Materials Science and Engineering A 527 (2010) 875–882 Contents lists available at ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Effect of thermal cycles on heavily cold deformed AISI 304L austenitic stainless steel B. Ravi Kumar ∗ , S.K. Das, Sailaja Sharma, J.K. Sahu Materials Science and Technology Division, National Metallurgical Laboratory, Burma Mines, Jamshedpur 831 007, India article info Article history: Received 9 June 2009 Received in revised form 31 August 2009 Accepted 31 August 2009 Keywords: Austenitic stainless steel Cyclic thermal process Ultrafine grain Strain heterogeneity Texture abstract The solution treated commercial grade AISI 304L austenitic stainless steel plate was heavily cold rolled to 90% of thickness reduction. Cold rolled specimens were annealed at various temperatures by ther- mal cycles and isothermal annealing. Strain-induced phase transformations and microstructure studies were carried out both in the cold rolled and annealed conditions. The X-ray diffraction and magnetic measurements were used for phase transformation studies. The transmission electron microscope char- acterisation revealed that the cyclic thermal process resulted in ultrafine grain austenite formation whereas, the isothermal annealing developed coarser grain size microstructure. The different microstruc- tural evolutions by the above two processes largely influenced the development of the recrystallisation texture. The thermal cycling produced a distinct -fibre texture while the isothermal annealing resulted in a cube texture component along with the -fibre. The -fibre texture evolution was attributed to the over critical subgrains or nuclei and {100}001 cube texture to the coarser grains of micrometer size. © 2009 Elsevier B.V. All rights reserved. 1. Introduction Stainless steels have been exploited in a wide range of appli- cations owing to their several desirable characteristics. Recent research and development studies have enabled wider use of stain- less steels in construction. They are amenable for producing thinner and more durable structures and can also be formed into any desirable shape. This has been continuously driving stainless steel producers to develop newer manufacturing routes to achieve req- uisite end user properties. The development of newer cost effective and high quality products is gaining importance due to the open- ing of opportunities in the power generation sector, such as nuclear, solar, biofuel power generation, etc. Adoption of advance thermo- mechanical based processing routes can be a very viable option in this pursuit. Advanced thermo-mechanical methods are the emerging tech- niques for tailoring the mechanical properties. It is extremely useful in microstructural modification and hence in controlling the final mechanical properties of the materials. The key to the success of these operations rely on recovery, recrystallisation and grain growth processes. Using the advanced thermo-mechanical processing route, it was possible to produce nano-crystalline or ultrafine grained stainless steel [1–7]. Techniques like, repetitive thermo-mechanical processing was also successfully employed to ∗ Corresponding author. Tel.: +91 657 2345008; fax: +91 657 2345213. E-mail address: ravik [email protected] (B.R. Kumar). produce nano-structured stainless steel [8]. The other examples are dynamic recrystallisation of austenite during hot deformation with subsequent austenite to ferrite transformation [9], strain-induced ferrite transformation [9–15] or cold rolling and annealing of a martensitic microstructure [16–21] in case of steels. All these pro- cesses require a tight control over the parameters such as degree of deformation, annealing temperature and annealing time. The advanced thermo-mechanical processes applied to pro- duce nano-crystalline or ultrafine grained stainless steel [1–7] were based on phase reversion of strain-induced -martensite phase transformation in heavily cold deformed metastable stainless steel. In the above methods, phase reversion promotes nano or ultrafine grain formation and hence requires the presence of a large volume fraction of -strain-induced martensite. Therefore, this process can only be applicable to austenitic stainless steels that exhibit austenite phase metastable to deformation. The aim of this research work is to look for an alternative route or process for grain refine- ment in stainless steels that are more stable in terms of austenite phase transformation to martensite by straining. In the recent past, it has been reported for aluminium killed grade steel that applica- tion of cyclic thermal process induces accelerated kinetics of phase transformation, recrystallisation and grain growth [22]. High nucle- ation rate, a prerequisite for grain refinement, may be promoted by accelerated recrystallisation. Keeping this in view, it was proposed to study the effect of thermal cycles on microstructural changes of a heavily cold deformed AISI 304L austenitic stainless steel. The recrystallisation of the cold worked structure also affects the tex- ture evolution, therefore, it was included in the present scope of 0921-5093/$ – see front matter © 2009 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2009.08.075

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Es
