DENDRITIC CELLS IN CANCER THERAPIES How companies are harnessing the body’s immune system to fight cancer vi CONTINUOUS VS BATCH PROCESSING How do the process costs compare for both up and downstream? xi ENZYMES FOR GREEN CHEMISTRY Enzymes are producing better and greener yields in drug manufacture xvi SPECIAL REPORT: BIOTECHNOLOGY December 2014

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
DENDRITIC CELLS INCANCER THERAPIES How companies are harnessing the body’simmune system to fight cancer vi
CONTINUOUS VSBATCH PROCESSING
How do the process costs compare for both up and downstream? xi
ENZYMES FORGREEN CHEMISTRY
Enzymes are producing better and greeneryields in drug manufacture xvi
SPECIAL REPORT:BIOTECHNOLOGY
December 2014
01mc1214 Focus cover_Layout 1 27/11/2014 15:43 Page 1

Discover ColeParmer.co.uk
ColeParmer.co.ukSolutions from Lab to Process
Cole-Parmer delivers the equipment and consumables for your lab with an unrivalled choice of leading brands and unique products you can’t find anywhere else!
The Ultimate Choice for Scientists
A4 Pages_Layout 1 01/09/2014 12:51 Page 1

BIOTECHNOLOGY
December 2014 manufacturing chemist iii
The amazing advantage of biotech is its diversity. Thediversity of living organisms is now reflected in the diversity ofbiotech solutions that are changing the world around us.Biotech is now applied to areas such as sourcing pharmaceuticalingredients, drug delivery systems, drug production processes,quality control and in reducing undesirable waste products, toname but a few. Pioneer companies that took the biotech routeare now reaping the dividends. Novozymes and Codexis areexamples that have focused on the biotechnology of enzymes tocreate diverse solutions for a range of markets, includingbiopharmaceutical production. In addition to improvingmanufacturing processes, biotech has revolutionised thedevelopment of drugs, vaccines and diagnostics. And now cell-therapies are rapidly joining the list of promising treatments.
According to Greystone Research Associates1, the number ofnew FDA-approved biologicals has averaged between four andfive per year over the past decade but this number will increasewith the eventual definition and streamlining of an approvalprocess for evaluating biosimilars for market authorisation inthe US. The FDA expects to receive multiple applicationsrequesting marketing approval for biosimilars for a number ofunderlying biological drugs previously approved under aBiologics Licence Application.
Greystone says oncology remains the largest segment,accounting for 35% of all biologics. About two-thirds areantibodies or antibody-drug conjugates (ADCs). Recombinantdrugs for cardiovascular conditions are primarily glycoproteins,with the remainder monoclonal antibodies (mAbs). Themajority of proteins for orphan diseases are enzymes. Otherimportant disease classes for biologicals include antivirals,haematopoietics, and drugs for ophthalmology.
Frost & Sullivan2 says that while there is a strong stream ofmAbs, there is a broadening of pipelines and biosimilars in the
Diversity aids abiotech boomThe biotech sector is boosted by invention andshows no sign of slowing. Biopharmaceuticalpipelines are broadening and productiontechniques improving. Susan Birks reports
Contents12.2014
SPECIAL REPORT:BIOTECHNOLOGY
Managing EditorHilary Ayshford T +44 20 7193 4338 [email protected]
Deputy EditorSusan Birks T +44 20 7193 9012 [email protected]
Associate EditorJane Ellis T +44 20 7193 9383 [email protected]
Sales DirectorAdrian Goldfinch T + 44 20 7193 6862 [email protected]
Account ManagerDon Phares T + 44 20 7193 6701 [email protected]
Account ManagerGill Healy T + 44 20 7193 1713 [email protected]
Account ManagerMo Malik T + 44 20 7193 2139 [email protected]
Manufacturing Chemist is published monthly by:
HPCi Media Ltd, Unit 1, Vogans Mill Wharf, 17 Mill Street, London SE1 2BZ, UK
NEXT MONTH: INGREDIENTSA look at the latest trends, quality and regulatory issuesaffecting active ingredients and excipients
xiv
xvi
viFeaturesMarket report iiiBiotechnology is being applied to many therapeuticfields and is leading to new and better drugs,diagnostics and vaccines – but how are traditionalpharmaceutical companies adapting?Fighting cancer with dendritic cells viCell-based therapies involving dendritic cells arebeing used to encourage the body’s own immunesystem to attack tumoursBatch versus continuous processing xiMaking the move from batch to continuous processis a difficult decision. Biopharm Services offers somecost comparisons and looks at the potential ofcontinuous processes downstreamUsing biopolymers in drug delivery xivMany biopharmaceuticals need to be injected toachieve the required bioavailability but a newproject is underway to find options that are lessinvasive and easier to administer
Other storiesBiocatalysts and green chemistry xviCodexis looks at the logistics and drivers behindpharma’s increasing interest in biocatalysis for drugdevelopment and manufacturing
IDT Biologika’s new multipurpose biologics and vaccines facility in Dessau, Germany
003-004 mc 1214 focus overview read_Layout 1 27/11/2014 16:02 Page 3
BIOTECHNOLOGY
iv manufacturing chemist December 2014
US and Europe, lending impetus to the global market, which isexpected to soar from US$1.2bn in 2013 to $24bn in 2019.
‘Companies are augmenting their biotech pipelines with new,clinical phase products – often products that are widelydifferent from the company’s existing pipeline. In addition tomAbs, follitropins, interferons and low molecular weightheparins are likely to emerge in the long run,’ says Frost &Sullivan Analyst Srinivas Sashidhar.
Research and consulting firm GlobalData3 says biologics willplay an influential role in shaping the future of cardiovascular(CV) drug treatment, as these and other emerging therapies willcompete for patients who cannot tolerate statins, or for whomstatin therapy alone is insufficient. GlobalData analyst EricDimise says that while statins have long been the dominanttherapeutics for out-of-control, low-density lipoproteincholesterol (LDL-C), new agents in the late-stage pipeline arepoised to inject some excitement into this space.
