www.lean.org.tr v.2.3

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

www.lean.org.trv.2.3

2
Kaizen
Yamazumi
YalınÜretim Muri
Muda
5S
Toyotizm TaktZamanı
Fordism
Biz Kimiz?
3
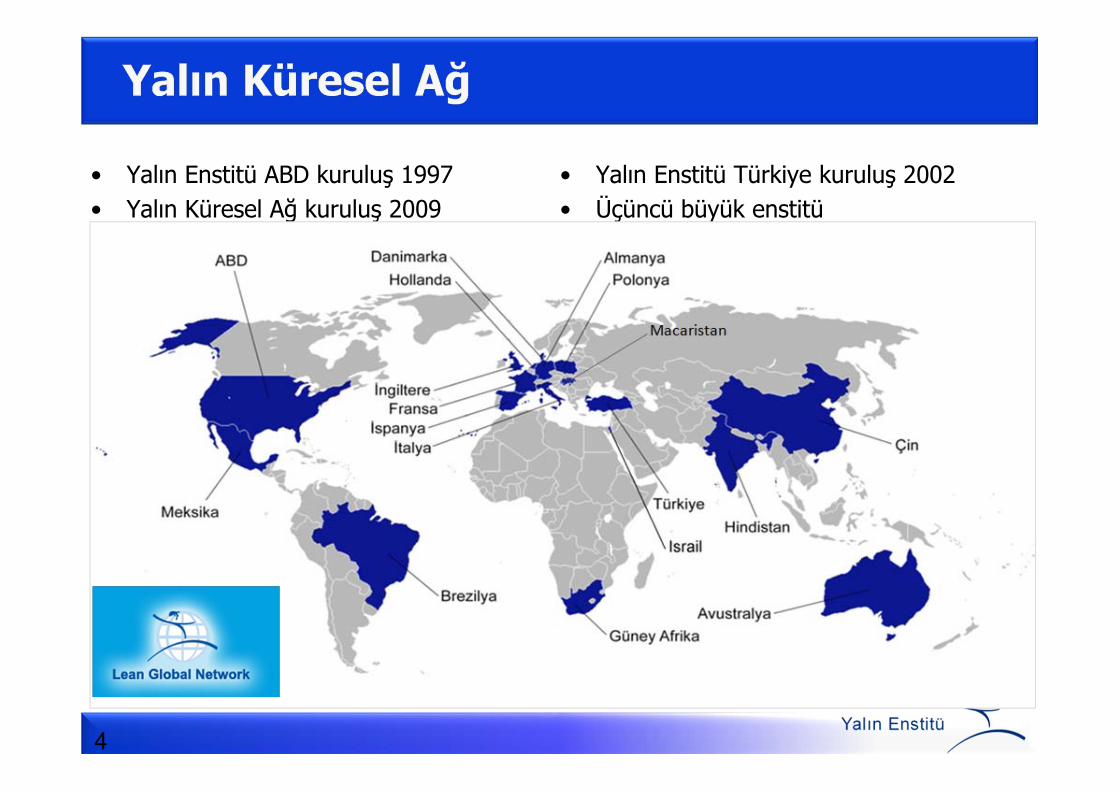
• Yalın Enstitü ABD kuruluş 1997• Yalın Küresel Ağ kuruluş 2009
• Yalın Enstitü Türkiye kuruluş 2002• Üçüncü büyük enstitü
4

• Yayınlar
• Eğitimler
• Konferanslar / Seminerler
• Uygulama Desteği
5

www.lean.org.trwww.facebook.com/yalinenstitu
6

Eğitimlerden Görüntüler
7 / 5

• 2011Yalın Zirve, Bursa
• 2009 Yalın Zirve, Bursa
• 2007 Yalın Zirve, İstanbul
• 2005 Yalın Zirve, İstanbul
• 2004 Yalın Yönetim Konferansı, Denizli
• 2004 Yalın Üretim Zirvesi, İzmir
• 2003 Yalın Zirve, Bursa
• 2002 İstanbul Konferansları
• 1998 Yalın Zirve, İstanbul
8
TOSHIO HORIKIRI Toyota Engineering Corporation, CEO
JOSE R. FERROLean Institute Brasil
RIICHIRO CHIKUMAToyota Marketing Corporation
OREST FIUMEWiremold Finans Dir. (1991’de)
MICHAEL HOSEUSToyota Kültürü kitabının yazarı
Barış Lostuvali


• Arctic – Romanya• Arçelik işletmeleri (7 fabrika)• Asaş Alüminyum• Assan Alüminyum• Assan Gıda• Atateks• Autoliv Cankor Otom Emn. Sis.• Bak Ambalaj – İzmir• Bamen Tekstil• Belka• Bellona• Beltan• Beta Seals• Borusan• Bosch San. ve Tic. A.Ş.• BSH - Çerkezköy• Canel Otomotiv• Componenta Döktaş (2 fabrika)• Corning Kablo• Coşkunöz Metal Form Makina• Coşkunöz Radyatör• Çayeli Bakır• Çelik Döküm – Orhangazi• Çolakoğlu Demir-çelik• Demisaş• Doğuş Oto• Elba A.Ş. – Manisa• Ermetal A.Ş.
• Eti Gıda San. ve Tic. A.Ş.(3 fabrika)
• Farba• Favori Kuyumculuk• Formpart Oto. San. ve Tic. A.Ş.• Goldaş Kuyumculuk A.Ş.• Goodyear Lastikleri A.Ş.• Havaş Havaalanları ve Yer Hiz.• İnci Jant San. A.Ş.• Hayes Lammerz Jantaş San. A.Ş.• Hema Endüstri A.Ş.• Hexagon• Hugo Boss Tekstil San. Ltd. Şti.• İdeal Gıda San. ve Tic. A.Ş.• İntem Triko• İsdemir• İspak• İzeltas A.Ş.• JMS• Kale Kilit• Karsan• Kerem Pres ve Kaplama• Major SKT• Man Otomotiv• Matay A.Ş.• May Tohumculuk Ziraat ve Tic.• Norm Cıvata• Numarine Yatçılık
• Orhan Holding• Olgunçelik• Ormetal San. ve Tic. A.Ş.• Otoyol Sanayi A.Ş.• S.C. "Rulmenti" S.A. – Romanya• Safran• Savcan Tekstil San. ve Tic. A.Ş. • Sel Hortum• Sıla Teknik Oto. Yan. San. • Süperpar Otomotiv San. ve Tic.
A.Ş.• Teba Isıtma Soğutma Klima• Teknik Malzeme• Temsa San. ve Tic. A.Ş.• Tırsan Treyler San. ve Tic. A.Ş.• Tofaş Türk Otomobil Fabrikaları
A.Ş.• Türk Traktör• Uğur Soğutma• Uzel Mak. San. A.Ş.• Üçge Mağaza Ekipmanları Paz.
San.• Vestel• Wagner Kablo• Yenal A.Ş.• Yeşim Tekstil• YKK Metal ve Plastik Ürün.• Yorim Cam• YPS Yedek Parça ve Makine.
Uygulama Proje Referansları
10

İş Dengeleme Kavramı Nasıl Doğdu?
11
1890s 1900s 1910s 1920s 1930s
Br. Maliyet & Süre
Arz Standart olmayan parçalar
Standart olmayan iş adımları

Montaj İçin Harcanan
Zaman (dk.)
Emek Bazlı Üretim @1913
Seri Üretim @1914 % İyileşme
Motor 594 226 62
Manyeto 20 5 75
Aks 150 26.5 83
Başlıca Parçalar 750 93 88
Kaynak: Dünyayı Değiştiren Makine, Womack J., Daniel J.

