TEORI DASAR ( M 0 ) Pengukuran adalah membandingkan suatu besaran yang belum diketahui dengan besaran acuan atau besaran standar baik lokal, standar nasional maupun standar internasional. Besaran standar ini biasanya terdapat atau terpasang pada alat ukur, dan alat ukur ini harus di kalibrasikan agar bisa mengukur dengan baik dan tepat. Besaran merupakan sesuatu yang mempunyai nilai massa dan satuan, sedangkan satuan adalah lambang dari besaran. Syarat - syarat besaran : Dapat didefinisikan secara fisik. Jelas dan tidak berubah terhadap waktu. Dapat digunakan dimana saja. Besaran terdiri dari : Besaran pokok Yaitu B esaran yang nilai satuannya telah ditetapkan terlebih dahulu dan tidak diturunkan dari besaran yang lain. Tabel 1 Tabel Besaran Pokok Besaran Standar Nama Satuan Dasar Simbol Dimensi Panjang Meter m l Massa Kilogram kg m

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
TEORI DASAR
( M0 )
Pengukuran adalah membandingkan suatu besaran yang belum
diketahui dengan besaran acuan atau besaran standar baik lokal, standar
nasional maupun standar internasional. Besaran standar ini biasanya
terdapat atau terpasang pada alat ukur, dan alat ukur ini harus di
kalibrasikan agar bisa mengukur dengan baik dan tepat. Besaran merupakan
sesuatu yang mempunyai nilai massa dan satuan, sedangkan satuan adalah
lambang dari besaran.
Syarat - syarat besaran :
Dapat didefinisikan secara fisik.
Jelas dan tidak berubah terhadap waktu.
Dapat digunakan dimana saja.
Besaran terdiri dari :
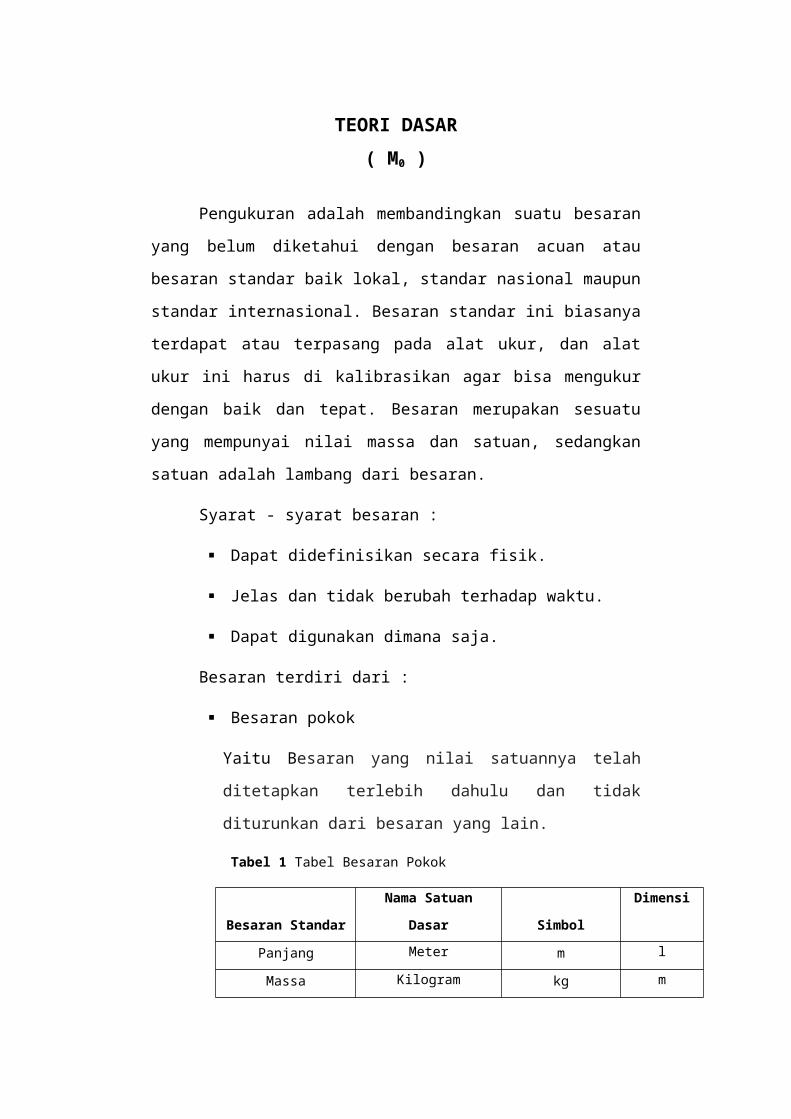
Besaran pokok
Yaitu Besaran yang nilai satuannya telah ditetapkan terlebih
dahulu dan tidak diturunkan dari besaran yang lain.
Tabel 1 Tabel Besaran Pokok
Besaran Standar Nama Satuan Dasar Simbol Dimensi
Panjang Meter m l
Massa Kilogram kg m
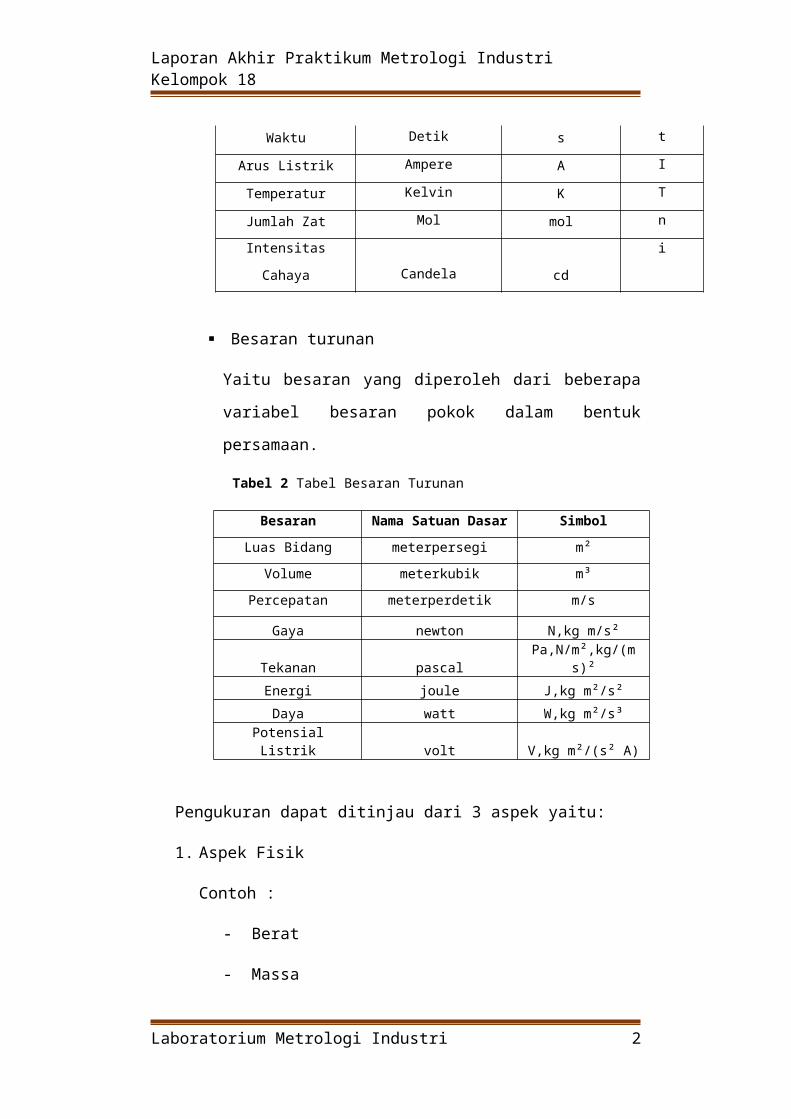
Waktu Detik s t
Arus Listrik Ampere A I
Temperatur Kelvin K T
Jumlah Zat Mol mol n
Intensitas Cahaya Candela cd i
Besaran turunan
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Yaitu besaran yang diperoleh dari beberapa variabel besaran
pokok dalam bentuk persamaan.