‘The headline-grabbing players in the CV pipeline are theproprotein convertase subtilisin/kexin type 9 (PCSK9)inhibitors, the first ever biologic agents aiming to break into themainstream treatment regimen for hypercholesterolemia andCV disease,’ says Dimise. ‘These companies know that even iftheir PCSK9s are only used to treat the 5% of the estimated 70million statin-intolerant hypercholesterolemia patients in theUS alone, they could easily reap blockbuster-level returns thatjustify the upfront investments.’
Despite the intensified development programmes and thedevelopment of biosimilars, biotech pipelines are still beset bypatent infringement issues and a lack of regulatory clarity. Justweeks after receiving two applications for approval forbiosimilar products (Zarzio and Remsima), the FDA releasedinformation on its new ‘Purple Book’ – a list of licensedbiological products and interchangeable biosimilars that ismeant to be the biological equivalent of the pharmaceutical‘Orange Book’.
Like the Orange Book, the Purple Book will seek to answerquestions about the interchangeability of products – one of themost pressing issues associated with the approval of biosimilarproducts. Because of manufacturing differences, biosimilarproducts are not exactly the same as the products they aim toreplicate. While the FDA’s regulatory processes are intended toensure that an approved biosimilar product is therapeuticallysimilar or the same as a reference biologicproduct, many regulatory experts haveexpressed concern over how companieswill be able to illustrate interchangeabilitywithout extensive testing.
Another issue for those looking to moveinto biologicals is that biotech requires aspecial skill set and is research intensive.This has led some pharma companies tospin out their biotech capabilities intospecialised divisions. It has created manymergers, acquisitions and alliances with companies havingexpertise in biosimilars manufacture and development. Teva’salliance with Cephalon and Lupin Pharmaceuticals’ alliancewith Neuclone are recent examples. In October, FujifilmCorporation made a move to acquire the biopharmaceuticalcontract manufacturing organisation (CMO) KalonBiotherapeutics, which has expertise in vaccine manufacturing.The deal will allow Fujifilm to enter the vaccine contractmanufacturing market, joining others like IDT Biologika, whichhas the capabilities to produce viral and bacterial vaccines andsterile liquid dosage forms.
The biopharma sector has made rapid progress in scaling upproduction. It is fast embracing continuous processing whilesingle-use technology has also brought major benefits. But more
automation is required and there is a need for more off-the-shelfequipment to reduce the costs of design and engineering.
One of the main manufacturing trends is the move from afed-batch mode, where media and other nutrients are added atfixed intervals to the culture and product is harvested at theend of the run, to the ‘perfusion’ method which involves thecontinuous addition of feed into a bioreactor, while harvestingthrough a cell retention device, resulting in higher cell density.Perfusion has been shown to massively increase cell densities incell culture bioreactors compared with batch-based processes,resulting in higher product titres. This means much smallerbioreactor vessels may be used, improving process economics.
According to a new report by MarketsandMarkets,4 the globalsingle-use bioreactor market is poised to reach $470.9m by 2019from $202.5m in 2014, a CAGR of 18.4%.
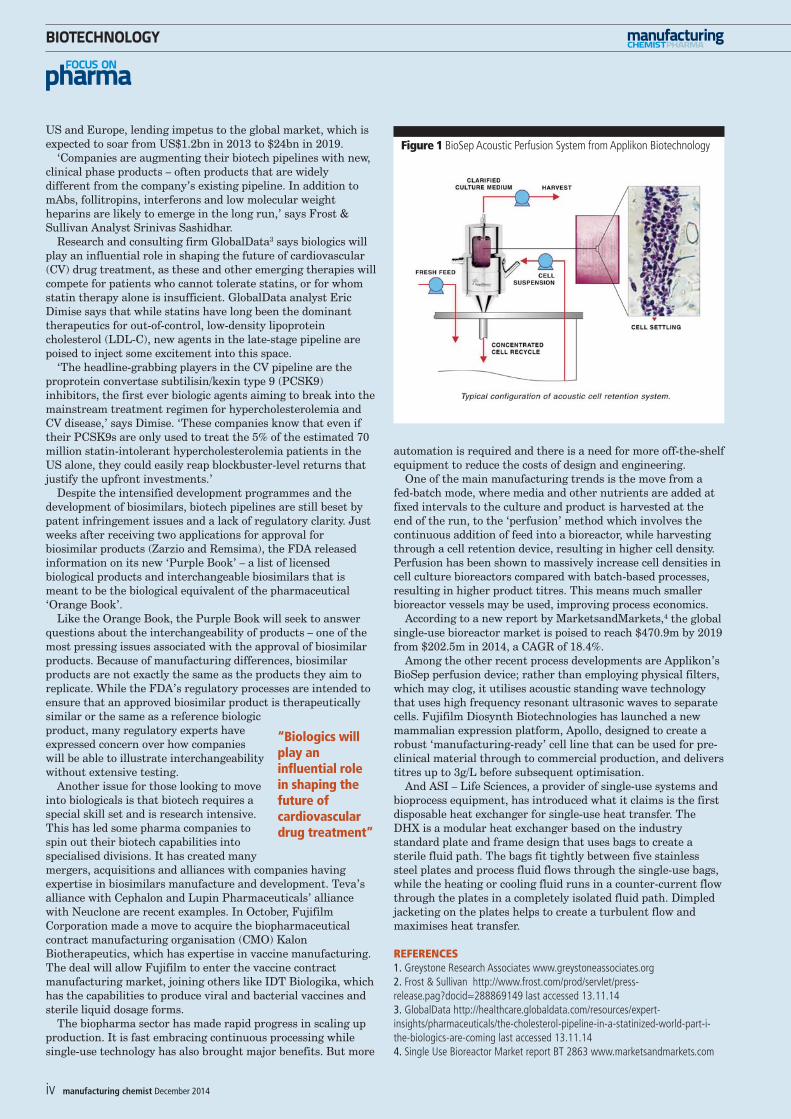
Among the other recent process developments are Applikon’sBioSep perfusion device; rather than employing physical filters,which may clog, it utilises acoustic standing wave technologythat uses high frequency resonant ultrasonic waves to separatecells. Fujifilm Diosynth Biotechnologies has launched a newmammalian expression platform, Apollo, designed to create arobust ‘manufacturing-ready’ cell line that can be used for pre-clinical material through to commercial production, and deliverstitres up to 3g/L before subsequent optimisation.
And ASI – Life Sciences, a provider of single-use systems andbioprocess equipment, has introduced what it claims is the firstdisposable heat exchanger for single-use heat transfer. TheDHX is a modular heat exchanger based on the industrystandard plate and frame design that uses bags to create asterile fluid path. The bags fit tightly between five stainlesssteel plates and process fluid flows through the single-use bags,while the heating or cooling fluid runs in a counter-current flowthrough the plates in a completely isolated fluid path. Dimpledjacketing on the plates helps to create a turbulent flow andmaximises heat transfer.
REFERENCES1. Greystone Research Associates www.greystoneassociates.org 2. Frost & Sullivan http://www.frost.com/prod/servlet/press-release.pag?docid=288869149 last accessed 13.11.143. GlobalData http://healthcare.globaldata.com/resources/expert-insights/pharmaceuticals/the-cholesterol-pipeline-in-a-statinized-world-part-i-the-biologics-are-coming last accessed 13.11.144. Single Use Bioreactor Market report BT 2863 www.marketsandmarkets.com
“Biologics willplay aninfluential rolein shaping thefuture ofcardiovasculardrug treatment”
Figure 1 BioSep Acoustic Perfusion System from Applikon Biotechnology
003-004 mc 1214 focus overview read_Layout 1 27/11/2014 16:02 Page 4
Improvement is always on our mind. And in your mouth.
Of course we know that toothpaste is more useful in your mouth than on a mirror, but sometimes we get carried away with the brilliance of our formulas. Our Rhodium or Ruthenium catalyst is used in the production of menthol for tooth paste and chewing gum. Speaking of which, you should see the formulas we pop out with gum.
Employee: Don Zeng/Sales and Business Development Manager
www.chemistry.umicore.com Innovation made. Easy.
A4 pages_Layout 1 02/12/2014 14:44 Page 1

BIOTECHNOLOGY
vi manufacturing chemist December 2014
Immunotherapy is an increasingly important strategyfor fighting cancer. The body’s own immune system isencouraged to attack tumours, via cancer antigens on thesurface of the cancer cells that distinguish them from healthycells. There are several ways in which this can be done. Themost widespread in clinical practice is the use of monoclonalantibodies that bind to the cancer antibodies; many familiarproducts fall into this category, such as trastuzumab(Herceptin), alemtuzumab (Campath), rituximab(Rituxan/MabThera) and bevacizumab (Avastin). Cytokines,notably the interferons and the interleukins, can also be used toalter a tumour’s immune response.
There is a third alternative – cell-based therapies. Dendriticcells were discovered in the early 1970s by Canadian scientistRalph Steinman at Rockefeller University in New York, adiscovery that won him a share in the 2011 Nobel prize inphysiology or medicine.1 They essentially act as a switch thatturns the immune system on and off. They pick up foreignantigens from invading cells, and then activate the T-celllymphocytes with these antigens so they are primed to destroythe alien cancer cells bearing these antigens.
Early attempts to use dendritic cells as cancer vaccines werecarried out in the 1990s by Edgar Engleman and Ronald Levy atStanford University. They isolated dendritic cells from patientssuffering from non-Hodgkin lymphoma for whom chemotherapyhad not worked. The cells were loaded with antigen viaimmunoglobulin idiotype from their tumour, before beinginjected back into the patient. Two of the first six patientsachieved a complete remission, and most experienced at leastsome form of T-cell mediated immune response to the tumour-specific antigen with which the dendritic cells had beenloaded.
The first Phase III trials on a dendritic cell therapeutic werenot promising, however. Two late-stage studies on Cell Genesys’GVAX product in prostate cancer were stopped early in 2008 asmortality rates were higher in the treatment group who were
being given GVAX plus chemotherapy, than the control groupwho were administered chemotherapy alone.
GVAX comprises granulocyte-macrophage colony stimulatingfactor (GM-CSF, an immune signalling factor that helps thecells mature) gene transduced allogeneic irradiated cancer cellsand RNA/peptide loaded cells. The product had also beenevaluated in a range of other cancers, including pancreatic, lungand renal tumours, melanoma and multiple myeloma. Indeed,dendritic cell discoverer Steinman was being treated with GVAXplus ipilimumab (Bristol-Myers Squibb’s immunostimulantmonoclonal antibody ipilimumab, which is now marketed asYervoy for the treatment of metastatic melanoma) for hispancreatic cancer, surviving for more than four years, beforesadly dying just three days before the Nobel announcement inStockholm – as the committee was unaware of his death, theaward stood, even though Nobel prizes are not normallyawarded posthumously.
The product is still being investigated, now by Aduro Biotech,in metastatic pancreatic cancer. They are administering the celltherapy in combination with the immunotherapy product CRS-207, a live, attenuated strain of listeria engineered to expressthe tumour-associated antigen mesothelin. Results of a Phase IItrial were announced at the ASCO gastrointestinal cancerssymposium in San Francisco earlier this year.2 A total of 90patients with metastatic pancreatic ductal adenocarcinoma weretreated, either being given two doses of GVAX followed by fourof CRS-207 every three weeks, or six doses of GVAX. Themedian overall survival was six months for the combination,and four for GVAX alone, and the effect was particularlynoticeable in heavily pretreated patients. Phase IIb trials arenow underway.
It is also being investigated in combination with cyclicdinucleotides (CDNs). These are based on molecules made byhuman cells in response to DNA binding in the cytosol,activating innate immunity by inducing the expression ofcytokines including Type I interferon. GVAX provides thetumour antigens while the GM-CSF attracts dendritic cells,which are activated by the CDN, resulting in antigen loaded
Cell-basedtherapiestake cancertreatmentforwardMonoclonal antibodies and cytokines are themain weapons so far in arming the immunesystem to fight cancer cells. Dr Sarah Houltonconsiders a third option: dendritic cells
The body’s own immune system is being used increasingly to develop effectivemethods of destroying cancer cells
006-008mc1214 Focus Doc_Layout 1 27/11/2014 15:54 Page 6

BIOTECHNOLOGY
December 2014 manufacturing chemist vii
activated dendritic cells. This combination is still in thepreclinical stages of development.
Where GVAX works by activating dendritic cells in the body,other technologies involve the creation of activated autologousdendritic cells ex vivo before returning them to the patient. Theidea is to take immune cells from the cancer patient, either fromthe tumour itself or from their blood, and then grow tumour-specific immune cells in vitro before returning them to thepatient, ready to fight the cancer by generating an immuneresponse.
Although various products and ideas are in development, thusfar only one has gained regulatory approval. Sipuleucel-T(Provenge), created by Seattle-based Dendreon, is an autologouscellular immunotherapy based on dendritic cells taken from thepatient. It is approved for the treatment of asymptomatic orminimally symptomatic metastatic castration-resistant prostatecancer.
To create the treatment, first of all white blood cells areharvested from the patient via leukapharesis, with the cellsremoved from the blood and the remainder returned to thecirculation. These dendritic cells, a form of antigen-presentingcell, are then incubated with the fusion protein PA2024, whichcombines an antigen present in almost all prostate cancer cells,prostatic acid phosphatase, or PAP, with GM-CSF. This activatesthe cells, and they are then returned to the patient via infusion,ready to trigger that immune response against any cancer cellsthat bear the PAP antigen. The patient will be given threecycles of treatment, at two-weekly intervals.
Its potential impact on these late-stage prostate cancerpatients was proved in clinical trials, including a Phase III studyin 512 patients with the appropriate form of the cancer.3 Thosetreated with the cell-based product had a median survival of 26months, while those given placebo survived a median of 22
months, a statistically significant improvement in survival. Itspotential is also now being investigated in combination withipilimumab, and undergoing trials in a variety of other cancerindications.
Several other biotech companies are also working on potentialcancer therapies based on dendritic cells. Like Dendreon’sstrategy, all rely on modifying the patient’s own harvesteddendritic cells in some way so that they present tumour-specificantigens to T-cell lymphocytes, which in turn are activated torecognise these antigens present on the surface of the cancercells and attack them.
Neostem is developing its lead candidate, melapuldencel-T, formalignant melanoma. The aim is to present the patient’simmune system with the whole spectrum of antigens from theirtumour. The cell collection process involves the separation ofthose cells that are self-renewing – in other words, those cancerstem cells that cause metastasis – and the immune response isgenerated against these. The cells are irradiated, and thenconnected to dendritic cells to activate the T-cell lymphocytes.In contrast to those immunotherapy antibodies like ipilimumabused in melanoma patients, which stimulate or reactivate theimmune response to tumour antigens, it induces and enhancesrecognition of the whole spectrum of tumour antigens expressedon the cancer stem cells.
In a Phase II trial, patients with metastatic melanoma and forwhom an autologous melanoma cell line was available wererandomised to receive irradiated autologous proliferatingtumour cells, or autologous dendritic cells loaded with theantigens from the tumour cells.4 In each case, the cells wereadministered in conjunction with 500μg of GM-CSF viasubcutaneous injection every week for three weeks, and thenevery month for a further five months. At initial analysis, withpatients followed for at least six months after randomisation,
Lymphocytes canbe activated torecognise antigenspresent on thesurface of thecancer cells andattack them
006-008mc1214 Focus Doc_Layout 1 27/11/2014 15:54 Page 7

BIOTECHNOLOGY
viii manufacturing chemist December 2014
half had died, but survival was better in the dendritic cell arm –the two-year survival rate was 72%, compared with 31% ofthose given the irradiated proliferating tumour cells as a cancervaccine.
The treatment was well tolerated, and the company is nowplanning Phase III trials. It also believes the strategy couldhave potential in other forms of cancer; a Phase II trial inovarian cancer is planned, and another in non-small cell lungcancer being contemplated. Liver cancer is another possibility.
Argos Therapeutics is also developing cancer therapies basedon dendritic cells. Autologous dendritic cells are harvested fromthe patient via leukapheresis, and antigens for the cancerisolated from a small sample of tumour or blood. Its proprietarytechnology, termed Arcelis, is used to isolate RNA from thetumour or blood sample for use as the antigen payload in thedendritic cells, and then the cells electroporated with theamplified tumour mRNA plus synthetic CD40L RNA. Onceactivated with the antigens, the dendritic cells are suspended inthe patient’s own plasma ready for intradermal injection.
Its furthest advanced product candidate, AGS-003, is now inPhase III trials for kidney cancer, following positive results inPhase II. In the open label study in 21 patients with newlydiagnosed and metastatic clear cell renal cell carcinoma, theautologous cell product was given every three weeks for fivedoses, and then every 12 weeks until progression, in conjunctionwith sunitinib treatment in a four weeks on, two weeks offschedule.5 The median progression free survival was 11 months,and the median overall survival 30 months. A third of thesubjects were still alive four years after they started the trial,and at the time of analysis, five had reached or were nearing thefive-year-plus survival point.6
Compared with historical controls, adding AGS-003 tosunitinib increased progression-free survival by a half, anddoubled the expected median overall survival. The companynow plans a Phase II trial in non-clear cell renal cell carcinoma,early stage renal cell carcinoma, and other solid tumours, and inOctober it broke ground on a manufacturing facility in NorthCarolina’s Research Triangle Park to support its developmentand commercialisation.
Northwest Biotherapeutics is another company focusing onharnessing dendritic cells in cancer treatment. The Bethesda,Maryland-based biotech company’s platform technology, DCVax,again uses leukapheresis to harvest cells from the patient,before loading with antigen derived from the patient’s owntumour before administration via intradermal injection toactivate the immune system to fight the cancer cells.
Its lead product, DCVax-L, a lysate protein extract from thetumour is used to provide the cancer antigens, providing a fullrange of tumour antigens and thus minimising the potential forcancer cells to evade detection as their antigens are notpresented. Two Phase I/II clinical trials have been carried out inglioblastoma multiforme, including 20 patients with newlydiagnosed tumours, and a further 19 with recurrentglioblastoma multiforme and other gliomas. DCVax wasadministered in conjunction with standard of care, and themedian time to tumour recurrence was in the timeframe of twoyears, about three times as long as is typical for standard of carealone.7 Median survival was about three years, more than twicethe normal survival with standard of care treatment. At the lastlong-term data analysis in 2011, one-third had reached orexceeded four years’ survival, and just over a quarter reached orexceeded six years. By 2014, two had exceeded a decade ofsurvival, in comparison with the median survival of 15 monthswith full standard of care treatment.
A double blind, randomised, placebo-controlled Phase III trialis now underway in 348 patients with newly diagnosedglioblastoma multiforme, with a primary endpoint of
progression free survival. Phase I trials have also beencompleted in metastatic ovarian cancer. The expectation is thatit will be appropriate for use in patients whose tumours havebeen surgically excised to ‘mop up’ any residual or circulatingcancer cells that could cause the tumour to return ormetastasise.
An alternative product, DCVax-Direct is also being developedfor direct injection into tumours that are deemed inoperable,either because removal is too difficult or risky, or because thereare so many tumours it is impractical. This is all too common inthose forms of cancer that are either locally advanced ormetastatic by the time they are discovered, as is all too often thecase with lung, pancreatic, colon, liver and ovarian cancers.Rather than pre-exposing the harvested cells to cancer antigensoutside the body, the cells are partially matured after harvestingand then injected directly into the tumour, ready to collect theantigens directly from the tumour. They are then ready toactivate the T-cell lymphocytes in the same way as DCVax-L.
A Phase I/II trial is currently underway in 60 patients with avariety of inoperable solid tumours. The primary goal is toachieve efficacy in terms of tumour shrinkage or elimination,and the expectation is that if regression is going to happen itwill do so quickly – within the first two months of treatment.
A third product, DCVax-Prostate, is designed, as the namesuggests, to treat prostate cancer – specifically late-stage non-hormone-dependent prostate cancer, in which micro-metastaseshave spread outside the prostate. There is a problem here withthe collection of tumour tissue to create a tumour lysate asthere is rarely a tumour that can be surgically removed, andthere is rarely a tumour suitable for direct injection, either. Toovercome this, a DCVax version has been created using prostatespecific membrane antigen, found in most cancers of this type.The antigen is made via recombinant technology, and then usedto arm autologous dendritic cells. The product has completedPhase II trials, and is awaiting partnering for Phase IIIevaluation.
REFERENCES1. R.M. Steinman and Z.A. Cohn J. Exp. Med. 1973, 478, 4602. D.T. Le et al. J Clin Oncol 2014, 32 (suppl. 3), Abst 1773. P.W. Kantoff et al. New Engl. J. Med. 2010, 363, 4114. R.O. Dillman et al. J. Immunother. 2012, 35, 6415. R.A. Figlin et al. J Clin Oncol 2012, 30 (suppl. 5), Abst. 3486. A. Amin et al. J Clin Oncol 2014, 32 (suppl.), Abst. 45247. S. Polyzoidis and A. Keyoumars Hum. Vaccin. Immunother. 2014, 10, epubahead of print
Malignant melanoma is the target for Neostem’s lead candidate, melapuldencel-T
006-008mc1214 Focus Doc_Layout 1 27/11/2014 15:54 Page 8

A4 pages_Layout 1 02/12/2014 14:39 Page 1

WE’VE GOT THEYES,
www.healthingum.com
THE EASIEST WAY TO INNOVATE WITH
MEDICATED CHEWING GUM
IT’S THAT SIMPLE!
SELECT your Health in Gum® powder
ADD your API
COMPRESS it in a standard tabletting equipment
A4 Pages_Layout 1 17/12/2013 14:06 Page 1

Table 1: Capital expenditure and operating costs (CoGs)
100kg/year 500kg/year 2000kg/year
CAPEX CoG CAPEX CoG CAPEX CoG
($106) ($/g) ($106) ($/g) ($106) ($/g)
Stainless
Batch 79 318 131 107 186 45
Hybrid 81 306 116 85 163 35
Continuous 59 217 79 72 119 42
Single use
Batch 21 163 47 65 164 42
Hybrid 24 147 45 49 141 31
Continuous 32 144 48 56 102 40
Continuous processing is increasingly seen as havingthe potential to address the need for reduced manufacturingcosts, improved product quality and increased flexibility, whileat the same time reducing technology transfer risks. Thesebenefits are also expected to be delivered with an ever-smallerfacility footprint as well as being faster and more cost effective.Easier said than done!
In downstream processing, the barriers to continuousprocessing used to revolve around the limitations of thetechnology available, while perfusion bioreactor-based processeswere viewed as taking a long time to develop and the economicsfor their use was not clear. As technologies have become moreadvanced, one of the primary factors holding companies backfrom making the shift to continuous processing is the lack ofprior insight as to what results it will deliver. No company hasyet adopted fully continuous processing for commercialbiomanufacturing process, and the new technologies requiredfor doing so are not mature and have not yet been evaluatedbased on cost performance.
Historically, the data simply have not been available forbiopharma companies to evaluate the cost-effectiveness ofcontinuous processing for their business. But today, usingmodelling and analysis tools, such as BioSolve Process, many ofthe major potential end users of continuous processingtechnologies have modelled their technologies in the software.They want the impact of continuous processing to be accuratelyassessed for the potential benefit to the manufacture of newprocesses in development. It is early days, but companies arestarting to realise the value, and explore ways to assess riskmitigation.
Perfusion vs fed-batchSome biopharma companies have been running perfusionbioreactors in a continuous mode for several decades. The
choice of whether to use continuous or not was dictated by theproduct, and little has been published on the economics ofcontinuous perfusion processes.
By modelling perfusion and fed batch processes at differentscales and analysing different manufacturing configurations inBioSolve Process, the economics of perfusion and how itchanges with scale were explored.
To understand the impact of perfusion costs in isolation,three process configurations were defined:1. Conventional (fed batch upstream, batch downstream)2. Hybrid (fed batch upstream, continuous downstream)
3. Continuous (perfusion upstream,continuous downstream)
As the basis for this analysis amonoclonal antibody process (mAb) waslooked at for three scales – 100kg/year,500kg/year and 2000kg/year – torepresent the range typically seen inmanufacturing. In the first case, a typicalhigh titre mAb at 4.5g/L and theequivalent ‘traditional’ perfusion processat 0.9g/L, were looked at.
Upstream modelling provides insightinto the impact of titres and mediausage/cost on the comparison of fed batch
versus perfusion. Two scenarios are presented in Table 1: onebased on a stainless steel facility and the second based on asingle-use technology.
The table, showing capital expenditure and operating costs(CoGs), provides interesting insights. First, the impact ofperfusion on the process savings can be distinguished by lookingat the savings associated with the hybrid process compared withthe fully continuous process. The main difference between these
December 2014 manufacturing chemist xi
Continuous processingup and downstream
BIOTECHNOLOGY
Figure 1 BioSolve Process enables a cost of goods breakdown for individual customer processes at various scales
Continuous processing promises to make biomanufacturing more viable, but as with all newtechnology, the risk is knowing if it will deliver. Andrew Sinclair, Biopharm Services, explores theeconomic drivers for perfusion processes and the potential of continuous processes downstream
“Upstreammodellingprovides insightinto the impactof titres andmediausage/cost onthe comparisonof fed batch vsperfusion”
011-013 mc1214Focus Biopharm_Layout 1 27/11/2014 15:56 Page 11

Table 2: Batch vs continuous costs as a function of scale
Configuration 100kg/yr 500kg/yr 2000kg/yr
CAPEX CoG CAPEX CoG CAPEX CoG($106) ($/g) ($106) ($/g) ($106) ($/g)
Batch 79 0% 318 0% 131 0% 107 0% 186 0% 45 0%
Hybrid 81 3% 306 -4% 116 -12% 85 -20% 163 -12% 35 -22%
Continuous 59 -25% 217 -32% 79 -39% 72 -33% 119 -36% 42 -5%
BIOTECNOLOGY
two configurations is that the hybrid option uses batchbioreactors for the upstream operation whereas the continuousis based on perfusion.
Key observations include:● At lower throughputs, the economics favour the perfusionprocess.● At a very large scale (2000kg/year), the batch-based bioreactoris more economic.● In this case, at about 500kg/year, there is a pivot point wherefor the stainless process the perfusion bioreactor is favoured(although the savings are diminished), whereas for the single-use scenario the batch reactors are favoured
So what is happening? Further insight can be obtained whenusing BioSolve Process to look at the cost of goods breakdown atthe extremities of the capacity (see Figure 1).
The material costs for the low-throughput process are not asignificant contributor but, for a large-scale operation, thematerials costs dominate for the perfusion-based process.Drilling into the numbers further, the perfusion bioreactors inthe continuous process are found to consume a large amount ofmedia, used at a rate of two volumes of media per bioreactorvolume per day (VVD), and the cost of the media is seen to be asignificant driver of CoGs at the larger scale.
This provides useful insight as it identifies targets for processimprovement. It can be concluded that perfusion bioreactorswill be more attractive at lower throughputs, but there ispotential for using perfusion in larger scale processing if:● The cost of the media can be reduced● The media use efficiency can be reduced by:
– Reducing VVD for a given titre– Using a modern high cell density cell line producing higher
product titres (this has to take account of increased costs associated with more complex media).
What is happening in downstream processing?Increasingly, the focus of continuous processing has moveddownstream and, in recent years, the industry has seen thedevelopment of operations that can be run in a continuousprocess. But first what is meant by continuous operation mustbe considered .
From a process perspective, this involves moving from adiscrete batch mode, where the batch size and frequency areused to define throughput, to a continuous processingenvironment, where there is a flow of material through aproduction line. The important concept here is that there is acontinuous flow of material in and out of the unit operation.
What happens in the unit operation can be treated as a blackbox as long as there is a continuous flow in and out. Puristswould argue that simulated moving bed chromatography is theonly true continuous way of operation; however, all thecontinuous chromatography operations on offer are variants ofusing switched mode columns, with between two and moreoperated in sequence. In fact, any batch operation can be run ina continuous flow line and hence realise many of the benefits ofcontinuous operation.
There are two basic options that are illustrated using
membrane absorbers (see Figure 2).Option 1: the batch operation is duplicated. In this case the
membrane absorber is run in parallel – one on standby and onein operation. The minimum size is based on the time taken toswitch from standby to operation and the user can select anysuitable size above the minimum.
Option 2: a surge vessel is sized to accommodate the lineflow during the switch from an exhausted membrane to a freshunit. Surge vessels are often used to dampen flow fluctuationsin the line. There is again flexibility in sizing the absorber.
The data: By applying these principlesand employing technologies, such asswitched mode multi columnchromatography, which can be run in acontinuous fashion, the economics ofcontinuous operation can be analysed.The data presented below used BioSolveProcess to compare conventional batchprocessing with continuous operation.
Consider first the downstreamoperation at the 500kg/yr scale. In Table2, a significant reduction in both capital(39%) and operating costs (33%) is seenwhen moving from batch to continuousoperation. Though interesting, it wouldbe better to understand how thesesavings are obtained.
In BioSolve Process a batch cost breakdown can be generatedby unit operation and cost category. This feature was used togenerate Figure 3 – the left hand charts show the absolute costsand the right hand the normalised percentage breakdown. Uponinspection, the cost breakdown is very different:● There are more unit operations contributing to overall cost ofthe batch process● There is a more even distribution of costs in the batch process
xii manufacturing chemist December 2014
Figure 2 Two options for downstream continuous operation using membrane absorbers
“At the 500kg/yrscale some realbenefit can beseen in movingto continuousprocessing,despite themuch highermaterial costsassociated withthe perfusionbioreactor”
011-013 mc1214Focus Biopharm_Layout 1 27/11/2014 15:56 Page 12
BIOTECHNOLOGY
December 2014 manufacturing chemist xiii
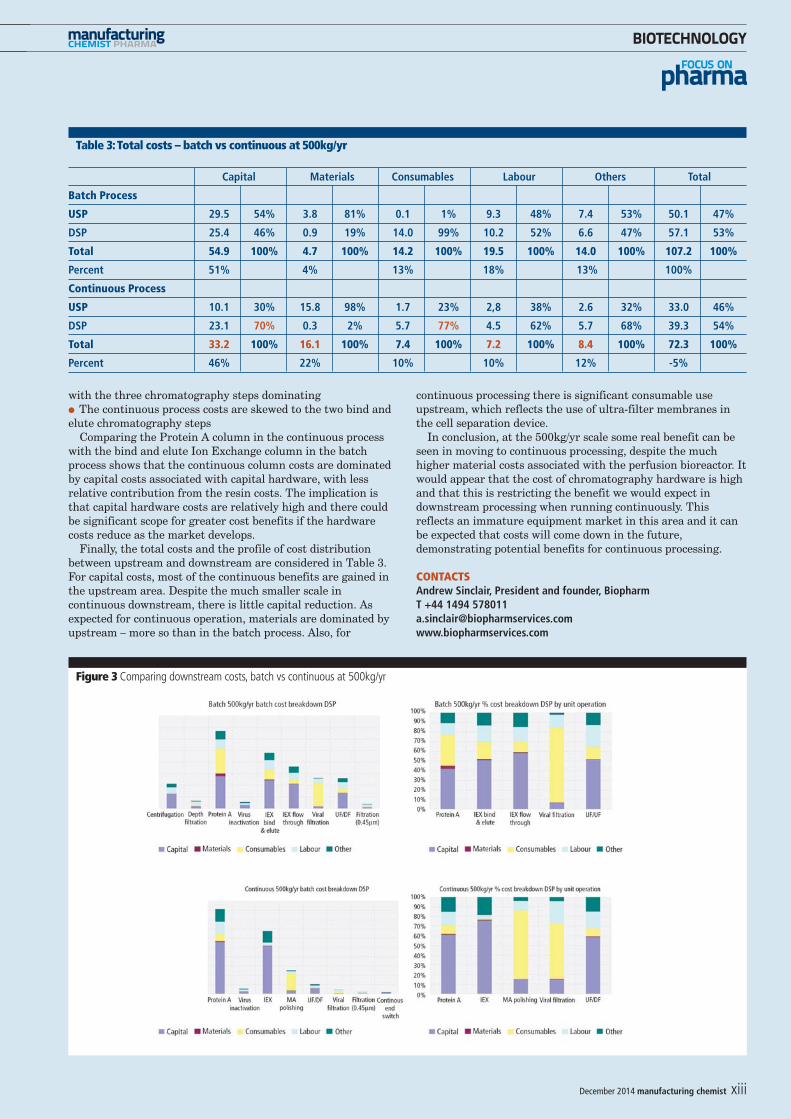
Table 3: Total costs – batch vs continuous at 500kg/yr
Capital Materials Consumables Labour Others Total
Batch Process
USP 29.5 54% 3.8 81% 0.1 1% 9.3 48% 7.4 53% 50.1 47%
DSP 25.4 46% 0.9 19% 14.0 99% 10.2 52% 6.6 47% 57.1 53%
Total 54.9 100% 4.7 100% 14.2 100% 19.5 100% 14.0 100% 107.2 100%
Percent 51% 4% 13% 18% 13% 100%
Continuous Process
USP 10.1 30% 15.8 98% 1.7 23% 2,8 38% 2.6 32% 33.0 46%
DSP 23.1 70% 0.3 2% 5.7 77% 4.5 62% 5.7 68% 39.3 54%
Total 33.2 100% 16.1 100% 7.4 100% 7.2 100% 8.4 100% 72.3 100%
Percent 46% 22% 10% 10% 12% -5%
Figure 3 Comparing downstream costs, batch vs continuous at 500kg/yr
with the three chromatography steps dominating● The continuous process costs are skewed to the two bind andelute chromatography steps
Comparing the Protein A column in the continuous processwith the bind and elute Ion Exchange column in the batchprocess shows that the continuous column costs are dominatedby capital costs associated with capital hardware, with lessrelative contribution from the resin costs. The implication isthat capital hardware costs are relatively high and there couldbe significant scope for greater cost benefits if the hardwarecosts reduce as the market develops.
Finally, the total costs and the profile of cost distributionbetween upstream and downstream are considered in Table 3.For capital costs, most of the continuous benefits are gained inthe upstream area. Despite the much smaller scale incontinuous downstream, there is little capital reduction. Asexpected for continuous operation, materials are dominated byupstream – more so than in the batch process. Also, for
continuous processing there is significant consumable useupstream, which reflects the use of ultra-filter membranes inthe cell separation device.
In conclusion, at the 500kg/yr scale some real benefit can beseen in moving to continuous processing, despite the muchhigher material costs associated with the perfusion bioreactor. Itwould appear that the cost of chromatography hardware is highand that this is restricting the benefit we would expect indownstream processing when running continuously. Thisreflects an immature equipment market in this area and it canbe expected that costs will come down in the future,demonstrating potential benefits for continuous processing.
CONTACTSAndrew Sinclair, President and founder, Biopharm T +44 1494 [email protected] www.biopharmservices.com
011-013 mc1214Focus Biopharm_Layout 1 27/11/2014 15:56 Page 13

BIOTECHNOLOGY
xiv manufacturing chemist December 2014
It is a given that medications should work. But they cando so only if the active reaches its targeted location in the bodyand remains in place long enough and at a high enoughconcentration. Evonik says biodegradable polylactides(polylactic acids) and their copolymers, which the companymarkets under the brand names Resomer and Resomer Select,are especially suited to create sustained release formulations formodern drugs that are injected.
Although most medications are taken orally, e.g. as tablets orcapsules, many modern protein or nucleic acid-basedbiotherapeutics, such as those used to combat cancer, diabetesor multiple sclerosis, must be administered by injection – underthe skin (subcutaneously), into the muscles (intramuscular), ordirectly into the vein (intravenously).
Drug efficacy is often influenced by the formulation andsustained release formulations provide controlled release ofdrugs over a longer period.
‘We formulate modern biotherapeutics with our Resomerbiopolymers and so enable gentle and effective treatmentoptions,’ said Jean-Luc Herbeaux, Head of Evonik’s HealthCare Business Line. The finished product is usually formulatedas microparticles or as rod implants to be injectedsubcutaneously or intramuscularly – depending on the desiredeffect. The active ingredient is continuously released over adefined period as the body gradually degradates the polymermatrix.
‘With the help of novel biopolymers, we hope it will bepossible in the future to bring biopharmaceuticals into the
Providing lessinvasive drugdelivery withbiopolymers Evonik and various partners are currentlyworking on a German Federal Ministry-fundedproject to find oral delivery solutions forinjectable biopharmaceuticals. One route toproducing easy-to-administer, less invasivetherapeutic options involves using next-generation biopolymers
Production of parenteral medications requires the highest hygienic standards. Shown here is the site in Birmingham (Alabama, US)
014-015 mc1214 Focus evonik_Layout 1 02/12/2014 14:30 Page 14

BIOTECHNOLOGY
December 2014 manufacturing chemist xv
bloodstream through the gastro-intestinal tract and throughrespiratory pathways rather than through injections,’ he added.
As part of PeTrA1, a project co-funded by the German FederalMinistry of Education and Research, Evonik has worked withpartners to develop novel biocompatible and biodegradablelactic and glycolic acid-based copolymers (PLGAs) and test themin cell models.
The company says the advantages ofbiodegradable polylactic acids can be seenin patients who are suffering from acertain type of prostate cancer andtreated with an LHRH antagonist. Thesedrugs aim to stem the progress ofhormone-dependent cancer bysuppressing testosterone production.
Since a constant drug level is required,the LHRH antagonist would actuallyneed to be injected several times a day.Thanks to a polymer-based sustainedrelease formulation that is injected underthe skin in the shape of a small rod,injection is only necessary every sixmonths thereby increasing comfort andcompliance and reducing cost oftreatment.
Boris Obermeier, who is responsible for developingbiopolymers at Evonik, sees the use of nanoparticles as a steptoward even more targeted drug delivery systems. ‘Withcustomised polymers and suitable formulations, we can protectdrugs from the attacks of the immune system, allow them to
“With customisedpolymers andsuitableformulations, wecan protect drugsfrom the attacksof the immunesystem, allowthem to circulatelonger in theblood stream and preciselyaccumulate in aparticular tissue”
circulate longer in the blood stream and precisely accumulate ina particular tissue,’ he said at the Evonik Meets Science forumin Fulda, Germany.
Biodegradable polymers have also been used in medical deviceapplications. A variety of medical devices can be produced frompolylactic acids – from a simple screw or plate to stabilise abroken bone, to absorbable stents. The advantage of theseapplications is that the material is programmed to bemetabolised by the body within months to years and a removalby a second surgery is not necessary.
Future opportunities for biodegradable polymers lie in thesynthetic production of biological tissue to replace or regeneratediseased tissue in patients. Biological tissues need a stabilisingmatrix that the cells can grow on. A matrix made ofbiodegradable polymers present the advantage to be absorbedby the body later on.
‘All of these applications need well-tolerated materials whoseproperties can be adjusted to suit specific requirements,’ saidObermeier.
Evonik has its own development and production capacities forfunctional polymers in Darmstadt (Germany) and Birmingham(Alabama, US).
CONTACTEvonik Industries AGRellinghauser Straße 1-11, 45128 EssenGermanyT +49 201 177-01 www.evonik.com
37 of the top 40 pharmaceutical companies
•
choose the TruScan RM
3 opharmaceutical companies37 of
The Thermo Scientific™ T
e op
pharmaceutical companiesthe top 4
ruScan™ RM is thntific™ TTr
0
pharmaceutical companies40
ruScan™ RM is the most complete
choose the TruScan RM
The Thermo Scientific™ T
portable analyzer for raw material ID. W
ted in implemen 500 GMproducts of family
y compliance with the industrregulator
choose the TruScan RM
ruScan™ RM is thntific™ TTr
ith more than portable analyzer for raw material ID. W
P sites500 GM s acros untries70+ cofor choice preferred the is
.y leadery compliance with the industr
choose the TruScan RM
ruScan™ RM is the most complete
ith more than 1300 analyzersuntries ruScan, the TTr
identificationrapid
otect your brand at ther• otect your brand at therPrPr
moscientific.com/qualitymoscientific.com/quality
014-015 mc1214 Focus evonik_Layout 1 02/12/2014 14:30 Page 15
BIOTECHNOLOGY
xvi manufacturing chemist December 2014
In July 2014 Codexis, a biotechnology company based inRedwood City, California, US, granted GlaxoSmithKline (GSK)a licence to use its CodeEvolver platform technology to developnovel enzymes for use in the manufacture of GSK’s humanpharmaceutical and healthcare products. As part of theagreement, which is worth US$25m plus milestones andpotential royalties, the CodeEvolver protein engineeringplatform will be installed at GSK’s research and developmentsite at Upper Merion, Pennsylvania. This is the first time thatCodexis has licensed its protein engineering platformtechnology to any party in the healthcare field, but it is likely tobe the first of a series of similar licences as the pharma industryincreasingly recognises the advantages of incorporatingenzymatic processes into the manufacture of drugs.
The manufacture of active pharmaceutical ingredients (APIs)is renowned for being complex and materials-intensive,requiring many processing steps and generating higher levels ofwaste/kg output than other chemical manufacturing industries.1
Over the past few decades, the pharma industry has been underpressure to reduce its use and generation of hazardoussubstances, and limit the environmental impact ofmanufacturing. Interest has grown in the development of GreenChemistry technologies, particularly since the US PollutionProtection Act (1990).
The principles of Green Chemistry aim to ‘design andproduce cost-competitive chemical products and processes thatattain the highest level of the pollution-prevention hierarchy byreducing pollution at its source’.2 Adopting Green Chemistrycould not only provide more sustainable manufacturing options,but could also bring significant cost-savings to the pharmaindustry through more efficient manufacturing with minimalhazardous waste products.
Previous reports have indicated potential cost-savings for thecombined chemical industries in the region of $65bn by 2020,but adoption of Green Chemistry principles by the pharmaindustry has been limited so far.3 The reality is that companiesare likely to choose to adopt greener chemistries only if the cost-
savings exceed the cost of implementation and maintenance4.However, biocatalysis is one green technology that is seeing
greater adoption across the pharma industry. Since the 1980s,biocatalytic methods have developed from bench-scaleexperimental research tools into powerful methods that are nowbeing applied on an industrial scale for alternative chemicalsynthesis. The use of enzymes can provide higher activity andselectivity, as well as operate under easier and safer conditionsthat are less environmentally harmful or energy-intensive thansome currently used chemical processes.
For pharmaceutical companies such as GSK, biocatalysts canbe deployed for individual transformations to offer more
efficient and sustainable manufacturingprocesses with lower costs thantraditional chemical reactions. Enzymesare useful for generating isomericallypure compounds because their chiralactive sites can discriminate betweendifferent stereoisomers and regioisomersfor enantio- and regioselective chiralchemistry.5,6 Enzymes can also be used todesign shorter and simpler syntheticroutes that are not accessible by classicalchemical approaches. By reducing thenumber of steps needed to make an activepharmaceutical, the cost-savings andsustainability benefits provided byenzymatic routes are significant.
Developing biocatalytic approaches requires the identificationand optimisation of enzymes specifically for the requiredreaction and industrial processing conditions. Codexis has asignificant track record of delivering evolved biocatalysts forpharmaceutical and fine chemical applications over an extendedperiod. Indeed, Codexis has won the US EPA Presidential Green
“By decreasingthe number ofsteps needed tomake an activepharmaceutical,the cost-savingsandsustainabilitybenefitsprovided byenzymatic routesare significant”
Boostingproductivitythrough novelbiocatalysispartnership Use of new biocatalysts is making manyindustrial processes more effcient. Dr JimLalonde, Senior Vice President, R&D, Codexis,looks at the logistics and drivers behindpharma’s increasing interest in biocatalysis fordrug development and manufacturing
016-018 mc1214Focus Codexis amended_Layout 1 02/12/2014 14:35 Page 16

BIOTECHNOLOGY
December 2014 manufacturing chemist xvii
Chemistry Award three times: in 2006, 2010 and 2012. Some well-known examples of green processes developed by
the company include development of a bacterial halohydrindehalogenase (HHDH) for use as a biocatalyst in themanufacture of ethyl (R)-4-cyano-3-hydroxybutyrate (HN),which is the starting material for production of atorvastatin(the cholesterol-lowering drug marketed as Lipitor).7 Theresulting biocatalyst had 35 amino acid changes from thestarting enzyme, and was suitable for commercial use, includingimproving the volumetric productivity of the process over thewild-type enzyme by 4,000-fold.
Elsewhere, Codexis was involved in the development of a newbiocatalytic process in the production of montelukast sodium(Singulair, an antiallergy and antiasthmatic treatment).8
Directed evolution was used to engineer a novel ketoreductase(KRED) to catalyse the asymmetric reduction of (E)-methyl 2-(3-(3-(2-(7-chloroquinolin-2-yl)vinyl)phenyl)-3-oxopropyl)benzoate to the corresponding (S)-alcohol, a key intermediate inthe synthesis of montelukast sodium. The catalytic reductionreplaced the use of DIP-chloride, an expensive, stoichiometricasymmetric reductant. The engineered KRED’s biocatalyticactivity was improved by 3,000-fold over the enzyme fromnature.
In another example, a biocatalyst was developed to replace arhodium-catalysed asymmetric enamine hydrogenation for thelarge-scale manufacture of sitagliptin (Januvia, an antidiabetictreatment)9. The resulting biocatalytic process was incorporatedinto sitagliptin manufacturing for a more efficient, economicaland environmentally cleaner process. In this case, no enzymefrom nature was found to be capable of the desiredtransamination and so one was designed using proprietarymolecular modelling methods followed by CodeEvolver directed
evolution technology to improve the catalytic efficiency of thestarting enzyme by more than 25,000-fold.
Licensing biocatalysis technologyOver the past 12 years, Codexis has developed industry-leading,proprietary technologies for custom development of ‘ideal’biocatalysts by combining cutting-edge advances incomputational molecular modelling, molecular biology, highthroughput chemistry and bioinformatics. The CodeEvolverdirected evolution technology platform licensed to GSK mergescapabilities in all of these fields to enable the rapid developmentof custom-designed biocatalysts that are highly optimised forefficient chemical transformations and manufacturingprocesses. This technology platform is comprised of a)proprietary methods for the design and generation of diversegenetic libraries, b) automated high throughput screeningtechniques suitable for testing thousands of the best candidatevariants, and c) computational algorithms for the interpretationof screening data, thereby eliminating the need to run tens of
thousands of additional costlyexperiments.
There are several protein engineeringtechnologies available for enzymeoptimisation, but the CodeEvolvertechnology offers the ability to designperforming proteins more effectively thanother engineering tools on the market,both in terms of its speed and thespecificity of the results it delivers. ‘Wechose the Codexis platform after athorough evaluation of the enzymeevolution landscape.
‘The CodeEvolver technology is enzymeagnostic, which allows it to be applied to awide range of chemical transformations.
Codexis is also constantly improving the platform, which hasallowed the company to stay at the cutting edge of enzymeevolution technology,’ said Doug Fuerst, TechnologyDevelopment Lead, Synthetic Biology at GSK.
The proteins designed by this technology can performmultiple potential functions, ranging from biocatalysts that willcatalyse chemical reactions more cost-effectively thanalternative chemistries, to enzymes useful in the production oftherapeutics, diagnostic or prophylactic products.
‘Our goal is to manufacture small molecules more efficientlyand sustainably and this platform will assist us to do that,’ saidJohn Baldoni, Senior Vice President, Platform Technology andScience of GSK. ‘We are evaluating opportunities and planningto use Codexis technology across the entire GSK developmentportfolio of small molecule assets. This includes all therapeuticclasses,’ added Fuerst.
Mark Buswell, Head of Advanced ManufacturingTechnologies at GSK, pointed out that one can evolve anenzyme randomly, but it takes a tremendous amount of time todetermine which amino acid to change or whether to changeone or more. ‘What Codexis has done is crack the massivebioinformatics challenge,’ he said.
A two-year technology transfer programmeAs part of the agreement, Codexis is providing comprehensivetechnology transfer services to GSK over a two-year period.This includes comprehensive support services, from helpingwith laboratory design, equipment and bioinformatics softwareselection, to working directly with GSK’s scientists at Codexis’Redwood City facilities. This training programme will enableGSK’s scientists to learn the complete process for designing anddeveloping novel biocatalysts. Once GSK’s new lab in
“No enzymefrom nature wasfound to becapable of thedesiredtransaminationand so one wasdesigned usingproprietarymolecularmodellingmethods”Dr Jonathan Vroom (scientist at Codexis) preparating a library of diverse biocatalysts
016-018 mc1214Focus Codexis amended_Layout 1 02/12/2014 14:35 Page 17

