Teknologi Pemrosesan Gas (TKK 564) Instructor: Dr. Istadi (http://tekim.undip.ac.id/staf/istadi ) il i di di id Email: istadi@undip.ac.id

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Teknologi Pemrosesan Gas (TKK 564)
Instructor: Dr. Istadi(http://tekim.undip.ac.id/staf/istadi )
il i di di idEmail: [email protected]
I t t ’ B k dInstructor’s Background
BEng. (1995): Universitas DiponegoroMeng. (2000): Institut Teknologi BandungPhD. (2006): Universiti Teknologi Malaysia
Specialization: Catalyst Design for Energy ConversionP D i f E C iProcess Design for Energy ConversionCombustion EngineeringComputational Fluid Dynamic (CFD)Computational Fluid Dynamic (CFD)
Course Syllabus: (Part 2)Course Syllabus: (Part 2)y ( )y ( )1. Hydrocarbons Recovery (Pengambilan Kembali Hidrokarbon)2. Nitrogen Rejection/Removal (Penghilangan Nitrogen)g j ( g g g )3. Trace Component Removal (Penghilangan Komponen
lainnya)4 Natural Gas Liquid Processing and Sulfur Recovery4. Natural Gas Liquid Processing and Sulfur Recovery
(Pemrosesan Cairan Gas Alam dan Penghilangan Sulfur)5. Gas Transportation and Storage (Transportasi dan
Penyimpanan Gas)Penyimpanan Gas)6. Liquified Natural Gas #1 (Gas Alam Cair)7. Liquified Natural Gas #2 (Gas Alam Cair)8. Second Assignment9. Ujian Akhir Semester

TRACE COMPONENTS ?
A number of other trace components present i d t lit i t lprocessing, product quality, or environmental
problems if concentrations are too high, i.e.:HydrogenHydrogenOxygenRadon (NORM)ArsenicHeliumMercuryMercuryBTEX (benzene, toluene, ethylbenzene, and xylene)

1. Hydrogen1. HydrogenHydrogen levels are rarely sufficiently high to y g y y gcause a problem. The primary source would be gas streams from
frefineries, but even there, the concentrations should be low.
2. Oxygen2. OxygenOxygen is the only contaminant that is not naturally occurring and the best approach for treating it is tooccurring, and the best approach for treating it is to prevent its introduction into the processing stream.The major source is leaking valves and piping in gathering systems that operate below atmospheric pressureSPECIFICATION: 1.0 vol% maximum oxygen ygconcentration in sales gas, but some pipelines have specifications as low as 0.1 vol%.

However, it causes problems in gas processing at concentrations of 50 ppmv, such as:
Enhancing pipeline corrosion if liquid water is presentReacting with amines in gas treating which ultimatelyReacting with amines in gas treating, which ultimately leads to heat stable salt formationReacting with glycols to form corrosive acidic g g ycompoundsReacting with hydrocarbons during the high-t t ti f th d ti b d ttemperature regeneration of the adsorption beds to form water, which reduces regeneration effectiveness and, thus, reduces bed capacity

At low levels, the oxygen can be removed by use of non regenerative scavengersnon-regenerative scavengers.For higher concentrations, the method is to catalytically react it in the gas stream to produce y y g pwater, which is then removed in the dehydration stepHowever, gases that contain sulfur compounds poison oxidation catalysts.
3. Radon (NORM)Natural gas contains radon, a naturally occurring radioactive material (NORM) at low concentrationsIt rarely poses a health problem because it has a half-life of about 3.8 daysHowever, radon decays into lead-210, then to bismuth-210 and , y ,polonium-210 and finally into stable lead-206. These daughter products of radon, some of which have long half-lives, condense on pipe walls and form a low-level radioactive scale, , p p ,which may flake off and collect on inlet filters. Because the boiling point of radon is −79.2°F (−61.8°C), it tends to concentrate in propane and ethane−propane mixtures.p p p pStorage vessels can accumulate the daughter products as sludge. Discarded piping with the scale generates large quantities of low-level radioactive waste that must be discarded in disposal wellslevel radioactive waste that must be discarded in disposal wells.
4. ArsenicArsenic is a toxic nonvolatile solid but exists in natural gas predominately as a more volatile trimethylarsine (As (CH3)3)predominately as a more volatile trimethylarsine (As (CH3)3). It usually collects as a fine gray dust.High concentrations tend to be geographically localized. It can be successfully removed from gas by use of a nonregenerative adsorption process. S l f iliti d i t ti i tSeveral facilities reduce arsenic concentrations in sweet raw gas from around 1,000 to less than 1µg/m3 (Rhodes, 2005). Without arsenic removal, the gas streams could not beWithout arsenic removal, the gas streams could not be marketed. The process requires dehydration of the gas to pipeline
f fspecifications before it goes to the adsorbers.

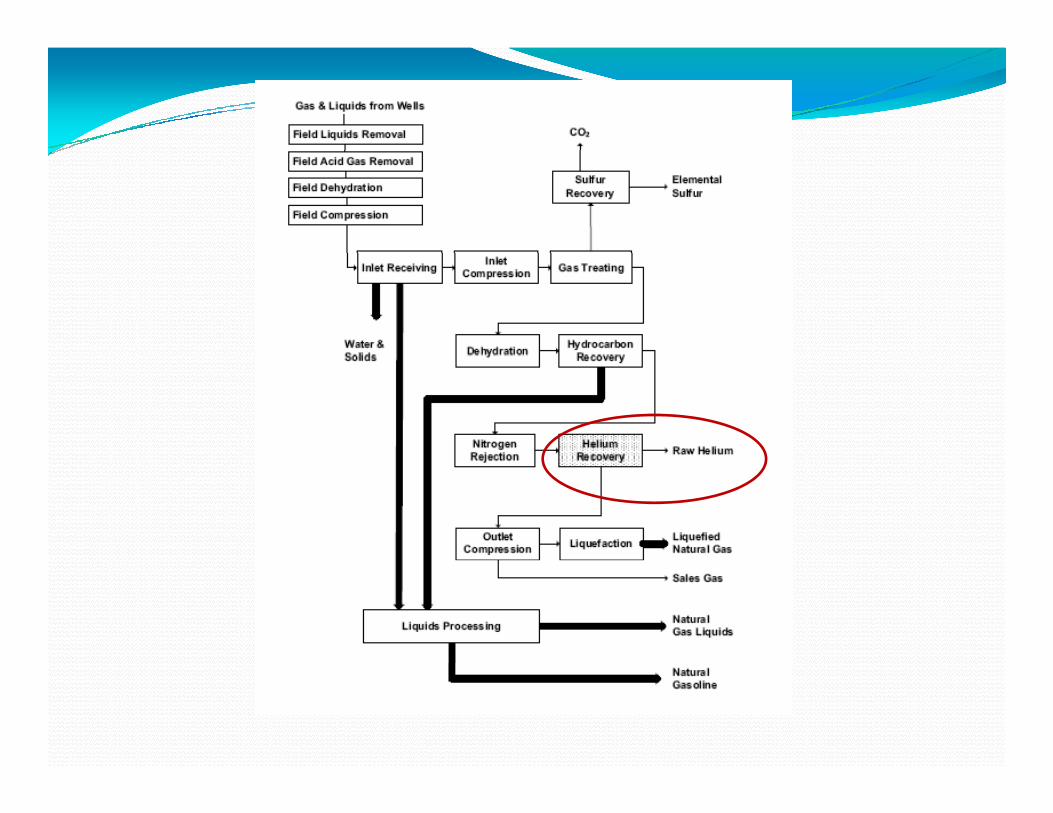
5. HeliumHelium is a difficult diluent to remove in natural gas unless nitrogen rejection is used.
Unlike the other trace components discussed here, helium is a valuable product from natural gas processing, which makes high concentrations desirable.
Recovery of helium from air is technically feasible but would be very expensive because the helium concentration is so low, 5.24 ± 0.05 ppm.
The only viable source is from select natural gas fields and even the best ofThe only viable source is from select natural gas fields, and even the best of these gas fields contain relatively small quantities of helium.
A helium-rich gas is defined as one that contains more than 0.3% helium, d di t bli h d fi ld t ti th t t iand according to published field concentrations, a gas that contains more
than 5% is not usually found.
The uses of helium are limited but important. Its main applications stem from the fact that it is chemically inert and has the lowest boiling point of any substance.