Yıl İşçi SayısıÜretim
Kapasitesi (adet)
1903 125 1700
1908 450 10600
1914 14000 248000
1920-1930 32700 934000
Kaynak: Dünyayı Değiştiren Makine, Womack J., Daniel J.

D0
D0
S
S
Q0
P0 E0
Miktar
D0
D0
S
S
Q0
P0 E0
Miktar
İdeal Piyasa Koşulu @1914 – 1920s
Arz – Talep Dengesi
P0
P0Ford

Yalın Düşünce Nasıl Gelişti?
1940s 1950s-1960s 1970s 1980s 2000s
Br. Maliyet & Süre
Müşteri isteklerine cevap verebilme kabiliyeti

D0
D0
S
S
Q0
P0 E0
Miktar
D0
D0
S
S
Q0
P0 E0
Miktar
İdeal Piyasa Koşulu @1980s – 2010s
Arz – Talep Dengesi
P0


Takt Zamanı
18
Kullanılabilir çalışma zamanıMüşteri talebi
Takt Zamanı =

Takt zamanında nasıl üretiriz?
19

Yalın Araçlardan Bazıları
20
Değer
Jikotei Kanketsu
YALIN

Maliyetleri nasıl düşürürüz?
21

Sadece Yalın Araçlar Yeterli Mi?
22
En iyi kalite, en düşük maliyet, en kısa süre, en yüksek güvenlik, yüksek moral
JITDoğru Parça, Doğru Miktar, Doğru Zaman
- Takt Zamanı- Sürekli Akış - Çekme-SMED-Bütünsel Akış
JIDOKA
- Otonomasyon-Andon- Kişi Makine Ayrımı- Poka Yoke- Yerinde Kalite- 5 Neden
İsraf AzaltmaGenchi Genbutsu, 5 Neden, Fireyi Saptama,
Problem Çözme
Kaizen (Sürekli İyileştirme)
Heijunka, Standart iş, Görsel Yönetim
Takım ÇalışmasıSeçme, Ortak Amaçlar, Çok
Yönlü Eğitim
Toyota Felsefesi
Takım ÇalışmasıSeçme, Ortak Amaçlar, Çok
Yönlü Eğitim
Toyota Felsefesi

Değer ve İsraflar
23
İsraf(Muda)
Zorunluİsraf
Değer Taşımalarİş Malzeme BeklemeGereksiz HareketYeniden İşlemFazla Üretim Fazla İşlemStok ve Envanter
SetupKalıp BağlamaAlıp Bırakmalar
Ürüne müşteri istekleri doğrultusunda
değer katan faaliyetlerin bütünü

24
Proseslerdeki Muda’lar
7 İsraf
Taşımalar
Envanter Stok
İş Malzeme Bekleme
Fazla ÜretimRework
Fazla İşlem
Hareket

Mudalarla Ne kaybediyoruz?
25
Beklemeler
Taşımalar Yürümeler
Fazladan Üretim
Yeniden İşleme
İş-Malzeme Bekleme
Değer Akış Süresi
Fazladan İşlem
Mudaları Nasıl Yok Ederiz?

İsrafları Neden Göremiyoruz?
26 26 | Novartis TechOps | May 31, 2007
HammaddeTeslimat bekleyen
bitmiş ürün
STOK DENİZİ
UZUN SETUPZAMANLARI
MAKİNAARIZALARI
KALİTEPROBLEMLERİ DENGESİZ
İŞ YÜKÜ
PLANLAMAZAAFİYETLERİ
DÜZENSİZÇALIŞMA
KOŞULLARIMALZEMEBEKLEME
BAKIM ZAAFİYETİ
İLETİŞİM PROBLEMLERİGEREKSİZ
TAŞIMALAR

İsrafları Nasıl Ortaya Çıkarırız?
27 27 | Novartis TechOps | May 31, 2007
HammaddeTeslimat bekleyen
bitmiş ürün
STOK DENİZİ
UZUN SETUPZAMANLARI
MAKİNAARIZALARI
KALİTEPROBLEMLERİ DENGESİZ
İŞ YÜKÜ
PLANLAMAZAAFİYETLERİ
DÜZENSİZÇALIŞMA
KOŞULLARIMALZEMEBEKLEME
BAKIM ZAAFİYETİ
İLETİŞİM PROBLEMLERİGEREKSİZ
TAŞIMALAR