BM
a
ARRA
KACUST
1
crladpuaismt
nutsgput
0d
Materials Science and Engineering A 527 (2010) 875–882
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
ffect of thermal cycles on heavily cold deformed AISI 304L austenitictainless steel
. Ravi Kumar ∗, S.K. Das, Sailaja Sharma, J.K. Sahuaterials Science and Technology Division, National Metallurgical Laboratory, Burma Mines, Jamshedpur 831 007, India
r t i c l e i n f o
rticle history:eceived 9 June 2009eceived in revised form 31 August 2009ccepted 31 August 2009
a b s t r a c t
The solution treated commercial grade AISI 304L austenitic stainless steel plate was heavily cold rolledto 90% of thickness reduction. Cold rolled specimens were annealed at various temperatures by ther-mal cycles and isothermal annealing. Strain-induced phase transformations and microstructure studieswere carried out both in the cold rolled and annealed conditions. The X-ray diffraction and magneticmeasurements were used for phase transformation studies. The transmission electron microscope char-
eywords:ustenitic stainless steelyclic thermal processltrafine graintrain heterogeneity
acterisation revealed that the cyclic thermal process resulted in ultrafine grain austenite formationwhereas, the isothermal annealing developed coarser grain size microstructure. The different microstruc-tural evolutions by the above two processes largely influenced the development of the recrystallisationtexture. The thermal cycling produced a distinct �-fibre texture while the isothermal annealing resultedin a cube texture component along with the �-fibre. The �-fibre texture evolution was attributed to the
nucle
exture over critical subgrains or. Introduction
Stainless steels have been exploited in a wide range of appli-ations owing to their several desirable characteristics. Recentesearch and development studies have enabled wider use of stain-ess steels in construction. They are amenable for producing thinnernd more durable structures and can also be formed into anyesirable shape. This has been continuously driving stainless steelroducers to develop newer manufacturing routes to achieve req-isite end user properties. The development of newer cost effectivend high quality products is gaining importance due to the open-ng of opportunities in the power generation sector, such as nuclear,olar, biofuel power generation, etc. Adoption of advance thermo-echanical based processing routes can be a very viable option in
his pursuit.Advanced thermo-mechanical methods are the emerging tech-
iques for tailoring the mechanical properties. It is extremelyseful in microstructural modification and hence in controllinghe final mechanical properties of the materials. The key to theuccess of these operations rely on recovery, recrystallisation and
rain growth processes. Using the advanced thermo-mechanicalrocessing route, it was possible to produce nano-crystalline orltrafine grained stainless steel [1–7]. Techniques like, repetitivehermo-mechanical processing was also successfully employed to∗ Corresponding author. Tel.: +91 657 2345008; fax: +91 657 2345213.E-mail address: ravik [email protected] (B.R. Kumar).
921-5093/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2009.08.075
i and {1 0 0}〈0 0 1〉 cube texture to the coarser grains of micrometer size.© 2009 Elsevier B.V. All rights reserved.
produce nano-structured stainless steel [8]. The other examples aredynamic recrystallisation of austenite during hot deformation withsubsequent austenite to ferrite transformation [9], strain-inducedferrite transformation [9–15] or cold rolling and annealing of amartensitic microstructure [16–21] in case of steels. All these pro-cesses require a tight control over the parameters such as degreeof deformation, annealing temperature and annealing time.
The advanced thermo-mechanical processes applied to pro-duce nano-crystalline or ultrafine grained stainless steel [1–7] werebased on phase reversion of strain-induced �′-martensite phasetransformation in heavily cold deformed metastable stainless steel.In the above methods, phase reversion promotes nano or ultrafinegrain formation and hence requires the presence of a large volumefraction of �′-strain-induced martensite. Therefore, this processcan only be applicable to austenitic stainless steels that exhibitaustenite phase metastable to deformation. The aim of this researchwork is to look for an alternative route or process for grain refine-ment in stainless steels that are more stable in terms of austenitephase transformation to martensite by straining. In the recent past,it has been reported for aluminium killed grade steel that applica-tion of cyclic thermal process induces accelerated kinetics of phasetransformation, recrystallisation and grain growth [22]. High nucle-ation rate, a prerequisite for grain refinement, may be promoted by
accelerated recrystallisation. Keeping this in view, it was proposedto study the effect of thermal cycles on microstructural changesof a heavily cold deformed AISI 304L austenitic stainless steel. Therecrystallisation of the cold worked structure also affects the tex-ture evolution, therefore, it was included in the present scope of
876 B.R. Kumar et al. / Materials Science and Engineering A 527 (2010) 875–882
Table 1Chemical composition of the stainless steel.
