Sulfuric acid leaching of Kab Amiri niobium–tantalum bearing minerals, Central Eastern Desert, Egypt Omneya M. El-Hussaini * , Mohamed A. Mahdy Nuclear Materials Authority, P.O. Box 530, El Maadi, Cairo, Egypt Received 2 June 2001; received in revised form 15 April 2002; accepted 17 April 2002 Abstract The ore under study was obtained from the Kab Amiri area located close to the northern boundary of the Central Eastern Desert. The ore is constituted of different kinds of refractory minerals. These are mainly represented by the niobium – tantalum rare earth-bearing minerals namely euxinite, samarsakite and fergusonite, beside the uranium refractory minerals davidite and zircon. Increasing demand for niobium, tantalum, titanium, uranium, thorium and rare earth elements has stressed the importance of developing methods for their recovery and processing into marketable form. In the present work, Kab Amiri ore was subjected to direct agitation leaching with sulfuric acid. Variables such as acid concentration, temperature, time, ore to acid ratio and oxidant effect were studied. When finely ground ore ( À 74 Am) was reacted upon for 2 h with a mixture of sulfuric acid (10.8 M) and nitric acid (5.3 M) in the ore to acid weight ratio of 1:3 at 200 jC, almost complete recovery of both niobium and tantalum was achieved while the leaching extents of thorium and total rare earths were 86% and 70%, respectively. On the other hand, the recovery of both uranium and titanium did not exceed 60% due to their presence in the refractory mineral davidite. D 2002 Elsevier Science B.V. All rights reserved. Keywords: Leaching; Sulfuric acid; Refractory minerals; Niobium – tantalum ores 1. Introduction Niobium and tantalum elements occur in a great variety of ores. Their commercial value in the metal- lurgical, nuclear and space industries, etc. make their recovery desirable in relatively concentrated form. The total production of tantalum from raw materials as reported by the Tantalum–Niobium International Study Center (T.I.C) (Linden, 1999) exceeded 5 million tonnes Ta 2 O 5 during 1999, while the total supply of niobium from raw materials is now running at approximately 150 – 160 million tonnes Nb 2 O 5 . The increased demand has firmed prices for tantalum raw materials, which in turn has encouraged new produc- tion from small operations in Africa, Brazil and Thailand. On the other hand, prices have been reported to be as low as $53 per kilogram of niobium in ingot form to as high as $222 per kilogram of niobium in special shapes. The chemical study of niobium and tantalum elements shows that there are large numbers of procedures for their ore decomposition. All niobium minerals can be readily decomposed with hydrofluoric acid with almost complete dissolution. This method is widely used for the dissolution of columbite – tantalite minerals (Gupta and Suri, 1994a). Alkali fusion in combination with acid leaching is one of the first 0304-386X/02/$ - see front matter D 2002 Elsevier Science B.V. All rights reserved. PII:S0304-386X(02)00045-2 * Corresponding author. Fax: +20-2-758-5832. www.elsevier.com/locate/hydromet Hydrometallurgy 64 (2002) 219 – 229

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Sulfuric acid leaching of Kab Amiri niobium–tantalum
bearing minerals, Central Eastern Desert, Egypt
Omneya M. El-Hussaini*, Mohamed A. Mahdy
Nuclear Materials Authority, P.O. Box 530, El Maadi, Cairo, Egypt
Received 2 June 2001; received in revised form 15 April 2002; accepted 17 April 2002
Abstract
The ore under study was obtained from the Kab Amiri area located close to the northern boundary of the Central Eastern
Desert. The ore is constituted of different kinds of refractory minerals. These are mainly represented by the niobium–tantalum
rare earth-bearing minerals namely euxinite, samarsakite and fergusonite, beside the uranium refractory minerals davidite and
zircon. Increasing demand for niobium, tantalum, titanium, uranium, thorium and rare earth elements has stressed the
importance of developing methods for their recovery and processing into marketable form. In the present work, Kab Amiri ore
was subjected to direct agitation leaching with sulfuric acid. Variables such as acid concentration, temperature, time, ore to acid
ratio and oxidant effect were studied. When finely ground ore (� 74 Am) was reacted upon for 2 h with a mixture of sulfuric
acid (10.8 M) and nitric acid (5.3 M) in the ore to acid weight ratio of 1:3 at 200 jC, almost complete recovery of both niobium
and tantalum was achieved while the leaching extents of thorium and total rare earths were 86% and 70%, respectively. On the
other hand, the recovery of both uranium and titanium did not exceed 60% due to their presence in the refractory mineral
davidite. D 2002 Elsevier Science B.V. All rights reserved.
Keywords: Leaching; Sulfuric acid; Refractory minerals; Niobium–tantalum ores
1. Introduction
Niobium and tantalum elements occur in a great
variety of ores. Their commercial value in the metal-
lurgical, nuclear and space industries, etc. make their
recovery desirable in relatively concentrated form.
The total production of tantalum from raw materials
as reported by the Tantalum–Niobium International
Study Center (T.I.C) (Linden, 1999) exceeded 5
million tonnes Ta2O5 during 1999, while the total
supply of niobium from raw materials is now running
at approximately 150–160 million tonnes Nb2O5. The
increased demand has firmed prices for tantalum raw
materials, which in turn has encouraged new produc-
tion from small operations in Africa, Brazil and
Thailand. On the other hand, prices have been
reported to be as low as $53 per kilogram of niobium
in ingot form to as high as $222 per kilogram of
niobium in special shapes.
The chemical study of niobium and tantalum
elements shows that there are large numbers of
procedures for their ore decomposition. All niobium
minerals can be readily decomposed with hydrofluoric
acid with almost complete dissolution. This method is
widely used for the dissolution of columbite–tantalite
minerals (Gupta and Suri, 1994a). Alkali fusion in
combination with acid leaching is one of the first
0304-386X/02/$ - see front matter D 2002 Elsevier Science B.V. All rights reserved.
