https://iaeme.com/Home/issue/IJMET 397 [email protected] International Journal of Mechanical Engineering and Technology (IJMET) Volume 10, Issue 2, February 2019, pp. 397-406, Article ID: IJMET_10_02_042 Available online at https://iaeme.com/Home/issue/IJMET?Volume=10&Issue=2 ISSN Print: 0976-6340 and ISSN Online: 0976-6359 © IAEME Publication Scopus Indexed SYNCHRONIZING ASSEMBLY LINE OPERATIONS IN COTTON GINNING INDUSTRIES TOWARDS REDUCED CYCLE TIME Dr. Ashok G. Matani Associate Professor, Mechanical Engineering Department, Government College of Engineering, Amravati, Maharashtra, India Mohd. Sohail Ansari 2 nd Year M.Tech. Production, Government College of Engineering, Amravati, Maharashtra, India Dr. S. K. Doifode HOD, Chemistry Department, Government College of Engineering, Amravati, Maharashtra, India ABSTRACT Problem-solving and ongoing procedure enhancements are key elements to obtaining quality improvement in business operations. Many process and machine improvement strategies have been suggested and implemented in organizations, where define, measure, analysis, improve and control is mostly applied. Here we aimed at improving the machine productivity of assembly line in a cotton ginning assembly line in an Industry. The tool which is used to improve the productivity of assembly line are time study and method study. Based on this, the study provides data of time required for each assembly processes, sequence of each operations and flow of the product in assembly line. The present study has been done at an industry, a leading manufacturer of cotton ginning machine. The aim of the study is to identify the various problems on the assembly line which causes unnecessary delay in the operations. The problem is found in the assembly line and is solved by work study techniques and it is found that cycle time of bottle neck operation was reduced by 33.05% per trolley Keywords: machine improvement strategies. Cite this Article: Ashok G. Matani, Mohd. Sohail Ansari and S.K. Doifode, Synchronizing Assembly Line Operations in Cotton Ginning Industries Towards Reduced Cycle Time, International Journal of Mechanical Engineering and Technology, 10(2), 2019, pp. 397-406. https://iaeme.com/Home/issue/IJMET?Volume=10&Issue=2

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
https://iaeme.com/Home/issue/IJMET 397 [email protected]
International Journal of Mechanical Engineering and Technology (IJMET)
Volume 10, Issue 2, February 2019, pp. 397-406, Article ID: IJMET_10_02_042
Available online at https://iaeme.com/Home/issue/IJMET?Volume=10&Issue=2
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
© IAEME Publication Scopus Indexed
SYNCHRONIZING ASSEMBLY LINE
OPERATIONS IN COTTON GINNING
INDUSTRIES TOWARDS REDUCED CYCLE
TIME
Dr. Ashok G. Matani
Associate Professor, Mechanical Engineering Department,
Government College of Engineering, Amravati, Maharashtra, India
Mohd. Sohail Ansari
2nd Year M.Tech. Production, Government College of Engineering,
Amravati, Maharashtra, India
Dr. S. K. Doifode
HOD, Chemistry Department, Government College of Engineering,
Amravati, Maharashtra, India
ABSTRACT
Problem-solving and ongoing procedure enhancements are key elements to
obtaining quality improvement in business operations. Many process and machine
improvement strategies have been suggested and implemented in organizations, where
define, measure, analysis, improve and control is mostly applied. Here we aimed at
improving the machine productivity of assembly line in a cotton ginning assembly line
in an Industry. The tool which is used to improve the productivity of assembly line are
time study and method study. Based on this, the study provides data of time required
for each assembly processes, sequence of each operations and flow of the product in
assembly line.
The present study has been done at an industry, a leading manufacturer of cotton
ginning machine. The aim of the study is to identify the various problems on the
assembly line which causes unnecessary delay in the operations. The problem is found
in the assembly line and is solved by work study techniques and it is found that cycle
time of bottle neck operation was reduced by 33.05% per trolley
Keywords: machine improvement strategies.
