http://jrp.sagepub.com Composites Journal of Reinforced Plastics and DOI: 10.1177/0731684408100354 2009; 2010; 29; 700 originally published online Apr 24, Journal of Reinforced Plastics and Composites A.S. Singha and Vijay Kumar Thakur Based Composites Synthesis, Characterization and Study of Pine Needles Reinforced Polymer Matrix http://jrp.sagepub.com/cgi/content/abstract/29/5/700 The online version of this article can be found at: Published by: http://www.sagepublications.com can be found at: Journal of Reinforced Plastics and Composites Additional services and information for http://jrp.sagepub.com/cgi/alerts Email Alerts: http://jrp.sagepub.com/subscriptions Subscriptions: http://www.sagepub.com/journalsReprints.nav Reprints: http://www.sagepub.co.uk/journalsPermissions.nav Permissions: http://jrp.sagepub.com/cgi/content/refs/29/5/700 Citations at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.com Downloaded from

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
http://jrp.sagepub.com
Composites Journal of Reinforced Plastics and
DOI: 10.1177/0731684408100354 2009;
2010; 29; 700 originally published online Apr 24,Journal of Reinforced Plastics and CompositesA.S. Singha and Vijay Kumar Thakur
Based CompositesSynthesis, Characterization and Study of Pine Needles Reinforced Polymer Matrix
http://jrp.sagepub.com/cgi/content/abstract/29/5/700 The online version of this article can be found at:
Published by:
http://www.sagepublications.com
can be found at:Journal of Reinforced Plastics and Composites Additional services and information for
http://jrp.sagepub.com/cgi/alerts Email Alerts:
http://jrp.sagepub.com/subscriptions Subscriptions:
http://www.sagepub.com/journalsReprints.navReprints:
http://www.sagepub.co.uk/journalsPermissions.navPermissions:
http://jrp.sagepub.com/cgi/content/refs/29/5/700 Citations
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from

Synthesis, Characterization and Study ofPine Needles Reinforced Polymer
Matrix Based Composites
A. S. SINGHA* AND VIJAY KUMAR THAKUR
Material Science Laboratory, National Institute of TechnologyHamirpur – 177005, Himachal Pradesh, India
ABSTRACT: The aim of the present research article was to study the perspectives of using naturalfibers in polymer composites. Keeping in view the enormous advantages of natural fibers, in thepresent communication a study on the synthesis of pine needles reinforced polymer composites usingphenol-formaldehyde (PF) as a novel polymer matrix through compression molding technique hasbeen reported. Effect of fiber loading on mechanical properties such as tensile strength, compressivestrength, flexural strength, and wear resistances has also been determined. Reinforcing of the PFresin with pine needles was done in particle form (200mm). The present study reveals that mechanicalproperties such as: tensile strength, compressive strength, flexural strength, and wear resistanceof the PF resin increases up to 30% fiber loading and then decreases for higher fiber loading whenfibers are incorporated into the polymer matrix.
KEY WORDS: polymer composite, natural fibers, mechanical properties and thermal study.
INTRODUCTION
NATURAL FIBERS ABUNDANTLY found in nature have been used in the past fordifferent purposes depending upon the requirement [1,2]. During the last few years,
natural fibers have received much more attention than ever before from the researchcommunity all over the globe [3–7]. These natural fibers are now being considered assolemn substitute to synthetic fibers for use in a number of applications [1–7]. Studies onthe effective utilization of natural fibers in place of synthetic fibers as reinforcing materialsare being pursued vigorously [8,9]. At present a large number of industries throughout theworld are initiating the design and engineering of new products with eco-friendlyadvantages. The automotive industry has particularly shown greater interest due to theadvantages that these types of fiber-reinforced systems can provide. In these perspectives,easy availability, biodegradability, eco-friendliness, and light weight, etc., have becomeimportant considerations in the fabrications of new products [7–10]. At present variousresearchers and material scientists are focusing their attention on the use of natural fibersin various fields especially as reinforcing materials [10–12]. Polymer composite materialsbased on natural fibers are almost replacing man-made materials such as ceramics,metal, glass, etc. [13,14]. The commercial importance of polymers has derived intense
*Author to whom correspondence should be addressed. E-mail: [email protected]
Journal of REINFORCED PLASTICS AND COMPOSITES, Vol. 29, No. 5/2010 700
0731-6844/10/05 0700–10 $10.00/0 DOI: 10.1177/0731684408100354� SAGE Publications 2010
Los Angeles, London, New Delhi and Singapore
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
applications in the form of composites in various fields, viz. in aerospace, automotive,marine, infrastructure, military, etc. Natural fibers such as hibiscus sabdariffa, pineneedles, flax, jute, etc., all have been proved to be good reinforcements in polymermatrices [15–17]. Polymer composites consist of two or more materials combined insuch a way that the individual materials are generally not distinguishable. The materialproperties of the final component are higher than individual components. Most of theproperties of natural fibers depend mainly on the source, age, and separating techniquesof the fiber.