PII: S0304 -386X(02 )00045 -2
* Corresponding author. Fax: +20-2-758-5832.
www.elsevier.com/locate/hydromet
Hydrometallurgy 64 (2002) 219–229
methods that was adopted on an industrial scale to
achieve simultaneous breakdown of columbite–tanta-
lite and upgrading niobium and tantalum values (El-
Hussaini, 1996; Eckert, 1995). Some minerals have
been considered for the recovery of niobium, tantalum
and other associated metal values include euxinite,
samarsakite and fergusonite. These minerals can be
processed by the following: chlorination (Gupta and
Suri, 1994b), alkali fusion followed by acid leaching
(Foos, 1960), fusion with ammonium fluoride and
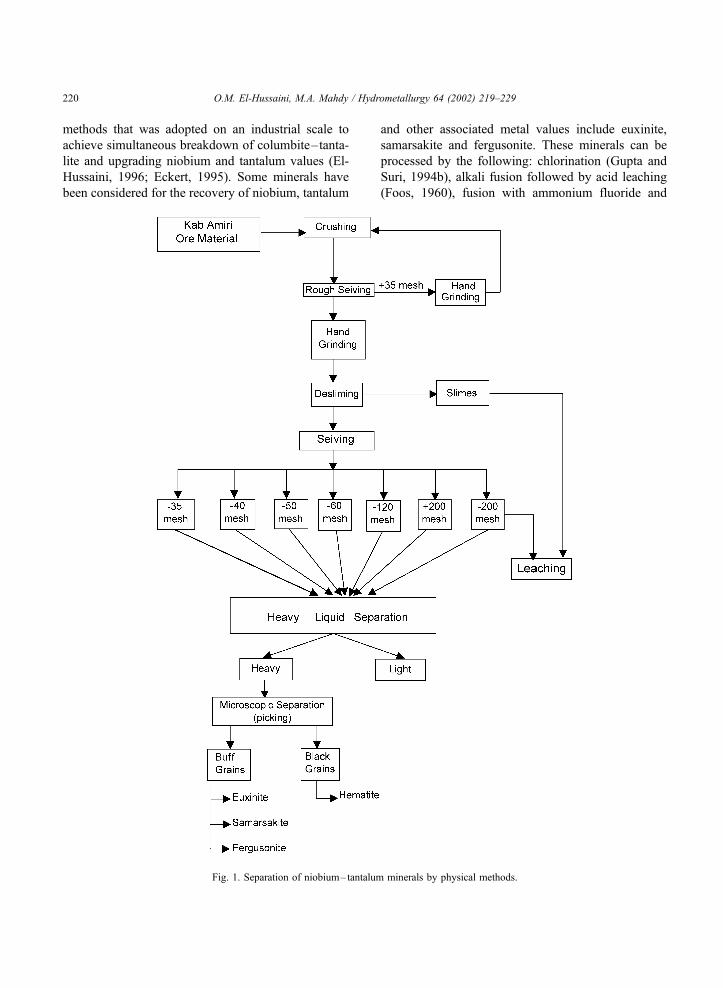
Fig. 1. Separation of niobium– tantalum minerals by physical methods.
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229220
bifluoride (Gupta and Suri, 1994c), direct acid dis-
solution with H2SO4 (Bock, 1979a; Vacariu et al.,
1999), or combination of H2SO4 and HF (Krismer and
Hoppe, 1984).
The niobium–tantalum rare earth-bearing minerals
which occur in the form of multiple oxides are
commonly associated with uranium minerals. These
minerals are opened by different methods including
acid leaching, atmospheric alkaline leaching, pressure
alkaline leaching, roasting and chloride roasting fol-
lowed by acid and alkaline leaching (El Shazly and El
Hazek, 1970).
Owing to the refractory nature of some uranium
minerals such as davidite, more aggressive conditions
are required for leaching than those used in conven-
tional uranium circuits (Ritcey et al., 1993).
The present work is concerned with the leaching
process performed upon Kab Amiri ore. This area is
located near the Qena–Safaga Road, i.e., close to the
northern boundary of the Central Eastern Desert. Two
radioactive anomalies were reported in the Kab Amiri
monsogranite: one in the pegmatites and the other in
the silica veinlets. The pegmatites host rocks are
composed of quartz cores surrounded by alkali feld-
spar outer zones. Both cores and outer zones are
separated by an incomplete zone of muscovite. The
muscovite zone shows high radioactivity, within
which visible black metallic minerals are detected.
The X-ray diffraction (XRD) results of the black
metallic minerals showed that they are composed of
zircon (Zr,U,Th,Hf)SiO4, euxinite (Y,Er,La,Ce,U,Th)
(Nb,Ta,Ti)(O,OH) and davidite (Fe,La,U,Ca)(Ti,Fe,V,
Cr)(OH,O) minerals. On the other hand, the petro-
graphic studies of silica veinlets indicate that their
radioactivity is mainly due to the presence of zircon
mineral (Ammar, 1993).
2. Methods and material studied
The niobium–tantalum raw material under study
was selected from Kab Amiri. The ore was ground to
� 500 Am and physically treated with heavy liquids,
as shown in Fig. 1. Grains of buff and black colors
were separated from the heavy fractions. They were
differentiated as the economic and the associated
minerals, respectively. The mineralogical composition
detected by X-ray diffraction (XRD, using Phillips
PW 223/30) and the chemical analysis of the selected
ore sample (� 74 Am) are given in Table 1.
In order to study the distribution of minerals in
different grain sizes, the ore was crushed to � 590 Amthen the fractions were separated to various sizes
from � 500 to � 74 mesh. The distributions of the
economic elements in each size were determined as
shown in Table 2. From the obtained data, it is clear
that the elements are variably distributed among the
separated fractions.