Recovery Method of HeliumRecovery of helium from natural gas requires refinement of the low concentrations into high-purity helium (99.995%).
H th l t d l h li t th tHowever, the gas plant may produce only a raw helium stream that contains a roughly equimolar mixture of helium and nitrogen.
This stream then goes to another facility for final purification. g y p
Early processing schemes were cryogenic and involved cooling and condensing the natural gas and then recovering the helium by di till ti d d t th t b t 65 t 80% h lidistillation as a crude product that was about 65 to 80% helium.
The crude helium was then stored or further refined in a series of low temperature separations, followed by a final adsorption step on p p y p pactivated charcoal to produce the high-purity product.
More recently, interest has increased in alternate technologies such as pressure swing adsorption (PSA) and membranes for heliumas pressure swing adsorption (PSA) and membranes for helium recovery
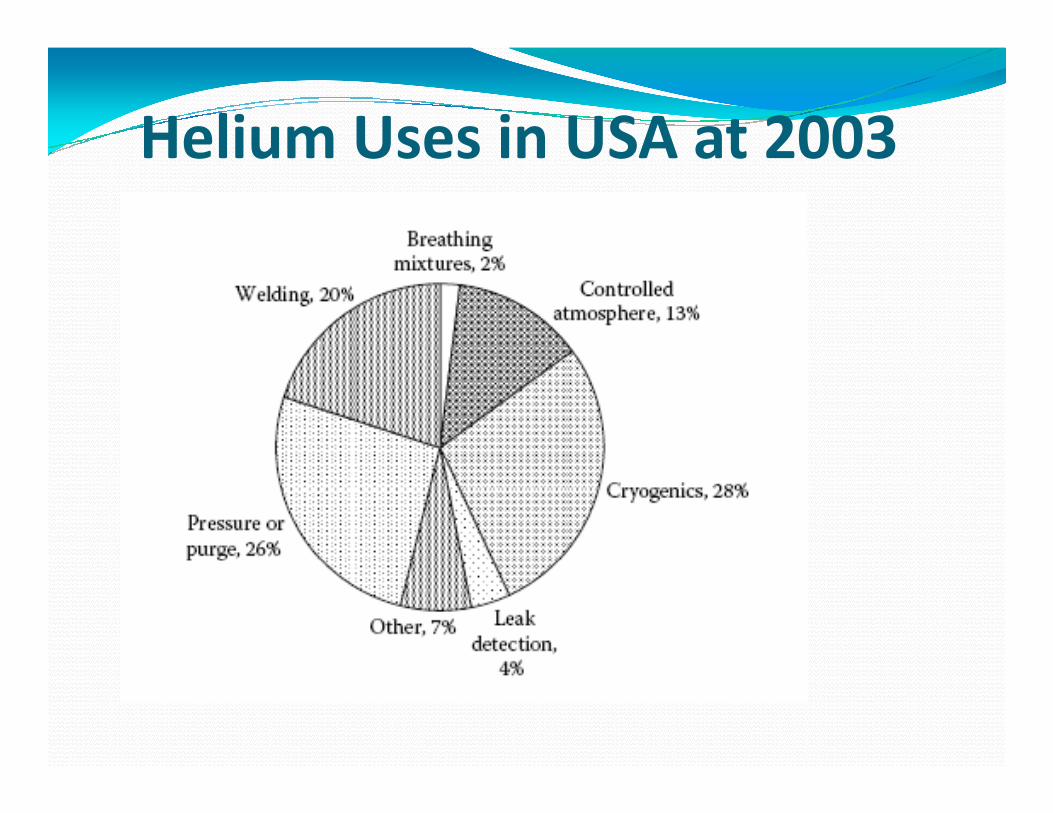
Helium Uses in USA at 2003Helium Uses in USA at 2003

Schematic of Ladder Creek Helium Recovery Plant
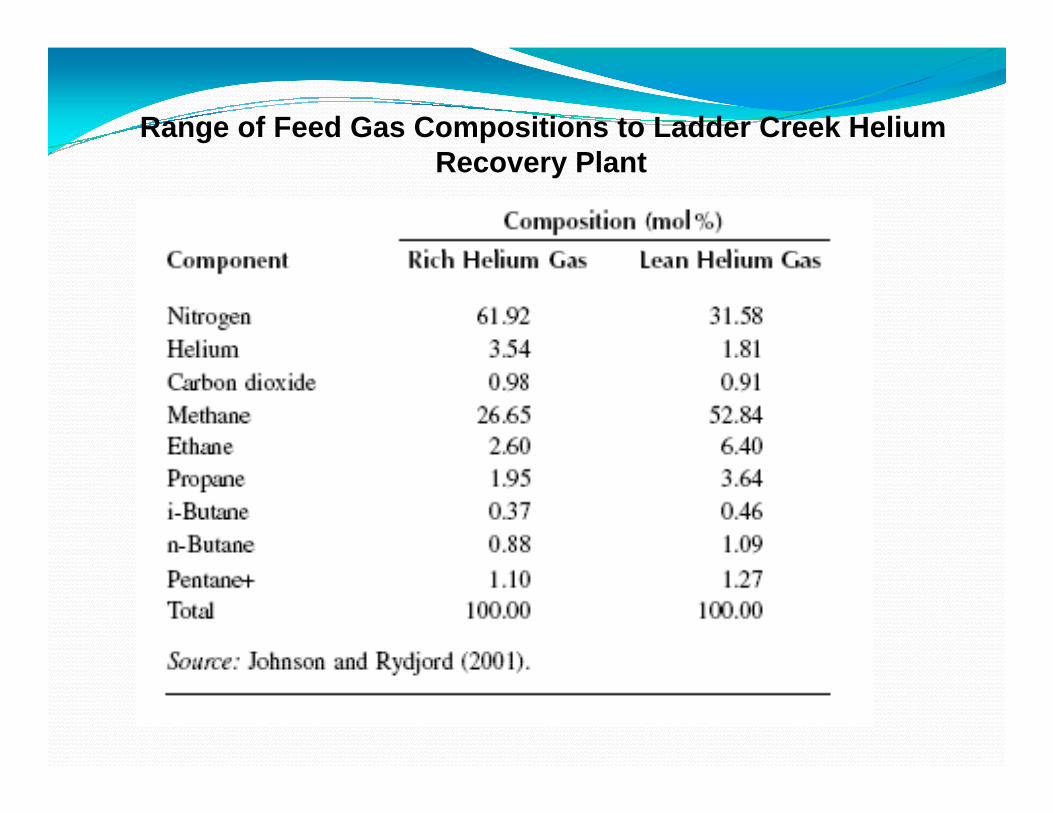
Range of Feed Gas Compositions to Ladder Creek Helium Recovery Plant