Tabel 2 Tabel Besaran Turunan
Besaran Nama Satuan Dasar Simbol
Luas Bidang meterpersegi m²
Volume meterkubik m³
Percepatan meterperdetik m/s
Gaya newton N,kg m/s²
Tekanan pascal Pa,N/m²,kg/(m s)²
Energi joule J,kg m²/s²
Daya watt W,kg m²/s³
Potensial Listrik volt V,kg m²/(s² A)
Pengukuran dapat ditinjau dari 3 aspek yaitu:
1. Aspek Fisik
Contoh :
- Berat
- Massa
- Temperatur
- Tekanan
- Densitas, dll
Pengukuran aspek fisik dipelajari dalam pengukuran teknik
(engineering measurement).
2. Aspek Mekanik
Contoh :
- Kekuatan (strength)
- Keuletan (ductility)
- Kekerasan (hardness)
- Ketangguhan, dll
Laboratorium Metrologi Industri 2
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Pengukuran aspek mekanik dipelajari dalam material teknik
(materials science and engineering)
3. Aspek Geometrik
Pengukuran aspek geometrik dipelajari dalam metrologi industri.
Terdiri dari :
- Dimensi, contoh : diameter, panjang, lebar, dll
- Bentuk, contoh : kesejajaran, kelurusan, kedataran,
kemiringan atau sudut, kebulatan, ketegaklurusan, dll
- Kekasaran permukaan
Metrologi merupakan disiplin ilmu yang mempelajari tentang cara-
cara pengukuran besaran teknik, sedangkan Metrologi industri adalah ilmu
yang mempelajari pengukuran karateristik geometri suatu produk hasil
proses produksi dengan menggunakan alat ukur tertentu dan cara
pengukuran tertentu untuk mendapatkan hasil pengukuran yang mendekati
nilai sebenarnya.
Agar bisa diukur, maka suatu produk teknik harus mempunyai
karakteristik geometri seperti :
dimensi
kualitas permukaan
bentuk
posisi
Karakteristik geometri ini akan mempengaruhi karakteristik
fungsional dari produk.
Beberapa jenis pengukuran dalam metrologi :
1. Pengukuran linear adalah suatu pengukuran besaran panjang yang
menggunakan alat ukur langsung yang telah terkalibrasi dan hasil
pengukuran dapat diperoleh secara langsung.
Contoh : menggunakan jangka sorong
Laboratorium Metrologi Industri 3
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
2. Pengukuran sudut adalah suatu pengukuran sudut yang
menggunakan alat ukur sudut yang telah terkalibrasi dan hasil
pengukuran dapat diperoleh secara langsung
Contoh : menggunakan batang sinus,angle decor
3. Pengukuran profil adalah suatu pengukuran yang membandingkan
bentuk suatu produk dengan bentuk acuan (standar) pada layar dari
alat ukur proyeksi
Contoh : menggunakan profile proyector
4. Pengukuran ulir adalah suatu pengukuran yang mengukur jarak antar
ulir pada suatu produk
Contoh : menggunakan mikrometer ulir, sikat ulir,dll.
5. Pengukuran roda gigi adalah suatu pengukuran yang mengukur jarak
antar pitch pada roda gigi
Contoh : menggunakan apper gauge
6. Pengukuran posisi adalah suatu pengukuran yang menggunakna
sensor yang dapat digerakkan dalam ruang yang digunakan untuk
menentukan posisi
Contoh : menggunakan coordinate measuring machine (CMM)
7. Pengukuran kerataan dan kedataran adalah suatu pengukuran yang
mengukur kerataan dan kedataran suatu produk hasil proses produksi
Contoh : menggunakan water pas,square level
8. Pengukuran kekasaran permukaan suatu pengukuran yang mengukur
kekasaran permukaan suatu produk hasil proses produksi
Contoh : menggunakan surface roughness tester
Dari ke delapan jenis pengukuran di atas, pengukuran linear adalah
pengukuran yang paling sering digunakan. Karena bermacam-macam
masalah keteknikan atau pengukuran dapat diselesaikan dengan pengukuran
linear. Misalnya pengukuran dimensi dan toleransinya.
Laboratorium Metrologi Industri 4
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Cara-Cara Pengukuran Dalam Metrologi :
1. Pengukuran langsung
Dilakukan dengan menggunakan alat ukur langsung, dimana hasil
pengukuran dapat langsung diperoleh.
Contoh : Jangka Sorong dan Micrometer
2. Pengukuran tak langsung
Dilakukan dengan menggunakan alat ukur pembanding, alat ukur
standar dan alat ukur bantu.
Contoh : Spirit level
3. Pemeriksaan kaliber batas
Dilakukan dengan menggunakan alat ukur kaliber batas, dimana
tidak mengukur dimensi suatu produk tetapi untuk memeriksa
apakah suatu produk berada didalam/diluar daerah toleransinya.
Contoh : Blok ukur
4. Membandingkan dengan bentuk standar atau acuan
Dilakukan dengan membandingkan bentuk produk yang dihasilkan
dengan bentuk standarnya/acuan.
