ACKNOWLEDGEMENT It is with the utmost appreciation that we thank all those who contributed time and thought to this project. Also we would like to express sincere gratitude to our lecturer, Dr. Shiromi Chandanika Karunaratne for her guidance. We are deeply indebted to Mr. Nishantha Senevirathna, General Manager of Sapumalkande Plantation of Lalan Agriculture Division. We express our sincere appreciation to all the staff members and the entire work force in Sapumalkande Plantation who offered their time and knowledge of their experience.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
ACKNOWLEDGEMENT
It is with the utmost appreciation that we thank all those who
contributed time and thought to this project.
Also we would like to express sincere gratitude to our lecturer,
Dr. Shiromi Chandanika Karunaratne for her guidance.
We are deeply indebted to Mr. Nishantha Senevirathna, General
Manager of Sapumalkande Plantation of Lalan Agriculture Division.
We express our sincere appreciation to all the staff members and
the entire work force in Sapumalkande Plantation who offered their
time and knowledge of their experience.
CONTENT
LIST OF TABLES/FIGURES
ABSTRACT
The vision of Lalan Pvt. Ltd is to become a world class
natural rubber plantations management and processing company by
2014. The strategy implemented by them is to preserve, nurture &
protect the environment while growing, harvesting and manufacturing
natural rubber sheets.
This report was commissioned to examine the sustainable design
features and methods used in the factory and environmental impacts
caused by Lalan Pvt. Ltd. This companies main product is high
quality rubber sheets. The main aspects discussed are raw materials
and chemicals used, energy consumption, environmental and health
impacts. The impacts on the environment will be discussed regarding
each step of the process from extraction of rubber to the
production of natural rubber sheets. Various raw materials &
chemicals are used throughout the production process.
There are several steps when processing natural rubber latex
into rubber sheets. They are extraction of latex, coagulation,
milling & rolling, drying, dry rolling, folding and packing. The
energy consumption in each step will be discussed. The main focus
is to identify the ways of energy wastage and give recommendations
to conserve energy. Any factory does not waste energy willingly.
But unconsciously the energy is wasted. The ways which the energy
could be conserved will be discussed here. By optimizing energy use
the manufacturing cost could be decreased.
Various chemicals used in the production process are impacting
on workers’ health. The recommendations for safe use of those
chemicals and alternatives are discussed. The wastewater generated
during the manufacturing process is mixed with various chemicals.
How those chemical mixed wastewater is treated and proposals for
improvement in treating and reusing wastewater are discussed.
CHAPTER 1 – INTRODUCTION
1.1 INTRODUCTION TO THE COMPANY
Sri Lanka ranks as the eighth largest natural rubber producing
country in the world with a production of 129,243 MT in 2008, which
represents just a tiny share of around 1.3 per cent of the global
natural rubber production and 0.6 per cent of the global total
rubber production.
Natural rubber production in Sri Lanka declined significantly
and rapidly during the Asian financial crisis in 1997-1998 due to
low prices for natural rubber in the world market, but rebounded
strongly during the next decade.
Lalan Pvt. Ltd has been awarded a long term sub-lease of 42
years ending in 2045 from Bogawantalawa Plantations Ltd. to manage
plantation in 4 regions (Mahaoya, Pitiyakande, Sapumalkande and
Udabage) consisting of 13 estates.
The vision of Lalan Pvt. Ltd is to become a world class
natural rubber plantations management and processing company by
2014. The strategy implemented by them is to preserve, nurture &
protect the environment while growing, harvesting and manufacturing
natural rubber sheets. Lalan has been able to strive forward with
determination & focus to show the rest of their competitors that it
is entirely feasible to launch & manage a successful business
enterprise that benefits the community by providing jobs at the
same time preserving the nature for our future generation.
Lalan Rubbers (Pvt) Ltd was granted FSC(Forest Stewardship
Concil) status under the registration No SCS-FM/ COC-00127P valid
from 2nd September 2010 to 2nd September 2015. This certification is
subject to annual audits by FSC auditors. They now have the
facility to derive the benefits of trading locally and
internationally Estate produce, finished goods and Forestry
products with the FSC logo.
1.2 INTRODUCTION TO THE STUDY
Natural Rubber is processed after harvesting latex from the
most common rubber tree known as Hevea brasiliensis Rubber is an
important commodity for many countries. It is required in the
manufacture of numerous industrial equipments, household products,
Medical equipments, automobile and aircraft tires.
In this study, the mainly focused areas are raw materials and
chemicals used, the manufacturing process, the environmental and
health impacts. Identifying and quantifying the usage of raw
materials, chemicals and energy in manufacturing the final product
is a main objective of the study. The main aim of this study is to
find out ways and means of impacts on the environment and health
from the rubber industry and suggesting ways to minimize the
effects.

CHAPTER 2 – METHODOLOGY
2.1 INTRODUCTION
In this chapter the methodology used in the study is described. The
methods used to collect the data, and methods used to analyze data
and limitations when gathering information are discussed.
2.2 COLLECTION OF DATA
The following methods were adopted to derive the necessary
information for this study.
Visited the factoryOur group members visited the factory and gathered information
InterviewsInterviewed the General Manager of Sapumalkande Group and
the subordinates (field officer, factory officer and their assistants) working under him.
Analytical means
Data gathered from various reports from the factory
2.3 DATA ANALYSIS
After the data was collected it was organized and analyzed.
Assumptions were made when minimum amount of data were available.
The open-ended questions were analyzed and simplified relating to
the aims of the study.