Element C Mn Cr Ni Si S P N
wt.% 0.02 1.5 18.6 10.1 0.3 0.01 0.028 0.02
wti
2
o1o
rrhaptwawittaatrhtwq
TT
Fig. 1. Schematic representation of cyclic thermal process.
ork as these are two important parameters that can influencehe properties of any material. The results were compared to thesothermal annealing process.
. Experimental
Austenitic stainless steel plates of commercial AISI 304L gradef dimensions 100 mm × 30 mm × 10 mm were solution treated at080 ◦C for 1 h and quenched in water. The chemical compositionf the steel is reported in Table 1.
Multipass unidirectional cold rolling with uniform thicknesseduction per pass was performed in two-high rolling mill to a totaleduction of thickness of the order of 90%. Cold rolled specimensaving 1 mm thickness were subjected to cyclic thermal processt 825 ◦C in a muffle furnace. A schematic representation of therocess is shown in Fig. 1. The duration and number of cycles ofhe process are presented in Table 2. For comparison, specimensere also subjected to isothermal annealing for a duration equiv-
lent to the total number of thermal cycles which was followed byater quenching. The last column of the table shows the equivalent
sothermal annealing time for each cyclic thermal process. The timeaken to attain uniform temperature throughout the thickness ofhe specimen was determined from the model proposed by Gao etl. [23]. It was calculated and found that the time varied between 14nd 18 s at 775–900 ◦C. Therefore, 30 s of isothermal holding time ofhe specimen was considered to be sufficient to attain the equilib-ium temperature throughout the specimen thickness. During the
eating cycle, the specimens were charged into the furnace afterhe desired temperature was achieved. The calculated heating rateas approximately 58◦/s [23]. The cooling cycle was described byuenching in water after the isothermal hold time.
able 2he duration and number of thermal cycles and isothermal annealing time.
Temperature (◦C) Cyclic thermal process Equivalent isothermalanneal, time (s)
Time (s) No. of cycles
825 30 2 60825 30 4 120825 30 6 180825 30 8 240
Fig. 2. Microstructure of solution annealed 304L austenitic stainless showing polyg-onal grains.
Standard metallographic techniques were employed for thepreparation of specimens for optical microscopy. To reveal themicrostructure, specimens were etched with a solution of HCl(9 ml)–HNO3 (3 ml)–CH3OH (4 ml). Phase identification was per-formed by using X-ray diffraction (XRD) technique with X-raydiffractometer, Bruker AXS D8. Cu K� radiation along with fastLynx Eye detector was used for diffraction experiments. Magnetictechnique using Feritscope MP 30E-S, Fisher, Germany, was alsoused for the determination of magnetic phase after cold rolling andthermal cycles. The technique was based on magnetic inductionmeasurements as per DIN EN ISO 2178 and ASTM B 499 magneticmethod. The system was calibrated with the reference standardNIST RM8480 and 8481 before the measurements. Texture mea-surements were carried out using Schultz reflection method [24]with Co K� radiation. Three incomplete pole figures for the (1 1 1),(2 0 0) and (2 2 0) reflections for the austenite phase were recorded.Experimental pole figure data collected were used to calculate ori-entation distribution function (ODF) plots using LaboTex software,developed by LaboSoft s.c., Poland [25,26], and presented as plots ofconstant �2 section for austenite phase with isointensity contoursin the Euler space defined by three Bunge’s Euler angles �1, ˚, and�2.
Transmission electron microscope (TEM) was used to examinethe microstructural changes occurring during cold rolling and ther-mal cycles. Thin foils from the specimens were initially prepared bycareful mechanical thinning. Subsequent final thinning for electronbeam transparency was achieved by electro polishing using a bathof acetic acid and 10% perchloric acid.
Hardness measurements were made on cold rolled as wellas cold rolled and annealed specimen in Vickers by using load30 kg.
3. Results
3.1. Microstructural analysis of cold rolled specimens
The solution treated microstructure was characterized by polyg-onal grains as shown in Fig. 2. The estimated average grain size wasfound to be around 85 ± 4 �m. Cold rolling of the solution treated
specimen of polygonal grains resulted in general elongation of thegrains in the rolling directions. In the through thickness directionsfibrous type of microstructure was seen due to heavy cold deforma-tion. Fig. 3 is the typical cold rolled fibrous type of microstructureas observed in the optical microscope.
B.R. Kumar et al. / Materials Science and Engineering A 527 (2010) 875–882 877
Fn
3fi
taaibbadiotstttda
3t
sm2s
op5ccnaXtstr
ig. 3. Typical fibrous microstructure of 90% cold rolled specimen in through thick-ess direction.
