales y de adaptación del personal al trabajo y a la Organización, así como sus costos
asociados.
De esta manera, la forma escogida para establecer los parámetros productivos
propuestos en el desarrollo del trabajo de grado, se puede visualizar mediante una serie
de pasos descritos a continuación:
Análisis del proceso de ensamble. Mejora del método.
División del trabajo en elementos operativos.
- 19 -
Estudio de tiempos.
Análisis de las relaciones entre los elementos operativos.
Balanceo de línea:
▫ Revisión de la asignación actual de actividades en cada una de las estaciones.
▫ Graficación de las cargas actuales de trabajo por estación
▫ Redistribución de las actividades en las estaciones, teniendo en cuenta las
relaciones de precedencia entre las mismas.
▫ Cálculo de eficiencia y del tiempo de ciclo (tiempo de operación de la estación más
lenta en la línea de ensamble) teórico de la línea
▫ Simulación del tiempo de ciclo de línea a partir de los datos históricos y su
distribución asociada; esto se incluye en la metodología de estudio, puesto que la
simulación permite tener un acercamiento al comportamiento posible del sistema,
deducido a partir de la interacción de varios agentes, los cuales presentan de
forma individual un comportamiento estocástico asociado.
Como herramientas de análisis y elaboración de estrategias de mejora de proceso de
planeación de la producción se han diferenciado dos grandes líneas de investigación:
La modelación matemática de los procesos productivos.
La simulación del comportamiento del flujo del proceso productivo
Básicamente, estos enfoques aunque son muy parecidos en su fase inicial, puesto que
dependen de la definición de parámetros y variables, tienen objetivos diferentes. La
modelación matemática de los procesos busca la combinación de un grupo de variables
la cual optimice el funcionamiento del sistema, tratando la variabilidad del entorno a través
de un análisis de sensibilidad; este proceso se limita a evaluar el comportamiento de las
variables en rangos de medida flexible. La gran desventaja de este enfoque es que exige
una gran estabilidad tanto en los procesos productivos como en el entorno mismo, para
así asegurar que la aplicabilidad de dicho modelo genere los resultados planteados
teóricamente, por lo que resulta poco realizable dado el entorno dinámico de la
organización.
Por otro lado, la simulación de los procesos busca representar el comportamiento futuro
de sus variables de desempeño, permitiendo establecer estrategias en procura de
- 20 -
asegurar un buen funcionamiento de la planta, mediante la gestión de inventarios, la
reducción de tiempos de entrega y una mejor utilización de los recursos.
La simulación permite un análisis mucho más general que los modelos matemáticos y
puede utilizarse cuando las condiciones no son apropiadas para un análisis matemático
típico, condiciones que se presentan en el presente trabajo; por lo tanto es esta la
estrategia adoptada para abordar el caso de estudio planteado en la Línea de Ensamble
Honda FANALCA S.A. donde se escogen los procesos claves de la planta de ensamble,
permitiendo abstraer el sistema objeto de estudio de la realidad mediante el modelo como
una representación simplificada, ofreciendo la posibilidad de conocer y entender mejor el
comportamiento del mismo ante determinadas variaciones del entorno durante un
horizonte de tiempo definido, logrando representar de manera fiel el comportamiento real
de los procesos, conocer sus falencias y elaborar estrategias que mejoren el desempeño
del proceso productivo.
- 21 -
5. ANÁLISIS, MEJORA Y AUMENTO DE LA CAPACIDAD DEL PROCESO DE ENSAMBLE LÍNEA DE MONTAJE FINAL
5.1 REVISIÓN DEL MÉTODO INICIAL
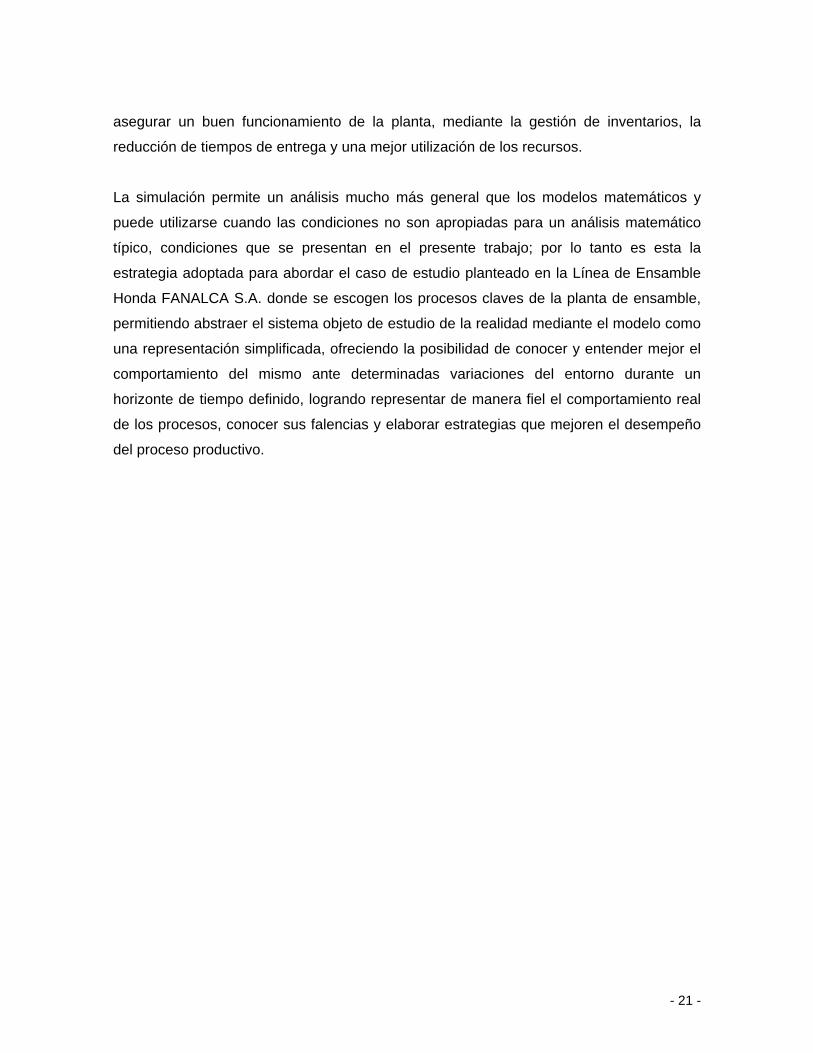
5.1.1 Descripción del Proceso Actual de Ensamble en Línea. La línea de ensamble
está compuesta por 9 estaciones de trabajo dobles, a lo largo de las cuales se ha dividido
el trabajo de ensamble de cada una de las motocicletas, como se puede observar en la
Figura 5.1. En cada una de las estaciones de trabajo se encuentra la herramienta y los
componentes necesarios para el normal desarrollo de las actividades de ensamble.
Figura 5.1. Distribución de las estaciones de trabajo en la línea de
ensamble final
Est 4IC
Est 1 Est 2 Est 3 Est 4 Est 5 Est 6 Est 7 Est 8 La estación de trabajo 4IC es una estación doble existente entre las estaciones 4 y 6, la
cual no tiene variaciones en su carga de trabajo asignada, dada la imposibilidad de dividir
las actividades de ensamble realizadas por dicha estación.
Mediante la aplicación de la metodología de las “5 M’s”, se procedió a la descripción del
proceso de ensamble como se puede observar a continuación:
- 22 -
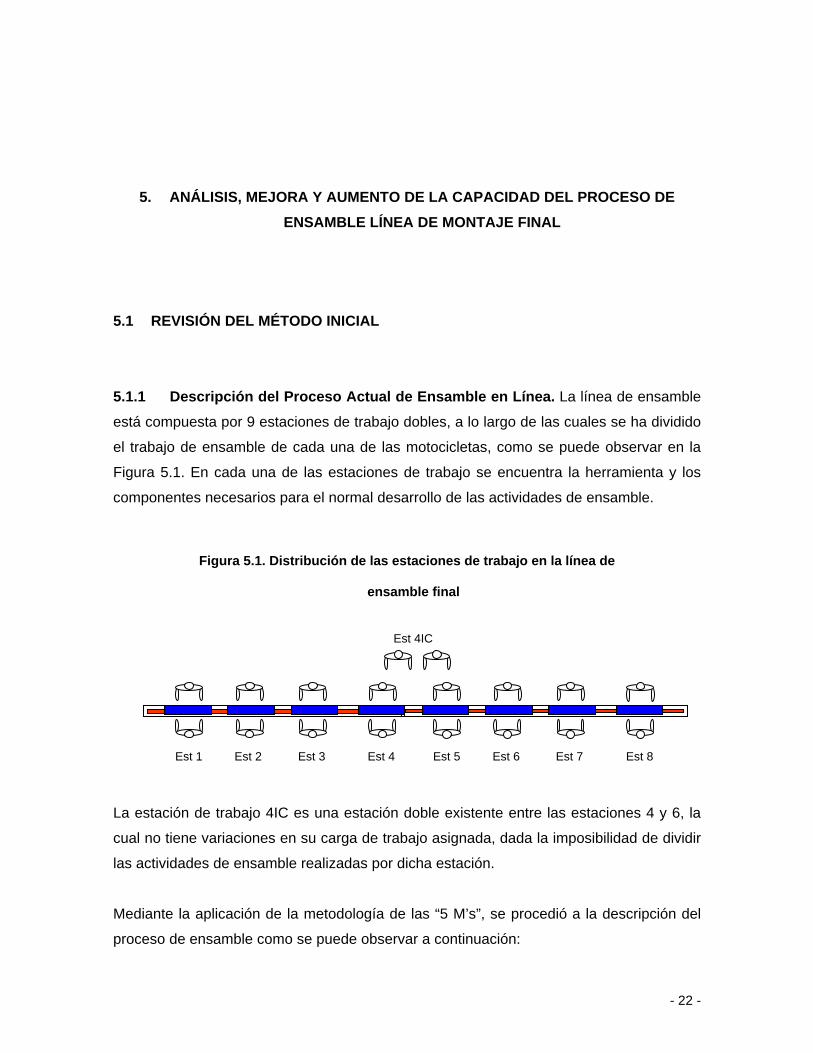
MÉTODO
El proceso de ensamble de motocicletas en línea es un proceso altamente manual, tal
como lo ilustra la Figura 5.2, a este proceso llegan los diferentes componentes de la
motocicleta20, los cuales van siendo ensamblados en la misma por cada uno de los
trabajadores que conforman las estaciones de trabajo, las cuales están ubicadas a lo
largo de la línea de ensamble por la cual se desplaza el producto.
En la planta, la línea de ensamble es manual, es decir, el producto se desplaza a lo largo
de la misma después de que cada estación de trabajo realice todas las actividades de
ensamble y libere el producto a la estación siguiente; esta condición genera una mayor
variabilidad en el proceso pues la dependencia en el ritmo de producción debido a la
mano de obra es mucho mayor que en los procesos semiautomáticos, en los cuales el
producto viaja a una velocidad media calculada con base en la tasa de producción y la
carga de trabajo de cada estación de trabajo.
Figura 5.2 Línea de ensamble final21
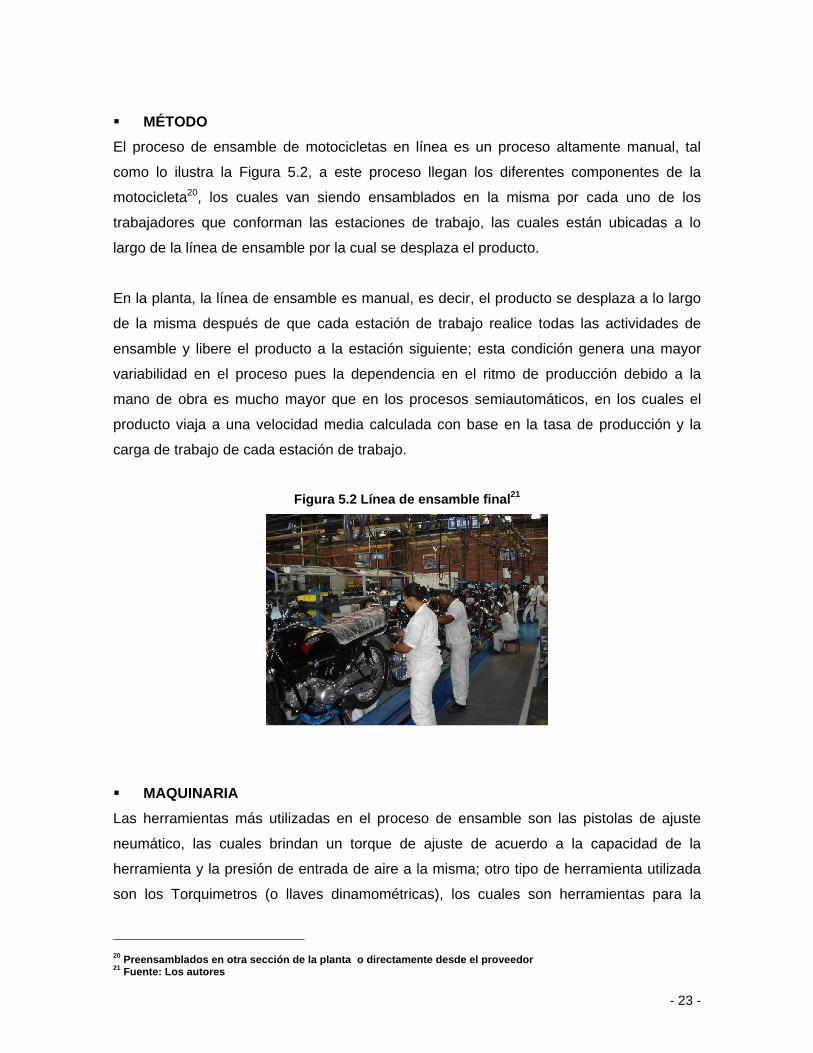
MAQUINARIA
Las herramientas más utilizadas en el proceso de ensamble son las pistolas de ajuste
neumático, las cuales brindan un torque de ajuste de acuerdo a la capacidad de la
herramienta y la presión de entrada de aire a la misma; otro tipo de herramienta utilizada
son los Torquimetros (o llaves dinamométricas), los cuales son herramientas para la
20 Preensamblados en otra sección de la planta o directamente desde el proveedor 21 Fuente: Los autores
- 23 -
verificación de los ajustes críticos que tiene el producto, ajustes los cuales proporcionan
seguridad y confiabilidad al cliente. Este tipo de herramienta puede verse en la Figura 5.3.
Figura 5.3 Herramienta utilizada en la línea de ensamble22
MANO DE OBRA
La mano de obra que conforma el grupo de la línea de ensamble, ver Figura 5.4, son
personas que cumplen con los siguientes requisitos mínimos:
1. Educación: Bachiller, preferiblemente industrial su equivalente a 1 año de
experiencia en la actividad. 2. Experiencia: No se requiere, deseable que haya trabajado en una planta de
producción. 3. Conocimientos: Deseables conocimientos en mecánica de motos, y en sistemas de
gestión de calidad. 4. Habilidades Técnicas: A través del proceso de Planeación y control anual de
capacitación y entrenamiento, se busca que los operarios obtengan las siguientes
habilidades técnicas:
▫ Conocimientos básicos en salud ocupacional.
▫ Conocimientos básicos del sistema de gestión ambiental y sistema de gestión de
calidad.
▫ Manejo de instrumentos de medición.
22 Ibíd.
- 24 -

▫ Manejo y cuidado de herramientas neumáticas .
▫ Manejo de gráficos de control.
▫ Reparación de motocicletas.
▫ Metodología de trabajo en equipo.
Figura 5.4 Personal de la línea de ensamble23
MATERIALES
La materia prima básica del proceso de ensamble está compuesta en mayor proporción
por componentes CKD24 y en menor proporción por componentes de proveedores
nacionales y algunos componentes son procesados en otras secciones de la planta.
Figura 5.5 Forma de llegada del material CKD25
23 Ibíd. 24 Componentes directos del proveedor. 25 Fuente: Los autores.
- 25 -
MEDIO AMBIENTE
Las condiciones en el medio, presentadas en la línea de ensamble, son las siguientes:
1. Iluminación: La iluminación en las estaciones de trabajo esta alrededor de las 600 -
800 luxes, el cual es un nivel de iluminación recomendado para los procesos de
ensamble, garantizando la comodidad del trabajador y la calidad de su trabajo.
2. Ruido: El nivel de ruido presentado en la línea de ensamble es causado
principalmente por el uso continuo y repetitivo de las herramientas de impacto
neumáticas y este se encuentra por debajo de la exposición permitida según la norma
OHSA, 90 dBA * 8 horas26; sin embargo el departamento de Salud Ocupacional de la
Organización ha hecho reglamentario el uso de protección auditiva en esta área,
buscando contrarrestar las posibles desviaciones positivas de dicho nivel de ruido.
3. Temperatura: La temperatura presentada en la línea de ensamble es una
temperatura estable, 26ºC, con algunos picos en las horas de la tarde, 32ºC, los
cuales son contrarestados con una ventilación continúa y la ubicación de
dispensadores de agua a lo largo y ancho del área, buscando brindar condiciones de
trabajo confortables a los trabajadores en este aspecto.
5.1.2 Mejora del Método de Ensamble Actual. A través de un análisis de campo del
proceso de ensamble en la línea, se observaron factores que afectaban la productividad y
estabilidad en los tiempos de las actividades de ensamble; estos factores fueron:
SÍNTOMA 1 Gran cantidad de movimientos innecesarios realizados por el personal en la ejecución de
las actividades normales de ensamble, generando una gran variabilidad en los tiempos de
ejecución y fatiga en el personal.
▫ Factor 1: La distancia existente entre la línea de ensamble y los medios de manejo
para los componentes pequeños (Aproximadamente 1,5 mt), como la tornillería y
componentes menores del sistema eléctrico.
▫ Factor 2: La distancia entre la herramienta (llaves de impacto) y la zona de trabajo.
26 Estudio realizado en Mayo de 2004 por la ARP Seguros Bolívar.
- 26 -
▫ Solución: Para contrarrestar el factor 1 y así poder obtener unos tiempos de
ejecución confiables se logró dicha reducción de la variabilidad a través de unos
medios de manejo flexibles, los cuales fueron diseñados por el Departamento de
Ingeniería, y posteriormente instalados por el personal de ensamble a lo largo de la
línea en las estaciones con mayor variabilidad, caso de las estaciones número 1, 2,
3, 4, 8. Para contrarrestar el factor 2, se realizó un rediseño de la red de aire, el
cual no solo contribuyó a la reducción de dicha distancia y por ende a los tiempos
de ejecución, sino también en la preservación de la herramienta, puesto que en
dicho sistema el aire para las herramienta se tomaba por la parte inferior de la
tubería, ocasionando que el agua producida por la condensación del aire llegará de
manera directa a las herramientas, provocando la oxidación y deterioro de la
misma.
SÍNTOMA 2
Horario extendido en la jornada nocturna de un 40% del personal debido al adelanto de
producto procesado por la torre que se requería para poder iniciar el ensamble en la línea.
▫ Factor: Excesivo inventario de producto en proceso evidenciado en el espacio
ocupado por las motocicletas ensambladas por el proceso subyacente (Ensamble
en Torre), las cuales eran almacenadas el 100% para posteriormente ser
procesadas en la línea de ensamble.
▫ Solución: Determinación de un nivel de inventario de producto en proceso que
fuese el mínimo necesario que permitiese el flujo continuo de la línea de ensamble
y que fuese menor que el nivel de inventario hasta ese momento manejado. El
nivel de inventario mínimo requerido fue determinado a través de herramientas de
simulación; se encontró que el nivel adecuado era de aproximadamente el 40% de
la producción. Esta reducción de inventario permitió un mejor aprovechamiento del
área de ensamble puesto que se redujo en aproximadamente un 60% el área que
era ocupada en el almacenamiento de producto en proceso.
- 27 -
5.2 ESTUDIO DE TIEMPOS Y BALANCE DE LÍNEA
Después de la implementación de las mejoras en el método de ensamble se realizó
posteriormente el estudio de tiempos y el posterior balance de línea, en la línea de
ensamble final. Los pasos en el estudio de tiempos fueron:
5.2.1 Definición y Normalización de los Elementos Operativos a Considerar en el Estudio
Reconocimiento y división del proceso de ensamble elementos operativos: A
continuación, se realizó la división de cada una de las actividades realizadas en el
proceso de línea de ensamble en elementos operativos, los cuales fueran medibles e
identificables. Para ello se realizaron filmaciones del proceso de ensamble en cada una
de las estaciones de la línea de ensamble, buscando obtener una definición más precisa
de los elementos operativos en los cuales se podría dividir el proceso; además, este
medio sirve para contrarrestar la escasez del tamaño de la muestra aprovechando el
tiempo en el cual no se realiza la producción del modelo piloto escogido a través del
análisis del archivo grabado.
Descripción y documentación de cada uno de los elementos operativos definidos: En
este paso, cada uno de los elementos definidos fueron codificados para su fácil
identificación, donde la numeración no representa una secuencia de ejecución de los
mismos.
Elaboración del listado maestro de elementos operativos: Los elementos operativos
identificados en la etapa previa fueron compilados en un listado maestro, donde se
preclasificaron según la estación donde se ejecutaba inicialmente y se relacionó también
la herramienta utilizada y los componentes ensamblados en dicho elemento operativo.
Los elementos definidos fueron reagrupados en actividades, a fin de lograr secuencias
lógicas que permitiesen el posterior estudio de tiempos y su asignación en el balanceo de
línea.
- 28 -
5.2.2 Construcción de la Red Relacional de los Elementos Operativos27. A partir
de las relaciones existentes entre las diferentes actividades de ensamble en la línea se
construyó la red de precedencias, permitiendo visualizar los diferentes tipos de
restricciones, existentes en el proceso de ensamble, inherentes a cada actividad de
ensamble. Los tipos de relaciones que se tuvieron en cuenta fueron las siguientes:
Simultaneidad: Se determinó que la actividad 1 mantiene una relación de
simultaneidad con la actividad 2 cuando estas deben ser realizadas en un mismo
momento en el tiempo.
O - 1 O - 2
Precedencia: Se determinó que la actividad 1 mantiene una relación de precedencia
con la actividad 2 cuando es necesario que la actividad 1 sea ejecutada y terminada antes
de iniciar la actividad 2, con el fin de poder realizarla.
O - 2O - 1
Contenido: Esta relación fue manejada a manera de modificación en la reagrupación
de actividades, con el fin de establecer y mantener una secuencia de actividades más
lógica dentro del proceso de ensamble.
El listado maestro de elementos operativos del modelo escogido se pueden observar en la
ruta: PROYECTODEGRADO\ ANEXOS\ Cap1.Anexos\ TIEMPOS&BALANCE_NOV-22-
26.xls y la red de precedencias en la ruta PROYECTODEGRADO\ ANEXOS\
Cap1.Anexos\ RED_PRECEDENCIAS_PROY_GRADO.xls del CD anexo a este
documento.
5.2.3 Estudio de Tiempos. Con las actividades reagrupadas e identificadas con su
respectivo número, se realizó un estudio de tiempos. La metodología empleada para el
estudio de tiempos se describe a continuación:
27 Red de Precedencias.
- 29 -
a. Filmación de Cada Estación de Trabajo: Los trabajadores escogidos para el estudio fueron los trabajadores que actualmente
desempeñan las labores en la línea de ensamble. Cada una de las estaciones fueron
filmadas con el objetivo de validar y redefinir las actividades descritas anteriormente,
logrando una mejora en el método. Las filmaciones también fueron utilizadas como
material de apoyo para la captura de información, en especial para la toma de tiempo en
actividades de muy corta duración y en actividades de ejecución simultáneas.
b. Toma de Tiempos de la Muestra Piloto: Se realizó una toma de tiempos de una muestra piloto para conocer de manera
aproximada la media y la desviación estándar de cada actividad ejecutada, permitiendo
establecer de forma más objetiva el tamaño de muestra necesario el cual proporcionara
un intervalo de confianza, de tamaño razonable, para el tiempo medio de proceso de cada
actividad.
De este modo, si se quiere estimar la media µ de cada actividad de la cual se conoce que
su población tiene una desviación estándar σ, asumiendo como aceptable un margen de
error δ segundos y con un nivel de confianza (1-α), el tamaño “n0” de muestra que
deberá tomarse viene dado según la Ecuación 1:
2
221
0szn
δ= α−
Ecuación 1. Cálculo del tamaño de muestra, con desviación estándar poblacional conocida
Como la desviación estándar de la población σ no es conocida, se asumió que la
desviación estándar de esta es la misma que la de la muestra piloto s, si y solo si el
tamaño de la muestra piloto es mayor o igual a 30. En este caso en especial, como el
tamaño de la muestra piloto es menor a 3028, el factor Z2 (1- α) deberá ser cambiado por
su equivalente en la distribución t-student T2 (1-α). Así, el tamaño de muestra para este
caso particular estará definido por la Ecuación 2:
28 MANYOMA, Pablo. Una aproximación al estudio del trabajo y sus utilidades. Santiago de Cali, Colombia. Universidad del Valle. Facultad de Ingeniería. Escuela de ingeniería Industrial y Estadística. 2003. P. 82
- 30 -
2
22
0 δSTn =
Ecuación 2. Cálculo del tamaño de muestra, con desviación estándar poblacional desconocida
Donde el valor de δ se especificó para cada actividad, según el valor de su media. En el
CD anexo, en la ruta PROYECTODEGRADO \ ANEXOS \ Cap1.Anexos \
TIEMPOS&BALANCE_NOV-22-26.xls se presenta la tabla de tiempos.
c. Toma de Tiempos de la Muestra Calculada: Después de obtener los valores de n recomendado para cada una de las actividades, se
realizó el muestreo, obteniéndose los valores de x y s para cada actividad. Estos valores
son de gran importancia en el momento de la simulación del proceso de ensamble en
línea.
d. Suplementos de Actividades: Para obtener los tiempos estándar es necesario considerar un porcentaje de tiempo de
suplemento a modo de tener en cuenta las interrupciones, demoras y disminución del
ritmo de trabajo, provocados por la fatiga inherente al desarrollo de cada actividad. Los
diferentes suplementos que se han tenido en cuenta para la obtención de los tiempos
estándar en la línea de ensamble HONDA son presentados a continuación:
Necesidades personales: Teniendo en cuenta los diversos estudios realizados
respecto al porcentaje que se debería aplicar por suplemento en este aspecto se
recomienda un porcentaje del 5%, el cual se ha tomado para el presente estudio.
Fatiga básica: Este suplemento está definido como la energía consumida para llevar
a cabo el trabajo y aliviar la monotonía, para el presente estudio se admite un
porcentaje de 4%.
Fatiga variable: Para este suplemento la literatura recomienda tener en cuenta una
serie de factores, sin embargo, se han aplicado aquellos que se consideran más
relevantes y que desde el análisis efectuado en la planta podrían influir en la fatiga
del personal; estos factores tenidos en cuenta son los siguientes:
- 31 -
▫ Postura anormal: Los suplementos de postura se basan en consideraciones del
metabolismo, la postura que se considera como básica y cómoda la cual puede
ser mantenida por largos periodos de tiempo es la posición sentado; se ha optado
por un suplemento de 2% el cual se recomienda para un trabajo realizado de pié,
el cual es el caso específico de la línea de ensamble.
▫ Fatiga muscular: Como en la planta se presentan esfuerzos físicos repetitivos
estos constituyen una causal de agotamiento, lo cual implica que se deba dar un
tiempo de recuperación al músculo del individuo; el porcentaje de suplemento
aplicado para este caso fue: Estación 1, 2 y 3 el 18% debido al esfuerzo
ocasionado por la carga de los motores y los chasis. 29Para las demás estaciones
fue considerado adecuado un 4% como suplemento.
▫ Ruido: Este factor no se tuvo en cuenta para la aplicación de suplementos, puesto
que los niveles de detectados por la ARP seguros Bolívar en un estudio realizado
en Mayo de 2004, se encuentran por debajo de los niveles permitidos (según
OSHA 90 dBA * 8 horas), además los trabajadores cuentan con protección
auditiva.
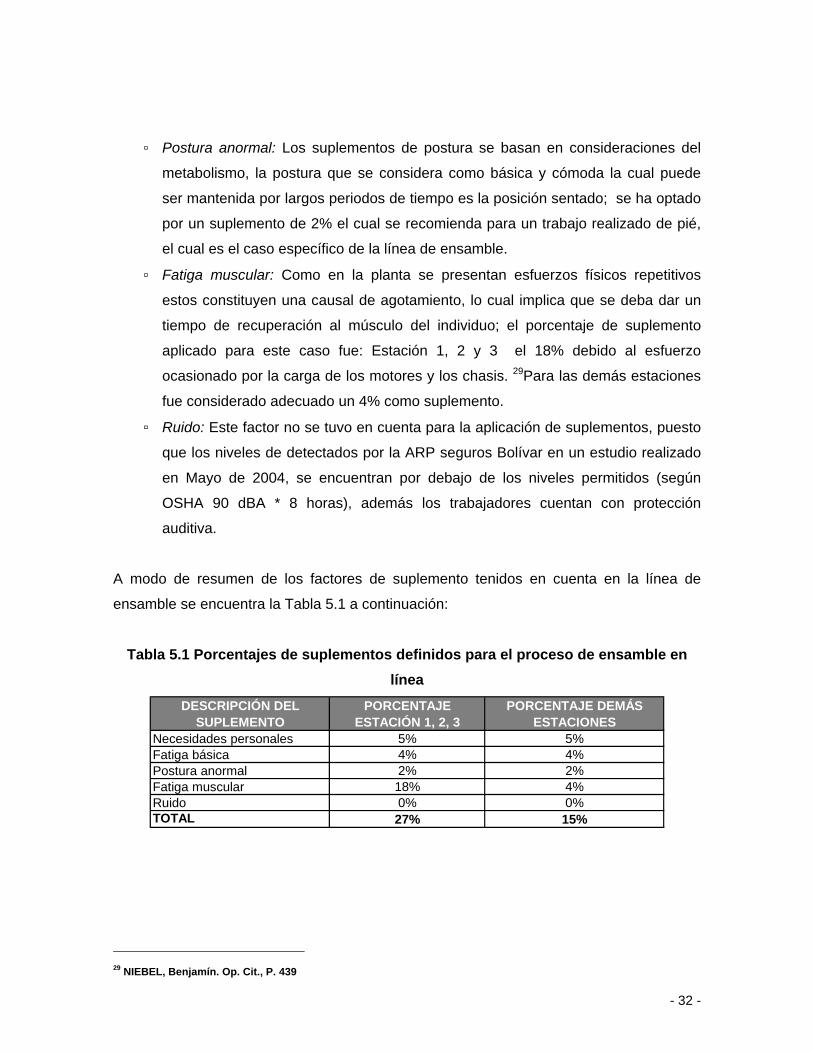
A modo de resumen de los factores de suplemento tenidos en cuenta en la línea de
ensamble se encuentra la Tabla 5.1 a continuación:
Tabla 5.1 Porcentajes de suplementos definidos para el proceso de ensamble en
línea
DESCRIPCIÓN DEL SUPLEMENTO
PORCENTAJE ESTACIÓN 1, 2, 3
PORCENTAJE DEMÁS ESTACIONES
Necesidades personales 5% 5%Fatiga básica 4% 4%Postura anormal 2% 2%Fatiga muscular 18% 4%Ruido 0% 0%TOTAL 27% 15%
29 NIEBEL, Benjamín. Op. Cit., P. 439
- 32 -
5.2.4 Balance de Línea
a. Metodología: Básicamente, el balance de línea puede realizarse a partir de 1 de los 2
siguientes factores:
Tiempo de Ciclo predefinido: A partir de un tiempo de ciclo deseado, se toma el valor
de este como el valor máximo permitido de asignación de actividades para cada
estación y así se obtiene el número de trabajadores necesarios para lograrlo.
Número de trabajadores predefinido: Tomando como base el número de trabajadores
actuales, se realiza la asignación de actividades de manera tal que se aumente la
eficiencia global de la línea de ensamble
Para escoger la forma de realizar el balanceo de línea, se tuvieron en cuenta factores
cualitativos de gran importancia tales como:
Tiempo que la organización lleva ensamblando motocicletas y la experiencia ganada
hasta hoy en ese ámbito.
Minimizar el impacto ocasionado por el cambio de las actividades realizadas en cada
una de las estaciones actuales.
