TBWG and Solid Breeder TBM DDD Report including R&D Alice Ying March 4, 2005 US ITER-TBM Meeting, UCLA

TBWG and Solid Breeder TBM DDD Report including R&D
Jan 03, 2016
TBWG and Solid Breeder TBM DDD Report including R&D. Alice Ying March 4, 2005 US ITER-TBM Meeting, UCLA. Content & Format of TBM Detailed Description Document (DDD). Summary Functions and Requirements Functions - PowerPoint PPT Presentation
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
TBWG and Solid Breeder TBM DDD Report including R&D
Alice Ying
March 4, 2005
US ITER-TBM Meeting, UCLA
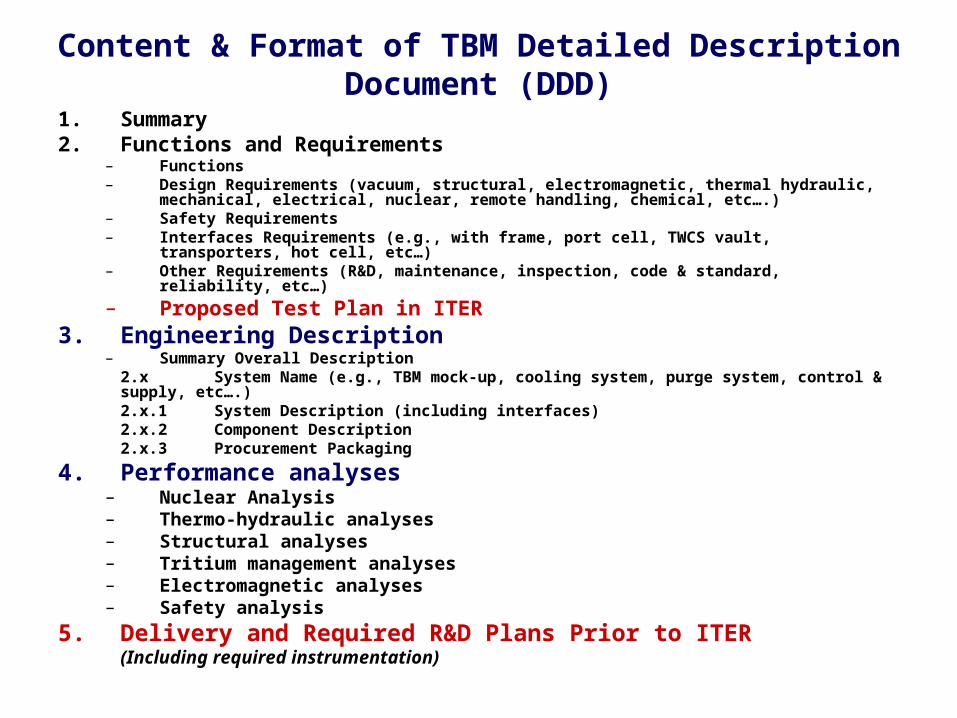
Content & Format of TBM Detailed Description Document (DDD)
1. Summary2. Functions and Requirements
– Functions– Design Requirements (vacuum, structural, electromagnetic, thermal hydraulic, mechanical,
electrical, nuclear, remote handling, chemical, etc….)– Safety Requirements– Interfaces Requirements (e.g., with frame, port cell, TWCS vault, transporters, hot cell, etc…)– Other Requirements (R&D, maintenance, inspection, code & standard, reliability, etc…)
– Proposed Test Plan in ITER3. Engineering Description
– Summary Overall Description2.x System Name (e.g., TBM mock-up, cooling system, purge system, control & supply, etc….)
2.x.1 System Description (including interfaces)2.x.2 Component Description2.x.3 Procurement Packaging
4. Performance analyses– Nuclear Analysis– Thermo-hydraulic analyses– Structural analyses– Tritium management analyses– Electromagnetic analyses– Safety analysis
5. Delivery and Required R&D Plans Prior to ITER(Including required instrumentation)
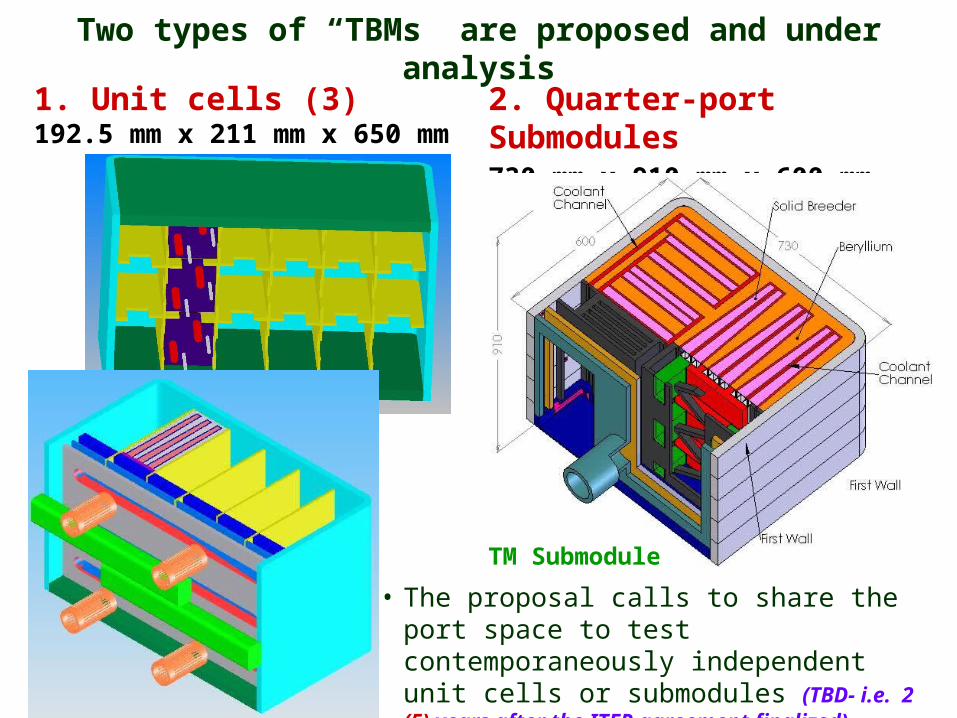
Two types of “TBMs” are proposed and under analysis
1. Unit cells (3)192.5 mm x 211 mm x 650
mm
2. Quarter-port Submodules730 mm x 910 mm x 600 mm
