UNIVERSIDA D FIDÉLITAS Ingeniería Civil Proyecto de Graduación para optar por el grado de Licenciatura En Ingeniería Civil Título: Concretos modificados con residuos industriales Autores: Jeison Vargas Méndez Rodolfo Fonseca Padilla Tutor: Ing. Alejandro Brenes Fernández Lector: Ing. Laura Vázquez Chacón San José, Costa Rica 2014

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 1/222
UNIVERSIDAD FIDÉLITAS
Ingeniería Civil
Proyecto de Graduación para optar por el grado de
Licenciatura En Ingeniería Civil
Título:
Concretos modificados con residuos industriales
Autores: Jeison Vargas Méndez
Rodolfo Fonseca Padilla
Tutor: Ing. Alejandro Brenes Fernández
Lector: Ing. Laura Vázquez Chacón
San José, Costa Rica
2014

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 2/222
ii
TRIBUNAL EXAMINADOR
__________________________________
Ing. Carlos Fernández Córdoba
Director de Carrera
___________________________________
Ing. Alejandro Brenes Fernández
Tutor
_____________________________
Ing. Laura Vázquez Chacón
Lector
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 3/222
iii
DECLARACIÓN JURADA
Yo, Jeison Vargas Méndez, mayor, soltero, egresado de la carrera de Ingeniería Civil,
de la Universidad Fidélitas, domiciliado en Zarcero, Alajuela, portador de la cédula de
identidad número 1-1339-0462, en este acto, debidamente apercibido y entendido de las penas
y consecuencias con las que se castiga, en el Código Penal, el delito del perjurio, ante quienes
se constituyen en el Tribunal Examinador de mi Trabajo Final de Graduación para optar por el
título de Licenciatura en Ingeniería Civil, juro solemnemente que mi trabajo final de
graduación titulado “Concretos modificados con residuos industriales” es una obra original
que ha respetado todo lo preceptuado por la Leyes Penales así con la Ley de Derechos de
Autor y Derechos Conexos, número 6683 de 14 de octubre de 1982 y sus reformas, publicadaen la Gaceta número 226 del 25 de noviembre de 1982; incluyendo el numeral 70 de dicha ley
que advierte: artículo 70°: Es permitido citar a un autor transcribiendo los pasajes pertinentes
siempre que estos no sean tantos y seguidos, que puedan considerarse como una producción
simulada y sustancial, que redunde en perjuicio del autor y de la obra original. Asimismo,
quedo advertido que la Universidad Fidélitas se reserva del derecho de protocolizar este
documento ante Notario Público. En fe de lo anterior firmo en la ciudad de San José, al ser el
día seis del mes de febrero del año dos mil catorce.
___________________________
Jeison Vargas Méndez.
Cédula: 1-1339-0462
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 4/222
iv
DECLARACIÓN JURADA
Yo, Rodolfo Fonseca Padilla, mayor, soltero, egresado de la carrera de Ingeniería
Civil, de la Universidad Fidélitas, domiciliado en Vara de Roble del Guarco, Cartago, portador
de la cédula de identidad número 1-1304-0645, en este acto, debidamente apercibido y
entendido de las penas y consecuencias con las que se castiga, en el Código Penal, el delito del
perjurio, ante quienes se constituyen en el Tribunal Examinador de mi Trabajo Final de
Graduación para optar por el titulo de Licenciatura en Ingeniería Civil, juro solemnemente que
mi trabajo final de graduación titulado “Concretos modificados con residuos industriales”
es una obra original que ha respetado todo lo preceptuado por la Leyes Penales así con la Ley
de Derechos de Autor y Derechos Conexos, número 6683 de 14 de octubre de 1982 y sus
reformas, publicada en la Gaceta número 226 del 25 de noviembre de 1982; incluyendo elnumeral 70 de dicha ley que advierte: artículo 70°: Es permitido citar a un autor transcribiendo
los pasajes pertinentes siempre que estos no sean tantos y seguidos, que puedan considerarse
como una producción simulada y sustancial, que redunde en perjuicio del autor y de la obra
original. Asimismo, quedo advertido que la Universidad Fidélitas se reserva del derecho de
protocolizar este documento ante Notario Público. En fe de lo anterior firmo en la ciudad de
San José, al ser el día seis del mes de febrero del año dos mil catorce.
___________________________
Rodolfo Fonseca Padilla
Cédula: 1-1304-0645
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 5/222
v
CARTA DE AUTORIZACIÓN DEL TUTOR
San José, 06 de febrero del 2014
Señor
Ing. Carlos A. Fernández Córdoba
Director de la Carrera de Ingeniería Civil.
Universidad Fidélitas
Estimado señor Director:
Yo, Alejandro Brenes Fernández, mayor, soltero, Ingeniero Civil, domiciliado en el
distrito Occidental del cantón Central de la provincia de Cartago, portador de la cedula de
identidad número: 108970649 en mi condición de tutor del trabajo final de graduación titulado
“Concretos modificados con residuos industriales” propuesta por los estudiantes Jeison
Vargas Méndez y Rodolfo Fonseca Padilla, manifiesto lo siguiente:
1. Que el proceso de trabajo final de graduación culmina satisfactoriamente.
2. Que se ha incorporado en el documento final las sugerencias hechas por el Tribunal
Examinador.3. Que he cumplido con las labores de tutoría encomendadas por la universidad en forma
y fondo.
4. Que considero que el documento final responde a las exigencias académicas
establecidas por la Universidad y establecidas en el “Manual de Trabajos Finales de
Graduación”.
Atentamente
__________________________________
Alejandro Brenes Fernández
Tutor
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 6/222
vi
CARTA DE AUTORIZACIÓN DEL LECTOR
San José, 06 de febrero del 2014
Sr.
Ing. Carlos A. Fernández Córdoba
Director de la Carrera de Ingeniería Civil
Universidad Fidélitas
Presente
Estimado señor Director:
Yo, Laura Vázquez Chacón, mayor, casada, Ing. civil, domiciliado en el distrito San
Isidro del cantón de Vázquez de Coronado de la provincia de San Jose, portador de la cedula
de identidad número 1-1249-802, en mi condición de lector del trabajo final de graduación
titulado “Concretos modificados con residuos industriales” propuesta por los estudiantes
Jeison Vargas Méndez y Rodolfo Fonseca Padilla, manifiesto lo siguiente:
1. Que la lectura del trabajo final de graduación concluye satisfactoriamente.
2. Que he leído el documento final y he hecho mis observaciones en el mismo.
3. Que he cumplido con mis labores de lector encomendadas por la universidad en forma
y fondo.
4. Que considero que el documento responde a las exigencias académicas establecidas
por la Universidad y establecidas en el “Manual de Trabajos Finales de Graduación”.
Atentamente
__________________________________
Laura Vázquez Chacón
Lector
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 7/222
vii
CARTA DE REVISIÓN FILOLÓGICA
San José, 06 de febrero del 2014
Sr.
Ing. Carlos A. Fernández Córdoba
Director de la Carrera de Ingeniería Civil
Universidad Fidélitas
Estimado señor Director:
Por este medio yo, Édgar Joaquín Vargas Cordero, mayor, soltero, Licenciado en Filología
Española, incorporado al Colegio de Licenciados y Profesores en Letras, Filosofía,
Ciencias y Artes, con el número de carné 4731, vecino de Cartago, portador de la cédula de
identidad 3-0206-0567, hago constar:
1. Que he revisado el trabajo final de graduación para optar por el grado académico de
Licenciatura en Ingeniería Civil, denominado “Concretos modificados con
residuos industriales”.2. Que el trabajo final de graduación es sustentado por los estudiantes Jeison Vargas
Méndez y Rodolfo Fonseca Padilla
3. Que se le han hecho las correcciones pertinentes en acentuación, ortografía,
puntuación, concordancia gramatical y otras del campo filológico.
En espera de que mi participación satisfaga los requerimientos de la Universidad Fidélitas
se suscribe atentamente
____________________________MSc. Édgar Joaquín Vargas CorderoCédula 3-0206-0567Carné 4731
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 8/222
viii
ABREVIATURAS
a) Siglas.
ACI ……………………… American Iron and Steel Institute
AISI ……………………… American Iron and Steel Institute
ASTM ……………………… American Society for Testing and Materials
Ecu ……………………… Ecuación
Fig ……………………… Figura
Gbs ……………………… Peso específico bruto seco
Gbss ……………………… Peso específico bruto saturado superficie seca
Gs ……………………… Peso específico aparente
HIPS ……………………… High Impact Polystyrene
MF ……………………… Modulo de finura de los agregados
SH ……………………… Secado al horno
SSS ……………………… Saturado con superficie seca
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 9/222
ix
b) Símbolos
g ……………………… Gramo (Masa)
L ……………………… Litro (volumen)
lb ……………………… Libra (unidad de masa)
m ……………………… Metro (longitude)
m² ……………………… Metro cuadrado (area)
m³ ……………………… Metro cúbico (volumen)
N ……………………… Newton kg • m/s² (fuerza)
in ……………………… Pulgadas
f’c ……………………… Resistencia a la compresión del concreto
¢ ……………………… Colones
n.° ……………………… Número
c) Prefijos de los símbolos SI
c …………... centi ………….......
m …………... mili ………….......
k …………... kilo ………….......

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 10/222
x
DEFINICIONES
Agregado. Material granular, duro de composición mineralógica como la arena, la grava, la
escoria o la roca triturada, se emplea para ser mezclado en diferentes tamaños.
Agregado A. Término utilizado en este trabajo para nombrar el agregado grueso utilizado en
las mezclas de concreto.
Agregado B. Término utilizado en este trabajo para nombrar el agregado fino estudiado en el
laboratorio y rechazado por incumplimiento de límites de granulometría.
Agregado C. Término utilizado en este trabajo para nombrar el agregado fino utilizado en las
mezclas de concreto.
Agregado fino. Agregado que pasa el tamiz de 4,75 mm (n.°4).
Agregado grueso. Agregado retenido en el tamiz de 4,75 mm (n.°4).
Cimbra. Molde en donde se vierte el concreto semilíquido.
Concreto. Mezcla de una pasta de cemento y agua, con roca triturada, arena u otros
agregados para formar un conglomerado con consistencia de piedra.
Concreto A1. Término utilizado en este trabajo para nombrar a la mezcla de concreto con
resistencia a la compresión de 210 kg/cm².
Concreto A2. Término utilizado en este trabajo para nombrar a la mezcla de concreto con
resistencia a la compresión de 250 kg/cm².
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 11/222
xi
Concreto colado en el lugar. Fabricado en la obra en su lugar definitivo.
Concreto de peso ligero. Concreto en el que se reemplaza agregado fino o grueso de peso
normal por agregado ligero (zonolita, pizarras expandidas, ceniza etc.).
Concreto reforzado. Es la combinación de utilizar acero recubierto con concreto, el acero
absorbe los esfuerzos en tención y minoritariamente en compresión, por su parte el concreto
absorbe los esfuerzos en compresión.
Concreto Simple. Concreto sin ningún refuerzo.
Concretos de alta resistencia. Concretos con una resistencia a la compresión mayor a 6000
lb/in².
Densidad. Es la masa por unidad de volumen de un material.
Diseño de mezcla. Procedimientos de laboratorio que tienen como propósito determinar
(dentro de los límites de las especificaciones de proyecto) una graduación de agregado mineral
y un contenido de ligante o de cemento, que produzcan una mezcla que logre un balance entre
todas las propiedades deseadas.
Encofrado. Es el conjunto de moldes capaces de soportar y dar forma a los elementos de
concreto, mientras este adquiere resistencia propia.
Especificaciones. El vocablo general aplicado a todas las normativas, disposiciones yrequisitos técnicos, relativos a la ejecución de la obra.
Grava. Piedra natural, encontrada en ríos y tajos.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 12/222
xii
Mampostería. Obra de albañilería construida con piedras, ladrillos o bloques y mortero para
unirlos.
Reciclaje. Es la acción y efecto de reciclar (aplicar un proceso sobre un material para que pueda volver a utilizarse). El reciclaje implica dar una nueva vida al material en cuestión, lo
que ayuda a reducir el consumo de recursos y la degradación del planeta.
Tamaño máximo nominal de agregados. Es el tamaño del tamiz inmediatamente superior
al primero que retiene una cantidad superior a diez por ciento.
Tamiz. Aparato usado en un laboratorio, para separar tamaños de material y donde las
aberturas son cuadradas.
Trabajabilidad del concreto. La facilidad con que las mezclas de concreto pueden ser
colocadas y compactadas.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 13/222
xiii
RESUMEN EJECUTIVO
Este trabajo de investigación plantea como objetivo principal, analizar los cambios en
la resistencia a la compresión del concreto al adicionarle residuos industriales, con el fin de
utilizarlo en diferentes elementos de construcción en Costa Rica. Los residuos utilizados para
modificar el concreto son: vidrio molido, virutas de acero 4140 y poliestireno de alto impacto
triturado (HIPS). El tipo de investigación es aplicada con un carácter experimental, y se
desarrolla al aplicar los conocimientos básicos en el concreto de uso común y documentando
los cambios producidos en el laboratorio al agregarle a la mezcla cantidades controladas de
estos residuos.
Durante la investigación se siguen los lineamientos de las normas ASTM y los
requisitos de reglamento para concreto estructural (ACI), referentes a la elección de los
agregados pétreos, manipulación del concreto fresco, fabricación, almacenaje y falla de los
cilindros de concreto. Se realizaron dos diseños de mezcla con una resistencia a la compresión
de 210 kg/cm² y 250 kg/cm², este último fue elegido para adicionarle a la mezcla la cantidad
de vidrio molido equivalente al 4%, 8% y 12% de su peso, por su parte las virutas de acerofueron agregadas a esta mezcla en una cantidad equivalente al 2%, 4% y 6% de su peso, y por
último, el poliestireno de alto impacto fue agregado al concreto en una cantidad equivalente al
2%, 4% y 6% de su peso.
Al finalizar los trabajos de laboratorio, una vez obtenidos los datos de las diferentes
mezclas de concreto, se muestran tablas con los costos de materiales para la producción, así
como gráficos comparativos de la resistencia, revenimiento y densidad de cada dosificación
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 14/222
xiv
CONTENIDO
Pag
CAPITULO I ………………………………………………………………………… 33
Introducción ………………...………………………………………………………... 33
1.1 Planteamiento del tema de estudio …………………………………….. 33
1.2 Antecedentes ………………….………………………………………... 34
1.3 Descripción del proyecto …………………………….………………… 37
1.4 Justificación …………………………………………………….……… 39
1.5 Objetivo general ……………………………………………………… .. 42
1.6 Objetivos específicos …………………………………………………... 42
1.7 Alcances y limitaciones ………………………………………………... 43
1.7.1 Alcances .………………….………………………..………………... 43
1.7.2 Limitaciones .…...…………………………………………………… 44
1.8 Cronograma del desarrollo del trabajo final de graduación …………... 46
CAPITULO II ………………………………………………………………………... 50
Marco Teórico ………………...……………………………………………………… 50
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 15/222
xv
2.1 Concreto ………………….…………………………………………….. 50
2.2 Resistencia a la compresión del concreto ………………………….…... 52
2.3 Resistencia a la tensión del concreto …………………………………... 54
2.4 Durabilidad y permeabilidad del concreto ……………………………... 54
2.5 Concretos de alta resistencia a la compresión ………………………..... 55
2.6 Materiales …………………………………………………………… .... 56
2.6.1 Agregados ………………………………………………………........ 56
2.6.1.1 Analisis granulométrico con mallas ……………………….......... 59
2.6.1.2 Modulo de finura (MF) ……………………………………….. 60
2.6.2 Cemento …………………………………………………………… ... 61
2.6.3 Agua ….……………………………………………………………… 64
2.7 Dosificación de una mezcla de concreto ……………………………..... 65
2.8 Muestras de concreto ………………………………………………....... 66
2.8.1 Tipos de falla en pruebas a compresión del concreto …………….… 67
2.9 Mezclado del concreto .………………………………………………… 70
2.10 Control durante el transporte, vaciado, vibrado y curado del concreto … 71
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 16/222
xvi
2.11 Residuos …………………………………………………………… ....... 73
2.11.1 Clasificación de los residuos ………………………………………... 74
2.11.2 Clasificación de los residuos según su peligrosidad ………………… 74
2.11.2.1 Residuos no peligrosos …………………………………………. 74
2.11.2.2 Residuos peligrosos …………………………………………….. 75
2.11.3 Residuos industriales .………………………………………………... 75
2.12 Materiales Industriales …………………………………………………. 77
2.13 Residuos industriales utilizados en el proyecto ………….…………….. 78
2.13.1 Vidrio ………………………….…………………………………….. 78
2.13.2 Acero ………………………………………………………………... 81
2.13.3 Poliestireno ………………………………………………………….. 87
CAPITULO III …………………………………...………………………………….. 91
Marco metodológico ……………………………………………………………….. 91
3.1 Aspectos Generales …….………………………………………………. 91
3.2 Pruebas a los agregados ……………………………………………….. 92
3.2.1 Práctica estándar para agregados de muestreo, ASTM D75 ………… 92
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 17/222
xvii
3.2.2 Practica estándar para la reducción de las muestras de agregadoa tamaños de prueba, ASTM C702 ….……………………………...... 94
3.2.3 Método de prueba estándar para el contenido total de humedadevaporable del agregado mediante secado, ASTM C566 …….……... 95
3.2.4Método de prueba estándar para la densidad, densidad relativa(gravedad específica) y absorción de los agregados gruesoy fino, ASTM C127, ASTM C128 ………………………………….. 97
3.2.5 Método de prueba estándar para el Análisis de tamiz deagregados finos y gruesos, ASTM C136 ……………………………. 102
. 3.2.6. Método de prueba estándar para la densidad aparentey los vacíos en el agregado, ASTM C29 ……………………………. 105
3.3 Fabricación y tratamiento de las muestras de concreto ……………….. .
108
3.3.1 Método de ensayo estándar para la determinación del revenimientoen el concreto a base de cemento hidráulico, ASTM C143 ..……...…. 108
3.3.2 Práctica normalizada para muestreo de concreto reciénmezclado, ASTM C172 ……………………………………………... 110
3.3.3 Práctica estándar para fabricación y curado en la obrade especímenes, ASTM C31 ………………………………………... 111
3.3.4 Método de ensayo normalizado para resistencia a la compresión deespecímenes cilíndricos de concreto, ASTM C39 ….……………….. 113
3.4 Diseño de mezcla de concreto ………………………………………..... 115
3.4.1 Concreto A2 (250 kg/m²) modificado con vidrio …………………… 118
3.4.1.1 Concreto A2 (250 kg/m²) modificado con vidrio,4% de su masa total ……………………………………………... 119
3.4.1.2 Concreto A2 (250 kg/m²) modificado con vidrio,8% de su masa total ……………………………………………... 120
3.4.1.3 Concreto A2 (250 kg/m²) modificado con vidrio,12% de su masa total …………………………………………... 121
3.4.2 Concreto A2 (250 kg/m²) modificado con Acero ……………………. 122
3.4.2.1 Concreto A2 (250 kg/m²) modificado con virutas de acero,2% de su masa total ……………………………………………... 123
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 18/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 19/222
xix
3.5.11 Tablas del concreto A2, modificado agregando 6% desu peso de poliestireno (HIPS) ……………………………………… 142
3.6 Gráficos de resistencia a la compresión de las mezclas de concreto …... 143
CAPITULO IV ………………………………………………………………………. 149
Análisis de resultados ……………………..…………………………………………. 149
4.1 Aspectos generales ……………….…………………………………….. 149
4.2 Análisis del concreto A1 (210 kg/cm²) y el concreto A2 (250 kg/cm²) .. 151
4.3 Análisis del concreto A2 modificado con vidrio ………………………. 154
4.4 Análisis del concreto A2 modificado con virutas de acero ……………. 159
4.5Análisis del concreto A2 modificado con poliestirenode alto impacto (HIPS) ……………………………………………….... 163
CAPITULO V ……………………………………………………………… ..………. 169
Conclusiones y recomendaciones ……………………….…………………………... 169
5.1 Conclusiones ……………………………….…………………………... 166
6.2. Recomendaciones……………………………………………………….. 172
BIBLIOGRAFIA …………………………………………………………..……….. 176
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 20/222
xx
ÍNDICE DE FIGURAS
Pag
1.1 Panteón de Agripa .………………………………………………………….... 35
1.2 Coliseo Romano ………………………………………………………....….... 35
1.3 Vertedero de Agbogbloshie, en Ghana………………………………….…..... 40
2.1 Colocación de concreto …………………………………………………..…... 52
2.2 Edificio de concreto reforzado …………………………………………...…... 52
2.3 Prensa hidráulica para ensayos de concreto ……………………………...…... 53
2.4 Agregado grueso ………………………………………………................….... 58
2.5 Agregados fino …………………………………………………………..….... 58
2.6 Equipo y compuesto para evitar el cabeceo de cilindro de concreto …….….... 67
2.7 Falla tipo 1 …………………………………………………………….....….... 67
2.8 Falla tipo 2 ……………………………………………………………….….... 68
2.9 Falla tipo 3 ……………………………………………………………….….... 68
2.10 Falla tipo 4 ………………………………………………………….......….... 69
2.11 Falla tipo 5 ……………………………………………………………...….... 69
2.12 Falla tipo 6 ……………………………………………………………...….... 69
2.13 Falla tipo 7 ……………………………………………………………...….... 70
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 21/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 22/222
xxii
3.2 Almacenaje de los agregados …………………………………………….…... 93
3.3 Pila de agregado fino …………………………………………………….….... 93
3.4 Diagrama de flujo norma ASTM C702 ………………………………….….... 94
3.5 Esquema del cuarteo de agregado ………………………………………..…... 95
3.6 Cuarteo de agregado ……………………………………………………..….... 95
3.7 Secado de las muestras en el horno ……………………………………...….... 95
3.8 Muestras pesadas para análisis de contenido de humedad ………………….... 95
3.9 Diagrama de flujo norma ASTM C566 ………………………………….….... 96
3.10 Pesaje de las muestras …………………………………………………..…... 98
3.11 Prueba del cono truncado ………………………………………………….... 98
3.12 Tamizado de la muestra ………………………………………………...….... 98
3.13 Pesaje de picnómetro, agua y agregado ………………………………..….... 98
3.14 Diagrama de flujo norma ASTM C127 ………………………………...….... 100
3.15 Diagrama de flujo norma ASTM C128 ………………………………...….... 101
3.16 Tamizado de la muestra ………………………………………………...….... 102
3.17 Muestra de agregado fino tamizada …………………………………….….... 102
3.18 Diagrama de flujo norma ASTM C136 ………………………………...….... 104

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 23/222
xxiii
3.19 Envarillado del agregado grueso ………………………………………..…... 105
3.20 Nivelado final del agregado grueso en el molde ……………………….….... 105
3.21 Diagrama de flujo norma ASTM C29 ………………………………….….... 106
3.22 Diagrama de flujo norma ASTM C143 ………………………………...….... 109
3.23 Molde utilizado en la prueba de revenimiento …………………………….... 110
3.24 Medición del revenimiento ……………………………………………..….... 110
3.25 Recolección de muestra de concreto ………………………………………... 110
3.26 Diagrama de flujo norma ASTM C172 ………………………………...….... 111
3.27 Diagrama de flujo norma ASTM C31 ………………………………….….... 112
3.28 Llenado de los cilindros ………………………………………………...…... 113
3.29 Preparación de las muestras …………………………………………….…... 113
3.30 Diagrama de flujo norma ASTM C39 ………....……………………………. 114
3.31 Desmoldado de los cilindros de concreto ………………………………….... 115
3.32 Pruebas de compresión en los testigos de concreto …………………….….... 115
3.33 Diagrama de proceso de adición del vidrio …………………………….….... 118
3.34 Trituración del vidrio …………………………………………………...….... 119
3.35 Vidrio molido …………………………………………………………..….... 119
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 24/222
xxiv
3.36 Tamizado del acero 4041 ……………………………………………….….... 122
3.37 Virutas de acero ………………………………………………………...….... 122
3.38 Diagrama de flujo del proceso de adición del acero 4041 ……………..….... 123
3.39 Diagrama de flujo del proceso de adición del poliestireno de alto impacto …. 127
3.40 Tamizado del poliestireno de alto impacto ……………………………..….... 127
3.41 Adición del poliestireno de alto impacto en la batidora ……………….….. .. 127
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 25/222
xxv
INDICE DE TABLAS
Pag 1.1 Pruebas del laboratorio para caracterizar los agregados ……………………... 38
1.2 Cronograma de los trabajos desarrollados en el laboratorio …………………. 46
1.3 Cronograma del trabajo escrito del Proyecto final de graduación …………… 49
2.1 Tamaño de abertura de las mallas según normas ASTM …………………….. 60
2.2 Tipos de los cemento Portland ……………………………………….............. 64
2.3 Prefijos para indicar el proceso de fabricación del acero ……………………. 86
2.4 Uso de los Prefijos para indicar el proceso de fabricación del acero …………. 86
3.1 Porcentaje de humedad en los agregados ……………………………………. 97
3.2 Resultados de la norma ASTM C127 (agregado A) …..……………………... 99
3.3 Resultados de la norma ASTM C128 ( agregado B) ………………………… 99
3.4 Resultados de la norma ASTM C128 (agregado C) ….……………………... 99
3.5 Agregado A, requisitos de clasificación del agregadogrueso según la norma ASTM C33 ..………………………………………….. 103
3.6 Agregado B, requisitos de clasificación delagregado fino según la norma ASTM C33 ...…...…………………………….. 103
3.7 Agregado C, requisitos de clasificación delagregado fino según la norma ASTM C33 ......……………………………….. 103
3.8 Determinación de peso unitario del agregadogrueso (agregado A) suelto, ASTM C29 ………….…………………………. 107
3.9 Determinación de peso unitario del agregadogrueso (agregado A) envarillado, ASTM C29 .………………………………. 107
3.10 Determinación de peso unitario del agregadofino (agregado B) suelto, ASTM C29 …...…………………………………. 107
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 26/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 27/222
xxvii
3.33 Resultados al fallar los cilindros del concreto A1 (210 kg/m²) …………….. 132
3.34 Resumen de resultados de los cilindros del concreto A1 (210 kg/m²) ………. 132
3.35 Resultados al fallar los cilindros del concreto A2 (250 kg/m²) ...…………... 1333.36 Resumen de resultados de los cilindros del concreto A2 (250 kg/m²) ……… 133
3.37 Resultados al fallar los cilindros del concreto A2,modificado agregando 4% de su peso de vidrio molido …………………...... 134
3.38 Resumen de resultados de los cilindros del concretoA2, con vidrio molido 4% …………………………………………………... 134
3.39 Resultados de la falla de los cilindros del concreto A2,modificado agregando 8% de su peso de vidrio molido …………………….. 135
3.40 Resumen de resultados de los cilindros delconcreto A2, con vidrio molido 8% …………………………………………. 135
3.41 Resultados de la falla de los cilindros del concreto A2,modificado agregando 12% de su peso de vidrio molido …...……………… 136
3.42 Resumen de resultados de los cilindros del concreto A2,con vidrio molido 12% ………………………………………………………. 136
3.43 Resultados de la falla de los cilindros del concreto A2,
modificado agregando 2% de su peso de virutas de acero .………………….. 137
3.44 Resumen de resultados de los cilindros del concreto A2,con viruta de acero 2% ...……………………………………………………. 137
3.45 Resultados de la falla de los cilindros del concreto A2,modificado agregando 4% de su peso de virutas de acero ………………………….
138
3.46 Resumen de resultados de los cilindros del concreto A2,con viruta de acero 4% ………………………………………………………. 138
3.47 Resultados de la falla de los cilindros del concreto A2,modificado agregando 6% de su peso de virutas de acero ..………………... 139
3.48 Resumen de resultados de los cilindros del concreto A2,con viruta de acero 6% ...……………………………………………………. 139
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 28/222
xxviii
3.49 Resultados de la falla de los cilindros del concreto A2,modificado agregando 2% de su peso de HIPS …………………………….. 140
3.50 Resumen de resultados de los cilindros del concreto A2, con HIPS 2% …… 140
3.51 Resultados de la falla de los cilindros del concreto A2,modificado agregando 4% de su peso de HIPS …………………………….. 141
3.52 Resumen de resultados de los cilindros del concreto A2, con HIPS 4% ...…. 141
3.53 Resultados de la falla de los cilindros del concreto A2,modificado agregando 6% de su peso de HIPS …………………………….. 142
3.54 Resumen de resultados de los cilindros del concreto A2, con HIPS 6% ...…. 142
4.1 Costo del concreto A1 y el concreto A2 Costos (colones/m³) de cada mezcla .. 1544.2 Costo del concreto A2 y sus modificaciones con vidrio ……………………... 158
4.3 Costo del concreto A2 y sus modificaciones con viruta de acero ……………. 163
4.4 Costo del concreto A2 y susu modificaciones con poliestireno
de alto impacto triturado ……………………………………………………………. 167
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 29/222
xxix
INDICE DE GRÁFICOS
Pag
3.1 Desarrollo de la resistencia a la compresión del concreto A1 ………………. 143
3.2 Desarrollo de la resistencia a la compresión del concreto A2 ………………. 143
3.3 Desarrollo de la resistencia a la compresión del concreto A2modificado, (vidrio 4%) ….…………………………………………………. 144
3.4 Desarrollo de la resistencia a la compresión del concretoA2 modificado, (vidrio 8%) ..……………………………………………........ 144
3.5 Desarrollo de la resistencia a la compresión del concretoA2 modificado, (vidrio 12%) ………….…………………………………….. 145
3.6 Desarrollo de la resistencia a la compresión del concretoA2 modificado, (acero 2%) …………….…………………………………... 145
3.7 Desarrollo de la resistencia a la compresión del concretoA2 modificado, (acero 4%) ….……………………………………………… 146
3.8 Desarrollo de la resistencia a la compresión del concretoA2 modificado, (acero 6%) …….…………………………………………… 146
3.9 Desarrollo de la resistencia a la compresión del concretoA2 modificado, (HIPS 2%) ………….……………………………………… 147
3.10 Desarrollo de la resistencia a la compresión del concretoA2 modificado, (HIPS 4%) ……………………………...………………… 147
3.11 Desarrollo de la resistencia a la compresión del concretoA2 modificado, (HIPS 6%) ……………….................................................... 148
4.1 Comparación de resistencia a la compresión del concretoA1 y concreto A2 ……………………………………………………………. 151
4.2 Comparación del revenimiento del concreto A1 y Concreto A2 …………… 152
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 30/222
xxx
4.3 Comparación de la densidad del concreto A1 y Concreto A2 ……………… 153
4.4 Comparación de resistencias a la compresión del concretoA2 modificado con vidrio ..……………..……………………………………. 155
4.5 Disminución en porcentaje de la resistencia a la compresiónal adicionar vidrio molido al concreto A2 ....……………………………….. 156
4.6 Comparación del revenimiento del concreto A2 modificado con vidrio …… 156
4.7 Comparación de la densidad del concreto A2 modificado con vidrio ……… 157
4.8 Comparación de resistencias del concreto A2modificado con virutas de acero ……..……………………………………. 160
4.9 Disminución en porcentaje de la resistencia a lacompresión al adicionar virutas de acero al concreto A2 …….……………... 160
4.10 Comparación del revenimiento del concreto A2modificado con viruta de acero …………...……………………………….. 161
4.11 Comparación de la densidad del concretoA2 modificado con viruta de acero ……………………..………………….. 162
4.12 Comparación de resistencias del concreto A2 modificado con poliestireno .. 164
4.13 Disminución porcentual de la resistencia a la compresiónal adicionar HIPS al concreto A2 …………………...…………………….. 165
4.14 Comparación del revenimiento del concreto A2 modificado con HIPS …… 166
4.15 Comparación de la densidad del concreto A2 modificado con poliestireno .. 166
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 31/222
xxxi
ÍNDICE DE ANEXOS
Pag
Anexo A. Memoria de cálculo de prueba estándar para el contenido total de
humedad evaporable del agregado mediante secado, ASTM C566 ……………… 186
Anexo B. Hoja técnica de la arena 6mm del material
adquirido en tajo de Grupo Orosi …………………………………………………. 188
Anexo C. Memoria de cálculo método de prueba estándar
para la densidad, densidad relativa (gravedad específica) y
absorción del agregado grueso y fino …………………………………………….. 189
Anexo D. Memoria de cálculo método de prueba estándar análisisde tamiz de agregados gruesos y agregados finos, ASTM C136 …..…………….. 194
Anexo E. Memoria de cálculo método de prueba estándar
para determinar la densidad en masa (peso unitario) e índice
de huecos en los agregados, ASTM C29 …………………………….…………… 198
Anexo F. Memoria de cálculo para el diseño deconcreto A2 (250 kg/cm²) ……………………………………...…………….…… 201
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 32/222
xxxii
Anexo H. Estimación de importe tarifario por nivel de
consumo de agua, utilizada en las mezclas de concreto ………………….............. 207
Anexo I. Especificaciones técnicas del cemento utilizado en el concreto .............. 208
Anexo J. Especificaciones técnica del poliestireno de alto impacto………………. 211
Anexo K. Especificaciones técnicas del acero 4140………………………………. 213
Anexo L. Base de datos de residuos sólidos (vidrio quebrado)
de Costa Rica …………...………………………………………………………… 214
Anexo M. Base de datos de residuos sólidos (poliestireno de
alto impacto) de Costa Rica ……….……………………………………………… 215
Anexo N. Equipo utilizado en los trabajos.de laboratorio para
desarrollar el proyecto …………………...………………………………………... 216
Anexo O. Precios de la arena, piedra cuartilla y cemento
en el depósito Las Gravilias y deposito El Pochote en
Cartago a la fecha del 11/10/2013 ……………...………………………………...
222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 33/222
33
CAPITULO I
Introducción
1.1 Planteamiento del tema de estudio
La reutilización de los materiales es una idea que en los últimos años ha venido a marcar
un importante cambio en la cultura y economía de la humanidad. Es muy común que con el
paso del tiempo las construcciones lleguen al límite de su vida útil, pero buena parte de sus
elementos aún continúan siendo funcionales, al conservar sus características y resistencia.
Igualmente la industria genera una gran cantidad de desechos en sus procesos diarios, muchos
de esos residuos no pueden ser reciclados en el mismo procedimiento y no tienen un destino
final donde puedan ser utilizados de una manera que genere beneficios, inclusive muchos
terminan en basureros municipales y en el peor de los casos, en botaderos clandestinos, siendo
un desperdicio de material que en algún momento fue tratado para desarrollar características
que podrían ser de gran utilidad en diferentes ramas de la ingeniería. Es así como nace la idea
de reutilizar los materiales en nuevas obras, buscando opciones que permitan disminuir los
costos de producción.
No se puede dejar de lado el impacto ambiental que se produce al extraer los materiales
necesarios de la naturaleza para crear objetos de vidrio, plástico, metal, entre otros. En la
mayoría de estos casos hay que invertir una importante cantidad de procesos para mejorar la
calidad de los materiales, siendo esta una etapa en la que se requiere el uso de diferentes
fuentes energéticas. Así mismo, los desechos o residuos sólidos reciclables no deberían ser
almacenados y expuestos en lugares donde no cumplan alguna función, debido a que producen
una contaminación ambiental y visual no justificada.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 34/222

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 35/222
35
Se sabe que en la antigüedad los egipcios utilizaron pastas y morteros elaborados con
arcilla, yeso y cal para unir elementos de mampostería en edificaciones. Luego hacia el 500
a.C. en la Antigua Grecia se empezaron a emplear tobas volcánicas las cuales se trataron con
agua y arena y le agregaron piedras trituradas, tejas rotas o ladrillos, y así se dio origen a los primeros concretos de la historia.
Los romanos comenzaron a extraer de una comuna de Nápoles, llamada Pozzuoli,
cenizas volcánicas con el fin de utilizarlas en sus edificaciones. Dichas cenizas contenían
sílice y alúmina, que al combinarlos con agua, cal viva, arena y grava daba como resultado
una especie de cemento que fue llamado Puzzolana. Al añadirle a este, materiales de baja
densidad como la piedra pómez se logró fabricar el primer concreto aligerado de la historia.
Cabe destacar que con este concreto se construyeron desde tuberías hasta grandes
edificaciones cuyos restos aún perduran, entre las cuales podemos citar el Coliseo Romano, la
Basílica de Majencio y El Panteón de Agripa.
Fig. 1.1: Panteón de Agripa Fig. 1.2: Coliseo Romano
Posteriormente en la Edad Media, después de la caída del Imperio Romano, este
cemento Puzolánico dejo de ser usado debido a la carencia de medios técnicos, humanos y a
la falta o lejanía de depósitos de tobas volcánicas. Es hasta en los siglos XVIII y XIX que se

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 36/222
36
descubren nuevos yacimientos en Inglaterra, Europa y América que permitieron su
explotación por algunas décadas.
La verdadera revolución del concreto se dio en el año 1824 en Inglaterra. Fue allí dondeun constructor llamado Josep Aspdin, después de muchos trabajos de laboratorio realizados en
materiales calcáreos, arcillosos y otros asociados con óxido de hierro, como alúmina y sílice;
estableció un procedimiento mediante el cual estos materiales son pulverizados, luego pasan
por una etapa de calentamiento y por último se modifican las escorias resultantes, para obtener
un polvo fino que logró patentizar como un tipo de cemento al que llamo “Cemento Portland”.
El uso de este cemento fue creciendo con el paso de los años, cada vez más los usuarios
mostraron su conformidad con las ventajas que ofrecía el producto, el cual inicialmente se
colocó como estuco. Fue así como en el año 1868 se introdujo a los Estados Unidos,
posteriormente dos años después se fabricó el primer cemento Portland en ese país.
El interés que despertó este útil material, permitió la intervención de muchas personas
comprometidas en descubrir una forma en la cual se podían aprovechar las ventajas que
ofrecía, y al mismo tiempo disminuir los inconvenientes que presentaba al ser colocado en la
obra, pues con la experiencia que iban adquiriendo descubrieron que cuando se le aplicaban
una carga en compresión se comportaba con una alta resistencia estructural, mientras que si leaplicaban esfuerzos en tensión, el concreto presentaba fisuras y terminaba fallando aún cuando
las cargas eran bajas. De esta manera se abrió el camino de nuevas técnicas, entre ellas
podemos citar el concreto reforzado con acero, siendo este quizá uno de los mayores avances
en la construcción.
Nombres como Joseph Lambot, Joseph Monier, Francois Coignet, William Fairbairn,
William B. Wilkinson, Francois Hennebique y el aleman G.A. Wayss entre otros, comenzaron
a realizar pruebas tanto en laboratorio como en campo, al lograr un importante aporte en el
crecimiento del uso del concreto reforzado en la ingeniería.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 37/222
37
En la actualidad el concreto es el material más utilizado en industria de la construcción
debido a su manejabilidad, dureza, impermeabilidad, resistencia, facilidad de producción y
economía, logrando así una de las propuestas más atractivas en la sociedad para erigir
cualquier tipo de obra que permita satisfacer las necesidades de la población en general.
El concreto comúnmente se emplea en obras de arquitectura e ingeniería, tales como
edificios, puentes, diques, túneles, etc. Está constituido principalmente por cuatro
componentes: arena, piedra, cemento y agua, formando una composición homogénea. Al
mezclar el agua y el cemento se comienzan a producir una serie de reacciones químicas que
dan como resultado el endurecimiento del material. Adicional a los componentes mencionados
anteriormente se han creado ciertos aditivos, capaces de modificar algunas de las
características de concreto según la necesidad del constructor, entre estos podemos nombrar
retardantes, aceleradores, colorantes e impermeabilizadores.
Hoy en día se obtienen concretos con resistencias a la compresión, normalmente entre
un rango de los 150 kg/cm² a 500 kg/cm², e inclusive en casos aislados se fabrican concretos
capaces de resistir hasta 2000 kg/cm2, sin embargo, la resistencia a la tracción que posee es
muy poca, ya que esta generalmente oscila de un 10% a un 15% de la resistencia a la
compresión. Debido a esto comúnmente es necesario el uso del acero en los elementos deconstrucción fabricados con concreto.
1.3 Descripción del proyecto.
En este estudio se hace uso de tres desechos industriales el vidrio, el poliestireno de alto
impacto (HIPS) y las virutas de acero. Se Agregan cantidades controladas de estos materiales
a la mezcla de concreto, y se analizan qué sucede con las propiedades de resistencia a la
compresión en los cilindros de prueba.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 38/222
38
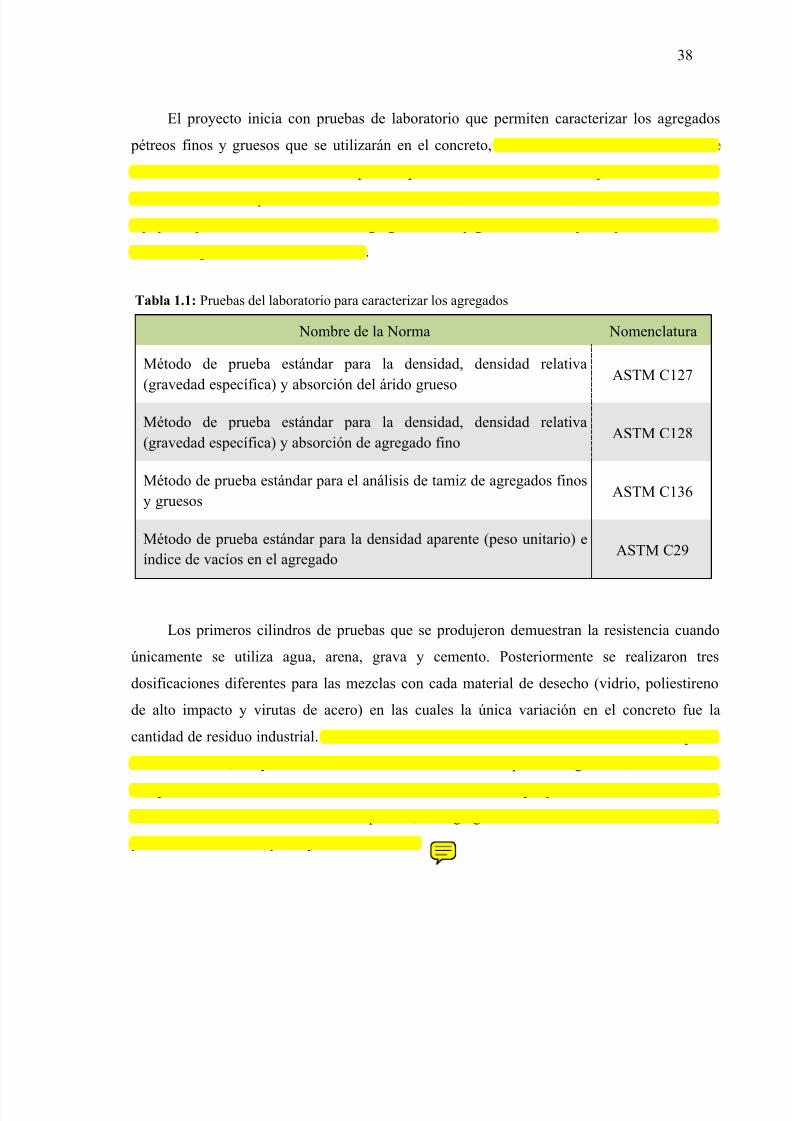
El proyecto inicia con pruebas de laboratorio que permiten caracterizar los agregados
pétreos finos y gruesos que se utilizarán en el concreto, con el fin de realizar un diseño de
mezcla con una resistencia a la compresión previamente definida. El trabajo de laboratorio se
desarrolló en el campus de la Universidad Fidélitas, sede Santa Marta, Montes de Oca. Con elequipo disponible se realizaron a los agregados finos y gruesos los ensayos especificados en la
tabla 1.1 siguiendo las normas ASTM.
Tabla 1.1: Pruebas del laboratorio para caracterizar los agregados
Nombre de la Norma Nomenclatura
Método de prueba estándar para la densidad, densidad relativa(gravedad específica) y absorción del árido grueso
ASTM C127
Método de prueba estándar para la densidad, densidad relativa(gravedad específica) y absorción de agregado fino
ASTM C128
Método de prueba estándar para el análisis de tamiz de agregados finosy gruesos
ASTM C136
Método de prueba estándar para la densidad aparente (peso unitario) eíndice de vacíos en el agregado
ASTM C29
Los primeros cilindros de pruebas que se produjeron demuestran la resistencia cuando
únicamente se utiliza agua, arena, grava y cemento. Posteriormente se realizaron tres
dosificaciones diferentes para las mezclas con cada material de desecho (vidrio, poliestireno
de alto impacto y virutas de acero) en las cuales la única variación en el concreto fue la
cantidad de residuo industrial. Para cada combinación se tomaron muestras en cilindros que se
fallaron a los 7, 14 y 28 días con el fin de obtener dos importantes gráficos, uno indica el
comportamiento de resistencia de concreto a través del tiempo y el otro muestra la forma
como varía la resistencia a la compresión, al agregar cantidades controladas de vidrio,
poliestireno de alto impacto y virutas de acero.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 39/222
39
Los resultados demuestran si al integrar dichos materiales a una cierta dosificación
aumenta, se mantiene o disminuye la resistencia a la compresión del concreto. Antes de
obtener los resultados finales de esta investigación, se pueden plantear algunas hipótesis:
1) En el caso de que aumente la resistencia se concluiría que puede alcanzarse una
resistencia dada con menores cantidades de cemento, es decir, mayor cantidad de
concreto por un precio similar. Esto sería un buen resultado en primera instancia
pues, como bien sabemos, el cemento es el componente más costoso en el diseño
de una mezcla.
2) De mantenerse la resistencia al agregar estos residuos, se podría concluir que la
ganancia seria en el aumento del volumen de la mezcla.
3) En el caso en que los desechos industriales disminuyan la resistencia a la
compresión del concreto, se analizará la factibilidad de usarse como un concreto
ecológico, por consiguiente, se debe colocar en una balanza el costo del concreto,
su resistencia y el beneficio de reutilizar materiales catalogados como desechos,
que en muchas ocasiones termina en botaderos clandestinos o basureros
municipales.
Para los tres casos anteriores se analizará la densidad del concreto.
1.4 Justificación
El mal manejo de los desechos de la industria es uno de los aspectos que más impacta
negativamente en el medio ambiente, y es, uno de los problemas de mayor preocupación para
los gestores ambientales y para el país en general.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 40/222
40
El crecimiento demográfico en América Latina se triplicó en las últimas seis décadas y
nuestro país no escapa a este fenómeno. Adicional a esto el estilo de vida de las personas ha
cambiado considerablemente. Aspectos como el desarrollo en campo de la infraestructura, los
avances en la tecnología y el mejoramiento de la calidad de vida han originado un aumento progresivo y no controlado del volumen de desechos.
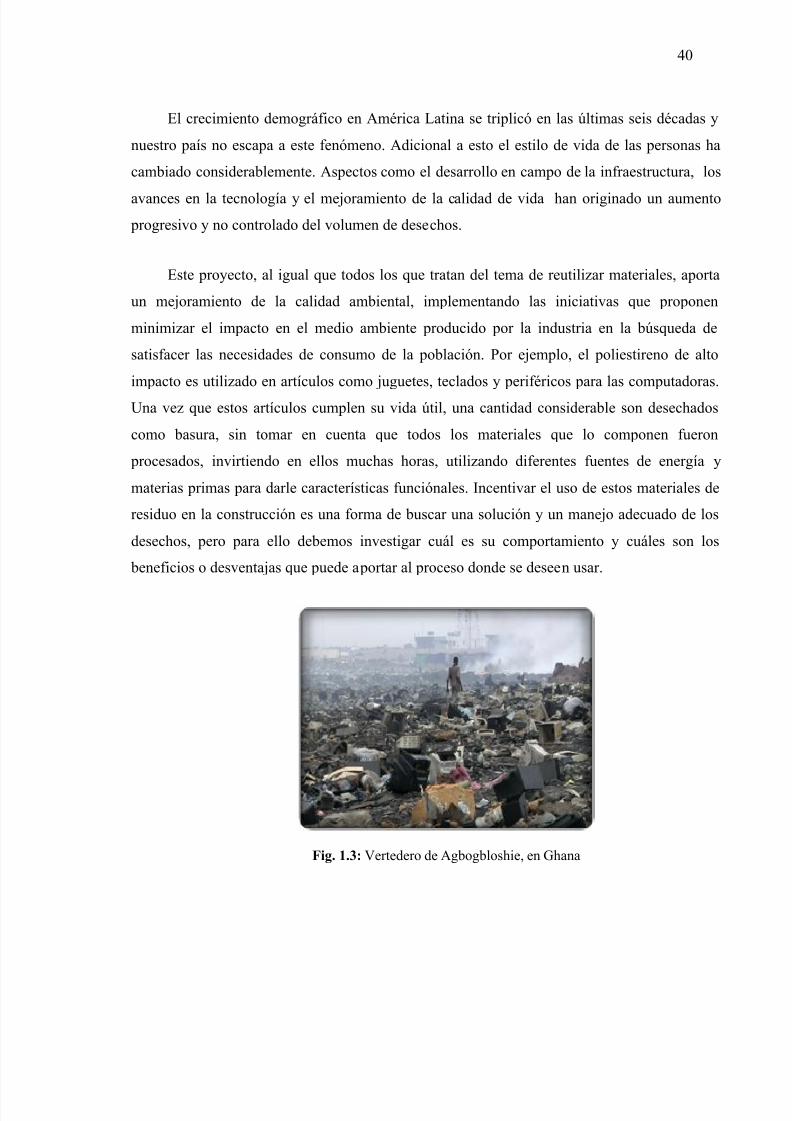
Este proyecto, al igual que todos los que tratan del tema de reutilizar materiales, aporta
un mejoramiento de la calidad ambiental, implementando las iniciativas que proponen
minimizar el impacto en el medio ambiente producido por la industria en la búsqueda de
satisfacer las necesidades de consumo de la población. Por ejemplo, el poliestireno de alto
impacto es utilizado en artículos como juguetes, teclados y periféricos para las computadoras.
Una vez que estos artículos cumplen su vida útil, una cantidad considerable son desechados
como basura, sin tomar en cuenta que todos los materiales que lo componen fueron
procesados, invirtiendo en ellos muchas horas, utilizando diferentes fuentes de energía y
materias primas para darle características funciónales. Incentivar el uso de estos materiales de
residuo en la construcción es una forma de buscar una solución y un manejo adecuado de los
desechos, pero para ello debemos investigar cuál es su comportamiento y cuáles son los
beneficios o desventajas que puede aportar al proceso donde se deseen usar.
Fig. 1.3: Vertedero de Agbogbloshie, en Ghana
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 41/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 42/222
42
Si se analiza el caso de las virutas de acero producidas en los talleres de mecánica de
precisión, esta tiene un precio aproximado en el mercado de 100 colones por kilogramo y tiene
una densidad aproximada de 7,85 g/cm3 (ver anexo K). Por lo tanto, el metro cúbico tiene un
costo de 785 000,00 colones, el cual es bastante elevado. Existe la posibilidad como hipótesisde trabajo que al adicionarle estas virutas a la mezcla, el concreto aumente considerablemente
su resistencia. De ser así, se puede reducir la cantidad de cemento en la mezcla por lo cual
surge el factor económico como un nuevo motivo de análisis, relacionando cuánto se invierte
al agregar las virutas de acero y cuánto se economiza al reducir la cantidad de cemento en el
concreto.
1.5 Objetivo general
Analizar los cambios en la resistencia a la compresión del concreto al adicionarle
residuos industriales, con el fin de utilizarlo en diferentes elementos de construcción en Costa
Rica.
1.6 Objetivos específicos
a) Analizar variaciones en resistencia y peso del concreto al variar las proporciones de
desechos industriales (vidrio molido, poliestireno de alto impacto y virutas de acero).
b) Realizar un análisis comparativo en los resultados de las pruebas estándar para la
resistencia a la compresión de los cilíndricos de concreto, fabricados con las diferentes
dosificaciones, para determinar si los cambios son significativos.
c) Investigar y recomendar posibles usos que se le pueden dar al concreto modificado con
desechos industriales (vidrio molido, poliestireno de alto impacto y virutas de acero),
en diferentes elementos de la construcción.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 43/222
43
d) Realizar un análisis comparativo a nivel económico, al utilizar el concreto con
diferentes desechos industriales (vidrio molido, poliestireno de alto impacto y virutas
de acero) en la construcción.
1.7 Alcances y limitaciones.
1.7.1 Alcances
a) Sentar las bases para nuevos proyectos de investigación relacionados con los temas
de materiales alternativos, reúso e impacto ecológico.
b) Incentivar el uso de residuos industriales (vidrio, poliestireno de alto impacto y virutas
de acero) en las mezclas de concreto, como un aporte a la calidad del medio ambiente.
c) Estudiar la posibilidad de que el concreto modificado con residuos industriales pueda
sustituir en determinados elementos al concreto de uso común.
d) Analizar los resultados al fallar nueve cilindros de cada dosificación, tres cilindros a
los 7 días, tres a los 14 días y los restantes a los 28 días de producida la mezcla
e) Variar las dosificaciones en las mezclas de concreto al manipular únicamente los
residuos industriales, conservando las cantidades originales de agregado grueso,
agregado fino, agua y cemento
f) Realizar el estudio con fines de investigación. No necesariamente todos los concretos
obtenidos deben ser viables en lo técnico como en lo económico.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 44/222
44
g) Analizar la factibilidad técnica y económica de cada una de las mezclas de concreto y
proponer recomendaciones al respecto.
h) Analizar las muestras de concreto, cumpliendo con los requisitos de reglamento para elconcreto estructural (ACI-318S-05)
i) Desarrollar el proyecto respetando las normas ASTM, Las normas utilizadas serán
ASTM D75, ASTM C702, ASTM C127, ASTM C128, ASTM C33, ASTM C136,
ASTM C29, ASTM C31 y ASTM C143.
1.7.2 Limitaciones
a) Las pruebas de laboratorio fueron desarrolladas por estudiantes que cuentan con el
conocimiento técnico y práctico de las normas de necesaria aplicación en el proyecto.
b) La ausencia de modernos equipos programables en el laboratorio para realizar las
pruebas, limitan la precisión en los datos finales
c) No se estudiará la variación en la cantidad de cemento en las muestras para obtener
resistencias similares, pues este es tema suficiente para otro proyecto de investigación,
no obstante los resultados aquí obtenidos permitirán establecer las hipótesis de trabajo
de futuras investigaciones.
d) Debido a la carencia de equipo en el laboratorio de la universidad, únicamente se
obtendrán datos de resistencia a la compresión del concreto. Las pruebas de esfuerzo
cortante, flexión y durabilidad, entre otras, son tema suficiente para otros proyectos
que se podrán realizar en el futuro.
e) Debido a limitaciones de tiempo y a lo extenso de las pruebas no se caracterizarán los
materiales de residuos industriales que se utilizarán en las mezcla de concreto. La

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 45/222
45
caracterización físico-mecánica de los materiales de desecho es tema para todo un
proyecto completo. Únicamente se especificará el tamaño máximo de las partículas y
los demás datos serán tomados de la hoja técnica de dicho material.
f) Este estudio se limita a la comparación con las propiedades del concreto estándar para
propósito general (resistencia a la compresión de 210 kg/cm² a 250 kg/cm²).
g) Los trabajos en el laboratorio se realizaron en una época de mejoramiento y
remodelación de las instalaciones, por lo que en algunas ocasiones el ambiente para la
ejecución de los ensayos no fue el óptimo.
h) Este documento no considera las pruebas de durabilidad, tensión, corte, entre otrasdebido a que se escapan del alcance de la investigación.
i) Los costos de los residuos industriales procesados para adicionarlos al concreto serán
aproximados, tomando como referencia el costo de procesos similares. Esto se debe a
que en la actualidad, para el fin perseguido por este estudio, no existen suministros de
residuos triturados o técnicas especificadas para procesarlos.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 46/222
46
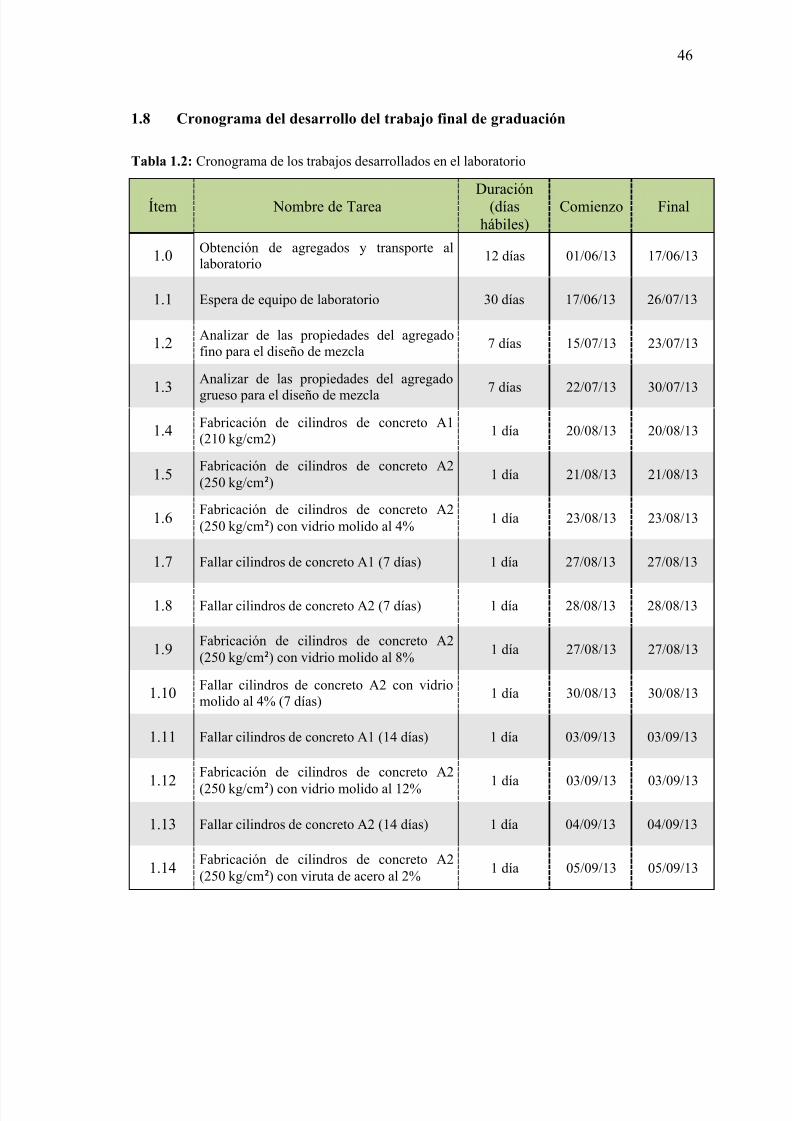
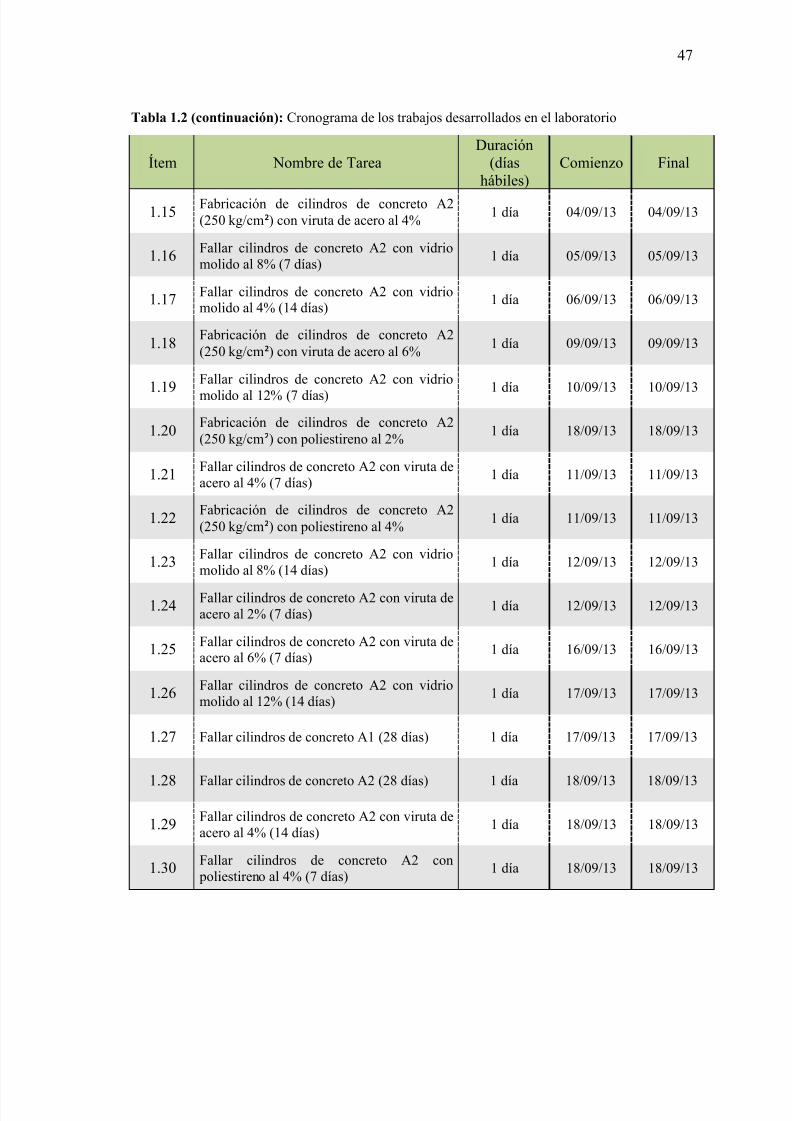
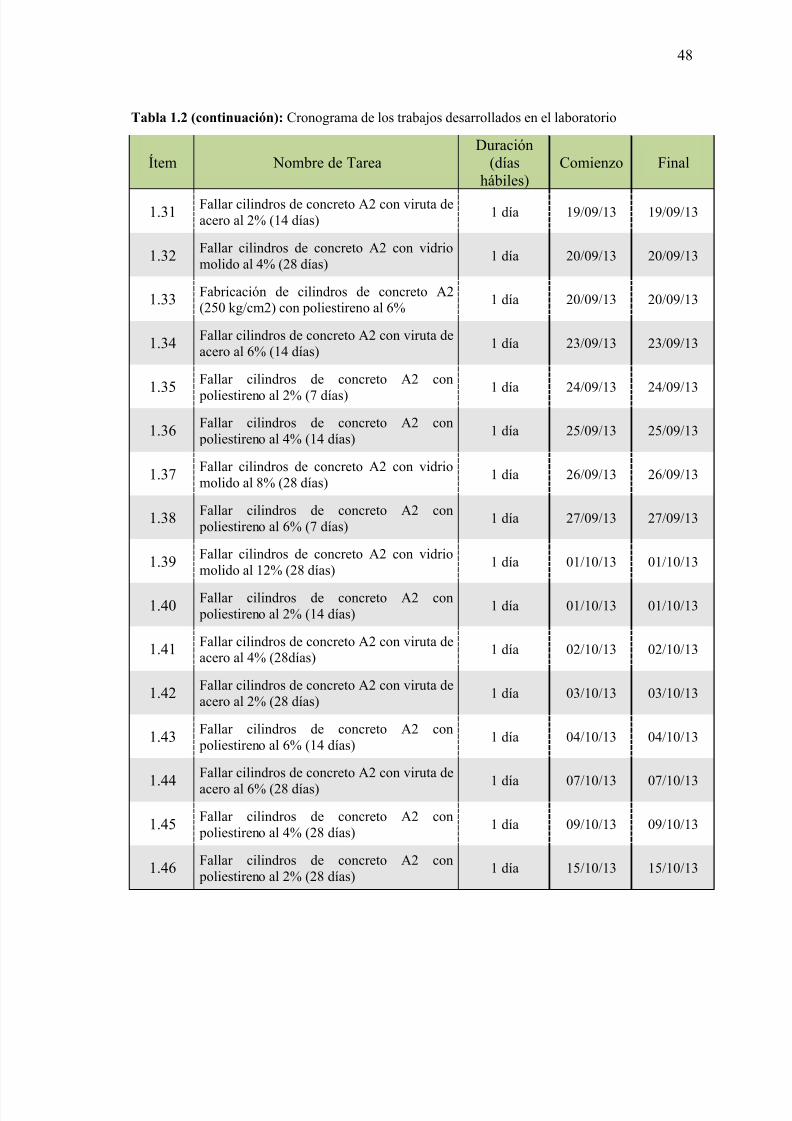
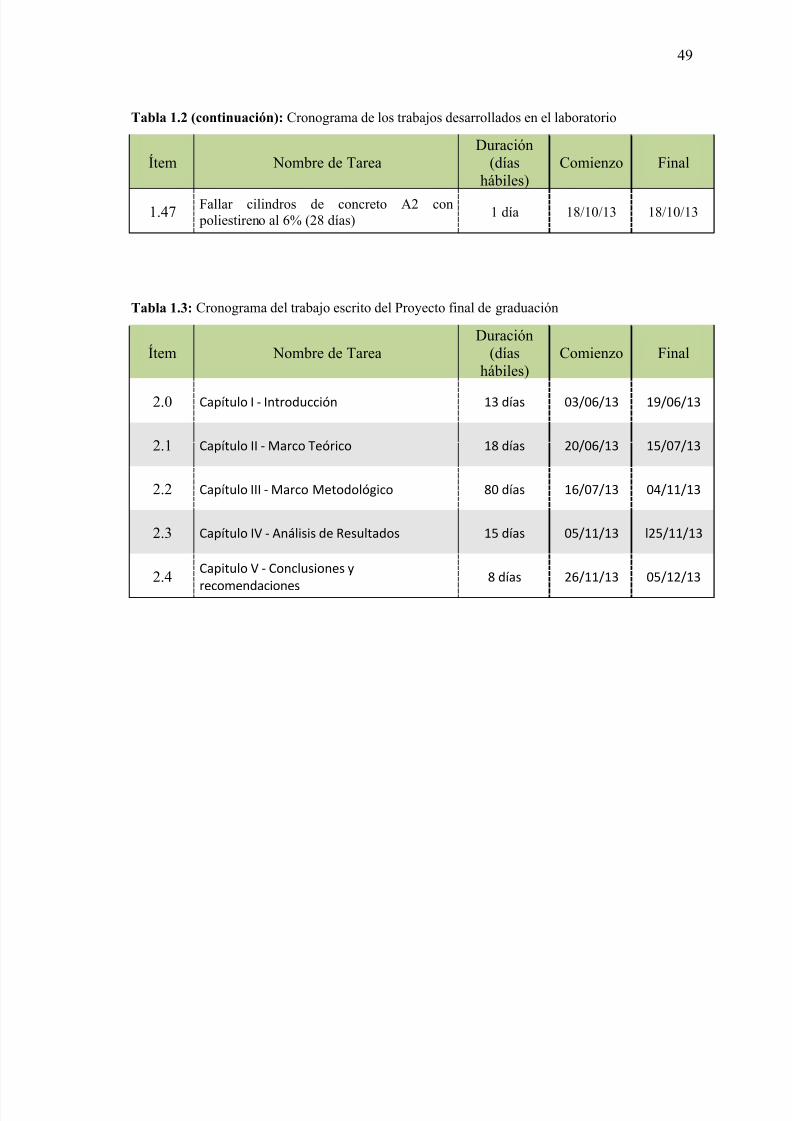
1.8 Cronograma del desarrollo del trabajo final de graduación
Tabla 1.2: Cronograma de los trabajos desarrollados en el laboratorio
Ítem Nombre de Tarea Duración(díashábiles)
Comienzo Final
1.0Obtención de agregados y transporte allaboratorio
12 días 01/06/13 17/06/13
1.1 Espera de equipo de laboratorio 30 días 17/06/13 26/07/13
1.2Analizar de las propiedades del agregadofino para el diseño de mezcla
7 días 15/07/13 23/07/13
1.3
Analizar de las propiedades del agregado
grueso para el diseño de mezcla 7 días 22/07/13 30/07/13
1.4Fabricación de cilindros de concreto A1(210 kg/cm2)
1 día 20/08/13 20/08/13
1.5Fabricación de cilindros de concreto A2(250 kg/cm²)
1 día 21/08/13 21/08/13
1.6Fabricación de cilindros de concreto A2(250 kg/cm²) con vidrio molido al 4%
1 día 23/08/13 23/08/13
1.7 Fallar cilindros de concreto A1 (7 días) 1 día 27/08/13 27/08/13
1.8 Fallar cilindros de concreto A2 (7 días) 1 día 28/08/13 28/08/13
1.9Fabricación de cilindros de concreto A2(250 kg/cm²) con vidrio molido al 8%
1 día 27/08/13 27/08/13
1.10Fallar cilindros de concreto A2 con vidriomolido al 4% (7 días)
1 día 30/08/13 30/08/13
1.11 Fallar cilindros de concreto A1 (14 días) 1 día 03/09/13 03/09/13
1.12
Fabricación de cilindros de concreto A2
(250 kg/cm²) con vidrio molido al 12% 1 día 03/09/13 03/09/13
1.13 Fallar cilindros de concreto A2 (14 días) 1 día 04/09/13 04/09/13
1.14Fabricación de cilindros de concreto A2(250 kg/cm²) con viruta de acero al 2%
1 día 05/09/13 05/09/13
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 47/222
47
Tabla 1.2 (continuación): Cronograma de los trabajos desarrollados en el laboratorio
Ítem Nombre de TareaDuración
(díashábiles)
Comienzo Final
1.15 Fabricación de cilindros de concreto A2(250 kg/cm²) con viruta de acero al 4%
1 día 04/09/13 04/09/13
1.16 Fallar cilindros de concreto A2 con vidriomolido al 8% (7 días)
1 día 05/09/13 05/09/13
1.17 Fallar cilindros de concreto A2 con vidriomolido al 4% (14 días)
1 día 06/09/13 06/09/13
1.18Fabricación de cilindros de concreto A2(250 kg/cm²) con viruta de acero al 6%
1 día 09/09/13 09/09/13
1.19
Fallar cilindros de concreto A2 con vidrio
molido al 12% (7 días) 1 día 10/09/13 10/09/13
1.20Fabricación de cilindros de concreto A2(250 kg/cm²) con poliestireno al 2%
1 día 18/09/13 18/09/13
1.21 Fallar cilindros de concreto A2 con viruta deacero al 4% (7 días)
1 día 11/09/13 11/09/13
1.22Fabricación de cilindros de concreto A2(250 kg/cm²) con poliestireno al 4%
1 día 11/09/13 11/09/13
1.23 Fallar cilindros de concreto A2 con vidriomolido al 8% (14 días)
1 día 12/09/13 12/09/13
1.24 Fallar cilindros de concreto A2 con viruta deacero al 2% (7 días)
1 día 12/09/13 12/09/13
1.25 Fallar cilindros de concreto A2 con viruta deacero al 6% (7 días)
1 día 16/09/13 16/09/13
1.26 Fallar cilindros de concreto A2 con vidriomolido al 12% (14 días)
1 día 17/09/13 17/09/13
1.27 Fallar cilindros de concreto A1 (28 días) 1 día 17/09/13 17/09/13
1.28 Fallar cilindros de concreto A2 (28 días) 1 día 18/09/13 18/09/13
1.29 Fallar cilindros de concreto A2 con viruta deacero al 4% (14 días)
1 día 18/09/13 18/09/13
1.30 Fallar cilindros de concreto A2 con poliestireno al 4% (7 días)
1 día 18/09/13 18/09/13
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 48/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 49/222
49
Tabla 1.2 (continuación): Cronograma de los trabajos desarrollados en el laboratorio
Ítem Nombre de TareaDuración
(díashábiles)
Comienzo Final
1.47 Fallar cilindros de concreto A2 con poliestireno al 6% (28 días)
1 día 18/10/13 18/10/13
Tabla 1.3: Cronograma del trabajo escrito del Proyecto final de graduación
Ítem Nombre de TareaDuración
(díashábiles)
Comienzo Final
2.0 Capítulo I - Introducción 13 días 03/06/13 19/06/13
2.1 Capítulo II - Marco Teórico 18 días 20/06/13 15/07/13
2.2 Capítulo III - Marco Metodológico 80 días 16/07/13 04/11/13
2.3 Capítulo IV - Análisis de Resultados 15 días 05/11/13 l25/11/13
2.4Capitulo V - Conclusiones y
recomendaciones
8 días 26/11/13 05/12/13