2.4 LIMITATIONS
Seedling of rubber is planted and well nurtured by wateringWeeding, Digging holes, Draining, Panel marking, Fixing and removing rainguardsNatural rubber is tapped from rubber trees as latexLatex received will be processed to produce rubber sheets Not possible to get sensitive information from the top
management
Supply of false information
o Due to poor knowledge
Hiding information
o Due to revelation of organization’s weaknesses
CHAPTER 3 – FINDINGS/ PROPOSALS
3.1 MANUFACTURING PROCESSTAPPINGThe latex is tapped from rubber trees and transported to the factoryCOAGULATIONThe latex is collected in large tanks and formicacid is added DRY MILLING1/2 inch sheets are made / no water is used
3.1.1 HARVESTING LATEX
Latex is the sap of the commercially grown rubber tree Hevea
brasiliensis. Recently Hevea brasiliensis (Hevea) is the only
commercially grown natural rubber tree. Due to its limited
conditions when growing, more than 90% of the crop is cultivated in
South and Southeast Asia. It takes five to six years to grow to a
point where the tree is mature to harvest the latex.
The one who taps the rubber is called as the “ Tapper”. The
tapper must make a thin diagonal cut to remove bark. Then white
colored fluid latex flows out of the bark. The latex is collected
in buckets. After around 5 or 6 hours the fluid stops flowing. A
tapper collect a maximum of 40 liters of latex per day.
Then the harvested latex is transported to the factory.
3.1.2 PROCESSING AND COAGULATION
The rubber is put into a large storage tank (5500 litres
tank). Then Sodium Sulfite - Na2SO3 (0.05% - 0.15%) is added to
preserve latex from bacterial activity. Then the latex is put into
the bulking tank.
The latex is subjected to a DRC (Dry Rubber Content)
estimation. The amount of dry rubber present in 100mg of latex is
checked. Then a quality check is done to check whether there are
any pre coagulated latex is present. They are rejected from the
process. Next the non coagulated latex is strained using a 20 mesh
strainer. The larger barks shavings and leaves present in the latex
is removed. Then using a 50 mesh strainer dirt is removed.
TAPPINGThe latex is tapped from rubber trees and transported to the factoryCOAGULATIONThe latex is collected in large tanks and formicacid is added DRY MILLING1/2 inch sheets are made / no water is used
After that again to minimize the effect from bacteria sodium
bisulphate is added. 500g of Sodium Bisulphate for 100kg of DRC is
the ratio to get best performance of the chemical. Then
standardization of latex is done by diluting to 12.5% DRC with
filtered water. Yellow colour clots are formed after ealier step.
The fraction is removed by slowly stiring using a paddle. After the
1st fraction formation stops, the fractioned latex is passed to the
Settling tank through a 60 mesh sieve.
Again a DRC check is performed. Next two chemicals are added.
01. Oxalic acid – as a bleaching agent ( 125ml to
1000kg)
02. Formic acid – for coagulation (575ml – 675ml of 85%
formic acid used as 1% sol)
3.1.3 MILLING
The coagulated rubber is known as coagulum. The coagulum is
next passed to milling stage. These soft slabs of rubber is passed
through three machines with adequate water sprays.
01. Macerator – 05 passes
02. Diamond – 03 passes - 1/4” sheets
03. Smooth mill – 01 pass - 1/2” 5/16” 1/48”
inches sheets
The fresh water is used to wash away the chemicals which are
squeezed when coagulum is going through rollers. In each machine
cooling water is applied to rotors to reduce the heat generated.
3.1.4 DRYING
The thin laces are then draped over wooden frames and stored
inside the drying room. Radiators which circulate boiled water is
used to heat the room. The water is boiled using firewood. A
temperature of 35oC is maintained inside the drying room. The thin
rubber laces are left to dry around 3 days. 21 metres of dry rubber
and 500 liters of water is sufficient for 3 days.
3.1.5 FOLDING
A quality check is done after the drying process. Remove
insects, small dirt particles which are in rubber laces. Then the
laces are kept together and passed to the dry milling process.
3.1.6 DRY MILLING
The laces are passed through the dry mill. ½ inch rubber
sheets are made in this stage. No water is used during this
process. But cooling water is used to cool rotors.
3.1.7 PACKING
05 main things are done under this stage
01. Grading of rubber
02. Removal of dirt
03. Sizing to 17” x 23” slices
04. Bundling at 25kg packs
05. Bundles re-wrapped in DLPE film of gauge 300
3.2 RAW MATERIALS AND CHEMICALS
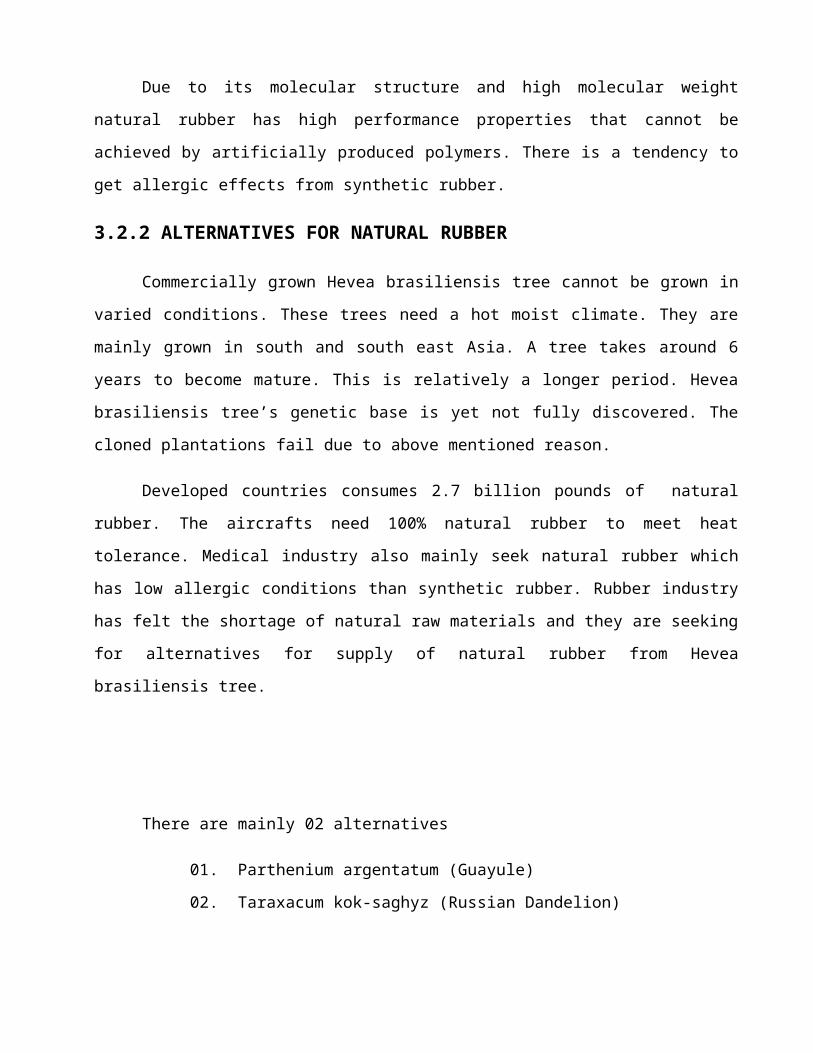
3.2.1 NATURAL RUBBER
The main raw material used in manufacturing rubber sheets is
latex of rubber tree Hevea brasiliensis. Latex is an emulsion of polymer
cis -1, 4- polyisoprene and water. The factory consumes about 5000
liters of latex per day.
