ELABORATIONS OF THE EASTERN RESEARCH & DEVELOPMENT IN- STITUTE OF COAL CHEMISTRY (FSUE «VUKHIN) IN TECHNICAL RE- EQUIPMENT OF COKE & BY-PRODUCT PLANTS At present coke industry of Russia is represented by 12 coke and by-product plants incorporating 68 coke oven batteries the total capacity of which is 43.5mln of 6% wet coke annually. Actual coke production in 2007 amounted 34.0mln.t. The average age of coke oven batteries is 22.5 years. The major technological and design works under modernization of coke and by-product plants is performed by the- VUKHIN institute. During 2002-2008 13 coke oven batteries have been reconstructed in Russia. The performance parameters of coke oven batteries designed by VUKHIN are given in Table1. VUKHIN is a federal state unitary enterprise, the only scientific, development and design institute of coke industry of Russia (city of Ekaterinburg). The number of em- ployees is 220 people, among them 7 doctors and 32 candidates of science. As a development company of coke & by-product processes VUKHIN is estab- lished in the development of a full range of services: from monitoring of coking coal quality of mined and potential coal deposits, preparation of coals for coking to biologi- cal and chemical waste water treatment. The VUKHIN institute possesses all basic know-how of the present production as well as new developments in the field of prepa- ration of coal blends for coking, coke oven design, coking technology and processes, recovery, removal and processing of coke plant by-products, briquetting of a vast range of materials, production of special kinds of pitches, carbon reductants, substitutes of coke, sorbents and chemical reagents. The company possesses special purpose technologies. Investigations and supplies of material for rocket technology and atomic power engineering are being constantly carried out by the company. VUKHIN represents an independent coke industry organi- zation

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

ELABORATIONS OF THE EASTERN RESEARCH & DEVELOPMENT IN-STITUTE OF COAL CHEMISTRY (FSUE «VUKHIN) IN TECHNICAL RE-
EQUIPMENT OF COKE & BY-PRODUCT PLANTS
At present coke industry of Russia is represented by 12 coke and by-product plants
incorporating 68 coke oven batteries the total capacity of which is 43.5mln of 6% wet
coke annually. Actual coke production in 2007 amounted 34.0mln.t.
The average age of coke oven batteries is 22.5 years. The major technological and
design works under modernization of coke and by-product plants is performed by the-
VUKHIN institute. During 2002-2008 13 coke oven batteries have been reconstructed
in Russia. The performance parameters of coke oven batteries designed by VUKHIN
are given in Table1.
VUKHIN is a federal state unitary enterprise, the only scientific, development and
design institute of coke industry of Russia (city of Ekaterinburg). The number of em-
ployees is 220 people, among them 7 doctors and 32 candidates of science.
As a development company of coke & by-product processes VUKHIN is estab-
lished in the development of a full range of services: from monitoring of coking coal
quality of mined and potential coal deposits, preparation of coals for coking to biologi-
cal and chemical waste water treatment. The VUKHIN institute possesses all basic
know-how of the present production as well as new developments in the field of prepa-
ration of coal blends for coking, coke oven design, coking technology and processes,
recovery, removal and processing of coke plant by-products, briquetting of a vast range
of materials, production of special kinds of pitches, carbon reductants, substitutes of
coke, sorbents and chemical reagents.
The company possesses special purpose technologies. Investigations and supplies
of material for rocket technology and atomic power engineering are being constantly
carried out by the company. VUKHIN represents an independent coke industry organi-
zation

Table 1
Types and main characteristics of coke oven batteries designed by VUKHIN Chamber dimensions, mm
№ Oven type Oven
number
Chamber volume,
m3 Length Height Width Taper
Axial distance,
mm
Annual produc-tion, ths t
(6% wet)
1 ПК-47м 37 23.4 13830 4300 450 50 1143 273 2 ПК-бк 61 20 13120 4300 407 50 1143 440 3 ПК-2к 61 21.6 14080 4300 407 50 1143 453 4 ПВР-бп 65 21.6 14080 4300 407 50 1143 507 5 ПВР -бп 77 30 15040 5000 450 40 1300 690 6 ПВР-бп 77 35.2 15860 5500 450 50 1300 760 7 ПВР-бп 56 - 65 30.9 14080 6000 410 40 1320 613-700 8 ПВР-нп 65 30.3 15040 5500 410 40 1260 690 9 ПВР-нп 65 32.3 16000 5500 410 50 1260 730 10 ПВР-нп 65-71 41.6 (41.3) 16000/15860 7000 410 50 1400 930-970 11 ПВР-нп 2 *41 51 16810 7000 480 50 1510 1140 12 ПВР-бп 71 42.9 15860 6650 450 50 1400 830 13 ПВР-бп 61 23.7 13980 4600 410 50 1143 460 14 ПВР-бк 61 21.6 13980 4300 410 60 1143 450 ПК – cross-over and a gun flue oven; ПК-2к –cross-over and 2 gun flue oven; ПВР –twin flue waste gas recirculation oven; -бп- side-heated oven; -нп – underfired oven; -бк – gas-gunless oven.
2

3 tackling problems of metrology, standardization, environmental safety, estimation of
coking coal feedstock basis. Investigation & testing centre of VUKHIN is conducting
more than 70 kinds of coal and coke chemical products investigations including all
kinds of standard coal testing procedures applied worldwide.
In 1997 on the basis of its own design department and incorporated into it Siberian
Giprokoks (city of Novokuznetsk) design complex functioning as a general coke plant
design company of Russia had been created in VUKHIN.
Since 2000 six coke oven batteries designed by VUKHIN have been constructed
including coal tar recovery and processing plants, two circulation phosphate coke oven
gas treatment units with thermal ammonia destruction at coke and by-product plants,
two pitch air-blowing plants, one-stage biological and chemical waste water treatment
plants.
Presently VUKHIN is engaged in design work for three coke oven batteries of
Russia. A number of projects are being executed for Indian customers in cooperation
with:
- MECON LTD in the frame of facilities:
• coke oven battery № 10 of IISCO Steel Plant. Coke quenching, gas off-take sys-
tem, coke oven brickwork (Basic engineering and vetting of detail engineering
drawings);
• Coke oven battery № 4 of Rourkela Steel Plant. Coke quenching, gas off-take
system, coke oven brickwork (Basic engineering and vetting of detail engineer-
ing drawings); design of primary gas coolers of the recovery and gas condensa-
tion plant;
• Seven meter high coke oven battery № 6 of Rourkela Steel Plant. Gas off-take
system, coke oven brickwork (Basic engineering and vetting of detail engineer-
ing drawings).
- Visakhapatnam Steel Plant. Biological and chemical waste water treatment
plant (Basic and detail engineering).
Available are proposals of MECON in the frame of facilities:
• Bhilai Steel Plant. Feasibility study for coal tar distillation plant;

4 • Durgapur Steel Plant (coke oven battery № 2). Quenching system, gas off-take
system, coke oven brickwork (Basic engineering and vetting of detail engineer-
ing drawings);
• Solar oil regeneration plant and naphthalene recovery from coke oven gas;
The proposal of Djindal Steel Plant involves benzene hydrocarbon recovery from
coke oven gas, coal tar distillation and raw benzene processing.
The scientific and technical capabilities as well as structure of the company allows
competitively profitable, complete and meeting present-day requirements dealing all
kinds of problems of scientific and technical provision of coke plant modernization.
MODERN COKE AND BY-PRODUCT PLANT PROCESSES DEVELOPED BY
FSUE «VUKHIN»
1. Coal preparation for coking by selected crushing with pneumatic separation in «fluidized» bed
The essence of the process lies in separation of initial coal (coal blend) into low-
size and coarse products in separators with «fluidized» bed (FBS) with a subsequent
crushing of coarse product and its recycling into FBS. Pneumatic separation process
(PSP) is given in Fig.1, FBS in Fig.2.
Fig.1. Diagram of pneumatic single stage separation of coal blend: 1,4 – crushers; 2 – feeders; 3 - FBS

5
Fig.2. Longitudinal section of FBS-250: 1 – body; 2 – control bridge; 3 – support angle; 4 – shoe;
5,15 – air ducts; 6 – drive sprocket; 7 – drive shaft; 8 – rubber curtain; 9 – air distribution grid;
10 – wheel; 11 – tightening screw; 12 – spindle; 13 – feeder; 14 – hopper.
The total output of four pneumatic separation units introduced in Russia is 10mln
t/a, the capacity of the unit constructed in China is 2.5mln t/a.
The comparative data of coke produced of pneumatically separated coal blends
(PS) and that of produced by coal blend crushing (CBC) in 2700 m3 blast furnace are
presented in Table 2.
Таble 2 Comparative analysis of coke tested
Index PSP CBC
Coking conditions and coke quality Coal charge, t 15.82 15.61 Final coking temperature, 0
С 995 1021 Big drum strength, kg: Residue Class -10 mm Small drum strength, %: М25 М10
326 38
88.6 8.0
312 44
87.2 8.8
Metallurgical coke yield, % 92.8 92.5 Construction cost, $mln 1.5 - Annual economic effect, $mln 0.750

6 Index PSP CBC
Recoupment, years 2 Blast furnace smelting results
Output, t/d (%) Ore smelting rate, t/m3
Specific coke flow rate, kg/t (%)
4798 (106.7%)3.170
470 (101.5%)
4498 (100%) 3.084
475 (100%)
2. Energy saving local coke-side pushing emission control unit
Coke-side pushing emission control unit (CPECU)
of VUKHIN design located at a door extraction ma-
chine contains a special hood hindering the develop-
ment of convection flow over hot coke and equipped
with a small aspiration unit for removal of excess gas
pressure in the upper part of a hood (Fig. 3). Compared
to the well-known designs it is characterized by low
capital costs, is energy saving and environmental
friendly providing elimination of coal dust under coke
pushing.
Manufacturing and erection costs of a local
CPECU for a coke battery amounts about $900,000 be-
ing considerably lower than introduction of a stationary
one. Direct electric power saving under its operation in comparison with one of a sta-
tionary unit provides the recoupment of the same as soon as 6 months after its introduc-
tion (Table 3).
Table 3
Characteristics of coke pushing emission control unit
Description Index Rated fan capacity, kWt up to 40 Gas flow rate through hood, ths m3/h 36 Environmental efficiency no gas emission Local CPECU manufacturing & erection cost, $mln 0.9 Stationary unit cost, $mln 10 Project development cost, $mln 0.19 Recoupment, month 6
Fig.3. Coke pushing emission control unit

7 3. Coke dust dry recovery process
Two stage cleaning units having been reliably
operated at coke plants of Russia since 1986 are
unaffected by abrasion and provide 98.5% separa-
tion efficiency under 2.4kPа head losses. Systems
and apparatus of 20 to 100ths Nm3/h capacity are
being successfully operated for years at coke and
by-product plants of Kuznetsk, Orsko-Khalilovsk,
Magnitogorsk, Nyzhny-Tagil Iron & Steel Works
(Fig.4).
Cyclone apparatus are cheap and simple in
design and operation and characterized by rela-
tively small fixed resistance and high efficiency.
Manufacturing and erection costs of cyclones are therefore comparable with conven-
tional metal structures.
4. Circulation phosphate coke oven gas treatment process with ammonia
combustion
Among processes of coke oven gas treatment for ammonia recovery the most
promising are considered those based on ammonia removal by water with thermal or
catalytic elimination of ammonia and its removal by ammonium orthophosphate solu-
tions in a circulation process with commercial ammonia recovery or thermal destruction
of the same. The process of coke oven gas treatment from ammonia developed by
VUKHIN is introduced at two coke & by-product plants of Russia. The process is well
provided by modern equipment holding much promise for meeting present day ecology
and labour safety requirements. Ammonia is absorbed by ammonium orthophosphate
solution in an absorber of up to 100ths m3/h unit capacity and minimal dimensions (
3600mm in diameter) (Fig.5).
Fig.4. Dry recovery of coke dust

8 Combustion products have minimum content
of nitrogen oxides. On cooling of them maximum
steam productivity of a waste heat boiler is achieved
(up to 16.5 t/h of overheated steam with a pressure
of 1.0-1.4 MPa). Combustion unit is simple and reli-
able in operation, requires minimal expenditures as
compared with catalytic ammonia destruction (Table
4).
Table 4 Characteristic features of circulation phosphate coke oven gas treatment process
Description Index
Residual ammonia content in gas, g/m3 <0.03 Hydrogen sulphide recovery, % <0.7 Hydrogen cyanide recovery, % <3.5 Unit absorber capacity, ths m3/h up to 100 Pressure loss, mm wc <450 Orthophosphoric acid consumption, t/a <95 Coke oven gas consumption (process fuel), Nm3/h <1200 Steam generation in waste heat boiler (Р 1.4 MPa), t/h 16.5 Estimated cost of unit installation, $mln 25
Fig.5. Circulation phosphate coke oven gas treatment process

9 5. Coal tar distillation process
A special feature of industrial
technology of coal tar processing and
production of electrode pitch in Rus-
sia is the use of air blowing providing
its quality control. Introduction into
the process of air-blowing stage al-
lows utilization of the technology for
processing of variously pyrolized coal
tar and recovery of pitch with a
higher softening point (Table 5).
Coal tar distillation process developed by VUKHIN (Fig.6) since 2000 is under
operation at the biggest coke & by-product plants of Russia. These are Altai Coke &
By-Product Plant and Magnitogorsk Iron & Steel Plant (Table 6).
Table 5 Properties of coal tar and pitch
Indices Product
density, kg/m3
mois-ture, %
Softening point, оС
α-frac-
tion, %
α1-fraction,
%
VM, % ash, %
Coal tar 1163-1170
1.8-4.0
5-6 2.5 0.1-0.2
Pitch before air-blowing unit
70-75 25-26 4-5 63-65 0.2-0.25
Pitch after air-blowing unit
88-90 ≥31 5-6 56-57 0.2-0.25
As per GOST 10200, mark В
85-90 ≥31 ≤12 53-57 ≤0,3
Fig.6. Coal tar distillation unit at Altai CBPP

10 Table 6
Characteristics of coal tar distillation unit
Description Indices Coal tar distillation unit area, ths m2 15-20 Pitch air-blowing area, m2 500 m2
Air-blowing units - 2 reactor-stills 50 m3 each - thermal treatment reactor – 150 m2
Cost of air-blowing unit, $mln 2.6
6. One-stage coke plant waste water treatment unit from phenols, rhodanides, ammoniacal nitrogen and their oxidized forms
The process of deep biological and chemical coke plant waste water treatment
from phenols, rhodanides, ammoniacal nitrogen and its oxidized forms (nitrates and ni-
trites) in a one-phase mode that is without creation of anaerobic (oxygen free) zones of
denitrification is developed and introduced at three coke and by-product plants of Rus-
sia (Fig.7). In the same conditions (in one reactor) water is not only treated from phe-
nols, rhodanides and ammoniacal nitrogen (nitrification), but simultaneously the formed
under nitrification nitrates and nitrites are reduced to gaseous nitrogen (denitrification).
Exclusion from the process traditionally used anaerobic denitrification zones al-
lows to simplify the flow diagram of biological and chemical treatment unit in compari-
son with a well-known two-phase (aerobic-anaerobic) process as well as to provide
considerably high (80-95%) waste water treatment effect from total nitrogen including
nitrites and nitrates (Table 7). One-phase process permits coke plant waste water treat-
ment with initial content of ammoniacal nitrogen within the limits of 1000 mg/l.
Introduction of a one-phase waste water treatment in nitrification-denitrification
condition is possible at usual one and two-stage biological and chemical plants with
reequipment expenses thereon. The consumption of alkali reagent (soda ash) is 750-
1250g per 1m3 of phenolic waste water with fixed ammonia content of 300-400 mg/l
(volatile ammonia is unaffected by soda ash) (Table 8).
The proposed process is introduced and successfully operated at coke and by-
product plant of ОАО «Severstal», ОАО «MKGZ», ОАО «Uralstal».

11 Table 7
Guarantee parameters of effluent quality
SL Quality Parameters Inlet (ppm) Guarantee parameters (ppm) 01 pH 7-9 6.5-8 02 Phenol 800 <1,0 03 Cyanide 20 <0,2 04 Rhodanides 400 <0-5 05 Ammoniacal Nitrogen 600 <5-30 06 COD 7500 <250 - 400 07 BOD5 4500 <30 08 TSS 750 <100 09 Oil & Grease 500 <10
Table 8
Characteristics of a one-stage biological and chemical waste water treatment unit
Description Index Alkali reagent (soda ash) consumption, g/m3 of waste water
750-1250
Degree of waste water treatment from total nitrogen including nitrites and nitrates, %
80-95
Cost of process (know-how), $mln 0.1
Fig.7. Biological and chemical waste water treatment plant

12 7. Heat and mass-exchange equipment for coke oven gas processing
Innovative highly effective coke oven gas processing equipment is introduced at
several recovery units of coke and by-product plants.
1. Venturi scrubbers for treatment of direct and return coke oven gas from tar and
naphthalene mist instead of electric precipitators (Table 9).
Table 9
Basic technological and investment indices
RN Description Index 1. Gas throughput, ths Nm3/h 50-100 2. Treatment efficiency, % 98-99 3. Residual content of tar mist in gas, mg/Nm3 of gas 20-50 4. Pressure loss, mm wc 60-80 5. Cost of apparatus, $mln 0.18
2. Final gas coolers (FGC) and tray-type absorbers for recovery of benzene hy-
drocarbons instead of apparatus with regular Z-shape and flat & parallel packing. Ap-
plication of tray-type apparatus allows coke oven gas processing with minimal invest-
ment and operational costs (expenses for steaming of equipment are excluded) (Table
10).
Table 10
Basic technological data and investment costs
RN Description Indices
Final gas coolers FGC with flat & parallel packing
Tray-type FGC
1. Gas throughput, ths Nm3/h 50-100 50-100 2. Specific cooling water flow rate, dm3/m3 of
gas 6.5-7.0 6.0-6.5
3. Gas temperature at the outlet of FGC, оС 30-35 25-30
4. Temperature difference of heat-transfer me-dium, оС
5 0-1
5. Pressure loss, mm wc 100-120 100-120 6. Packing material Aluminium Steel St 3 7. Cost of apparatus, $mln 0.72 0.40
Benzene absorbers Absorber with Z-
shape packing Tray-type absorber
1. Gas throughput, ths Nm3/h 70-100 70-100 2. Specific coal tar wash oil flow rate, dm3/m3 of 1.8 1.8

13
RN Description Indices
gas 3. Gas temperature at an inlet of absorber, о
С 27-30 27-30 4. Treatment degree relative to equilibrium con-
centration of b.h. in gas, % 82-86 82-83
5. Packing weight, t 21.6 11.5 6. Packing material Aluminium Steel St 3 7. Cost, $mln 0.88
1.36 (FP packing) 0.42 0.42
3. Spiral high speed heat exchangers (SHSHE) for media: water-water, oil-water,
oil-oil instead of shell-and-tube heat exchangers.
Cooling efficiency of SHSHE is tenfold higher than that of a shell-and-tube one,
SHSHE is not subjected to fouling of heat exchange surfaces (Table 11).
Table 11
Operational data and investment cost
RN Description Indices
Water-water heat exchanger Shell-and-tube heat
exchanger SHSHE
1. Circulation water throughput of FGC cycle, m3/h
500-600 500-600
2. Service water consumption, m3/h 600-800 600-800 3. Water temperature of FGC cycle at an
inlet of heat exchanger, оС
35-40 35-40
4. Water temperature of FGC cycle at an outlet of heat exchanger, о
С 30-33 23-28
5. Heat-transfer coefficient, kkal/m2⋅h⋅оС 60-65 600-650 6. Number of heat exchangers, nos. 7 1 7. Cost, $mln 4.8 0.8

14
8. Manufactured equipment for coal testing
Automated plastometer
Apparatus is intended for coal testing according to GOST 1186-87. The process of layer coking is simulated by the procedure, coal is thereby tested under load and one side heating. Process control, curve construction and estimation of test results are computerized.
Cost of apparatus is $22ths.
Swelling index determination-IGI-VUKHIN Apparatus is intended for precise coal caking de-termination according to GOST 52609-2006. The principle of the process consists in heating of a coal sample and determination of briquette height before and after heating. Low-caking and non-caking coals are well distinguished by the method. The cost of appa-ratus is $14ths.
Apparatus for determination of coking index (index Roga, RI)
Apparatus is intended for coal testing according to GOST 9318-79 and ISO 15585-2006. The essence of the method lies in rapid heating under constant pressure of a mix of coal with an inert additive and determina-tion of mechanical strength of a non-volatile residue in a laboratory drum.
The cost of apparatus is $13.7ths.
15
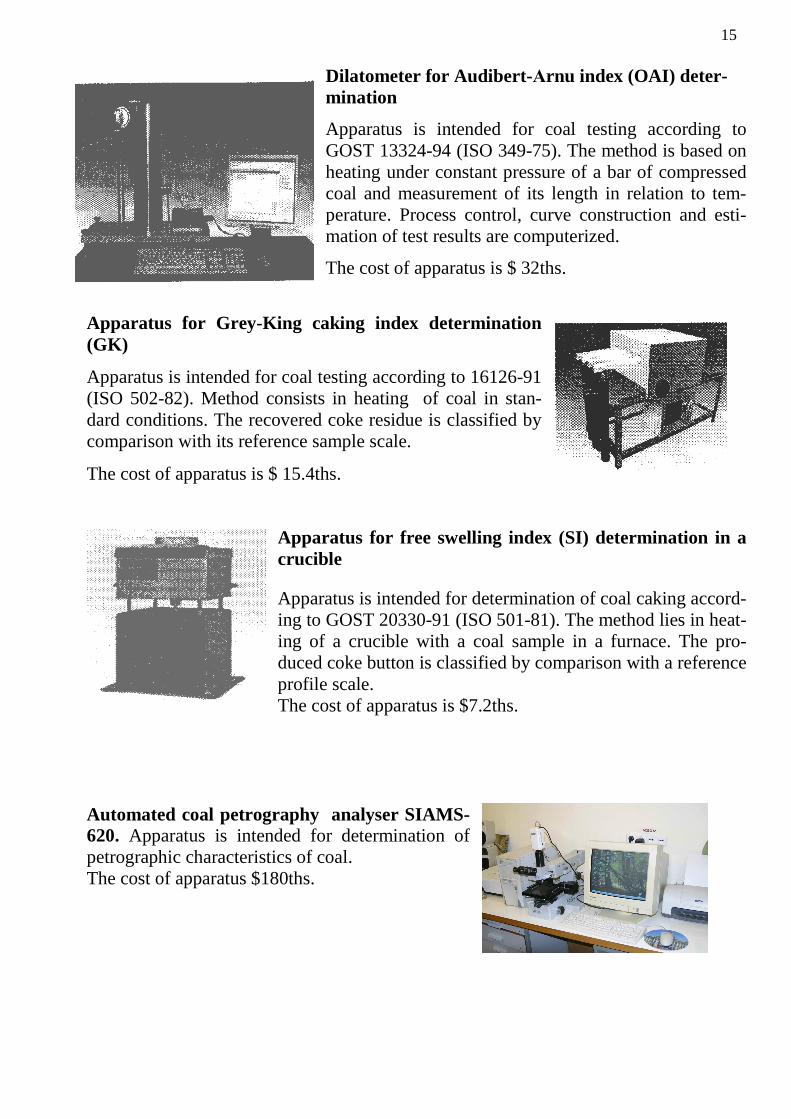
Dilatometer for Audibert-Аrnu index (OAI) deter-mination
Apparatus is intended for coal testing according to GOST 13324-94 (ISO 349-75). The method is based on heating under constant pressure of a bar of compressed coal and measurement of its length in relation to tem-perature. Process control, curve construction and esti-mation of test results are computerized.
The cost of apparatus is $ 32ths.
Apparatus for Grey-King caking index determination (GK)
Apparatus is intended for coal testing according to 16126-91 (ISO 502-82). Method consists in heating of coal in stan-dard conditions. The recovered coke residue is classified by comparison with its reference sample scale.
The cost of apparatus is $ 15.4ths.
Apparatus for free swelling index (SI) determination in a crucible Apparatus is intended for determination of coal caking accord-ing to GOST 20330-91 (ISO 501-81). The method lies in heat-ing of a crucible with a coal sample in a furnace. The pro-duced coke button is classified by comparison with a reference profile scale. The cost of apparatus is $7.2ths.
Automated coal petrography analyser SIAMS-620. Apparatus is intended for determination of petrographic characteristics of coal. The cost of apparatus $180ths.