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 50/222
50
CAPITULO II
Marco Teórico
2.1 Concreto
El concreto es una mezcla de materiales pétreos unidos por medio de una pasta de
cemento y agua. El cemento interactúa químicamente con el agua para formar una matriz que
aglutina los agregados para formar un conglomerado sólido. El agua, además de ser requerida
para lograr la reacción química, es muy importante a la hora de darle una consistencia
adecuada a la mezcla que permita llenar los encofrados, sin dejar vacíos en la estructura. En
ocasiones se recurre a agregar aditivos a la mezcla con el fin de cambiar algunas
características del concreto, tales como la ductilidad, la durabilidad y el tiempo de fraguado.
Durante muchos años el concreto ha sido el material usado en la construcción por
excelencia. Su alta demanda se debe básicamente a que puede tomar cualquier forma que undiseñador desee, siempre que cuente con moldes o formaletas capaces de retenerlo cuando se
encuentra en su estado plástico. Una vez endurecido este material, presenta una gran
resistencia a los efectos climáticos; además posee un buen comportamiento cuando se expone
al fuego.
El costo de la materia prima para producir la mezcla es relativamente bajo, a excepción
del cemento que es el ingrediente de mayor costo debido a su proceso industrial. Sin embargo,
es uno de componentes minoritarios en el conglomerado, el resto se obtiene de canteras, donde
se extrae y se procesa para obtener los tamaños de partículas requeridos. Debido a que el
concreto está compuesto en su mayor parte por arena y piedra (75% en volumen
aproximadamente), se comporta de una manera similar a los agregados pétreos, presentando
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 51/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 52/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 53/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 54/222
54
2.3 Resistencia a la tensión del concreto
La resistencia a la tensión del concreto es sumamente baja, por ende generalmente se
desprecia a la hora de hacer diseños estructurales. En valores porcentuales, la resistencia a latensión ronda entre el 8% y el 15% de la resistencia a la compresión. La principal razón de
este fenómeno se debe a que el concreto posee una gran cantidad de grietas, las cuales al
aplicarles cargas de tensión aumentan su tamaño, por lo tanto provoca la falla en el concreto.
2.4 Durabilidad y permeabilidad del concreto
Una de las propiedades más importantes del concreto sin lugar a dudas es la durabilidad,
ya que es necesario que sea capaz de resistir las condiciones para las cuales ha sido diseñado.
Existen varias causas por las cuales se puede ver afectada la durabilidad de un concreto,
estas se pueden clasificar en físicas, mecánicas y químicas. Las causas físicas no son
importantes en nuestro medio, son producidas debido a la tensión por congelamiento. Esto se
presenta cuando el agua en el concreto se congela, debido a esto sufre un incremento de
volumen de aproximadamente un 9%. Al bajar la temperatura del concreto, la congelación se
da gradualmente, por lo que el agua que aún no se congela en los poros capilares está sometida
a presión hidráulica por el volumen expandido del hielo. De no liberarse esa presión, los
esfuerzos internos de tensión pueden provocar alguna fractura en el concreto.
Las causas mecánicas por lo general están relacionadas con la abrasión. Este fenómeno
lo ocasiona el deslizamiento o raspado que pueda causar desgaste en el concreto, por ejemplo,
el desgaste producido por cargas de tránsito en obras viales, o en estructuras hidráulicas, la
acción erosionante del agua.
Las causas químicas están directamente relacionadas con ataques de sulfatos, ácidos,
agua de mar y cloruros, los cuales inducen a la corrosión del acero de refuerzo. Para que esto
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 55/222
55
suceda, estos agentes químicos deben penetrar la masa de concreto, de aquí la importancia de
la impermeabilidad del mismo.
Se puede definir la permeabilidad como la facilidad que tienen los líquidos y los gasesde viajar a través del concreto. Aunque no existen pruebas normadas por ASTM, se puede
determinar la permeabilidad por medio de una simple prueba de laboratorio. Esta consiste en
fabricar un espécimen de concreto, sellar los lados y agregar únicamente bajo la presión de la
superficie superior. Luego de 10 días se mide la cantidad de agua que fluye a través de una
capa de concreto durante un tiempo determinado.
La impermeabilidad del concreto es de gran importancia para la construcción de tanques
de almacenaje de líquidos o recipientes que soporten la presión de los gases. Esta
característica depende principalmente de la relación agua/cemento y de la edad del concreto.
2.5 Concretos de alta resistencia a la compresión
Se definen como concretos de alta resistencia a la compresión a aquellos que sobrepasan
los 420 kg/cm2, también se les puede definir con el nombre de concretos de alto desempeño.
Este nombre se debe a las demás características que poseen, un ejemplo de ellas es la baja
permeabilidad que los hace más durables con relación a los demás concretos.
Para producir una mezcla de este tipo es muy importante que el agregado grueso sea de
muy alta resistencia, por lo cual es posible que no se encuentre disponible en el mercado local
o se tenga un difícil acceso a él. Además, es necesario ejercer un control de calidad muy
estricto, principalmente en el mezclado, colado y curado, sin dejar de lado la pureza de los
materiales, los cuales debe estar rigurosamente limpios.
Jack McCormac aduce que utilizando aditivos como gas de sílice y súper plastificadores,
fácilmente se pueden obtener resistencias de 420 kg/cm2 a 700 kg/cm2.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 56/222
56
(…) el gas de sílice, que es más del 90% de bióxido de silicio, es un polvo
extraordinariamente fino que varía en color de gris claro a gris oscuro y puede aún ser
de color gris azul verdoso, y se obtiene en hornos de arco eléctrico como producto
secundario durante la producción de silicio metálico. Se encuentra disponible en polvo
y líquido. La cantidad de gas de sílice usado en una mezcla varía de 5% a 30% del peso
del cemento. (…) Jack McCormac, Quinta edición, Diseño de Concreto Reforzado, pág.
22.
Las partículas de sílice tiene una área de superficie por unidad de peso aproximadamente
de 40 a 60 veces las de cemento portland. Esta característica hace que la relación agua
cemento sea menor, por tanto la resistencia del concreto aumentará.
Cuando se utiliza el gas de sílice, se ocasiona un incremento en la densidad del concreto
debido a que las partículas ultra finas se dispersan entre las partículas del cemento logrando
una mezcla más compacta, esto causa una reducción importante en la trabajabilidad, por ende,
es necesario agregar súper plastificadores a la mezcla.
Los súper plastificadores (reductores de agua de alto rango), son agregados a los
concretos para aumentar su trabajabilidad, Su fabricación se hace al tratar formaldehido onaftalina con ácido sulfúrico. Esta combinación reduce la viscosidad de la mezcla, por lo
tanto, se pueden utilizar menores relaciones agua/cemento.
2.6 Materiales
2.6.1 Agregados
Generalmente se definen los agregados como materiales pétreos que se utilizan para la
fabricación del concreto, estos ocupan entre el 70% y el 75% de la masa endurecida, lo demás
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 57/222
57
está constituido por la pasta de cemento, agua no combinada (agua que no fue utilizada en el
proceso de hidratación) y vacíos de aire.
Comúnmente el principal objetivo en una mezcla de concreto es obtener la mayordensidad, al reducir en la medida de lo posible la cantidad de vacíos. Con esto se logra que el
concreto desarrolle un mejor desempeño en resistencia, impermeabilización y durabilidad. Es
por esta razón que se debe supervisar cuidadosamente la graduación del tamaño de las
partículas de los agregados.
Según la Normas ASTM C33, los agregados se clasifican en finos (arena) y gruesos
(piedra triturada). El material fino es el que está conformado por partículas con un tamaño que
les permita sobrepasar la malla n.° 4 (tamiz con una abertura de de pulgada). El material
más grueso que este y que sea retenido por la malla n.° 4 es clasificado como agregado grueso.
Es indispensable para realizar cualquier diseño de mezcla tener un estudio granulométrico de
ambos materiales, para que al mezclarlos se obtenga un agregado densamente empaquetado.
El tamaño máximo del agregado grueso está restringido según la facilidad con que pueda
penetrar entre las barras de refuerzo y el encofrado. En los requisitos de reglamento para el
concreto estructural ACI, sección 3.3.2 especifica los tamaños máximos que pueden usarse enun concreto reforzado. Estos valores límites son los siguientes:
de la dimensión más corta entre los lados de la cimbra
del espesor de las losas
de la separación libre mínima entre las barras del refuerzo.
Estas tres reglas pueden ser omitidas siempre y cuando el ingeniero con su criterio
asegure que el material será trabajable y que con la compactación no quedarán espacios que
permitan la formación de hormigueros ni vacíos
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 58/222
58
Los agregados deben cumplir con ciertas características; deben ser resistentes y durables
esto será reflejadas en el comportamiento global del concreto, pues no se puede suponer que se
obtendrán mezclas de alta calidad utilizando materia prima deficiente. Los agregados además
deben estar limpios, si en ellos se encuentra polvo, puede que no exista una buena adherenciacon la pasta de concreto.
El peso unitario para un concreto normal (con agregados naturales) está en un rango
aproximado de 2 250 kg/m³ a 2 450 kg/m³. Existen concretos con densidades entre los 800
kg/m³ y 1 920 kg/m³, a este tipo se les conoce como concretos de peso ligero. Contrario a los
concretos de peso ligero, también existen concretos cuyo peso unitario está entre los 3 200
kg/m³ y 5 300 kg/m³. A este tipo se le llama concretos pesados.
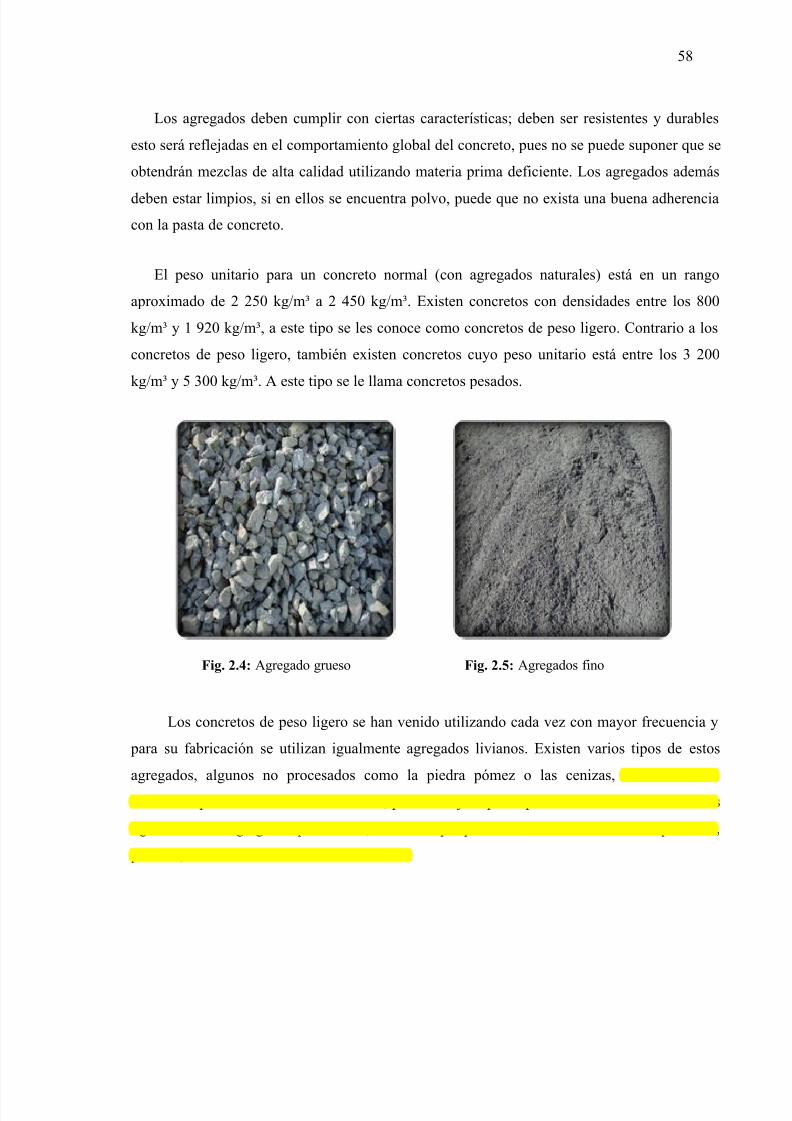
Fig. 2.4: Agregado grueso Fig. 2.5: Agregados fino
Los concretos de peso ligero se han venido utilizando cada vez con mayor frecuencia y
para su fabricación se utilizan igualmente agregados livianos. Existen varios tipos de estos
agregados, algunos no procesados como la piedra pómez o las cenizas, los cuales son
adecuados para concretos de aislamiento, pero la mejor opción para los concretos estructurales
ligeros son los agregados procesados, entre los que podemos mencionar arcillas expandidas,
pizarras, escoria o cenizas volantes en trozos.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 59/222
59
Los concretos pesados se utilizan principalmente en propósitos especiales, tales como en
contrapesos en puentes colgantes o en algunos casos para protección de rayos gamma en
reactores nucleares. En estos casos se utilizan agregados con alta densidad constituidos por
minerales pesados como el hierro o las rocas de sulfato de bario (baritas) trituradas, también seutilizan aceros en forma de fragmentos, esquirlas o perdigones (a manera de finos).
2.6.1.1 Análisis granulométrico con mallas
Se refiere al proceso utilizado para lograr una separación en el agregado, agrupando las
partículas de un mismo tamaño y separándolas de las demás, con el fin de obtener una
graduación o distribución por tamaños del material. La división se lleva a cabo cuando se
integran verticalmente bandejas con mallas, se colocan de manera que el tamaño de los
orificios quede en forma decreciente de arriba hacia abajo. Al aplicar una muestra seca de
material granular en la malla de mayor abertura y luego de agitarla, el agregado va a
descender, quedando retenidas las partículas que sobrepasan la malla superior, pero tienen un
mayor tamaño que las aberturas de la malla inferior, logrando así la separación. La norma
ASTM C136 indica la metodología para realizar el tamizado de los agregados.
Existen graficas que definen los límites superior e inferior de los tamaños en porcentaje
del agregado retenidos en cada tamiz, cuya intensión es dar una guía sobre cuáles son las
partículas óptimas para construir un concreto de buena calidad. Con esto se logra controlar la
manejabilidad de la mezcla y es posible llegar a una compactación máxima del concreto,
generando por consiguiente una alta resistencia. La norma ASTM C33 indica los
procedimientos para el análisis granulométrico.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 60/222
60
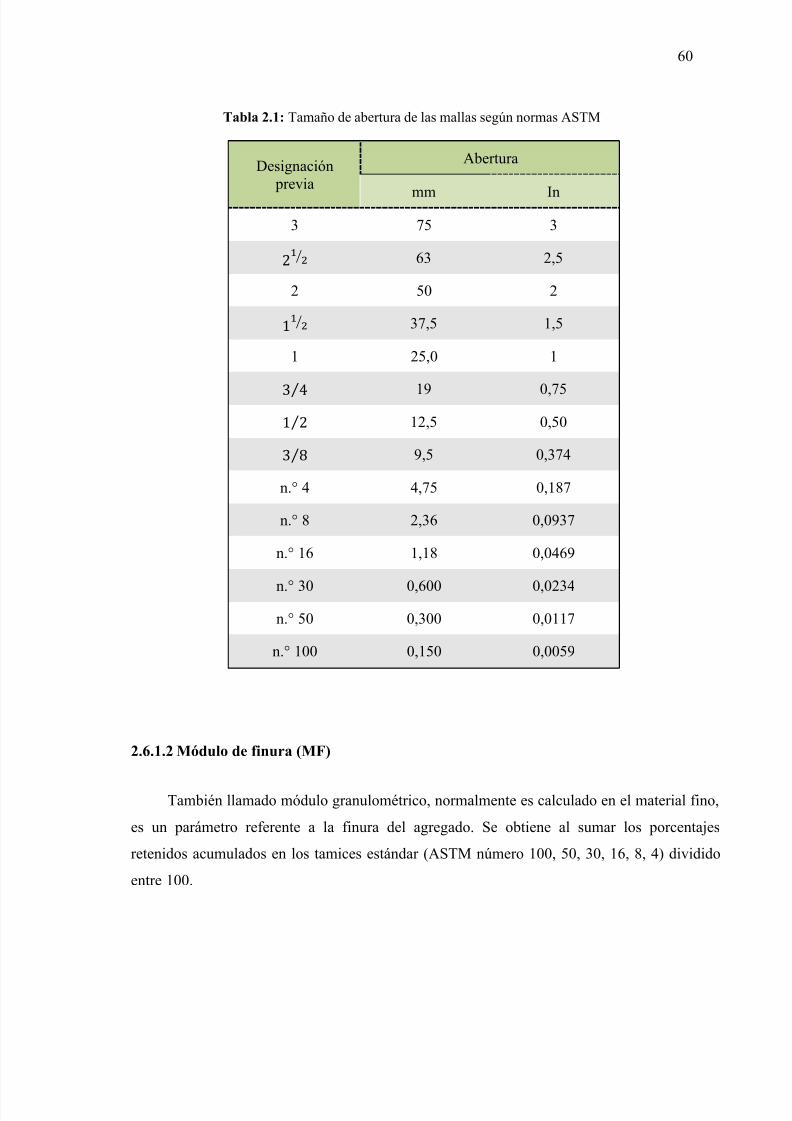
Tabla 2.1: Tamaño de abertura de las mallas según normas ASTM
Designación previa
Abertura
mm In3 75 3
63 2,5
2 50 2
37,5 1,5
1 25,0 1
19 0,75 12,5 0,50
9,5 0,374
n.° 4 4,75 0,187
n.° 8 2,36 0,0937
n.° 16 1,18 0,0469
n.° 30 0,600 0,0234n.° 50 0,300 0,0117
n.° 100 0,150 0,0059
2.6.1.2 Módulo de finura (MF)
También llamado módulo granulométrico, normalmente es calculado en el material fino,
es un parámetro referente a la finura del agregado. Se obtiene al sumar los porcentajes
retenidos acumulados en los tamices estándar (ASTM número 100, 50, 30, 16, 8, 4) dividido
entre 100.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 61/222
61
El resultado en el modulo de finura indica características que podrían variar la
resistencia y manejabilidad en el concreto fresco, debido a que influye de forma directa en la
cantidad de agua necesaria en la mezcla, por ello puede ser necesario un nuevo cálculo en la
dosificación del concreto. El valor típico del MF para el agregado fino se encuentra entre los2,3 y los 3,0. Cuanto más alto es el modulo de finura, más gruesa es la graduación del
material.
Ec. 2.1: Ecuación modulo de finura
2.6.2 Cemento
El cemento es un polvo fino de fácil adquisición comercial, que al combinarse con el
agua produce una reacción química y tiene como cualidad unir fuertemente materiales pétreos.
Por este motivo es muy utilizado en la construcción. Este material es producido por la
cohesión a elevadas temperaturas, de mezclas que pueden contener cal, hierro, alúmina y
sílice, en proporciones establecidas para obtener las propiedades deseadas.
Arthur H. Nilson define cemento como un material
(…) que tiene las propiedades de adhesión y cohesión necesarias para unir agregados
inertes y conformar una masa sólida de resistencia y durabilidad adecuadas. (…)ArthurH. Nilson, 1999, Diseño de Estructuras de Concreto, pág. 28.
Cuando al cemento se le agrega una determinada cantidad de agua, se hidrata, sufriendo
transformaciones físicas y químicas que se manifiestan con el fraguado y luego con el
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 62/222
62
endurecimiento de la mezcla. Mientras exista humedad, la mezcla continuará aumentando su
resistencia durante varios años, pero con una tasa de variación decreciente.
Para lograr la hidratación de una cantidad de cemento es necesario agregar una cantidadde agua, aproximadamente del 25% del peso del cemento. Sin embargo, se requiere una
cantidad adicional, para darle movilidad al agua dentro de la pasta para que esta pueda
alcanzar la totalidad de las partículas de cemento y proporcione la manejabilidad necesaria a la
mezcla. Para concretos normales la relación está en un intervalo de 0,40 a 0,60; es decir de un
40% a 60% del peso del cemento.
Para concretos de altas resistencias se han utilizado relaciones agua/cemento tan bajas
como 0,25. Para estos casos se hace imprescindible la utilización de aditivos para mejorar su
manejabilidad. Cualquier cantidad de agua por encima del 25% que agreguemos a la mezcla
no va a reaccionar químicamente, por lo cual va a producir poros en la pasta de cemento. Por
tanto la resistencia va a ser menor.
Cuando se inicia el proceso químico de fraguado y endurecimiento se empieza a liberar
energía, esta energía es conocida como calor de hidratación. En casos cuando se funden
grandes masas de concreto, este calor se disipa muy lentamente. Debido a esto se da unincremento en la temperatura y una expansión del volumen del concreto. Luego con el
enfriamiento tiende a contraerse, por este motivo se deben tomar las medidas necesarias de
control.
El principal componente del cemento es el clínker, el cual es producto de la cocción de
materiales naturales como cal en un 65%, alúmina en un 10% y óxidos de hierro y magnesio
en un 1% a 3%. Según los componentes que se le añadan al clínker se pueden clasificar los
tipos de cementos:
Cemento Portland (clinker + yeso o anhidrita).
Cemento Puzolánico (clínker + puzolana y yeso).
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 63/222
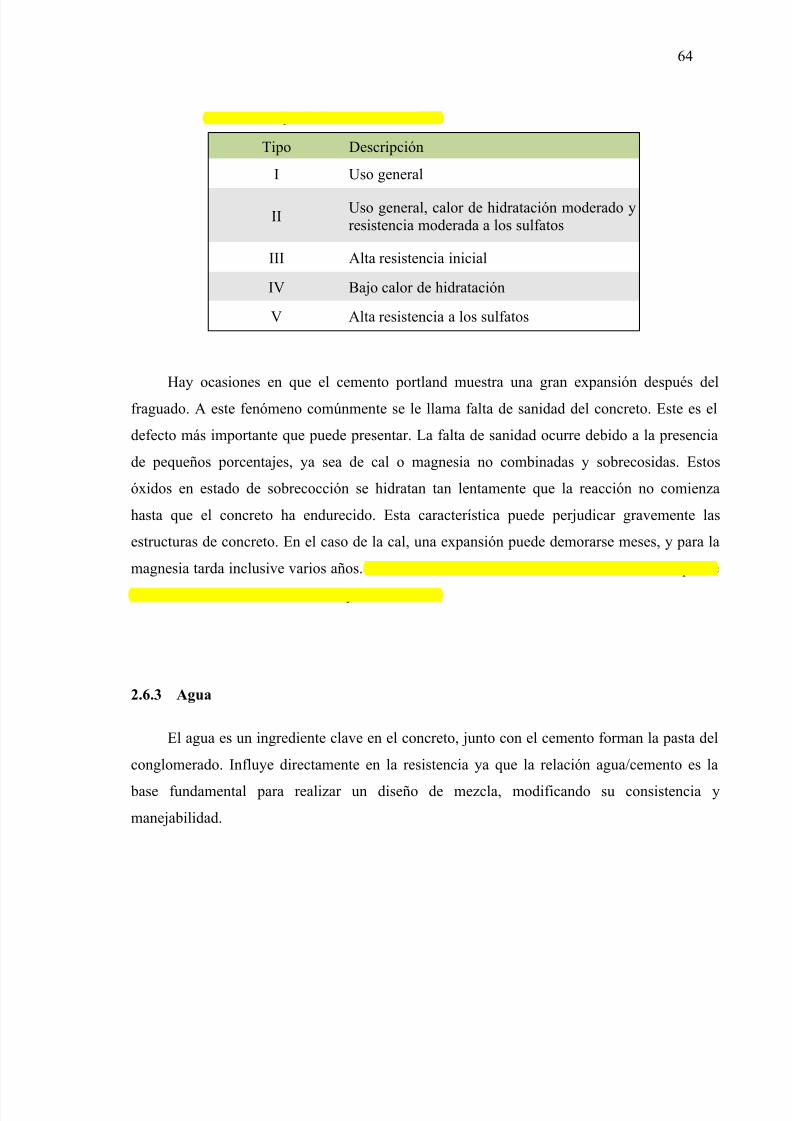
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 64/222
64
Tabla 2.2: Tipos de los cemento Portland
Tipo Descripción
I Uso general
IIUso general, calor de hidratación moderado yresistencia moderada a los sulfatos
III Alta resistencia inicial
IV Bajo calor de hidratación
V Alta resistencia a los sulfatos
Hay ocasiones en que el cemento portland muestra una gran expansión después del
fraguado. A este fenómeno comúnmente se le llama falta de sanidad del concreto. Este es el
defecto más importante que puede presentar. La falta de sanidad ocurre debido a la presencia
de pequeños porcentajes, ya sea de cal o magnesia no combinadas y sobrecosidas. Estos
óxidos en estado de sobrecocción se hidratan tan lentamente que la reacción no comienza
hasta que el concreto ha endurecido. Esta característica puede perjudicar gravemente las
estructuras de concreto. En el caso de la cal, una expansión puede demorarse meses, y para la
magnesia tarda inclusive varios años. Para detectar la falta de sanidad de un concreto se puede
consultar las normas ASTM C150 y ASTM C151.
2.6.3 Agua
El agua es un ingrediente clave en el concreto, junto con el cemento forman la pasta del
conglomerado. Influye directamente en la resistencia ya que la relación agua/cemento es la
base fundamental para realizar un diseño de mezcla, modificando su consistencia y
manejabilidad.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 65/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 66/222
66
2.8 Muestras de concreto
La toma de muestras de concreto es un proceso indispensable y muy importante en
cualquier construcción. Cometer un error en este punto puede ocasionar resultados falsos,cuyas consecuencias pueden ser catastróficas. La norma ASTM C172 indica los
procedimientos para ejecutar esta labor correctamente.
Las muestras deben ser tomadas en el lugar de descarga del concreto. En caso de que sea
un camión mezclador, se debe tomar la muestra a un tercio de la descarga del volumen total
que contiene, nunca deben tomarse muestras al principio o al final del proceso. En el caso de
que el concreto tenga que transportarse en un recipiente abierto, se debe tomar concreto de al
menos cinco lugares diferentes. La muestra debe protegerse de la pérdida de humedad y se
deberá remezclar con una pala para asegurar su uniformidad. El tiempo entre su toma y su
utilización no deberá exceder los quince minutos.
Para las pruebas de compresión normalmente se utilizan muestras fabricadas en un
cilindro que mide 15 cm de diámetro y 30 cm de altura. Este debe ser llenado en tres capas,
varillando 25 veces cada una de ellas antes de agregar más concreto. El molde durante el
llenado debe este apoyado sobre una superficie plana y firme para que permanezca en una posición vertical. La norma ASTM C31 indica la metodología de la preparación y curado de
especímenes de concreto.
Luego de llenar los cilindros de concreto, no pueden ser transportados ni sacudidos
durante las primeras veinticuatro horas, por lo cual se debe tomar en cuenta que el lugar donde
se fabriquen tenga las condiciones idóneas durante este lapso de tiempo.
Es importante evitar las irregularidades en las muestras de concreto. Está comprobado
que una convexidad del 0,25 mm en el cabeceado de las bases puede reducir la resistencia a la
compresión hasta en un 25%. Se recomienda como método de cabeceo utilizar una capa
delgada de pasta de cemento Portland, cuatro horas después de moldeado. También se pueden
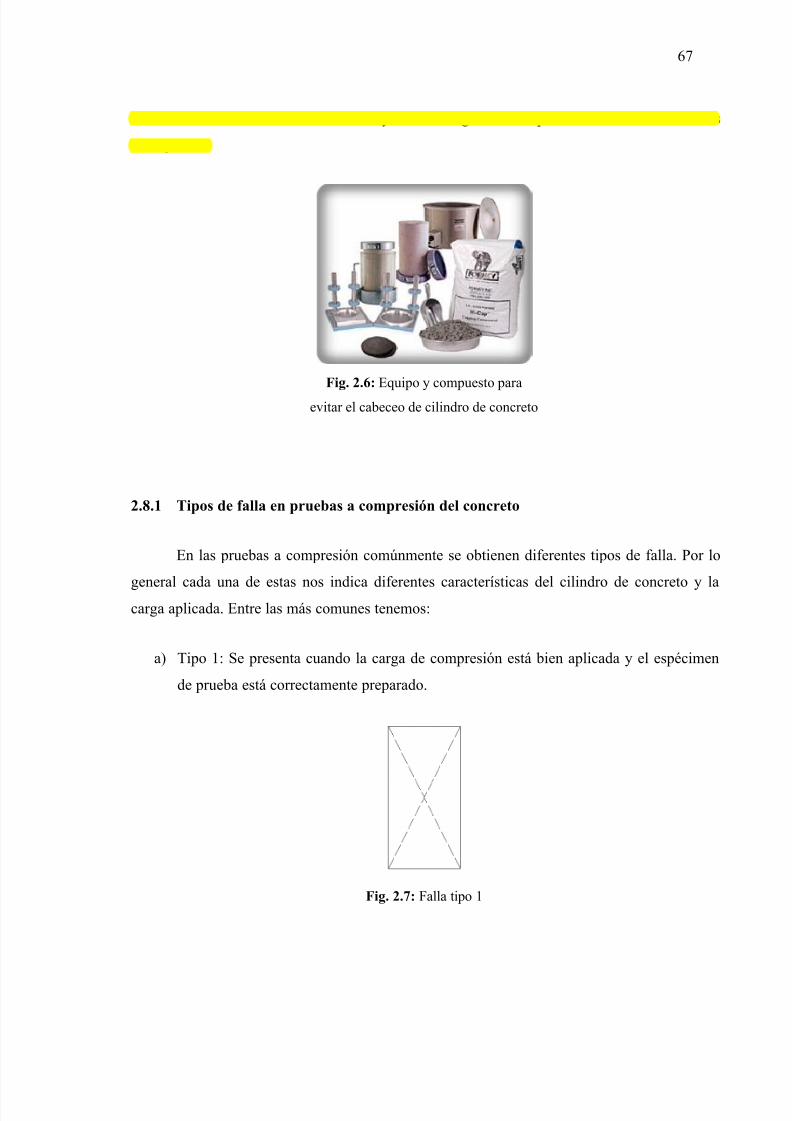
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 67/222
67
utilizar mezclas como el azufre fundido y materiales granulares aplicados unas dos horas antes
de la prueba.
Fig. 2.6: Equipo y compuesto para
evitar el cabeceo de cilindro de concreto
2.8.1 Tipos de falla en pruebas a compresión del concreto
En las pruebas a compresión comúnmente se obtienen diferentes tipos de falla. Por lo
general cada una de estas nos indica diferentes características del cilindro de concreto y lacarga aplicada. Entre las más comunes tenemos:
a) Tipo 1: Se presenta cuando la carga de compresión está bien aplicada y el espécimen
de prueba está correctamente preparado.
Fig. 2.7: Falla tipo 1

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 68/222
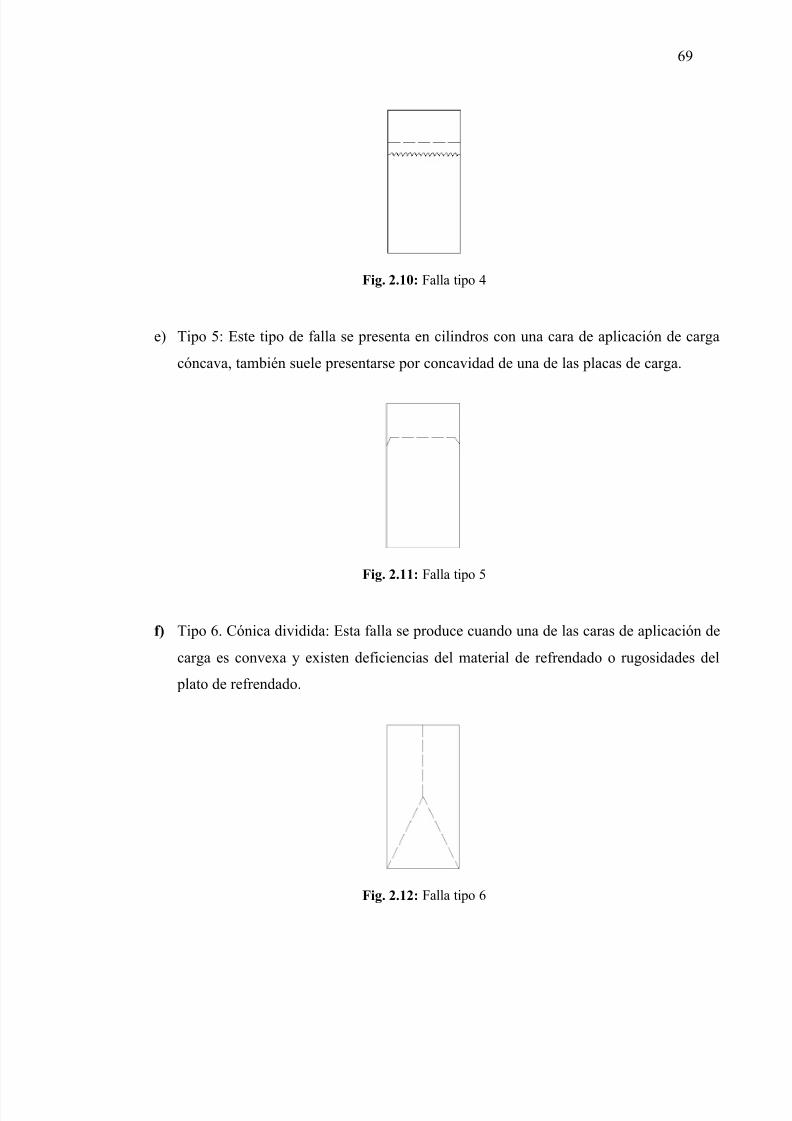
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 69/222
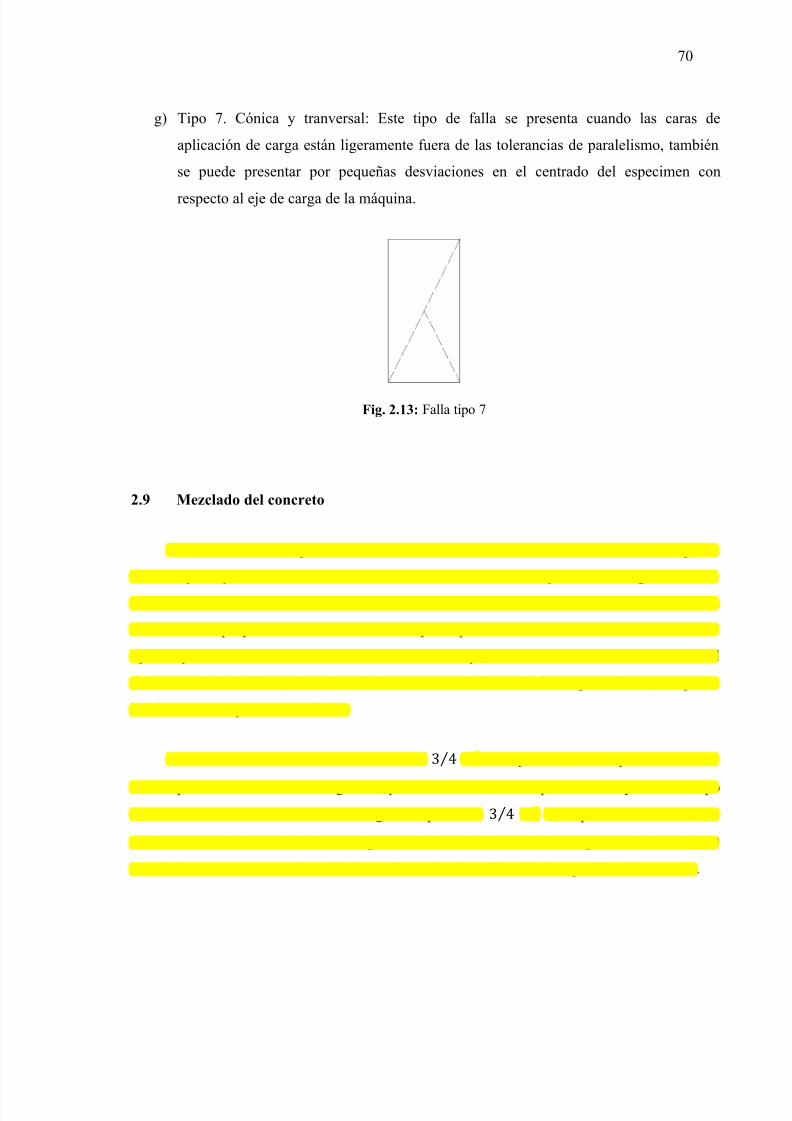
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 70/222
70
g) Tipo 7. Cónica y tranversal: Este tipo de falla se presenta cuando las caras de
aplicación de carga están ligeramente fuera de las tolerancias de paralelismo, también
se puede presentar por pequeñas desviaciones en el centrado del especimen con
respecto al eje de carga de la máquina.
Fig. 2.13: Falla tipo 7
2.9 Mezclado del concreto
El mezclado es un proceso básico en la fabricación de un concreto. Esta etapa es
esencial para que el desarrollo de la resistencia se dé en forma óptima. Para lograr un buen
mezclado del concreto se debe tener en cuenta varios factores como el volumen de la
revoltura, el tipo y consistencia del concreto y el tipo de mezcladora. No es un buen hábito
fijar un periodo de mezclado con base sólo en el tiempo, es necesario considerar la velocidad
del motor de la batidora, el cual no debe ser menor de 8 revoluciones por minuto, aunque lo
ideal es entre 14 y 18 revoluciones.
Para batidoras estacionarias de menos de m³ de capacidad, el tiempo de mezclado
ronda aproximadamente en 90 segundos, para mezcladoras con capacidades mayores el tiempodebe aumentarse en entre 15 a 30 segundos por cada m³ de capacidad adicional; en
camiones mezcladores (mixer) se exige un mínimo de 50 revoluciones y un máximo de 100
revoluciones, La norma ASTM C94 menciona sobre la uniformidad requerida de la mezcla.
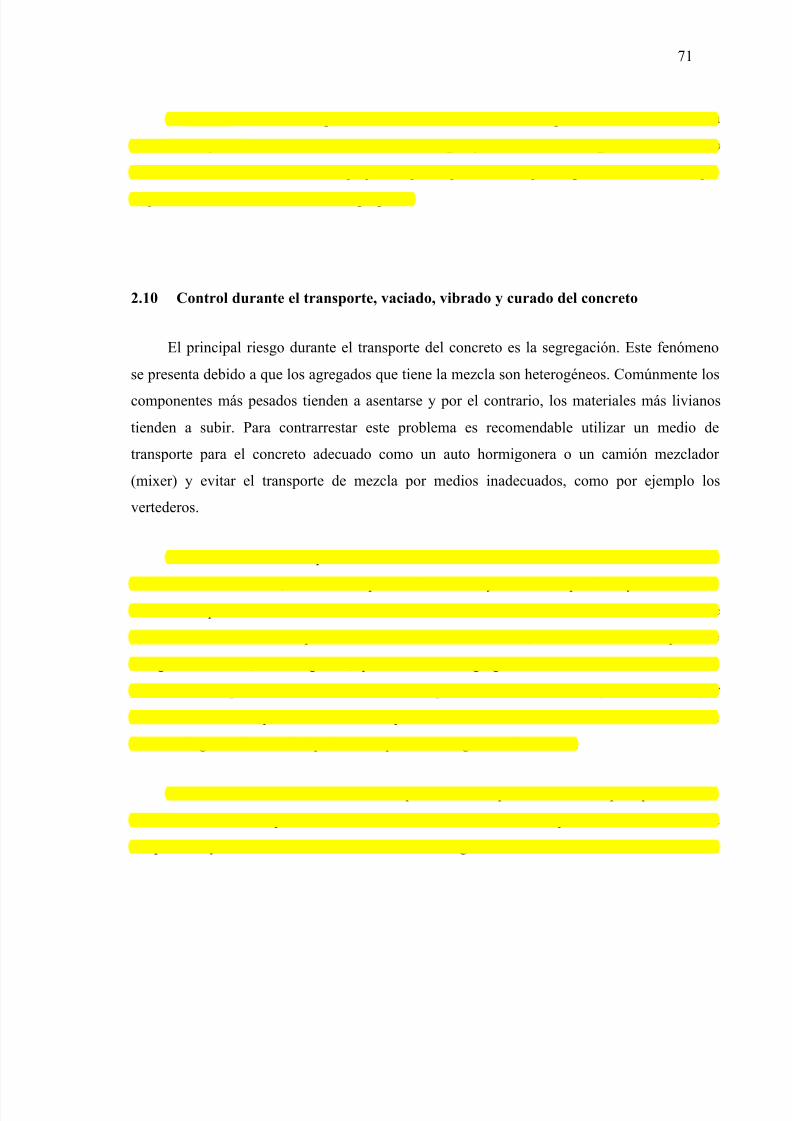
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 71/222
71
El exceso de mezclado puede dañar el concreto debido a que el revenimiento se va
reduciendo, por lo cual se hace necesario añadir agua para restaurar el original, debido a esto
la resistencia va a disminuir. Otro perjuicio que se puede dar al prolongar un mezclado es que
se produce cierta trituración de los agregados.
2.10 Control durante el transporte, vaciado, vibrado y curado del concreto
El principal riesgo durante el transporte del concreto es la segregación. Este fenómeno
se presenta debido a que los agregados que tiene la mezcla son heterogéneos. Comúnmente los
componentes más pesados tienden a asentarse y por el contrario, los materiales más livianos
tienden a subir. Para contrarrestar este problema es recomendable utilizar un medio de
transporte para el concreto adecuado como un auto hormigonera o un camión mezclador
(mixer) y evitar el transporte de mezcla por medios inadecuados, como por ejemplo los
vertederos.
Antes de iniciar con el proceso de vaciado del concreto se debe remover el óxido en el
refuerzo de la estructura, así como limpiar las formaletas y tratar las superficies ya endurecidasde concreto previamente colocado. Para el vaciado de la mezcla fresca la altura máxima es de
1,5 metros. En caso de no poder realizarlo con esta condición, se debe vaciar con ayuda de
manguera de lona, o tela gruesa, para evitar la segregación. El vibrado en el concreto
colocado, es el procedimiento en el cual se compacta el material, disminuyendo así la mayor
cantidad de vacíos posibles. Para este proceso se utilizan vibradores mecánicos de alta
frecuencia generalmente de tipo interno que se sumergen en el concreto.
El curado del concreto es el nombre que se le da al proceso utilizado para promover la
hidratación durante el periodo de desarrollo de la resistencia. Este procedimiento controla la
temperatura y la humedad en el concreto. Esto se logra manteniendo la mezcla endurecida lo
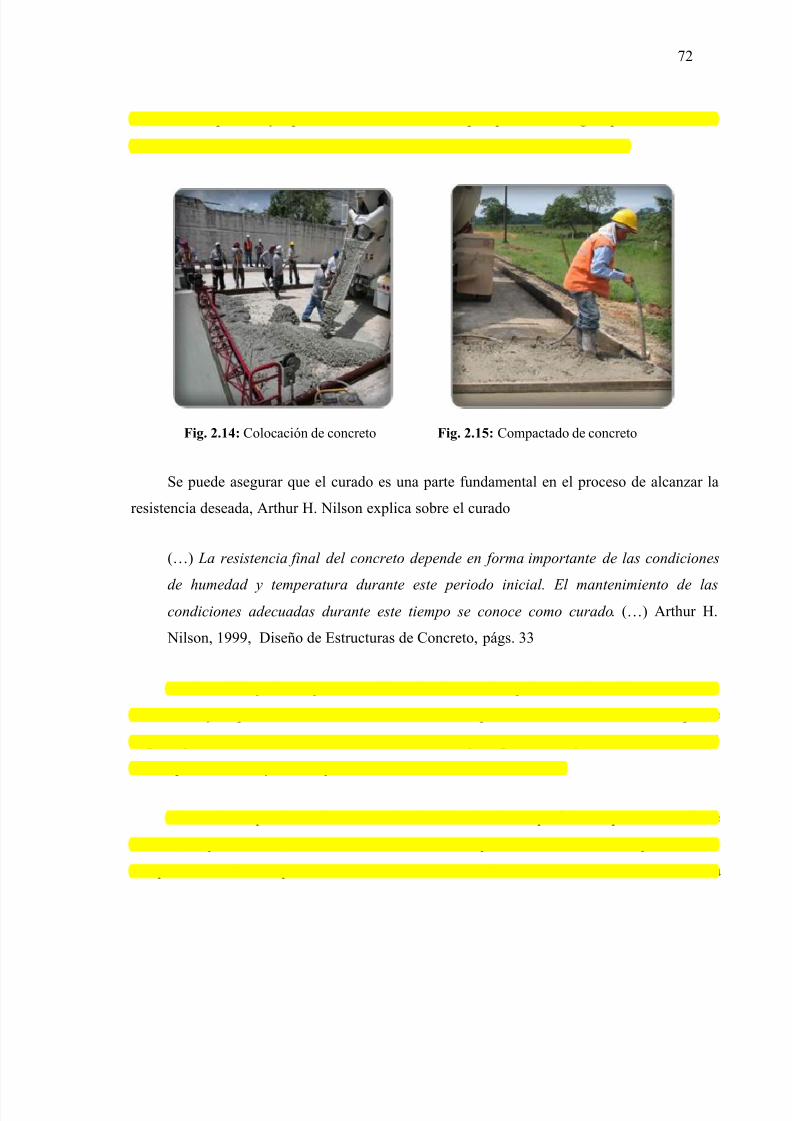
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 72/222
72
más saturado posible, ya que la hidratación se da siempre que exista el agua que reaccione con
el cemento, por lo cual se debe prevenir la evaporación del agua de los capilares.
Fig. 2.14: Colocación de concreto Fig. 2.15: Compactado de concreto
Se puede asegurar que el curado es una parte fundamental en el proceso de alcanzar la
resistencia deseada, Arthur H. Nilson explica sobre el curado
(…) La resistencia final del concreto depende en forma importante de las condiciones
de humedad y temperatura durante este periodo inicial. El mantenimiento de lascondiciones adecuadas durante este tiempo se conoce como curado. (…) Arthur H.
Nilson, 1999, Diseño de Estructuras de Concreto, págs. 33
La humedad y la temperatura adecuada durante los primeros días del concreto son
factores muy importantes. Cuando se realiza un mal proceso de curado el concreto puede
llegar a perder hasta un 30% de la resistencia. Debe protegerse de la perdida de humedad al
menos por siete días, y en trabajos más delicado hasta los catorce días.
El curado se puede realizar manteniendo húmedas las superficies expuestas mediante
rociado, empozamiento, recubriendo con láminas de plástico o mediante la aplicación de
componentes sellantes que usados de manera adecuada forman membranas retardantes de la
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 73/222
73
evaporación. Si este proceso se realiza adecuadamente permite un mejor control de la
retracción de fraguado.
Fig. 2.16: Curado del concreto
2.11 Residuos
Se define la palabra residuo como cualquier material desecho o sobrante producido por
el ser humano cuando este decide que el elemento deja de ser funcional. Estos se producen en
miles de toneladas diarias y por lo general provocan una grave afectación en el medio
ambiente.
Fig. 2.17: Residuos a la orilla del mar Fig. 2.18: Residuos sólidos
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 74/222
74
2.11.1 Clasificación de los residuos
Según su composición los residuos se clasifican en:
a) Residuos orgánicos: son aquellos de origen biológico, que alguna vez estuvo vivo o fue
parte de un ser vivo, por ejemplo: hojas, cáscaras, residuos de alimento, etc.
b) Residuos inorgánicos: son los de origen no biológico, de origen industrial o de algún
proceso no natural, por ejemplo: plástico, telas sintéticas, etc.
c) Residuos peligrosos: son aquellos residuos que constituye un peligro potencial y por lo
cual debe ser tratado en forma especial, por ejemplo: equipo médico infeccioso,residuo radiactivo, sustancias químicas y ácidos, etc.
2.11.2 Clasificación de los residuos según su peligrosidad
Los residuos, dependiendo de su peligrosidad, pueden clasificarse en dos formas: los
residuos no peligrosos y los residuos peligrosos. Los primeros no tienen ninguna afectación
para la salud, mientras que los segundos tienen algunas características tóxicas, corrosivas,
irritantes, inflamables o explosivas.
2.11.2.1 Residuos no peligrosos
No todos los residuos o desechos presentan características de peligrosidad para el serhumano. Existen varios tipos de residuos no peligrosos:
a) Residuos urbanos o municipales: estos son los producidos en las casas, oficinas,
comercios y servicios.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 75/222
75
b) Residuos industriales inertes: son los residuos que no sufren transformaciones
físicas, químicas o biológicas significativas. Este tipo de residuos no son solubles
ni combustibles, no reaccionan en forma física, ni químicamente ni de ninguna otra
manera. No son biodegradables, ni afectan negativamente a otras materias con lascuales entran en contacto, de forma que puedan dar lugar a contaminación del
medio ambiente o perjudicar a la salud humana.
c) Residuos de construcción y demolición: se refiere a cualquier residuo producido en
una obra de construcción o demolición.
d) Residuos no peligrosos valorizables: estos son residuos como cartón, plástico,
papel de embalaje, chatarra, etc., que pueden ser reciclados.
2.11.2.2 Residuos peligrosos
Es el tipo de residuos que tiene alguna o varias de las siguientes características de
peligrosidad: explosivo, inflamable, tóxico, corrosivo, mutagénico, infeccioso, etc. Es muy
importante darle el manejo adecuado a este tipo de materiales o sustancias para no incurrir en
errores que son lamentables para los seres vivos y el planeta en sí.
2.11.3 Residuos industriales
Tal y como lo indica su nombre, se consideran residuos industriales a los resultantes delos procesos de fabricación, transformación, utilización, de consumo, de limpieza o de
mantenimiento generados por la actividad industrial, los cuales generalmente están hechos de
materiales tales como: madera, papel y cartón, metales, plásticos, vidrio, caucho, textiles, etc.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 76/222
76
La industria pesada, que es una de las que más genera residuos, utiliza como materia
prima grandes cantidades de productos de alta densidad. En este tipo de industria podemos
encontrar el sector metalúrgico, el cual genera grandes masas de desechos como acero, hierro,
aluminio u otros metales.
Claramente podemos decir que la gran mayoría de este tipo de desechos por sus
características pueden ser reutilizados y reciclados, sin embargo existe un dilema y este es el
factor económico, ya que las técnicas que se deben aplicar para la ejecución de estos procesos
son relativamente costosas, por lo cual muchas compañías lo ven como una pérdida económica
para la industria.
A lo largo de la última década los gobiernos a nivel mundial se han dado a la tarea de
demostrar a las empresas el daño ambiental que se está produciendo a causa del manejo
deficiente que se ha dado a los residuos industriales, el cual se intensificó con el crecimiento
de la población y el consumismo eminente que aumenta conforme pasa el tiempo. Gracias a
esto es que hoy en día una gran cantidad de industrias a nivel mundial hacen el esfuerzo para
reutilizar y reciclar sus productos y así disminuir un poco el impacto ambiental que causan.
Al reutilizar este tipo de materiales no solo se evita que se depositen en un botadero orelleno sanitario, sino que detrás de esto existen muchos detalles, como por ejemplo el ahorro
de energía y la disminución de la cantidad de gases de carbono producido en el proceso de
fabricación de la materia prima, además hay un punto muy importante que es la reducción de
la contaminación del agua por desechos industriales, así como un sinfín de beneficios y
aportes al medio ambiente.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 77/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 78/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 79/222
79
En Egipto se han encontrado collares de vidrio que datan del período de 1504-1450 a.C.,
pero se sabe que la fabricación de este material floreció en Egipto y Mesopotamia hasta el
1200 a.C, proceso que se vería interrumpido por varios siglos.
En la Edad Media durante los siglos VII y XII, en los países islámicos el vidrio tuvo su
auge en el Oriente Próximo. La tradición Sasánida de tallado del vidrio fue continuada por los
artesanos musulmanes que realizaron vasijas de alto relieve con motivos animales.
Más tarde en el norte de Europa y Gran Bretaña continuaron utilizando el vidrio para la
producción de objetos utilitarios. Sin embargo, la fabricación más importante de este material
no fue sino hasta la Edad Media cuando se empezaron a implementar los mosaicos
principalmente en las iglesias, los cuales se hacían con pequeñas piezas que se cortaban de los
bloques de vidrio. El arte de la producción de vidrieras decayó a finales del Renacimiento,
aunque volvió a recuperarse en el siglo XIX.
En la actualidad el vidrio es un material muy utilizado en la cotidianidad del ser humano
debido a sus características de transparencia, aislamiento térmico y moldeabilidad. Hoy en día
se fabrican botellas, espejos, utensilios de cocina, ventanas, y miles de cosas más con este
material. Es por esta razón que el vidrio es también uno de los desechos más comunes. Aúncuando es un material reciclable no hay en nuestra sociedad suficiente conciencia ecológica
por lo que buena parte del vidrio industrializado termina siendo un contaminante ambiental
más.
El vidrio se obtiene al combinar arena de sílice (SiO2), carbonato de sodio (Na2CO3) y
caliza (CaCO3), calentándolos a unos 1500 °C. Desde que el ser humano descubrió el vidrio,
su fabricación ha variado a través del tiempo debido a la infraestructura disponible para la
combinación de las materias primas. En la antigüedad se utilizaban crisoles (molde para
soportar altas temperaturas) con capacidades mínimas, sin embargo hoy en día en las grandes
fábricas se utiliza el llamado horno tanque, que consiste en un gran recipiente cerrado
fabricado con los mejores materiales refractarios. Dentro del tanque se quema algún tipo de
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 80/222
80
combustible, lo cual produce grandes llamas que pasan sobre la superficie del vidrio fundido y
sobre las materia primas flotantes aún no fundidas.
Terminado el proceso en el horno tanque, el vidrio se enfría y se endurece rápidamente,durante este pequeño lapso es cuando se le da el aspecto deseado, se puede prensar, soplar,
estirar y laminar. Una ventaja importante es que el vidrio frio puede recalentarse y trabajarse
varias veces aplicando el mismo método. Se debe evitar que el vidrio caliente y blando
permanezca a la intemperie mucho tiempo porque en este caso se puede cristalizar.
En las industria a gran escala, inmediatamente después de que se le da forma a un
artículo de vidrio, se transporta a un horno de recocido continuo, en el cual se vuelve a
calentar a la temperatura adecuada. Así se evitan tensiones dentro del material. Luego se
somete a un enfriamiento lento y controlado. Posteriormente el artículo es inspeccionado y
embalado.
Fig. 2.23: Fabricación de botellas de vidrio
Debido a la variedad de usos que se le puede dar a este material, se hizo necesario crear
varios tipos, estos se logran fabricar al agregar distintos compuestos químicos. De acuerdo con
la composición química, se han clasificado los tipos de vidrio comerciales en:
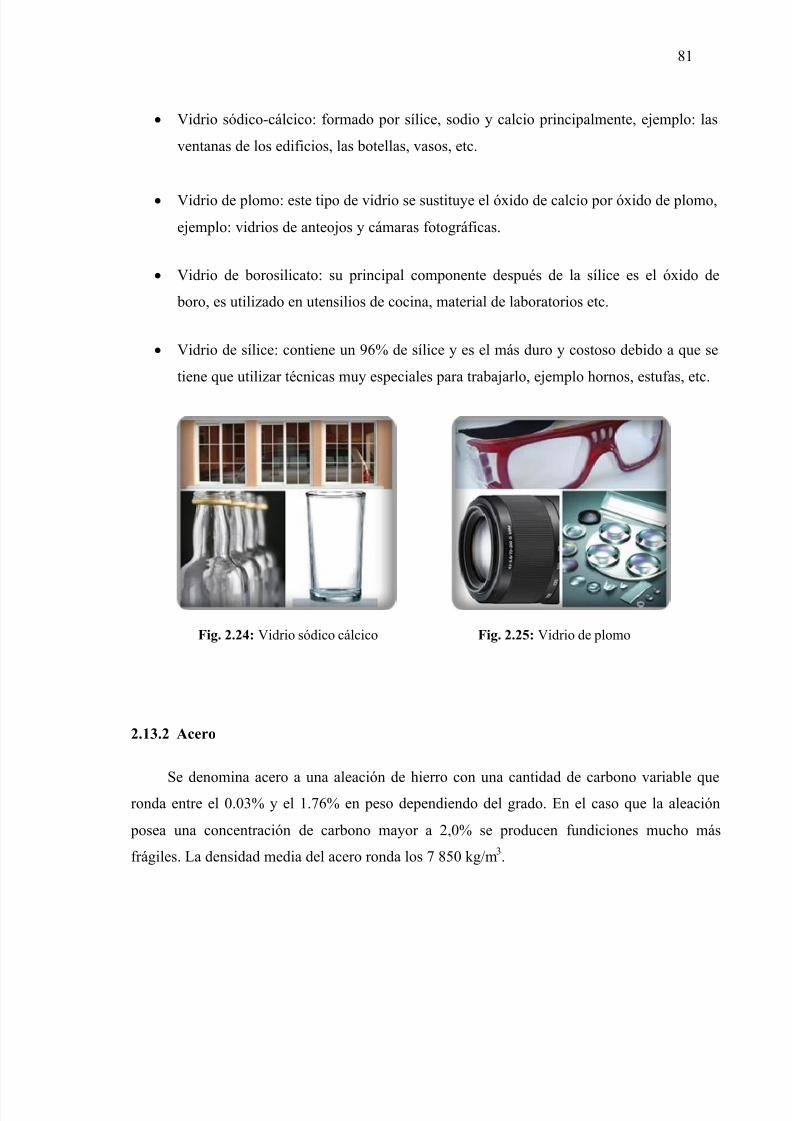
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 81/222
81
Vidrio sódico-cálcico: formado por sílice, sodio y calcio principalmente, ejemplo: las
ventanas de los edificios, las botellas, vasos, etc.
Vidrio de plomo: este tipo de vidrio se sustituye el óxido de calcio por óxido de plomo,
ejemplo: vidrios de anteojos y cámaras fotográficas.
Vidrio de borosilicato: su principal componente después de la sílice es el óxido de
boro, es utilizado en utensilios de cocina, material de laboratorios etc.
Vidrio de sílice: contiene un 96% de sílice y es el más duro y costoso debido a que se
tiene que utilizar técnicas muy especiales para trabajarlo, ejemplo hornos, estufas, etc.
Fig. 2.24: Vidrio sódico cálcico Fig. 2.25: Vidrio de plomo
2.13.2 Acero
Se denomina acero a una aleación de hierro con una cantidad de carbono variable que
ronda entre el 0.03% y el 1.76% en peso dependiendo del grado. En el caso que la aleación
posea una concentración de carbono mayor a 2,0% se producen fundiciones mucho más
frágiles. La densidad media del acero ronda los 7 850 kg/m3.
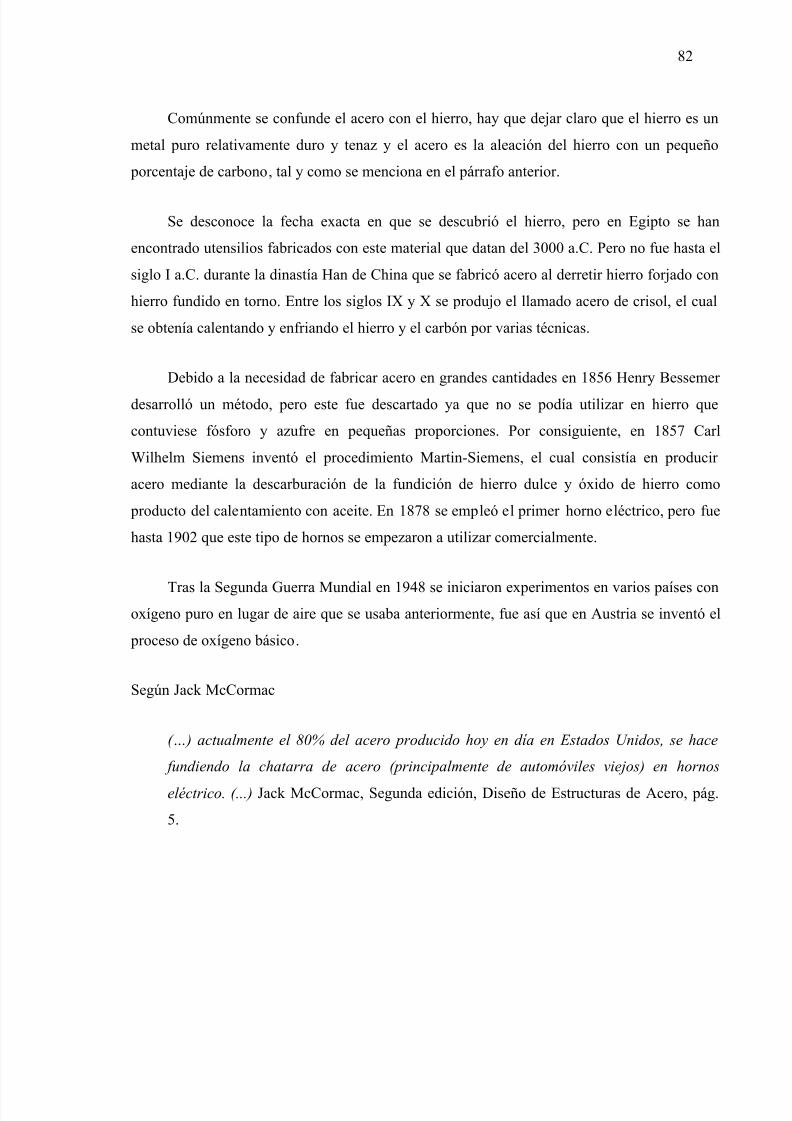
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 82/222
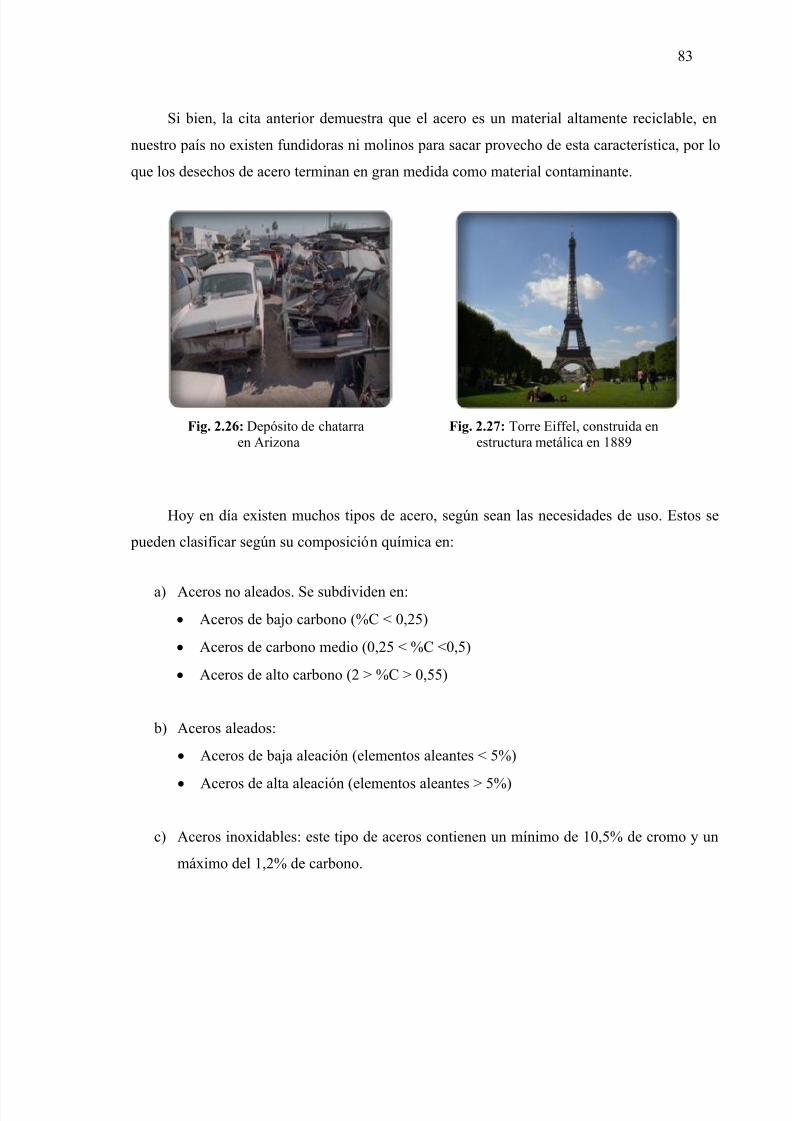
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 83/222
83
Si bien, la cita anterior demuestra que el acero es un material altamente reciclable, en
nuestro país no existen fundidoras ni molinos para sacar provecho de esta característica, por lo
que los desechos de acero terminan en gran medida como material contaminante.
Fig. 2.26: Depósito de chatarra Fig. 2.27: Torre Eiffel, construida enen Arizona estructura metálica en 1889
Hoy en día existen muchos tipos de acero, según sean las necesidades de uso. Estos se
pueden clasificar según su composición química en:
a) Aceros no aleados. Se subdividen en:
Aceros de bajo carbono (%C < 0,25)
Aceros de carbono medio (0,25 < %C <0,5)
Aceros de alto carbono (2 > %C > 0,55)
b) Aceros aleados:
Aceros de baja aleación (elementos aleantes < 5%)
Aceros de alta aleación (elementos aleantes > 5%)
c) Aceros inoxidables: este tipo de aceros contienen un mínimo de 10,5% de cromo y un
máximo del 1,2% de carbono.
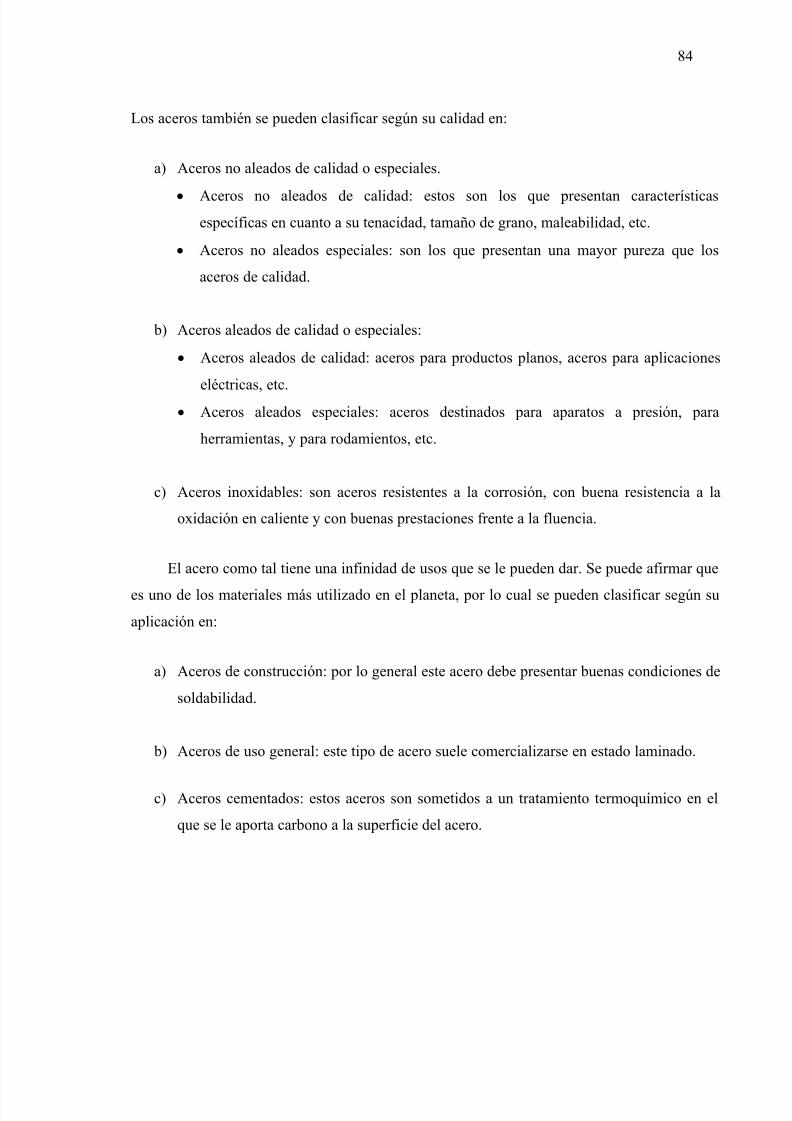
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 84/222
84
Los aceros también se pueden clasificar según su calidad en:
a) Aceros no aleados de calidad o especiales.
Aceros no aleados de calidad: estos son los que presentan característicasespecíficas en cuanto a su tenacidad, tamaño de grano, maleabilidad, etc.
Aceros no aleados especiales: son los que presentan una mayor pureza que los
aceros de calidad.
b) Aceros aleados de calidad o especiales:
Aceros aleados de calidad: aceros para productos planos, aceros para aplicaciones
eléctricas, etc.
Aceros aleados especiales: aceros destinados para aparatos a presión, para
herramientas, y para rodamientos, etc.
c) Aceros inoxidables: son aceros resistentes a la corrosión, con buena resistencia a la
oxidación en caliente y con buenas prestaciones frente a la fluencia.
El acero como tal tiene una infinidad de usos que se le pueden dar. Se puede afirmar que
es uno de los materiales más utilizado en el planeta, por lo cual se pueden clasificar según su
aplicación en:
a) Aceros de construcción: por lo general este acero debe presentar buenas condiciones de
soldabilidad.
b) Aceros de uso general: este tipo de acero suele comercializarse en estado laminado.
c) Aceros cementados: estos aceros son sometidos a un tratamiento termoquímico en el
que se le aporta carbono a la superficie del acero.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 85/222
85
d) Aceros para temple: se consigue mediante un tratamiento térmico cuyo objetivo es
endurecer y aumentar la resistencia de los aceros. Dicho proceso consiste en calentar el
material a una temperatura un poco mayor a la crítica y luego se somete a un
enfriamiento rápido.
e) Aceros inoxidables: este tipo de acero es resistente a la corrosión, dado a que contiene
cromo, el cual posee gran afinidad por el oxígeno y reacciona con él formando una
capa exterior pasivadora, evitando así la corrosión del hierro en capas interiores.
f) Aceros rápidos: estos aceros presentan una alta dureza y resistencia al desgaste, se
utilizan generalmente para herramientas de corte.
Existen algunas normas las cuales clasifican los aceros con números y letras. En este
documento se mencionan dos de ellas, la norma ASTM ( American Society for Testing and
Materials) y la norma AISI ( American Iron and Steel Institute), las cuales son las más
reconocidas.
Clasificación según ASTM ( American Society for Testing and Materials)
En esta clasificación no se toma en cuenta la composición sino más bien su aplicación.
La ASTM define la forma para nombrar cada tipo de acero, se utiliza la letra A seguida de dos
números, por ejemplo acero A36 (especificación para aceros estructurales al carbono). En la
página 5-118 del manual del AISC ( American Institute of Steel Construction) se puede
observar la tabla con las propiedades de los aceros según esta clasificación.
Clasificación según AISC ( American Institut of Steel Construction)
Esta norma utiliza para la clasificación de los aceros cuatro números, en algunos casos
se incorpora un prefijo mediante una letra para indicar el proceso de fabricación. El primer
número indica el tipo de acero o aleación, (1) significa que se trata de aceros al carbono, (2)
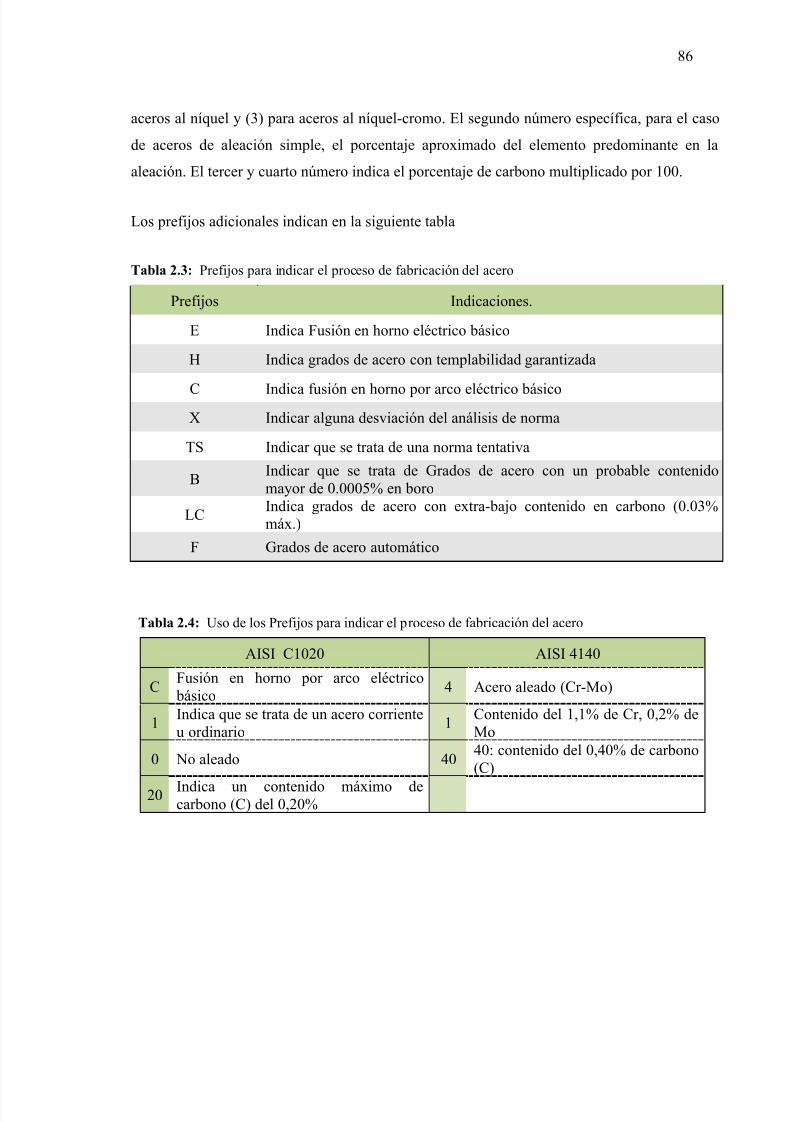
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 86/222
86
aceros al níquel y (3) para aceros al níquel-cromo. El segundo número específica, para el caso
de aceros de aleación simple, el porcentaje aproximado del elemento predominante en la
aleación. El tercer y cuarto número indica el porcentaje de carbono multiplicado por 100.
Los prefijos adicionales indican en la siguiente tabla
Tabla 2.3: Prefijos para indicar el proceso de fabricación del acero
Prefijos Indicaciones.
E Indica Fusión en horno eléctrico básico
H Indica grados de acero con templabilidad garantizada
C Indica fusión en horno por arco eléctrico básicoX Indicar alguna desviación del análisis de norma
TS Indicar que se trata de una norma tentativa
BIndicar que se trata de Grados de acero con un probable contenidomayor de 0.0005% en boro
LCIndica grados de acero con extra-bajo contenido en carbono (0.03%máx.)
F Grados de acero automático
Tabla 2.4: Uso de los Prefijos para indicar el proceso de fabricación del acero
AISI C1020 AISI 4140
CFusión en horno por arco eléctrico básico
4 Acero aleado (Cr-Mo)
1Indica que se trata de un acero corrienteu ordinario
1Contenido del 1,1% de Cr, 0,2% deMo
0 No aleado 4040: contenido del 0,40% de carbono(C)
20 Indica un contenido máximo decarbono (C) del 0,20%

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 87/222
87
2.13.3 Poliestireno
El poliestireno es un polímero termoplástico obtenido de la polimerización del estireno,
Es uno de materiales más utilizados en la fabricación de artefactos y objetos. Probablemente sien este momento se observa alrededor, se podrá observar algún juguete, el televisor, el
monitor de la computadora. Pues bien, muchos de estos aparatos están compuestos de
poliestireno, esta es la materia prima para muchas compañías que utilizan miles de toneladas
anuales.
Este polímero fue obtenido por primera vez en Alemania en 1930 por I.G.
Faberindustrie, en este mismo año en ese país se realiza la primera producción industrial de
poliestireno cristal por la compañía BASF, A partir de este momento inicia la investigación
para optimizar y desarrollar modificaciones en la estructura de éste material, dotándolo de
diferentes características funcionales para diversos usos, logrando así la incursión en la
composición de miles de productos en el mercado.
El poliestireno se comporta como un sólido vítreo a una temperatura inferior al 100°C,
cuando se expone a una temperatura superior tiene la propiedad de convertirse en un material
maleable. Gracias a esto se puede fabricar en diversas formas. En el mercado se ofrece
variedad de colores, transparente u opaco. Su alta demanda se debe a propiedades útiles que le
otorgan ventaja sobre otro materiales, por ejemplo, es un material que posee una buena
estabilidad dimensional, dureza y rigidez, además de esto es un excelente aislante térmico (por
debajo de los 100°C) y puede ser utilizado en la industria eléctrica, ya que también posee la
característica de no ser un material conductor. Otra ventaja que ofrece es su baja densidad que
ronda los 1,05 g/cm³. Su resistencia al agua es óptima, no absorbe ni permite su paso. Además
de todas las ventajas que ofrece, su precio en el mercado es muy bajo, accesible para ser
utilizado con múltiples propósitos.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 88/222
88
Existen varios tipos de poliestireno, entre los cuales podemos mencionar:
a) Poliestireno Cristal (GPPS, siglas en inglés)
Es un material transparente, brillante, rígido y quebradizo que se obtiene a partir de la
proliferación del estireno puro. Por su fácil procesamiento en la fabricación se le conoce
popularmente como poliestireno de uso general. Presenta la característica de comportarse
como un sólido vítreo cuando se expone a temperaturas menores de 100°C y ser maleable
cuando se sobrepasa esa temperatura.
Algunos objetos fabricados con este tipo de poliestireno son: recipientes desechables,
artículos domésticos, contenedores para frutas o ensaladas, etc.
Fig. 2.28: Objeto fabricado con poliestireno cristaly poliestireno de alto impacto
b) Poliestireno de alto impacto (HIPS, siglas en inglés)
Este poliestireno se produce al añadir en la polimerización caucho (hasta un máximo de
14%) para mejorar su resistencia al impacto. Esta mezcla hace que el material pierda la
característica de ser transparente. A excepción de algunos fabricantes que comercian grados
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 89/222
89
especiales de poliestireno de alto impacto traslucido, lo común es encontrarlo en variedad de
colores opacos.
Este material es más fuerte que el poliestireno Cristal, por lo que ofrece la ventaja de serun material menos quebradizo y que soporta impactos mayores sin romperse. Con ese tipo de
poliestireno se fabrican: juguetes, componentes de automóviles, maquinillas de afeitar
desechables, teclados y periféricos para computadoras, teléfonos, envases de productos
lácteos, armas y accesorios, artículos para el hogar, etc.
c) Poliestireno expandido (EPS, siglas en inglés)
Este poliestireno fue desarrollado a finales de la década de los 50 por BASF (Alemania)
bajo la marca Styropor. Es el resultado de mezclar 95% de poliestireno y 5% de un gas,
generalmente pentano. Esta mezcla produce un aumento del volumen en el material,
disminuyendo así su densidad que se sitúan en el intervalo que va desde los 10 kg/m ³ hasta los
35 kg/m³. El aumento en el volumen es producto de que el gas pentano forma burbujas dentro
del poliestireno.
El color natural de poliestireno expandido es blanco, su aislamiento térmico es excelente
debido al aire en reposo dentro del material. Está comprobado que no es un material
higroscópico después de hacerle la prueba de inmersión después de 28 días, que consiste en
sumergir el elemento completamente para medir la absorción, dando como resultado una
oscilación entre el 1% y el 3% en volumen.
Este material no tiene limitaciones de uso con respecto a la temperatura en el extremoinferior (excepto por las contracciones que se puedan presentar), soporta como máximo
temperaturas de 100°C cuando la exposiciones por un tiempo corto y para tiempos continuos
el máximo de temperatura permitido es de 80°C. Este tipo de poliestireno es utilizado en:
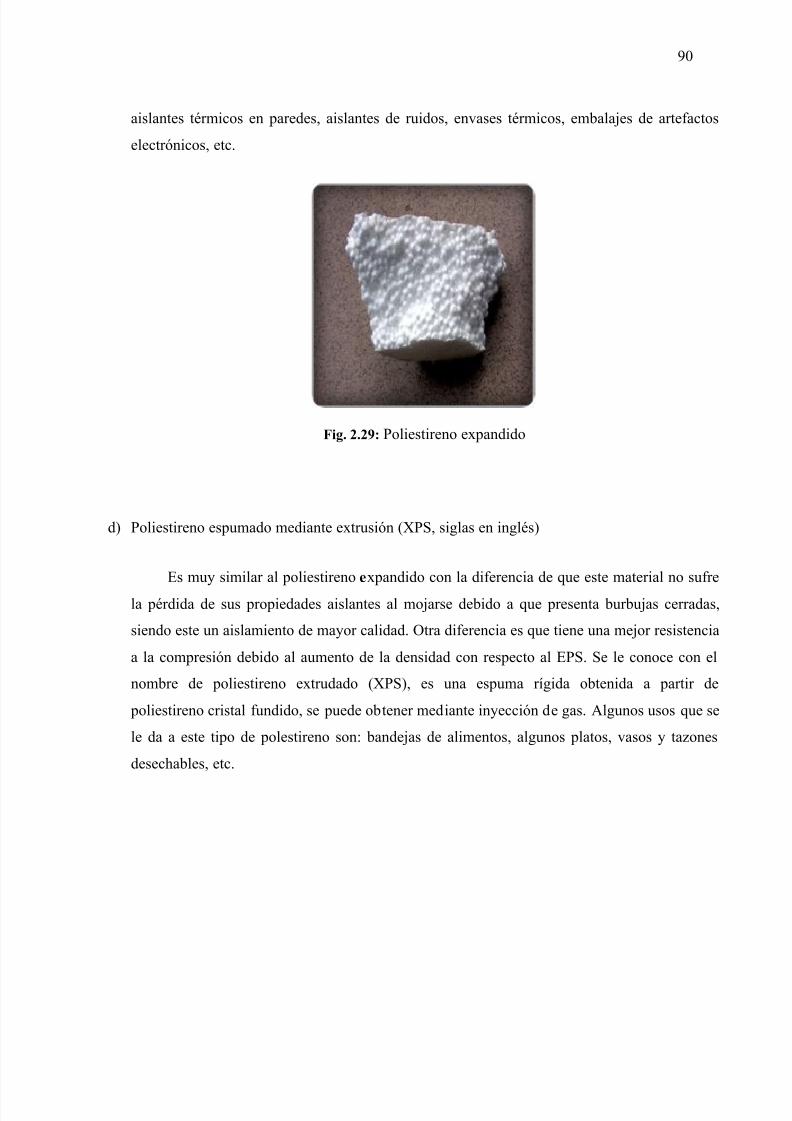
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 90/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 91/222
91
CAPITULO III
Marco metodológico
3.1 Aspectos Generales
Este estudio constituye una investigación aplicada, cuya intención es utilizar los
conocimientos adquiridos sobre la tecnología del concreto, para diseñar una mezcla con
proporciones de agregados con características determinadas, siguiendo las normas prescritas
ASTM, luego, se agregarán cantidades controladas de residuos industriales como el vidrio, las
virutas de acero y poliestireno de alto impacto (HIPS), de estos materiales se tienen
antecedentes como densidades, absorción, porosidad, etc. La adición se realiza con el fin de
obtener resultados empíricos que generen nuevos conocimientos y permitan dar un criterio
sobre la utilización de estos materiales.
El trabajo se desarrollo en el laboratorio ubicado en las instalaciones de la UniversidadFidélitas, sede Santa Marta, Montes de Oca, durante los meses de julio, setiembre y octubre
del año 2013.
Todas las pruebas documentadas siguen las normas ASTM y ACI, con limitaciones
mínimas de tiempo y equipo que pueden alterar la precisión de los datos, pero que no
comprometen los objetivos del proyecto. Paralelo al desarrollo de la investigación se
realizaron trabajos de remodelación en el laboratorio por parte de la universidad. Estos
trabajos no alteran los datos obtenidos, sin embargo, en algunas ocasiones no se contaba con el
espacio o instalaciones adecuadas. Cabe resaltar que dichos cambios son parte de una mejora
en los laboratorios y permitirá a los usuarios contar con un espacio más preparado y amplio en
el futuro, Esto fue solo una etapa de transición que coincidió con el desarrollo del proyecto.

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 92/222
92
En este capítulo se muestra un resumen de todas las técnicas utilizadas tanto en campo,
(lugar donde se consiguen los agregados), como en condiciones controladas dentro del
laboratorio. Aborda las etapas de investigación de la materia prima para fabricar el concreto
modificado, fabricación de la mezcla y obtención de resultados. Se muestra un resumen de lasnormas ASTM con la intensión de que el lector se sienta familiarizado e identifique cuáles son
los mecanismos para realizar cada prueba, sin embargo, no es intención de este proyecto tratar
de sustituir el uso del documento oficial de dichas normas para su aplicación. La última etapa
de obtención de resultados tiene como meta suministrar la información suficiente para la
realización de un análisis de comportamiento del concreto y factibilidad de uso en la
construcción.
3.2 Pruebas a los agregados.
3.2.1 Práctica estándar para agregados de muestreo, ASTM D75.
Objetivo de la norma.
Esta norma permite obtener una representación fiel del agregado que se utiliza en la
investigación, al satisfacer la necesidad de ingresar en el laboratorio una muestra confiable que
refleje las características y forma de la arena y piedra con que se fabricará el concreto, con el
fin de aceptar o rechazar el agregado en investigaciones preliminares. Se debe evitar cualquier
tipo de segregación o alteración de las condiciones reales que sean producto del proceso de
almacenaje o transporte.
Los agregados se almacenaron en pilas en una bodega bajo techo, protegidas contra la
lluvia, el sol y la humedad. Fueron transportados a la universidad en sacos de 50 kg
respectivamente etiquetados. En el laboratorio los agregados fueron divididos y pesados para
luego ser almacenados en bolsas que conservaran sus características iniciales.
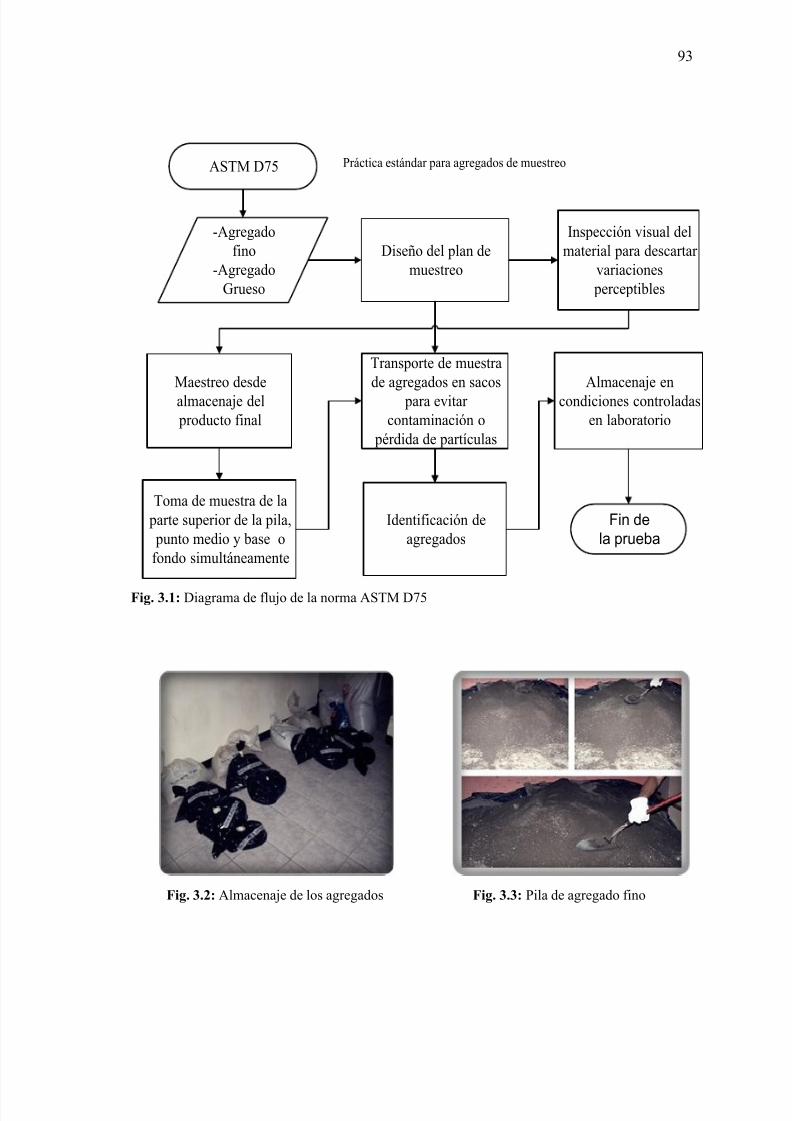
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 93/222
93
Diseño del plan de
muestreo
Inspección visual del
material para descartar
variaciones
perceptibles
Toma de muestra de la
parte superior de la pila,
punto medio y base o
fondo simultáneamente
Maestreo desde
almacenaje del
producto final
Transporte de muestra
de agregados en sacos
para evitar
contaminación o
pérdida de partículas
Identificación de
agregados
Almacenaje en
condiciones controladas
en laboratorio
ASTM D75
-Agregado
fino
-Agregado
Grueso
Fin de
la prueba
Práctica estándar para agregados de muestreo
Fig. 3.1: Diagrama de flujo de la norma ASTM D75
Fig. 3.2: Almacenaje de los agregados Fig. 3.3: Pila de agregado fino
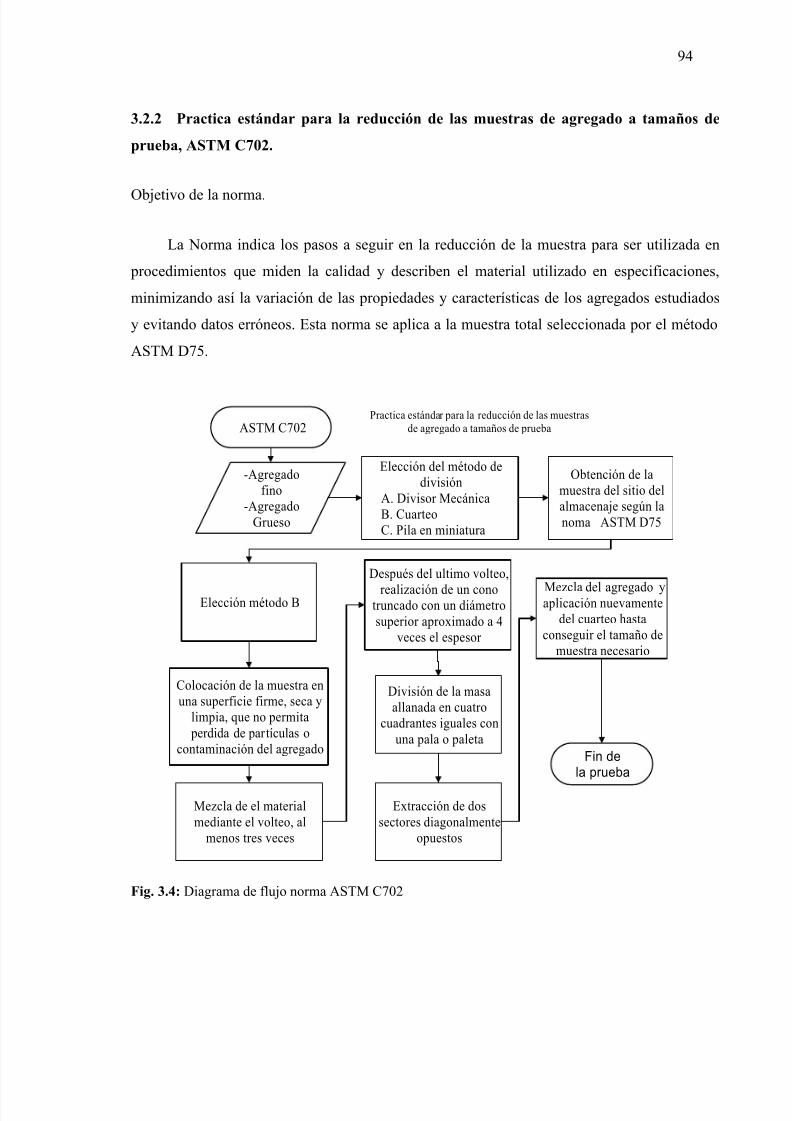
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 94/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 95/222
95
Fig. 3.5: Esquema del cuarteo Fig. 3.6: Cuarteo de agregadode agregado
3.2.3 Método de prueba estándar para el contenido total de humedad evaporable del
agregado mediante secado, ASTM C566.
Objetivo de la norma.
Determinar la cantidad de agua que se evapora de una muestra de agregado. Esta
evaporación se limita a la humedad superficial y a la que se produce en los poros internos de la
partícula. Los resultados indican si el material aporta o absorbe agua en una mezcla deconcreto, por lo tanto, la norma es indispensable para calcular las proporciones de los
ingredientes necesarios en la mezcla.
Fig. 3.7: Secado de las Fig. 3.8: Muestras pesadas paramuestras en el horno análisis de contenido de humedad
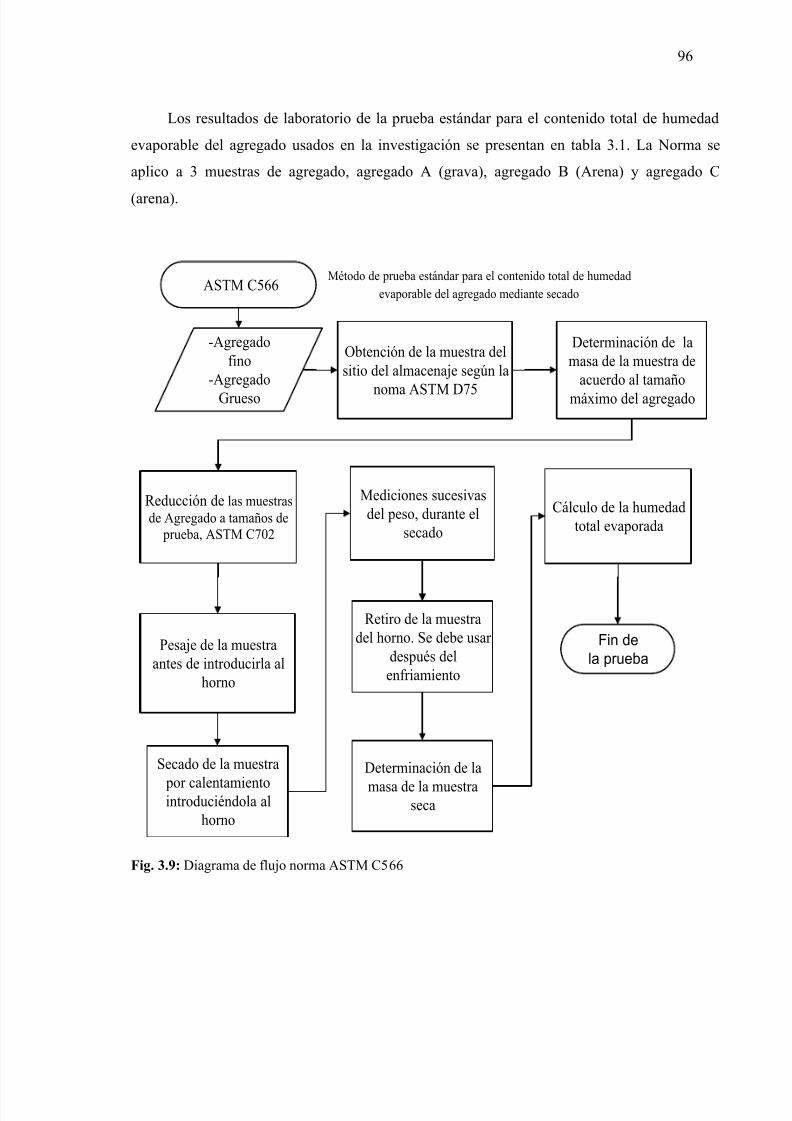
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 96/222
96
Los resultados de laboratorio de la prueba estándar para el contenido total de humedad
evaporable del agregado usados en la investigación se presentan en tabla 3.1. La Norma se
aplico a 3 muestras de agregado, agregado A (grava), agregado B (Arena) y agregado C
(arena).
Obtención de la muestra del
sitio del almacenaje según la
noma ASTM D75
Determinación de la
masa de la muestra de
acuerdo al tamaño
máximo del agregado
Pesaje de la muestra
antes de introducirla al
horno
Reducción de las muestras
de Agregado a tamaños de
prueba, ASTM C702
Mediciones sucesivas
del peso, durante el
secado
Retiro de la muestra
del horno. Se debe usar
después del
enfriamiento
Cálculo de la humedad
total evaporada
ASTM C566
-Agregado
fino
-Agregado
Grueso
Fin de
la prueba
Secado de la muestra
por calentamientointroduciéndola al
horno
Determinación de la
masa de la muestraseca
Método de prueba estándar para el contenido total de humedad
evaporable del agregado mediante secado
Fig. 3.9: Diagrama de flujo norma ASTM C566
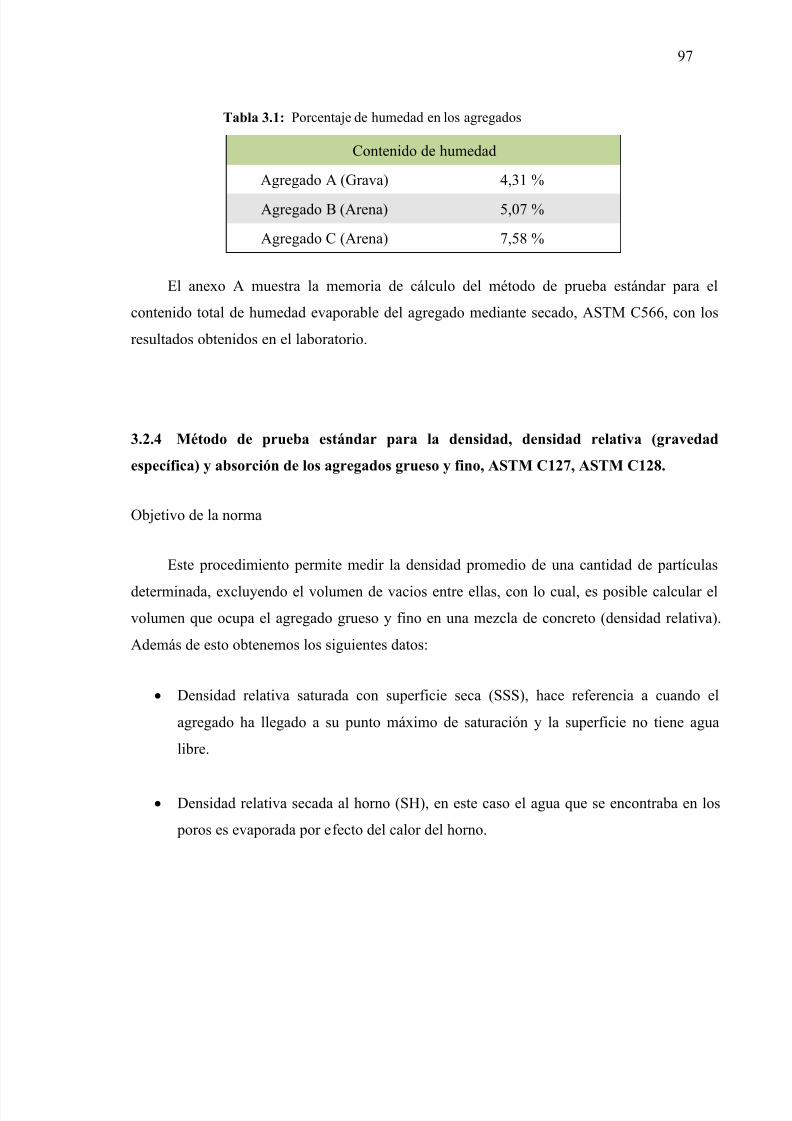
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 97/222
97
Tabla 3.1: Porcentaje de humedad en los agregados
Contenido de humedad
Agregado A (Grava) 4,31 %
Agregado B (Arena) 5,07 %
Agregado C (Arena) 7,58 %
El anexo A muestra la memoria de cálculo del método de prueba estándar para el
contenido total de humedad evaporable del agregado mediante secado, ASTM C566, con los
resultados obtenidos en el laboratorio.
3.2.4 Método de prueba estándar para la densidad, densidad relativa (gravedad
específica) y absorción de los agregados grueso y fino, ASTM C127, ASTM C128.
Objetivo de la norma
Este procedimiento permite medir la densidad promedio de una cantidad de partículas
determinada, excluyendo el volumen de vacios entre ellas, con lo cual, es posible calcular elvolumen que ocupa el agregado grueso y fino en una mezcla de concreto (densidad relativa).
Además de esto obtenemos los siguientes datos:
Densidad relativa saturada con superficie seca (SSS), hace referencia a cuando el
agregado ha llegado a su punto máximo de saturación y la superficie no tiene agua
libre.
Densidad relativa secada al horno (SH), en este caso el agua que se encontraba en los
poros es evaporada por efecto del calor del horno.
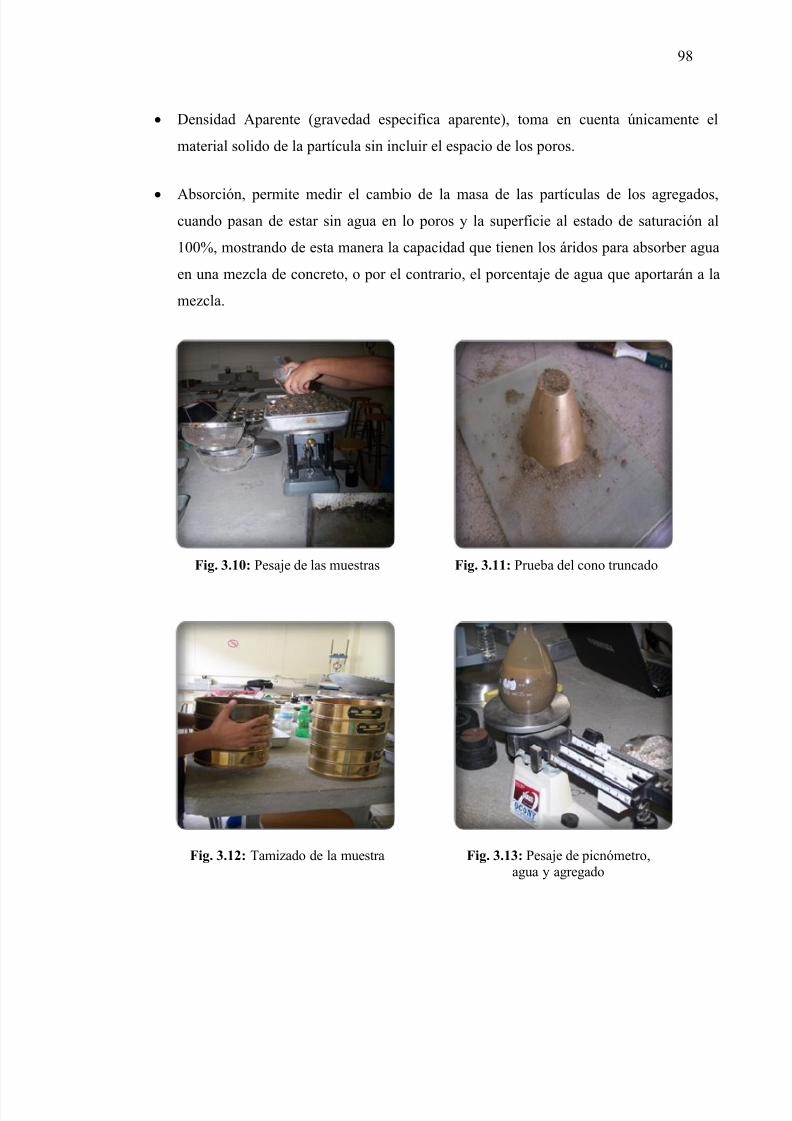
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 98/222
98
Densidad Aparente (gravedad especifica aparente), toma en cuenta únicamente el
material solido de la partícula sin incluir el espacio de los poros.
Absorción, permite medir el cambio de la masa de las partículas de los agregados,cuando pasan de estar sin agua en lo poros y la superficie al estado de saturación al
100%, mostrando de esta manera la capacidad que tienen los áridos para absorber agua
en una mezcla de concreto, o por el contrario, el porcentaje de agua que aportarán a la
mezcla.
Fig. 3.10: Pesaje de las muestras Fig. 3.11: Prueba del cono truncado
Fig. 3.12: Tamizado de la muestra Fig. 3.13: Pesaje de picnómetro,agua y agregado
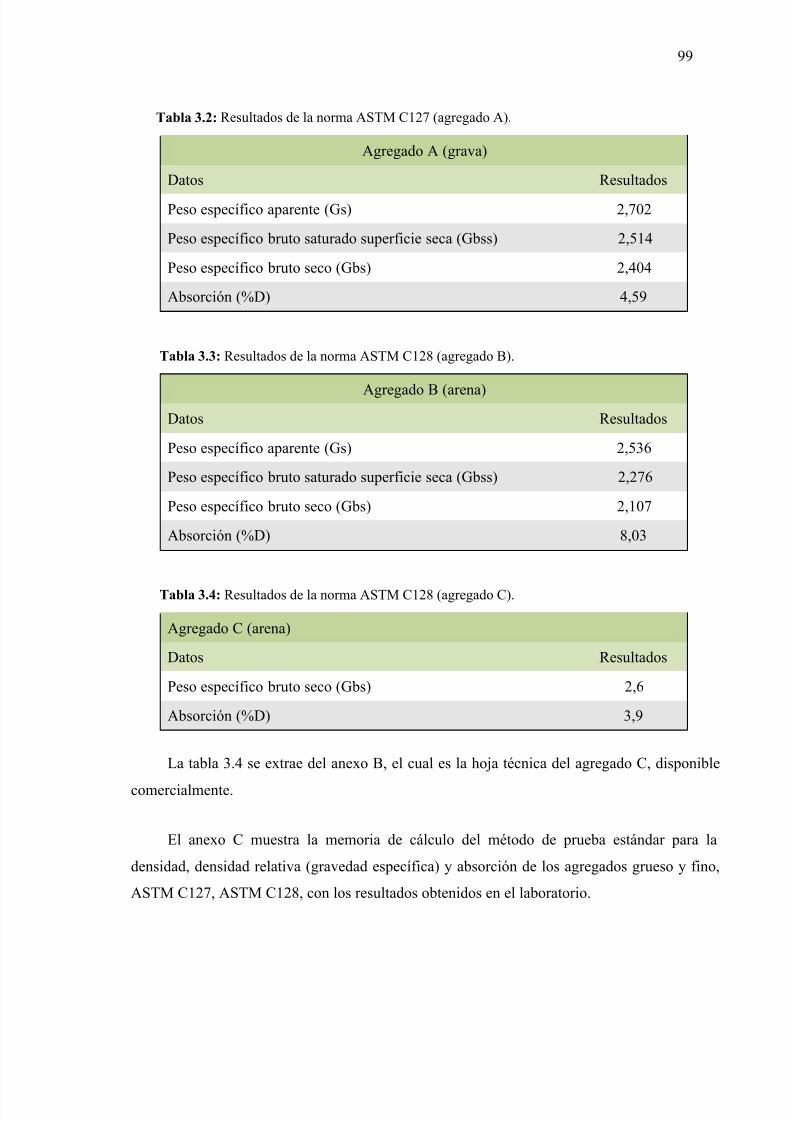
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 99/222
99
Tabla 3.2: Resultados de la norma ASTM C127 (agregado A).
Agregado A (grava)
Datos Resultados
Peso específico aparente (Gs) 2,702
Peso específico bruto saturado superficie seca (Gbss) 2,514
Peso específico bruto seco (Gbs) 2,404
Absorción (%D) 4,59
Tabla 3.3: Resultados de la norma ASTM C128 (agregado B).
Agregado B (arena)Datos Resultados
Peso específico aparente (Gs) 2,536
Peso específico bruto saturado superficie seca (Gbss) 2,276
Peso específico bruto seco (Gbs) 2,107
Absorción (%D) 8,03
Tabla 3.4: Resultados de la norma ASTM C128 (agregado C).
Agregado C (arena)
Datos Resultados
Peso específico bruto seco (Gbs) 2,6
Absorción (%D) 3,9
La tabla 3.4 se extrae del anexo B, el cual es la hoja técnica del agregado C, disponible
comercialmente.
El anexo C muestra la memoria de cálculo del método de prueba estándar para la
densidad, densidad relativa (gravedad específica) y absorción de los agregados grueso y fino,
ASTM C127, ASTM C128, con los resultados obtenidos en el laboratorio.
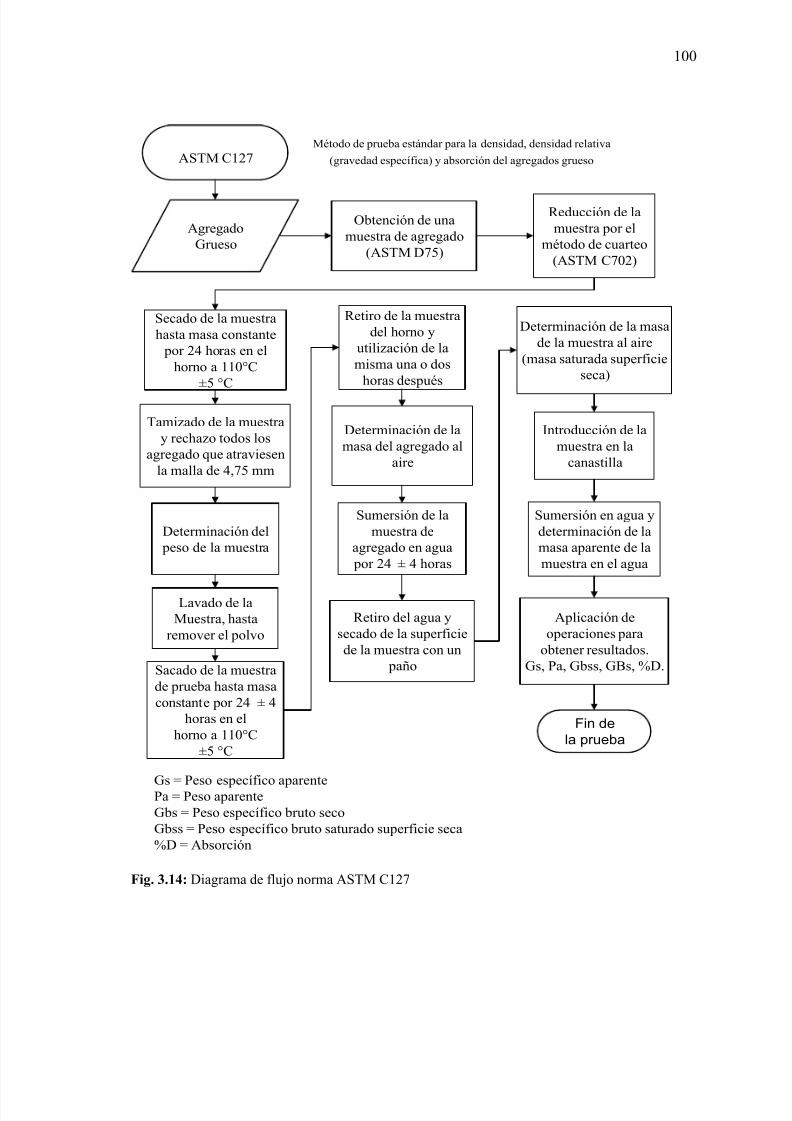
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 100/222
100
Obtención de una
muestra de agregado
(ASTM D75)
Reducción de la
muestra por el
método de cuarteo
(ASTM C702)
Tamizado de la muestra
y rechazo todos los
agregado que atraviesen
la malla de 4,75 mm
Determinación del
peso de la muestra
Lavado de la
Muestra, hasta
remover el polvo
Secado de la muestra
hasta masa constante
por 24 horas en el
horno a 110°C
±5 °C
Sacado de la muestra
de prueba hasta masa
constante por 24 ± 4
horas en el
horno a 110°C
±5 °C
Retiro de la muestra
del horno y
utilización de la
misma una o dos
horas después
Determinación de la
masa del agregado al
aire
Sumersión de la
muestra de
agregado en agua
por 24 ± 4 horas
Retiro del agua y
secado de la superficie
de la muestra con un
paño
Determinación de la masa
de la muestra al aire
(masa saturada superficie
seca)
Introducción de la
muestra en la
canastilla
Sumersión en agua y
determinación de la
masa aparente de la
muestra en el agua
Aplicación de
operaciones para
obtener resultados.
Gs, Pa, Gbss, GBs, %D.
ASTM C127
Agregado
Grueso
Fin de
la prueba
Gs = Peso específico aparentePa = Peso aparente
Gbs = Peso específico bruto seco
Gbss = Peso específico bruto saturado superficie seca
%D = Absorción
Método de prueba estándar para la densidad, densidad relativa
(gravedad específica) y absorción del agregados grueso
Fig. 3.14: Diagrama de flujo norma ASTM C127
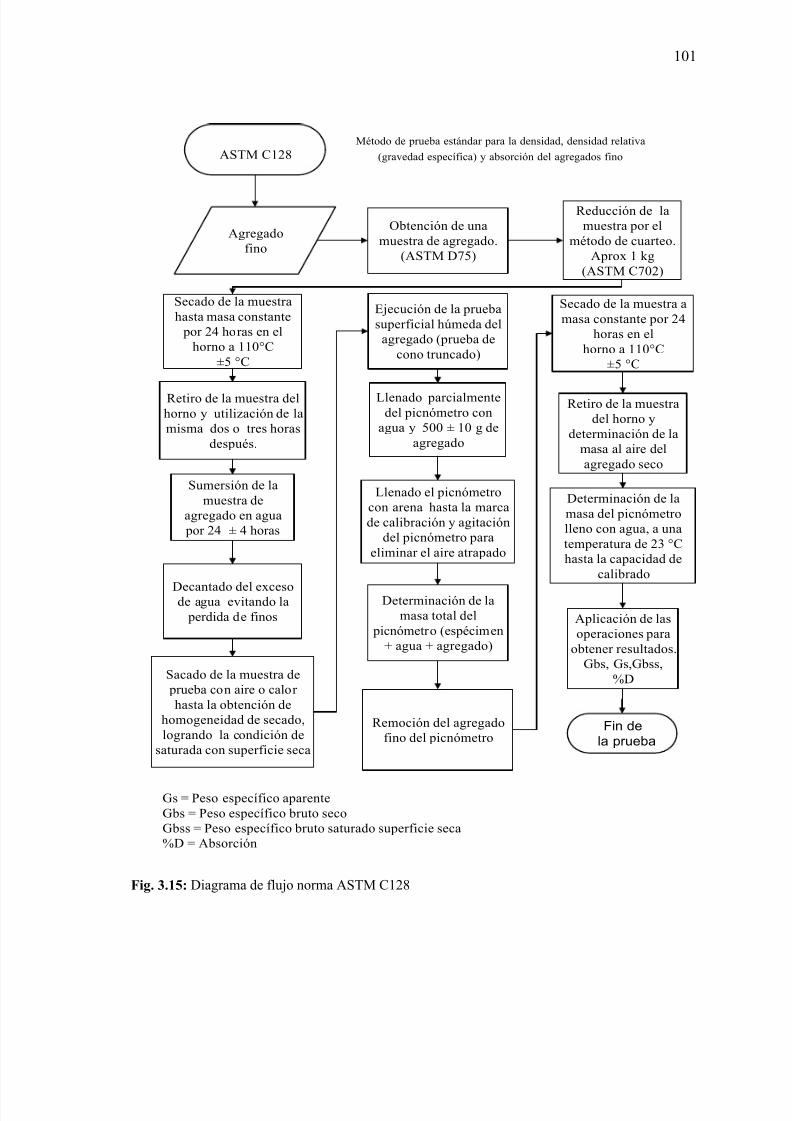
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 101/222
101
Obtención de una
muestra de agregado.
(ASTM D75)
Reducción de la
muestra por el
método de cuarteo.
Aprox 1 kg
(ASTM C702)
Retiro de la muestra del
horno y utilización de la
misma dos o tres horas
después.
Sumersión de la
muestra de
agregado en agua
por 24 ± 4 horas
Decantado del excesode agua evitando la
perdida de finos
Secado de la muestra
hasta masa constante
por 24 horas en el
horno a 110°C
±5 °C
Sacado de la muestra de
prueba con aire o calor
hasta la obtención de
homogeneidad de secado,
logrando la condición de
saturada con superficie seca
Ejecución de la prueba
superficial húmeda del
agregado (prueba de
cono truncado)
Llenado parcialmente
del picnómetro con
agua y 500 ± 10 g de
agregado
Llenado el picnómetro
con arena hasta la marca
de calibración y agitación
del picnómetro para
eliminar el aire atrapado
Determinación de la
masa total del
picnómetro (espécimen
+ agua + agregado)
Remoción del agregado
fino del picnómetro
Secado de la muestra a
masa constante por 24
horas en el
horno a 110°C
±5 °C
Retiro de la muestra
del horno y
determinación de la
masa al aire del
agregado seco
Determinación de la
masa del picnómetro
lleno con agua, a una
temperatura de 23 °C
hasta la capacidad de
calibrado
ASTM C128
Agregado
fino
Fin de
la prueba
Gs = Peso específico aparente
Gbs = Peso específico bruto seco
Gbss = Peso específico bruto saturado superficie seca
%D = Absorción
Aplicación de las
operaciones para
obtener resultados.
Gbs, Gs,Gbss,
%D
Método de prueba estándar para la densidad, densidad relativa
(gravedad específica) y absorción del agregados fino
Fig. 3.15: Diagrama de flujo norma ASTM C128
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 102/222
102
3.2.5 Método de prueba estándar para el Análisis de tamiz de agregados finos y
gruesos, ASTM C136.
Objetivo de la norma.
Determinar en los agregados finos y gruesos el tamaño y la distribución de las partículas
mediante el paso de la muestra por tamices progresivamente decrecientes. El agregado debe
estar dentro de un rango preestablecido en la norma, sin sobrepasar el margen inferior o
superior. La gráfica de límites varía según el tamaño máximo del árido y garantiza que el
agregado tenga buena distribución de tamaños para ser aplicado en una mezcla de concreto.
Fig. 3.16: Fig. 3.17: Tamizado de la muestra Muestra de agregado fino tamizada
La tabla 3.5 muestra el resultado del porcentaje del “agregado A” pasando por cada
tamiz, al aplicar la norma ASTM C136. Además, muestra los límites inferior y superior
establecidos como requisitos de clasificación del agregado grueso según la norma ASTM C33,
para un tamaño nominal de 25 mm a 4,75 mm. Las tablas 3.6 y 3.7 muestran los resultados
para el agregado B (arena), y el agregado C (arena) respectivamente.
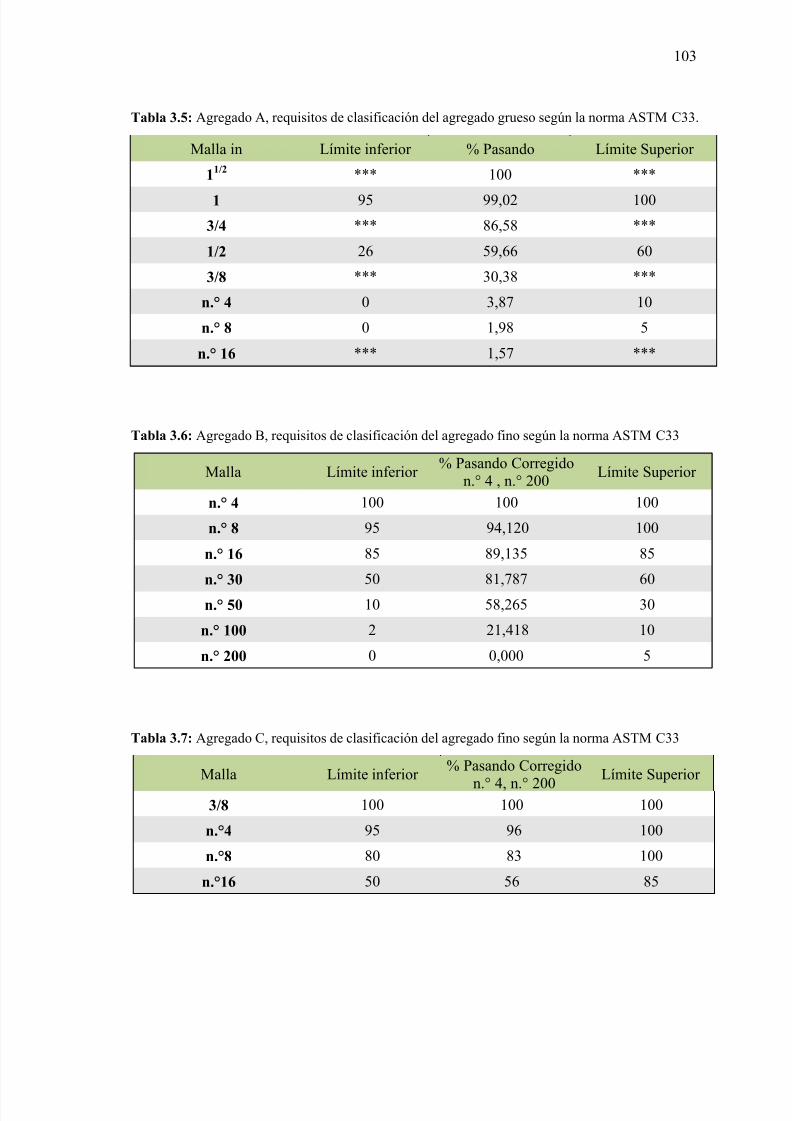
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 103/222
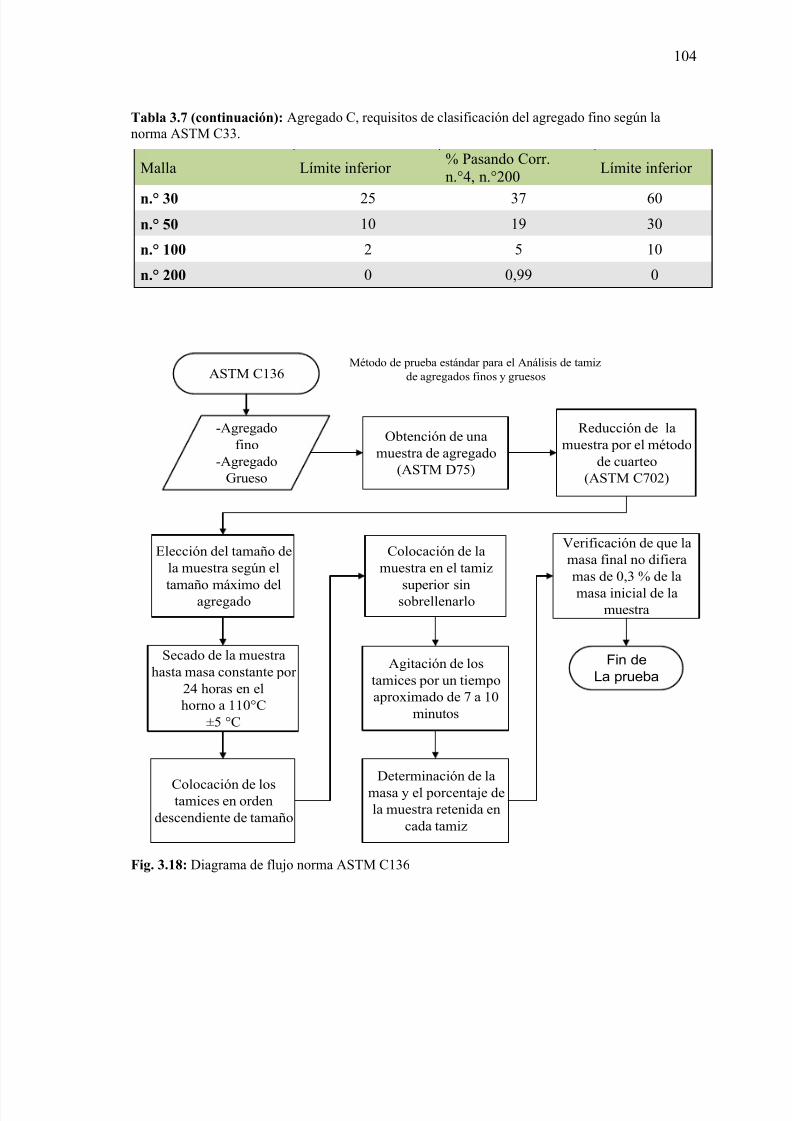
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 104/222
104
Tabla 3.7 (continuación): Agregado C, requisitos de clasificación del agregado fino según lanorma ASTM C33.
Malla Límite inferior% Pasando Corr.n.°4, n.°200
Límite inferior
n.° 30 25 37 60n.° 50 10 19 30
n.° 100 2 5 10
n.° 200 0 0,99 0
Obtención de una
muestra de agregado
(ASTM D75)
Reducción de la
muestra por el método
de cuarteo
(ASTM C702)
Secado de la muestra
hasta masa constante por
24 horas en el
horno a 110°C
±5 °C
Elección del tamaño de
la muestra según el
tamaño máximo delagregado
Colocación de lostamices en orden
descendiente de tamaño
Colocación de la
muestra en el tamiz
superior sinsobrellenarlo
Agitación de los
tamices por un tiempo
aproximado de 7 a 10
minutos
ASTM C136
-Agregado
fino
-Agregado
Grueso
Fin de
La prueba
Determinación de la
masa y el porcentaje de
la muestra retenida en
cada tamiz
Verificación de que la
masa final no difiera
mas de 0,3 % de la
masa inicial de lamuestra
Método de prueba estándar para el Análisis de tamiz
de agregados finos y gruesos
Fig. 3.18: Diagrama de flujo norma ASTM C136
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 105/222
105
El anexo D muestra la memoria de cálculo del método de prueba estándar para el
análisis de tamiz de agregados finos y gruesos, ASTM C136, con los resultados obtenidos en
el laboratorio.
3.2.6. Método de prueba estándar para la densidad aparente y los vacíos en el agregado,
ASTM C29.
Objetivo de la norma.
La norma determina el peso unitario (masa por unidad de volumen o densidad) del
agregado seco en su condición suelto o compactado, a su vez es complementaria con otras
normas para calcular el vacío entre las partículas del material. Este ensayo es aplicado en
agregados en los que su tamaño máximo nominal es menor o igual a 5 in (125 mm).
Fig. 3.19: Envarillado Fig. 3.20: Nivelado finaldel agregado grueso del agregado grueso en el molde
El anexo E muestra la memoria de cálculo del método de prueba estándar para la
densidad aparente y los vacíos en el agregado ASTM C29, con los resultados obtenidos en el
laboratorio.
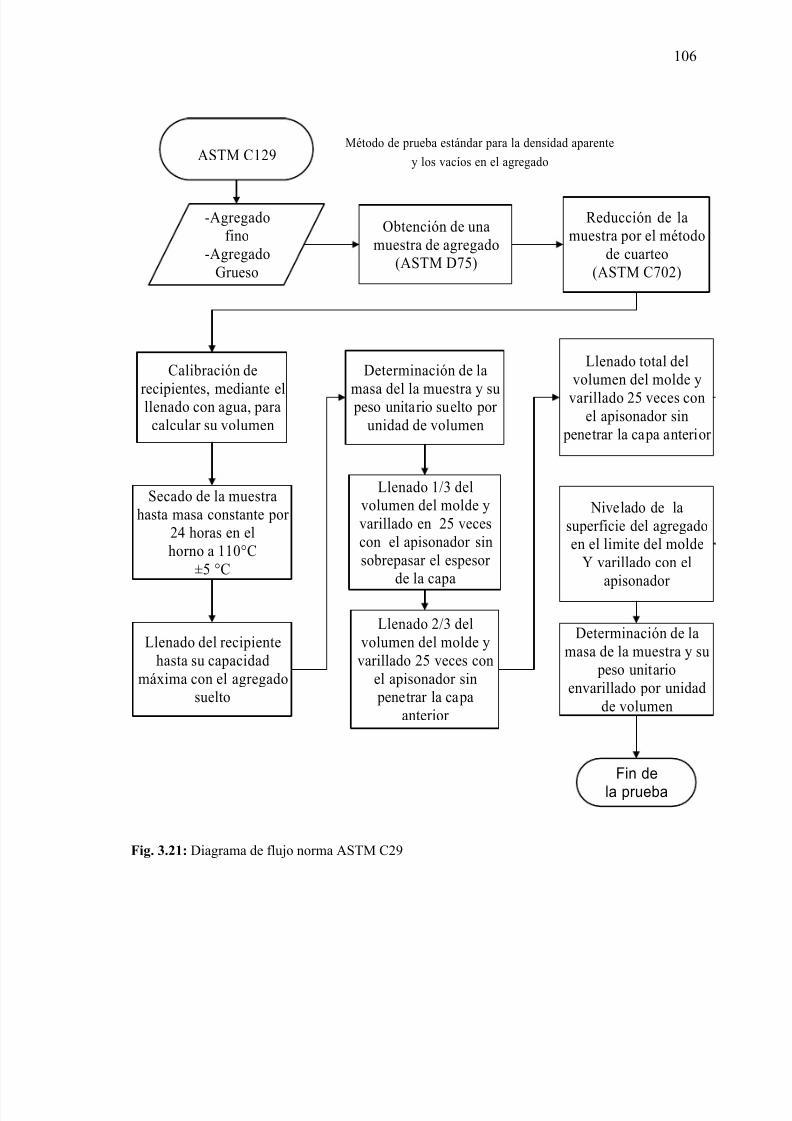
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 106/222
106
Obtención de una
muestra de agregado
(ASTM D75)
Reducción de la
muestra por el método
de cuarteo
(ASTM C702)
Secado de la muestra
hasta masa constante por
24 horas en el
horno a 110°C
±5 °C
Calibración de
recipientes, mediante elllenado con agua, para
calcular su volumen
Llenado 1/3 del
volumen del molde y
varillado en 25 veces
con el apisonador sin
sobrepasar el espesor
de la capa
Llenado 2/3 del
volumen del molde y
varillado 25 veces con
el apisonador sin
penetrar la capa
anterior
Llenado total del
volumen del molde y
varillado 25 veces conel apisonador sin
penetrar la capa anterior
ASTM C129
-Agregado
fino
-Agregado
Grueso
Fin de
la prueba
Nivelado de la
superficie del agregado
en el limite del molde
Y varillado con el
apisonador
Determinación de la
masa de la muestra y su
peso unitario
envarillado por unidad
de volumen
Llenado del recipiente
hasta su capacidad
máxima con el agregado
suelto
Determinación de la
masa del la muestra y su peso unitario suelto por
unidad de volumen
Método de prueba estándar para la densidad aparente
y los vacíos en el agregado
Fig. 3.21: Diagrama de flujo norma ASTM C29
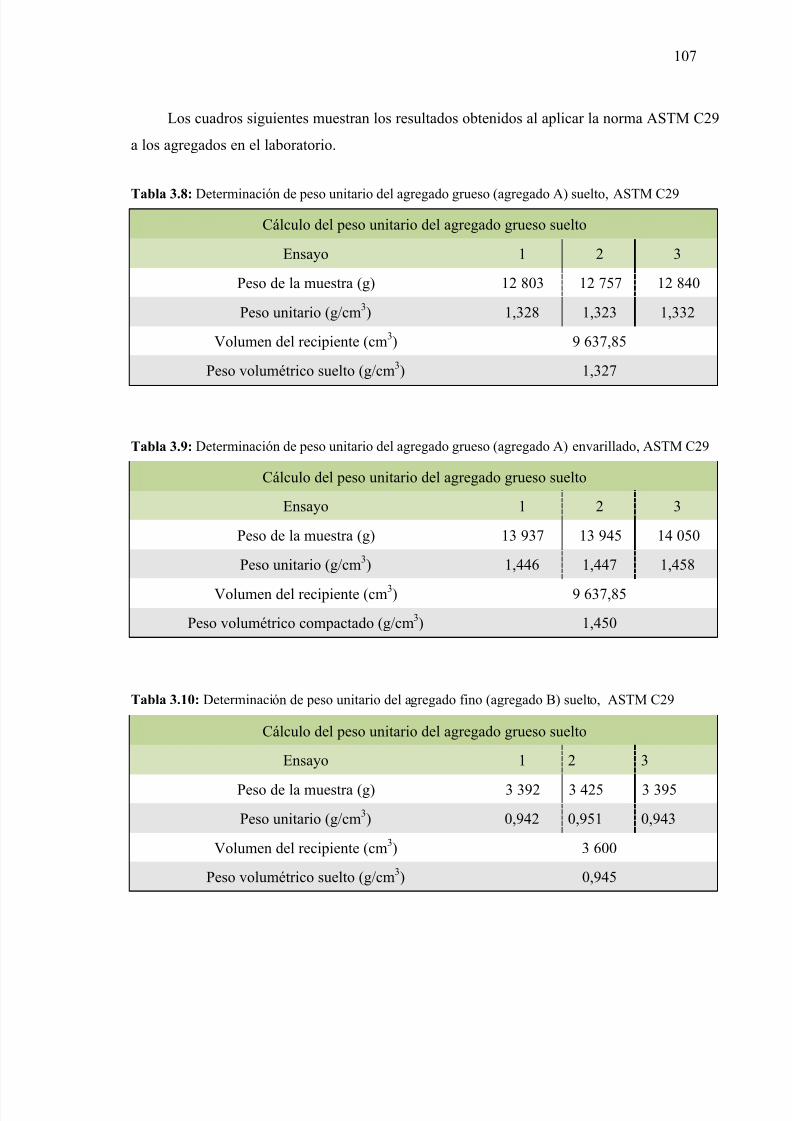
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 107/222
107
Los cuadros siguientes muestran los resultados obtenidos al aplicar la norma ASTM C29
a los agregados en el laboratorio.
Tabla 3.8: Determinación de peso unitario del agregado grueso (agregado A) suelto, ASTM C29
Cálculo del peso unitario del agregado grueso suelto
Ensayo 1 2 3
Peso de la muestra (g) 12 803 12 757 12 840
Peso unitario (g/cm3) 1,328 1,323 1,332
Volumen del recipiente (cm3) 9 637,85
Peso volumétrico suelto (g/cm3) 1,327
Tabla 3.9: Determinación de peso unitario del agregado grueso (agregado A) envarillado, ASTM C29
Cálculo del peso unitario del agregado grueso suelto
Ensayo 1 2 3
Peso de la muestra (g) 13 937 13 945 14 050
Peso unitario (g/cm3) 1,446 1,447 1,458
Volumen del recipiente (cm3) 9 637,85
Peso volumétrico compactado (g/cm3) 1,450
Tabla 3.10: Determinación de peso unitario del agregado fino (agregado B) suelto, ASTM C29
Cálculo del peso unitario del agregado grueso suelto
Ensayo 1 2 3
Peso de la muestra (g) 3 392 3 425 3 395
Peso unitario (g/cm3) 0,942 0,951 0,943
Volumen del recipiente (cm3) 3 600
Peso volumétrico suelto (g/cm3) 0,945
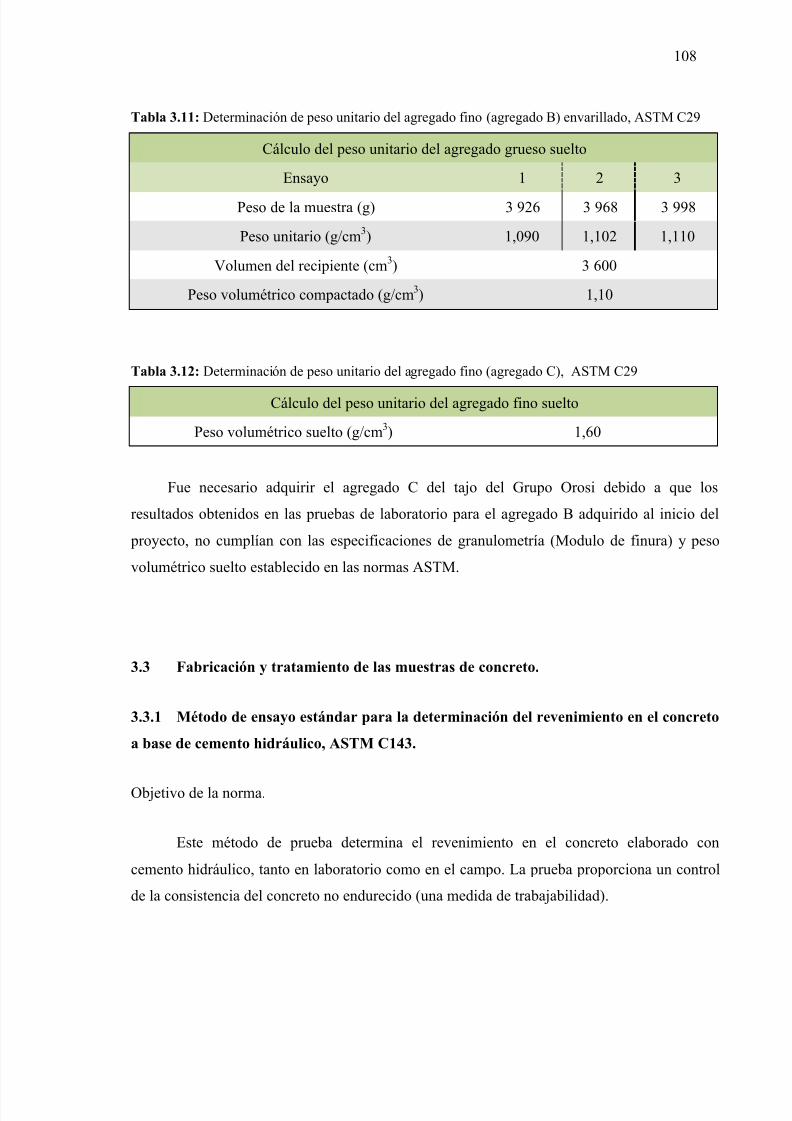
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 108/222
108
Tabla 3.11: Determinación de peso unitario del agregado fino (agregado B) envarillado, ASTM C29
Cálculo del peso unitario del agregado grueso suelto
Ensayo 1 2 3
Peso de la muestra (g) 3 926 3 968 3 998
Peso unitario (g/cm3) 1,090 1,102 1,110
Volumen del recipiente (cm3) 3 600
Peso volumétrico compactado (g/cm3) 1,10
Tabla 3.12: Determinación de peso unitario del agregado fino (agregado C), ASTM C29
Cálculo del peso unitario del agregado fino suelto
Peso volumétrico suelto (g/cm3) 1,60
Fue necesario adquirir el agregado C del tajo del Grupo Orosi debido a que los
resultados obtenidos en las pruebas de laboratorio para el agregado B adquirido al inicio del
proyecto, no cumplían con las especificaciones de granulometría (Modulo de finura) y peso
volumétrico suelto establecido en las normas ASTM.
3.3 Fabricación y tratamiento de las muestras de concreto.
3.3.1 Método de ensayo estándar para la determinación del revenimiento en el concreto
a base de cemento hidráulico, ASTM C143.
Objetivo de la norma.
Este método de prueba determina el revenimiento en el concreto elaborado con
cemento hidráulico, tanto en laboratorio como en el campo. La prueba proporciona un control
de la consistencia del concreto no endurecido (una medida de trabajabilidad).
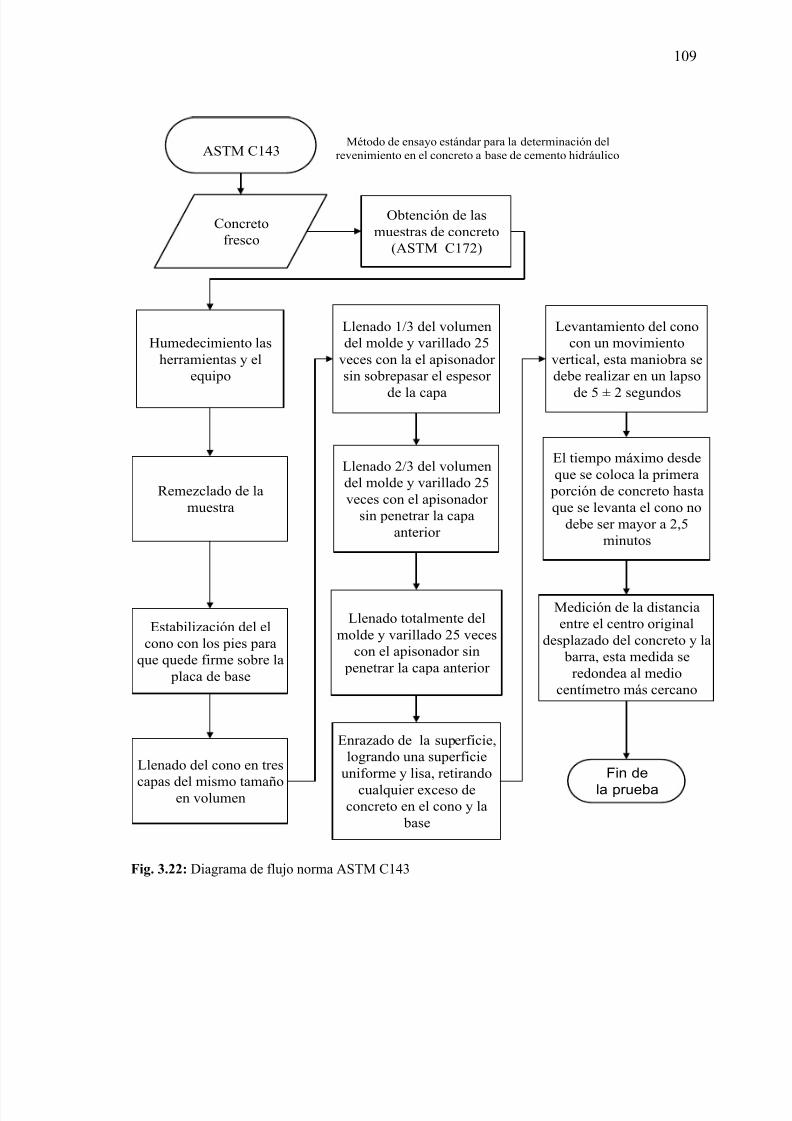
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 109/222
109
Obtención de las
muestras de concreto
(ASTM C172)
Remezclado de la
muestra
Humedecimiento las
herramientas y el
equipo
Llenado 1/3 del volumen
del molde y varillado 25
veces con la el apisonador
sin sobrepasar el espesor
de la capa
Llenado 2/3 del volumen
del molde y varillado 25
veces con el apisonador
sin penetrar la capa
anterior
Llenado totalmente del
molde y varillado 25 veces
con el apisonador sin
penetrar la capa anterior
ASTM C143
Concreto
fresco
Fin de
la prueba
El tiempo máximo desde
que se coloca la primera
porción de concreto hasta
que se levanta el cono no
debe ser mayor a 2,5
minutos
Medición de la distancia
entre el centro original
desplazado del concreto y la
barra, esta medida se
redondea al medio
centímetro más cercano
Estabilización del el
cono con los pies para
que quede firme sobre la
placa de base
Llenado del cono en tres
capas del mismo tamañoen volumen
Levantamiento del cono
con un movimiento
vertical, esta maniobra se
debe realizar en un lapso
de 5 ± 2 segundos
Enrazado de la superficie,
logrando una superficie
uniforme y lisa, retirando
cualquier exceso deconcreto en el cono y la
base
Método de ensayo estándar para la determinación del
revenimiento en el concreto a base de cemento hidráulico
Fig. 3.22: Diagrama de flujo norma ASTM C143
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 110/222
110
Fig. 3.23: Molde utilizado en Fig. 3.24: Medición del revenimientola prueba de revenimiento
En las secciones donde se especifica la composición de cada mezcla de concreto se
indicarán los resultados al aplicar el método de ensayo estándar para la determinación del
revenimiento en el concreto a base de cemento hidráulico (ASTM C143), obtenidos en el
laboratorio.
3.3.2 Práctica normalizada para muestreo de concreto recién mezclado, ASTM C172.
Objetivo de la norma.
Esta norma establece los procedimientos para obtener muestras representativas de
concreto fresco utilizado en el lugar del proyecto, las cuales se utilizarán para realizar ensayos
que determinen el cumplimiento de los requisitos de calidad, según las especificaciones bajo
las cuales el concreto ha sido suministrado.
Fig. 3.25: Recolección de muestra de concreto

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 111/222
111
Toma de la muestra de
dos o más porciones en
intervalos de espacios
regulares durante la
descarga del concreto
Toma de la muestra
en la mitad de la
descarga, nunca se
debe tomar la muestra
ni al principio ni al
final de la descarga.
No se debe exceder los 15 minutosentre la obtención de la primera y
la última porción de la muestra
completa.
Los ensayos de asentamiento,temperatura y contenido de aire deben
hacerse dentro de los siguientes 5
minutos después de obtener la última
porción de la muestra completa.
ASTM C172
Concreto
fresco
Fin de la
Prueba
Práctica normalizada para muestreo de concreto recién mezclado
Fig. 3.26: Diagrama de flujo norma ASTM C172
3.3.3 Práctica estándar para fabricación y curado en la obra de especímenes, ASTM
C31.
Objetivo de la norma.
Esta norma explica los procesos de elaboración y curado de muestras cilíndricas
representativas de concreto fresco para un trabajo determinado de construcción, con el fin de
obtener resultados de las propiedades del concreto utilizado en el proyecto.
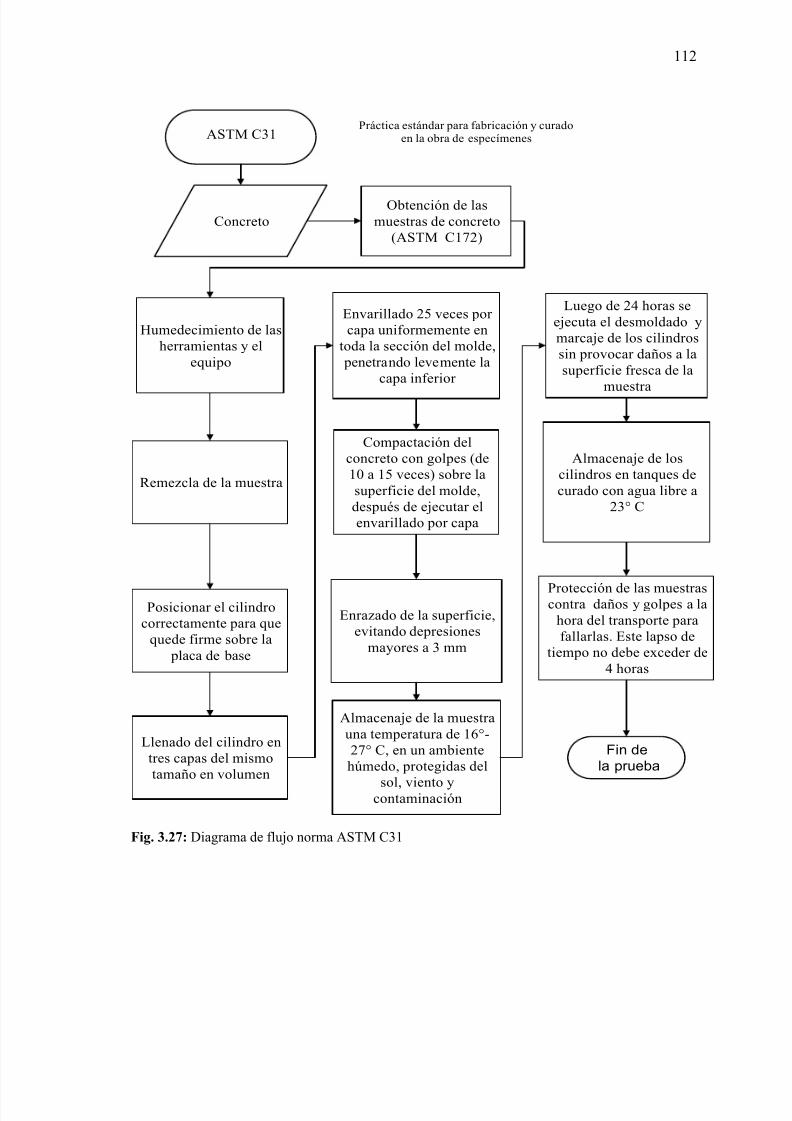
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 112/222
112
Obtención de las
muestras de concreto
(ASTM C172)
Remezcla de la muestra
Humedecimiento de las
herramientas y el
equipo
Envarillado 25 veces por
capa uniformemente en
toda la sección del molde,
penetrando levemente la
capa inferior
Compactación del
concreto con golpes (de
10 a 15 veces) sobre la
superficie del molde,
después de ejecutar el
envarillado por capa
Enrazado de la superficie,
evitando depresiones
mayores a 3 mm
ASTM C31
Concreto
Fin de
la prueba
Almacenaje de los
cilindros en tanques de
curado con agua libre a
23° C
Protección de las muestrascontra daños y golpes a la
hora del transporte para
fallarlas. Este lapso de
tiempo no debe exceder de
4 horas
Posicionar el cilindro
correctamente para que
quede firme sobre la
placa de base
Llenado del cilindro en
tres capas del mismo
tamaño en volumen
Luego de 24 horas se
ejecuta el desmoldado y
marcaje de los cilindros
sin provocar daños a la
superficie fresca de la
muestra
Almacenaje de la muestra
una temperatura de 16°-
27° C, en un ambiente
húmedo, protegidas del
sol, viento ycontaminación
Práctica estándar para fabricación y curadoen la obra de especímenes
Fig. 3.27: Diagrama de flujo norma ASTM C31
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 113/222
113
Fig. 3.28: Llenado de los cilindros Fig. 3.29: Preparación de las muestras
3.3.4 Método de ensayo normalizado para resistencia a la compresión de especímenes
cilíndricos de concreto, ASTM C39.
Objetivo de la norma.
Este norma explica sobre la determinación de la resistencia a la compresión de
especímenes cilíndricos de concreto, estos pueden ser moldeados o núcleos perforados. Con
este ensayo se puede verificar si el concreto cumple con la resistencia a la compresión
deseada.
En esta norma se presentó la limitación de no asegurar la aplicación de una carga de
entre 565 lb/in2 a 1413 lb/in2 por segundo hasta que el cilindro falle, debido a la utilización de
la prensa hidráulica manual, sin embargo, todos los cilindros son fallados de la misma manera,
por lo que la variación en los resultados de la resistencia a la compresión será muy similar en
todas las muestras de concreto.
En las secciones donde se especifica la composición de cada mezcla de concreto se
indicarán los resultados al aplicar el método de ensayo normalizado para resistencia a la
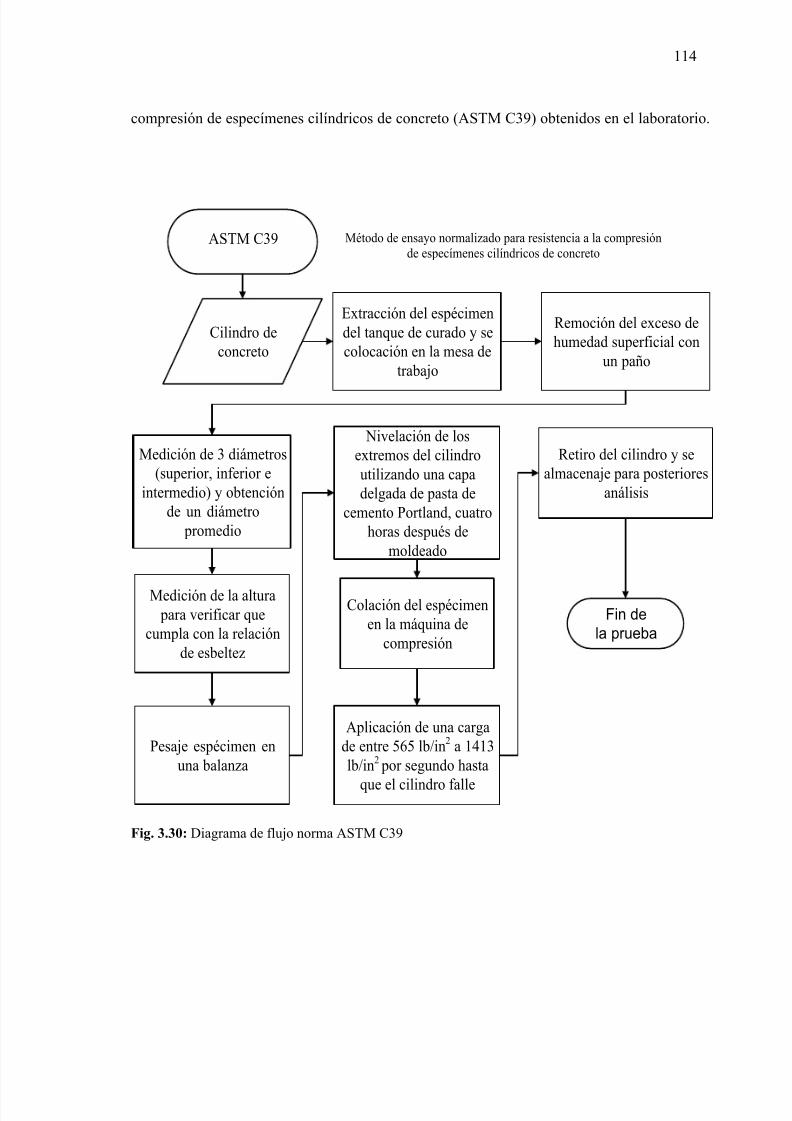
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 114/222
114
compresión de especímenes cilíndricos de concreto (ASTM C39) obtenidos en el laboratorio.
Extracción del espécimen
del tanque de curado y se
colocación en la mesa de
trabajo
Medición de la altura
para verificar que
cumpla con la relación
de esbeltez
Medición de 3 diámetros
(superior, inferior e
intermedio) y obtención
de un diámetro
promedio
Nivelación de los
extremos del cilindro
utilizando una capa
delgada de pasta de
cemento Portland, cuatro
horas después de
moldeado
Colación del espécimen
en la máquina de
compresión
ASTM C39
Cilindro de
concreto
Fin de
la prueba
Aplicación de una carga
de entre 565 lb/in2 a 1413
lb/in2 por segundo hasta
que el cilindro falle
Retiro del cilindro y se
almacenaje para posteriores
análisis
Pesaje espécimen en
una balanza
Remoción del exceso de
humedad superficial con
un paño
Método de ensayo normalizado para resistencia a la compresión
de especímenes cilíndricos de concreto
Fig. 3.30: Diagrama de flujo norma ASTM C39
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 115/222
115
Fig. 3.31: Desmoldado de Fig. 3.32: Pruebas de compresiónlos cilindros de concreto en los testigos de concreto
3.4 Diseño de mezcla de concreto.
En la investigación fue necesario realizar dos diseños de mezcla, concreto A1 (210
kg/cm²) y concreto A2 (250 kg/cm²), siguiendo los requisitos de reglamento para el concreto
estructural (ACI) para concretos de agregados de peso normal. El trabajo se enfocó en
modificar un mezcla que presente una manejabilidad, un revenimiento y resistencia a lacompresión de uso común en diferentes tipos de construcciones en Costa Rica
Para elegir la cantidad adecuada y económica de cada uno de los ingredientes (agua,
arena, piedra, cemento), fue necesaria la aplicación de las normas ASTM antes mencionadas y
descritas, con el fin de conocer acerca de los factores de los agregados que influyen en las
propiedades del concreto.
Después de realizarse la dosificación, es necesario, verificar que las características se
cumplan en la práctica. En este caso una vez mezclado el concreto A1 (210 kg/cm²) demuestra
que no tiene la consistencia deseada, pues al aplicar la norma ASTM C143 para verificar el
asentamiento, se observa que está fuera de parámetro, con una medida de revenimiento de
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 116/222
116
1,5 cm. Como solución al problema fue necesario añadirle 28,74% más del agua de
dosificación para modificar la consistencia y hacer el concreto más manejable. Con esta
modificación el revenimiento pasó de 1,5 cm a 5 cm, y creó una nueva incógnita: ¿cuál es la
afectación de la resistencia a la compresión al aumentar la relación agua/cemento?
La limitación del tiempo para realizar las pruebas compromete la etapa de verificación
y rediseño de las mezclas, por lo tanto se toma la decisión de trabajar con un concreto A2 (250
kg/cm²) para asegurar que la resistencia será más alta de 210 kg/cm², aunque se dé un
incremento de agua que aumente la medida del revenimiento. En la actualidad muchos
ingenieros diseñadores toman la decisión de aumentar el factor de seguridad y especifican un
concreto con una resistencia de entre 220 kg/cm² a 250 kg/cm², debido a que en el pasado
muchas de las mezclas en la obra dosificadas para 210 kg/cm² no cumplían con la resistencia.
De esta manera, este estudio, al utilizar un concreto modificado partiendo de una base de
resistencia de 250 kg/cm², cumple la idea inicial de analizar el comportamiento de un concreto
de uso común en las construcciones.
El diseño A2 (250 kg/cm²), se realizó con la misma metodología. Al verificar el
revenimiento se observó que no cumplía con lo estimado, por esta razón se tomó la decisión
de agregarle 19,69% más del agua de la dosificación, aumentado la razón agua/cemento ycambiando la medida de la prueba del revenimiento de 3,5 cm a 7,25 cm.
Para fabricar el concreto en primera instancia se adquieren los agregados A y B, luego
de determinar su granulometría se determina que el agregado B está fuera de parámetros
especificados en la norma ASTM C33 (ver tabla 3.6), por consiguiente, al aplicar la norma
ASTM C125 el modulo de finura es menor al recomendado. Por este motivo se decide adquirir
el agregado C, el cual está respaldado por la hoja técnica suministrada por el proveedor (anexo
B). A este nuevo agregado únicamente se le aplicó la norma ASTM C566, para determinar la
humedad del material.
A continuación se detallan las proporciones por peso y volumen de los materiales que
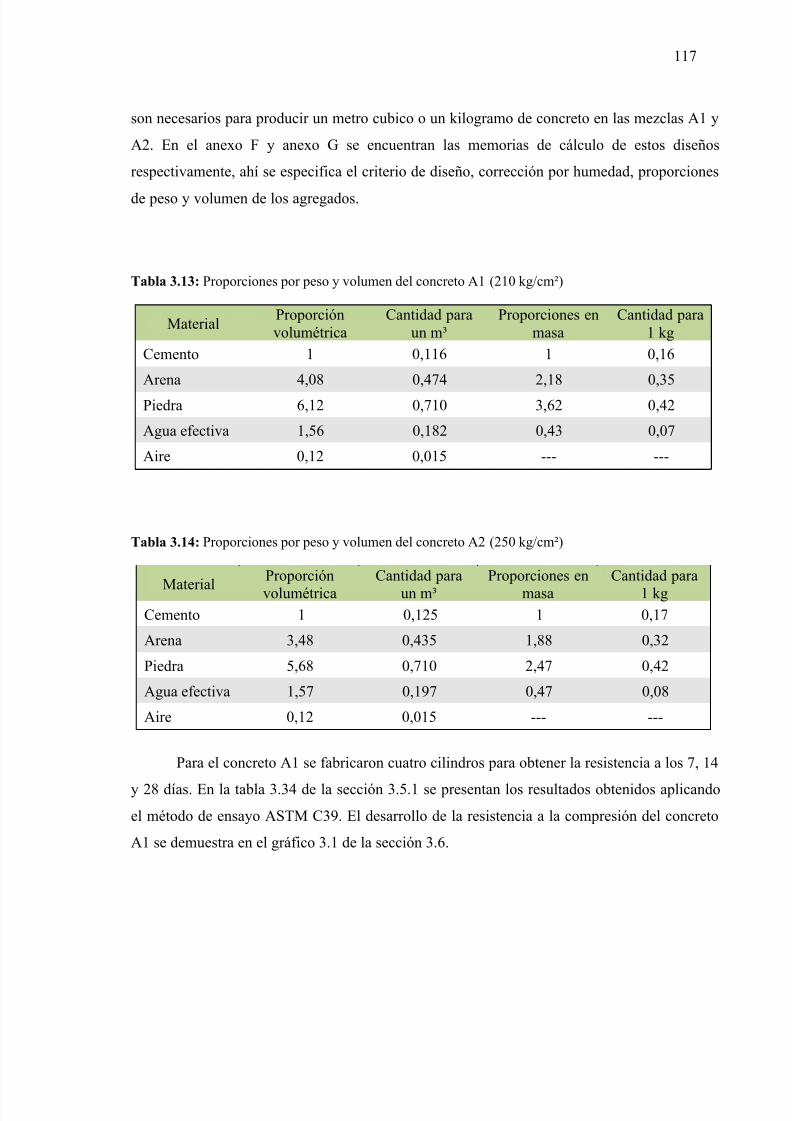
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 117/222
117
son necesarios para producir un metro cubico o un kilogramo de concreto en las mezclas A1 y
A2. En el anexo F y anexo G se encuentran las memorias de cálculo de estos diseños
respectivamente, ahí se especifica el criterio de diseño, corrección por humedad, proporciones
de peso y volumen de los agregados.
Tabla 3.13: Proporciones por peso y volumen del concreto A1 (210 kg/cm²)
MaterialProporciónvolumétrica
Cantidad paraun m³
Proporciones enmasa
Cantidad para1 kg
Cemento 1 0,116 1 0,16
Arena 4,08 0,474 2,18 0,35
Piedra 6,12 0,710 3,62 0,42
Agua efectiva 1,56 0,182 0,43 0,07
Aire 0,12 0,015 --- ---
Tabla 3.14: Proporciones por peso y volumen del concreto A2 (250 kg/cm²)
Material
Proporción
volumétrica
Cantidad para
un m³
Proporciones en
masa
Cantidad para
1 kgCemento 1 0,125 1 0,17
Arena 3,48 0,435 1,88 0,32
Piedra 5,68 0,710 2,47 0,42
Agua efectiva 1,57 0,197 0,47 0,08
Aire 0,12 0,015 --- ---
Para el concreto A1 se fabricaron cuatro cilindros para obtener la resistencia a los 7, 14
y 28 días. En la tabla 3.34 de la sección 3.5.1 se presentan los resultados obtenidos aplicando
el método de ensayo ASTM C39. El desarrollo de la resistencia a la compresión del concreto
A1 se demuestra en el gráfico 3.1 de la sección 3.6.
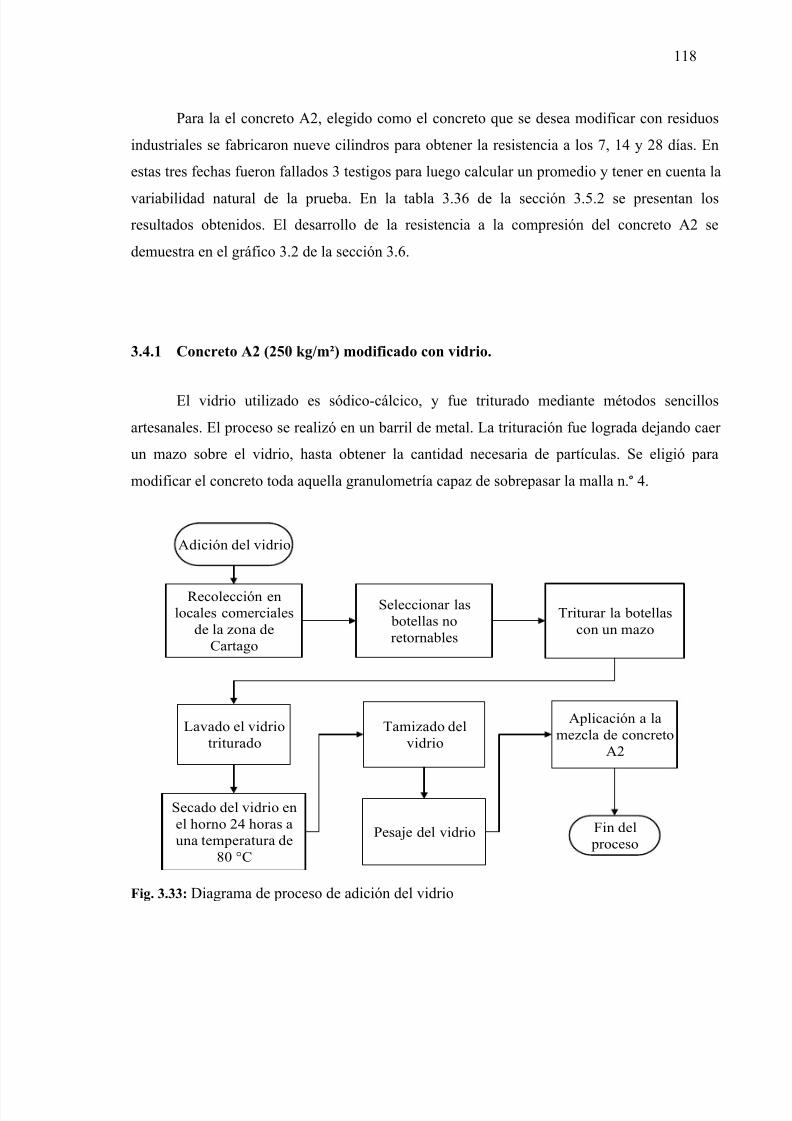
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 118/222
118
Para la el concreto A2, elegido como el concreto que se desea modificar con residuos
industriales se fabricaron nueve cilindros para obtener la resistencia a los 7, 14 y 28 días. En
estas tres fechas fueron fallados 3 testigos para luego calcular un promedio y tener en cuenta la
variabilidad natural de la prueba. En la tabla 3.36 de la sección 3.5.2 se presentan losresultados obtenidos. El desarrollo de la resistencia a la compresión del concreto A2 se
demuestra en el gráfico 3.2 de la sección 3.6.
3.4.1 Concreto A2 (250 kg/m²) modificado con vidrio.
El vidrio utilizado es sódico-cálcico, y fue triturado mediante métodos sencillos
artesanales. El proceso se realizó en un barril de metal. La trituración fue lograda dejando caer
un mazo sobre el vidrio, hasta obtener la cantidad necesaria de partículas. Se eligió para
modificar el concreto toda aquella granulometría capaz de sobrepasar la malla n. ° 4.
Adición del vidrio
Recolección en
locales comerciales
de la zona de
Cartago
Seleccionar las
botellas no
retornables
Triturar la botellas
con un mazo
Lavado el vidrio
triturado
Secado del vidrio en
el horno 24 horas a
una temperatura de
80 °C
Tamizado del
vidrio
Pesaje del vidrio
Aplicación a la
mezcla de concreto
A2
Fin del
proceso
Fig. 3.33: Diagrama de proceso de adición del vidrio
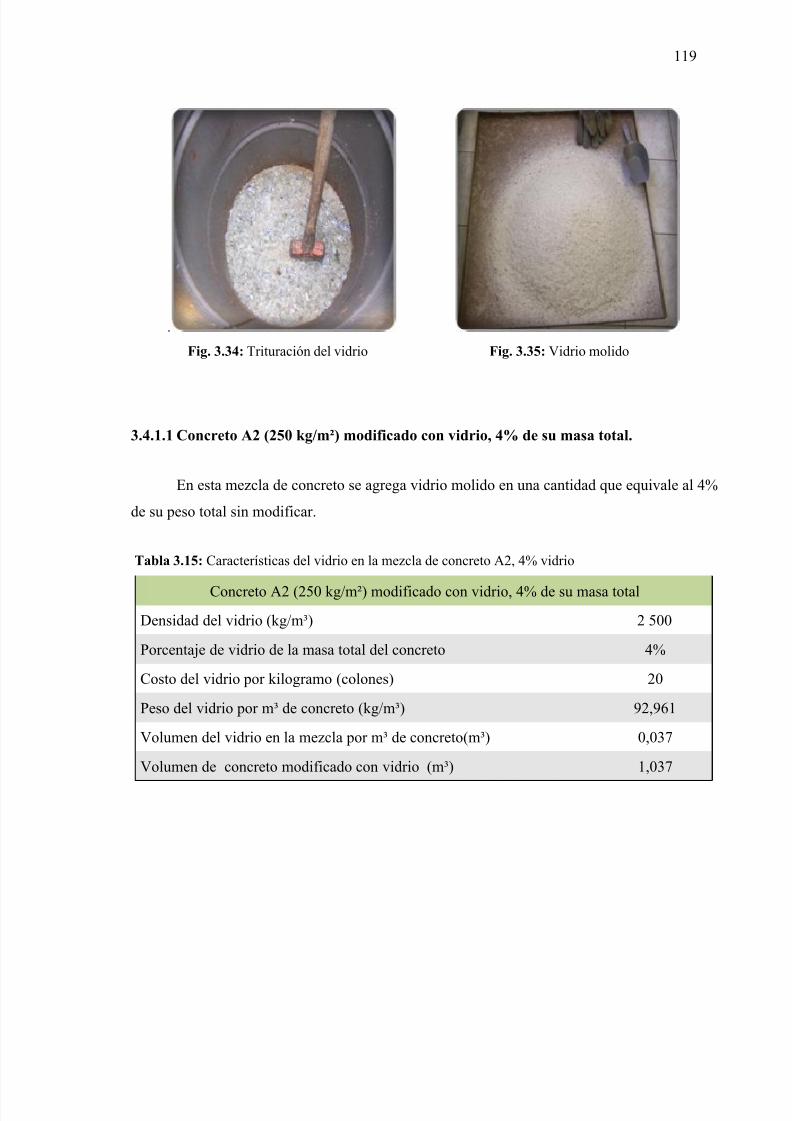
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 119/222
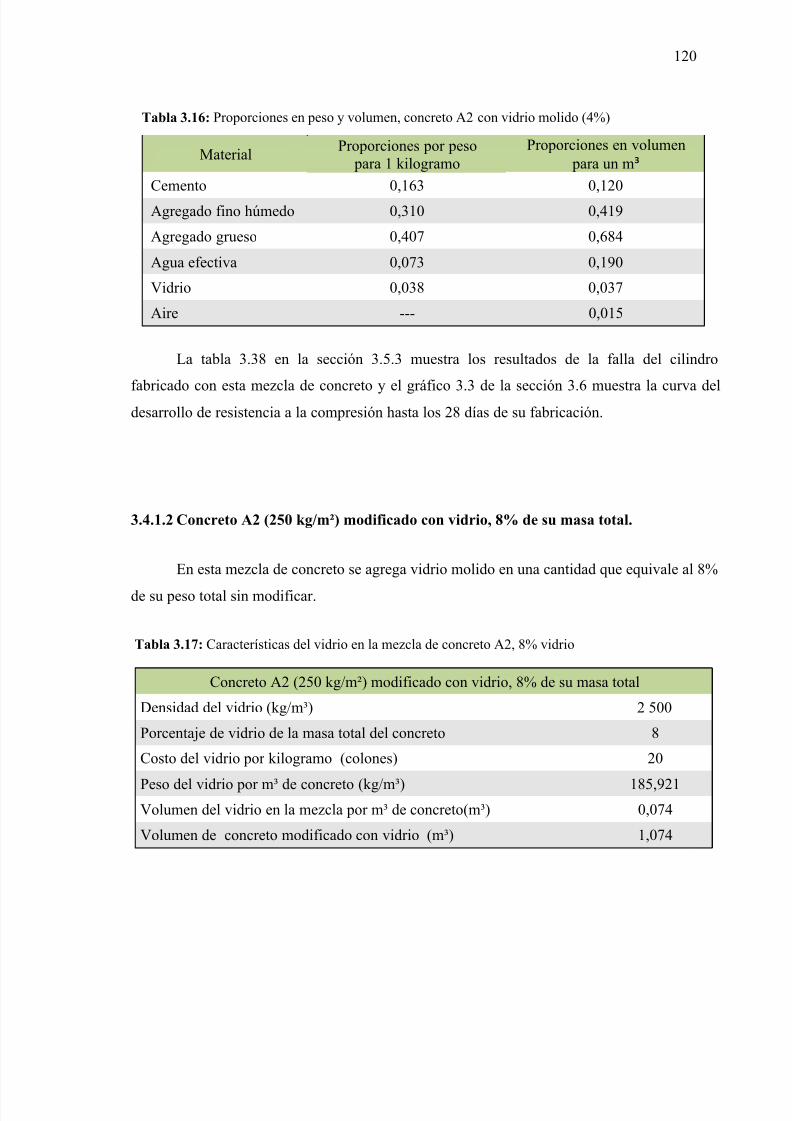
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 120/222
120
Tabla 3.16: Proporciones en peso y volumen, concreto A2 con vidrio molido (4%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Cemento 0,163 0,120
Agregado fino húmedo 0,310 0,419
Agregado grueso 0,407 0,684
Agua efectiva 0,073 0,190
Vidrio 0,038 0,037
Aire --- 0,015
La tabla 3.38 en la sección 3.5.3 muestra los resultados de la falla del cilindro
fabricado con esta mezcla de concreto y el gráfico 3.3 de la sección 3.6 muestra la curva deldesarrollo de resistencia a la compresión hasta los 28 días de su fabricación.
3.4.1.2 Concreto A2 (250 kg/m²) modificado con vidrio, 8% de su masa total.
En esta mezcla de concreto se agrega vidrio molido en una cantidad que equivale al 8%
de su peso total sin modificar.
Tabla 3.17: Características del vidrio en la mezcla de concreto A2, 8% vidrio
Concreto A2 (250 kg/m²) modificado con vidrio, 8% de su masa total
Densidad del vidrio (kg/m³) 2 500
Porcentaje de vidrio de la masa total del concreto 8
Costo del vidrio por kilogramo (colones) 20
Peso del vidrio por m³ de concreto (kg/m³) 185,921Volumen del vidrio en la mezcla por m³ de concreto(m³) 0,074
Volumen de concreto modificado con vidrio (m³) 1,074
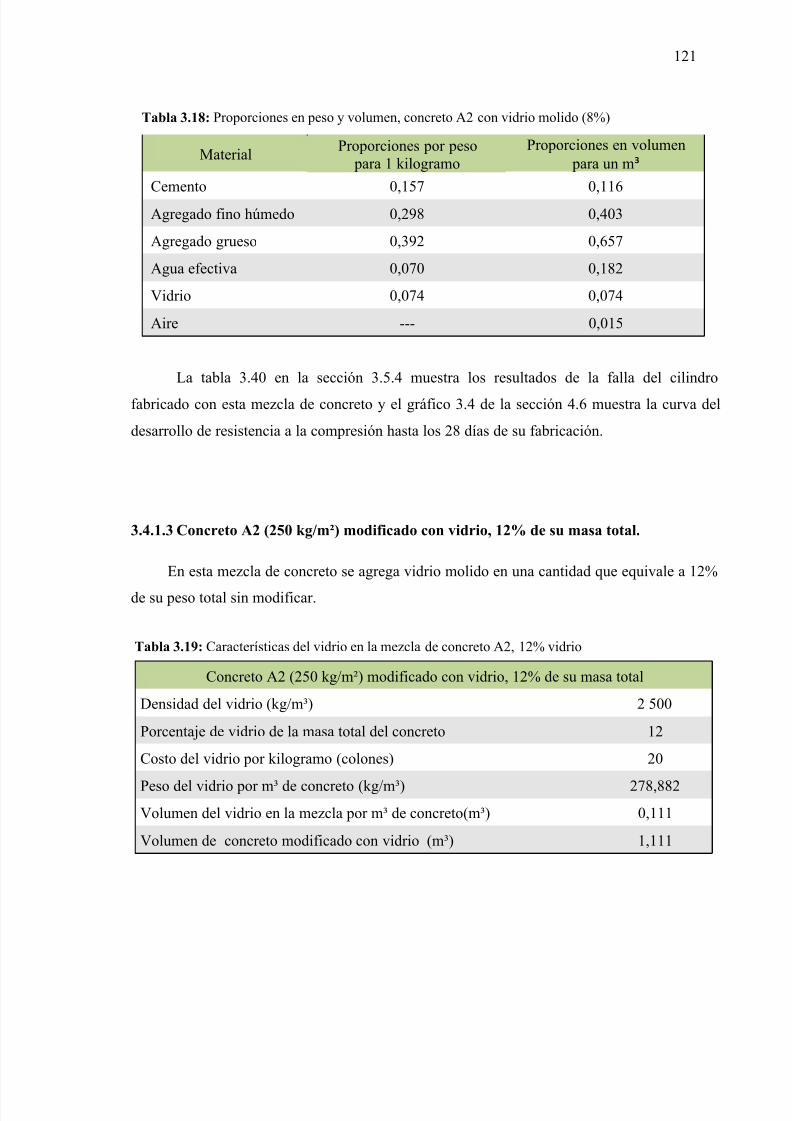
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 121/222
121
Tabla 3.18: Proporciones en peso y volumen, concreto A2 con vidrio molido (8%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Cemento 0,157 0,116
Agregado fino húmedo 0,298 0,403
Agregado grueso 0,392 0,657
Agua efectiva 0,070 0,182
Vidrio 0,074 0,074
Aire --- 0,015
La tabla 3.40 en la sección 3.5.4 muestra los resultados de la falla del cilindro
fabricado con esta mezcla de concreto y el gráfico 3.4 de la sección 4.6 muestra la curva del
desarrollo de resistencia a la compresión hasta los 28 días de su fabricación.
3.4.1.3 Concreto A2 (250 kg/m²) modificado con vidrio, 12% de su masa total.
En esta mezcla de concreto se agrega vidrio molido en una cantidad que equivale a 12%
de su peso total sin modificar.
Tabla 3.19: Características del vidrio en la mezcla de concreto A2, 12% vidrio
Concreto A2 (250 kg/m²) modificado con vidrio, 12% de su masa total
Densidad del vidrio (kg/m³) 2 500
Porcentaje de vidrio de la masa total del concreto 12
Costo del vidrio por kilogramo (colones) 20
Peso del vidrio por m³ de concreto (kg/m³) 278,882Volumen del vidrio en la mezcla por m³ de concreto(m³) 0,111
Volumen de concreto modificado con vidrio (m³) 1,111
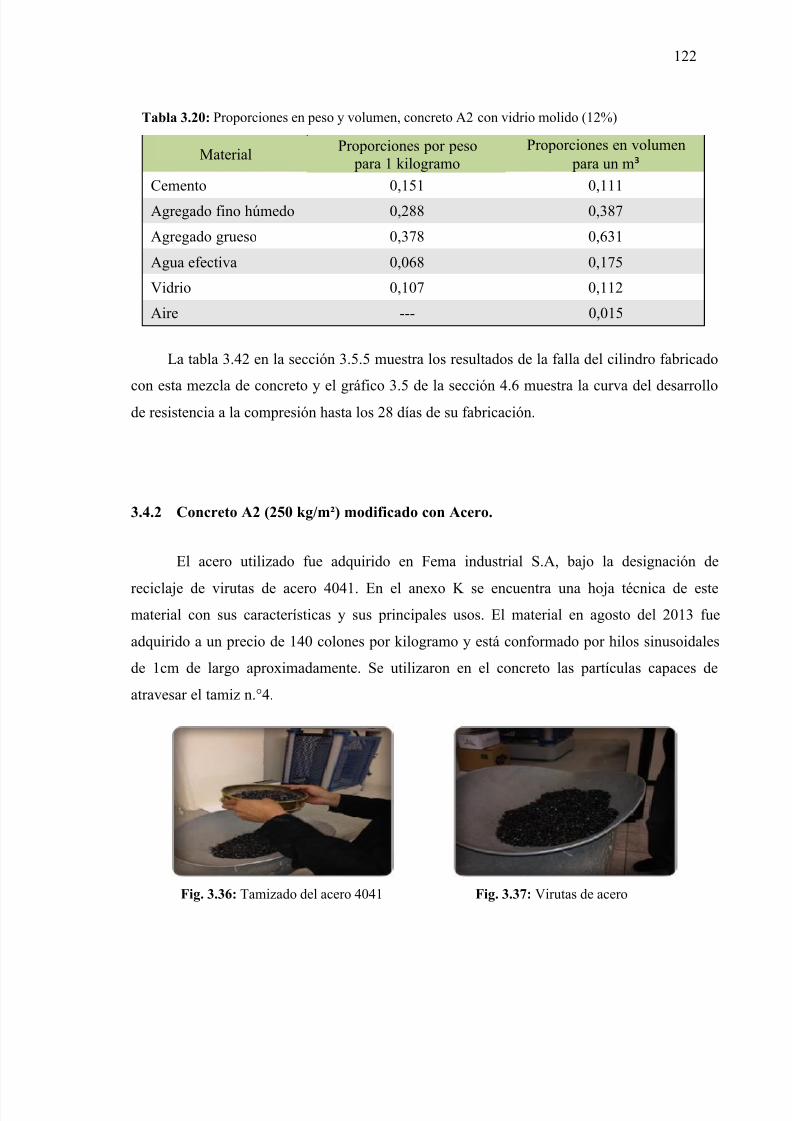
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 122/222
122
Tabla 3.20: Proporciones en peso y volumen, concreto A2 con vidrio molido (12%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Cemento 0,151 0,111
Agregado fino húmedo 0,288 0,387
Agregado grueso 0,378 0,631
Agua efectiva 0,068 0,175
Vidrio 0,107 0,112
Aire --- 0,015
La tabla 3.42 en la sección 3.5.5 muestra los resultados de la falla del cilindro fabricado
con esta mezcla de concreto y el gráfico 3.5 de la sección 4.6 muestra la curva del desarrollode resistencia a la compresión hasta los 28 días de su fabricación.
3.4.2 Concreto A2 (250 kg/m²) modificado con Acero.
El acero utilizado fue adquirido en Fema industrial S.A, bajo la designación de
reciclaje de virutas de acero 4041. En el anexo K se encuentra una hoja técnica de estematerial con sus características y sus principales usos. El material en agosto del 2013 fue
adquirido a un precio de 140 colones por kilogramo y está conformado por hilos sinusoidales
de 1cm de largo aproximadamente. Se utilizaron en el concreto las partículas capaces de
atravesar el tamiz n.°4.
Fig. 3.36: Tamizado del acero 4041 Fig. 3.37: Virutas de acero
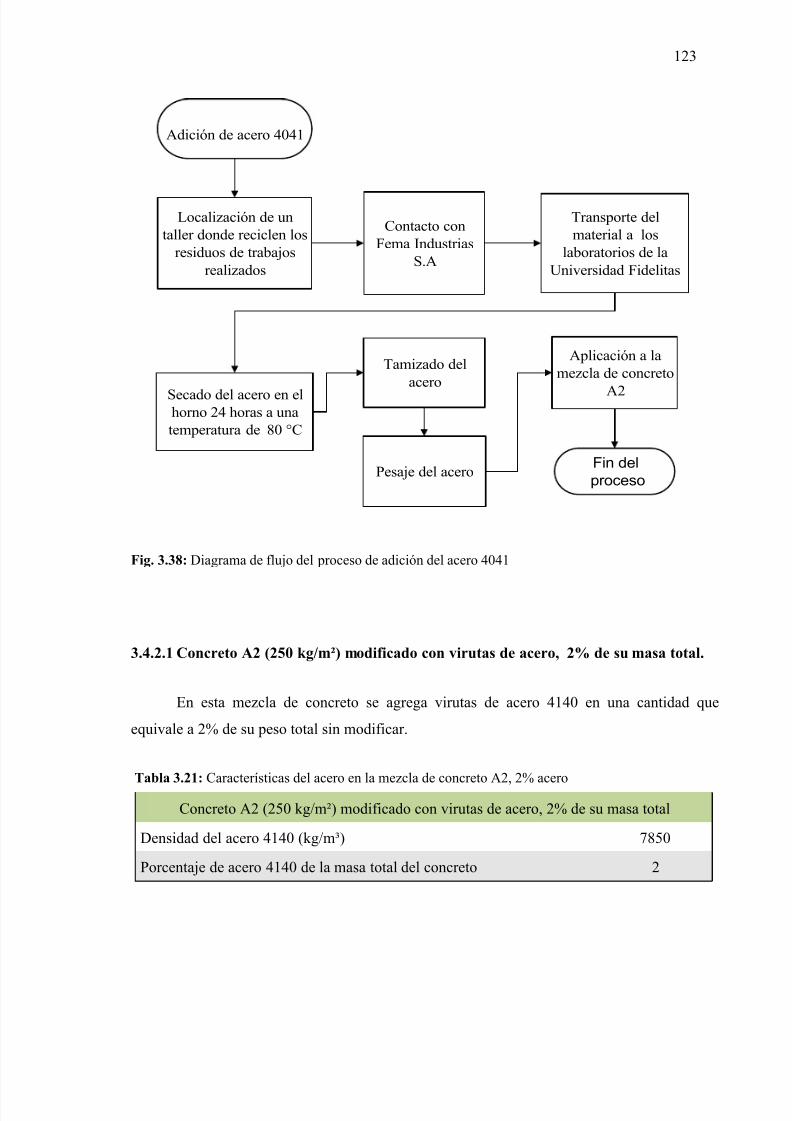
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 123/222
123
Fig. 3.38: Diagrama de flujo del proceso de adición del acero 4041
3.4.2.1 Concreto A2 (250 kg/m²) modificado con virutas de acero, 2% de su masa total.
En esta mezcla de concreto se agrega virutas de acero 4140 en una cantidad que
equivale a 2% de su peso total sin modificar.
Tabla 3.21: Características del acero en la mezcla de concreto A2, 2% acero
Concreto A2 (250 kg/m²) modificado con virutas de acero, 2% de su masa total
Densidad del acero 4140 (kg/m³) 7850
Porcentaje de acero 4140 de la masa total del concreto 2
Localización de un
taller donde reciclen los
residuos de trabajos
realizados
Contacto con
Fema Industrias
S.A
Secado del acero en elhorno 24 horas a una
temperatura de 80 °C
Adición de acero 4041
Fin del
proceso
Transporte del
material a los
laboratorios de la
Universidad Fidelitas
Tamizado del
acero
Pesaje del acero
Aplicación a la
mezcla de concreto
A2
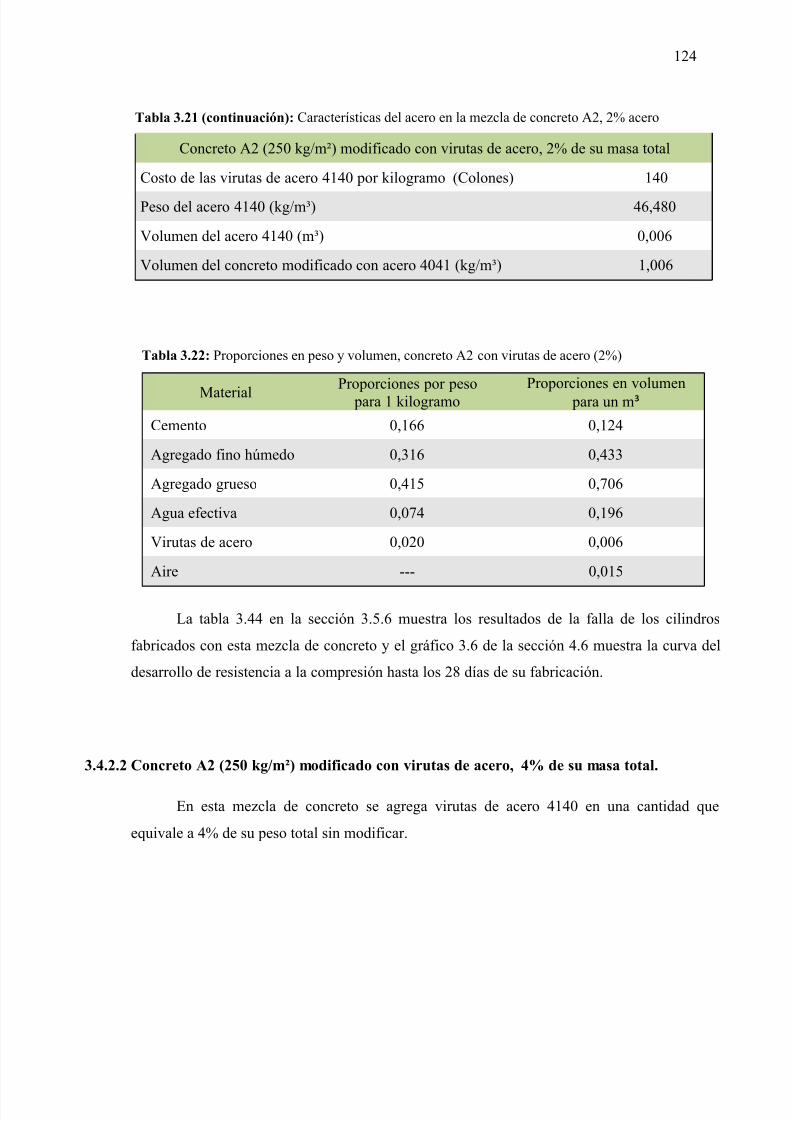
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 124/222
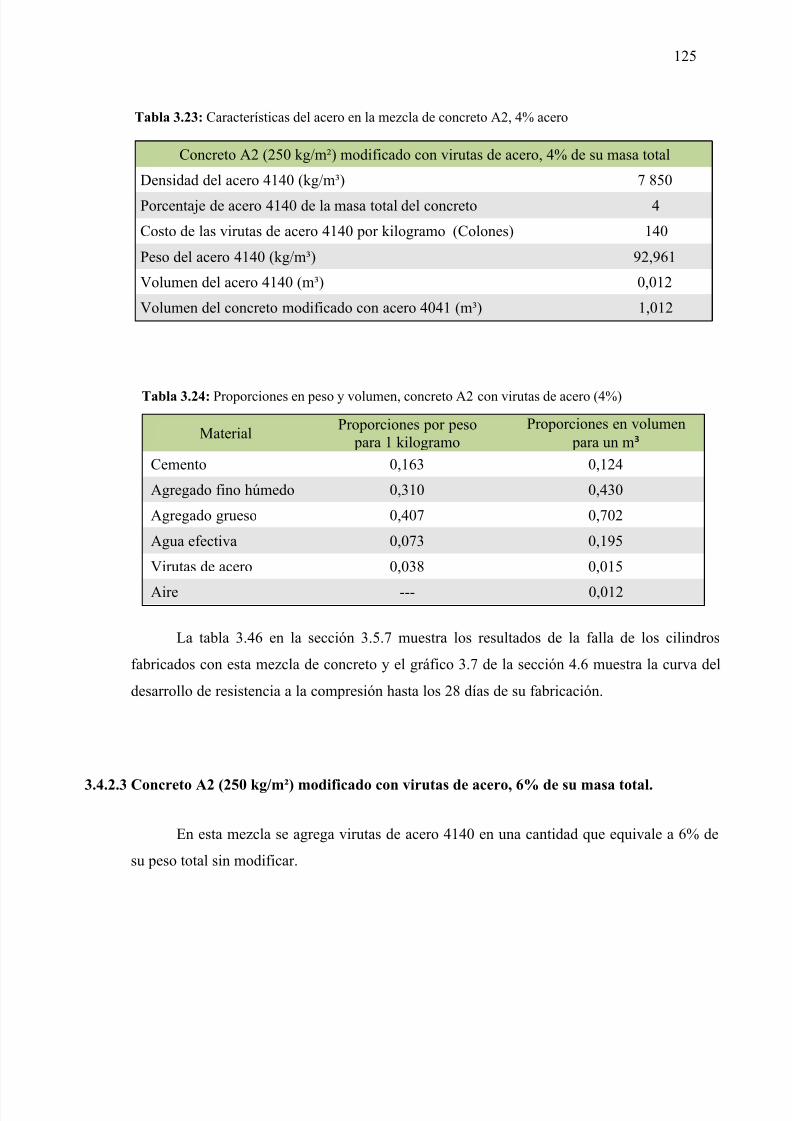
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 125/222
125
Tabla 3.23: Características del acero en la mezcla de concreto A2, 4% acero
Concreto A2 (250 kg/m²) modificado con virutas de acero, 4% de su masa total
Densidad del acero 4140 (kg/m³) 7 850
Porcentaje de acero 4140 de la masa total del concreto 4
Costo de las virutas de acero 4140 por kilogramo (Colones) 140
Peso del acero 4140 (kg/m³) 92,961
Volumen del acero 4140 (m³) 0,012
Volumen del concreto modificado con acero 4041 (m³) 1,012
Tabla 3.24: Proporciones en peso y volumen, concreto A2 con virutas de acero (4%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Cemento 0,163 0,124
Agregado fino húmedo 0,310 0,430
Agregado grueso 0,407 0,702
Agua efectiva 0,073 0,195
Virutas de acero 0,038 0,015
Aire --- 0,012
La tabla 3.46 en la sección 3.5.7 muestra los resultados de la falla de los cilindros
fabricados con esta mezcla de concreto y el gráfico 3.7 de la sección 4.6 muestra la curva del
desarrollo de resistencia a la compresión hasta los 28 días de su fabricación.
3.4.2.3 Concreto A2 (250 kg/m²) modificado con virutas de acero, 6% de su masa total.
En esta mezcla se agrega virutas de acero 4140 en una cantidad que equivale a 6% de
su peso total sin modificar.
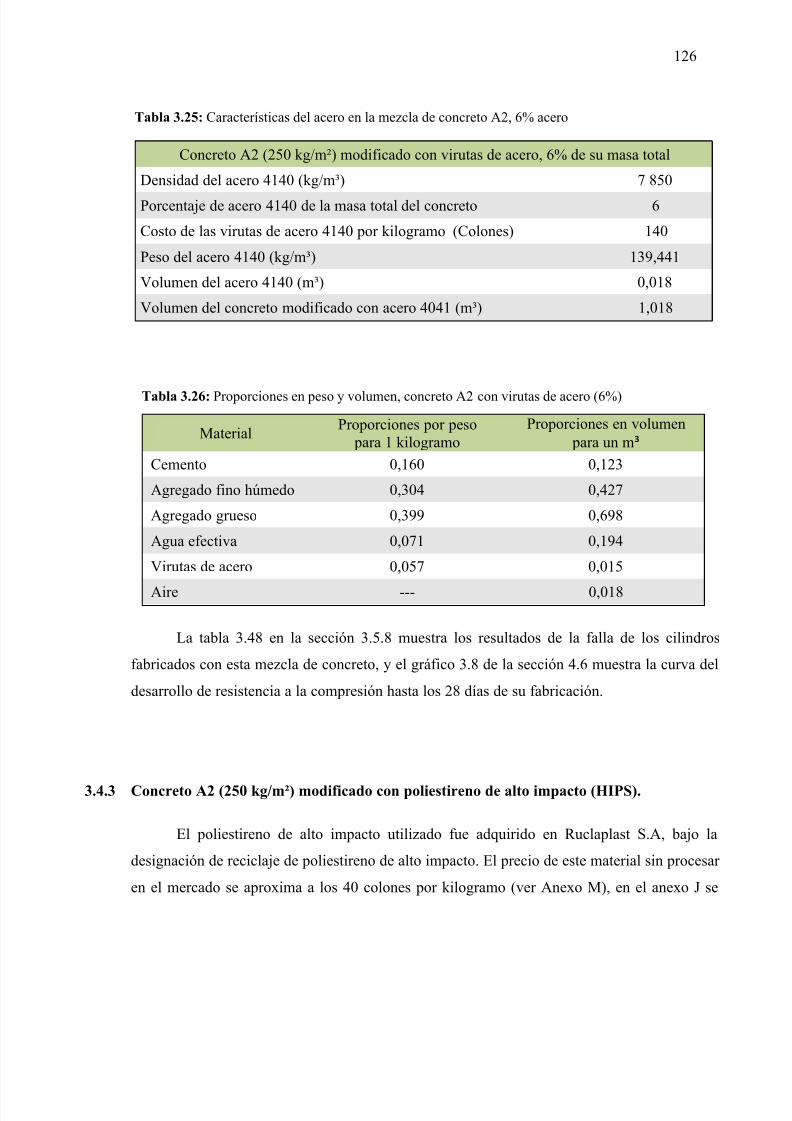
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 126/222
126
Tabla 3.25: Características del acero en la mezcla de concreto A2, 6% acero
Concreto A2 (250 kg/m²) modificado con virutas de acero, 6% de su masa total
Densidad del acero 4140 (kg/m³) 7 850
Porcentaje de acero 4140 de la masa total del concreto 6
Costo de las virutas de acero 4140 por kilogramo (Colones) 140
Peso del acero 4140 (kg/m³) 139,441
Volumen del acero 4140 (m³) 0,018
Volumen del concreto modificado con acero 4041 (m³) 1,018
Tabla 3.26: Proporciones en peso y volumen, concreto A2 con virutas de acero (6%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Cemento 0,160 0,123
Agregado fino húmedo 0,304 0,427
Agregado grueso 0,399 0,698
Agua efectiva 0,071 0,194
Virutas de acero 0,057 0,015
Aire --- 0,018
La tabla 3.48 en la sección 3.5.8 muestra los resultados de la falla de los cilindros
fabricados con esta mezcla de concreto, y el gráfico 3.8 de la sección 4.6 muestra la curva del
desarrollo de resistencia a la compresión hasta los 28 días de su fabricación.
3.4.3 Concreto A2 (250 kg/m²) modificado con poliestireno de alto impacto (HIPS).
El poliestireno de alto impacto utilizado fue adquirido en Ruclaplast S.A, bajo la
designación de reciclaje de poliestireno de alto impacto. El precio de este material sin procesar
en el mercado se aproxima a los 40 colones por kilogramo (ver Anexo M), en el anexo J se
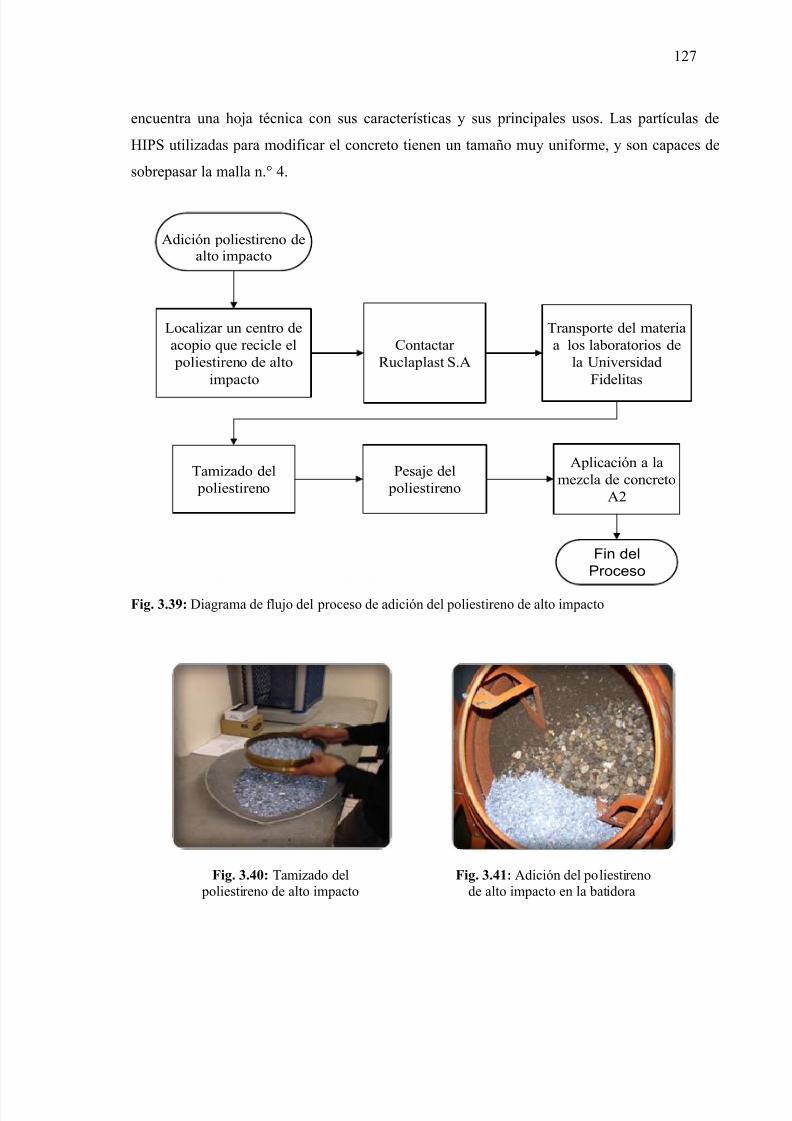
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 127/222
127
encuentra una hoja técnica con sus características y sus principales usos. Las partículas de
HIPS utilizadas para modificar el concreto tienen un tamaño muy uniforme, y son capaces de
sobrepasar la malla n.° 4.
Localizar un centro de
acopio que recicle el
poliestireno de alto
impacto
Contactar
Ruclaplast S.A
Adición poliestireno dealto impacto
Fin del
Proceso
Transporte del materia
a los laboratorios de
la Universidad
Fidelitas
Tamizado del
poliestireno
Pesaje del
poliestireno
Aplicación a la
mezcla de concreto
A2
Fig. 3.39: Diagrama de flujo del proceso de adición del poliestireno de alto impacto
Fig. 3.40: Tamizado del Fig. 3.41: Adición del poliestireno poliestireno de alto impacto de alto impacto en la batidora