Figure 1
Due to its molecular structure and high molecular weight
natural rubber has high performance properties that cannot be
achieved by artificially produced polymers. There is a tendency to
get allergic effects from synthetic rubber.
3.2.2 ALTERNATIVES FOR NATURAL RUBBER
Commercially grown Hevea brasiliensis tree cannot be grown in
varied conditions. These trees need a hot moist climate. They are
mainly grown in south and south east Asia. A tree takes around 6
years to become mature. This is relatively a longer period. Hevea
brasiliensis tree’s genetic base is yet not fully discovered. The
cloned plantations fail due to above mentioned reason.
Developed countries consumes 2.7 billion pounds of natural
rubber. The aircrafts need 100% natural rubber to meet heat
tolerance. Medical industry also mainly seek natural rubber which
has low allergic conditions than synthetic rubber. Rubber industry
has felt the shortage of natural raw materials and they are seeking
for alternatives for supply of natural rubber from Hevea
brasiliensis tree.
There are mainly 02 alternatives
01. Parthenium argentatum (Guayule)
02. Taraxacum kok-saghyz (Russian Dandelion)
Guayule is a shrub native to Mexico and southern USA which can
be cultivated in Mediterranean countries. It produces between 10
and 20% of its dry weight as rubber. This plant has been studied
for over 50 years as a domestic alternative rubber source to Hevea.
There are many advantages when using Guayule. 2/3 of the guayule’s
biomass has high energy value. Almost 85% -95% of the shrub has
commercial use after latex extraction. Now commercially grown
guayule plantations have been established to supply the medical
community. But it is not likely that guayule rubber will ever be
produced at sufficient quantities as a source of natural rubber to
compete with Hevea.
Taraxacum kok-saghyz (Russian Dandelion) or TKS. TKS is a
plant which produces high quality natural rubber in its tap roots.
This crop is suitable for temperate climate zones in Europe ranging
from North Spain to Scandinavia. The rubber produced by TKS has a
comparable molecular weight to Hevea rubber. It is a great
advantage in manufacturing high quality rubber.
These two alternatives offer crops that can be grown in
different conditions. Guayule can be grown in Mediterranean
climates and TKS can be grown in temperate climate zones.
3.2.3 CHEMICALS AND ALTERNATIVES
There are several chemicals used in the process.
01. Sodium Sulfite - to stop coagulation of latex
02. Sodium bisulphate – as an antibacterial
03. Formic acid – to coagulation
04. Oxalic acid – bleaching and coagulation
05. Sodium hydroxide – to treat wastewater
Formic acid make high quality rubber with good color. Formic
acid is ideal for transforming latex into homogenous coagulum.
Formic acid is a environmental compatible chemical which is
biodegradable and does not result in phosphate or nitrate loading
of wastewater. It also has a low chemical oxygen demand(COD).
The alternatives used for formic acid are acetic acid and
butter milk. The rubber made from butter milk can be categorized
into RSS-4 grade. Superior quality rubber can be made by
coagulation using butter milk. As it being totally a organic
product no side effects or allergies are caused. The processing
cost can be reduced by 80%.
Sodium Bisulphate works by releasing sulfur dioxide gas which
hold back bacterial and fungal growth and prevent the
discoloration.
Oxalic acid is the main bleaching agent added. It is a toxic
chemical. Oxalic acid is inexpensive, quick and easy to use.
Sodium Hydroxide is also known as caustic soda, Caustic soda
is commonly used in the neutralization of acid industrial waste.
The pH value of treated water is between 6-7. An alternative for
sodium hydroxide is Magnesium hydroxide. There are many advantages
in magnesium hydroxide when compared with caustic soda. A fewer
amount of magnesium hydroxide are required to neutralize the same
amount of acid. Replacing Sodium Hydroxide with magnesium hydroxide
may significantly increase the treated water quality.