BIOTECHNOLOGY
xviii manufacturing chemist December 2014
Pennsylvania is complete, Codexis’ scientists will continue toprovide advisory support, including visiting GSK’s site while thenewly-trained GSK scientists take over the leading roles inrunning the CodeEvolver directed evolution methodologies onadditional API projects at GSK.
The new licensing approach benefits companies byaccelerating their ability to apply biocatalysis to their ownprocesses. In addition, licensees will be able to use theCodeEvolver directed evolution technology at their ownfacilities, providing internal control of their projects andsignificant cost savings and sustainability benefits overalternative methods. It will also minimise the need to discloseconfidential information to third parties. In addition, thecompany will provide technical support and training to eachlicensee, enabling them to use the technology independently.
The collaborative nature of this licensing approach willbenefit the pharmaceutical industry as a whole in the long term,as other development partners will be working in parallel withCodexis to convert the production of additional drugs so as toincorporate biocatalytic processes.
The company is already in discussion with other companieswho may be interested in licensing its CodeEvolver directedevolution technology platform and also foresees licensingagreements with companies in industries beyondpharmaceuticals. The CodeEvolver directed evolutiontechnology platform is suitable for use with practically anyenzyme class and can be applied across a wide range of chemicaltransformations representing numerous manufacturingopportunities. Therefore, any company that can visualise
deriving value from using or marketing novel, high performanceenzymes or other proteins is a candidate for a CodeEvolverdirected evolution technology platform licence from Codexis.
REFERENCES1. Sheldon RA (2007). Green Chemistry 9: 1273–1283.2. US EPA, Basics of Green Chemistry, pub online: http://www2.epa.gov/green-chemistry/basics-green-chemistry#twelve3. MacDonald G (2014). In-Pharma Technologist, 1 October, pub online:http://www.in-pharmatechnologist.com/Ingredients/How-green-was-my-Valium-Not-very-despite-industry-claims4. Ciriminna R, Pagliaro M (2013). Organic Process Research & Development 17:1479–1484.5. Barrozo A, Borstnar R, Marloie G, Caroline S, Kamerlin L (2012). Int J Mol Sci13: 12428–124606. Huisman GW, Collier SJ (2013). Curr Op Chem Biol 17: 284–292.7. Fox RJ, Davis C, Mundorff EC, et al (2007). Nature Biotech 25(3): 338–344.8. Liang J, Lalonde J, Borup B, et al (2010). Org Process Res Dev 14: 193–198.9. Savile CK, Janey JM, Mundorff EC, et al (2010). Science 329: 305–309.
CodeEvolver is a registered trademark of Codexis, Inc
CONTACTCodexis, Inc.200 Penobscot Drive Redwood City CA 94063USAT+1 650 421 8100www.codexis.com
Rivington Road, Whitehouse, Runcorn, Cheshire, England. WA7 3DS. Tel: +44 (0) 1928 755100 Fax: +44 (0) 1928 714325 E.mail: [email protected] www.hosokawa.co.uk
Leaders in powder and particle technology, Hosokawa Micron, offer a range of laboratory test and analysisequipment used in R&D and manufacture of powders. Identified as industry standard quality assurance analysisequipment, these units are employed extensively across chemical and pharmaceutical applications.
Alpine Air Jet Sieve e200LS - for fast, accurate dry particle size measurement Viblette™ VBL – for wet or cohesive particle size measurementPowder Characteristics Tester PT-X – determines characteristics such as flowability and floodability, in one machine
Hosokawa Micron Test CentreEquipped with over 40 complete systems and machines from the Hosokawa range to meet your testing demands and identify solutions to processing problems.
PROCESS TECHNOLOGIES FOR TOMORROW SM
POWDER TESTING & ANALYSIS
016-018 mc1214Focus Codexis amended_Layout 1 02/12/2014 14:35 Page 18

Laboratory Analysis made simple. Every drop counts. With TwinPower
technology, high efficiency laboratory
analysis is effortless. Fewer reagents
are required because the internal volume
of the solenoid valves has been reduced
to an absolute minimum. At the same
time, energy consumption is less because
two smaller solenoid coils share the
work in the valve, making this system
more durable and reliable than previous
systems.
The 6624 TwinPower: So much
cleverness in such a small space.
More minimum – hardly possible.
We make ideas flow.
Please call +44 (0)1285 648720,
email [email protected] or
visit www.burkert.co.uk
A4 Pages_Layout 1 10/07/2014 10:44 Page 1

IT LOOKS DIFFERENT
BECAUSE IT IS DIFFERENT
Accurately analyze your materials through packaging
Minimize the learning curve with a smartphone-inspired interface
Increase confidence in your material ID with unparalleled sensitivity
Measure a wide range of materials with interference-free data
Expand your data transfer flexibility, LIMS, wireless, and docking station
Toll Free: +1 855.785.1064Direct: +1 781.328.1024
www.rigakuprogeny.com
REVOLUTIONIZE YOUR MATERIAL IDENTIFICATION
The new generation in handheld Raman analysis
that streamlines your material ID workflow.
TM
All Rigaku Raman Technologies products are made in the USA. ©2014 Rigaku Raman Technologies, Inc. All rights reserved. Progeny is a commercial trademark of Rigaku Raman Technologies, Inc.
A4 Pages_Layout 1 01/09/2014 08:51 Page 1
Related Documents