The agitation leaching process was performed
under different conditions summarized in Table 3, to
achieve the best leaching efficiency of different ele-
ments. Direct leaching has been applied to the ore of
� 74 Am size using sulfuric acid (97–99%) obtained
from ADWIC. Nitric acid (69–72%) obtained from
BDH was used as an oxidant. The leaching tests were
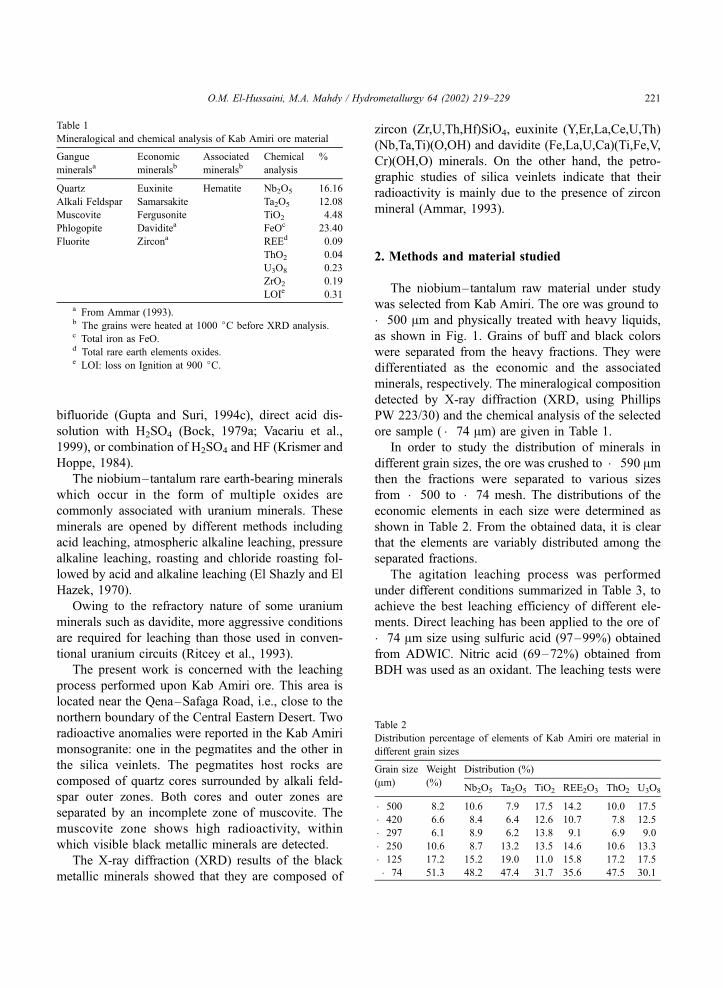
Table 1
Mineralogical and chemical analysis of Kab Amiri ore material
Gangue
mineralsaEconomic
mineralsbAssociated
mineralsbChemical
analysis
%
Quartz Euxinite Hematite Nb2O5 16.16
Alkali Feldspar Samarsakite Ta2O5 12.08
Muscovite Fergusonite TiO2 4.48
Phlogopite Daviditea FeOc 23.40
Fluorite Zircona REEd 0.09
ThO2 0.04
U3O8 0.23
ZrO2 0.19
LOIe 0.31
a From Ammar (1993).b The grains were heated at 1000 jC before XRD analysis.c Total iron as FeO.d Total rare earth elements oxides.e LOI: loss on Ignition at 900 jC.
Table 2
Distribution percentage of elements of Kab Amiri ore material in
different grain sizes
Grain size Weight Distribution (%)
(Am) (%)Nb2O5 Ta2O5 TiO2 REE2O3 ThO2 U3O8
� 500 8.2 10.6 7.9 17.5 14.2 10.0 17.5
� 420 6.6 8.4 6.4 12.6 10.7 7.8 12.5
� 297 6.1 8.9 6.2 13.8 9.1 6.9 9.0
� 250 10.6 8.7 13.2 13.5 14.6 10.6 13.3
� 125 17.2 15.2 19.0 11.0 15.8 17.2 17.5
� 74 51.3 48.2 47.4 31.7 35.6 47.5 30.1
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229 221
carried out in 100 ml stoppered Pyrex containers. A
thermometer was placed through a fitted opening, and
the reaction vessel was heated using a hot plate with
magnetic stirrer.
The determination of niobium, tantalum, total rare
earth elements, titanium, thorium and uranium in
solution were carried out using a UV–VIS spectro-
photometer (Shimadzu UV-160A). The values of total
iron and zirconium were obtained by Atomic Absorp-
tion Spectrophotometer (UNICAM 969).
3. Results and discussion
Relating to the process of the present work, sulfuric
acid (considered to be an inexpensive reagent) was
used for leaching the niobium–tantalum rare earth
minerals. The effects of different factors on the
leaching extents of the minerals’ constituents were
studied in detail as follows.
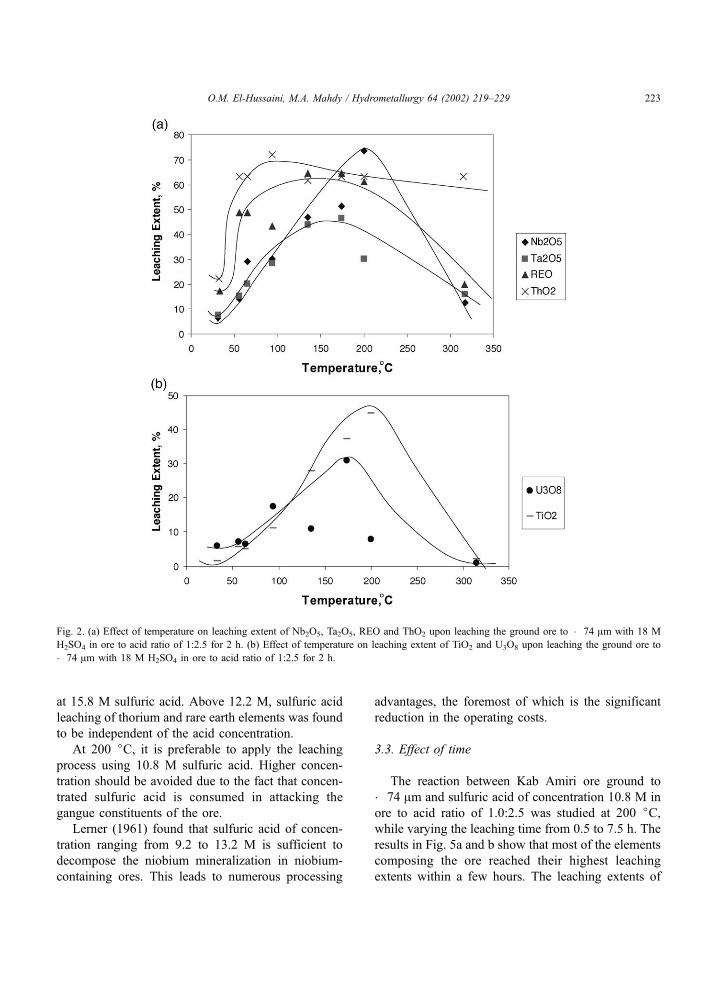
3.1. Effect of temperature
Increasing the temperature was found to be effec-
tive in increasing the leaching extents of the elements
composing the economic minerals. Above 300 jC,hydrolysis may occur thus the leaching extents de-
creased. The results are shown in Fig. 2a and b. This
set of experiments was conducted using concentrated
sulfuric acid (18 M), on the ground ore to � 74 Am at
an ore to acid ratio of 1.0:2.5 for 2 h.