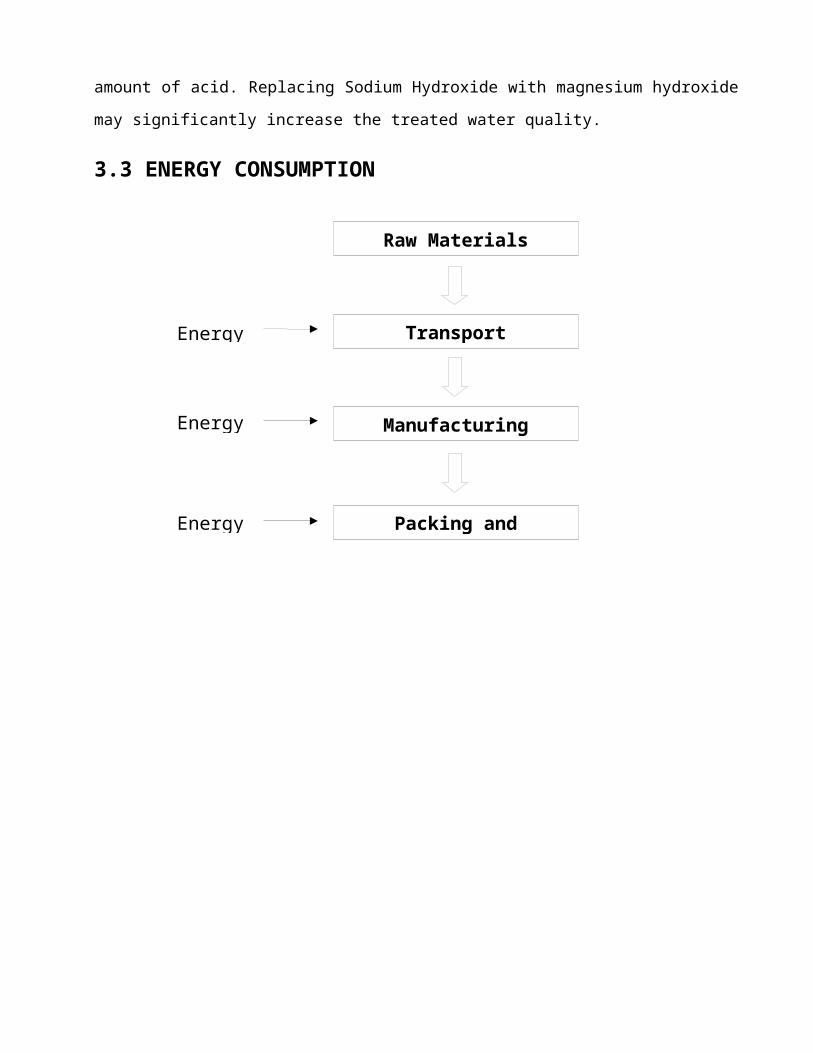
3.3 ENERGY CONSUMPTION
Raw Materials
Transport
Manufacturing
Packing and
Energy
Energy
Energy
The main source of energy used in the factory is electricity.
The 80% of energy need is fulfilled by electricity. There are 04
machines that are electrically operated.
01. Macerator
02. Diamond
03. Smooth roller
04. Dry mill
Each machine consumes equal amount of electricity if operated
for equal time. Because same type of motor is used for each
machine. The efficiency of machines play a main role in energy
consumption. The efficiency of machines after a certain repair is
above 85%. But with time it decreases to 60-65%.
The energy consumption of the factory is averagely 20 000 – 25
000 KWh per month. The monthly current bill is approximately around
Rs.4 50 000.
The other types of energy used in the process are,
01. Petroleum fuel – for transportation and for
generators.
02. Firewood – for drying rubber laces
Around 21m of dry wood is used for 3 days in the drying process of
rubber laces.
When considering about the transportation, there are less data
available for the amount of fuel consumption for a period of time.
So the data was collected about the distance the latex transporting
vehicle is travelled and came up with a assumption of fuel usage
per month.
Average Kilometers travelled per day –
16 Km
Average Kilometers per liter of fuel – 6.5 Km/Liter
Fuel Consumption per month – 73.84 Liters/
Month
If there is a power failure a generator is used to generate
electricity in the power plant. But according to the site manager
the amount of power cuts are less so the amount of fuel usage is
not much.
3.3.1 ENERGY CONSERVATION
The methods used by the factory to conserve energy can be listed as
follows.
01. Use daylight to do the factory work
02. Turning Off Idle running machines
03. Proper maintenance of the machines
Occurrence of defective items can lead to more energy wastage,
raw material wastage and increase of cost. To make sure that the
good quality rubber are manufactured following measures should be
taken.
01. Check for good quality raw materials
02. Check the condition of the equipments in each
process
3.3.2 RECOMMENDATIONS
A factory should be responsible for the consumption of energy
and taking countermeasures to reduce the energy wastage. The
following values should be taken into consideration first to get a
knowledge about the current situation of the factory.
Amount of fuel consumption
Volume of rubber transported
Amount of electrical power consumption
Weight of rubber produced
The numerical value of the unit consumption should be checked
at least once in a month. So that the management can compare with
the previous values and take steps to reduce energy consumption.
The reduce in the unit consumption means there should be a
improvement after taking countermeasures.
These are some recommendations to reduce energy consumptions in a
the factory.
01. Optimization of manufacturing capacity of machines
02. Prevention of idle running machines and leaks
03. Reduction of defective items
04. Establishment of advanced technologies
05. Utilizing electric power wisely can reduce cost / working
in off peak hours
06. Making workers conscious on conserving energy / energy
conservation sessions
3.4 WATER CONSUMPTION
The factory consumes approximately 75000 Liters of water per
month. It takes 1 Liter of water to produce 1Kg of dry rubber. The
factory uses water for cooling and washing away chemicals. Even
though the water which are used for washing away purposes are
treated, the water used for cooling purposes are not reused. Mainly
they use water to cool the heat generated in rotors of the
machines.
