PERANCANGAN TATA LETAK FASILITAS

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

PERANCANGAN TATA LETAK FASILITAS
- Systematic Layout Planning - Desain Produk, Proses, Skedul,
Fasilitas
3/15/17 2PTLF Jurusan Teknik Industri USAKTI
Systematic Layout Planning (SLP)
3/15/17 3PTLF Jurusan Teknik Industri USAKTI
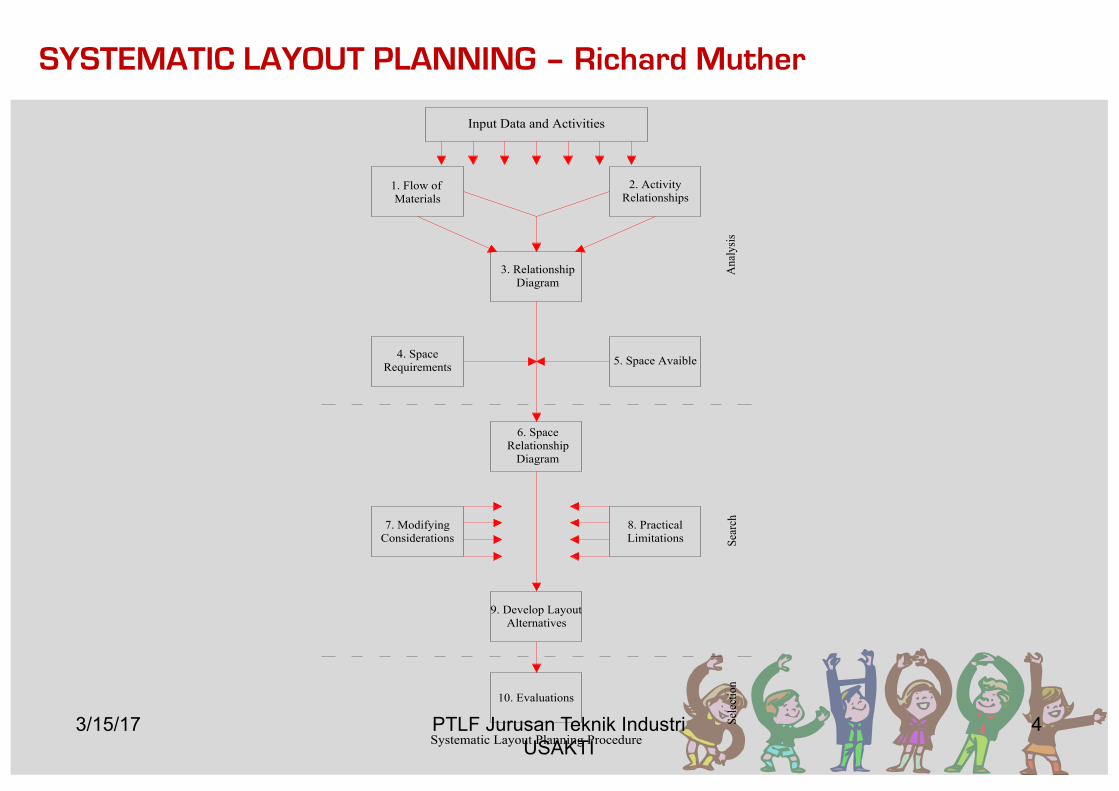
SYSTEMATIC LAYOUT PLANNING – Richard Muther
Input Data and Activities
Ana
lysis
Sear
chSe
lect
ion
1. Flow of Materials
2. Activity Relationships
3. Relationship Diagram
4. Space Requirements 5. Space Avaible
8. Practical Limitations
7. Modifying Considerations
9. Develop Layout Alternatives
10. Evaluations
6. Space Relationship
Diagram
Systematic Layout Planning Procedure3/15/17 4PTLF Jurusan Teknik Industri
USAKTI

