P14551 Multi-process 3D Printer Systems Design Review Group Members: Jeremy Bennett Austin Chacosky Matt Demm Nick Hensel Chad Rossi Customer: Dr. Dennis Cormier Guide: John Kaemmerlen

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
P14551 Multi-process 3D Printer
Systems Design Review
Group Members:
Jeremy Bennett
Austin Chacosky
Matt Demm
Nick Hensel
Chad Rossi
Customer:
Dr. Dennis Cormier
Guide:
John Kaemmerlen

Agenda
Background
System Analysis
Concept and Architecture Deviation
Engineering Analysis
Risk Assessment
Project & Test Plan

Agenda
Background
System Analysis
Concept and Architecture Deviation
Engineering Analysis
Risk Assessment
Project & Test Plan

Open Source & 3-D Printing
Open source licenses
allow hobbyists to
afford 3-D printers.
RepRap, Makerbot,
Fab@Home, etc.
These printers are
single process,
usually FDM.
Speaker: Matt

Benchmark System: Multi-Process 3-D
Printing
Currently under
development
Proprietary
Large Size
Uses Modular Process
Heads
Expensive (~$150,000)
Open source version
does not exist
Speaker: Matt

Due to recent leaps open source technology, 3-D printing is set to take off in the coming years. Current open source machines can perform a single process, (e.g. laser sintering, thermoplastic extrusion, routing) leading for the need to buy and maintain multiple machines in order to prototype complex parts. Multi-process 3-D printers are capable of performing these processes, minimizing capital and maintenance expenses, while simultaneously unlocking the ability to produce multiple substrate parts such a printed circuit boards or other composite materials. Current multi-process printers are not open sourced and have costs well above what the average hobbyist can afford.
The goal of the project is to demonstrate a multi-process 3-D printer that is both designed as open source and at an appropriate price range to be marketed to the average hobbyist. This printer will incorporate an interface capable of supporting multiple process heads, which could additive or subtractive in nature, that will operate with minimum setup or training. (i.e. Plug-and-Play) Open sourced or low cost software will be used to control the printer. This project will create a platform that can be expanded upon by future MSD teams.
Problem statement
Speaker: Jeremy

Customer Requirements
Speaker: Austin

Engineering Requirements
Speaker: Austin

Agenda
Background
System Analysis
Concept and Architecture Deviation
Engineering Analysis
Risk Assessment
Project & Test Plan

House of Quality
Speaker: Austin

House of Quality Continued
Speaker: Austin

House of Quality Continued
Speaker: Austin
Key Engineering Requirements: • Quantity Subtractive Processes
• Quantity Additive Processes
• System Cost
• Tool Head/Interface Dimensionality
• Enclosure Dimensions
• Human Interaction Time During Tool Change