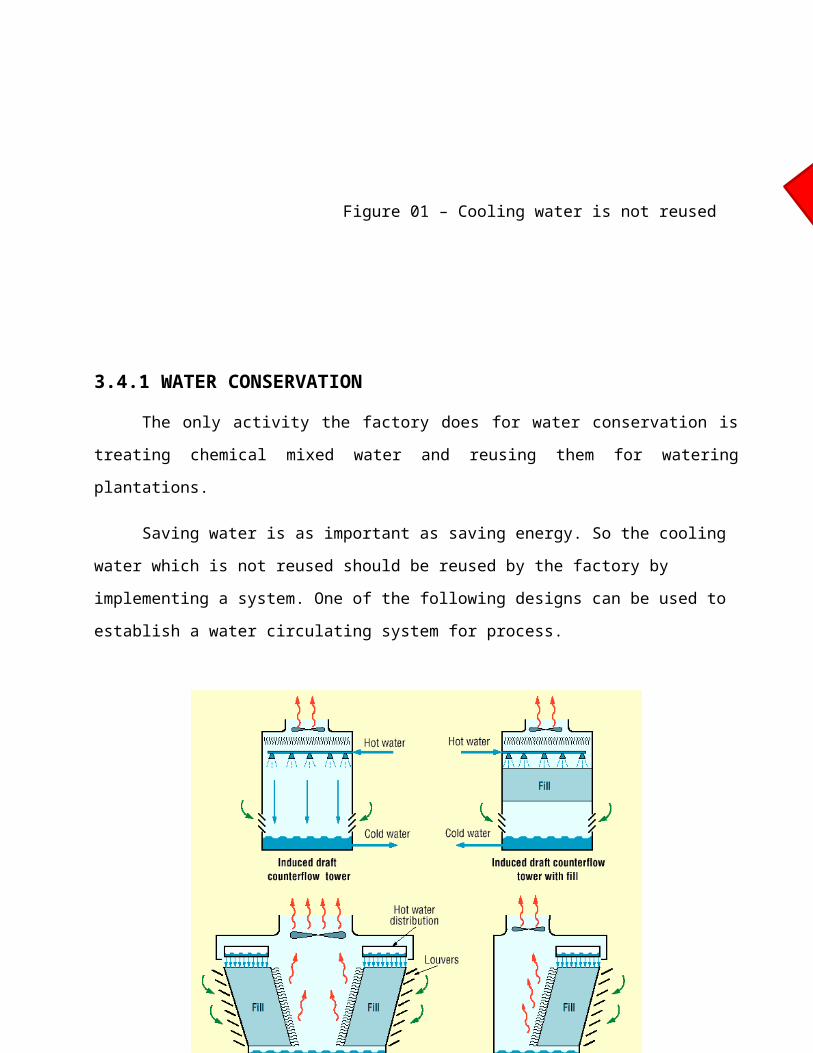
Figure 01 – Cooling water is not reused
3.4.1 WATER CONSERVATION
The only activity the factory does for water conservation is
treating chemical mixed water and reusing them for watering
plantations.
Saving water is as important as saving energy. So the cooling
water which is not reused should be reused by the factory by
implementing a system. One of the following designs can be used to
establish a water circulating system for process.
The used water for cooling ( warm water ) process is sent to a
overhead tank consisting of a cooling fan. The warm water is cooled
and return to the process. This recirculation water system can be
used to reuse the cooling water
This is known as the wet cooling tower system. This is a
famous method used in most countries . There can be some waste of
water through evaporation. But it is relatively a small amount.
3.5 HEALTH IMPACTSThe health impacts are mainly occurred due to use of chemicals when
processing rubber latex. There are several chemicals used in the
manufacturing process. They were mentioned earlier in a previous
sub chapter. The health impacts are discussed separately for each
chemical group. These health effects also include lung conditions
caused by dust and fumes inside the factory ,injuries caused by
machinery.
The factory does not have any cases reported about serious health
effects like cancers and lung diseases. But there have been cases
reported about minor injuries by machinery and burns due to
chemicals.
3.5.1 FORMIC ACID
The hazards of the solutions of formic acid depends on the
concentration. The concentration above 10% is considered as
corrosive and above 90% are considered as highly corrosive. The
skin or eye contact with concentrated liquid or vapors of formic
acid can be dangerous. The chronic exposure to formic acid can
cause kidney damages. Inhalation of formic acid fumes can cause
severe lung injury. Research conducted on exposure to
microorganisms have demonstrated this chemical can change the
genetic material usually DNA. So the workers should be cautious
when handling concentrated solutions.
3.5.2 SODIUM SULFITE
Sodium sulfite is irritating to the eyes. Symptoms of
irritation may be itching, redness or tearing. This chemical can
affect the respiratory system also. It may cause wheezing,
shortness of breath.
3.5.3 SODIUM BISULPHATE
Sodium bisulphate causes irritations of the nose and throat.
Swallowing can cause burns of the mouth, throat, stomach, leading
to death.
3.5.4 OXALIC ACID
Oxalic acid cause burns if absorbed through the skin or in
contact with the eyes. If inhaled, it can cause cough, wheezing and
inflammation of lungs.
3.5.5 SODIUM HYDROXIDE
Inhalation can cause severe irritation to nose and throat.
Contact with eye causes burns.
3.5.7 HEALTH & SAFETY POLICY OF THE EMPLOYEES
The Lalan Pvt. Ltd itself have set policies for all the
employees to maintain a good standard and for the wellness of the
workers.