SYSTEMATIC LAYOUT PLANNING (SLP)ProsedurPelaksanaanSLP :
C PENGUMPULAN DATA DAN AKTIVITAS ;Mengumpulkan data informasi yang berkaitan dengan aktifitas pabrik, seperti : disain produk, proses& skedul kerja.
C ANALISA ALIRAN MATERIAL ;Pengukuran kuantitatif untuk setiap gerakan perpindahan material diantara departemen.Dalam menganalisa aliran material dapat digunakan peta- peta seperti:
• Peta Rakitan• Peta Proses Operasi• Peta Aliran Proses• Diagram Aliran• Multi Product Process Chart (MPPC)• From To Chart• Inflow & Outflow Interrelationship DiagramC ANALISA KETERKAITAN KEGIATAN ;
mencari hubungan diantara aktivitas pemindahan material dan satu fasilitas kerja ke fasilitas kerjayang lam dengan aspek kuantitatif sebagai tolak ukurnya (biaya material handling). Untuk itu dapatdigunakan peta yang disebut Activity Relationship Chart3/15/17 5PTLF Jurusan Teknik Industri
USAKTI
SYSTEMATIC LAYOUT PLANNING (SLP)ProsedurPelaksanaanSLP :
C DIAGRAM KETERKAITAN ;Apabila derajat hubungan aktifitas merupakan faktor penting (dalam hal ini aspek kualitatif lebihpenting untuk di perhatikan) maka pada tahapan ini perlu dibuat suatu Activity RelationshipDiagram (ARD). Akan tetapi bila aliran material lebih dominan, maka perlu dibuat suatu DiagramAliran. Dan bila kombinasi dan keduanya (aliran material & hubungan kedekatan), maka dapat dibuatDiagram REL.
C KEBUTUHAN LUAS AREA & AREA YANG TERSEDIA ;Mengevaluasi kebutuhan luas area untuk pengaturan segala fasilitas pabrik yang dibutuhkan .Metode-metode yang dapat digunakan adalah :
• Production Center MethodProduction center (stasiun kerja) terdiri atas sebuah mesin dan semua fasilitas/peralatan
penunjangnya dan area yang diperlukan untuk pengopeasiannya. Disamping itu area untukkeleluasaan operator bekerja, area untuk maintenance, ruang untuk meletakkan materialmaupun produk jadi, dllnya perlu ditambahkan.
• Converting MethodMenentukan kebutuhan luas luasan area untuk departemen penunjang, gudang, dllnya.
• Roughed Out Layout MethodMengevaluasi kemungkinan pengaturan tata letak, serta estimasi luas area yang dibutuhkan.
3/15/17 6PTLF Jurusan Teknik Industri USAKTI
SYSTEMATIC LAYOUT PLANNING (SLP)ProsedurPelaksanaanSLP :
C KEBUTUHAN LUAS AREA & AREA YANG TERSEDIA ;Metode-metode yang dapat digunakan adalah (cont.):
• Space Standards MethodMenentukan luasan area yang dibutuhkan.
• Ratio Trend and Projection MethodUntuk mengaplikasikan metode ini, terlebih dahulu ditetapkan suatu perbandinganuntuk suatu faktor yang dapat diukur, dan diramalkan untuk tata letak yangdiusulkan.
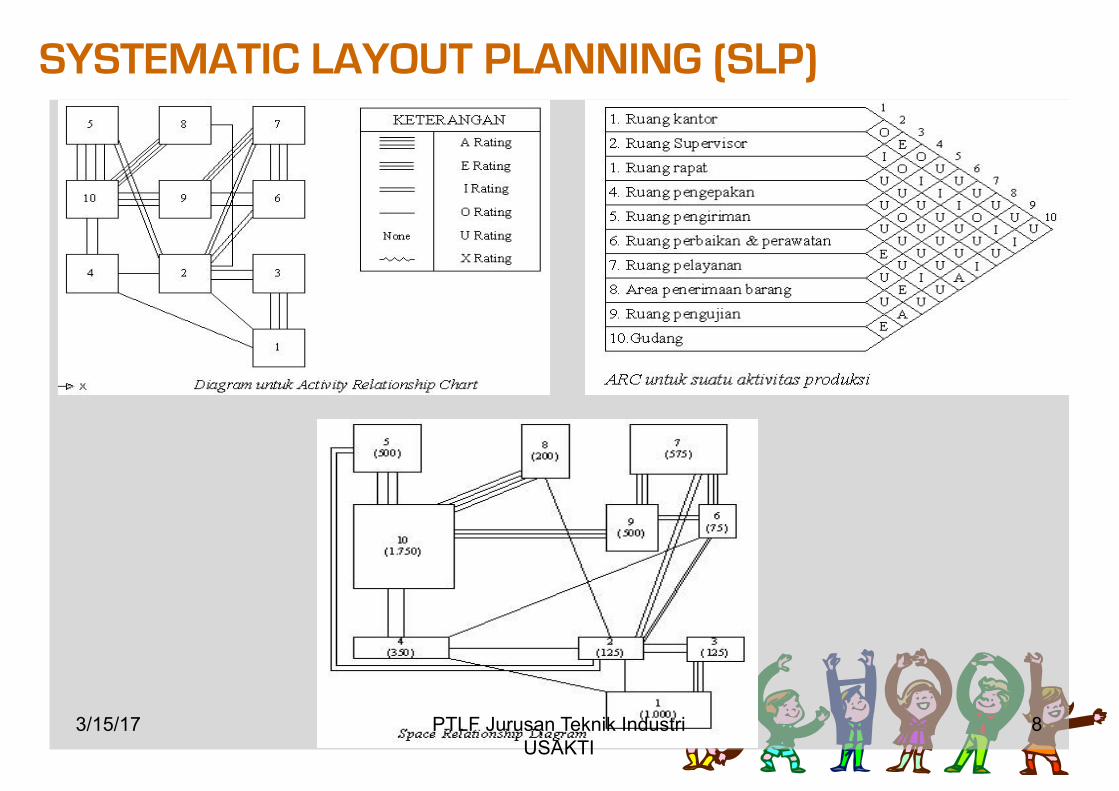
C PERANCANGAN TATA LETAK ALTERNATIF ;Membuat alternatif rancangan tata letak dengan mengkombinasikan pertimbangan-pertimbangan kebutuhan luas area yang dibutuhkan & Diagram REL dalam bentuk SpaceRelationship Diagram. Kemudian merancang tata letak alternatif berdasarkan SpaceRelationship Diagram tsb dan melakukan modifikasi seperlunya berdasarkan batasan &pertimbangan khusus lainnya dengan membuat suatu Block Plan atau Area AllocationDiagram (AAD). Kemudian dapat dirancang detil tata letak yang sesuai, dengan mengaturmesin atau fasilitas kerja yang berada di masing-masing blok yang ada.
3/15/17 7PTLF Jurusan Teknik Industri USAKTI
SYSTEMATIC LAYOUT PLANNING (SLP)
3/15/17 8PTLF Jurusan Teknik Industri USAKTI
INFORMASI YANG DIBUTUHKAN UNTUKPERANCANGAN FASILITAS
Ø KEBIJAKANPIMPINAN
Data terpenting yang dibutuhkan oleh seorang perancang fasilitas harus datang danpimpinan dalam bentuk pemikiran dan kebijakan sehubungan dengan hal-hal sbb:
Ramalan Penjualan ; Kepegawaian ; Pertumbuhan ; Modal ; Persediaan ; PeremajaanPeralatan ; Pemeliharaan & Reparasi ; Pelayanan pelanggan ; Persaingan ;Teknologi ; Laju Pertumbuhan ; Distribusi ; Lembur ; Membuat/membeli ;Organisasi ; Pendapatan atas modal ; Keuntungan bersih ; Pelayanan staf ; Rencanaperubahan = produk atau proses ; Pergantian buruh ; Usia angkatan kerja ;Kelompok buruh ; Kendala waktu ; Ketersediaan dana ; Pelayanan produk ;Jaminan.
Ø KAJIANKELAYAKANØ PENELITIANPASARØ PERAMALANPENJUALANØ REKAYASAPRODUK
3/15/17 9PTLF Jurusan Teknik Industri USAKTI