Himachal Pradesh is one of the hilliest states in India. Nature has blessed this Himalayanregion of northern India with wide varieties of natural biomass. Along with various othernatural bio-materials, Pinus trees are abundantly found in Himachal Pradesh. Pine needlesof these trees have high potential as a reinforcing material in polymer composites and havenot beenmuch studied. These pine needles are highly inflammable, catch fire easily and are amajor cause of fire during summer season when Pinus trees shed these needles. The burningof this biomass causes not only environmental pollution but also destroys the other floraand fauna. To the best of our knowledge no work has been done on utilization of this wastebiomass for the fabrication of pine needles reinforced phenol-formaldehyde matrix basedpolymer composites [1–3]. Further, the mechanical properties along with thermal behavioras reported in this article have not been investigated by other workers [8,9,15–17] and thework presented in the present article is not published elsewhere. Hence keeping in view theeasy availability and many other eco-friendly advantages, in the present research paper wehave reported some of our studies on pine needles reinforced phenol-formaldehyde (PF)resin matrix based polymer composites.
The main objectives of this study were:. Effective utilization of pine needles for the fabrication of polymer biocomposites.. Development of a novel and simple methodology for fabrication of these polymer
composites.. To study the effect of fiber loading on the various mechanical properties of the polymer
matrix and the polymer composites.
EXPERIMENTAL
Materials and Methods
POLYMER MATRIXPhenol, formaldehyde solution and sodium hydroxide supplied by Qualigens Chemicals
Ltd were used as received. Phenol-formaldehyde (PF) resin was used as polymer matrix.
REINFORCING MATERIALPine needles collected from NIT campus were used as reinforcing material. These pine
needles were first thoroughly washed with detergent powder. After this these were soakedin hot distilled water for 7 h, dried for 57 h in air at room temperature followed by dryingin a hot air oven at 100–1108C for 12 h.
SYNTHESIS OF PHENOL-FORMALDEHYDE RESINPolymeric phenol-formaldehyde resin was synthesized by the usual method
developed in our material science laboratory [18]. First of all, in the reaction kettle
Pine Needles Reinforced Polymer Matrix Based Composites 701
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
phenol and formaldehyde were taken in different molar ratio (1.0 : 1.0, 1.0 : 1.5,1.0 : 2.0, 1.0 : 2.5, and 1.0 : 3.0) by weight, and were mixed with the help ofmechanical stirrer. NaOH solution was used as catalyst and added slowly withconstant stirring and heating, to the phenol-formaldehyde solution until pH of 8.5.Polymerization reaction between phenol and formaldehyde is exothermic andhence proper care was taken to maintain the temperature between 50 and 608C, foran initial 1 h. Then the temperature was increased to 70–758C and the mixture washeated at this temperature until the resinification started. The reaction mixture wascondensed at this temperature for 3–4 h until the complete resinification. Then heatingwas stopped and the resin was cooled and transferred to specially made molds.Resin sheets of size 150� 150� 5.0mm were prepared by a closed mold methodas described elsewhere [8,9]. The mold was then closed and kept under pressure(4.0MPa) until the resin was set into a hard mass. All the specimens were post-cured at1408C for 7 h.
SYNTHESIS OF POLYMER COMPOSITESPine needles were dried completely in a hot air oven. These pine needles were
ground into particle form of dimension 200 mm. These were then mixed thoroughlywith phenol-formaldehyde resin using a mechanical stirrer in terms of differentloadings (10, 20, 30, and 40%). Then the above mixture was poured into speciallymade molds. To avoid adhesion of the mixture with the molds and to allow easyremoval of the composites, the surface of the molds were coated on the inside witholeic acid. The mixture was then spread equally on the surface of the molds.Composite sheets of size 150 � 150 � 5.0mm were prepared by compression moldingtechnique [8,9]. Compression molding was performed in a hot press using a moldpreheated to 1508C. The material first placed in a hot open mold was left for about7min, and then the mold was closed. Composite sheets were prepared by hot pressing themold at 1508C for 30min. The pressure applied ranges from 3–4MPa dependingon the loading of reinforcing material. All the specimens were then post-cured at 1508Cfor 12 hr.
Analysis of Mechanical Properties of Polymer Resin and Polymer Composites
TENSILE STRENGTH TESTTensile strength tests of various samples of polymeric resin and composite materials
were conducted on a Computerized Universal Testing Machine (Hounsfield H25KS).Specimens of dimension 100� 10� 5mm were used for analysis. Tensile test wasconducted in accordance with ASTM D 3039 method. The test was conducted at theconstant strain rate of the order of 10mm/min. Tensile stress was applied until thefailure of the sample and load–extension curve was obtained. Each sample was testedseven times.