Evitar incurrir en la creación de una propuesta de secuencia de actividades que
implique una curva de aprendizaje bastante pronunciada.
De este modo, la forma escogida para el estudio fue la del número de trabajadores
predefinidos. La redistribución de actividades en cada estación de trabajo fue basada en
la distribución actual de las mismas, teniendo en cuenta los tiempos asociados a cada
trabajador (estación), sus holguras, su capacidad de recibir (En caso de tener holgura) o
desplazar (En caso de ser la estación cuello de botella) una actividad del grupo actual de
actividades realizadas y las restricciones del diagrama de precedencias.
Para lograr la simultaneidad entre las actividades que así lo requerían, en la situación
práctica se evitó desplazar dichas tareas de los trabajadores actuales en su
correspondiente estación, teniendo en cuenta la secuencia de actividades de cada uno y
su tiempo de ejecución.
- 33 -
b. Indicadores de Desempeño: Con la finalidad de medir el desempeño actual del
proceso de ensamble en línea y lograr comparar este proceso con el propuesto, se
propusieron los siguientes indicadores de desempeño, los cuales se convertirán en
herramientas de planeación y control del proceso:
Eficiencia (E%): Este indicador refleja el porcentaje de tiempo real utilizado respecto
al tiempo real invertido en la labor de ensamble en línea. Este indicador se cuantifica
según la Ecuación 3 a continuación:
[ ] m*TEMax
OE%
mj
n
1kk∑
==
Ecuación 3. Indicador de eficiencia
Donde: Ok = Tiempo de proceso de la operación de ensamble.
n = Número total de operaciones de ensamble.
TEj = Tiempo de ensamble asignado para cada estación de trabajo j.
m = Número total de estaciones
TC TEÓRICO: El tiempo de ciclo teórico, expresado en segundos, se calculó como el
tiempo de ciclo de la estación con mayor carga de trabajo, como se presenta en la
Ecuación 4:
[ ]mjTEMaxTEÓRICOTC =
Ecuación 4. Tiempo de ciclo teórico
TC ESPERADO 1: En el balance inicial, el tiempo de ciclo esperado 1, expresado en
segundos, se calculó como se muestra en la Ecuación 5:
( )%201*OBSERVADOTC1ESPERADOTC +=
Ecuación 5. Cálculo del Tiempo de ciclo esperado 1, para el balance de línea inicial 30
Donde TC OBSERVADO representa el tiempo de ciclo recopilado, por los autores en las
mediciones del proceso.
30 Donde el 20% representa el factor de suplemento y calificación estimada.
- 34 -
TC ESPERADO 1: Para el balance propuesto, el tiempo de ciclo esperado 1 se
calculó como se muestra en la Ecuación 6:
( )PROCESOADVARIABILID1*TEÓRICOTC1ESPERADOTC +=
Ecuación 6. Cálculo del Tiempo de ciclo esperado 1, para el balance de línea propuesto
Este parámetro se calculó de esta forma debido a que no se contaba con el tiempo de
ciclo observado (Pues aún no se había implementado el balance de línea propuesto).
VARIABILIDAD DEL PROCESO (%): Como se presenta en la Ecuación 7, la
variabilidad del proceso se estimó con base en el porcentaje de diferencia entre el
TIEMPO DE CICLO TEÓRICO y el TIEMPO DE CICLO ESPERADO 1 del balance
de línea inicial.
( )TEÓRICOTC
TEÓRICOTC1ESPERADOTC(%)PROCESODELADVARIABILID −=
Ecuación 7. Porcentaje de variabilidad del proceso
El TIEMPO DE LA 1ª UNIDAD (%): Representa el porcentaje de tiempo de la jornada
laboral que es utilizado para llenar la línea con producto en cada una de las
estaciones de trabajo. Este valor es calculado mediante la Ecuación 8:
LABORALJORNADATm*1ESPERADOTC(%)UNIDAD1ªLADETIEMPO =
Ecuación 8. Cálculo del % Tiempo de la 1ª unidad 31
TC ESPERADO2: El tiempo de ciclo esperado 2, expresado en segundos, es el
tiempo de ciclo al cual se espera realmente en promedio, obtener una motocicleta de
la línea de ensamble. Este parámetro es calculado con base en la Ecuación 9:
( )LÍNEALADELLENADO%1*1ESPERADOTC2ESPERADOTC += Ecuación 9. Cálculo del % TC ESPERADO2
31 Donde se tomó como jornada laboral 10 hora de trabajo.
- 35 -
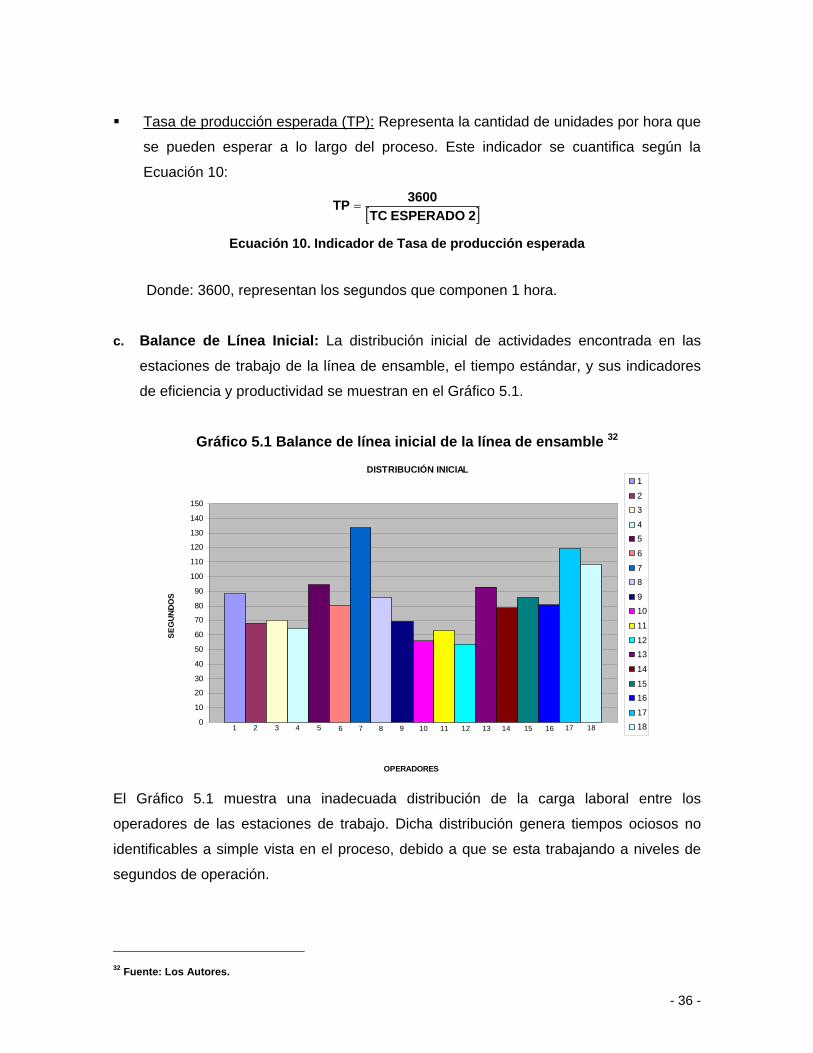
Tasa de producción esperada (TP): Representa la cantidad de unidades por hora que
se pueden esperar a lo largo del proceso. Este indicador se cuantifica según la
Ecuación 10:
[ ]2ESPERADOTC3600TP =
Ecuación 10. Indicador de Tasa de producción esperada
Donde: 3600, representan los segundos que componen 1 hora.
c. Balance de Línea Inicial: La distribución inicial de actividades encontrada en las
estaciones de trabajo de la línea de ensamble, el tiempo estándar, y sus indicadores
de eficiencia y productividad se muestran en el Gráfico 5.1.
Gráfico 5.1 Balance de línea inicial de la línea de ensamble 32
DISTRIBUCIÓN INICIAL
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
1
OPERADORES
SEG
UND
OS
1
23
45
6
78
910
11
1213
14
1516
1718
El Gráfico 5.1 muestra una inadecuada distribución de la carga laboral entre los
operadores de las estaciones de trabajo. Dicha distribución genera tiempos ociosos no
identificables a simple vista en el proceso, debido a que se esta trabajando a niveles de
segundos de operación.
32 Fuente: Los Autores.
- 36 -
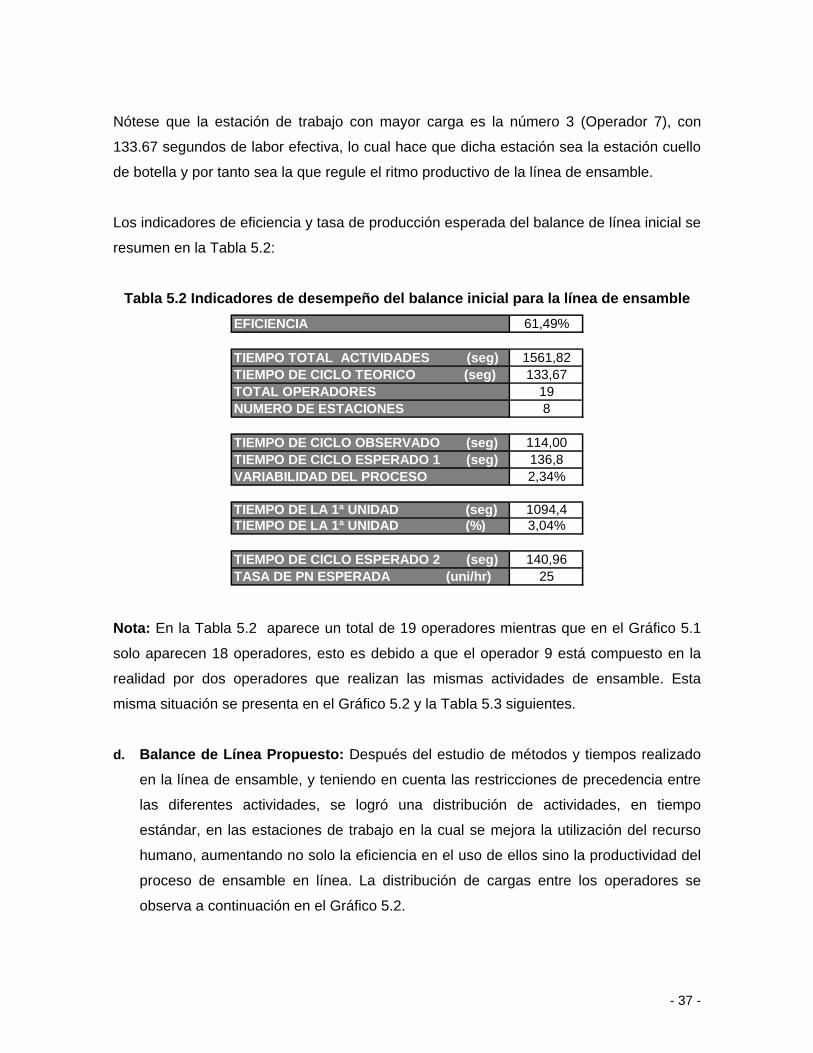
Nótese que la estación de trabajo con mayor carga es la número 3 (Operador 7), con
133.67 segundos de labor efectiva, lo cual hace que dicha estación sea la estación cuello
de botella y por tanto sea la que regule el ritmo productivo de la línea de ensamble.
Los indicadores de eficiencia y tasa de producción esperada del balance de línea inicial se
resumen en la Tabla 5.2:
Tabla 5.2 Indicadores de desempeño del balance inicial para la línea de ensamble EFICIENCIA 61,49%
TIEMPO TOTAL ACTIVIDADES (seg) 1561,82TIEMPO DE CICLO TEORICO (seg) 133,67TOTAL OPERADORES 19NUMERO DE ESTACIONES 8
TIEMPO DE CICLO OBSERVADO (seg) 114,00TIEMPO DE CICLO ESPERADO 1 (seg) 136,8VARIABILIDAD DEL PROCESO 2,34%
TIEMPO DE LA 1ª UNIDAD (seg) 1094,4TIEMPO DE LA 1ª UNIDAD (%) 3,04%
TIEMPO DE CICLO ESPERADO 2 (seg) 140,96TASA DE PN ESPERADA (uni/hr) 25
Nota: En la Tabla 5.2 aparece un total de 19 operadores mientras que en el Gráfico 5.1
solo aparecen 18 operadores, esto es debido a que el operador 9 está compuesto en la
realidad por dos operadores que realizan las mismas actividades de ensamble. Esta
misma situación se presenta en el Gráfico 5.2 y la Tabla 5.3 siguientes.
d. Balance de Línea Propuesto: Después del estudio de métodos y tiempos realizado
en la línea de ensamble, y teniendo en cuenta las restricciones de precedencia entre
las diferentes actividades, se logró una distribución de actividades, en tiempo
estándar, en las estaciones de trabajo en la cual se mejora la utilización del recurso
humano, aumentando no solo la eficiencia en el uso de ellos sino la productividad del
proceso de ensamble en línea. La distribución de cargas entre los operadores se
observa a continuación en el Gráfico 5.2.
- 37 -
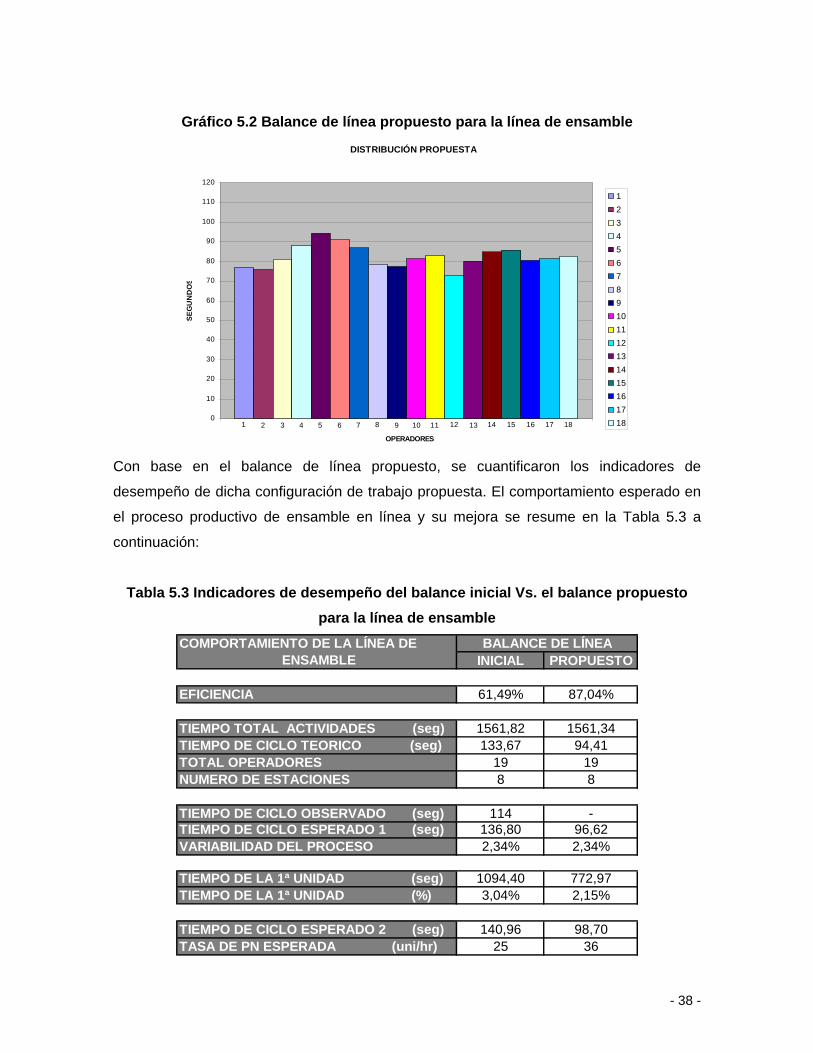
Gráfico 5.2 Balance de línea propuesto para la línea de ensamble
DISTRIBUCIÓN PROPUESTA
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180
10
20
30
40
50
60
70
80
90
100
110
120
1OPERADORES
SEG
UN
DO
S123456789101112131415161718
Con base en el balance de línea propuesto, se cuantificaron los indicadores de
desempeño de dicha configuración de trabajo propuesta. El comportamiento esperado en
el proceso productivo de ensamble en línea y su mejora se resume en la Tabla 5.3 a
continuación:
Tabla 5.3 Indicadores de desempeño del balance inicial Vs. el balance propuesto para la línea de ensamble
COMPORTAMIENTO DE LA LÍNEA DEINICIAL PROPUESTO
EFICIENCIA 61,49% 87,04%
TIEMPO TOTAL ACTIVIDADES (seg) 1561,82 1561,34TIEMPO DE CICLO TEORICO (seg) 133,67 94,41TOTAL OPERADORES 19 19NUMERO DE ESTACIONES 8 8
TIEMPO DE CICLO OBSERVADO (seg) 114 -TIEMPO DE CICLO ESPERADO 1 (seg) 136,80 96,62VARIABILIDAD DEL PROCESO 2,34% 2,34%
TIEMPO DE LA 1ª UNIDAD (seg) 1094,40 772,97TIEMPO DE LA 1ª UNIDAD (%) 3,04% 2,15%
TIEMPO DE CICLO ESPERADO 2 (seg) 140,96 98,70TASA DE PN ESPERADA (uni/hr) 25 36
BALANCE DE LÍNEA ENSAMBLE
- 38 -
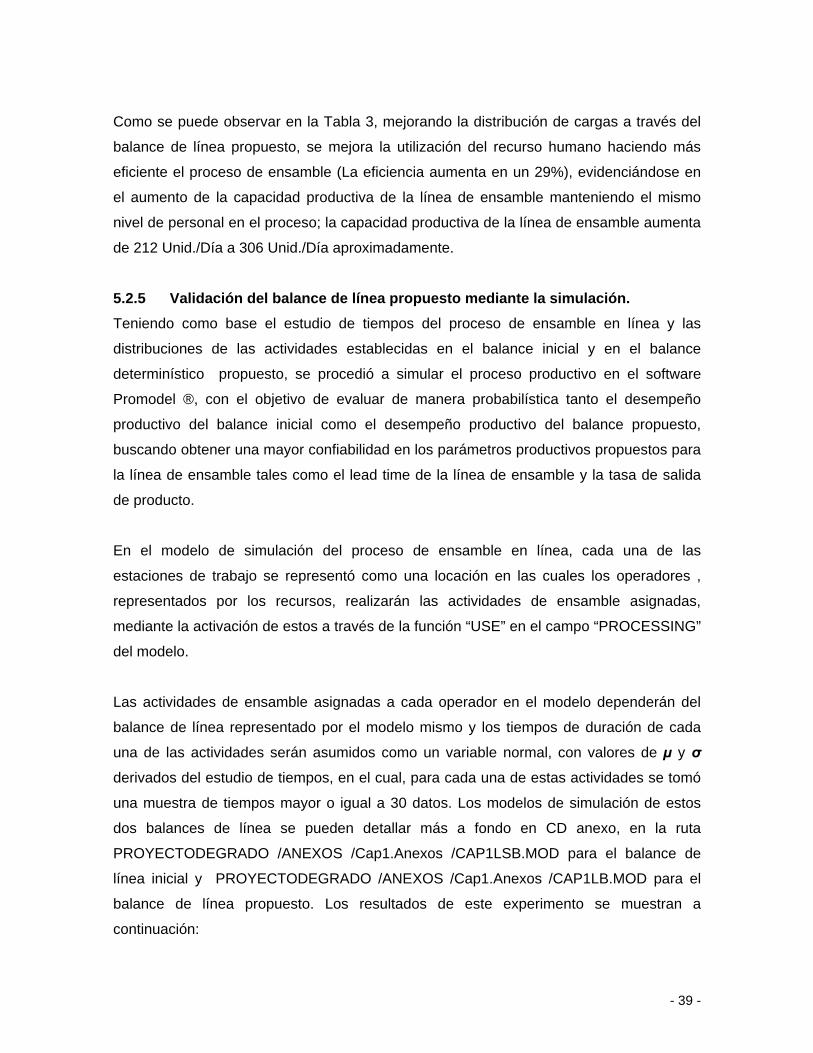
Como se puede observar en la Tabla 3, mejorando la distribución de cargas a través del
balance de línea propuesto, se mejora la utilización del recurso humano haciendo más
eficiente el proceso de ensamble (La eficiencia aumenta en un 29%), evidenciándose en
el aumento de la capacidad productiva de la línea de ensamble manteniendo el mismo
nivel de personal en el proceso; la capacidad productiva de la línea de ensamble aumenta
de 212 Unid./Día a 306 Unid./Día aproximadamente.
5.2.5 Validación del balance de línea propuesto mediante la simulación. Teniendo como base el estudio de tiempos del proceso de ensamble en línea y las
distribuciones de las actividades establecidas en el balance inicial y en el balance
determinístico propuesto, se procedió a simular el proceso productivo en el software
Promodel ®, con el objetivo de evaluar de manera probabilística tanto el desempeño
productivo del balance inicial como el desempeño productivo del balance propuesto,
buscando obtener una mayor confiabilidad en los parámetros productivos propuestos para
la línea de ensamble tales como el lead time de la línea de ensamble y la tasa de salida
de producto.
En el modelo de simulación del proceso de ensamble en línea, cada una de las
estaciones de trabajo se representó como una locación en las cuales los operadores ,
representados por los recursos, realizarán las actividades de ensamble asignadas,
mediante la activación de estos a través de la función “USE” en el campo “PROCESSING”
del modelo.
Las actividades de ensamble asignadas a cada operador en el modelo dependerán del
balance de línea representado por el modelo mismo y los tiempos de duración de cada
una de las actividades serán asumidos como un variable normal, con valores de µ y σ
derivados del estudio de tiempos, en el cual, para cada una de estas actividades se tomó
una muestra de tiempos mayor o igual a 30 datos. Los modelos de simulación de estos
dos balances de línea se pueden detallar más a fondo en CD anexo, en la ruta
PROYECTODEGRADO /ANEXOS /Cap1.Anexos /CAP1LSB.MOD para el balance de
línea inicial y PROYECTODEGRADO /ANEXOS /Cap1.Anexos /CAP1LB.MOD para el
balance de línea propuesto. Los resultados de este experimento se muestran a
continuación:
- 39 -
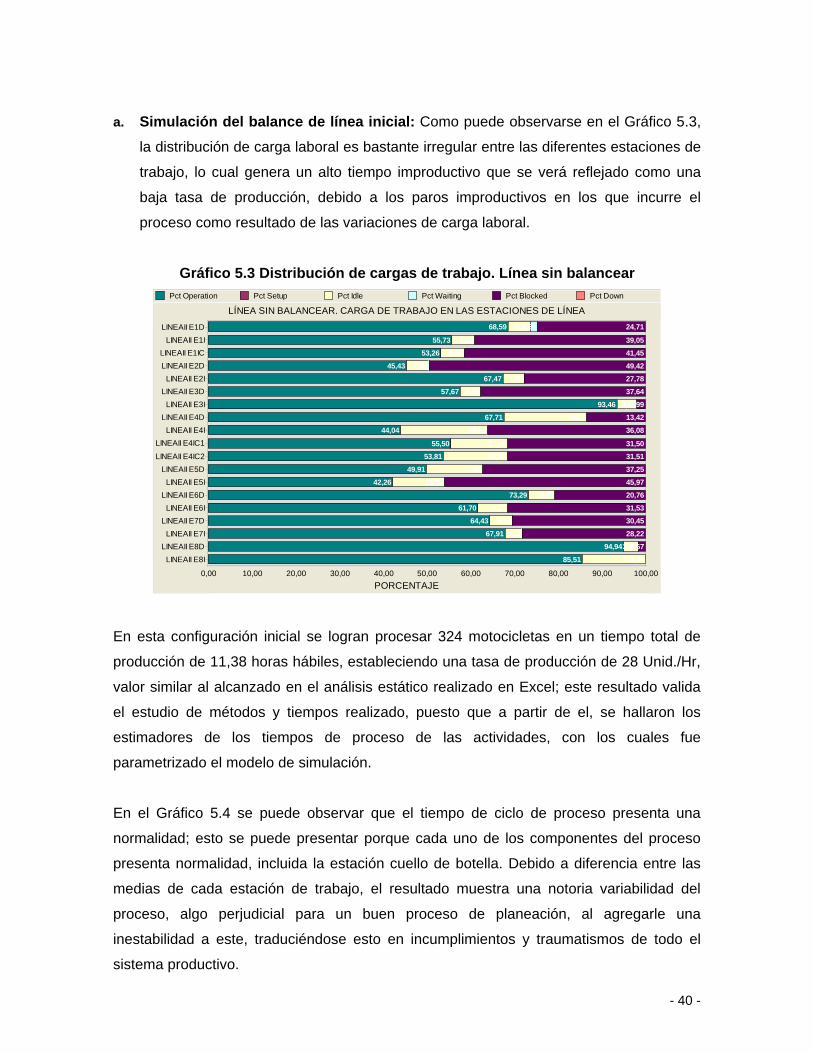
a. Simulación del balance de línea inicial: Como puede observarse en el Gráfico 5.3,
la distribución de carga laboral es bastante irregular entre las diferentes estaciones de
trabajo, lo cual genera un alto tiempo improductivo que se verá reflejado como una
baja tasa de producción, debido a los paros improductivos en los que incurre el
proceso como resultado de las variaciones de carga laboral.
Gráfico 5.3 Distribución de cargas de trabajo. Línea sin balancear Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00
LINEAII E8ILINEAII E8D
LINEAII E7ILINEAII E7D
LINEAII E6ILINEAII E6D
LINEAII E5ILINEAII E5D
LINEAII E4IC2
LINEAII E4IC1LINEAII E4I
LINEAII E4DLINEAII E3I
LINEAII E3DLINEAII E2I
LINEAII E2DLINEAII E1IC
LINEAII E1ILINEAII E1D
LÍNEA SIN BALANCEAR. CARGA DE TRABAJO EN LAS ESTACIONES DE LÍNEA
PORCENTAJE
85,51 14,49
94,943,391,6767,91 3,870,00 28,22
64,43 5,12 30,4561,70 6,77 31,53
73,29 5,95 20,7642,26 11,770,00 45,97
49,91 12,84 37,2553,81 14,68 31,51
55,50 13,00 31,50
44,04 19,880,00 36,08
67,71 18,87 13,4293,46 4,551,99
57,67 4,69 37,6467,47 4,75 27,78
45,43 5,140,01 49,42
53,26 5,280,01 41,4555,73 5,22 39,05
68,59 5,111,59 24,71
En esta configuración inicial se logran procesar 324 motocicletas en un tiempo total de
producción de 11,38 horas hábiles, estableciendo una tasa de producción de 28 Unid./Hr,
valor similar al alcanzado en el análisis estático realizado en Excel; este resultado valida
el estudio de métodos y tiempos realizado, puesto que a partir de el, se hallaron los
estimadores de los tiempos de proceso de las actividades, con los cuales fue
parametrizado el modelo de simulación.
En el Gráfico 5.4 se puede observar que el tiempo de ciclo de proceso presenta una
normalidad; esto se puede presentar porque cada uno de los componentes del proceso
presenta normalidad, incluida la estación cuello de botella. Debido a diferencia entre las
medias de cada estación de trabajo, el resultado muestra una notoria variabilidad del
proceso, algo perjudicial para un buen proceso de planeación, al agregarle una
inestabilidad a este, traduciéndose esto en incumplimientos y traumatismos de todo el
sistema productivo.
- 40 -

Gráfico 5.4 Distribución del tiempo de ciclo. Línea sin balancear.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
22,00
24,00
26,00
28,00
30,00
32,00
0 15 30 45 60 75 90 105 120 135 150 165 180 195
PO
RC
EN
TAJE
LINEA SIN BALANCEAR. TIEMPO DE CICLO
SEGUNDOS
0,37
16,27
30,09
32,78
15,86
4,09
0,30 0,25
En el Gráfico 5.5 se observa el comportamiento del lead time de la línea de ensamble,
nótese que la distribución de este tiempo no tiene un comportamiento normal, a pesar de
que está compuesto por datos normales, esto debido a la interdependencia de estaciones
con carga de trabajo muy diferentes entre si, ocasionando bloqueos y desabastecimientos
del producto en el proceso, aumentando la variabilidad del tiempo de ciclo.
Gráfico 5.5 Distribución del lead time de línea. Línea sin balancear.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
22,00
24,00
26,00
28,00
30,00
0 60 120 180 240 300 360 420 480 540 600 660 720 780 840 900 960 1020 1080 1140
PO
RC
EN
TAJE
LINEA SIN BALANCEAR. TIEMPO TOTAL DE ENSAMBLE EN LINEA
SEGUNDOS
0,38 0,330,310,340,300,33
2,35
5,34
0,65
2,15
5,07
3,46
1,701,870,68
1,95
9,39
25,20
28,73
8,66
0,80
b. Simulación del balance de línea propuesto: Teniendo en cuenta la agrupación de
actividades propuestas en el balance de línea obtenido de forma determinística se
realizó la simulación de este, validando la obtención de una mejor utilización del
- 41 -
recurso humano disponible. La distribución de cargas de esta propuesta es mas
regular a lo largo del tiempo que la distribución inicial; generando una mayor
confiabilidad, en términos productivos, del proceso de ensamble en línea; esta
situación se puede observar en el Gráfico 5.6.
Gráfico 5.6 Distribución de cargas de trabajo. Línea balanceada Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00
LINEAII E8ILINEAII E8DLINEAII E7I
LINEAII E7DLINEAII E6I
LINEAII E6DLINEAII E5I
LINEAII E5DLINEAII E4IC2
LINEAII E4IC1LINEAII E4I
LINEAII E4DLINEAII E3I
LINEAII E3DLINEAII E2I
LINEAII E2DLINEAII E1IC
LINEAII E1ILINEAII E1D
LÍNEA BALANCEADA. CARGA DE TRABAJO EN LAS ESTACIONES DE TRABAJO.
PORCENTAJE
85,82 14,1886,17 10,363,47
89,22 6,210,01 4,5684,05 7,050,00 8,90
86,78 5,50 7,7283,01 5,06 11,93
75,93 6,41 17,6685,69 5,230,00 9,08
79,67 5,91 14,4279,98 5,89 14,13
84,82 5,67 9,5181,15 6,04 12,81
78,98 7,49 13,5385,50 7,01 7,49
87,86 5,11 7,0371,17 6,49 22,34
77,64 5,25 17,1184,33 5,690,00 9,98
78,78 5,631,94 13,65
En este balance propuesto se logran procesar 324 motocicletas en un tiempo total de
producción de 8.67 horas hábiles, estableciendo una tasa de producción de 37 Unid./Hr.,
en comparación a la tasa de 36 unidades Unid./Hr. alcanzada en el análisis estático
realizado en Excel.
En el Gráfico 5.7 se observa la disminución del tiempo de ciclo debido a la redistribución
de la carga de trabajo y a la disminución de la misma en la estación cuello de botella; de
manera indirecta, se disminuye la variabilidad del tiempo de ciclo, ocasionado por la
reducción de la brecha existente entre la carga de trabajo de la estación cuello de botella
y las demás estaciones de la línea.