Yalın Düşünce Prensipleri
28
YALIN DÜŞÜNCED
EĞ
ER
MÜ
KE
MM
ELLİK
İsrafı yok etmek
DEĞ
ER
AK
IŞI
SÜ
RE
KLİ
AK
IŞ
ÇE
KM
Eİnsana Saygı, Organizasyon, Kültür
KAIZEN
İnsana Saygı, Organizasyon, Kültür
Ürün Bazında DEĞERtanımını yap!
Ürün Bazında DEĞER AKIŞyollarınıbelirle!
Tarif edilen değer ile ürünün kesintisiz AKIŞınısağla!
Müşteri’nin üreticideki değeri ÇEKMEsinisağla!
Daima EN İYİSİ için çalış ve en iyiye odaklan!
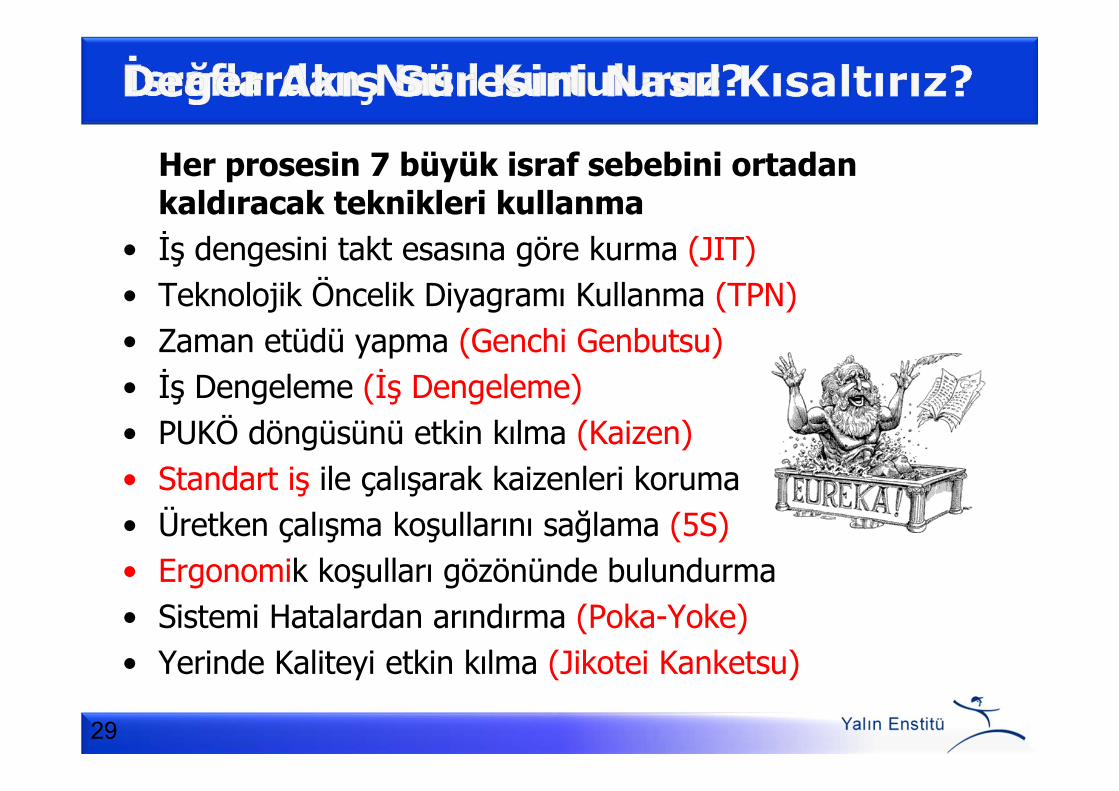
Her prosesin 7 büyük israf sebebini ortadan kaldıracak teknikleri kullanma
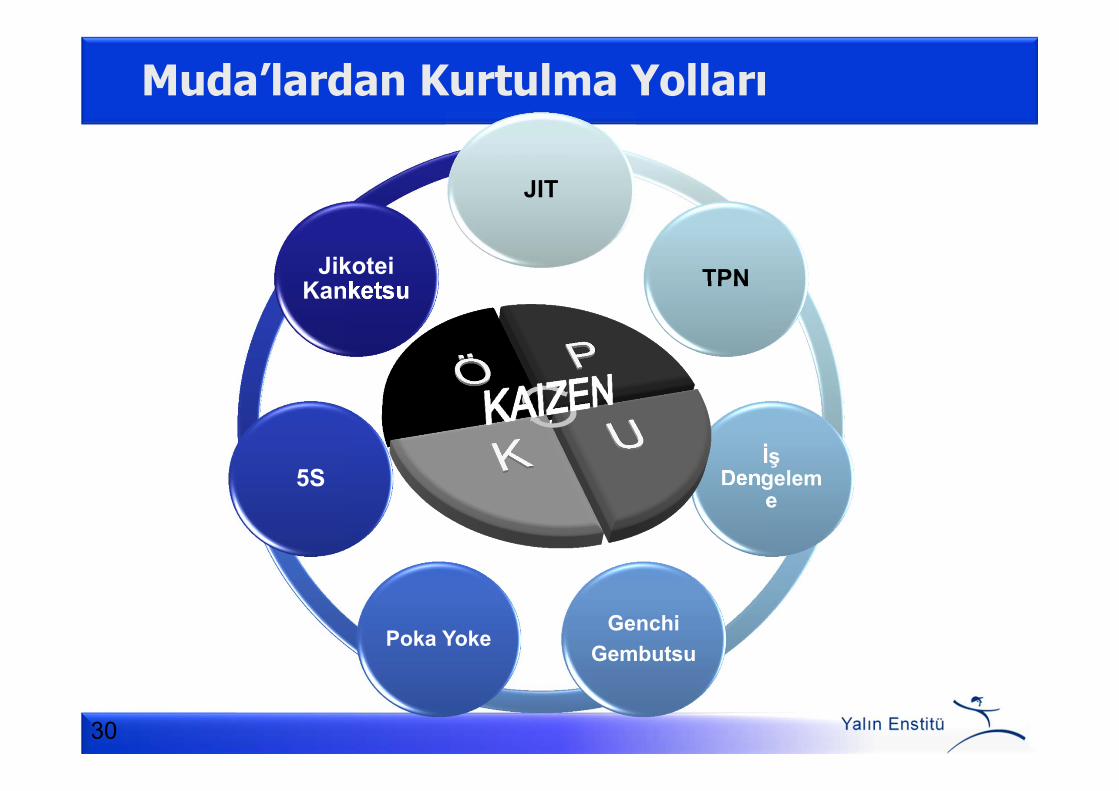
• İş dengesini takt esasına göre kurma (JIT)• Teknolojik Öncelik Diyagramı Kullanma (TPN)• Zaman etüdü yapma (Genchi Genbutsu)• İş Dengeleme (İş Dengeleme)• PUKÖ döngüsünü etkin kılma (Kaizen)• Standart iş ile çalışarak kaizenleri koruma • Üretken çalışma koşullarını sağlama (5S)• Ergonomik koşulları gözönünde bulundurma• Sistemi Hatalardan arındırma (Poka-Yoke)• Yerinde Kaliteyi etkin kılma (Jikotei Kanketsu)
29
30
Muda’lardan Kurtulma Yolları
İsraftan Kurtulma
Yolları
JIT
TPN
İş Dengelem
e
GenchiGembutsu
Poka Yoke
5S
JikoteiKanketsu

Tam Zamanında Nasıl Üretiriz ?
31
Belirli zaman periyodundaki müşteri talebini zamanında karşılamak için müşteri talebini elimizdeki zamana bölerizBuna takt zamanı denir
Kullanılabilir çalışma zamanıMüşteri talebi
Takt Zamanı =

Takt Zamanı
32
Takt Zamanı’na göre üretmek; üretim hızımızı müşteri talebine uyumlandırmaya yarar.

Takt Zamanı
33
ÖrnekBir fabrikanın ürettiği X ürününe olan talep aylık 36000’dir. Bu fabrika günde 8 saatlik mesai ile çalışmakta ve bu mesainin 1 saati yemek molası ile geçmektedir. Ve 15’er dakikalık iki çay molası vardır.
Bu fabrikanın takt zamanı ne kadardır?

Takt Zamanı
34
Talep=36000 adet/ayKullanılabilir Çalışma Zamanı (8-1-0,5)=6,5sa
6,5 sa * 60dk/1sa * 60sn/1dk* 30 gün/ay
36000 adet/ayTakt Zamanı =
(T/T)
19,5 ~20 sn/ürün

Her proses bir diğerinin müşterisi. Müşteri ürünü ÇEKME’denüretmek YOK!
35
Ürün Akış Yönü
ÜRET! ÜRET! ÜRET! ÜRET! ÜRET! ÜRET!

Her proses bir diğerinin müşterisi. Tüm prosesler Takt Zamanı esasına göre tempolanıyor.
36
Ürün Akış Yönü
ÜRET!