COMPRESSIVE STRENGTH TESTCompression strength tests of various samples were conducted on a Computerized
Universal Testing Machine. The test was conducted in accordance with ASTM D 3410method. Compression stress was applied until the failure of the sample. Total compressionper unit force was noted.
702 A.S. SINGHA AND V.K. THAKUR
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
FLEXURAL STRENGTH TESTFlexural strength of samples was also determined on a Computerized Universal
Testing Machine. The three-point bend flexural test was conducted in accordance with theASTM D 790 method.
WEAR TESTWear test of the sample was conducted on a Wear & Friction Monitor (DUCOM-TR-
20L). Wear resistance of composites was carried-out as per the ASTM D 3702 method.
THERMAL ANALYSIS OF SAMPLESThermal analysis is one of the most important techniques in studying the thermal
stability of materials. TGA is used to characterize the decomposition and thermal stabilityof materials under a variety of conditions, and to examine the kinetics of the physico-chemical processes occurring in the sample. In this method a change in thermal stabilityof material is examined in terms of percentage weight loss as a function of temperature.The mass change characteristics of a material are strongly dependent on the experimentalconditions such as sample mass, volume and physical form, the shape and natureof the sample holder, the nature and pressure of the atmosphere in the sample chamber,and the scanning rate all have important influences on the characteristics of the recordedTG curve. At the same time DTA involves comparing the precise temperature differencebetween a sample and an inert reference material, while heating both. Thermo gravimetricanalysis (TGA) and differential thermal analysis (DTA) studies of samples werecarried-out in nitrogen atmosphere on a thermal analyzer (Perkin Elmer) at a heatingrate of 108C/min.
RESULTS AND DISCUSSIONS
Mechanical analysis of polymer composite materials proved to be an effectivemethod to study the behavior of the materials under various conditions of compression,tension, stress–strain, and composition of fiber composites and its role in determiningthe mechanical properties. Static mechanical properties of fiber reinforced compositesdepend on the nature of the matrix material and the distribution and orientationof the reinforcing fibers, the nature of the fiber–matrix interfaces, and of the interphaseregion.
Mechanism of Synthesis of Phenol-formaldehyde Resin
Phenol-formaldehyde resin is usually synthesized by the condensation of phenol withformaldehyde. The product which is formed as a result of polymerization reaction isprimarily dependent on the types of catalyst and the mole ratio of the reactants. In thepresent research work phenol-formaldehyde resin has been synthesized by the reaction ofphenol with formaldehyde in the ratio of 1 : 1.5. A basic catalyst, sodium hydroxide isadded to initiate and orient the addition reactions of formaldehyde on phenolic compounds.The catalyst in the reaction medium is hydroxide anion obtained from sodium hydroxide.The OH-anion contributes to the formation of phenates by abstracting the alcoholicproton. As compared to the original phenol, the resulting o- and p-phenols are morereactive towards formaldehyde. They further react with formaldehyde resulting in theformation of di and trimethylol derivatives. This polymerization reaction is repeated
Pine Needles Reinforced Polymer Matrix Based Composites 703
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
resulting in the formation of trinuclear phenols from the binuclear phenol. It has beenobserved that further heating of these initial products results in the condensation andincrease in the molecular weight. Condensation takes place between the methylol groups toform a methylene ether link or between a methylol group and an active ortho and parahydrogen atom to yield a methylene link. It has been observed that the rate of heatingdetermines the final product. Further it has been observed that the product formed duringpolymerization reaction between phenol and formaldehyde in presence of alkali is a complexmixture of mono and polynuclear phenol in which the phenolic nuclei are linked bymethylene groups.
Optimization of Phenol-formaldehyde Resin
Phenol-formaldehyde resin synthesized was optimized by considering the mechanicalproperties such as tensile strength, compressive strength, flexural strength, and wearresistance [3,8,9].
TENSILE STRENGTHIt has been observed that phenol-formaldehyde resin sample of ratio 1.0 : 1.5 bear
maximum load as compared to samples of other ratios [18]. Phenol-formaldehyde resin inthe ratio (1.0 : 1.5) could bear a load of 471.8N with an extension of 2.7mm. On the otherhand, samples of other ratios bear low loads.
COMPRESSIVE STRENGTHIn compression test phenol-formaldehyde resin sample of ratio 1.0 : 1.5 could bear a load
of 1597N at a compression of 2.5mm.
FLEXURAL TESTIt has been observed that phenol-formaldehyde resin sample of ratio 1.0 : 1.5 bear a
maximum load of 397N at a deflection of 2.17mm.