Under these conditions, niobium reached its max-
imum leaching extent of 73.5% at 200 jC, while most
of tantalum may precipitate as tantalum hydroxide
(Koerner et al., 1963) leaving 30.3% leached species
in the liquor. On the other hand, overheating causes
reduction and dehydration of some rare earth elements
forming insoluble sulfate salts (Vickery, 1961).
The ability of both titanium and uranium to be
leached with concentrated sulfuric acid at various
temperatures is less than 45%, Fig. 2b. This may be
attributed to their presence in the refractory minerals
davidite and/or zircon.
3.2. Effect of sulfuric acid concentration
Two sets of experiments were performed at 65 and
200 jC. The agitation leaching process was carried
out by mixing sulfuric acid with the ground ore to
� 74 Am in ore to acid ratio of 1.0:2.5 for 2 h.
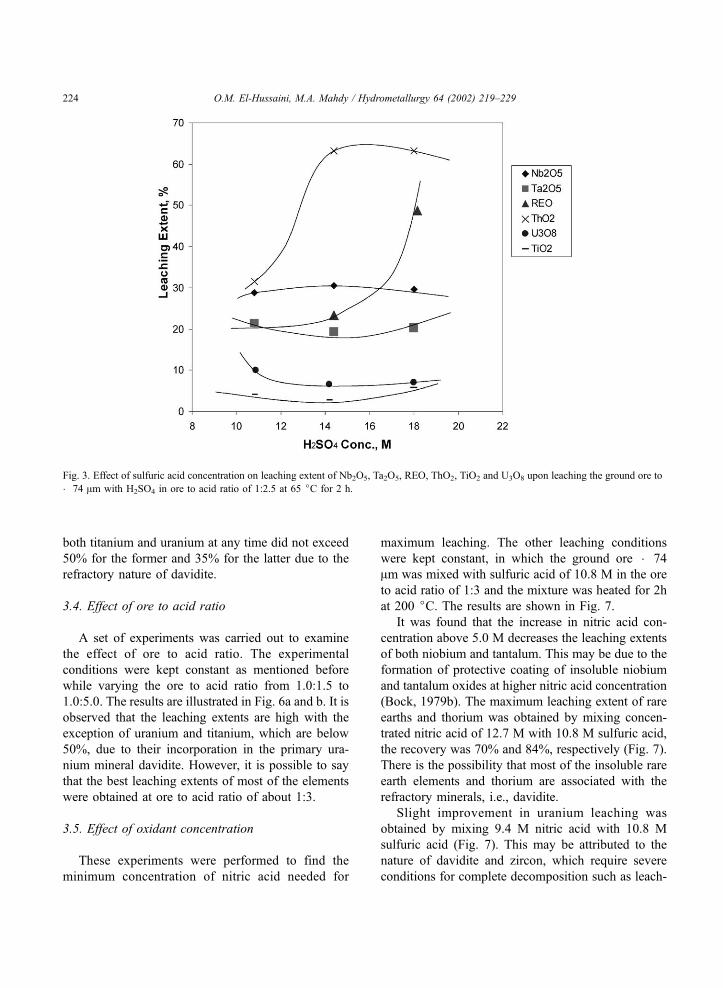
3.2.1. Low temperature
Fig. 3 reveals that at 65 jC the leaching extents of
the studied elements did not exceed 50% except for
thorium, which reached 63%. At ordinary temperature,
thoriummay form the readily soluble sulfate salt which
in turn forms the octahydrate [Th(SO4)2�8H2O] in
excess of sulfuric acid (Mathur and Tandon, 1986).
It was reported by Bielecki et al. (1991) that at
temperatures ranging from 40 to 100 jC, most of
thorium quantities were dissolved by leaching the ore’s
residue with sulfuric acid ranging from 0.5 to 5.0 M.
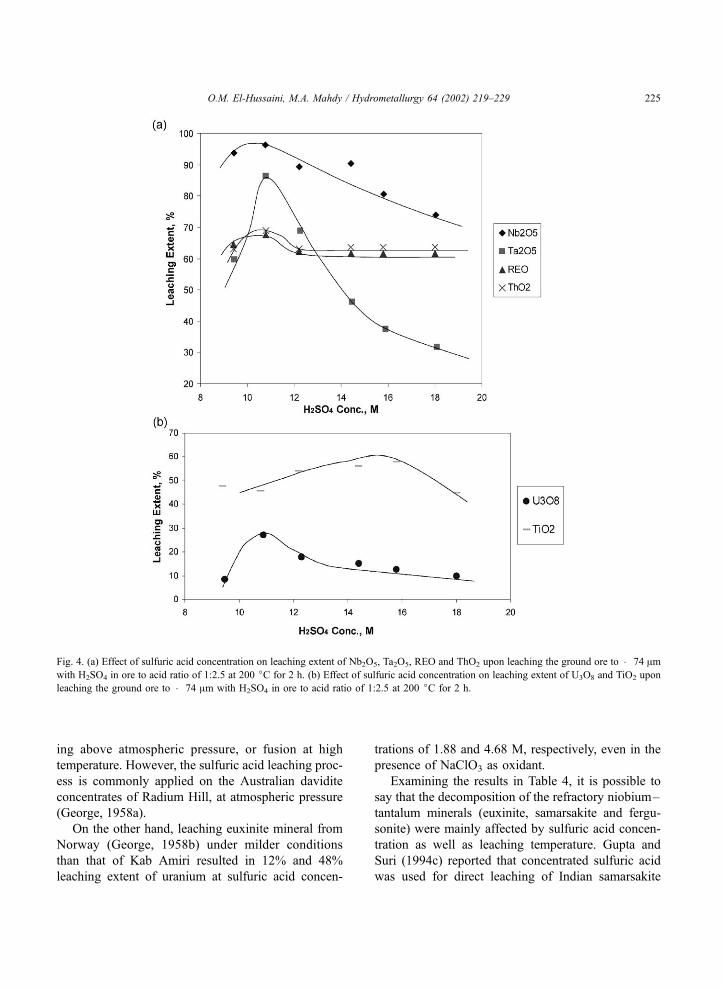
3.2.2. High temperature
As shown in Fig. 4a and b, the economic elements
were more effectively leached with the lower concen-
trations of sulfuric acid than the higher, except for
titanium, which reached its maximum leaching extents
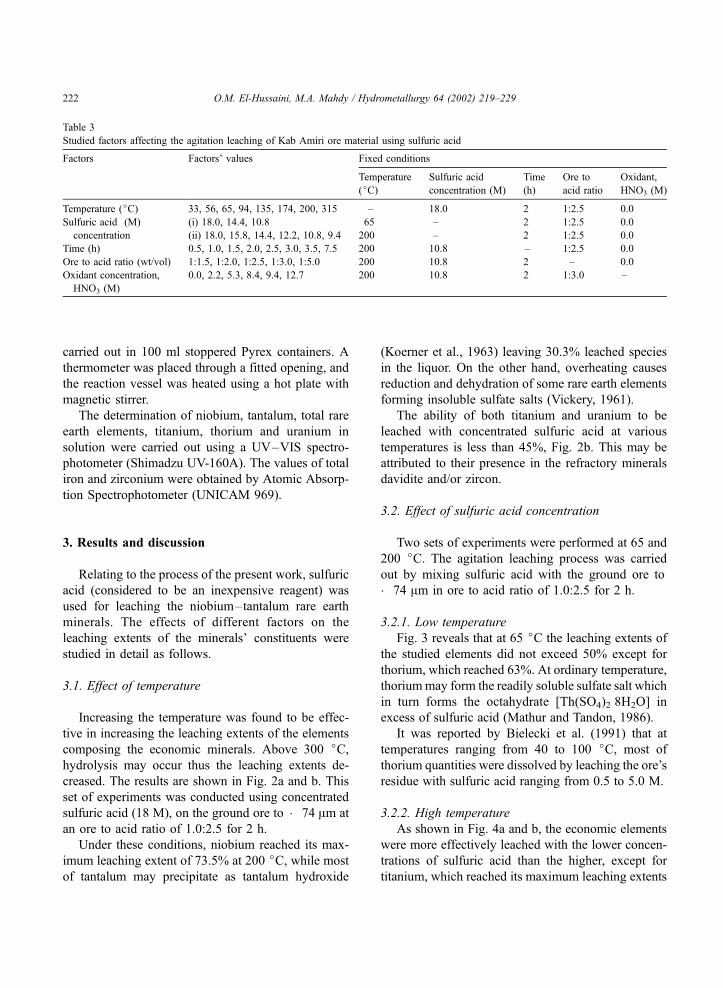
Table 3
Studied factors affecting the agitation leaching of Kab Amiri ore material using sulfuric acid
Factors Factors’ values Fixed conditions
Temperature
(jC)Sulfuric acid
concentration (M)
Time
(h)
Ore to