5. Pengukuran geometri khusus
Pengukuran dengan memperlihatkan imajinasi daerah toleransinya, alat ukur dan prosedur pengukuran dirancang dan dilaksanakan secara khusus.
Contoh ; Dial Indicator
Jenis-Jenis Alat Ukur
a) berdasarkan sifat aslinya:
1. Alat ukur langsung
Alat ukur ini dilengkapi dengan skala ukur sehingga hasil
pengukuran bisa langsung di baca atau diperoleh hasil pengukuran.
Laboratorium Metrologi Industri 5
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Alat ukur ini cukup luas pemakaiannya dan banyak jenisnya.
Misalnya: jangka sorong, mikrometer, threebore
Gambar 1 Jangka Sorong
2. Alat ukur pembanding atau comparator
Alat ukur ini tidak bisa menunjukkan hasil pengukuran dengan skala
ukur, tetapi hanya bisa membandingkan ukuran atau beda ukuran
dari objek ukur. Misalnya: Dial Indicator, Dial Test Indicator,
Comparator.
Gambar 2 Dial Indicator
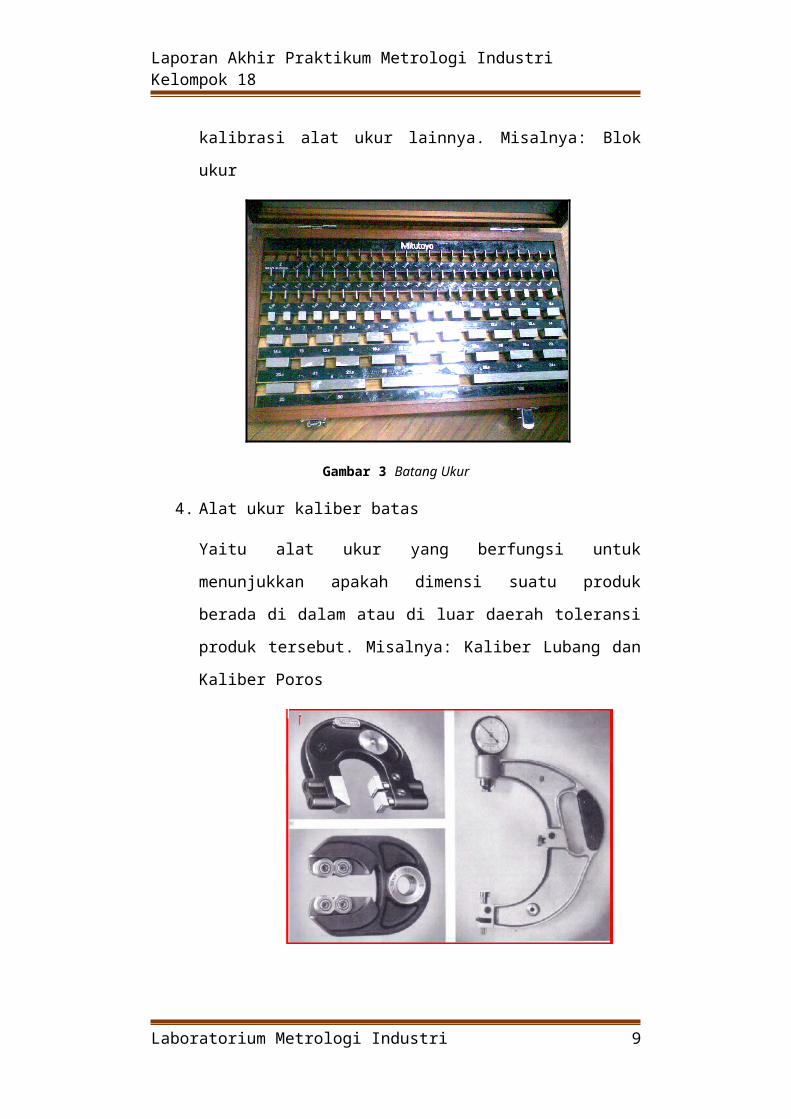
3. Alat ukur standar
Yaitu alat ukur yang dilengkapi dengan satu skala nominal, tidak
dapat memberikan hasil pengukuran secara langsung dan digunakan
untuk kalibrasi alat ukur lainnya. Misalnya: Blok ukur