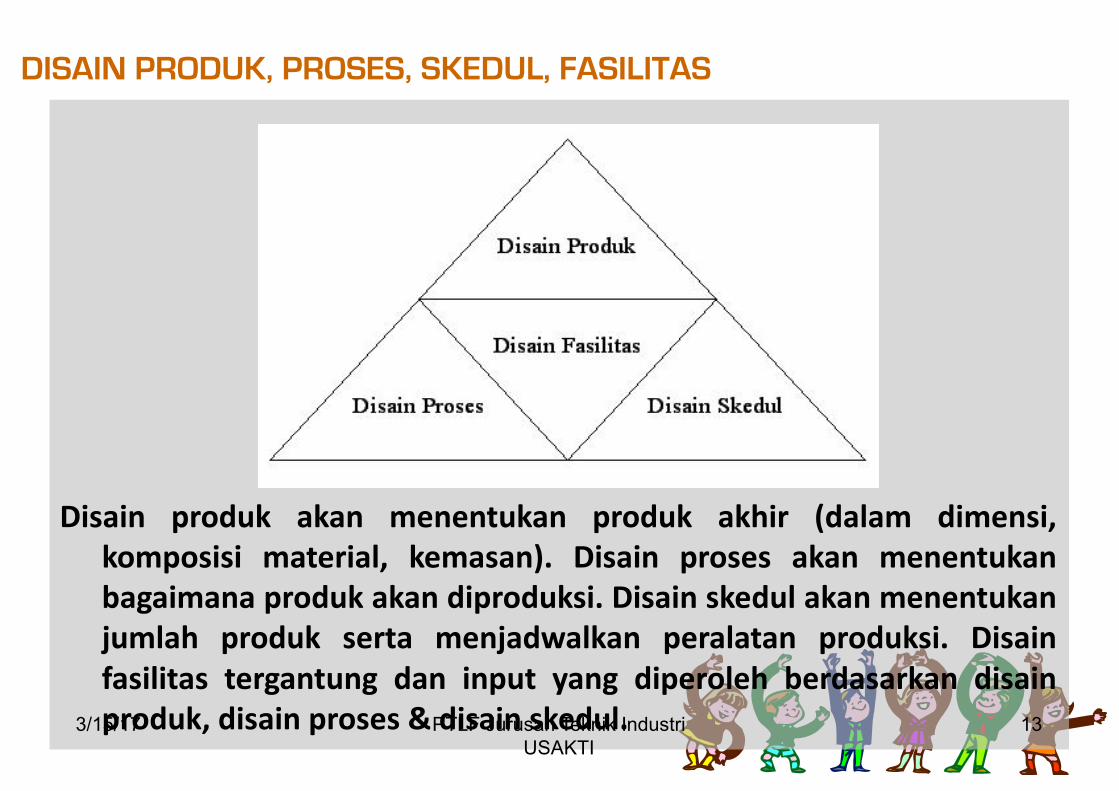
Desain ProdukDesain ProsesDesain SkedulDesain Fasilitas
3/15/17 10PTLF Jurusan Teknik Industri USAKTI
DISAIN PRODUK, PROSES, SKEDUL, FASILITAS
ProsesPerancanganFasilitasMeliputiTahapansbb:§ Nyatakan produk yang akan dimanufaktur§ Spesifikasikan proses manufaktur yang kegiatan yang berhubungan yang
dibutuhkan untuk menghasilkan produk§ Tentukan keterkaitan diantara seluruh kegiatan§ Tentukan kebutuhan ruang untuk seluruh kegiâtan§ Buat alternatif rencana fasilitas§ Evaluasi altematif rencana tsb§ Pilih rencana fasilitas yang diinginkan§ Implementasikan rencana fasilitas tsb§ Pelihara dan sesuaikan rencana fasilitas tsb§ Perbaharui produk yang dimanufaktur & nyatakan kembali sasaran dan
fasilitas.3/15/17 11PTLF Jurusan Teknik Industri USAKTI
DISAIN PRODUK, PROSES, SKEDUL, FASILITAS
Sebelumdibuataltematifrencanafasilitas,sebaiknyakitadapatmenjawabpertanyaan-pertanyaansbb:
1. Apayangakandiproduksi?2. Bagaimanaproduktsbdiproduksi?3. Kapanprodukakandiproduksi?4. Seberapabanyakprodukakandiproduksi?5. Untukberapalamaprodukakandiproduksi?6. Dimanaprodukakandiproduksi?
3/15/17 12PTLF Jurusan Teknik Industri USAKTI
DISAIN PRODUK, PROSES, SKEDUL, FASILITAS
Disain produk akan menentukan produk akhir (dalam dimensi,komposisi material, kemasan). Disain proses akan menentukanbagaimana produk akan diproduksi. Disain skedul akan menentukanjumlah produk serta menjadwalkan peralatan produksi. Disainfasilitas tergantung dan input yang diperoleh berdasarkan disainproduk, disain proses & disain skedul.3/15/17 13PTLF Jurusan Teknik Industri
USAKTI
Disain Produk• Productdesignmerupakan rancangan secara rinci mengenaiproduk yangakan dibuat pada pabrik.
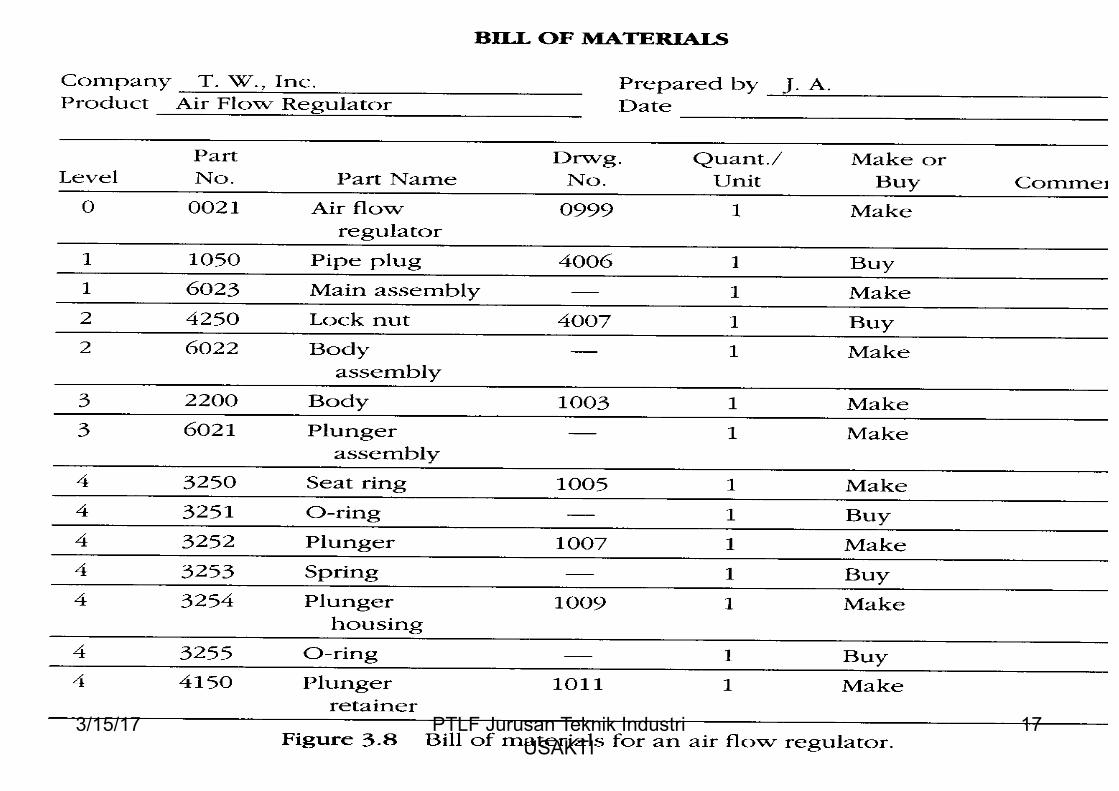
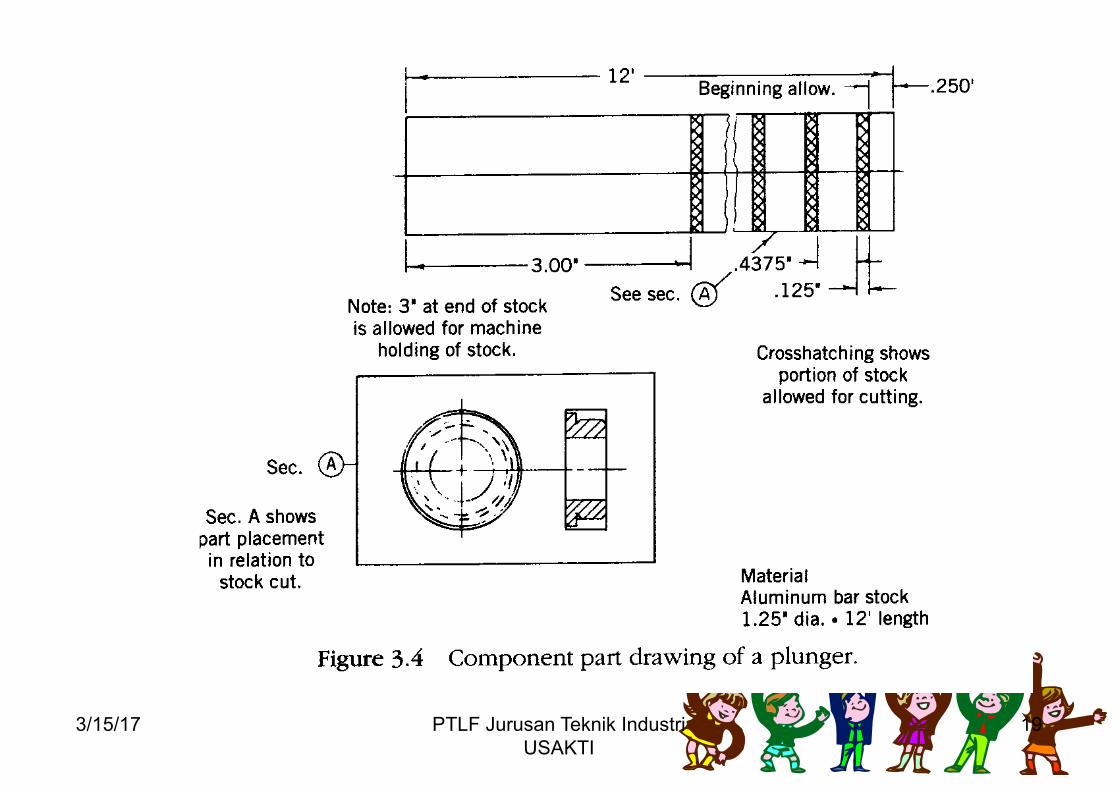
• Productdesignumumnya dijabarkan dalam beberapa bentukinformasi seperti:§Billofmaterial§Spesifikasi produk§Dimensi produk§Jenis material§prototypeoftheproduct§Detailedcomponentpartdrawingsforeachcomponent
3/15/17 14PTLF Jurusan Teknik Industri USAKTI
3/15/17 15PTLF Jurusan Teknik Industri USAKTI
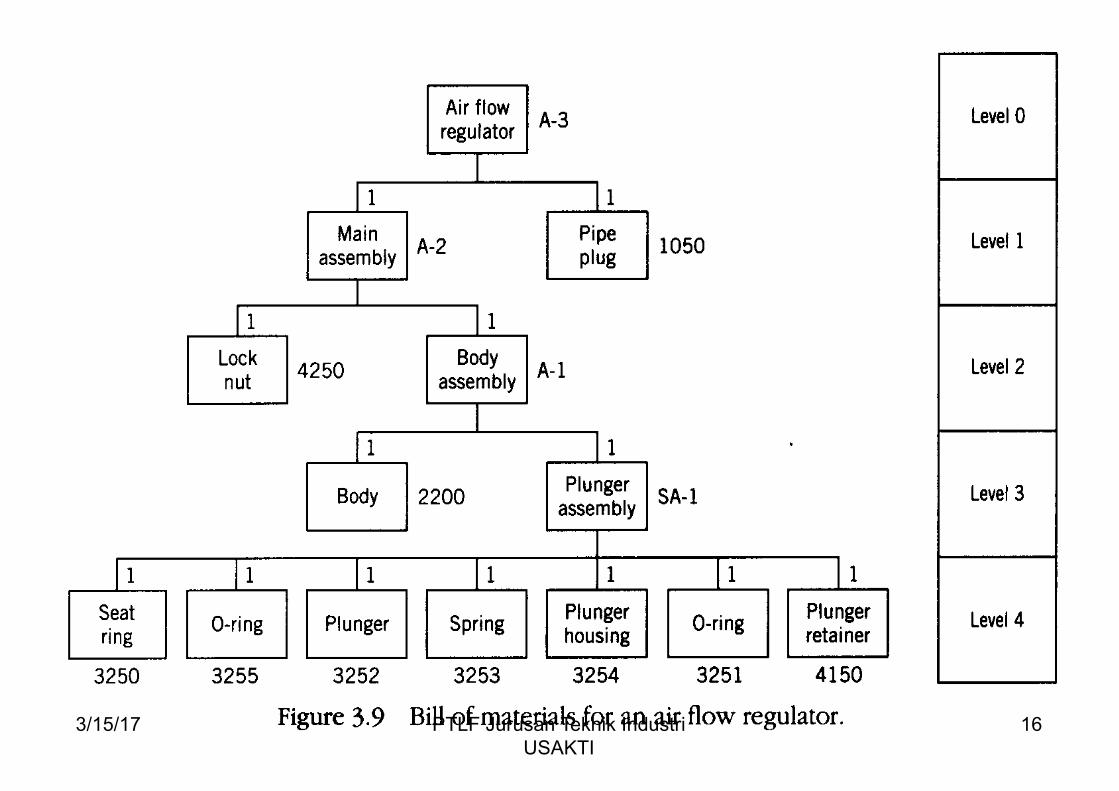
Bill of Material
3/15/17 16PTLF Jurusan Teknik Industri USAKTI
3/15/17 17PTLF Jurusan Teknik Industri USAKTI