WEAR RESISTANCEIt has been observed that wear rate of samples of ratio 1.0 : 1.5 was less compared to any
other samples. Loss of material was due to abrasion and friction of samples with disk.The wear resistance results also supports the tensile, compressive, and flexural results, as
brittle materials have higher wear rate and low tensile, compressive, and flexural strength.The ratio (1.0 : 1.5) of phenol-formaldehyde resin showing optimum mechanical propertieshas been taken for further preparation of pine needles reinforced phenol-formaldehyderesin matrix based polymer composites.
Effect of Reinforcement on the Mechanical Properties of Phenol-formaldehyde Resin Matrix
Based Polymer Composites
TENSILE STRENGTHIt has been observed that tensile strength of phenol-formaldehyde resin matrix increases
on reinforcement with pine needles. Polymer composites with 30wt% loading bearmaximum load followed by 40, 20, and 10% loadings. It has been observed that polymercomposite with 10, 20, 30, and 40% loading bear a load of 1037, 1269, 1619, and 1471N,respectively.
704 A.S. SINGHA AND V.K. THAKUR
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
COMPRESSIVE STRENGTHCompressive strength of phenol-formaldehyde resin matrix has been found to increase
when reinforced with pine needles. It has also been found that on particle reinforcementcompressive strength increases to a much greater extent compared to the sample resin.Compressive force increases with the increase in reinforcement but after 30% loading asignificant decrease in compressive strength is observed. It has been observed that polymercomposite with 10, 20, 30, and 40% loading bear a load of 3175.5, 3753.5, 5087.0, and4437N, respectively.
FLEXURAL STRENGTHSimilar trends as obtained in tensile strength and compressive strength tests have been
observed for flexural strength results. It has been observed that composites with 10, 20, 30,and 40% loading bear a load of 870, 1030, 1287.36, and 1167N, respectively.
WEAR TESTIt has been observed that wear rate of phenol-formaldehyde resin matrix decreases
appreciably as reinforcement with pine needles. Maximum wear resistance behavior isshown by composites with 30% loading followed by 40, 20, and 10% loading.
Stress–Strain Behavior
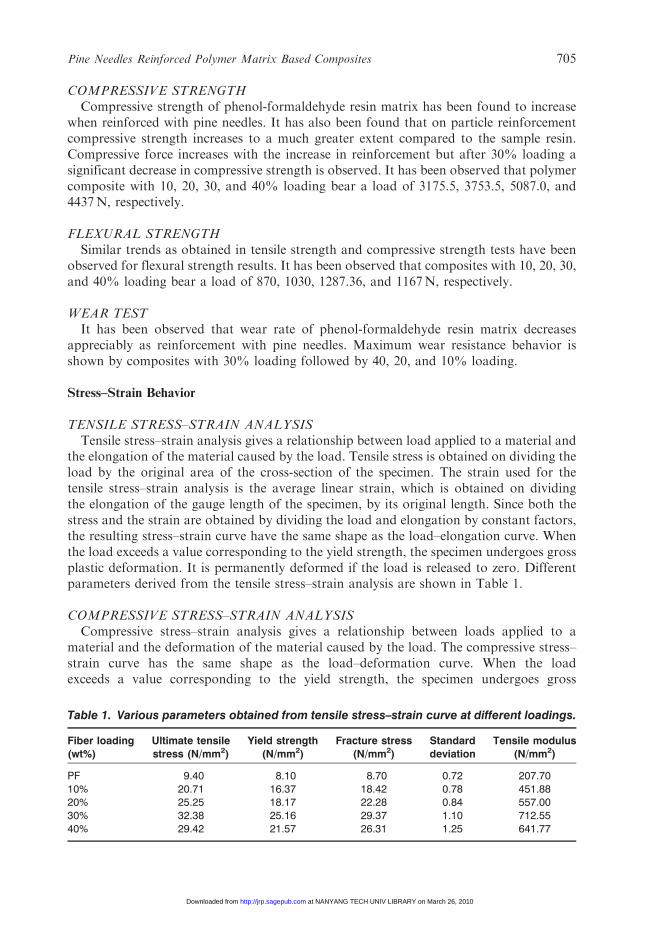
TENSILE STRESS–STRAIN ANALYSISTensile stress–strain analysis gives a relationship between load applied to a material and
the elongation of the material caused by the load. Tensile stress is obtained on dividing theload by the original area of the cross-section of the specimen. The strain used for thetensile stress–strain analysis is the average linear strain, which is obtained on dividingthe elongation of the gauge length of the specimen, by its original length. Since both thestress and the strain are obtained by dividing the load and elongation by constant factors,the resulting stress–strain curve have the same shape as the load–elongation curve. Whenthe load exceeds a value corresponding to the yield strength, the specimen undergoes grossplastic deformation. It is permanently deformed if the load is released to zero. Differentparameters derived from the tensile stress–strain analysis are shown in Table 1.
COMPRESSIVE STRESS–STRAIN ANALYSISCompressive stress–strain analysis gives a relationship between loads applied to a
material and the deformation of the material caused by the load. The compressive stress–strain curve has the same shape as the load–deformation curve. When the loadexceeds a value corresponding to the yield strength, the specimen undergoes gross
Table 1. Various parameters obtained from tensile stress–strain curve at different loadings.
Fiber loading(wt%)
Ultimate tensilestress (N/mm2)
Yield strength(N/mm2)
Fracture stress(N/mm2)
Standarddeviation
Tensile modulus(N/mm2)
PF 9.40 8.10 8.70 0.72 207.7010% 20.71 16.37 18.42 0.78 451.8820% 25.25 18.17 22.28 0.84 557.0030% 32.38 25.16 29.37 1.10 712.5540% 29.42 21.57 26.31 1.25 641.77
Pine Needles Reinforced Polymer Matrix Based Composites 705
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
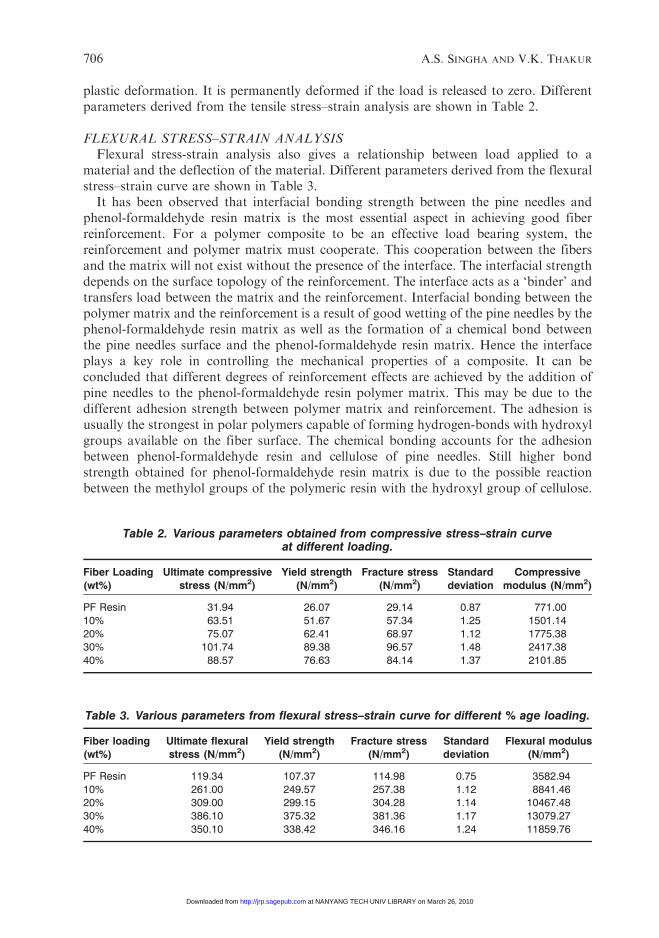
plastic deformation. It is permanently deformed if the load is released to zero. Differentparameters derived from the tensile stress–strain analysis are shown in Table 2.
FLEXURAL STRESS–STRAIN ANALYSISFlexural stress-strain analysis also gives a relationship between load applied to a
material and the deflection of the material. Different parameters derived from the flexuralstress–strain curve are shown in Table 3.
It has been observed that interfacial bonding strength between the pine needles andphenol-formaldehyde resin matrix is the most essential aspect in achieving good fiberreinforcement. For a polymer composite to be an effective load bearing system, thereinforcement and polymer matrix must cooperate. This cooperation between the fibersand the matrix will not exist without the presence of the interface. The interfacial strengthdepends on the surface topology of the reinforcement. The interface acts as a ‘binder’ andtransfers load between the matrix and the reinforcement. Interfacial bonding between thepolymer matrix and the reinforcement is a result of good wetting of the pine needles by thephenol-formaldehyde resin matrix as well as the formation of a chemical bond betweenthe pine needles surface and the phenol-formaldehyde resin matrix. Hence the interfaceplays a key role in controlling the mechanical properties of a composite. It can beconcluded that different degrees of reinforcement effects are achieved by the addition ofpine needles to the phenol-formaldehyde resin polymer matrix. This may be due to thedifferent adhesion strength between polymer matrix and reinforcement. The adhesion isusually the strongest in polar polymers capable of forming hydrogen-bonds with hydroxylgroups available on the fiber surface. The chemical bonding accounts for the adhesionbetween phenol-formaldehyde resin and cellulose of pine needles. Still higher bondstrength obtained for phenol-formaldehyde resin matrix is due to the possible reactionbetween the methylol groups of the polymeric resin with the hydroxyl group of cellulose.
Table 3. Various parameters from flexural stress–strain curve for different % age loading.
Fiber loading(wt%)
Ultimate flexuralstress (N/mm2)
Yield strength(N/mm2)
Fracture stress(N/mm2)
Standarddeviation
Flexural modulus(N/mm2)
PF Resin 119.34 107.37 114.98 0.75 3582.9410% 261.00 249.57 257.38 1.12 8841.4620% 309.00 299.15 304.28 1.14 10467.4830% 386.10 375.32 381.36 1.17 13079.2740% 350.10 338.42 346.16 1.24 11859.76
Table 2. Various parameters obtained from compressive stress–strain curveat different loading.
Fiber Loading(wt%)
Ultimate compressivestress (N/mm2)
Yield strength(N/mm2)
Fracture stress(N/mm2)
Standarddeviation
Compressivemodulus (N/mm2)
PF Resin 31.94 26.07 29.14 0.87 771.0010% 63.51 51.67 57.34 1.25 1501.1420% 75.07 62.41 68.97 1.12 1775.3830% 101.74 89.38 96.57 1.48 2417.3840% 88.57 76.63 84.14 1.37 2101.85
706 A.S. SINGHA AND V.K. THAKUR
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
It has been observed that after certain higher fiber loading a decrease in the mechanicalproperties of phenol-formaldehyde matrix based composites is observed. It has beenobserved that mechanical properties increases up to 30% fiber loading and then decreases.The mechanical strength of phenol-formaldehyde matrix based composites levels offat high fiber loading. This behavior can be explained due to fiber–fiber contact at higherfiber loading. Hence lower results are obtained for 40% loading. Further, whenfiber-reinforced phenol-formaldehyde composites were subjected to a load, the fibersacted as carriers of load, and stress was transferred from the matrix along the fibers, whichresulted in composites with good mechanical properties. The uniform distribution of stresswas dependent on the population and orientation of the fibers. At low levels of fiberloading, the orientation of fibers was poor, the fibers were not capable of transferring loadto one another, and stress accumulated at certain points of the composite, which led to alower mechanical properties. At 30% levels of loading the population of the fibers is justright for maximum orientation and the fibers actively participate in stress transfer andhence maximum results are obtained in case of this loading. As discussed, modulus showeda clear continuous increase up to 30% fiber loading in the case of random orientation.At higher levels of fiber loading, the increased population of fibers led to agglomeration,and stress transfer was partially blocked resulting in lowering of mechanical propertiesafter 30% loading.
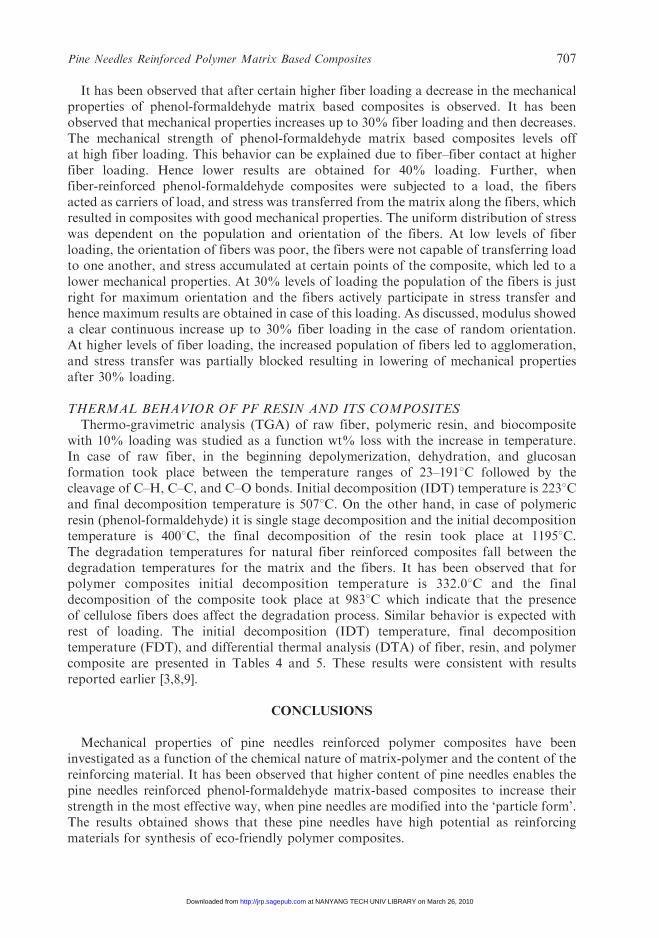
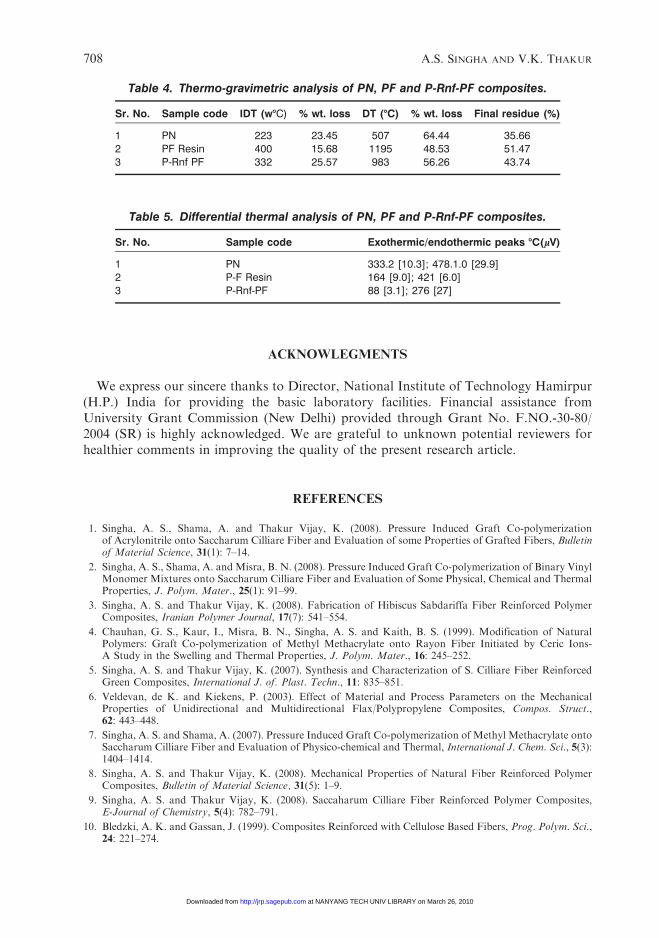
THERMAL BEHAVIOR OF PF RESIN AND ITS COMPOSITESThermo-gravimetric analysis (TGA) of raw fiber, polymeric resin, and biocomposite
with 10% loading was studied as a function wt% loss with the increase in temperature.In case of raw fiber, in the beginning depolymerization, dehydration, and glucosanformation took place between the temperature ranges of 23–1918C followed by thecleavage of C–H, C–C, and C–O bonds. Initial decomposition (IDT) temperature is 2238Cand final decomposition temperature is 5078C. On the other hand, in case of polymericresin (phenol-formaldehyde) it is single stage decomposition and the initial decompositiontemperature is 4008C, the final decomposition of the resin took place at 11958C.The degradation temperatures for natural fiber reinforced composites fall between thedegradation temperatures for the matrix and the fibers. It has been observed that forpolymer composites initial decomposition temperature is 332.08C and the finaldecomposition of the composite took place at 9838C which indicate that the presenceof cellulose fibers does affect the degradation process. Similar behavior is expected withrest of loading. The initial decomposition (IDT) temperature, final decompositiontemperature (FDT), and differential thermal analysis (DTA) of fiber, resin, and polymercomposite are presented in Tables 4 and 5. These results were consistent with resultsreported earlier [3,8,9].
CONCLUSIONS
Mechanical properties of pine needles reinforced polymer composites have beeninvestigated as a function of the chemical nature of matrix-polymer and the content of thereinforcing material. It has been observed that higher content of pine needles enables thepine needles reinforced phenol-formaldehyde matrix-based composites to increase theirstrength in the most effective way, when pine needles are modified into the ‘particle form’.The results obtained shows that these pine needles have high potential as reinforcingmaterials for synthesis of eco-friendly polymer composites.
Pine Needles Reinforced Polymer Matrix Based Composites 707
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
ACKNOWLEGMENTS
We express our sincere thanks to Director, National Institute of Technology Hamirpur(H.P.) India for providing the basic laboratory facilities. Financial assistance fromUniversity Grant Commission (New Delhi) provided through Grant No. F.NO.-30-80/2004 (SR) is highly acknowledged. We are grateful to unknown potential reviewers forhealthier comments in improving the quality of the present research article.
REFERENCES
1. Singha, A. S., Shama, A. and Thakur Vijay, K. (2008). Pressure Induced Graft Co-polymerizationof Acrylonitrile onto Saccharum Cilliare Fiber and Evaluation of some Properties of Grafted Fibers, Bulletinof Material Science, 31(1): 7–14.
2. Singha, A. S., Shama, A. and Misra, B. N. (2008). Pressure Induced Graft Co-polymerization of Binary VinylMonomer Mixtures onto Saccharum Cilliare Fiber and Evaluation of Some Physical, Chemical and ThermalProperties, J. Polym. Mater., 25(1): 91–99.