- 42 -
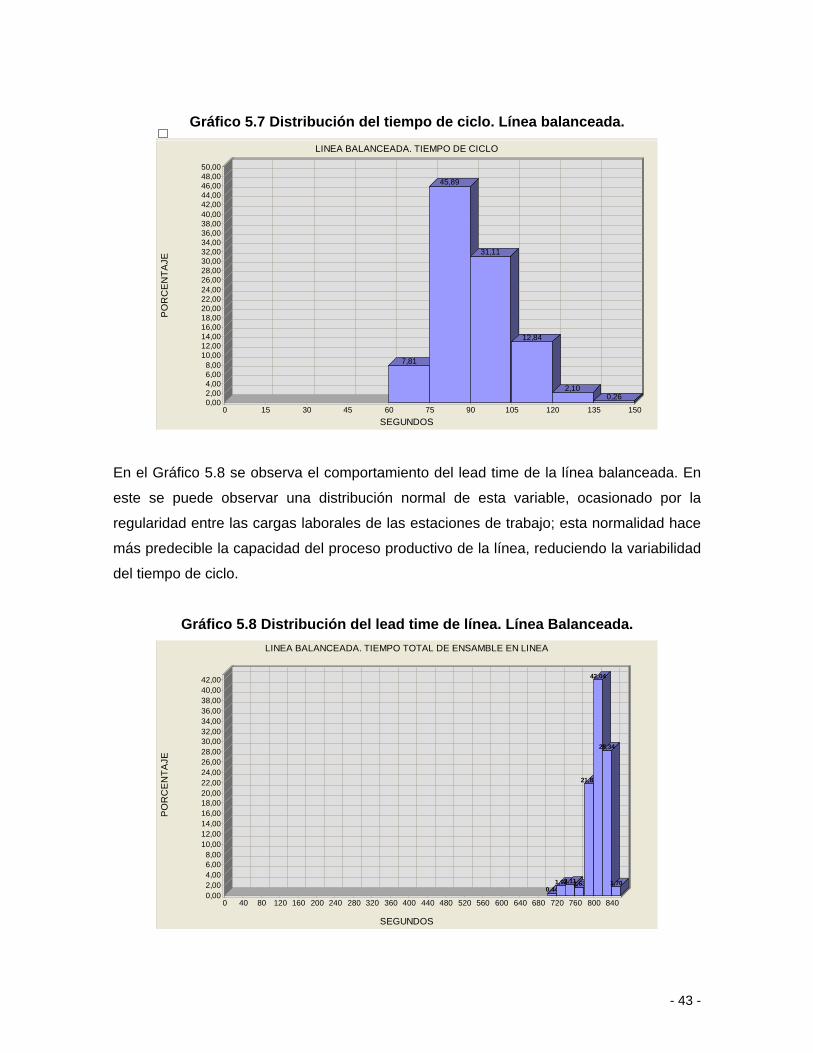
Gráfico 5.7 Distribución del tiempo de ciclo. Línea balanceada. y
0,002,004,006,008,00
10,0012,0014,0016,0018,0020,0022,0024,0026,0028,0030,0032,0034,0036,0038,0040,0042,0044,0046,0048,0050,00
0 15 30 45 60 75 90 105 120 135 150
PO
RC
EN
TAJE
LINEA BALANCEADA. TIEMPO DE CICLO
SEGUNDOS
7,81
45,89
31,11
12,84
2,100,26
En el Gráfico 5.8 se observa el comportamiento del lead time de la línea balanceada. En
este se puede observar una distribución normal de esta variable, ocasionado por la
regularidad entre las cargas laborales de las estaciones de trabajo; esta normalidad hace
más predecible la capacidad del proceso productivo de la línea, reduciendo la variabilidad
del tiempo de ciclo.
Gráfico 5.8 Distribución del lead time de línea. Línea Balanceada.
0,002,004,006,008,00
10,0012,0014,0016,0018,0020,0022,0024,0026,0028,0030,0032,0034,0036,0038,0040,0042,00
0 40 80 120 160 200 240 280 320 360 400 440 480 520 560 600 640 680 720 760 800 840
PO
RC
EN
TAJE
LINEA BALANCEADA. TIEMPO TOTAL DE ENSAMBLE EN LINEA
SEGUNDOS
0,441,922,111,63
21,82
42,04
28,34
1,70
- 43 -
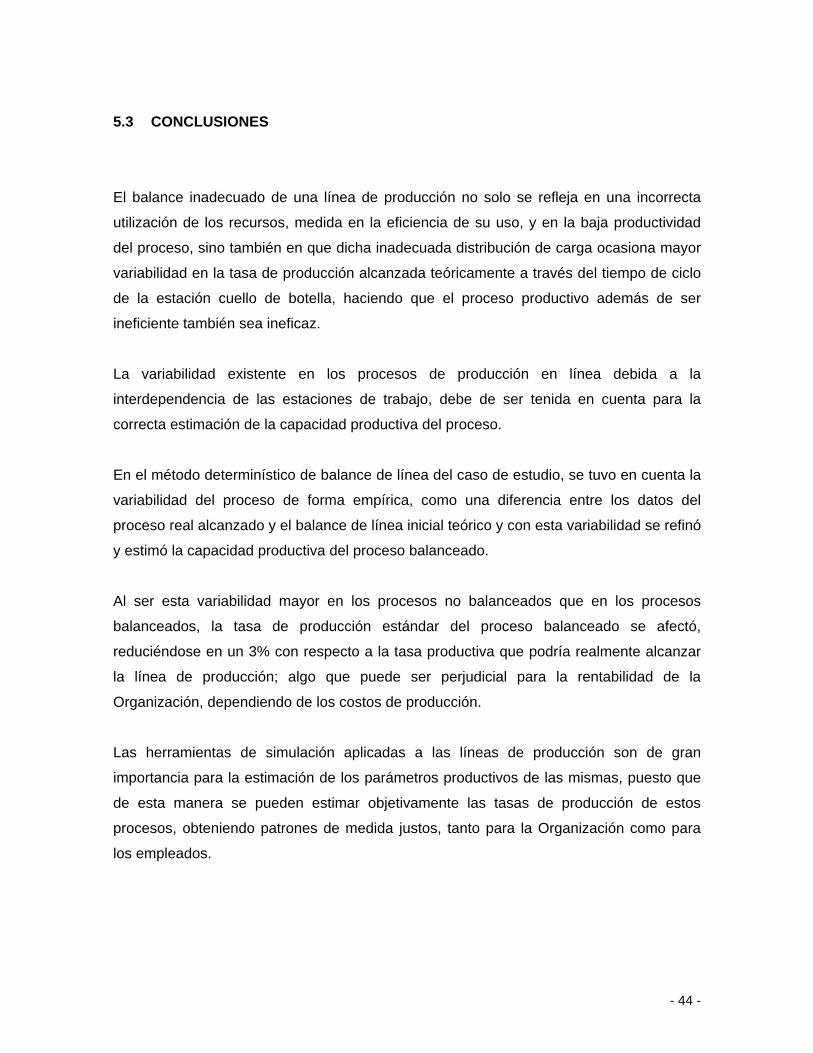
5.3 CONCLUSIONES
El balance inadecuado de una línea de producción no solo se refleja en una incorrecta
utilización de los recursos, medida en la eficiencia de su uso, y en la baja productividad
del proceso, sino también en que dicha inadecuada distribución de carga ocasiona mayor
variabilidad en la tasa de producción alcanzada teóricamente a través del tiempo de ciclo
de la estación cuello de botella, haciendo que el proceso productivo además de ser
ineficiente también sea ineficaz.
La variabilidad existente en los procesos de producción en línea debida a la
interdependencia de las estaciones de trabajo, debe de ser tenida en cuenta para la
correcta estimación de la capacidad productiva del proceso.
En el método determinístico de balance de línea del caso de estudio, se tuvo en cuenta la
variabilidad del proceso de forma empírica, como una diferencia entre los datos del
proceso real alcanzado y el balance de línea inicial teórico y con esta variabilidad se refinó
y estimó la capacidad productiva del proceso balanceado.
Al ser esta variabilidad mayor en los procesos no balanceados que en los procesos
balanceados, la tasa de producción estándar del proceso balanceado se afectó,
reduciéndose en un 3% con respecto a la tasa productiva que podría realmente alcanzar
la línea de producción; algo que puede ser perjudicial para la rentabilidad de la
Organización, dependiendo de los costos de producción.
Las herramientas de simulación aplicadas a las líneas de producción son de gran
importancia para la estimación de los parámetros productivos de las mismas, puesto que
de esta manera se pueden estimar objetivamente las tasas de producción de estos
procesos, obteniendo patrones de medida justos, tanto para la Organización como para
los empleados.
- 44 -
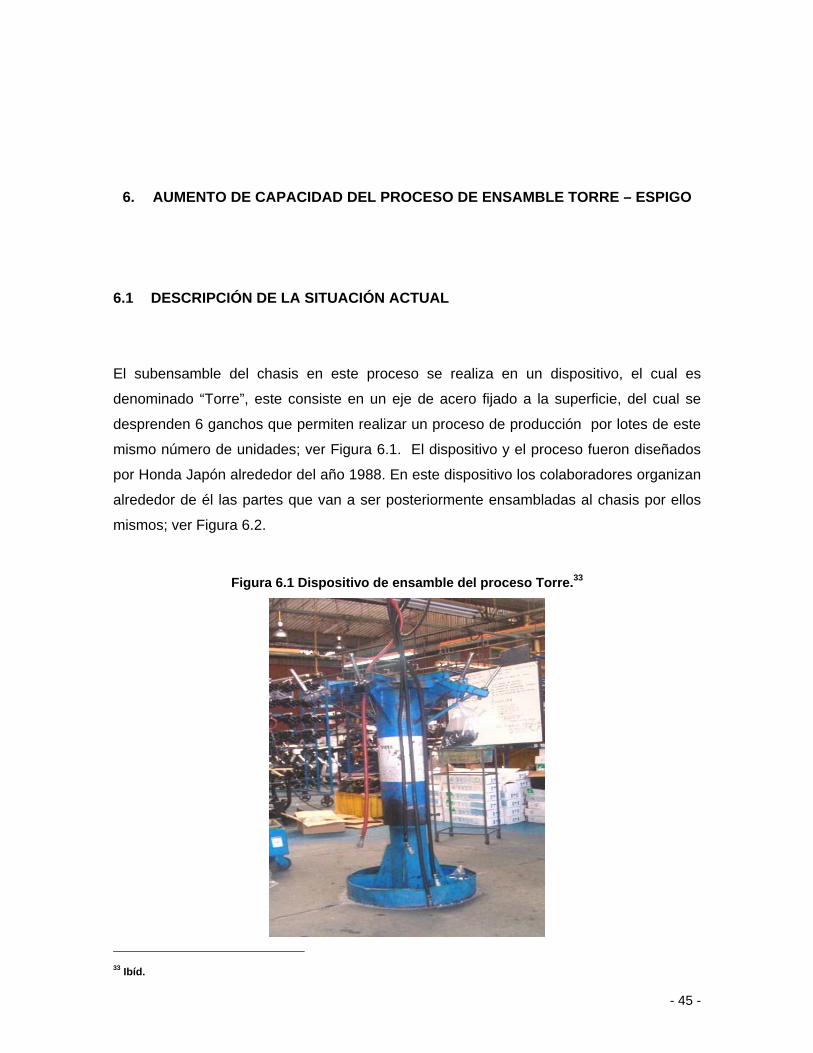
6. AUMENTO DE CAPACIDAD DEL PROCESO DE ENSAMBLE TORRE – ESPIGO
6.1 DESCRIPCIÓN DE LA SITUACIÓN ACTUAL
El subensamble del chasis en este proceso se realiza en un dispositivo, el cual es
denominado “Torre”, este consiste en un eje de acero fijado a la superficie, del cual se
desprenden 6 ganchos que permiten realizar un proceso de producción por lotes de este
mismo número de unidades; ver Figura 6.1. El dispositivo y el proceso fueron diseñados
por Honda Japón alrededor del año 1988. En este dispositivo los colaboradores organizan
alrededor de él las partes que van a ser posteriormente ensambladas al chasis por ellos
mismos; ver Figura 6.2.
Figura 6.1 Dispositivo de ensamble del proceso Torre.33
33 Ibíd.
- 45 -
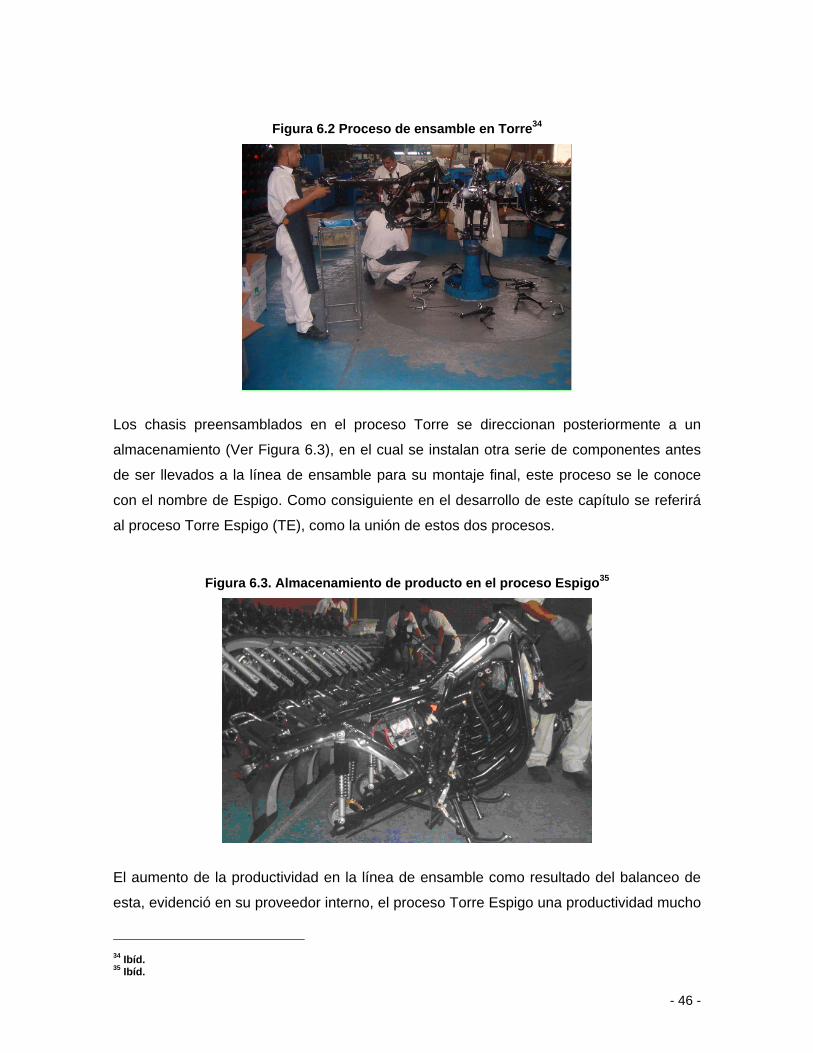
Figura 6.2 Proceso de ensamble en Torre34
Los chasis preensamblados en el proceso Torre se direccionan posteriormente a un
almacenamiento (Ver Figura 6.3), en el cual se instalan otra serie de componentes antes
de ser llevados a la línea de ensamble para su montaje final, este proceso se le conoce
con el nombre de Espigo. Como consiguiente en el desarrollo de este capítulo se referirá
al proceso Torre Espigo (TE), como la unión de estos dos procesos.
Figura 6.3. Almacenamiento de producto en el proceso Espigo35
El aumento de la productividad en la línea de ensamble como resultado del balanceo de
esta, evidenció en su proveedor interno, el proceso Torre Espigo una productividad mucho
34 Ibíd. 35 Ibíd.
- 46 -
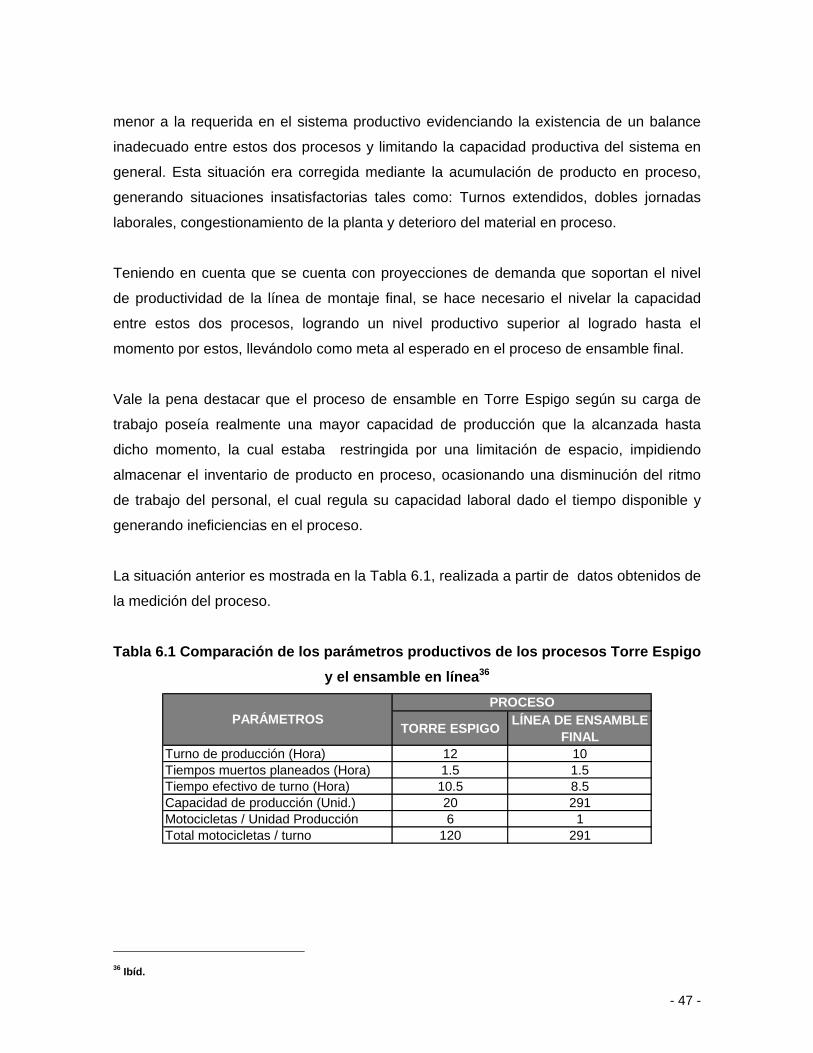
menor a la requerida en el sistema productivo evidenciando la existencia de un balance
inadecuado entre estos dos procesos y limitando la capacidad productiva del sistema en
general. Esta situación era corregida mediante la acumulación de producto en proceso,
generando situaciones insatisfactorias tales como: Turnos extendidos, dobles jornadas
laborales, congestionamiento de la planta y deterioro del material en proceso.
Teniendo en cuenta que se cuenta con proyecciones de demanda que soportan el nivel
de productividad de la línea de montaje final, se hace necesario el nivelar la capacidad
entre estos dos procesos, logrando un nivel productivo superior al logrado hasta el
momento por estos, llevándolo como meta al esperado en el proceso de ensamble final.
Vale la pena destacar que el proceso de ensamble en Torre Espigo según su carga de
trabajo poseía realmente una mayor capacidad de producción que la alcanzada hasta
dicho momento, la cual estaba restringida por una limitación de espacio, impidiendo
almacenar el inventario de producto en proceso, ocasionando una disminución del ritmo
de trabajo del personal, el cual regula su capacidad laboral dado el tiempo disponible y
generando ineficiencias en el proceso.
La situación anterior es mostrada en la Tabla 6.1, realizada a partir de datos obtenidos de
la medición del proceso.
Tabla 6.1 Comparación de los parámetros productivos de los procesos Torre Espigo y el ensamble en línea36
TORRE ESPIGO LÍNEA DE ENSAMBLE FINAL
Turno de producción (Hora) 12 10Tiempos muertos planeados (Hora) 1.5 1.5Tiempo efectivo de turno (Hora) 10.5 8.5Capacidad de producción (Unid.) 20 291Motocicletas / Unidad Producción 6 1Total motocicletas / turno 120 291
PARÁMETROSPROCESO
36 Ibíd.
- 47 -
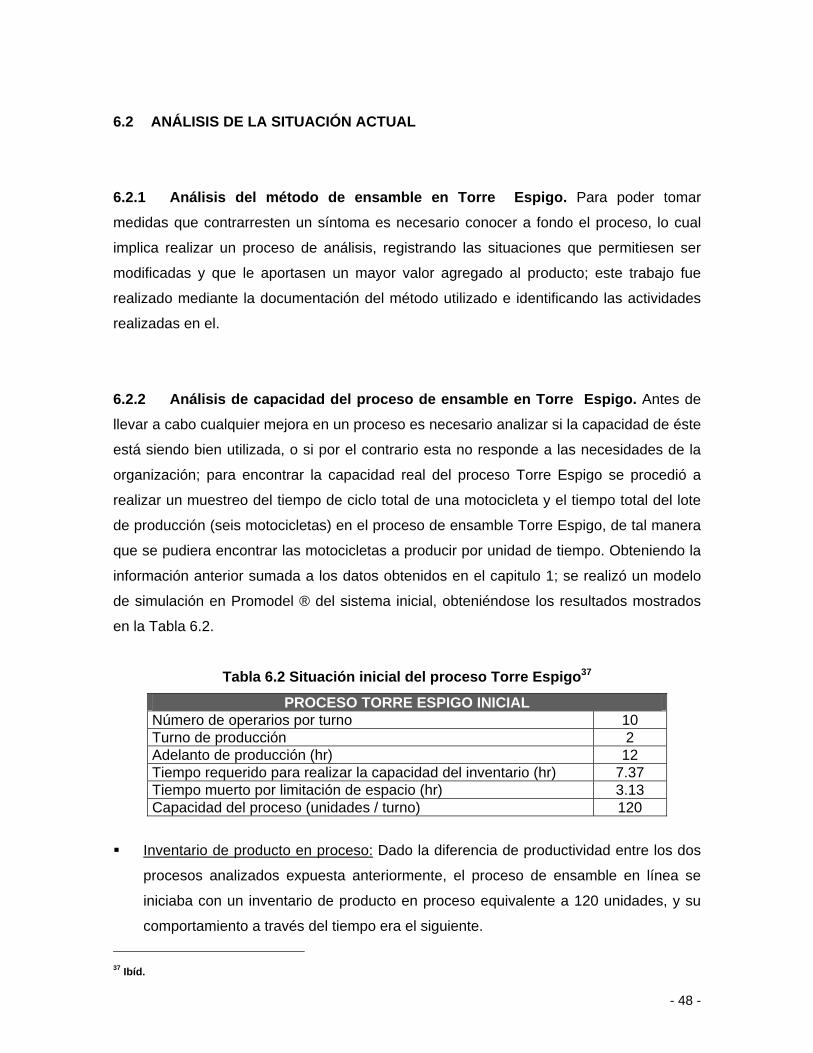
6.2 ANÁLISIS DE LA SITUACIÓN ACTUAL 6.2.1 Análisis del método de ensamble en Torre Espigo. Para poder tomar
medidas que contrarresten un síntoma es necesario conocer a fondo el proceso, lo cual
implica realizar un proceso de análisis, registrando las situaciones que permitiesen ser
modificadas y que le aportasen un mayor valor agregado al producto; este trabajo fue
realizado mediante la documentación del método utilizado e identificando las actividades
realizadas en el.
6.2.2 Análisis de capacidad del proceso de ensamble en Torre Espigo. Antes de
llevar a cabo cualquier mejora en un proceso es necesario analizar si la capacidad de éste
está siendo bien utilizada, o si por el contrario esta no responde a las necesidades de la
organización; para encontrar la capacidad real del proceso Torre Espigo se procedió a
realizar un muestreo del tiempo de ciclo total de una motocicleta y el tiempo total del lote
de producción (seis motocicletas) en el proceso de ensamble Torre Espigo, de tal manera
que se pudiera encontrar las motocicletas a producir por unidad de tiempo. Obteniendo la
información anterior sumada a los datos obtenidos en el capitulo 1; se realizó un modelo
de simulación en Promodel ® del sistema inicial, obteniéndose los resultados mostrados
en la Tabla 6.2.
Tabla 6.2 Situación inicial del proceso Torre Espigo37
PROCESO TORRE ESPIGO INICIAL Número de operarios por turno 10 Turno de producción 2 Adelanto de producción (hr) 12 Tiempo requerido para realizar la capacidad del inventario (hr) 7.37 Tiempo muerto por limitación de espacio (hr) 3.13 Capacidad del proceso (unidades / turno) 120
Inventario de producto en proceso: Dado la diferencia de productividad entre los dos
procesos analizados expuesta anteriormente, el proceso de ensamble en línea se
iniciaba con un inventario de producto en proceso equivalente a 120 unidades, y su
comportamiento a través del tiempo era el siguiente. 37 Ibíd.
- 48 -
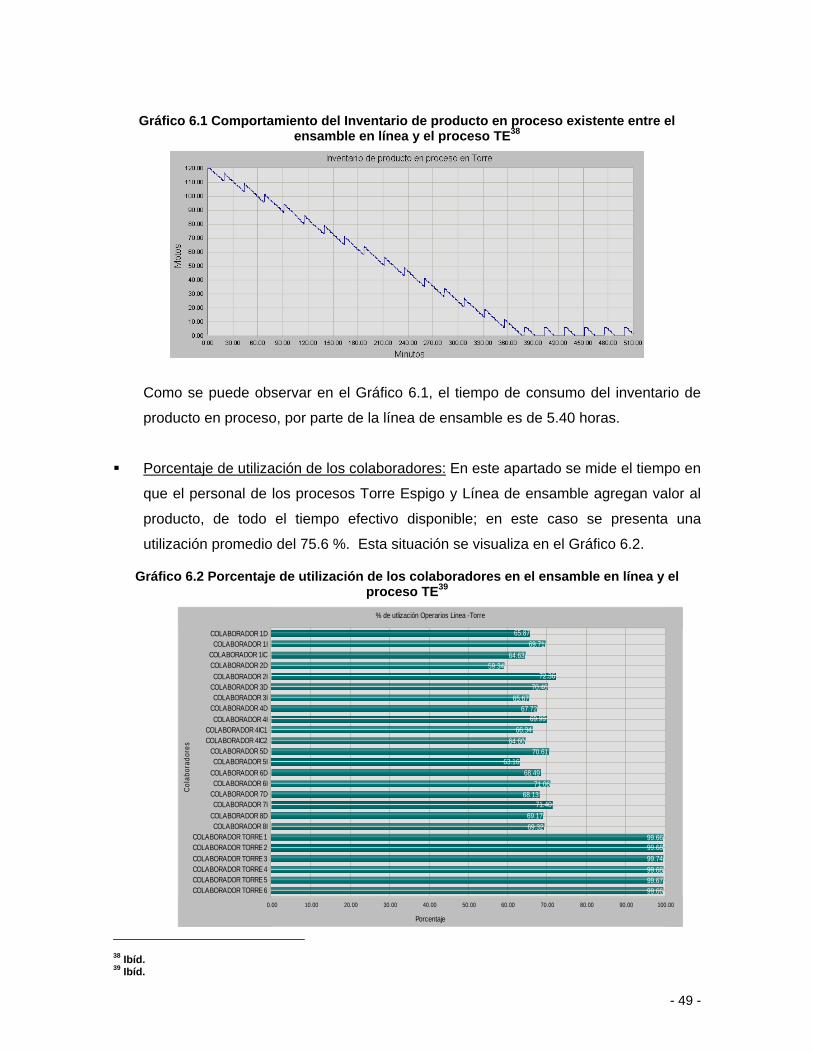
Gráfico 6.1 Comportamiento del Inventario de producto en proceso existente entre el ensamble en línea y el proceso TE38
Como se puede observar en el Gráfico 6.1, el tiempo de consumo del inventario de
producto en proceso, por parte de la línea de ensamble es de 5.40 horas.
Porcentaje de utilización de los colaboradores: En este apartado se mide el tiempo en
que el personal de los procesos Torre Espigo y Línea de ensamble agregan valor al
producto, de todo el tiempo efectivo disponible; en este caso se presenta una
utilización promedio del 75.6 %. Esta situación se visualiza en el Gráfico 6.2.
Gráfico 6.2 Porcentaje de utilización de los colaboradores en el ensamble en línea y el proceso TE39
0.00 10.00 20.00 30.00 40.00 50.00 60.00 70.00 80.00 90.00 100.00
COLABORADOR TORRE 6COLABORADOR TORRE 5COLABORADOR TORRE 4COLABORADOR TORRE 3COLABORADOR TORRE 2COLABORADOR TORRE 1
COLABORADOR 8ICOLABORADOR 8DCOLABORADOR 7I
COLABORADOR 7DCOLABORADOR 6I
COLABORADOR 6DCOLABORADOR 5I
COLABORADOR 5DCOLABORADOR 4IC2COLABORADOR 4IC1
COLABORADOR 4ICOLABORADOR 4DCOLABORADOR 3I
COLABORADOR 3DCOLABORADOR 2I
COLABORADOR 2DCOLABORADOR 1IC
COLABORADOR 1ICOLABORADOR 1D
Col
abor
ador
es
% de utlización Operarios Linea -Torre
Porcentaje
99.6699.6799.6899.7499.6899.66
69.3269.17
71.4068.13
71.0668.49
63.1670.61
64.6066.34
69.9967.72
65.6770.46
72.3659.34
64.6369.71
65.87
38 Ibíd. 39 Ibíd.
- 49 -
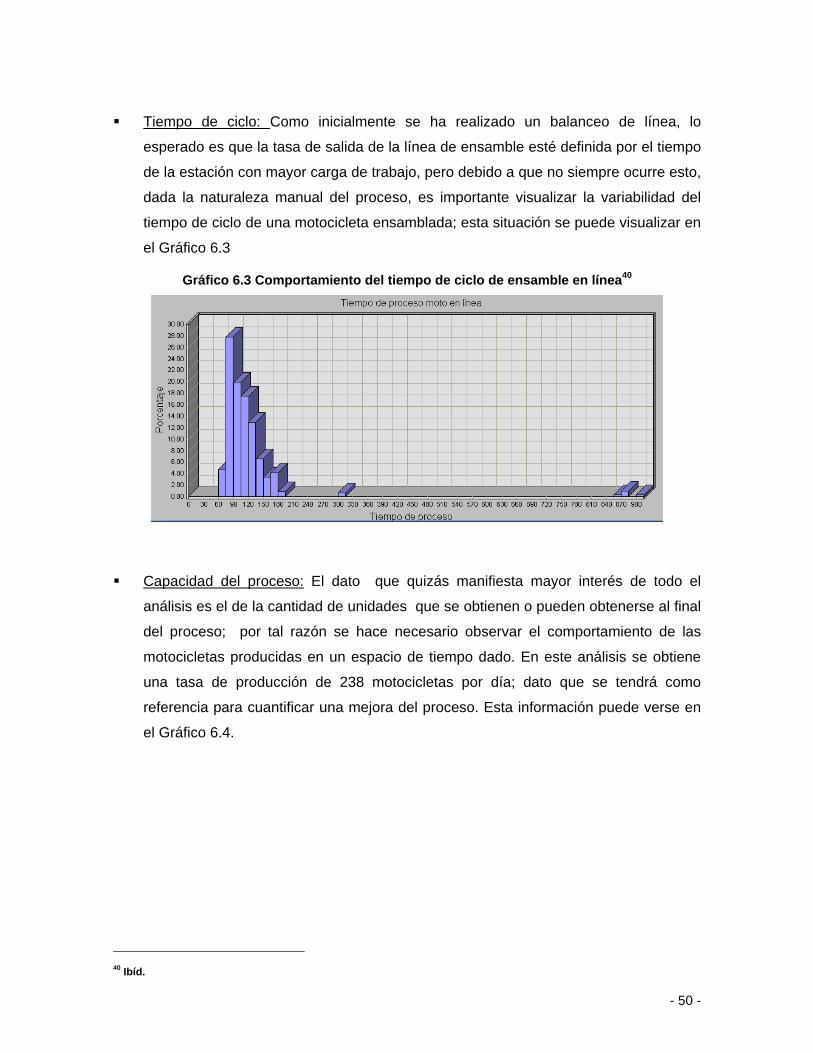
Tiempo de ciclo: Como inicialmente se ha realizado un balanceo de línea, lo
esperado es que la tasa de salida de la línea de ensamble esté definida por el tiempo
de la estación con mayor carga de trabajo, pero debido a que no siempre ocurre esto,
dada la naturaleza manual del proceso, es importante visualizar la variabilidad del
tiempo de ciclo de una motocicleta ensamblada; esta situación se puede visualizar en
el Gráfico 6.3
Gráfico 6.3 Comportamiento del tiempo de ciclo de ensamble en línea40
Capacidad del proceso: El dato que quizás manifiesta mayor interés de todo el
análisis es el de la cantidad de unidades que se obtienen o pueden obtenerse al final
del proceso; por tal razón se hace necesario observar el comportamiento de las
motocicletas producidas en un espacio de tiempo dado. En este análisis se obtiene
una tasa de producción de 238 motocicletas por día; dato que se tendrá como
referencia para cuantificar una mejora del proceso. Esta información puede verse en
el Gráfico 6.4.
40 Ibíd.
- 50 -

Gráfico 6.4 Capacidad del proceso TE inicial41
6.2.3 Definición de la situación insatisfactoria. La situación insatisfactoria se define
como “Insuficiencia de capacidad del proceso Torre Espigo”, evidenciado en las excesivas
horas extras causadas en el área de Ensamble, como se muestra en la Tabla 6.3
Tabla 6.3 Horas extras por centro de trabajo en la Línea de Ensamble Honda42
Descripción Enero Febrero Marzo Abril Mayo Junio Julio Acumulado %
Bodega 646 709 775 876 859 385 365 4.614 6,10%Prepintura 198 372 444 513 492 532 379 2.929 3,90%Pintura 3.831 4.854 5.568 5.566 5.379 5.144 5.863 36.203 48,20%Ensamble 5.473 3.013 3.232 3.313 4.674 4.103 2.388 26.193 34,90%Alistamiento 556 801 594 835 925 871 551 5.132 6,80%Total 10.703 9.748 10.611 11.102 12.328 11.034 9.545 75.071 100,00%
ACUMULADO HORAS EXTRAS LINEA DE ENSAMBLE HONDA 2005
6.3 ANÁLISIS DE LOS INTERESADOS
Dentro del problema definido anteriormente, se han identificado los involucrados, los
cuales presentan la visión del problema, de acuerdo a sus intereses generando una
posición individual ante las posibles soluciones que se plantearán. Entre los involucrados
que han sido identificados se tienen:
41 Ibíd. 42 consolidado horas adicionales L.E.H 2005 FANALCA S.A.
- 51 -
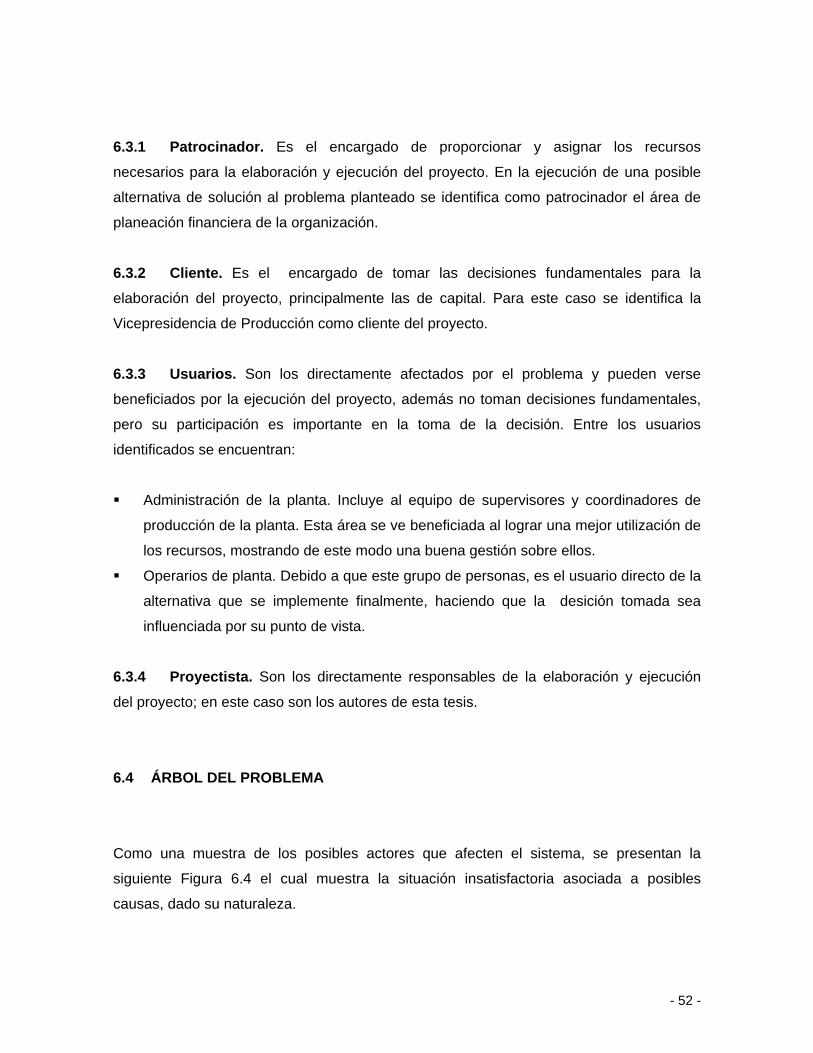
- 52 -
6.3.1 Patrocinador. Es el encargado de proporcionar y asignar los recursos
necesarios para la elaboración y ejecución del proyecto. En la ejecución de una posible
alternativa de solución al problema planteado se identifica como patrocinador el área de
planeación financiera de la organización.
6.3.2 Cliente. Es el encargado de tomar las decisiones fundamentales para la
elaboración del proyecto, principalmente las de capital. Para este caso se identifica la
Vicepresidencia de Producción como cliente del proyecto.
6.3.3 Usuarios. Son los directamente afectados por el problema y pueden verse
beneficiados por la ejecución del proyecto, además no toman decisiones fundamentales,
pero su participación es importante en la toma de la decisión. Entre los usuarios
identificados se encuentran:
Administración de la planta. Incluye al equipo de supervisores y coordinadores de
producción de la planta. Esta área se ve beneficiada al lograr una mejor utilización de
los recursos, mostrando de este modo una buena gestión sobre ellos.
Operarios de planta. Debido a que este grupo de personas, es el usuario directo de la
alternativa que se implemente finalmente, haciendo que la desición tomada sea
influenciada por su punto de vista.
6.3.4 Proyectista. Son los directamente responsables de la elaboración y ejecución
del proyecto; en este caso son los autores de esta tesis.
6.4 ÁRBOL DEL PROBLEMA
Como una muestra de los posibles actores que afecten el sistema, se presentan la
siguiente Figura 6.4 el cual muestra la situación insatisfactoria asociada a posibles
causas, dado su naturaleza.
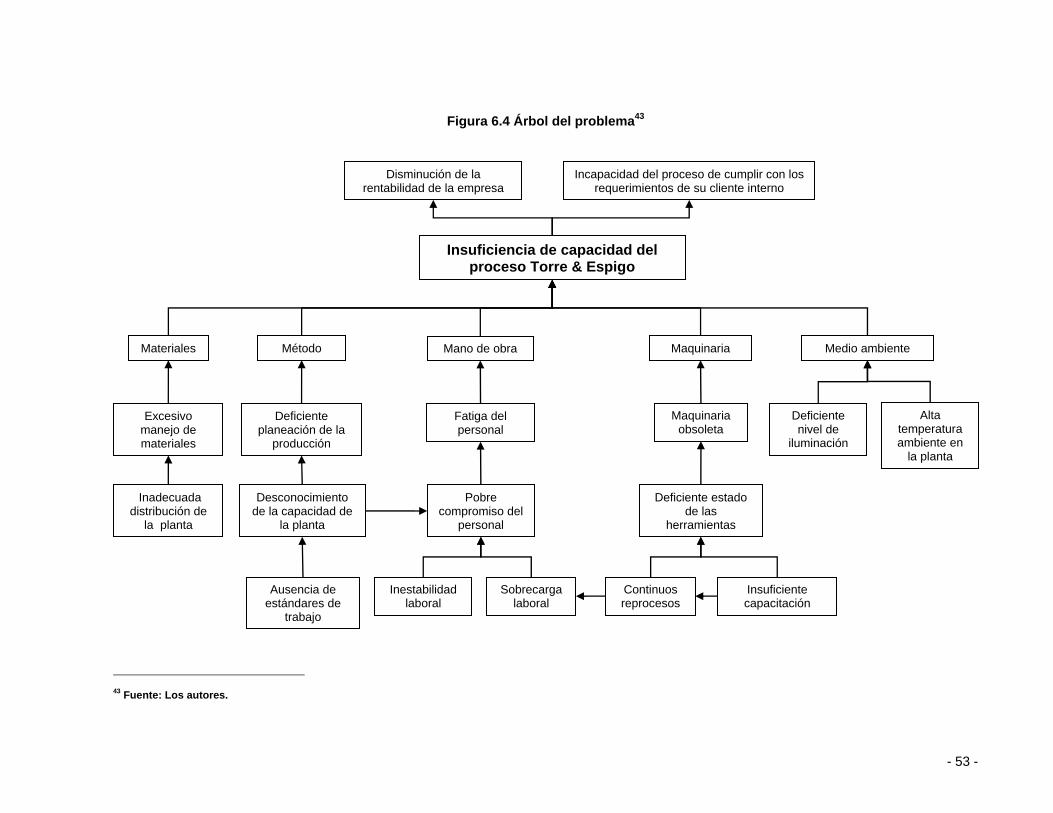
- 53 -
Alta temperatura ambiente en
la planta
Medio ambiente
Deficiente nivel de
iluminación
Insuficiente capacitación
Deficiente estado de las
herramientas
Maquinaria obsoleta
Maquinaria
Continuos reprocesos
Insuficiencia de capacidad del proceso Torre & Espigo
Figura 6.4 Árbol del problema43
Sobrecarga laboral
Pobre compromiso del
personal
Mano de obra
Fatiga del personal
Disminución de la rentabilidad de la empresa
Inestabilidad laboral
Desconocimiento de la capacidad de
la planta
Deficiente planeación de la
producción
Ausencia de estándares de
trabajo
Método
43 Fuente: Los autores.
Inadecuada distribución de
la planta
Excesivo manejo de materiales
Materiales
Incapacidad del proceso de cumplir con los requerimientos de su cliente interno
- 54 -
6.5 ÁRBOL DE OBJETIVOS
En la Figura 6.5 se presenta el objetivo hacia el cual debe apuntar el proyecto, teniendo
en cuenta la naturaleza de cada factor y como se puede lograr el objetivo propuesto de
acuerdo a la incidencia de cada uno de ellos.
6.6 ALTERNATIVAS DE SOLUCIÓN
Para dar solución a una situación insatisfactoria es recomendable abordar varias
opciones, que permiten la discusión de los posibles pros y contras de cada alternativa
planteada. Para dar solución a esta situación se plantearon las siguientes opciones:
a. Cambio de metodología de ensamble en Torre: Esta alternativa consiste en pasar del
método actual de producción por baches de 6 unidades a pasar a producir por baches
de 2 unidades, contando con la misma mano de obra.
b. Adquisición de nueva tecnología para el ensamble en Torre; Overhead de ensamble.
Sistema automático consistente en un conveyor elevado donde los chasis de las
motos serian ensamblados, para luego ser descendidos a la línea manual. Es un
sistema similar al utilizado por Honda Da Amazonia de Brasil; ver Figura 6.6
c. Adquisición de nueva tecnología para el ensamble en Torre: Línea automática de
ensamble. Sistema consistente en una línea automática en la cual los chasis serían
ensamblados a medida que este se mueve por cada estación de trabajo. Este sistema
es similar a otros utilizados en el país, ver Figura 6.7
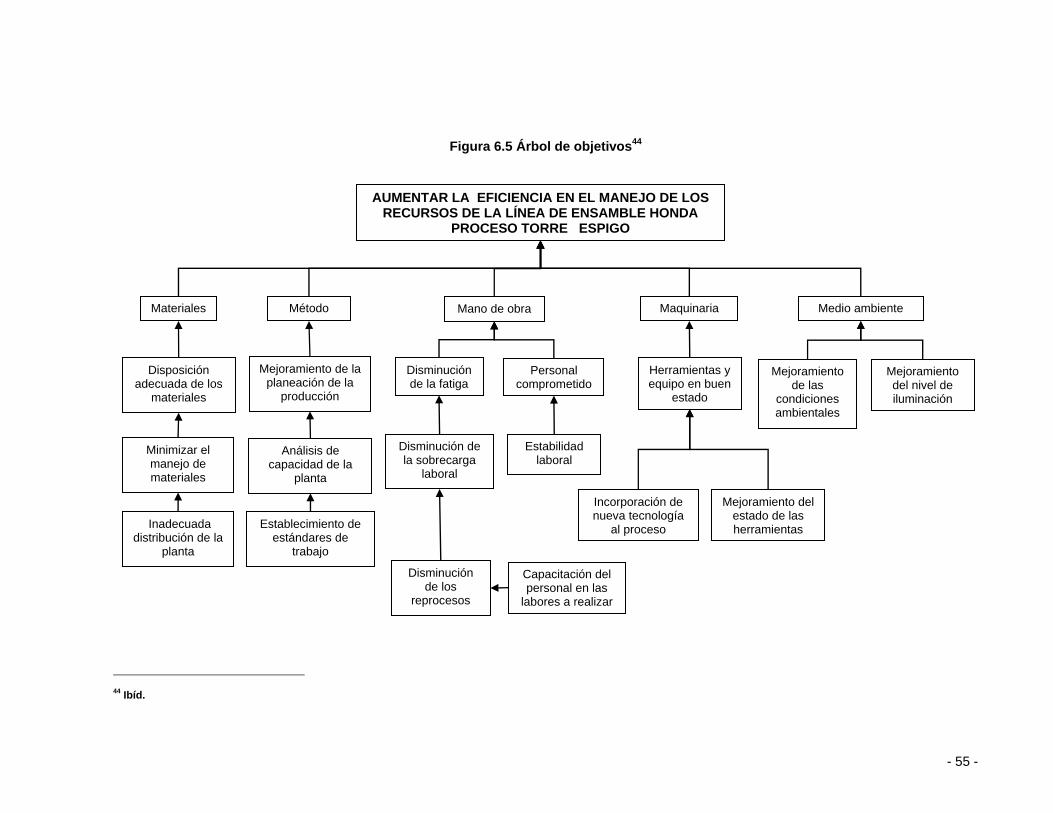
- 55 -
Mejoramiento del nivel de iluminación
Medio ambiente
Mejoramiento de las
condiciones ambientales
Mejoramiento del estado de las herramientas
Herramientas y equipo en buen
estado
Figura 6.5 Árbol de objetivos44
44 Ibíd.
Disposición adecuada de los
materiales
AUMENTAR LA EFICIENCIA EN EL MANEJO DE LOS RECURSOS DE LA LÍNEA DE ENSAMBLE HONDA
PROCESO TORRE ESPIGO
Incorporación de nueva tecnología
al proceso
Capacitación del personal en las
labores a realizar
Personal comprometido
Estabilidad laboral
Mano de obra
Disminución de la sobrecarga
laboral
Disminución de los
reprocesos
Disminución de la fatiga
Establecimiento de estándares de
trabajo
Mejoramiento de la planeación de la
producción
Análisis de capacidad de la
planta
Método
Inadecuada distribución de la
planta
Minimizar el manejo de materiales
Materiales Maquinaria
Figura 6.6 Conveyor de ensamble45
Figura 6.7 Línea de ensamble automática46
45 Honda da amazonia Brasil 2004. 46 Archivo cotización línea de ensamble automática FANALCA S.A. 2005
- 56 -
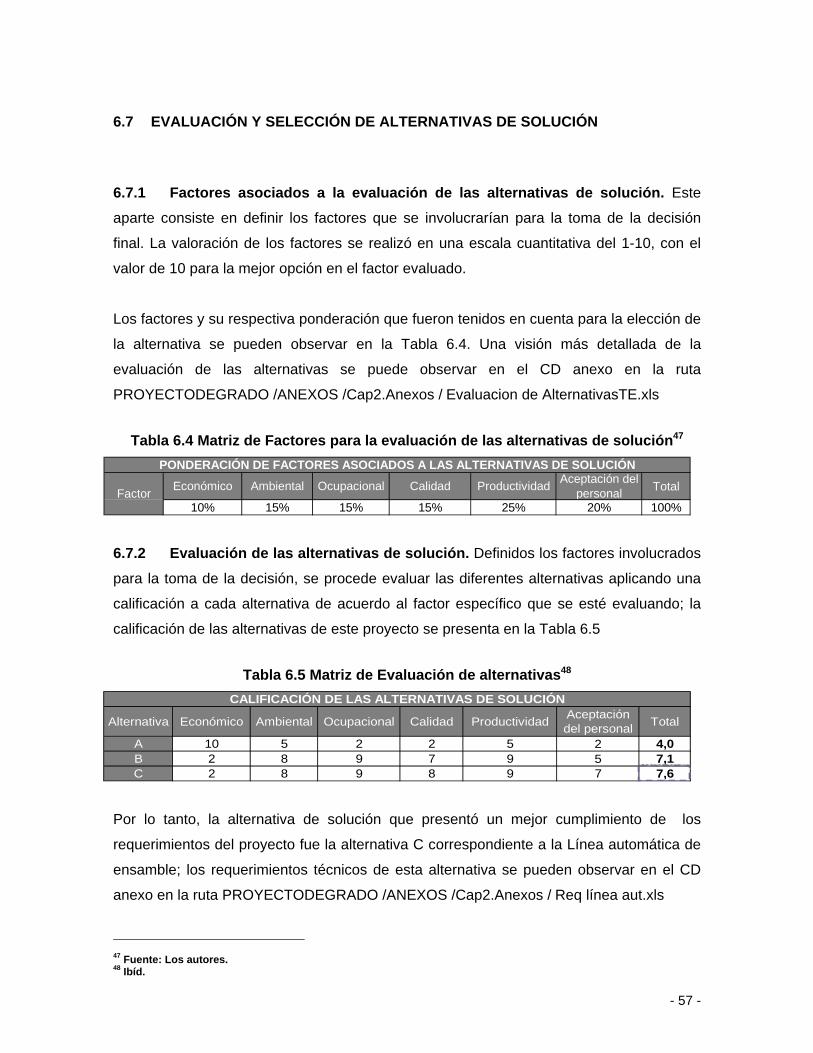
6.7 EVALUACIÓN Y SELECCIÓN DE ALTERNATIVAS DE SOLUCIÓN
6.7.1 Factores asociados a la evaluación de las alternativas de solución. Este
aparte consiste en definir los factores que se involucrarían para la toma de la decisión
final. La valoración de los factores se realizó en una escala cuantitativa del 1-10, con el
valor de 10 para la mejor opción en el factor evaluado.
Los factores y su respectiva ponderación que fueron tenidos en cuenta para la elección de
la alternativa se pueden observar en la Tabla 6.4. Una visión más detallada de la
evaluación de las alternativas se puede observar en el CD anexo en la ruta
PROYECTODEGRADO /ANEXOS /Cap2.Anexos / Evaluacion de AlternativasTE.xls
Tabla 6.4 Matriz de Factores para la evaluación de las alternativas de solución47
Total
100%
PONDERACIÓN DE FACTORES ASOCIADOS A LAS ALTERNATIVAS DE SOLUCIÓN
Factor Ocupacional Calidad
15% 15%10% 15%
Económico Ambiental
25% 20%
Productividad Aceptación del personal
6.7.2 Evaluación de las alternativas de solución. Definidos los factores involucrados
para la toma de la decisión, se procede evaluar las diferentes alternativas aplicando una
calificación a cada alternativa de acuerdo al factor específico que se esté evaluando; la
calificación de las alternativas de este proyecto se presenta en la Tabla 6.5
Tabla 6.5 Matriz de Evaluación de alternativas48
Alternativa Económico Ambiental Ocupacional Calidad Productividad Aceptación del personal Total
A 10 5 2 2 5 2 4,0B 2 8 9 7 9 5 7,1C 2 8 9 8 9 7 7,6
CALIFICACIÓN DE LAS ALTERNATIVAS DE SOLUCIÓN
Por lo tanto, la alternativa de solución que presentó un mejor cumplimiento de los
requerimientos del proyecto fue la alternativa C correspondiente a la Línea automática de
ensamble; los requerimientos técnicos de esta alternativa se pueden observar en el CD
anexo en la ruta PROYECTODEGRADO /ANEXOS /Cap2.Anexos / Req línea aut.xls
47 Fuente: Los autores. 48 Ibíd.
- 57 -
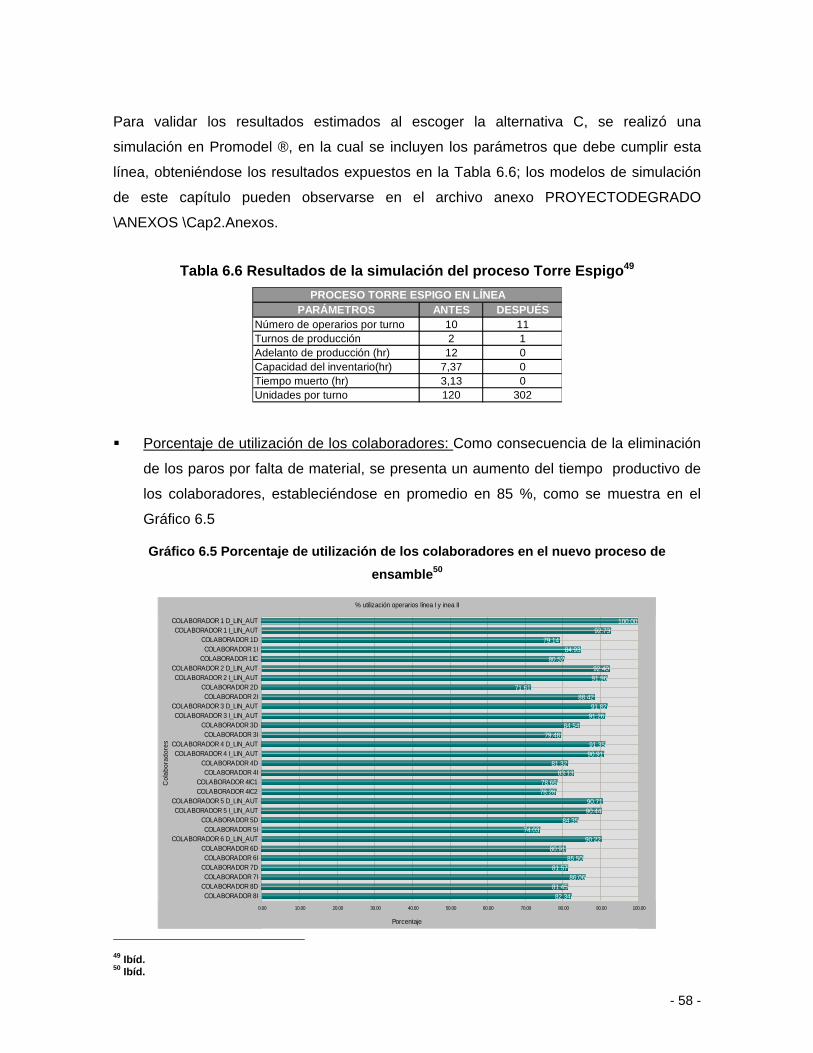
Para validar los resultados estimados al escoger la alternativa C, se realizó una
simulación en Promodel ®, en la cual se incluyen los parámetros que debe cumplir esta
línea, obteniéndose los resultados expuestos en la Tabla 6.6; los modelos de simulación
de este capítulo pueden observarse en el archivo anexo PROYECTODEGRADO
\ANEXOS \Cap2.Anexos.
Tabla 6.6 Resultados de la simulación del proceso Torre Espigo49
ANTES DESPUÉSNúmero de operarios por turno 10 11Turnos de producción 2 1Adelanto de producción (hr) 12 0Capacidad del inventario(hr) 7,37 0Tiempo muerto (hr) 3,13 0Unidades por turno 120 302
PROCESO TORRE ESPIGO EN LÍNEAPARÁMETROS
Porcentaje de utilización de los colaboradores: Como consecuencia de la eliminación
de los paros por falta de material, se presenta un aumento del tiempo productivo de
los colaboradores, estableciéndose en promedio en 85 %, como se muestra en el
Gráfico 6.5
Gráfico 6.5 Porcentaje de utilización de los colaboradores en el nuevo proceso de ensamble50
0.00 10.00 20.00 30.00 40.00 50.00 60.00 70.00 80.00 90.00 100.00
COLABORADOR 8ICOLABORADOR 8DCOLABORADOR 7I
COLABORADOR 7DCOLABORADOR 6I
COLABORADOR 6DCOLABORADOR 6 D_LIN_AUT
COLABORADOR 5ICOLABORADOR 5D
COLABORADOR 5 I_LIN_AUTCOLABORADOR 5 D_LIN_AUT
COLABORADOR 4IC2COLABORADOR 4IC1
COLABORADOR 4ICOLABORADOR 4D
COLABORADOR 4 I_LIN_AUTCOLABORADOR 4 D_LIN_AUT
COLABORADOR 3ICOLABORADOR 3D
COLABORADOR 3 I_LIN_AUTCOLABORADOR 3 D_LIN_AUT
COLABORADOR 2ICOLABORADOR 2D
COLABORADOR 2 I_LIN_AUTCOLABORADOR 2 D_LIN_AUT
COLABORADOR 1ICCOLABORADOR 1I
COLABORADOR 1DCOLABORADOR 1 I_LIN_AUT
COLABORADOR 1 D_LIN_AUT
Col
abor
ador
es
% utilización operarios línea I y inea II
Porcentaje
82.3481.45
86.0681.57
85.5080.91
90.2274.03
84.3590.4490.71
78.2878.66
83.1381.32
90.9191.35
79.4884.54
91.2691.82
88.4271.61
91.9692.40
80.5284.93
79.1492.73
100.00
49 Ibíd. 50 Ibíd.
- 58 -
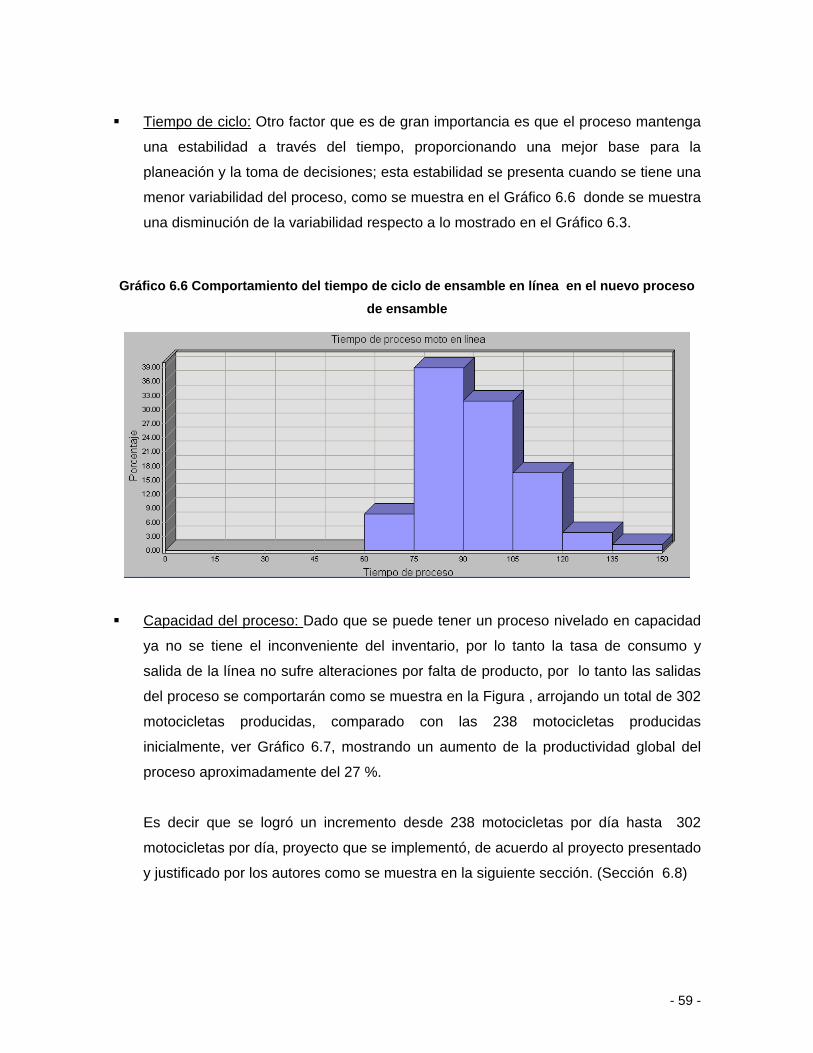
Tiempo de ciclo: Otro factor que es de gran importancia es que el proceso mantenga
una estabilidad a través del tiempo, proporcionando una mejor base para la
planeación y la toma de decisiones; esta estabilidad se presenta cuando se tiene una
menor variabilidad del proceso, como se muestra en el Gráfico 6.6 donde se muestra
una disminución de la variabilidad respecto a lo mostrado en el Gráfico 6.3.
Gráfico 6.6 Comportamiento del tiempo de ciclo de ensamble en línea en el nuevo proceso de ensamble
Capacidad del proceso: Dado que se puede tener un proceso nivelado en capacidad
ya no se tiene el inconveniente del inventario, por lo tanto la tasa de consumo y
salida de la línea no sufre alteraciones por falta de producto, por lo tanto las salidas
del proceso se comportarán como se muestra en la Figura , arrojando un total de 302
motocicletas producidas, comparado con las 238 motocicletas producidas
inicialmente, ver Gráfico 6.7, mostrando un aumento de la productividad global del
proceso aproximadamente del 27 %.
Es decir que se logró un incremento desde 238 motocicletas por día hasta 302
motocicletas por día, proyecto que se implementó, de acuerdo al proyecto presentado
y justificado por los autores como se muestra en la siguiente sección. (Sección 6.8)
- 59 -
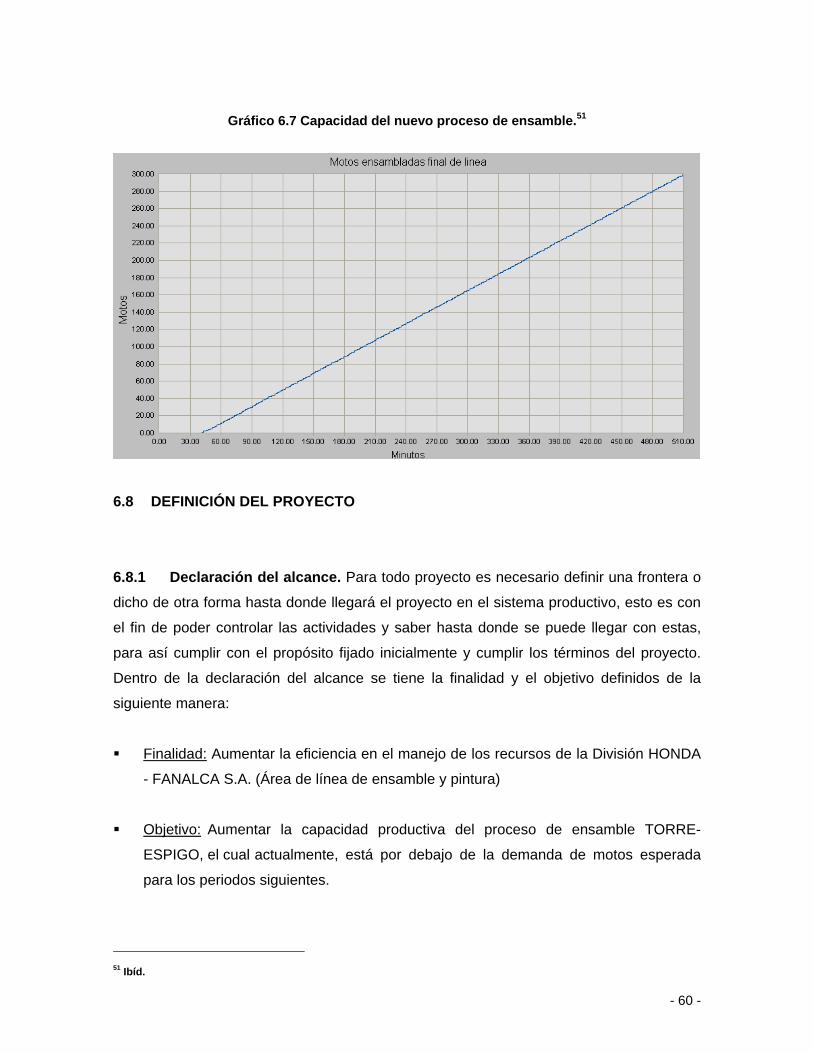
Gráfico 6.7 Capacidad del nuevo proceso de ensamble.51
6.8 DEFINICIÓN DEL PROYECTO
6.8.1 Declaración del alcance. Para todo proyecto es necesario definir una frontera o
dicho de otra forma hasta donde llegará el proyecto en el sistema productivo, esto es con
el fin de poder controlar las actividades y saber hasta donde se puede llegar con estas,
para así cumplir con el propósito fijado inicialmente y cumplir los términos del proyecto.
Dentro de la declaración del alcance se tiene la finalidad y el objetivo definidos de la
siguiente manera:
Finalidad: Aumentar la eficiencia en el manejo de los recursos de la División HONDA
- FANALCA S.A. (Área de línea de ensamble y pintura)
Objetivo: Aumentar la capacidad productiva del proceso de ensamble TORRE-
ESPIGO, el cual actualmente, está por debajo de la demanda de motos esperada
para los periodos siguientes.
51 Ibíd.
- 60 -
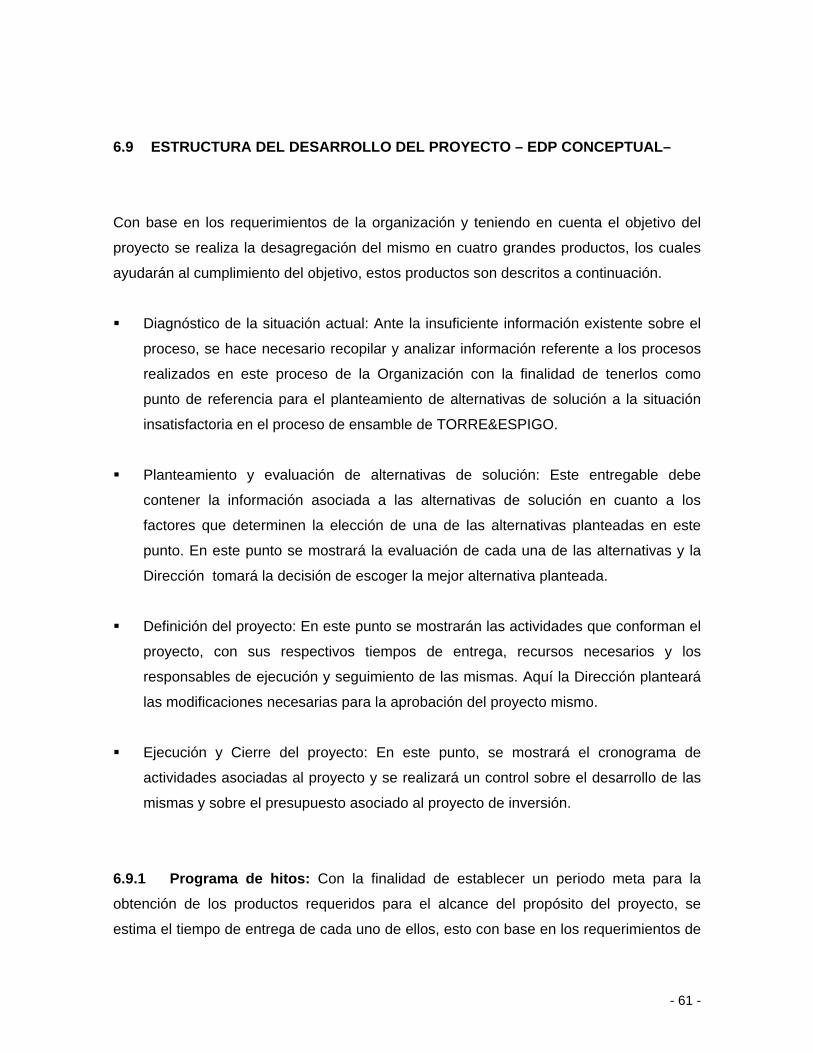
6.9 ESTRUCTURA DEL DESARROLLO DEL PROYECTO – EDP CONCEPTUAL–
Con base en los requerimientos de la organización y teniendo en cuenta el objetivo del
proyecto se realiza la desagregación del mismo en cuatro grandes productos, los cuales
ayudarán al cumplimiento del objetivo, estos productos son descritos a continuación.
Diagnóstico de la situación actual: Ante la insuficiente información existente sobre el
proceso, se hace necesario recopilar y analizar información referente a los procesos
realizados en este proceso de la Organización con la finalidad de tenerlos como
punto de referencia para el planteamiento de alternativas de solución a la situación
insatisfactoria en el proceso de ensamble de TORRE&ESPIGO.
Planteamiento y evaluación de alternativas de solución: Este entregable debe
contener la información asociada a las alternativas de solución en cuanto a los
factores que determinen la elección de una de las alternativas planteadas en este
punto. En este punto se mostrará la evaluación de cada una de las alternativas y la
Dirección tomará la decisión de escoger la mejor alternativa planteada.
Definición del proyecto: En este punto se mostrarán las actividades que conforman el
proyecto, con sus respectivos tiempos de entrega, recursos necesarios y los
responsables de ejecución y seguimiento de las mismas. Aquí la Dirección planteará
las modificaciones necesarias para la aprobación del proyecto mismo.
Ejecución y Cierre del proyecto: En este punto, se mostrará el cronograma de
actividades asociadas al proyecto y se realizará un control sobre el desarrollo de las
mismas y sobre el presupuesto asociado al proyecto de inversión.
6.9.1 Programa de hitos: Con la finalidad de establecer un periodo meta para la
obtención de los productos requeridos para el alcance del propósito del proyecto, se
estima el tiempo de entrega de cada uno de ellos, esto con base en los requerimientos de
- 61 -
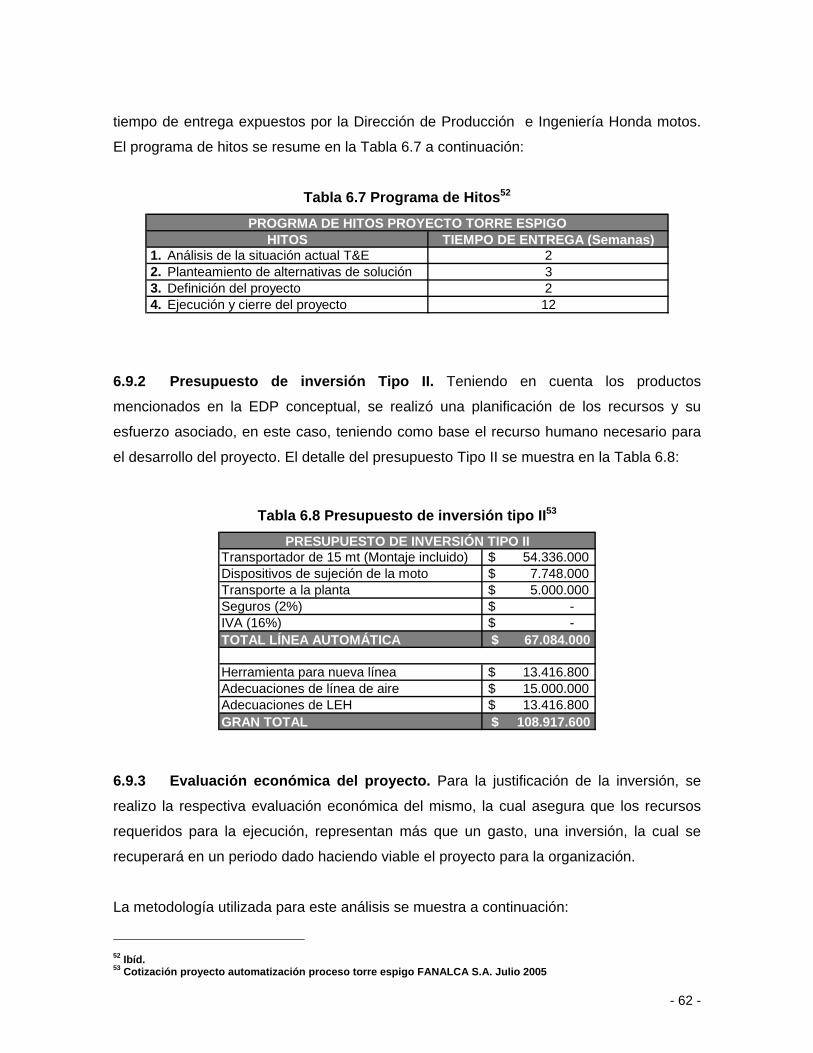
tiempo de entrega expuestos por la Dirección de Producción e Ingeniería Honda motos.
El programa de hitos se resume en la Tabla 6.7 a continuación:
Tabla 6.7 Programa de Hitos52
TIEMPO DE ENTREGA (Semanas)1. Análisis de la situación actual T&E 22. Planteamiento de alternativas de solución 33. Definición del proyecto 24. Ejecución y cierre del proyecto 12
PROGRMA DE HITOS PROYECTO TORRE ESPIGOHITOS
6.9.2 Presupuesto de inversión Tipo II. Teniendo en cuenta los productos
mencionados en la EDP conceptual, se realizó una planificación de los recursos y su
esfuerzo asociado, en este caso, teniendo como base el recurso humano necesario para
el desarrollo del proyecto. El detalle del presupuesto Tipo II se muestra en la Tabla 6.8:
Tabla 6.8 Presupuesto de inversión tipo II53
Transportador de 15 mt (Montaje incluido) 54.336.000$ Dispositivos de sujeción de la moto 7.748.000$ Transporte a la planta 5.000.000$ Seguros (2%) -$ IVA (16%) -$ TOTAL LÍNEA AUTOMÁTICA $ 67.084.000
Herramienta para nueva línea 13.416.800$ Adecuaciones de línea de aire 15.000.000$ Adecuaciones de LEH 13.416.800$ GRAN TOTAL $ 108.917.600
PRESUPUESTO DE INVERSIÓN TIPO II
6.9.3 Evaluación económica del proyecto. Para la justificación de la inversión, se
realizo la respectiva evaluación económica del mismo, la cual asegura que los recursos
requeridos para la ejecución, representan más que un gasto, una inversión, la cual se
recuperará en un periodo dado haciendo viable el proyecto para la organización.
La metodología utilizada para este análisis se muestra a continuación:
52 Ibíd. 53 Cotización proyecto automatización proceso torre espigo FANALCA S.A. Julio 2005
- 62 -
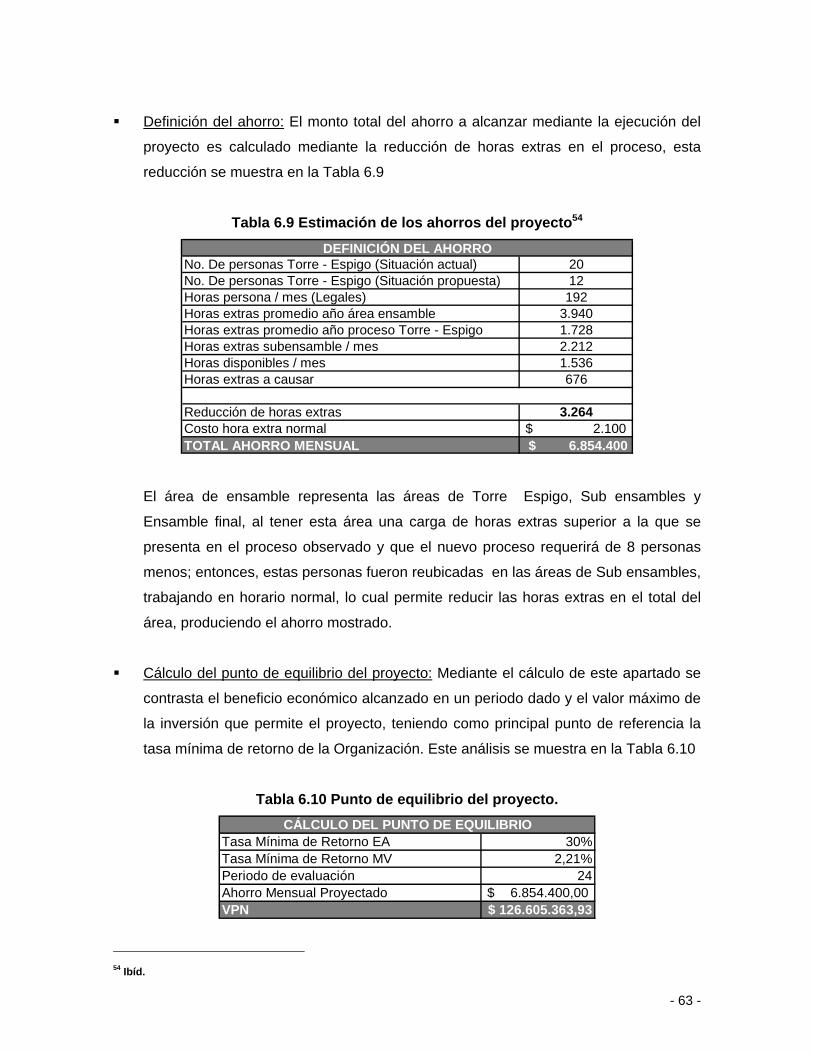
Definición del ahorro: El monto total del ahorro a alcanzar mediante la ejecución del
proyecto es calculado mediante la reducción de horas extras en el proceso, esta
reducción se muestra en la Tabla 6.9
Tabla 6.9 Estimación de los ahorros del proyecto54
No. De personas Torre - Espigo (Situación actual) 20No. De personas Torre - Espigo (Situación propuesta) 12Horas persona / mes (Legales) 192Horas extras promedio año área ensamble 3.940Horas extras promedio año proceso Torre - Espigo 1.728Horas extras subensamble / mes 2.212Horas disponibles / mes 1.536Horas extras a causar 676
Reducción de horas extras 3.264Costo hora extra normal 2.100$ TOTAL AHORRO MENSUAL $ 6.854.400
DEFINICIÓN DEL AHORRO
El área de ensamble representa las áreas de Torre Espigo, Sub ensambles y
Ensamble final, al tener esta área una carga de horas extras superior a la que se
presenta en el proceso observado y que el nuevo proceso requerirá de 8 personas
menos; entonces, estas personas fueron reubicadas en las áreas de Sub ensambles,
trabajando en horario normal, lo cual permite reducir las horas extras en el total del
área, produciendo el ahorro mostrado.
Cálculo del punto de equilibrio del proyecto: Mediante el cálculo de este apartado se
contrasta el beneficio económico alcanzado en un periodo dado y el valor máximo de
la inversión que permite el proyecto, teniendo como principal punto de referencia la
tasa mínima de retorno de la Organización. Este análisis se muestra en la Tabla 6.10
Tabla 6.10 Punto de equilibrio del proyecto.
Tasa Mínima de Retorno EA 30%Tasa Mínima de Retorno MV 2,21%Periodo de evaluación 24Ahorro Mensual Proyectado 6.854.400,00$ VPN $ 126.605.363,93
CÁLCULO DEL PUNTO DE EQUILIBRIO
54 Ibíd.
- 63 -
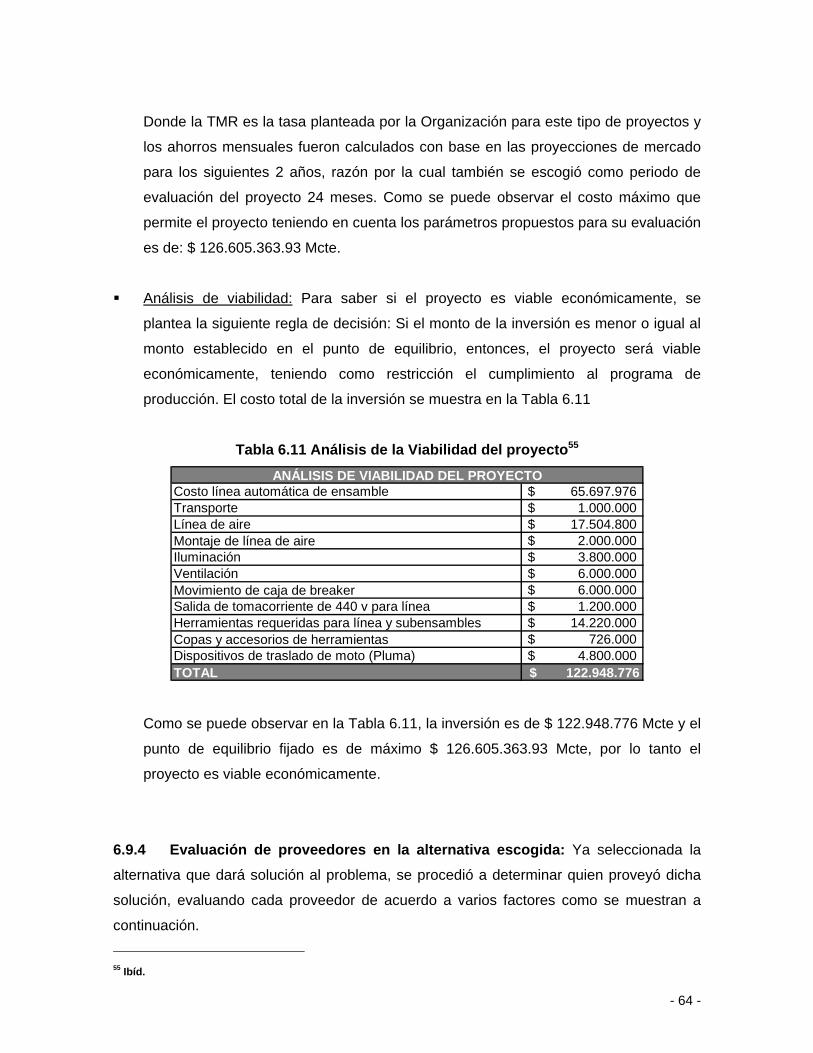
Donde la TMR es la tasa planteada por la Organización para este tipo de proyectos y
los ahorros mensuales fueron calculados con base en las proyecciones de mercado
para los siguientes 2 años, razón por la cual también se escogió como periodo de
evaluación del proyecto 24 meses. Como se puede observar el costo máximo que
permite el proyecto teniendo en cuenta los parámetros propuestos para su evaluación
es de: $ 126.605.363.93 Mcte.
Análisis de viabilidad: Para saber si el proyecto es viable económicamente, se
plantea la siguiente regla de decisión: Si el monto de la inversión es menor o igual al
monto establecido en el punto de equilibrio, entonces, el proyecto será viable
económicamente, teniendo como restricción el cumplimiento al programa de
producción. El costo total de la inversión se muestra en la Tabla 6.11
Tabla 6.11 Análisis de la Viabilidad del proyecto55
Costo línea automática de ensamble 65.697.976$ Transporte 1.000.000$ Línea de aire 17.504.800$ Montaje de línea de aire 2.000.000$ Iluminación 3.800.000$ Ventilación 6.000.000$ Movimiento de caja de breaker 6.000.000$ Salida de tomacorriente de 440 v para línea 1.200.000$ Herramientas requeridas para línea y subensambles 14.220.000$ Copas y accesorios de herramientas 726.000$ Dispositivos de traslado de moto (Pluma) 4.800.000$ TOTAL $ 122.948.776
ANÁLISIS DE VIABILIDAD DEL PROYECTO
Como se puede observar en la Tabla 6.11, la inversión es de $ 122.948.776 Mcte y el
punto de equilibrio fijado es de máximo $ 126.605.363.93 Mcte, por lo tanto el
proyecto es viable económicamente.
6.9.4 Evaluación de proveedores en la alternativa escogida: Ya seleccionada la
alternativa que dará solución al problema, se procedió a determinar quien proveyó dicha
solución, evaluando cada proveedor de acuerdo a varios factores como se muestran a
continuación.
55 Ibíd.
- 64 -
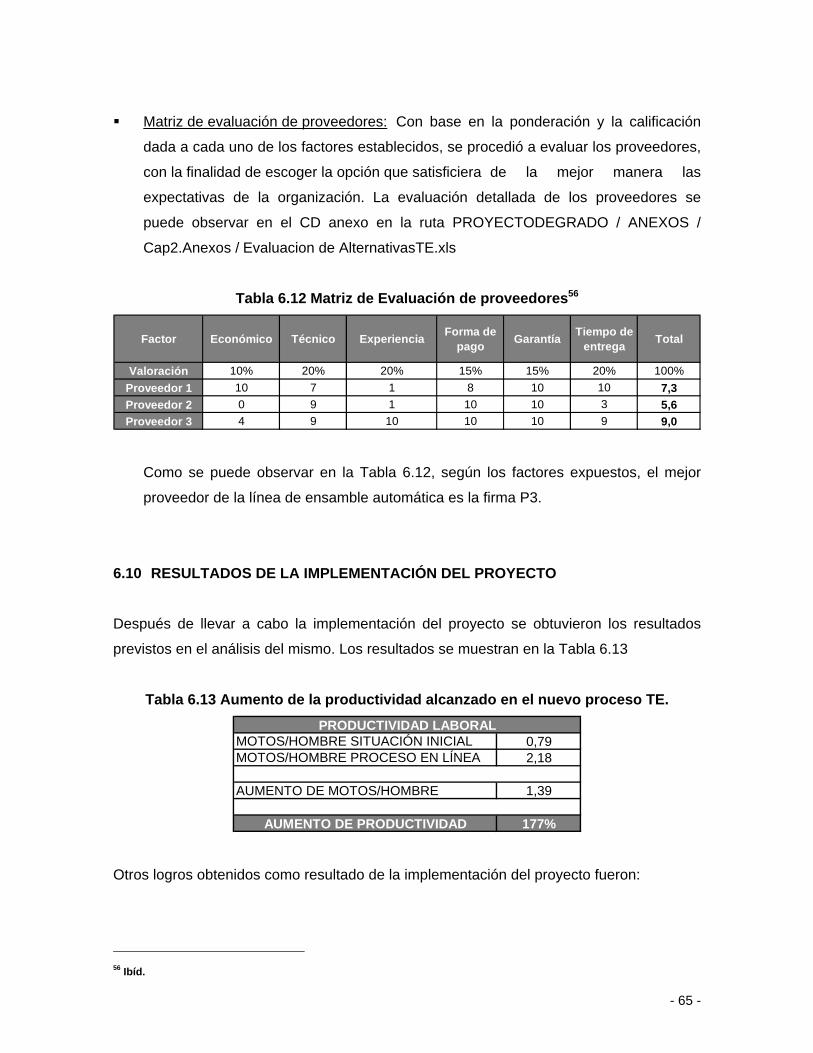
Matriz de evaluación de proveedores: Con base en la ponderación y la calificación
dada a cada uno de los factores establecidos, se procedió a evaluar los proveedores,
con la finalidad de escoger la opción que satisficiera de la mejor manera las
expectativas de la organización. La evaluación detallada de los proveedores se
puede observar en el CD anexo en la ruta PROYECTODEGRADO / ANEXOS /
Cap2.Anexos / Evaluacion de AlternativasTE.xls
Tabla 6.12 Matriz de Evaluación de proveedores56
Factor Económico Técnico Experiencia Forma de pago Garantía Tiempo de
entrega Total
Valoración 10% 20% 20% 15% 15% 20% 100%Proveedor 1 10 7 1 8 10 10 7,3Proveedor 2 0 9 1 10 10 3 5,6Proveedor 3 4 9 10 10 10 9 9,0
Como se puede observar en la Tabla 6.12, según los factores expuestos, el mejor
proveedor de la línea de ensamble automática es la firma P3.
6.10 RESULTADOS DE LA IMPLEMENTACIÓN DEL PROYECTO
Después de llevar a cabo la implementación del proyecto se obtuvieron los resultados
previstos en el análisis del mismo. Los resultados se muestran en la Tabla 6.13
Tabla 6.13 Aumento de la productividad alcanzado en el nuevo proceso TE.
MOTOS/HOMBRE SITUACIÓN INICIAL 0,79MOTOS/HOMBRE PROCESO EN LÍNEA 2,18
AUMENTO DE MOTOS/HOMBRE 1,39
AUMENTO DE PRODUCTIVIDAD 177%
PRODUCTIVIDAD LABORAL
Otros logros obtenidos como resultado de la implementación del proyecto fueron:
56 Ibíd.
- 65 -
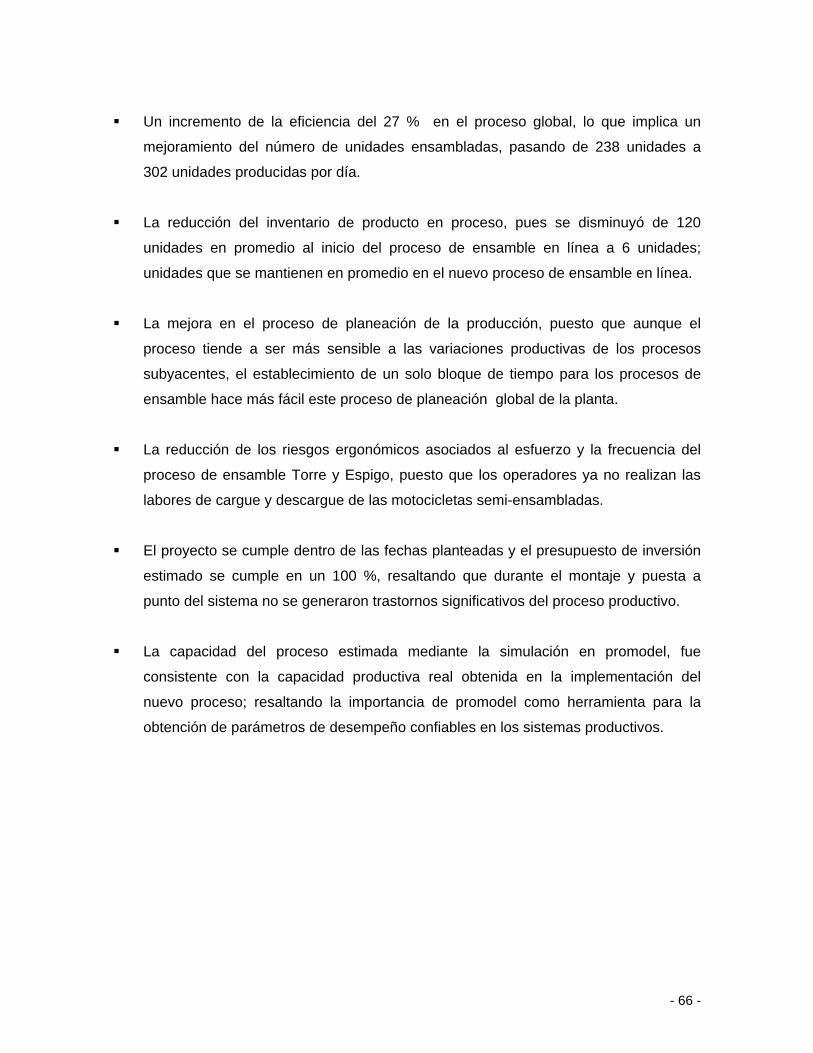
Un incremento de la eficiencia del 27 % en el proceso global, lo que implica un
mejoramiento del número de unidades ensambladas, pasando de 238 unidades a
302 unidades producidas por día.
La reducción del inventario de producto en proceso, pues se disminuyó de 120
unidades en promedio al inicio del proceso de ensamble en línea a 6 unidades;
unidades que se mantienen en promedio en el nuevo proceso de ensamble en línea.
La mejora en el proceso de planeación de la producción, puesto que aunque el
proceso tiende a ser más sensible a las variaciones productivas de los procesos
subyacentes, el establecimiento de un solo bloque de tiempo para los procesos de
ensamble hace más fácil este proceso de planeación global de la planta.
La reducción de los riesgos ergonómicos asociados al esfuerzo y la frecuencia del
proceso de ensamble Torre y Espigo, puesto que los operadores ya no realizan las
labores de cargue y descargue de las motocicletas semi-ensambladas.
El proyecto se cumple dentro de las fechas planteadas y el presupuesto de inversión
estimado se cumple en un 100 %, resaltando que durante el montaje y puesta a
punto del sistema no se generaron trastornos significativos del proceso productivo.
La capacidad del proceso estimada mediante la simulación en promodel, fue
consistente con la capacidad productiva real obtenida en la implementación del
nuevo proceso; resaltando la importancia de promodel como herramienta para la
obtención de parámetros de desempeño confiables en los sistemas productivos.
- 66 -
7. ANÁLISIS GLOBAL DE LA PLANTA. MEJORAS Y ESTIMACIÓN DE LA CAPACIDAD
7.1 DESCRIPCIÓN DE LA SITUACIÓN ACTUAL
Después de lograr el aumento de la capacidad productiva de la planta a través de mejoras
realizadas en cada una de las áreas, entre las cuales se destacaron las descritas en los
capítulos anteriores, y además de recopilar y organizar la información referente a los
procesos productivos, se recurrió nuevamente a la estrategia de simulación de los
procesos a lo largo de la planta con el fin de lograr una mejor combinación de recursos
utilizados en las diferentes áreas productivas.
Para ello, se realizó la unión de los modelos de simulación de cada una de las áreas,
puesto que solo mediante la interacción de dichos modelos se podría representar la
interacción real de los procesos, buscando reducir el tiempo de ciclo de la producción,
reduciendo de la mano los niveles de inventario de producto en proceso y mejorando el
flujo de producto en la planta.
Como se mostró en capítulos anteriores, en la actualidad la planta de ensamble se
encuentra dividida en 5 procesos básicos:
1. La Bodega CKD.
2. Proceso de Prepintura.
3. Proceso de Pintura en Polvo.
4. Proceso de Pintura Líquida.
5. Proceso de Ensamble.
- 67 -
Estos procesos básicos se encuentran apoyados directamente por 2 procesos más, como
lo son:
1. Integración Nacional.
2. Inspección Final.
El modelo de simulación de la planta de ensamble se centró en los procesos en los cuales
las partes procesadas siguen una ruta de fabricación en la cual intervienen más de un
área productiva de la planta, puesto que la coordinación del flujo de estos componentes
es más crítico desde el punto de vista de la planeación de la producción, puesto que se
generan niveles de inventario mayores a medida que avanza el proceso productivo,
debido a la dependencia existente entre las áreas.
En total, existen 13 partes que necesitan ser procesadas en varias áreas productivas de la
planta. Estas partes llegan directamente al área de Prepintura desde la Bodega CKD y se
procesarán con base en a secuencia y grupos de partes establecidas por el método de
trabajo actual.
Cada una de la partes se identificaron con un número, a lo largo del proceso de
simulación. Dicha identificación se realizó para hacer sencilla la programación del modelo
y reservar información de la Organización.
Luego de ser procesadas en el área de Prepintura, las partes son direccionadas al
proceso de Pintura siguiente, según sea la parte. Estas partes serán agrupadas en otros
tamaños de lote de proceso y finalmente enviadas al área de Ensamble.
En el área de Ensamble, las partes son acopladas una a una en la motocicleta, la cual
tiene un consumo fijo y predefinido de cada una de las partes.
Como se puede observar, el flujo de proceso es sencillo, pero al existir la
interdependencia entre los procesos, los tiempos de inicio de cada área son importantes
para asegurar un flujo armónico de material a lo largo de la planta, reduciendo la excesiva
acumulación y asegurando la calidad del producto.
- 68 -
7.1.1 Simulación del proceso productivo actual de la planta. Mediante la utilización
del software PROMODEL ® y específicamente de su función MERGE, la cual se activa
desde el modelo que se desea que quede como modelo principal, se realizó la unión de
los modelos del área de Ensamble, Prepintura, Pintura Líquida y Pintura en Polvo.
Después de lograr la unión física de los modelos, se prosiguió a la integración lógica de
los mismos, es decir, se realizó la ruta de proceso para cada una de de las partes
procesadas desde el área de Prepintura, hasta el área de Ensamble.
Para lograrlo, se recurrió a la creación de la entidad “MOTOCICLETA_EN_PROCESO”, a
la cual le son ensambladas las partes, provenientes de las áreas de Pintura, en las
estaciones de trabajo que conforman las líneas de montaje mediante la función “JOIN” a
lo largo de campo “PROCESSING” del modelo.
Para la construcción del modelo de simulación de la planta de ensamble, fue necesaria la
utilización de los siguientes elementos del programa de modelación:
175 Locaciones.
106 Entidades.
31 Path Networks.
32 Recursos.
314 Líneas de código de proceso.
13 llegadas de material, 1 por cada componente.
1 Subrutina.
1 arreglo de datos.
79 variables
Los parámetros de producción en los cuales se fundamentó el modelo de simulación se
muestran a continuación:
a. Inventario inicial de material en los procesos de Pintura en Polvo, Pintura Líquida y Ensamble en línea: Los niveles de inventario, al inicio de cada uno de los
procesos descritos son contabilizados actualmente mediante los tiempos de
“Adelanto” productivo existente entre cada una de las áreas.