6. Mercury6. e cu yTwo major problems are associated with the presence of mercury in natural gas: amalgam formation with aluminum and environmental poll tionpollutionMercury may be present in elemental form or as organometalliccompounds, such as:
dimethylmercury, y y,methylethylmercury, and diethylmercury, or as inorganic compounds such as HgCl2
Elemental mercury distributes between the gas and liquid phases, whereas elemental mercury has an extremely low vapor pressure (~4 × 106 psia at 32°F, 3 × 10−7 bar at 0°C, Vapor phase concentrations are orders of magnitude higher than apo p ase co ce t at o s a e o de s o ag tude g e t acomputed by Equation 6.1 because of the nonideal behavior of mercury at operating conditions. Thus, the majority of mercury goes to treating, dehydration, and then to the cryogenic section What fraction would reach the cryogenicto the cryogenic section. What fraction would reach the cryogenic section was not stated.

The volatility of elemental mercury and the fact that it will accumulate as it condenses makes removal from the gas stream mandatory in cryogenic plants.y y g pMercury corrodes brazed-aluminum heat exchangers as it amalgamates with the aluminum to weaken the material. Elemental mercury is toxic to humans as well as a poison to many catalysts.The mercury compounds concentrate in the hydrocarbon y p yliquids, where they potentially can present environmental and safety hazards. The compounds are readily absorbed by most biological p y y gsystems.Although mercury in natural gas is normally at low levels, some gases contain sufficiently high mercury
i b h f d h l hconcentrations to cause both safety and health concerns
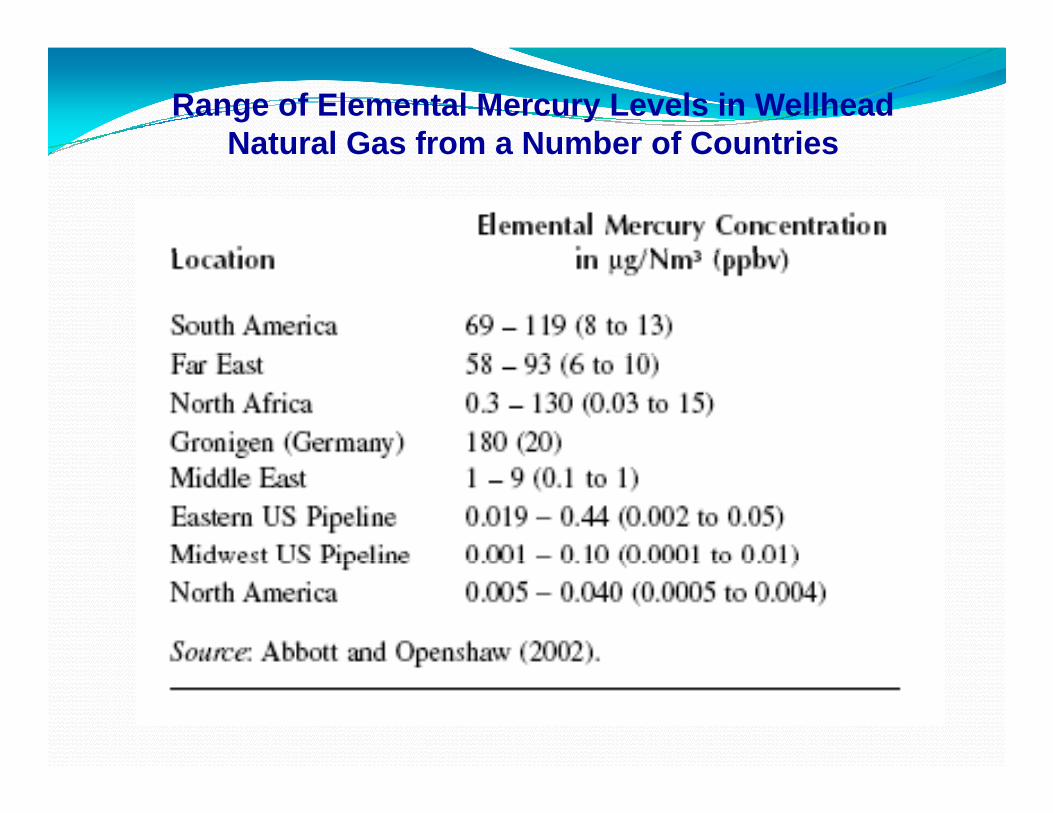
Range of Elemental Mercury Levels in Wellhead Natural Gas from a Number of CountriesNatural Gas from a Number of Countries

Removal of MercuryNonregenerative Processes
Use sulfur impregnated on a support such as activated h l l i t id l fcharcoal or alumina to provide a large surface area
The mercury reacts with the sulfur to form a stable compound on the adsorbent surface
Regenerative ProcessA regenerative process that utilizes silver on molecular sieve to chemisorb elemental mercury while providing y p gdehydration at the same timeThe advantage of silver is that the amalgam it forms with mercury decomposes at typical regeneration temperatures y p yp g pfor dehydrationThe silver-impregnated sieve is added to the standard molecular sieve dehydration bed, and the basic dehydration process remains unchanged
7. (BTEX) BENZENE, TOLUENE, ETHYLBENZENE AND XYLENEETHYLBENZENE, AND XYLENE
Benzene, toluene, ethylbenzene, and xylene (BTEX) y y ( )present two possible problems in gas processing:
environmental concerns and potential freezing in cryogenic units.
In most gas processing plants, BTEX is present in the volatile organic compounds (VOC) that must bethe volatile organic compounds (VOC) that must be controlled to meet EPA clean air regulations.In glycol dehydration, the glycol absorbs someIn glycol dehydration, the glycol absorbs some hydrocarbons as well as water.
BTEX Removal
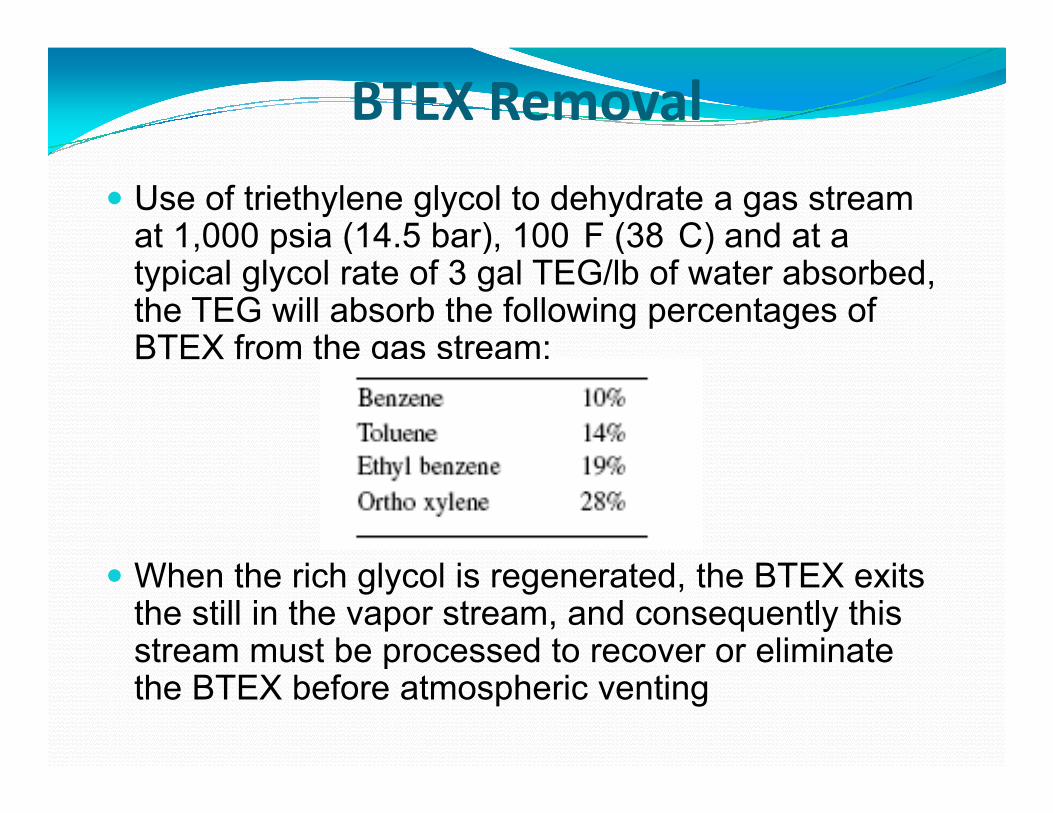
Use of triethylene glycol to dehydrate a gas stream at 1,000 psia (14.5 bar), 100 F (38 C) and at a p ( ) ( )typical glycol rate of 3 gal TEG/lb of water absorbed, the TEG will absorb the following percentages of BTEX from the gas stream:BTEX from the gas stream:
When the rich glycol is regenerated, the BTEX exits the still in the vapor stream, and consequently this stream must be processed to recover or eliminate pthe BTEX before atmospheric venting
The methods presently used to control BTEX emissions to the atmosphere are:p
Adjustment of plant operating conditions to minimize the quantity of BTEX in the glycol absorber off gasBurning of the still off gases before ventingBurning of the still off gases before ventingCondensation of the off gases and recovery of the BTEX as a liquid productAdsorption of the BTEX on a carbon adsorbent
Amine treaters absorb BTEX along with the acid gases. B th id d th BTEX t i d i thBoth acid gases and the BTEX are stripped in the regenerator and, traditionally, either vented if the H2S level is low or sent to a Claus unit for sulfur recoveryy

Related Documents