All workers should wear and have:
• Helmet with ear and eye protection –when engaged in
hazardous work
• Wear raincoats when working in the rain
• First aid kit (must be attached to the supervisors belt at
all times)
• Mobile phone or equivalent device for emergencies
• Training on safety and health procedure ( each training is
valid only for 06 months)
General knowledge on safety :
• Proper instructions for emergency situations
• Been informed about the location of nearest hospital
• Mobility to enter hospital
All Contractors should adhere to their contract agreements and
will be terminated if the terms & conditions are violated
Health and safety training courses are given twice a year by
suitably qualified persons.
3.6 ENVIRONMENTAL IMPACTS
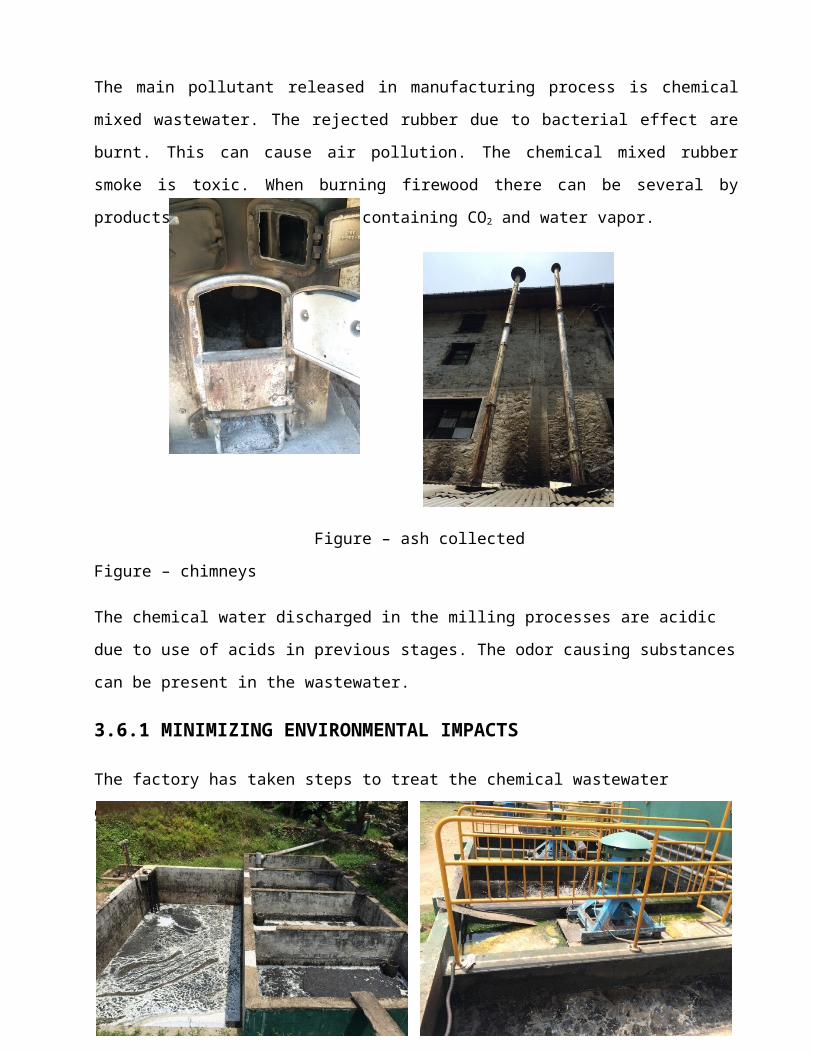
The main pollutant released in manufacturing process is chemical
mixed wastewater. The rejected rubber due to bacterial effect are
burnt. This can cause air pollution. The chemical mixed rubber
smoke is toxic. When burning firewood there can be several by
products such as ash, smoke containing CO2 and water vapor.
Figure – ash collected
Figure – chimneys
The chemical water discharged in the milling processes are acidic
due to use of acids in previous stages. The odor causing substances
can be present in the wastewater.
3.6.1 MINIMIZING ENVIRONMENTAL IMPACTS
The factory has taken steps to treat the chemical wastewater
generated during the process.
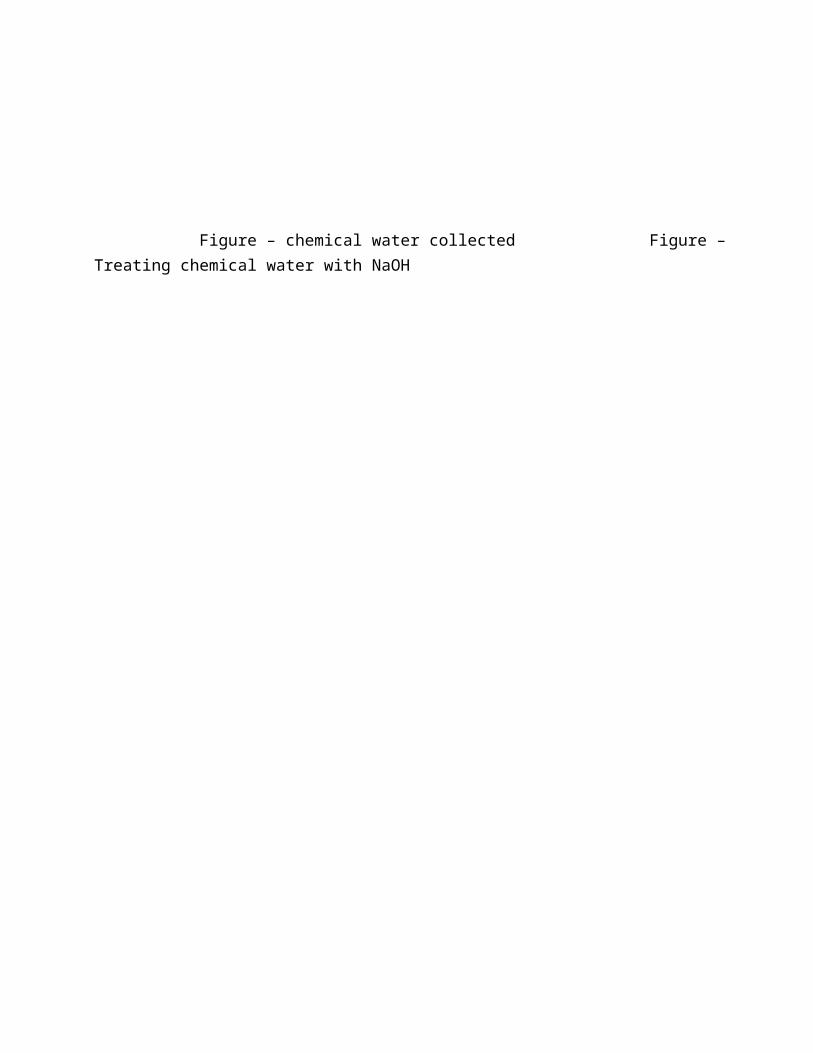
Figure – chemical water collected Figure – Treating chemical water with NaOH
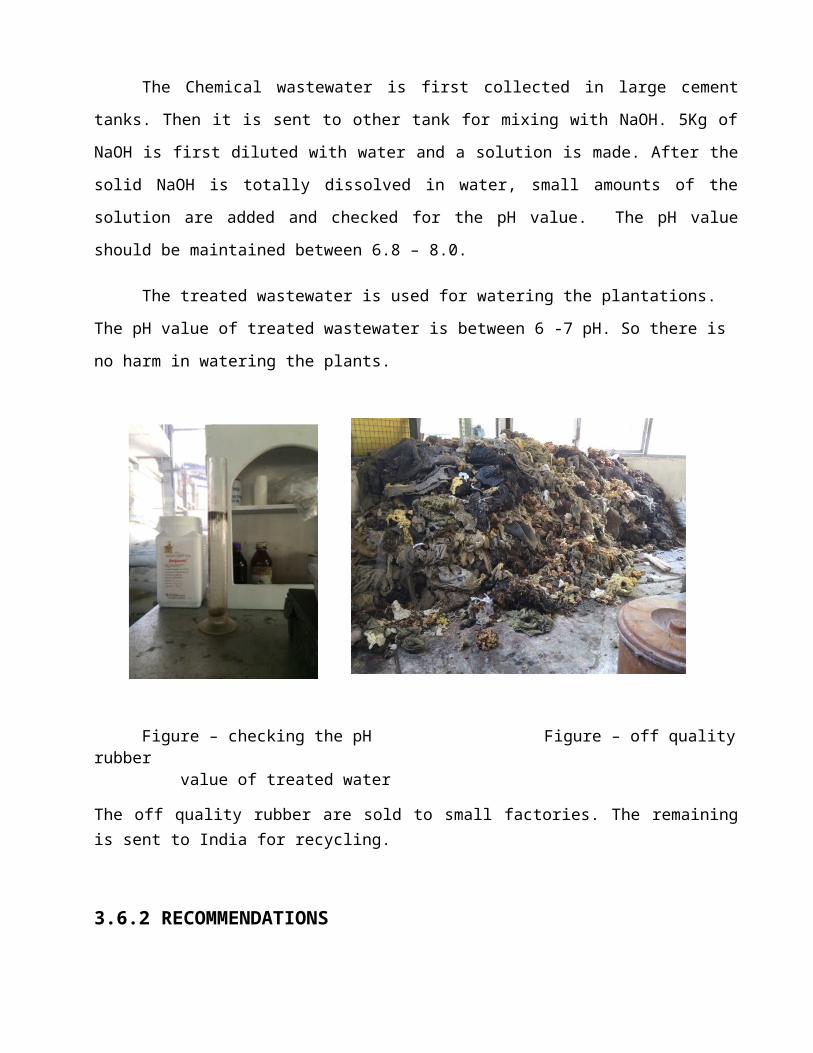
The Chemical wastewater is first collected in large cement
tanks. Then it is sent to other tank for mixing with NaOH. 5Kg of
NaOH is first diluted with water and a solution is made. After the
solid NaOH is totally dissolved in water, small amounts of the
solution are added and checked for the pH value. The pH value
should be maintained between 6.8 – 8.0.
The treated wastewater is used for watering the plantations.
The pH value of treated wastewater is between 6 -7 pH. So there is
no harm in watering the plants.
Figure – checking the pH Figure – off qualityrubber
value of treated water
The off quality rubber are sold to small factories. The remainingis sent to India for recycling.
3.6.2 RECOMMENDATIONS
The wood burnt ash can be used as a fertilizer and it can be
sold to soap making companies as ash is used to make soap
products
Implementing the drying towers with new technologies in order to
get rid of smoke and ash
Proper maintenance of the equipments to avoid unnecessary sound
pollution
Burn only clean, dry wood that has been dried for at least 6 months.
3.7 LIFE CYCLE OF THE RUBBER PRODUCTSThe following figure shows the life cycle of rubber products.
Figure – Life cycle of Rubber products
A simplified process tree for processing of rubber sheets can be
shown as follows. For processing 3 Liters of Latex into rubber
sheets the following amounts of chemicals, water and energy are
consumed
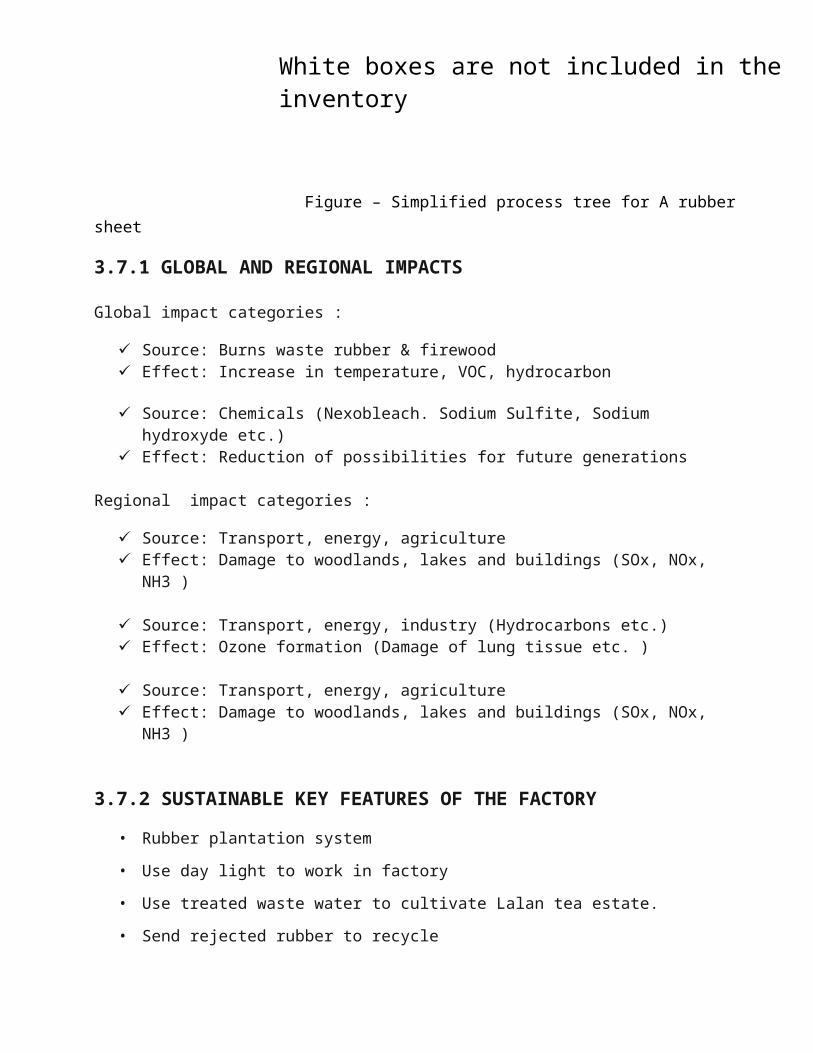
Figure – Simplified process tree for A rubbersheet
3.7.1 GLOBAL AND REGIONAL IMPACTS
Global impact categories :
Source: Burns waste rubber & firewood Effect: Increase in temperature, VOC, hydrocarbon
Source: Chemicals (Nexobleach. Sodium Sulfite, Sodium hydroxyde etc.)
Effect: Reduction of possibilities for future generations
Regional impact categories :
Source: Transport, energy, agriculture Effect: Damage to woodlands, lakes and buildings (SOx, NOx,
NH3 )
Source: Transport, energy, industry (Hydrocarbons etc.) Effect: Ozone formation (Damage of lung tissue etc. )
Source: Transport, energy, agriculture Effect: Damage to woodlands, lakes and buildings (SOx, NOx,
NH3 )
3.7.2 SUSTAINABLE KEY FEATURES OF THE FACTORY
• Rubber plantation system
• Use day light to work in factory
• Use treated waste water to cultivate Lalan tea estate.
• Send rejected rubber to recycle
White boxes are not included in the inventory

• Use dry rubber trees as firewood
CHAPTER 4 - DISCUSSION
The purpose of this study is to identify the sustainable
design features, methods, how the application of those techniques
help to protect the environment and the society, the waste
generation, actions already taken for them, areas that could be
improved.
This study found that there are several environmental impacts
caused during processing of raw rubber into rubber sheets. The
Lalan Pvt. Ltd has already taken steps to minimize the effects. But
there are several sections that could be improved to minimize
environmental impacts.
There are ways in which the energy is wasted inside the
factory. There are less records about the energy related data
inside the factory such as detailed descriptions of the motors
used, the fuel consumption for transporting latex. The wastage of
water during the cooling process was identified. This water is not
reused. So that in a earlier chapter a very famous method called
“wet cooling tower system” was discussed as a recommendation for
reusing cooling water.
There were some limitations when conducting the study. The
factory did not have any records related to health effects such as
serious diseases like cancers etc. The field officers might be
hiding them or actually there are no cases reported. There are
limited data available for details about energy equipments much.
Some of the equipment labels have been faded away. These details
are direct details from staff and the data like monthly electricity
bill and water bill were taken by records.
CHAPTER 5 – CONCLUSIONThe main emission in the factory that causes much damage to
the environment is wastewater mixed with chemicals. But in this
factory the wastewater also treated using a purification system.
The other problem is not reusing cooling water used by the
machines. Using a proper water circulating system could avoid the
wastage of water. The rejected rubber due to bacterial infections
are burnt outside the factory. These may contain chemicals. By
using proper disposal methods the damage to the environment can be
minimized. The smoke and ash is released because of using dry
firewood used in the drying towers. By using recommended
alternative methods can reduce these emissions.
Mostly the health effects are caused by chemicals used in the
process. The chemicals should be handled safely. The proper
training should be given to employees in order to minimize the
health effects. There are several minor health impacts like heavy
noise and minor injuries due to equipments.
Several sustainable design features of the process were
identified during the study such as using daylight to do
activities, watering tea plantations using treated water etc.
As the demand for the natural rubber goes high, the world is
looking for alternatives. The Guayule, Russian Dandelion are
alternatives for natural rubber that has been found yet. But these
alternatives are still not superior to Hevea brasiliensis.

Related Documents