3/15/17 18PTLF Jurusan Teknik Industri USAKTI
3/15/17 19PTLF Jurusan Teknik Industri USAKTI
Disain Proses¯ Disain proses berbicara mengenai ‘how to produce’; merencanakan
operasi yang diperlukan mulai dari masuknya bahan baku hinggadihasilkan produk sesuai rancangan.
¯ Desain proses sangat tergantung pada strategi manufaktur yang akandigunakan. Apakah flow shop, job shop atau proyek.
¯ Desain proses memberikan gambaran mengenai proses pengerjaan,urutan proses, lamanya proses, mesin yang diperlukan, caramengoperasikannya, standar kualitas operasi dll.
¯ Output dan fungsi desain proses ini adalah:– Sketsa operasi– Lembar Pengurutan Operasi– Lembar Petunjuk Operasi yang detil– Penggambaran kasar tata letak awal tempat kerja & peralatan.3/15/17 20PTLF Jurusan Teknik Industri
USAKTI
DISAIN PROSES
IdentifikasiKebutuhanProses :• Keputusan Make or Buy : berdasarkan input dan bagian
keuangan, TI, marketing, process engineering, pembelian.(lihat gambar prosedur Make or Buy)
• Bill of Material, yang berisi : no. komponen, namakomponen, jumlah komponen per-produk & gambarproduk (lihat contoh)
• Penentuan Metode Produksi untuk tiap komponen atauproduk & tipe tata letak yang sesuai.
3/15/17 21PTLF Jurusan Teknik Industri USAKTI
DISAIN PROSES – PEMILIHAN KEBUTUHAN PROSES
1. Konsep unit proses (proses satuan)mempunyai keuntungan sbb :ü Proses satuan lebih mudah dalam menentukan apa yangharus dilakukan path bahan untuk mengubahnya
ü Proses satuan memudahkan sintesa proses baruü Proses satuan mempermudah pembandingan antar proseskarena karakteristik biaya dapat dibandingkan tanpa kesulitan
3/15/17 22PTLF Jurusan Teknik Industri USAKTI

DISAIN PROSES – PEMILIHAN KEBUTUHAN PROSES
2. Prosedur Pemilihan Prosesü Mendefinisikan elemen operasi : harus mempertimbangkan
alternatif bentuk bahan & tipe elemen operasiü Mengidentifikasi altematif proses untuk tiap operasi : tipe
peralatan, alternatif manual mekanisasi – otomasiü Menganalisis altematif proses untuk tiap operasi : penentuan
waktu’ unit produk, alternatifü Standarisasi prosesü Evaluasi, alternative proses: evaluasi ekonomis untuk tiap
alternative tiap peralatanü Pemilihan proses : kriterianya adalah fleksibilitas, reliabilitas,
keselamatan kerja & kemudahan pemeliharaan3/15/17 23PTLF Jurusan Teknik Industri
USAKTI
DISAIN PROSES – PEMILIHAN KEBUTUHAN PROSES
3. Pengurutan Kebutuhan ProsesüPetarakitanüPetaprosesoperasiüDiagramprosedur
3/15/17 24PTLF Jurusan Teknik Industri USAKTI

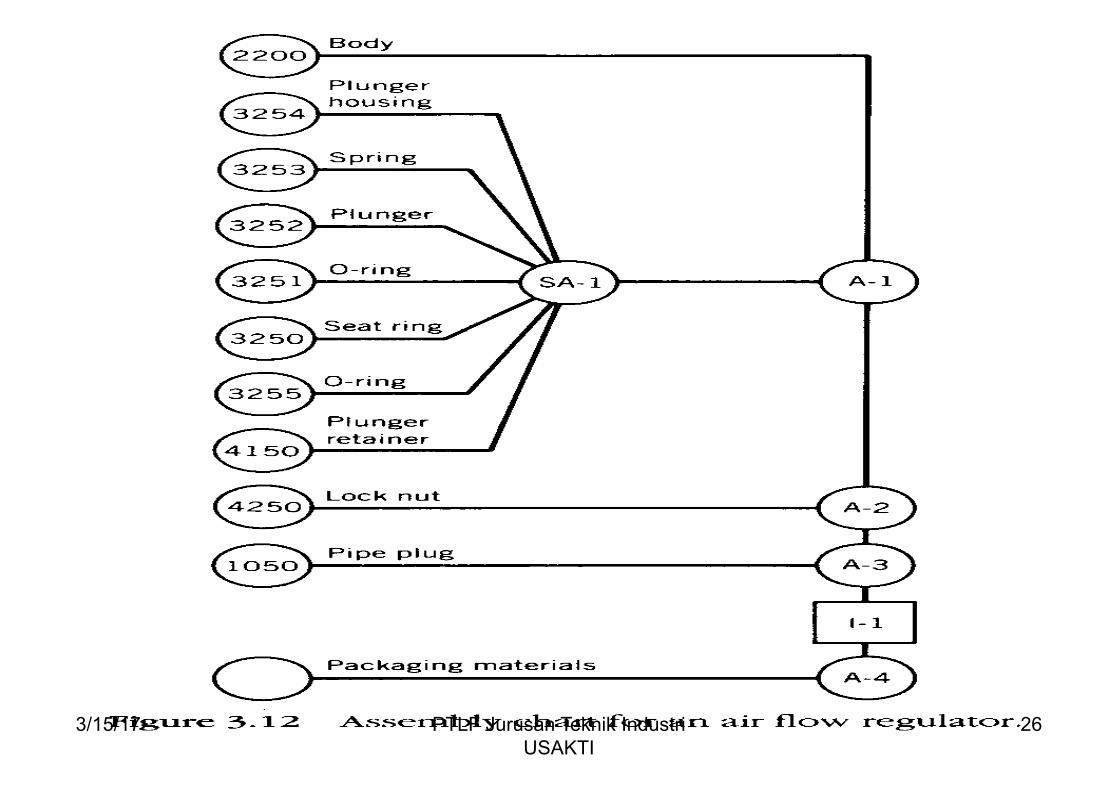
PETA RAKITAN• Adalah gambaran grafis urutan-urutan aliran komponen dan sub rakitan ke
dalam rakitan suatu produk. Informasi yang dapat diperoleh dari suatupeta rakitan adalah :
ü Nama-nama komponen yang membentuk produkü Bagaimana komponen tersebut bergabungü Komponen yang menjadi bagian suatu sub rakitanü Aliran komponen ke dalam sebuah rakitanü Keterkaitan antara komponen dengan sub rakitanü Gambaran menyeluruh dari proses perakitanü Urutan waktu rakitan
• Peta ini digambarkan dengan lingkaran-lingkaran yang menunjukkanrakitan ataupun rakitan bagian yang mengikuti urutan operasi yangdikerjakan, bukan menurut urutan stasiun kerja.3/15/17 25PTLF Jurusan Teknik Industri
USAKTI
3/15/17 26PTLF Jurusan Teknik Industri USAKTI
PETA PROSES OPERASI
Merupakan diagram yang menggambarkan langkah-langkah proseskeseluruhan yang akan dialami oleh bahan baku hingga menjadibarang jadi. Dengan adanya informasi-informasi yang bisa dicatatmelalui Peta Porses Operasi, kita bisa memperoleh banyak manfaat,diantaranya adalah :
¥ Mengkombinasikan lintasan produksi dan peta rakitan sehinggamemberikan informasi yang lebih lengkap
¥ Menunjukkan operasi yang harus dilakukan untuk tiap komponen &urutan operasi, urutan rakitan & pabrikasi tiap-tiap komponen.
¥ Membantu untuk perencanaan stasiun kerja & penentuan jumlahtenega kerja.
¥ Menunjukkan pola aliran bahan & kesulitan yang mungkin dihadapidalam penenganan material3/15/17 27PTLF Jurusan Teknik Industri
USAKTI