.2. Effect of annealing temperature and time on cold deformedbrous structure
In order to study the effect of annealing on recrystallisa-ion behaviour of the cold deformed structure, specimens werennealed for short durations at different temperatures. The effect ofnnealing temperature and time on cold deformed microstructures shown in Fig. 4. The progress of recrystallisation was influencedy temperature and time. The formation of fine grains with thereaking of deformed fibrous structure was noted with annealing,s depicted in Fig. 4. At lower annealing temperatures, the coldeformed fibrous structure was stable for much longer anneal-
ng durations as compared to that at higher temperatures. It wasbserved that even at a short holding time of 1 min at a tempera-ure of 825 ◦C, it was possible to eliminate the fibrous cold deformedtructure. Therefore, it was considered that 825 ◦C was a suitableemperature for studying the effect of short annealing treatments inhe present investigation. This was due to the fact that during cyclichermal process, a short hold time at the peak temperature wasesirable. Thus, all studies of cyclic thermal process and isothermalnnealing were conducted at this temperature.
.3. Effect of cold rolling and annealing process on phaseransformation
The cold rolling of the stainless steel resulted in the formation oftrain-induced martensite. The volume fraction of strain-inducedartensite as measured by the magnetic technique was around
4.5%. This was further corroborated by the X-ray diffraction phasetudies.
The annealing of cold rolled specimens resulted in the reversionf strain-induced martensite into parent austenite phase. The com-lete reversion of strain-induced martensite took place in aboutmin by isothermal annealing. Similarly, for the thermal cycle pro-ess, a total number of 10 cycles of 30 s each, was required for theomplete reversion. This was confirmed by the XRD as well as mag-etic studies. The effect of cyclic thermal process and isothermalnnealing at 825 ◦C on phase transformation can be noted in the-ray diffractogram as presented in Fig. 5. In addition to the phase
ransformation, the diffractogram depicted a varying peak inten-ity distribution for the two annealing processes. This indicatedhe evolution of different types of texture by the two processesespectively.
Fig. 4. Microstructure showing the effect of annealing temperature on recrystalli-sation of cold deformed structure at (a) 750 ◦C/5 min and (b) 825 ◦C/1 min.
3.4. Effect of thermal cycle and isothermal annealing onmicrostructure
The TEM examination of the thermally processed speci-mens revealed a microstructure consisting of ultrafine grained(d < 500 nm) austenite and some residual cold deformed regions.In general, the nucleation of recrystallised grains occurred mainlyat the deformed or high dislocation density areas as shownin Fig. 6. The thermal cycles resulted in the austenite ultra-fine grain formation within the highly deformed regions. Theresidual cold deformed microstructure continued to diminishwith the increasing number of cycles and, an increase in thegrain size also occurred simultaneously. Fig. 7 shows the typ-ical microstructural development of cold rolled specimens thatwere thermally cycled at 825 ◦C for 4 cycles. The residual colddeformed structure was also noted to be very small after 4 cycles,as can be evidenced from the microstructures. Overall, it waspossible to obtain ultrafine grain austenite microstructure byvarying the annealing time and the number of thermal cycleswith very small fractions of the residual cold deformed struc-ture.