Laboratorium Metrologi Industri 6
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Gambar 3 Batang Ukur
4. Alat ukur kaliber batas
Yaitu alat ukur yang berfungsi untuk menunjukkan apakah dimensi
suatu produk berada di dalam atau di luar daerah toleransi produk
tersebut. Misalnya: Kaliber Lubang dan Kaliber Poros
Gambar 4 Alat Ukur Kaliber Batas
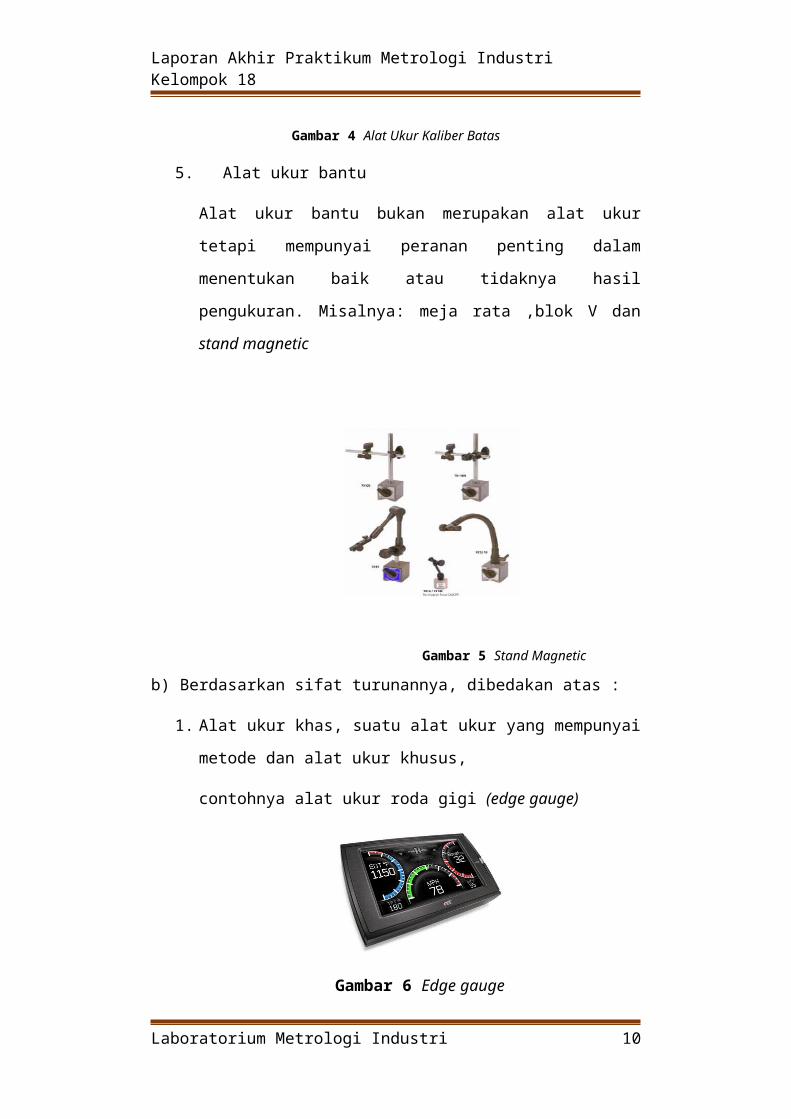
5. Alat ukur bantu
Alat ukur bantu bukan merupakan alat ukur tetapi mempunyai
peranan penting dalam menentukan baik atau tidaknya hasil
pengukuran. Misalnya: meja rata ,blok V dan stand magnetic
Laboratorium Metrologi Industri 7
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Gambar 5 Stand Magnetic
b) Berdasarkan sifat turunannya, dibedakan atas :
1. Alat ukur khas, suatu alat ukur yang mempunyai metode dan alat
ukur khusus,
contohnya alat ukur roda gigi (edge gauge)
Gambar 6 Edge gauge
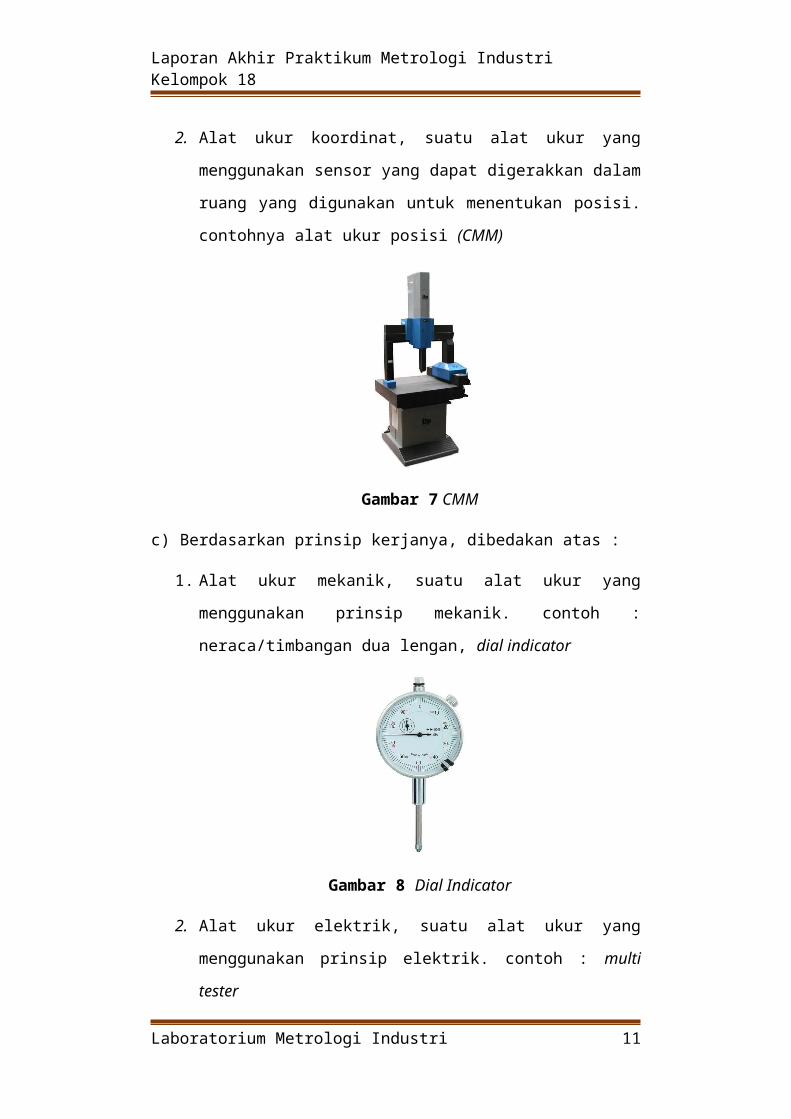
2. Alat ukur koordinat, suatu alat ukur yang menggunakan sensor yang
dapat digerakkan dalam ruang yang digunakan untuk menentukan
posisi. contohnya alat ukur posisi (CMM)
Gambar 7 CMM
c) Berdasarkan prinsip kerjanya, dibedakan atas :