16
SPECTROTEST System is intended for express-analysis of coal quality with simultaneous determination of a vast range of process data within 20 minutes without additional preparation of coal sample. Molecular spectrum analysis of coals and coal blends is used as the basis (Table 12).
The cost of apparatus is $160ths.
Table 12 Quality indices of coal concentrate determined by SPECTROTEST systems at plant
condition (on September, 2008)
Plants*)using SPECTROTEST systems Quality index
1 2 3 4 5 6 7 8 9 10 Vitrinite reflectance index, Ro,n, % + + + + + + + Total fusinized components, ΣОК,% + + + + + + Volatile matter, Vdaf % + + + + + + + + + + Plastic layer thickness, У, mm + + + + + + + + + Ash content, Ad,% + + + + + + + + + + Automatic mark identification + + + Plastometric shrinkage, X, mm + + + + + Swelling index, SI, % + + + Oxidization index, un. + + Elementary composition, Cdaf, Hdaf, %
+
Total sulphur, So , % + + Analytical moisture, Wа % + + + Heat value, Qdaf, kkal/kg + + + Coal rank + + Coke quality prediction + Coking products yields - 11 indices **)
+ +
Quality data stability of supplier & (or) blend
+
Run-of-mine coal analysis + *) 1-4 coke & by-product plants; 5-8 coal washeries; 9-10 coal mines. **) Yields of coking products include 11 indices: Coke yield, Wc, %; Coke oven gas yield, Wkg,%; Tar yield, Wt, %; Benzene yield, Wb, %; and con-tent in coke oven gas of СО, %; СО2, %; СН4, %; Н2,%; О2, %; NH3, %; Н2О pyrogene, %.

17 Stаte standard samples of high- and medium-temperature pitch for procedure correctness control upon measurements and testing of a vast number of indices of coal tar binder pitch for production of an-ode mass and electrode products. Cost of a 350g sample is $1000.
9. Coke oven battery commissioning and operation services
VUKHIN has an experience and proposes the following services:
- control of heating by any kind of gas for improved and stabilized coke quality;
- technical assistance in organization of coke oven battery service system;
- technical supervision of brickwork, erection; heating up, start-up, adjustment of
coke and pitch-coke batteries;
- engineering, «know-how», consultations, technical supervision under hot re-
laying of heating walls or parts of the same by normal silica, thereby stability and seal-
ing of butt between an old brickwork and a new one without additional treatment of
whatsoever tall oven is guaranteed;
- all kinds of brickwork and anchorage repair up to complete or partial re-laying of
battery: engineering, «know-how», technical supervision.
10. Engineering and manufacturing of equipment
Coke oven equipment of new design is developed by the company:
-highly gas-tight coke oven doors with gas off-take ducts for levelling off pressure
throughout the height of doors;
-coke oven stand pipes with inner water seals;
-trough-type gas collecting mains with modified seals;
-reconstruction of coke quenching cars and quenching towers with combined (wa-
ter supply from top and bottom) wet coke quenching for reduction of coke mois-
ture and air emission under quenching;
-coke oven door cleaning mechanism including cleaning of gas off-take ducts.
All presented processes and specimens of equipment can be transferred to the Cus-
tomer in the form of technical documents or manufactured equipment including com-
missioning.

Related Documents