- 69 -
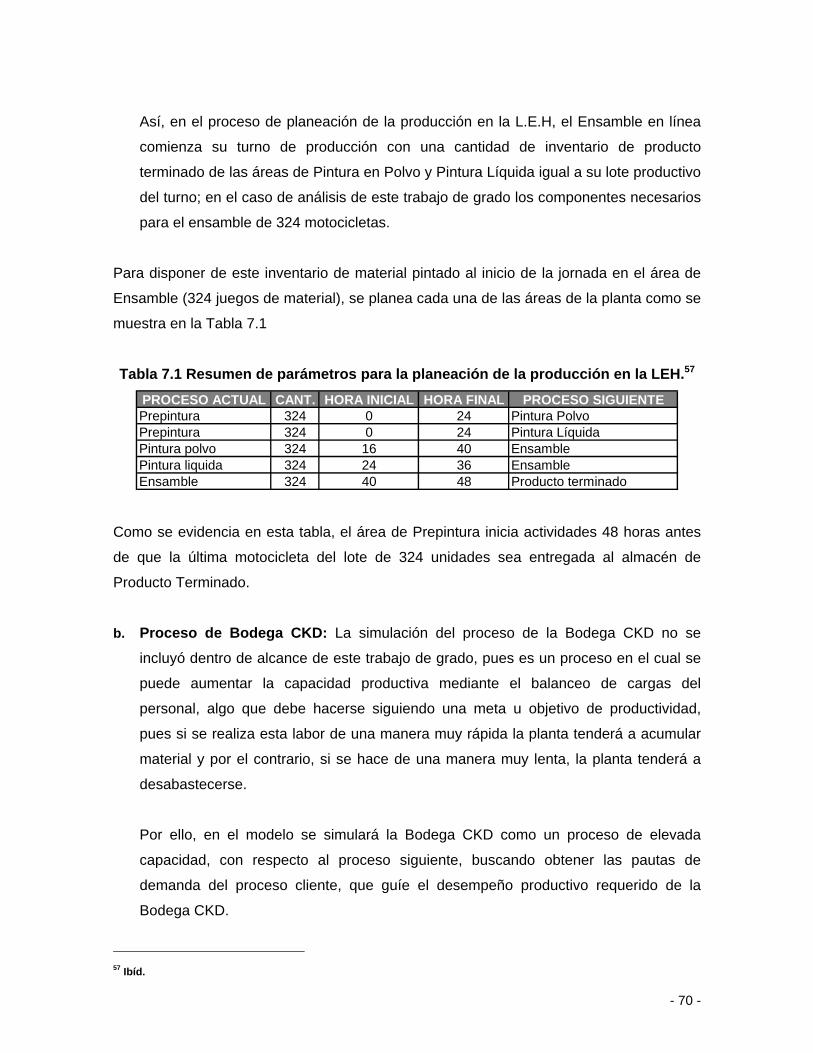
Así, en el proceso de planeación de la producción en la L.E.H, el Ensamble en línea
comienza su turno de producción con una cantidad de inventario de producto
terminado de las áreas de Pintura en Polvo y Pintura Líquida igual a su lote productivo
del turno; en el caso de análisis de este trabajo de grado los componentes necesarios
para el ensamble de 324 motocicletas.
Para disponer de este inventario de material pintado al inicio de la jornada en el área de
Ensamble (324 juegos de material), se planea cada una de las áreas de la planta como se
muestra en la Tabla 7.1
Tabla 7.1 Resumen de parámetros para la planeación de la producción en la LEH.57
PROCESO ACTUAL CANT. HORA INICIAL HORA FINAL PROCESO SIGUIENTEPrepintura 324 0 24 Pintura PolvoPrepintura 324 0 24 Pintura LíquidaPintura polvo 324 16 40 EnsamblePintura liquida 324 24 36 EnsambleEnsamble 324 40 48 Producto terminado
Como se evidencia en esta tabla, el área de Prepintura inicia actividades 48 horas antes
de que la última motocicleta del lote de 324 unidades sea entregada al almacén de
Producto Terminado.
b. Proceso de Bodega CKD: La simulación del proceso de la Bodega CKD no se
incluyó dentro de alcance de este trabajo de grado, pues es un proceso en el cual se
puede aumentar la capacidad productiva mediante el balanceo de cargas del
personal, algo que debe hacerse siguiendo una meta u objetivo de productividad,
pues si se realiza esta labor de una manera muy rápida la planta tenderá a acumular
material y por el contrario, si se hace de una manera muy lenta, la planta tenderá a
desabastecerse.
Por ello, en el modelo se simulará la Bodega CKD como un proceso de elevada
capacidad, con respecto al proceso siguiente, buscando obtener las pautas de
demanda del proceso cliente, que guíe el desempeño productivo requerido de la
Bodega CKD.
57 Ibíd.
- 70 -
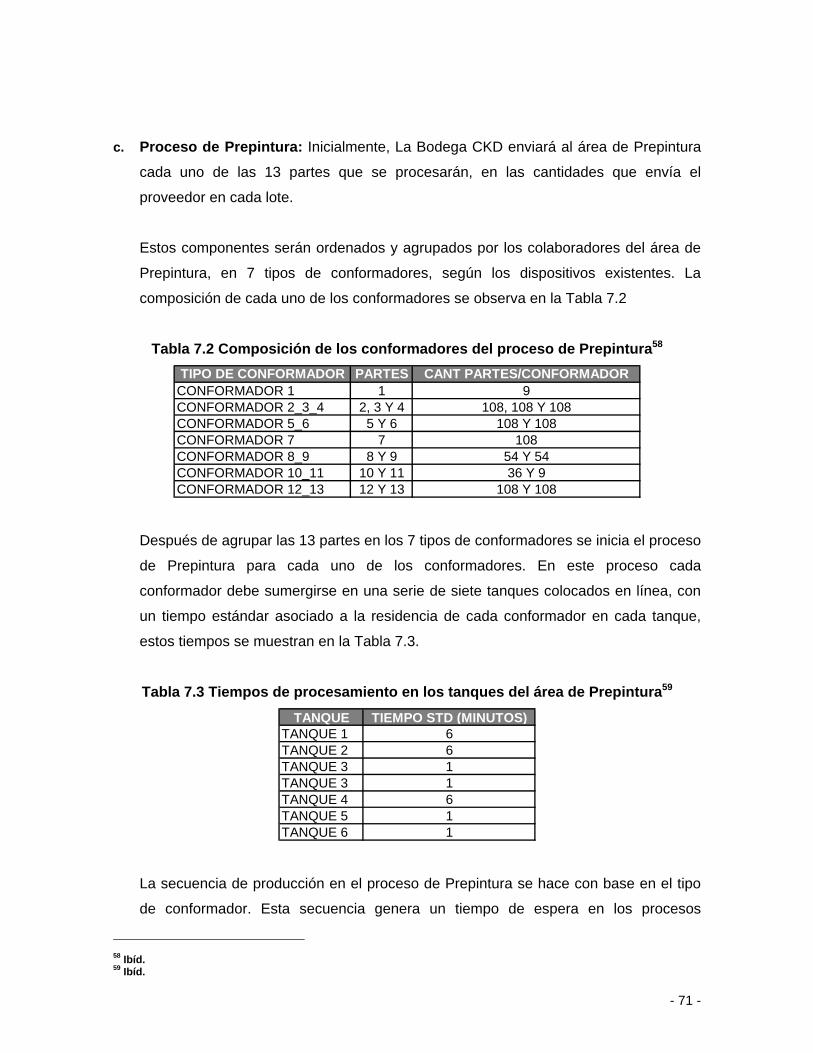
c. Proceso de Prepintura: Inicialmente, La Bodega CKD enviará al área de Prepintura
cada uno de las 13 partes que se procesarán, en las cantidades que envía el
proveedor en cada lote.
Estos componentes serán ordenados y agrupados por los colaboradores del área de
Prepintura, en 7 tipos de conformadores, según los dispositivos existentes. La
composición de cada uno de los conformadores se observa en la Tabla 7.2
Tabla 7.2 Composición de los conformadores del proceso de Prepintura58
TIPO DE CONFORMADOR PARTES CANT PARTES/CONFORMADORCONFORMADOR 1 1 9CONFORMADOR 2_3_4 2, 3 Y 4 108, 108 Y 108CONFORMADOR 5_6 5 Y 6 108 Y 108CONFORMADOR 7 7 108CONFORMADOR 8_9 8 Y 9 54 Y 54CONFORMADOR 10_11 10 Y 11 36 Y 9CONFORMADOR 12_13 12 Y 13 108 Y 108
Después de agrupar las 13 partes en los 7 tipos de conformadores se inicia el proceso
de Prepintura para cada uno de los conformadores. En este proceso cada
conformador debe sumergirse en una serie de siete tanques colocados en línea, con
un tiempo estándar asociado a la residencia de cada conformador en cada tanque,
estos tiempos se muestran en la Tabla 7.3.
Tabla 7.3 Tiempos de procesamiento en los tanques del área de Prepintura59
TANQUE TIEMPO STD (MINUTOS)TANQUE 1 6TANQUE 2 6TANQUE 3 1TANQUE 3 1TANQUE 4 6TANQUE 5 1TANQUE 6 1
La secuencia de producción en el proceso de Prepintura se hace con base en el tipo
de conformador. Esta secuencia genera un tiempo de espera en los procesos
58 Ibíd. 59 Ibíd.
- 71 -
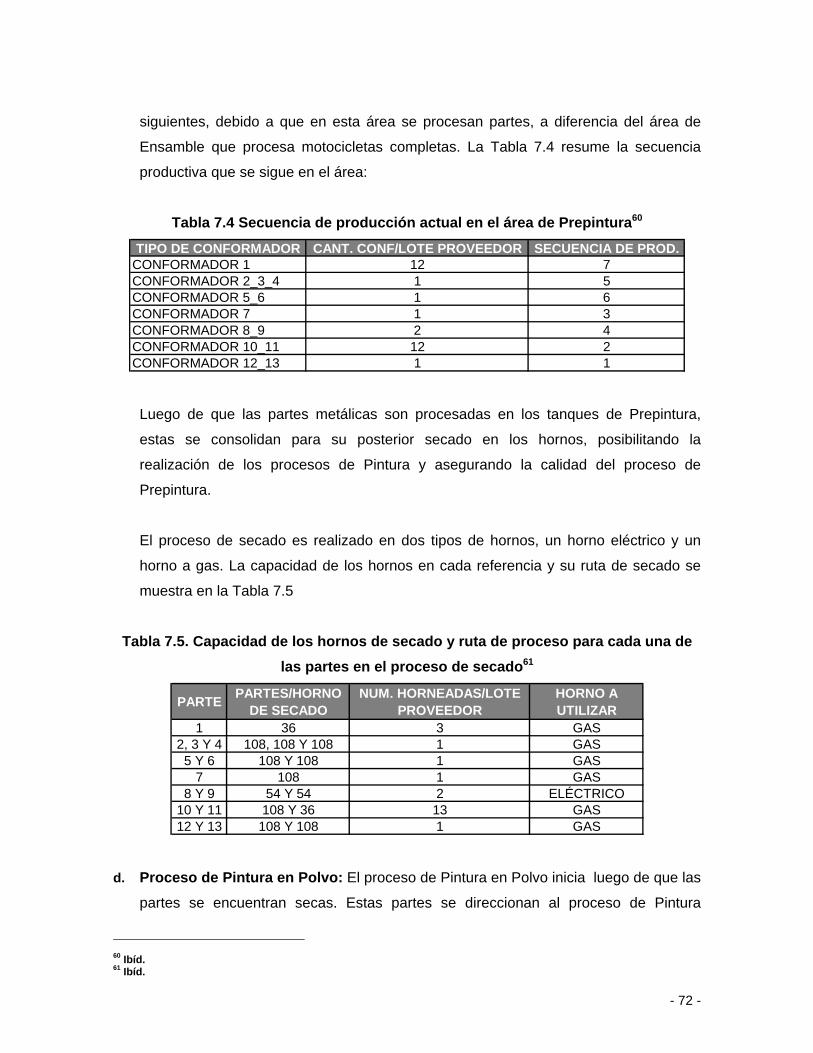
siguientes, debido a que en esta área se procesan partes, a diferencia del área de
Ensamble que procesa motocicletas completas. La Tabla 7.4 resume la secuencia
productiva que se sigue en el área:
Tabla 7.4 Secuencia de producción actual en el área de Prepintura60
TIPO DE CONFORMADOR CANT. CONF/LOTE PROVEEDOR SECUENCIA DE PROD.CONFORMADOR 1 12 7CONFORMADOR 2_3_4 1 5CONFORMADOR 5_6 1 6CONFORMADOR 7 1 3CONFORMADOR 8_9 2 4CONFORMADOR 10_11 12 2CONFORMADOR 12_13 1 1
Luego de que las partes metálicas son procesadas en los tanques de Prepintura,
estas se consolidan para su posterior secado en los hornos, posibilitando la
realización de los procesos de Pintura y asegurando la calidad del proceso de
Prepintura. El proceso de secado es realizado en dos tipos de hornos, un horno eléctrico y un
horno a gas. La capacidad de los hornos en cada referencia y su ruta de secado se
muestra en la Tabla 7.5
Tabla 7.5. Capacidad de los hornos de secado y ruta de proceso para cada una de las partes en el proceso de secado61
PARTE PARTES/HORNO DE SECADO
NUM. HORNEADAS/LOTE PROVEEDOR
HORNO A UTILIZAR
1 36 3 GAS2, 3 Y 4 108, 108 Y 108 1 GAS5 Y 6 108 Y 108 1 GAS
7 108 1 GAS8 Y 9 54 Y 54 2 ELÉCTRICO
10 Y 11 108 Y 36 13 GAS12 Y 13 108 Y 108 1 GAS
d. Proceso de Pintura en Polvo: El proceso de Pintura en Polvo inicia luego de que las
partes se encuentran secas. Estas partes se direccionan al proceso de Pintura
60 Ibíd. 61 Ibíd.
- 72 -
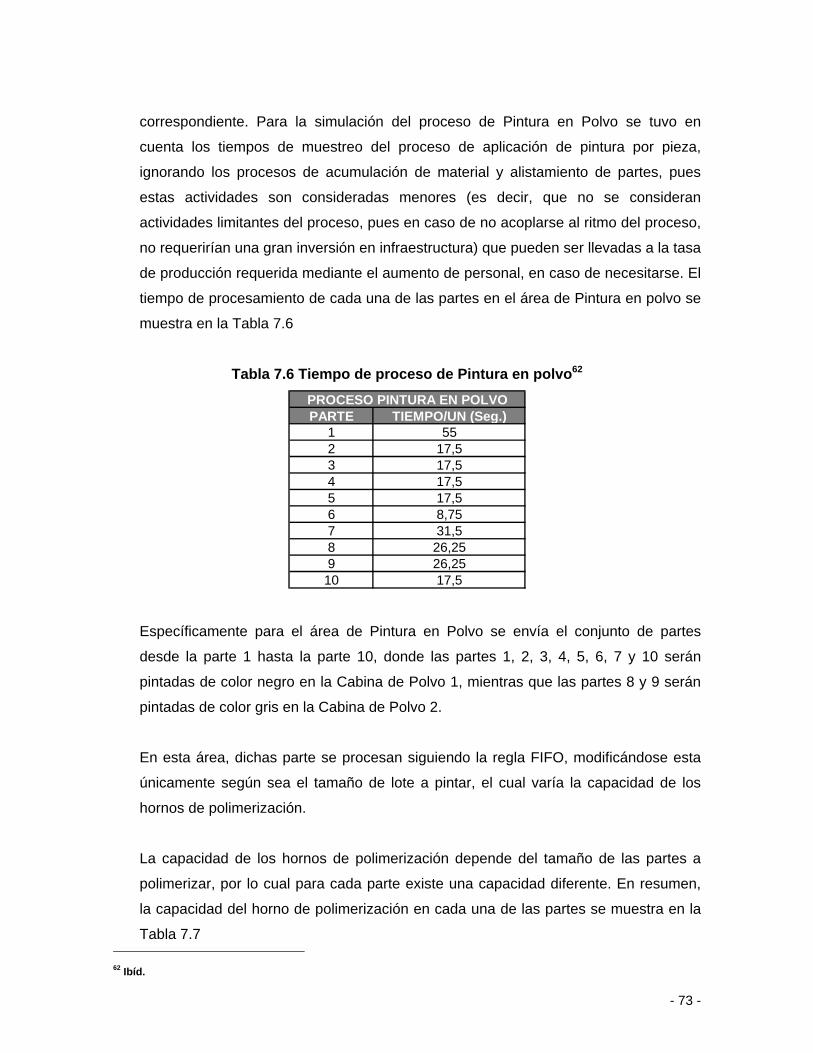
correspondiente. Para la simulación del proceso de Pintura en Polvo se tuvo en
cuenta los tiempos de muestreo del proceso de aplicación de pintura por pieza,
ignorando los procesos de acumulación de material y alistamiento de partes, pues
estas actividades son consideradas menores (es decir, que no se consideran
actividades limitantes del proceso, pues en caso de no acoplarse al ritmo del proceso,
no requerirían una gran inversión en infraestructura) que pueden ser llevadas a la tasa
de producción requerida mediante el aumento de personal, en caso de necesitarse. El
tiempo de procesamiento de cada una de las partes en el área de Pintura en polvo se
muestra en la Tabla 7.6
Tabla 7.6 Tiempo de proceso de Pintura en polvo62
PARTE TIEMPO/UN (Seg.)1 552 17,53 17,54 17,55 17,56 8,757 31,58 26,259 26,2510 17,5
PROCESO PINTURA EN POLVO
Específicamente para el área de Pintura en Polvo se envía el conjunto de partes
desde la parte 1 hasta la parte 10, donde las partes 1, 2, 3, 4, 5, 6, 7 y 10 serán
pintadas de color negro en la Cabina de Polvo 1, mientras que las partes 8 y 9 serán
pintadas de color gris en la Cabina de Polvo 2.
En esta área, dichas parte se procesan siguiendo la regla FIFO, modificándose esta
únicamente según sea el tamaño de lote a pintar, el cual varía la capacidad de los
hornos de polimerización.
La capacidad de los hornos de polimerización depende del tamaño de las partes a
polimerizar, por lo cual para cada parte existe una capacidad diferente. En resumen,
la capacidad del horno de polimerización en cada una de las partes se muestra en la
Tabla 7.7 62 Ibíd.
- 73 -
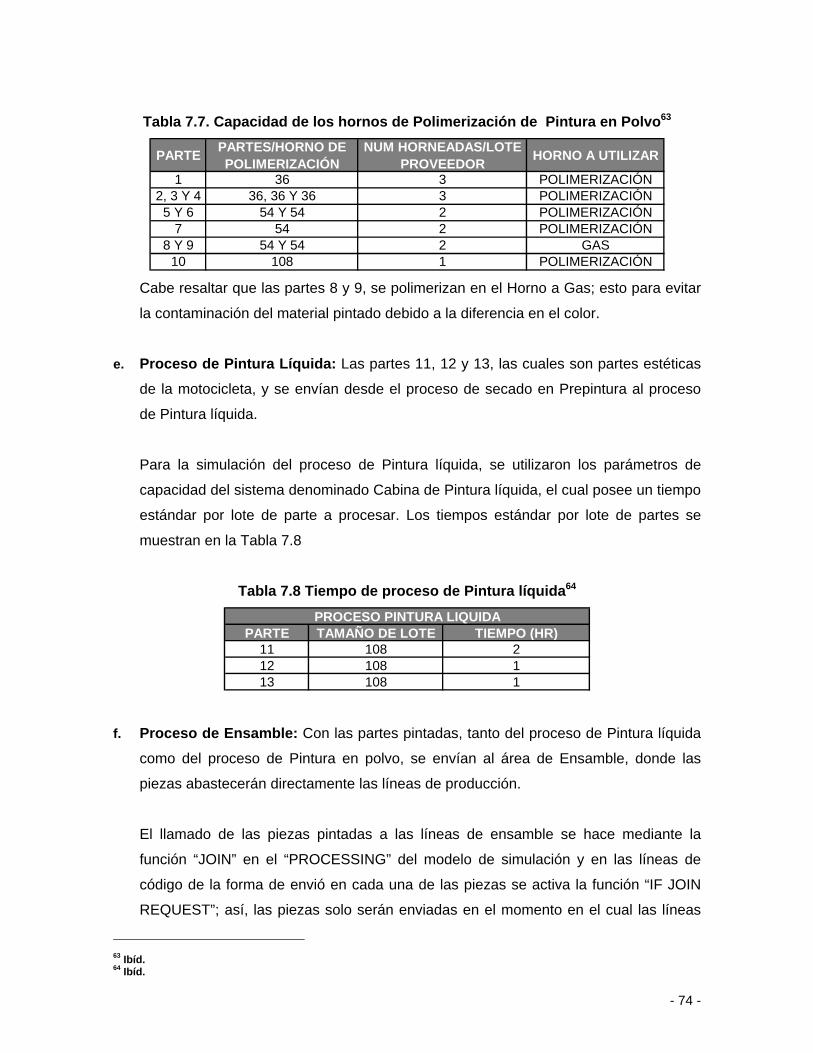
Tabla 7.7. Capacidad de los hornos de Polimerización de Pintura en Polvo63
PARTE PARTES/HORNO DE POLIMERIZACIÓN
NUM HORNEADAS/LOTE PROVEEDOR HORNO A UTILIZAR
1 36 3 POLIMERIZACIÓN2, 3 Y 4 36, 36 Y 36 3 POLIMERIZACIÓN5 Y 6 54 Y 54 2 POLIMERIZACIÓN
7 54 2 POLIMERIZACIÓN8 Y 9 54 Y 54 2 GAS
10 108 1 POLIMERIZACIÓN Cabe resaltar que las partes 8 y 9, se polimerizan en el Horno a Gas; esto para evitar
la contaminación del material pintado debido a la diferencia en el color.
e. Proceso de Pintura Líquida: Las partes 11, 12 y 13, las cuales son partes estéticas
de la motocicleta, y se envían desde el proceso de secado en Prepintura al proceso
de Pintura líquida.
Para la simulación del proceso de Pintura líquida, se utilizaron los parámetros de
capacidad del sistema denominado Cabina de Pintura líquida, el cual posee un tiempo
estándar por lote de parte a procesar. Los tiempos estándar por lote de partes se
muestran en la Tabla 7.8
Tabla 7.8 Tiempo de proceso de Pintura líquida64
PARTE TAMAÑO DE LOTE TIEMPO (HR)11 108 212 108 113 108 1
PROCESO PINTURA LIQUIDA
f. Proceso de Ensamble: Con las partes pintadas, tanto del proceso de Pintura líquida
como del proceso de Pintura en polvo, se envían al área de Ensamble, donde las
piezas abastecerán directamente las líneas de producción.
El llamado de las piezas pintadas a las líneas de ensamble se hace mediante la
función “JOIN” en el “PROCESSING” del modelo de simulación y en las líneas de
código de la forma de envió en cada una de las piezas se activa la función “IF JOIN
REQUEST”; así, las piezas solo serán enviadas en el momento en el cual las líneas
63 Ibíd. 64 Ibíd.
- 74 -
de producción las necesite y mientras las líneas no las requieran, estas se
mantendrán en el inventario de material pintado, si son partes provenientes del
proceso de Pintura Líquida, ó en el inventario de material polimerizado, en el caso de
que sean partes provenientes del proceso de Pintura en Polvo.
7.1.2 Resultados de la simulación del proceso productivo actual. Para medir el
comportamiento de la planta, comparar los escenarios propuestos y establecer los puntos
de mejora, se realizó el seguimiento a los siguientes indicadores durante la simulación.
a. El % de ocupación de cada una de las locaciones: Este valor muestra cual es la
locación con mayor carga de trabajo, la cual impide que el flujo de producción sea
mayor, sin recurrir a adelantos de producción en turnos extras.
b. Inventarios de producto en proceso: Variable que mide en unidades la cantidad de
cada una de las partes procesadas, entre cada uno de los procesos.
c. Motocicletas producidas: Mide en unidades la cantidad de motocicletas producidas
por la planta.
d. El lead time de la Línea de ensamble: Variable que mide en minutos el tiempo que
se demora 1 motocicleta en ser ensamblada por completo, en el área de Ensamble.
e. El tiempo de ciclo de la línea de ensamble: Variable que mide en segundos el
tiempo que trascurre entre la salida de una y otra motocicleta del proceso de
ensamble.
f. El tiempo total de proceso en Prepintura: Variable que mide en horas, el tiempo de
procesamiento de todas las partes del lote en el área de Prepintura.
g. El tiempo total de Proceso en pintura en polvo: Variable que mide en horas, el
tiempo de procesamiento de todas las partes del lote en el área de Pintura en Polvo.
- 75 -
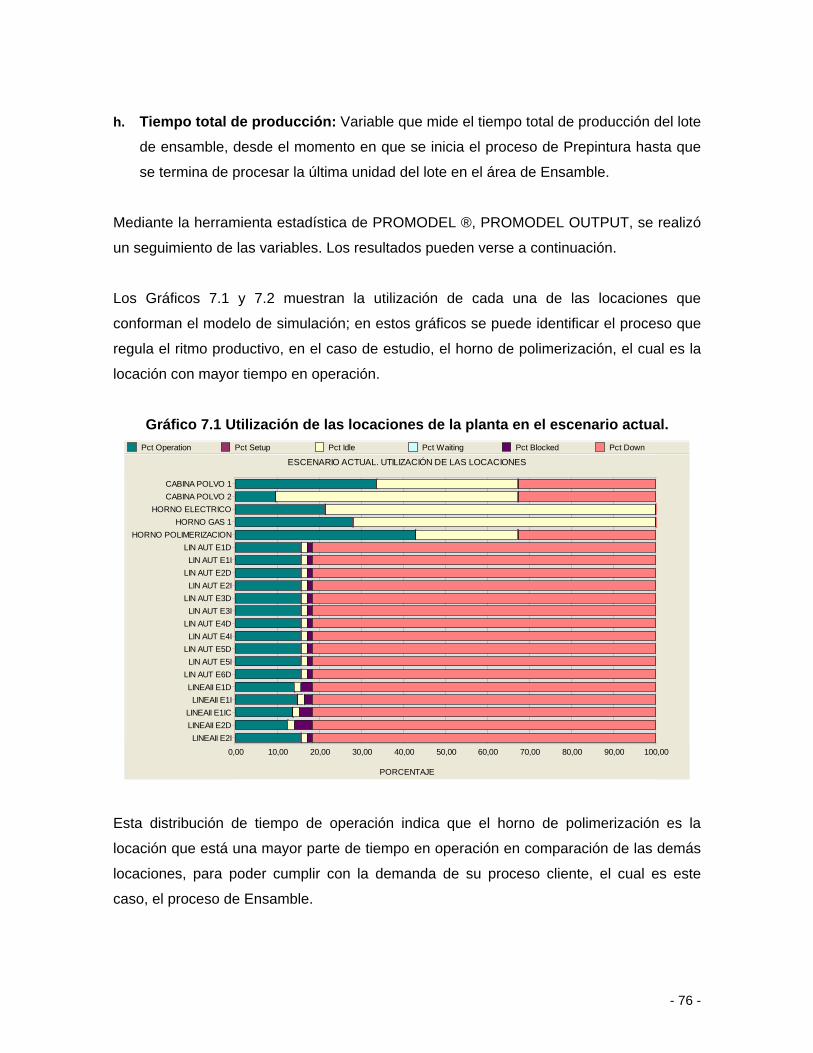
h. Tiempo total de producción: Variable que mide el tiempo total de producción del lote
de ensamble, desde el momento en que se inicia el proceso de Prepintura hasta que
se termina de procesar la última unidad del lote en el área de Ensamble.
Mediante la herramienta estadística de PROMODEL ®, PROMODEL OUTPUT, se realizó
un seguimiento de las variables. Los resultados pueden verse a continuación.
Los Gráficos 7.1 y 7.2 muestran la utilización de cada una de las locaciones que
conforman el modelo de simulación; en estos gráficos se puede identificar el proceso que
regula el ritmo productivo, en el caso de estudio, el horno de polimerización, el cual es la
locación con mayor tiempo en operación.
Gráfico 7.1 Utilización de las locaciones de la planta en el escenario actual. Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00
LINEAII E2ILINEAII E2DLINEAII E1IC
LINEAII E1ILINEAII E1D
LIN AUT E6DLIN AUT E5I
LIN AUT E5DLIN AUT E4I
LIN AUT E4DLIN AUT E3I
LIN AUT E3DLIN AUT E2I
LIN AUT E2DLIN AUT E1I
LIN AUT E1DHORNO POLIMERIZACION
HORNO GAS 1HORNO ELECTRICO
CABINA POLVO 2CABINA POLVO 1
ESCENARIO ACTUAL. UTILIZACIÓN DE LAS LOCACIONES
PORCENTAJE
Esta distribución de tiempo de operación indica que el horno de polimerización es la
locación que está una mayor parte de tiempo en operación en comparación de las demás
locaciones, para poder cumplir con la demanda de su proceso cliente, el cual es este
caso, el proceso de Ensamble.
- 76 -
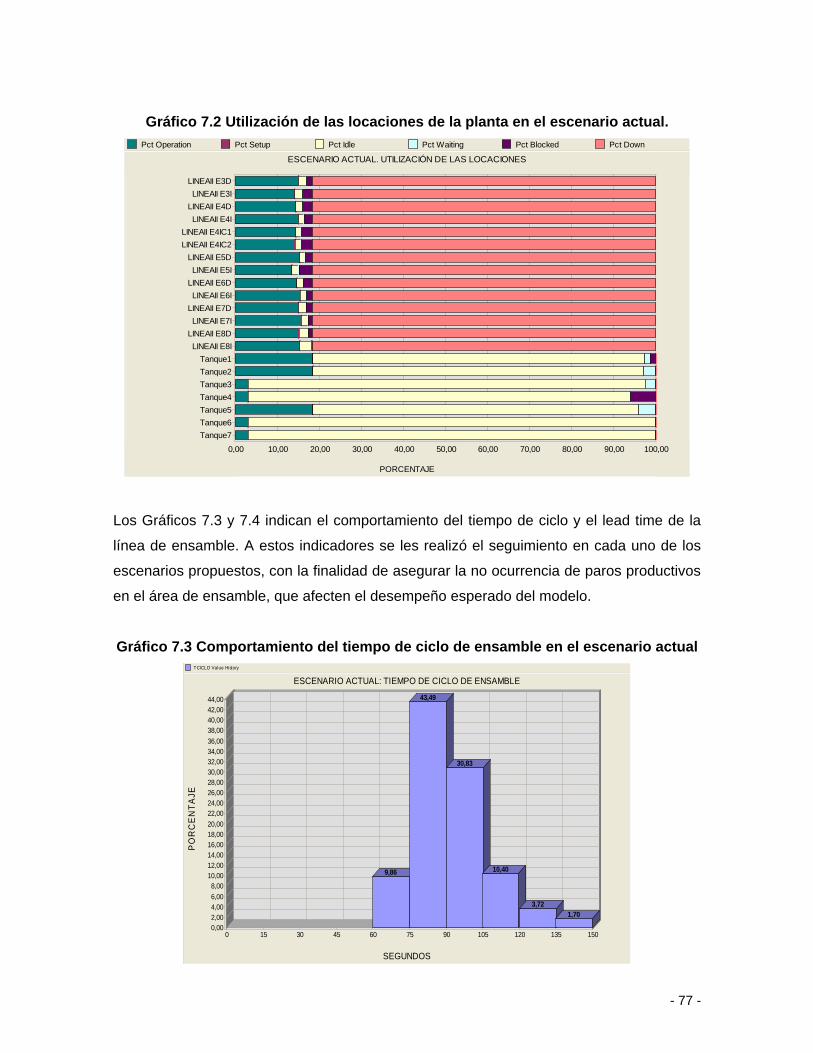
Gráfico 7.2 Utilización de las locaciones de la planta en el escenario actual. Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00
Tanque7Tanque6Tanque5Tanque4Tanque3Tanque2Tanque1
LINEAII E8ILINEAII E8DLINEAII E7I
LINEAII E7DLINEAII E6I
LINEAII E6DLINEAII E5I
LINEAII E5DLINEAII E4IC2LINEAII E4IC1
LINEAII E4ILINEAII E4DLINEAII E3I
LINEAII E3D
ESCENARIO ACTUAL. UTILIZACIÓN DE LAS LOCACIONES
PORCENTAJE
Los Gráficos 7.3 y 7.4 indican el comportamiento del tiempo de ciclo y el lead time de la
línea de ensamble. A estos indicadores se les realizó el seguimiento en cada uno de los
escenarios propuestos, con la finalidad de asegurar la no ocurrencia de paros productivos
en el área de ensamble, que afecten el desempeño esperado del modelo.