3/15/17 28PTLF Jurusan Teknik Industri USAKTI
3/15/17 29PTLF Jurusan Teknik Industri USAKTI
Desain Skedul• How much to produce and When to produce• Schedule design decisions impact machine selection, number of
machines, number of shifts, number of employees, spacerequirement, storage requirement, material handling equipment,etc.
• Information is needed concerning production volume, trends, andthe predictability of future demands for the products to be produced.
• Market Information• Process Requirement
– Process design: Determines the specific equipment types requiredto produce the product
– Schedule design: determines the number of each of equipmenttype required to meet the production schedule
3/15/17 30PTLF Jurusan Teknik Industri USAKTI

Market Analysis
3/15/17 31PTLF Jurusan Teknik Industri USAKTI
Desain Skedul• Specificationofprocessrequirements
– Determinethequantityofcomponentsthatmustbeproduced,includingscrapallowance
– Determinetheequipmentrequirementsforeachoperation– Combinestheoperationrequirementstoobtainoverallequipmentrequirements
• Scrapestimates• Equipmentfraction
3/15/17 32PTLF Jurusan Teknik Industri USAKTI
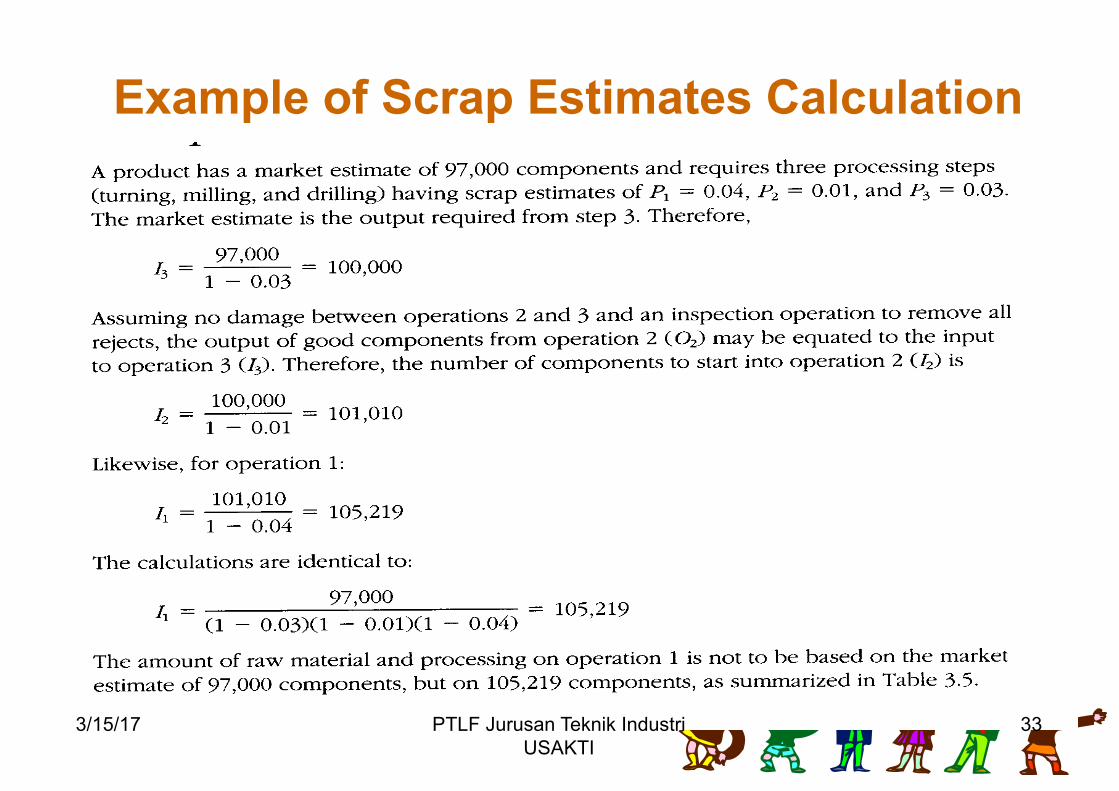
Example of Scrap Estimates Calculation
3/15/17 33PTLF Jurusan Teknik Industri USAKTI

