Asif Hussain M14-351 Metallurgy and Materials Engineering College of Engineering and Emerging Technologies University of the Punjab Lahore Resistance Spot Welding

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Asif HussainM14-351
Metallurgy and Materials EngineeringCollege of Engineering and Emerging Technologies University of the Punjab Lahore
Resistance Spot Welding

IntroductionSpot welding is the process in which the adjoining metal surfaces are joint together by the heat obtained from resistant to current flow, thus forming welding Nugget between them.

Working Principle:
At Low voltage, high current flowing through the joint generates large amount of heat due to High Contact Resistance, which causes Melting of Joint and further Fusion of Metals.
Mathematically, the heat generated is given by the formula:H = I2Rt

How Does it Work? Let us consider two plates and try to join them

Five basic steps: Squeeze Weld Hold Forge Pressure off

1. Squeeze:1. Lap Joint 1. Clamping Between
Electrodes
1. Connect the electrodes with the step down transformer.

2. Weld:1. Switch on the AC Source
2. Large amount of Heat generation

3. Hold:
4. Forge

5. Pressure Off step Removal of the electrodes from the join area and further the joint is
allowed to cool.
So the technique in which metals are joint with each other by resistance heating at a single point is called Resistance spot welding
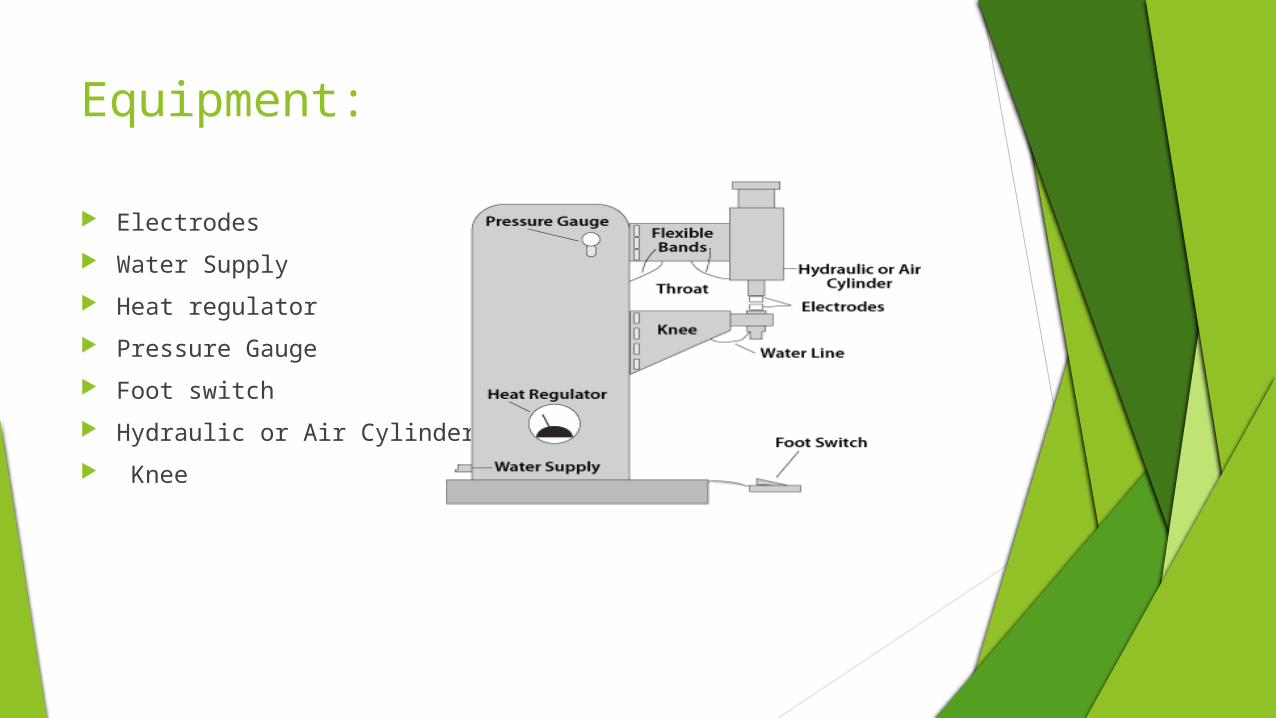
Equipment: Electrodes Water Supply Heat regulator Pressure Gauge Foot switch Hydraulic or Air Cylinder Knee

Advantages:
Limitations: Quick and Easy No need of Flux and Filler metals Multiple sheets joined together at the same time No dangerous open flames Saves production cost
Difficulty for maintenance or repair Generally have higher cost than most arc welding equipment Low tensile and fatigue strength The full strength of the sheet cannot prevail across a spot welded joint

Applications: Automobile industry Dental Prosthesis Batteries Nuts and Bolts

Related Documents