House of Quality
Speaker: Austin

Functional Decomposition
Speaker: Nick

Process Benchmarking Process Name Type Method of Manufacturing
Weight (kg)
Cost ($)
Layer Tolerance (± mm)
Speed (mm/min)
Size (mm) Safety Concerns Power Req's (Watts)
Material Inputs/Outputs
Material Storage Concerns Process Examples Owner
Fused Deposition Modeling (FDM
Additive Extrudes material through a heating element to form layers
0.4-1 70-250
0.1 40 125X112X
86 Hot Extruder, Current Draw
50 Plastic Wire Spools of wire http://dx.com/p/heacent-et01-k-extruder-w-j-head-for-reprap-3d-printer-black-233527
Matt
Selective Laser Sintering (SLS)
Additive Melts powder to form layers via high powered laser
0.1 lasers powder powder bed Austin
Plaster-based 3D printing (PP)
Additive Sprays glue on to a powder bed to create layering
>2 <=.05 125 30X30X50 Dust Inhalation Powder Powder Bed http://pwdr.github.io/ Jeremy
Laminated Object Manufacturing (LOM)
Additive Thin layers of material are cut to shape by a laser or knife and glued into position.
0.5-2kg 100+ 0.05 "Fast" Mirror Hot Roller, Cutting
Laser 350
Adhesive Coated Paper/Foil
Rools of specialized paper or foil
http://www.custompartnet.com/wu/laminated-object-manufacturing http://www.mcortechnologies.com/3d-printers/matrix-300-plus/
Matt
Stereolithography (SLA or DLP)
Additive Use UV light to cure photoreactive polymer layer by layer. DLP projects light for a full cross section simulataneously
Chad
Electron Beam Freeform Fabrication (EBF^3)
Additive
Feeds Wire in a molten pool of metal generated by an electron beam. Once the beam moves away, the pool hardens. Moving the wiring and the beam creates part cross sections
0.05 - 0.2 Very hot,
machining done in vacuum
4800 powdered metal powder bed Austin
Selective Heat Sintering Additive Uses direct heat application instead of lasers to melt powder together to form layers
heat powder powder bed Austin
Vacuuming Cleaning Uses vacuum pressure to draw up and away unwanted particles and gases
5 40+ N/A N/A 312X245X
483 175 N/A Vacuum Stored External
http://www.shopvac.com/wet-dry-vacs/vac-
details.aspx?vacId=324&vacSKU=589-51-00
Jeremy
Air Gun Cleaning Uses positive pressure to blow away unwanted particles or chips
<2 5-30 N/A N/A 80X20X40 N/A (Air Supply) Air Air Compressor Jeremy
Polishing Finishing Removes surface scratches from parts, improves surface finish
Chad
Sanding Finishing Removes surface material to smooth out faces and edges. Improves overall surface finish and texture
Chad
Glue Dispense (Solder Paste)
Finishing Liquid material is dispensed through either a screw driven sryinge or pulled from a basin.
>1 80-160
N/A Nozzle
Dependent >10000
Don't Touch the Glue
<25 Glue, Solder Paste Onboard Syringe
http://www.fabathome.org/wiki/index.php?title=Model_1_1-Syringe_Tool http://www.manncorp.com/smt/cat-61-1/dispensers.html
Matt
Pick & Place (SMT Component Placement
Finishing Machine using grippers or vacuum to hold SMT componets positions them over solder paste pads in preparation for reflow
Matt
Laser Engraving Finishing Uses a laser to burn the surface layer of material, allowing for fast engraving
lasers Austin
Powder Deposition Preparation Dispenses Powder into a bed to create a new layer
Jeremy
photopolymer dispense head Preparation Jeremy
Milling Subtractive Moves spinning tool through part, removes chips Chad
Routing Subtractive Similar to milling. Used to hollow out wood or plastic. Can be use to separate parts from mold Chad
Turning Subtractive Removing material in a continuous fashion by spinning a part on an axis using a stationary tool Nick
Laser Cutting Subtractive
Uses a high energy laser to cut through material lasers Austin
EDM Subtractive
Material is removed from the workpiece
by a series of rapidly recurring current
discharges between two electrodes,
separated by a dielectric liquid and
subject to an electric voltage.
0.01 - whatever sparking, heat
up to 200000 (400A peak and
500V peak)? http://www.engineersedge.com/edm.shtml Austin
Speaker: Matt

Process Benchmarking Process Name?? Type
Method of Manufacturing
Weight (kg)
Cost ($)
Layer Tolerance (± mm)
Speed (mm/min)
Size (mm)
Safety Concerns
Power Req's (Watts)
Material Inputs/Outputs
Material Storage Concerns
Fused Deposition Modeling (FDM
Additive Extrudes material through a heating element to form layers
0.4-1 70-250
0.1 40 125X11
2X86 Hot Extruder, Current Draw
50 Plastic Wire Spools of wire
Selective Laser Sintering (SLS)
Additive Melts powder to form layers via high powered laser
? 300+ 0.1 ? lasers ? powder powder bed
Plaster-based 3D printing (PP)
Additive Sprays glue on to a powder bed to create layering
>2 <=.05 125 30X30X
50 Dust
Inhalation Powder Powder Bed
Laminated Object Manufacturing (LOM)
Additive
Thin layers of material are cut to shape by a laser or knife and glued into position.
0.5-2kg 100+ 0.05 "Fast" Mirror Hot Roller,
Cutting Laser 350
Adhesive Coated
Paper/Foil
Rools of specialized
paper or foil
Vacuuming Cleaning
Uses vacuum pressure to draw up and away unwanted particles and gases
5 40+ N/A N/A 312X245X483
175 N/A Vacuum Stored
External
Air Gun Cleaning Uses positive pressure to blow away unwanted particles or chips
<2 5-30 N/A N/A 80X20X
40 N/A (Air Supply)
Air Air
Compressor
Glue Dispense (Solder Paste)
Finishing
Liquid material is dispensed through either a screw driven sryinge or pulled from a basin.
>1 80-160
N/A Nozzle
Dependent
>10000 Don't Touch
the Glue <25
Glue, Solder Paste
Onboard Syringe
Speaker: Matt