Laboratorium Metrologi Industri 8
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
1. Alat ukur mekanik, suatu alat ukur yang menggunakan prinsip
mekanik. contoh : neraca/timbangan dua lengan, dial indicator
Gambar 8 Dial Indicator
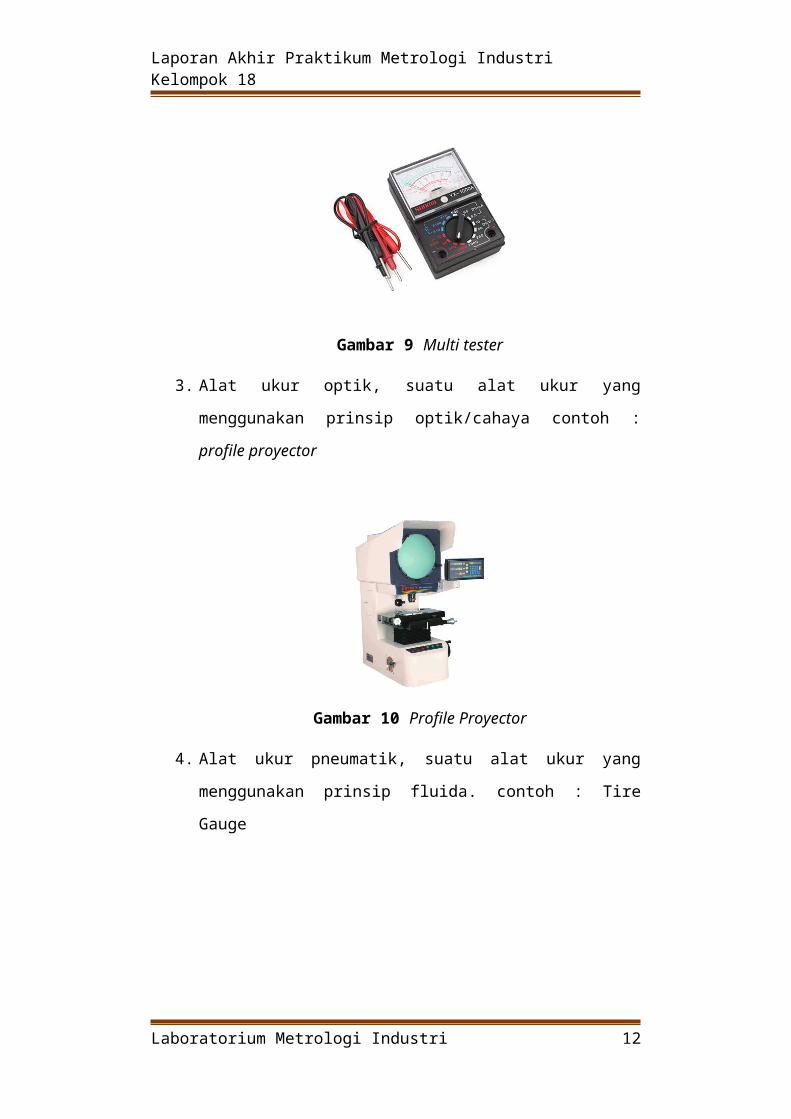
2. Alat ukur elektrik, suatu alat ukur yang menggunakan prinsip
elektrik. contoh : multi tester
Gambar 9 Multi tester
3. Alat ukur optik, suatu alat ukur yang menggunakan prinsip
optik/cahaya contoh : profile proyector
Laboratorium Metrologi Industri 9
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Gambar 10 Profile Proyector
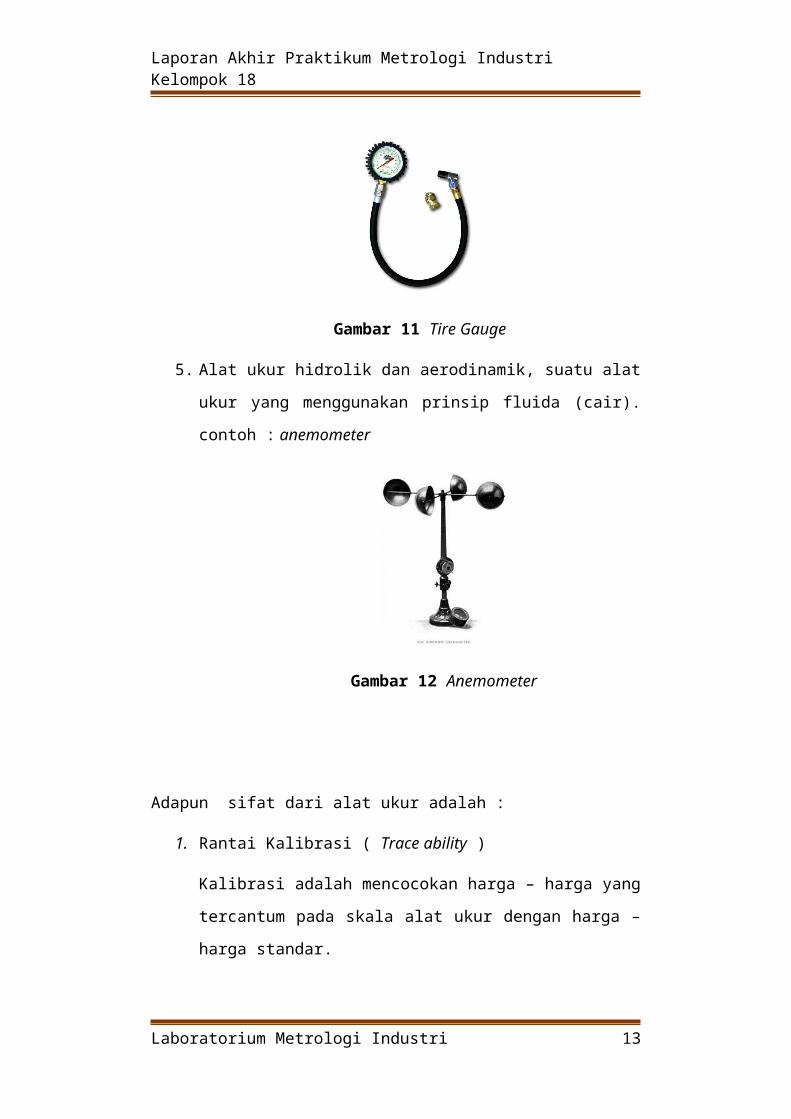
4. Alat ukur pneumatik, suatu alat ukur yang menggunakan prinsip
fluida. contoh : Tire Gauge
Gambar 11 Tire Gauge
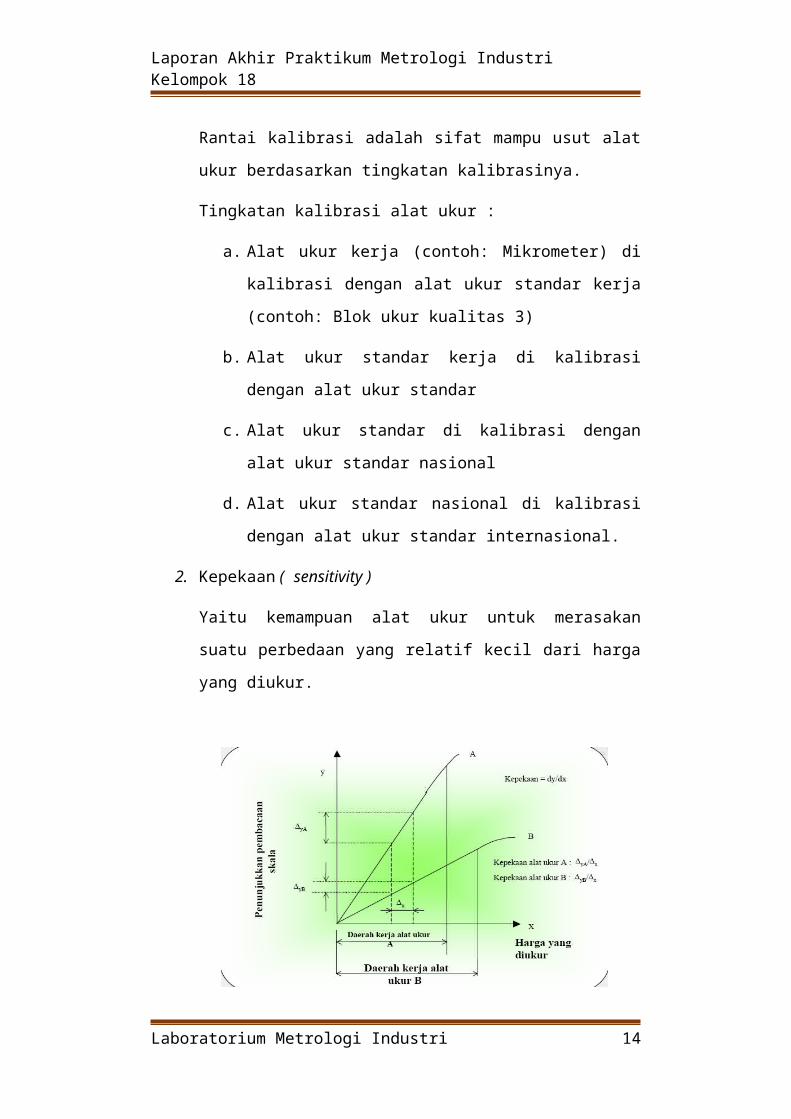
5. Alat ukur hidrolik dan aerodinamik, suatu alat ukur yang
menggunakan prinsip fluida (cair). contoh : anemometer
Gambar 12 Anemometer
Adapun sifat dari alat ukur adalah :
1. Rantai Kalibrasi ( Trace ability )
Kalibrasi adalah mencocokan harga – harga yang tercantum pada
skala alat ukur dengan harga – harga standar.
