CMYK

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
CMYK
CMYK
MAY
201
0 S
titch
Wor
ld 3
CMYK
CMYK

TYPE OF BUSINESS
Manufacturer-Exporter
Manufacturer
Machine manufacturer/Agent
Institution Academician
Technologist Any other
S U B S C R I P T I O N F O R M Yes, I wish to subscribe to StitchWorldIndia Sri Lanka Bangladesh Other countries
1 Year (12 issues) Rs.960 US $ 40 US $ 40 US $ 90 2 Years (24 issues) Rs.1680 US $ 70 US $ 70 US $ 160
Educational Institutes / Students (applicable only in India) 1 Year (12 issues) Rs.720 2 Years (24 issues) Rs.1440
Name _________________________________________ Designation ______________________Company/Institute _____________________________________________________________Address ______________________________________________________________________Ph _____________________ Fax ______________ E-mail _____________________________
Payment should be in favour of ‘CONTACT COMMUNICATIONS’,B-32, South Extn., Part-I, New Delhi - 110049, India. Phone: 91-11-47390000, 24602283Fax: 91-11-24651656, Email: [email protected]
Subscribe Online visit our website www.stitchworld.net
StitchWorldwww.stitchworld.net C O N T E N T S
VOL. VIII • ISSUE 3
Te chTa lk16
CMYK
MAY 2010 StitchWorld 5
Te chRev i ew36AT TIMES, SEQUENCE OF PLY NUMBER IS
LOST AND PIECES ARE JUMBLED UPWHILE SEWING IN CHAIN
Te chEven t24
36 VIBEMAC: FRIENDLY AUTOMATION
16 THE GREAT KNOWLEDGE DIVIDE –TEAMWORK IN SEWING
20 EFFECTIVE LEADERSHIP IN GARMENTMANUFACTURING
30 KNOW YOUR SINGLE NEEDLELOCKSTITCH MACHINE –EASING SEWING OPERATIONS
42 TIRUPUR GOES LIVE WITH SOFTWARES –EFFORTS FROM TEA BRING RESULTS
24 MADURA GARMENTS, ADITYA BIRLAGROUP HOLDS KAIZEN MELA –EMPOWERING PEOPLE
NewsTrack8
Te ch In te r v i ew4040 JUKI AND AEPC ORGANIZE SEMINAR
ECO-PRODUCTS: A VALUE PROPOSITION
CMYK

From the Editor’s Desk
EditorEditorEditorEditorEditor-in-Chief-in-Chief-in-Chief-in-Chief-in-ChiefDEEPAK MOHINDRA
TTTTTechnical Editorsechnical Editorsechnical Editorsechnical Editorsechnical EditorsPRADIP V MEHTA (US)
PAUL COLLYER (UK)
CLAUDIA OLLENHAUER-RIES (GERMANY)
Assistant EditorAssistant EditorAssistant EditorAssistant EditorAssistant EditorSHLOK HARIRAMANI
Copy EditorCopy EditorCopy EditorCopy EditorCopy EditorVEERESHWAR SOBTI
Design & ProductionDesign & ProductionDesign & ProductionDesign & ProductionDesign & ProductionSARFARAZ AHMAD
RAJKUMAR CHAHAL
Photo EditorPhoto EditorPhoto EditorPhoto EditorPhoto EditorJITENDER MEERWAL
Advertising TAdvertising TAdvertising TAdvertising TAdvertising TeameameameameamAMIT MAHARISHI
Asst. Manager-Sales - 09871307950
Subscription EnquirySubscription EnquirySubscription EnquirySubscription EnquirySubscription EnquiryRANI MAHENDRU - 011-47390000
Publisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorRENU MOHINDRA - 09810058986
Head OfficeHead OfficeHead OfficeHead OfficeHead OfficeContact Communications
B-32, South Extension, Part-I, New Delhi-110 049Phone:Phone:Phone:Phone:Phone: 011-47390000, 24602283 FaxFaxFaxFaxFax: 91-11-24604597
E-mail: E-mail: E-mail: E-mail: E-mail: [email protected] , [email protected] associate:eb associate:eb associate:eb associate:eb associate: www.stitchworld.net
Editorial EnquiryEditorial EnquiryEditorial EnquiryEditorial EnquiryEditorial EnquiryE-mail: E-mail: E-mail: E-mail: E-mail: [email protected] , [email protected]
Phone: 41646999, 24602283
PrintingPrintingPrintingPrintingPrintingAsk Advertising Aids Pvt. Ltd.
88, DSIDC, Okhla Indl. Area, Phase-I,New Delhi-110 020 Phone : 26816824
All Rights Reserved © 2009 by Contact Communications
No part of this book may be reproduced or transmitted inany form or by any means, graphic, electronic, ormechanical, including photocopying, recording, taping,or by any information storage retrieval system, withoutthe written permission of the publisher. Read and comment on my blog at
http://stitchworldmagazine.blogspot.com
CMYK
MAY 2010 StitchWorld 7
Few days back, I put on the radio and heard that one can acquire the services
of a plumber, electrician through Employment Exchange and it got me thinking
why not for a sewing operator?
Skill management has always challenged industries and garment being a labour-
intensive one, such challenges have always been feared yet faced.
What is skill management?
Skill management is the practice of understanding the skills required in any role
and developing and deploying people to the roles matching their skill-set. Skill
fitment is one of the key challenges faced by any organization.
To tackle skill management, any organization needs to clearly understand the
skill level of its people. But this is highly challenging task considering our industry
works predominantly with migratory and contract labour because of the seasonal
nature of the business. Each day a production manager is faced with a task to
identify the skill level of each operator and allocating operations accordingly.
The needs of our industry are very specific; performance is expected from shop
floor employees (operators/helpers, etc.) and we have to determine the skill
development programme through a matrix to monitor the level of individual
skill profile and plan for continuous improvement.
Employment Exchange, which is actively marketing its services, registers the
skill level of various artisans, then why not registration and deployment of sewing
operators for the garment industry?
Indeed, constant application of mind on how to improve upon existing systems
and processes is the soul of ‘kaizen’, which is the theme of our article
‘Empowering People’. Madura Garments recently held an internal ‘kaizen mela’
to review two years of implementation of the kaizen programme and the 6458
kaizens documented over this period speaks for the success of the programme
and of course the involvement of employees at Madura.
Today, 70% of the machines in factories are single needle lockstitch machines,
yet very few understand its features and functions that improve efficiency and
productivity by deskilling operators. The issue contains an in-depth analysis of
the single needle lockstitch machine by Y. P. Garg, a consultant and a sewing
machine expert.
Leadership is not only about effective CEOs, but also supervisors who with defined
roles motivate and guide operators for better efficiencies. With this thought, we
carry forward our series on HR Management, as Paul Collyer emphasizes on
effective leadership recounting his firsthand experience with the industry.
Deepak Mohindra
Editor-in-Chief

CMYK
8 StitchWorld MAY 2010
India: Alps Industries Inks StrategicPartnership with Huntsman Textile Effects
News Track
Alps Industries Limited,established in 1962, a
popular manufacturer ofyarns, home furnishings,natural dyes and fashionaccessories, has signed astrategic partnership withHuntsman Textile Effects inIndia for exclusive supplyof materials for Alps’ eightproduction facilities inIndia. In addition, Huntsmanis to supply technical servicesupport to Alps Industriesto ensure compliancewith stringent globalcustomer requirements.
Huntsman is a globalmanufacturer andmarketer of differentiatedchemicals. Market-wise,products targetingapparel applications offer60% of revenue of thecompany, and the restfrom applications oftechnical textiles.
“India is an importantmarket for us and we’rehonoured to be a part ofthis partnership with AlpsIndustries,” said Paul Hulme,President of HuntsmanTextile Effects. “Our
environment-friendly andbiodegradable productsprovide solutions to ourcustomers, helping thembecome compliant in theiroperations and reduceprocess costs. A recentexample is AlbaFlow Conti,which penetrates intofabrics very quickly reducingprocess time and costs,while ensuring excellentdye quality,” he added.
Earlier in June 2009,Huntsman Corporationannounced the acquisitionof the Baroda Division ofMetrochem Industries, amanufacturing facility forthe production ofintermediates and specialtyproducts for textiles, locatedin Baroda (Gujarat).
Paul Hulme, President ofHuntsman Textile Effects
Paris: Lectra releases VectorTechTexFX 100, the new Cutting Solution withWider Cuts, using Low Energy
Lectra, the world leader inintegrated technological
solutions for industries thatuse soft materials – textiles,leather, industrial fabrics andcomposites, has released itsreliable VectorTechTex FX 100,the new software solutionfor cutting industrial fabricsand composite materials. Thesolution which enablesprofessionals to reduce energyconsumption by 20 to 30% incomparison to standardcutters, helps companies tocut wide pieces and meet theneeds of professionalslooking for a broaderspectrum of applications.
“The ability to process a widevariety of industrial fabricswith a single and uniquecutting solution is nowessential to the survival ofmany companies. By extendingthe range of possibleactivities open to them withthe VectorTechTex FX 100,these companies will be ableto target new markets and,consequently, limit the riskstied to a decrease in volumes,”said Daniel Harari, Lectra CEO.
Adaptable and reliable,VectorTechTex FX 100 iswell-suited for short runs,tight production deadlines,with wider cuts extendableup to 2.54 metres in allshapes and sizes, whilelimiting fabric scrap andoptimizing the fabricutilization. The solution alsomeets rigorous safetymeasures that professionalsusing composite materialsface. In particular, itintegrates a new feature tovacuum away dust producedduring cutting, greatlyreducing the dispersal ofparticles which may provevery harmful to operator’shealth, as such keeping boththe equipment and theenvironment neat and clean.
Lectra’s new software cutting solutionVectorTechTex FX 100 for industrial
fabrics and composite materials
V The average UVRof apparelimports by the USduring Jan.-Feb.2010 was downfrom $ 3.19 lastyear to $ 2.92this year. India hada higher than averageUVR of $ 3.19 duringthe same period.
India’s apparel exportto the US inJan.-Feb. 2010was down(-) 4.94% invalue and(-) 0.84% involumes, whileBangladesh saw majordip of (-) 11.72% invalue and (-) 9.80%in volumes.
The increase indemand fromapparel retailersin the US isclearly reflectedin the growth inquantities overthe first twomonths of 2010with 8.57% rise,however the valuesdipped marginallyby (-) 0.86%.
Ladies blousesand ladiesdresses recordedgood value gainsfor India inJan.-Feb. 2010with 14.35% and18.27% increase,respectively. Thetwo products alsowitnessed volumegains of 17.82% and23.47%, respectively.

CMYK
MAY 2010 StitchWorld 9
Stiff export competitionshave forced garment
companies in Tirupur toproduce in-house high valueadditions to their garments.Companies here are addingnew technology withinnovations to their product.At the same time they arekeeping a tight vigil on theirproduction cost.
Gokilaa Gaarments, a Rs. 24-crore garment exporter fromthis city dealing in fashionknitwear, sportswear, knittedkidswear and sleepwear hasmade huge investment byadding 12 new M&Rautomatic chest printingcolour machines. Theestimated cost of each M&Rmachine is around Rs. 70 lakh,
India: Garment Export Companies Go onValue Printing with M&R machines from USA
the company confirmed.Marketed in India by DhavalColour Chem, the company isalso adding 70 more sewingmachines by August this yearto its present capacity of 130machines.
The trend continues withKandhan Knitss and CBCFashions Asia both all fromTirupur. Kandhan Knitss hasimproved its technology andgone in for expansion byadding M&R automatic chestprinting machine with14-colour print machine. Theknitted garment company,producing 2 to 2.5 lakhpieces per month, hasrecently added 150 newsewing machines to itspresent capacity of 500.
India: Alok Industries, DyStar to set upTextile Tech Academy
Textile major AlokIndustries has tied up
with leading dyesmanufacturer DyStar to setup Advanced Academy forDevelopment of TextileTechnologists (AADTT) toraise the standards of textilemanufacturing in India.
The academy, the first-of-its-kind in the country, willprovide a unique platformfor identification, training,placement and careerdevelopment for textileprofessionals. The companyis contemplating to open thisacademy soon in their unit,either in Vapi or Navi Mumbai.
“The country’s fast-growingtextile industry is in urgentneed of competentprofessionals with soundtechnical base. AADTTwill provide these aspiringstudents a much-needed
platform to raise thestandards of textilemanufacturing in India,”said Alok IndustriesManaging DirectorDilip B. Jiwrajka in Mumbai.
The BSE-listed manufacturerfurther said that the studentsand professionals would betrained by renowned andexperienced industrialexperts with a well-designedcurriculum combining theory,specific application, expertiseand relevant practicesbenefiting the modernindustrial needs.
Dilip B. Jiwrajka
Tajima machinery haslong been known as
the embroidery industry’spopular leader forcraftsmanship, innovationand productivityof equipment.
With the motto “There is noborder for quality products”,Tajima has kept oncontinuous improvementand innovation by releasingtop quality embroiderymachines in theinternational market. Thecompany has recentlyupdated its products withlatest single-headautomatic embroiderymachines the NEO SeriesTEJT II – C1501/1201/901.
NEO is the only table-topcompact machine ever madeby Tajima. The machine, withone head – 9/12/15 needles(colours), is 744 mm wide,863 mm deep and 825 mmin height. Especially madefor mobility and smallerworking spaces, NEO is theideal machine for theembroidery industry giving
Hong Kong: Tajima Updates with latestMulti-head and Single-head AutomaticEmbroidery Machines
the best quality of sewing ona wide spectrum ofapplications from the start.
With standard built-inmemory of 640,000 stitches,advanced noise reductionsystem and with a speed of1200 RPM and easy-to-usecontrol panel, the machinehas a large embroideryspace of 360X500 mm andcan embroider more than15 colours on variousproducts like caps, sweats,golf shirts, jackets, babycaps, bags, aprons amongothers. One can even scaledesigns down to 80% orup to 120% in increments of1%, and rotate in 1-degreein increment. The designsget automatically repeatedup to 99 times verticallyand horizontally.
Frame back/forward isavailable in units of 1/10/100stitches with colour changesor designated stitch count.Actual stitch length alsogets adjusted with thelength of the design. Theframe can be either manually
or automaticallyreturned to thedesign startingpoint (while themachine isstopped), even ifthe end point isdifferent from thestarting point.
NEO machines,which can beoperated evenafter anunexpectedpower failure, islight enough tobe moved tolocations likecommunity fairs,sporting eventsand retail kiosks.Tajima - TEJTII-C3

