-
8/13/2019 Subsea Pipelines_Dalhousie Univ
1/19
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
2/19Subsea Pipelines Page
Figure 5 Burst pressure (Pb) according to API-RP-1111 (1999) using Equations 4 and 5 for X65 grade steel, SY= 6
ksi, U= 77 ksi and E= 29000 ksi
The hydrostatic test pressure should satisfy the following:
(
Where:
fdis design factor equal to 0.90 for pipelines and 0.75 for risers
feis weld joint factor and the same as Ein Equation (2), originally defined by ASME B31.4 and ASME B31.
API-RP-1111 only accepts pipelines with feequal to one.
ftis temperature de-rating factor and is the same as Tin Equation (2) which is given in Table 4.
The Maximum Operating Pressure (MOP) should not exceed 0.80 of the hydro-test pressure:
(
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
3/19Subsea Pipelines Page
Incidental overpressure (Pa) includes the situation where the pipeline is subject to surge pressur
unintended shut-in pressure, or any temporary incidental condition. The incidental overpressure should n
exceed 90% of the hydro-test pressure. The incidental pressure may exceed MOP temporarily; but th
normal shut-in pressure condition should not be allowed to exceed MOP.
(
The relation between maximum operating pressure, maximum incidental over pressure, hydro-test pressu
and burst pressure are shown graphically in Figure 6, with feand ftequal to 1.
Figure 6 Pressure level relations (API-RP-1111, 1999)
API-RP-1111 (1999) provides Appendix-A as a procedure for testing and qualification of material other tha
carbon steel. This code only allows use of ductile material. Figure 7 and Figure 8 show typical failure patte
of ductile and brittle material respectively. A ductile burst failure has a distinct bulge at the burst location.
longitudinal fracture extends over the length of the bulge and terminates near the end of the bulge. Th
end of fracture turns at roughly 45 degrees from the pipe axis at each end.
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
4/19Subsea Pipelines Page
Figure 7 Ductile burst sample (API-RP-1111, 1999)
Figure 8 Brittle burst sample (API-RP-1111, 1999)
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
5/19Subsea Pipelines Page
The burst coefficient, k, is defined as:
(
Having obtained the burst factor, the burst pressure, Pb, can be written as Equation (10). Note th
Equation (10) is the general form of Equation (4), in which kwas set to 0.45.
(1
The value of k is determined from the burst test data as:
It is expected that the computed k values will all significantly exceed 0.45.
The effective tension due to static primary longitudinal loads should not exceed the allowable value:
(1
Where
Effective axial force is a concept introduced to simplify the treatment of internal and external pressures.
arbitrarily considering a segment of pipeline as end-capped, the summation of external and intern
pressures result in buoyancy and weight of internal liquid respectively. (Fyrileiv et al, 2005). In order
justify the end cap assumption, opposite forces are applied and summed with true axial force, Ta, (as see
in Equation 10). If this simplifying method is not used, the external and internal pressures have to b
integrated over the outer and inner volume surface respectively, which is much more complex than th
effective axial force method. The effective axial force concept is illustrated in Figure 9.
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
6/19Subsea Pipelines Page
Figure 9 Concept of effective axial force (Fyrileiv et al, 2005)
Also for the combination of axial force and pressures, API-RP-1111 (1999) suggests the following interactio
equation to be satisfied:
(1
During installation, subsea pipelines are typically subjected to conditions where external pressure excee
the internal pressure. The differential pressure may cause collapse of pipe. Generally, the collapse pressu
is between the elastic and plastic collapse pressures. The elastic collapse pressure, Pe , is found b
examining the stability of a pipe section under hydrostatic load. The plastic collapse pressure, Py , is foun
by equating the hoop stress to the yield stress.
(1
(1
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
7/19Subsea Pipelines Page 2
Each of the major codes gives a transition formula between Peand Pyfor calculating the collapse pressu
Pc . DNV (2000) and ABS (2000) give a complicated third order equation. Timoshenko and Gere (196
propose a bi-linear transition. API-RP-1111 (1999) gives a very simple formula for Pc, which is the lowe
bound prediction for collapse pressure:
(1
Timoshenko and Gere (1961), propose the following design equation collapse pressure:
(1
Both Equations (15) and (16) are interpolation formulas between Pe and Py. A graphical presentation
Equations (13), (14), (15) and (16) is given in Figure 19 and the associated hoop stresses (calculated b
assuming thin-wall theory) is given in Figure 20. It is seen in Figure 20 that the collapse hoop stress of th
pipeline has the same typical pattern for column critical stress.
Equation (15) gives nearly the same results as DNV as seen in Figure 11. Equation was originally introduce
by Shell in 1975 (Murphey and Langner, 1985). Comparison of results of Equation (15) with 2900 pip
collapse tests is shown in Figure 10, and shows that 97% of the collapse data lie above the predictions Equation (15).