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 128/222
128
3.4.3.1 Concreto A2 (250 kg/m²) modificado con poliestireno de alto impacto, 2% de su
masa total.
En esta mezcla de concreto se agrega poliestireno de alto impacto triturado en unacantidad que equivale a 2% de su peso total sin modificar.
Tabla 3.27: Características del poliestireno de alto impacto en la mezcla de concreto A2, 2% HIPS
Concreto A2 (250 kg/m²) modificado con HIPS, 2% de su masa total
Densidad del poliestireno de alto impacto (kg/m³) 1040
Porcentaje del poliestireno de la masa total del concreto 2
Costo del poliestireno de alto impacto por kilogramo (colones) 80
Peso del poliestireno de alto impacto (kg/m³) 46,480
Volumen del poliestireno de alto impacto (m³) 0,044
Volumen del concreto modificado con poliestireno (m³) 1,044
Tabla 3.28: Proporciones en peso y volumen, concreto A2 con HIPS (2%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Cemento 0,166 0,119
Agregado fino húmedo 0,316 0,416
Agregado grueso 0,415 0,679
Agua efectiva 0,074 0,188
Poliestireno de alto impacto 0,020 0,015
Aire --- 0,045
La tabla 3.50 en la sección 4.5.9 se muestra los resultados de la falla de los cilindros
fabricados con esta mezcla de concreto y el gráfico 3.9 de la sección 4.6 muestra la curva del
desarrollo de resistencia a la compresión hasta los 28 días de su fabricación.
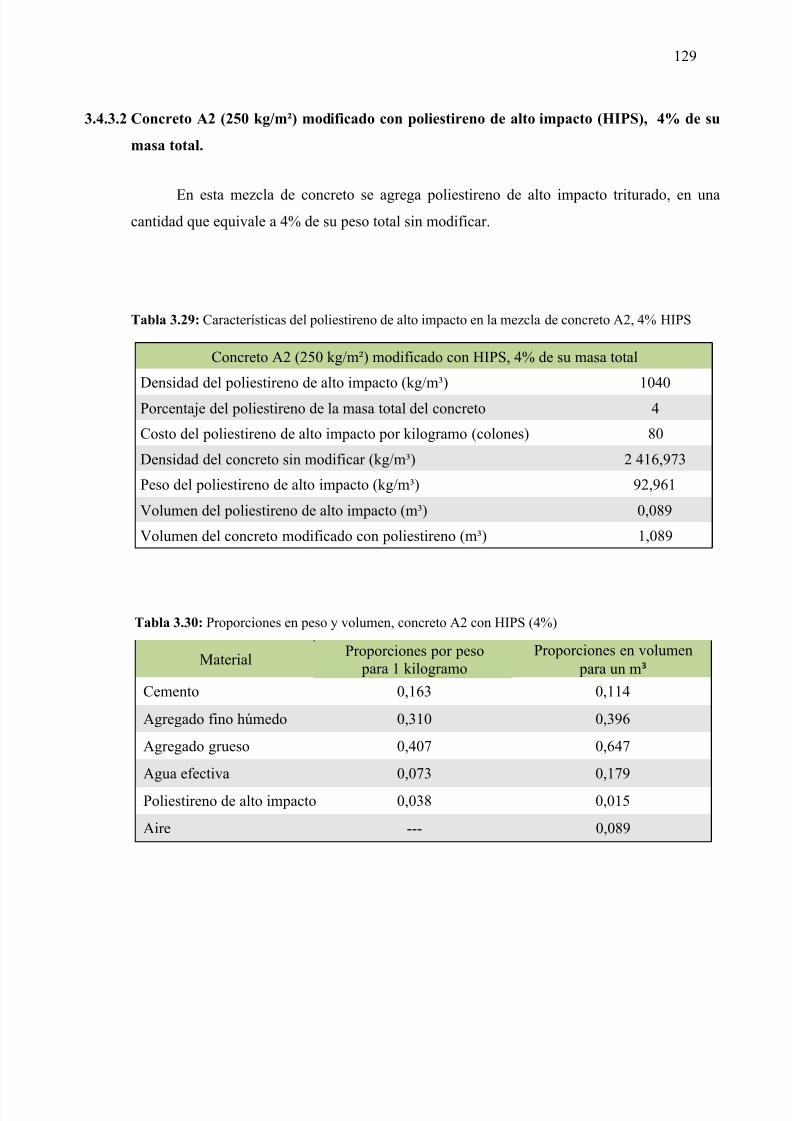
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 129/222
129
3.4.3.2 Concreto A2 (250 kg/m²) modificado con poliestireno de alto impacto (HIPS), 4% de su
masa total.
En esta mezcla de concreto se agrega poliestireno de alto impacto triturado, en unacantidad que equivale a 4% de su peso total sin modificar.
Tabla 3.29: Características del poliestireno de alto impacto en la mezcla de concreto A2, 4% HIPS
Concreto A2 (250 kg/m²) modificado con HIPS, 4% de su masa total
Densidad del poliestireno de alto impacto (kg/m³) 1040
Porcentaje del poliestireno de la masa total del concreto 4
Costo del poliestireno de alto impacto por kilogramo (colones) 80
Densidad del concreto sin modificar (kg/m³) 2 416,973
Peso del poliestireno de alto impacto (kg/m³) 92,961
Volumen del poliestireno de alto impacto (m³) 0,089
Volumen del concreto modificado con poliestireno (m³) 1,089
Tabla 3.30: Proporciones en peso y volumen, concreto A2 con HIPS (4%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Cemento 0,163 0,114
Agregado fino húmedo 0,310 0,396
Agregado grueso 0,407 0,647
Agua efectiva 0,073 0,179
Poliestireno de alto impacto 0,038 0,015
Aire --- 0,089

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 130/222
130
La tabla 3.52 en la sección 3.5.10 muestra los resultados de la falla de los cilindros
fabricados con esta mezcla de concreto y el gráfico 3.10 de la sección 4.6 muestra la curva del
desarrollo de resistencia a la compresión hasta los 28 días de su fabricación.
3.4.3.3 Concreto A2 (250 kg/m²) modificado con poliestireno de alto impacto, 6% de su
masa total.
En esta mezcla de concreto se agrega poliestireno de alto impacto triturado, en una
cantidad que equivale a 6% de su peso total sin modificar.
Tabla 3.31: Características del poliestireno de alto impacto en la mezcla de concreto A2, 6% HIPS
Concreto A2 (250 kg/m²) modificado con HIPS, 6% de su masa total
Densidad del poliestireno de alto impacto (kg/m³) 1040
Porcentaje del poliestireno de la masa total del concreto 6
Costo del poliestireno de alto impacto por kilogramo (colones) 80
Peso del poliestireno de alto impacto (kg/m³) 139,441Volumen del poliestireno de alto impacto (m³) 0,134
Volumen del concreto modificado con poliestireno (m³) 1,134
Tabla 3.32: Proporciones en peso y volumen, concreto A2 con HIPS (6%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Cemento 0,160 0,108
Agregado fino húmedo 0,304 0,377
Agregado grueso 0,399 0,615
Agua efectiva 0,071 0,171
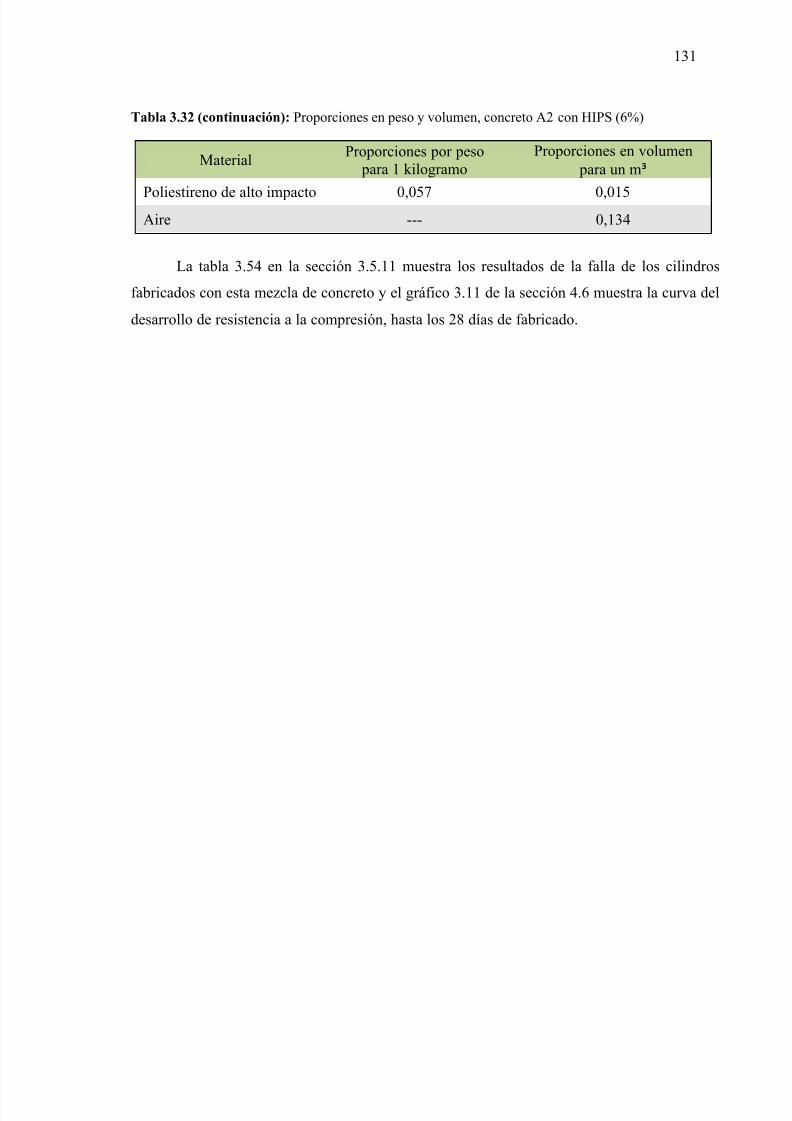
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 131/222
131
Tabla 3.32 (continuación): Proporciones en peso y volumen, concreto A2 con HIPS (6%)
MaterialProporciones por peso
para 1 kilogramoProporciones en volumen
para un m³
Poliestireno de alto impacto 0,057 0,015 Aire --- 0,134
La tabla 3.54 en la sección 3.5.11 muestra los resultados de la falla de los cilindros
fabricados con esta mezcla de concreto y el gráfico 3.11 de la sección 4.6 muestra la curva del
desarrollo de resistencia a la compresión, hasta los 28 días de fabricado.
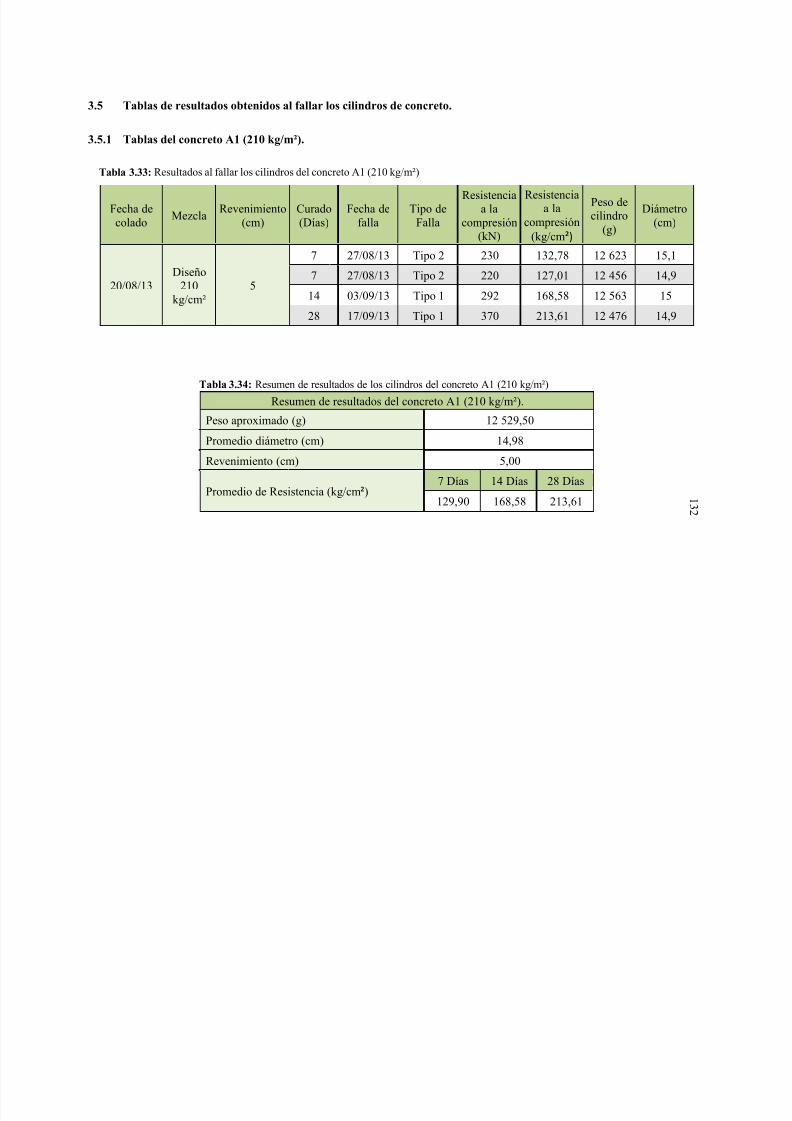
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 132/222
132
3.5 Tablas de resultados obtenidos al fallar los cilindros de concreto.
3.5.1 Tablas del concreto A1 (210 kg/m²).
Tabla 3.33: Resultados al fallar los cilindros del concreto A1 (210 kg/m²)
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa lacompresión
(kN)
Resistenciaa lacompresión
(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
20/08/13Diseño
210kg/cm²
5
7 27/08/13 Tipo 2 230 132,78 12 623 15,1
7 27/08/13 Tipo 2 220 127,01 12 456 14,9
14 03/09/13 Tipo 1 292 168,58 12 563 15
28 17/09/13 Tipo 1 370 213,61 12 476 14,9
Tabla 3.34: Resumen de resultados de los cilindros del concreto A1 (210 kg/m²)
Resumen de resultados del concreto A1 (210 kg/m²).
Peso aproximado (g) 12 529,50
Promedio diámetro (cm) 14,98
Revenimiento (cm) 5,00
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
129,90 168,58 213,61
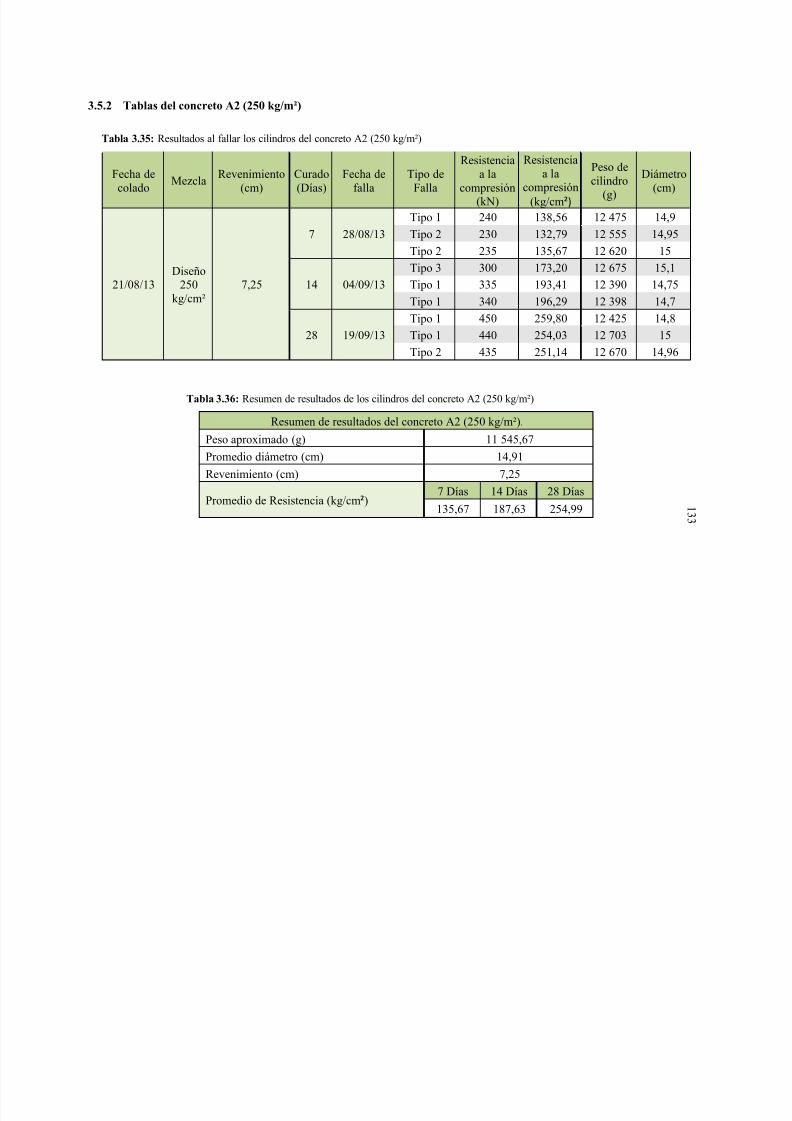
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 133/222
133
3.5.2 Tablas del concreto A2 (250 kg/m²)
Tabla 3.35: Resultados al fallar los cilindros del concreto A2 (250 kg/m²)
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
21/08/13Diseño
250kg/cm²
7,25
7 28/08/13
Tipo 1 240 138,56 12 475 14,9
Tipo 2 230 132,79 12 555 14,95
Tipo 2 235 135,67 12 620 15
14 04/09/13
Tipo 3 300 173,20 12 675 15,1
Tipo 1 335 193,41 12 390 14,75
Tipo 1 340 196,29 12 398 14,7
28 19/09/13
Tipo 1 450 259,80 12 425 14,8
Tipo 1 440 254,03 12 703 15
Tipo 2 435 251,14 12 670 14,96
Tabla 3.36: Resumen de resultados de los cilindros del concreto A2 (250 kg/m²)
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 11 545,67
Promedio diámetro (cm) 14,91
Revenimiento (cm) 7,25
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
135,67 187,63 254,99
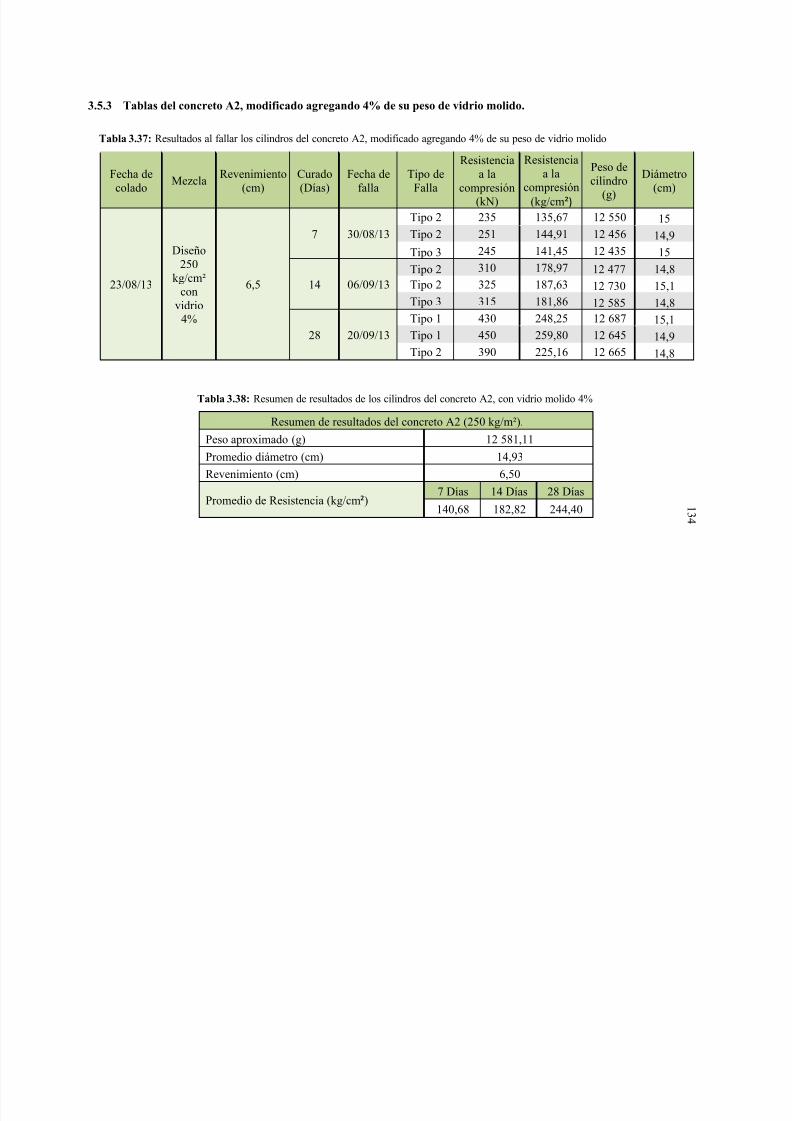
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 134/222
134
3.5.3 Tablas del concreto A2, modificado agregando 4% de su peso de vidrio molido.
Tabla 3.37: Resultados al fallar los cilindros del concreto A2, modificado agregando 4% de su peso de vidrio molido
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
23/08/13
Diseño250
kg/cm²con
vidrio4%
6,5
7 30/08/13
Tipo 2 235 135,67 12 550 15Tipo 2 251 144,91 12 456 14,9
Tipo 3 245 141,45 12 435 15
14 06/09/13Tipo 2 310 178,97 12 477 14,8Tipo 2 325 187,63 12 730 15,1Tipo 3 315 181,86 12 585 14,8
28 20/09/13
Tipo 1 430 248,25 12 687 15,1Tipo 1 450 259,80 12 645 14,9Tipo 2 390 225,16 12 665 14,8
Tabla 3.38: Resumen de resultados de los cilindros del concreto A2, con vidrio molido 4%
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 12 581,11
Promedio diámetro (cm) 14,93
Revenimiento (cm) 6,50
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
140,68 182,82 244,40
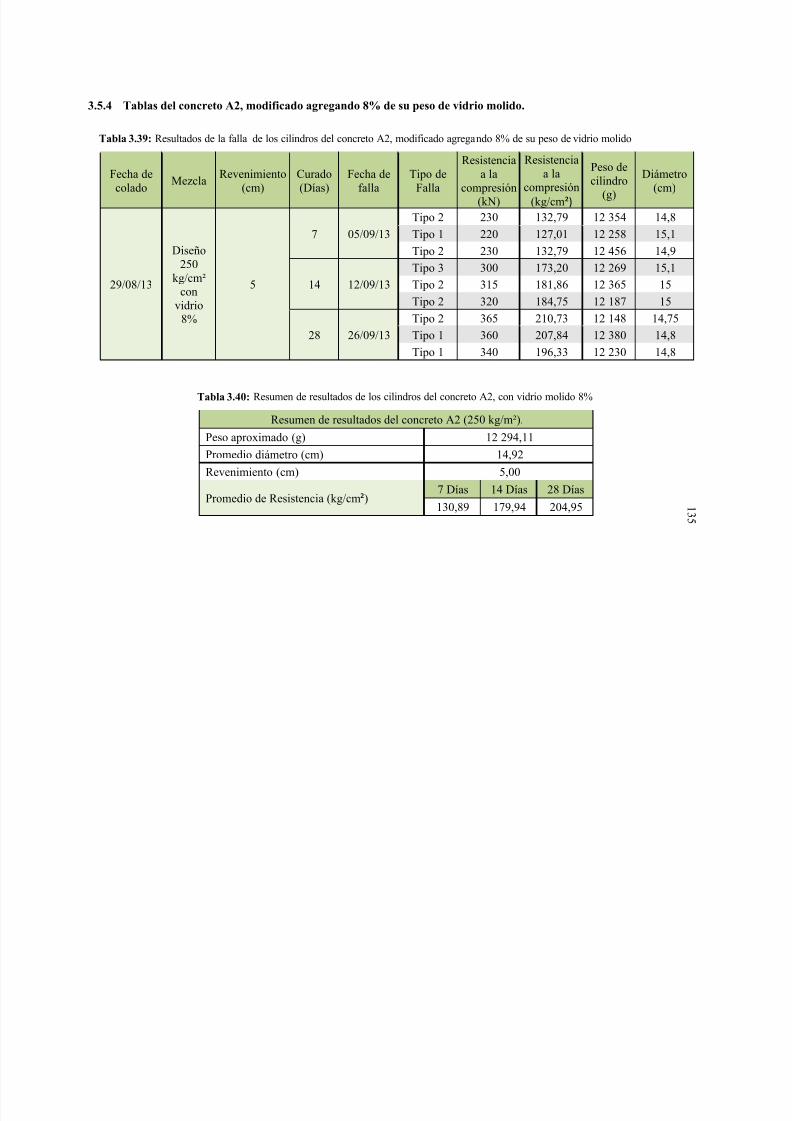
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 135/222
135
3.5.4 Tablas del concreto A2, modificado agregando 8% de su peso de vidrio molido.
Tabla 3.39: Resultados de la falla de los cilindros del concreto A2, modificado agregando 8% de su peso de vidrio molido
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
29/08/13
Diseño250
kg/cm²con
vidrio8%
5
7 05/09/13
Tipo 2 230 132,79 12 354 14,8
Tipo 1 220 127,01 12 258 15,1
Tipo 2 230 132,79 12 456 14,9
14 12/09/13
Tipo 3 300 173,20 12 269 15,1
Tipo 2 315 181,86 12 365 15
Tipo 2 320 184,75 12 187 15
28 26/09/13
Tipo 2 365 210,73 12 148 14,75
Tipo 1 360 207,84 12 380 14,8
Tipo 1 340 196,33 12 230 14,8
Tabla 3.40: Resumen de resultados de los cilindros del concreto A2, con vidrio molido 8%
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 12 294,11
Promedio diámetro (cm) 14,92
Revenimiento (cm) 5,00
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
130,89 179,94 204,95
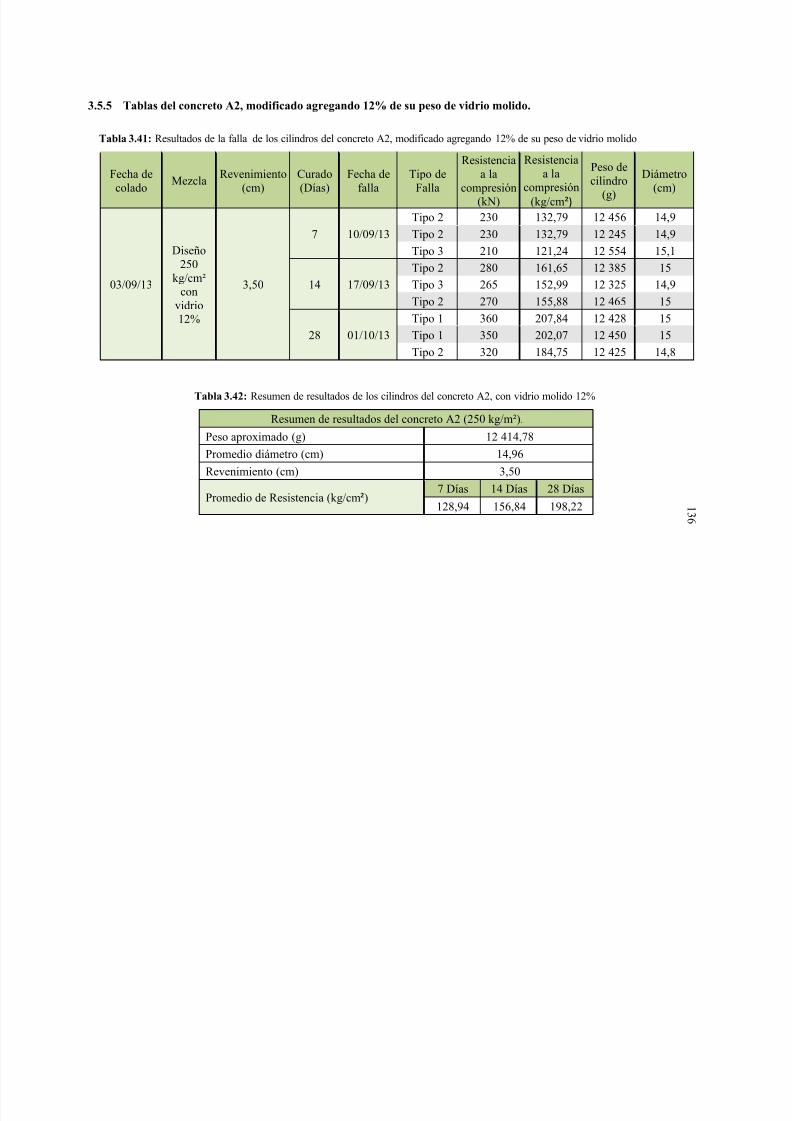
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 136/222
136
3.5.5 Tablas del concreto A2, modificado agregando 12% de su peso de vidrio molido.
Tabla 3.41: Resultados de la falla de los cilindros del concreto A2, modificado agregando 12% de su peso de vidrio molido
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
03/09/13
Diseño250
kg/cm²con
vidrio12%
3,50
7 10/09/13
Tipo 2 230 132,79 12 456 14,9
Tipo 2 230 132,79 12 245 14,9
Tipo 3 210 121,24 12 554 15,1
14 17/09/13
Tipo 2 280 161,65 12 385 15
Tipo 3 265 152,99 12 325 14,9
Tipo 2 270 155,88 12 465 15
28 01/10/13
Tipo 1 360 207,84 12 428 15
Tipo 1 350 202,07 12 450 15
Tipo 2 320 184,75 12 425 14,8
Tabla 3.42: Resumen de resultados de los cilindros del concreto A2, con vidrio molido 12%
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 12 414,78
Promedio diámetro (cm) 14,96
Revenimiento (cm) 3,50
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
128,94 156,84 198,22
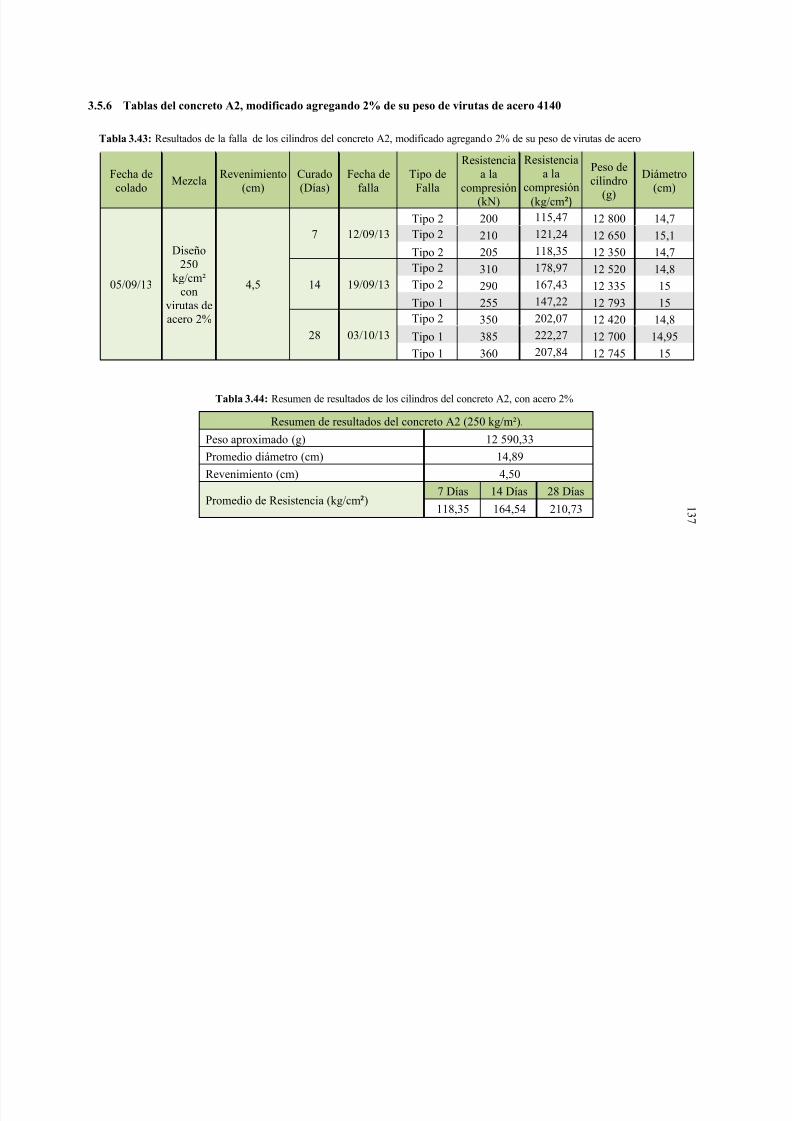
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 137/222
137
3.5.6 Tablas del concreto A2, modificado agregando 2% de su peso de virutas de acero 4140
Tabla 3.43: Resultados de la falla de los cilindros del concreto A2, modificado agregando 2% de su peso de virutas de acero
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
05/09/13
Diseño250
kg/cm²con
virutas deacero 2%
4,5
7 12/09/13Tipo 2 200 115,47 12 800 14,7Tipo 2 210 121,24 12 650 15,1
Tipo 2 205 118,35 12 350 14,7
14 19/09/13
Tipo 2 310 178,97 12 520 14,8Tipo 2 290 167,43 12 335 15
Tipo 1 255 147,22 12 793 15
28 03/10/13
Tipo 2 350 202,07 12 420 14,8
Tipo 1 385 222,27 12 700 14,95
Tipo 1 360 207,84 12 745 15
Tabla 3.44: Resumen de resultados de los cilindros del concreto A2, con acero 2%
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 12 590,33
Promedio diámetro (cm) 14,89
Revenimiento (cm) 4,50
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
118,35 164,54 210,73
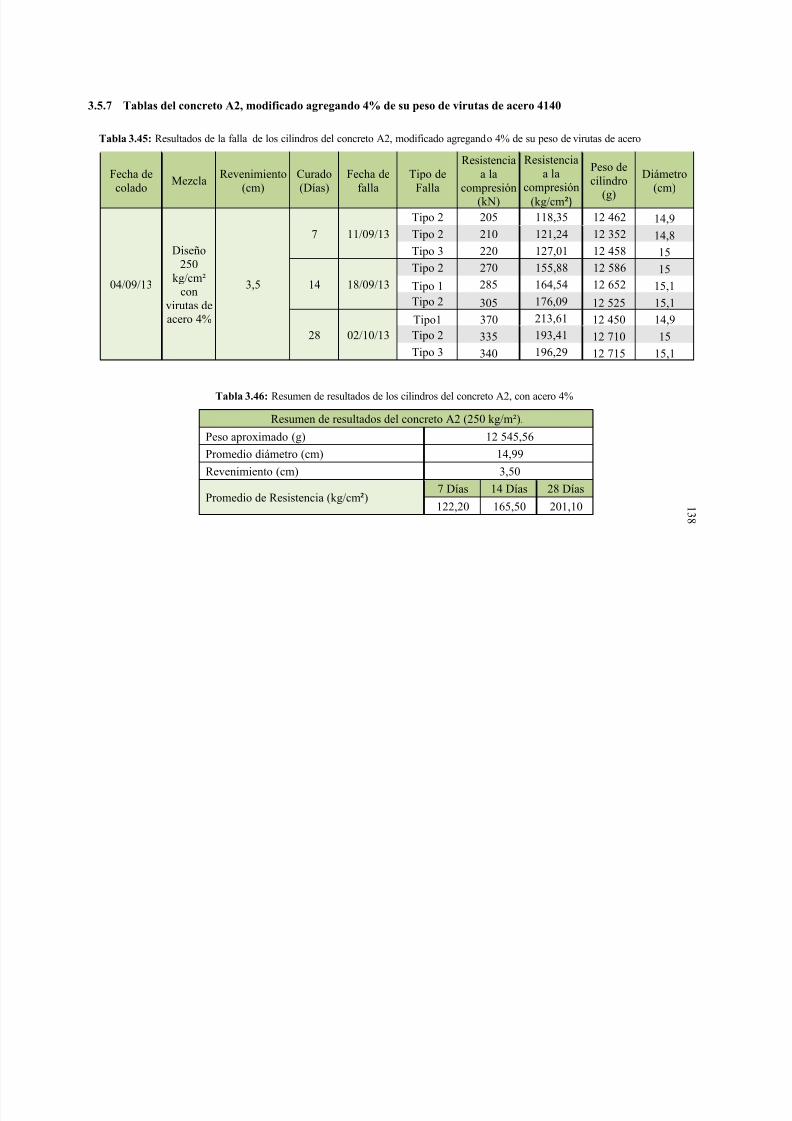
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 138/222
138
3.5.7 Tablas del concreto A2, modificado agregando 4% de su peso de virutas de acero 4140
Tabla 3.45: Resultados de la falla de los cilindros del concreto A2, modificado agregando 4% de su peso de virutas de acero
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
04/09/13
Diseño250
kg/cm²con
virutas deacero 4%
3,5
7 11/09/13
Tipo 2 205 118,35 12 462 14,9Tipo 2 210 121,24 12 352 14,8Tipo 3 220 127,01 12 458 15
14 18/09/13
Tipo 2 270 155,88 12 586 15
Tipo 1 285 164,54 12 652 15,1Tipo 2 305 176,09 12 525 15,1
28 02/10/13Tipo1 370 213,61 12 450 14,9Tipo 2 335 193,41 12 710 15Tipo 3 340 196,29 12 715 15,1
Tabla 3.46: Resumen de resultados de los cilindros del concreto A2, con acero 4%
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 12 545,56
Promedio diámetro (cm) 14,99
Revenimiento (cm) 3,50
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
122,20 165,50 201,10
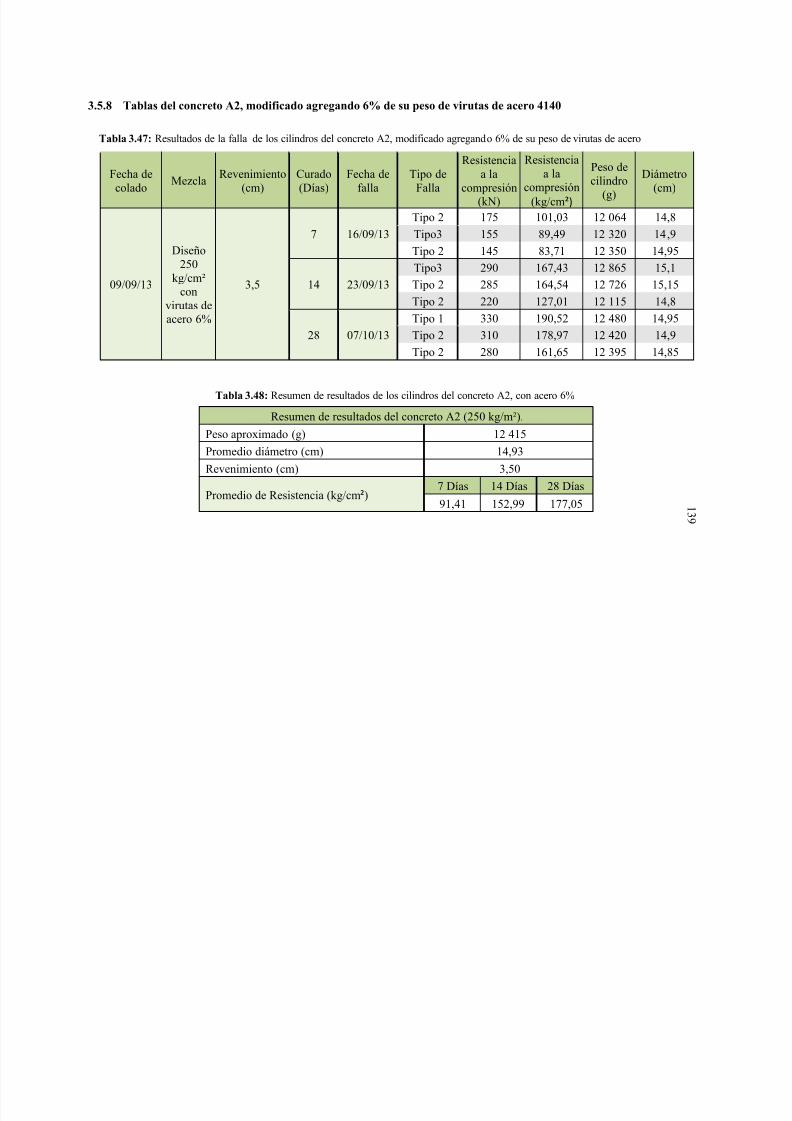
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 139/222
139
3.5.8 Tablas del concreto A2, modificado agregando 6% de su peso de virutas de acero 4140
Tabla 3.47: Resultados de la falla de los cilindros del concreto A2, modificado agregando 6% de su peso de virutas de acero
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
09/09/13
Diseño250
kg/cm²con
virutas deacero 6%
3,5
7 16/09/13
Tipo 2 175 101,03 12 064 14,8
Tipo3 155 89,49 12 320 14,9
Tipo 2 145 83,71 12 350 14,95
14 23/09/13
Tipo3 290 167,43 12 865 15,1
Tipo 2 285 164,54 12 726 15,15
Tipo 2 220 127,01 12 115 14,8
28 07/10/13
Tipo 1 330 190,52 12 480 14,95
Tipo 2 310 178,97 12 420 14,9
Tipo 2 280 161,65 12 395 14,85
Tabla 3.48: Resumen de resultados de los cilindros del concreto A2, con acero 6%
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 12 415
Promedio diámetro (cm) 14,93
Revenimiento (cm) 3,50
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
91,41 152,99 177,05
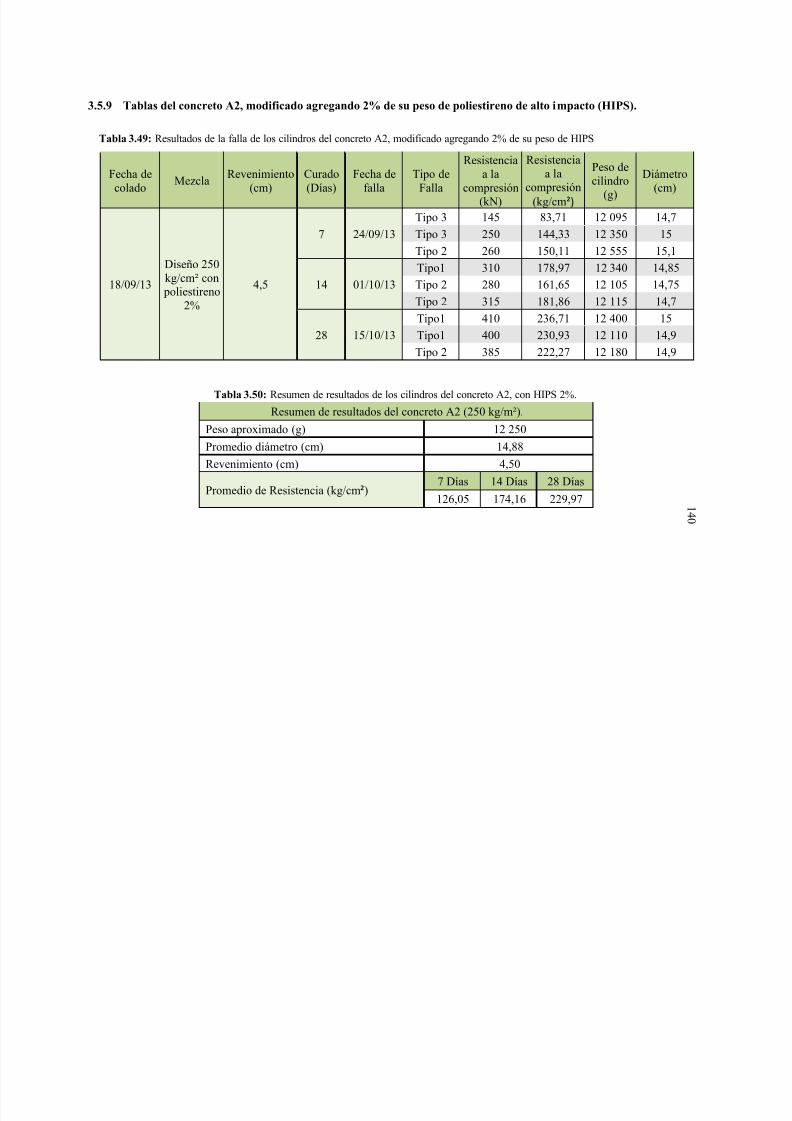
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 140/222
140
3.5.9 Tablas del concreto A2, modificado agregando 2% de su peso de poliestireno de alto impacto (HIPS).
Tabla 3.49: Resultados de la falla de los cilindros del concreto A2, modificado agregando 2% de su peso de HIPS
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
18/09/13
Diseño 250kg/cm² con
poliestireno2%
4,5
7 24/09/13
Tipo 3 145 83,71 12 095 14,7
Tipo 3 250 144,33 12 350 15
Tipo 2 260 150,11 12 555 15,1
14 01/10/13
Tipo1 310 178,97 12 340 14,85
Tipo 2 280 161,65 12 105 14,75
Tipo 2 315 181,86 12 115 14,7
28 15/10/13
Tipo1 410 236,71 12 400 15
Tipo1 400 230,93 12 110 14,9
Tipo 2 385 222,27 12 180 14,9
Tabla 3.50: Resumen de resultados de los cilindros del concreto A2, con HIPS 2%.Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 12 250
Promedio diámetro (cm) 14,88
Revenimiento (cm) 4,50
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
126,05 174,16 229,97
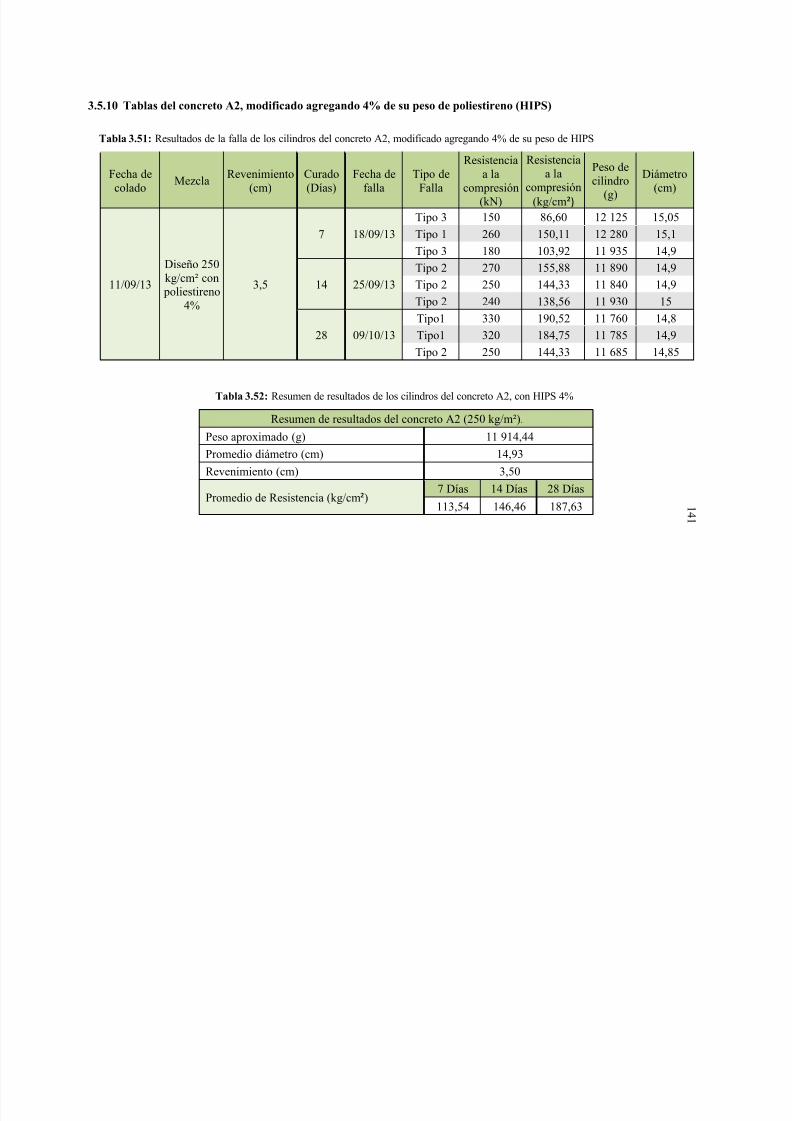
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 141/222
141
3.5.10 Tablas del concreto A2, modificado agregando 4% de su peso de poliestireno (HIPS)
Tabla 3.51: Resultados de la falla de los cilindros del concreto A2, modificado agregando 4% de su peso de HIPS
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
11/09/13
Diseño 250kg/cm² con
poliestireno4%
3,5
7 18/09/13
Tipo 3 150 86,60 12 125 15,05
Tipo 1 260 150,11 12 280 15,1
Tipo 3 180 103,92 11 935 14,9
14 25/09/13
Tipo 2 270 155,88 11 890 14,9
Tipo 2 250 144,33 11 840 14,9
Tipo 2 240 138,56 11 930 15
28 09/10/13
Tipo1 330 190,52 11 760 14,8
Tipo1 320 184,75 11 785 14,9
Tipo 2 250 144,33 11 685 14,85
Tabla 3.52: Resumen de resultados de los cilindros del concreto A2, con HIPS 4%
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 11 914,44
Promedio diámetro (cm) 14,93
Revenimiento (cm) 3,50
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
113,54 146,46 187,63

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 142/222
142
3.5.11 Tablas del concreto A2, modificado agregando 6% de su peso de poliestireno (HIPS)
Tabla 3.53: Resultados de la falla de los cilindros del concreto A2, modificado agregando 6% de su peso de HIPS
Fecha decolado
MezclaRevenimiento
(cm)Curado(Días)
Fecha defalla
Tipo deFalla
Resistenciaa la
compresión(kN)
Resistenciaa la
compresión(kg/cm²)
Peso decilindro
(g)
Diámetro(cm)
20/09/13
Diseño 250kg/cm² con
poliestireno6%
3
7 27/09/13
Tipo 2 200 115,42 11 840 15
Tipo 3 160 92,37 11 597 14,9
Tipo 2 200 115,47 11 590 14,9
14 04/10/13Tipo 2 250 144,33 11 850 15
Tipo 1 240 138,56 11 580 14,8
Tipo 2 210 121,24 11 740 15,1
28 18/10/13
Tipo 2 310 178,97 11 750 14,8
Tipo 1 300 173,20 11 675 15
Tipo1 240 138,56 11 810 15,1
Tabla 3.54: Resumen de resultados de los cilindros del concreto A2, con HIPS 6%
Resumen de resultados del concreto A2 (250 kg/m²).
Peso aproximado (g) 11 714,67
Promedio diámetro (cm) 14,96
Revenimiento (cm) 3,00
Promedio de Resistencia (kg/cm²)7 Días 14 Días 28 Días
107,77 134,71 176,09
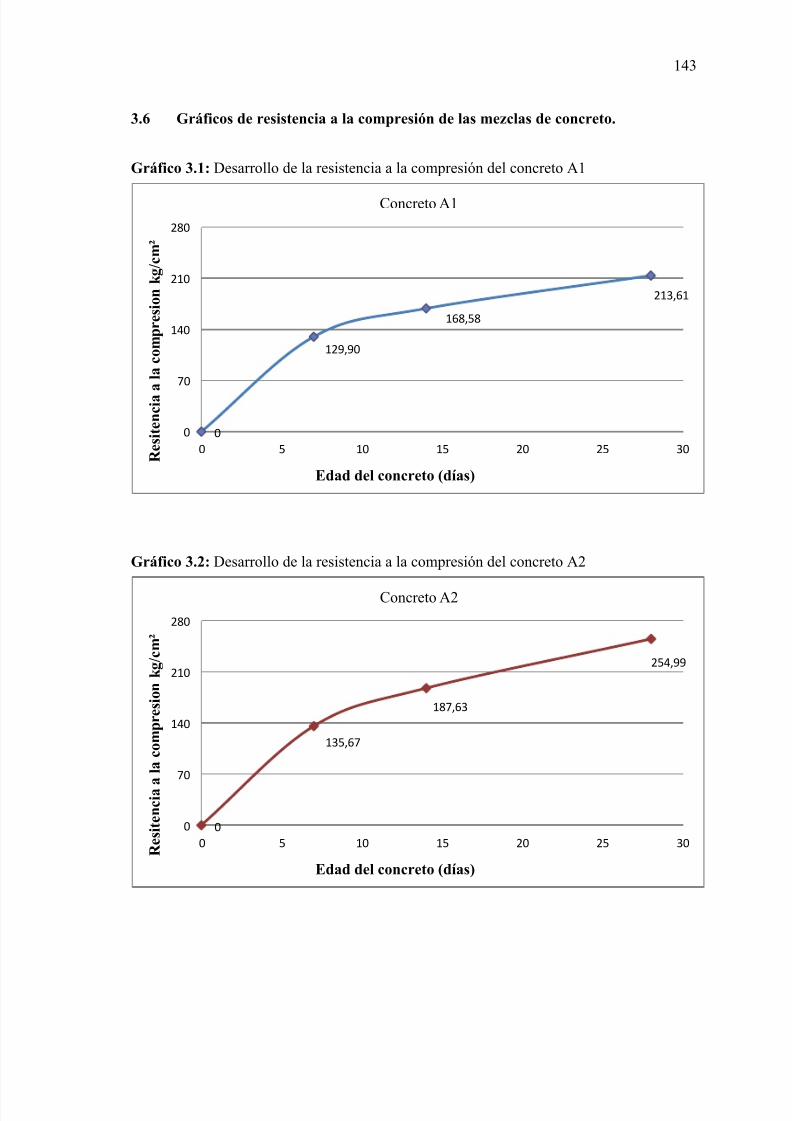
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 143/222
143
3.6 Gráficos de resistencia a la compresión de las mezclas de concreto.
Gráfico 3.1: Desarrollo de la resistencia a la compresión del concreto A1
Gráfico 3.2: Desarrollo de la resistencia a la compresión del concreto A2
0
129,90
168,58
213,61
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A1
0
135,67
187,63
254,99
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2
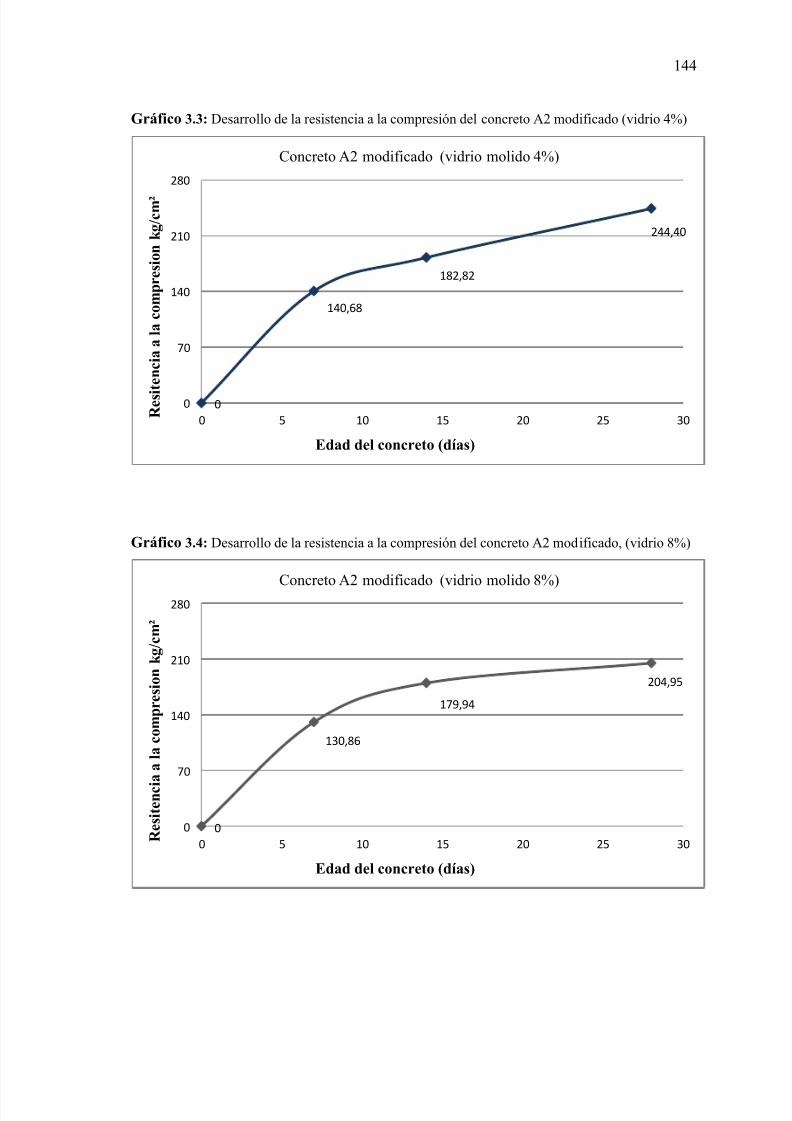
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 144/222
144
Gráfico 3.3: Desarrollo de la resistencia a la compresión del concreto A2 modificado (vidrio 4%)
Gráfico 3.4: Desarrollo de la resistencia a la compresión del concreto A2 modificado, (vidrio 8%)
0
140,68
182,82
244,40
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modificado (vidrio molido 4%)
0
130,86
179,94
204,95
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i
a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modificado (vidrio molido 8%)
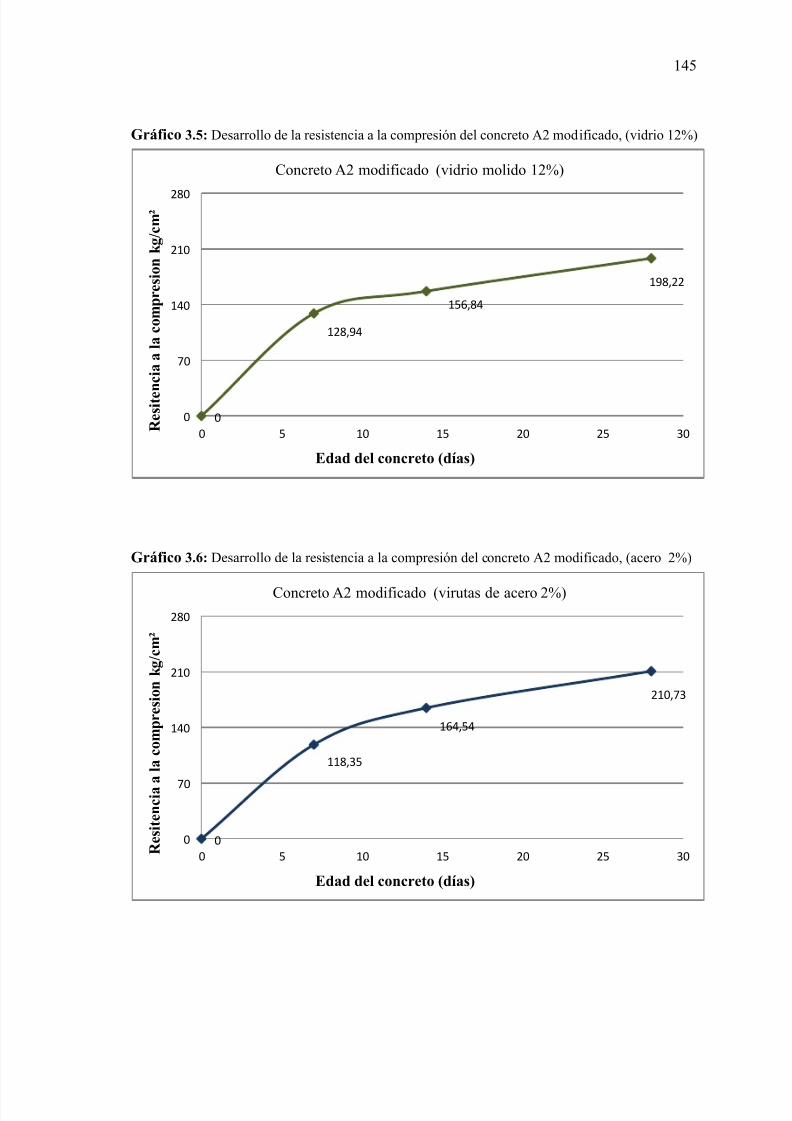
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 145/222
145
Gráfico 3.5: Desarrollo de la resistencia a la compresión del concreto A2 modificado, (vidrio 12%)
Gráfico 3.6: Desarrollo de la resistencia a la compresión del concreto A2 modificado, (acero 2%)
0
128,94
156,84
198,22
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modificado (vidrio molido 12%)
0
118,35
164,54
210,73
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modificado (virutas de acero 2%)
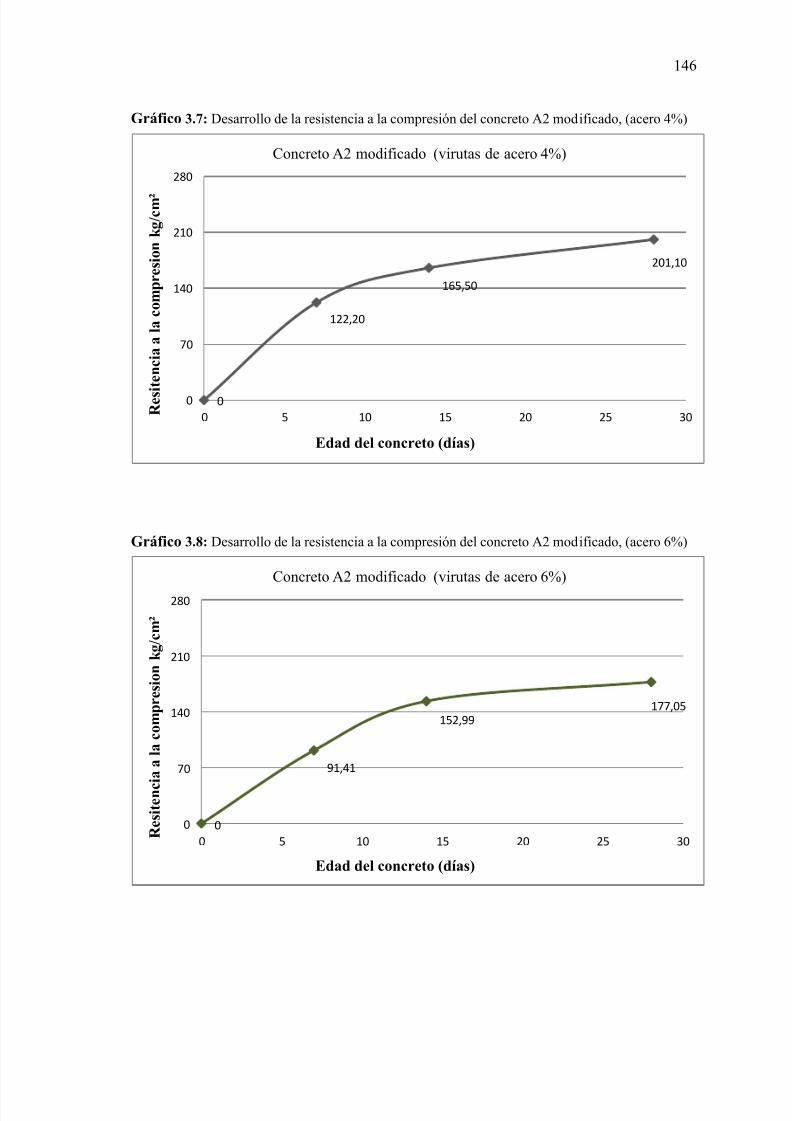
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 146/222
146
Gráfico 3.7: Desarrollo de la resistencia a la compresión del concreto A2 modificado, (acero 4%)
Gráfico 3.8: Desarrollo de la resistencia a la compresión del concreto A2 modificado, (acero 6%)
0
122,20
165,50
201,10
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modificado (virutas de acero 4%)
0
91,41
152,99177,05
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modificado (virutas de acero 6%)
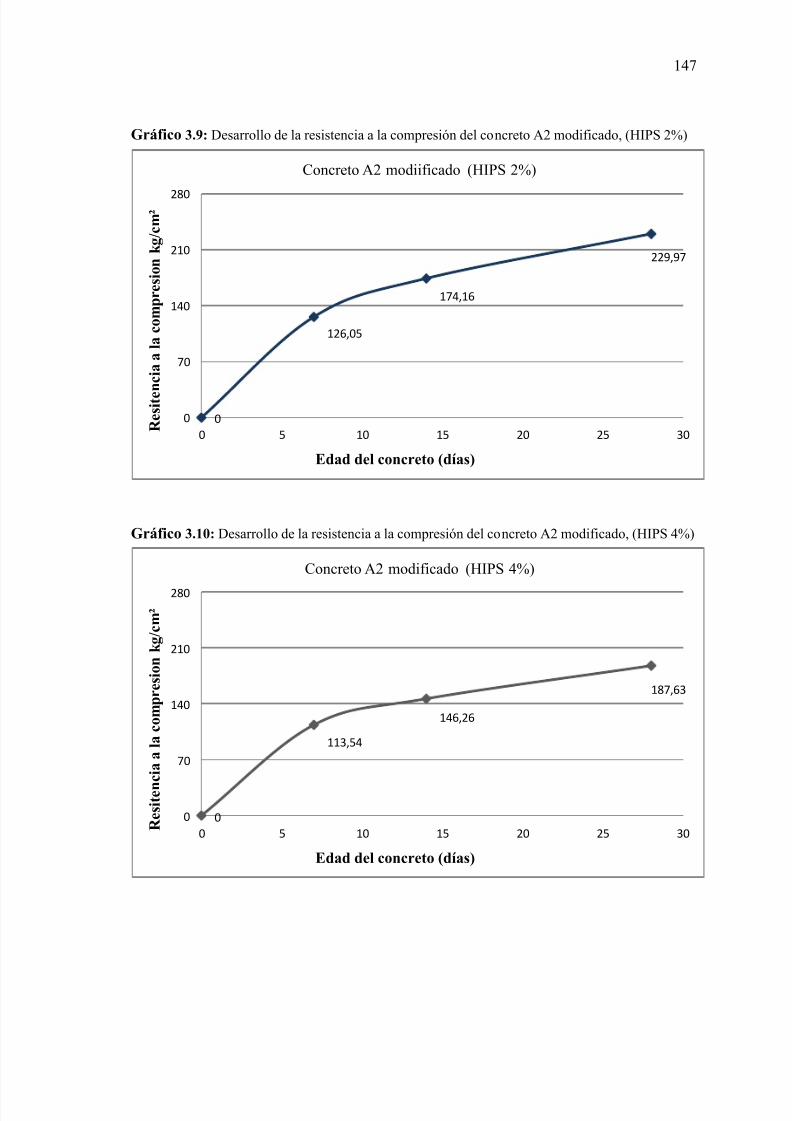
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 147/222
147
Gráfico 3.9: Desarrollo de la resistencia a la compresión del concreto A2 modificado, (HIPS 2%)
Gráfico 3.10: Desarrollo de la resistencia a la compresión del concreto A2 modificado, (HIPS 4%)
0
126,05
174,16
229,97
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modiificado (HIPS 2%)
0
113,54
146,26
187,63
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n
c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modificado (HIPS 4%)
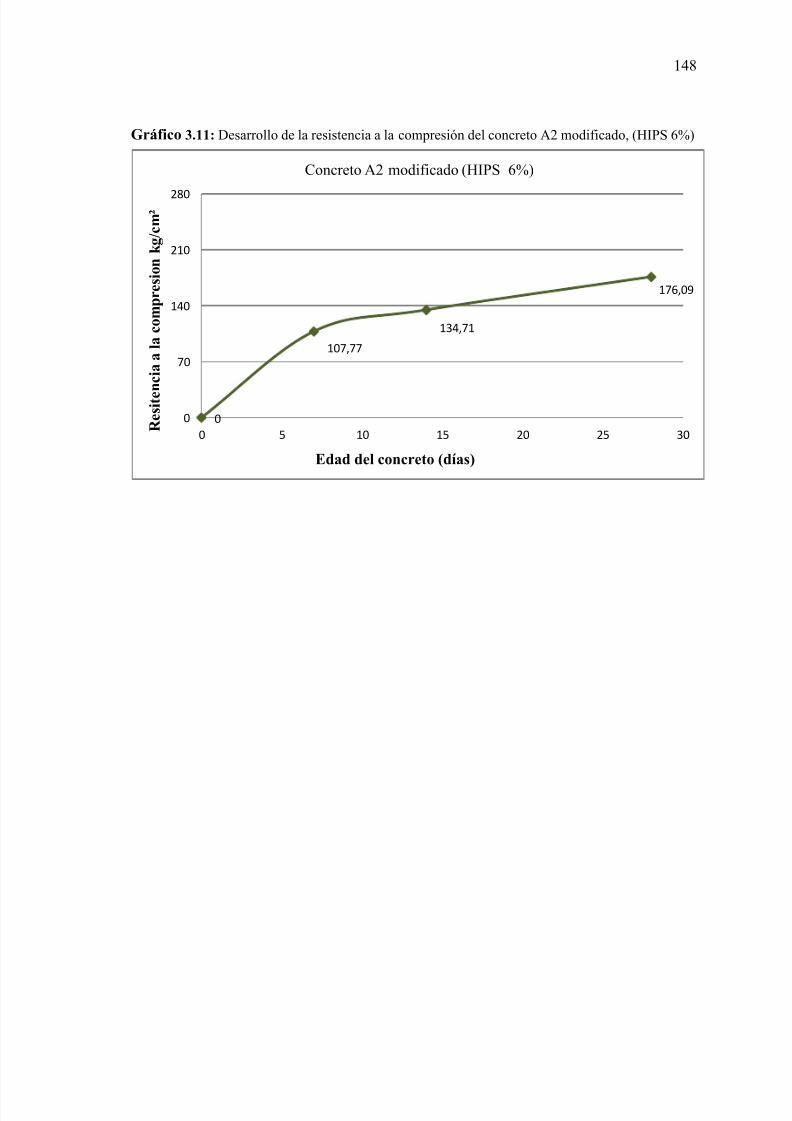
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 148/222
148
Gráfico 3.11: Desarrollo de la resistencia a la compresión del concreto A2 modificado, (HIPS 6%)
0
107,77
134,71
176,09
0
70
140
210
280
0 5 10 15 20 25 30 R e s i t e n c i a a l a c o m p r e s i o n k g / c m ²
Edad del concreto (días)
Concreto A2 modificado (HIPS 6%)
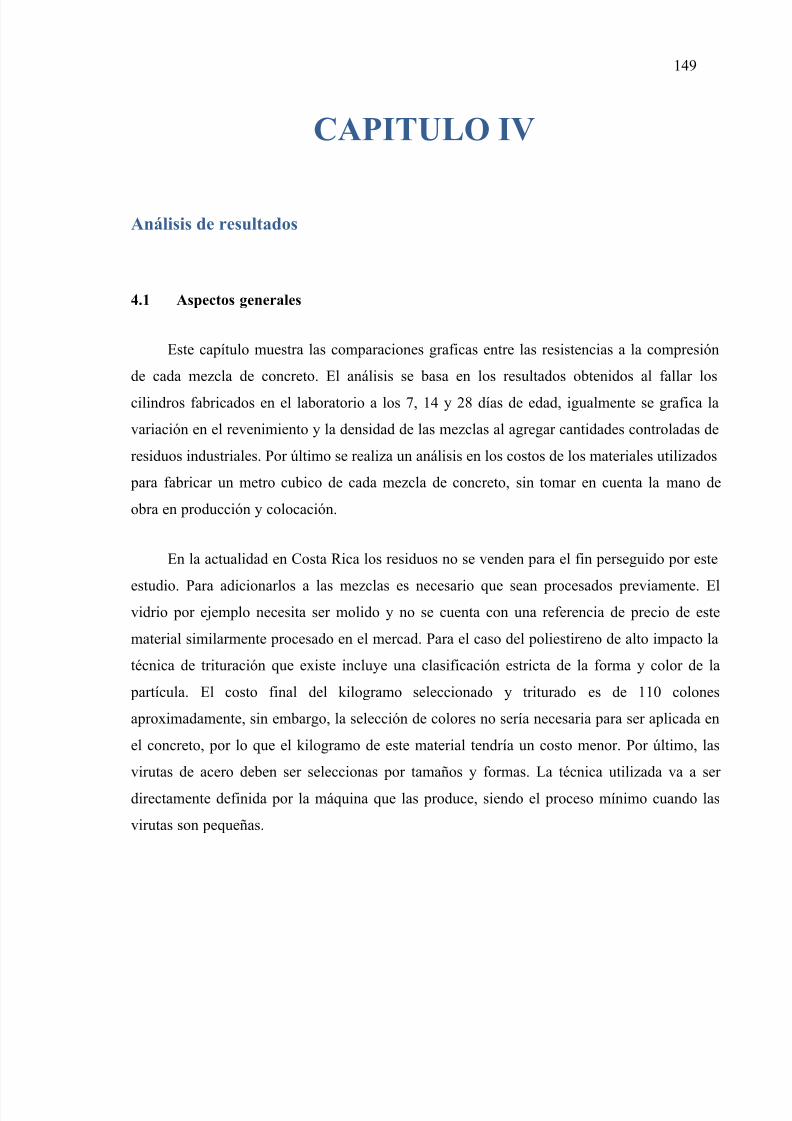
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 149/222
149
CAPITULO IV
Análisis de resultados
4.1 Aspectos generales
Este capítulo muestra las comparaciones graficas entre las resistencias a la compresión
de cada mezcla de concreto. El análisis se basa en los resultados obtenidos al fallar los
cilindros fabricados en el laboratorio a los 7, 14 y 28 días de edad, igualmente se grafica la
variación en el revenimiento y la densidad de las mezclas al agregar cantidades controladas de
residuos industriales. Por último se realiza un análisis en los costos de los materiales utilizados
para fabricar un metro cubico de cada mezcla de concreto, sin tomar en cuenta la mano de
obra en producción y colocación.
En la actualidad en Costa Rica los residuos no se venden para el fin perseguido por este
estudio. Para adicionarlos a las mezclas es necesario que sean procesados previamente. Elvidrio por ejemplo necesita ser molido y no se cuenta con una referencia de precio de este
material similarmente procesado en el mercad. Para el caso del poliestireno de alto impacto la
técnica de trituración que existe incluye una clasificación estricta de la forma y color de la
partícula. El costo final del kilogramo seleccionado y triturado es de 110 colones
aproximadamente, sin embargo, la selección de colores no sería necesaria para ser aplicada en
el concreto, por lo que el kilogramo de este material tendría un costo menor. Por último, las
virutas de acero deben ser seleccionas por tamaños y formas. La técnica utilizada va a ser
directamente definida por la máquina que las produce, siendo el proceso mínimo cuando las
virutas son pequeñas.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 150/222
150
Para establecer el precio de los residuos de vidrio quebrado y poliestireno de alto
impacto debidamente procesados, se aumentó en un 100% el costo del material sin procesar
obtenido en el mercado actual, establecidos en el anexo L y el anexo M respectivamente, con
el fin de proponer un posible valor que se tendría después de ser molidos o triturados engrandes cantidades. El poliestireno de alto impacto (HIPS) es pagado por las empresas
comercializadoras de residuos aproximadamente a 40 colones por cada kilogramo sin
restricción de forma. El aumento propuesto por la trituración es de 40 colones, obteniendo así
un costo final de 80 colones por kilogramo. De igual manera el vidrio quebrado es pagado por
estas empresas comercializadoras de residuos a 10 colones por kilogramo. Este fue aumentado
a 20 colones. El acero, por tratarse de virutas que se extraen de los procesos para fabricar
elementos en talleres de metales, conserva su precio de mercado de 140 colones por
kilogramo, ya que el trabajo requerido para poder adicionarlo a las mezclas de concreto sería
mínimo. El aumento en los costos de los materiales busca reflejar el costo aproximado que
tendrían los residuos procesados.
En las nueve mezclas modificadas, tres de ellas con vidrio molido, tres con virutas de
acero y tres con poliestireno de alto impacto, hay una tendencia del concreto a bajar la
resistencia a la compresión a medida que aumenta la cantidad de kilogramos de residuo
industrial adicionado como un agregado extra. Estas partículas de más añadidas al concreto no
son contempladas en el diseño inicial A2 (250 kg/m²) el cual fue elegido para incorporarle
residuos en cantidades controladas. Debido a esto se produce una variación en el tamaño de la
agregados, cambiando la forma y características de las superficies de contacto entre partículas.
En la graficas 4.1, 4.4, 4.8, y 4.12 se pude observar el comportamiento de cada curva de
resistencia a la compresión según la edad en días del concreto con su diseño original y sus
modificaciones con residuos industriales, estas resistencias disminuyen gradualmente. Alanalizar estos cambios, la pérdida de resistencia puede ser producto de la variación en la
granulometría de los agregados, ya que al adicionarle residuos industriales a la mezcla se
aumenta la relación de la superficie de todas las partículas respecto a su volumen, es decir, se
aumenta el área de la superficie de los agregados, y la pasta de concreto no es suficiente para
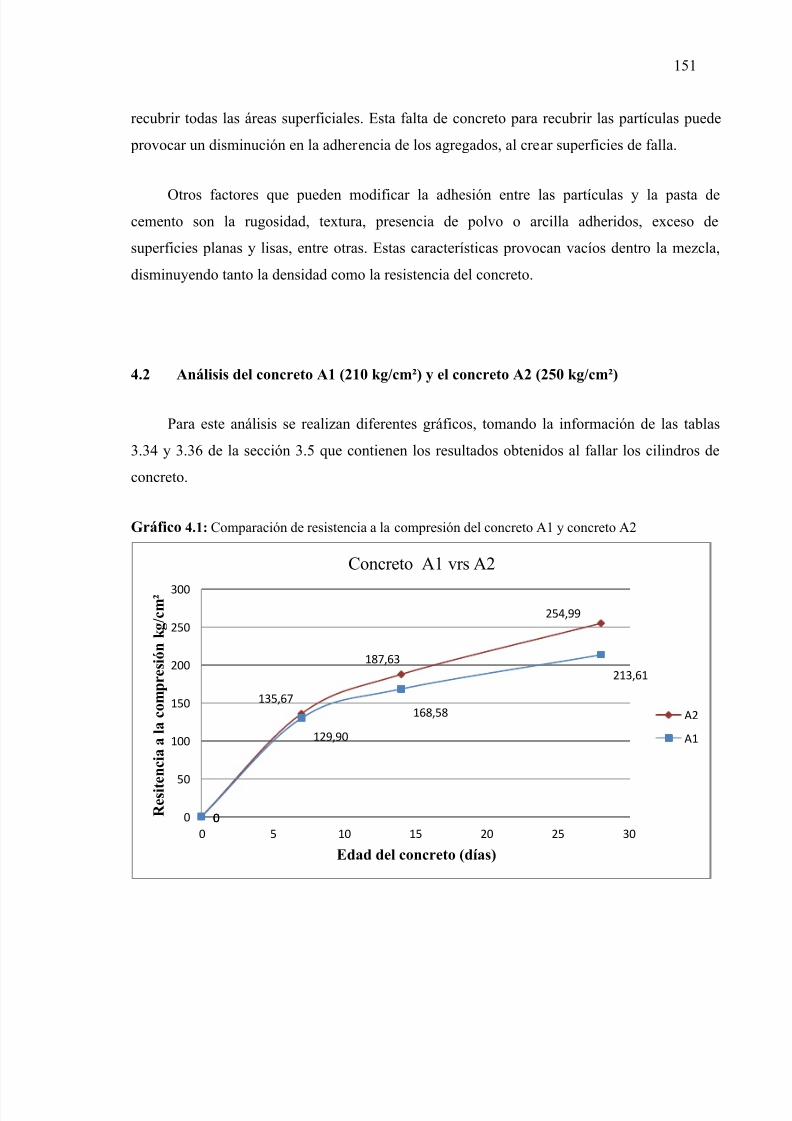
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 151/222
151
recubrir todas las áreas superficiales. Esta falta de concreto para recubrir las partículas puede
provocar un disminución en la adherencia de los agregados, al crear superficies de falla.
Otros factores que pueden modificar la adhesión entre las partículas y la pasta decemento son la rugosidad, textura, presencia de polvo o arcilla adheridos, exceso de
superficies planas y lisas, entre otras. Estas características provocan vacíos dentro la mezcla,
disminuyendo tanto la densidad como la resistencia del concreto.
4.2 Análisis del concreto A1 (210 kg/cm²) y el concreto A2 (250 kg/cm²)
Para este análisis se realizan diferentes gráficos, tomando la información de las tablas
3.34 y 3.36 de la sección 3.5 que contienen los resultados obtenidos al fallar los cilindros de
concreto.
Gráfico 4.1: Comparación de resistencia a la compresión del concreto A1 y concreto A2
0
135,67
187,63
254,99
0
129,90
168,58
213,61
0
50
100
150
200
250
300
0 5 10 15 20 25 30
R e s i t e n c i a a l a c o m p r e s i ó n k g / c m ²
Edad del concreto (días)
Concreto A1 vrs A2
A2
A1
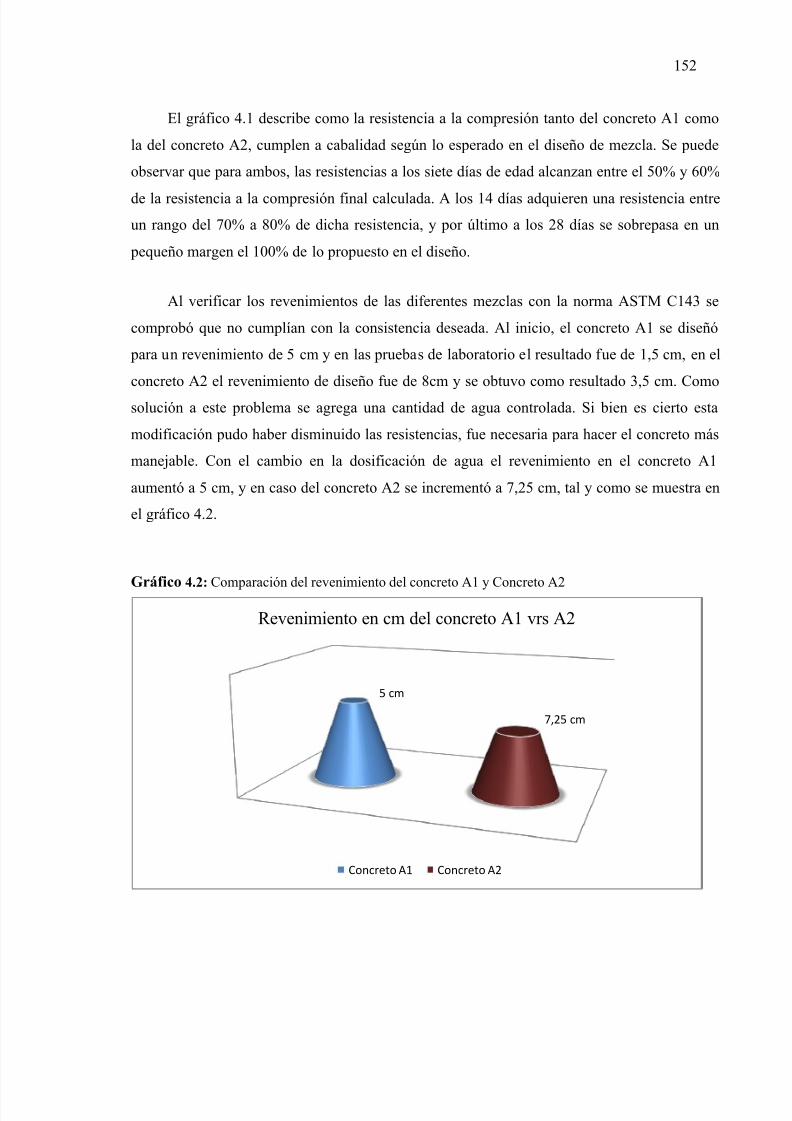
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 152/222
152
El gráfico 4.1 describe como la resistencia a la compresión tanto del concreto A1 como
la del concreto A2, cumplen a cabalidad según lo esperado en el diseño de mezcla. Se puede
observar que para ambos, las resistencias a los siete días de edad alcanzan entre el 50% y 60%
de la resistencia a la compresión final calculada. A los 14 días adquieren una resistencia entreun rango del 70% a 80% de dicha resistencia, y por último a los 28 días se sobrepasa en un
pequeño margen el 100% de lo propuesto en el diseño.
Al verificar los revenimientos de las diferentes mezclas con la norma ASTM C143 se
comprobó que no cumplían con la consistencia deseada. Al inicio, el concreto A1 se diseñó
para un revenimiento de 5 cm y en las pruebas de laboratorio el resultado fue de 1,5 cm, en el
concreto A2 el revenimiento de diseño fue de 8cm y se obtuvo como resultado 3,5 cm. Como
solución a este problema se agrega una cantidad de agua controlada. Si bien es cierto esta
modificación pudo haber disminuido las resistencias, fue necesaria para hacer el concreto más
manejable. Con el cambio en la dosificación de agua el revenimiento en el concreto A1
aumentó a 5 cm, y en caso del concreto A2 se incrementó a 7,25 cm, tal y como se muestra en
el gráfico 4.2.
Gráfico 4.2: Comparación del revenimiento del concreto A1 y Concreto A2
5 cm
7,25 cm
Revenimiento en cm del concreto A1 vrs A2
Concreto A1 Concreto A2
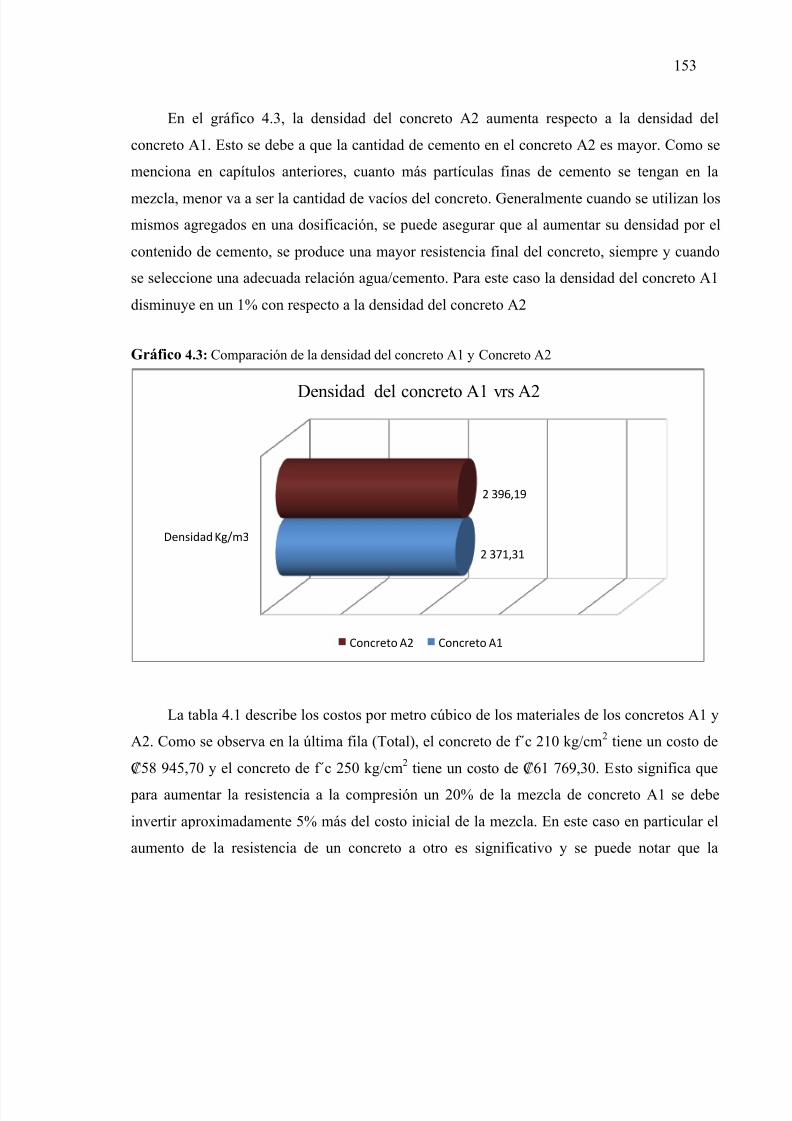
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 153/222
153
En el gráfico 4.3, la densidad del concreto A2 aumenta respecto a la densidad del
concreto A1. Esto se debe a que la cantidad de cemento en el concreto A2 es mayor. Como se
menciona en capítulos anteriores, cuanto más partículas finas de cemento se tengan en la
mezcla, menor va a ser la cantidad de vacíos del concreto. Generalmente cuando se utilizan losmismos agregados en una dosificación, se puede asegurar que al aumentar su densidad por el
contenido de cemento, se produce una mayor resistencia final del concreto, siempre y cuando
se seleccione una adecuada relación agua/cemento. Para este caso la densidad del concreto A1
disminuye en un 1% con respecto a la densidad del concreto A2
Gráfico 4.3: Comparación de la densidad del concreto A1 y Concreto A2
La tabla 4.1 describe los costos por metro cúbico de los materiales de los concretos A1 y
A2. Como se observa en la última fila (Total), el concreto de f´c 210 kg/cm 2 tiene un costo de
₡58 945,70 y el concreto de f´c 250 kg/cm2 tiene un costo de ₡61 769,30. Esto significa que
para aumentar la resistencia a la compresión un 20% de la mezcla de concreto A1 se debe
invertir aproximadamente 5% más del costo inicial de la mezcla. En este caso en particular el
aumento de la resistencia de un concreto a otro es significativo y se puede notar que la
Densidad Kg/m3
2 371,31
2 396,19
Densidad del concreto A1 vrs A2
Concreto A2 Concreto A1
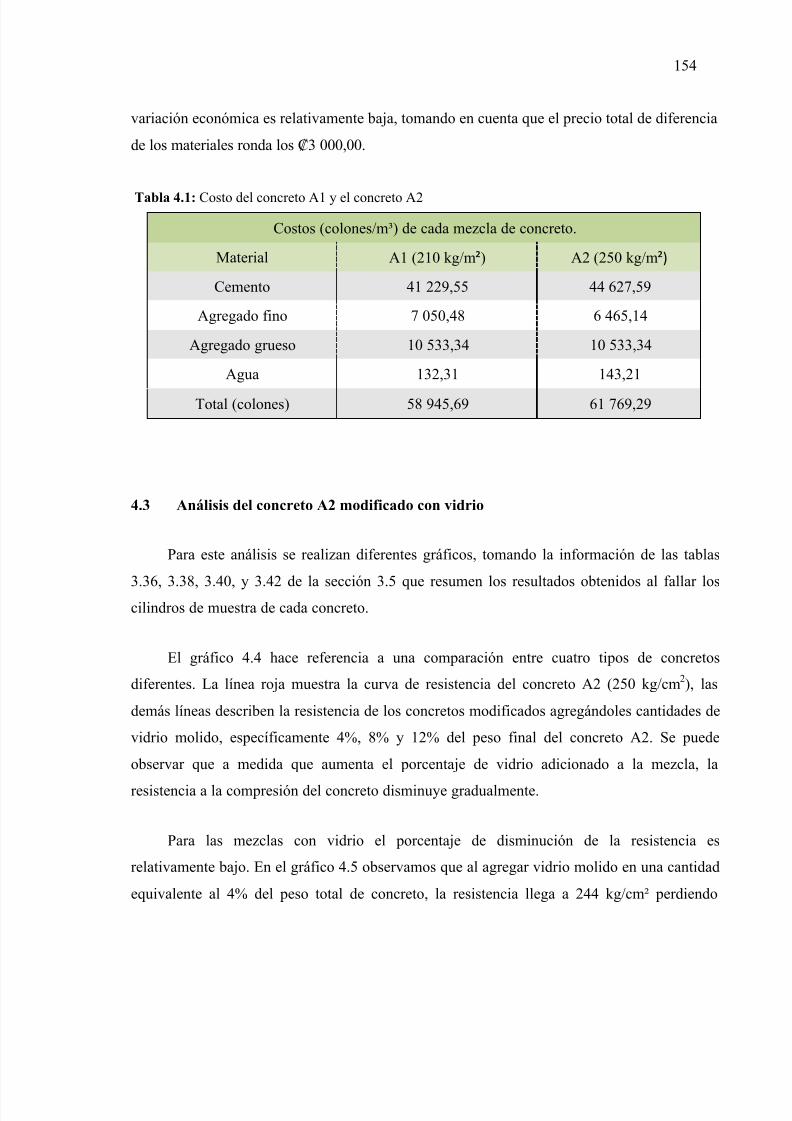
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 154/222
154
variación económica es relativamente baja, tomando en cuenta que el precio total de diferencia
de los materiales ronda los ₡3 000,00.
Tabla 4.1: Costo del concreto A1 y el concreto A2
Costos (colones/m³) de cada mezcla de concreto.
Material A1 (210 kg/m²) A2 (250 kg/m²)
Cemento 41 229,55 44 627,59
Agregado fino 7 050,48 6 465,14
Agregado grueso 10 533,34 10 533,34
Agua 132,31 143,21
Total (colones) 58 945,69 61 769,29
4.3 Análisis del concreto A2 modificado con vidrio
Para este análisis se realizan diferentes gráficos, tomando la información de las tablas
3.36, 3.38, 3.40, y 3.42 de la sección 3.5 que resumen los resultados obtenidos al fallar loscilindros de muestra de cada concreto.
El gráfico 4.4 hace referencia a una comparación entre cuatro tipos de concretos
diferentes. La línea roja muestra la curva de resistencia del concreto A2 (250 kg/cm 2), las
demás líneas describen la resistencia de los concretos modificados agregándoles cantidades de
vidrio molido, específicamente 4%, 8% y 12% del peso final del concreto A2. Se puede
observar que a medida que aumenta el porcentaje de vidrio adicionado a la mezcla, la
resistencia a la compresión del concreto disminuye gradualmente.
Para las mezclas con vidrio el porcentaje de disminución de la resistencia es
relativamente bajo. En el gráfico 4.5 observamos que al agregar vidrio molido en una cantidad
equivalente al 4% del peso total de concreto, la resistencia llega a 244 kg/cm² perdiendo
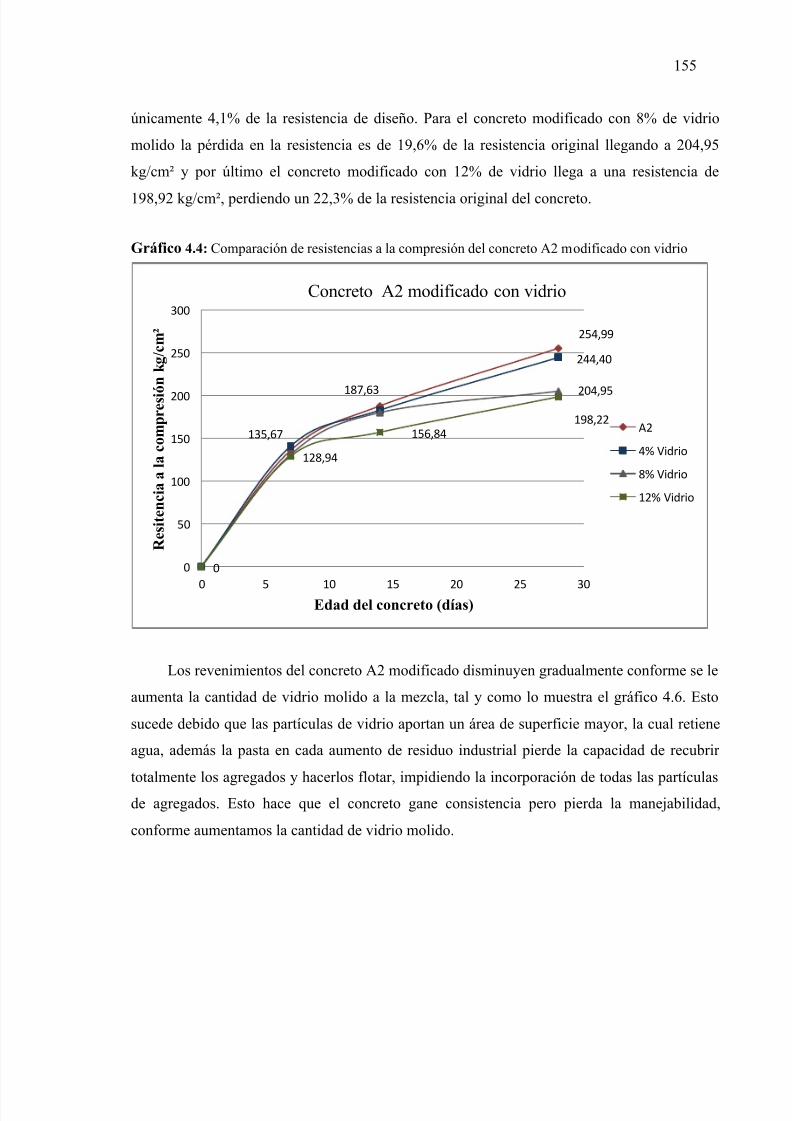
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 155/222
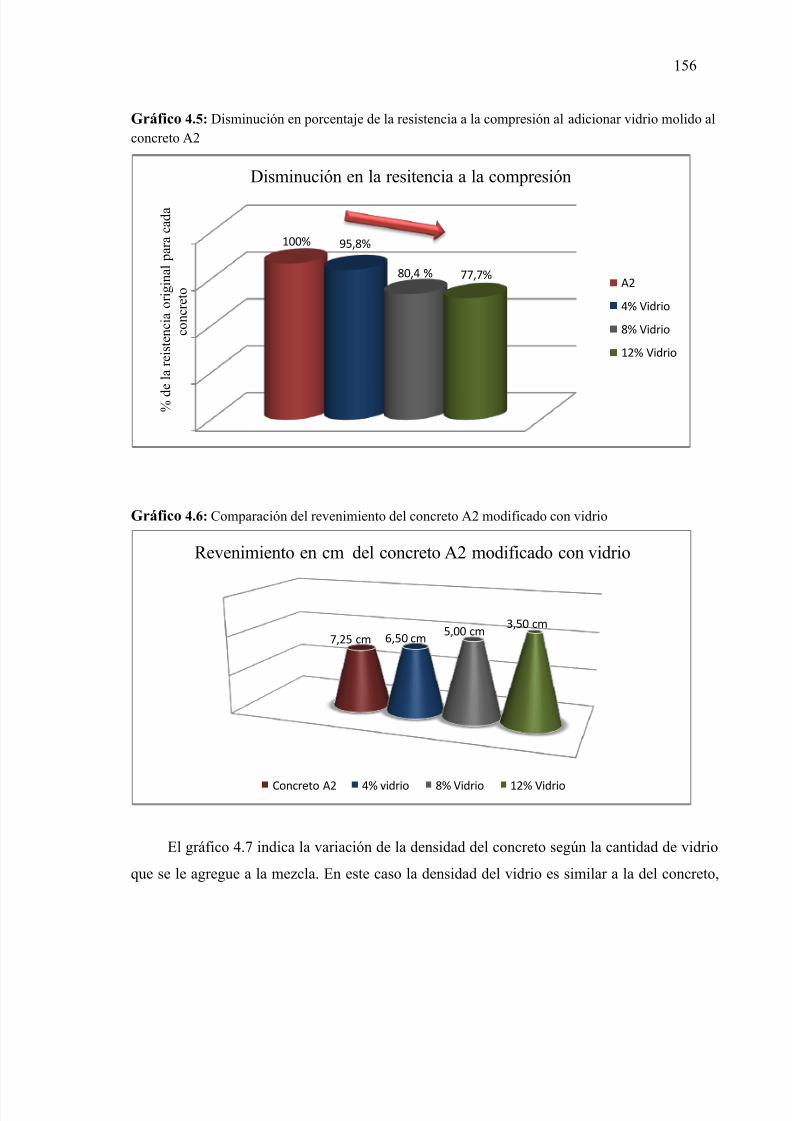
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 156/222
156
Gráfico 4.5: Disminución en porcentaje de la resistencia a la compresión al adicionar vidrio molido alconcreto A2
Gráfico 4.6: Comparación del revenimiento del concreto A2 modificado con vidrio
El gráfico 4.7 indica la variación de la densidad del concreto según la cantidad de vidrio
que se le agregue a la mezcla. En este caso la densidad del vidrio es similar a la del concreto,
100% 95,8%
80,4 % 77,7%
% d
e l a r e i s t e n c i a o r i g i n a l p a r a c a d a
c o n c r e t o
Disminución en la resitencia a la compresión
A2
4% Vidrio
8% Vidrio
12% Vidrio
7,25 cm 6,50 cm5,00 cm
3,50 cm
Revenimiento en cm del concreto A2 modificado con vidrio
Concreto A2 4% vidrio 8% Vidrio 12% Vidrio
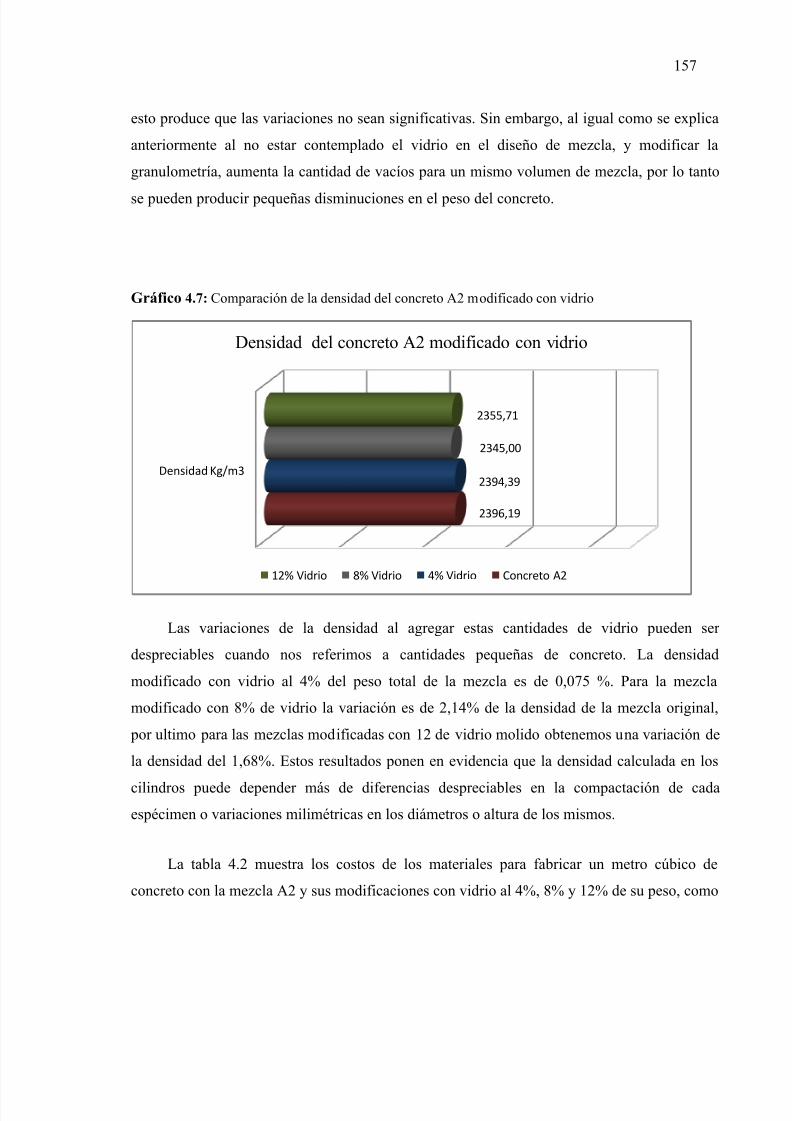
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 157/222
157
esto produce que las variaciones no sean significativas. Sin embargo, al igual como se explica
anteriormente al no estar contemplado el vidrio en el diseño de mezcla, y modificar la
granulometría, aumenta la cantidad de vacíos para un mismo volumen de mezcla, por lo tanto
se pueden producir pequeñas disminuciones en el peso del concreto.
Gráfico 4.7: Comparación de la densidad del concreto A2 modificado con vidrio
Las variaciones de la densidad al agregar estas cantidades de vidrio pueden ser
despreciables cuando nos referimos a cantidades pequeñas de concreto. La densidad
modificado con vidrio al 4% del peso total de la mezcla es de 0,075 %. Para la mezcla
modificado con 8% de vidrio la variación es de 2,14% de la densidad de la mezcla original,
por ultimo para las mezclas modificadas con 12 de vidrio molido obtenemos una variación de
la densidad del 1,68%. Estos resultados ponen en evidencia que la densidad calculada en los
cilindros puede depender más de diferencias despreciables en la compactación de cadaespécimen o variaciones milimétricas en los diámetros o altura de los mismos.
La tabla 4.2 muestra los costos de los materiales para fabricar un metro cúbico de
concreto con la mezcla A2 y sus modificaciones con vidrio al 4%, 8% y 12% de su peso, como
Densidad Kg/m3
2396,19
2394,39
2345,00
2355,71
Densidad del concreto A2 modificado con vidrio
12% Vidrio 8% Vidrio 4% Vidrio Concreto A2
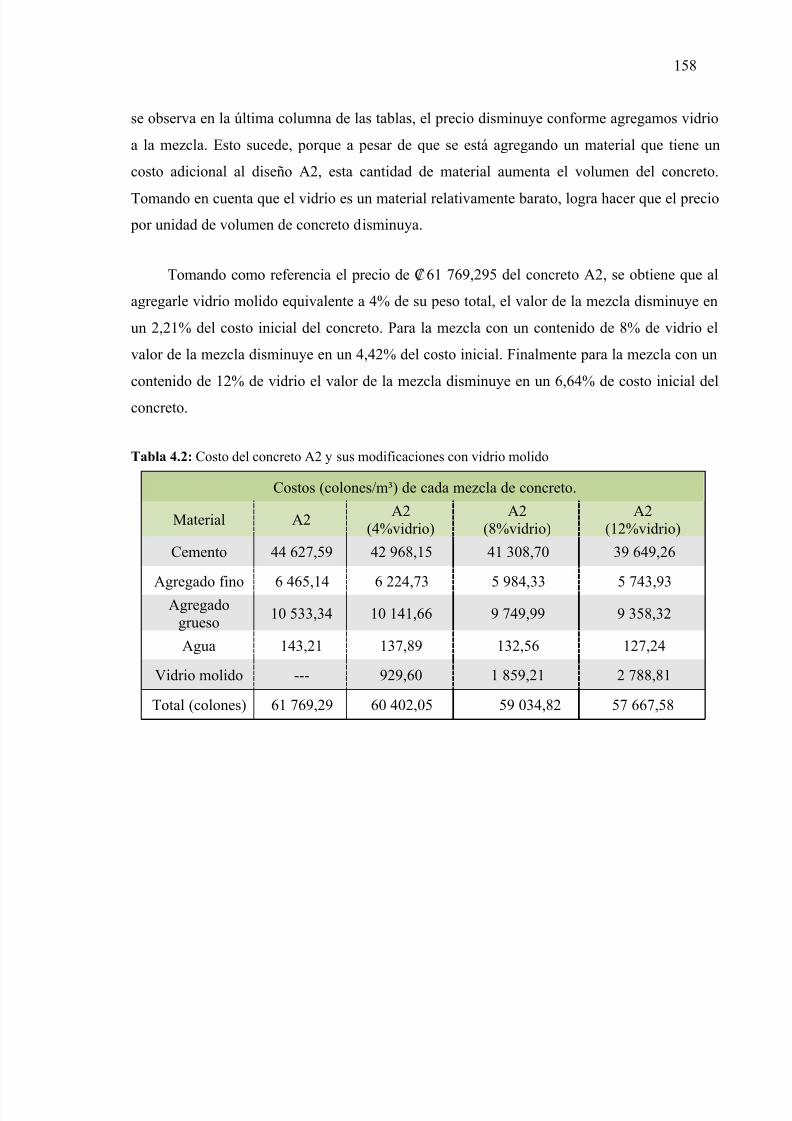
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 158/222
158
se observa en la última columna de las tablas, el precio disminuye conforme agregamos vidrio
a la mezcla. Esto sucede, porque a pesar de que se está agregando un material que tiene un
costo adicional al diseño A2, esta cantidad de material aumenta el volumen del concreto.
Tomando en cuenta que el vidrio es un material relativamente barato, logra hacer que el precio por unidad de volumen de concreto disminuya.
Tomando como referencia el precio de ₡61 769,295 del concreto A2, se obtiene que al
agregarle vidrio molido equivalente a 4% de su peso total, el valor de la mezcla disminuye en
un 2,21% del costo inicial del concreto. Para la mezcla con un contenido de 8% de vidrio el
valor de la mezcla disminuye en un 4,42% del costo inicial. Finalmente para la mezcla con un
contenido de 12% de vidrio el valor de la mezcla disminuye en un 6,64% de costo inicial del
concreto.
Tabla 4.2: Costo del concreto A2 y sus modificaciones con vidrio molido
Costos (colones/m³) de cada mezcla de concreto.
Material A2A2
(4%vidrio)A2
(8%vidrio)A2
(12%vidrio)
Cemento 44 627,59 42 968,15 41 308,70 39 649,26
Agregado fino 6 465,14 6 224,73 5 984,33 5 743,93Agregadogrueso
10 533,34 10 141,66 9 749,99 9 358,32
Agua 143,21 137,89 132,56 127,24
Vidrio molido --- 929,60 1 859,21 2 788,81
Total (colones) 61 769,29 60 402,05 59 034,82 57 667,58
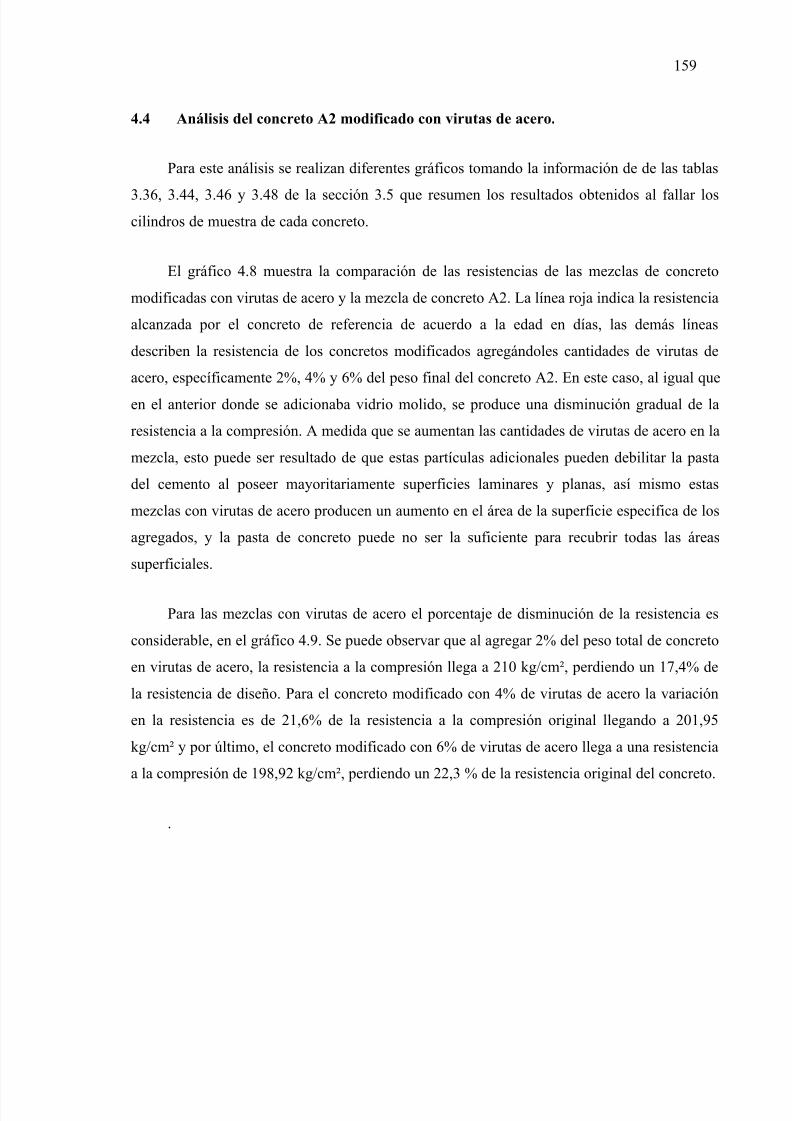
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 159/222
159
4.4 Análisis del concreto A2 modificado con virutas de acero.
Para este análisis se realizan diferentes gráficos tomando la información de de las tablas
3.36, 3.44, 3.46 y 3.48 de la sección 3.5 que resumen los resultados obtenidos al fallar loscilindros de muestra de cada concreto.
El gráfico 4.8 muestra la comparación de las resistencias de las mezclas de concreto
modificadas con virutas de acero y la mezcla de concreto A2. La línea roja indica la resistencia
alcanzada por el concreto de referencia de acuerdo a la edad en días, las demás líneas
describen la resistencia de los concretos modificados agregándoles cantidades de virutas de
acero, específicamente 2%, 4% y 6% del peso final del concreto A2. En este caso, al igual que
en el anterior donde se adicionaba vidrio molido, se produce una disminución gradual de la
resistencia a la compresión. A medida que se aumentan las cantidades de virutas de acero en la
mezcla, esto puede ser resultado de que estas partículas adicionales pueden debilitar la pasta
del cemento al poseer mayoritariamente superficies laminares y planas, así mismo estas
mezclas con virutas de acero producen un aumento en el área de la superficie especifica de los
agregados, y la pasta de concreto puede no ser la suficiente para recubrir todas las áreas
superficiales.
Para las mezclas con virutas de acero el porcentaje de disminución de la resistencia es
considerable, en el gráfico 4.9. Se puede observar que al agregar 2% del peso total de concreto
en virutas de acero, la resistencia a la compresión llega a 210 kg/cm², perdiendo un 17,4% de
la resistencia de diseño. Para el concreto modificado con 4% de virutas de acero la variación
en la resistencia es de 21,6% de la resistencia a la compresión original llegando a 201,95
kg/cm² y por último, el concreto modificado con 6% de virutas de acero llega a una resistencia
a la compresión de 198,92 kg/cm², perdiendo un 22,3 % de la resistencia original del concreto.
.
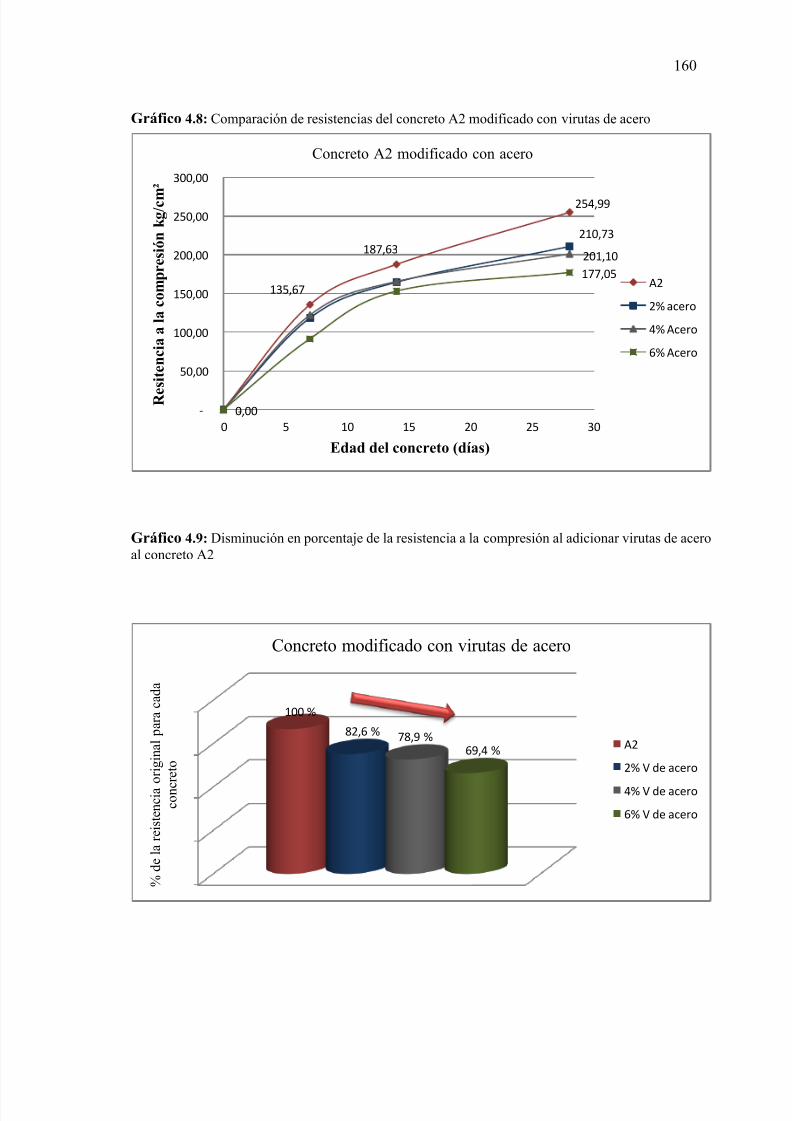
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 160/222
160
Gráfico 4.8: Comparación de resistencias del concreto A2 modificado con virutas de acero
Gráfico 4.9: Disminución en porcentaje de la resistencia a la compresión al adicionar virutas de aceroal concreto A2
-
135,67
187,63
254,99
210,73
0,00
201,10
177,05
-
50,00
100,00
150,00
200,00
250,00
300,00
0 5 10 15 20 25 30
R e
s i t e n c i a a l a c o m p r e s i ó n k g / c m
²
Edad del concreto (días)
Concreto A2 modificado con acero
A2
2% acero
4% Acero
6% Acero
100 %
82,6 % 78,9 %69,4 %
% d
e l a r e i s t e n c i a o r i g i n a l p a r a c a d a
c o n c
r e t o
Concreto modificado con virutas de acero
A2
2% V de acero
4% V de acero
6% V de acero
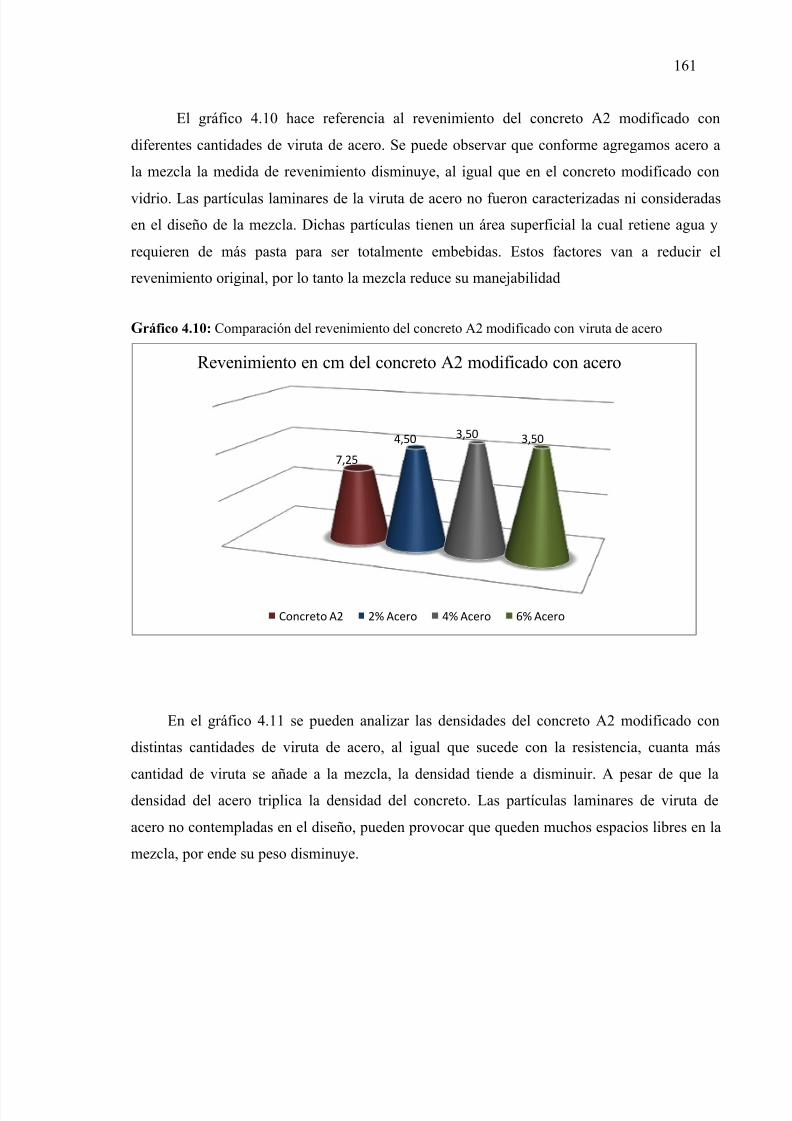
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 161/222
161
El gráfico 4.10 hace referencia al revenimiento del concreto A2 modificado con
diferentes cantidades de viruta de acero. Se puede observar que conforme agregamos acero a
la mezcla la medida de revenimiento disminuye, al igual que en el concreto modificado con
vidrio. Las partículas laminares de la viruta de acero no fueron caracterizadas ni consideradasen el diseño de la mezcla. Dichas partículas tienen un área superficial la cual retiene agua y
requieren de más pasta para ser totalmente embebidas. Estos factores van a reducir el
revenimiento original, por lo tanto la mezcla reduce su manejabilidad
Gráfico 4.10: Comparación del revenimiento del concreto A2 modificado con viruta de acero
En el gráfico 4.11 se pueden analizar las densidades del concreto A2 modificado con
distintas cantidades de viruta de acero, al igual que sucede con la resistencia, cuanta más
cantidad de viruta se añade a la mezcla, la densidad tiende a disminuir. A pesar de que la
densidad del acero triplica la densidad del concreto. Las partículas laminares de viruta de
acero no contempladas en el diseño, pueden provocar que queden muchos espacios libres en la
mezcla, por ende su peso disminuye.
7,25
4,50 3,50 3,50
Revenimiento en cm del concreto A2 modificado con acero
Concreto A2 2% Acero 4% Acero 6% Acero
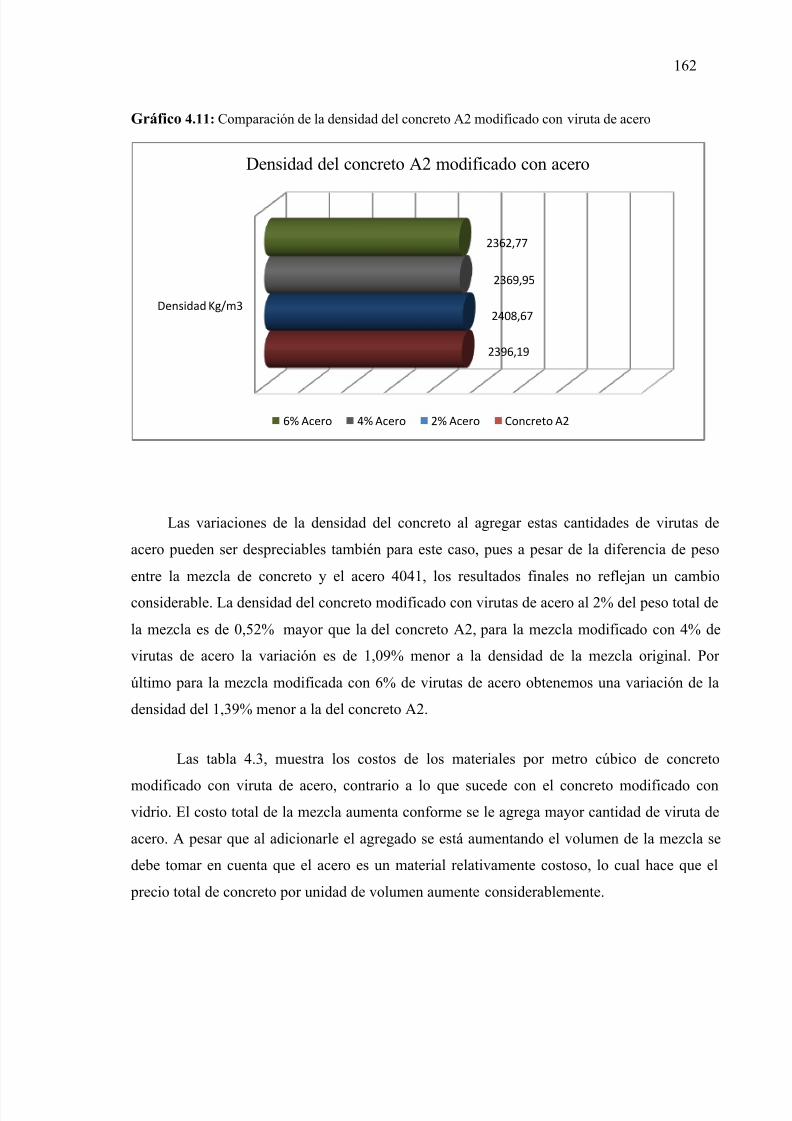
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 162/222
162
Gráfico 4.11: Comparación de la densidad del concreto A2 modificado con viruta de acero
Las variaciones de la densidad del concreto al agregar estas cantidades de virutas de
acero pueden ser despreciables también para este caso, pues a pesar de la diferencia de peso
entre la mezcla de concreto y el acero 4041, los resultados finales no reflejan un cambio
considerable. La densidad del concreto modificado con virutas de acero al 2% del peso total de
la mezcla es de 0,52% mayor que la del concreto A2, para la mezcla modificado con 4% de
virutas de acero la variación es de 1,09% menor a la densidad de la mezcla original. Por
último para la mezcla modificada con 6% de virutas de acero obtenemos una variación de la
densidad del 1,39% menor a la del concreto A2.
Las tabla 4.3, muestra los costos de los materiales por metro cúbico de concreto
modificado con viruta de acero, contrario a lo que sucede con el concreto modificado convidrio. El costo total de la mezcla aumenta conforme se le agrega mayor cantidad de viruta de
acero. A pesar que al adicionarle el agregado se está aumentando el volumen de la mezcla se
debe tomar en cuenta que el acero es un material relativamente costoso, lo cual hace que el
precio total de concreto por unidad de volumen aumente considerablemente.
Densidad Kg/m3
2396,19
2408,67
2369,95
2362,77
Densidad del concreto A2 modificado con acero
6% Acero 4% Acero 2% Acero Concreto A2
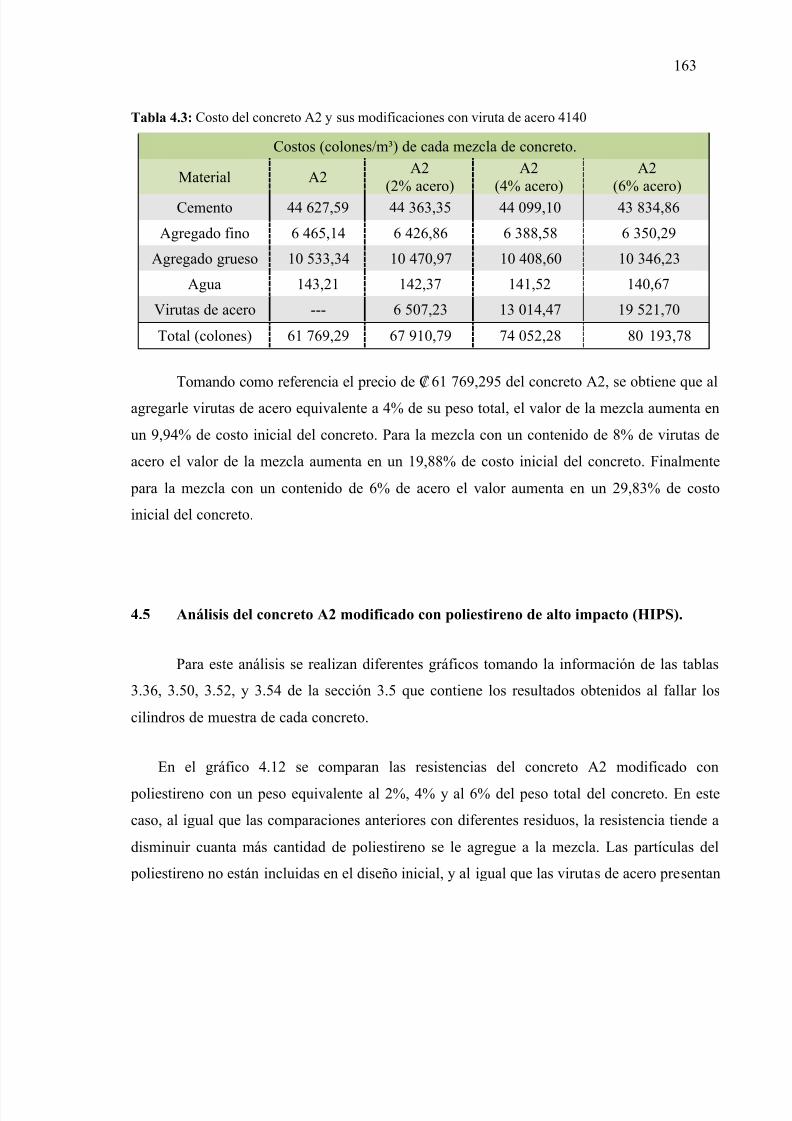
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 163/222
163
Tabla 4.3: Costo del concreto A2 y sus modificaciones con viruta de acero 4140
Costos (colones/m³) de cada mezcla de concreto.
Material A2A2
(2% acero)A2
(4% acero)A2
(6% acero)
Cemento 44 627,59 44 363,35 44 099,10 43 834,86
Agregado fino 6 465,14 6 426,86 6 388,58 6 350,29
Agregado grueso 10 533,34 10 470,97 10 408,60 10 346,23
Agua 143,21 142,37 141,52 140,67
Virutas de acero --- 6 507,23 13 014,47 19 521,70
Total (colones) 61 769,29 67 910,79 74 052,28 80 193,78
Tomando como referencia el precio de ₡61 769,295 del concreto A2, se obtiene que al
agregarle virutas de acero equivalente a 4% de su peso total, el valor de la mezcla aumenta en
un 9,94% de costo inicial del concreto. Para la mezcla con un contenido de 8% de virutas de
acero el valor de la mezcla aumenta en un 19,88% de costo inicial del concreto. Finalmente
para la mezcla con un contenido de 6% de acero el valor aumenta en un 29,83% de costo
inicial del concreto.
4.5 Análisis del concreto A2 modificado con poliestireno de alto impacto (HIPS).
Para este análisis se realizan diferentes gráficos tomando la información de las tablas
3.36, 3.50, 3.52, y 3.54 de la sección 3.5 que contiene los resultados obtenidos al fallar los
cilindros de muestra de cada concreto.
En el gráfico 4.12 se comparan las resistencias del concreto A2 modificado con
poliestireno con un peso equivalente al 2%, 4% y al 6% del peso total del concreto. En este
caso, al igual que las comparaciones anteriores con diferentes residuos, la resistencia tiende a
disminuir cuanta más cantidad de poliestireno se le agregue a la mezcla. Las partículas del
poliestireno no están incluidas en el diseño inicial, y al igual que las virutas de acero presentan
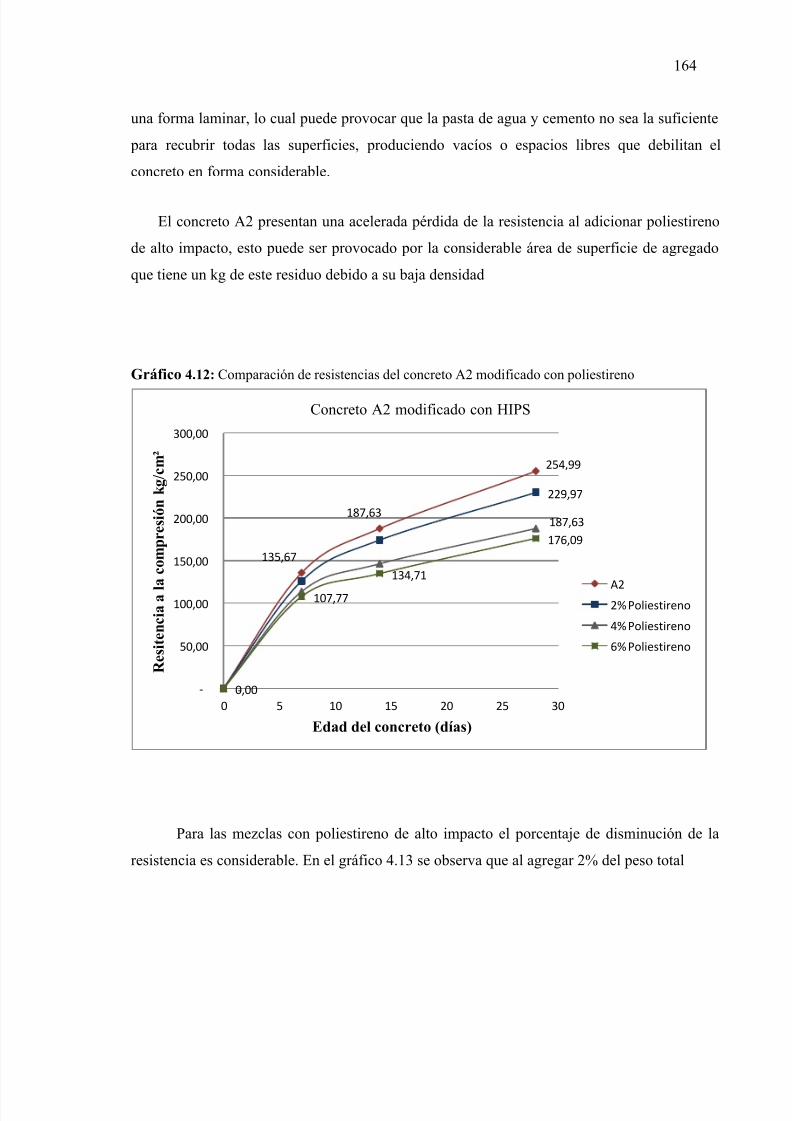
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 164/222
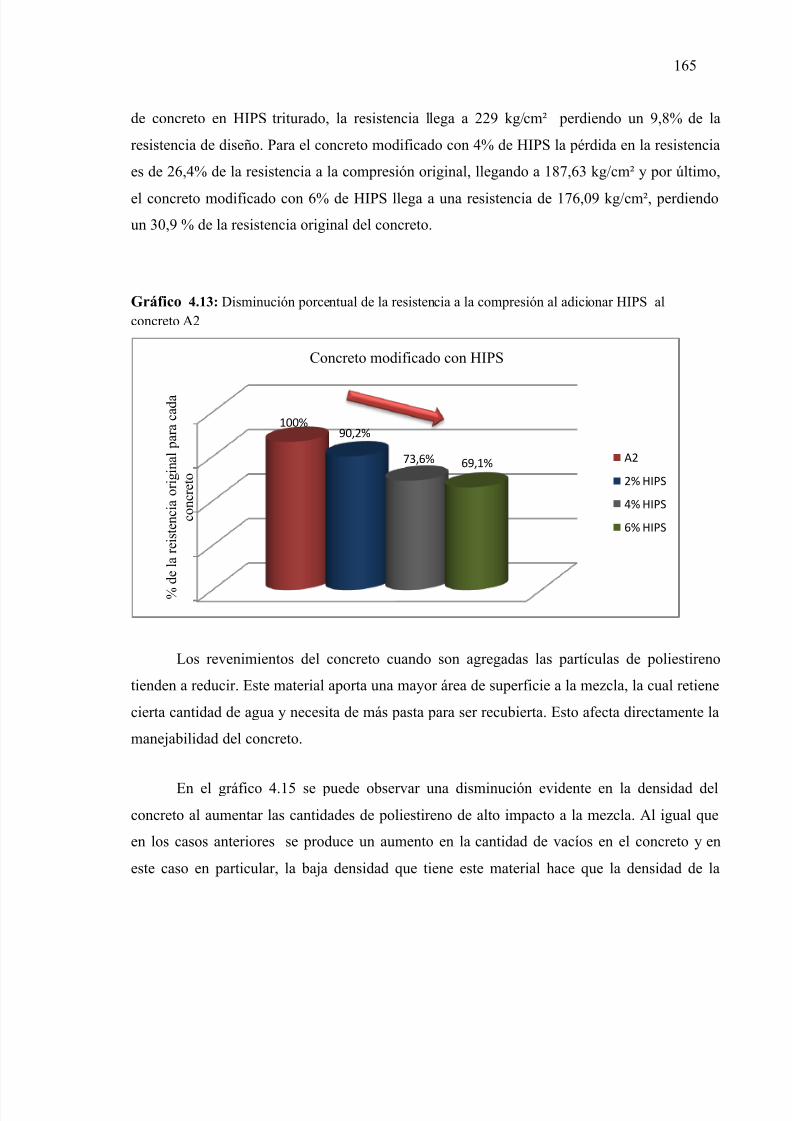
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 165/222
165
de concreto en HIPS triturado, la resistencia llega a 229 kg/cm² perdiendo un 9,8% de la
resistencia de diseño. Para el concreto modificado con 4% de HIPS la pérdida en la resistencia
es de 26,4% de la resistencia a la compresión original, llegando a 187,63 kg/cm² y por último,
el concreto modificado con 6% de HIPS llega a una resistencia de 176,09 kg/cm², perdiendoun 30,9 % de la resistencia original del concreto.
Gráfico 4.13: Disminución porcentual de la resistencia a la compresión al adicionar HIPS alconcreto A2
Los revenimientos del concreto cuando son agregadas las partículas de poliestireno
tienden a reducir. Este material aporta una mayor área de superficie a la mezcla, la cual retiene
cierta cantidad de agua y necesita de más pasta para ser recubierta. Esto afecta directamente la
manejabilidad del concreto.
En el gráfico 4.15 se puede observar una disminución evidente en la densidad delconcreto al aumentar las cantidades de poliestireno de alto impacto a la mezcla. Al igual que
en los casos anteriores se produce un aumento en la cantidad de vacíos en el concreto y en
este caso en particular, la baja densidad que tiene este material hace que la densidad de la
100%90,2%
73,6% 69,1%
% d
e l a r e i s t e n c i a o r i g i n a l p a r a c a d a
c o n c r e t o
Concreto modificado con HIPS
A2
2% HIPS
4% HIPS
6% HIPS
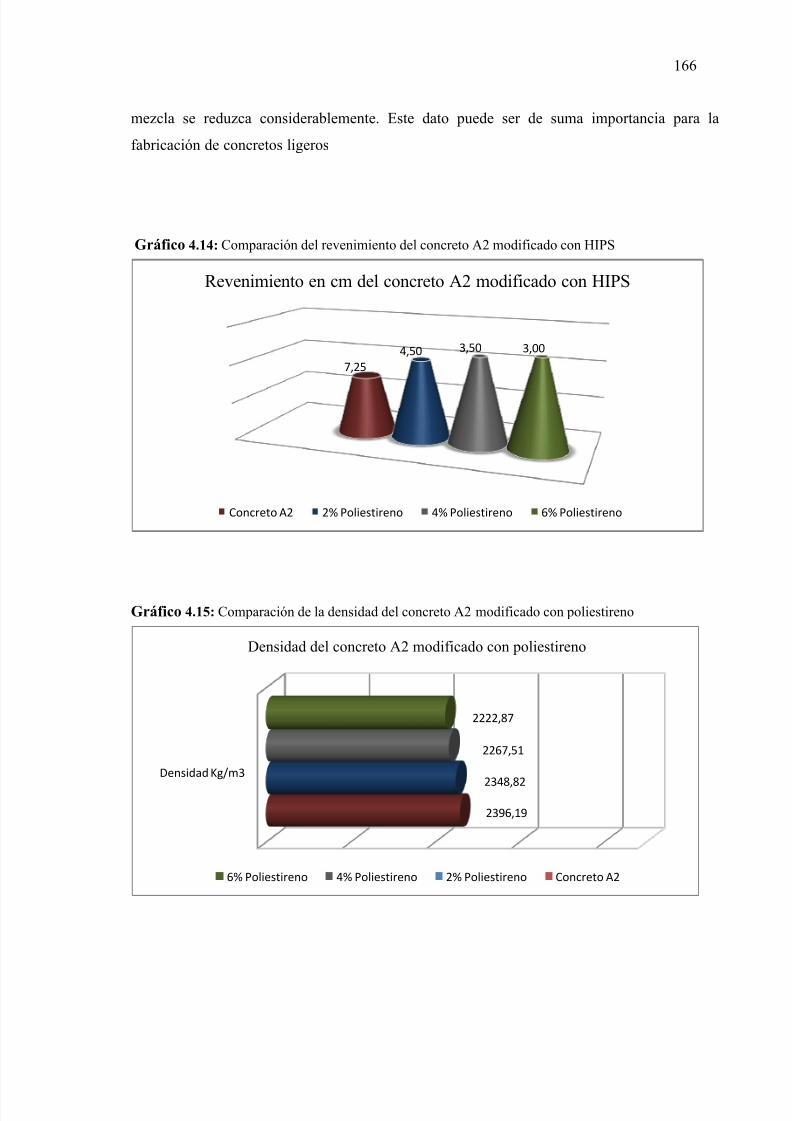
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 166/222
166
mezcla se reduzca considerablemente. Este dato puede ser de suma importancia para la
fabricación de concretos ligeros
Gráfico 4.14: Comparación del revenimiento del concreto A2 modificado con HIPS
Gráfico 4.15: Comparación de la densidad del concreto A2 modificado con poliestireno
7,25
4,50 3,50 3,00
Revenimiento en cm del concreto A2 modificado con HIPS
Concreto A2 2% Poliestireno 4% Poliestireno 6% Poliestireno
Densidad Kg/m3
2396,19
2348,82
2267,51
2222,87
Densidad del concreto A2 modificado con poliestireno
6% Poliestireno 4% Poliestireno 2% Poliestireno Concreto A2
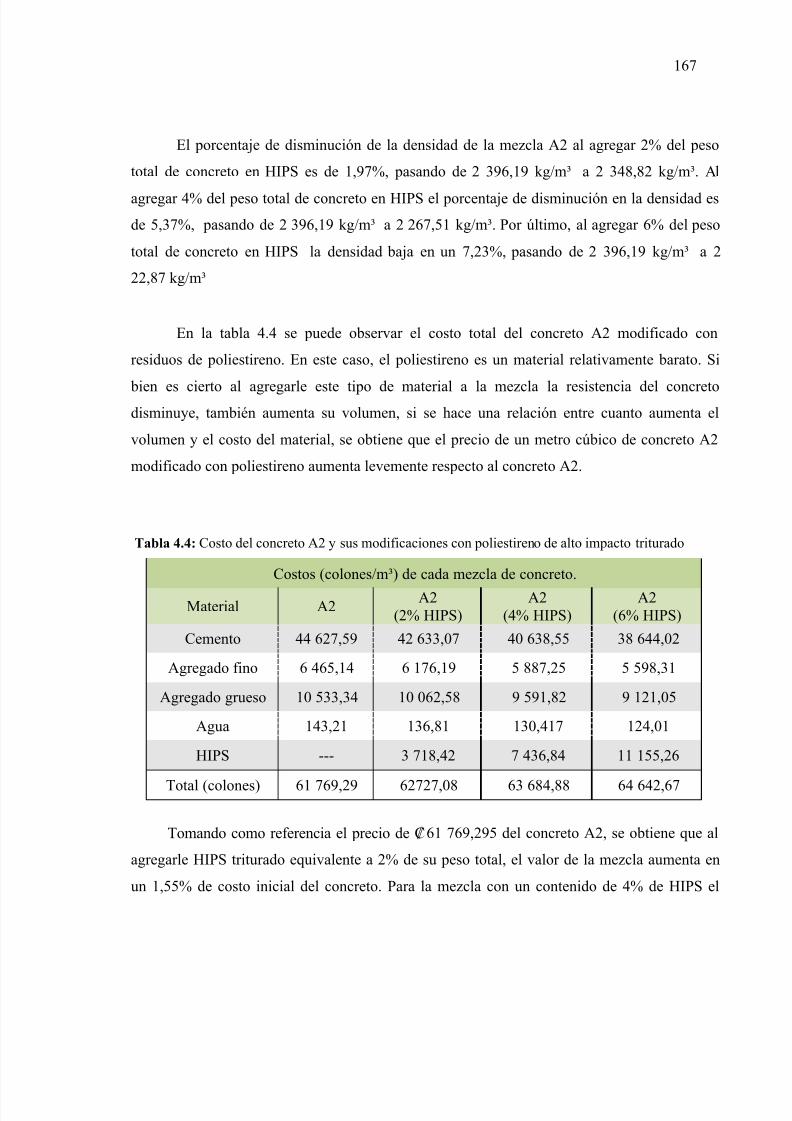
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 167/222
167
El porcentaje de disminución de la densidad de la mezcla A2 al agregar 2% del peso
total de concreto en HIPS es de 1,97%, pasando de 2 396,19 kg/m³ a 2 348,82 kg/m³. Al
agregar 4% del peso total de concreto en HIPS el porcentaje de disminución en la densidad esde 5,37%, pasando de 2 396,19 kg/m³ a 2 267,51 kg/m³. Por último, al agregar 6% del peso
total de concreto en HIPS la densidad baja en un 7,23%, pasando de 2 396,19 kg/m³ a 2
22,87 kg/m³
En la tabla 4.4 se puede observar el costo total del concreto A2 modificado con
residuos de poliestireno. En este caso, el poliestireno es un material relativamente barato. Si
bien es cierto al agregarle este tipo de material a la mezcla la resistencia del concretodisminuye, también aumenta su volumen, si se hace una relación entre cuanto aumenta el
volumen y el costo del material, se obtiene que el precio de un metro cúbico de concreto A2
modificado con poliestireno aumenta levemente respecto al concreto A2.
Tabla 4.4: Costo del concreto A2 y sus modificaciones con poliestireno de alto impacto triturado
Costos (colones/m³) de cada mezcla de concreto.
Material A2 A2(2% HIPS)
A2(4% HIPS)
A2(6% HIPS)
Cemento 44 627,59 42 633,07 40 638,55 38 644,02
Agregado fino 6 465,14 6 176,19 5 887,25 5 598,31
Agregado grueso 10 533,34 10 062,58 9 591,82 9 121,05
Agua 143,21 136,81 130,417 124,01
HIPS --- 3 718,42 7 436,84 11 155,26
Total (colones) 61 769,29 62727,08 63 684,88 64 642,67
Tomando como referencia el precio de ₡61 769,295 del concreto A2, se obtiene que al
agregarle HIPS triturado equivalente a 2% de su peso total, el valor de la mezcla aumenta en
un 1,55% de costo inicial del concreto. Para la mezcla con un contenido de 4% de HIPS el
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 168/222
168
valor de la mezcla aumenta en un 3,10% de costo inicial del concreto, Finalmente para la
mezcla con un contenido de 6% de HIPS el valor de la mezcla aumenta en un 4,65 % de costo
inicial del concreto.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 169/222
169
CAPITULO V
Conclusiones y recomendaciones
5.1 Conclusiones
I. La investigación desarrollada en este trabajo logra la consecución de los objetivos planteados, tanto el general como los específicos.
II. Al realizar un diseño de concreto se deben fabricar cilindros de prueba para verificar
las proporciones de dosificación calculadas, y así realizar ajustes hasta obtener una mezcla
satisfactoria.
III. Los agregados adquiridos en el mercado no siempre cuentan con las características
adecuadas para hacer un diseño de mezcla, según los requisitos del reglamento para el
concreto estructural ACI.
IV. Los tres tipos de residuos industriales agregados a las mezclas de concreto A2 (250
kg/cm²) provocan una disminución gradual en la resistencia a la compresión inversa a la
cantidad de residuo industrial adicionado.
V. La disminución en la resistencia y el aumento de los costos en determinadas mezclas,se justifican y son razonables para un proyecto verde, que puede generar facilidades en el
tratamiento de residuos industriales y beneficios al medio ambiente.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 170/222
170
VI. El costo monetario de los materiales para aumentar la resistencia a la compresión de un
concreto 210 kg/cm² a un concreto 250 kg/cm² es relativamente bajo. La inversión es
justificable por la seguridad que brinda trabajar con una resistencia a la compresión superior a
las especificaciones mínimas.
VII. Cuando se utilizan los mismos agregados para la fabricación de varias mezclas, cuanto
mayor sea la densidad del concreto por adición de cemento, generalmente mayor será su
resistencia a la compresión.
VIII. Al agregar residuos industriales (vidrio, virutas de acero, poliestireno de alto impacto)
a una mezcla previamente diseñada, su revenimiento disminuirá proporcionalmente.
IX. Todos los concretos ensayados cumplen con el revenimiento mínimo para algún tipo de
construcción, según el criterio general de diseño de mezclas, de acuerdo con los requisitos del
reglamento para el concreto estructural ACI.
X. La densidad del concreto al agregarle vidrio molido o viruta de acero disminuye
levemente. Por su parte, al agregarle poliestireno de alto impacto disminuye en una forma
considerable.
XI. El concreto A2 modificado con una cantidad equivalente al 4% de su peso con vidrio
molido muestra resultados aceptables, ya que la resistencia del concreto disminuye en
porcentaje del 4%. Su densidad se conserva y el costo de producción es menor.
XII. El concreto A2 modificado con una cantidad equivalente al 2% de su peso con
poliestireno de alto impacto muestra resultados aceptables, permitiendo su aplicación como unconcreto liviano. Su resistencia a la compresión disminuye en un 9,8%, su densidad disminuye
y el costo de producción aumenta en un 1,55%

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 171/222
171
XIII. Los concretos modificados con una cantidad equivalente al 4% de su peso con vidrio,
2% viruta de acero y 2% con poliestireno de alto impacto, cumplen con la resistencia a la
compresión mínima para un concreto estructural, establecida en el cap. 8, sección 8.1.2 del
Código Sísmico de Costa Rica 2010.
XIV. Los concretos modificados con una cantidad equivalente al 4% de su peso con vidrio,
2% viruta de acero y 2% con poliestireno de alto impacto, cumplen con la resistencia a la
compresión mínima para las fundaciones en el diseño simplificado, establecida en el cap. 17,
sección 17.3.2 del Código Sísmico de Costa Rica 2010.
XV. Los concretos modificados con una cantidad equivalente al 4% de su peso con vidrio,
2% viruta de acero y 2% con poliestireno de alto impacto, cumplen con la resistencia a la
compresión mínima para la viga de corona de concreto reforzado que brinda estabilidad de las
paredes tipo emparedado establecida en el cap. 17, sección 17.3.4 del Código Sísmico de
Costa Rica 2010.
XVI. Los concretos modificados con una cantidad equivalente al 4% de su peso con vidrio,
2% viruta de acero y 2% con poliestireno de alto impacto, cumplen con la resistencia a la
compresión mínima establecida para las paredes de concreto reforzado, al igual que en
columnetas y vigas de las paredes de mampostería confinadas, establecida en el cap. 17,
sección 17.3.3 del Código Sísmico de Costa Rica 2010.
XVII. Todos los concretos ensayados pueden ser utilizados en fundaciones para baldosas
horizontales, Según la fig. 17.4. del cap. 17 del Código Sísmico de Costa Rica 2010.
XVIII. Todos los concretos ensayados cumplen con la resistencia a la compresión paraconcretos de relleno de celdas de mampostería tipo A, tipo B y tipo C, especificada en la
sección A.1.5.del Código Sísmico de Costa Rica 2010.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 172/222
172
XIX. De los tres materiales agregados al concreto, las virutas de acero provocaron el mayor
aumento en los costos de producción, con una disminución considerable de resistencia.
XX. El vidrio molido fue un material con resultados muy positivos, debido a una pérdida deresistencia aceptable cuando se compara con la disminución de los costos de producción.
XXI. Para este tipo de investigaciones, el limitado plazo establecido por la Universidad
provoca que no se pueda profundizar con detalles en aspectos importantes para el proyecto, sin
embargo, dentro de las posibilidades se han podido encontrar muchos resultados interesantes.
6.2. Recomendaciones
I. Fabricar cilindros de concreto de prueba al inicio del proyecto para obtener resultados
que permitan realizar ajustes a la dosificación, antes de comenzar a agregar residuos
industriales a la mezcla.
II. Caracterizar los residuos industriales, que permitan obtener datos importantes como sudensidad aparente, vacíos en el material compactado, granulometría, adherencia y absorción.
En este proyecto no se realizo dicha caracterización por razones de limitación de tiempo.
III. Adquirir agregados caracterizados, respaldados por una hoja técnica de estudios
realizados previamente por parte del comercio que suministra los agregados
IV. Se recomienda a la Universidad mantener en bodega agregados con especificaciones
técnicas definidas para el uso de los proyectos de los estudiantes, con el fin de acelerar el
avance en las investigaciones.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 173/222
173
V. Realizar un trabajo de investigación para cada uno de los materiales de residuo
industrial por separado, con el fin de profundizar más en el comportamiento de la mezcla de
concreto.
VI. Continuar la investigación al proponer el concreto modificado con vidrio como un
concreto modificado económico.
VII. Continuar la investigación al proponer el concreto modificado con poliestireno de alto
impacto como un concreto modificado liviano.
VIII. Investigar la factibilidad de encontrar un metal de menor costo que las virutas de acero,
que pueda ser adicionado a las mezclas de concreto sin incrementar considerablemente su
costo, para realizar pruebas y conocer su comportamiento
IX. Utilizar concretos más resistentes a la compresión en la obras comunes, pues en la
práctica actual se ha encontrado que muchas veces las mezclas diseñadas para 210 kg/cm² no
alcanzan dicha resistencia. La utilización del concreto 250 kg/cm² representa un aumento
aproximado al 5% del costo de un concreto 210 kg/cm².
X. Realizar un estudio comparativo entre el uso de los concretos con resistencia a la
compresión 210 kg/cm² y 250 kg/cm², con el fin de determinar las ventajas y desventajas de
utilizarlos.
XI. Utilizar el concreto modificado con residuos industriales en proyectos, con la intensión
de mejorar el manejo de los desechos y beneficiar el medio ambiente.
XII. Sustituir agregados pétreos por residuos industriales, mezclándolos con la arena para
producir una granulometría y realizar un diseño de mezcla que los involucre.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 174/222
174
XIII. Realizar los estudios adicionales necesarios para analizar la factibilidad de utilizar
estas mezclas como concreto de relleno de las celdas de mampostería tipo A, B y C.
XIV. Utilizar las mezclas de concreto modificadas con residuos industriales en lasfundaciones para baldosas horizontales.
XV. Realizar estudios de resistencia a la tensión y resistencia al corte de las mezclas
modificadas con residuos industriales para su utilización como concreto estructural.
XVI. Producir morteros con residuos industriales para conocer su resistencia a la
compresión.
XVII. Se recomienda a la Universidad ampliar los plazos establecidos para la entrega de los
trabajos de investigación pura, debido a que el trabajo se divide en experimentación y
documentación de resultados.
XVIII. Se recomienda a la Universidad mejorar el procedimiento para adquirir equipo nuevo,
necesario para desarrollar los proyectos de investigación.
XIX. Programar de manera eficiente las remodelaciones en el laboratorio, con el fin de no
alterar los resultados de las investigaciones llevadas a cabo.
XX. Se recomienda que los equipos de laboratorio sean utilizados exclusivamente con fines
académicos, pues el que sean utilizados para construcción de nuevas instalaciones representa
un obstáculo para el desarrollo de proyectos de investigación.
XXI. Se recomienda a la Universidad contar con un encargado de laboratorio certificado
para aplicar las normas ASTM, que supervise a los estudiantes en la ejecución de cada una de
ellas.

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 175/222
175
XXII. Es recomendable modernizar algunos equipos del laboratorio para obtener resultados
más precisos en los trabajos de investigación.
XXIII. Todos los proyectos de investigación pura permiten determinar nuevos procesos,métodos y/o aplicaciones, pero también permiten determinar oportunidades de mejora para la
Universidad, pues pone de manifiesto algunas carencias y limitaciones que existen; Es pues
intención de este proyecto contribuir, mediante estas recomendaciones, a la mejora continua
de la Universidad, en beneficio de futuras generaciones.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 176/222
176
BIBLIOGRAFÍA
Libros
-American Concrete Institute, Comité 318-S. (2005), Requisitos de reglamento para
concreto estructural. EE.UU.
-Barrantes Echaverría R. (1999), Investigación un camino al conocimiento. San José, CostaRica: Editorial UNED.
-CFIA. (2010), Código sísmico de Costa Rica. (Cuarta edición), Cartago, Costa Rica:Editorial Tecnológica de Costa Rica.
-CFIA. (2009), Código de cimentaciones de Costa Rica. (Cuarta edición), Cartago, CostaRica: Editorial Tecnológica de Costa Rica.
-Díaz Narváes Víctor Patricio. (2009) Metodología. Santiago, Chile: Editorial UniversidadFinis Terrae.
-Gallardo Helio, (1991 ), Elementos de investigación académica. San José, Costa Rica:Editorial UNED.
-Manual de normas "American Society for Testing and Materials" (ASTM)
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 177/222
177
-McCormac Jack, Diseño de Concreto Reforzado (Quinta edición). México D.F.: EditorialAlfaomega.
-McCormac Jack, Diseño de Estructuras de Acero. (Segunda edición). México D.F.:Alfaomega.
-McMillan F.R. y Tuthill Lewis H. (1987), Cartilla del concreto. México D.F.: Editorial Noriega.
-Neville A.M. y Brooks J. J. (1998), Tecnología del concreto. México D.F.: EditorialTrillas.
-Nilson, Arthur H. (1999), Diseño de Estructuras de Concreto. Santa Fé Bogotá,Colombia: Editorial Mc Graw Hill.
-Universidad Fidélitas. (2007), Laboratorio de materiales de construcción IC-750L.
-Universidad Fidélitas. (2013), Manual para los trabajos finales de graduación.
Páginas web
-ASTM Internacional (2006). Normas de la asociación internacional que define estándares decaracterísticas de materiales. En http://www.astm.org/. Revisado en Agosto del 2013.
-Ingeniería civil en El Salvador (2009). Resumen de las normas de la asociación internacionalque define estándares de características de materiales. En http://ingenieriasalva.blogspot.com.Revisado en Setiembre del 2012.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 178/222
178
Articulo tomado de un sitio web
-Aragón, D y Navas, A. (2012). Cilindros de concreto, Recuperado en julio del 2012 dehttp://www.lanamme.ucr.ac.cr.
-Laura, S. (2006). Diseño de mezclas de concreto, Recuperado en agosto del 2012 dehttps://docs.google.com
Proyecto final de graduación
-Solano Ortega, M. (2003). Diseño de mezclas de concreto con agregado grueso del tajo
Chopo, Proyecto final de graduación para optar por el grado de Licenciatura en Ingeniería enConstrucción. Cartago TEC.
Referencias de fotografías
-Figura 1.1
Aplicaciones de las cerámicas en la construcción [Fotografía de Panteón de Agripa].Recuperado de http://civilgeeks.com
-Figura 1.2
La ingeniería [Fotografía del Coliseo Romano]. Recuperado de http://megaingenieria-darwin.blogspot.com
-Figura 1.3
¿Qué dejaremos para la posteridad? ¿Grandes montañas de basura? [Fotografía del Vertederode Agbogbloshie, en Ghana]. Recuperado de http://www.actividades-mcp.es
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 179/222
179
-Figura 2.1
Conservación Vial [Fotografía de colocación de concreto]. Recuperado dehttp://mendezyarguedas.com
-Figura 2.2
Tecnología del concreto [Fotografía de edificio de concreto reforzado]. Recuperado dehttp://tecnourp.blogspot.com/
-Figura 2.3
Fonseca, R. [Fotografía de prensa hidráulica para ensayos de concreto]. (2013), Autor.
-Figura. 2.4
Galería de productos [Fotografía de agregado grueso]. Recuperado dehttp://www.canteradecombia.com
-Figura. 2.5
Galería de productos [Fotografía de agregado fino]. Recuperado de
http://www.canteradecombia.com
-Figura 2.6
Compuesto para Cabeceo vs Almohadillas y Platos Retenedores [Fotografía de equipo ycompuesto para evitar el cabeceo de cilindro de concreto]. Recuperado dehttp://www.forneymaterialstesting.com
-Figura 2.14
Colocación del concreto hidráulico en calles [Fotografía de colocación de concreto].Recuperado de http://www.qroo.gob.mx.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 180/222
180
-Figura 2.15
Vibrado del concreto [Fotografía de compactado de concreto]. Recuperado dehttp://www.flickr.com.
-Figura. 2.16:
Pavimentadoras de concreto [Fotografía de curado del concreto]. Recuperado dehttp://www.mundocivil.blogspot.com.
-Figura. 2.17:
GAIA Biblioteca [Fotografía de residuos a la orilla del mar]. Recuperado de
http://www.gaialibrary.org/
-Figura 2.18
GAIA Biblioteca [Fotografía de Residuos sólidos]. Recuperado de http://www.gaialibrary.org/
-Figura 2.19
Obsolescencia programada, el enemigo tecnológico [Fotografía de residuos industriales
tecnológicos]. Recuperado de http://blogingenieria.com
-Figura 2.20
Estadística de residuos no peligrosos de la C.A. del país Vasco. [Fotografía de residuosindustriales metálicos]. Recuperado de www.euskadi.net
-Figura 2.21
Residuos metálicos [Fotografía de residuos inorgánicos]. Recuperado dehttp://www.recieder.com
-Figura 2.22
Desechos [Fotografía de residuos orgánicos]. Recuperado de https://sites.google.com
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 181/222
181
-Figura 2.23
Energía embotellada, el reciclado del vidrio en España [Fotografía de fabricación de botellasde vidrio]. Recuperado de http://www.crismol.com
-Figura 2.24
Vidrio sódico cálcico [Fotografía de vidrio sódico cálcico]. Recuperado dehttp://www.123rf.com
-Figura 2.25
Vidrio óptico [Fotografía de Vidrio de plomo]. Recuperado de http://histoptica.org
-Figura 2.26
Coche para chatarra [Fotografía de depósito de chatarra en Arizona]. Recuperado dehttp://footage.framepool.com
-Figura 2.27
Torre Eiffel [Fotografía de Torre Eiffel, construida en estructura metálica en 1889].Recuperado de http://www.venamimundo.com
-Figura 2.28
Poliestireno [Fotografía de objeto fabricado con poliestireno cristal y poliestireno de altoimpacto]. Recuperado de http://www.plasticosymasplasticos.com.
-Figura 2.29
[Fotografía de poliestireno expandido]. Recuperado de http://www.termomodernizaje.com.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 182/222
182
-Figura 3.2
Fonseca, R. [Fotografía de almacenaje de los agregados]. (2013), Autor.
-Figura 3.3
Fonseca, R. [Fotografía de pila de agregado fino]. (2013), Autor.
-Figura 3.5
Fonseca, R. [Fotografía de esquema del cuarteo de agregado]. (2013), Autor.
-Figura 3.6
Fonseca, R. [Fotografía de cuarteo de agregado]. (2013), Autor.
-Figura 3.7
Fonseca, R. [Fotografía de secado de las muestras en el horno]. (2013), Autor.
-Figura 3.8
Fonseca, R. [Fotografía de muestras pesadas para análisis de contenido de humedad]. (2013),Autor.
-Figura 3.10
Fonseca, R. [Fotografía de pesaje de las muestras]. (2013), Autor.
-Figura 3.11
Fonseca, R. [Fotografía de prueba del cono truncado]. (2013), Autor.
-Figura 3.12
Fonseca, R. [Fotografía de tamizado de la muestra]. (2013), Autor.

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 183/222
183
-Figura 3.13
Fonseca, R. [Fotografía de pesaje de picnómetro, agua y agregado]. (2013), Autor.
-Figura 3.16
Fonseca, R. [Fotografía de tamizado de la muestra]. (2013), Autor.
-Figura 3.17
Fonseca, R. [Fotografía de muestra de agregado fino tamizada]. (2013), Autor.
-Figura 3.19
Fonseca, R. [Fotografía de envarilladodel agregado grueso]. (2013), Autor.
-Figura 3.20
Vargas, J. [Fotografía de nivelado final del agregado grueso en el molde]. (2013), Autor.
-Figura 3.23
Vargas, J. [Fotografía de molde utilizado en la prueba de revenimiento]. (2013), Autor.
-Figura 3.24
Vargas, J. [Fotografía de medición del revenimiento]. (2013), Autor.
-Figura 3.25
Vargas, J. [Fotografía de recolección de muestra de concreto]. (2013), Autor.
-Figura 3.28
Fonseca, R. [Fotografía de llenado de los cilindros]. (2013), Autor.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 184/222
184
-Figura 3.29
Fonseca, R. [Fotografía de preparación de las muestras]. (2013), Autor.
-Figura 3.31
Fonseca, R. [Fotografía de desmoldado de los cilindros de concreto]. (2013), Autor.
-Figura 3.32
Fonseca, R. [Fotografía de pruebas de compresión en los testigos de concreto]. (2013), Autor.
-Figura 3.34
Vargas, J. [Fotografía de la trituración del vidrio]. (2013), Autor.
-Figura 3.35
Vargas, J. [Fotografía de vidrio molido]. (2013), Autor.
-Figura 3.36
Fonseca, R. [Fotografía de tamizado del acero 4041]. (2013), Autor.
-Figura 3.37
Vargas, J. [Fotografía de virutas de acero]. (2013), Autor.
-Figura 3.40
Fonseca, R. [Fotografía de tamizado del poliestireno de alto impacto]. (2013), Autor.
-Figura 3.41
Fonseca, R. [Fotografía de prensa la adición del poliestireno de alto impacto en la batidora].(2013), Autor.
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 185/222
185
Anexos

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 186/222
186
Anexo AMemoria de cálculo de prueba estándar para el contenido total de humedad
evaporable del agregado mediante secado, ASTM C566 Fórmula utilizadas.
Donde
%H= Porcentaje de contenido de humedad de la muestra
W = Masa de la muestra húmeda (g).
D = Masa de la muestra seca (g).
Tabla A.1: Peso de la muestra según tamaño máximo del agregado
Tamaño mm Tamaño in min kg
4,75 0,187 0.59,5 3/8 1.5
12,5 1/2 2
19,0 3/4 3
25,0 1 4
37,5 1 ½ 6
50 2 8
63 2 ½ 10
75 3 13
90 3 ½ 16
100 4 25
150 6 50
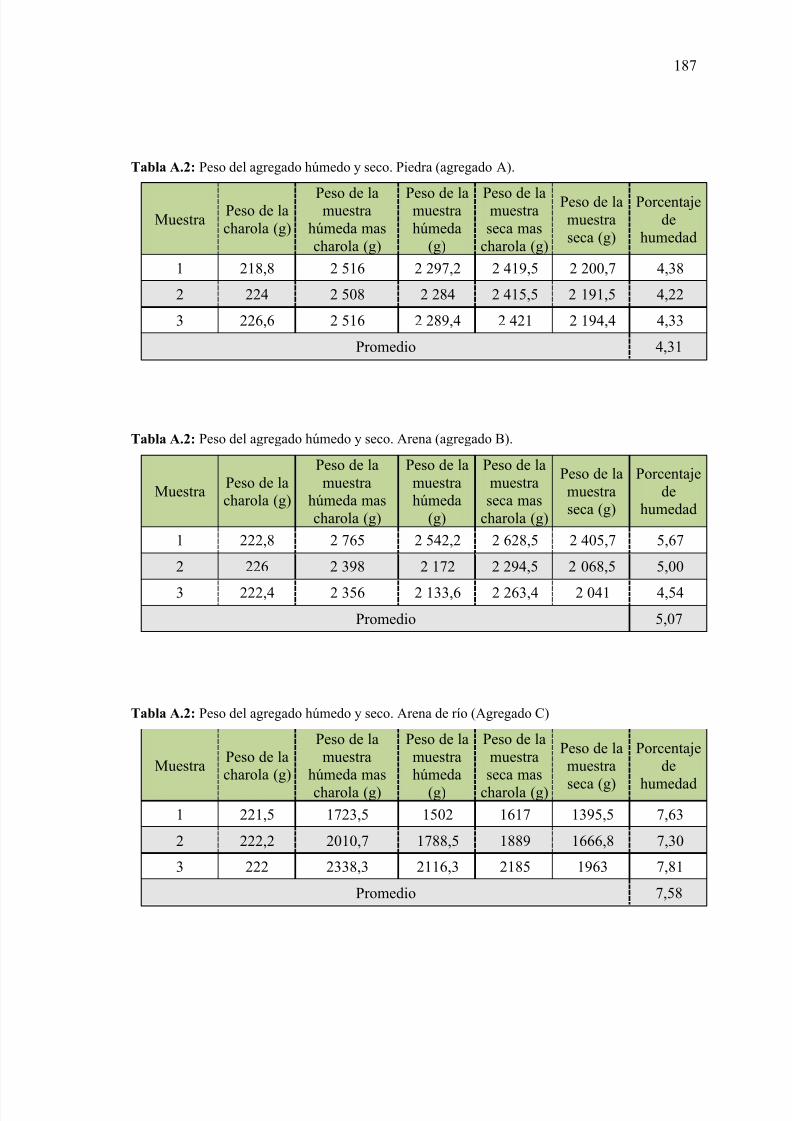
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 187/222
187
Tabla A.2: Peso del agregado húmedo y seco. Piedra (agregado A).
MuestraPeso de lacharola (g)
Peso de lamuestrahúmeda mascharola (g)
Peso de lamuestrahúmeda
(g)
Peso de lamuestraseca mas
charola (g)
Peso de lamuestraseca (g)
Porcentajede
humedad
1 218,8 2 516 2 297,2 2 419,5 2 200,7 4,38
2 224 2 508 2 284 2 415,5 2 191,5 4,22
3 226,6 2 516 2 289,4 2 421 2 194,4 4,33
Promedio 4,31
Tabla A.2: Peso del agregado húmedo y seco. Arena (agregado B).
MuestraPeso de lacharola (g)
Peso de lamuestra
húmeda mascharola (g)
Peso de lamuestrahúmeda
(g)
Peso de lamuestraseca mas
charola (g)
Peso de lamuestraseca (g)
Porcentajede
humedad
1 222,8 2 765 2 542,2 2 628,5 2 405,7 5,67
2 226 2 398 2 172 2 294,5 2 068,5 5,00
3 222,4 2 356 2 133,6 2 263,4 2 041 4,54Promedio 5,07
Tabla A.2: Peso del agregado húmedo y seco. Arena de río (Agregado C)
MuestraPeso de lacharola (g)
Peso de lamuestra
húmeda mascharola (g)
Peso de lamuestrahúmeda
(g)
Peso de lamuestraseca mas
charola (g)
Peso de lamuestra
seca (g)
Porcentajede
humedad1 221,5 1723,5 1502 1617 1395,5 7,63
2 222,2 2010,7 1788,5 1889 1666,8 7,30
3 222 2338,3 2116,3 2185 1963 7,81
Promedio 7,58
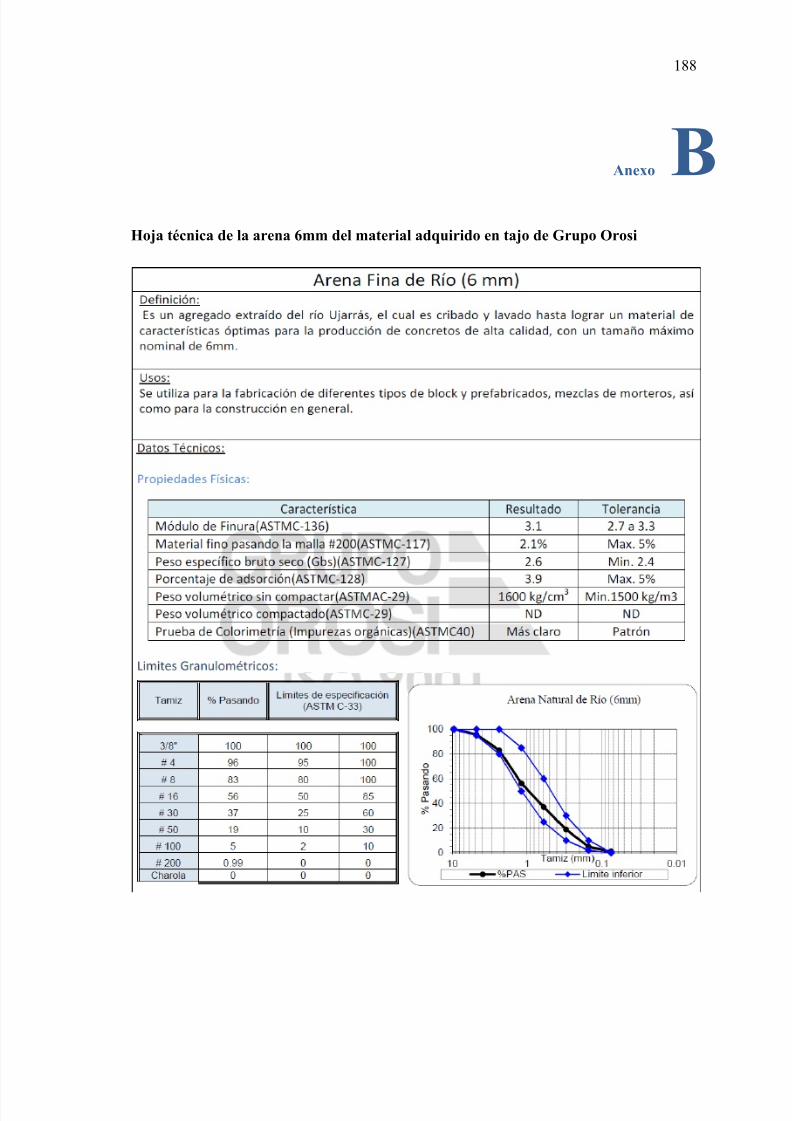
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 188/222
188
Anexo B Hoja técnica de la arena 6mm del material adquirido en tajo de Grupo Orosi
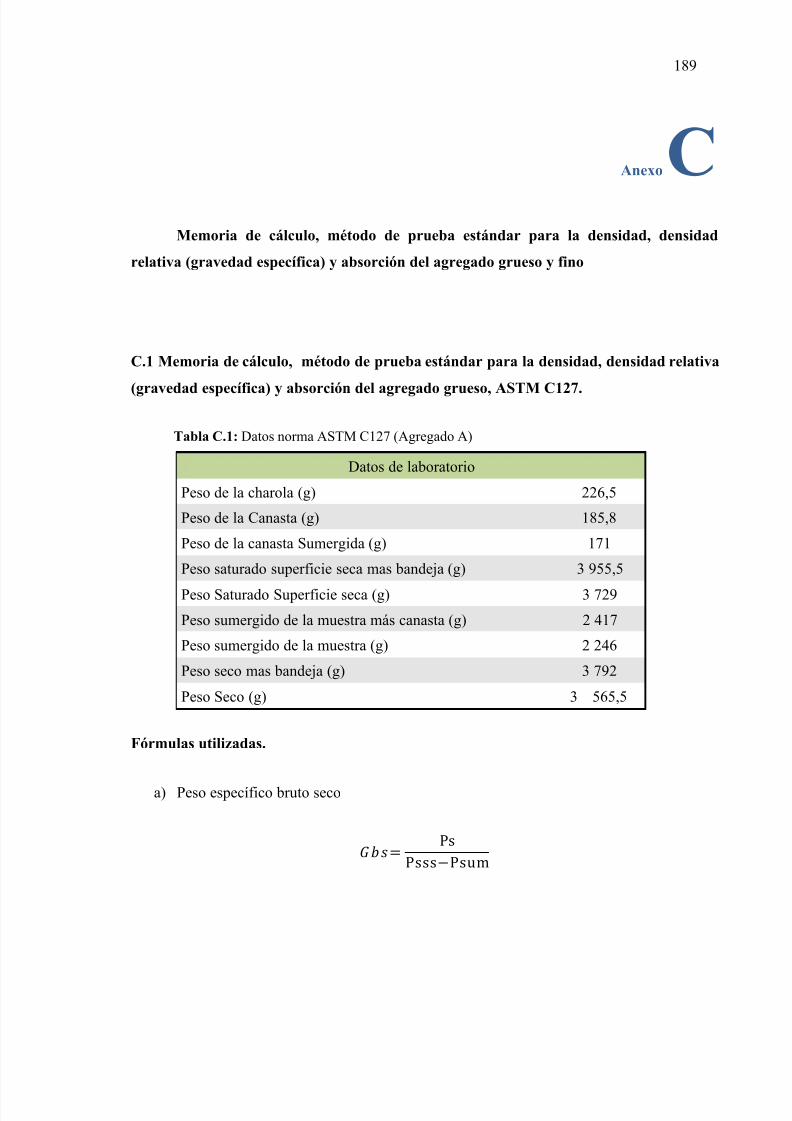
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 189/222
189
AnexoC Memoria de cálculo, método de prueba estándar para la densidad, densidad
relativa (gravedad específica) y absorción del agregado grueso y fino
C.1 Memoria de cálculo, método de prueba estándar para la densidad, densidad relativa
(gravedad específica) y absorción del agregado grueso, ASTM C127.
Tabla C.1: Datos norma ASTM C127 (Agregado A)
Datos de laboratorio
Peso de la charola (g) 226,5
Peso de la Canasta (g) 185,8
Peso de la canasta Sumergida (g) 171
Peso saturado superficie seca mas bandeja (g) 3 955,5
Peso Saturado Superficie seca (g) 3 729
Peso sumergido de la muestra más canasta (g) 2 417
Peso sumergido de la muestra (g) 2 246
Peso seco mas bandeja (g) 3 792
Peso Seco (g) 3 565,5
Fórmulas utilizadas.
a) Peso específico bruto seco
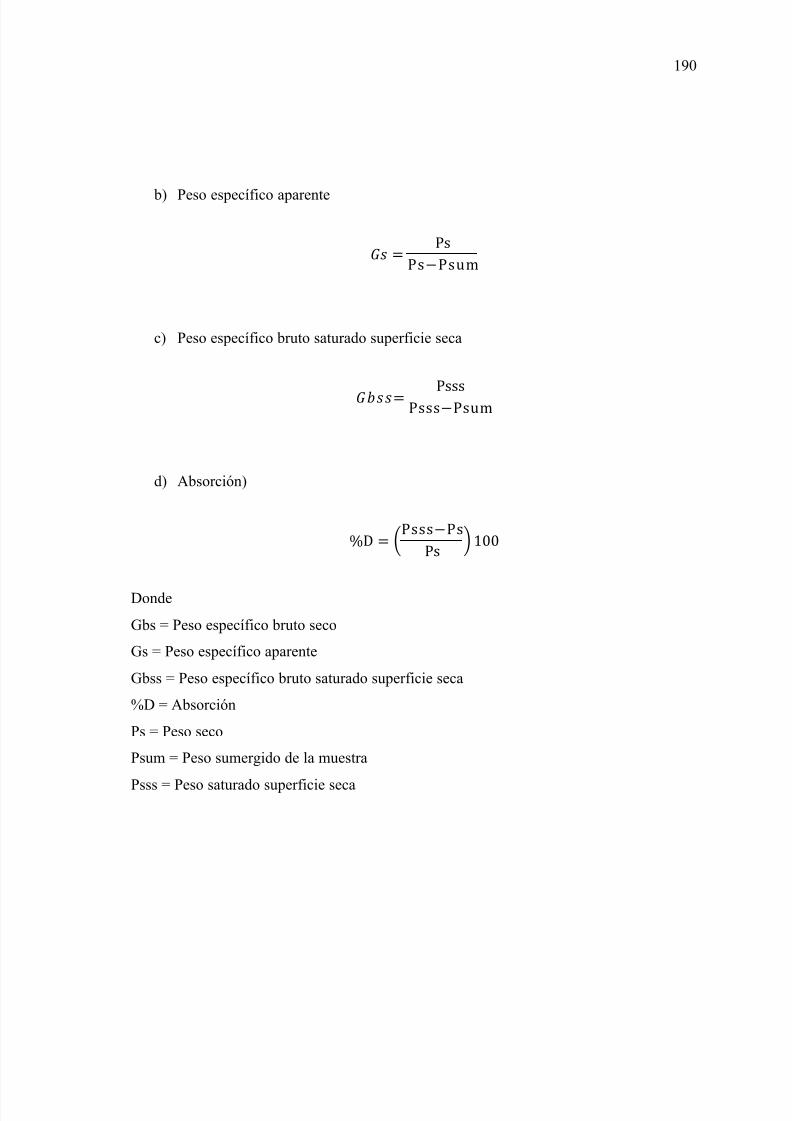
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 190/222
190
b) Peso específico aparente
c) Peso específico bruto saturado superficie seca
d) Absorción)
Donde
Gbs = Peso específico bruto seco
Gs = Peso específico aparente
Gbss = Peso específico bruto saturado superficie seca
%D = Absorción
Ps = Peso seco
Psum = Peso sumergido de la muestra
Psss = Peso saturado superficie seca
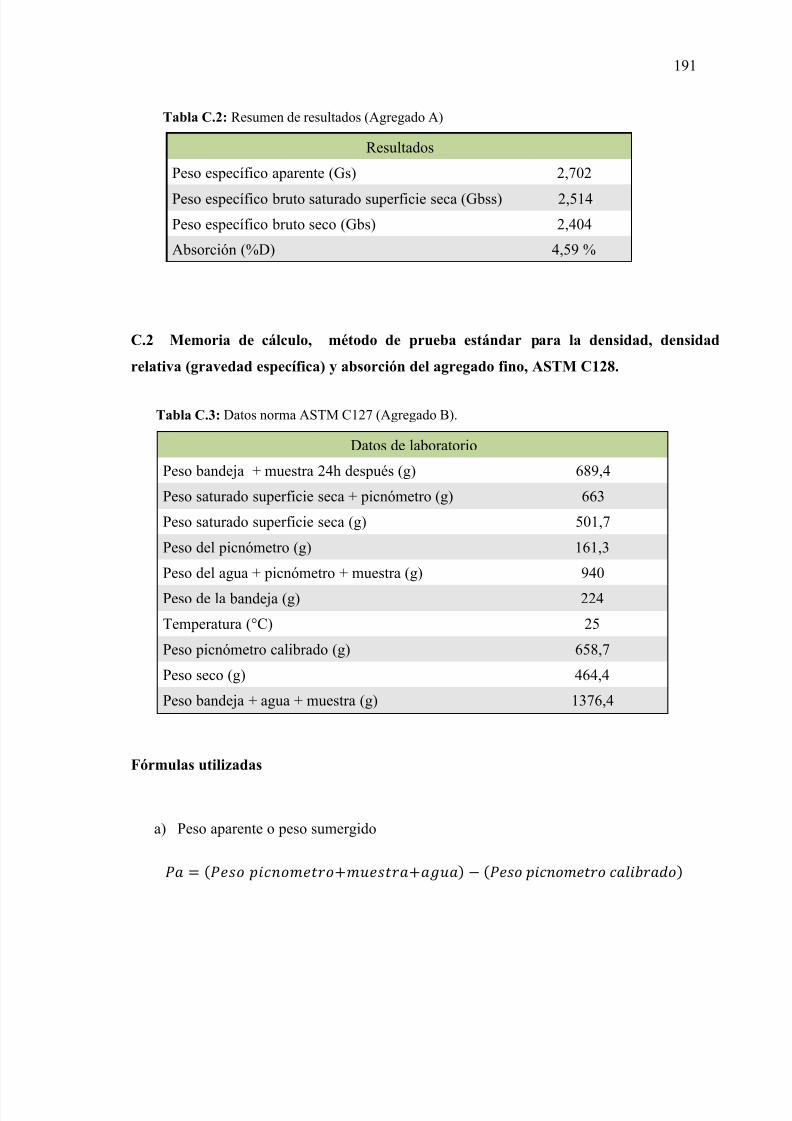
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 191/222
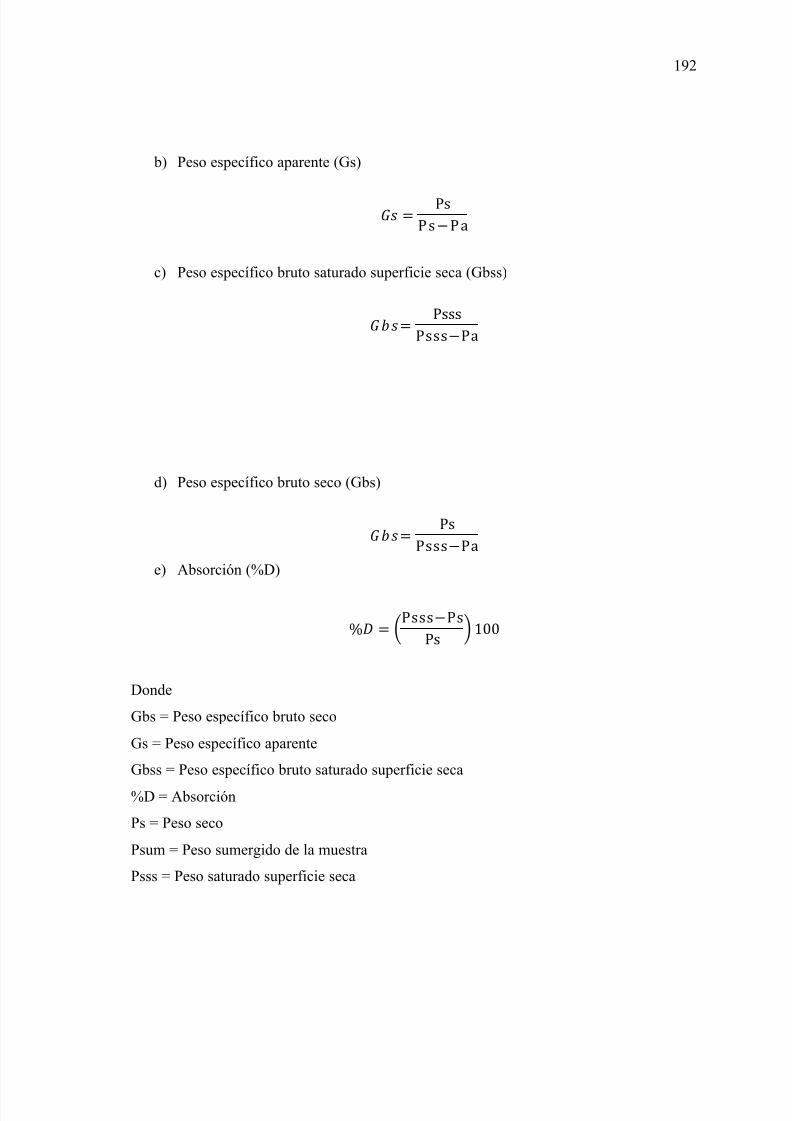
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 192/222
192
b) Peso específico aparente (Gs)
c) Peso específico bruto saturado superficie seca (Gbss)
d) Peso específico bruto seco (Gbs)
e) Absorción (%D)
Donde
Gbs = Peso específico bruto seco
Gs = Peso específico aparente
Gbss = Peso específico bruto saturado superficie seca
%D = Absorción
Ps = Peso seco
Psum = Peso sumergido de la muestra
Psss = Peso saturado superficie seca
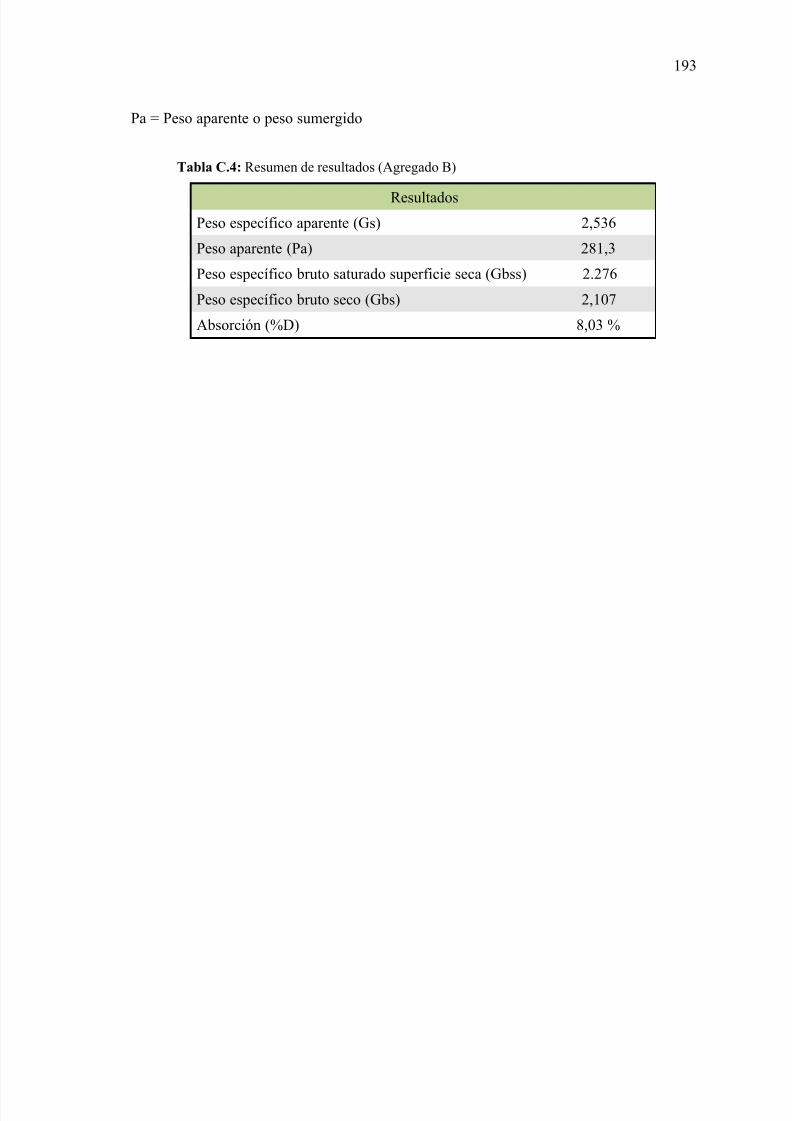
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 193/222
193
Pa = Peso aparente o peso sumergido
Tabla C.4: Resumen de resultados (Agregado B)
ResultadosPeso específico aparente (Gs) 2,536
Peso aparente (Pa) 281,3
Peso específico bruto saturado superficie seca (Gbss) 2.276
Peso específico bruto seco (Gbs) 2,107
Absorción (%D) 8,03 %
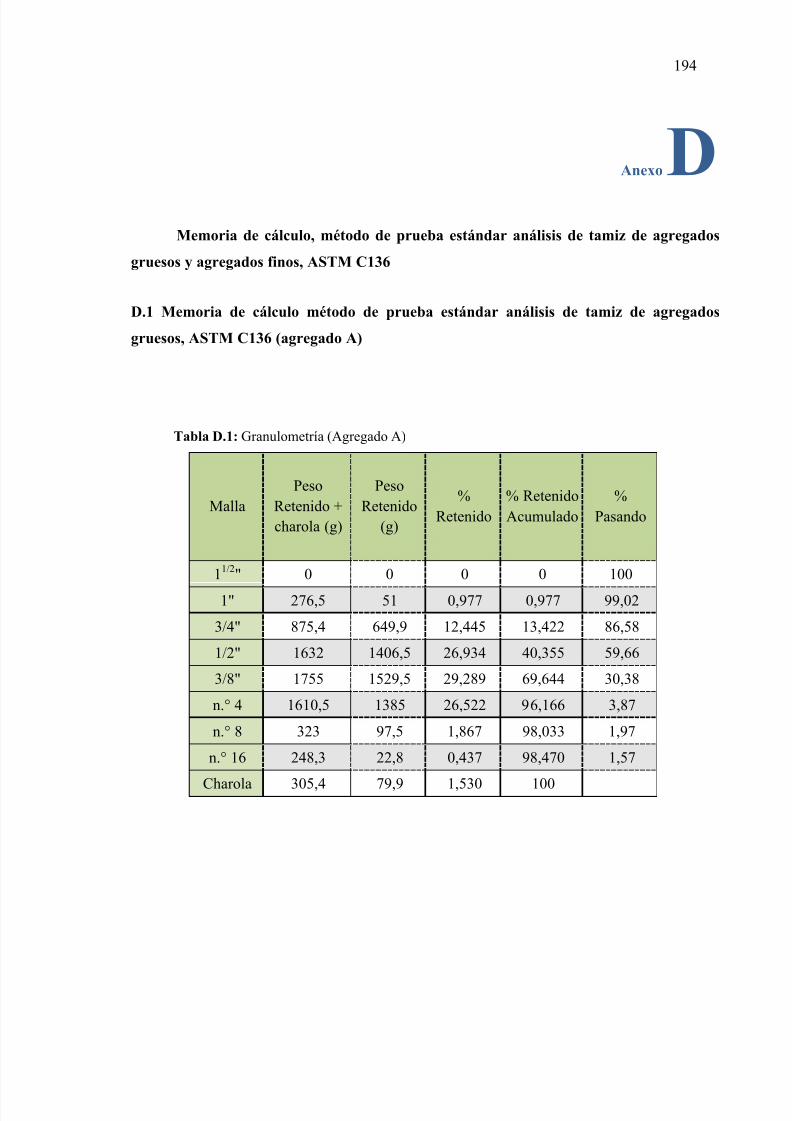
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 194/222
194
AnexoD Memoria de cálculo, método de prueba estándar análisis de tamiz de agregados
gruesos y agregados finos, ASTM C136
D.1 Memoria de cálculo método de prueba estándar análisis de tamiz de agregados
gruesos, ASTM C136 (agregado A)
Tabla D.1: Granulometría (Agregado A)
MallaPeso
Retenido +charola (g)
PesoRetenido
(g)
%Retenido
% RetenidoAcumulado
%Pasando
11/2" 0 0 0 0 100
1" 276,5 51 0,977 0,977 99,02
3/4" 875,4 649,9 12,445 13,422 86,58
1/2" 1632 1406,5 26,934 40,355 59,66
3/8" 1755 1529,5 29,289 69,644 30,38
n.° 4 1610,5 1385 26,522 96,166 3,87
n.° 8 323 97,5 1,867 98,033 1,97
n.° 16 248,3 22,8 0,437 98,470 1,57
Charola 305,4 79,9 1,530 100
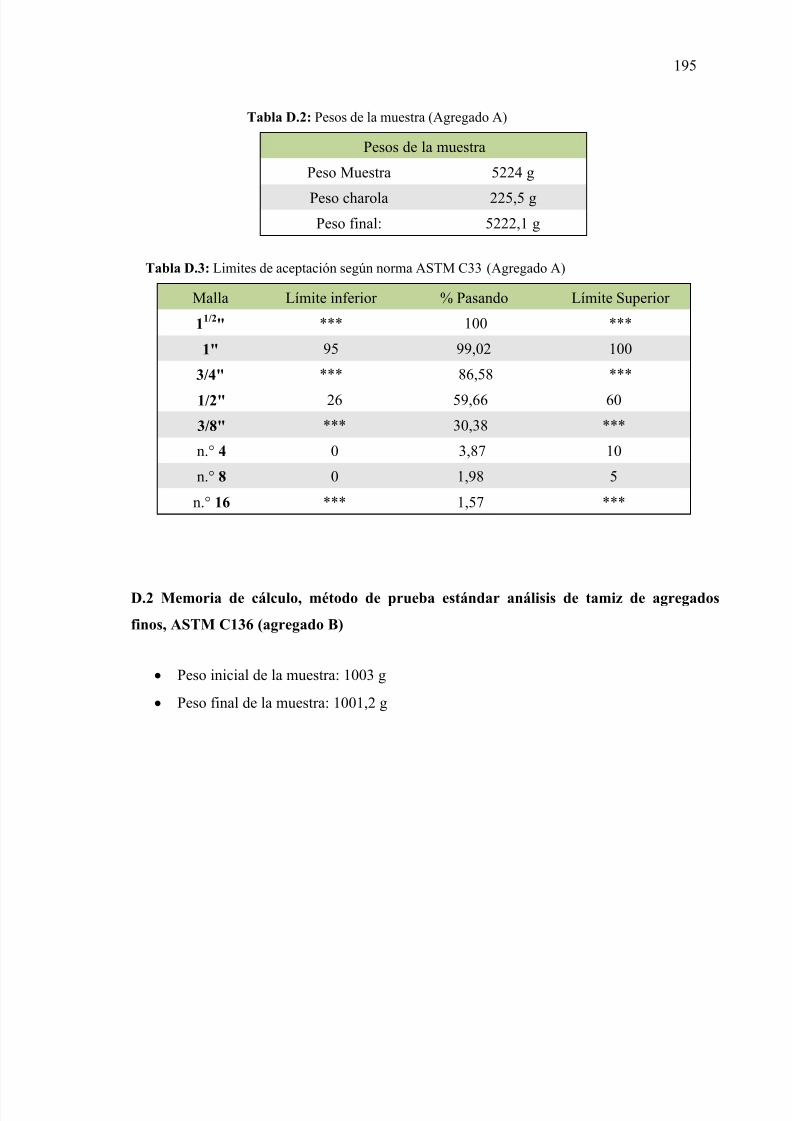
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 195/222
195
Tabla D.2: Pesos de la muestra (Agregado A)
Pesos de la muestra
Peso Muestra 5224 g
Peso charola 225,5 gPeso final: 5222,1 g
Tabla D.3: Limites de aceptación según norma ASTM C33 (Agregado A)
Malla Límite inferior % Pasando Límite Superior
11/2" *** 100 ***
1" 95 99,02 100
3/4" *** 86,58 ***
1/2" 26 59,66 60
3/8" *** 30,38 ***
n.° 4 0 3,87 10
n.° 8 0 1,98 5
n.° 16 *** 1,57 ***
D.2 Memoria de cálculo, método de prueba estándar análisis de tamiz de agregados
finos, ASTM C136 (agregado B)
Peso inicial de la muestra: 1003 g
Peso final de la muestra: 1001,2 g
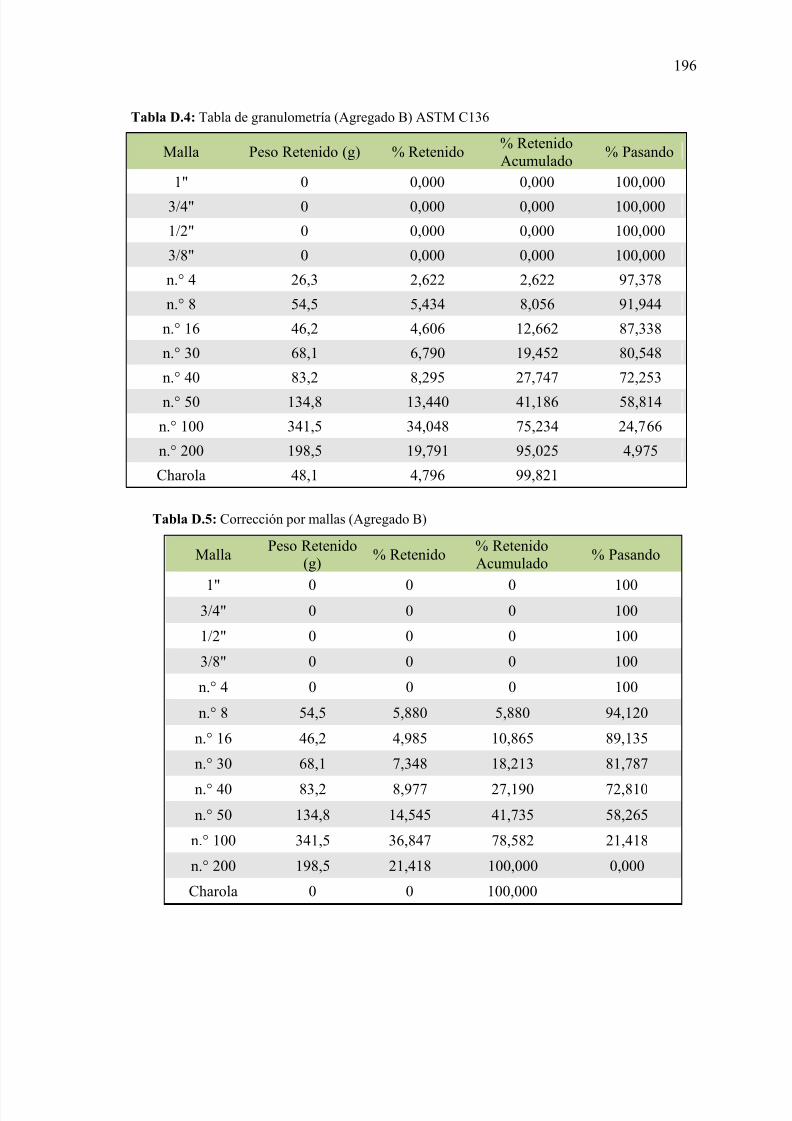
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 196/222
196
Tabla D.4: Tabla de granulometría (Agregado B) ASTM C136
Malla Peso Retenido (g) % Retenido% RetenidoAcumulado
% Pasando
1" 0 0,000 0,000 100,000
3/4" 0 0,000 0,000 100,000
1/2" 0 0,000 0,000 100,000
3/8" 0 0,000 0,000 100,000
n.° 4 26,3 2,622 2,622 97,378
n.° 8 54,5 5,434 8,056 91,944
n.° 16 46,2 4,606 12,662 87,338
n.° 30 68,1 6,790 19,452 80,548
n.° 40 83,2 8,295 27,747 72,253
n.° 50 134,8 13,440 41,186 58,814
n.° 100 341,5 34,048 75,234 24,766
n.° 200 198,5 19,791 95,025 4,975
Charola 48,1 4,796 99,821
Tabla D.5: Corrección por mallas (Agregado B)
MallaPeso Retenido
(g)% Retenido
% RetenidoAcumulado
% Pasando
1" 0 0 0 1003/4" 0 0 0 100
1/2" 0 0 0 100
3/8" 0 0 0 100
n.° 4 0 0 0 100
n.° 8 54,5 5,880 5,880 94,120
n.° 16 46,2 4,985 10,865 89,135
n.° 30 68,1 7,348 18,213 81,787
n.° 40 83,2 8,977 27,190 72,810n.° 50 134,8 14,545 41,735 58,265
n.° 100 341,5 36,847 78,582 21,418
n.° 200 198,5 21,418 100,000 0,000
Charola 0 0 100,000
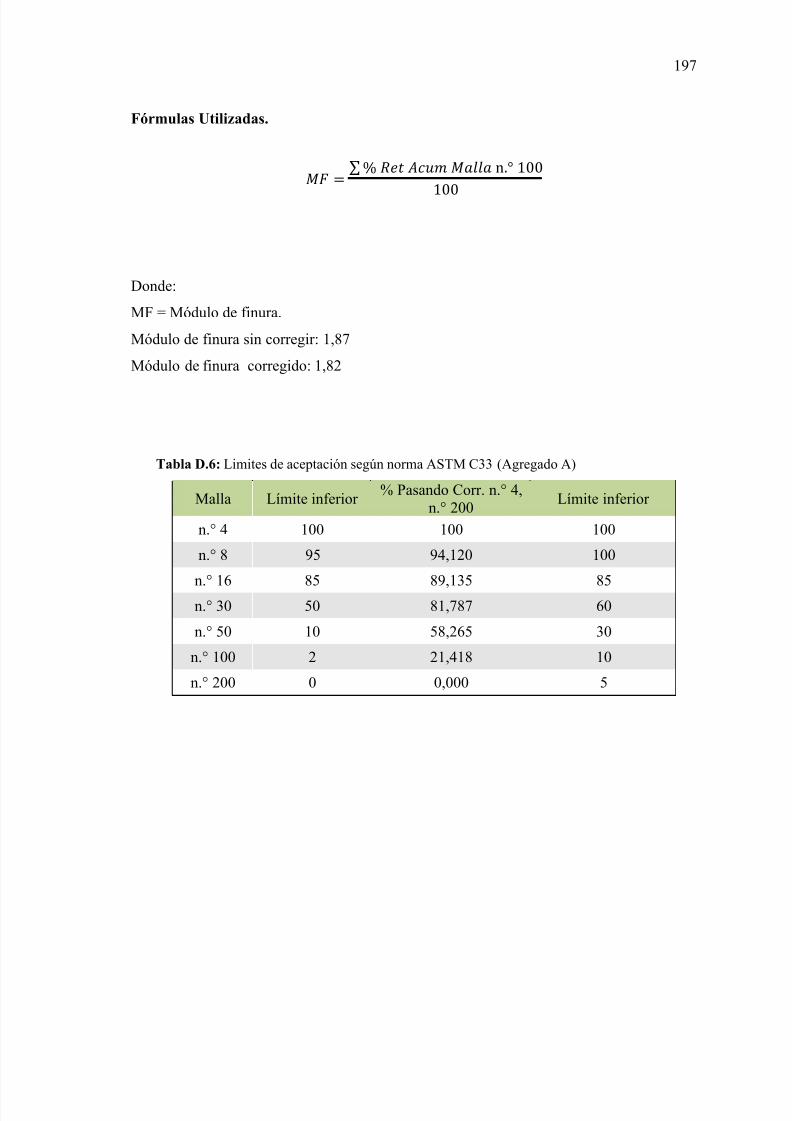
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 197/222
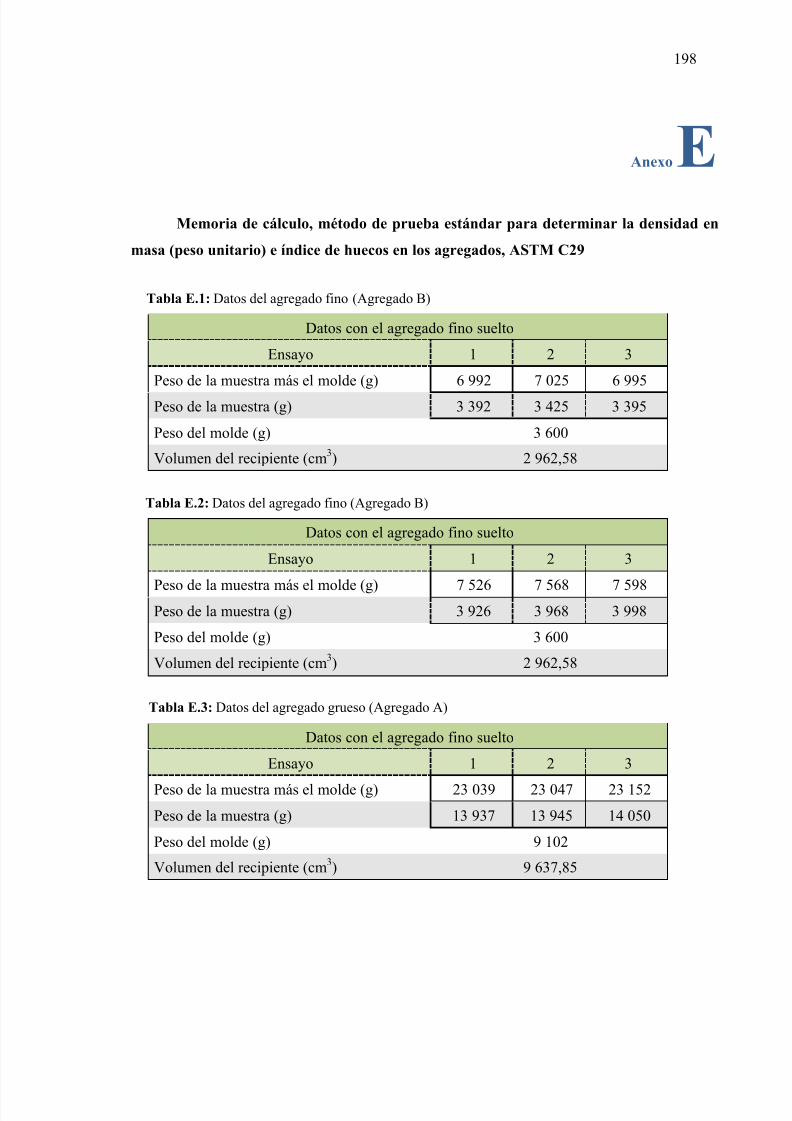
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 198/222
198
AnexoE
Memoria de cálculo, método de prueba estándar para determinar la densidad en
masa (peso unitario) e índice de huecos en los agregados, ASTM C29
Tabla E.1: Datos del agregado fino (Agregado B)
Datos con el agregado fino suelto
Ensayo 1 2 3
Peso de la muestra más el molde (g) 6 992 7 025 6 995
Peso de la muestra (g) 3 392 3 425 3 395
Peso del molde (g) 3 600
Volumen del recipiente (cm3) 2 962,58
Tabla E.2: Datos del agregado fino (Agregado B)
Datos con el agregado fino suelto
Ensayo 1 2 3
Peso de la muestra más el molde (g) 7 526 7 568 7 598Peso de la muestra (g) 3 926 3 968 3 998
Peso del molde (g) 3 600
Volumen del recipiente (cm3) 2 962,58
Tabla E.3: Datos del agregado grueso (Agregado A)
Datos con el agregado fino suelto
Ensayo 1 2 3
Peso de la muestra más el molde (g) 23 039 23 047 23 152
Peso de la muestra (g) 13 937 13 945 14 050
Peso del molde (g) 9 102
Volumen del recipiente (cm3) 9 637,85
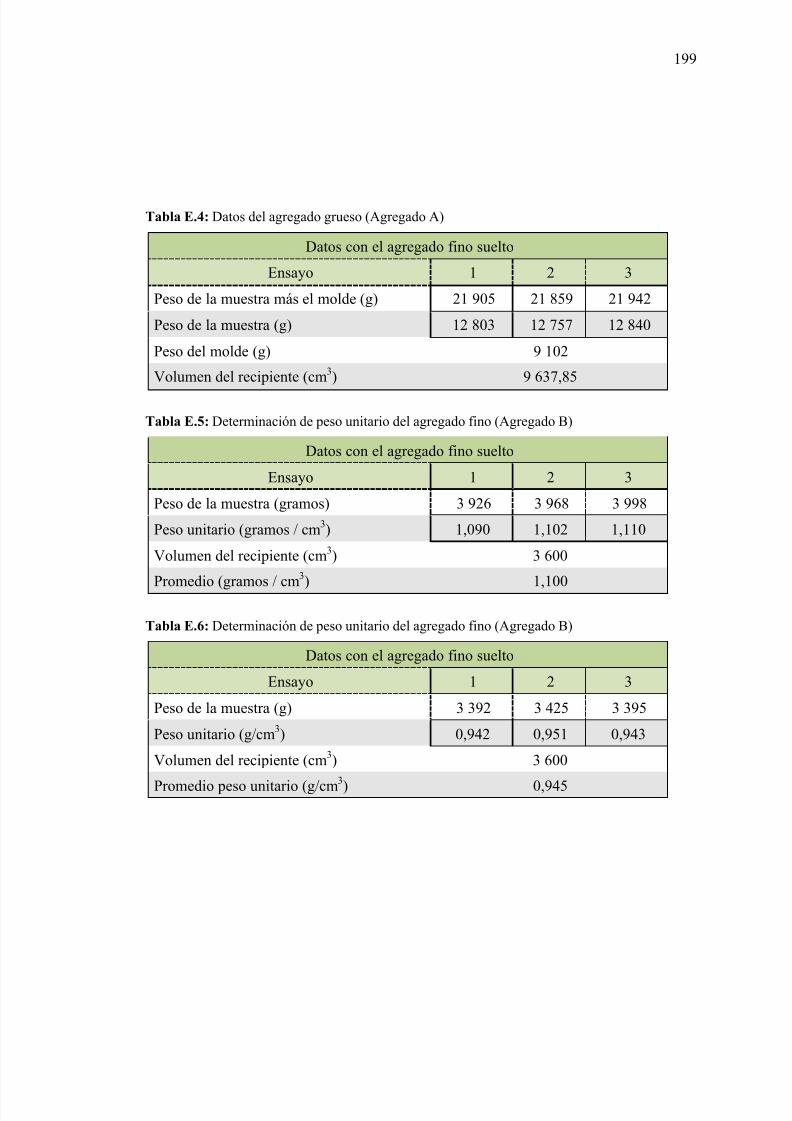
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 199/222
199
Tabla E.4: Datos del agregado grueso (Agregado A)
Datos con el agregado fino suelto
Ensayo 1 2 3
Peso de la muestra más el molde (g) 21 905 21 859 21 942
Peso de la muestra (g) 12 803 12 757 12 840
Peso del molde (g) 9 102
Volumen del recipiente (cm3) 9 637,85
Tabla E.5: Determinación de peso unitario del agregado fino (Agregado B)
Datos con el agregado fino suelto
Ensayo 1 2 3
Peso de la muestra (gramos) 3 926 3 968 3 998
Peso unitario (gramos / cm3) 1,090 1,102 1,110
Volumen del recipiente (cm3) 3 600
Promedio (gramos / cm
3
) 1,100
Tabla E.6: Determinación de peso unitario del agregado fino (Agregado B)
Datos con el agregado fino suelto
Ensayo 1 2 3
Peso de la muestra (g) 3 392 3 425 3 395
Peso unitario (g/cm3) 0,942 0,951 0,943
Volumen del recipiente (cm3) 3 600
Promedio peso unitario (g/cm3) 0,945
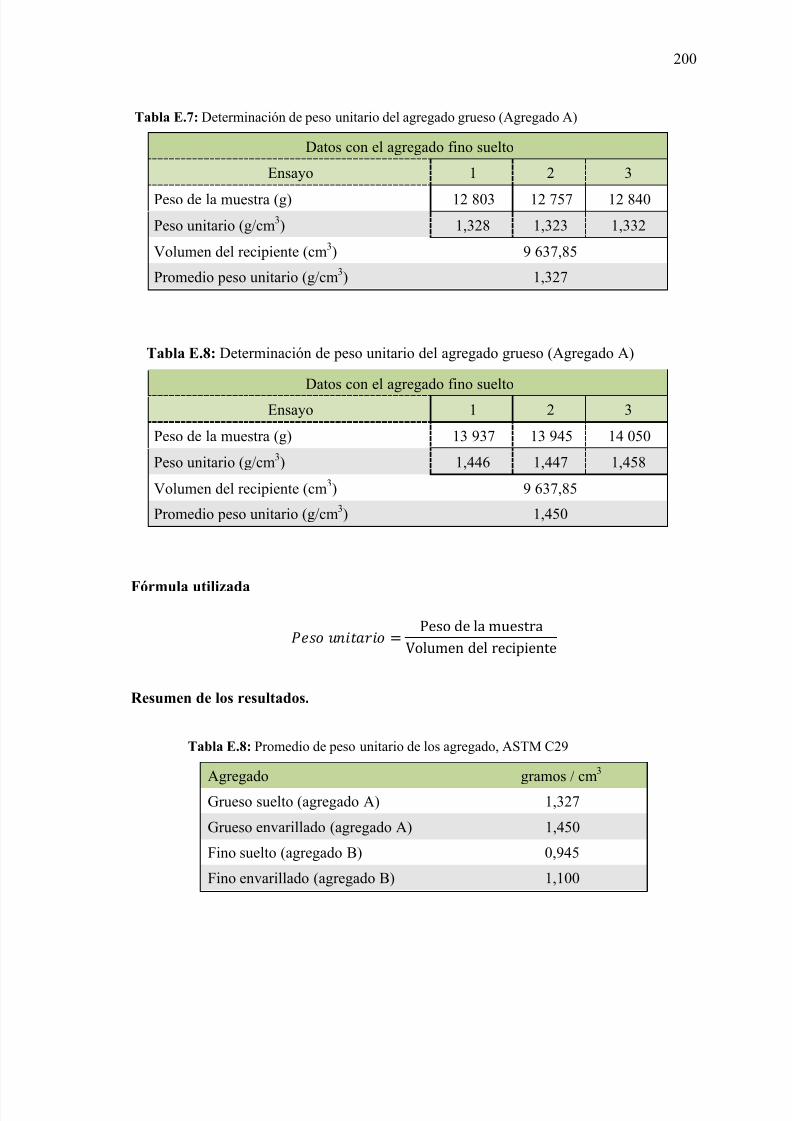
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 200/222
200
Tabla E.7: Determinación de peso unitario del agregado grueso (Agregado A)
Datos con el agregado fino suelto
Ensayo 1 2 3
Peso de la muestra (g) 12 803 12 757 12 840Peso unitario (g/cm3) 1,328 1,323 1,332
Volumen del recipiente (cm3) 9 637,85
Promedio peso unitario (g/cm3) 1,327
Tabla E.8: Determinación de peso unitario del agregado grueso (Agregado A)
Datos con el agregado fino suelto
Ensayo 1 2 3
Peso de la muestra (g) 13 937 13 945 14 050
Peso unitario (g/cm3) 1,446 1,447 1,458
Volumen del recipiente (cm3) 9 637,85
Promedio peso unitario (g/cm3) 1,450
Fórmula utilizada
Resumen de los resultados.
Tabla E.8: Promedio de peso unitario de los agregado, ASTM C29
Agregado gramos / cm3
Grueso suelto (agregado A) 1,327
Grueso envarillado (agregado A) 1,450
Fino suelto (agregado B) 0,945
Fino envarillado (agregado B) 1,100
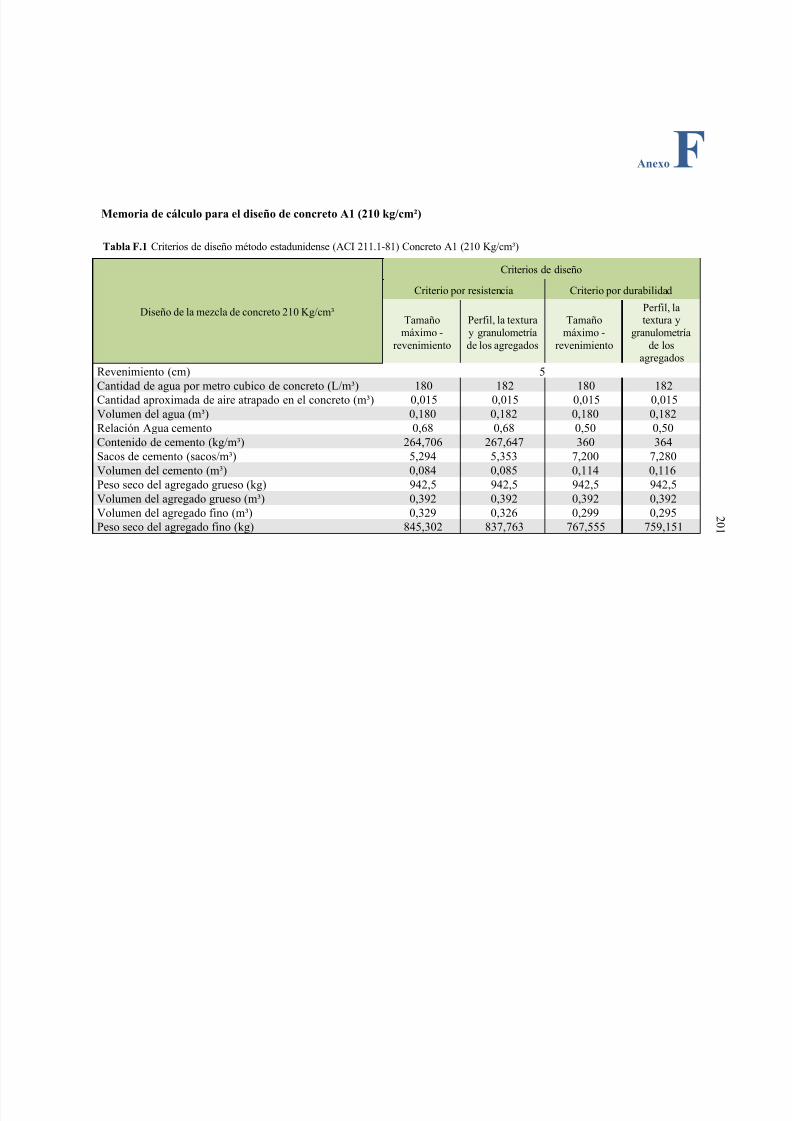
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 201/222
201
AnexoF
Memoria de cálculo para el diseño de concreto A1 (210 kg/cm²)
Tabla F.1 Criterios de diseño método estadunidense (ACI 211.1-81) Concreto A1 (210 Kg/cm³)
Diseño de la mezcla de concreto 210 Kg/cm³
Criterios de diseño
Criterio por resistencia Criterio por durabilidad
Tamañomáximo -
revenimiento
Perfil, la texturay granulometríade los agregados
Tamañomáximo -
revenimiento
Perfil, latextura y
granulometríade los
agregadosRevenimiento (cm) 5
Cantidad de agua por metro cubico de concreto (L/m³) 180 182 180 182Cantidad aproximada de aire atrapado en el concreto (m³) 0,015 0,015 0,015 0,015Volumen del agua (m³) 0,180 0,182 0,180 0,182Relación Agua cemento 0,68 0,68 0,50 0,50Contenido de cemento (kg/m³) 264,706 267,647 360 364Sacos de cemento (sacos/m³) 5,294 5,353 7,200 7,280Volumen del cemento (m³) 0,084 0,085 0,114 0,116Peso seco del agregado grueso (kg) 942,5 942,5 942,5 942,5Volumen del agregado grueso (m³) 0,392 0,392 0,392 0,392Volumen del agregado fino (m³) 0,329 0,326 0,299 0,295Peso seco del agregado fino (kg) 845,302 837,763 767,555 759,151
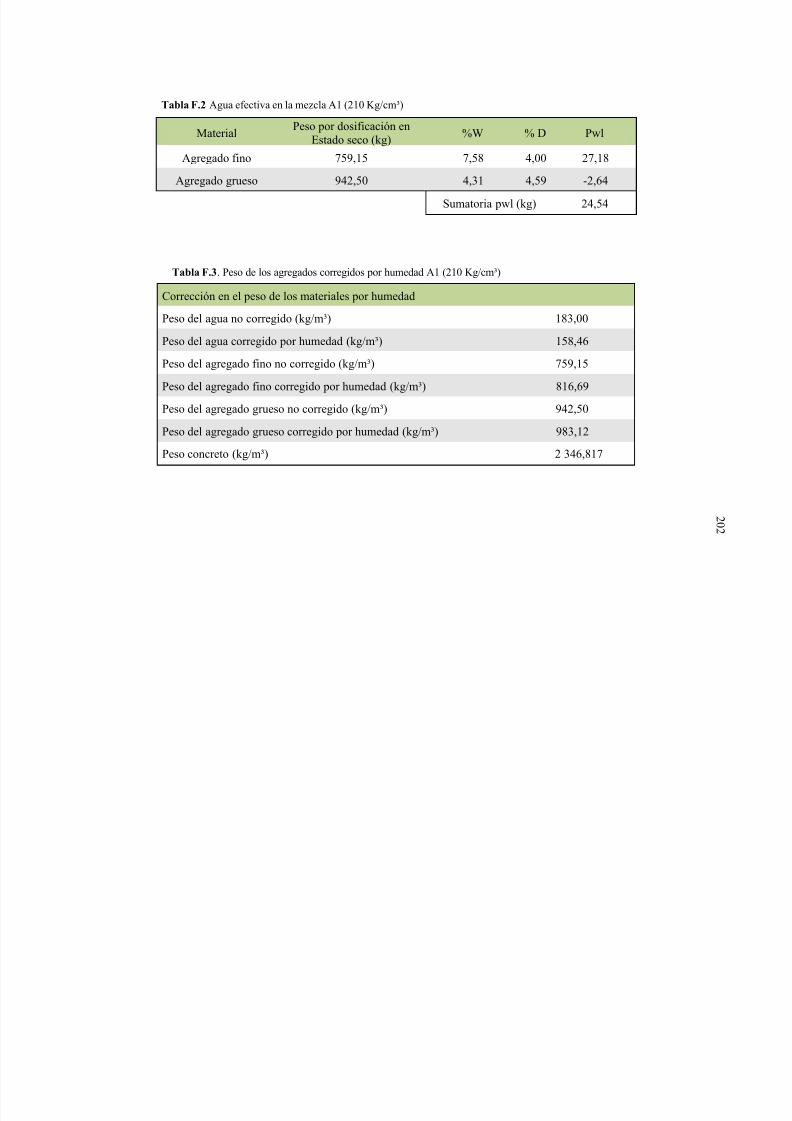
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 202/222
202
Tabla F.2 Agua efectiva en la mezcla A1 (210 Kg/cm³)
MaterialPeso por dosificación en
Estado seco (kg)%W % D Pwl
Agregado fino 759,15 7,58 4,00 27,18
Agregado grueso 942,50 4,31 4,59 -2,64
Sumatoria pwl (kg) 24,54
Tabla F.3. Peso de los agregados corregidos por humedad A1 (210 Kg/cm³)
Corrección en el peso de los materiales por humedad
Peso del agua no corregido (kg/m³) 183,00
Peso del agua corregido por humedad (kg/m³) 158,46
Peso del agregado fino no corregido (kg/m³) 759,15
Peso del agregado fino corregido por humedad (kg/m³) 816,69Peso del agregado grueso no corregido (kg/m³) 942,50
Peso del agregado grueso corregido por humedad (kg/m³) 983,12
Peso concreto (kg/m³) 2 346,817
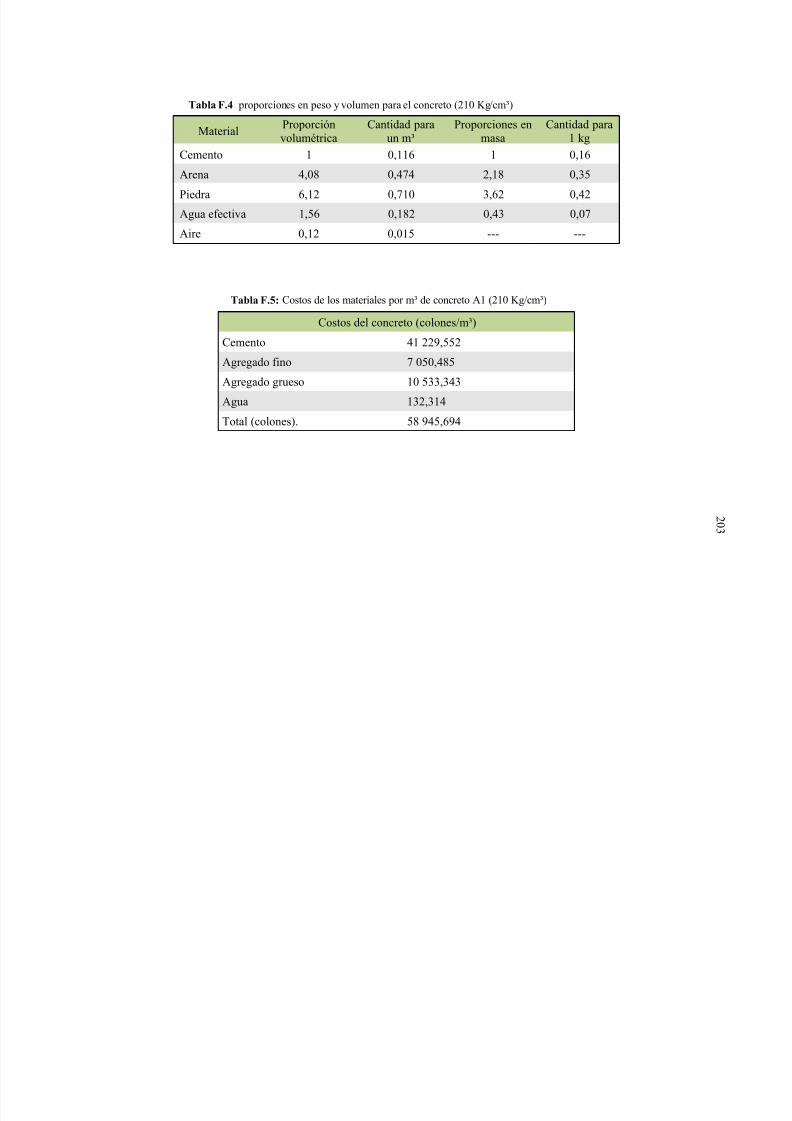
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 203/222
203
Tabla F.4 proporciones en peso y volumen para el concreto (210 Kg/cm³)
MaterialProporciónvolumétrica
Cantidad paraun m³
Proporciones enmasa
Cantidad para1 kg
Cemento 1 0,116 1 0,16
Arena 4,08 0,474 2,18 0,35
Piedra 6,12 0,710 3,62 0,42Agua efectiva 1,56 0,182 0,43 0,07
Aire 0,12 0,015 --- ---
Tabla F.5: Costos de los materiales por m³ de concreto A1 (210 Kg/cm³)
Costos del concreto (colones/m³)
Cemento 41 229,552
Agregado fino 7 050,485
Agregado grueso 10 533,343
Agua 132,314
Total (colones). 58 945,694
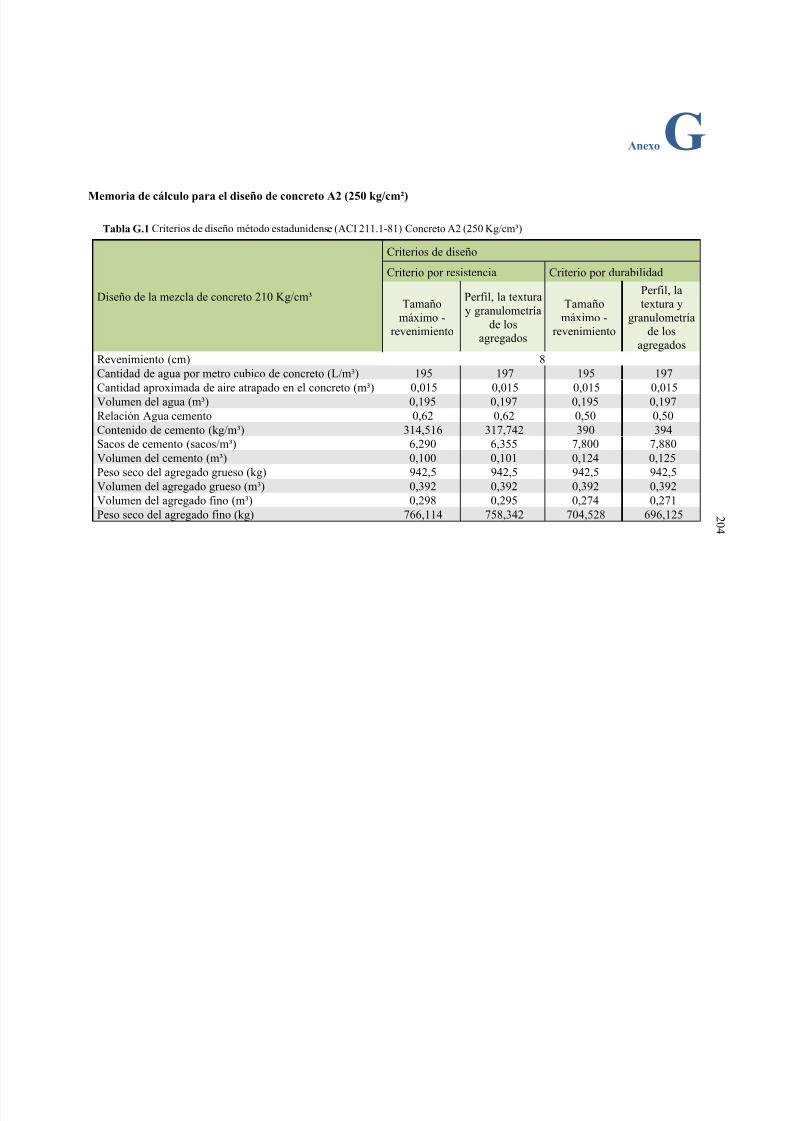
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 204/222
204
AnexoG Memoria de cálculo para el diseño de concreto A2 (250 kg/cm²)
Tabla G.1 Criterios de diseño método estadunidense (ACI 211.1-81) Concreto A2 (250 Kg/cm³)
Diseño de la mezcla de concreto 210 Kg/cm³
Criterios de diseño
Criterio por resistencia Criterio por durabilidad
Tamañomáximo -
revenimiento
Perfil, la texturay granulometría
de losagregados
Tamañomáximo -
revenimiento
Perfil, latextura y
granulometríade los
agregadosRevenimiento (cm) 8Cantidad de agua por metro cubico de concreto (L/m³) 195 197 195 197
Cantidad aproximada de aire atrapado en el concreto (m³) 0,015 0,015 0,015 0,015Volumen del agua (m³) 0,195 0,197 0,195 0,197Relación Agua cemento 0,62 0,62 0,50 0,50Contenido de cemento (kg/m³) 314,516 317,742 390 394Sacos de cemento (sacos/m³) 6,290 6,355 7,800 7,880Volumen del cemento (m³) 0,100 0,101 0,124 0,125Peso seco del agregado grueso (kg) 942,5 942,5 942,5 942,5Volumen del agregado grueso (m³) 0,392 0,392 0,392 0,392Volumen del agregado fino (m³) 0,298 0,295 0,274 0,271Peso seco del agregado fino (kg) 766,114 758,342 704,528 696,125
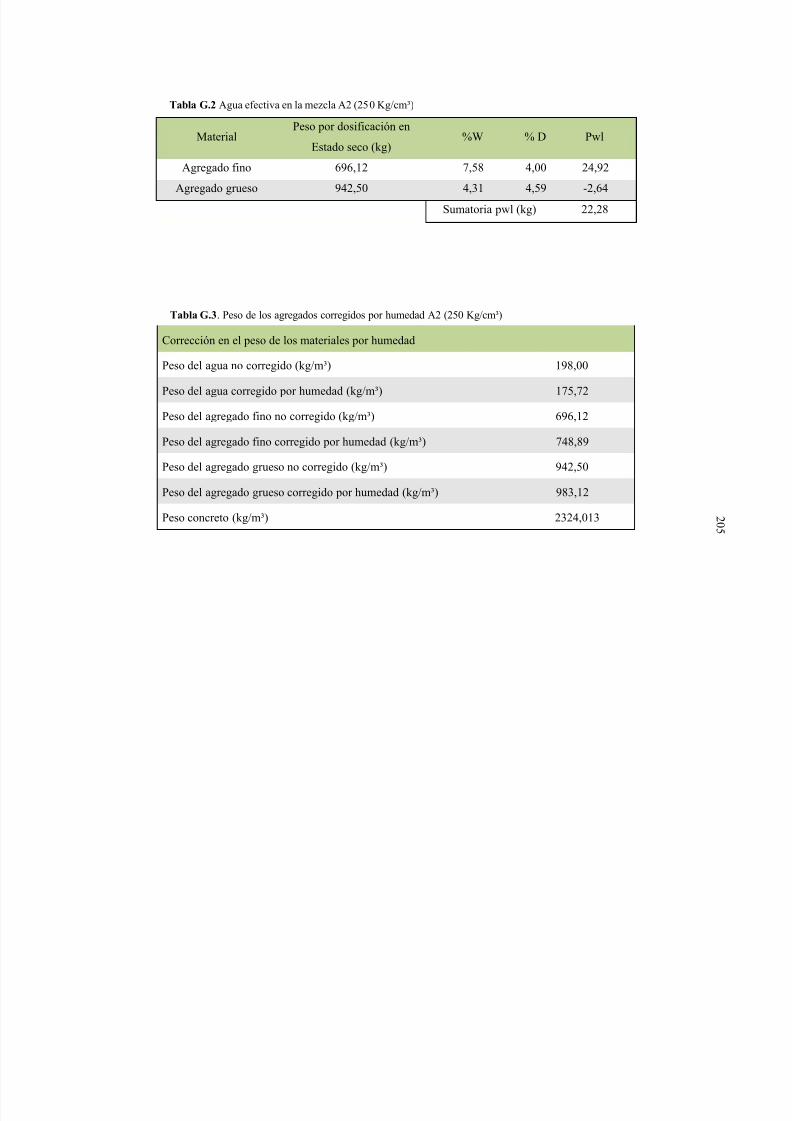
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 205/222
205
Tabla G.2 Agua efectiva en la mezcla A2 (250 Kg/cm³)
MaterialPeso por dosificación en
Estado seco (kg)%W % D Pwl
Agregado fino 696,12 7,58 4,00 24,92
Agregado grueso 942,50 4,31 4,59 -2,64
Sumatoria pwl (kg) 22,28
Tabla G.3. Peso de los agregados corregidos por humedad A2 (250 Kg/cm³)
Corrección en el peso de los materiales por humedad
Peso del agua no corregido (kg/m³) 198,00
Peso del agua corregido por humedad (kg/m³) 175,72
Peso del agregado fino no corregido (kg/m³) 696,12
Peso del agregado fino corregido por humedad (kg/m³) 748,89
Peso del agregado grueso no corregido (kg/m³) 942,50
Peso del agregado grueso corregido por humedad (kg/m³) 983,12
Peso concreto (kg/m³) 2324,013
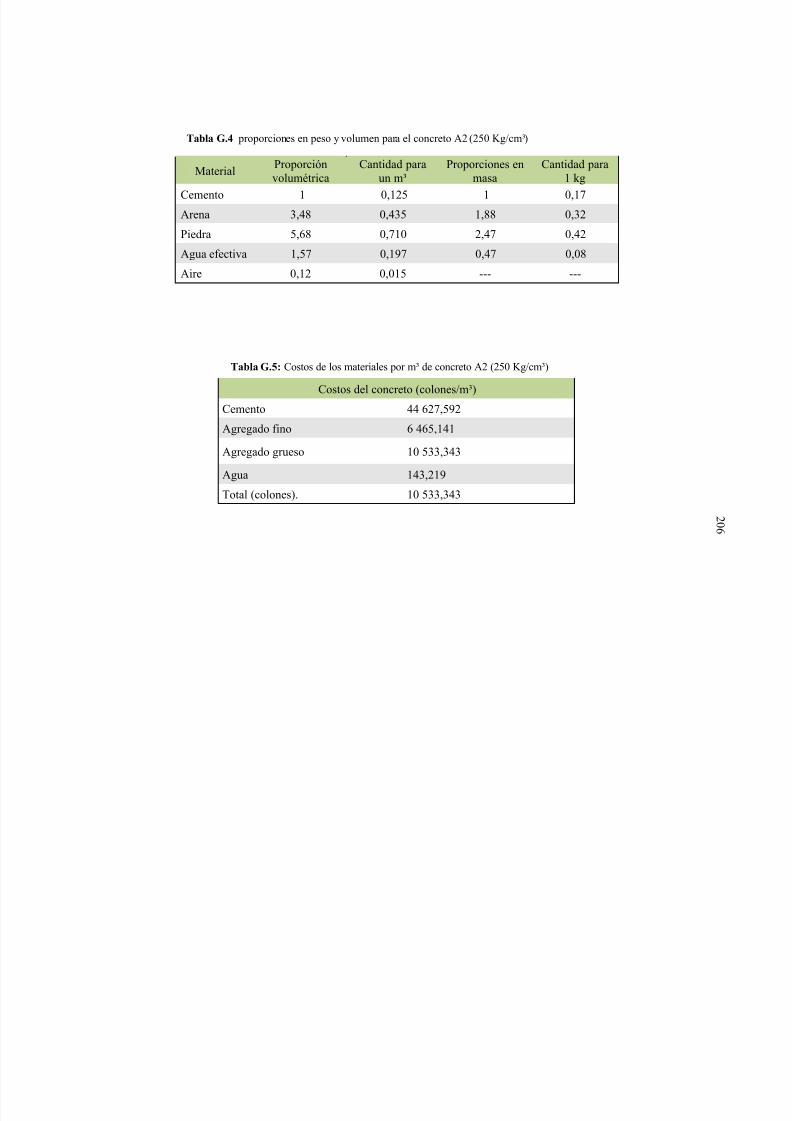
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 206/222
206
Tabla G.4 proporciones en peso y volumen para el concreto A2 (250 Kg/cm³)
MaterialProporciónvolumétrica
Cantidad paraun m³
Proporciones enmasa
Cantidad para1 kg
Cemento 1 0,125 1 0,17Arena 3,48 0,435 1,88 0,32
Piedra 5,68 0,710 2,47 0,42
Agua efectiva 1,57 0,197 0,47 0,08
Aire 0,12 0,015 --- ---
Tabla G.5: Costos de los materiales por m³ de concreto A2 (250 Kg/cm³)
Costos del concreto (colones/m³)Cemento 44 627,592
Agregado fino 6 465,141
Agregado grueso 10 533,343
Agua 143,219
Total (colones). 10 533,343
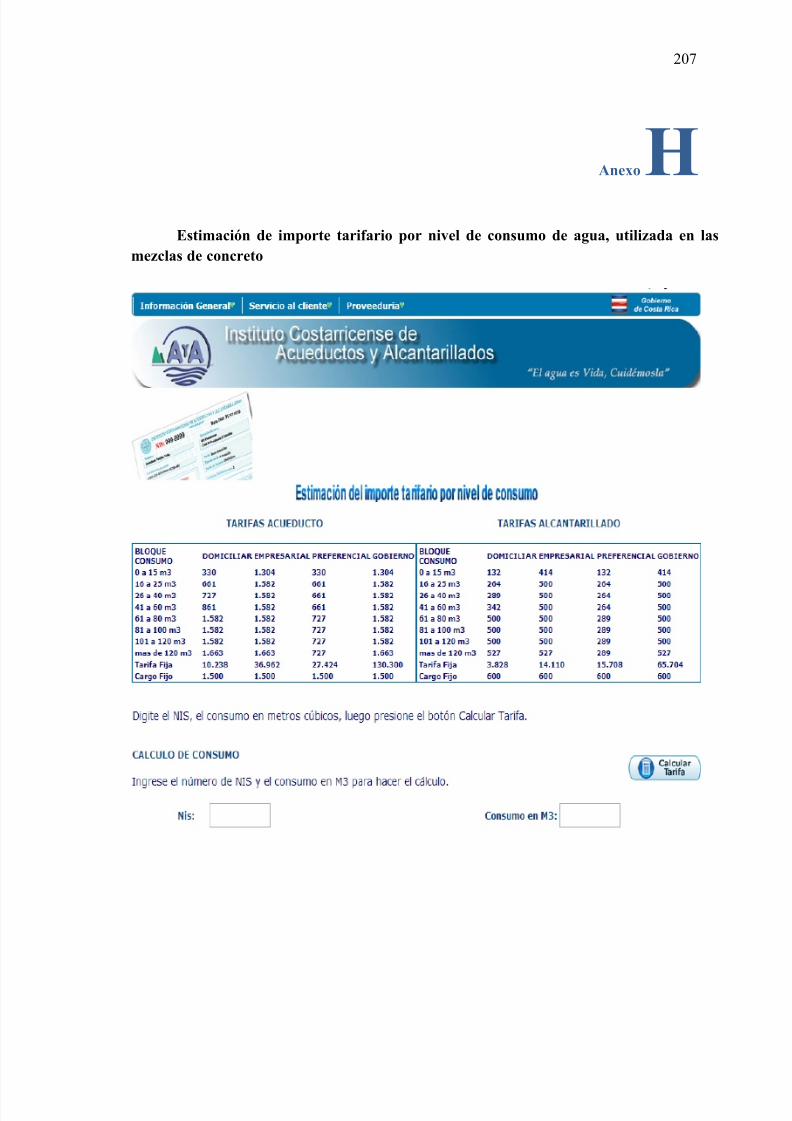
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 207/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 208/222
208
AnexoI
Especificaciones técnicas del concreto utilizado en el concreto
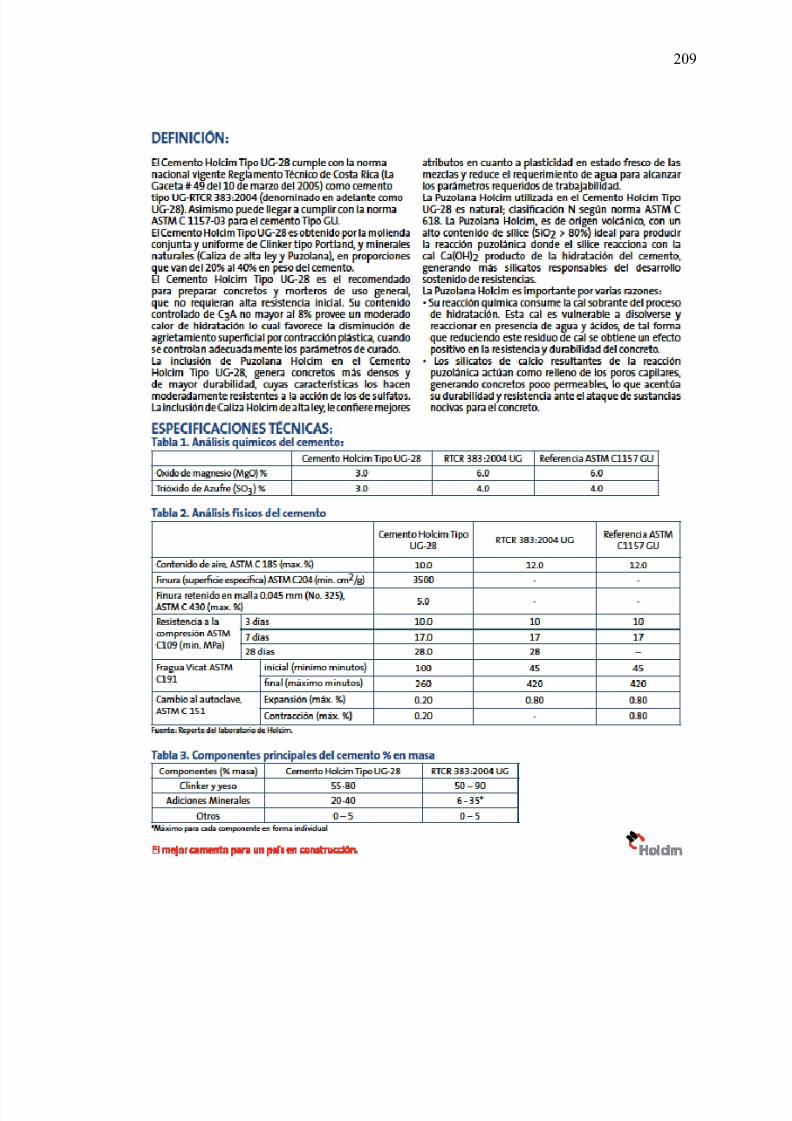
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 209/222
209
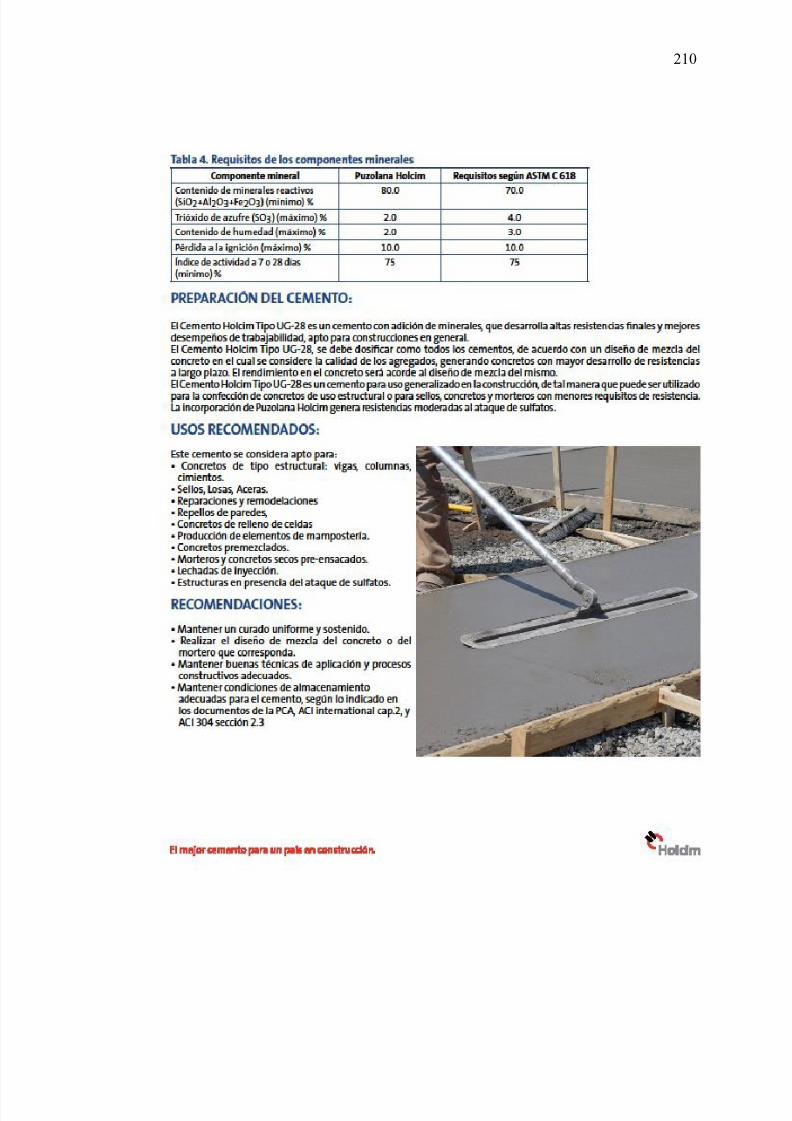
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 210/222
210
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 211/222
211
AnexoJ Especificaciones técnicas del poliestireno de alto impacto, (tomada de la página de
Equipol, S.A. empresa dedicada a la comercialización, distribución y fabricación de productos
plásticos para la Industria de la Construcción)
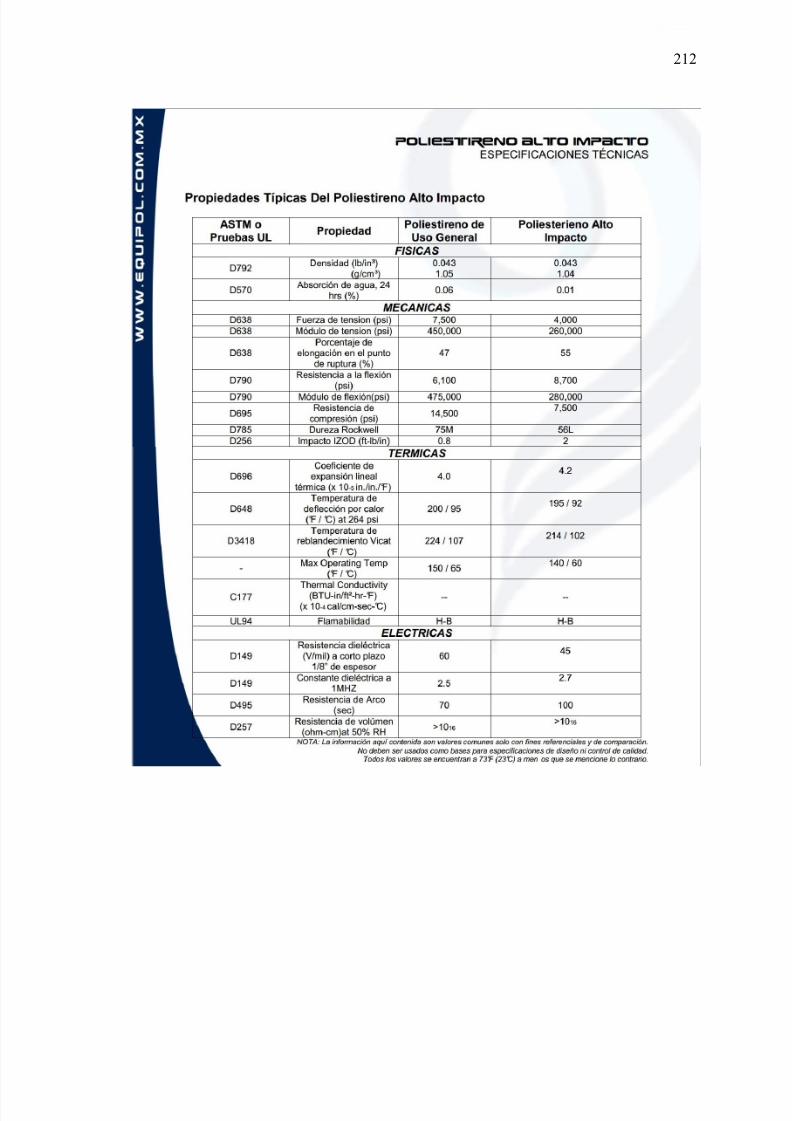
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 212/222
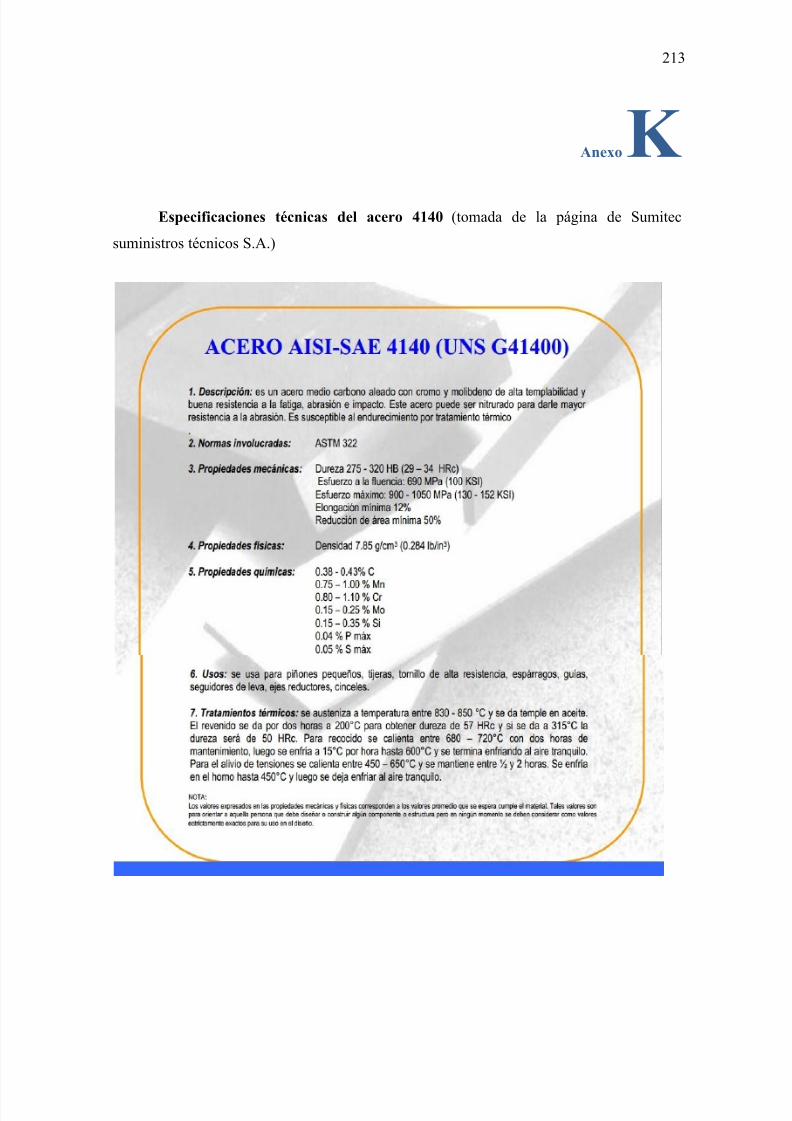
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 213/222
213
AnexoK Especificaciones técnicas del acero 4140 (tomada de la página de Sumitec
suministros técnicos S.A.)

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 214/222
214
AnexoL
Base de datos de residuos sólidos (vidrio quebrado) de Costa Rica (tomado de la
página www.redcicla.org)
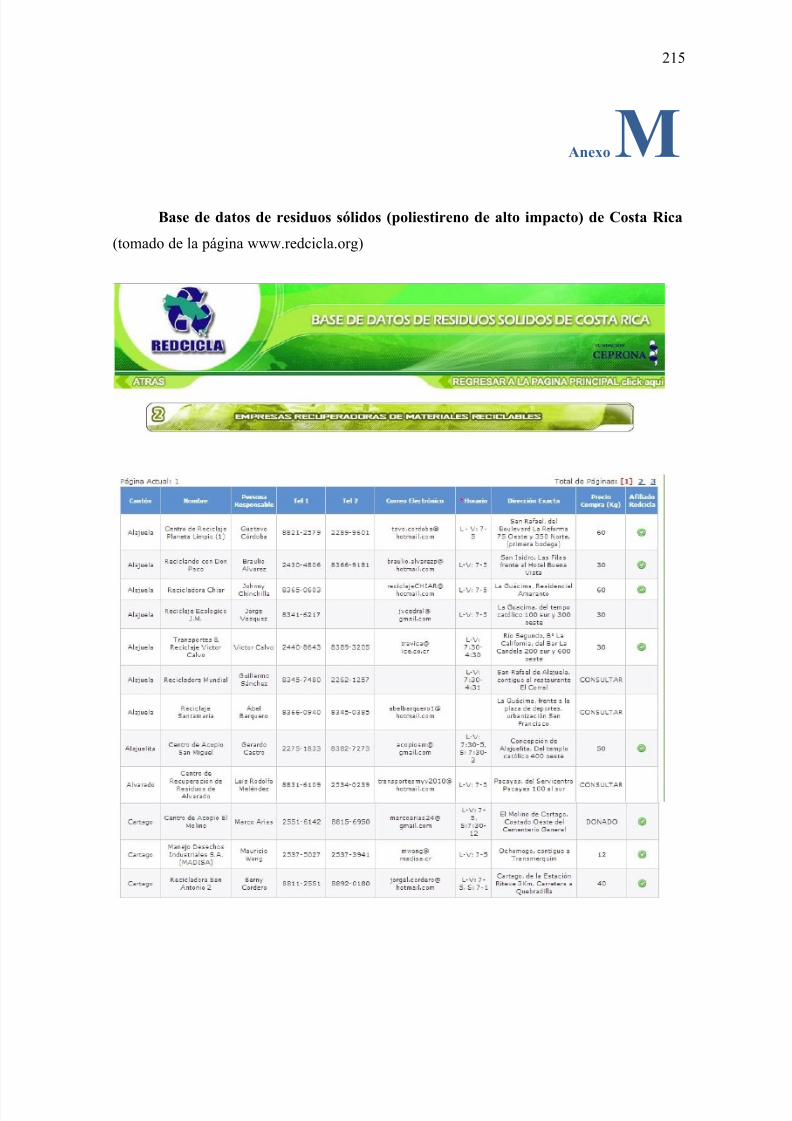
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 215/222
215
AnexoM Base de datos de residuos sólidos (poliestireno de alto impacto) de Costa Rica
(tomado de la página www.redcicla.org)

7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 216/222
216
AnexoN Equipo utilizado en los trabajos.de laboratorio para desarrollar el proyecto
Tabla M.1: Equipo utilizado en el trabajo de investigación
Equipo Uso
Sacos de nylon Transporte de agregados
Bolsas plásticasAlmacenaje de agregadosseleccionado
Baldes de plásticoAlmacenamiento demateriales
Vehículo Pick up Transporte de los agregados
Llaves corofijas 15 mm y 14 mm Manipulación de moldes
Manteado de toldo Protección de los agregados
Batidora de concreto.Fabricación de mezclas de
concreto
Balanza con una precisión de 1g, con capacidad para 20kg
Normas ASTM
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 217/222
217
Tabla M.1(continuación): Equipo utilizado en el trabajo de investigación
Equipo Uso
Balanza con una precisión de 0,1g, con capacidad para 2610g
Normas ASTM
Canasta de alambre. Normas ASTM
Recipiente o tanque para sumergir la canasta. Normas ASTM
Bandeja plana de metal. Normas ASTM
Cuchara de pulpero pequeña Normas ASTM
Cuchara de pulpero grande Normas ASTM
Horno. Normas ASTM
Paño Normas ASTM
Picnómetro de 500ml. Normas ASTM
Molde cónico de 1.5" en su parte superior, 3.5" en
su parte inferior, de altura. Normas ASTM
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 218/222
218
Tabla M.1(continuación): Equipo utilizado en el trabajo de investigación
Equipo Uso
Mazo de 12onzas, con diámetro de 1" paracompactar.
Normas ASTM
Cepillo con hilos suaves. Normas ASTM
Brocha. Normas ASTM
Termómetro. Normas ASTM
Calentadores eléctricos. Normas ASTM
Bomba de vacío. Normas ASTM
Pipeta con bulbo. Normas ASTM
Embudo. Normas ASTM
Gotero. Normas ASTM
Espátula ancha. Normas ASTM
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 219/222
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 220/222
220
Tabla M.1(continuación): Equipo utilizado en el trabajo de investigación
Equipo Uso
Manta de lona para cuarteo Normas ASTM
Termómetro Normas ASTM
Botella de vidrio graduada de 12 o 16 onzas, contapones de goma. Normas ASTM
Cono truncado de 0,30cm de altura con su superficielisa cuya área es superior varios centímetros a la base del cono.
Normas ASTM
cuchara de albañil Normas ASTM
Llaneta Normas ASTM
Pala Normas ASTM
Mazo de hule Normas ASTM
Cinta métrica Normas ASTM
Regla metálica Normas ASTM
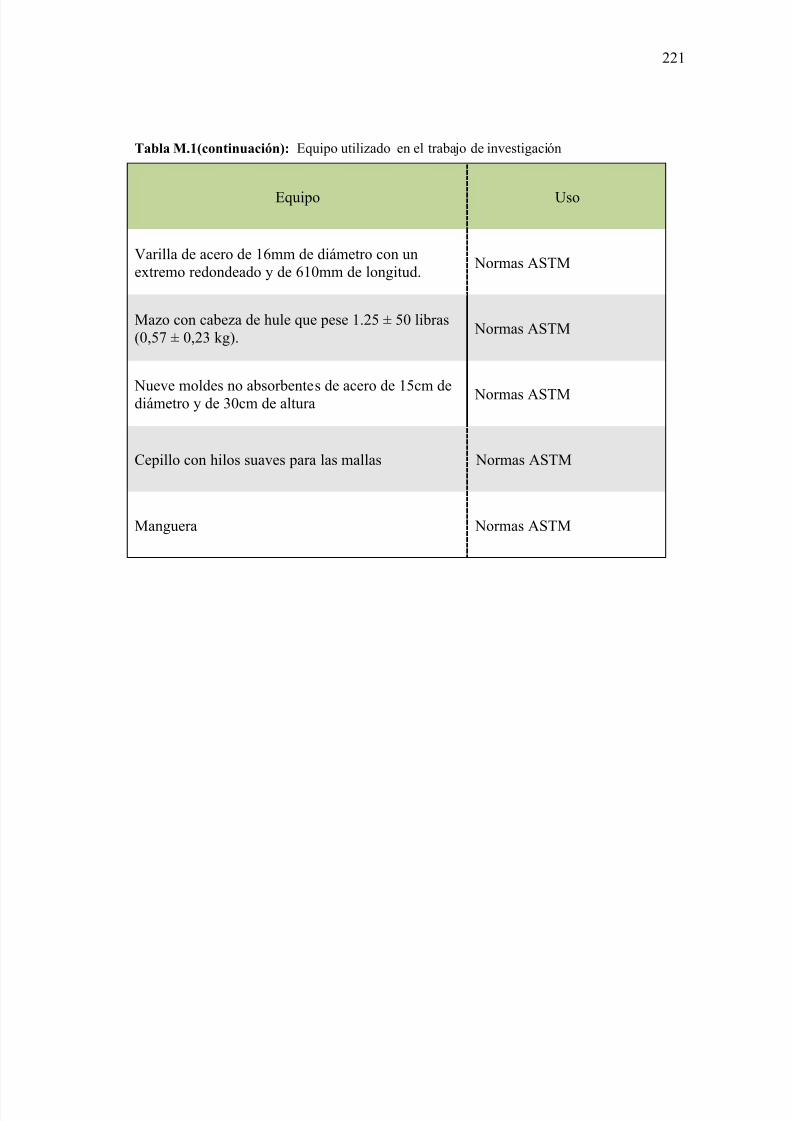
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 221/222
221
Tabla M.1(continuación): Equipo utilizado en el trabajo de investigación
Equipo Uso
Varilla de acero de 16mm de diámetro con unextremo redondeado y de 610mm de longitud.
Normas ASTM
Mazo con cabeza de hule que pese 1.25 ± 50 libras(0,57 ± 0,23 kg).
Normas ASTM
Nueve moldes no absorbentes de acero de 15cm dediámetro y de 30cm de altura Normas ASTM
Cepillo con hilos suaves para las mallas Normas ASTM
Manguera Normas ASTM
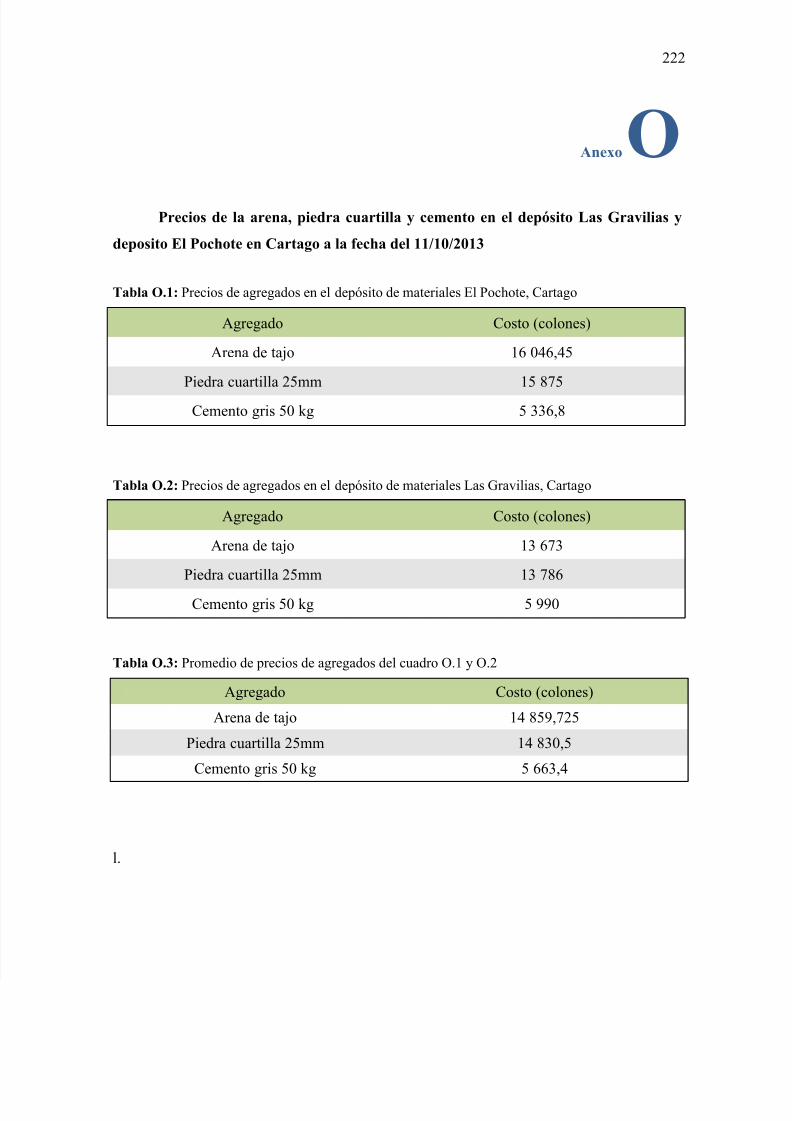
7/26/2019 Tesis Concretos modificados
http://slidepdf.com/reader/full/tesis-concretos-modificados 222/222
222
AnexoO
Precios de la arena, piedra cuartilla y cemento en el depósito Las Gravilias y
deposito El Pochote en Cartago a la fecha del 11/10/2013
Tabla O.1: Precios de agregados en el depósito de materiales El Pochote, Cartago
Related Documents