Printer Bench Marking
Printer Name Cost ($) Available Processes Layer Resolution (in)
X-Y Tolerances (in)
Printable Area (in)
Links for Additional Specifications
Multi Proto Lab
150,000+ 100,000+
3D Dual additive printing (ABS + sacrificial PLA) 0.001 0.001
24"x36"x8" 20"x24"x8"
http://rapidprototypingmachine.com/mpl/platform/2-uncategorised/18-platform-standard
High-speed precision milling Drop-on-Demand printing of conductive and nano-scale metals
Laser-powered soldering
Extrusion deposition
Adhesive dispensing
Pick and place
Conformal polymer layer dispensing
Fab@Home ~3,000 Solid Free Form Fabrication (Syringe Based Printing) 0.001 0.004 8"x8"x8"
http://www.fabathome.org/index.php?q=faq
Makerbot 2,800 Fused Filament Fabrication (Dual Plastic Deposition) 0.004 0.0004 9"x6"x8.1"
http://store.makerbot.com/replicator2x.html
RepRap (Mendel)
500-1,000 Fused Deposition Modeling 0.012 0.004 8"x8"x5.5"
http://reprap.org/wiki/Mendel
Speaker: Matt

Agenda
Background
System Analysis
Concept and Architecture Deviation
Engineering Analysis
Risk Assessment
Project & Test Plan
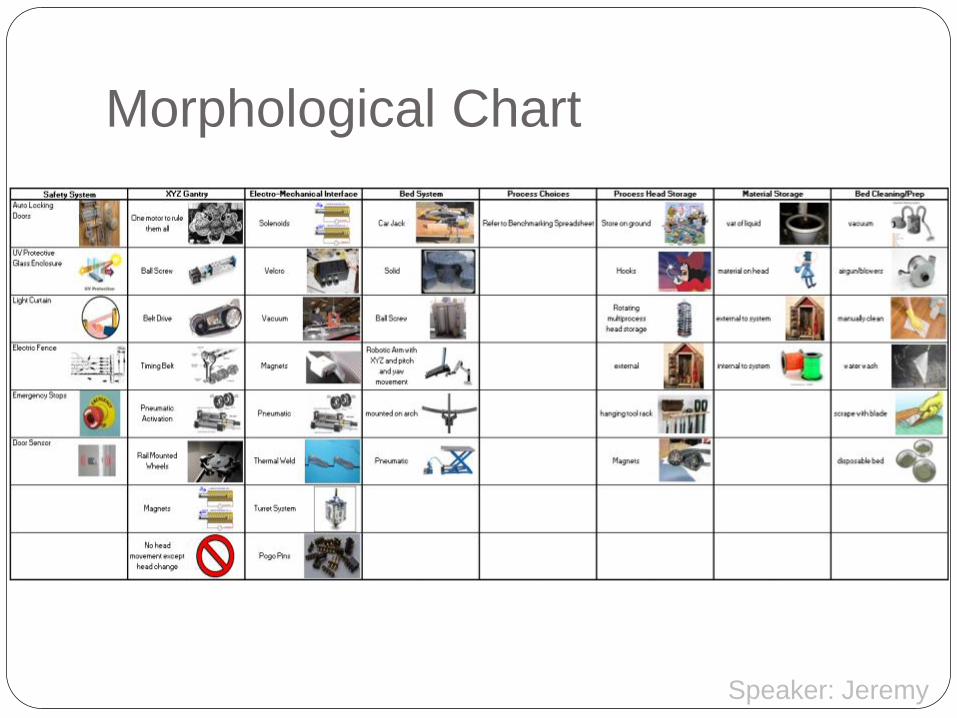
Morphological Chart
Speaker: Jeremy

Morphological Chart
Speaker: Jeremy
Concept 7 - “Gene Simmons” Selected

System Concepts
Concept 1 Concept 2
Concept 4 Concept 3

System Concepts Cont.
Concept 5 Concept 6
Concept 7 Concept 8

Pugh Chart
P14551 --- 1 2 3 4 5 6 7 8
Multi-process 3D Printer Mutli-Proto Lab Dual Dumper EZPZ Slide'n'Ride Bandaid Dispenser AirmageddonAntebellum
AmericaGene Simmons Ultimate Papercut
Conceptual Image
Judgement Criterion
Cost - - + - - - - D -
Technical Difficulty - - + - - - - A +
System Extensibility + + - + + - + T -
Number of Safety Concerns + S + - - - - U -
Utlizes pre-existing parts - - S - - - S M -
Motion Control Precision + - - + + - S +
Maximum Number of Processes in Machine S - - + + - + -
Active Material Storage Volume ? + S - - + + S
Maintenance Frequency ? - + - - - - -
Material Replacement Difficulty ? + S S S + + S
Number of Actuating Elements (↓) S - + - - S - -
Ease of assembly/Open source capability - - + - - - - +
Visual appeal of system + + - + + + + S
Power Consumption - + - + S - S -
Total (+) 4 5 6 5 4 3 5 0 3
Total (-) 5 8 5 8 8 10 6 0 8
Net Score -1 -3 1 -3 -4 -7 -1 0 -5
Speaker: Nick

Selected Concept
Design “Gene
Simmons” Selected
Simple Motion Control
Expandable
Secure Interface
Utilizes existing
technology
Speaker: Nick