Gráfico 7.3 Comportamiento del tiempo de ciclo de ensamble en el escenario actual TCICLO Value History
0,002,004,006,008,00
10,0012,0014,0016,0018,0020,0022,0024,0026,0028,0030,0032,0034,0036,0038,0040,0042,0044,00
0 15 30 45 60 75 90 105 120 135 150
PO
RC
EN
TAJE
ESCENARIO ACTUAL: TIEMPO DE CICLO DE ENSAMBLE
SEGUNDOS
9,86
43,49
30,83
10,40
3,721,70
- 77 -
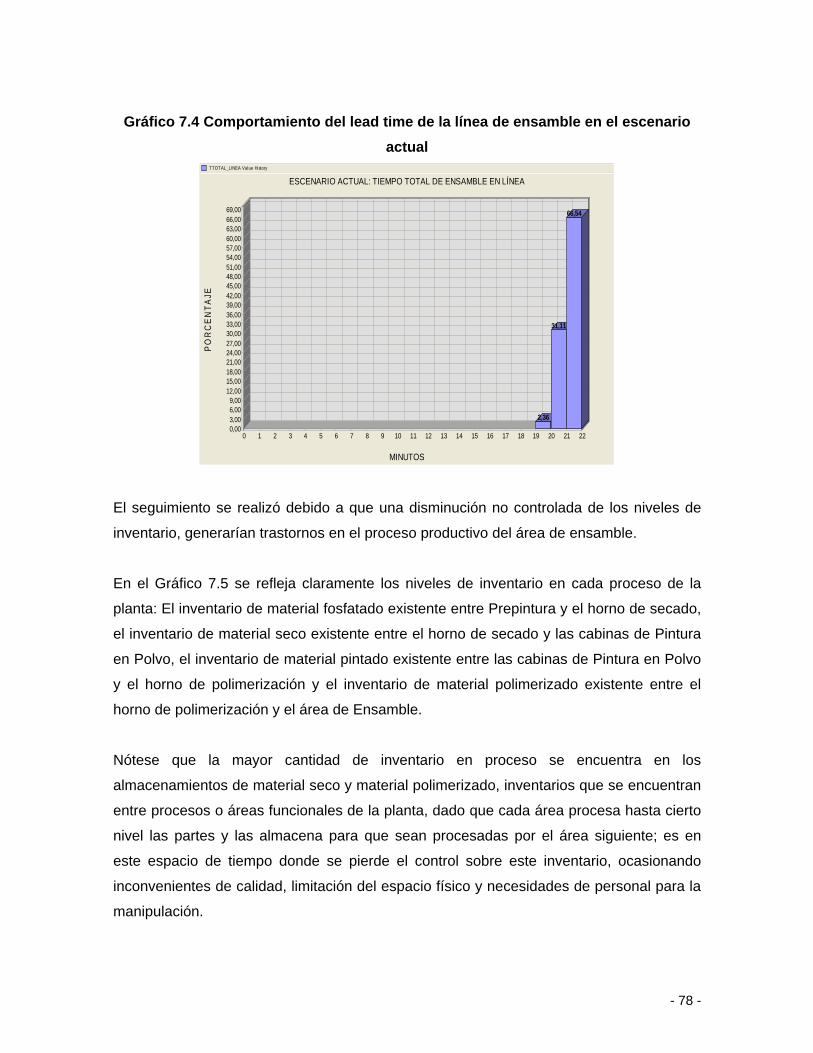
Gráfico 7.4 Comportamiento del lead time de la línea de ensamble en el escenario actual
TTOTAL_LINEA Value History
0,003,006,009,00
12,0015,0018,0021,0024,0027,0030,0033,0036,0039,0042,0045,0048,0051,0054,0057,0060,0063,0066,0069,00
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
PO
RC
EN
TAJE
ESCENARIO ACTUAL: TIEMPO TOTAL DE ENSAMBLE EN LÍNEA
MINUTOS
2,36
31,11
66,54
El seguimiento se realizó debido a que una disminución no controlada de los niveles de
inventario, generarían trastornos en el proceso productivo del área de ensamble.
En el Gráfico 7.5 se refleja claramente los niveles de inventario en cada proceso de la
planta: El inventario de material fosfatado existente entre Prepintura y el horno de secado,
el inventario de material seco existente entre el horno de secado y las cabinas de Pintura
en Polvo, el inventario de material pintado existente entre las cabinas de Pintura en Polvo
y el horno de polimerización y el inventario de material polimerizado existente entre el
horno de polimerización y el área de Ensamble.
Nótese que la mayor cantidad de inventario en proceso se encuentra en los
almacenamientos de material seco y material polimerizado, inventarios que se encuentran
entre procesos o áreas funcionales de la planta, dado que cada área procesa hasta cierto
nivel las partes y las almacena para que sean procesadas por el área siguiente; es en
este espacio de tiempo donde se pierde el control sobre este inventario, ocasionando
inconvenientes de calidad, limitación del espacio físico y necesidades de personal para la
manipulación.
- 78 -
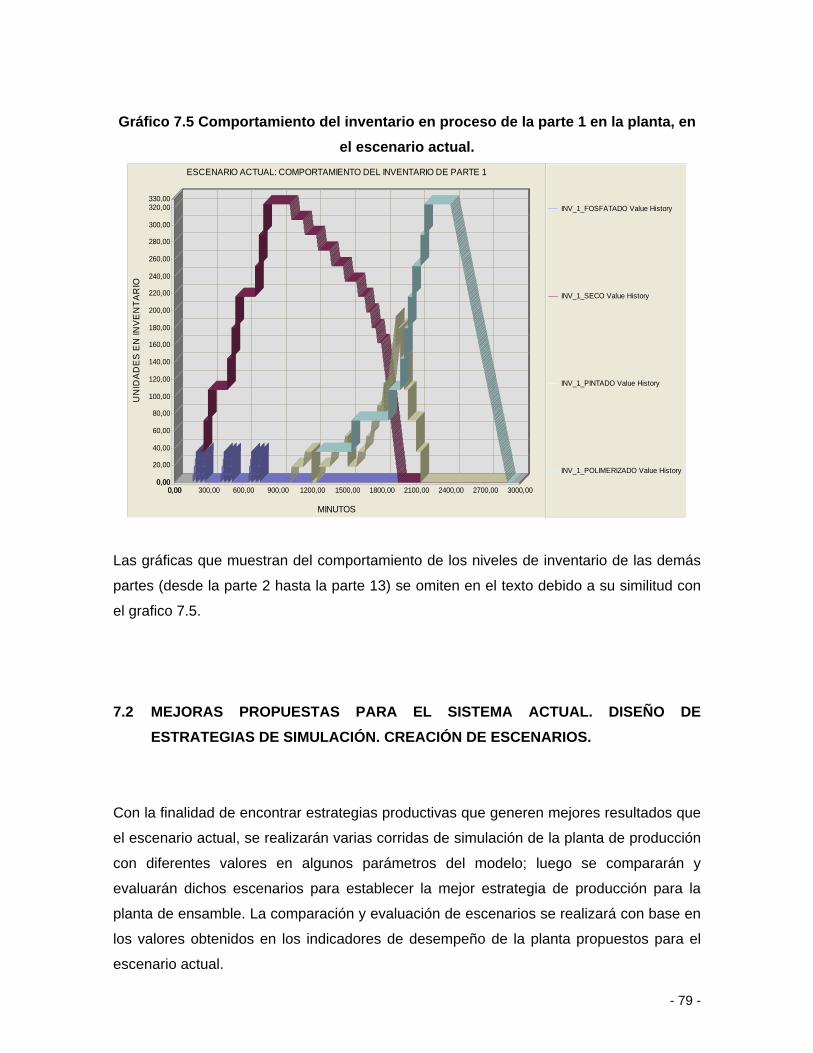
Gráfico 7.5 Comportamiento del inventario en proceso de la parte 1 en la planta, en el escenario actual.
INV_1_FOSFATADO Value History
INV_1_SECO Value History
INV_1_PINTADO Value History
INV_1_POLIMERIZADO Value History0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
160,00
180,00
200,00
220,00
240,00
260,00
280,00
300,00
320,00330,00
0,000,00 300,00 600,00 900,00 1200,00 1500,00 1800,00 2100,00 2400,00 2700,00 3000,000,00
UN
IDA
DE
S E
N IN
VE
NTA
RIO
ESCENARIO ACTUAL: COMPORTAMIENTO DEL INVENTARIO DE PARTE 1
MINUTOS
Las gráficas que muestran del comportamiento de los niveles de inventario de las demás
partes (desde la parte 2 hasta la parte 13) se omiten en el texto debido a su similitud con
el grafico 7.5.
7.2 MEJORAS PROPUESTAS PARA EL SISTEMA ACTUAL. DISEÑO DE
ESTRATEGIAS DE SIMULACIÓN. CREACIÓN DE ESCENARIOS.
Con la finalidad de encontrar estrategias productivas que generen mejores resultados que
el escenario actual, se realizarán varias corridas de simulación de la planta de producción
con diferentes valores en algunos parámetros del modelo; luego se compararán y
evaluarán dichos escenarios para establecer la mejor estrategia de producción para la
planta de ensamble. La comparación y evaluación de escenarios se realizará con base en
los valores obtenidos en los indicadores de desempeño de la planta propuestos para el
escenario actual.
- 79 -
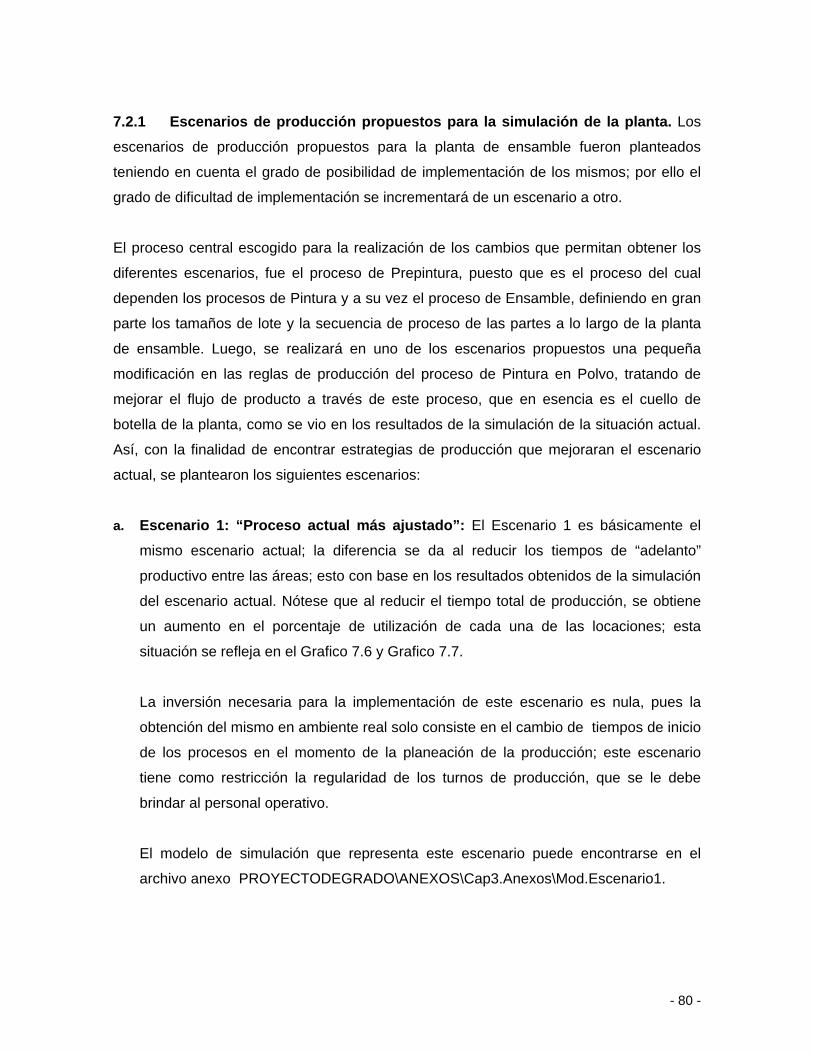
7.2.1 Escenarios de producción propuestos para la simulación de la planta. Los
escenarios de producción propuestos para la planta de ensamble fueron planteados
teniendo en cuenta el grado de posibilidad de implementación de los mismos; por ello el
grado de dificultad de implementación se incrementará de un escenario a otro.
El proceso central escogido para la realización de los cambios que permitan obtener los
diferentes escenarios, fue el proceso de Prepintura, puesto que es el proceso del cual
dependen los procesos de Pintura y a su vez el proceso de Ensamble, definiendo en gran
parte los tamaños de lote y la secuencia de proceso de las partes a lo largo de la planta
de ensamble. Luego, se realizará en uno de los escenarios propuestos una pequeña
modificación en las reglas de producción del proceso de Pintura en Polvo, tratando de
mejorar el flujo de producto a través de este proceso, que en esencia es el cuello de
botella de la planta, como se vio en los resultados de la simulación de la situación actual.
Así, con la finalidad de encontrar estrategias de producción que mejoraran el escenario
actual, se plantearon los siguientes escenarios:
a. Escenario 1: “Proceso actual más ajustado”: El Escenario 1 es básicamente el
mismo escenario actual; la diferencia se da al reducir los tiempos de “adelanto”
productivo entre las áreas; esto con base en los resultados obtenidos de la simulación
del escenario actual. Nótese que al reducir el tiempo total de producción, se obtiene
un aumento en el porcentaje de utilización de cada una de las locaciones; esta
situación se refleja en el Grafico 7.6 y Grafico 7.7.
La inversión necesaria para la implementación de este escenario es nula, pues la
obtención del mismo en ambiente real solo consiste en el cambio de tiempos de inicio
de los procesos en el momento de la planeación de la producción; este escenario
tiene como restricción la regularidad de los turnos de producción, que se le debe
brindar al personal operativo.
El modelo de simulación que representa este escenario puede encontrarse en el
archivo anexo PROYECTODEGRADO\ANEXOS\Cap3.Anexos\Mod.Escenario1.
- 80 -
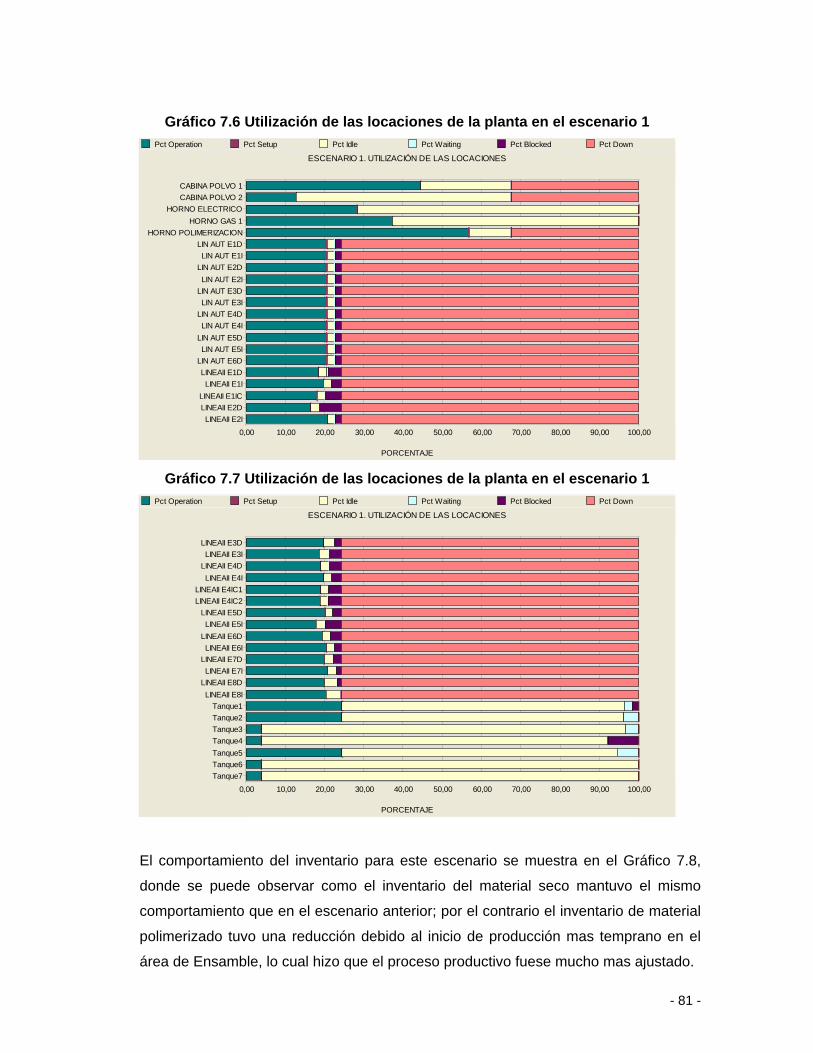
Gráfico 7.6 Utilización de las locaciones de la planta en el escenario 1 Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00
LINEAII E2ILINEAII E2DLINEAII E1IC
LINEAII E1ILINEAII E1D
LIN AUT E6DLIN AUT E5I
LIN AUT E5DLIN AUT E4I
LIN AUT E4DLIN AUT E3I
LIN AUT E3DLIN AUT E2I
LIN AUT E2DLIN AUT E1I
LIN AUT E1DHORNO POLIMERIZACION
HORNO GAS 1HORNO ELECTRICO
CABINA POLVO 2CABINA POLVO 1
ESCENARIO 1. UTILIZACIÓN DE LAS LOCACIONES
PORCENTAJE Gráfico 7.7 Utilización de las locaciones de la planta en el escenario 1
Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00
Tanque7Tanque6Tanque5Tanque4Tanque3Tanque2Tanque1
LINEAII E8ILINEAII E8DLINEAII E7I
LINEAII E7DLINEAII E6I
LINEAII E6DLINEAII E5I
LINEAII E5DLINEAII E4IC2LINEAII E4IC1
LINEAII E4ILINEAII E4DLINEAII E3I
LINEAII E3D
ESCENARIO 1. UTILIZACIÓN DE LAS LOCACIONES
PORCENTAJE
El comportamiento del inventario para este escenario se muestra en el Gráfico 7.8,
donde se puede observar como el inventario del material seco mantuvo el mismo
comportamiento que en el escenario anterior; por el contrario el inventario de material
polimerizado tuvo una reducción debido al inicio de producción mas temprano en el
área de Ensamble, lo cual hizo que el proceso productivo fuese mucho mas ajustado.
- 81 -
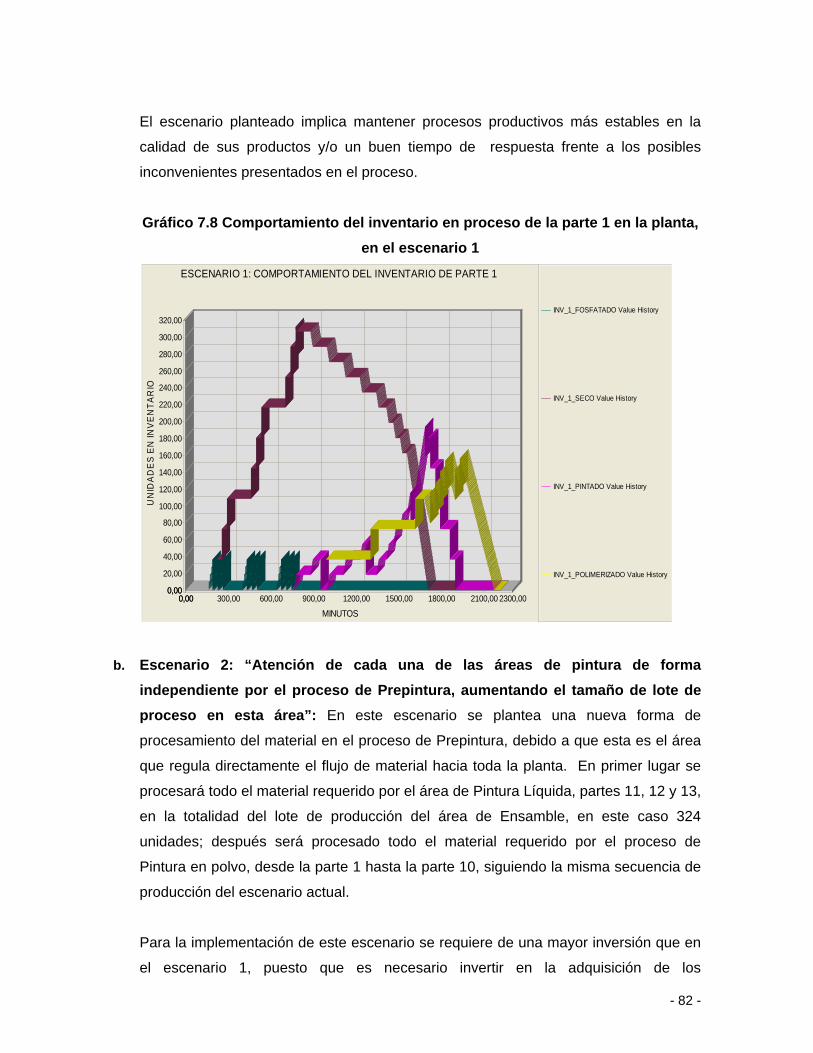
El escenario planteado implica mantener procesos productivos más estables en la
calidad de sus productos y/o un buen tiempo de respuesta frente a los posibles
inconvenientes presentados en el proceso.
Gráfico 7.8 Comportamiento del inventario en proceso de la parte 1 en la planta, en el escenario 1
INV_1_FOSFATADO Value History
INV_1_SECO Value History
INV_1_PINTADO Value History
INV_1_POLIMERIZADO Value History
0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
160,00
180,00
200,00
220,00
240,00
260,00
280,00
300,00
320,00
0,000,00 300,00 600,00 900,00 1200,00 1500,00 1800,00 2100,00 2300,000,00
UN
IDA
DE
S E
N IN
VE
NTA
RIO
ESCENARIO 1: COMPORTAMIENTO DEL INVENTARIO DE PARTE 1
MINUTOS
b. Escenario 2: “Atención de cada una de las áreas de pintura de forma independiente por el proceso de Prepintura, aumentando el tamaño de lote de proceso en esta área”: En este escenario se plantea una nueva forma de
procesamiento del material en el proceso de Prepintura, debido a que esta es el área
que regula directamente el flujo de material hacia toda la planta. En primer lugar se
procesará todo el material requerido por el área de Pintura Líquida, partes 11, 12 y 13,
en la totalidad del lote de producción del área de Ensamble, en este caso 324
unidades; después será procesado todo el material requerido por el proceso de
Pintura en polvo, desde la parte 1 hasta la parte 10, siguiendo la misma secuencia de
producción del escenario actual.
Para la implementación de este escenario se requiere de una mayor inversión que en
el escenario 1, puesto que es necesario invertir en la adquisición de los
- 82 -
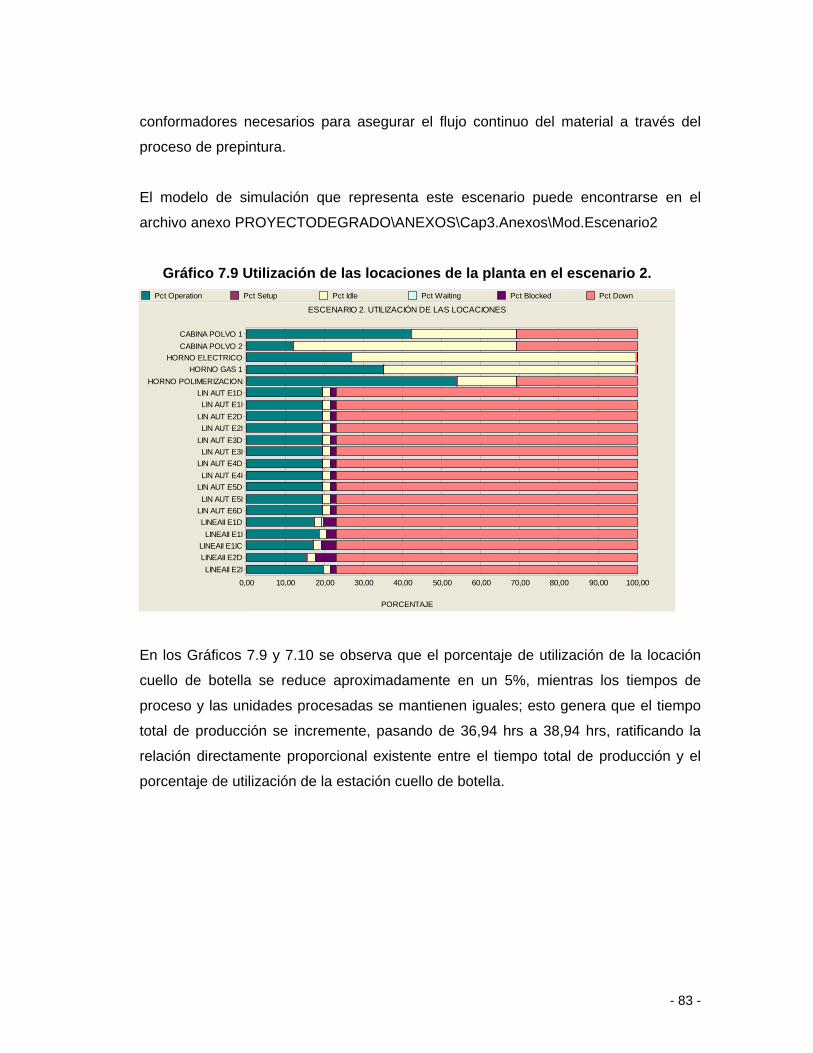
conformadores necesarios para asegurar el flujo continuo del material a través del
proceso de prepintura.
El modelo de simulación que representa este escenario puede encontrarse en el
archivo anexo PROYECTODEGRADO\ANEXOS\Cap3.Anexos\Mod.Escenario2
Gráfico 7.9 Utilización de las locaciones de la planta en el escenario 2. Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00
LINEAII E2ILINEAII E2DLINEAII E1IC
LINEAII E1ILINEAII E1D
LIN AUT E6DLIN AUT E5I
LIN AUT E5DLIN AUT E4I
LIN AUT E4DLIN AUT E3I
LIN AUT E3DLIN AUT E2I
LIN AUT E2DLIN AUT E1I
LIN AUT E1DHORNO POLIMERIZACION
HORNO GAS 1HORNO ELECTRICO
CABINA POLVO 2CABINA POLVO 1
ESCENARIO 2. UTILIZACIÓN DE LAS LOCACIONES
PORCENTAJE
En los Gráficos 7.9 y 7.10 se observa que el porcentaje de utilización de la locación
cuello de botella se reduce aproximadamente en un 5%, mientras los tiempos de
proceso y las unidades procesadas se mantienen iguales; esto genera que el tiempo
total de producción se incremente, pasando de 36,94 hrs a 38,94 hrs, ratificando la
relación directamente proporcional existente entre el tiempo total de producción y el
porcentaje de utilización de la estación cuello de botella.
- 83 -
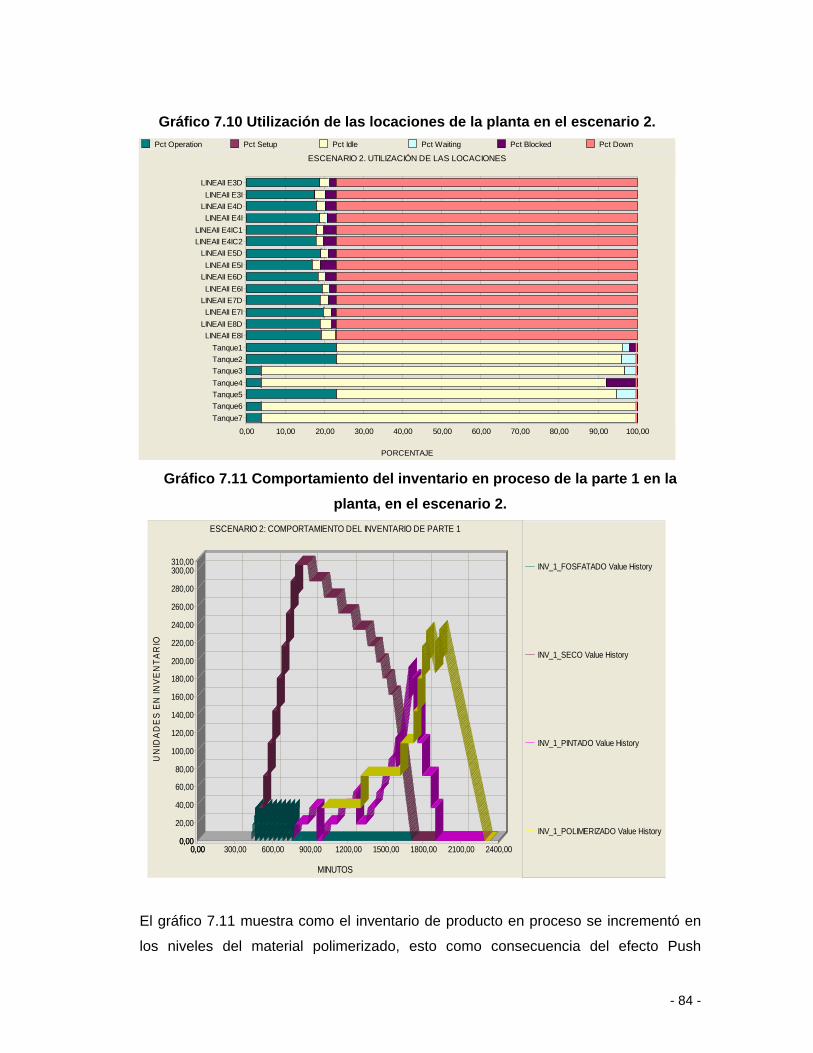
Gráfico 7.10 Utilización de las locaciones de la planta en el escenario 2. Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00
Tanque7Tanque6Tanque5Tanque4Tanque3Tanque2Tanque1
LINEAII E8ILINEAII E8DLINEAII E7I
LINEAII E7DLINEAII E6I
LINEAII E6DLINEAII E5I
LINEAII E5DLINEAII E4IC2LINEAII E4IC1
LINEAII E4ILINEAII E4DLINEAII E3I
LINEAII E3D
ESCENARIO 2. UTILIZACIÓN DE LAS LOCACIONES
PORCENTAJE Gráfico 7.11 Comportamiento del inventario en proceso de la parte 1 en la
planta, en el escenario 2.
INV_1_FOSFATADO Value History
INV_1_SECO Value History
INV_1_PINTADO Value History
INV_1_POLIMERIZADO Value History0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
160,00
180,00
200,00
220,00
240,00
260,00
280,00
300,00310,00
0,000,00 300,00 600,00 900,00 1200,00 1500,00 1800,00 2100,00 2400,000,00
UN
IDA
DE
S E
N IN
VE
NTA
RIO
ESCENARIO 2: COMPORTAMIENTO DEL INVENTARIO DE PARTE 1
MINUTOS
El gráfico 7.11 muestra como el inventario de producto en proceso se incrementó en
los niveles del material polimerizado, esto como consecuencia del efecto Push
- 84 -
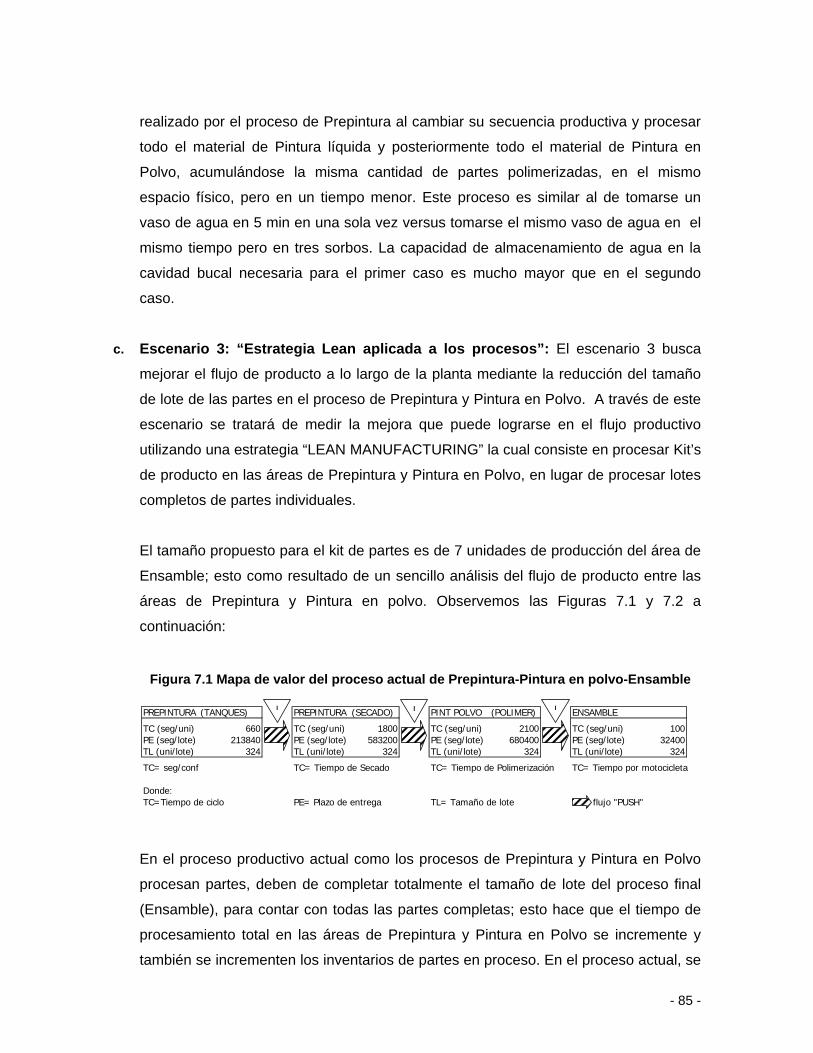
realizado por el proceso de Prepintura al cambiar su secuencia productiva y procesar
todo el material de Pintura líquida y posteriormente todo el material de Pintura en
Polvo, acumulándose la misma cantidad de partes polimerizadas, en el mismo
espacio físico, pero en un tiempo menor. Este proceso es similar al de tomarse un
vaso de agua en 5 min en una sola vez versus tomarse el mismo vaso de agua en el
mismo tiempo pero en tres sorbos. La capacidad de almacenamiento de agua en la
cavidad bucal necesaria para el primer caso es mucho mayor que en el segundo
caso.
c. Escenario 3: “Estrategia Lean aplicada a los procesos”: El escenario 3 busca
mejorar el flujo de producto a lo largo de la planta mediante la reducción del tamaño
de lote de las partes en el proceso de Prepintura y Pintura en Polvo. A través de este
escenario se tratará de medir la mejora que puede lograrse en el flujo productivo
utilizando una estrategia “LEAN MANUFACTURING” la cual consiste en procesar Kit’s
de producto en las áreas de Prepintura y Pintura en Polvo, en lugar de procesar lotes
completos de partes individuales.