Rantai kalibrasi adalah sifat mampu usut alat ukur berdasarkan
tingkatan kalibrasinya.
Laboratorium Metrologi Industri 10
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Tingkatan kalibrasi alat ukur :
a. Alat ukur kerja (contoh: Mikrometer) di kalibrasi dengan alat
ukur standar kerja (contoh: Blok ukur kualitas 3)
b. Alat ukur standar kerja di kalibrasi dengan alat ukur standar
c. Alat ukur standar di kalibrasi dengan alat ukur standar
nasional
d. Alat ukur standar nasional di kalibrasi dengan alat ukur
standar internasional.
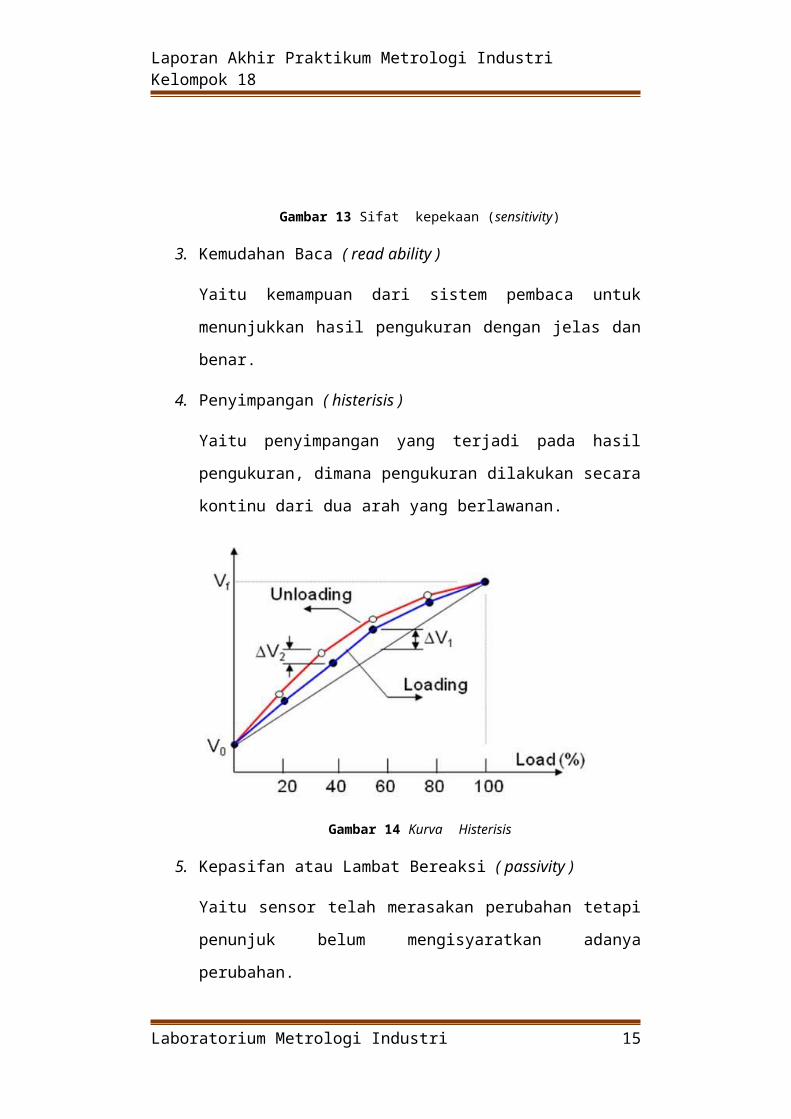
2. Kepekaan ( sensitivity )
Yaitu kemampuan alat ukur untuk merasakan suatu perbedaan yang
relatif kecil dari harga yang diukur.
Gambar 13 Sifat kepekaan (sensitivity)
3. Kemudahan Baca ( read ability )
Yaitu kemampuan dari sistem pembaca untuk menunjukkan hasil
pengukuran dengan jelas dan benar.
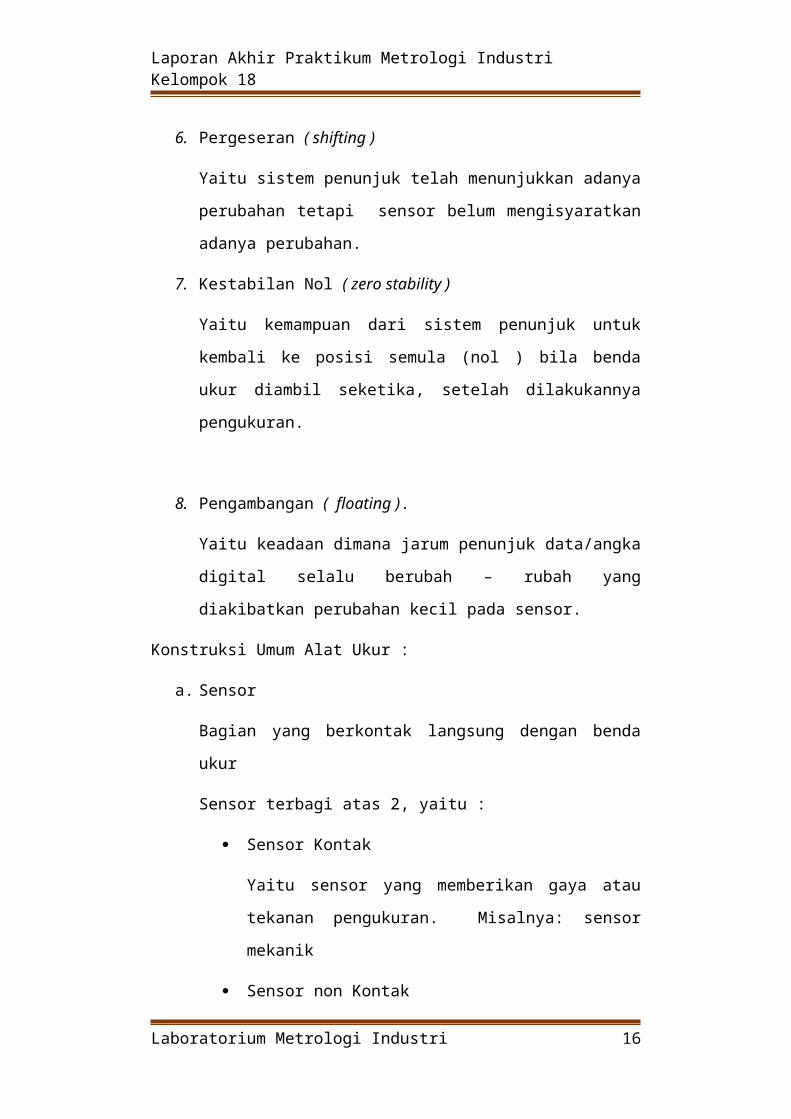
4. Penyimpangan ( histerisis )
Laboratorium Metrologi Industri 11
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Yaitu penyimpangan yang terjadi pada hasil pengukuran, dimana
pengukuran dilakukan secara kontinu dari dua arah yang
berlawanan.
Gambar 14 Kurva Histerisis
5. Kepasifan atau Lambat Bereaksi ( passivity )
Yaitu sensor telah merasakan perubahan tetapi penunjuk belum
mengisyaratkan adanya perubahan.
6. Pergeseran ( shifting )
Yaitu sistem penunjuk telah menunjukkan adanya perubahan tetapi
sensor belum mengisyaratkan adanya perubahan.
7. Kestabilan Nol ( zero stability )
Yaitu kemampuan dari sistem penunjuk untuk kembali ke posisi
semula (nol ) bila benda ukur diambil seketika, setelah dilakukannya
pengukuran.
8. Pengambangan ( floating ).
Yaitu keadaan dimana jarum penunjuk data/angka digital selalu
berubah – rubah yang diakibatkan perubahan kecil pada sensor.
Konstruksi Umum Alat Ukur :
Laboratorium Metrologi Industri 12
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
a. Sensor
Bagian yang berkontak langsung dengan benda ukur
Sensor terbagi atas 2, yaitu :
Sensor Kontak
Yaitu sensor yang memberikan gaya atau tekanan
pengukuran. Misalnya: sensor mekanik
Sensor non Kontak
Yaitu sensor yang tidak memberikan gaya atau penekanan
pengukuran. Misanya: sensor optik, sensor pneumatik.
b. Pengubah (tranducer )
Berfungsi mengubah besaran yang dirasakan oleh sensor menjadi
besaran yang terukur, dan diteruskan ke sistem penunjuk.
Pengubah terbagi atas :
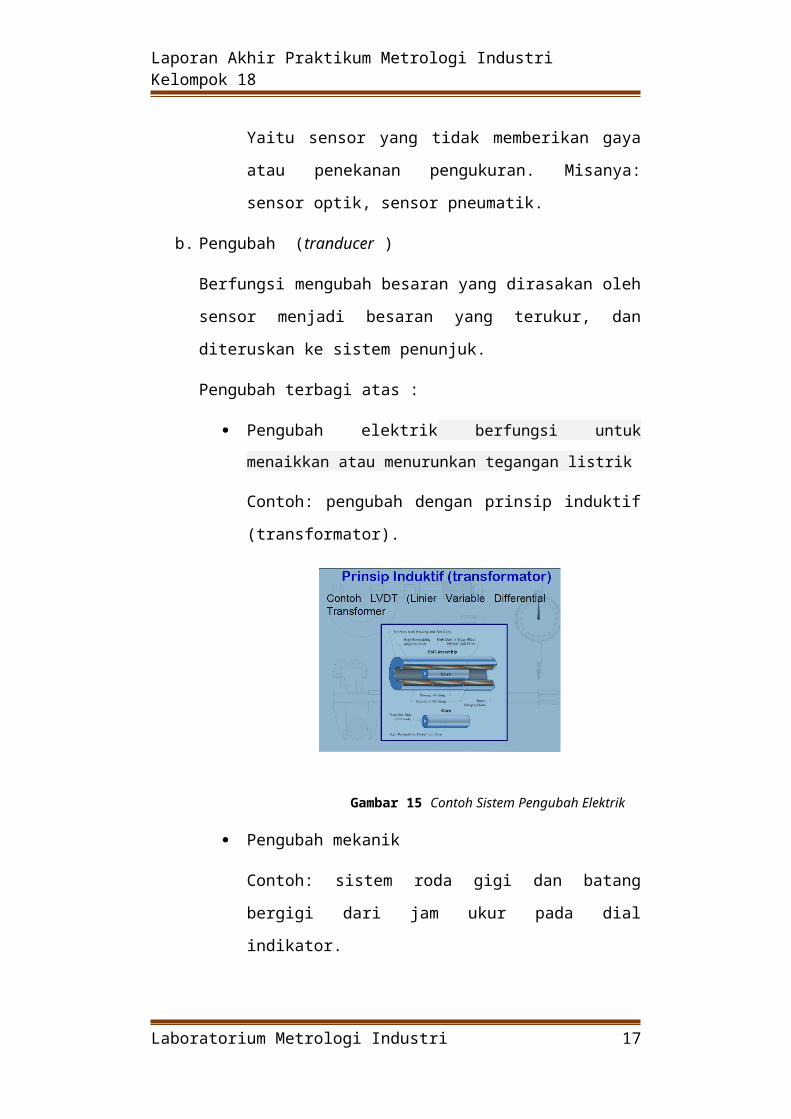
Pengubah elektrik berfungsi untuk menaikkan atau
menurunkan tegangan listrik
Contoh: pengubah dengan prinsip induktif (transformator).
Gambar 15 Contoh Sistem Pengubah Elektrik
Pengubah mekanik
Contoh: sistem roda gigi dan batang bergigi dari jam ukur
pada dial indikator.