The design equation according to API-RP-1111 (1999) for external pressure is:
(1
Where:
= Collapse factor, 0.7 for seamless ERW pipe, 0.6 for cold expanded pipe, such as DSAW pipe
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
8/19
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
9/19Subsea Pipelines Page 2
During installation with a lay barge, the pipeline is subject to severe bending and external pressur
however in other situations this might happen, namely in free spans and during depressurization. Most
the codes have addressed this failure mode and proposed relevant formulations. These formulations a
based entirely on empirical data fitting. API-RP-1111(1999) proposes Equation (18) which can be used f
D/t < 50. DNV and ABS also suggest the same formula except that the strain term is to the power of 0.8.
(1
Where:
=buckling strain under pure bending
= collapse reduction factor which is maximum 1 for a perfectly circular pipe
The safety factor for bending strain is 2.0.
The buckling strain for a cylindrical shell under the action of uniform axial compression is 1.2 t/D. This stra
is determined by eigenvalue analysis based on the small strain elastic theory, without any account
imperfections and residual stresses (Fatemi, 2007). The general equation is (Timoshenko and Gere, 1961)
In order to understand the physical meaning of critical strain, pure bending of a pipeline is discussed her
As bending moment is applied to the pipe, curvature is developed, which is defined as reciprocal of radius
curvature. A convenient measure of curvature is strain of the material farthest from neutral bending plane
For small bending strains, less than the proportional limit strain, the stress at any point and the bendin
moment vary linearly with bending strain. With further increase in the bending strain to just beyond th
proportional limit (Point A on the stress-strain curve in Figure 12 (a)), plastic deformation of the pi
material begins. At this point both the stress-strain curve and the moment-curvature curve move off th
initial straight lines, and the stress distribution, Figure 12 (d), becomes nonlinear. A further increase
strain, to point B, produces a further departure from the initial linear behavior, including residual curvatu
of the pipe centerline. The plastic deformation at this degree of bending is stable, causing little ovaling
change in cross sectional shape, as indicated in Figure 12 (c), and the pipe itself is not weakened or in a
danger of imminent failure.
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
10/19Subsea Pipelines Page 2
Figure 12 Mechanical behavior of pipe subjected to pure bending, (Murphey and Langner, 1985)
Figure 13 Moment vs. strain curves for constant diameter and yield stress but variable wall thickness (Murphey an
Langner, 1985)
(b) Moment vs strain
(c)(d) Stress distributions
(c) Ovaling due to bending
(a) Stress-strain curve
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
11/19
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
12/19Subsea Pipelines Page 2
Equation (18) for a perfectly circular pipe (where the collapse reduction factor is 1) is a straight line whic
intersects both axes at 1. For this case, Figure 15 shows experimental results and predictions of Equatio
(18) and a good fit is observed.
Figure 15 Pipe collapse due to combined bending and external pressure; comparison of experimental results with
(18) for a perfectly circular pipe (Murphey and Langner, 1985)
In lieu of the mentioned empirical formulation, Nogueira and Lanan (2001) have developed a rational mod
from first principles, and the predictions have been shown to correlate very well with test results. In th
model it is recognized that as a pipe bends, components of the longitudinal bending stresses act into th
cross-section. This, in turn, generates a transverse moment, which ovalises the pipe cross section, or rin
until it collapses. A pipe under bending will collapse when its cross section (or ring) loses stiffness due
plastic hinges mechanism formation at the onset of local buckling. Therefore, when rings of the pipe los
their stiffness, the ovalisation (initially uniform along the pipe length) will concentrate at the weakest poialong the pipe (e.g. a thinner ring) and a local buckle will form. If in addition to bending, external pressu
is applied, its effects are taken into account by noticing that it contributes to reduce the ring capacity
resist bending. This is due to the effects of the compressive hoop stress. The resulting is an interactio
equation (between pressure and bending strain), which is too long and complicated to be presented here.
Figure 16 shows comparison of collapse pressure predicted by model with those by the experiments whi
are in good agreement.
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
13/19Subsea Pipelines Page 2
Figure 16 - Rational model prediction of collapse pressure vs. initial ovality, compared to experimental results for pip
with D/t = 35 (Nogueira & Mckeehan, 2005)
Figure 17 shows the collapse pressure vs. bending strain predicted by the rational model and experiment
A good match is observed.
Figure 17 - Pressure vs. bending strain predicted by rational model and experiments (Nogueira & Mckeehan, 2005)
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
14/19Subsea Pipelines Page 2
Finally the results from empirical formulations of codes (API and DNV) are compared with results of th
rational model in Figure 18.