• İş adımlarının fiziksel önceliklendirme sırasına göre dizilişi
37

PUKÖ (PDCA)
38
Standart

PUKÖ Çevrimi, bu şekilde sürekli döner. Ulaşılan iyileştirme zaman kaybetmeksizin standarda dönüştürülür; ikicisinde daha ileri bir iyileştirme için bu yeni standardın da aşılması gerekir.Böylece Kaizen (Sürekli İyileştirme) süreci tam olarak gerçekleştirilmiş olur.
P
Ö K
U
Kaizen
A
B
K

• Proses koşulları nasıl iyileştirilir?• Nasıl daha hızlı çalışabiliriz?• 7 temel israfı göz önüne alıyor muyuz?• Ergonomik detayları düşünüyor muyuz?• Ayakta montajı düşündük mü?• Çift el çalışmayı denedik mi?• Parçaları kolayca ulaşabileceğimiz düzenli bir şekilde
yerleştirdik mi? • Proseslerimizi hatalardan yalıtabildik mi?• Prosesler arası malzeme beklemenin önüne geçebildik mi?• Önümüzdeki veya arkamızdaki prosesi bekliyor muyuz?
40

• Hat Dengesini kurmanın ilk koşulu zaman etüdü yapmaktır.
41

Fiili zamanı ölçün Operatörün el hareketlerini görebilecek şekilde durun Her iş elemanını ayrı ayrı ölçün Her iş elemanını birkaç çevrim boyunca ölçün İşinin ehli olan bir operatörden ölçüm yapın Operatörün zamanı ile makine zamanını mutlaka ayırın Her eleman için tekrarlanan en kısa süreyi alın
42
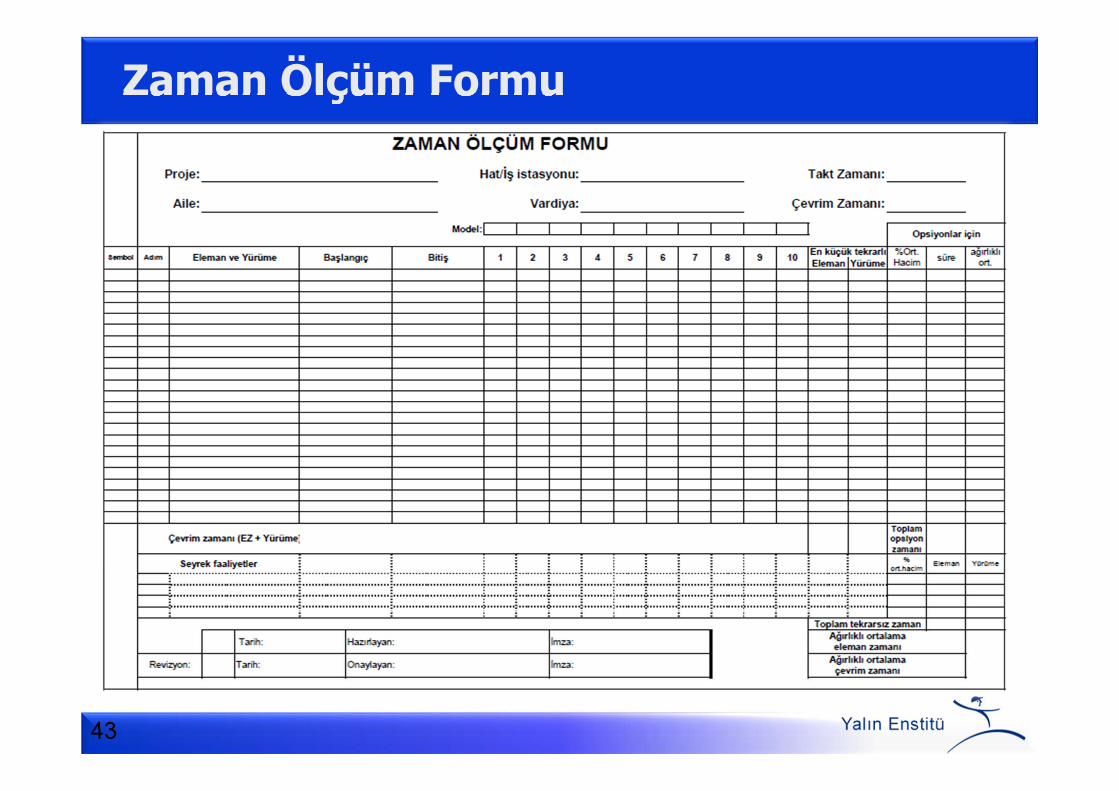
Zaman Ölçüm Formu
43

Örnek Zaman Ölçümü
44
8 9 7 8 6 9 9 8 9 9 9
4 4 6 5 4 8 4 6 4 5 4
Parçanın KaynatılmasıParçanın Fikstürden ÇıkarılmasıParçanın Taşlanması
Parçanın Fosfat Tesisine Aktarımı
76
En fazla tekrar eden en küçük değer
Eğer makine otomatik zamanını içeren bir süreç varsa…

Operatör Çevrim Zamanı (OÇZ) Makine Otomatik Zamanı (MOZ) Makine Çevrim Zamanı (MÇZ)
MOZYük. Boş.
OÇZOÇZ
Toplam Çevrim Zamanı
MÇZ
Çevrim Zamanı

İş Birleştirme Tablosu
46
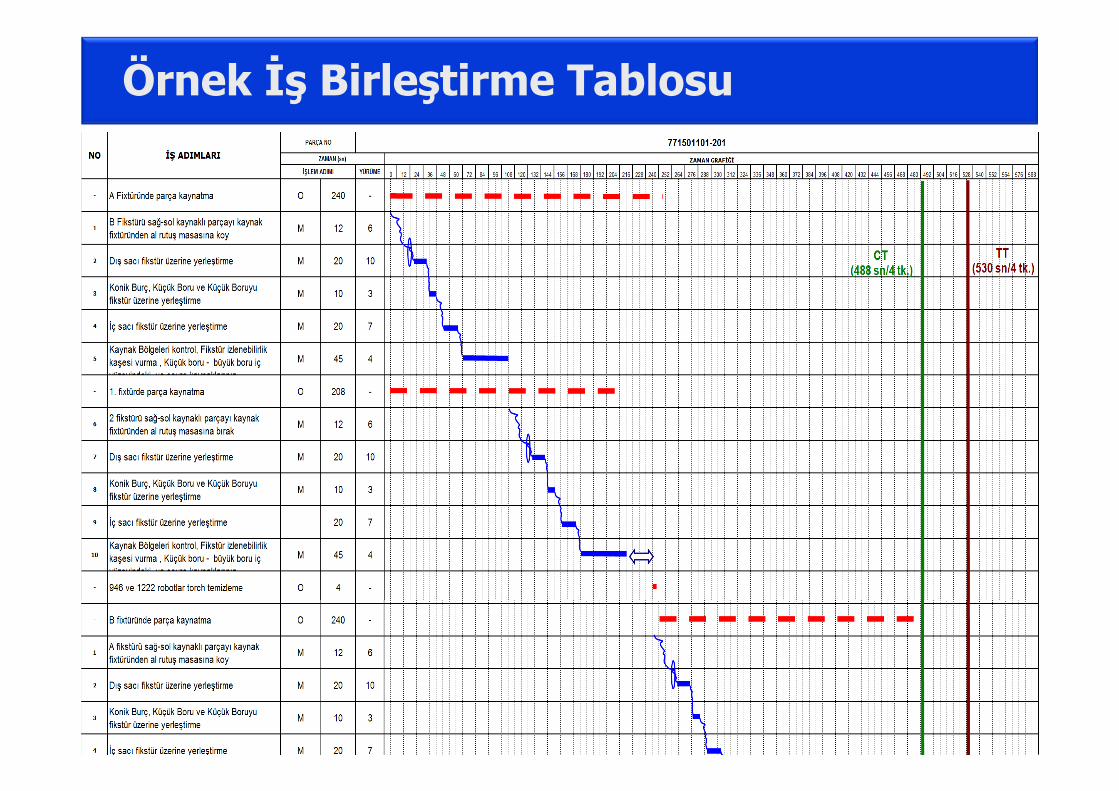
Örnek İş Birleştirme Tablosu
47

Op.1 Op.2 Op.3 Op.4
T/T:45 sn
DA
RB
OĞ
AZ
PRO
SES

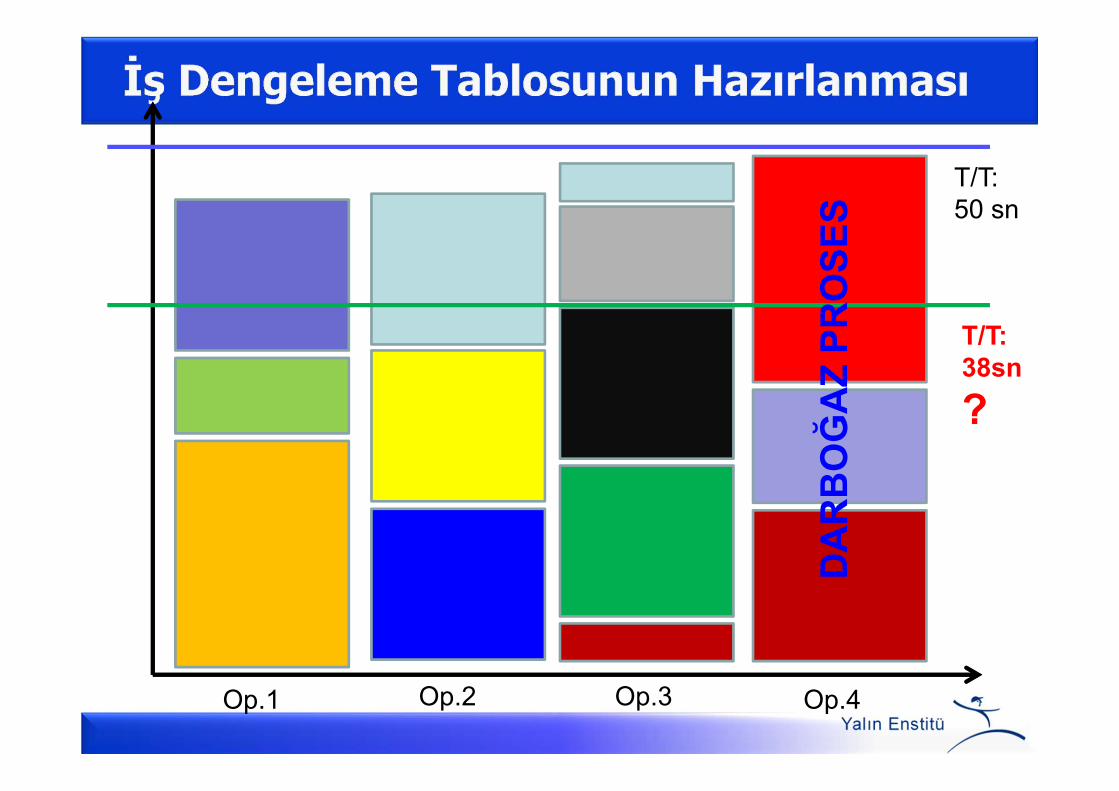
• Bir üretim hattında herhangi bir iş istasyonunun proses zamanı, takt zamanının üzerinde ise o hattın üretim hızı hat içindeki en yavaş prosesin süresi kadardır. Bu prosese Darboğaz Proses denir.
• Diğer prosesler ne kadar hızlı olurlarsa olsunlar üretimin çıktı hızı en yavaş prosesin hızına eşittir.
• Hat üzerindeki istasyon süreleri en fazla takt zamanı kadar olmalıdır. Aksi halde müşteri talebi karşılanamaz
• İstasyonların her birinin süresi takt zamanından küçükancak takt zamanına mümkün olduğunca yakın olması hedeflenmelidir.
49
Op.1 Op.2 Op.3 Op.4
T/T:50 sn
T/T:38sn
?
DA
RB
OĞ
AZ
PRO
SES

İstasyon Sayısının Hesaplanması
51
“İstasyonların her birinin süresi takt zamanından küçük ancak takt zamanına mümkün olduğunca yakın olmalıdır.”
Gerçekten üretim hattında çalışan kişi sayısı takt zamanının gerektirdiği kadar mı yoksa gerektiğinden fazla mı?

