SOLID END MILLING

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

SOLID END MILLING

• Production-proven solid end mills give you increased productivity.
• UCDE™ HARVI™ II 5-Flute for Steel, Stainless Steel, and High-Temp Alloys.
• HPHV HARVI™ 4-Flute for Steel, Stainless Steel, and High-Temp Alloys.
• AADF™ 2-Flute for Aluminum.
• AADE™ 3-Flute for Aluminum.
For your toughest applications…
KennametalSolid Carbide End MillsMeet Every Challenge!
To place your order, contact Kennametal or your Authorized Kennametal Distributor or visit www.kennametal.com.
THINK MILLING, THINK KENNAMETAL
Solid End Milling
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 1
2

Harvi - Unequal Flute Spacing Endmills UCDE - Harvi II 5 flute for Steel, Stainless Steel, Cast Iron & High Temp ...........................................................................................................................................................................4 UCDE - Harvi II 5 flute long reach for Steel, Stainless Steel, Cast Iron & High Temp ..........................................................................................................................................................6 HPHV - 4 flute for Steel, Stainless Steel, Cast Iron & High Temp .......................................................................................................................................................................................7 HPHVBN - 4 flute ballnose for Steel, Stainless Steel, Cast Iron & High Temp ..................................................................................................................................................................13 HPRSHV - 4 flute long reach for Steel, Stainless Steel, Cast Iron & High Temp ................................................................................................................................................................14 UADE - 4 flute long reach with neck relief for Steel, Stainless Steel, Cast Iron & High Temp ...........................................................................................................................................15 HPHVT - 4 flute for Titanium ...........................................................................................................................................................................................................................................16 UDDE - Harvi II 5 flute for Titanium .................................................................................................................................................................................................................................17 Application Data .............................................................................................................................................................................................................................................................18
Aluminum Endmills ABDF - MaxiMet 2 flute with Wiper Facet .......................................................................................................................................................................................................................23 ABDE - MaxiMet 3 flute with Wiper Facet and Unequal flute spacing ..............................................................................................................................................................................24 ABDF - MaxiMet 2 flute with Wiper Facet and Neck Relief ..............................................................................................................................................................................................25 ABDE - MaxiMet 3 flute with Wiper Facet and Neck Relief ..............................................................................................................................................................................................27 AADF - 2 flute with double rake face ..............................................................................................................................................................................................................................29 AADE - 3 flute with double rake face ..............................................................................................................................................................................................................................34 HPRSA - 2 flute with Neck relief .....................................................................................................................................................................................................................................39 SFRHEC - 3 flute roughing endmill .................................................................................................................................................................................................................................40 Application Data .............................................................................................................................................................................................................................................................41
Hard Milling Endmills KHDA - Kenfeed 6 flute Hi Feed for 52 to 65 HRC ...........................................................................................................................................................................................................46 KMDA - Kenfeed 6 flute Hi Feed for <52 HRC .................................................................................................................................................................................................................47 HPFDM - Multi flute finisher ...........................................................................................................................................................................................................................................48 HPBNDM - 4 flute ballnose finisher ................................................................................................................................................................................................................................49 HPRST - Multi flute regular length rougher with flat shallow pitch profile ........................................................................................................................................................................50 HPRDM - Multi flute stub length rougher with flat shallow pitch profile ...........................................................................................................................................................................51 Application Data .............................................................................................................................................................................................................................................................52
High Performance Endmills HPFSS - 3 flute with corner radius for Steels and Stainless Steels ..................................................................................................................................................................................56 HPFSS - 5 flute for Steels and Stainless Steels ...............................................................................................................................................................................................................57 HPFT - 6 flute for Titanium .............................................................................................................................................................................................................................................58 HPRSS - 3 flute regular length rougher with chip breaker profile ....................................................................................................................................................................................60 MDRHEC - Multi flute regular rougher with fine pitch profile ...........................................................................................................................................................................................61 Application Data .............................................................................................................................................................................................................................................................62
General Purpose Plus Endmills HEC - 2 flute square end finisher ....................................................................................................................................................................................................................................66 BNEC - 2 flute ball nose finisher .....................................................................................................................................................................................................................................68 HEC - 3 flute square end finisher ....................................................................................................................................................................................................................................70 BNEC - 3 flute ball nose finisher .....................................................................................................................................................................................................................................71 HEC - 4 flute square end finisher ....................................................................................................................................................................................................................................72 BNEC - 4 flute ball nose finisher .....................................................................................................................................................................................................................................74 HHEC - 3 flute 60° hi helix finisher .................................................................................................................................................................................................................................76 CRHEC - 4 flute corner radius finisher ............................................................................................................................................................................................................................77 DHEC - 2 flute double end square end finisher ...............................................................................................................................................................................................................78 DHEC - 4 flute double end square end finisher ...............................................................................................................................................................................................................79 DBNEC - 4 flute double end ballnose finisher .................................................................................................................................................................................................................80 Application Data .............................................................................................................................................................................................................................................................81
w w w . k e n n a m e t a l . c o m
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.2
(continued)
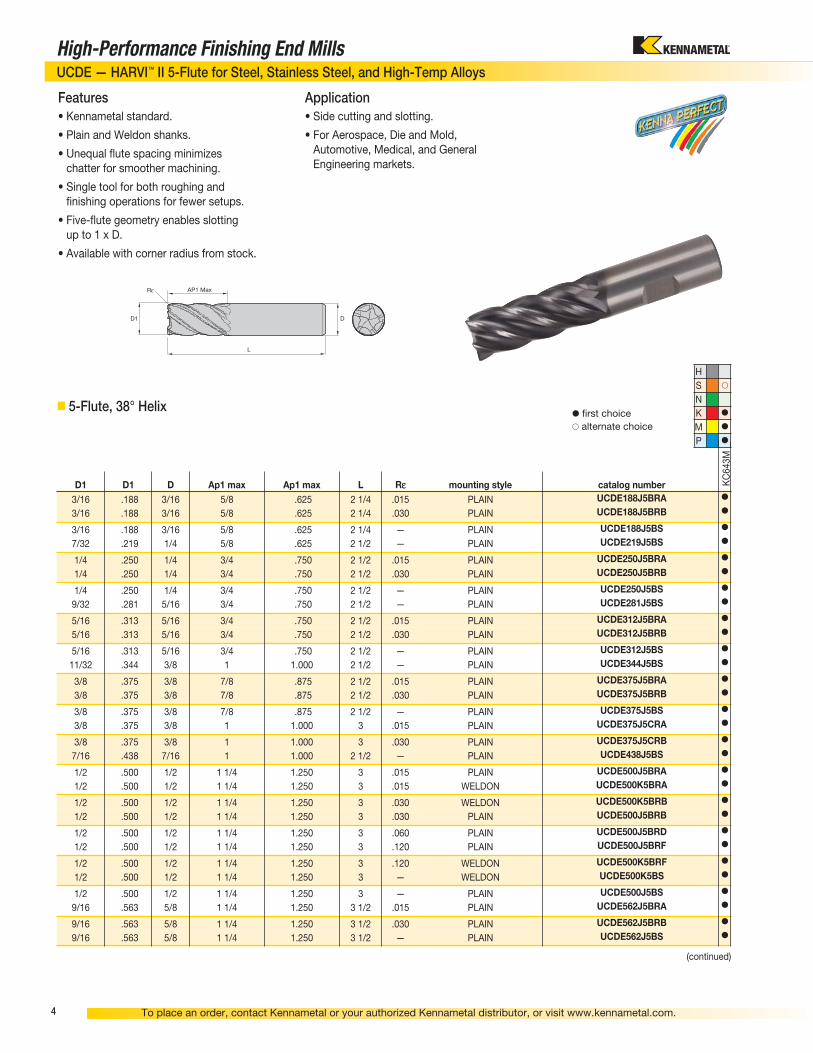
High-Performance Finishing End MillsUCDE — HARVI™ II 5-Flute for Steel, Stainless Steel, and High-Temp Alloys
Features• Kennametal standard.
• Plain and Weldon shanks.
• Unequal flute spacing minimizeschatter for smoother machining.
• Single tool for both roughing andfinishing operations for fewer setups.
• Five-flute geometry enables slottingup to 1 x D.
• Available with corner radius from stock.
Application• Side cutting and slotting.
• For Aerospace, Die and Mold,Automotive, Medical, and GeneralEngineering markets.
HS �
NK �
M �
P �
� first choice� alternate choice
� 5-Flute, 38° Helix
D1 D1 D Ap1 max Ap1 max L Rε KC
643M
3/16 .188 3/16 5/8 .625 2 1/4 .015 PLAIN UCDE188J5BRA �
3/16 .188 3/16 5/8 .625 2 1/4 .030 PLAIN UCDE188J5BRB �
3/16 .188 3/16 5/8 .625 2 1/4 — PLAIN UCDE188J5BS �
7/32 .219 1/4 5/8 .625 2 1/2 — PLAIN UCDE219J5BS �
1/4 .250 1/4 3/4 .750 2 1/2 .015 PLAIN UCDE250J5BRA �
1/4 .250 1/4 3/4 .750 2 1/2 .030 PLAIN UCDE250J5BRB �
1/4 .250 1/4 3/4 .750 2 1/2 — PLAIN UCDE250J5BS �
9/32 .281 5/16 3/4 .750 2 1/2 — PLAIN UCDE281J5BS �
5/16 .313 5/16 3/4 .750 2 1/2 .015 PLAIN UCDE312J5BRA �
5/16 .313 5/16 3/4 .750 2 1/2 .030 PLAIN UCDE312J5BRB �
5/16 .313 5/16 3/4 .750 2 1/2 — PLAIN UCDE312J5BS �
11/32 .344 3/8 1 1.000 2 1/2 — PLAIN UCDE344J5BS �
3/8 .375 3/8 7/8 .875 2 1/2 .015 PLAIN UCDE375J5BRA �
3/8 .375 3/8 7/8 .875 2 1/2 .030 PLAIN UCDE375J5BRB �
3/8 .375 3/8 7/8 .875 2 1/2 — PLAIN UCDE375J5BS �
3/8 .375 3/8 1 1.000 3 .015 PLAIN UCDE375J5CRA �
3/8 .375 3/8 1 1.000 3 .030 PLAIN UCDE375J5CRB �
7/16 .438 7/16 1 1.000 2 1/2 — PLAIN UCDE438J5BS �
1/2 .500 1/2 1 1/4 1.250 3 .015 PLAIN UCDE500J5BRA �
1/2 .500 1/2 1 1/4 1.250 3 .015 WELDON UCDE500K5BRA �
1/2 .500 1/2 1 1/4 1.250 3 .030 WELDON UCDE500K5BRB �
1/2 .500 1/2 1 1/4 1.250 3 .030 PLAIN UCDE500J5BRB �
1/2 .500 1/2 1 1/4 1.250 3 .060 PLAIN UCDE500J5BRD �
1/2 .500 1/2 1 1/4 1.250 3 .120 PLAIN UCDE500J5BRF �
1/2 .500 1/2 1 1/4 1.250 3 .120 WELDON UCDE500K5BRF �
1/2 .500 1/2 1 1/4 1.250 3 — WELDON UCDE500K5BS �
1/2 .500 1/2 1 1/4 1.250 3 — PLAIN UCDE500J5BS �
9/16 .563 5/8 1 1/4 1.250 3 1/2 .015 PLAIN UCDE562J5BRA �
9/16 .563 5/8 1 1/4 1.250 3 1/2 .030 PLAIN UCDE562J5BRB �
9/16 .563 5/8 1 1/4 1.250 3 1/2 — PLAIN UCDE562J5BS �
catalog numbermounting style
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 2
4