Architecture
Speaker: Nick

Agenda
Background
System Analysis
Concept and Architecture Deviation
Engineering Analysis
Risk Assessment
Project & Test Plan

Engineering Analysis
Speaker: Nick
Agenda
Background
System Analysis
Concept and Architecture Deviation
Engineering Analysis
Risk Assessment
Project & Test Plan

Risk Assessment ID
Risk Item Describe the risk briefly
Risk Type Identify the type
of the risk
Effect What is the effect on any or all of
the project deliverables if the cause actually happens?
Cause What are the possible cause(s) of this risk?
Like
liho
od
Seve
rity
Imp
ort
ance
(L
*S)
Action to Minimize Risk What action(s) will you take (and by
when) to prevent, reduce the impact of, or transfer the risk of this occurring?
Owner Who is
responsible for following through on mitigation?
2 Process Head Fall
Off Technical
Possibly damage print head or
inside of printer. If protection is not
sufficient, possibly damage the user.
Mechanical failure of
interface. Software
incorrectly releases head. 3 3 9 Head connection is active-on M. Demm
1 Machine Acquires
Wrong Head Technical
Printer carries out the wrong
process, resulting in a bad part and
possibly damaging printer
Mismanagment of head
placement
information/head interface
issue.
2 3 6 Redundant identification system for head N. Hensel
8
Subtractive tool
contacts surface
other than part
Technical Damage to internal of machine
(bed/enclosure/etc.)
Tool motion/path not
correct. Bad coordinate
referencing 2 3 6
Limit motion with robust system feedback/
limit switches. Add hardware limiting
elements. Simulate toolpaths to verify
accuracy
N. Hensel
10
Operator gets hurt by
machine (Burned,
Blinded by Laser, UV
Exposure, Cut by
tooling, Inhale Powder,
Caught in moving
parts, etc.)
Technical Operator requires medical
attention/incurs medical costs
Insufficient safety
measures 2 3 6 Safety protection components/ document
needs and specs of each process A. Chacosky
12 Failure to complete
project on time Project
Management
Failure to implement any
processes/address other customer
requirements/receive a poor grade
Attempt to implement too
many processes/Take too
long with design 2 3 6
Maintain good project plan with timing
considerations C. Rossi
15 Technical Inability to
develop Interface Organizational
We fail to meet the most important
customer specification
Lack necessary skills. Do
not put enough
resources/time into
coming up with a solution.
2 3 6 Conduct sufficient research and
benchmarking Team-wide
22
Customer not
satisfied with end
result
External Customer gives poor review to
advisor
Chosen design fails to
meet customer
specifications 2 3 6 Maintain good contact with customer C. Rossi
3 Process Head Not
Aligned Technical
Part printed incorrectly - dimensions
of end result incorrect.
Mechanical registration
failure or of position
feedback/software control 3 2 6
Software and hardware registration used to
verify. Very complex element M. Demm
13 Inability to meet cost
goals Organizational
Printer cost out of specification -
miss customer requirements
Receive innacurate cost
estimates on
components/insufficient
BOM detail/need to
acquire unaccounted for
components
3 2 6 Maintain an accurate budget C. Rossi
24 Miss deliverable
deadlines Project
Management
Poor grade/ fall behind on project -
might not complete entire project
scope/ all nighters/ triage work
Poor time management 3 2 6 Keep/maintain a detailed project plan C. Rossi
Speaker: Chad

Agenda
Background
System Analysis
Concept and Architecture Deviation
Engineering Analysis
Risk Assessment
Project & Test Plan

Test Plan Objective
Test to compare dimensions in a user created CAD file to system performance output in order to compare system capabilities to engineering requirements
Description Created a die by using additive process to create a
1x1x1 cube and subtractive process to create the dots and contour mill edges
Measure created part and compare to the CAD file If automated dimensions are not equal to printed part,
recalibrate machine and start again
Output parameters X-Y resolution of printing Precision Timing
Speaker: Chad

Project Schedule
Speaker: Jeremy

Questions
?

Appendices
Video: http://www.uqast.com/Nationalnano/Multi-Proto-
Lab?goback=%2Egmp_1914824%2Egde_1914824_member_
198149628#%21
Benchmarking Site
http://www.3ders.org/pricecompare/3dprinters/?a=DIY%20kit&
tab=Details

Appendices
File Links:
https://edge.rit.edu/edge/P14551/public/WorkingDo
cuments/System%20Level%20Design/P14551_Mor
phologicalChart_20130919.xlsx
https://edge.rit.edu/edge/P14551/public/WorkingDo
cuments/System%20Level%20Design/Benchmarkin
g/P14551_HRMTBenchmarking_20130919.xlsx

Concept
1

Concept
2

Concept
3

Concept
4

Concept
5

Concept
6

Concept
7

Concept
8
Related Documents