Cite this Article: Ashok G. Matani, Mohd. Sohail Ansari and S.K. Doifode,
Synchronizing Assembly Line Operations in Cotton Ginning Industries Towards
Reduced Cycle Time, International Journal of Mechanical Engineering and
Technology, 10(2), 2019, pp. 397-406.
https://iaeme.com/Home/issue/IJMET?Volume=10&Issue=2

Synchronizing Assembly Line Operations in Cotton Ginning Industries Towards Reduced Cycle Time
https://iaeme.com/Home/issue/IJMET 398 [email protected]
1. INTRODUCTION
1.1. Productivity Improvement
Productivity improvement means reduction in wastage of resources like men, time, material,
capital etc. It is the human efforts to produce more profit in terms of less wastage of material,
less time consumption in assembly of manufacturing with less inputs of resources provided so
that the benefits will become maximum for the organization.
Productivity improvement is the key to do the right thing better & improve it
continuously. Therefore, it is important to adopt adequate or efficient productivity
improvement technique to maximize the machine output with a less consumption of
resources.
1.2. Work study
Work study investigates the work done in a company/organization and it aim to find the best
and most efficient way of using all the resources which are available i.e. material, man,
machine, money etc. Work study techniques involve
a) Method study and
b) Time study techniques.
1.2.1. Method Study
Method study targets at finding the best way of doing the work. Method study involves
systematic investigation (Which involves recording and critical investigation) of the current
method of doing the job so that easy, fast, which causes less fatigue to the worker, safe,
economical way of doing the work can be developed and installed at low cost. This is
basically achieved by eliminating the unnecessary motions which are involved in a procedure
of doing the work and the same can also be achieved by changing the sequence of operations
or process itself.
1.2.2. Time study
Time study is a technique of work measurement used to establish time for a qualified worker
to carry out specified task under specified conditions and at defined level of performance.
2. CASE STUDY
The study has been done at an industry, a leading manufacturer of Cotton Ginning Machine.
The aim of the study is to identify the various problems on the assembly line which causes
unnecessary delay in the operations. The problem is found in the assembly line having six
work stations where it is found that there are various operations creating bottle neck on the
assembly line. It is desirable that 40 Cotton Ginning machine to be assembled on the
assembly line but it is observed that 75% of cotton ginning machine are assembled a day.
Thus the concern of this paper is to present the ideas which can be used by the industry to
reduce its cycle time of the operations in its assembly line to enhance the efficiency of the
system.
3. OBJECTIVE
• To identify the operations causing bottle neck in the assembly line.
• By using the method study technique, identify the problem work stations in the
assembly line.

Ashok G. Matani, Mohd. Sohail Ansari and S.K. Doifode
https://iaeme.com/Home/issue/IJMET 399 [email protected]
• Develop a method to solve the problem which is causing unnecessary delay in the
assembly line.
• Conduct time study in the assembly line after implementation of the new method for
trial period of 10 days.
• Suggest new method to the concern personnel in the organisation.
4. STUDIES AT INDUSTRY
• First step is to determine the operation sequence in each work stations on the assembly
line.
• Observe and identify the cycle time for each operations on all work stations.
• It is found that sub assembly of the seed channel of the cotton ginning machine took
around 13.92 minutes and the time should be around 10.5 minutes for a trolley in a
work station.
• The problem associated with present method is that the sub assembly of seed channel
fitting or tightening of bolts and nuts on workstation 2 are done manually by spanners
and cannot be tightened by the torque wrench due to the design constraint. Thus it is
observed that due to this manual operation, the overall work station time of the
workstation 2 is around 13.92 minutes which is far greater than the other work stations
and also the work station time of station 1 is the least around 3.4 minutes shown in the
graph below.
• Now it is observed that by loose fitting of seed channels at the workstation 1 and
manually tightening of the nut and bolts are done in the workstation 2 can decrease
workstation time of station 2 to 9.32 minutes and simultaneously increases the
workstation time of station 1 to 7.93 minutes i.e. total decrease in time of 4.6 minutes
from station 2 and increase in the same on station 1.
• By implementing the new method, line efficiency of the assembly line increases.