acid ratio
Oxidant,
HNO3 (M)
Temperature (jC) 33, 56, 65, 94, 135, 174, 200, 315 – 18.0 2 1:2.5 0.0
Sulfuric acid (M) (i) 18.0, 14.4, 10.8 65 – 2 1:2.5 0.0
concentration (ii) 18.0, 15.8, 14.4, 12.2, 10.8, 9.4 200 – 2 1:2.5 0.0
Time (h) 0.5, 1.0, 1.5, 2.0, 2.5, 3.0, 3.5, 7.5 200 10.8 – 1:2.5 0.0
Ore to acid ratio (wt/vol) 1:1.5, 1:2.0, 1:2.5, 1:3.0, 1:5.0 200 10.8 2 – 0.0
Oxidant concentration,
HNO3 (M)
0.0, 2.2, 5.3, 8.4, 9.4, 12.7 200 10.8 2 1:3.0 –
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229222
at 15.8 M sulfuric acid. Above 12.2 M, sulfuric acid
leaching of thorium and rare earth elements was found
to be independent of the acid concentration.
At 200 jC, it is preferable to apply the leaching
process using 10.8 M sulfuric acid. Higher concen-
tration should be avoided due to the fact that concen-
trated sulfuric acid is consumed in attacking the
gangue constituents of the ore.
Lerner (1961) found that sulfuric acid of concen-
tration ranging from 9.2 to 13.2 M is sufficient to
decompose the niobium mineralization in niobium-
containing ores. This leads to numerous processing
advantages, the foremost of which is the significant
reduction in the operating costs.
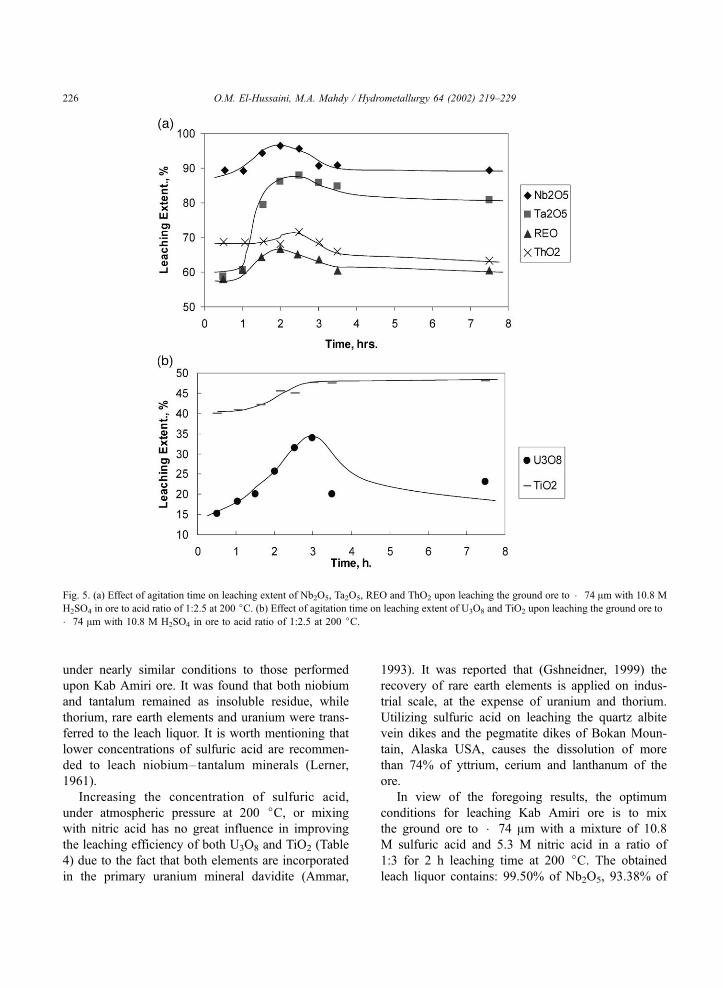
3.3. Effect of time
The reaction between Kab Amiri ore ground to
� 74 Am and sulfuric acid of concentration 10.8 M in
ore to acid ratio of 1.0:2.5 was studied at 200 jC,while varying the leaching time from 0.5 to 7.5 h. The
results in Fig. 5a and b show that most of the elements
composing the ore reached their highest leaching
extents within a few hours. The leaching extents of
Fig. 2. (a) Effect of temperature on leaching extent of Nb2O5, Ta2O5, REO and ThO2 upon leaching the ground ore to � 74 Am with 18 M
H2SO4 in ore to acid ratio of 1:2.5 for 2 h. (b) Effect of temperature on leaching extent of TiO2 and U3O8 upon leaching the ground ore to
� 74 Am with 18 M H2SO4 in ore to acid ratio of 1:2.5 for 2 h.