The isothermal annealing also produced fine grains of austen-
ite at the expense of the cold deformed structure. The grain sizewas larger than 500 nm even at 1 min of the annealing temper-ature. The presence of the residual cold deformed structure wasalso witnessed. Fig. 8(a) and (b) shows the microstructure after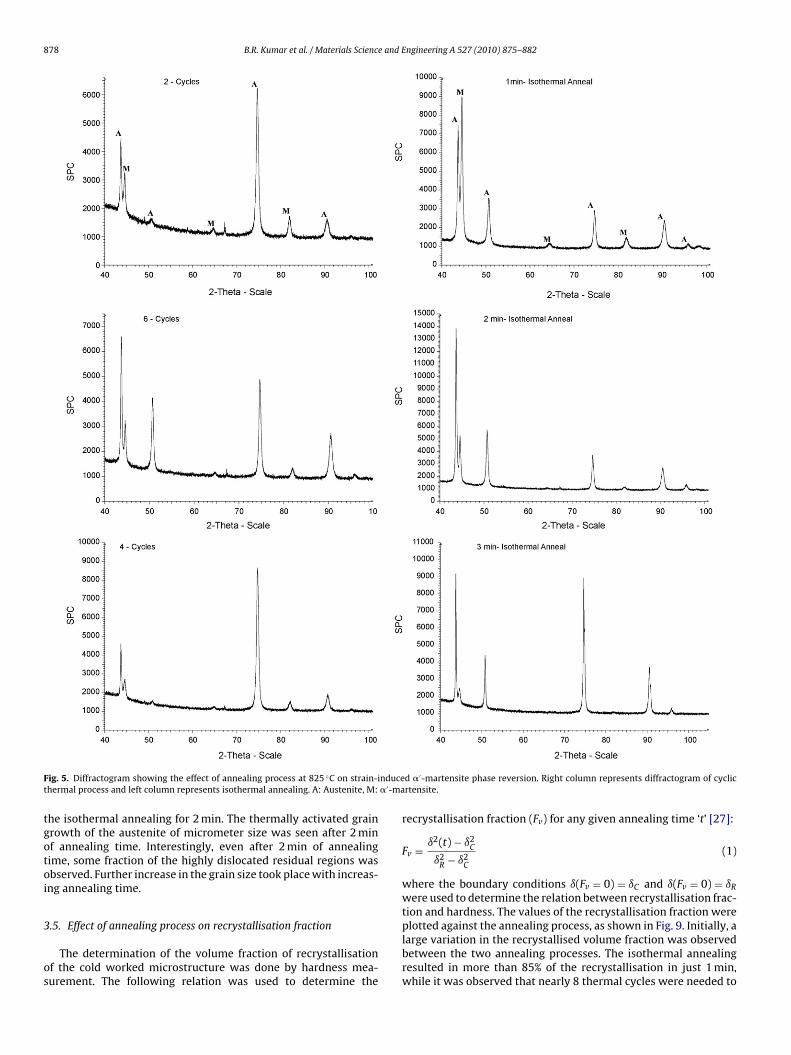
878 B.R. Kumar et al. / Materials Science and Engineering A 527 (2010) 875–882
F nducet �′-ma
tgotoi
3
os
ig. 5. Diffractogram showing the effect of annealing process at 825 ◦C on strain-ihermal process and left column represents isothermal annealing. A: Austenite, M:
he isothermal annealing for 2 min. The thermally activated grainrowth of the austenite of micrometer size was seen after 2 minf annealing time. Interestingly, even after 2 min of annealingime, some fraction of the highly dislocated residual regions wasbserved. Further increase in the grain size took place with increas-ng annealing time.
.5. Effect of annealing process on recrystallisation fraction
The determination of the volume fraction of recrystallisationf the cold worked microstructure was done by hardness mea-urement. The following relation was used to determine the
d �′-martensite phase reversion. Right column represents diffractogram of cyclicrtensite.
recrystallisation fraction (Fv) for any given annealing time ‘t’ [27]:
Fv = ı2(t) − ı2C
ı2R − ı2
C
(1)
where the boundary conditions ı(Fv = 0) = ıC and ı(Fv = 0) = ıR
were used to determine the relation between recrystallisation frac-tion and hardness. The values of the recrystallisation fraction were
plotted against the annealing process, as shown in Fig. 9. Initially, alarge variation in the recrystallised volume fraction was observedbetween the two annealing processes. The isothermal annealingresulted in more than 85% of the recrystallisation in just 1 min,while it was observed that nearly 8 thermal cycles were needed to
B.R. Kumar et al. / Materials Science and Engineering A 527 (2010) 875–882 879
F
atttnar
F8
ig. 6. Microstructure showing the recrystallisation in the highly dislocated regions.
chieve the same amount of recrystallisation. This was quite con-rary to the observations made by Krishnan et al. [22]. They noted
he accelerated recrystallisation and grain growth by the cyclichermal process. A comparison with the microstructure exami-ation indicated that this was not a correct assessment. Both thennealing processes showed a comparable volume fraction of theecrystallised areas at all conditions. The difference in the obser-ig. 7. Typical microstructural developed after 4 numbers of thermal cycles at25 ◦C.
Fig. 8. Microstructure showing (a) fully recrystallised grains and (b) residual dislo-cated region after isothermal annealing for 2 min.
vation made by the microscopy and hardness measurements wasthen inferred as the effect of the grain size on hardness values. Thecyclic thermal process developed an ultrafine grain size microstruc-ture and it was expected to influence the hardness values. The effect
Fig. 9. Effect of annealing process on recrystallisation volume fraction.