AADF™ — 2-Flute for AluminumUCDE — HARVI™ II 5-Flute for Steel, Stainless Steel, and High-Temp Alloys
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 3
(continued)
� 5-Flute, 38° Helix
5/8 .625 5/8 1 1/4 1.250 3 1/2 .015 PLAIN UCDE625J5BRA �
5/8 .625 5/8 1 1/4 1.250 3 1/2 .030 PLAIN UCDE625J5BRB �
5/8 .625 5/8 1 1/4 1.250 3 1/2 .030 WELDON UCDE625K5BRB �
5/8 .625 5/8 1 1/4 1.250 3 1/2 .060 PLAIN UCDE625J5BRD �
5/8 .625 5/8 1 1/4 1.250 3 1/2 — PLAIN UCDE625J5BS �
5/8 .625 5/8 1 1/4 1.250 3 1/2 — WELDON UCDE625K5BS �
3/4 .750 3/4 1 1/2 1.500 4 .015 PLAIN UCDE750J5BRA �
3/4 .750 3/4 1 1/2 1.500 4 .030 PLAIN UCDE750J5BRB �
3/4 .750 3/4 1 1/2 1.500 4 .030 WELDON UCDE750K5BRB �
3/4 .750 3/4 1 1/2 1.500 4 .060 PLAIN UCDE750J5BRD �
3/4 .750 3/4 1 1/2 1.500 4 .090 PLAIN UCDE750J5BRE �
3/4 .750 3/4 1 1/2 1.500 4 .120 WELDON UCDE750K5BRF �
3/4 .750 3/4 1 1/2 1.500 4 .120 PLAIN UCDE750J5BRF �
3/4 .750 3/4 1 1/2 1.500 4 — WELDON UCDE750K5BS �
3/4 .750 3/4 1 1/2 1.500 4 — PLAIN UCDE750J5BS �
3/4 .750 3/4 1 5/8 1.625 4 .030 PLAIN UCDE750J5CRB �
3/4 .750 3/4 1 5/8 1.625 4 .060 PLAIN UCDE750J5CRD �
3/4 .750 3/4 1 5/8 1.625 4 .090 PLAIN UCDE750J5CRE �
3/4 .750 3/4 1 5/8 1.625 4 .120 PLAIN UCDE750J5CRF �
3/4 .750 3/4 1 5/8 1.625 4 — PLAIN UCDE750J5CS �
1 1.000 1 1 3/4 1.750 4 .015 PLAIN UCDE1000J5BRA �
1 1.000 1 1 3/4 1.750 4 1/2 .030 PLAIN UCDE1000J5BRB �
1 1.000 1 1 3/4 1.750 4 1/2 .030 WELDON UCDE1000K5BRB �
1 1.000 1 1 3/4 1.750 4 1/2 .060 PLAIN UCDE1000J5BRD �
1 1.000 1 1 3/4 1.750 4 1/2 .090 PLAIN UCDE1000J5BRE �
1 1.000 1 1 3/4 1.750 4 1/2 .120 PLAIN UCDE1000J5BRF �
1 1.000 1 1 3/4 1.750 4 1/2 .120 WELDON UCDE1000K5BRF �
1 1.000 1 1 3/4 1.750 4 1/2 — WELDON UCDE1000K5BS �
1 1.000 1 1 3/4 1.750 4 1/2 — PLAIN UCDE1000J5BS �
D1 D1 D Ap1 max Ap1 max L Rε KC
643M
HS �
NK �
M �
P �
� first choice� alternate choice
High-Performance Finishing End Mills
� End Mill TolerancesD1 D1 Tolerance D ToleranceAll DIN e8 DIN h6
mounting style catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 3
5

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E8
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
High-Performance Finishing End MillsUCDE — Harvi II 5-Flute with Neck for Steel, Stainless Steel & High-Temp Alloys
Features• Kennametal standard.
• Plain and Weldon shanks.
• Unequal flute spacing minimizeschatter for smoother machining.
• Single tool for both roughing andfinishing operations for fewer setups.
• Five-flute geometry enables slottingup to 1xD.
• Available with corner radius from stock.
Application• Side cutting and slotting.
• For Aerospace, Die and Mold,Automotive, Medical, and GeneralEngineering markets.
first choice
alternate choice
HSNKMP
5-Flute, 38° Helix
D1 D1 D Ap1 max L3 L R mounting style catalog number KC
643M
1/4 .250 1/4 1/2 1 1/4 4 .015 PLAIN UCDE250J5ARA3/8 .375 3/8 7/8 1 7/8 4 .015 PLAIN UCDE375J5ARA
1/2 .500 1/2 1 1/4 2 1/4 4 .030 WELDON UCDE500K5ARB5/8 .625 5/8 1 1/4 2 1/4 4 .030 WELDON UCDE625K5ARB
3/4 .750 3/4 1 1/2 3 1/4 5 1/2 .030 WELDON UCDE750K5ARB1 1.000 1 1 3/4 3 1/4 5 1/2 .030 WELDON UCDE1000K5ARB
For application data, see page E35.
End Mill TolerancesD1 D1 Tolerance D ToleranceAll DIN e8 DIN h6
Ordering Example:UCDE1000J5ARA KC643M
6
�
�
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.4
� 4-Flute, 38° Helix
(continued)
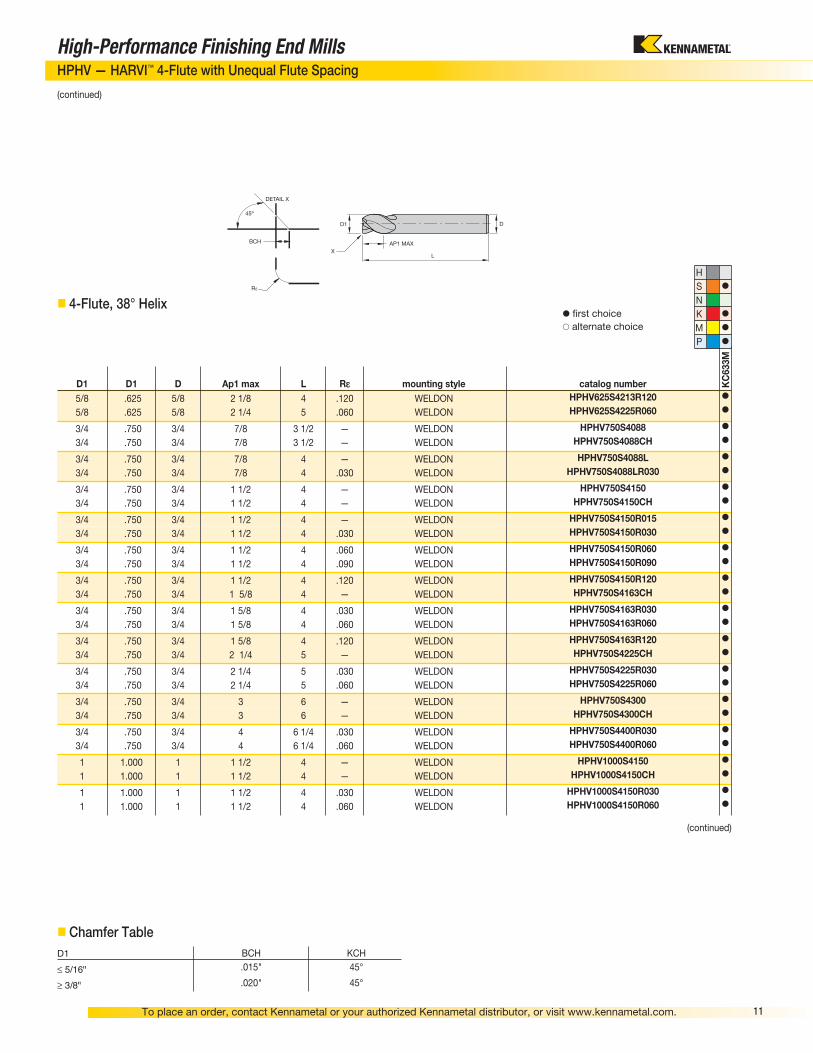
High-Performance Finishing End MillsHPHV — HARVI™ 4-Flute with Unequal Flute Spacing
Features• Kennametal standard.
• Plain and Weldon shanks.
• Sharp, radius, and chamferedcorner — center cutting.
Application• Side cutting and slotting.
• For Aerospace, General Engineering,Die and Mold, Medical, andAutomotive markets.
HS �
NK �
M �
P �
� first choice� alternate choice
D1 D1 D Ap1 max L Rε KC
633M
1/8 .125 1/8 1/4 1 1/2 — PLAIN HPHV125S4025 �
1/8 .125 1/8 1/4 1 1/2 — PLAIN HPHV125S4025CH �
1/8 .125 1/8 1/4 2 1/2 — PLAIN HPHV125S4025L �
1/8 .125 1/8 1/4 2 1/2 .015 PLAIN HPHV125S4025LR015 �
1/8 .125 1/8 1/2 2 — PLAIN HPHV125S4050 �
1/8 .125 1/8 1/2 2 — PLAIN HPHV125S4050CH �
1/8 .125 1/8 1/2 2 .015 PLAIN HPHV125S4050R015 �
1/8 .125 1/8 1/2 2 1/2 — PLAIN HPHV125S4050L �
1/8 .125 1/8 1/2 2 1/2 .015 PLAIN HPHV125S4050LR015 �
3/16 .188 3/16 5/16 1 1/2 — PLAIN HPHV188S4031 �
3/16 .188 3/16 5/16 1 1/2 — PLAIN HPHV188S4031CH �
3/16 .188 3/16 5/16 2 1/2 — PLAIN HPHV188S4031L �
3/16 .188 3/16 5/16 2 1/2 .015 PLAIN HPHV188S4031LR015 �
3/16 .188 3/16 5/8 2 1/4 — PLAIN HPHV188S4063 �
3/16 .188 3/16 5/8 2 1/4 — PLAIN HPHV188S4063CH �
3/16 .188 3/16 5/8 2 1/4 .015 PLAIN HPHV188S4063R015 �
3/16 .188 3/16 5/8 2 1/4 .030 PLAIN HPHV188S4063R030 �
3/16 .188 3/16 5/8 2 1/2 — PLAIN HPHV188S4063L �
3/16 .188 3/16 5/8 2 1/2 .015 PLAIN HPHV188S4063LR015 �
3/16 .188 1/4 5/8 2 1/2 .030 PLAIN HPHV188S4063LR030 �
1/4 .250 1/4 3/8 2 — PLAIN HPHV250S4038 �
1/4 .250 1/4 3/8 2 — PLAIN HPHV250S4038CH �
1/4 .250 1/4 3/8 2 .030 PLAIN HPHV250S4038R030 �
1/4 .250 1/4 3/8 2 1/2 — PLAIN HPHV250S4038L �
1/4 .250 1/4 3/8 2 1/2 .015 PLAIN HPHV250S4038LR015 �
1/4 .250 1/4 3/8 2 1/2 .030 PLAIN HPHV250S4038LR030 �
1/4 .250 1/4 1/2 2 1/2 — PLAIN HPHV250S4050 �
1/4 .250 1/4 1/2 2 1/2 .015 PLAIN HPHV250S4050R015 �
1/4 .250 1/4 1/2 2 1/2 .030 PLAIN HPHV250S4050R030 �
1/4 .250 1/4 1/2 2 1/2 .060 PLAIN HPHV250S4050R060 �
1/4 .250 1/4 3/4 2 1/2 — PLAIN HPHV250S4075 �
1/4 .250 1/4 3/4 2 1/2 — PLAIN HPHV250S4075CH �
1/4 .250 1/4 3/4 2 1/2 .015 PLAIN HPHV250S4075R015 �
1/4 .250 1/4 3/4 2 1/2 .030 PLAIN HPHV250S4075R030 �
1/4 .250 1/4 3/4 2 1/2 .060 PLAIN HPHV250S4075R060 �
1/4 .250 1/4 1 3 — PLAIN HPHV250S4100 �
catalog numbermounting style
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 4
7

AADE™ — 3-Flute for Aluminum
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 5
(continued)
� 4-Flute, 38° Helix
(continued)
High-Performance Finishing End MillsHPHV — HARVI™ 4-Flute with Unequal Flute Spacing
1/4 .250 1/4 1 3 .015 PLAIN HPHV250S4100R015 �
1/4 .250 1/4 1 3 .030 PLAIN HPHV250S4100R030 �
1/4 .250 1/4 1 1/4 3 1/4 — PLAIN HPHV250S4125 �
1/4 .250 1/4 1 1/4 3 1/4 — PLAIN HPHV250S4125CH �
1/4 .250 1/4 1 1/4 3 1/4 .015 PLAIN HPHV250S4125R015 �
1/4 .250 1/4 1 1/4 3 1/4 — PLAIN HPHV250S4125R030 �
1/4 .250 1/4 1 3/4 4 .015 PLAIN HPHV250S4175R015 �
1/4 .250 1/4 1 3/4 4 .030 PLAIN HPHV250S4175R030 �
5/16 .313 5/16 1/2 2 — PLAIN HPHV312S4050 �
5/16 .313 5/16 1/2 2 — PLAIN HPHV312S4050CH �
5/16 .313 5/16 1/2 2 .030 PLAIN HPHV312S4050R030 �
5/16 .313 5/16 1/2 2 1/2 — PLAIN HPHV312S4050L �
5/16 .313 5/16 1/2 2 1/2 .015 PLAIN HPHV312S4050LR015 �
5/16 .313 5/16 1/2 2 1/2 .030 PLAIN HPHV312S4050LR030 �
5/16 .313 5/16 3/4 2 1/2 — PLAIN HPHV312S4075 �
5/16 .313 5/16 3/4 2 1/2 — PLAIN HPHV312S4075CH �
5/16 .313 5/16 3/4 2 1/2 .015 PLAIN HPHV312S4075R015 �
5/16 .313 5/16 3/4 2 1/2 .030 PLAIN HPHV312S4075R030 �
5/16 .313 5/16 3/4 2 1/2 .060 PLAIN HPHV312S4075R060 �
5/16 .313 5/16 1 1/4 3 1/4 .030 PLAIN HPHV312S4125R030 �
3/8 .375 3/8 1/2 2 — PLAIN HPHV375S4050 �
3/8 .375 3/8 1/2 2 — PLAIN HPHV375S4050CH �
3/8 .375 3/8 1/2 2 .030 PLAIN HPHV375S4050R030 �
3/8 .375 3/8 1/2 2 1/2 — PLAIN HPHV375S4050L �
3/8 .375 3/8 1/2 2 1/2 .015 PLAIN HPHV375S4050LR015 �
3/8 .375 3/8 1/2 2 1/2 .030 PLAIN HPHV375S4050LR030 �
3/8 .375 3/8 7/8 2 1/2 — PLAIN HPHV375S4088 �
3/8 .375 3/8 7/8 2 1/2 — PLAIN HPHV375S4088CH �
3/8 .375 3/8 7/8 2 1/2 .015 PLAIN HPHV375S4088R015 �
3/8 .375 3/8 7/8 2 1/2 .030 PLAIN HPHV375S4088R030 �
3/8 .375 3/8 7/8 2 1/2 .060 PLAIN HPHV375S4088R060 �
3/8 .375 3/8 7/8 2 1/2 .090 PLAIN HPHV375S4088R090 �
3/8 .375 3/8 7/8 3 — PLAIN HPHV375S4088L �
3/8 .375 3/8 7/8 3 .015 PLAIN HPHV375S4088LR015 �
3/8 .375 3/8 7/8 3 .030 PLAIN HPHV375S4088LR030 �
3/8 .375 3/8 7/8 3 .060 PLAIN HPHV375S4088LR060 �
D1 D1 D Ap1 max L Rε KC
633M
HS �
NK �
M �
P �
� first choice� alternate choice
mounting style catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 5
8

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.6
� 4-Flute, 38° Helix
(continued)
(continued)
High-Performance Finishing End MillsHPHV — HARVI™ 4-Flute with Unequal Flute Spacing
3/8 .375 3/8 7/8 3 .090 PLAIN HPHV375S4088LR090 �
3/8 .375 3/8 1 3 — PLAIN HPHV375S4100 �
3/8 .375 3/8 1 3 .015 PLAIN HPHV375S4100R015 �
3/8 .375 3/8 1 3 .030 PLAIN HPHV375S4100R030 �
3/8 .375 3/8 1 3 .060 PLAIN HPHV375S4100R060 �
3/8 .375 3/8 1 1/4 3 — PLAIN HPHV375S4125 �
3/8 .375 3/8 1 1/4 3 .015 PLAIN HPHV375S4125R015 �
3/8 .375 3/8 1 1/4 3 .030 PLAIN HPHV375S4125R030 �
3/8 .375 3/8 1 1/4 3 .060 PLAIN HPHV375S4125R060 �
3/8 .375 3/8 1 1/2 4 — PLAIN HPHV375S4150 �
3/8 .375 3/8 1 1/2 4 .030 PLAIN HPHV375S4150R030 �
3/8 .375 3/8 1 1/2 4 .060 PLAIN HPHV375S4150R060 �
3/8 .375 3/8 2 1/2 4 .030 PLAIN HPHV375S4250R030 �
3/8 .375 3/8 2 1/2 4 .060 PLAIN HPHV375S4250R060 �
7/16 .438 7/16 5/8 2 1/2 — PLAIN HPHV438S4063CH �
7/16 .438 7/16 7/8 2 1/2 — PLAIN HPHV438S4088CH �
7/16 .438 7/16 1 1/8 3 1/2 .015 PLAIN HPHV438S4113R015 �
1/2 .500 1/2 5/8 2 1/2 — WELDON HPHV500S4063 �
1/2 .500 1/2 5/8 2 1/2 — WELDON HPHV500S4063CH �
1/2 .500 1/2 5/8 2 1/2 .030 WELDON HPHV500S4063R030 �
1/2 .500 1/2 5/8 2 1/2 .060 WELDON HPHV500S4063R060 �
1/2 .500 1/2 5/8 3 — WELDON HPHV500S4063L �
1/2 .500 1/2 5/8 3 .015 WELDON HPHV500S4063LR015 �
1/2 .500 1/2 5/8 3 .030 WELDON HPHV500S4063LR030 �
1/2 .500 1/2 5/8 3 .060 WELDON HPHV500S4063LR060 �
1/2 .500 1/2 1 3 — WELDON HPHV500S4100 �
1/2 .500 1/2 1 3 — WELDON HPHV500S4100CH �
1/2 .500 1/2 1 3 .030 WELDON HPHV500S4100R030 �
1/2 .500 1/2 1 3 .060 WELDON HPHV500S4100R060 �
1/2 .500 1/2 1 1/4 3 — WELDON HPHV500S4125 �
1/2 .500 1/2 1 1/4 3 — WELDON HPHV500S4125CH �
1/2 .500 1/2 1 1/4 3 .015 WELDON HPHV500S4125R015 �
1/2 .500 1/2 1 1/4 3 .030 WELDON HPHV500S4125R030 �
1/2 .500 1/2 1 1/4 3 .060 WELDON HPHV500S4125R060 �
1/2 .500 1/2 1 1/4 3 .090 WELDON HPHV500S4125R090 �
1/2 .500 1/2 1 1/4 3 .120 WELDON HPHV500S4125R120 �
D1 D1 D Ap1 max L Rε KC
633M
HS �
NK �
M �
P �
� first choice� alternate choice
catalog numbermounting style
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 6
9

AADE™ — 3-Flute for Aluminum
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 7
(continued)
� 4-Flute, 38° Helix
(continued)
High-Performance Finishing End MillsHPHV — HARVI™ 4-Flute with Unequal Flute Spacing
1/2 .500 1/2 1 1/2 4 — WELDON HPHV500S4150 �
1/2 .500 1/2 1 1/2 4 — WELDON HPHV500S4150CH �
1/2 .500 1/2 1 1/2 4 .030 WELDON HPHV500S4150R030 �
1/2 .500 1/2 1 1/2 4 .060 WELDON HPHV500S4150R060 �
1/2 .500 1/2 1 5/8 4 — WELDON HPHV500S4163 �
1/2 .500 1/2 1 5/8 4 .030 WELDON HPHV500S4163R030 �
1/2 .500 1/2 1 5/8 4 .060 WELDON HPHV500S4163R060 �
1/2 .500 1/2 1 5/8 4 .120 WELDON HPHV500S4163R120 �
1/2 .500 1/2 2 4 — WELDON HPHV500S4200 �
1/2 .500 1/2 2 4 — WELDON HPHV500S4200CH �
1/2 .500 1/2 2 4 .030 WELDON HPHV500S4200R030 �
1/2 .500 1/2 2 1/2 4 1/2 .030 WELDON HPHV500S4250R030 �
1/2 .500 1/2 2 1/2 4 1/2 .060 WELDON HPHV500S4250R060 �
1/2 .500 1/2 3 5 .030 WELDON HPHV500S4300R030 �
1/2 .500 1/2 3 5 .060 WELDON HPHV500S4300R060 �
5/8 .625 5/8 3/4 3 — WELDON HPHV625S4075 �
5/8 .625 5/8 3/4 3 — WELDON HPHV625S4075CH �
5/8 .625 5/8 3/4 3 .060 WELDON HPHV625S4075R060 �
5/8 .625 5/8 3/4 3 .120 WELDON HPHV625S4075R120 �
5/8 .625 5/8 3/4 3 1/2 — WELDON HPHV625S4075L �
5/8 .625 5/8 3/4 3 1/2 .015 WELDON HPHV625S4075LR015 �
5/8 .625 5/8 3/4 3 1/2 .030 WELDON HPHV625S4075LR030 �
5/8 .625 5/8 3/4 3 1/2 .060 WELDON HPHV625S4075LR060 �
5/8 .625 5/8 3/4 3 1/2 .120 WELDON HPHV625S4075LR120 �
5/8 .625 5/8 1 1/4 3 1/2 — WELDON HPHV625S4125 �
5/8 .625 5/8 1 1/4 3 1/2 — WELDON HPHV625S4125CH �
5/8 .625 5/8 1 1/4 3 1/2 .030 WELDON HPHV625S4125R030 �
5/8 .625 5/8 1 1/4 3 1/2 .060 WELDON HPHV625S4125R060 �
5/8 .625 5/8 1 1/4 3 1/2 .090 WELDON HPHV625S4125R090 �
5/8 .625 5/8 1 1/4 3 1/2 .120 WELDON HPHV625S4125R120 �
5/8 .625 5/8 1 5/8 3 1/2 — WELDON HPHV625S4163 �
5/8 .625 5/8 1 5/8 3 1/2 .030 WELDON HPHV625S4163R030 �
5/8 .625 5/8 1 5/8 3 1/2 .060 WELDON HPHV625S4163R060 �
5/8 .625 5/8 1 5/8 3 1/2 .120 WELDON HPHV625S4163R120 �
5/8 .625 5/8 2 1/8 4 — WELDON HPHV625S4213 �
5/8 .625 5/8 2 1/8 4 .030 WELDON HPHV625S4213R030 �
D1 D1 D Ap1 max L Rε KC
633M
HS �
NK �
M �
P �
� first choice� alternate choice
catalog numbermounting style
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 7
10
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.8
� 4-Flute, 38° Helix
(continued)
(continued)
High-Performance Finishing End MillsHPHV — HARVI™ 4-Flute with Unequal Flute Spacing
5/8 .625 5/8 2 1/8 4 .120 WELDON HPHV625S4213R120 �
5/8 .625 5/8 2 1/4 5 .060 WELDON HPHV625S4225R060 �
3/4 .750 3/4 7/8 3 1/2 — WELDON HPHV750S4088 �
3/4 .750 3/4 7/8 3 1/2 — WELDON HPHV750S4088CH �
3/4 .750 3/4 7/8 4 — WELDON HPHV750S4088L �
3/4 .750 3/4 7/8 4 .030 WELDON HPHV750S4088LR030 �
3/4 .750 3/4 1 1/2 4 — WELDON HPHV750S4150 �
3/4 .750 3/4 1 1/2 4 — WELDON HPHV750S4150CH �
3/4 .750 3/4 1 1/2 4 — WELDON HPHV750S4150R015 �
3/4 .750 3/4 1 1/2 4 .030 WELDON HPHV750S4150R030 �
3/4 .750 3/4 1 1/2 4 .060 WELDON HPHV750S4150R060 �
3/4 .750 3/4 1 1/2 4 .090 WELDON HPHV750S4150R090 �
3/4 .750 3/4 1 1/2 4 .120 WELDON HPHV750S4150R120 �
3/4 .750 3/4 1 5/8 4 — WELDON HPHV750S4163CH �
3/4 .750 3/4 1 5/8 4 .030 WELDON HPHV750S4163R030 �
3/4 .750 3/4 1 5/8 4 .060 WELDON HPHV750S4163R060 �
3/4 .750 3/4 1 5/8 4 .120 WELDON HPHV750S4163R120 �
3/4 .750 3/4 2 1/4 5 — WELDON HPHV750S4225CH �
3/4 .750 3/4 2 1/4 5 .030 WELDON HPHV750S4225R030 �
3/4 .750 3/4 2 1/4 5 .060 WELDON HPHV750S4225R060 �
3/4 .750 3/4 3 6 — WELDON HPHV750S4300 �
3/4 .750 3/4 3 6 — WELDON HPHV750S4300CH �
3/4 .750 3/4 4 6 1/4 .030 WELDON HPHV750S4400R030 �
3/4 .750 3/4 4 6 1/4 .060 WELDON HPHV750S4400R060 �
1 1.000 1 1 1/2 4 — WELDON HPHV1000S4150 �
1 1.000 1 1 1/2 4 — WELDON HPHV1000S4150CH �
1 1.000 1 1 1/2 4 .030 WELDON HPHV1000S4150R030 �
1 1.000 1 1 1/2 4 .060 WELDON HPHV1000S4150R060 �
D1 D1 D Ap1 max L Rε KC
633M
� Chamfer TableD1 BCH KCH
≤ 5/16" .015" 45°
≥ 3/8" .020" 45°
HS �
NK �
M �
P �
� first choice� alternate choice
mounting style catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 8
11

AADE™ — 3-Flute for Aluminum
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 9
(continued)
� 4-Flute, 38° Helix
High-Performance Finishing End MillsHPHV — HARVI™ 4-Flute with Unequal Flute Spacing
1 1.000 1 1 1/2 4 .090 WELDON HPHV1000S4150R090 �
1 1.000 1 1 1/2 4 .120 WELDON HPHV1000S4150R120 �
1 1.000 1 1 1/2 4 .250 WELDON HPHV1000S4150R250 �
1 1.000 1 2 4 — WELDON HPHV1000S4200 �
1 1.000 1 2 4 .030 WELDON HPHV1000S4200R030 �
1 1.000 1 2 4 .060 WELDON HPHV1000S4200R060 �
1 1.000 1 2 4 .120 WELDON HPHV1000S4200R120 �
1 1.000 1 2 4 .250 WELDON HPHV1000S4200R250 �
1 1.000 1 2 1/4 5 — WELDON HPHV1000S4225 �
1 1.000 1 2 1/4 5 — WELDON HPHV1000S4225CH �
1 1.000 1 2 1/4 5 .030 WELDON HPHV1000S4225R030 �
1 1.000 1 2 1/4 5 .060 WELDON HPHV1000S4225R060 �
1 1.000 1 2 5/8 5 — WELDON HPHV1000S4263 �
1 1.000 1 2 5/8 5 — WELDON HPHV1000S4263CH �
1 1.000 1 2 5/8 5 .030 WELDON HPHV1000S4263R030 �
1 1.000 1 3 6 — WELDON HPHV1000S4300CH �
1 1.000 1 3 6 .030 WELDON HPHV1000S4300R030 �
1 1.000 1 3 6 .060 WELDON HPHV1000S4300R060 �
1 1.000 1 4 7 — WELDON HPHV1000S4400CH �
1 1.000 1 4 7 .030 WELDON HPHV1000S4400R030 �
1 1.000 1 4 7 .060 WELDON HPHV1000S4400R060 �
1 1/4 1.250 1 1/4 2 1/4 5 — WELDON HPHV1250S4225CH �
1 1/4 1.250 1 1/4 2 1/4 5 .030 WELDON HPHV1250S4225R030 �
1 1/4 1.250 1 1/4 2 1/4 5 .120 WELDON HPHV1250S4225R120 �
D1 D1 D Ap1 max L Rε KC
633M
� End Mill TolerancesD1 D1 Tolerance D Tolerance< 1/4" +.000" to - .002" +.0000" to - .0005"1/4" and larger +.000" to -.003" +.0000" to -.0005"
HS �
NK �
M �
P �
� first choice� alternate choice
mounting style catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 9
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.64
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D AP1max L mounting style catalog number KC
633M
1/8 .125 1/8 1/2 2 Plain HPHVBN125S4050 �
3/16 .188 3/16 5/8 2 1/4 Plain HPHVBN188S4063 �
1/4 .250 1/4 3/4 2 1/2 Plain HPHVBN250S4075 �
5/16 .312 5/16 3/4 2 1/2 Plain HPHVBN312S4075 �
3/8 .375 3/8 7/8 2 1/2 Plain HPHVBN375S4088 �
7/16 .438 7/16 7/8 2 1/2 Plain HPHVBN438S4088 �
1/2 .500 1/2 1 3 Weldon HPHVBN500S4100 �
1/2 .500 1/2 1 1/4 3 Weldon HPHVBN500S4125 �
5/8 .625 5/8 1 1/4 3 1/2 Weldon HPHVBN625S4125 �
3/4 .750 3/4 1 1/2 4 Weldon HPHVBN750S4150 �
1 1.000 1 1 1/2 4 Weldon HPHVBN1000S4150 �
Features� Kennametal standard.
� Plain and Weldon shank.
� Ball nose - center cutting.
Application� Side cutting and 3-dimensional milling.
� For use in aerospace, general enineering,and medical applications.
� 4-Flute, 38° Helix� first choice� alternate choice
For application data, see page 70.
High-Performance Ball Nose End MillsHPHVBN — HARVI 4-Flute Ball Nose with Unequal Flute Spacing
D1 D1 Tolerance D ToleranceAll +.000" to - .002" h6
� End Mill Tolerances
Order Example:HPHVBN375S4088 KC633M
HS �
NK �
M �
P �
12

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.64
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D AP1max L mounting style catalog number KC
633M
1/8 .125 1/8 1/2 2 Plain HPHVBN125S4050 �
3/16 .188 3/16 5/8 2 1/4 Plain HPHVBN188S4063 �
1/4 .250 1/4 3/4 2 1/2 Plain HPHVBN250S4075 �
5/16 .312 5/16 3/4 2 1/2 Plain HPHVBN312S4075 �
3/8 .375 3/8 7/8 2 1/2 Plain HPHVBN375S4088 �
7/16 .438 7/16 7/8 2 1/2 Plain HPHVBN438S4088 �
1/2 .500 1/2 1 3 Weldon HPHVBN500S4100 �
1/2 .500 1/2 1 1/4 3 Weldon HPHVBN500S4125 �
5/8 .625 5/8 1 1/4 3 1/2 Weldon HPHVBN625S4125 �
3/4 .750 3/4 1 1/2 4 Weldon HPHVBN750S4150 �
1 1.000 1 1 1/2 4 Weldon HPHVBN1000S4150 �
Features� Kennametal standard.
� Plain and Weldon shank.
� Ball nose - center cutting.
Application� Side cutting and 3-dimensional milling.
� For use in aerospace, general enineering,and medical applications.
� 4-Flute, 38° Helix� first choice� alternate choice
For application data, see page 70.
High-Performance Ball Nose End MillsHPHVBN — HARVI 4-Flute Ball Nose with Unequal Flute Spacing
D1 D1 Tolerance D ToleranceAll +.000" to - .002" h6
� End Mill Tolerances
Order Example:HPHVBN375S4088 KC633M
HS �
NK �
M �
P �
13

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 29
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L Rε catalog number KC
633M
1/2 .500 1/2 5/8 6 — HPRSHV500S4600CH �
1/2 .500 1/2 5/8 6 .0 HPRSHV500S4600 �
5/8 .625 5/8 3/4 6 — HPRSHV625S4600CH �
5/8 .625 5/8 3/4 6 .0 HPRSHV625S4600 �
3/4 .750 3/4 1 5 — HPRSHV750S4500CH �
3/4 .750 3/4 1 6 .0 HPRSHV750S4600 �
3/4 .750 3/4 1 6 — HPRSHV750S4600CH �
1 1.000 1 1 1/8 6 — HPRSHV1000S4600CH �
1 1.000 1 1 1/8 6 .0 HPRSHV1000S4600 �
1 1.000 1 1 1/8 7 — HPRSHV1000S4700CH �
Features� Kennametal standard.
� Plain shank.
� Sharp and chamfered corner - centercutting.
Application� Side cutting.
� For use in aerospace, generalengineering, die and mold, medical, andautomotive applications.
� 4-Flute, 38° Helix� first choice� alternate choice
For application data, see page 44.
High-Performance Finishing End MillsHPRSHV — HARVI 4-Flute Long Reach with Unequal Spacing
� Chamfer TableD1 BCH KCHAll .020" 45°
� End Mill TolerancesD1 D1 Tolerance D Tolerance Rε Tolerance
< 1/4" +.000" to - .002" +.0000" to - .0005" +.000" to - .002"
Ordering Example:End mill with chamfer HPRSHV500S4600CH KC633MEnd mill with square corner HPRSHV500S4600 KC633M
HS �
NK �
M �
P �
14

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 29
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L Rε catalog number KC
633M
1/2 .500 1/2 5/8 6 — HPRSHV500S4600CH �
1/2 .500 1/2 5/8 6 .0 HPRSHV500S4600 �
5/8 .625 5/8 3/4 6 — HPRSHV625S4600CH �
5/8 .625 5/8 3/4 6 .0 HPRSHV625S4600 �
3/4 .750 3/4 1 5 — HPRSHV750S4500CH �
3/4 .750 3/4 1 6 .0 HPRSHV750S4600 �
3/4 .750 3/4 1 6 — HPRSHV750S4600CH �
1 1.000 1 1 1/8 6 — HPRSHV1000S4600CH �
1 1.000 1 1 1/8 6 .0 HPRSHV1000S4600 �
1 1.000 1 1 1/8 7 — HPRSHV1000S4700CH �
Features� Kennametal standard.
� Plain shank.
� Sharp and chamfered corner - centercutting.
Application� Side cutting.
� For use in aerospace, generalengineering, die and mold, medical, andautomotive applications.
� 4-Flute, 38° Helix� first choice� alternate choice
For application data, see page 44.
High-Performance Finishing End MillsHPRSHV — HARVI 4-Flute Long Reach with Unequal Spacing
� Chamfer TableD1 BCH KCHAll .020" 45°
� End Mill TolerancesD1 D1 Tolerance D Tolerance Rε Tolerance
< 1/4" +.000" to - .002" +.0000" to - .0005" +.000" to - .002"
Ordering Example:End mill with chamfer HPRSHV500S4600CH KC633MEnd mill with square corner HPRSHV500S4600 KC633M
HS �
NK �
M �
P �
15
UADE – HARVI 4-Flute Long Reach with Neck with Unequal Spacing
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E26
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
High-Performance Finishing End MillsABDF — MaxiMet 2-Flute Extended Neck for Aluminum
Features• Kennametal standard.
• Plain shanks.
• Effective in thin wall applications.
• Wiper facet, special end gash, and flutegeometry provide better surface finishes.
• Unique geometry delivers maximum metalremoval rates.
• Available with corner radius from stock.
Application• Side cutting and slotting.
• For Aerospace, Automotive, Machine Tool,and General Engineering markets.
first choice
alternate choice
HSNKMP
2-Flute, 45° Helix
(continued on next page)
D1 D1 D AP1 Max L3 L R catalog number K60
0
1/4 0.250 1/4 3/8 3/4 4 0 ABDF0250J2AQ1/4 0.250 1/4 3/8 3/4 4 0.03 ABDF0250J2AQB
1/4 0.250 1/4 3/8 1 1/8 4 0 ABDF0250J2BQ1/4 0.250 1/4 3/8 1 1/8 4 0.03 ABDF0250J2BQB
1/4 0.250 1/4 3/8 2 1/8 4 0 ABDF0250J2CQ1/4 0.250 1/4 3/8 2 1/8 4 0.03 ABDF0250J2CQB
5/16 0.313 5/16 7/16 1 1/8 4 0.03 ABDF0312J2AQB3/8 0.375 3/8 1/2 1 1/8 4 0 ABDF0375J2AQ
3/8 0.375 3/8 1/2 1 1/8 4 0.03 ABDF0375J2AQB3/8 0.375 3/8 1/2 2 1/8 4 0 ABDF0375J2BQ
3/8 0.375 3/8 1/2 2 1/8 4 0.03 ABDF0375J2BQB1/2 0.500 1/2 5/8 1 3/8 4 0 ABDF0500J2AQ
1/2 0.500 1/2 5/8 1 3/8 4 0.03 ABDF0500J2AQB1/2 0.500 1/2 5/8 1 3/8 4 0.120 ABDF0500J2AQE
1/2 0.500 1/2 5/8 2 1/4 4 0 ABDF0500J2BQ1/2 0.500 1/2 5/8 2 1/4 4 0.03 ABDF0500J2BQB
1/2 0.500 1/2 5/8 2 1/4 4 0.06 ABDF0500J2BQC1/2 0.500 1/2 5/8 2 1/4 4 0.09 ABDF0500J2BQD
1/2 0.500 1/2 5/8 2 1/4 4 0.120 ABDF0500J2BQE1/2 0.500 1/2 5/8 3 3/8 6 0 ABDF0500J2CQ
1/2 0.500 1/2 5/8 3 3/8 6 0.03 ABDF0500J2CQB1/2 0.500 1/2 5/8 3 3/8 6 0.06 ABDF0500J2CQC
1/2 0.500 1/2 5/8 3 3/8 6 0.09 ABDF0500J2CQD1/2 0.500 1/2 5/8 3 3/8 6 0.120 ABDF0500J2CQE
5/8 0.625 5/8 3/4 1 5/8 4 0 ABDF0625J2AQ5/8 0.625 5/8 3/4 1 5/8 4 0.03 ABDF0625J2AQB
5/8 0.625 5/8 3/4 3 3/8 6 0 ABDF0625J2BQ5/8 0.625 5/8 3/4 3 3/8 6 0.03 ABDF0625J2BQB
5/8 0.625 5/8 3/4 3 3/8 6 0.120 ABDF0625J2BQE3/4 0.750 3/4 1 1 5/8 4 0 ABDF0750J2AQ
3/4 0.750 3/4 1 1 5/8 4 0.03 ABDF0750J2AQB3/4 0.750 3/4 1 1 5/8 4 0.120 ABDF0750J2AQE
3/4 0.750 3/4 1 2 1/2 6 0 ABDF0750J2BQ3/4 0.750 3/4 1 2 1/2 6 0.03 ABDF0750J2BQB
3/4 0.750 3/4 1 2 1/2 6 0.06 ABDF0750J2BQC3/4 0.750 3/4 1 2 1/2 6 0.09 ABDF0750J2BQD
3/4 0.750 3/4 1 2 1/2 6 0.120 ABDF0750J2BQE3/4 0.750 3/4 1 3 3/8 6 0 ABDF0750J2CQ
D1 DAp1 max L3 L Re Catalog Number
1/4 1/4 3/8 1 1/4 4 0,015 UADE0250J4AQA •1/4 1/4 3/8 1 1/4 4 0,030 UADE0250J4AQB •3/8 3/8 1/2 2 4 0,015 UADE0375J4AQA •3/8 3/8 1/2 2 4 0,030 UADE0375J4AQB •1/2 1/2 5/8 2 1/4 4 0,030 UADE0500J4AQB •5/8 5/8 3/4 2 1/4 4 0,030 UADE0625J4AQB •3/4 3/4 1 2 1/4 4 1/2 0,030 UADE0750J4AQB •3/4 3/4 1 3 1/4 5 1/2 0,030 UADE0750J4BQB •1 1 1 1/8 3 1/4 5 1/2 0,030 UADE10000J4BQB •
KC63
3M

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.30
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D AP1max L Rε catalog number KC
643M
1/2 .500 1/2 5/8 2 1/2 0 HPHVT500S4063 �
1/2 .500 1/2 5/8 2 1/2 - HPHVT500S4063CH �
1/2 .500 1/2 1 1/4 3 0 HPHVT500S4125 �
1/2 .500 1/2 1 1/4 3 - HPHVT500S4125CH �
5/8 .625 5/8 3/4 3 0 HPHVT625S4075 �
5/8 .625 5/8 3/4 3 - HPHVT625S4075CH �
5/8 .625 5/8 1 1/4 3 1/2 0 HPHVT625S4125 �
5/8 .625 5/8 1 1/4 3 1/2 - HPHVT625S4125CH �
3/4 .750 3/4 7/8 3 1/2 0 HPHVT750S4088 �
3/4 .750 3/4 7/8 3 1/2 - HPHVT750S4088CH �
3/4 .750 3/4 1 1/2 4 0 HPHVT750S4150 �
3/4 .750 3/4 1 1/2 4 - HPHVT750S4150CH �
1 1.000 1 1 1/2 4 0 HPHVT1000S4150 �
1 1.000 1 1 1/2 4 - HPHVT1000S4150CH �
1 1/4 1.250 1 1/4 2 1/4 5 0 HPHVT1250S4225 �
1 1/4 1.250 1 1/4 2 1/4 5 - HPHVT1250S4225CH �
Features� Kennametal standard.
� Weldon shank.
� Sharp and chamfered corner - centercutting.
Application� Side cutting and slotting.
� For aerospace and medical applications.
� 4-Flute, 38° Helix� first choice� alternate choice
For application data, see page 44.
High-Performance Finishing End MillsHPHVT — HARVI 4-Flute with Unequal Spacing for High-Temp Alloys
Ordering Example:End mill with chamfer HPHVT500S4063CH KC643MEnd mill with square corner HPHVT500S4063 KC643M
� Chamfer TableD1 BCH KCHAll .020" 45°
� End Mill TolerancesD1 D1 Tolerance D ToleranceAll +.000" to - .002" h6
HS �
NKMP
16
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.30
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D AP1max L Rε catalog number KC
643M
1/2 .500 1/2 5/8 2 1/2 0 HPHVT500S4063 �
1/2 .500 1/2 5/8 2 1/2 - HPHVT500S4063CH �
1/2 .500 1/2 1 1/4 3 0 HPHVT500S4125 �
1/2 .500 1/2 1 1/4 3 - HPHVT500S4125CH �
5/8 .625 5/8 3/4 3 0 HPHVT625S4075 �
5/8 .625 5/8 3/4 3 - HPHVT625S4075CH �
5/8 .625 5/8 1 1/4 3 1/2 0 HPHVT625S4125 �
5/8 .625 5/8 1 1/4 3 1/2 - HPHVT625S4125CH �
3/4 .750 3/4 7/8 3 1/2 0 HPHVT750S4088 �
3/4 .750 3/4 7/8 3 1/2 - HPHVT750S4088CH �
3/4 .750 3/4 1 1/2 4 0 HPHVT750S4150 �
3/4 .750 3/4 1 1/2 4 - HPHVT750S4150CH �
1 1.000 1 1 1/2 4 0 HPHVT1000S4150 �
1 1.000 1 1 1/2 4 - HPHVT1000S4150CH �
1 1/4 1.250 1 1/4 2 1/4 5 0 HPHVT1250S4225 �
1 1/4 1.250 1 1/4 2 1/4 5 - HPHVT1250S4225CH �
Features� Kennametal standard.
� Weldon shank.
� Sharp and chamfered corner - centercutting.
Application� Side cutting and slotting.
� For aerospace and medical applications.
� 4-Flute, 38° Helix� first choice� alternate choice
For application data, see page 44.
High-Performance Finishing End MillsHPHVT — HARVI 4-Flute with Unequal Spacing for High-Temp Alloys
Ordering Example:End mill with chamfer HPHVT500S4063CH KC643MEnd mill with square corner HPHVT500S4063 KC643M
� Chamfer TableD1 BCH KCHAll .020" 45°
� End Mill TolerancesD1 D1 Tolerance D ToleranceAll +.000" to - .002" h6
HS �
NKMP
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. E9
TUR
NIN
GH
OLE
MA
KIN
GIN
DEX
AB
LEM
ILLI
NG
SO
LID
EN
D M
ILLS
TOO
LIN
G S
YSTE
MS
IND
EXS
ERVI
CES
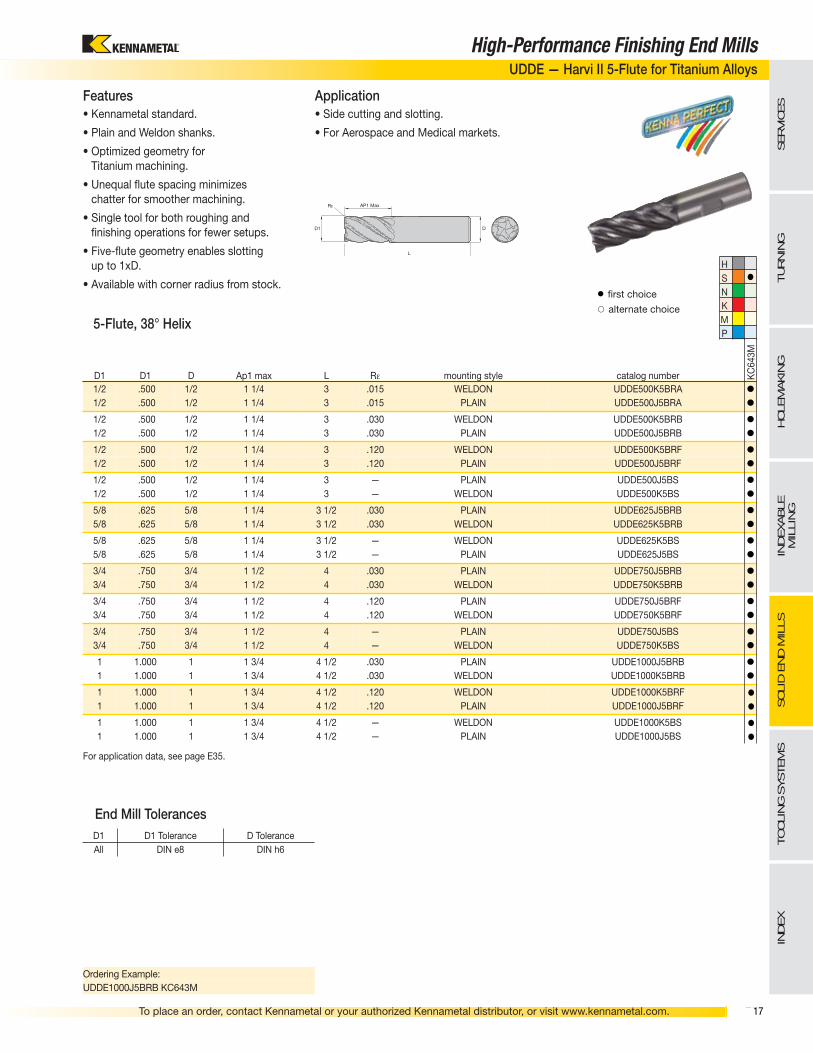
High-Performance Finishing End MillsUDDE — Harvi II 5-Flute for Titanium Alloys
Features• Kennametal standard.
• Plain and Weldon shanks.
• Optimized geometry for Titanium machining.
• Unequal flute spacing minimizeschatter for smoother machining.
• Single tool for both roughing andfinishing operations for fewer setups.
• Five-flute geometry enables slottingup to 1xD.
• Available with corner radius from stock.
Application• Side cutting and slotting.
• For Aerospace and Medical markets.
first choice
alternate choice
HSNKMP
5-Flute, 38° Helix
D1 D1 D Ap1 max L R mounting style catalog number KC
643M
1/2 .500 1/2 1 1/4 3 .015 WELDON UDDE500K5BRA1/2 .500 1/2 1 1/4 3 .015 PLAIN UDDE500J5BRA
1/2 .500 1/2 1 1/4 3 .030 WELDON UDDE500K5BRB1/2 .500 1/2 1 1/4 3 .030 PLAIN UDDE500J5BRB
1/2 .500 1/2 1 1/4 3 .120 WELDON UDDE500K5BRF1/2 .500 1/2 1 1/4 3 .120 PLAIN UDDE500J5BRF
1/2 .500 1/2 1 1/4 3 — PLAIN UDDE500J5BS1/2 .500 1/2 1 1/4 3 — WELDON UDDE500K5BS
5/8 .625 5/8 1 1/4 3 1/2 .030 PLAIN UDDE625J5BRB5/8 .625 5/8 1 1/4 3 1/2 .030 WELDON UDDE625K5BRB
5/8 .625 5/8 1 1/4 3 1/2 — WELDON UDDE625K5BS5/8 .625 5/8 1 1/4 3 1/2 — PLAIN UDDE625J5BS
3/4 .750 3/4 1 1/2 4 .030 PLAIN UDDE750J5BRB3/4 .750 3/4 1 1/2 4 .030 WELDON UDDE750K5BRB
3/4 .750 3/4 1 1/2 4 .120 PLAIN UDDE750J5BRF3/4 .750 3/4 1 1/2 4 .120 WELDON UDDE750K5BRF
3/4 .750 3/4 1 1/2 4 — PLAIN UDDE750J5BS3/4 .750 3/4 1 1/2 4 — WELDON UDDE750K5BS
1 1.000 1 1 3/4 4 1/2 .030 PLAIN UDDE1000J5BRB1 1.000 1 1 3/4 4 1/2 .030 WELDON UDDE1000K5BRB
1 1.000 1 1 3/4 4 1/2 .120 WELDON UDDE1000K5BRF1 1.000 1 1 3/4 4 1/2 .120 PLAIN UDDE1000J5BRF
1 1.000 1 1 3/4 4 1/2 — WELDON UDDE1000K5BS1 1.000 1 1 3/4 4 1/2 — PLAIN UDDE1000J5BS
For application data, see page E35.
End Mill TolerancesD1 D1 Tolerance D ToleranceAll DIN e8 DIN h6
Ordering Example:UDDE1000J5BRB KC643M
17
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E34
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
Application Data
Group Material DescriptionP2 Medium-and high-carbon steels >0.3% C AISI: 1008, 1010, 1020, 1026, 1035, 1040, 1045, 1080, 1525, 1541, 1551, 1561, 1572P3 Alloy steels and tool steels
<330HB, <35HRCAISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P4 Alloy steels and tool steels340–450HB, 36–48HRC
AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P5 Ferritic, martensitic, and PH stainless steels <330HB, <35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
P6 Ferritic, martensitic, and PH stainless steels >330HB, >35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
M1 Austenitic stainless steel AISI: 200, 201, 202, 209, 219, 301, 302, 303, 304, 304L, 305M2 Austenitic stainless steel AISI: 310, 314, 316, 316L, 317, 321, 347, 384, ASTM: XM-1, XM-5 XM-7, XM-21, CF-8MM3 Austenitic stainless steel:
Duplex (ferritic and austenitic mixture)AISI: 323, 329, F55, 2205, S329000
K1 Grey cast iron (GG) ASTM A48: Class 20, 25, 30, 35, 40, 45, 50, 55, 60, SAE J431: grade G1800, G3000, G3500
SAE J431: grade G1800, G3000, G3500K2 Ductile, CGI, and malleable cast iron <80KSI SAE J431: 60-40-18, 65-45-12
SAE J434: D4018, D4512, D5506
ASTM A47: grade 32510, 35018
SAE J58: grade M3210, M4504, M5503
ASTM A842: grade 250, 300, 350, 400, 450N1 Aluminium alloys <12.2% Si Low silicon aluminium, 6061-T6, 7075-T6N2 Aluminium alloys >12.2% Si High silicon aluminium, 6061-T6, 7075-T6S1 Iron-based heat-resistant alloys Wrought: A-286, Discaloy, Incoloy 801, N-155, 16-25-6, 19-9 DL
Cast: ASTM A297, A351, A608, A567S2 Cobalt-based heat-resistant alloys Wrought: AiResist 213, Haynes 25 (L605), Haynes 188, J-1570, Stellite
Cast: AiResist 13, Haynes 21, MAR-M302, MAR-M509, NASA Co-W-Re, WI-52S3 Nickel-based heat-resistant alloys Astroloy, Hastelloy C/C/C-276/X, Inconel 6061/617-625/700/706/718
IN102, Incoloy 901, Mar-M200, Nimonic, Rene 41, Udimet, Waspaloy, MonelS4 Alpha-Beta titanium alloys Pure: Ti98.9, Ti99.9 Alloyed Ti-5Al-2.5Sn, Ti-6Al-4V, Ti-6Al-2SN-4Zr-2Mo,
Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-10V-2Fe-3Al, Ti-13V-11Cr-3AlH1 Hardened steels <48HRC Tool steels: H10, H11, H13, D2, D3, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H2 Hardened steels 48~55HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H3 Hardened steels 56~60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H4 Hardened steels >60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
Material Descriptions
18
Kennametal Speed / Feed starting points for "High Performance HARVI Style" solid carbide end mills designed for machining steel alloys and high temp / exotic materials
VcAxial Cutting Speed
MaterialCode Material Description Slotting AlTiN
ap ae ap SFPM 1/8 3/16 1/4 5/16 3/8 1/2 5/8 3/4 1
P2 Medium and high carbon steels >0.3% C 1.5xD 0.5XD 1xD 520-650 0.0009 0.0015 0.0021 0.0023 0.0026 0.0030 0.0031 0.0038 0.0044P3 Alloy steels and Tool steels <330HB, <35HRC 1.5xD 0.5XD 1xD 520-590 0.0008 0.0011 0.0017 0.0020 0.0023 0.0029 0.0029 0.0034 0.0040
P4 Alloy steels and Tool steels 340-450HB, 36-48HRC 1.5xD 0.5XD 1xD 460-520 0.0007 0.0010 0.0015 0.0016 0.0020 0.0026 0.0027 0.0030 0.0038
P5 Ferritc, martensitic, 17-4 and 15-5 PH stainless steels <330Hb, <35 Rc 1.5xD 0.5XD 1xD 230-265 0.0007 0.0010 0.0014 0.0016 0.0020 0.0024 0.0027 0.0030 0.0032
P6 Ferritc, martensitic, 13-8 and 15-5 PH stainless steels >330Hb, >35 Rc 1.5xD 0.5XD 1xD 195-230 0.0007 0.0010 0.0014 0.0016 0.0020 0.0024 0.0027 0.0030 0.0032
M1 Austenitic stainless steel (302, 303, 304) 1.5xD 0.5XD 1xD 290-370 0.0008 0.0011 0.0017 0.0020 0.0023 0.0027 0.0029 0.0032 0.0040M2 Austenitic stainless steel (316, 316L) 1.5xD 0.5XD 1xD 190-260 0.0006 0.0009 0.0013 0.0016 0.0019 0.0025 0.0025 0.0028 0.0032M3 Austenitic stainless steel: Duplex 1.5xD 0.5XD 1xD 190-230 0.0005 0.0008 0.0010 0.0014 0.0015 0.0019 0.0020 0.0023 0.0028K1 Grey cast iron (GG) 1.5XD 0.5XD 1XD 400-490 0.0008 0.0011 0.0017 0.0020 0.0023 0.0029 0.0029 0.0034 0.0044K2 Ductile, CGI and Malleable cast iron <80KSI 1.5XD 0.5XD 1XD 360-430 0.0006 0.0009 0.0013 0.0018 0.0019 0.0025 0.0027 0.0030 0.0040
S3 Nickel based heat resistant alloys 1.5xD 0.5XD 1xD 80-130 0.0003 0.0004 0.0007 0.0011 0.0010 0.0016 0.0019 0.0023 0.0028
S4 Alpha-Beta Titanium alloys (Ti6Al4V) 1.5xD 0.5XD 1xD 160-200 0.0005 0.0008 0.0010 0.0014 0.0015 0.0021 0.0023 0.0028 0.0036
VcAxial Cutting Speed
MaterialCode Material Description Slotting TiAlN
ap ae ap SFPM 1/8 3/16 1/4 5/16 3/8 1/2 5/8 3/4 1
P2 Medium and high carbon steels >0.3% C 1.5xD 0.5XD 1xD 500 - 600 0.0012 0.0014 0.0016 0.0021 0.0026 0.0031 0.0034 0.0036 0.0040P3 Alloy steels and Tool steels <330HB, <35HRC 1.5xD 0.5XD 1xD 400 - 500 0.0012 0.0014 0.0016 0.0021 0.0026 0.0031 0.0034 0.0036 0.0040
P4 Alloy steels and Tool steels 340-450HB, 36-48HRC 1.5xD 0.5XD 1xD 300 - 400 0.0008 0.0010 0.0012 0.0016 0.0021 0.0026 0.0031 0.0034 0.0038
P5 Ferritc, martensitic, 17-4 and 15-5 PH stainless steels <330Hb, <35 Rc 1.5xD 0.5XD 1xD 225 - 275 0.0012 0.0014 0.0016 0.0021 0.0026 0.0031 0.0034 0.0036 0.0040
P6 Ferritc, martensitic, 13-8 and 15-5 PH stainless steels >330Hb, >35 Rc 1.5xD 0.5XD 1xD 175 - 225 0.0007 0.0010 0.0014 0.0016 0.0020 0.0024 0.0027 0.0030 0.0032
M1 Austenitic stainless steel (302, 303, 304) 1.5xD 0.5XD 1xD 275 - 375 0.0008 0.0010 0.0012 0.0016 0.0021 0.0027 0.0031 0.0034 0.0038M2 Austenitic stainless steel (316, 316L) 1.5xD 0.5XD 1xD 200 - 275 0.0004 0.0008 0.0012 0.0014 0.0018 0.0020 0.0022 0.0028 0.0032M3 Austenitic stainless steel: Duplex 1.5xD 0.5XD 1xD 125 - 200 0.0040 0.0008 0.0012 0.0014 0.0016 0.0020 0.0022 0.0026 0.0031K1 Grey cast iron (GG) 1.5XD 0.5XD 1XD 425 - 525 0.0014 0.0015 0.0017 0.0022 0.0028 0.0034 0.0036 0.0039 0.0050K2 Ductile, CGI and Malleable cast iron <80KSI 1.5XD 0.5XD 1XD 360-430 0.0014 0.0015 0.0017 0.0022 0.0028 0.0034 0.0036 0.0039 0.0050
S1 Super Alloys - Fe Based (A-286) 1.5xD 0.5XD 1xD 290 - 375 0.0003 0.0004 0.0007 0.0011 0.0010 0.0016 0.0019 0.0023 0.0028
S2 Super Alloys - Fe Based (Stellite) 1.5xD 0.5XD 1xD 195 - 260 0.0003 0.0004 0.0007 0.0011 0.0010 0.0016 0.0019 0.0023 0.0028
S3 Nickel based heat resistant alloys (Inconel) 1.5xD 0.5XD 1xD 80 - 115 0.0003 0.0004 0.0007 0.0011 0.0010 0.0016 0.0019 0.0023 0.0028
S4 Alpha-Beta Titanium alloys (Ti6Al4V) 1.5xD 0.5XD 1xD 160-200 0.0005 0.0008 0.0010 0.0014 0.0015 0.0021 0.0023 0.0028 0.0036
May be used for slotting applications if sufficient coolant flow clears chips
Unequal spacing enables chatter free operations for slotting & heavy radial DOC
Speed / Feed "Starting Point" Data For Inch Sizes of HARVI-II 5-Flute UCDE & UDDE Style End MillsSeries UCDE - for all ferrous materials NOTE: "ap" is the reference for "Axial Depth of Cut"
Series UDDE - for improved performance in titanium NOTE: "ae" is the reference for "Radial Width of Cut"Depth of Cut
STYL
ES Targeted for medium machining and finishing appliccationsAxial x Radial
Side Milling Chip Load Per Tooth (shown for inch diameters)
UC
DE
UD
DE
Speed / Feed "Starting Point" Data For Inch Sizes of HARVI-I 4-Flute HPHV & HPHVT Style End MillsSeries HPHV - for all ferrous materials NOTE: "ap" is the reference for "Axial Depth of Cut"
Series HPHVT - for improved performance in titanium NOTE: "ae" is the reference for "Radial Width of Cut"
Targeted for heavy machining / roughing applicationsAxial x Radial
Side Milling Chip Load Per Tooth (shown for inch diameters)
HPH
VH
PHV
&
HPH
VT
Depth of Cut
STYL
ES