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229 223
both titanium and uranium at any time did not exceed
50% for the former and 35% for the latter due to the
refractory nature of davidite.
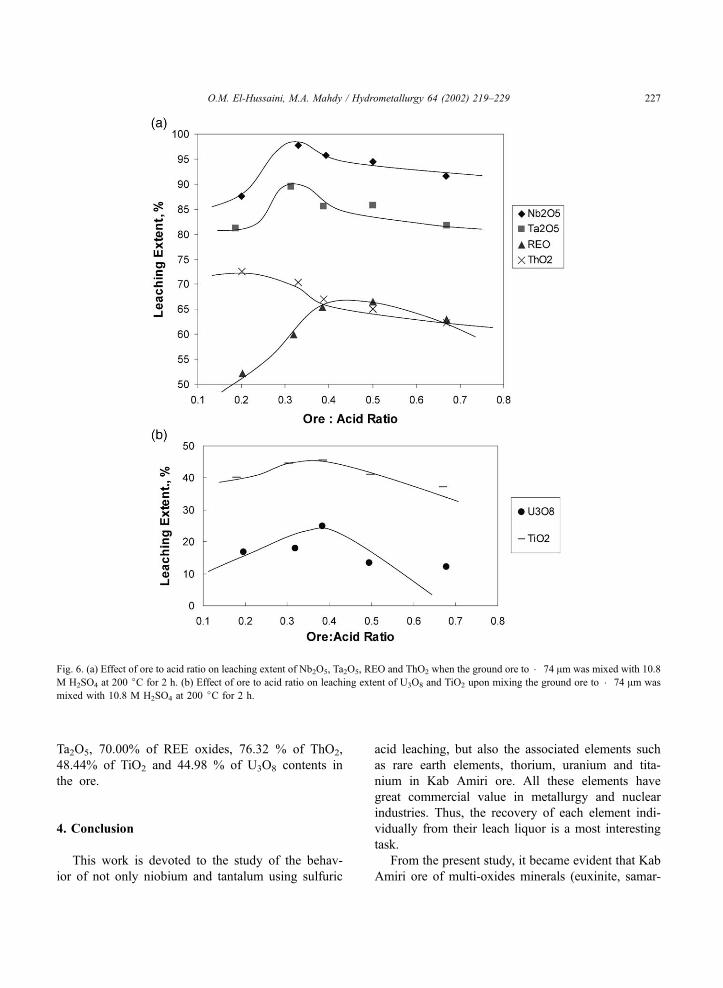
3.4. Effect of ore to acid ratio
A set of experiments was carried out to examine
the effect of ore to acid ratio. The experimental
conditions were kept constant as mentioned before
while varying the ore to acid ratio from 1.0:1.5 to
1.0:5.0. The results are illustrated in Fig. 6a and b. It is
observed that the leaching extents are high with the
exception of uranium and titanium, which are below
50%, due to their incorporation in the primary ura-
nium mineral davidite. However, it is possible to say
that the best leaching extents of most of the elements
were obtained at ore to acid ratio of about 1:3.
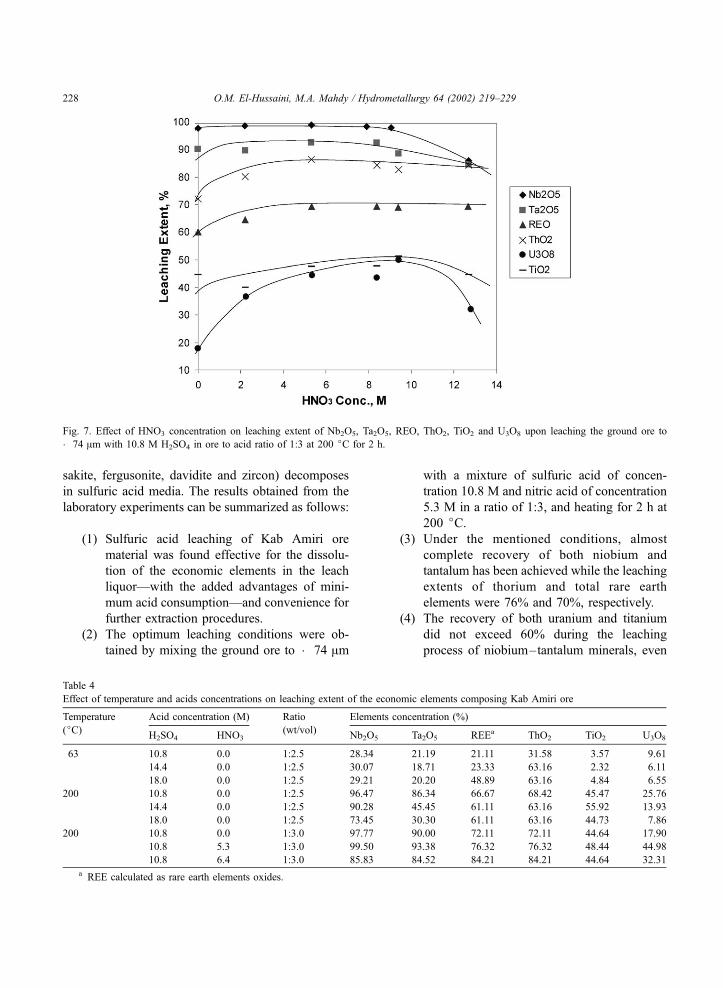
3.5. Effect of oxidant concentration
These experiments were performed to find the
minimum concentration of nitric acid needed for
maximum leaching. The other leaching conditions
were kept constant, in which the ground ore � 74
Am was mixed with sulfuric acid of 10.8 M in the ore
to acid ratio of 1:3 and the mixture was heated for 2h
at 200 jC. The results are shown in Fig. 7.
It was found that the increase in nitric acid con-
centration above 5.0 M decreases the leaching extents
of both niobium and tantalum. This may be due to the
formation of protective coating of insoluble niobium
and tantalum oxides at higher nitric acid concentration
(Bock, 1979b). The maximum leaching extent of rare
earths and thorium was obtained by mixing concen-
trated nitric acid of 12.7 M with 10.8 M sulfuric acid,
the recovery was 70% and 84%, respectively (Fig. 7).