Production Requirements
3/15/17 34PTLF Jurusan Teknik Industri USAKTI
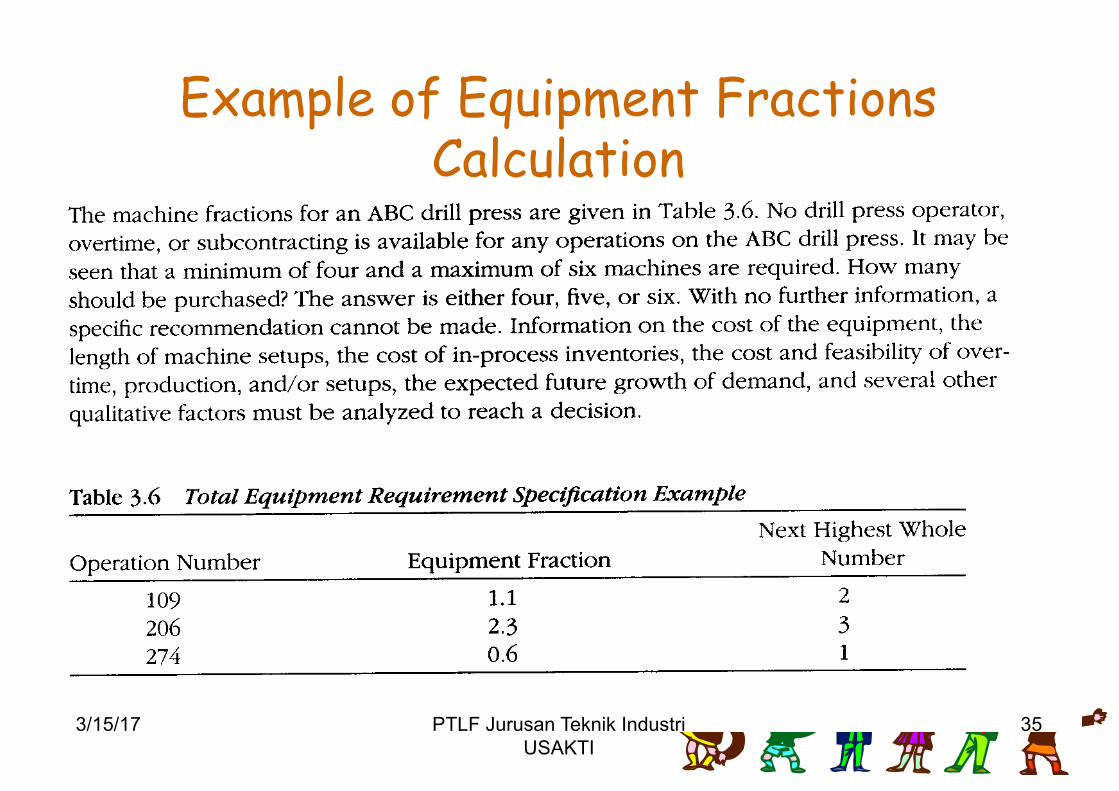
Example of Equipment Fractions Calculation
3/15/17 35PTLF Jurusan Teknik Industri USAKTI
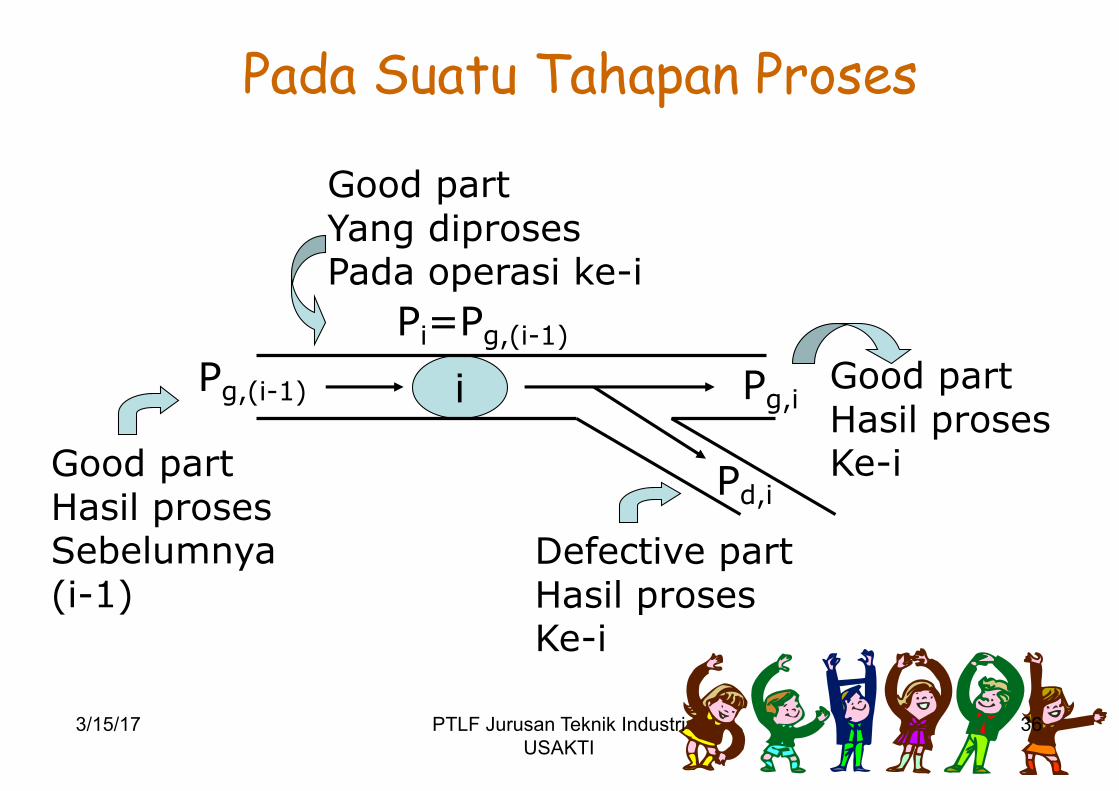
Pada Suatu Tahapan Proses
iPg,(i-1)
Pi=Pg,(i-1)
Pg,i
Pd,i
Good partHasil prosesKe-i
Defective partHasil prosesKe-i
Good partHasil prosesSebelumnya(i-1)
Good partYang diproses Pada operasi ke-i
3/15/17 36PTLF Jurusan Teknik Industri USAKTI
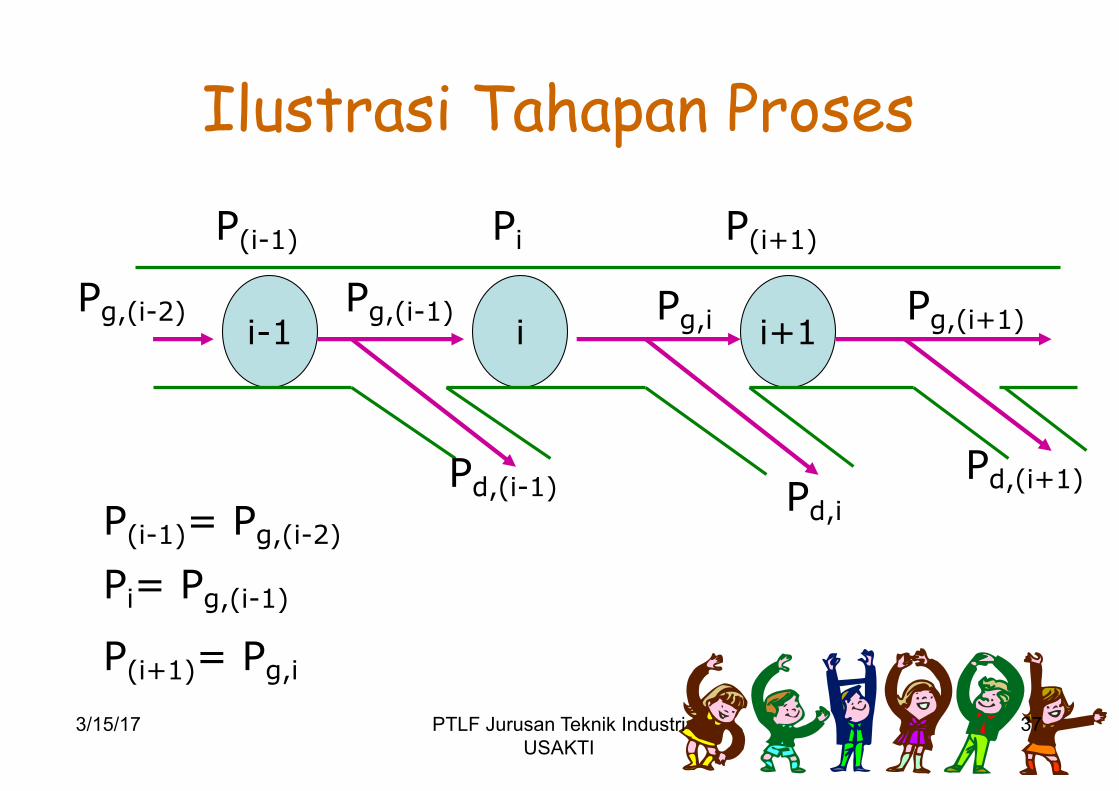
i-1 i i+1
Pd,iPd,(i+1)Pd,(i-1)
Pg,(i-1) Pg,i Pg,(i+1)Pg,(i-2)
P(i-1) Pi P(i+1)
P(i-1)= Pg,(i-2)
Pi= Pg,(i-1)
P(i+1)= Pg,i
Ilustrasi Tahapan Proses
3/15/17 37PTLF Jurusan Teknik Industri USAKTI

Routing Sheet(Lembar Pengurutan Produksi)
�Definisi:Adalah tabulasi langkah-langkah yang tercakup dalammemproduksi komponen-komponen tertentu.
�Tujuan:w Untuk menentukan jumlah bahan baku yang disiapkanw Untuk menentukan jumlah mesin teoritis yang harustersedia pada kapasitas tertentu.
3/15/17 38PTLF Jurusan Teknik Industri USAKTI
Production Routing «Route produksi menggambarkan langkah-langkah operasi yang
diperlukan untuk merubah bahan baku menjadi produk jadiyang dikehendaki.
«Untuk itu diperlukan beberapa informasi mengenai; namakomponen, jenis operasi kerja, mesin dan peralatan yangdigunakan, waktu standar operasi dll.
« Informasi mengenai mesin, perkakas dan alat bantu yangdigunakan dibutuhkan karena pada dasarnya tata letak pabrikakan mengatur fasilitas-fasilitas tersebut.
« Informasi mengenai waktu standar diperlukan untukmenghitung jumlah mesin yang dibutuhkan sehingga dapatdiperkirakan jumlah mesin, work station dan luar area yangdibutuhkan.
3/15/17 39PTLF Jurusan Teknik Industri USAKTI

3/15/17 40PTLF Jurusan Teknik Industri USAKTI
Data pada Routing Sheet
1. No.Operasi2. Nama Operasi3. Nama Mesin/Tools yang dipakai4. Waktu Baku5. Waktu Set-Up6. Kapasitas mesin teoritis, diperoleh dari:KapasitasMesin teoritis =Per hari
Jam kerja/hari – W.Set up mesin/hari
Waktu baku proses
3/15/17 41PTLF Jurusan Teknik Industri USAKTI

7. Persentase scrap merupakan kegagalan proses dan tidak dapat digunakan lagi.
8. Jumlah yang diharapkan ð demand rate9. Jumlah yang disiapkan
Jumlah yang disiapkan
=Jumlah yang diharapkan
1 – Persentasi Scrap
3/15/17 42PTLF Jurusan Teknik Industri USAKTI
8. Produksi pada efisiensiTingkat produksi efisien adalah tingkat produksi mesin dengan mempertimbangkan tingkat efisiensi rata-rata yang dimiliki pabrik
9. Reliabilitas mesin10. Jumlah mesin teoritis dapat dihitung dengan rumus
sbb:
ProduksiPada efisiensi =
Jumlah yang disiapkan
Efisiensi Pabrik
Jml mesinteoritis
=Produksi pada efisiensi
Reliabilitas mesin x kapasitas mesinteoritis
3/15/17 43PTLF Jurusan Teknik Industri USAKTI
Contoh Soal Routing Sheet
• Produk XV dibentuk dengan merakit sub komponen 1-2 dansub komponen 3-4. Sub komponen 1-2 dihasilkan darisebuah komponen 1 yang dirakit dengan 2 (dua) buahkomponen 2. Sub komponen 3-4 dihasilkan dari perakitanantara sebuah komponen 3 dan 2 (dua) buah komponen 4.
• Perakitan dilakukan di meja rakit ; waktu rakit = 10 menit ; %skrap = 2%
• Dalam sehari, setup mesin dilakukan hanya satu kali.• Jam kerja efektif per hari adalah 8 jam dan Efisiensi pabrik
90%.• Tabel berikut adalah data komponen, kuantitas, routing dan
jumlah produk perjam
3/15/17 44PTLF Jurusan Teknik Industri USAKTI

Proses Wkt setup (menit)
Wkt baku (menit)
% scrap
Reliabilitas (%)
A 12 2 5 85 B 30 3 2 80 C 20 4 3 85 D 15 4 4 90 E 15 3 4 90
Komponen Quantity Urutan (Routing) Jumlah produk per jam 1 1 A B C D E 50 2 2 A C B D E 100 3 1 A B D C B E 50 4 2 A B D E 100
3/15/17 45PTLF Jurusan Teknik Industri USAKTI
Akhir Presentasi
3/15/17 46PTLF Jurusan Teknik Industri USAKTI
TENTANG PENCARIAN IDE
3/15/17 47PTLF Jurusan Teknik Industri USAKTI

PROSES PERENCANAAN PRODUK
3/15/17 48PTLF Jurusan Teknik Industri USAKTI

Akhir Presentasi
3/15/17 49PTLF Jurusan Teknik Industri USAKTI
Related Documents