CMYK
10 StitchWorld MAY 2010
Japan: Mimaki announces Tx400-1800B,large format Textile Inkjet Printer withAdhesive Belt Carrier System
Mimaki EngineeringJapan, a popular
manufacturer of wide-format inkjet printers andcutting machines for thesign/graphics, industrialand textile/apparel markets,has introduced a direct-to-textile and dye sublimationinkjet printer, Tx400-1800Bfeaturing a newlydeveloped adhesive beltcarrier system. “The newmodel stabilizes flexiblematerials that tend tostretch and contract duringprinting. It is an additionalversion in the seriesfollowing on from theTx400-1800D that waslaunched in October last,”says Akira Ikeda, President,Mimaki Engineering fromNagano, Japan.
Mimaki is marketed in Indiaby Mimaki-Kanphor. Thenew printer enables higherprinting speeds as well asink cost reduction.
The adhesive belt carriersystem locks the fabric inthe belt thus enablingconveying without applyingtension. This way evenmedia that stretch orcontract can be printed.
Besides, belt carriersystem is equipped withbelt encoder thatensures evenly feedingof the fabric.
The Tx400-1800B enablesprint speeds of 25 sq. m/h(600 X 600 dpi/8-colourmodes). A newly designedpowerful heater systemallows for fast drying athigh speeds. The printerautomatically switchesink supply from anempty cartridge to a fullone of the same colour.This is possible as Mimakiuses UISS (UninterruptedInk Supply System)thus enabling longunattended print runs.
Nine Group, a Delhi-based export house, is puttingup its new manufacturing unit-cum-corporate officein Greater Noida dedicated completely to its exportbusiness. The new low-volume but high on value unit willstart with about 90 sewing machines manufacturing shirtsusing top line fabric imported from Italy at a price rangevarying from $ 12 to $ 18.
GAP CEO Glenn Murphy was on a flying visit to Indiameeting his garment and fabric vendors includingGokaldas Exports, Orient Craft, Alok Industries,Vardhman Group to name a few. Murphy talked tough,ruling out price increase but hinted that buying could bemore conservative this year. He hinted that denims woulddrive the business for GAP this year after the relaunch of‘1969’ denim last year.
Jones Apparel Group’s Production and SourcingHead Vikram Raval was in India recently who considersIndia a good destination for increasing its business.The US $ 3.3 billion company is one of the popular designers,marketers and wholesalers of branded apparel, footwearand accessories with $ 3,327 million revenue in year 2009.Presently sourcing tops and juniors, the Group is doingbusiness worth around $ 85 million from the country andintends to grow 25% this year.
Paragon Apparels Noida, working on sportswear forbrands like Reebok and adidas, has initiated leansystems into its production floor and in last one year,in the very first audit, the company has scored animpressive 30%. It is appreciated since the companieswhich are 2 years old, score around 20% and that which are5 years old, score about 60%. The company closed with aturnover of Rs. 90 crore in FY 2009-10, up from Rs. 50 crorein FY 2008-09. It holds the honours for designing uniformsfor 5 of the 8 IPL 2010 cricket teams; the tournament hasjust been concluded.
Jaipur-based Daksh International, an exporter witha production capacity of 30,000 pieces of garments/made-ups per month, has expanded its exportbusiness and added two new countries – Turkey andDubai – to its exporters’ list. The company hassimultaneously stopped its business with Brazil and Mexicodue to unethical business practices followed by some Indianbuyers and suffered losses up to $ 20,000.
Global Creators from Surat, known for their printingand embroidery work, has recently ventured intogarmenting with Shri Yammuna Garments by settingup a small 35 sewing machines unit in Pandesar. Withgood quality processed fabric available in abundance inSurat, several companies are looking at garmenting as anexpansion path.
IndustryWire from Apparel Online
The Tx400-1800Benables printspeeds of 25sq. m/h (600X 600 dpi/8colour modes)
Mimaki’s Tx400-1800B textile inkjet printer with adhesive belt carrier system
News Track

CMYK
MAY 2010 StitchWorld 11
Thailand: Range of Placket Setting Machines from Uzu
Thailand-based manufacturer ofgarment machinery Uzu has more
than 30 years of experience workingwith the industry and addressing itsproblems through its automated andflexible sewing solutions. Thecompany has recently expanded itsproduction capacity and added a seriesof new machinery in its portfolio. “Wehave added two new series ofautomated machineries to ourportfolio and got a good responsefrom the Indian market as well,” claimsManpreet Singh Walia, Regional SalesManager, Focus Garment Tech, whorepresents Uzu machines in India.
The UL-PL33 automatic placketmachine is the topline machine tomake centre plackets for both men andwomen. The machine comes with anoption of preparing table, single barstacker and flat bar stacker. Themachine can stitch centre placket aswell as hidden placket and can cut andsew in tandem as the knife isseparately controlled by motor and isable to work in full cut or semi cutmode. The machine is programmablewith touch screen monitor. Thesewing head is driven by a servomotor while the carriage is poweredby a stepper motor. Equipped with
thread breakage detecting sensorand laser marking for accurate sewing,the machine reduces the skillrequirement of the operator. Thesewing width range from 4-40 mm andstitch length can be adjusted from40-300 mm. To estimate the amount ofbobbin thread, the machine has abobbin thread calculating system.The start and end of the stitch line canbe back-tacked, condensed orstandard stitched. With a sewing cycleof 5-10 seconds/piece depending onthe length and type of fabric, themachine is value for money.
UZ-P28 series of automatic pocketwelting machines, another of itshighly versatile machines, are easy tooperate with simple control panel. Themachine can do back tack sewing,condense sewing and standard sewingat the start and end of the stitch line.The machine can adjust the pocketlength electronically with 4 programsmemory and automatic adjustmenton flap position. Sewing lengthavailable is 40-210 mm with 25 mmoption for tab knife cut. The machine isclamp operated and comes withoptions of 2 bar stackers and rollerunit. Apart from this it also has a leftand right dart holder.
UL-PL33 Automatic placket machine can sew centre as well as hidden plackets

News Track
The new unit of Orient Craft at Bhiwadi (Rajasthan)has become operational. Spread over a 30 acre area,with provision of 1250 machines and space marked forhand embroidery, cutting, finishing and end to endsupply chain. Servicing buyers like GAP and M&S, the unitis very eco-friendly with use of local stone instead of woodto reduce energy usage. It is in the process of acquiringgreen certification through Indian Green Building Council.
Bangalore-based Hindustan Clothing &Marketing Ltd. (HCML) in its very first year of operationhas shown a turnover of Rs. 20 crore. Working withbuyers like Landmark, Primark, New Look, Zara, C&A andJones Apparel, the company has recently completedits first order of 35,000 pieces in ladies top with France-based Tallyweigl, which has stores across the EU. Thecompany currently has 750 machines with a productioncapacity of 2 lakh pieces per month and is specializing inladies and kidswear.
Golden Seam, Bangalore, a manufacturing unit ofMandhana Industries, has had a very successful FY2009-10 witnessing growth of over 50%. The unit whichis specializing in casual bottoms (non-denim bottom wear)has orders booked till October 2010 and is planning to add200 more stitching machines. The company has suppliesto some of the leading brands of the world such as TommyHilfiger, Pepe Jeans , Benetton, Rip Curl, New Yorker, CharlesVogele, JC Rags, French Connection, to name a few.
Shahi Exports, established in 1974 and one of India’sleading exporters, is recruiting nearly 2,500 staffmembers for its shop floor, women being thepreference. The new recruitment is part of its expansionplan at its Noida, Faridabad and Hyderabad units.Confirming the news, the HR official of the company saidthat women are the first priority because as per pastexperience women have always given good results. Thecompany has more than 25 manufacturing units spreadacross Delhi-NCR, Bangalore, Tirupur and Salem.
National Textile Corporation (51%) in a joint venturewith Bhaskar Denims, Bhopal (49%) has commenceda new garmenting facility in Mumbai to manufacturesix lakh pieces of denim garments annually. Forproduction, Denim Bhaskar will supply the denim fabricfor which the stitching and finishing will be completed at theIndia United Mills, Mumbai. Beginning with 50 stitchingmachines to be increased in the later stage, the facility hasbeen installed with technology specific to heavy fabricstitching from Vibemac of Italy, Duerkopp of Germany andKansai of Japan.
Bangladesh: Asda shows the World itdoes not use ‘Sweatshop’; InstallsWebcams in Factories
Supermarket giant Asdahas installed webcams
in two factories inBangladesh, to show it tothe world that it does notuse “sweatshop” labour. Oneof the cameras is in a textiletesting lab while the otheris in the finishing section ofa factory making jeans andcasual trousers for George.
The webcams are “part ofour effort to increase thetransparency of the Asda
business and showcustomers where theirproducts come from,” thecompany says. But theinitiative was equallycriticised by a section ofthe industry for “spying”on workers calling it apublicity stunt otherwisethe webcams would be inthe sewing section whichis the main harbour ofsweatshop conditions.
Sri Lanka: Roberto Inglesi ImprovesProductivity through StreamProduction System
Roberto Inglesi, a wellknown name in India
with over 39 years ofexperience in shirtproduction, presented aseminar on StreamProduction in Colomborecently. Improvements tothe production system usingmodern techniques andprocedures are a ‘must’ forany organization to make itcost-effective andcompetitive, feels Roberto.The Stream ProductionSystem is a concentrate ofdifferent experiences and anamalgamation of proven,modern productionsystems and sewingtechniques used in industryfor ‘cost reduction andefficiency improvement’.
Roberto, holding a gold andsilver medal in Time andMethods Analysis, hasdeveloped the techniqueover the years by merginghis own experiences with anoverhead conveyor system.Preparation and assembly
areas are synchronizeddifferently. His systemsdemand strict line balancingand use Kanbans to keepclose tab on the WIP, so thatalmost all workers havesufficient buffer to coverany contingencies.
Roberto is satisfied workingwith videos for settingstandards. End result is, adrastic reduction in non-value adding work, normallyperformed by the sewingmachinists. The incentiveearnings too have beenrationalized in line with theStream System.
Reberto Inglesi
IndustryWire from Apparel Online
CMYK
12 StitchWorld MAY 2010

CMYK

“It’s our business to keepinspiring you with solutions”,says the Brandix vision.Commitment toenvironment-friendlymanufacturing with valuesthat include integrity,teamwork and customerservice, has allowed Brandix,the largest apparel exporterof Sri Lanka, attain local andglobal recognition.
The Group, which isconfident in reducing carbonfootprint by up to 17% byDecember 2010, will beinvesting $ 2 million (Rs. 230million) in another two yearson measures to improveenergy efficiency. The BrandixDirector AJ Johnpillaiinformed that the Group iswell on target, and hasbecome possibly the firstapparel manufacturerworldwide to be in a positionto declare the carbonfootprint for every individualitem it produces.
“Our passion for andcommitment to Greening ouroperations has gatheredpace since we commissionedthe world’s first Platinum-rated Green apparel factoryin April 2008,” adds Johnpillai,disclosing that the BrandixGroup would qualify to earnUS $ 1,27,000 in CarbonCredits in 2011, under theterms of the Kyoto Protocol.
The Group will further switchto renewable energy andpromote eco-friendlymanufacturing to reduce itscarbon footprint by nearly athird (30%) by 31st March2012 to become moreGreener, says Johnpillai. Thecompany has madeinvestments over the pasttwo years to reduce
Sri Lanka: Brandix Group takes many Sustainable Initiativesto Reduce Carbon Footprint by 30% till March 2012;Joins hands with UNIDO to curb Chemical usage
Greenhouse gas emissions atits manufacturing locationsand was successful inreducing CO
2 or CO
2
equivalent gases by morethan 6,000 MT per year as upto 31st March 2010.
In fact, Brandix hadcompleted its Greenhousegas inventory way back in2008 and calculated itscarbon footprint accordingto the guidelines of theGreenhouse Gas Protocol.The energy efficiencyprojects alone undertakenby individual companies in2009 resulted in a collectivereduction of 1,800 MT ofCO
2. This was 7% of the
total targeted reduction,Johnpillai said.
In another sustainabilityinitiative, Brandix Group hasalso become the first apparelmanufacturer in the countryto trial Chemical Leasing(ChL). The Group has joinedhands with United NationsIndustrial DevelopmentOrganization (UNIDO) topromote sustainablemanagement of chemicals.
The concept, promotedworldwide by UNIDO
envisages convertingsuppliers of chemicals fromsellers of products toproviders of a service,whereby they sell thefunctions performed bytheir chemicals, andfunctional units become themain basis for payment.
This makes efficientconsumption of chemicals apriority for the supplier,because the chemicalsconsumed become a costrather than a revenue factor.The end result is a reductionof excessive use ofchemicals that ultimatelybenefits the environment,the company said.
The first pilot applicationof Chemical Leasing is totake place at American &Efird (A&E), the BrandixGroup’s world classthread manufacturingcompany. A Letter ofIntent (LoI) under whichUNIDO would provideexpert guidance andfacilitate the processbetween the company’sGerman supplier ofchemicals and A&E wassigned in Colombo recently.
Brandix Director AJ Johnpillai addressing the media gathering flanked by IreshaSomarathna, Head – Environment & Energy Management at Brandix Lanka (L) and
Manojini Ratnayake, Environmental Manager at the Brandix Green Factory (R)
Developinginnovative, user-
friendly 2D and 3D CADsolutions for all cut-fabricand fashion-relatedindustries, OptiTex isworking together withIntel, the leading producerof microchips, computingand communicationsproducts, to solvetechnical challengescoming across duringaccurate physicalsimulation of clothingsuch as systems oflinear equations, collisiondetection and forcefield calculations.
OptiTex technology usedby Intel will be on showin Belgium at the 1st
Research@Intel EuropeDay when Intel will bedemonstrating researchand vision for the futureof informationtechnology using high-tech OptiTex technology.
OptiTex will also be using3D visualizationtechnology for garmentfitting by syntheticallyreproducing a3-dimensional model ofclothing items giving thegarment a realistic look.Using the latest and muchpowerful Intel® Xeon®processor 5680, it isworking on innovativesolutions to achieveaccurate synthesis to geta wide range of humanbody shapes andadvanced contentcreation tools.
Israel: OptiTexjoins Intel to bringAccurate PhysicalSimulation inClothing
CMYK
14 StitchWorld MAY 2010
News Track

CMYK
Modular manufacturing, teamwork, group system, self-managed work teams, drumbuffer rope manufacturing, toyota sewing system (tss), flexible manufacturing, leanmanufacturing and a flurry of other terminologies, are commonly used for a system ofassembling garments where a small group of workers share work content tocomplete the sewing of one garment. However there are many wrong notions inteamwork. Professor Prabir Jana from National Institute of Fashion Technology,New Delhi demystifies some of the myths associated with teamwork in sewing.
In layman’s term, teamwork is a group effort whereall operations of one garment are done by a smallgroup of multi-skilled operators where benefits
of division of labour and special machinery andinfrastructure are optimally utilized. In teamworksewing typically there are no supervisors, or qualitycheckers. Team members are empowered to takedecisions themselves (often through team leader),self-check and are not allowed to make anydefective pieces. In case of any defective piecesproduced, team members themselves have todiscuss and resolve the problem.
Somewhat similar to progressive bundle unit (PBU)working principles, multiple members in theteamwork concept can start work on differentcomponents simultaneously and gradually finish ina converging flow of materials where usually oneoperator completes the last operation. The operatormay work in seating position, can maintain a healthywork in progress (WIP) between operations. This wasnecessitated in the Western countries in response tomarket pressure of quick response to retail sales aswell as to reduce occupational health injuriesassociated with PBU. The objective was to minimizelong lead time of PBU system, and reduce ergonomicvulnerability of repetitive work through job rotation.
One particular extreme form of teamwork called tssin fact revolutionized and popularized this conceptamongst industry practitioners, although not
The Great Knowledge Divide
Teamwork in Sewingnecessary or mandatory for any team to follow. Thisgenerated and/or necessitated some associatedpractices and jargons that became synonymouswith teamwork. In tss, group of operators work inPBU/UPS system in a standard sewing mode wherethere are more machines than number of workers.
Single Piece Flow is Mandatory forTeamwork Sewing: WrongTo reduce sewing lead time, it is mandatory to reduceWork in Progress (WIP); however it is not mandatoryto have a single piece work flow. Team can workwith any number of pieces as long as lack of WIPdoes not hamper production of any operator. Actuallywhile working with bare minimum WIP the conceptof KANBAN (kanban means visual signal in Japanese)is followed. The last operator of the team visuallycontrols the maximum WIP that can be kept betweenany two operations. The kanban concept helpsconvert the flow of material from push to pull. Oncethe last operator picks up pieces from WIP bin towork, the predecessor operator gets a kanban signalto replenish the WIP, so he/she picks up pieces fromprevious bin to work thus creating a kanban signalto predecessors’ predecessor operator and this waythe signal goes down the line till the first operator.
Practitioners and enthusiasts kept reducing the WIPfrom number of bundles to zero, thus popularisingthe concept of single piece flow (also called ‘zero
Tech Talk
CMYK
16 StitchWorld MAY 2010
CMYK
CMYK
18 StitchWorld MAY 2010
WIP’ concept). The momentthe WIP becomes single piece,the component actuallystarted moving from oneoperator to another.
Interestingly the pieces in theteamwork are not passed onfrom predecessor tosuccessor, rather theoperator actually takes thepiece from predecessor andkeeps working till his/hersuccessor takes the piecefrom him/her. (Thus thejargon ‘hands-off’ originated).
WIP generally buffers thedisparity or gap in the workcontent of differentoperators. Gradual decreaseof WIP to single piecenecessitated operator tohand over the piece to nextoperator rather thandisposing it in the bin to bepicked up by next operator.
Teamwork Sewing isAlways Done withMachine to WorkerRatio of Morethan One: WrongIt is always possible to haveteamwork sewing withmachine to operator ratio as1:1. Teamwork demandssewing operations to begrouped together based on
the required pitch time,similar machines and skill ofoperators. While groupingthe operations from PBU toteamwork, sometimes it is feltthat different types ofmachines/attachments arenecessary while work contentis very less. In high labourcost countries it was also feltsensible to keep number ofoperator as minimum aspossible. So more number ofmachines’ work wasallocated to less number ofoperators. In extreme formof teamwork in sewing, i.e. tss,the number of machines ishigher than number ofoperators and typical ratiois of 5:3. This means forevery 5 machines there are3 operators. For a 5:3 machineto operator ratio, themaximum machineutilization is 60% as 2 out of5 machines are idle at anygiven point of time. Thisratio is workable in thehigher labour wage countrieswhere cost of maintaining aworker is higher than costof maintaining a machine.As the machine utilizationis very less, the machineproductivity is also lesscompared to PBU systemof working.
Why Stand UpSewing? StandUp Workstationis Mandatoryfor TeamworkSewing: WrongIn a higher machine tooperator ratio scenario,operator needs to get upfrom one machine, walk upto the next, sit and positionand then only start work. Lotof time is wasted onunproductive work whichrequire maintaining hugeWIP. To reduce theunproductive time, ‘stand up’workstations wereintroduced where specialdouble pedal operations(and many other hightechnology features) arefeatured, so that teamworkers can move from onemachine to another and startwork instantly withoutwasting much time insettling down. The PBUsystem was also vulnerableto RSI (Repetitive StrainInjury) of upper body partswhich were eased in standup sewing. The stand upsewing also facilitates singlepiece movement as successoroperator actually walks up topredecessor operator to fetch
the piece. In high intensityproduction situation, thesuccessor operator actuallybumps back to predecessoroperator and takes the pieces(Thus the jargon bump-backsystem started).
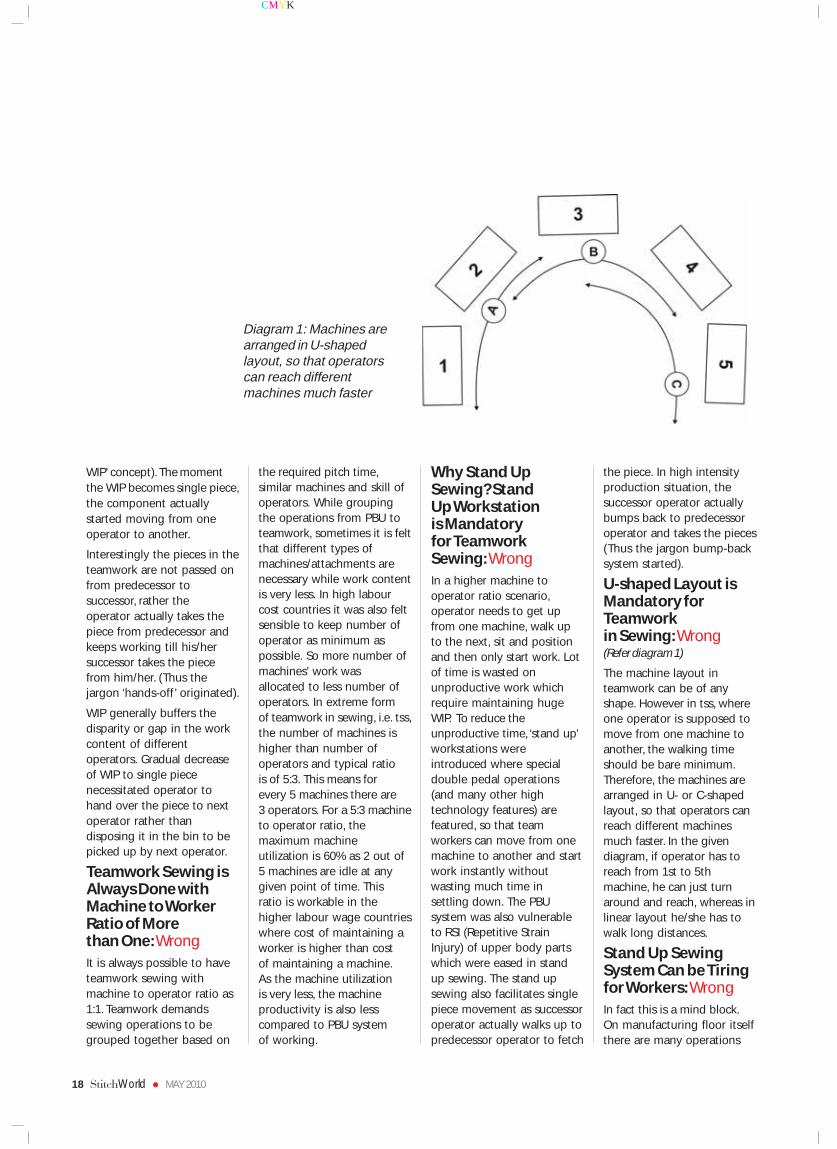
U-shaped Layout isMandatory forTeamworkin Sewing: Wrong(Refer diagram 1)
The machine layout inteamwork can be of anyshape. However in tss, whereone operator is supposed tomove from one machine toanother, the walking timeshould be bare minimum.Therefore, the machines arearranged in U- or C-shapedlayout, so that operators canreach different machinesmuch faster. In the givendiagram, if operator has toreach from 1st to 5thmachine, he can just turnaround and reach, whereas inlinear layout he/she has towalk long distances.
Stand Up SewingSystem Can be Tiringfor Workers: WrongIn fact this is a mind block.On manufacturing floor itselfthere are many operations
Diagram 1: Machines arearranged in U-shapedlayout, so that operatorscan reach differentmachines much faster
CMYK
MAY 2010 StitchWorld 19
which are done in stand upmode, such as ticketing,ironing, cutting and manymore. The moment we thinkof sewing, we visualize sittingoperation. In reality, doublepedal control, tummy orvoice activated sewing, laseralignment of piece candeskill the sewing processand comfortable as well.
Teamwork SewingHelps to ReduceThroughputTime: CorrectThroughput time is a factorof SAM value and WIP in theline. Low WIP (or zero WIP insingle piece flow) directlycuts down the waiting timeof partly sewn pieces, whichotherwise are languishing in
PBU system. Therefore,teamwork reduces thethroughput time by reducingthe waiting time component.
Teamwork SewingAlways Results inHigher OperatorUtilization: CorrectOperator utilization inPBU system depends onbalanced efficiency of theline. In a poorly balancedline, a significant time iswasted by operatorwaiting for the piecesfrom predecessor. In tssteamwork sewing theline is self balanced, thereis always a piece in everyoperator’s hand. Theoreticallyoperator utilizationis cent per cent.
In tss systemoperator snatchespiece frompredecessor, maycreate qualityproblem: WrongActually due to hands-offsystem sometimes operatorleaves a sewing operationmidway (half way) allowingthe successor operator tocomplete. This may soundunrealistic for thoseassociated with PBU ormake through system. In tssthe machines are armedwith deskilling devicesto the teeth. A folder/guideand needle positioningsystem ensures that workpiece is not shifted duringthe changeover.
Other related articles in theMyth Buster Series inStitchWorld
The Great Knowledge DivideCustomizationProf. Prabir JanaEdition: April-2010
The Great Knowledge DivideComputerised SewingMachinesProf. Prabir JanaEdition: March-2010
The Great Knowledge DivideMeasuring Work ContentProf. Prabir JanaEdition: February-2010
The Great Knowledge DivideCAD for Pattern MakingProf. Prabir JanaEdition: January-2010
Visit: www.stitchworld.netto read them on the web
CMYK
20 StitchWorld MAY 2010
On a practical level, the day-to-day control and management of the direct workforce isthe responsibility of production managers and supervisors and it is the performance ofthese people that will determine how well a factory performs. This is true in everyindustry and a fact known to each of the senior managers. But due to theiroverburdened schedules and lack of motivation, majority of these managers are notable to devote sufficient time, energy to prove their competence and capability.
The major factor in the underperformance of a factory is ineffective leadership at themiddle- and junior-level managers and supervisors. Paul Collyer, a garment industryexpert with over 37 years of international exposure in production management, emphasiseson effective leadership recounting his firsthand experience with the industry.
Effective Leadership inGarment Manufacturing
Supervisors are the firsttier of management ina clothing factory and
hence ineffective managementby them leads to beginningof underperformanceof the factory.
The often-quoted five needsof the managers discussedbelow are considered as thefirst steps to effectiveleadership. Companies alsohave to ensure that theirproduction managementteams perform to requiredstandards under highpressure and in dynamicworking environment.
1. Agree with me theresults I amexpected to achieveHow many managers andsupervisors know exactly
what they are expected todo and to what standards(expressed in measurableterms)? The most commonlyused method of agreeing(not imposing) targets andwork standards is through ajob specification ordescription with measurableKey Performance Indicators(KPIs). They do not have tobe complicated or in toomuch detail; indeed theKISS approach has much tomerit it. (Keep It Simple,Stupid). An example ofa job specification for aline supervisor is shownbelow. It should be taken asa guide as the role varies inevery organization.
Job specification
Line supervisor reporting toproduction manager.
Summary of role
To manage people, materialsand equipment on the lineand to ensure all quality,output, delivery and costtargets are achieved.
Key Responsibilities
Plan new styles inconjunction withproduction manager andIE department.
Manage line on dailybasis.
Manage operatorsincluding motivation anddiscipline.
Ensure that the finishedgoods quantities sent topacking are correct.
Manage quality to ensurecustomer requirementsare achieved.
Meet KPIs.
Tech Talk
CMYK
MAY 2010 StitchWorld 21
Check output of eachoperator for quality(minimum of 4 timesper day). Problem solveas necessary.
Monitor order status toensure delivery datesare met.
Perform any additionalduties as requested bymanagement.
Identify low performingoperators and reportto manager.
Key actions during stylechange would be
Plan people, machinery,materials, layout andequipment three daysprior to style going ontoline. Prepare initialbalance in conjunctionwith IE department.
Report materials usagefrom first batch.
Report operator trainingneeds to productionmanager.
Key Performance Indicators
Weekly calculate deliveryoutput to packing atdesignated time anddates (100%).
Calculate weekly sectionaverage operatorperformance target (90%),line efficiency (85%) andoperator off standardtargets (3%).
Calculate weeklypercentage of reworksagainst output(maximum 5%).
Biannually measure stock.
Coordinate with higherauthority and otherdepartments as necessary.
Control housekeepingand machine cleanlinesson section.
Identify operator trainingneeds and refer toproduction manager.
Maintain needlereplacement policy.
Key Actions
Key actions can becategorized into monthly,weekly, daily and duringstyle change. For example:analyse previous month’squality problems andinitiate corrective actionplan. Maintain skillsmatrix weekly and returnsurplus accessories towarehouse weekly. Dailyactions to include:
Attend daily productionmeeting.
Review attendance/absence, formulate dailyplans and liaise withproduction managerfor additional resourcesas required.
Monitor output andWIP levels at designated2-hourly intervals, makedecisions and problemsolve as necessary.
Target/objective set foroperators in section(target sheets).
Review feedback fromQC department atdesignated intervalsand take appropriatecorrective action.
The KPIs used above aresimple and should bemeasured, as part of theproduction managementfunction by any organizedfactory. A more detailedexplanation of 7 measuresfor the production unit waspublished in The ProductionManager, Seven Measures andInformation Systems,StitchWorld, March-2007. Theycan be used for thesupervisor in charge of oneline or the productionmanager responsible for anumber of sections.
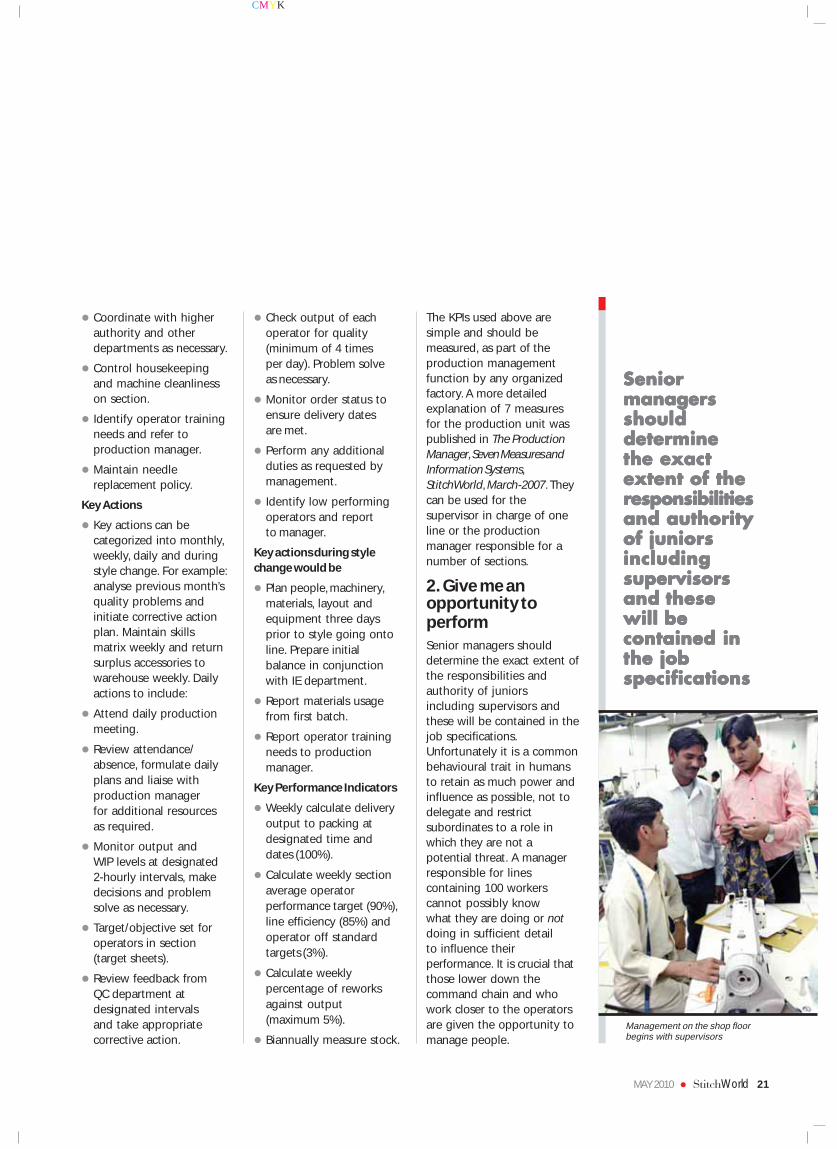
2. Give me anopportunity toperformSenior managers shoulddetermine the exact extent ofthe responsibilities andauthority of juniorsincluding supervisors andthese will be contained in thejob specifications.Unfortunately it is a commonbehavioural trait in humansto retain as much power andinfluence as possible, not todelegate and restrictsubordinates to a role inwhich they are not apotential threat. A managerresponsible for linescontaining 100 workerscannot possibly knowwhat they are doing or notdoing in sufficient detailto influence theirperformance. It is crucial thatthose lower down thecommand chain and whowork closer to the operatorsare given the opportunity tomanage people.
SeniorSeniorSeniorSeniorSeniormanagersmanagersmanagersmanagersmanagersshouldshouldshouldshouldshoulddeterminedeterminedeterminedeterminedeterminethe exactthe exactthe exactthe exactthe exactextent of theextent of theextent of theextent of theextent of theresponsibilitiesresponsibilitiesresponsibilitiesresponsibilitiesresponsibilitiesand authorityand authorityand authorityand authorityand authorityof juniorsof juniorsof juniorsof juniorsof juniorsincludingincludingincludingincludingincludingsupervisorssupervisorssupervisorssupervisorssupervisorsand theseand theseand theseand theseand thesewill bewill bewill bewill bewill becontained incontained incontained incontained incontained inthe jobthe jobthe jobthe jobthe jobspecificationsspecificationsspecificationsspecificationsspecifications
Management on the shop floorbegins with supervisors
CMYK
22 StitchWorld MAY 2010
3. Let me know howI am doingWith measurableperformance standardsestablished, it is a simple taskto give feedback on a daily,weekly and ongoing basis aspart of the managementsystem including dailyproduction meetings.Additionally it is necessaryto give an overall view ofhow individuals areprogressing andcontributing to the business.This should of course be partof the performancemanagement system notablyduring appraisals.
It should be noted that it isnot possible to give factualfeedback or appraise theindividual’s efforts withoutfirst defining their role injob specifications andstandards of performancein KPIs. Any attempt to dootherwise will inevitablyresult in dissatisfaction orconflict as reviews basedon perceptions will haveno measurable basis, i.e. “Thatmanager does not likeme” or “She is themanager’s favourite”.
4. Give me guidanceand training where Ineed itFrom the details containedin the job specification, it isfeasible to draw up a list ofkey skills and knowledgeneeded to perform the role.During the performanceappraisal, individualsshould not only receivefeedback but shouldalso be assessed againstthe list, with emphasison the skills necessary toperform those tasks inwhich they haveunderperformed. A trainingand development plan canbe formulated and this
becomes the key outcomethat should form a majorpart of any performancemanagement system.
All managers should becompetent in guiding andmentoring subordinates andthese skills constitute afundamental role of themanager as a leader.
5. Reward meaccording to mycontributionWhereas Maslow gives us anumber of levels ofmotivation, the need forappreciation and selfimprovement can becovered in a well conductedappraisal and we shallconsider here the keymotivation tool: Money!
It can be argued thatproduction managers andsupervisors work at theirhardest when the lines areperforming the poorest, i.e.when they are striving toovercome difficulties. Thisshould not howeverbe a deterrent fromimplementing incentivesand neither should theother often quoted reason:quality will suffer!
Again if the areas ofresponsibility for individualsare measured against KPIs, itis possible to give a bonusfor achievement that is clearand easy to understand. Awell constructed scheme willallow for drops inperformance due to varyingfrequencies of style change.
Any bonuses or incentivepayments will be basedaround performance KPIs,most notably efficiency. Togive an incentive basedsolely upon reaching aproduction target ofnumber of garments isvery simple but can be
counterproductive as itmay create the desire tohoard operators to ensurethat output levels aremet without any concern forcost-effectiveness.
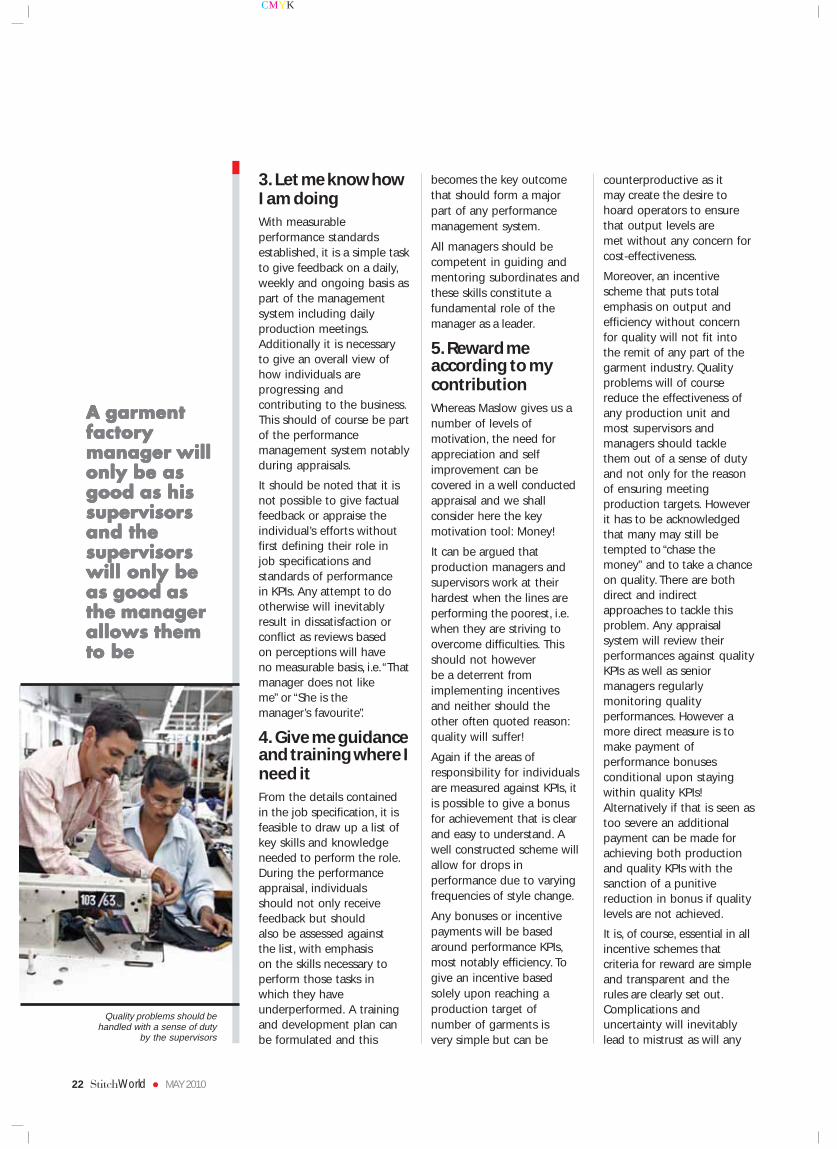
Moreover, an incentivescheme that puts totalemphasis on output andefficiency without concernfor quality will not fit intothe remit of any part of thegarment industry. Qualityproblems will of coursereduce the effectiveness ofany production unit andmost supervisors andmanagers should tacklethem out of a sense of dutyand not only for the reasonof ensuring meetingproduction targets. Howeverit has to be acknowledgedthat many may still betempted to “chase themoney” and to take a chanceon quality. There are bothdirect and indirectapproaches to tackle thisproblem. Any appraisalsystem will review theirperformances against qualityKPIs as well as seniormanagers regularlymonitoring qualityperformances. However amore direct measure is tomake payment ofperformance bonusesconditional upon stayingwithin quality KPIs!Alternatively if that is seen astoo severe an additionalpayment can be made forachieving both productionand quality KPIs with thesanction of a punitivereduction in bonus if qualitylevels are not achieved.
It is, of course, essential in allincentive schemes thatcriteria for reward are simpleand transparent and therules are clearly set out.Complications anduncertainty will inevitablylead to mistrust as will any
A garmentA garmentA garmentA garmentA garmentfactoryfactoryfactoryfactoryfactorymanager willmanager willmanager willmanager willmanager willonly be asonly be asonly be asonly be asonly be asgood as hisgood as hisgood as hisgood as hisgood as hissupervisorssupervisorssupervisorssupervisorssupervisorsand theand theand theand theand thesupervisorssupervisorssupervisorssupervisorssupervisorswill only bewill only bewill only bewill only bewill only beas good asas good asas good asas good asas good asthe managerthe managerthe managerthe managerthe managerallows themallows themallows themallows themallows themto beto beto beto beto be
Quality problems should behandled with a sense of duty
by the supervisors

CMYK
MAY 2010 StitchWorld 23
reward that is awarded atthe “manager’s discretion”.
Many companies alsooperate salary bands forspecific roles andindividuals work throughthe band usually on anannual review basisdepending uponperformance. Unfortunatelymany others also allowprogress through bandsdepending upon length ofservice. In this modern age, itis necessary to base rewardson how well someone doesthe job and not on howlong they have been doingit! If senior managementwant to reward loyalty thenthat should be a separatepart of the salary scheme. Itis essential that any awardfor performance is basedupon the measurable
outcomes and such awardsshould be scheduled tobe as far away from theappraisal as possible. Whereit is possible for theindividual to think thatappraisal outcome equalssalary change, then theeffectiveness of the appraisalwill be compromised.
Conclusion“A garment factory managerwill only be as good as hissupervisors and thesupervisors will only be asgood as the manager allowsthem to be!”
To be profitable andproductive, a garmentmanufacturing unit needs anintegrated management andsupervisory team working tospecified standards. This canbe achieved through the use
Other related article onManagement Principles inStitchWorld
The Production Manager,Seven Measures andInformation SystemsPaul CollyerEdition: March-2007
Culture is the Key to‘Change for the Better’Gene LevineEdition: November-2006
Training Needs and SkillSets of the Supervisor inthe Garment IndustryJohn IrvineEdition: July-2006
Visit www.stitchworld.netto read them on the web
of effective performancemanagement, productionmanagement and trainingand development systems.Many companies will saythey have all of these inplace but as with allbusiness practices regularaudit and review is necessaryto avoid “slippage”.
Whereas ongoing reviewsand improvementprogrammes ofmanufacturing systems andmethods includingequipment are essential ifcompanies are to remaincompetitive, thefundamental role of themanager and supervisoras a leader should not beignored; they are the cruciallink in making the best useof the companies’ greatestasset – Its people.
CMYK
24 StitchWorld MAY 2010
To survive in an industry, it is important that the business runs smoothlyand profitably. To improve and produce higher volumes in a betterquality and at reduced costs, it is important to involve everyone in theorganization – right from the highest echelons to the worker level.This very ‘kaizen’ concept may seem very simple but it requiresmotivated and committed work force and sustenance.
Knowing that the time of implementing continuous improvement ona shop floor is now, not later, Madura Garments, Group Company ofAditya Birla initiated a kaizen programme at all garment manufacturingunits around two years back. The status of each kaizen was monitoredand reviewed on a quarterly basis which led to more and moreparticipation from the employees. The effort culminated into a totalof 6458 kaizens, few of which are already implemented, setting thetarget of 2 kaizen per employee per year. A Team StitchWorld exclusive.
Madura Garments, Aditya Birla Group holds Kaizen Mela
Empowering People
Tech Event
Lal Sudhakaran, Head of Manufacturing, Madura Garments Lifestyle Clothing explains kaizen rangoli made by workers in his factory to Pranab Barua, CEO(Textiles and Garments), Aditya Birla Group as he arrives for the Kaizen Mela

CMYK
MAY 2010 StitchWorld 25
KAIZEN is amanifestation of enormouspeople power and capability,”says Pranab Barua, CEO(Textile and Garments) AdityaBirla Group. Indeed, theconviction with which everykaizen, small or big wasexplained, understood andappraised by the Madura’stop management surelydeserves appreciation.Motivated workers notonly understood theconcept and reasonsbehind the kaizen drive butalso staged few skits tohighlight the implicationsof kaizens. “It’s just abeginning. The potential canbe much more than this,”assured Pranab Barua.
“Kaizen Mela is one of ourways of communicatingto the entire Madura teamthat we value their kaizens.It’s a wonderful way ofadding to the businessprosperity,” says J. Sridharan,President, Corporate World
Class Manufacturing, AdityaBirla explaining the conceptof Kaizen Mela. Thesechanges and improvementsare not only monitored atunit level by individualfactory managers but arealso improvised andimproved upon by them. Thisway the factory as a wholetakes an ownership of theimprovements undertakenby them and shares themwith the entire Madura andAditya Birla Group to learnand initiate an overalldevelopment process. “Wehave several platforms forlearning and sharing thedevelopments within thegroup,” informs Sridharan. Allthe kaizens showcased in thefair were aimed at improvingquality, increasing speed,reducing throughput timeand hence reducing costultimately resulting incustomer satisfaction. “Thereis no end to the capability ofpeople,” opines Sridharan.
But to motivate people tostart thinking for theorganization one has to start
with relatively senior peoplein the organization andconvince them that thepeople below them couldaccomplish much more thanwhat they are doing rightnow and see to it that theinitiative is not only followedbut documented properly forits continuation. “The firststep is to help peopleidentify 3Ds in their work –Dirt, Difficulties and Danger.Once they identify these, it isimportant to let them thinkupon how to improve,”Sridharan adds. “Couple thiswith the support andencouragement from theirseniors; it catches like a wildfire. Everyone then is ready tocontribute their bit.”Sridharan explains.
Ashish Dixit, President,Madura Garments spoke onthe power of people, “Thereal magic happens when thechanges happening in thefront end (retail) isresponded by the changeshappening at the back end(production). Kaizen bringsspeed, flexibility and
Workers stage a skit underlining the importanceof kaizen
An engrossed Pranab Barua, J. Sridharan,President, Corporate World Class Manufacturing,Aditya Birla and P.M. Devdas, Factory Manager ofMGLCCPL taking a demo of a Kaizen
S. Raviee, Factory Manager, MGLCCPL receives acertificate and a memento on behalf of his factory‘Fashion Craft’ from J. Sridharan for contributingthe highest number of kaizens
All the kaizensshowcased in thefair were aimed atimproving quality,increasing speed,reducingthroughput timeand hence reducingcost ultimatelyresulting incustomersatisfaction
‘‘

CMYK
26 StitchWorld MAY 2010
There was a rigoroustraining programmedesigned to educate thepeople towards change.Faculties from withinMadura who couldtrain in locallanguage, trainedmore than 2500employees till dateSRINATH K. C.MANAGER, WORLD CLASSMANUFACTURING, MG LIFESTYLE
We are looking forwardto recruiting moreprofessionals fromengineering and fashioncolleges to infuse freshblood into theorganization. Thisentire kaizen exerciseis dedicated to the visionof raising our intellectLAL SUDHAKARANHEAD OF MANUFACTURING,MGLCCPL
Concepts like Kaizenand Lean have not beenimplemented in Indiangarment manufacturingthe way they have beenimplemented in otherindustriesSWAMINATHAN R.DY. COO, MADURA GARMENTSEXPORTS
There is no end to thecapability of people.Kaizen Mela is one ofour ways ofcommunicatingto the entire Madurateam that we value theirkaizens. It’s a wonderfulway of adding to thebusiness prosperityJ. SRIDHARANPRESIDENT, CORPORATE WORLDCLASS MANUFACTURING,ADITYA BIRLA
responsiveness therebyintegrating front end withthe backend.” Ashish who hasbeen in the industry since1998, believes that everyindustry including theapparel manufacturing hasdifferent level ofcompetencies in it. “In fact,the inspiration comes fromfactories which havenothing to do with apparel.Our team travels to differentfactories and adopts similarsystem,” he explains.
Srinath K. C., Manager, WorldClass Manufacturing, MGLifestyle, explained thedeployment process ofkaizen in his inauguraladdress, “There was arigorous training programmedesigned to educate thepeople towards change. Wedeveloped faculties fromwithin MG (MaduraGarments) who can train in
local language. Even thecourse material wasdeveloped in local languagewith shop floor examples. Tilldate under this programmemore than 2500 employeeshave been trained. All thekaizens developed by theworkers are documented in aformat. Meetings are held atregular intervals to provide aplatform to showcasekaizens. And finally today westand to encourage andrecognize our employeesfor their efforts.”
All businesses need to keepadding on the intellectual‘pool’ to retain its position andgrow. “We are looking forwardto recruiting moreprofessionals fromengineering and fashioncolleges to infuse fresh bloodinto the organization. Thisentire kaizen exercise is in away dedicated to the vision of
raising our intellect,” explainsLal Sudhakaran, Head ofManufacturing, MGLCCPL.“The accomplishment oftoday needs now to besustained in a much plannedphase,” adds Lal. Lal took itupon himself to share thekaizens and their real lifeimportance with the entireMadura workforce; an exercisethat will go on for a week.
“Garment manufacturingindustry has always stayedbehind in terms oftechnology andmanagement compared toother manufacturingindustry. Concepts like kaizenand Lean have not beenimplemented in Indiangarment manufacturing theway they have beenimplemented in othercountries and also otherindustries,” saysSwaminathan R., Dy. COO,
Madura Garments Exports,who has been instrumentalin setting up MG Lifestyleclothing factory and has avast experience of 17 yearsin the industry. “I am a firmbeliever of Japaneseculture. I believe cultureand management valuesplay a big role in thedevelopment of thebusiness,” he adds.
The results that we seetoday have been possibledue to enormous efforts ofvarious factory managers atMadura with the supportof the top management.The biggest challengetoday is to find, train andthen retain operators and Iam proud to be working inMadura which has a historyof trust, loyalty andcommitment among all itsworkers, says S. Raviee,Factory Manager, MGLCCPL.

CMYK
MAY 2010 StitchWorld 27
I N T E R V I E W
Being Integrated is our Biggest Strength”‘‘ASHISH DIXIT President, Madura
DM What are the challenges of theretail and manufacturing mix in theapparel industry?
ASHISH: Our challenge is more unique to the
industry; large part of the front end retail needs
to manage the high front end cost. The back
end dealing with a large number of people has
its own issues, cost of manufacturing keeps
going up. Yet consumer is ready to pay a certain
price. Building efficiency is really the key to
build the speed and productivity.
DM A lot of companies that I am inregular touch with, are very disappointedwith the way manufacturing happens inIndia. The wages are going up and theGovernment is also not supportive despitethe fact that this industry is the secondlargest employer. Do you think thatultimately outsourcing will go up ratherthan manufacturing?
ASHISH: Depends. Different people have
different views on it. My views are that in-
house manufacturing is a source of very
competitive advantage. We are able to bring to
the market things that we conceive much faster
than others. Manufacturing also keeps updating
itself with what is happening. Many of the new
products have not come from the market; they
have come from manufacturing itself, as they
are more closely monitoring at the changing
requirements of the customers. They are
integrated with the design, product and retail.
So, the kind of changes that manufacturing
itself is able to bring about is tremendous. I
think manufacturing if you see as a cost, then
yes, there is a pressure, wages are going up,
skilled labour is getting increasingly difficult to
acquire. But if you believe it’s a part of your full
package and a piece of your arsenal of
competitive advantages, then it has a very
meaningful role to play. I don’t think it will
disappear very quickly.
DM Everybody talks about that theapparel industry is a hands on industryand it can only survive when people fromwithin the industry are there.
ASHISH: With the initiative and the
perseverance of our Corporate World Class
Manufacturing (WCM), the inspiration comes
from a lot of factories that have nothing to do
with apparel, like cement factories. I have been
in this industry for 12 years. I joined apparel in
1998. I think it’s long enough time to say that
I am a part of apparel trade.
I do believe that people from inside the
industry itself will definitely benefit when they
look outside the industry and that’s true for
every industry. There is no reason why it won’t
be true for this industry. I think a lot of ideas,
breakthroughs and inspirations happen
when people working with a certain style go
out and see people working in the different
industry. Every industry has insights and
different level of competencies. When you
look around lots of lessons are there. That’s
what a group like us offers. Lot of people
travel and visit the factories which have
nothing to do with apparel, some of them are
processing industry. The kind of problems
that you see, much of that travels back into
solution here. Of course you need to know
your industry best, you can’t have somebody
coming in who has no idea about apparel. But
I think you need both.
Ashish with 12 years of experience with Madura at different positions plays a guiding and mentoring role inMadura Lifestyle Clothing. Not only that, he is touted as the only president among all its incumbents who is afirm believer that the backend support to the frontend retail is crucial for its existence. Ashish Dixit in conversationwith Deepak Mohindra, Editor-in-Chief, StitchWorld
I believe thatpeople frominside theindustry willdefinitely benefitwhen they lookoutside theindustry forinspiration”

CMYK
28 StitchWorld MAY 2010
To communicate the values and visions of the company to the lowest levels in the organization,Madura took the opportunity to organizing Kaizen Mela, synchronizing it with issuing a commonvision for its organization, ‘To be a global benchmark for the apparel industry in manufacturingand innovation providing competitive advantage to all stake holders’.“This is all about taking pride in what we do,” said Pranab Barua, CEO, Aditya Birla Group whoinaugurated the Kaizen Mela.
KAIZEN 1
Mariyappan, Maintenance Team, Alpha Unit, MaduraProblem of feed dog adjustment in a feed of the arm machine.Solution: The allen screw is usually accessible if the coveris removed by unscrewing 12 screws in the machine. Thisusually takes around 12-15 minutes. A hole was drilled onthe cover through which an allen key can be inserted foradjusting the feed dog without removing the coverresulting in time saving.
KAIZEN 2Mohan Rao, Maintenance Team, Alpha Unit, MaduraChanged the conventional method of holding theembroidery frame which is by fixing pins around it.Solution: The operation was unsafe as the pins sometimeshurt the operator. Also there were incidents where fabricwas damaged by the pins. The new design used the woodenframe which held the embroidery frame more securely andthe operator could do his job without any fear of injury.
KAIZEN 3Jayakumar, Maintenance Officer, Crafted Clothing,MaduraDeveloped Automatic Waistband Lining making machine.Solution: Waistband is constructed with 5 to 6 tapes byattaching in 4 to 5 steps based on style in a manual process.To improve the productivity folders were designed whichfeed the tapes based on different styles. By attaching foldersto the machine, number of operations was reduced to one.All bias cut tapes are loaded to a roll stand which continuouslyfeed tapes to machine. Moreover, to eliminate the operatorwho controls the machine a new Electro Pneumatic Systemwas also developed which can be operated with a remotecontroller. The machine eliminates the operator interventionbut for loading/ replenishing material and quality checking.The machine works with minimum manual intervention.
Behind the gripper there is a stretching and winding devicefor clean finish and rolling of the lining. To prevent themachine from running out of tape an optical sensor is attachedto the machine which will stop immediately when tape isempty.The allen key inserted for adjusting the feed dog
Before: The conventionalmethod of holding the frame
by fixing pins arount it.
After: The new safer design holdsthe embroidery frame without pins
Automatic waistband and lining making machine requires no operator
The lining is disposed in a roll

CMYK
MAY 2010 StitchWorld 29
KAIZEN 4
Samson, Maintenance Team, Fashion Craft, MaduraDifferent kinds of problems like mechanical, electrical,electronics and pneumatic, need different tools but it isdifficult to carry all at the same time.
Solution: A mobile tool and component was devised to savethe time wasted in searching and bringing the required toolsto the breakdown/problematic spot. This trolley was verycompact and easy to move to any corner of the factory. Ithouses an array of tools including, double end spanners,ring spanners, screw spanners, ranch spanner, ratchetspanner, screw drivers, allen keys, jewellery file, flat file, halfround file, hammer, drilling machines. Also there is panelboard with 3-phase connection, testing and solderingfacilities. Even grinding and drilling machines can be carriedalong. Hence a lot of time is saved while doing preventive/breakdown maintenance.
Opening doors to the kaizens...
A mobile and compact trolley devised to save the time while searchingand bringing the tools to the breakdown spot
Tools were earlier difficult to carry individually
CMYK
30 StitchWorld MAY 2010
It is a known fact that needle time is only 10 to 15% of entire working day of anoperator. Taking the maximum productivity of shirts as 20 pieces per day, anoperator stitches a maximum of 300 stitches per minute while the machine canrun at a maximum sewing speed of 4500 RPM. It is clearly evident that most ofthe time is wasted on handling parts. But is it only the handling time which isresponsible for achieving so less? Certainly not! Single needle lockstitch machineswhich comprise 70-80% of the total number of sewing machines in a factory hasmany features and functions which are needed to be understood in detail towitness productivity improvement, believes Y.P. Garg, a sewing machinery expertoffering his consultancy services to the industry for the last 22 years.
Know Your Single Needle Lockstitch Machine
Easing Sewing Operations
Any sewing operationworks in five basicsteps: pick, place, align,
sew and dispose of. Two orthree different plies of sameshape or different shapes arepicked up one by one by theoperator. These plies are thenplaced on the bed of themachine with end to be sewnnear or under presser foot.Before starting to sew all plies,they are aligned. The sewnplies are disposed of by theoperator for the nextoperation. To understand thelockstitch sewing process, it isnecessary to understand thebasics of these five steps, outof which, only ‘sewing’involves running of sewingmachine and consumes amaximum of 20-30% of total
operator time; other fourmovements do not requiresewing machine to run.
Sewing StepsThe sewing steps in alockstitch machine withclutch motor wouldcomprise of – start of seam –pull the thread by bringingpresser foot and needle to aposition where thread pulling ispossible by moving wheel byright hand – pick ply number1, then ply number 2 or 3 oneafter the other or simultaneously– start tack by pressing back tacklever – start sewing with startstrip – sequence by aligning bothplies – stop – control/adjustmargins – start sewing – adjustto ease/stretch – end tack – stop– trim thread – dispose of.
Start Tack and End Tack are one of the most inevitabledistractions in the sewing cycle
Tech Talk
CMYK
MAY 2010 StitchWorld 31
But this is not all, apart fromthese steps the operator isalso required to carry out thefollowing tasks while sewingusing lockstitch machinewith clutch motor.
Slow down to approximatestop (example – Attachingsleeve to armhole andstopping to matchthe notch)
Slow down to accuratestop (example pocketattaching and stopping atcorners to pivot)
Manually rotatehandwheel to bring downthe needle (for pivoting)
Manually rotatehandwheel to bring up theneedle (at end of stitch)
Rock the handwheel torelease thread
Pick the scissor/trimmer tocut the thread
Nuances in the‘Sew’ StepWorkplace Engineering – Incases where factories do nothave effectively engineeredworkplace, operators mayhave to ‘turn’, ‘rotate’ and‘twist’ the fabric plies beforefinally bringing them underpresser foot to align. If thepiece to be sewn is long, thenit will hang out of the tablemaking it difficult to alignand sew due to unbalancedweight. In the first half of theseam when the weight of thefabric is towards the operator,the fabric will resist feeding.While in the second half of
better handling at time ofjoining. This adds toincreased handling of thegarment by the operator.
As is the practice, small parts/components are sewn in achain formation. Aftercompleting the bundle, eachpiece in the chain to beworked upon is pulled andthen cut. This involves threesets of operations – pullingthe chain by one hand;cutting the chain with theother hand by using a scissoror a cutter; and holding thechain otherwise cutpieceswill fall. The smallcomponents in the chain arefree to rotate around theseam and when these partsare cut from the chain andstacked, at times sequence ofply number is lost. If the cut
There exists a scientific reason behind the nuance of each of the sewing operation. To prove thepoint, to move in a curved surface, centripetal force is required. Similarly, for sewing curvedpieces, ideally the operator has to continuously apply a normal force (towards the centre of thecurve along the radius) on the plies to make them move in the curved direction or else the piecewill be fed tangentially in a straight line as the feed dog has the tendency to feed straight.Moreover, the right row of the feed dog and the right toe of the presser foot is made smaller sothat the feeding of the right side of the fabric (edge) is less than the feeding of the left side of thefabric as the bulk of the material is on the left side of the needle. Moreover, the operator can getcloser to the needle point for manipulation of the plies.
At times, sequence of ply number islost and pieces are jumbled up
while sewing in chain
Weight of the fabric hanging from themachine table also affects the feeding
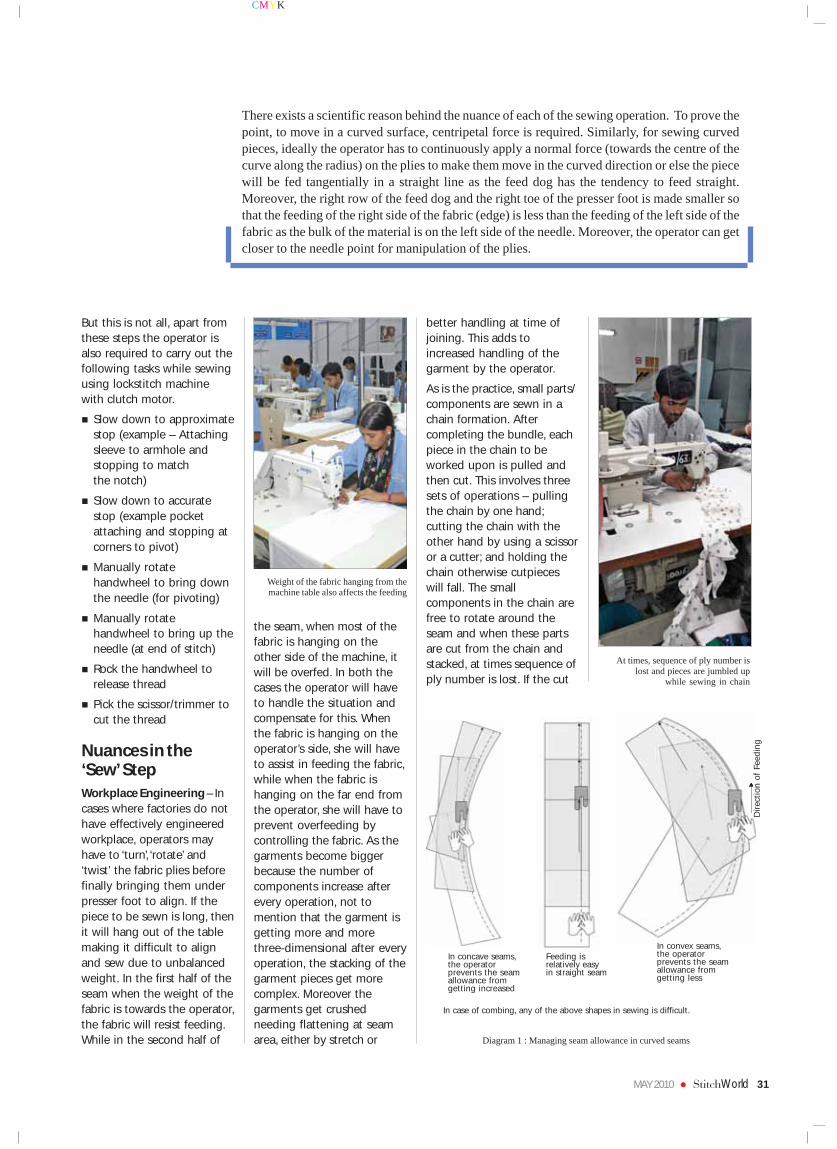
the seam, when most of thefabric is hanging on theother side of the machine, itwill be overfed. In both thecases the operator will haveto handle the situation andcompensate for this. Whenthe fabric is hanging on theoperator’s side, she will haveto assist in feeding the fabric,while when the fabric ishanging on the far end fromthe operator, she will have toprevent overfeeding bycontrolling the fabric. As thegarments become biggerbecause the number ofcomponents increase afterevery operation, not tomention that the garment isgetting more and morethree-dimensional after everyoperation, the stacking of thegarment pieces get morecomplex. Moreover thegarments get crushedneeding flattening at seamarea, either by stretch or Diagram 1 : Managing seam allowance in curved seams
In case of combing, any of the above shapes in sewing is difficult.
Dir
ecti
on
of
Feed
ing
Feeding isrelatively easyin straight seam
In convex seams,the operatorprevents the seamallowance fromgetting less
In concave seams,the operatorprevents the seamallowance fromgetting increased

CMYK
32 StitchWorld MAY 2010
and stacked pieces arejumbled up, the nextoperator will waste a lot oftime in picking, flipping,turning and matching withother ply or piece. If thepicked up piece is to besewn with another ply orpart, which is also disposedof in chain, then the entireprocess adds to manyunwanted movements.
Complexity of seam shapes –The plies to be sewn mightbe in a straight grain/crossgrain, plain to bias, and biasto plain (Diagram 1). Not onlythis, they could be curved butof same shape, contoured ofdifferent shapes, like plain toconcave, plain to convex,concave to convex and viceversa may be different fabricsare of two differentdimensions. The objective ofsewing is to convert thesegeometrical shapes from flatpatterns (two dimensions) tothree dimensions. In thisprocess pleats, darts, rufflesand cross seams are to behandled which involves lotof pivoting and turning, notto mention keeping in mindeven and/or uneven margins.
While sewing darts, the seamallowance has to be turnedtowards a particular directionand if that direction istowards the operator, thensewing of dart is easy, but ifthe seam allowance of thedart has to be folded awayfrom the operator, then themachine has to be stoppednear the dart for theoperator to shift the seamallowance and start again (seepictures below).
Another complexity comeswhile attaching collar toneckhole in a shirt. Usuallycollar is kept on top of theneckhole (see diagram 2 above).And the precise matching ofnotches at the centre andedges is required. As theshape of neck is curved, it ishighly biased; therefore,chances of it getting
stretched while sewing arevery high whereas the collarband is straight with leastpossible stretch potential.The operator has to align theneck step by step to thestraight collar in such a wayso as not to put pressurewhile sewing on either plyotherwise the uneven stretchin both the plies will increasethe complexity.
Complexity in the behaviourof fabric – The behaviour offabric is very complex andmany a times unpredictable.Fabrics are finished to havestretch, smoothness (whichmakes it slippery), they aresometimes chemically coated,have raised piles and ribbedwhich changes the handlingrequirements of the finishedfabric and that too fromgrain to grain. Even the warp,weft, bias and curved shapesof the pattern pieces putadditional demands on theskill levels of the operator. Heis expected to developextraordinary skills to feedwith ease, handle stretch,properly align the notchesand precisely follow theseam path, where slightdistortion can causequality problems. This iscommonly seen whileattaching bias binding onthe armhole, the armholede-shapes at the curves.
Problems due to the clutchmotor – As and when thetreadle is pressed which is atthe start and stop of eachand every operation (andeven during the operation),the machine gives jerk
(sudden start/stop) becauseoperator requires quite highskill to accelerate anddecelerate the machinegradually. This results in theoperator stopping themachine much earlier toavoid over-sewing withoutcontrolling plies. Every timethe machine is stopped, thewheel has to be moved byhand for last few stitches.Moreover, the operator alsoperforms other activitiesduring the sewing cycle likethread pulling, back tacklever pressing, adjusting thewheel to pivot the needle.Thus, the operator’s righthand is mostly busy inhandling the machinewhereas, it should be busyhandling the fabric forbetter quality. In an 8-hourshift, an operator has tolift the presser foot almost1000 times. How strenuousthat can be! Moreover, theoperator cannot run themachine at slow sewingspeed without experience.Even if he has a high degreeof experience, then alsorunning at low speed andsimultaneously manipulatingfabric is quite a task.
Machine usually has toaccelerate/decelerate slowlyto avoid unstable stitch*,distortion, ensuring needle tobe in fabric (pivot) for everystop to avoid shifting ofplies. In all such cases, theoperator has to move themachine wheel with hisright hand.
Overall, this entire sequenceof sewing allows the
Diagram 2: The chances of stretch whileattaching collar to the neck increases
because neck is on the bias
*The speed of rotation of the bobbin is double the speed of the shaft. When the machine runs at 2000 RPM, the bobbin moves at 4000 RPM. At that speed, when the machine is suddenlystopped (clutch motor), recoiling action takes place in the bobbin due to which it rotates a little bit in the opposite direction after stopping due to its inertia, thereby, causing uneventension. This causes unstable stitch.
Case 1: When the dart/seam allowancehas to be folded towards the operator,
sewing is easier
Case 2: When the dart/seam allowancehas to be folded away from the operator,the machine needs to be stopped as the
dart will fold in the wrong direction
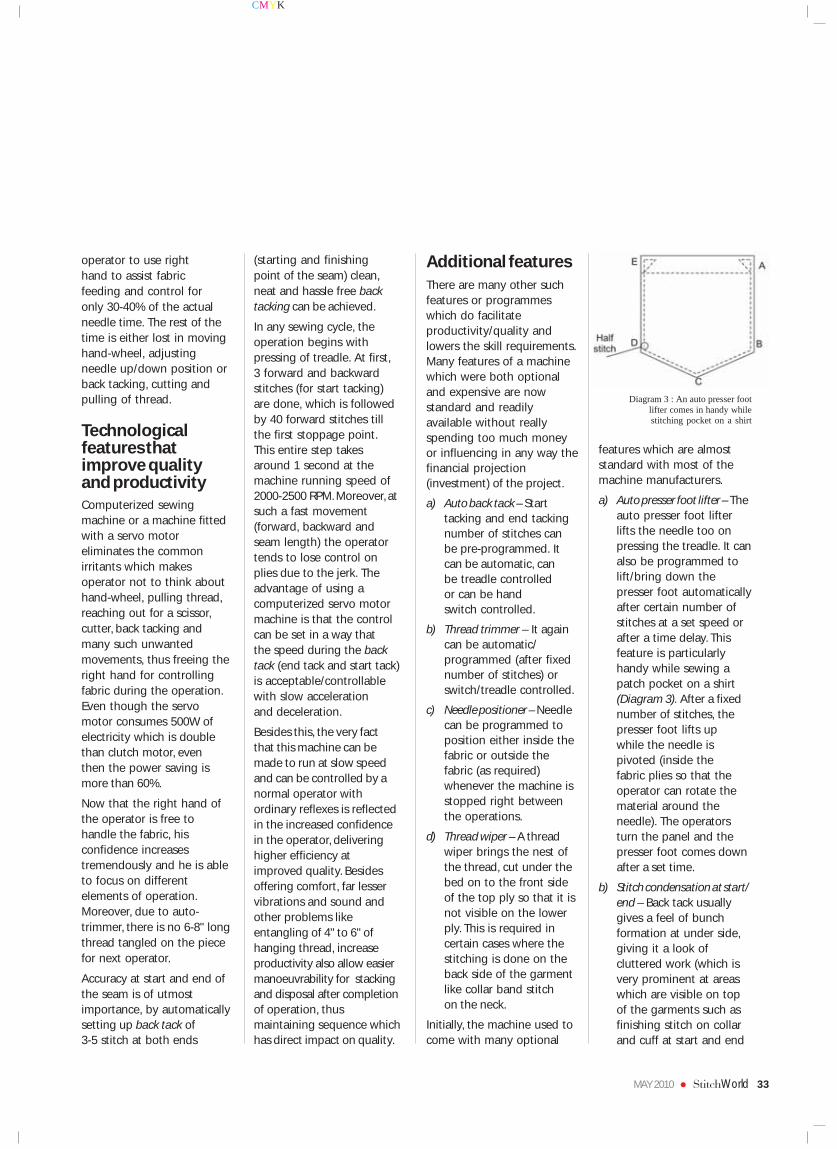
CMYK
MAY 2010 StitchWorld 33
operator to use righthand to assist fabricfeeding and control foronly 30-40% of the actualneedle time. The rest of thetime is either lost in movinghand-wheel, adjustingneedle up/down position orback tacking, cutting andpulling of thread.
Technologicalfeatures thatimprove qualityand productivityComputerized sewingmachine or a machine fittedwith a servo motoreliminates the commonirritants which makesoperator not to think abouthand-wheel, pulling thread,reaching out for a scissor,cutter, back tacking andmany such unwantedmovements, thus freeing theright hand for controllingfabric during the operation.Even though the servomotor consumes 500W ofelectricity which is doublethan clutch motor, eventhen the power saving ismore than 60%.
Now that the right hand ofthe operator is free tohandle the fabric, hisconfidence increasestremendously and he is ableto focus on differentelements of operation.Moreover, due to auto-trimmer, there is no 6-8" longthread tangled on the piecefor next operator.
Accuracy at start and end ofthe seam is of utmostimportance, by automaticallysetting up back tack of3-5 stitch at both ends
(starting and finishingpoint of the seam) clean,neat and hassle free backtacking can be achieved.
In any sewing cycle, theoperation begins withpressing of treadle. At first,3 forward and backwardstitches (for start tacking)are done, which is followedby 40 forward stitches tillthe first stoppage point.This entire step takesaround 1 second at themachine running speed of2000-2500 RPM. Moreover, atsuch a fast movement(forward, backward andseam length) the operatortends to lose control onplies due to the jerk. Theadvantage of using acomputerized servo motormachine is that the controlcan be set in a way thatthe speed during the backtack (end tack and start tack)is acceptable/controllablewith slow accelerationand deceleration.
Besides this, the very factthat this machine can bemade to run at slow speedand can be controlled by anormal operator withordinary reflexes is reflectedin the increased confidencein the operator, deliveringhigher efficiency atimproved quality. Besidesoffering comfort, far lesservibrations and sound andother problems likeentangling of 4" to 6" ofhanging thread, increaseproductivity also allow easiermanoeuvrability for stackingand disposal after completionof operation, thusmaintaining sequence whichhas direct impact on quality.
Additional featuresThere are many other suchfeatures or programmeswhich do facilitateproductivity/quality andlowers the skill requirements.Many features of a machinewhich were both optionaland expensive are nowstandard and readilyavailable without reallyspending too much moneyor influencing in any way thefinancial projection(investment) of the project.
a) Auto back tack – Starttacking and end tackingnumber of stitches canbe pre-programmed. Itcan be automatic, canbe treadle controlledor can be handswitch controlled.
b) Thread trimmer – It againcan be automatic/programmed (after fixednumber of stitches) orswitch/treadle controlled.
c) Needle positioner – Needlecan be programmed toposition either inside thefabric or outside thefabric (as required)whenever the machine isstopped right betweenthe operations.
d) Thread wiper – A threadwiper brings the nest ofthe thread, cut under thebed on to the front sideof the top ply so that it isnot visible on the lowerply. This is required incertain cases where thestitching is done on theback side of the garmentlike collar band stitchon the neck.
Initially, the machine used tocome with many optional
features which are almoststandard with most of themachine manufacturers.
a) Auto presser foot lifter – Theauto presser foot lifterlifts the needle too onpressing the treadle. It canalso be programmed tolift/bring down thepresser foot automaticallyafter certain number ofstitches at a set speed orafter a time delay. Thisfeature is particularlyhandy while sewing apatch pocket on a shirt(Diagram 3). After a fixednumber of stitches, thepresser foot lifts upwhile the needle ispivoted (inside thefabric plies so that theoperator can rotate thematerial around theneedle). The operatorsturn the panel and thepresser foot comes downafter a set time.
b) Stitch condensation at start/end – Back tack usuallygives a feel of bunchformation at under side,giving it a look ofcluttered work (which isvery prominent at areaswhich are visible on topof the garments such asfinishing stitch on collarand cuff at start and end
Diagram 3 : An auto presser footlifter comes in handy whilestitching pocket on a shirt
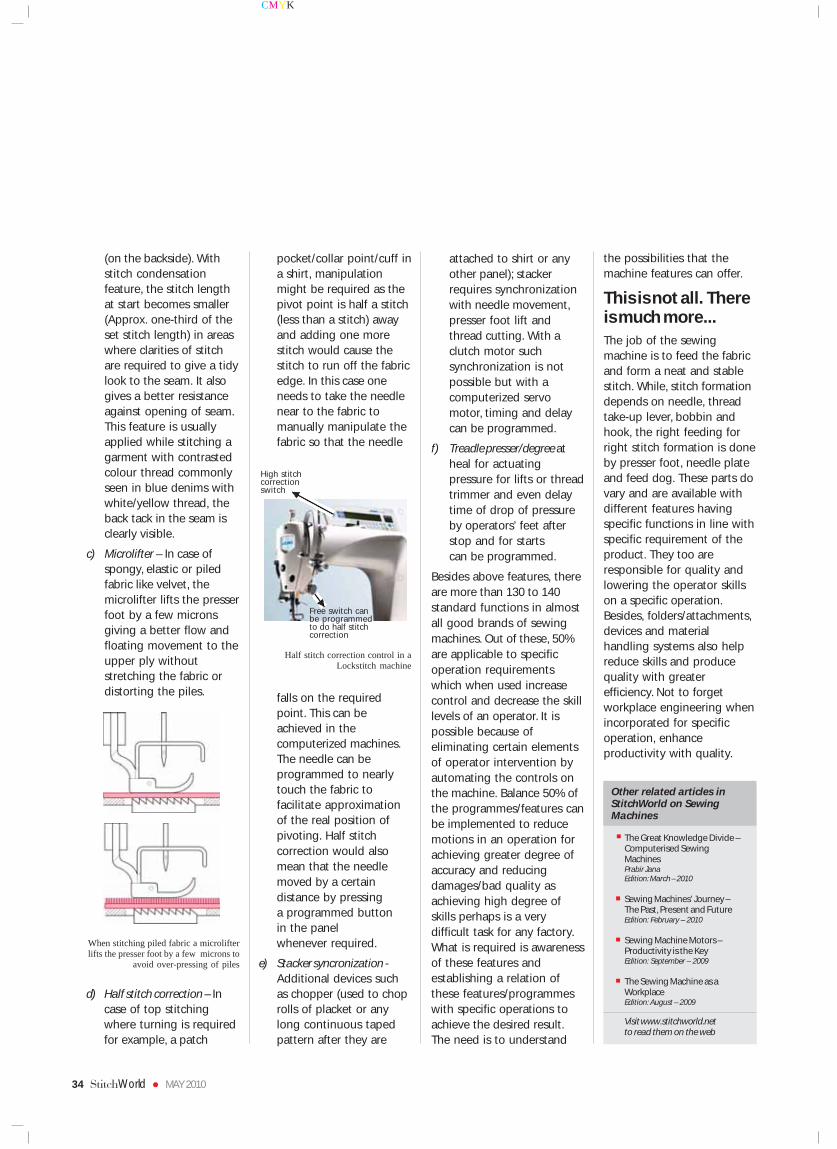
(on the backside). Withstitch condensationfeature, the stitch lengthat start becomes smaller(Approx. one-third of theset stitch length) in areaswhere clarities of stitchare required to give a tidylook to the seam. It alsogives a better resistanceagainst opening of seam.This feature is usuallyapplied while stitching agarment with contrastedcolour thread commonlyseen in blue denims withwhite/yellow thread, theback tack in the seam isclearly visible.
c) Microlifter – In case ofspongy, elastic or piledfabric like velvet, themicrolifter lifts the presserfoot by a few micronsgiving a better flow andfloating movement to theupper ply withoutstretching the fabric ordistorting the piles.
pocket/collar point/cuff ina shirt, manipulationmight be required as thepivot point is half a stitch(less than a stitch) awayand adding one morestitch would cause thestitch to run off the fabricedge. In this case oneneeds to take the needlenear to the fabric tomanually manipulate thefabric so that the needle
the possibilities that themachine features can offer.
This is not all. Thereis much more...The job of the sewingmachine is to feed the fabricand form a neat and stablestitch. While, stitch formationdepends on needle, threadtake-up lever, bobbin andhook, the right feeding forright stitch formation is doneby presser foot, needle plateand feed dog. These parts dovary and are available withdifferent features havingspecific functions in line withspecific requirement of theproduct. They too areresponsible for quality andlowering the operator skillson a specific operation.Besides, folders/attachments,devices and materialhandling systems also helpreduce skills and producequality with greaterefficiency. Not to forgetworkplace engineering whenincorporated for specificoperation, enhanceproductivity with quality.
attached to shirt or anyother panel); stackerrequires synchronizationwith needle movement,presser foot lift andthread cutting. With aclutch motor suchsynchronization is notpossible but with acomputerized servomotor, timing and delaycan be programmed.
f) Treadle presser/degree atheal for actuatingpressure for lifts or threadtrimmer and even delaytime of drop of pressureby operators’ feet afterstop and for startscan be programmed.
Besides above features, thereare more than 130 to 140standard functions in almostall good brands of sewingmachines. Out of these, 50%are applicable to specificoperation requirementswhich when used increasecontrol and decrease the skilllevels of an operator. It ispossible because ofeliminating certain elementsof operator intervention byautomating the controls onthe machine. Balance 50% ofthe programmes/features canbe implemented to reducemotions in an operation forachieving greater degree ofaccuracy and reducingdamages/bad quality asachieving high degree ofskills perhaps is a verydifficult task for any factory.What is required is awarenessof these features andestablishing a relation ofthese features/programmeswith specific operations toachieve the desired result.The need is to understand
falls on the requiredpoint. This can beachieved in thecomputerized machines.The needle can beprogrammed to nearlytouch the fabric tofacilitate approximationof the real position ofpivoting. Half stitchcorrection would alsomean that the needlemoved by a certaindistance by pressinga programmed buttonin the panelwhenever required.
e) Stacker syncronization -Additional devices suchas chopper (used to choprolls of placket or anylong continuous tapedpattern after they are
When stitching piled fabric a microlifterlifts the presser foot by a few microns to
avoid over-pressing of piles
Half stitch correction control in aLockstitch machine
High stitchcorrectionswitch
Free switch canbe programmedto do half stitchcorrection
Other related articles inStitchWorld on SewingMachines
The Great Knowledge Divide –Computerised SewingMachinesPrabir JanaEdition: March – 2010
Sewing Machines’ Journey –The Past, Present and FutureEdition: February – 2010
Sewing Machine Motors –Productivity is the KeyEdition: September – 2009
The Sewing Machine as aWorkplaceEdition: August – 2009
Visit www.stitchworld.netto read them on the web
d) Half stitch correction – Incase of top stitchingwhere turning is requiredfor example, a patch
CMYK
34 StitchWorld MAY 2010
CMYK

CMYK
36 StitchWorld MAY 2010
Though automation aids higher productivity and better quality, it also createstechno-phobia, a fear in the minds of the operators and mechanics regardingthe flexibility and downtime. The introductory versions of automatedmachines had very complex settings for operators to understand and also ittook substantial downtime for mechanics to repair or change settings. Butnot any more automated machines now display precise informationconnected to the problem that causes it. The functions that are aimedtowards user ease include icons in the touch screen panel, multilingualsupport, ROM/flash memory-based diagnosis and specification setups in themachine. Team StitchWorld reviews operator-friendly automation in Vibemac,an Italian automated sewing machinery manufacturer.
Vibemac: Friendly Automation
Vibemac, the 30-year-old Italian company,specializes in manufacture of innovativeindustrial sewing machines for making
quality fashion jeans and casual trousers. Thecompany’s USP is the production of operator-friendly sewing machines using advancedtechnology. Today, the company has in the marketthe latest version of loop setting, pocket settingand automatic embroidery units, all of which arepopular for their simple and clean operations.Another key feature of Vibemac machines, besidestheir sturdiness is offering the flexibility ofoperations which give the fashion-driven industrymultiple options in the same machine.
Minimum time is required to change the setting ofthe machine and that too without any technical helpbecause the common settings are alreadyprogrammed and stored for easy and quick callback by the operator.
Among the easiest machines to operate is theprogrammable 1010V4F1 J-stitch with MitsubishiPLK sewing head. In this machine an operator canchange the sewing pattern with ease after just afew minutes of training because it is possible tostore up to 500 different sewing patterns in theflash memory of the machine. Further, even thetechnicians can now make a new pattern directlyon the machine, by means of the touch screen
panel; it’s an easy and quick operation that takes amaximum of 5 minutes to upload using flashmemory of the machine.
The same principle is applicable to the pocket setter2516V4 and the pattern sewer 1010V4. Both thesemachines can be handled by the operators and isjust a matter of changing a pattern using the samejig size; however, if there is a change in the size, it isadvisable to ask the technician to make quickadjustments in the machine.
The machines are so flexible that the pocket settercan be converted into embroidery, velcro attaching,darts sewing and pleats making machine simply bychanging jigs and program.
Tech Review
1010V4F1 Automatic J-stitch unit equipped withMitsubishi PLK sewing head

CMYK
MAY 2010 StitchWorld 37
The new automatedmachines allow easyidentification of malfunctionand repair thereof – Evenmechanics are guided by themachine as to wheremalfunction has happened.
In the PLK programmableunits, the complete andclarified explanation isdirectly displayed on thetouch screen panel. On othermachines, the error displayedis a code and this code hasits specification in theinstruction manual. Amachine that breaks downfor some reason will neverleave the customertechnician clueless of thefault because the errors areclearly displayed on thetouch panel. After readingwhere the fault lies thecustomer technicianshas the option of eitherrectifying the fault on hisown or contacting thecompany technicians.
Icons-based instructions ontouch panel for easyunderstanding of operator
The newautomatedmachinerylines fromVibemacallow easyidentificationof malfunctionand repairthereof – Evenmechanicsare guided bythe machineas to wheremalfunctionhas happened
there is no need to gothrough the detailedexplanation, but only tolearn a few function codesthat are useful.
Multi-lingual electronicpanels for widespreadunderstanding – Keeping inmind limitations ofoperators knowing Englishlanguage, country specificlocal language are beingused in instruction panel.
Programmable units useMitsubishi software, wherethe most importantlanguages of the 5continents are used forinstructions, so the icons arequite easy to understand. Afew English words whichare very common (on-off,stitch length and so on) arealso used making themachine ready to beoperated even by lesseducated workers.Regarding other units thatare not programmable anduse only an analog panel,users are required to learnfew English words.
instruction and settingpanels in sewing machinesso that operator need notread the full text of thefunctions, rather can select afunction based on icons.
The need of the icons ishuge for the programmableunits, but regarding thenon-programmable units,there is no need of makingthe machine morecomplicated, so Vibemac inits machines use an analogpanel which is easilyprogrammed. For examplethe waistband machine3022WB201 has differentprograms for cutting thewaistband (beginning andend, one cut or 2 cuts) andprogramme for the skipstitches (no need of helperwho cuts and opens themouth of the web). In the2250PLC which is a 3releasable needle machine,which by means of aSiemens panel, allows theoperator to select asequence of 4 steps of1 or 2 needles. In both cases
2516V4 pocket setter can be easily handled by an operator Vibemac 3022WB201 waistband unit is equipped with combined drop feedand needle feed

CMYK
38 StitchWorld MAY 2010
Programme settings can bestored in a removable mediafloppy disk/USB drive andcopied onto multiplemachines, thus maintainingconsistency andrepeatability (SPI or threadtension etc.) while alsosaving time.
Information sharing hasbecome much easierbecause of floppy disk/flashmemory basedspecifications which allowVibemac to share newsolutions to all itscustomers. This is
particularly useful on thePLK-G where this exchangeof data can be done by flashmemory, on the PLK-E theinformation can betransferred by means offloppy disk.
Many a times, the left andright component of agarment has to be sewn insequence and materialmovement in pairs (calledMirror Operations) forwhich the machine settingsare now programmedautomatically in thedesired order.
4650EV8R Automatic loop setter is able to save sequences of 10 bartacks
An interesting example isasymmetric shape of backpocket sewing in jeans. Themachine comes with 1 pocketcreaser, 2 independent headsand 2 pocket setters, to beable to stitch 2 irregular/mirror pockets together.When the size changes, ittakes just 3 minutes tochange jigs and 5 seconds tochange sewing pattern.
Smarter combination ofoperations for betterefficiency.
The example is the 4650EV8Rloop setter, which is able tosave sequences of 10bartacks in its memory, whilealso having the ability todifferentiate a brandcreating customized bartack.Taking the case of H&M thatwants first loop with an ‘H’,one can choose the 1stbartack to be an ‘H’ and then4 normal bartacks. In thenext cycle, the 1st loop willagain be an ‘H’ and so on. It iseven possible to have asequence of 5 differentbartacks which repeats itselfat every cycle.
Other related articleson sewing machinetechnology inStitchWorld
Vibemac At theForefront of BrandDriven TechnologyDevelopmentEdition: March-2010
Vibemac Striving toExceed its OwnStandardsEdition: November-2009
Zipper attachingtechnology fromDuerkopp AdlerAutomatedtechnology scoresover conventionalmethodEdition: July-2009
Flexible Automationfrom VibemacEdition: June-2009
Visit www.stitchworld.netto read them on the web
Programme settings can be stored in a removablemedia floppy disk/USB drive and copied ontomultiple machines

CMYK
MAY 2010 StitchWorld 39

Juki has been one of the first few companies to herald a green wave in the sewing machine
manufacturing industry. While manufacturing its products, Juki carefully considers the
environment by eliminating the use of hazardous substances, improving transportation
efficiencies, by reducing consumption of power and other consumables and enhancing easy
separation and segregation of products for better disposal and recycling. Recently, AEPC and
Juki got together and organized a seminar for educating the industry on greener machines,
Team StitchWorld interviewed Toshiyuki Yamanaka, Director, Juki India to understand Juki’s green
initiative and its popular machine in the basic category.
Juki and AEPC Organize Seminar
Eco-products: A Value Proposition
machines and other machines whichpreviously customers could only get byimporting, that too in bulk but now thesemachines can be bought locally. We offer ouradvanced technology not merely because itreduces damage to garment but alsoreduces the downtime and help inimproving productivity.
SW: Which all products are you showcasing?
TOSHIYUKI YAMANAKA: We have manymachines on offer and DDL-9000B is a directdrive, high speed SNLS machine withautomatic thread trimmers is very popularamong the manufacturers. These machinessave power by their remarkable energysaving techniques. Compact sized servomotor with direct drive results intransmission of motor power directly to thesewing machine thereby achieving improvedpower consumption savings, quickerresponse, increased accuracy of the stopposition and stronger material penetrationforce by needle. The energy saving modelcontrol box SC-920, allows this machine toreduce power by 20% during standby mode.Moreover, noise generation has been greatlyreduced in this series thus helping reduceoperator fatigue by eliminating harsh noises.
AE 200 ALD, an edge control seamer withsemi-dry head technology
SW: How would Juki’s eco-friendly machinesbe helpful to the Indian Industry?
TOSHIYUKI YAMANAKA: Time has come forthe Indian manufacturers to not only becompliant but be a step ahead inenvironmental friendliness for their ownbenefit. Indian customer can approachnewer buyer if they are sure that theirmanufacturing processer are environment-friendly and cost-efficient and at the sametime are of good quality. Eco-friendlymachines are definitely an appeal pointfor the customer.
Our eco-friendly range of machines come inthree lubrication options – Minutelubrication type, Semi dry head and Dryhead type. A conventional machineconsumes power even when it is turned offand thus there is no power saving. But oureco-friendly machines which have servomotors, disconnects power whenneedle is not moving. Due to dry head, oilstains are greatly reduced or eliminated,thereby saving time and energy andreducing the consumption of oil stainremoving chemicals containingDichlorofluoroethane, (listed as an ozonelayer harming chemical).
SW: Domestic market in India is agrowing market? How does Juki see it asan opportunity?
TOSHIYUKI YAMANAKA: In the unorganizeddomestic market, customers look foreconomical machines rather than thetechnology. We closely work with domesticbrands like Cantabil, Blackberry and Koutons.We are not totally ignorant of the needs ofunorganized sector and we do haveeconomical range of single needle lockstitch
TOSHIYUKI YAMANAKADirector, Juki India
Indianmanufacturerscan approach newbuyers if they areassured that theirmanufacturingprocesses areenvironment-friendly, cost-efficient and atthe same timeare of goodquality.
Tech Interview
CMYK
40 StitchWorld MAY 2010
CMYK

CMYK
42 StitchWorld MAY 2010
“““““
Garment industry has always shown resistance when it comes to softwareimplementation. The reasons given are several including high costs, lowadaptability and poor acceptance. Tirupur however, has led the industry withan example, by inventing a model which not only is well-designed for theiruse but is also cost-effective, Team StitchWorld reports.
Tirupur Goes Live with SoftwaresEfforts from TEA Bring Results
Tirupur, known as thetextile city of India, isnow ready to take up
challenges of shorter fashioncycles. E-readiness Centre(ERC), the IT wing of TirupurExporters’ Association (TEA)with 700 members, wasestablished with supportfrom Microsoft in June 2007to oversee the procurementand deployment of new ITsolutions. The ERC haslaunched a web-based ‘payper use’ model for itsmembers that includesonline office with anti-spam,storage up to 10 GB, hostedemail by Global Outlook,email services throughMicrosoft Exchange (startingat Rs. 250 per user permonth) and UnifiedCommunications, a seamlesscommunication software byWipro Communications.
“Many exporters have beenmisled by several softwareand IT companies, resultingin hundreds of differentEnterprise Resource Planning(ERP) applications running inthe city,” explains Sanjay
Kumar Gupta, Chief Executive,E-readiness Centre. “We nowplan to have a centralizedERP system covering all theaspects of the industry thatcan be delivered to theexporters for a monthly feeof Rs. 3,000 to Rs. 4,000without having to investupfront,” he says.
Sanjay is confident thatplanned ERP will not onlyimprove the connectivitybetween various task ownersbut also drastically improvethe efficiencies and help cutdown on wastages andshipment delays. E-readinessCentre (ERC) has floated aproposal for the ERP forwhich bids have beenreceived from various majorcompanies in India likeWipro, TCS, HP, HCL andInfosys. The final decision onthe ERP will be taken by thecompany this month withassistance from Ernst &Young as consultants, whilethe implementation will takeanother 6 months.
Sanjay, who is also anElectronics Engineer from IIT
Tech Talk
Planned ERP willnot only improve theconnectivity betweenvarious task ownersbut also drasticallyimprove theefficiencies andhelp cut down onwastages andshipment delays.”SANJAY KUMAR GUPTACHIEF EXECUTIVE, E-READINESS CENTRE

CMYK
MAY 2010 StitchWorld 43
Delhi, heads an SPV (SpecialPurpose Vehicle) at Tirupurcalled G-Tech Info Solutions,constituted to speed up theadoption of information andcommunication technology(ICT) in the knitwear cluster.“The problems with most ofthe IT solutions are nottheir implementation buttheir continuation. G-techfocuses on sustaining allour IT efforts in Tirupur,”explains Sanjay.
“IT penetration among smalland medium enterprises(SMEs) is pretty low (withonly about 2-3 million usingany IT program amongIndia’s 8 million SMEs),because the IT industry hasnot yet understood whatSMEs want. Even their capitalexpenditure capabilities arenot large enough comparedto what any big or evenmedium enterprise has. Andeven if they manage to haveenough money to spend onsystems, they hardly haveenough leftovers for othermiscellaneous expenditures,not to mention the patienceinvolved, of handling anattrition-prone set ofmanpower commanding ITsystem,” explains Sanjay.
Significantly, this newapproach would addnumbers and strength to theofferings of the E-readinesscentre to the ecosystem.
Reaction from theExporter “All the offerings we see inthe market are attractive. Butwe cannot afford all of them.For instance, a good
quality ERP comes at aminimum of Rs. 25 lakh forthe SMEs. For us, it’s toocostly,” aversMuthukumaraswamy Rof APR Textiles. The clusterapproach, he feels,makes access to goodsoftware possible.
Muthukumaraswamy furthercites the example of a basictool, the E-mail, which about20 of his staff members use. Ifhis company were to host itsown software, it would costhim Rs. 25 lakh in purchasingit and further aboutRs. 50,000 per month on itsmaintenance, includingAMCs, manpower costs, etc.Now, he could have that atprices as low as Rs. 250 peruser per month. All he needsper user is a computer with aNet connection.
Muthukumaraswamy is alsoenthusiastic about theunified communicationsolution on offer byWipro. “In one tool, we havevideo, audio and dataintegrated,” he says.
Currently, his supervisorssend real time informationthrough SMS on his mobilephone – giving theproduction status, deviations,if any, emerging frominspection, planning, etc. viawww.160by2.com which is afree sms sending website. Intime to come, the tool wouldhelp integrate most forms ofcommunication so that adecision maker can view itwhen he requires and inwhatever medium. With a ‘peruse’ model, he expects tohave quick and high returns.

CMYK

CMYK
MAY 2010 StitchWorld 45

CMYK
CMYK

CMYK
Related Documents