8 e and Engineering A 527 (2010) 875–882
obiippntr
3
ctaFtd
Fc
80 B.R. Kumar et al. / Materials Scienc
f the grain size on the hardness in 304 SS has also been reportedy Di Schino et al. [28]. On the other hand, the isothermal anneal-
ng resulted in a much larger size of grain formation. Hence, itsnfluence on the hardness was negligible. Apparently, it was notossible to capture the influence of the cyclic thermal annealingrocess on the recrystallisation in a few early cycles by the hard-ess measurements due to the strong grain size effect. However,he microstructural analysis did show a nearly equal fraction ofecrystallised volume as compared to the isothermal annealing.
.6. Effect of annealing process on evolution of texture
Starting cold rolling texture was found to be a brass type texture,onsisting of very strong {011}〈211〉 Brass and {011}〈100〉 Goss
exture components. The texture evolution by the thermal cyclesnd the isothermal annealing is represented by typical ODF plots inigs. 10 and 11. A very strong �-fibre running through {1 1 1}〈1 1 0〉o {1 1 1}〈1 1 2〉 texture components can be observed for the coldeformed specimen subjected to thermal cycles. With the increas-ig. 10. Orientation distribution function showing �-fibre texture evolution afteryclic thermal and isothermal process.
Fig. 11. Orientation distribution function showing weakening of �-fibre texture andevolution cube texture after 6 numbers of thermal cycles.
ing number of thermal cycles, the weakening of �-fibre texture wasnoticed and the appearance of {100}〈001〉 cube texture compo-nent occurred. On the other hand, the texture was characterizedby the presence of {100}〈001〉 cube texture component along with�-fibre for the isothermal annealing process. With an increase inthe annealing time, the �-fibre texture was noted to weaken, ashad happened during the thermal cycling. However, after 6 ther-mal cycles, the nature of the texture was observed to be similar toisothermal annealing, as shown in Fig. 11.
The recrystallisation in the cold worked steel is mainly con-trolled by grain nucleation process and this process is governedby the stored deformation energy [29]. Therefore, the kinetics ofrecrystallisation in both the processes was governed by the storeddeformation energy. Despite the same starting specimen conditionshaving uniform spatial stored deformation energy distribution, thetwo processes influenced the recrystallisation kinetics differentlyand thereby the progress of the microstructure and texture evo-lution was influenced differently. The formation of the ultrafinegrains was favoured in the case of the thermal cycle process as com-pared to the isothermal annealing. In general, it was observed thatrecrystallisation kinetics of the cold deformed structure followedthe JMAK (Johnson–Mehl–Avrami–Kolmogorov) type model. Luo etal. studied the influence of the static recrystallisation on Avaramiexponent for C–Mn steels [30]. They observed that the Avaramiexponent was highly influenced by strain heterogeneity in theaustenite rather than by the interphase boundary area. The Avaramiexponent decreases with increasing strain heterogeneity result-ing in an increase in the recrystallisation kinetics. In the presentstudy, the fraction of the second phase of strain-induced martensitein the cold deformed structure was very small and therefore, theinterphase boundary area was very small. It was further depletingafter each subsequent thermal cycle due to the phase reversion toaustenite. Thus, the role of the interphase boundary area on recrys-
tallisation kinetics may be negligible. The probability of creation ofstrain heterogeneity during isothermal annealing may be minimal.In the isothermal annealing, the cold deformed microstructure iscontinuously consumed by the recrystallisation of new grains bynucleation and growth phenomenon. On the other hand, the cyclic
e and E
trfoiHsgsrortr
tmcertDcbtmooaatbittfnotynntettwtndacmfiofcms
lctacr
[[[[[
[[[
[
[[[
[[[
B.R. Kumar et al. / Materials Scienc
hermal process develops recrystallised, partial recrystallised andesidual cold deformed regions in the microstructure in the firstew early thermal cycles (Fig. 6). This means that there is a creationf a heterogeneous strain distribution which sets in heterogene-ty in the spatial stored energy distribution in the microstructure.ence, an environment for heterogeneous recrystallisation kinetics
patially was developed by the thermal cycles. The strain hetero-eneity would continue to increase with the formation of newertrain free austenite grains [31,32] and retained residual deformedegion. On subsequent thermal cycles, the recrystallisation kineticsf the residual deformed region gets accentuated while the growthate of the just nucleated austenite grains was retarded. The spa-ial strain heterogeneity may be the reason for the effective grainefinement in this case.