Figure 18 - Pressures vs. bending strain; comparison between empirical formulations of API, DNV and the rational
model (Nogueira & Mckeehan, 2005)
If a local buckle is present in a section of a pipeline, for example resulting from excessive bending, th
external pressure may cause the buckle to propagate (travel) along the pipeline. As long as the extern
pressure is less than the propagation pressure threshold, the buckle cannot propagate. Codes prese
different empirical formulations for buckle propagation pressure which mainly depend on diameter, w
thickness and steel grade. The equation given by API-RP-1111 (1999) is presented.
(1
It is noted that propagation pressure Pp is smaller than collapse pressure Pc (collapse pressure is th
pressure required to buckle a pipeline section). Figure 19 is a plot of Pe, Py, Pc, Ppfor an X65 pipeline. Figu
20 shows the hoop stress associated with the mentioned levels.
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
15/19Subsea Pipelines Page 2
Figure 19 Elastic, plastic, collapse and buckle propagation pressures for an X65 grade pipeline based on API RP 11
(1999) and Timoshenko (1961) formulations, E = 29000 ksi
Figure 20 Hoop stress associated with elastic, plastic and collapse pressure for an X65 grade pipeline based on API
RP-1111 (1999) and Timoshenko (1961) formulations, E = 29000 ksi
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
16/19Subsea Pipelines Page 2
In order to avoid buckle propagation, the following equation with safety factor fp= 0.8 should be satisfied
(2
In order to satisfy Equation (20) in deep waters, very large thickness is required which is not economica
Buckle arrestors can be used to mitigate the risk of buckle propagation. In general, the distance betwee
buckle arrestors should be selected to enable repair of the flattened section of pipeline between tw
adjacent arrestors, at reasonable cost. For pipelines installed by J-Lay, the buckle arrestors also serve a
pipe support collars. In this case the distance between arrestors is simply the length of each J-Lay join
Three types of buckle arrestors are in common use, namely Grouted Sleeve arrestors, Integral Rin
arrestors, and Thick Wall Pipe Joints (Langner, 1999).
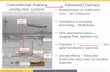
Grouted Sleeve arrestors are steel sleeves that are slid over the ends of selected pipe joints and a
grouted in place, as shown in Figure 21, before being installed offshore. Grouted Sleeve arrestors a
preferred, where feasible, because of their low cost. However, this type of arrestor has limited usefulness
deep water because, as external pressure increases, a collapsed pipe will transform from its normal fl
dogbone cross section into a C-shaped cross section which then passes through the arrestor. Hence, f
sufficiently deep water, even an infinitely rigid Grouted Sleeve arrestor is ineffective.
Figure 21 Grouted Sleeve arrestor (Langner, 1999)
Integral Ring arrestors are thick-wall rings that are welded into selected pipe joints, as illustrated in Figu
22, before being installed offshore. Integral Ring arrestors are used for pipelines in which the strength
sleeve type arrestors is not adequate, and for J-Lay applications that require a support collar on each pip
joint. These arrestors are very efficient in terms of strength for a given amount of steel, but are mo
expensive than sleeve arrestors because of the additional welding required. Thick Wall Pipe Joint arresto
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
17/19
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
18/19Subsea Pipelines Page 3
(2
Providing a safety factor of 1.35 for any buckle arrestor the minimum crossover pressure Pmis defined as:
(2
Design formulas for each of the three mentioned types of buckle arrestors are given here from Langn
(1999) which is the reference as stated by API-RP-1111 (1999).
Thick Wall Pipe Joints have been used as buckle arrestors in situations whe
suitable thick-wall joints are readily available and where the weight of the suspended pipeline during layin
is not a critical issue. The design of a thick wall pipe joint arrestor is obtained by equating the minimu
crossover pressure Pmwith the design crossover pressure Pxwhich is the same as the propagation pressu
Pp, and solving for the thickness of the Thick Wall Pipe Joint:
(2
Integral Ring arrestors are forged and/or machined weld-neck rings that a
butt-welded into a pipe joint. A less expensive version slides over the pipe and is fillet welded both side
onto the outside of the pipe joint. For this technique stress concentration issues must be accounted fo
Integral arrestors are categorized into two types, based on their geometry. Narrow arrestors, in which th
length-to thickness ratio varies between L/h = 0.5 2.0, are used primarily for pipelines installed by J-Lay
here the arrestor doubles as a collar for supporting the suspended pipe span. Wide integral arrestors, whe
L/h > 2, are used primarily for pipelines installed by S-Lay, because of the easier passage of this type
arrestor through the tensioners and over the stinger rollers. The efficiency parameter of the arrestor
given by:
-
8/13/2019 Subsea Pipelines_Dalhousie Univ
19/19
(2
Where:
The buckle arrestor should be dimensioned such that the crossover pressure Pxwhich is calculated fro
Equation (21) is greater than minimum crossover pressure Pm(Equation (22)). As an example, the followin
case is examined:
Using the given formulas we have:
The integral ring buckle arrestor design is as follows: