SUBMARGED ARC WELDING (SAW) Pengertian Submerged Arc Welding (SAW) merupakan salah satu jenis pengelasan busur listrik dengan memanaskan serta mencairkan benda kerja dan elektroda oleh busur listrik yang terletak diantara logam induk dan elektroda. Arus dan busur lelehan metal diselimuti (ditimbun) dengan butiran flux di atas daerah yang dilas.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
SUBMARGED ARC WELDING (SAW)
Pengertian Pengertian
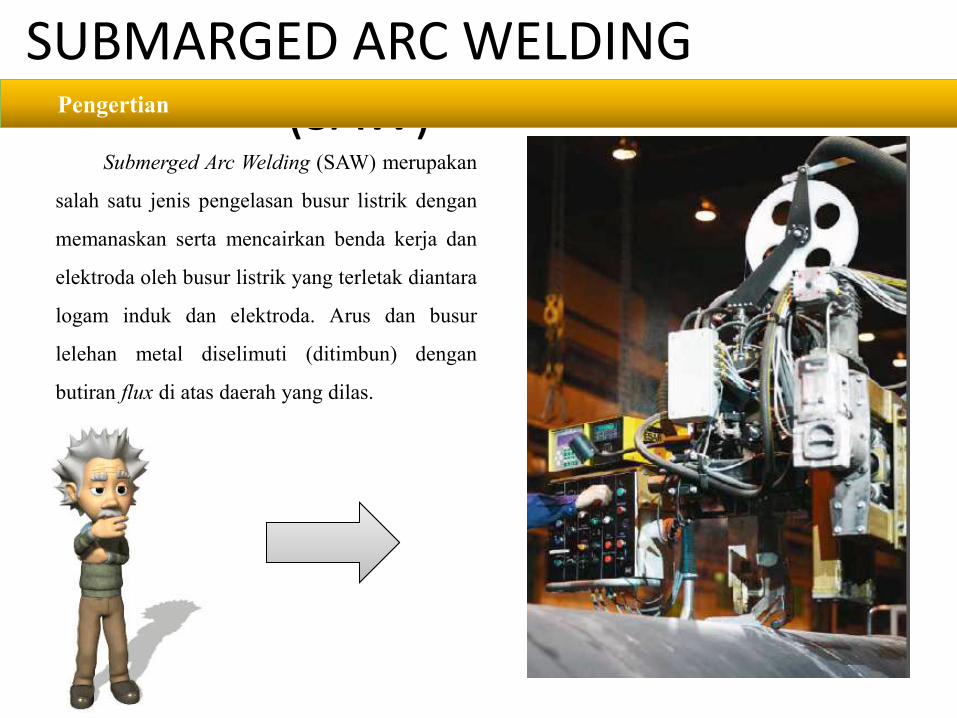
Submerged Arc Welding (SAW) merupakan
salah satu jenis pengelasan busur listrik dengan
memanaskan serta mencairkan benda kerja dan
elektroda oleh busur listrik yang terletak diantara
logam induk dan elektroda. Arus dan busur
lelehan metal diselimuti (ditimbun) dengan
butiran flux di atas daerah yang dilas.

SUBMARGED ARC WELDING (SAW)
Flux adalah campuran komposisi mineral yang
berbentuk butiran. Berfungsi untuk melindungi metal
yang mencair dari udara luar dengan menutupinya
dengan slag yang sedang mencair. Flux yang digunakan
dalam pengelasan SAW ini adalah yang mengandung
oksida mangan, silikon, titanium, aluminium, kalsium,
zirkonium, magnesium dan senyawa lain seperti kalsium
florida.

SUBMARGED ARC WELDING (SAW)
Prinsip pengelasan pada SAW ini hampir sama dengan pengelasan pada SMAW, perbedaannya
adalah sebagai berikut :
Prinsip Pengelasan Prinsip Pengelasan
SAW SMAW
Flux yang ada pada SAW berbentuk seperti
pasir Elektrodanya diselaputi oleh Flux
Pengelasan Otomatis Pengelasan Manual
Mernggunakan elektroda kontinu Menggunakan elektroda consummable
SUBMARGED ARC WELDING (SAW)
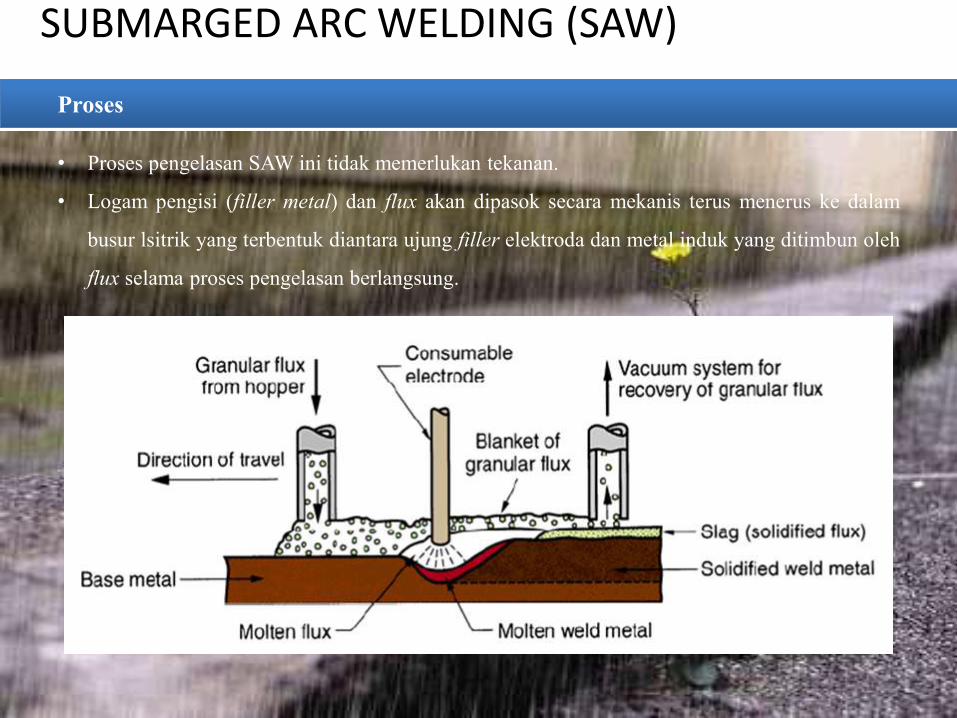
• Proses pengelasan SAW ini tidak memerlukan tekanan.
• Logam pengisi (filler metal) dan flux akan dipasok secara mekanis terus menerus ke dalam
busur lsitrik yang terbentuk diantara ujung filler elektroda dan metal induk yang ditimbun oleh
flux selama proses pengelasan berlangsung.
Proses Proses

SUBMARGED ARC WELDING (SAW)
1. Single Wire 1. Single Wire
• Metode SAW yang paling banyak
digunakan.
• Sumber daya yang digunakan adalah
DC.
• Elektroda yang digunakan berdiameter
2 - 4 mm.
• Metode SAW yang paling banyak
digunakan.
• Sumber daya yang digunakan adalah
DC.
• Elektroda yang digunakan berdiameter
2 - 4 mm.
Gbr. Single Wire Gbr. Single Wire

SUBMARGED ARC WELDING (SAW)
2. Twin Wire 2. Twin Wire
Gbr. Twin Wire Gbr. Twin Wire
• Dua kawat terhubung pada power
source yang sama (DC).
• Memiliki tingkat deposisi 30% lebih
tinggi.
• Dapat digunakan pada arus dan
kecepatan yang lebih tinggi.
• Kecepatan pengelasan yang sangat
tinggi dapat dicapai dalam filler
pengelasan.
• Dua kawat terhubung pada power
source yang sama (DC).
• Memiliki tingkat deposisi 30% lebih
tinggi.
• Dapat digunakan pada arus dan
kecepatan yang lebih tinggi.
• Kecepatan pengelasan yang sangat
tinggi dapat dicapai dalam filler
pengelasan.

SUBMARGED ARC WELDING (SAW)
3. Tandem 3. Tandem
• Dua kawat sub-busur yang sama
masing - masing terhubung ke power
source tersendiri.
• Dapat menggunakan power source
DC maupun AC.
• Tingkat deposisi sekitar dua kali lipat
dari satu kawat las.
• Dua kawat sub-busur yang sama
masing - masing terhubung ke power
source tersendiri.
• Dapat menggunakan power source
DC maupun AC.
• Tingkat deposisi sekitar dua kali lipat
dari satu kawat las.
Gbr. Tandem Gbr. Tandem

SUBMARGED ARC WELDING (SAW)
4. Tandem Twin 4. Tandem Twin
Gbr. Tandem Twin Gbr. Tandem Twin
• Proses tandem-twin melibatkan dua
kawat ganda yang ditempatkan secara
bersamaan.
• Dapat menggunakan power source
DC maupun AC.
• Tingkat deposisi hingga 38 kg/jam
dapat dicapai.
• Proses tandem-twin melibatkan dua
kawat ganda yang ditempatkan secara
bersamaan.
• Dapat menggunakan power source
DC maupun AC.
• Tingkat deposisi hingga 38 kg/jam
dapat dicapai.

SUBMARGED ARC WELDING (SAW)
5. Multi Wire 5. Multi Wire
Gbr. Multi Wire Gbr. Multi Wire
• Sampai dengan 6 kawat dapat
digunakan secara bersama - sama,
dengan power source tersendiri.
• Kawat untuk power source biasanya
DC + polaritas dengan kabel pada
akhiran menjadi AC.
• Kecepatan hingga 2,5 m/min,
sehingga memiliki tingkat deposisi
maksimum 90 kg /jam.
• Sampai dengan 6 kawat dapat
digunakan secara bersama - sama,
dengan power source tersendiri.
• Kawat untuk power source biasanya
DC + polaritas dengan kabel pada
akhiran menjadi AC.
• Kecepatan hingga 2,5 m/min,
sehingga memiliki tingkat deposisi
maksimum 90 kg /jam.

SUBMARGED ARC WELDING (SAW)
Kelebihan SAW Kelebihan SAW
Sambungan dapat dipersiapkan dengan alur V yang dangkal, sehingga
tidak terlalu banyak memerlukan logam pengisi, bahkan biasanya
tidak diperlukan alur.
Karena proses terjadi di bawah timbunan flux, maka tidak ada
percikan logam (spatter) dan sinar busur yang keluar.
Kecepatan pengelasan tinggi, sehingga baik untuk pengelasan pelat
datar, silinder maupun pipa, bahkan baik sekali untuk pelapisan
permukaan (surfacing).
Dapat dihasilkan las dengan hidrogen rendah .
Sambungan dapat dipersiapkan dengan alur V yang dangkal, sehingga
tidak terlalu banyak memerlukan logam pengisi, bahkan biasanya
tidak diperlukan alur.
Karena proses terjadi di bawah timbunan flux, maka tidak ada
percikan logam (spatter) dan sinar busur yang keluar.
Kecepatan pengelasan tinggi, sehingga baik untuk pengelasan pelat
datar, silinder maupun pipa, bahkan baik sekali untuk pelapisan
permukaan (surfacing).
Dapat dihasilkan las dengan hidrogen rendah .

SUBMARGED ARC WELDING (SAW)
Kekurangan SAW Kekurangan SAW
Proses sedikit rumit, karena selain diperlukan flux dan penahan flux, juga
diperlukan “fixtures” lainnya.
Flux dapat mengkontaminasi, sehingga menyebabkan terjadinya
keidataksempurnaan pengelasan.
Untuk dapat menghasilkan lasan yang baik, logam induk harus homogen
dan bebas dari scale maupun kontaminan - kontaminan lainnya.
Untuk pengelasan berlapis banyak, yang memerlukan pembersihan terak
yang baik, sering mengalami kesulitan.
Bahan induk dengan ketebalan kurang dari 5 mm sulit dilas dengan
proses ini, meskipun menggunakan backing.
Proses sedikit rumit, karena selain diperlukan flux dan penahan flux, juga
diperlukan “fixtures” lainnya.
Flux dapat mengkontaminasi, sehingga menyebabkan terjadinya
keidataksempurnaan pengelasan.
Untuk dapat menghasilkan lasan yang baik, logam induk harus homogen
dan bebas dari scale maupun kontaminan - kontaminan lainnya.
Untuk pengelasan berlapis banyak, yang memerlukan pembersihan terak
yang baik, sering mengalami kesulitan.
Bahan induk dengan ketebalan kurang dari 5 mm sulit dilas dengan
proses ini, meskipun menggunakan backing.
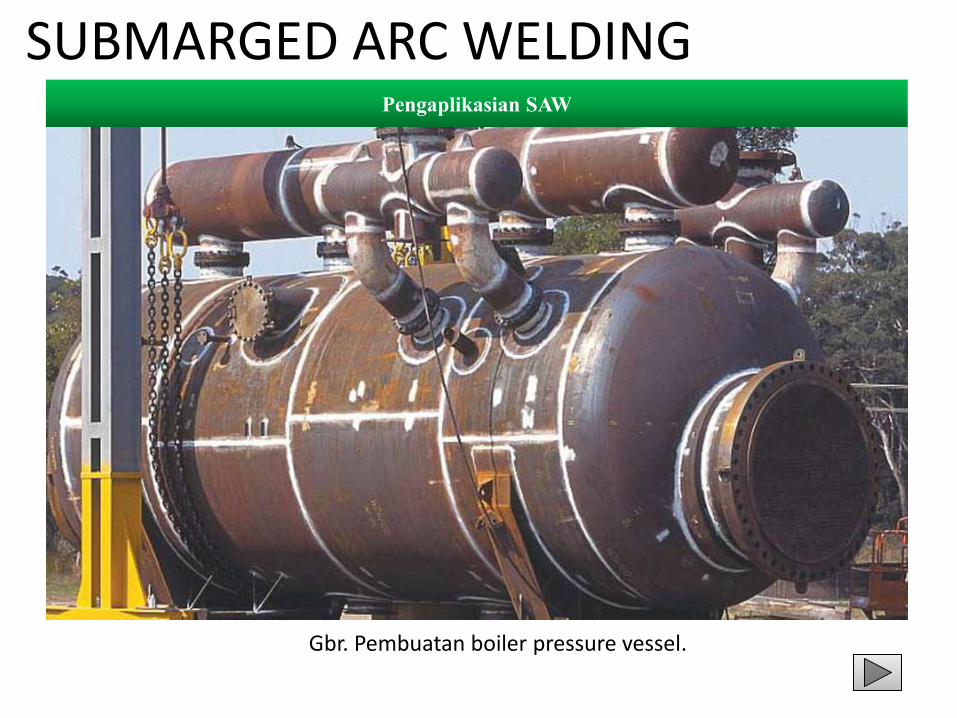
SUBMARGED ARC WELDING (SAW) Pengaplikasian SAW
Gbr. Pembuatan boiler pressure vessel.

SUBMARGED ARC WELDING (SAW) Pengaplikasian SAW
Gbr. Bangunan Kapal

SUBMARGED ARC WELDING (SAW) Pengaplikasian SAW
Gbr. Struktural

SUBMARGED ARC WELDING (SAW) Pengaplikasian SAW
Gbr. Menara angin

Terima kasih Terima kasih
Related Documents