Figure 1 Assembly Line Layout of the industry

Synchronizing Assembly Line Operations in Cotton Ginning Industries Towards Reduced Cycle Time
https://iaeme.com/Home/issue/IJMET 400 [email protected]
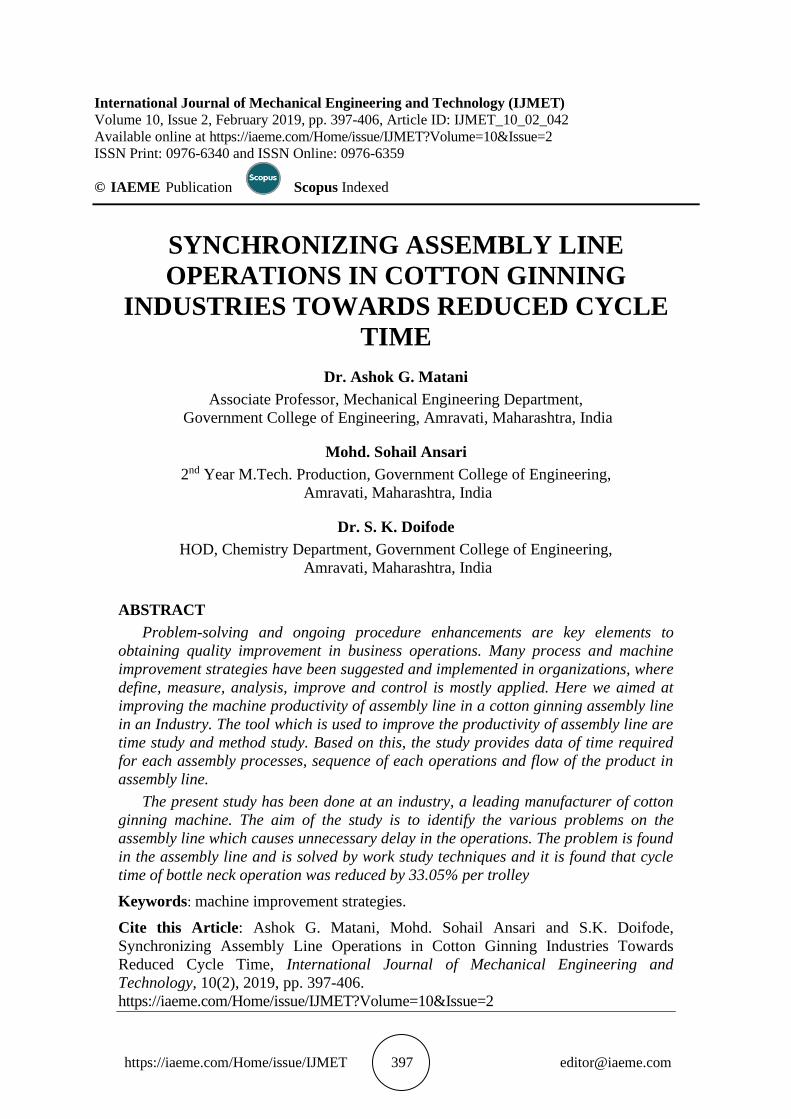
Tables 1 for the cycle time and Work Stations Time with sequence of operations before
implementation of the new method.
WORK STATION 1
Sr. No. Operation Sequence Time consumed in Part assembly (Seconds)
1 Side Frame 94.8 88.3 82.9
2 Cross bar fitting 22 19.8 23.6
3 Rail fitting 81 92 87.5
Total workstation time 195.8 200.1 194
WORK STATION 2
Sr. No. Operation Sequence Time consumed in Part assembly (Seconds)
1 Seed channel 1 fitting 273 266.4 282.3
2 Seed channel 2 fitting 562.2 481.2 533.6
Total workstation time 835.2 747.6 815.9
WORK STATION 3
Sr. No. Operation Sequence Time consumed in Part assembly (Seconds)
1 Back knife fitting 81.6 95.4 88.6
2 Knife holder fitting 87 131.4 112.8
3 Fix knife fitting 9.22 10.2 9.58
4 Seed Guard Jumbo fitting 85.8 72 81.7
Total workstation time 263.2 309 292.68
WORK STATION 4
Sr. No. Operation Sequence Time consumed in Part assembly (Seconds)
1 Ratchet fitting 16 21 18.5
2 Side plate fitting 81.6 78.5 86.9
3 Beater assembly fitting 387.6 241 321.3
Total workstation time 485.2 340.5 426.7
WORK STATION 5
Sr. No. Operation Sequence Time consumed in Part assembly (Seconds)
1 Weight lever fitting 136.8 198 169.5
2 Gear box fitting 270 388.8 340.6
Total workstation time 406.8 586.8 510.1

Ashok G. Matani, Mohd. Sohail Ansari and S.K. Doifode
https://iaeme.com/Home/issue/IJMET 401 [email protected]
WORK STATION 6
Sr. No. Operation Sequence Time consumed in Part assembly (Seconds)
1 Gear box plate cover fitting 364.8 379.8 353.8
Tables 2 for the cycle time and Work Stations Time with sequence of operations after implementation
of the new method.
WORK STATION 1
Sr. No. Operation Sequence Time consumed in Part assembly (Seconds)
1 Side Frame 94.8 88.3 82.9
2 Cross bar fitting 22 19.8 23.6
3 Rail fitting 81 92 87.5
4 Seed channel loose fitting 276 282 276
Total workstation time 471.8 482.1 470
WORK STATION 2
Sr. No. Operation Sequence Time consumed in Part assembly (Seconds)
1 Seed channel 1 tightening 135 128.4 144.3
2 Seed channel 2 tightening 424.5 346.2 395.6
Total workstation time 559.2 474.6 539.9
Figure 2
W/S 1 W/S 2 W/S 3 W/S 4 W/S 5 W/S 6
w/s time (reading 1) 195.8 835.2 263.62 485.2 406.8 364.8
w/s time (reading 2) 200.1 747.6 309 340.5 586.8 379.8
w/s time (reading 3) 194 815.9 292.68 426.7 510.1 353.8
19
5.8
83
5.2
26
3.6
2
48
5.2
40
6.8
36
4.8
20
0.1
74
7.6
30
9 34
0.5
58
6.8
37
9.8
19
4
81
5.9
29
2.6
8
42
6.7 5
10
.1
35
3.8
TIM
E (I
N S
ECO
ND
S)
WORK STATIONS (W/S)
Three readings of al l s ix work stations in assembly
l ine before implemenation of new method
w/s time (reading 1) w/s time (reading 2) w/s time (reading 3)

Synchronizing Assembly Line Operations in Cotton Ginning Industries Towards Reduced Cycle Time
https://iaeme.com/Home/issue/IJMET 402 [email protected]
Figure 3
Cycle time of each operations in the work stations and work station time are given above
in the table. Thus by using the above table we can calculate line efficiency of the assembly
line.
• Number of work stations = 6
• Capacity of assembly line = 40 units per shift per day
• Total shift time = 480 minutes
• Unproductive time or worker allowances = 60 minutes
• Actual production time = Total shift time - Unproductive time or worker allowances
= 480-60
= 420 minutes.
• For full capacity, time required by one workstation for one trolley
= Actual production time
Capacity of plant
= 420
40
= 10.5 minutes
• Therefore, line efficiency before implementation of new method
= 𝐴𝑐𝑡𝑢𝑎𝑙 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑡𝑖𝑚𝑒
𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑤𝑜𝑟𝑘𝑠𝑡𝑎𝑡𝑖𝑜𝑛𝑠 × 𝑙𝑎𝑟𝑔𝑒𝑠𝑡 𝑤𝑜𝑟𝑘𝑠𝑡𝑎𝑡𝑖𝑜𝑛 𝑡𝑖𝑚𝑒
= 420
6 ×13.92 = 50.28 %
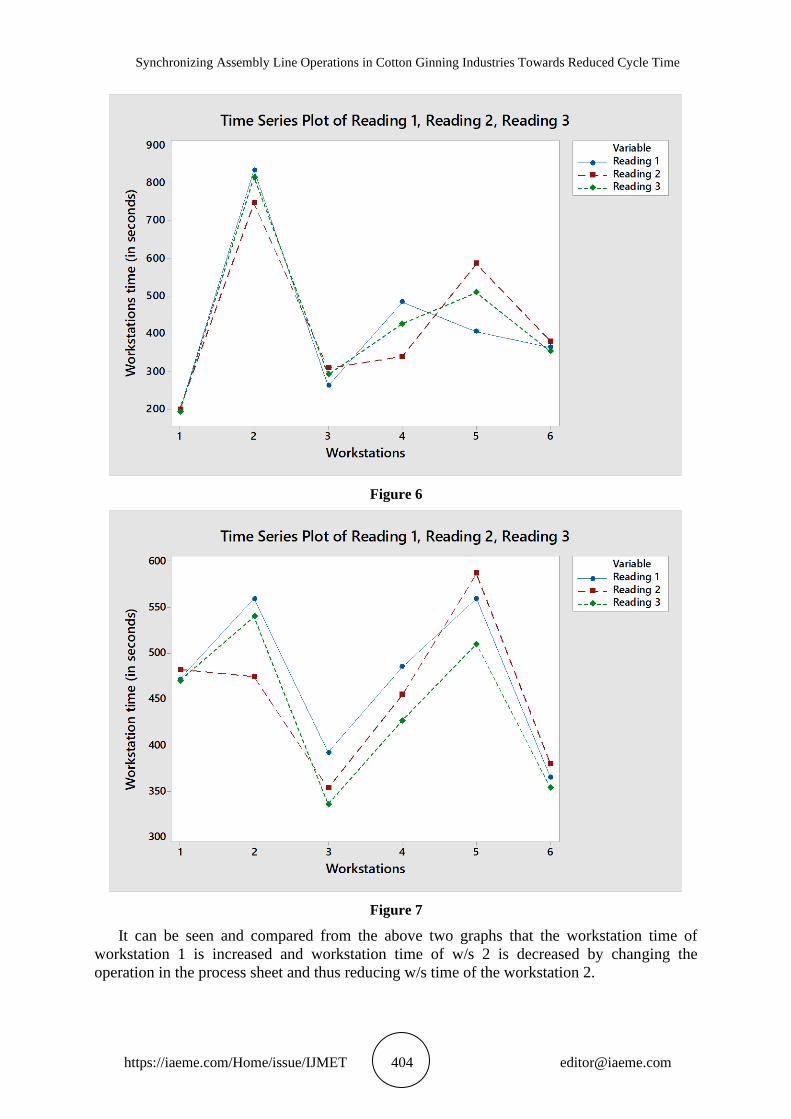
w/s 1 w/s 2 w/s 3 w/s 4 w/s 5 w/s 6
w/s 1 (reading 1) 471.8 559.2 263.62 485.2 406.8 364.8
w/s 2 (reading 2) 482.1 474.6 309 340.5 586.8 379.8
w/s 3 (reading 3) 470 539.9 292.68 426.7 510.1 353.8
47
1.8
55
9.2
26
3.6
2
48
5.2
40
6.8
36
4.8
48
2.1
47
4.6
30
9 34
0.5
58
6.8
37
9.8
47
0
53
9.9
29
2.6
8
42
6.7
51
0.1
35
3.8
TIM
E (I
N S
ECO
ND
S)
WORKSTATIONS
Three readings of al l s ix work stat ions in assembly l ine after implemenation of new method
w/s 1 (reading 1) w/s 2 (reading 2) w/s 3 (reading 3)

Ashok G. Matani, Mohd. Sohail Ansari and S.K. Doifode
https://iaeme.com/Home/issue/IJMET 403 [email protected]
• Line efficiency after implementation of new method
= 420
6 × 9.78 = 71.57 %
Thus by implementing line new method, line efficiency increases from 50.28% to 71.57%.
Figure 4
Figure 5
195.8 200.1 194
471.8 482.1 470
0
100
200
300
400
500
600
w/s 1 (reading 1) w/s 2 (reading 2) w/s 3 (reading 3)
tim
e (i
n s
eco
nd
s)
workstation 1 readings
comparision of the workstation 1 before and after implementation
of new method
w/s time before improvement w/s time after improvement
835.2
747.6815.9
559.2
474.6539.9
0
100
200
300
400
500
600
700
800
900
w/s 1 (reading 1) w/s 1 (reading 2) w/s 1 (reading 3)
tim
e (i
n s
eco
nd
s)
workstation 2 readings
comparision of the workstation 2 before and after implementation of new
method
w/s time before improvement w/s time after improvement
Synchronizing Assembly Line Operations in Cotton Ginning Industries Towards Reduced Cycle Time
https://iaeme.com/Home/issue/IJMET 404 [email protected]
Figure 6
Figure 7
It can be seen and compared from the above two graphs that the workstation time of
workstation 1 is increased and workstation time of w/s 2 is decreased by changing the
operation in the process sheet and thus reducing w/s time of the workstation 2.