3. Singha, A. S. and Thakur Vijay, K. (2008). Fabrication of Hibiscus Sabdariffa Fiber Reinforced PolymerComposites, Iranian Polymer Journal, 17(7): 541–554.
4. Chauhan, G. S., Kaur, I., Misra, B. N., Singha, A. S. and Kaith, B. S. (1999). Modification of NaturalPolymers: Graft Co-polymerization of Methyl Methacrylate onto Rayon Fiber Initiated by Ceric Ions-A Study in the Swelling and Thermal Properties, J. Polym. Mater., 16: 245–252.
5. Singha, A. S. and Thakur Vijay, K. (2007). Synthesis and Characterization of S. Cilliare Fiber ReinforcedGreen Composites, International J. of. Plast. Techn., 11: 835–851.
6. Veldevan, de K. and Kiekens, P. (2003). Effect of Material and Process Parameters on the MechanicalProperties of Unidirectional and Multidirectional Flax/Polypropylene Composites, Compos. Struct.,62: 443–448.
7. Singha, A. S. and Shama, A. (2007). Pressure Induced Graft Co-polymerization of Methyl Methacrylate ontoSaccharum Cilliare Fiber and Evaluation of Physico-chemical and Thermal, International J. Chem. Sci., 5(3):1404–1414.
8. Singha, A. S. and Thakur Vijay, K. (2008). Mechanical Properties of Natural Fiber Reinforced PolymerComposites, Bulletin of Material Science, 31(5): 1–9.
9. Singha, A. S. and Thakur Vijay, K. (2008). Saccaharum Cilliare Fiber Reinforced Polymer Composites,E-Journal of Chemistry, 5(4): 782–791.
10. Bledzki, A. K. and Gassan, J. (1999). Composites Reinforced with Cellulose Based Fibers, Prog. Polym. Sci.,24: 221–274.
Table 4. Thermo-gravimetric analysis of PN, PF and P-Rnf-PF composites.
Sr. No. Sample code IDT (w8C) % wt. loss DT (8C) % wt. loss Final residue (%)
1 PN 223 23.45 507 64.44 35.662 PF Resin 400 15.68 1195 48.53 51.473 P-Rnf PF 332 25.57 983 56.26 43.74
Table 5. Differential thermal analysis of PN, PF and P-Rnf-PF composites.
Sr. No. Sample code Exothermic/endothermic peaks 8C(lV)
1 PN 333.2 [10.3]; 478.1.0 [29.9]2 P-F Resin 164 [9.0]; 421 [6.0]3 P-Rnf-PF 88 [3.1]; 276 [27]
708 A.S. SINGHA AND V.K. THAKUR
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from

11. Singha, A. S. and Thakur Vijay, K. (2008). Evaluation of Mechanical Properties of Natural Fiber ReinforcedPolymer Composites, International J. of Plast. Techn., 12: 913–923.
12. Singha, A. S. and Thakur Vijay, K. (2008). Synthesis and Characterization of Grewia Optiva FiberReinforced PF-based Polymer Composites, International Journal of Polymeric Materials, 57(12): 1059–1074.
13. Singha, A. S. and Thakur Vijay, K. (2008). Effect of Fiber Loading on Properties of Urea-formaldehydematrix Based Green Composites, Iranian Polymer Journal, 17(11): 861–873.
14. Debapriya, D. and Basudam, A. (2004). The effect of Grass Fiber Filler on Curing Characteristics andMechanical Properties of Natural Rubber, Polymers for Advanced Technologies, 15(12): 708–715.
15. Maya, J., Bejoy, F., Sabu, T. and Varughese, K. T. (2006). Dynamical Mechanical Analysis of Sisal/Oil PalmHybrid Fiber-reinforced Natural Rubber Composites, Polymer Composites, 27(6): 671–680.
16. Nabi Saheb, D. and Jog, J. P. (1999). Natural Fiber Polymer Composites: A Review, Adv. Polym. Technol.,18(4): 351–363.
17. Panthapulakkal, S., Zereshkian, A. and Sain, M. (2006). Preparation and Characterization of Wheat StrawFibers for Reinforcing Application in Injection Molded Thermoplastic Composites, Bioresource Technol.,97: 265–272.
18. Singha, A. S. and Thakur Vijay, K. (2008). Fabrication and Study of Lignocellulosic Hibiscus SabdariffaFiber Reinforced Polymer Composites, Bioresource, 3(4): 1173–1186.
Pine Needles Reinforced Polymer Matrix Based Composites 709
at NANYANG TECH UNIV LIBRARY on March 26, 2010 http://jrp.sagepub.comDownloaded from
Related Documents