There is the possibility that most of the insoluble rare
earth elements and thorium are associated with the
refractory minerals, i.e., davidite.
Slight improvement in uranium leaching was
obtained by mixing 9.4 M nitric acid with 10.8 M
sulfuric acid (Fig. 7). This may be attributed to the
nature of davidite and zircon, which require severe
conditions for complete decomposition such as leach-
Fig. 3. Effect of sulfuric acid concentration on leaching extent of Nb2O5, Ta2O5, REO, ThO2, TiO2 and U3O8 upon leaching the ground ore to
� 74 Am with H2SO4 in ore to acid ratio of 1:2.5 at 65 jC for 2 h.
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229224
ing above atmospheric pressure, or fusion at high
temperature. However, the sulfuric acid leaching proc-
ess is commonly applied on the Australian davidite
concentrates of Radium Hill, at atmospheric pressure
(George, 1958a).
On the other hand, leaching euxinite mineral from
Norway (George, 1958b) under milder conditions
than that of Kab Amiri resulted in 12% and 48%
leaching extent of uranium at sulfuric acid concen-
trations of 1.88 and 4.68 M, respectively, even in the
presence of NaClO3 as oxidant.
Examining the results in Table 4, it is possible to
say that the decomposition of the refractory niobium–
tantalum minerals (euxinite, samarsakite and fergu-
sonite) were mainly affected by sulfuric acid concen-
tration as well as leaching temperature. Gupta and
Suri (1994c) reported that concentrated sulfuric acid
was used for direct leaching of Indian samarsakite
Fig. 4. (a) Effect of sulfuric acid concentration on leaching extent of Nb2O5, Ta2O5, REO and ThO2 upon leaching the ground ore to � 74 Amwith H2SO4 in ore to acid ratio of 1:2.5 at 200 jC for 2 h. (b) Effect of sulfuric acid concentration on leaching extent of U3O8 and TiO2 upon
leaching the ground ore to � 74 Am with H2SO4 in ore to acid ratio of 1:2.5 at 200 jC for 2 h.
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229 225
under nearly similar conditions to those performed
upon Kab Amiri ore. It was found that both niobium
and tantalum remained as insoluble residue, while
thorium, rare earth elements and uranium were trans-
ferred to the leach liquor. It is worth mentioning that
lower concentrations of sulfuric acid are recommen-
ded to leach niobium–tantalum minerals (Lerner,
1961).
Increasing the concentration of sulfuric acid,
under atmospheric pressure at 200 jC, or mixing
with nitric acid has no great influence in improving
the leaching efficiency of both U3O8 and TiO2 (Table
4) due to the fact that both elements are incorporated
in the primary uranium mineral davidite (Ammar,
1993). It was reported that (Gshneidner, 1999) the
recovery of rare earth elements is applied on indus-
trial scale, at the expense of uranium and thorium.
Utilizing sulfuric acid on leaching the quartz albite
vein dikes and the pegmatite dikes of Bokan Moun-
tain, Alaska USA, causes the dissolution of more
than 74% of yttrium, cerium and lanthanum of the
ore.
In view of the foregoing results, the optimum
conditions for leaching Kab Amiri ore is to mix
the ground ore to � 74 Am with a mixture of 10.8
M sulfuric acid and 5.3 M nitric acid in a ratio of
1:3 for 2 h leaching time at 200 jC. The obtained
leach liquor contains: 99.50% of Nb2O5, 93.38% of
Fig. 5. (a) Effect of agitation time on leaching extent of Nb2O5, Ta2O5, REO and ThO2 upon leaching the ground ore to � 74 Am with 10.8 M
H2SO4 in ore to acid ratio of 1:2.5 at 200 jC. (b) Effect of agitation time on leaching extent of U3O8 and TiO2 upon leaching the ground ore to
� 74 Am with 10.8 M H2SO4 in ore to acid ratio of 1:2.5 at 200 jC.
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229226
Ta2O5, 70.00% of REE oxides, 76.32 % of ThO2,
48.44% of TiO2 and 44.98 % of U3O8 contents in
the ore.
4. Conclusion
This work is devoted to the study of the behav-
ior of not only niobium and tantalum using sulfuric
acid leaching, but also the associated elements such
as rare earth elements, thorium, uranium and tita-
nium in Kab Amiri ore. All these elements have
great commercial value in metallurgy and nuclear
industries. Thus, the recovery of each element indi-
vidually from their leach liquor is a most interesting
task.
From the present study, it became evident that Kab
Amiri ore of multi-oxides minerals (euxinite, samar-
Fig. 6. (a) Effect of ore to acid ratio on leaching extent of Nb2O5, Ta2O5, REO and ThO2 when the ground ore to � 74 Am was mixed with 10.8
M H2SO4 at 200 jC for 2 h. (b) Effect of ore to acid ratio on leaching extent of U3O8 and TiO2 upon mixing the ground ore to � 74 Am was
mixed with 10.8 M H2SO4 at 200 jC for 2 h.
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229 227
sakite, fergusonite, davidite and zircon) decomposes
in sulfuric acid media. The results obtained from the
laboratory experiments can be summarized as follows:
(1) Sulfuric acid leaching of Kab Amiri ore
material was found effective for the dissolu-
tion of the economic elements in the leach
liquor—with the added advantages of mini-
mum acid consumption—and convenience for
further extraction procedures.
(2) The optimum leaching conditions were ob-
tained by mixing the ground ore to � 74 Am
with a mixture of sulfuric acid of concen-
tration 10.8 M and nitric acid of concentration
5.3 M in a ratio of 1:3, and heating for 2 h at
200 jC.(3) Under the mentioned conditions, almost
complete recovery of both niobium and
tantalum has been achieved while the leaching
extents of thorium and total rare earth
elements were 76% and 70%, respectively.
(4) The recovery of both uranium and titanium
did not exceed 60% during the leaching
process of niobium–tantalum minerals, even
Fig. 7. Effect of HNO3 concentration on leaching extent of Nb2O5, Ta2O5, REO, ThO2, TiO2 and U3O8 upon leaching the ground ore to
� 74 Am with 10.8 M H2SO4 in ore to acid ratio of 1:3 at 200 jC for 2 h.