Op.1
Op.2
Op.3
Op.4
Op.5
Op.6
T/T:38sn

Op.1
Op.2
Op.3
Op.4
Op.5
Op.6
T/T:28 sn
• Proses değişkenlikleri minimize edilmeden üretim dengelenemez ve/ya çekme sistemi kurulamaz!
• Standart iş ve standart süreler ile istasyonların süre bazındaki değişkenliği minimize edilmelidir.
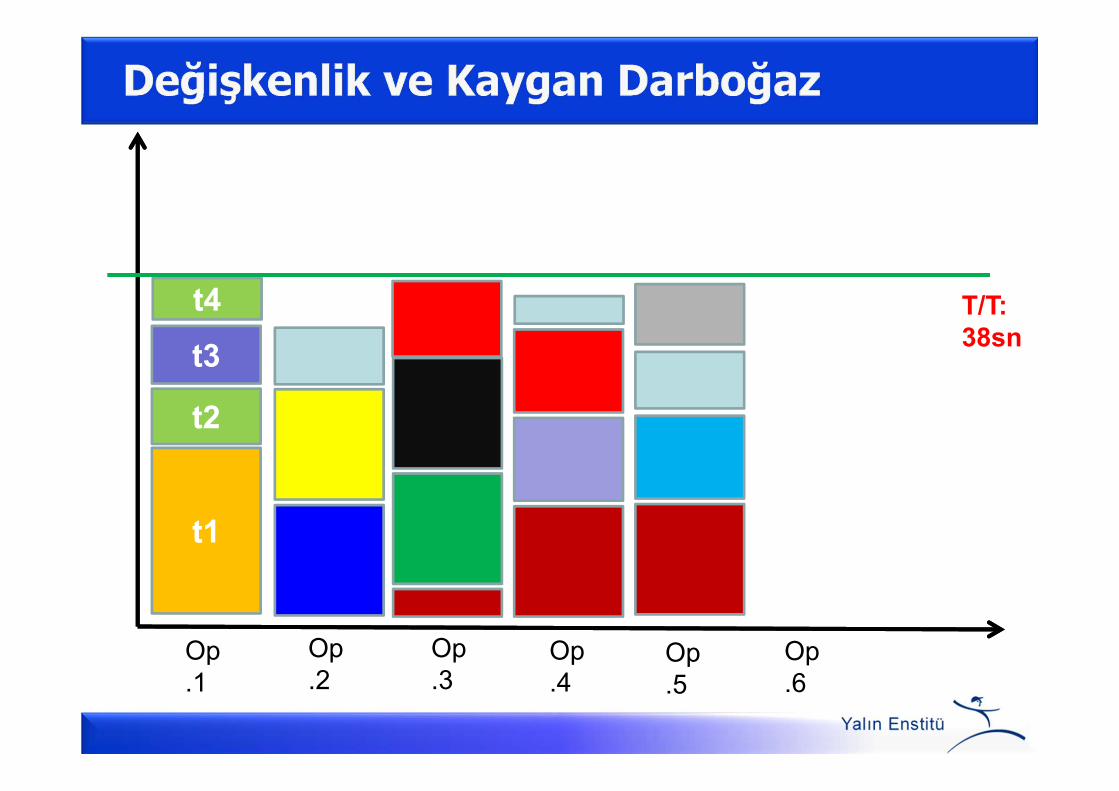
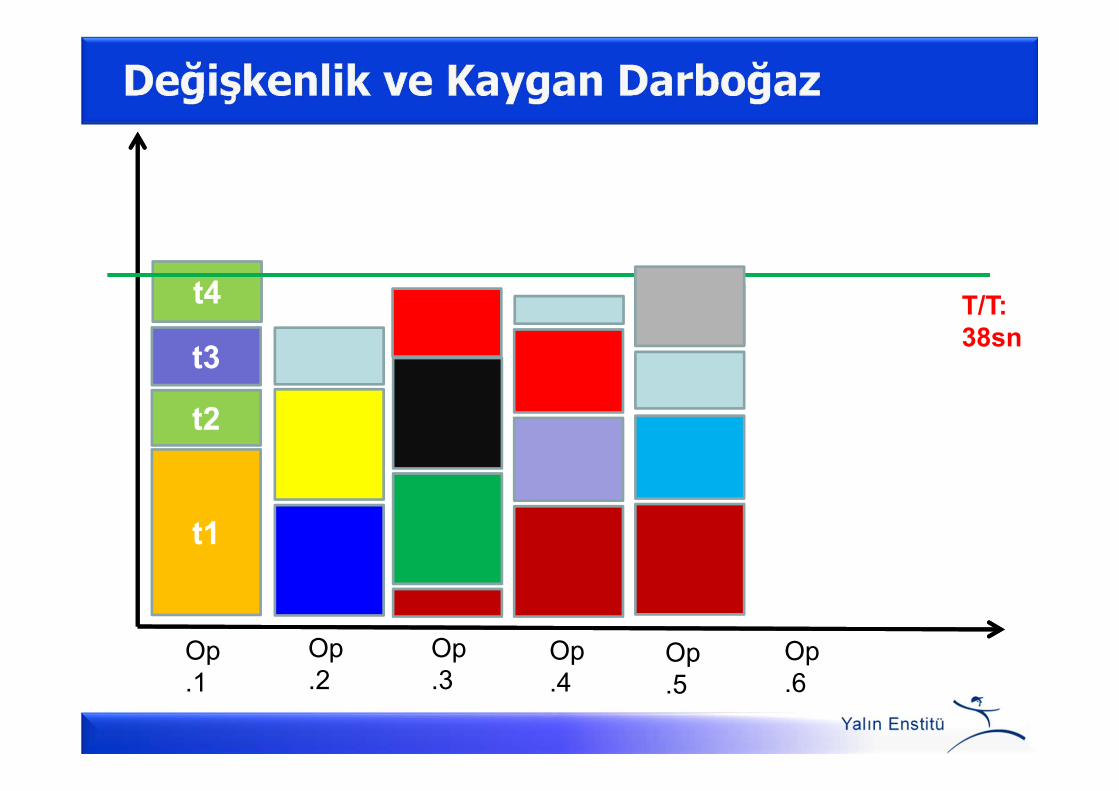
• Yüksek etkinlik hedeflenerek dengelenmiş bir üretimde istasyonlardaki süre değişkenliği çok fazla ise darboğaz proses istasyonlar arasında yer değiştirir.
• Darboğaz prosesin sürekli yer değiştirdiği bir üretim ortamında ürün çıktısını hedeflendiği ölçüde kontrol etmek imkansızdır.
• Dolayısıyla standart proseslerin olduğu yüksek etkinlikli ve kararlı bir sistem üretim çıktısını hedeflendiği gibi verir.
• Üretim sisteminin kararlılığı proses kaizenler ile artırılır.54
t3
t2
t1
Op.1
Op.2
Op.3
Op.4
Op.5
Op.6
t4 T/T:38sn
t3
t2
t1
Op.1
Op.2
Op.3
Op.4
Op.5
Op.6
t4 T/T:38sn

t3
t2
t1
Op.1
Op.2
Op.3
Op.4
Op.5
Op.6
t4 T/T:38sn

t3
t2
t1
Op.1
Op.2
Op.3
Op.4
Op.5
Op.6
t4 T/T:38sn

t3
t2
t1
Op.1
Op.2
Op.3
Op.4
Op.5
Op.6
t4 T/T:38sn

İstasyon Sayısının Hesaplanması
60
Toplam İş Süresi• Montaj hattı üzerinde üretilecek bir ürünün montajı için
gerekli olan süre veya işi oluşturan tüm iş öğelerinin standart süreleri toplamıdır.
∑ti =i=1
N Montaj Hattındaki iş öğesi sayısı
i numaralı iş öğesinin standart
işlem süresi
∑ti =i=1
N
t1+t2+t3+………..+tN

İstasyon sayısı• Montaj hattındaki işlemleri, her istasyona çevrim süresini
mümkün olduğunca dolduracak şekilde atadığımızı düşünecek olursak en az iş istasyonu sayısı:
61
nenk= [∑ ti ] /(Takt Zamanı)i=1
N
Montaj Hattındaki iş öğesi sayısı
i numaralı iş öğesinin standart
işlem süresi
Kullanılabilir zamanın müşteri
talebine oranı

• Proses süreleri çok uzunsa ne yapmak gerekir?Proses süreleri takt zamanının yarısından büyükse bu iki iş istasyonunu aynı işe atamak mümkün değildir
62
nolası= Takt zamanının yarısından daha uzun olan iş öğesi sayısınenaz = En büyük (nenk; nolası)
t3t2
t1
Op.1
Op.2
Op.3
Op.4

