Tecnología de fresado Tecnologia de fresagem La fresa para el desbaste y acabado Fresa para desbaste e acabamento ¡Una herramienta… Uma ferramenta... …para el desbaste ...para desbaste …y acabado ...e acabamento

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Tecnología de fresadoTecnologia de fresagem
Tecnología de fresadoTecnologia de fresagem
La fresa para el desbaste y acabadoFresa para desbaste e acabamento
¡Una herramienta…Uma ferramenta...
…para el desbaste ...para desbaste
…y acabado...e acabamento
Enorm
Tecnología de fresadoTecnologia de fresagem
2
Breve descripción Breve descrição
La fresa frontal Enorm fue optimizada para la máxima flexibilidad en el mecanizado. Por los ángulos de hélice irregulares se minimizan las vibraciones. El substrato MDI tenaz en conexión con una capa protectora contra el desgaste de alta resistencia al calor garantiza una alta seguridad en proceso y largas duraciones de la herramienta en diferentes materiales. La refrigeración-lubricación interna y opcional evita una obstrucción de virutas durante el fresado de ranuras y aumenta la seguridad de proceso por una evacuación de virutas rápida y segura.
A fresa de topo raso Enorm foi otimizada para a máxima flexibilidade na maquinação. Pelos ângulos de hélice irregulares minimizam-se as vibrações. O substrato MDI tenaz em conexão com uma capa protetora contra o desgaste da alta resistência ao calor garantiza assim uma alta segurança no processo e longa duração da ferramenta em diversos materiais. A refrigeração-lubrificação interna e opcional evita uma obstrução de limalhas durante a fresagem de ranhuras e aumenta a segurança no processo através de uma evacuação de limalhas de rápida e segura.
Ventajas Vantagens
• Dos distintas longitudes de construcción• Bajas fuerzas de mecanizado• Reducida tendencia a vibraciones• Desbaste y acabado• Solución económica• Uso flexible• Está disponible con 4 diferentes radios de esquina• La refrigeración-lubricación interna es opcional
• Dois comprimentos diferentes de construção• Baixas forças de maquinação• Reduzida tendencia à vibrações• Desbaste e acabamento• Solução econômica• Uso flexível• Disponíveis em 4 diferentes raios de canto • A refrigeração-lubrificação interna é opcional
¿Cómo se utiliza la fresa frontal Enorm? Como utilizar a fresa de topo raso Enorm?
La fresa frontal Enorm se puede utilizar en muchos materiales. Su geometría permite también mecanizar materiales tenaces y de viruta larga. Eso hace que la herramienta sea muy económica. Por el filo cortante circunferencial estable y especialmente destalonado por rectificación es posible utilizar sin restricciones la herramienta para el desbaste y acabado en los grupos de materiales indicados.
Pode-se utilizar a fresa de topo raso Enorm em muitos materiais. Sua geometría permite maquinar também materiais tenazes e de limalha longa. Isso faz com que a ferramenta seja muito econômica. Devido ao fio cortante circunferencial estável e radialmente descalonado por retificação é possível utilizar sem restrições a ferramenta para o desbaste e acabamento nos grupos de materiais indicados.
Más información técnica Mais informação técnica
• ¡Siempre provean una buena concentricidad y portaherramientas con alta fuerza de sujeción!
• ¡En caso de altas velocidades de giro (mecanizado HSC) utilicen solamente herramientas con mango cilíndrico y plano (DIN 6535 HA)!
• ¡Para el desbaste (mecanizado HSC) utilicen solamente herramientas con mango cilíndrico con superficie de sujeción lateral (DIN 6535 HB)!
• ¡Antes de sujetar el mango de la herramienta asegúrense limpiar las superficies de sujeción de grasa y aceite!
• ¡Antes de la inmersión debajo de una rampa de 3 a 10º reduzcan el avance a 30 a 50 %!
• ¡En general, un mecanizado en sentido de la rotación de la fresa resulta en una duración aumentada de las herramientas!
• Fornecem sempre uma boa concentricidade e porta-ferramentas com alta força de fixação!
• No caso de altas velocidades de giro (maquinação HSC) utilizem somente herramentas com haste cilíndrica e plana (DIN 6535 HA)!
• Para o desbaste (maquinação HSC) utilizem somente ferramentas com haste cilindrica com superficie de fixação lateral (DIN 6535 HB)!
• Antes de fixar a haste da ferramenta, garantizem-se limpar as superficies de fixação de graxa e óleo!
• Antes de imergir numa rampa de 3 a 10º, reduzir o avance a 30 a 50 %!
• Em geral, uma maquinação no sentido da rotação da fresa resulta numa duração aumentada da ferramenta!
Fresas frontales Enorm Fresas de topo raso Enorm
¡Una herramienta para el desbaste y acabado! Uma ferramenta para desbaste e acabamento!
Tecnología de fresadoTecnologia de fresagem
Tecnología de fresadoTecnologia de fresagem
3
Ejemplos de aplicación
Fresado de cajeras
Tamaño de cajera:Longitud x ancho x prof.:
50 x 70 x 12 mm
Material: Acero de construcción St52 (500 N/mm2)
Herramienta:No. de artículo:
Fresa frontal Enorm ø 10 mm 1917A.010
Refrigeración: Inyector de aire frío 1)
Datos de corte:Velocidad de corte vc:Avance por diente fz:Profundidades de corte ap / ae:
160 m/min0,055 mm12 mm / 7 mm
Un video para este mecanizado encuentran en nuestra página principalwww.emuge-franken.de bajo Media/Downloads
Fresado de ranuras
Tamaño de ranura:Longitud x ancho x prof.:
140 x 10 x 10 mm
Material: Acero de constr. 1.2085 (1100 N/mm2)
Herramienta:No. de artículo:
Fresa frontal Enorm ø 10 mm 1999A.010
Refrigeración: Inyector de aire frío 1)
Datos de corte:Velocidad de corte vc:Avance por diente fz:Profundidades de corte ap / ae:
90 m/min0,035 mm10 mm / 10 mm
Un video para este mecanizado encuentran en nuestra página principalwww.emuge-franken.de bajo Media/Downloads
Fresado de ranuras circulares
Tamaño de ranura:Longitud x ancho x prof.:
150 x 25 x 20 mm
Material: Acero de constr. 1.2312 (1000 N/mm2)
Herramienta:No. de artículo:
Fresa frontal Enorm ø 10 mm 1999A.010
Refrigeración: Inyector de aire frío 1)
Datos de corte:Velocidad de corte vc:Avance por diente fz:Profundidades de corte ap / ae:
140 m/min0,06 mm20 mm / 5 mm
Un video para este mecanizado encuentran en nuestra página principalwww.emuge-franken.de bajo Media/Downloads
Exemplos de aplicação
Fresagem de caixas
Tamanho da caixa:Comprimento x largura x prof.:
50 x 70 x 12 mm
Material: Aço de construção St52 (500 N/mm2)
Ferramenta:Nº de artigo:
Fresa de topo raso Enorm ø 10 mm 1917A.010
Refrigeração: Injetor de ar frio 1)
Dados de corte:Velocidade de corte vc:Avance por dente fz:Profundidades de corte ap / ae:
160 m/min0,055 mm12 mm / 7 mm
Em nossa página principal www.emuge-franken.de encontrão um vídeo para essa maquinação em Media/Downloads
Fresagem de ranhuras
Tamanho da ranhura:Comprimento x largura x prof.:
140 x 10 x 10 mm
Material: Aço de construção 1.2085 (1100 N/mm2)
Ferramenta:Nº de artigo:
Fresa de topo raso Enorm ø 10 mm 1999A.010
Refrigeração: Injetor de ar frio 1)
Dados de corte:Velocidade de corte vc:Avance por dente fz:Profundidades de corte ap / ae:
90 m/min0,035 mm10 mm / 10 mm
Em nossa página principal www.emuge-franken.de encontrão um vídeo para essa maquinação em Media/Downloads
Fresagem de ranhuras circulares
Tamanho da ranhura:Comprimento x largura x prof.:
150 x 25 x 20 mm
Material: Aço de construção 1.2312 (1000 N/mm2)
Ferramenta:Nº de artigo:
Fresa de topo raso Enorm ø 10 mm 1999A.010
Refrigeração: Injetor de ar frio 1)
Dados de corte:Velocidade de corte vc:Avance por dente fz:Profundidades de corte ap / ae:
140 m/min0,06 mm20 mm / 5 mm
Em nossa página principal www.emuge-franken.de encontrão um vídeo para essa maquinação em Media/Downloads
1) El inyector de aire frío encuentran en la página 5 o en el catálogo de herramientas 231 de FRANKEN a partir de la página 402.
1) Na página 5 ou no catálogo de ferramentas 231 de FRANKEN a partir da página 402, encontrarão o injetor de ar frio.
Tecnología de fresadoTecnologia de fresagem
Tecnología de fresadoTecnologia de fresagem
4
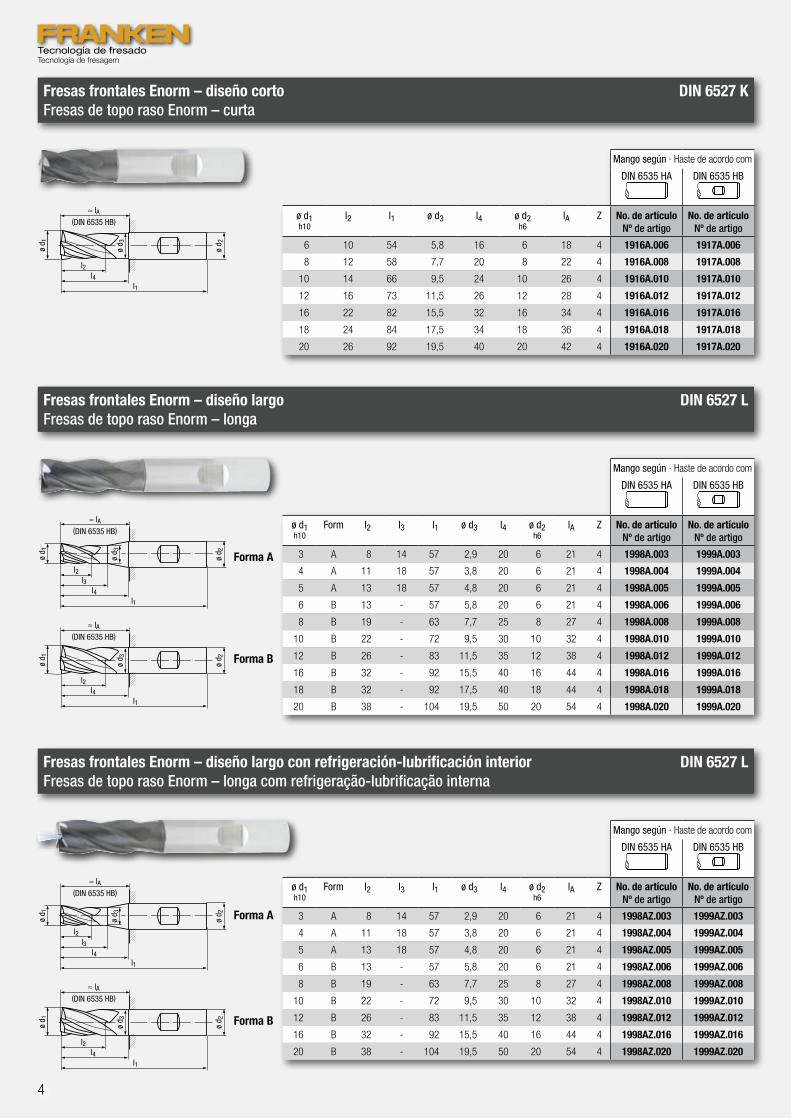
Fresas frontales Enorm – diseño corto DIN 6527 KFresas de topo raso Enorm – curta
Fresas frontales Enorm – diseño largo con refrigeración-lubrificación interior DIN 6527 LFresas de topo raso Enorm – longa com refrigeração-lubrificação interna
Fresas frontales Enorm – diseño largo DIN 6527 LFresas de topo raso Enorm – longa
Mango según · Haste de acordo com
DIN 6535 HA DIN 6535 HB
ø d1h10
Form l2 l3 l1 ø d3 l4 ø d2h6
lA Z No. de artículoNº de artigo
No. de artículoNº de artigo
3 A 8 14 57 2,9 20 6 21 4 1998A.003 1999A.0034 A 11 18 57 3,8 20 6 21 4 1998A.004 1999A.0045 A 13 18 57 4,8 20 6 21 4 1998A.005 1999A.0056 B 13 - 57 5,8 20 6 21 4 1998A.006 1999A.0068 B 19 - 63 7,7 25 8 27 4 1998A.008 1999A.008
10 B 22 - 72 9,5 30 10 32 4 1998A.010 1999A.01012 B 26 - 83 11,5 35 12 38 4 1998A.012 1999A.01216 B 32 - 92 15,5 40 16 44 4 1998A.016 1999A.01618 B 32 - 92 17,5 40 18 44 4 1998A.018 1999A.01820 B 38 - 104 19,5 50 20 54 4 1998A.020 1999A.020
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3 Forma A
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3 Forma B
Mango según · Haste de acordo com
DIN 6535 HA DIN 6535 HB
ø d1h10
Form l2 l3 l1 ø d3 l4 ø d2h6
lA Z No. de artículoNº de artigo
No. de artículoNº de artigo
3 A 8 14 57 2,9 20 6 21 4 1998AZ.003 1999AZ.0034 A 11 18 57 3,8 20 6 21 4 1998AZ.004 1999AZ.0045 A 13 18 57 4,8 20 6 21 4 1998AZ.005 1999AZ.0056 B 13 - 57 5,8 20 6 21 4 1998AZ.006 1999AZ.0068 B 19 - 63 7,7 25 8 27 4 1998AZ.008 1999AZ.008
10 B 22 - 72 9,5 30 10 32 4 1998AZ.010 1999AZ.01012 B 26 - 83 11,5 35 12 38 4 1998AZ.012 1999AZ.01216 B 32 - 92 15,5 40 16 44 4 1998AZ.016 1999AZ.01620 B 38 - 104 19,5 50 20 54 4 1998AZ.020 1999AZ.020
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3 Forma A
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3 Forma B
Mango según · Haste de acordo com
DIN 6535 HA DIN 6535 HB
ø d1h10
l2 l1 ø d3 l4 ø d2h6
lA Z No. de artículoNº de artigo
No. de artículoNº de artigo
6 10 54 5,8 16 6 18 4 1916A.006 1917A.006 8 12 58 7,7 20 8 22 4 1916A.008 1917A.00810 14 66 9,5 24 10 26 4 1916A.010 1917A.01012 16 73 11,5 26 12 28 4 1916A.012 1917A.01216 22 82 15,5 32 16 34 4 1916A.016 1917A.01618 24 84 17,5 34 18 36 4 1916A.018 1917A.01820 26 92 19,5 40 20 42 4 1916A.020 1917A.020
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
Tecnología de fresadoTecnologia de fresagem
Tecnología de fresadoTecnologia de fresagem
5
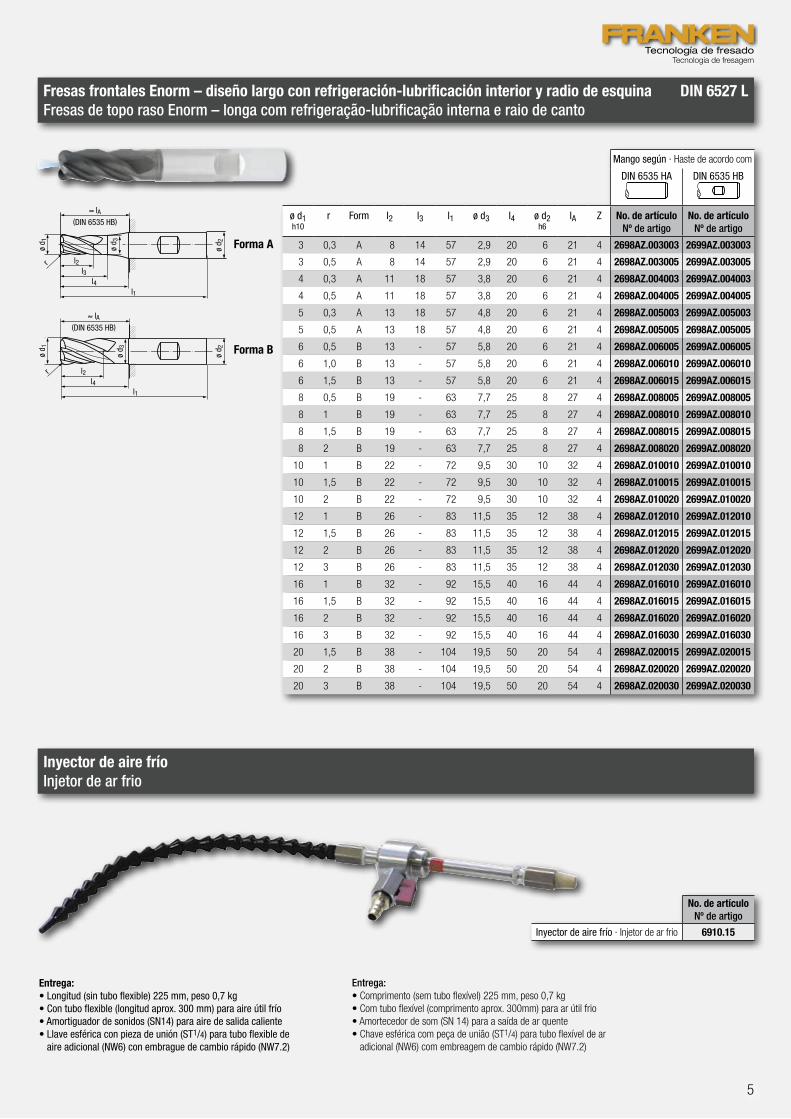
Inyector de aire frío Injetor de ar frio
Fresas frontales Enorm – diseño largo con refrigeración-lubrificación interior y radio de esquina DIN 6527 LFresas de topo raso Enorm – longa com refrigeração-lubrificação interna e raio de canto
Mango según · Haste de acordo com
DIN 6535 HA DIN 6535 HB
ø d1h10
r Form l2 l3 l1 ø d3 l4 ø d2h6
lA Z No. de artículoNº de artigo
No. de artículoNº de artigo
3 0,3 A 8 14 57 2,9 20 6 21 4 2698AZ.003003 2699AZ.0030033 0,5 A 8 14 57 2,9 20 6 21 4 2698AZ.003005 2699AZ.0030054 0,3 A 11 18 57 3,8 20 6 21 4 2698AZ.004003 2699AZ.0040034 0,5 A 11 18 57 3,8 20 6 21 4 2698AZ.004005 2699AZ.0040055 0,3 A 13 18 57 4,8 20 6 21 4 2698AZ.005003 2699AZ.0050035 0,5 A 13 18 57 4,8 20 6 21 4 2698AZ.005005 2698AZ.0050056 0,5 B 13 - 57 5,8 20 6 21 4 2698AZ.006005 2699AZ.0060056 1,0 B 13 - 57 5,8 20 6 21 4 2698AZ.006010 2699AZ.0060106 1,5 B 13 - 57 5,8 20 6 21 4 2698AZ.006015 2699AZ.0060158 0,5 B 19 - 63 7,7 25 8 27 4 2698AZ.008005 2699AZ.0080058 1 B 19 - 63 7,7 25 8 27 4 2698AZ.008010 2699AZ.0080108 1,5 B 19 - 63 7,7 25 8 27 4 2698AZ.008015 2699AZ.0080158 2 B 19 - 63 7,7 25 8 27 4 2698AZ.008020 2699AZ.008020
10 1 B 22 - 72 9,5 30 10 32 4 2698AZ.010010 2699AZ.01001010 1,5 B 22 - 72 9,5 30 10 32 4 2698AZ.010015 2699AZ.01001510 2 B 22 - 72 9,5 30 10 32 4 2698AZ.010020 2699AZ.01002012 1 B 26 - 83 11,5 35 12 38 4 2698AZ.012010 2699AZ.01201012 1,5 B 26 - 83 11,5 35 12 38 4 2698AZ.012015 2699AZ.01201512 2 B 26 - 83 11,5 35 12 38 4 2698AZ.012020 2699AZ.01202012 3 B 26 - 83 11,5 35 12 38 4 2698AZ.012030 2699AZ.01203016 1 B 32 - 92 15,5 40 16 44 4 2698AZ.016010 2699AZ.01601016 1,5 B 32 - 92 15,5 40 16 44 4 2698AZ.016015 2699AZ.01601516 2 B 32 - 92 15,5 40 16 44 4 2698AZ.016020 2699AZ.01602016 3 B 32 - 92 15,5 40 16 44 4 2698AZ.016030 2699AZ.01603020 1,5 B 38 - 104 19,5 50 20 54 4 2698AZ.020015 2699AZ.02001520 2 B 38 - 104 19,5 50 20 54 4 2698AZ.020020 2699AZ.02002020 3 B 38 - 104 19,5 50 20 54 4 2698AZ.020030 2699AZ.020030
r
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
Forma A
r
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3 Forma B
No. de artículoNº de artigo
Inyector de aire frío · Injetor de ar frio 6910.15
Entrega:• Longitud (sin tubo flexible) 225 mm, peso 0,7 kg• Con tubo flexible (longitud aprox. 300 mm) para aire útil frío• Amortiguador de sonidos (SN14) para aire de salida caliente• Llave esférica con pieza de unión (ST1/4) para tubo flexible de
aire adicional (NW6) con embrague de cambio rápido (NW7.2)
Entrega:• Comprimento (sem tubo flexível) 225 mm, peso 0,7 kg• Com tubo flexível (comprimento aprox. 300mm) para ar útil frio• Amortecedor de som (SN 14) para a saída de ar quente• Chave esférica com peça de união (ST1/4) para tubo flexível de ar
adicional (NW6) com embreagem de cambio rápido (NW7.2)
Tecnología de fresadoTecnologia de fresagem
Tecnología de fresadoTecnologia de fresagem
6
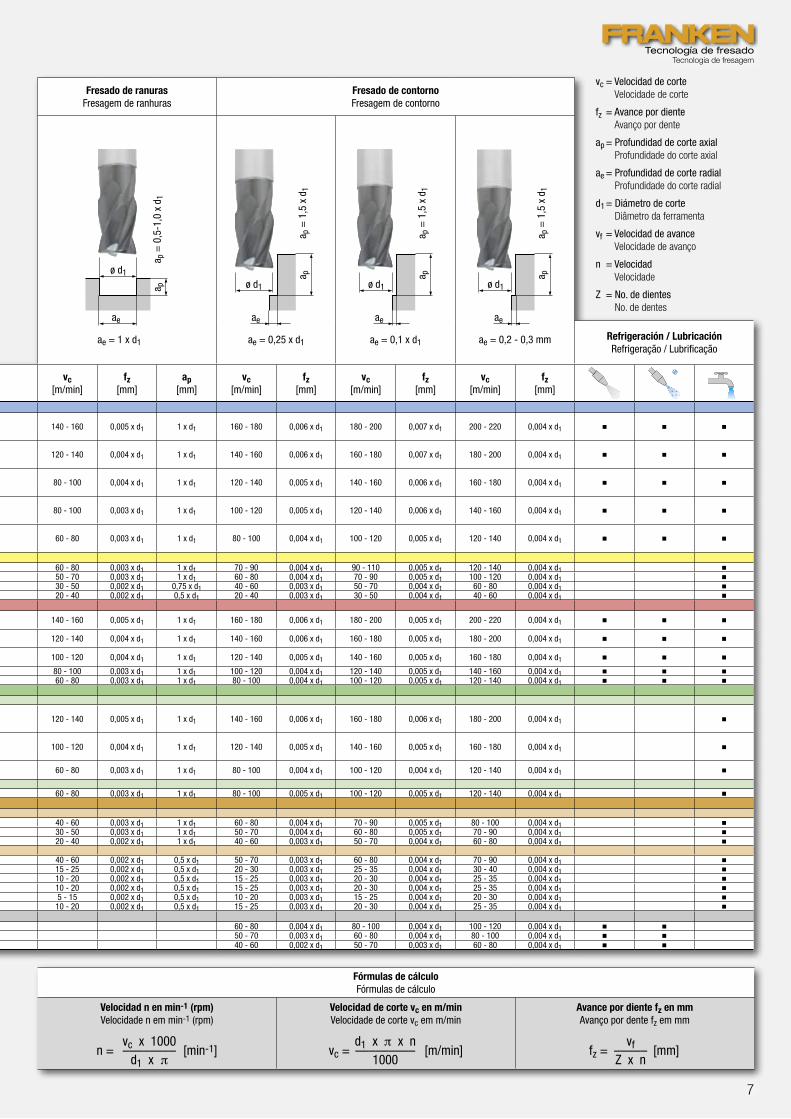
Fresado de ranuras Fresagem de ranhuras
Fresado de contorno Fresagem de contorno
Refrigeración / Lubricación Refrigeração / Lubrificação
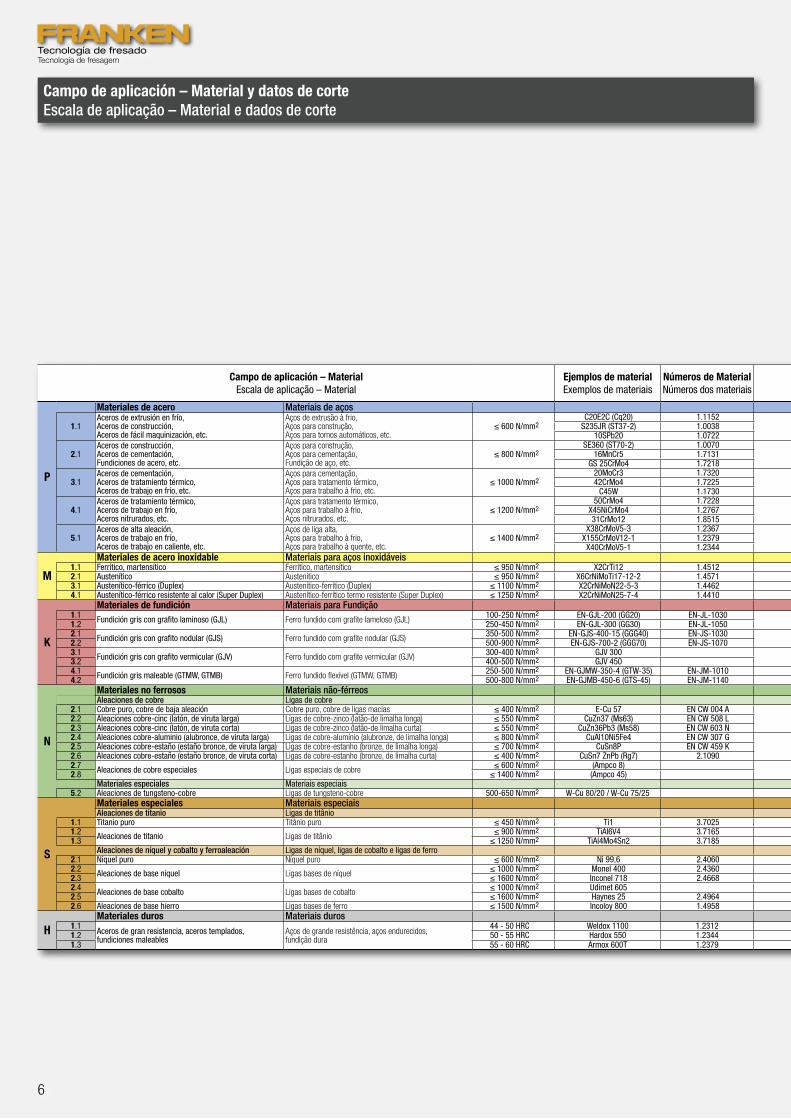
Campo de aplicación – Material Escala de aplicação – Material
Ejemplos de material Exemplos de materiais
Números de Material Números dos materiais
vc [m/min]
fz [mm]
ap [mm]
vc [m/min]
fz [mm]
vc [m/min]
fz [mm]
vc [m/min]
fz [mm]
P
Materiales de acero Materiais de aços
1.1Aceros de extrusión en frío,Aceros de construcción,Aceros de fácil maquinización, etc.
Aços de extrusão à frio, Aços para construção, Aços para tornos automáticos, etc.
≤ 600 N/mm2C20E2C (Cq20) 1.1152
140 - 160 0,005 x d1 1 x d1 160 - 180 0,006 x d1 180 - 200 0,007 x d1 200 - 220 0,004 x d1 ! ! !S235JR (ST37-2) 1.003810SPb20 1.0722
2.1Aceros de construcción,Aceros de cementación,Fundiciones de acero, etc.
Aços para construção, Aços para cementação, Fundição de aço, etc.
≤ 800 N/mm2SE360 (ST70-2) 1.0070
120 - 140 0,004 x d1 1 x d1 140 - 160 0,006 x d1 160 - 180 0,007 x d1 180 - 200 0,004 x d1 ! ! !16MnCr5 1.7131GS 25CrMo4 1.7218
3.1Aceros de cementación,Aceros de tratamiento térmico,Aceros de trabajo en frío, etc.
Aços para cementação, Aços para tratamento térmico, Aços para trabalho à frio, etc.
≤ 1000 N/mm220MoCr3 1.7320
80 - 100 0,004 x d1 1 x d1 120 - 140 0,005 x d1 140 - 160 0,006 x d1 160 - 180 0,004 x d1 ! ! !42CrMo4 1.7225C45W 1.1730
4.1Aceros de tratamiento térmico,Aceros de trabajo en frío,Aceros nitrurados, etc.