Laboratorium Metrologi Industri 13
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
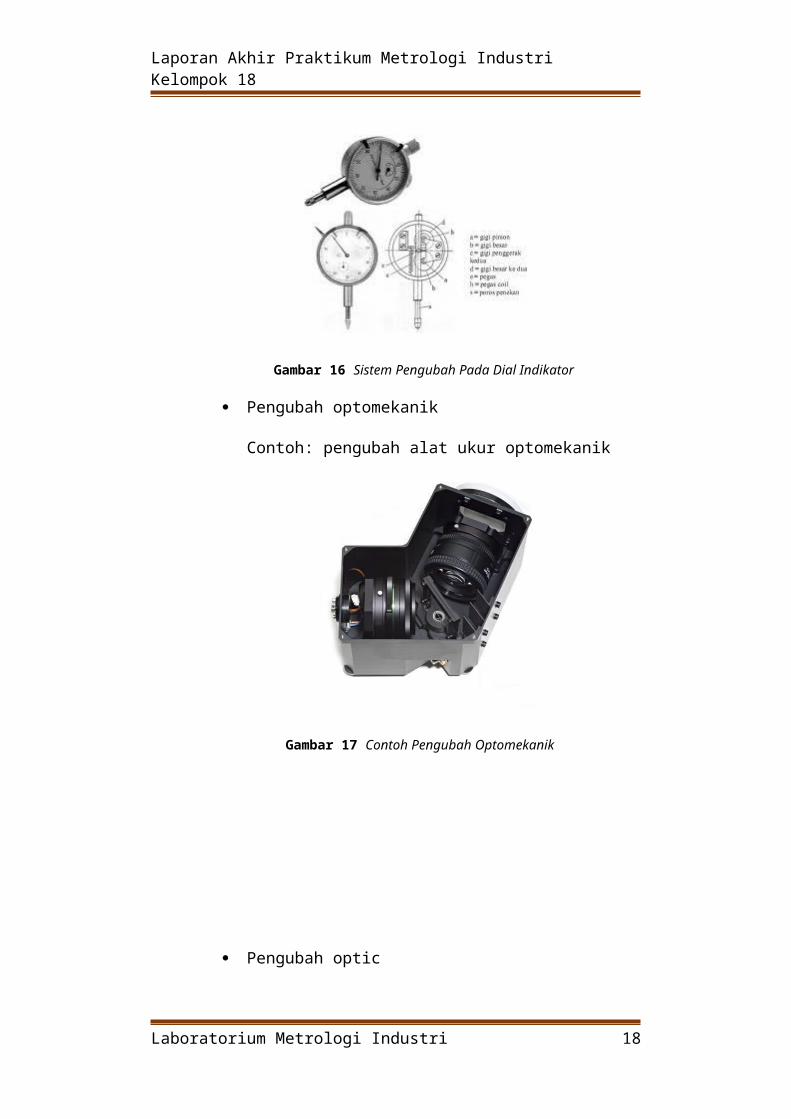
Gambar 16 Sistem Pengubah Pada Dial Indikator
Pengubah optomekanik
Contoh: pengubah alat ukur optomekanik
Gambar 17 Contoh Pengubah Optomekanik
Pengubah optic
Contoh: prinsip pengubah pada mikroskop
Laboratorium Metrologi Industri 14
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Gambar 18 Contoh Sistem Pengubah Pada Mikroskop
Pengubah Optomekanik
Gambar 19 Contoh Sistem Pengubah Optomekanik
c. Sistem penunjuk/pencatat
Bagian yang menunjukan hasil dari pengukuran yang dilakukan.
Sistem penunjuk terbagi atas :
penunjuk berskala
- skala linear, contohnya: Jangka Sorong dan Mikrometer
- skala melingkar, contohnya: Dial Indicator
penunjuk digital
- mekanik
- elektrik (LED)
Karateristik Alat Ukur
1. Ketelitian ( accuracy )
Laboratorium Metrologi Industri 15
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
Kemampuan alat ukur untuk menghasilkan nilai yang mendekati
nilai sebenarnya.
Gambar 20 Ketelitian
2. Ketepatan ( precition )
Kemampuan alat ukur untuk menghasilkan nilai yang relatif sama
dari beberapa pengukuran pada titik yang sama.
Gambar 21 Ketepatan
3. Kecermatan (resolution)
Skala terkecil yang dimiliki oleh suatu alat ukur.
Empat kemungkinan hasil pengukuran
1. Tepat dan teliti
2. Tepat dan tidak teliti
Laboratorium Metrologi Industri 16
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
3. Tidak tepat dan teliti
4. Tidak tepat dan tidak teliti
Gambar 22 Kemungkinan Hasil Pengukuran
Penyimpangan Dalam Proses Pengukuran
1. Penyimpangan dari alat ukur
Hal ini disebabkan oleh karena alat ukur yang belum dikalibrasi.
2. Penyimpangan dari benda ukur
Hal ini diakibatkan oleh defleksi pada benda ukur akibat :
- pengaruh tekanan kontak karena benda ukur lunak
- pengaruh tekanan kontak pada benda ukur yang berselinder
tipis
3. Penyimpangan posisi pengukuran
Biasanya garis pengukuran harus sejajar dengan garis
dimensi. Kalau garis pengukuran membuat sudut q dengan garis
dimensi (akibat posisi pengukuran yang salah) maka akan
menimbilakan kesalahan kosinus (cosine error).
Laboratorium Metrologi Industri 17
Laporan Akhir Praktikum Metrologi Industri Kelompok 18
L = M cosθ-d cosθ
Gambar 23 Penyimpangan Posisi Pengukuran
4. Penyimpangan akibat lingkungan
Yang perlu diperhatikan adalah pengaruh temperatur pada
proses pengukuran, dimana benda padat terutama logam berubah
dimensinya apabila temperatur berubah (ΔL = Lo α ΔT sifat
pemuaian logam). ΔL= Perubahan Panjang, Lo= Panjang awal, α=
Koefisien pemuaian, ΔT= Pertambahan panjang. Supaya hasil
pengukuran sama maka secara internasional sudah disetujui
temperatur standar untuk pengukuran geometris adalah 20ºC.
5. Penyimpangan dari si pengukur
Dua orang yang melakukan pengukuran dengan alat ukur dan
objek ukur yang sama berkemungkinan menghasilkan pengukuran
yang berbeda. Hal ini dapat diakibatkan oleh pengalaman praktek
mengukur, cara melakukan pengukuran yang salah akibat tidak
mengetahui dasar-dasar pengukuran yang benar.
Laboratorium Metrologi Industri 18
Related Documents