El tamaño propuesto para el kit de partes es de 7 unidades de producción del área de
Ensamble; esto como resultado de un sencillo análisis del flujo de producto entre las
áreas de Prepintura y Pintura en polvo. Observemos las Figuras 7.1 y 7.2 a
continuación:
Figura 7.1 Mapa de valor del proceso actual de Prepintura-Pintura en polvo-Ensamble
PREPINTURA (TANQUES) PREPINTURA (SECADO) PINT POLVO (POLIMER) ENSAMBLE
TC (seg/uni) 660 TC (seg/uni) 1800 TC (seg/uni) 2100 TC (seg/uni) 100PE (seg/lote) 213840 PE (seg/lote) 583200 PE (seg/lote) 680400 PE (seg/lote) 32400TL (uni/lote) 324 TL (uni/lote) 324 TL (uni/lote) 324 TL (uni/lote) 324
TC= seg/conf TC= Tiempo de Secado TC= Tiempo de Polimerización TC= Tiempo por motocicleta
Donde:TC=Tiempo de ciclo PE= Plazo de entrega TL= Tamaño de lote flujo "PUSH"
III
En el proceso productivo actual como los procesos de Prepintura y Pintura en Polvo
procesan partes, deben de completar totalmente el tamaño de lote del proceso final
(Ensamble), para contar con todas las partes completas; esto hace que el tiempo de
procesamiento total en las áreas de Prepintura y Pintura en Polvo se incremente y
también se incrementen los inventarios de partes en proceso. En el proceso actual, se
- 85 -
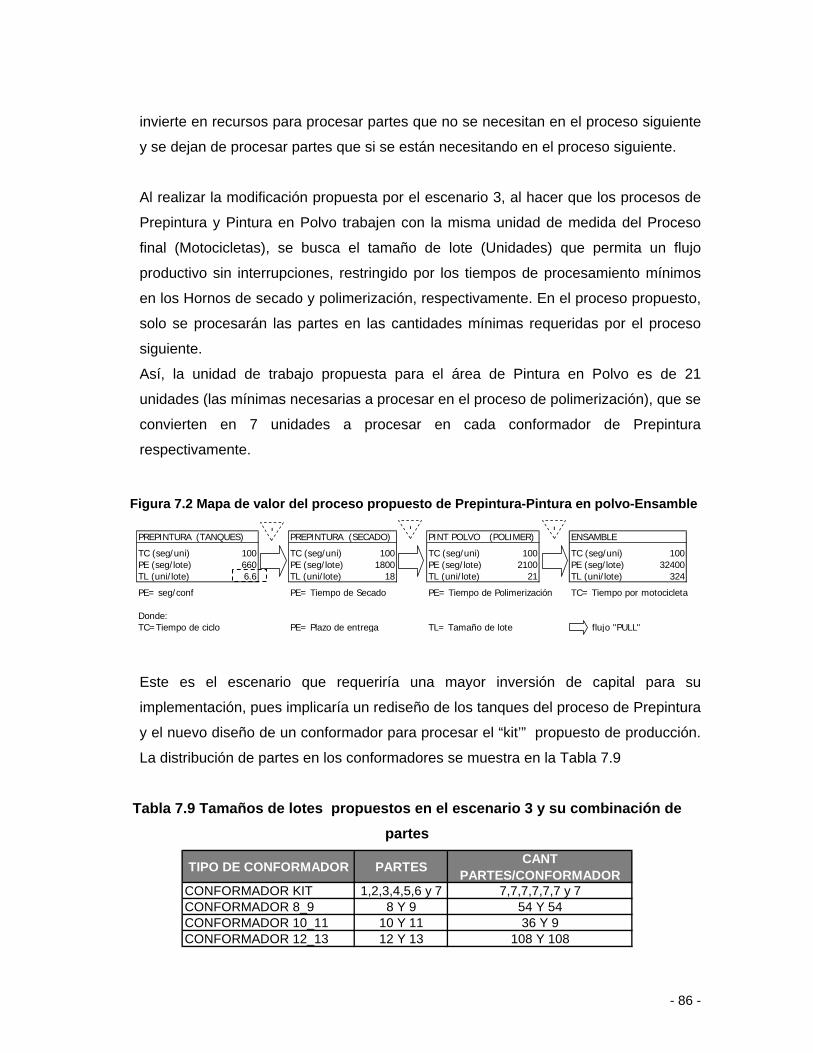
invierte en recursos para procesar partes que no se necesitan en el proceso siguiente
y se dejan de procesar partes que si se están necesitando en el proceso siguiente.
Al realizar la modificación propuesta por el escenario 3, al hacer que los procesos de
Prepintura y Pintura en Polvo trabajen con la misma unidad de medida del Proceso
final (Motocicletas), se busca el tamaño de lote (Unidades) que permita un flujo
productivo sin interrupciones, restringido por los tiempos de procesamiento mínimos
en los Hornos de secado y polimerización, respectivamente. En el proceso propuesto,
solo se procesarán las partes en las cantidades mínimas requeridas por el proceso
siguiente.
Así, la unidad de trabajo propuesta para el área de Pintura en Polvo es de 21
unidades (las mínimas necesarias a procesar en el proceso de polimerización), que se
convierten en 7 unidades a procesar en cada conformador de Prepintura
respectivamente.
Figura 7.2 Mapa de valor del proceso propuesto de Prepintura-Pintura en polvo-Ensamble
PREPINTURA (TANQUES) PREPINTURA (SECADO) PINT POLVO (POLIMER) ENSAMBLE
TC (seg/uni) 100 TC (seg/uni) 100 TC (seg/uni) 100 TC (seg/uni) 100PE (seg/lote) 660 PE (seg/lote) 1800 PE (seg/lote) 2100 PE (seg/lote) 32400TL (uni/lote) 6.6 TL (uni/lote) 18 TL (uni/lote) 21 TL (uni/lote) 324
PE= seg/conf PE= Tiempo de Secado PE= Tiempo de Polimerización TC= Tiempo por motocicleta
Donde:TC=Tiempo de ciclo PE= Plazo de entrega TL= Tamaño de lote flujo "PULL"
I I I
Este es el escenario que requeriría una mayor inversión de capital para su
implementación, pues implicaría un rediseño de los tanques del proceso de Prepintura
y el nuevo diseño de un conformador para procesar el “kit’” propuesto de producción.
La distribución de partes en los conformadores se muestra en la Tabla 7.9
Tabla 7.9 Tamaños de lotes propuestos en el escenario 3 y su combinación de partes
TIPO DE CONFORMADOR PARTES CANT PARTES/CONFORMADOR
CONFORMADOR KIT 1,2,3,4,5,6 y 7 7,7,7,7,7,7 y 7CONFORMADOR 8_9 8 Y 9 54 Y 54CONFORMADOR 10_11 10 Y 11 36 Y 9CONFORMADOR 12_13 12 Y 13 108 Y 108
- 86 -
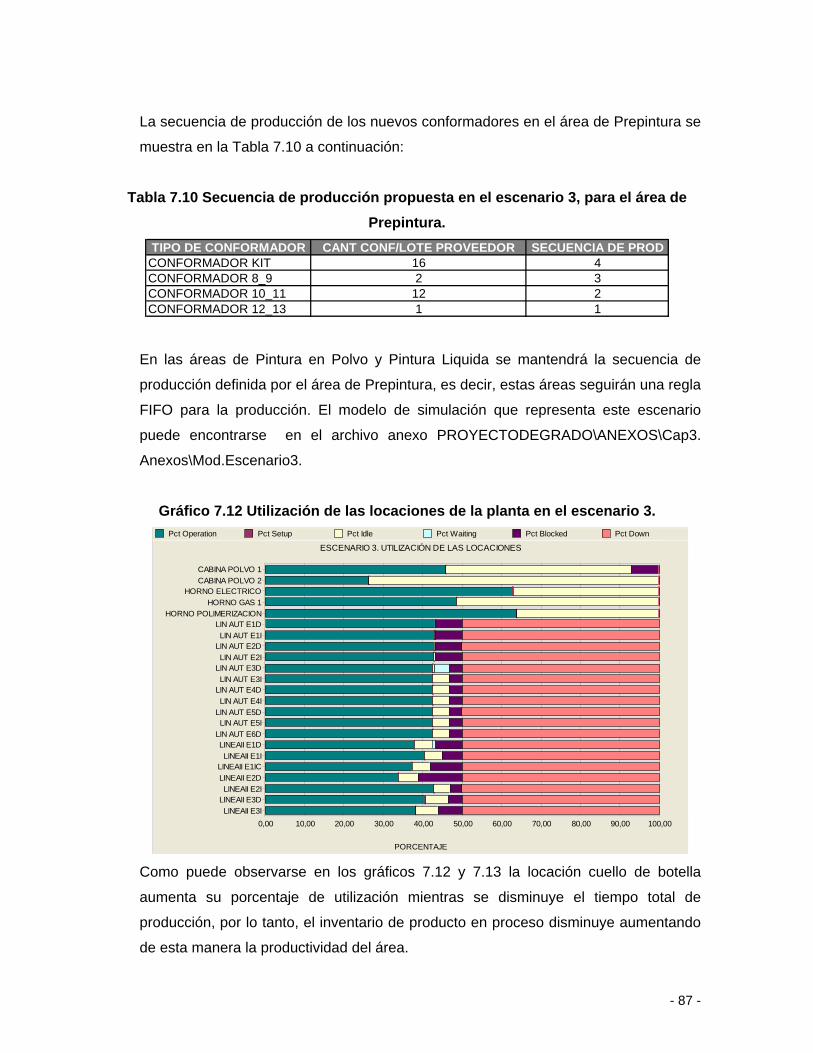
La secuencia de producción de los nuevos conformadores en el área de Prepintura se
muestra en la Tabla 7.10 a continuación:
Tabla 7.10 Secuencia de producción propuesta en el escenario 3, para el área de
Prepintura. TIPO DE CONFORMADOR CANT CONF/LOTE PROVEEDOR SECUENCIA DE PROD
CONFORMADOR KIT 16 4CONFORMADOR 8_9 2 3CONFORMADOR 10_11 12 2CONFORMADOR 12_13 1 1
En las áreas de Pintura en Polvo y Pintura Liquida se mantendrá la secuencia de
producción definida por el área de Prepintura, es decir, estas áreas seguirán una regla
FIFO para la producción. El modelo de simulación que representa este escenario
puede encontrarse en el archivo anexo PROYECTODEGRADO\ANEXOS\Cap3.
Anexos\Mod.Escenario3.
Gráfico 7.12 Utilización de las locaciones de la planta en el escenario 3.
Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00LINEAII E3I
LINEAII E3DLINEAII E2I
LINEAII E2DLINEAII E1IC
LINEAII E1ILINEAII E1D
LIN AUT E6DLIN AUT E5I
LIN AUT E5DLIN AUT E4I
LIN AUT E4DLIN AUT E3I
LIN AUT E3DLIN AUT E2I
LIN AUT E2DLIN AUT E1I
LIN AUT E1DHORNO POLIMERIZACION
HORNO GAS 1HORNO ELECTRICO
CABINA POLVO 2CABINA POLVO 1
ESCENARIO 3. UTILIZACIÓN DE LAS LOCACIONES
PORCENTAJE Como puede observarse en los gráficos 7.12 y 7.13 la locación cuello de botella
aumenta su porcentaje de utilización mientras se disminuye el tiempo total de
producción, por lo tanto, el inventario de producto en proceso disminuye aumentando
de esta manera la productividad del área.
- 87 -
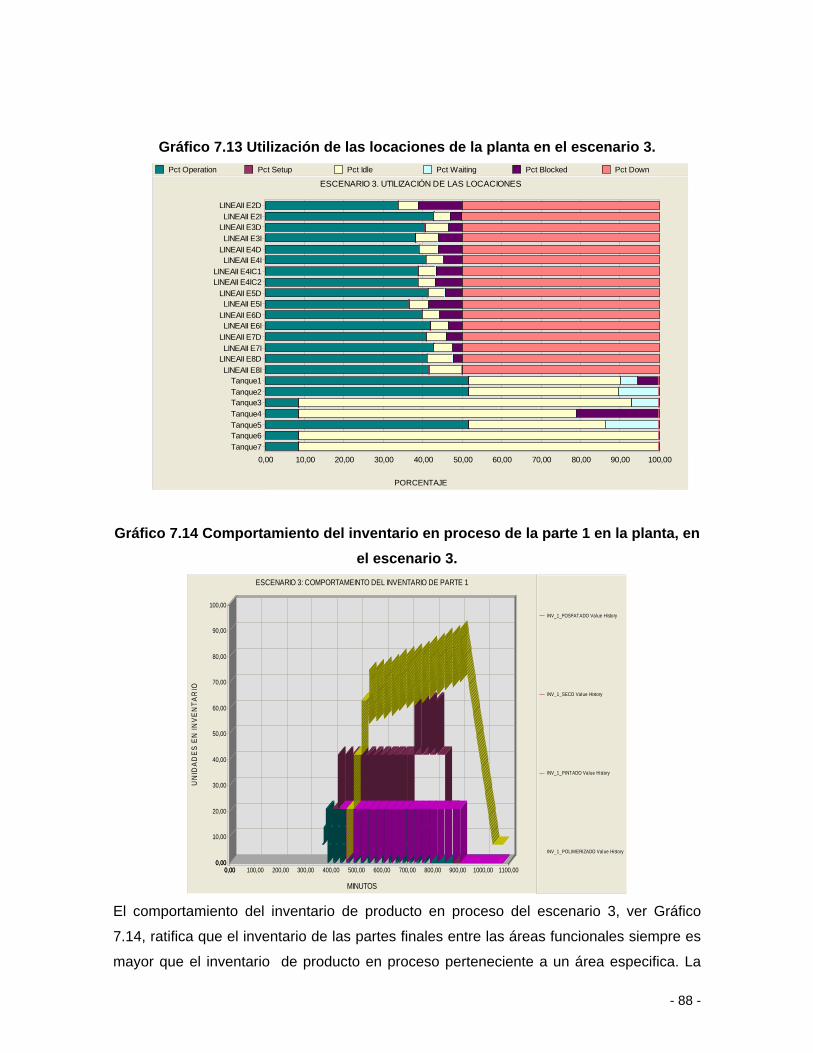
Gráfico 7.13 Utilización de las locaciones de la planta en el escenario 3. Pct Operation Pct Setup Pct Idle Pct Waiting Pct Blocked Pct Down
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00Tanque7Tanque6Tanque5Tanque4Tanque3Tanque2Tanque1
LINEAII E8ILINEAII E8DLINEAII E7I
LINEAII E7DLINEAII E6I
LINEAII E6DLINEAII E5I
LINEAII E5DLINEAII E4IC2LINEAII E4IC1
LINEAII E4ILINEAII E4DLINEAII E3I
LINEAII E3DLINEAII E2I
LINEAII E2D
ESCENARIO 3. UTILIZACIÓN DE LAS LOCACIONES
PORCENTAJE
Gráfico 7.14 Comportamiento del inventario en proceso de la parte 1 en la planta, en el escenario 3.
INV_1_FOSFATADO Value History
INV_1_SECO Value History
INV_1_PINTADO Value History
INV_1_POLIMERIZADO Value History
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,000,00 100,00 200,00 300,00 400,00 500,00 600,00 700,00 800,00 900,00 1000,00 1100,000,00
UN
IDAD
ES E
N IN
VEN
TAR
IO
ESCENARIO 3: COMPORTAMEINTO DEL INVENTARIO DE PARTE 1
MINUTOS El comportamiento del inventario de producto en proceso del escenario 3, ver Gráfico
7.14, ratifica que el inventario de las partes finales entre las áreas funcionales siempre es
mayor que el inventario de producto en proceso perteneciente a un área especifica. La
- 88 -
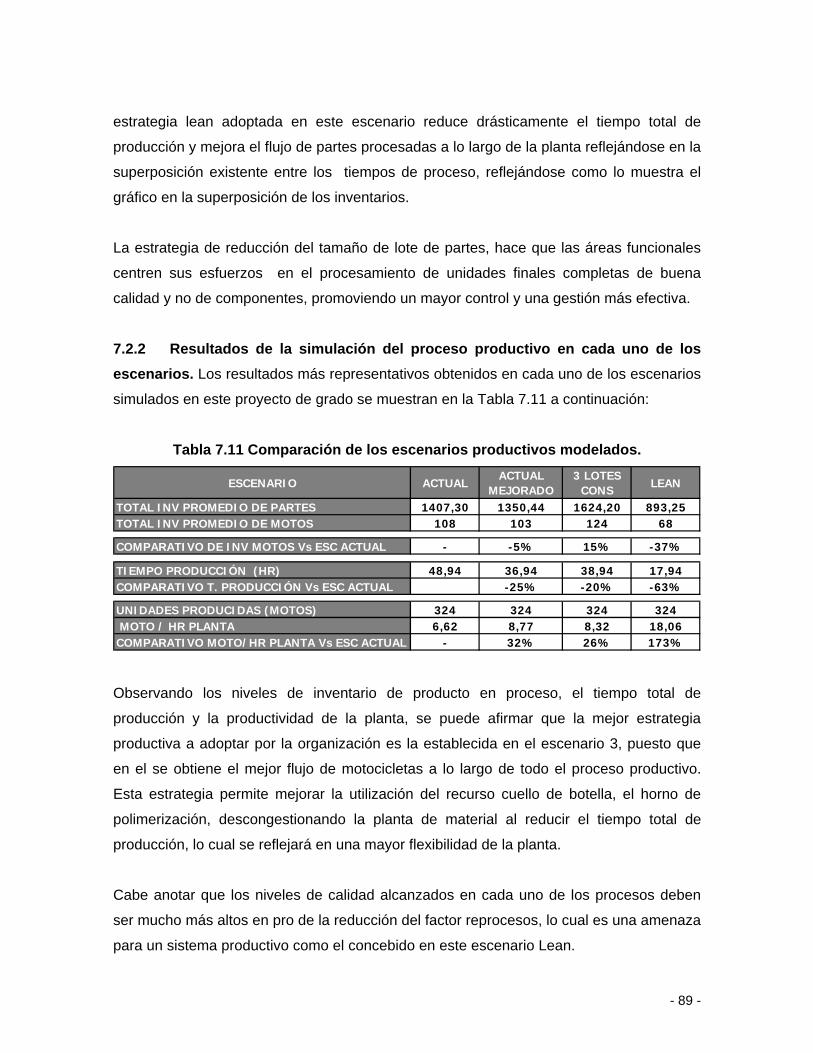
estrategia lean adoptada en este escenario reduce drásticamente el tiempo total de
producción y mejora el flujo de partes procesadas a lo largo de la planta reflejándose en la
superposición existente entre los tiempos de proceso, reflejándose como lo muestra el
gráfico en la superposición de los inventarios.
La estrategia de reducción del tamaño de lote de partes, hace que las áreas funcionales
centren sus esfuerzos en el procesamiento de unidades finales completas de buena
calidad y no de componentes, promoviendo un mayor control y una gestión más efectiva.
7.2.2 Resultados de la simulación del proceso productivo en cada uno de los escenarios. Los resultados más representativos obtenidos en cada uno de los escenarios
simulados en este proyecto de grado se muestran en la Tabla 7.11 a continuación:
Tabla 7.11 Comparación de los escenarios productivos modelados.
ESCENARIO ACTUALACTUAL
MEJORADO3 LOTES
CONS LEAN
TOTAL INV PROMEDIO DE PARTES 1407,30 1350,44 1624,20 893,25TOTAL INV PROMEDIO DE MOTOS 108 103 124 68
COMPARATIVO DE INV MOTOS Vs ESC ACTUAL - -5% 15% -37
TIEMPO PRODUCCIÓN (HR) 48,94 36,94 38,94 17,94COMPARATIVO T. PRODUCCIÓN Vs ESC ACTUAL -25% -20% -63%
UNIDADES PRODUCIDAS (MOTOS) 324 324 324 324 MOTO / HR PLANTA 6,62 8,77 8,32 18,06COMPARATIVO MOTO/HR PLANTA Vs ESC ACTUAL - 32% 26% 173%
%
Observando los niveles de inventario de producto en proceso, el tiempo total de
producción y la productividad de la planta, se puede afirmar que la mejor estrategia
productiva a adoptar por la organización es la establecida en el escenario 3, puesto que
en el se obtiene el mejor flujo de motocicletas a lo largo de todo el proceso productivo.
Esta estrategia permite mejorar la utilización del recurso cuello de botella, el horno de
polimerización, descongestionando la planta de material al reducir el tiempo total de
producción, lo cual se reflejará en una mayor flexibilidad de la planta.
Cabe anotar que los niveles de calidad alcanzados en cada uno de los procesos deben
ser mucho más altos en pro de la reducción del factor reprocesos, lo cual es una amenaza
para un sistema productivo como el concebido en este escenario Lean.
- 89 -
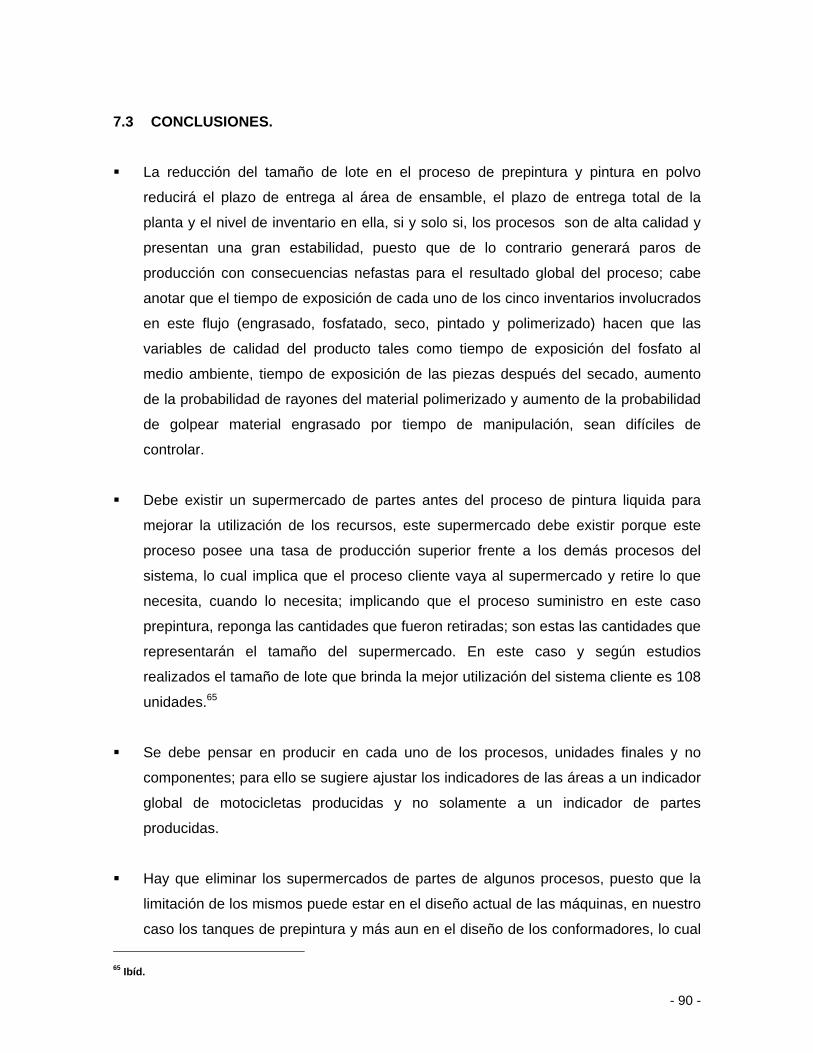
7.3 CONCLUSIONES.
La reducción del tamaño de lote en el proceso de prepintura y pintura en polvo
reducirá el plazo de entrega al área de ensamble, el plazo de entrega total de la
planta y el nivel de inventario en ella, si y solo si, los procesos son de alta calidad y
presentan una gran estabilidad, puesto que de lo contrario generará paros de
producción con consecuencias nefastas para el resultado global del proceso; cabe
anotar que el tiempo de exposición de cada uno de los cinco inventarios involucrados
en este flujo (engrasado, fosfatado, seco, pintado y polimerizado) hacen que las
variables de calidad del producto tales como tiempo de exposición del fosfato al
medio ambiente, tiempo de exposición de las piezas después del secado, aumento
de la probabilidad de rayones del material polimerizado y aumento de la probabilidad
de golpear material engrasado por tiempo de manipulación, sean difíciles de
controlar.
Debe existir un supermercado de partes antes del proceso de pintura liquida para
mejorar la utilización de los recursos, este supermercado debe existir porque este
proceso posee una tasa de producción superior frente a los demás procesos del
sistema, lo cual implica que el proceso cliente vaya al supermercado y retire lo que
necesita, cuando lo necesita; implicando que el proceso suministro en este caso
prepintura, reponga las cantidades que fueron retiradas; son estas las cantidades que
representarán el tamaño del supermercado. En este caso y según estudios
realizados el tamaño de lote que brinda la mejor utilización del sistema cliente es 108
unidades.65
Se debe pensar en producir en cada uno de los procesos, unidades finales y no
componentes; para ello se sugiere ajustar los indicadores de las áreas a un indicador
global de motocicletas producidas y no solamente a un indicador de partes
producidas.
Hay que eliminar los supermercados de partes de algunos procesos, puesto que la
limitación de los mismos puede estar en el diseño actual de las máquinas, en nuestro
caso los tanques de prepintura y más aun en el diseño de los conformadores, lo cual 65 Ibíd.
- 90 -
hace que el proceso divida el flujo de la planta, es decir, lo lleve a lotes productivos y
genere de este modo una necesidad mayor de control sobre los componentes, como
por ejemplo la numeración de chasis. Si se mejora el diseño de tal manera que
puedan procesar unidades de producto se puede reducir el plazo de entrega de
proceso y a su vez de la planta, generando una mayor rotación del inventario de
producto en proceso, el cual es el inventario que representa menor rentabilidad para
la organización, puesto que este e el origen de todo tipo de perdidas, aparte de los
recursos monetarios inmovilizados, también ocupa recursos como espacio, personal
y equipos, para almacenar, manipular, controlar y clasificar, además de prolongar los
plazos de entrega del proceso, limitando su flexibilidad y por consiguiente la de la
planta.
El personal involucrado debe conocer muy bien no solo su proceso y los defectos del
mismo, sino también, el efecto que estos generan en el proceso siguiente, para así
focalizar las mejoras continuas promovidas por la organización, con el fin de que no
solo se enfoquen en el proceso aislado en el cual trabajan, sino en todo el sistema,
esto con la finalidad de disminuir los problemas del área que contribuyan a su vez al
mejoramiento del flujo de material a lo largo de la planta y lograr reducir los niveles
de inventario de producto en proceso.
Es importante resaltar la importancia de la simulación de los procesos como una
herramienta apropiada, en la evaluación de estrategias de diseño de procesos y del
direccionamiento de las inversiones en los sistemas productivos, puesto que permite
un cálculo objetivo de los réditos esperados, brindando mayor confianza en el
proceso de toma de decisiones, haciendo de este un proceso objetivo, rentable y
eficiente para las organizaciones.
- 91 -
BIBLIOGRAFÍA
ARCUS, Albert L.; “COMSOAL: A Computer Method of Secuencing Operations for
Assembly Lines”. The International Journal of Production Research, Vol. 4, Nº4; 1966.
BLANCO RIVERO, Luís Ernesto y FAJARDO PIEDRAHITA, Iván Darío. Simulación con
PROMODEL: Casos de Producción y Logística. Colombia: Escuela Colombiana de
Ingeniería, 2001.
CHASE, Richards; AQUILANO, Nicholas y JACOBS, Roberts. Administración de
producción y operaciones. Manufactura y servicios. Octava Edición, Mac Graw Hill. Santa
Fe de Bogotá Colombia 2004.
GUTIÉRREZ, Valentina; MANYOMA, Pablo C. y OREJUELA, Juan Pablo. Trabajo final de
Simulación Discreta, Colombia: Maestría en Ingeniería Industrial, Universidad del Valle,
2004.
HARRELL, Charles; GHOSH, Biman K y BOWDEN Royce. Simulation Using Promodel,
third edition, New York: Mc GRAW HILL. 2000
http://www.dl.com.co/mod.php
JUÁREZ, Núñez Huberto. Los sistemas just-in-time/Kanban, un paradigma productivo.
Facultad de Economía, Benemérita Universidad Autónoma de Puebla, Puebla, México,
2002.
MANYOMA, Pablo C. Una Aproximación al Estudio del Trabajo y sus Utilidades,
Colombia: Universidad del Valle, Facultad de Ingeniería, Escuela de Ingeniería Industrial y
Estadística, 2003.
- 92 -
NIEBEL, Benjamin y FREIVALDS, Andris. INGENIERÍA INDUSTRIAL: Métodos,
Estándares y Diseño del Trabajo, 11ª Edición, Colombia: Editorial ALFAOMEGA
COLOMBIANA S.A., 2004.
PRAWDA, Juan. Métodos y Modelos de Investigación de Operaciones, Vol. II - Modelos
Estocásticos, México: Editorial LIMUSA, 1980.
Promodel Corporativo, User’s guide. 1996, p.36. Citado por Blanco Rivero, Luis Ernesto y
Fajardo Piedrahita, Iván Darío. Simulación con Promodel. Casos de producción y
logística, Escuela Colombiana de Ingeniería, Colombia, 2001. p.7
Proyecto: “Processo Individual Modelo KGA KS/ES/KSE ESTEIRA” HONDA DA
AMAZONIA, Manaos, Brasil, Diciembre 12 de 2003”.
Revista Dinero, Edición No. 249 – Marzo 27 de 2006.
Revista Motor, Edición No. 407 – Marzo 18 de 2006.
ROTHER, Mike; SHOOK, John. Observar para Crear Valor. Lean Enterprise Institute,
Massachussets, EUA 1998.
WALLACE, J Hopp y MARK, L. Spearman, Factory physics. foundations of manufacturing
management. Citado por Blanco Rivero, Luis Ernesto y Fajardo Piedrahita, Iván Darío.
Simulación con Promodel. Casos de producción y logística, Escuela Colombiana de
Ingeniería, Colombia, 2001. p.6
- 93 -
Related Documents