Ashok G. Matani, Mohd. Sohail Ansari and S.K. Doifode
https://iaeme.com/Home/issue/IJMET 405 [email protected]
5. CONCLUSIONS
The results can be concluded that the time required to complete the sub assembly of seed
channel in the work station -2 is reduced to 9.32 minutes from 13.92 minutes.
Percentage decrease in time by above study is
= 13.92−9.32
13.92 × 100
= 33.05 %
Thus the productivity of the assembly line of the cotton ginning machine is improved and
the line efficiency are increased by the application of work study and change in operation in
the process sheet.
REFERENCES
[1] Ashish Kalra, Sachin Marwah, Productivity improvement in assembly line of automobile
industry by reducing cycle time of operations, International Journal of Engineering
Research & Technology, 5(5):28-31.
[2] Swapnil T. Firake, Dr. K. H. Inamdar, Productivity improvement of automotive assembly
line through line balancing, International Journal of Technical Research and
Applications, 2(3):124-128.
[3] Cengiz Durana, Aysel Cetindereb, Yunus Emre Aksuc, Productivity improvement by
work and time study technique for earth energy-glass manufacturing company, 4th World
Conference on Business, Economics and Management, WCBEM, Science Direct,
Procedia Economics and Finance 26(2015) ,pp 109 – 113.
[4] Mayourshikha Pancholi (Bhatnagar), Productivity improvement in chassis assembly line
of automative industry by using work study methods, International Journal of
Engineering Sciences & Research Technology, pp 454-459.
[5] Shamuvel V.Pandit, Sunil J Kadam, Avinash Kharat, Chetan U Nayakawade, Productivity
improvement by application of line balancing, International Journal of Innovative
Research in Science, Engineering and Technology, 3(4):11495-11502.
[6] Nikhil Verma, Pulkit Trivedi, Vivek Agnihotri, Productivity Improvement in assembly
line of an automobile industry, IOSR Journal of Mechanical and Civil Engineering (IOSR-
JMCE), 12(4): 01-06.
[7] Dr. A. G. Matani, (2006), Improving water use efficiency by effective water conservation
techniques, Indian Journal of Environmental Protection, 26(3):260-264.
[8] Dr. A.G. Matani, S. K. Doifode, (2015), Effective industrial waste utilization technologies
towards cleaner environment, International Journal of Chemical and Physical Sciences,
491(1): 536-540.
[9] Dr. A.G. Matani,(2006), Strategies for better waste management in industrial estates,
Journal of Industrial Pollution Control, 22(1): 67-72.
[10] Dr. S. K. Doifode Dr. A. G. Matani (2015), Advanced environment protection techniques
by industries: potential for corporate social responsibility activities, Journal of The
International Association of Advanced Technology and Science, 15(3):1-8
[11] P Saurabh Jha and Mohd Salman Khan. An Experimental Study on the Automotive
Production Line Using Assembly Line Balancing Techniques. International Journal of
Mechanical Engineering and Technology, 8(3), 2017, pp. 22– 33

Synchronizing Assembly Line Operations in Cotton Ginning Industries Towards Reduced Cycle Time
https://iaeme.com/Home/issue/IJMET 406 [email protected]
[12] Madasamy alias PrabuNivas.C, Venkatesh. J and Kannan. K, Implementation of Special
Product & Process Characteristic (Sppc) in A Clutch Cover Assembly Line, International
Journal of Mechanical Engineering and Technology, 9(11), 2018, pp. 1025–1034
[13] S.K. Gupta, Dr. V.K. Mahna, Dr. R.V. Singh and Rajender Kumar, Mixed Model
Assembly Line Balancing: Strategic Tool to Improve Line Efficiency in Real World,
International Journal of Industrial Engineering Research and Development (IJIERD),
Volume 3, Issue 1, January- June (2012), pp. 58-66
[14] K. Parthiban, M. Kumaresan, M. Shantharaj and N.M. Vijay Aravindhan, Reducing the
Run out Defect in Cover Assembly Line of Clutch Plate, International Journal of
Mechanical Engineering and Technology, 9(11), 2018, pp. 1042–1050.
Related Documents