The evolution of the recrystallisation texture is guided byhe overall recrystallisation behaviour of the cold deformed
icrostructure. The development of the recrystallisation textureontinues to grow even after the recrystallisation ceases. In gen-ral, the final texture evolution takes place when the primaryecrystallisation is complete. In the present study, the recrystallisa-ion texture evolves from the severely cold rolled microstructure.uring cold rolling, the subdivision of polygonal grains into dis-rete small volumes takes place. These discrete volumes or celllocks are separated by dislocation walls [33,34]. The misorien-ation between the cell blocks may be considerable [35,36]. The
isorientation of cells within a deformed grain can also spreadver 30–40◦ or more [37]. The overall misorientation distributionf the cells then forms the whole deformation texture. During thennealing process, in the early stage, the cell boundaries becomelmost perfect and mobile subgrain boundaries. The nucleationakes place when these subgrain boundaries become high angleoundaries. Therefore, a certain subcritical growth of the subgrains
s necessary to form a viable nucleus [35]. Since the recrystallisa-ion starts with the growth of newly formed subgrains, therefore,he nuclei inherit the orientation of the parent subgrains [37]. Forurther texture transformation of the recrystallised newly formeduclei, it is necessary for grain growth to occur. To understand thebserved difference in the initial texture evolution between thewo annealing processes in this study, it was necessary to anal-se the microstructure evolution through the recrystallisation anducleation process. Probably, in the first few thermal cycles, the justucleated grains of a few nanometer size, inherit the texture fromhe parent subgrains. The strong �-fibre texture observed, afterarly thermal cycles, may therefore be interpreted as evolved fromhe over critical subgrains or nuclei. With the increasing number ofhermal cycles, the increase in the grain size fraction above 500 nmas observed. Along with the grain coarsening, the weakening of
he �-fibre texture and the development of a cube texture wereoted. Unlike the cyclic thermal process, the isothermal annealingevelops a mixture of grain size distribution; a few nanometers tofew micrometer sizes, and retains some fraction of the residual
old deformed regions. The associated texture to the above mixedicrostructure was represented by the presence of both the �-
bre and the cube texture corroborating our earlier observationf the influence of microstructure on the nature of texture. There-ore, the �-fibre texture evolution may be attributed to the overritical subgrains or nuclei formation and {100}〈001〉 cube textureay be associated to the grain coarsening to the above nanometer
ize.The formation of {100}〈001〉 cube texture has been well estab-
ished in the literature as the primary recrystallisation texture
omponent and signifies the advancement of the primary recrys-allisation. Therefore, the isothermal annealing process promotesn early primary recrystallisation as compared to the thermalycles. From this, it may be assumed that the delay in the primaryecrystallisation, which signifies the grain coarsening, could be a[
[[
[
ngineering A 527 (2010) 875–882 881
reason for attaining an ultrafine grain microstructure by the cyclicthermal cycles.
4. Conclusions
In the present work a comparison has been made betweenthe annealing by cyclic thermal and isothermal process on themicrostructural and textural evolution. The cyclic thermal pro-cess was found to promote the grain refinement much betterthan the short time isothermal annealing process. This differ-ence mainly stems from the imposition of strain heterogeneityin the microstructure after each thermal cycle. The difference inthe recrystallisation kinetics between the two annealing processescould not be fully assessed by hardness measurement, in the caseof the cyclic thermal anneal. This was due to the influence of theultrafine grain on the hardness values.
The difference in the texture evolution in the two annealingprocesses was attributed to the nucleation and the grain growthrate. The first few thermal cycles mainly produced a �-fibre texturewhile the isothermal annealing resulted in an addition of {100}〈001〉 cube texture. The development of the �-fibre texture maybe attributed to the over critical subgrains or nuclei that were thepredominant microstructure developed by the thermal cycles. Thepresence of the {100}〈001〉 cube texture was correlated to the for-mation of coarser grains. The isothermal annealing predominantlydeveloped grain sizes of the order of micrometer and the texturewas characterized by the presence of an additional recrystallisation{100}〈001〉 cube texture.
Acknowledgments
The authors are grateful to Director, National Metallurgical Lab-oratory, for supporting this work. The authors also wish to recordtheir gratitude to Sri P.K. De for his support in conducting the exper-iments.