• The proposal calls to share the port space to test contemporaneously independent unit cells or submodules (TBD- i.e. 2 (5) years after the ITER agreement finalized)
TM Submodule
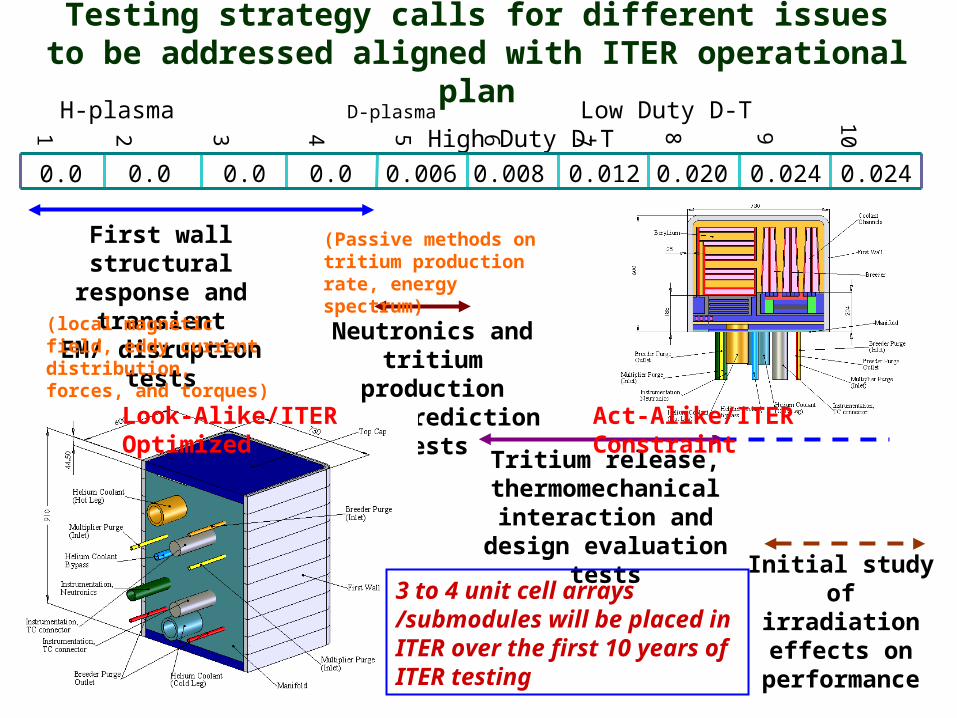
Testing strategy calls for different issues to be addressed aligned with ITER operational plan
H-plasma D-plasma Low Duty D-T High Duty D-T 1098654321 7
0.0 0.0 0.0 0.0 0.006 0.008 0.012 0.020 0.024 0.024
First wall structuralresponse and transient
EM/ disruption tests
Neutronics andtritium production
rate prediction tests
Tritium release,thermomechanical
interaction anddesign evaluation tests
Initial study ofirradiationeffects on
performance
(local magnetic field, eddy current distribution, forces, and torques)
(Passive methods on tritium production rate, energy spectrum)
Look-Alike/ITER Optimized
Act-Alike/ITER Constraint
3 to 4 unit cell arrays /submodules will be placed in ITER over the first 10 years of ITER testing

Types of Unit Cells
Unit cell designed for thermomechanics and tritium release
testsUnit cell designed for Neutronics tests
Earlier DT Year 5 DT Year 6-8
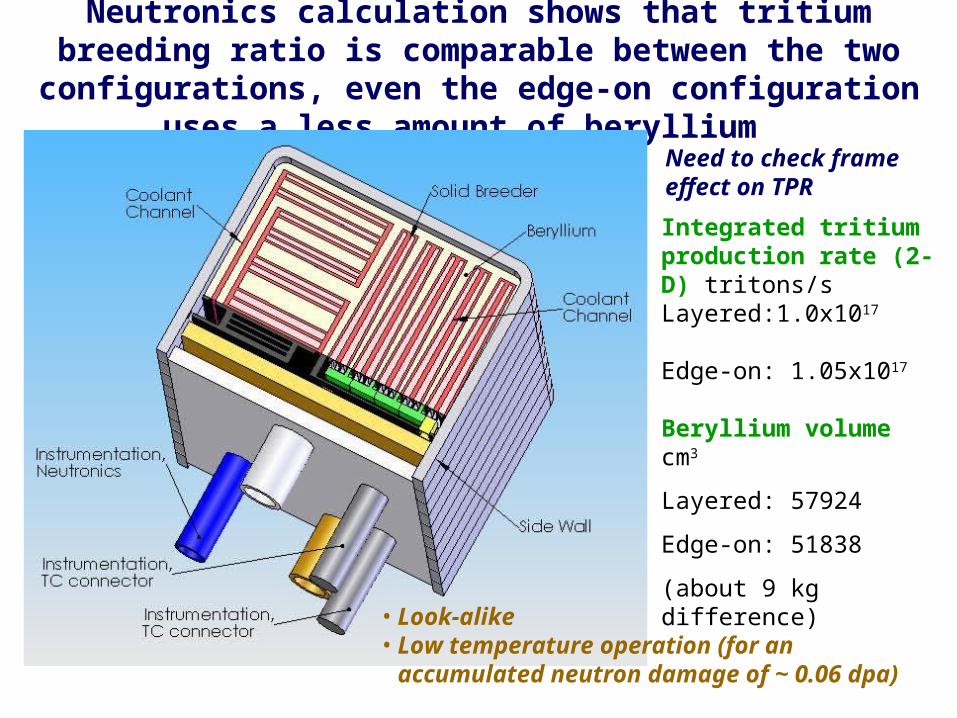
Neutronics calculation shows that tritium breeding ratio is comparable between the two configurations, even the
edge-on configuration uses a less amount of beryllium
Integrated tritium production rate (2-D) tritons/sLayered:1.0x1017
Edge-on: 1.05x1017
Beryllium volume cm3
Layered: 57924
Edge-on: 51838
(about 9 kg difference)
Need to check frame effect on TPR
• Look-alike • Low temperature operation (for an
accumulated neutron damage of ~ 0.06 dpa)

TBM proposed at the moment for the HCSB line
EU HCPB
RF SBHC
JA HCSB
KO-SBHC
CHN SBHC
US SBHC
Common manifold
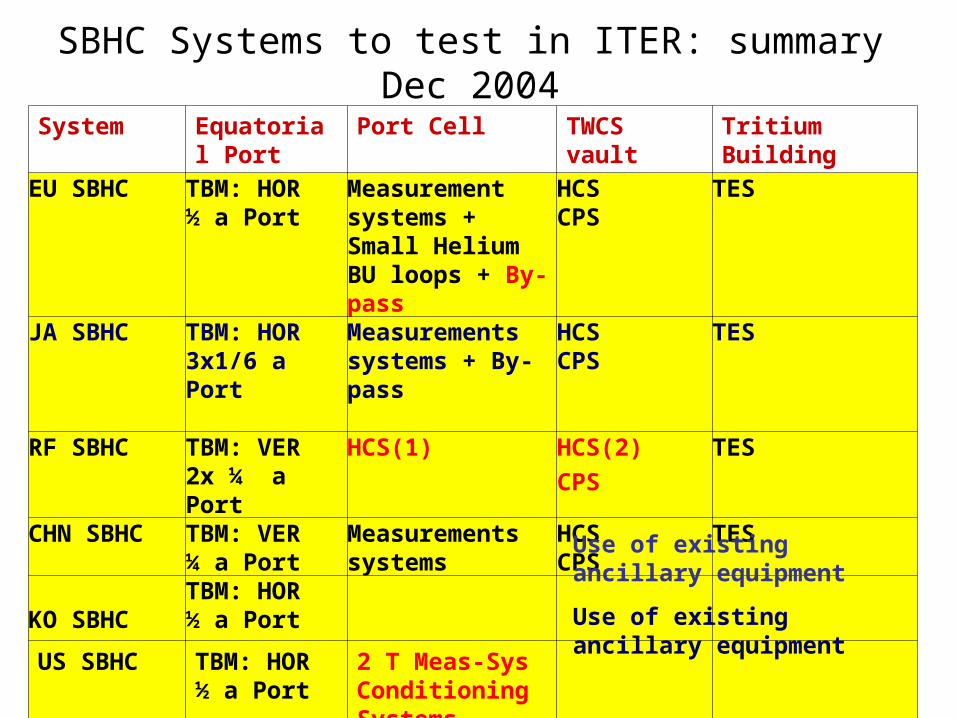
SBHC Systems to test in ITER: summary Dec 2004
System Equatorial Port
Port Cell TWCS vault Tritium Building
EU SBHC TBM: HOR ½ a Port
Measurement systems + Small Helium BU loops + By-pass
HCSCPS
TES
JA SBHC TBM: HOR 3x1/6 a Port
Measurements systems + By-pass
HCSCPS
TES
RF SBHC TBM: VER2x ¼ a Port
HCS(1) HCS(2)
CPS
TES
CHN SBHC TBM: VER¼ a Port
Measurements systems
HCSCPS
TES
KO SBHCTBM: HOR½ a Port
US SBHC TBM: HOR½ a Port
2 T Meas-SysConditioning Systems
Use of existing ancillary equipment
Use of existing ancillary equipment
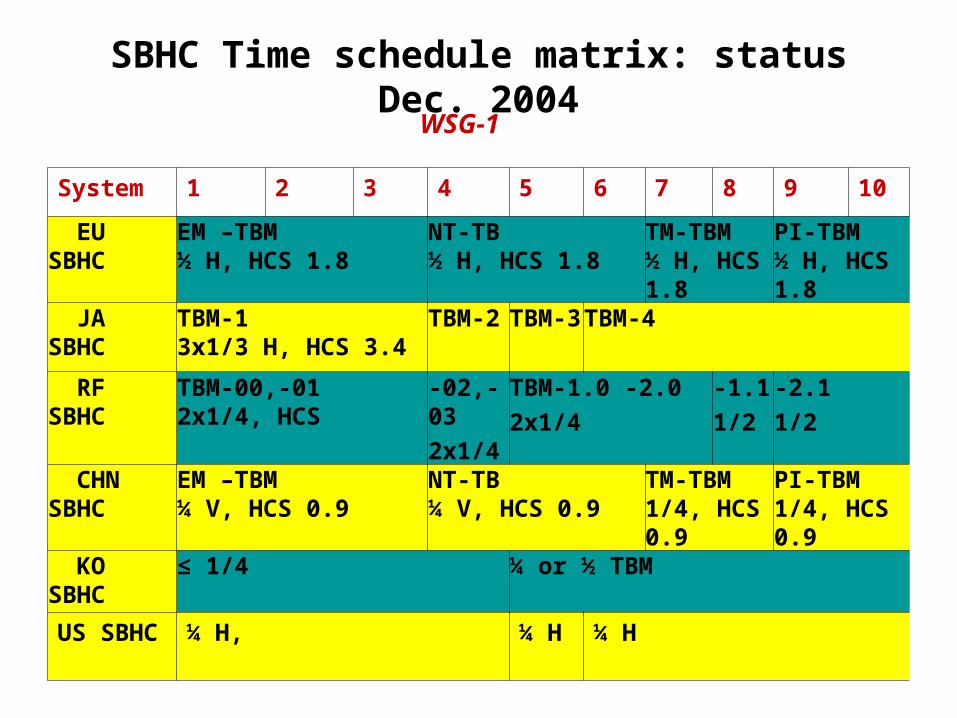
SBHC Time schedule matrix: status Dec. 2004
System 1 2 3 4 5 6 7 8 9 10
EU SBHC EM –TBM½ H, HCS 1.8
NT-TB½ H, HCS 1.8
TM-TBM½ H, HCS 1.8
PI-TBM½ H, HCS 1.8
JA SBHC TBM-13x1/3 H, HCS 3.4
TBM-2 TBM-3TBM-4
RF SBHC TBM-00,-012x1/4, HCS
-02,-03
2x1/4
TBM-1.0 -2.0
2x1/4
-1.1
1/2
-2.1
1/2
CHN SBHC
EM –TBM¼ V, HCS 0.9
NT-TB¼ V, HCS 0.9
TM-TBM1/4, HCS 0.9
PI-TBM1/4, HCS 0.9
KO SBHC ≤ 1/4 ¼ or ½ TBM
US SBHC ¼ H, ¼ H ¼ H
WSG-1
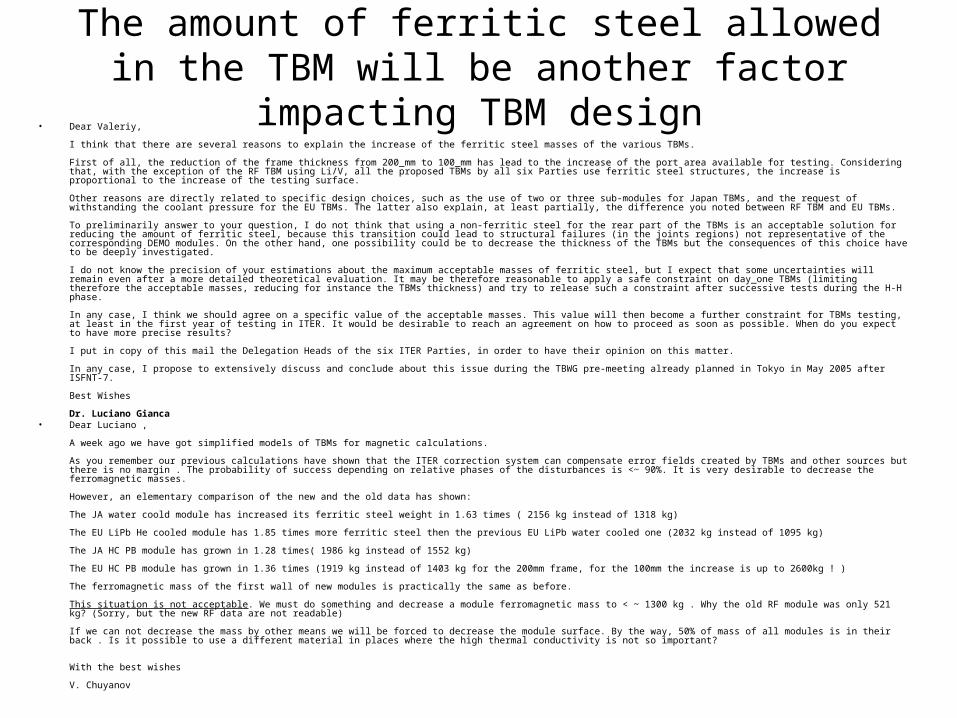
The amount of ferritic steel allowed in the TBM will be another factor impacting TBM design
• Dear Valeriy, I think that there are several reasons to explain the increase of the ferritic steel masses of the various TBMs. First of all, the reduction of the frame thickness from 200_mm to 100_mm has lead to the increase of the port area available for testing. Considering that, with the exception of the RF TBM using Li/V, all the proposed TBMs by all six Parties use ferritic steel structures, the increase is proportional to the increase of the testing surface. Other reasons are directly related to specific design choices, such as the use of two or three sub-modules for Japan TBMs, and the request of withstanding the coolant pressure for the EU TBMs. The latter also explain, at least partially, the difference you noted between RF TBM and EU TBMs. To preliminarily answer to your question, I do not think that using a non-ferritic steel for the rear part of the TBMs is an acceptable solution for reducing the amount of ferritic steel, because this transition could lead to structural failures (in the joints regions) not representative of the corresponding DEMO modules. On the other hand, one possibility could be to decrease the thickness of the TBMs but the consequences of this choice have to be deeply investigated. I do not know the precision of your estimations about the maximum acceptable masses of ferritic steel, but I expect that some uncertainties will remain even after a more detailed theoretical evaluation. It may be therefore reasonable to apply a safe constraint on day_one TBMs (limiting therefore the acceptable masses, reducing for instance the TBMs thickness) and try to release such a constraint after successive tests during the H-H phase. In any case, I think we should agree on a specific value of the acceptable masses. This value will then become a further constraint for TBMs testing, at least in the first year of testing in ITER. It would be desirable to reach an agreement on how to proceed as soon as possible. When do you expect to have more precise results? I put in copy of this mail the Delegation Heads of the six ITER Parties, in order to have their opinion on this matter. In any case, I propose to extensively discuss and conclude about this issue during the TBWG pre-meeting already planned in Tokyo in May 2005 after ISFNT-7. Best Wishes Dr. Luciano Gianca
• Dear Luciano ,
A week ago we have got simplified models of TBMs for magnetic calculations.
As you remember our previous calculations have shown that the ITER correction system can compensate error fields created by TBMs and other sources but there is no margin . The probability of success depending on relative phases of the disturbances is <~ 90%. It is very desirable to decrease the ferromagnetic masses.
However, an elementary comparison of the new and the old data has shown:
The JA water coold module has increased its ferritic steel weight in 1.63 times ( 2156 kg instead of 1318 kg)
The EU LiPb He cooled module has 1.85 times more ferritic steel then the previous EU LiPb water cooled one (2032 kg instead of 1095 kg)
The JA HC PB module has grown in 1.28 times( 1986 kg instead of 1552 kg)
The EU HC PB module has grown in 1.36 times (1919 kg instead of 1403 kg for the 200mm frame, for the 100mm the increase is up to 2600kg ! )
The ferromagnetic mass of the first wall of new modules is practically the same as before.
This situation is not acceptable. We must do something and decrease a module ferromagnetic mass to < ~ 1300 kg . Why the old RF module was only 521 kg? (Sorry, but the new RF data are not readable)
If we can not decrease the mass by other means we will be forced to decrease the module surface. By the way, 50% of mass of all modules is in their back . Is it possible to use a different material in places where the high thermal conductivity is not so important?
With the best wishes
V. Chuyanov
Options for US Solid Breeder TBM ProgramRely on EU and JA’s ancillary equipments
Note:
Fundamental research have more or less been addressed for ferritic steel solid breeder blanket concepts– Optimization possible with fusion and high fluence testing
• Low cost, minimal ITER utilization scenario– Participate in EU’s HCPB TBM program– Plan on unit cell test articles that focus on technical issues of
particular interest to all parties
• Moderate cost, good ITER utilization scenario – Staged approach – Plan on unit cell tests between Year 1 to 4 and deploy quarter
port submodule tests at later stage• Collaborative, optimal ITER utilization scenario
– Plan on quarter-port submodule tests that provide unique testing data (concept scoping, reduced beryllium use)
– Coordinate R&D collaborative effort and submodule development with Korea, China, others.
US discussion
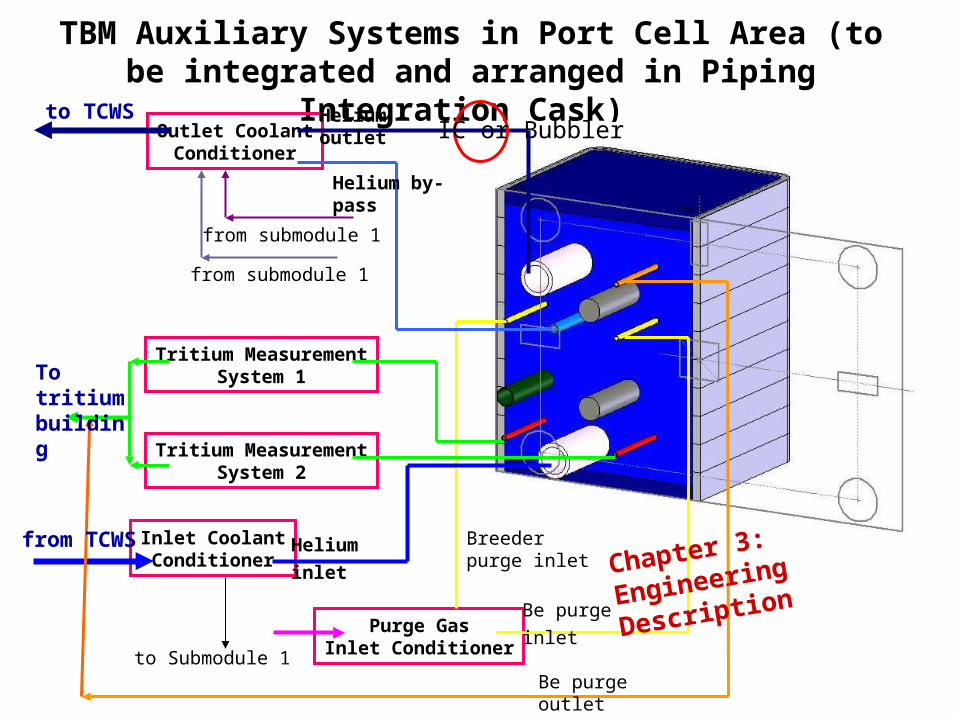
TBM Auxiliary Systems in Port Cell Area (to be integrated and arranged in Piping Integration Cask)
Outlet CoolantConditioner
Tritium MeasurementSystem 1
Inlet CoolantConditioner
Tritium MeasurementSystem 2
Purge GasInlet Conditionerto Submodule 1
from submodule 1
from submodule 1
to TCWS
Be purge outlet
Helium inlet
Helium outlet
Helium by-pass
Be purge inlet
Breeder purge inlet
To tritium building
from TCWS
IC or Bubbler
Chapter 3: Engineering
Description
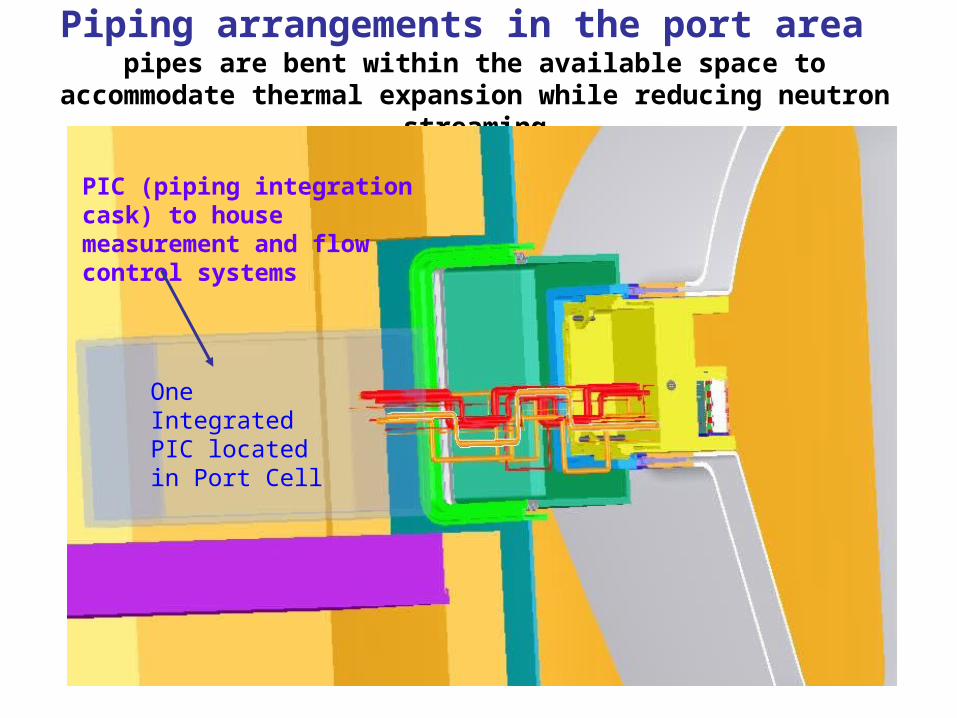
Piping arrangements in the port area pipes are bent within the available space to accommodate thermal
expansion while reducing neutron streaming
PIC (piping integration cask) to house measurement and flow control systems
One Integrated PIC located in Port Cell
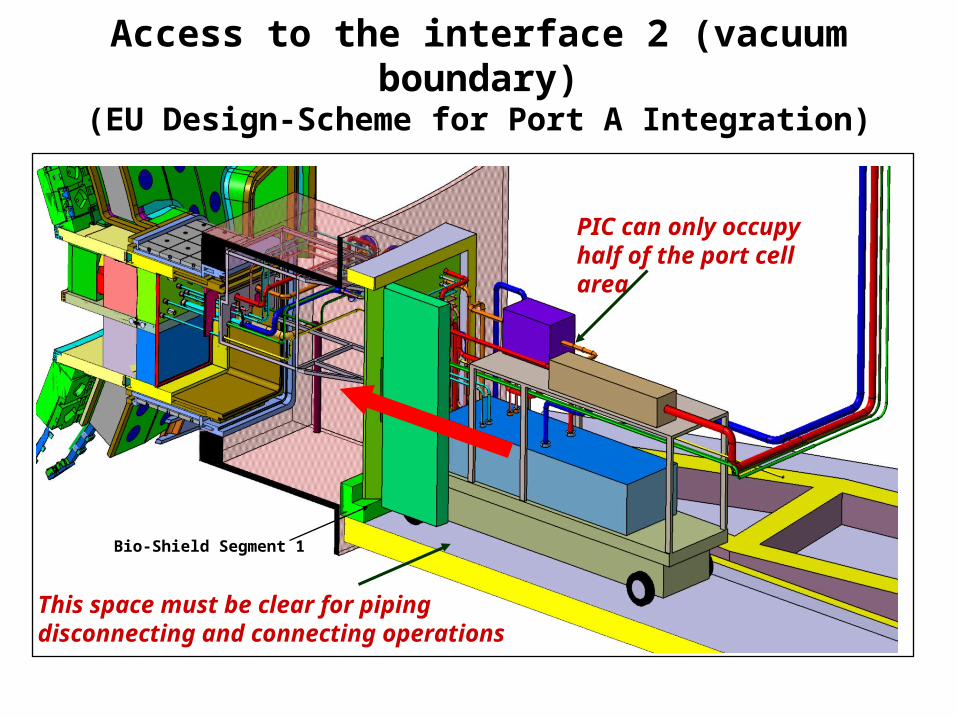
Access to the interface 2 (vacuum boundary)(EU Design-Scheme for Port A Integration)
Bio-Shield Segment 1
PIC can only occupy half of the port cell area
This space must be clear for piping disconnecting and connecting operations

Cask outside the Bio Shield

The „Port plug“ is treated as a single unit and transferred to hot cell for module replacement
module
Parties’ responsibility
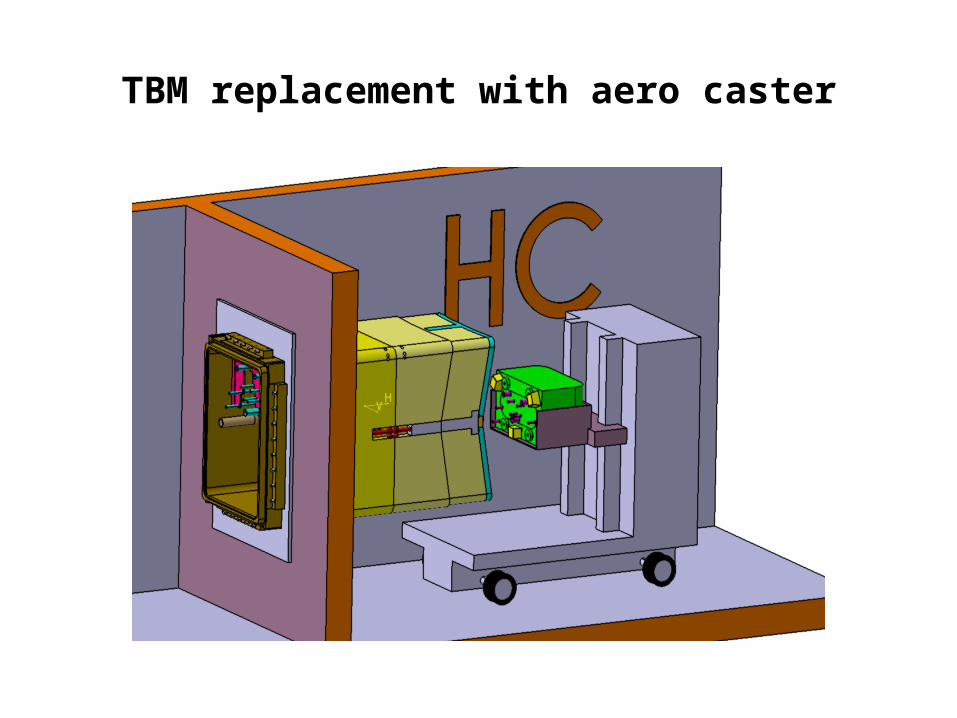
TBM replacement with aero caster
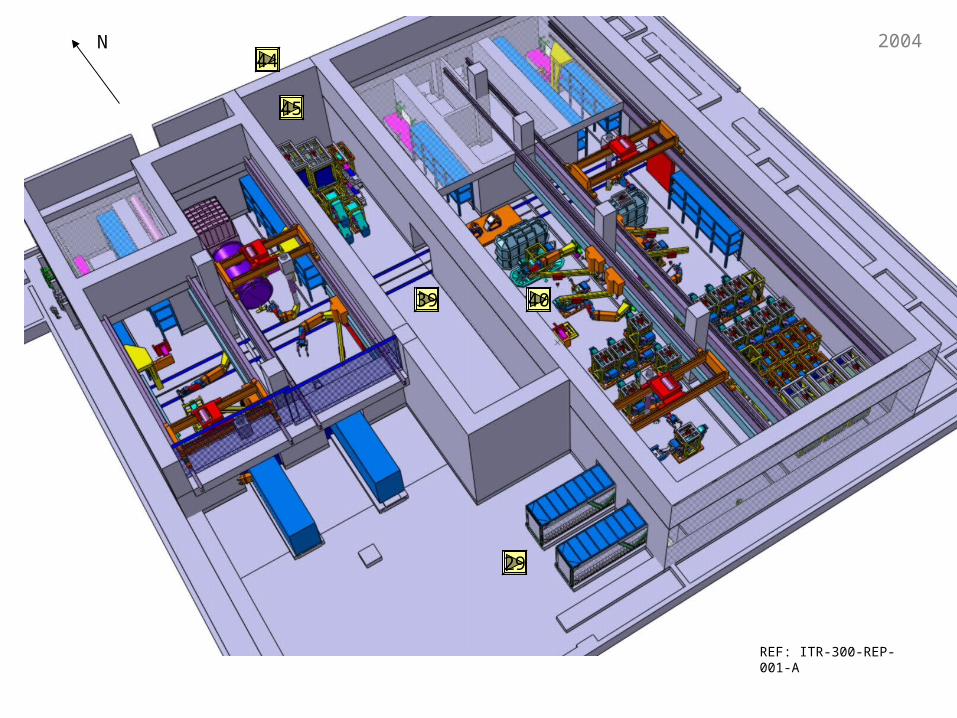
REF: ITR-300-REP-001-A
29
44
45
39 40
N 2004
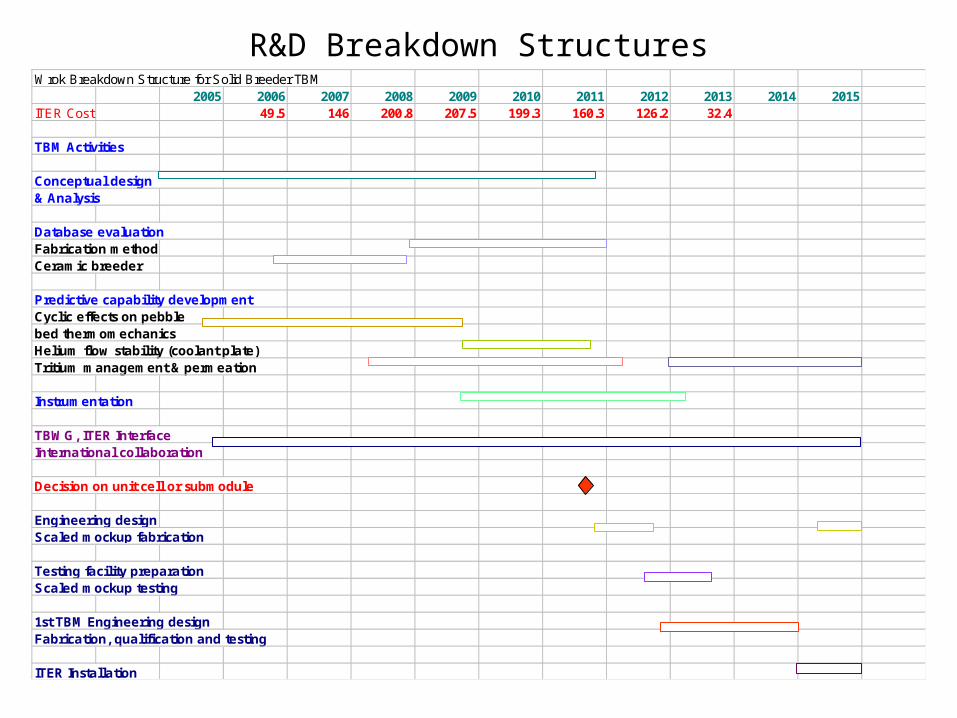
R&D Breakdown StructuresWrok Breakdown Structure for Solid Breeder TBM
2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015ITER Cost 49.5 146 200.8 207.5 199.3 160.3 126.2 32.4
TBM Activities
Conceptual design & Analysis
Database evaluationFabrication methodCeramic breeder
Predictive capability developmentCyclic effects on pebble bed thermomechanics Helium flow stability (coolant plate)Tritium management & permeation
Instrumentation
TBWG, ITER InterfaceInternational collaboration
Decision on unit cell or submodule
Engineering designScaled mockup fabrication
Testing facility preparationScaled mockup testing
1st TBM Engineering design Fabrication, qualification and testing
ITER Installation
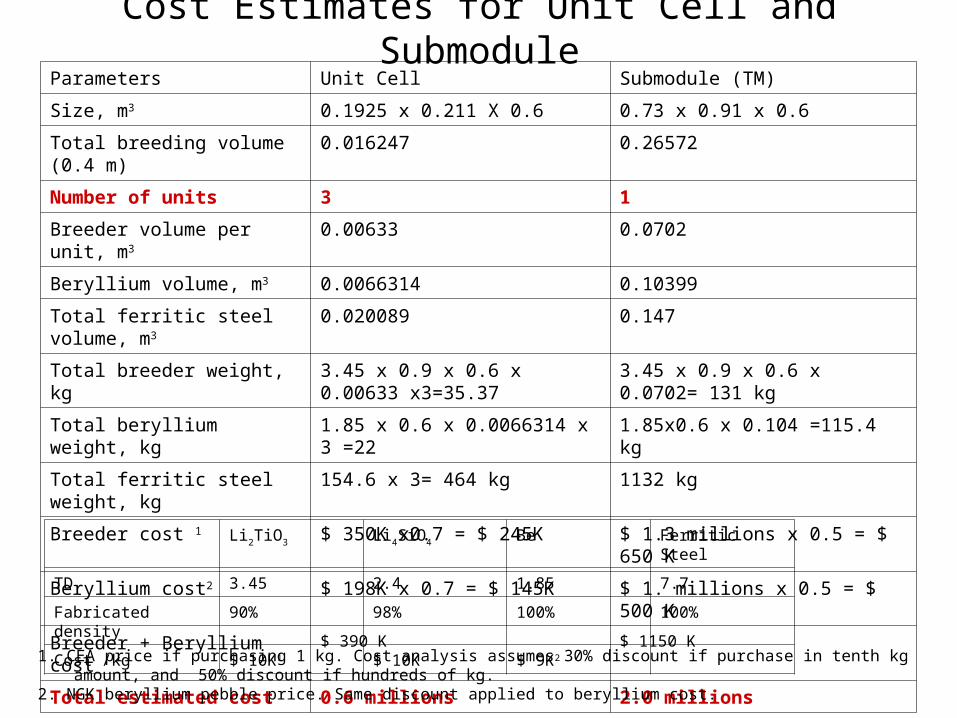
Cost Estimates for Unit Cell and SubmoduleParameters Unit Cell Submodule (TM)
Size, m3 0.1925 x 0.211 X 0.6 0.73 x 0.91 x 0.6
Total breeding volume (0.4 m) 0.016247 0.26572
Number of units 3 1
Breeder volume per unit, m3 0.00633 0.0702
Beryllium volume, m3 0.0066314 0.10399
Total ferritic steel volume, m3 0.020089 0.147
Total breeder weight, kg 3.45 x 0.9 x 0.6 x 0.00633 x3=35.37 3.45 x 0.9 x 0.6 x 0.0702= 131 kg
Total beryllium weight, kg 1.85 x 0.6 x 0.0066314 x 3 =22 1.85x0.6 x 0.104 =115.4 kg
Total ferritic steel weight, kg 154.6 x 3= 464 kg 1132 kg
Breeder cost 1 $ 350K x0.7 = $ 245K $ 1.3 millions x 0.5 = $ 650 K
Beryllium cost2 $ 198K x 0.7 = $ 145K $ 1. millions x 0.5 = $ 500 K
Breeder + Beryllium cost $ 390 K $ 1150 K
Total estimated cost 0.6 millions 2.0 millions
Li2TiO3 Li4SiO4 Be Ferritic Steel
TD 3.45 2.4 1.85 7.7
Fabricated density 90% 98% 100% 100%
Cost /kg $ 10K1 $ 10K $ 9K2
1. CEA price if purchasing 1 kg. Cost analysis assumes 30% discount if purchase in tenth kg amount, and 50% discount if hundreds of kg.
2. NGK beryllium pebble price. Same discount applied to beryllium cost.
Other costs (% of US share?)
• Port Plug • Helium Loop and Coolant Conditioners• Tritium Extraction System• Tritium Measurement System• Coolant Purification Loop• Remote Handling Tools• Hot Cell and PIE• PbLi Loop and others

The best shot may be to team up with the three Asian parties for a ½ H port (port A)TBM design
Common manifold
• Reduced space requirement in the port area by using a “sophisticated” common manifold
• Slit structure may be needed to reduce EM load, which complicates the design
• Cost and risk sharing for the 1st, 2nd and 3rd TBMs (year 1 to year 7)• Time sharing for later TBMs if “party own” TBM becomes more
desirable
Related Documents