Aços para tratamento térmico, Aços para trabalho à frio, Aços nitrurados, etc.
≤ 1200 N/mm250CrMo4 1.7228
80 - 100 0,003 x d1 1 x d1 100 - 120 0,005 x d1 120 - 140 0,006 x d1 140 - 160 0,004 x d1 ! ! !X45NiCrMo4 1.276731CrMo12 1.8515
5.1Aceros de alta aleación,Aceros de trabajo en frío,Aceros de trabajo en caliente, etc.
Aços de liga alta, Aços para trabalho à frio, Aços para trabalho à quente, etc.
≤ 1400 N/mm2X38CrMoV5-3 1.2367
60 - 80 0,003 x d1 1 x d1 80 - 100 0,004 x d1 100 - 120 0,005 x d1 120 - 140 0,004 x d1 ! ! !X155CrMoV12-1 1.2379X40CrMoV5-1 1.2344
MMateriales de acero inoxidable Materiais para aços inoxidáveis
1.1 Ferrítico, martensítico Ferrítico, martensítico ≤ 950 N/mm2 X2CrTi12 1.4512 60 - 80 0,003 x d1 1 x d1 70 - 90 0,004 x d1 90 - 110 0,005 x d1 120 - 140 0,004 x d1 !2.1 Austenítico Austenítico ≤ 950 N/mm2 X6CrNiMoTi17-12-2 1.4571 50 - 70 0,003 x d1 1 x d1 60 - 80 0,004 x d1 70 - 90 0,005 x d1 100 - 120 0,004 x d1 !3.1 Austenítico-férrico (Duplex) Austenítico-ferrítico (Duplex) ≤ 1100 N/mm2 X2CrNiMoN22-5-3 1.4462 30 - 50 0,002 x d1 0,75 x d1 40 - 60 0,003 x d1 50 - 70 0,004 x d1 60 - 80 0,004 x d1 !4.1 Austenítico-férrico resistente al calor (Super Duplex) Austenítico-ferrítico termo resistente (Super Duplex) ≤ 1250 N/mm2 X2CrNiMoN25-7-4 1.4410 20 - 40 0,002 x d1 0,5 x d1 20 - 40 0,003 x d1 30 - 50 0,004 x d1 40 - 60 0,004 x d1 !
K
Materiales de fundición Materiais para Fundição1.1 Fundición gris con grafito laminoso (GJL) Ferro fundido com grafite lameloso (GJL) 100-250 N/mm2 EN-GJL-200 (GG20) EN-JL-1030
140 - 160 0,005 x d1 1 x d1 160 - 180 0,006 x d1 180 - 200 0,005 x d1 200 - 220 0,004 x d1 ! ! !1.2 250-450 N/mm2 EN-GJL-300 (GG30) EN-JL-10502.1 Fundición gris con grafito nodular (GJS) Ferro fundido com grafite nodular (GJS) 350-500 N/mm2 EN-GJS-400-15 (GGG40) EN-JS-1030
120 - 140 0,004 x d1 1 x d1 140 - 160 0,006 x d1 160 - 180 0,005 x d1 180 - 200 0,004 x d1 ! ! !2.2 500-900 N/mm2 EN-GJS-700-2 (GGG70) EN-JS-10703.1 Fundición gris con grafito vermicular (GJV) Ferro fundido com grafite vermicular (GJV) 300-400 N/mm2 GJV 300
100 - 120 0,004 x d1 1 x d1 120 - 140 0,005 x d1 140 - 160 0,005 x d1 160 - 180 0,004 x d1 ! ! !3.2 400-500 N/mm2 GJV 4504.1 Fundición gris maleable (GTMW, GTMB) Ferro fundido flexível (GTMW, GTMB) 250-500 N/mm2 EN-GJMW-350-4 (GTW-35) EN-JM-1010 80 - 100 0,003 x d1 1 x d1 100 - 120 0,004 x d1 120 - 140 0,005 x d1 140 - 160 0,004 x d1 ! ! !4.2 500-800 N/mm2 EN-GJMB-450-6 (GTS-45) EN-JM-1140 60 - 80 0,003 x d1 1 x d1 80 - 100 0,004 x d1 100 - 120 0,005 x d1 120 - 140 0,004 x d1 ! ! !
N
Materiales no ferrosos Materiais não-férreosAleaciones de cobre Ligas de cobre
2.1 Cobre puro, cobre de baja aleación Cobre puro, cobre de ligas macias ≤ 400 N/mm2 E-Cu 57 EN CW 004 A120 - 140 0,005 x d1 1 x d1 140 - 160 0,006 x d1 160 - 180 0,006 x d1 180 - 200 0,004 x d1 !2.2 Aleaciones cobre-cinc (latón, de viruta larga) Ligas de cobre-zinco (latão-de limalha longa) ≤ 550 N/mm2 CuZn37 (Ms63) EN CW 508 L
2.3 Aleaciones cobre-cinc (latón, de viruta corta) Ligas de cobre-zinco (latão-de limalha curta) ≤ 550 N/mm2 CuZn36Pb3 (Ms58) EN CW 603 N2.4 Aleaciones cobre-aluminio (alubronce, de viruta larga) Ligas de cobre-alumínio (alubronze, de limalha longa) ≤ 800 N/mm2 CuAl10Ni5Fe4 EN CW 307 G
100 - 120 0,004 x d1 1 x d1 120 - 140 0,005 x d1 140 - 160 0,005 x d1 160 - 180 0,004 x d1 !2.5 Aleaciones cobre-estaño (estaño bronce, de viruta larga) Ligas de cobre-estanho (bronze, de limalha longa) ≤ 700 N/mm2 CuSn8P EN CW 459 K2.6 Aleaciones cobre-estaño (estaño bronce, de viruta corta) Ligas de cobre-estanho (bronze, de limalha curta) ≤ 400 N/mm2 CuSn7 ZnPb (Rg7) 2.10902.7 Aleaciones de cobre especiales Ligas especiais de cobre ≤ 600 N/mm2 (Ampco 8)
60 - 80 0,003 x d1 1 x d1 80 - 100 0,004 x d1 100 - 120 0,004 x d1 120 - 140 0,004 x d1 !2.8 ≤ 1400 N/mm2 (Ampco 45)Materiales especiales Materiais especiais
5.2 Aleaciones de tungsteno-cobre Ligas de tungsteno-cobre 500-650 N/mm2 W-Cu 80/20 / W-Cu 75/25 60 - 80 0,003 x d1 1 x d1 80 - 100 0,005 x d1 100 - 120 0,005 x d1 120 - 140 0,004 x d1 !
S
Materiales especiales Materiais especiaisAleaciones de titanio Ligas de titânio
1.1 Titanio puro Titânio puro ≤ 450 N/mm2 Ti1 3.7025 40 - 60 0,003 x d1 1 x d1 60 - 80 0,004 x d1 70 - 90 0,005 x d1 80 - 100 0,004 x d1 !1.2 Aleaciones de titanio Ligas de titânio ≤ 900 N/mm2 TiAl6V4 3.7165 30 - 50 0,003 x d1 1 x d1 50 - 70 0,004 x d1 60 - 80 0,005 x d1 70 - 90 0,004 x d1 !1.3 ≤ 1250 N/mm2 TiAl4Mo4Sn2 3.7185 20 - 40 0,002 x d1 1 x d1 40 - 60 0,003 x d1 50 - 70 0,004 x d1 60 - 80 0,004 x d1 !
Aleaciones de níquel y cobalto y ferroaleación Ligas de níquel, ligas de cobalto e ligas de ferro2.1 Níquel puro Níquel puro ≤ 600 N/mm2 Ni 99,6 2.4060 40 - 60 0,002 x d1 0,5 x d1 50 - 70 0,003 x d1 60 - 80 0,004 x d1 70 - 90 0,004 x d1 !2.2 Aleaciones de base níquel Ligas bases de níquel ≤ 1000 N/mm2 Monel 400 2.4360 15 - 25 0,002 x d1 0,5 x d1 20 - 30 0,003 x d1 25 - 35 0,004 x d1 30 - 40 0,004 x d1 !2.3 ≤ 1600 N/mm2 Inconel 718 2.4668 10 - 20 0,002 x d1 0,5 x d1 15 - 25 0,003 x d1 20 - 30 0,004 x d1 25 - 35 0,004 x d1 !2.4 Aleaciones de base cobalto Ligas bases de cobalto ≤ 1000 N/mm2 Udimet 605 10 - 20 0,002 x d1 0,5 x d1 15 - 25 0,003 x d1 20 - 30 0,004 x d1 25 - 35 0,004 x d1 !2.5 ≤ 1600 N/mm2 Haynes 25 2.4964 5 - 15 0,002 x d1 0,5 x d1 10 - 20 0,003 x d1 15 - 25 0,004 x d1 20 - 30 0,004 x d1 !2.6 Aleaciones de base hierro Ligas bases de ferro ≤ 1500 N/mm2 Incoloy 800 1.4958 10 - 20 0,002 x d1 0,5 x d1 15 - 25 0,003 x d1 20 - 30 0,004 x d1 25 - 35 0,004 x d1 !
HMateriales duros Materiais duros
1.1Aceros de gran resistencia, aceros templados, fundiciones maleables
Aços de grande resistência, aços endurecidos, fundição dura
44 - 50 HRC Weldox 1100 1.2312 60 - 80 0,004 x d1 80 - 100 0,004 x d1 100 - 120 0,004 x d1 ! !1.2 50 - 55 HRC Hardox 550 1.2344 50 - 70 0,003 x d1 60 - 80 0,004 x d1 80 - 100 0,004 x d1 ! !1.3 55 - 60 HRC Armox 600T 1.2379 40 - 60 0,002 x d1 50 - 70 0,003 x d1 60 - 80 0,004 x d1 ! !
Campo de aplicación – Material y datos de corte Escala de aplicação – Material e dados de corte
Tecnología de fresadoTecnologia de fresagem
Tecnología de fresadoTecnologia de fresagem
7
Fresado de ranuras Fresagem de ranhuras
Fresado de contorno Fresagem de contorno
ae = 1 x d1
a p =
0,5
-1,0
x d
1
ø d1
a p
ae
a pae
ø d1
a p =
1,5
x d
1
ae = 0,25 x d1 ae = 0,1 x d1
a p =
1,5
x d
1a p
ae
ø d1
ae = 0,2 - 0,3 mm
a p =
1,5
x d
1a p
ae
ø d1
Refrigeración / Lubricación Refrigeração / Lubrificação
Campo de aplicación – Material Escala de aplicação – Material
Ejemplos de material Exemplos de materiais
Números de Material Números dos materiais
vc [m/min]
fz [mm]
ap [mm]
vc [m/min]
fz [mm]
vc [m/min]
fz [mm]
vc [m/min]
fz [mm]
P
Materiales de acero Materiais de aços
1.1Aceros de extrusión en frío,Aceros de construcción,Aceros de fácil maquinización, etc.
Aços de extrusão à frio, Aços para construção, Aços para tornos automáticos, etc.
≤ 600 N/mm2C20E2C (Cq20) 1.1152
140 - 160 0,005 x d1 1 x d1 160 - 180 0,006 x d1 180 - 200 0,007 x d1 200 - 220 0,004 x d1 ! ! !S235JR (ST37-2) 1.003810SPb20 1.0722
2.1Aceros de construcción,Aceros de cementación,Fundiciones de acero, etc.
Aços para construção, Aços para cementação, Fundição de aço, etc.
≤ 800 N/mm2SE360 (ST70-2) 1.0070
120 - 140 0,004 x d1 1 x d1 140 - 160 0,006 x d1 160 - 180 0,007 x d1 180 - 200 0,004 x d1 ! ! !16MnCr5 1.7131GS 25CrMo4 1.7218
3.1Aceros de cementación,Aceros de tratamiento térmico,Aceros de trabajo en frío, etc.
Aços para cementação, Aços para tratamento térmico, Aços para trabalho à frio, etc.
≤ 1000 N/mm220MoCr3 1.7320
80 - 100 0,004 x d1 1 x d1 120 - 140 0,005 x d1 140 - 160 0,006 x d1 160 - 180 0,004 x d1 ! ! !42CrMo4 1.7225C45W 1.1730
4.1Aceros de tratamiento térmico,Aceros de trabajo en frío,Aceros nitrurados, etc.
Aços para tratamento térmico, Aços para trabalho à frio, Aços nitrurados, etc.
≤ 1200 N/mm250CrMo4 1.7228
80 - 100 0,003 x d1 1 x d1 100 - 120 0,005 x d1 120 - 140 0,006 x d1 140 - 160 0,004 x d1 ! ! !X45NiCrMo4 1.276731CrMo12 1.8515
5.1Aceros de alta aleación,Aceros de trabajo en frío,Aceros de trabajo en caliente, etc.
Aços de liga alta, Aços para trabalho à frio, Aços para trabalho à quente, etc.
≤ 1400 N/mm2X38CrMoV5-3 1.2367
60 - 80 0,003 x d1 1 x d1 80 - 100 0,004 x d1 100 - 120 0,005 x d1 120 - 140 0,004 x d1 ! ! !X155CrMoV12-1 1.2379X40CrMoV5-1 1.2344
MMateriales de acero inoxidable Materiais para aços inoxidáveis
1.1 Ferrítico, martensítico Ferrítico, martensítico ≤ 950 N/mm2 X2CrTi12 1.4512 60 - 80 0,003 x d1 1 x d1 70 - 90 0,004 x d1 90 - 110 0,005 x d1 120 - 140 0,004 x d1 !2.1 Austenítico Austenítico ≤ 950 N/mm2 X6CrNiMoTi17-12-2 1.4571 50 - 70 0,003 x d1 1 x d1 60 - 80 0,004 x d1 70 - 90 0,005 x d1 100 - 120 0,004 x d1 !3.1 Austenítico-férrico (Duplex) Austenítico-ferrítico (Duplex) ≤ 1100 N/mm2 X2CrNiMoN22-5-3 1.4462 30 - 50 0,002 x d1 0,75 x d1 40 - 60 0,003 x d1 50 - 70 0,004 x d1 60 - 80 0,004 x d1 !4.1 Austenítico-férrico resistente al calor (Super Duplex) Austenítico-ferrítico termo resistente (Super Duplex) ≤ 1250 N/mm2 X2CrNiMoN25-7-4 1.4410 20 - 40 0,002 x d1 0,5 x d1 20 - 40 0,003 x d1 30 - 50 0,004 x d1 40 - 60 0,004 x d1 !