References
[1] K. Tomimura, S. Takaki, Y. Tokunaga, ISIJ Int. 31 (1991) 1431–1437.[2] O. Kwon, Y.K. Lee, J. Korean Inst. Met. Mater. 32 (1994) 958–966.[3] K. Tomimira, S. Takaki, S. Tanimoto, Y. Tokunaga, ISIJ Int. 31 (1991) 721–727.[4] S. Takaki, K. Tomimura, S. Ueda, ISIJ Int. 34 (1994) 522–527.[5] D.L. Johannsen, A. Kyrolainen, P.J. Ferreira, Metall. Trans. A 37 (2006)
2325–2338.[6] A. Di Schino, M. Barteri, J.M. Kenny Jr., Mater. Sci. Lett. 21 (2002) 751–753.[7] S. Rajsekhara, P.J. Ferreira, L.P. Karjalainen, A. Kyrolainen, Metall. Trans. A 38
(2007) 1202–1210.[8] Y. Ma, J.-E. Jin, Y.-K. Lee, Scripta Mater. 52 (2005) 1311–1315.[9] R. Kaspar, J.S. Distl, O. Pawelski, Steel Res. 59 (1988) 421–428.10] P.D. Hodgson, M.R. Hickson, R.K. Gibbs, Scripta Mater. 40 (1999) 1179–1184.11] H. Mabuchi, T. Hasegawa, T. Ishikawa, ISIJ Int. 39 (1999) 477–485.12] Z.M. Yang, R.Z. Wang, ISIJ Int. 43 (2003) 761–766.13] J.K. Choi, D.H. Seo, J.S. Lee, K.K. Um, W.Y. Choo, ISIJ Int. 43 (2003) 764–854.14] M.R. Hickson, P.J. Hurley, R.K. Gibbs, G.L. Kelly, P.D. Hodgson, Metall. Mater.
Trans. A 33 (2002) 1019–1026.15] S.C. Hong, S.H. Lim, K.J. Lee, D.H. Shin, K.S. Lee, ISIJ Int. 43 (2003) 394–399.16] Y.I. Son, Y.K. Lee, K.-T. Park, C.S. Lee, D.H. Shin, Acta Mater. 53 (2005) 3125–3134.17] G. Azevedo, R. Barbosa, E.V. Pereloma, D.B. Santos, Mater. Sci. Eng. A 402 (2005)
98–108.18] K.-T. Park, S.Y. Han, B.D. Ahn, D.H. Shin, Y.K. Lee, K.K. Um, Scripta Mater. 51
(2004) 909–913.19] R. Ueji, N. Tsuji, Y. Minamino, Y. Koizumi, Acta Mater. 50 (2002) 4177–4189.20] N. Tsuji, R. Ueji, Y. Minamino, Y. Saito, Scripta Mater. 46 (2002) 305–310.21] R. Ueji, N. Tsuji, Y. Minamino, Y. Koizumi, Sci. Technol. Adv. Mater. 5 (2004)
153.22] K. Krishnan, S.S. Sahay, S. Singh, D. Pal, J. Appl. Phys. 100 (2006), 93505-1-5.23] M. Gao, C.N. Reid, M. Jahedi, Y. Li, J. Mater. Eng. Perform. 9 (2000) 62–70.24] L.G. Schulz, J. Appl. Phys. 20 (1949) 1030–1033.
25] K. Pawlik, P. Ozga, ’Göttinger Arbeiten zur Geologie und Paläontologie (1999)SB4.26] K. Pawlik, Phys. Stat. Sol. B 134 (1986) 477–536.27] Di.A. Schino, J.M. Kenny, I. Salvatori, G. Abbruzzese Jr., Mater. Sci. 38 (2001)
593–601.28] Di. A. Schino, M. Barteri, J.M. Kenny Jr., Mater. Sci. 38 (2003) 4725–4733.

8 e and E
[[[
[[
82 B.R. Kumar et al. / Materials Scienc
29] M. Holscher, D. Raabe, K. Lucke, Steel Res. 62 (1991) 567–575.30] H. Luo, J. Sietsma, S. Van Der Zwaag, Metall. Trans. A 35 (2004) 1889–1898.31] E. Kozeschnik, V. Pletenev, N. Zolotorevsky, B. Buchmayr, Metall. Trans. A 30
(1999) 1663–1673.32] W. Baos, M.E. Hargreaves, Proc. R. Soc. 193 (1948) 89–97.33] N. Hansen, Mater. Sci. Technol. 6 (1990) 1039–1047.
[[
[[
ngineering A 527 (2010) 875–882
34] Grethe Winther, D.J. Jensen, Comput. Mater. Sci. 9 (1997) 252–260.35] I.L. Dillamore, P.L. Morris, C.E.J. Smith, W.B. Hutchinson, Proc. R. Soc. A 329
(1972) 405–420.36] R.D. Doherty, et al., Mater. Sci. Eng. A 238 (1997) 219–274.37] R.D. Doherty, in: F. Haessner (Ed.), Recrystallization of Metallic Materials, Dr.
Riederer Verlag GmbH, Stuttgart, 1978, pp. 33–70.
Related Documents