• Proses süresi takt zamanından fazla ise ne yapmak gerekir?Prosesi daha basit iş öğelerine ayırmak Prosesi eğer mümkünse paralel iki ya da dah fazla kişiye dağıtmakProses süresini kısaltmaya çalışmak (setup ve çalışma koşullarını iyileştirmek vs.)
63
t3t2
t1
Op.1
Op.2
Op.3
Op.4
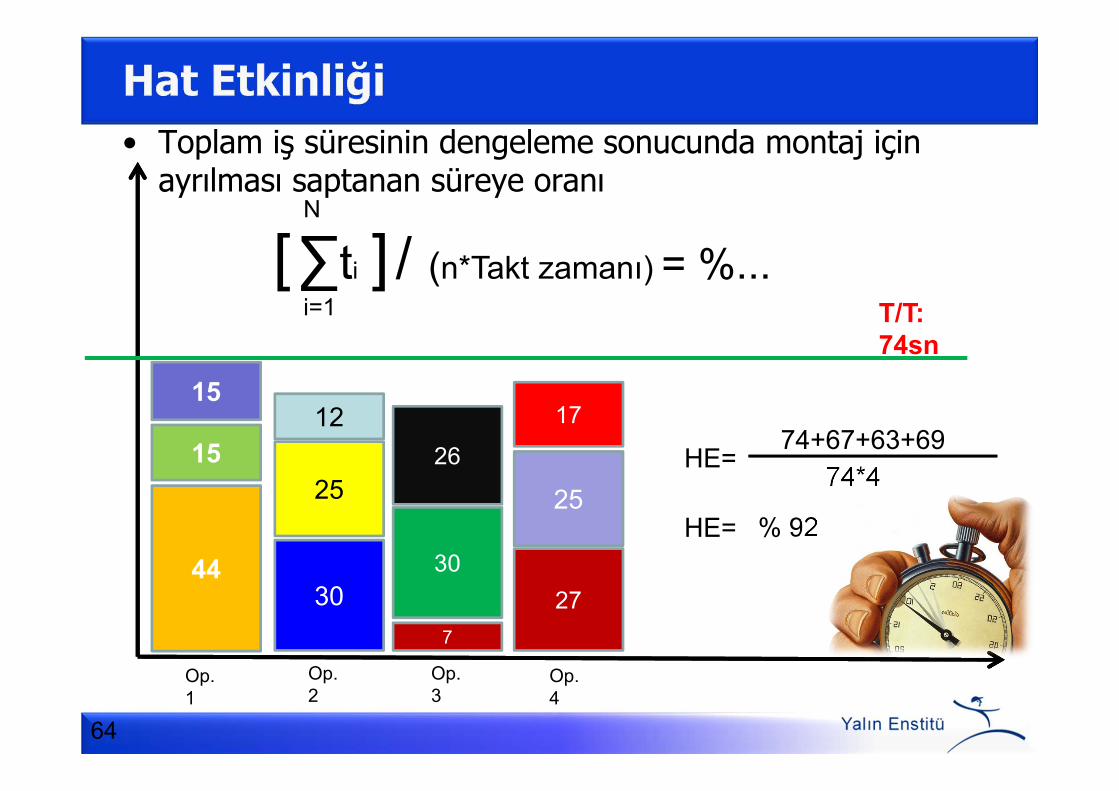
• Toplam iş süresinin dengeleme sonucunda montaj için ayrılması saptanan süreye oranı
64
[∑ti ] / (n*Takt zamanı) = %...i=1
N
15
15
44
12
25
307
26
3027
25
17
Op.1
Op.2
Op.3
Op.4
T/T:74sn
74+67+63+6974*4
HE=
HE= % 92

TPN ile Hat Dengesi Kurmak
65
b
j
a
l
g
dc
i
fh
e
k
Op.1 Op.2 Op.3 Op.4
T/T:74sn
44
59
74
30
5567
7
37
63
27
52
69
Notlarınıza Bakınız…
Süre Proses44 a ‐ ‐ ‐ ‐15 b a ‐ ‐ ‐7 c d a ‐30 d b j ‐ ‐25 e h c f b30 f c ‐ ‐25 g d a ‐ ‐27 h c i ‐ ‐26 i f c ‐ ‐15 j ‐ ‐ ‐ ‐17 k e h f a12 l a j b ‐
Öncelikli Proses

www.lean.org.trv.2.366

Pilot Uygulama
Duruş formları uygulamaya alındı.
Hat takip panoları için formlar tasarlandı.
Hat panosu örneği yapıldı. (Uygulama başladı.)
Duvar diplerinin boş bırakılması Sayaçla takip Operatör üzeri sarı ve kırmızı
kartlarla, görsel adet ve kalite durum takibi
Led aydınlatma Tüm çalışanlara Standart önlük
ve tshirt uygulaması Tüm hatlar için 3 adet takip formu
devreye alındı.– Devamsızlık– Verimlilik– Kalitesizlik

Önce Ütü & Son kontrol masaları tüm bantlarda hatların sonuna taşındı.
2 hafta sonra Paket & Inspection da bant sonlarına getirildi.
Bakım arıza takip formları devreye alındı.

• Askı Besleme Ekibi• Pilot Dikim Etkinliği• Depo & Üretime
Malzeme Besleme• Üretim Yarı Mamül
Süpermarketleri• Ön Giriş Kumaş Kalite
Kontrol Kriterleri• Ön Giriş Laboratuar
Standartları
Üretim Planlama

• Polivalansların oluşturulması & Eğitim ihtiyaçlarının belirlenmesi.
• SMED Model dönüşüm çalışması– Her Model dönüşüm için
mevcut durum ölçülmesi yapılıyor.
– SMED eğitimi ve uygulaması yapılacak.
• Tek Parça Akışa geçiş.
Dikim Hatları

Yamazumi Tablolarının Çıkarılması
71
10 dk.hedef
10
sıra operasyon makına mak.say. süre kişi hız &1 ÖN BEDEN İŞARET masa 1 31 1 0,5 62,0 63,02 CEP TELA ütü 1 9 2 3 5 1 57,0 63,03 CEP KIRIM ütü 0 36 4 6 1 56,0 63,04 CEP OVERLOK overlok 1 27 7 1 63,0 63,05 ETİKET HAZIRLAMA düz 1 12 8 13 2 60,0 63,06 KOL+YAKA OVERLOK overlok 0 29 9 1 63,0 63,07 FERMUAR HAZIR+CEBE TAKMA düz 1 63 10 1 63,0 63,08 CEP MONTAJ düz 2 102 11 12 1 63,0 63,09 KOL PUNTO düz 1 63 14 1 58,0 63,010 REGLAN KOL TAKMA overlok 1 63 15 1 51,0 63,011 KOL BİYE TAKMA reçme 1 27 16 17 19 1 60,0 63,012 KOL BİYE KAPAMA düz 1 36 18 1 60,0 63,013 ETİKET TAKMA düz 0 18 20 1 63,0 63,014 YAKA BİYE reçme 1 58 21 1 59,0 63,015 YAN ÇATIM overlok 1 51 22 0,5 62,0 63,016 ETEK KIRIM reçme 1 27 15 63,017 YAKA ZİKZAK düz 1 2418 KOL ZİKZAK+ASKILIK TUTURMA düz 1 6019 İŞ ÇEVİRME masa 0 920 ÜTÜ ütü 1 6321 KONTROL k.k.masa 1 5922 PAKET masa 1 31
plan 19 898
1ve 22 operasyonu ortak
düz overlok düğ.m. ütü k.k.masa toplam8 3 0 0 2 1 19
1. ve 22. operasyonlar iki hücre kurulduğu için ortak çalışacak.
Kurulum % 514 95%
plan Çalışacak Operatör
Makınareçme masa ZİKZAK M. BIÇAKLI D.
3 2 0 0
Hedef 541 100%
00
10
20
30
40
50
60
70
5 19
3 6 13 12 17
1 2 4 7 8 9 10 11 14 15 16 18 20 21 22
hız
& 2,3,5
7 8,13
8,13
4,6
9 10
11,12
14
15 16,17,19
18
20 21

• Takım Liderleri Eğitimi.– Yalın Üretim bilgilendirme
eğitimi verildi.– Kaizen eğitimi verildi ve
kaizenler başlatıldı.– 5S eğitimi Mart ayı içinde
verilecek ve pilot uygulamayı takiben başlatılacak.
• Potansiyel Takım liderlerinin tespiti.– Polivalans tabloları
kullanılacak.• Takım lideri görev tanımlarının
hazırlanması.• Lider tarafından, takım KPI’ ların
sabah toplantılarında paylaşılmasına başlandı.
Bant Şefleri Atama & Gelişim

• Kesim İş Planlama Kanban Panosunu devreye aldık• Kesim arabalarının hatlara atanmasını gerçekleştirdik• Pastal Kontrol formunu devreye aldık.
Kesim Planlama

• Inspection için Kalite Aksiyon Takip Raporu oluşturuldu.– Hat içinde yakalanan tüm hatalar anında kayıt edilip tüm
ilgili birimlerle paylaşılması sağlandı.– Haftalık olarakta raporlarla takip ediliyor.– Inspection, son kontrol ve Tasnif noktalarındaki
aydınlatma standartı belirlendi ve uygulandı.• Kalite sorumlusunun netleştirilmesi.• Yerinde kalite eğitimin alınması.
Yerinde Kalite

• Tüm hatlara destek veren paketleme makinasının kapasite takibinin yapılması– Veri toplanmaya başlandı.
• Dışarıdan destek alınarak makinanın çevrim hızının arttırılma çalışması yapılacak.
Paketleme Makinası

• 5S Eğitiminin alınması• Pilot uygulamanın yapılmasını takiben, görsel
standartların oluşturulması ve yayılması.
5S & Görsel Fabrika Çalışması

• Yalın Ofisin organizasyon içinde fiziki kurulumu• Görev ve sorumluluklarının belirlenmesi• Tüm yapılan ve standartlaştırılan çalışmaların (A3
raporlar, kaizen takipleri, diğer süreç uygulamaları gibi) ofise aktarılması.
Yalın Ofisin Kurulması

• Kaizen eğitimi ve Kaizen ekiplerinin oluşturulması• Kaizen koordinatörleri seçildi.• Kaizen toplantıları başladı.• Öneri sistemi taslak çalışması yapıldı.
Kaizen

• Periyodik Toplantı takvimi taslağı oluşturuldu.• Üretim sabah toplantıları (ASAKAİ) başlatıldı.• Hat başı sabah toplantıları başlatıldı.
Toplantı Takvimi

• Bakım A3 raporlarının devreye alınması
• Bakım ekibinin organizasyonunun gözden geçirilmesi
• Enerji sistemine ait kayıpların tespiti ve kaizenleri
• Yalın Bakım sistem standartlarının oluşturulması ve devreye alınması
Yalın Bakım

• Bölüm hedeflerinin fabrika bünyesine yayılımı• Yalın A3 raporlama devreye alındı.
Hedefler & A3 Raporlama
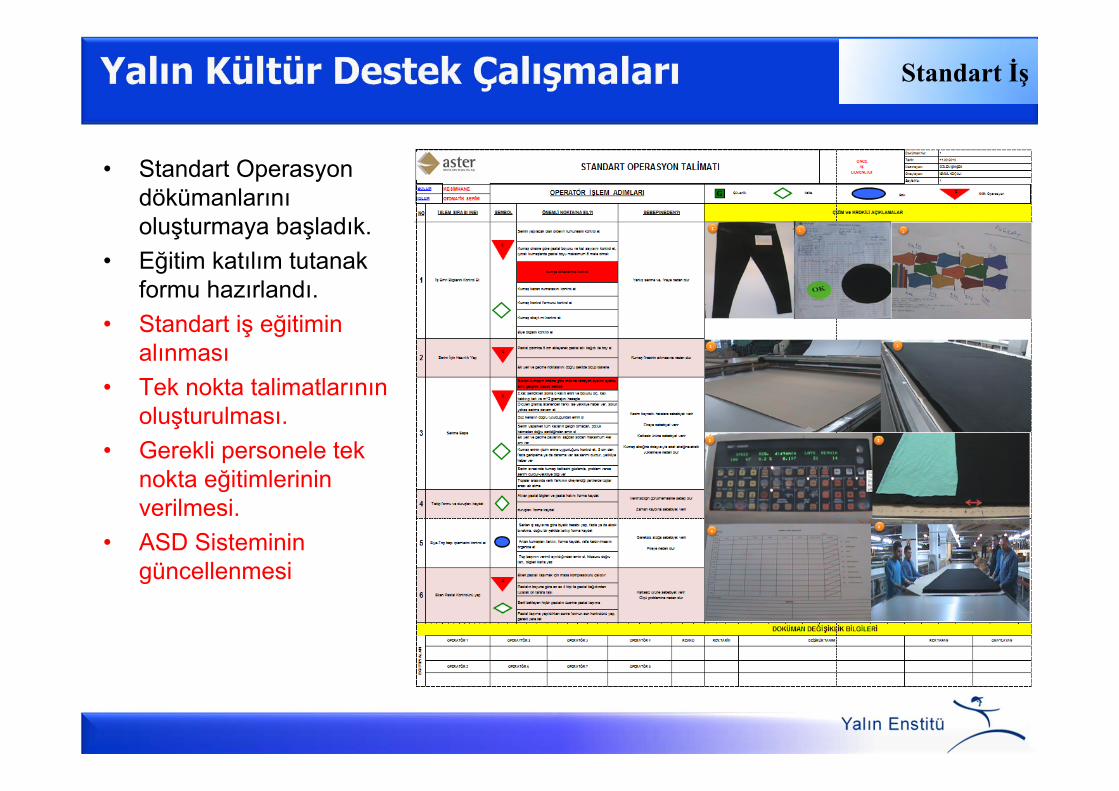
• Standart Operasyon dökümanlarınıoluşturmaya başladık.
• Eğitim katılım tutanak formu hazırlandı.
• Standart iş eğitimin alınması
• Tek nokta talimatlarının oluşturulması.
• Gerekli personele tek nokta eğitimlerinin verilmesi.
• ASD Sisteminin güncellenmesi
Standart İş

Sonsöz
83

Hayal Etmek… Problem Çözmek
84
“Hayal ettim, hayalimin önündeki manileri tespit ettim, manileri kaldırdığımda hayalim kendiliğinden gerçekleşti.“

Less is More… ( Az Özdür! )
85
Bir şeyi basitçeaçıklayamamanızın sebebi; onu yeterince anlayamamış olmanızdır!

Tüm yöntemler elinizde…
Başarmak ise sizin elinizde !
Teşekkürler…

Related Documents