K
Materiales de fundición Materiais para Fundição1.1 Fundición gris con grafito laminoso (GJL) Ferro fundido com grafite lameloso (GJL) 100-250 N/mm2 EN-GJL-200 (GG20) EN-JL-1030
140 - 160 0,005 x d1 1 x d1 160 - 180 0,006 x d1 180 - 200 0,005 x d1 200 - 220 0,004 x d1 ! ! !1.2 250-450 N/mm2 EN-GJL-300 (GG30) EN-JL-10502.1 Fundición gris con grafito nodular (GJS) Ferro fundido com grafite nodular (GJS) 350-500 N/mm2 EN-GJS-400-15 (GGG40) EN-JS-1030
120 - 140 0,004 x d1 1 x d1 140 - 160 0,006 x d1 160 - 180 0,005 x d1 180 - 200 0,004 x d1 ! ! !2.2 500-900 N/mm2 EN-GJS-700-2 (GGG70) EN-JS-10703.1 Fundición gris con grafito vermicular (GJV) Ferro fundido com grafite vermicular (GJV) 300-400 N/mm2 GJV 300
100 - 120 0,004 x d1 1 x d1 120 - 140 0,005 x d1 140 - 160 0,005 x d1 160 - 180 0,004 x d1 ! ! !3.2 400-500 N/mm2 GJV 4504.1 Fundición gris maleable (GTMW, GTMB) Ferro fundido flexível (GTMW, GTMB) 250-500 N/mm2 EN-GJMW-350-4 (GTW-35) EN-JM-1010 80 - 100 0,003 x d1 1 x d1 100 - 120 0,004 x d1 120 - 140 0,005 x d1 140 - 160 0,004 x d1 ! ! !4.2 500-800 N/mm2 EN-GJMB-450-6 (GTS-45) EN-JM-1140 60 - 80 0,003 x d1 1 x d1 80 - 100 0,004 x d1 100 - 120 0,005 x d1 120 - 140 0,004 x d1 ! ! !
N
Materiales no ferrosos Materiais não-férreosAleaciones de cobre Ligas de cobre
2.1 Cobre puro, cobre de baja aleación Cobre puro, cobre de ligas macias ≤ 400 N/mm2 E-Cu 57 EN CW 004 A120 - 140 0,005 x d1 1 x d1 140 - 160 0,006 x d1 160 - 180 0,006 x d1 180 - 200 0,004 x d1 !2.2 Aleaciones cobre-cinc (latón, de viruta larga) Ligas de cobre-zinco (latão-de limalha longa) ≤ 550 N/mm2 CuZn37 (Ms63) EN CW 508 L
2.3 Aleaciones cobre-cinc (latón, de viruta corta) Ligas de cobre-zinco (latão-de limalha curta) ≤ 550 N/mm2 CuZn36Pb3 (Ms58) EN CW 603 N2.4 Aleaciones cobre-aluminio (alubronce, de viruta larga) Ligas de cobre-alumínio (alubronze, de limalha longa) ≤ 800 N/mm2 CuAl10Ni5Fe4 EN CW 307 G
100 - 120 0,004 x d1 1 x d1 120 - 140 0,005 x d1 140 - 160 0,005 x d1 160 - 180 0,004 x d1 !2.5 Aleaciones cobre-estaño (estaño bronce, de viruta larga) Ligas de cobre-estanho (bronze, de limalha longa) ≤ 700 N/mm2 CuSn8P EN CW 459 K2.6 Aleaciones cobre-estaño (estaño bronce, de viruta corta) Ligas de cobre-estanho (bronze, de limalha curta) ≤ 400 N/mm2 CuSn7 ZnPb (Rg7) 2.10902.7 Aleaciones de cobre especiales Ligas especiais de cobre ≤ 600 N/mm2 (Ampco 8)
60 - 80 0,003 x d1 1 x d1 80 - 100 0,004 x d1 100 - 120 0,004 x d1 120 - 140 0,004 x d1 !2.8 ≤ 1400 N/mm2 (Ampco 45)Materiales especiales Materiais especiais
5.2 Aleaciones de tungsteno-cobre Ligas de tungsteno-cobre 500-650 N/mm2 W-Cu 80/20 / W-Cu 75/25 60 - 80 0,003 x d1 1 x d1 80 - 100 0,005 x d1 100 - 120 0,005 x d1 120 - 140 0,004 x d1 !
S
Materiales especiales Materiais especiaisAleaciones de titanio Ligas de titânio
1.1 Titanio puro Titânio puro ≤ 450 N/mm2 Ti1 3.7025 40 - 60 0,003 x d1 1 x d1 60 - 80 0,004 x d1 70 - 90 0,005 x d1 80 - 100 0,004 x d1 !1.2 Aleaciones de titanio Ligas de titânio ≤ 900 N/mm2 TiAl6V4 3.7165 30 - 50 0,003 x d1 1 x d1 50 - 70 0,004 x d1 60 - 80 0,005 x d1 70 - 90 0,004 x d1 !1.3 ≤ 1250 N/mm2 TiAl4Mo4Sn2 3.7185 20 - 40 0,002 x d1 1 x d1 40 - 60 0,003 x d1 50 - 70 0,004 x d1 60 - 80 0,004 x d1 !
Aleaciones de níquel y cobalto y ferroaleación Ligas de níquel, ligas de cobalto e ligas de ferro2.1 Níquel puro Níquel puro ≤ 600 N/mm2 Ni 99,6 2.4060 40 - 60 0,002 x d1 0,5 x d1 50 - 70 0,003 x d1 60 - 80 0,004 x d1 70 - 90 0,004 x d1 !2.2 Aleaciones de base níquel Ligas bases de níquel ≤ 1000 N/mm2 Monel 400 2.4360 15 - 25 0,002 x d1 0,5 x d1 20 - 30 0,003 x d1 25 - 35 0,004 x d1 30 - 40 0,004 x d1 !2.3 ≤ 1600 N/mm2 Inconel 718 2.4668 10 - 20 0,002 x d1 0,5 x d1 15 - 25 0,003 x d1 20 - 30 0,004 x d1 25 - 35 0,004 x d1 !2.4 Aleaciones de base cobalto Ligas bases de cobalto ≤ 1000 N/mm2 Udimet 605 10 - 20 0,002 x d1 0,5 x d1 15 - 25 0,003 x d1 20 - 30 0,004 x d1 25 - 35 0,004 x d1 !2.5 ≤ 1600 N/mm2 Haynes 25 2.4964 5 - 15 0,002 x d1 0,5 x d1 10 - 20 0,003 x d1 15 - 25 0,004 x d1 20 - 30 0,004 x d1 !2.6 Aleaciones de base hierro Ligas bases de ferro ≤ 1500 N/mm2 Incoloy 800 1.4958 10 - 20 0,002 x d1 0,5 x d1 15 - 25 0,003 x d1 20 - 30 0,004 x d1 25 - 35 0,004 x d1 !
HMateriales duros Materiais duros
1.1Aceros de gran resistencia, aceros templados, fundiciones maleables
Aços de grande resistência, aços endurecidos, fundição dura
44 - 50 HRC Weldox 1100 1.2312 60 - 80 0,004 x d1 80 - 100 0,004 x d1 100 - 120 0,004 x d1 ! !1.2 50 - 55 HRC Hardox 550 1.2344 50 - 70 0,003 x d1 60 - 80 0,004 x d1 80 - 100 0,004 x d1 ! !1.3 55 - 60 HRC Armox 600T 1.2379 40 - 60 0,002 x d1 50 - 70 0,003 x d1 60 - 80 0,004 x d1 ! !
Tecnología de fresadoTecnologia de fresagem
Fórmulas de cálculo Fórmulas de cálculo
Velocidad n en min-1 (rpm) Velocidade n em min-1 (rpm)
Velocidad de corte vc en m/min Velocidade de corte vc em m/min
Avance por diente fz en mm Avanço por dente fz em mm
vc x 1000n = –––––––– [min-1] d1 x p
d1 x p x nvc = ––––––––– [m/min] 1000
vffz = ––––– [mm] Z x n
vc = Velocidad de corte Velocidade de corte
fz = Avance por diente Avanço por dente
ap = Profundidad de corte axial Profundidade do corte axial
ae = Profundidad de corte radial Profundidade do corte radial
d1 = Diámetro de corte Diâmetro da ferramenta
vf = Velocidad de avance Velocidade de avanço
n = Velocidad Velocidade
Z = No. de dientes No. de dentes

ZP20
056
. ESP
T 8
H 08
2010
Fl ·
Rev
. C
Prin
ted
in G
erm
any
EMUGE Präzisionswerkzeuge GmbHSt. Florian, Austria Tel. +43-7224-80001 Fax +43-7224-80004 [email protected] www.emuge-franken.at
Representative for Belgium:EMUGE-FRANKEN B.V.Huissen, Netherlands Tel. +31-26-3259020 Fax +31-26-3255219 [email protected] www.emuge-franken.nl
EMUGE-FRANKEN Ferramentas de Precisão Ltda.São Paulo, Brazil Tel. +55-11-3805-5066 Fax +55-11-2275-7933 [email protected] www.emuge-franken.com.br
Representative for Canada:EMUGE Corp.West Boylston, USA Tel. +1-508-595-3600 Fax +1-508-595-3650 [email protected] www.emuge.com
EMUGE-FRANKEN Precision Tools (Suzhou) Co. Ltd.Suzhou, China Tel. +86-512-62860560 Fax +86-512-62860561 [email protected] www.emuge-franken.com.cn
EMUGE-FRANKEN servisní centrum, s.r.o.Brno-Líšeň, Czech Republic Tel. +420-5-44423261 Fax +420-5-44233798 [email protected] www.emugefranken.cz
EMUGE-FRANKEN ABKøbenhavn, Denmark Tel. +45-70-257220 Fax +45-70-257221 [email protected] www.emuge-franken.dk
EMUGE-FRANKEN ABHelsinki, Finland Tel. +35-8-207415740 Fax +35-8-207415749 [email protected] www.emuge-franken.fi
EMUGE SARLSaint Denis Cedex, France Tel. +33-1-55872222 Fax +33-1-55872229 [email protected] www.emuge.fr
EMUGE U.K. LimitedRotherham, Great Britain Tel. +44-1709-364494 Fax +44-1709-364540 [email protected] www.emuge-uk.co.uk
EFT Szerszámok és Technológiák Magyarország Kft.Budaörs, Hungary Tel. +36-23-500041 Fax +36-23-500462 [email protected] www.emuge-franken.hu
EMUGE India Pvt. Ltd.Pune, India Tel. +91-20-24384941 Fax +91-20-24384028 [email protected] www.emugeindia.com
EMUGE-FRANKEN S. r. l.Milano, Italy Tel. +39-02-39324402 Fax +39-02-39317407 [email protected] www.emuge-franken.it
EMUGE-FRANKEN K. K.Yokohamashi, Japan Tel. +81-45-9457831 Fax +81-45-9457832 [email protected] www.emuge.jp
Representative for Luxembourg:Dirk Gerson OttoBüttelborn, Germany Tel. +49-6152-910330 Fax +49-6152-910331 [email protected] www.emuge-franken.com
EMUGE-FRANKEN S.A. de C.V.Querétaro, Mexico Tel. +52-442-209-5168 Fax +52-442-209-5042 [email protected] www.emuge-franken.com.mx
EMUGE-FRANKEN (Malaysia) SDN BHDSelangor Darul Ehsan, Malaysia Tel. +60-3-56366407 Fax +60-3-56366405 [email protected] www.eureka.com.sg
EMUGE-FRANKEN B.V.Huissen, Netherlands Tel. +31-26-3259020 Fax +31-26-3255219 [email protected] www.emuge-franken.nl
E-F Teknikk AS Ålesund, Norway Tel. +47-70169870 Fax +47-70169872 [email protected] www.emuge.no
EMUGE-FRANKEN TechnikWarszawa, Poland Tel. +48-22-8796731 Fax +48-22-8796760 [email protected] www.emuge-franken.com.pl
EMUGE-FRANKEN Repres. Permanente em PortugalLisboa, Portugal Tel. +351-213146314 Fax +351-213526092 [email protected] www.emuge-franken.com
EMUGE-FRANKEN Tools Romania SRLCluj-Napoca, Romania Tel. +40-264-597600 Fax +40-364-885544 [email protected] www.emuge.ro
OOO EMUGE-FRANKEN Saint-Petersburg, RussiaTel. +7-812-3193019 Fax +7-812-3193018 [email protected] www.emuge-franken.ru
EMUGE-FRANKEN Tooling Service d.o.o.Senta, Serbia Tel. +381-24-817000 Fax +381-24-817000 [email protected] www.emuge-franken.com
Eureka Tools Pte Ltd.SingaporeTel. +65-6-8745781 Fax +65-6-8745782 [email protected] www.eureka.com.sg
EMUGE-FRANKEN nástroje spol. s.r.o.Bratislava, Slovak Republic Tel. +421-2-6453-6635 Fax +421-2-6453-6636 [email protected] www.emuge.sk
EMUGE-FRANKEN tehnika d.o.o.Ljubljana, Slovenia Tel. +386-1-4301040 Fax +386-1-2314051 [email protected] www.emuge-franken.com
EMUGE S.A. (Pty.) Ltd.Edenvale, South Africa Tel. +27-11-452-8510/1/2/3/4 Fax +27-11-452-8087 [email protected] www.emuge-franken.com
EMUGE-FRANKEN, S.L.Sant Joan Despí, Spain Tel. +34-93-4774690 Fax +34-93-3738765 [email protected] www.emuge-franken.com
EMUGE-FRANKEN ABÖrebro, Sweden Tel. +46-19-245000 Fax +46-19-245005 [email protected] www.emuge-franken.se
RIWAG Präzisionswerkzeuge AGAdligenswil, Switzerland Tel. +41-41-3756600 Fax +41-41-3756601 [email protected] www.riwag-schweiz.ch
EMUGE-FRANKEN (Thailand) Co., Ltd.Bangkok, Thailand Tel. +66-2-559-2036,(-8) Fax +66-2-530-7304 [email protected] www.emuge-franken.com
EMUGE-FRANKEN Hassas Kesici Takım San. Ltd. Şti.İstanbul, Turkey Tel. +90-216-455-1272 Fax +90-216-455-6210 [email protected] www.emuge-franken.com/tr/
EMUGE Corp.West Boylston, USA Tel. +1-508-595-3600
+1-800-323-3013Fax +1-508-595-3650 [email protected] www.emuge.com
VIATHanoi, VietnamTel. +84-4-5333120 Fax +84-4-5333215 [email protected] www.emuge-franken.com
Weitere Vertriebspartner finden Sie auf www.emuge-franken.com
Please see www.emuge-franken.com for further sales partners
EMUGE-Werk Richard Glimpel GmbH & Co. KG Fabrik für PräzisionswerkzeugeNürnberger Straße 96-100 · 91207 Lauf · GERMANY Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313
[email protected] www.emuge.de
FRANKEN GmbH & Co. KG Fabrik für PräzisionswerkzeugeFrankenstraße 7/9a · 90607 Rückersdorf · GERMANY Tel. +49 (0) 911 / 9575-5 · Fax +49 (0) 911 / 9575-327
[email protected] www.emuge-franken.de · www.frankentechnik.de
Related Documents