Table 4
Effect of temperature and acids concentrations on leaching extent of the economic elements composing Kab Amiri ore
Temperature Acid concentration (M) Ratio Elements concentration (%)
(jC)H2SO4 HNO3
(wt/vol)Nb2O5 Ta2O5 REEa ThO2 TiO2 U3O8
63 10.8 0.0 1:2.5 28.34 21.19 21.11 31.58 3.57 9.61
14.4 0.0 1:2.5 30.07 18.71 23.33 63.16 2.32 6.11
18.0 0.0 1:2.5 29.21 20.20 48.89 63.16 4.84 6.55
200 10.8 0.0 1:2.5 96.47 86.34 66.67 68.42 45.47 25.76
14.4 0.0 1:2.5 90.28 45.45 61.11 63.16 55.92 13.93
18.0 0.0 1:2.5 73.45 30.30 61.11 63.16 44.73 7.86
200 10.8 0.0 1:3.0 97.77 90.00 72.11 72.11 44.64 17.90
10.8 5.3 1:3.0 99.50 93.38 76.32 76.32 48.44 44.98
10.8 6.4 1:3.0 85.83 84.52 84.21 84.21 44.64 32.31
a REE calculated as rare earth elements oxides.
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229228

in the presence of an oxidant. This is
attributed to the fact that they are mainly
incorporated in the refractory mineral davi-
dite.
(5) According to the grain size separation, it is
possible to conclude that the minerals of Kab
Amiri ore are variably distributed in all the
separated fractions.
Thus, the present study contributes to the evalua-
tion of Kab Amiri niobium–tantalum ore. It also
provides a case study for processing similar local
niobium–tantalum ores.
Acknowledgements
The authors wish to thank NMA for the permission
to publish this work. Thanks are extended to Dr. Saleh
E.S. Ammar for the provision of Kab Amiri’s ore
material, also to Dr. Tarek A. Amer for his help in the
physical separation work and Dr. Fathi Ammar for the
XRD analysis. Special thanks are due to Tantalum–
Niobium International study Center, Belgium, for
supplying some useful papers related to this work.
References
Ammar, S.E.S., 1993. Geological, structural, and geochemical in-
vestigations of Kab Amiri–Wadi El Saqia Area and its radio-
active occurrences, Central Eastern, Desert, Egypt. PhD Thesis,
Faculty of Science, Cairo University, Egypt, pp. 235–236.
Bielecki, E.J., Romberger, K.A., Bakke, B.F., Hobin, M.A., Clark,
C.R., 1991. Recovery of metal values and hydrofluoric acid
from tantalum and columbium waste sludge. U.S. Patent
5023059.
Bock, R., 1979a. Decomposition methods in analytical chemistry.
Translated and revised by L.L. Marr. T.&A. Constable, Edin-
burgh, Great Britain, p. 76.
Bock, R., 1979b. Decomposition methods in analytical chemistry.
Translated and revised by L.L. Marr. T.&A. Constable, Edin-
burgh, Great Britain, p. 196.
Eckert, J., 1995. Hydrometallurgical processing of Ta/Nb com-
pounds. Present state of the art. Proceeding of International
Symposium on Tantalum and Niobium, Germany. Tantalum–
Niobium International Study Center, Belgium, pp. 51–64.
El-Hussaini, O.M., 1996. Extraction of niobium and tantalum ele-
ments from some Egyptian ore materials. PhD Thesis, Faculty
of Science, Cairo University, Egypt.
El Shazly, E.M., El Hazek, N.M.T., 1970. Uranium leaching and
recovery from the primary ore of El-Atshan, Eastern Desert,
United Arab Republic. The Recovery of Uranium. Proceedings
of a Symposium Sao Paulo. IAEA, Vienna, pp. 79–87.
Foos, R.A., 1960. U.S. Patent 29533453.
George, D.R., 1958a. Acid leaching of uranium ores. In: Clegg,
J.W., Foley, D.D. (Eds.), Uranium Ore Processing. Addison-
Wesley Publishing, USA, p. 137.
George, D.R., 1958b. Acid leaching of uranium ores. In: Clegg,
J.W., Foley, D.D. (Eds.), Uranium Ore Processing. Addison-
Wesley Publishing, USA, p. 99.
Gshneidner, K.A. (Ed.), 1999. Rare-earth information center (RIC)
News, June. Bokan Mountain, Vol. 34, No. 2, through, http://
www.usgs.gov/library/menlib.html.
Gupta, C.K., Suri, A.K., 1994a. Extractive Metallurgy of Niobium.
CRC Press, London, p. 98.
Gupta, C.K., Suri, A.K., 1994b. Extractive Metallurgy of Niobium.
CRC Press, London, p. 125.
Gupta, C.K., Suri, A.K., 1994c. Extractive Metallurgy of Niobium.
CRC Press, London, pp. 126–127.
Koerner, E.L., Tenawanda, N.Y., Smutz, M., 1963. Niobium–Tan-
talum Separation. U.S. Patent 3107976.
Krismer, B., Hoppe, A., 1984. Process for recovering niobium and/
or tantalum compounds from such ores further containing com-
plexes of uranium, thorium, titanium and/or rare earth metals.
U.S. Patent 4446116.
Lerner, B.J., 1961. Process for recovery of niobium. U.S. Patent
3003867.
Linden, J., 1999. Overview of the tantalum and niobium industries
for 1998 and 1999. Tantalum–Niobium International study
Center Bulletin No. 100, pp. 2–5.
Mathur, H.D., Tandon, O.P., 1986. Chemistry of Rare Elements S.
Chand and Company, New Delhi, p. 93.
Ritcey, G.M., Ring, R.J., Roche, M., Ajuria, S., 1993. Technical
Report Series No. 359. Uranium Extraction Technology, IAEA,
Vienna, pp. 75–136.
Vacariu, V.T., Georgescu, P.D., Columbeanu, M., 1999. Production
of 99% purity Nb2O5 from ores with a chemical–mineralogical
complex composition. The 6th International Mining, Petroleum
and Metallurgy Conference. Faculty of Engineering, Cairo Uni-
versity, Vol. I –C, published by Cairo University, pp. 23–30.
Vickery, R.C., 1961. Analytical chemistry of the rare earths. In:
Belcher, R., Gordon, L. (Eds.), International Series of Mono-
graphs on Analytical Chemistry, vol. 3. Pergamon, London, p. 8.
O.M. El-Hussaini, M.A. Mahdy / Hydrometallurgy 64 (2002) 219–229 229
Related Documents