19
Kennametal Speed / Feed starting points for "High Performance HARVI Style" solid carbide end mills designed for machining steel alloys and high temp / exotic materials
VcAxial Cutting Speed
MaterialCode Material Description Slotting AlTiN
ap ae ap SFPM 1/8 3/16 1/4 5/16 3/8 1/2 5/8 3/4 1
P2 Medium and high carbon steels >0.3% C 1.5xD 0.5XD 1xD 520-650 0.0009 0.0015 0.0021 0.0023 0.0026 0.0030 0.0031 0.0038 0.0044P3 Alloy steels and Tool steels <330HB, <35HRC 1.5xD 0.5XD 1xD 520-590 0.0008 0.0011 0.0017 0.0020 0.0023 0.0029 0.0029 0.0034 0.0040
P4 Alloy steels and Tool steels 340-450HB, 36-48HRC 1.5xD 0.5XD 1xD 460-520 0.0007 0.0010 0.0015 0.0016 0.0020 0.0026 0.0027 0.0030 0.0038
P5 Ferritc, martensitic, 17-4 and 15-5 PH stainless steels <330Hb, <35 Rc 1.5xD 0.5XD 1xD 230-265 0.0007 0.0010 0.0014 0.0016 0.0020 0.0024 0.0027 0.0030 0.0032
P6 Ferritc, martensitic, 13-8 and 15-5 PH stainless steels >330Hb, >35 Rc 1.5xD 0.5XD 1xD 195-230 0.0007 0.0010 0.0014 0.0016 0.0020 0.0024 0.0027 0.0030 0.0032
M1 Austenitic stainless steel (302, 303, 304) 1.5xD 0.5XD 1xD 290-370 0.0008 0.0011 0.0017 0.0020 0.0023 0.0027 0.0029 0.0032 0.0040M2 Austenitic stainless steel (316, 316L) 1.5xD 0.5XD 1xD 190-260 0.0006 0.0009 0.0013 0.0016 0.0019 0.0025 0.0025 0.0028 0.0032M3 Austenitic stainless steel: Duplex 1.5xD 0.5XD 1xD 190-230 0.0005 0.0008 0.0010 0.0014 0.0015 0.0019 0.0020 0.0023 0.0028K1 Grey cast iron (GG) 1.5XD 0.5XD 1XD 400-490 0.0008 0.0011 0.0017 0.0020 0.0023 0.0029 0.0029 0.0034 0.0044K2 Ductile, CGI and Malleable cast iron <80KSI 1.5XD 0.5XD 1XD 360-430 0.0006 0.0009 0.0013 0.0018 0.0019 0.0025 0.0027 0.0030 0.0040
S3 Nickel based heat resistant alloys 1.5xD 0.5XD 1xD 80-130 0.0003 0.0004 0.0007 0.0011 0.0010 0.0016 0.0019 0.0023 0.0028
S4 Alpha-Beta Titanium alloys (Ti6Al4V) 1.5xD 0.5XD 1xD 160-200 0.0005 0.0008 0.0010 0.0014 0.0015 0.0021 0.0023 0.0028 0.0036
VcAxial Cutting Speed
MaterialCode Material Description Slotting TiAlN
ap ae ap SFPM 1/8 3/16 1/4 5/16 3/8 1/2 5/8 3/4 1
P2 Medium and high carbon steels >0.3% C 1.5xD 0.5XD 1xD 500 - 600 0.0012 0.0014 0.0016 0.0021 0.0026 0.0031 0.0034 0.0036 0.0040P3 Alloy steels and Tool steels <330HB, <35HRC 1.5xD 0.5XD 1xD 400 - 500 0.0012 0.0014 0.0016 0.0021 0.0026 0.0031 0.0034 0.0036 0.0040
P4 Alloy steels and Tool steels 340-450HB, 36-48HRC 1.5xD 0.5XD 1xD 300 - 400 0.0008 0.0010 0.0012 0.0016 0.0021 0.0026 0.0031 0.0034 0.0038
P5 Ferritc, martensitic, 17-4 and 15-5 PH stainless steels <330Hb, <35 Rc 1.5xD 0.5XD 1xD 225 - 275 0.0012 0.0014 0.0016 0.0021 0.0026 0.0031 0.0034 0.0036 0.0040
P6 Ferritc, martensitic, 13-8 and 15-5 PH stainless steels >330Hb, >35 Rc 1.5xD 0.5XD 1xD 175 - 225 0.0007 0.0010 0.0014 0.0016 0.0020 0.0024 0.0027 0.0030 0.0032
M1 Austenitic stainless steel (302, 303, 304) 1.5xD 0.5XD 1xD 275 - 375 0.0008 0.0010 0.0012 0.0016 0.0021 0.0027 0.0031 0.0034 0.0038M2 Austenitic stainless steel (316, 316L) 1.5xD 0.5XD 1xD 200 - 275 0.0004 0.0008 0.0012 0.0014 0.0018 0.0020 0.0022 0.0028 0.0032M3 Austenitic stainless steel: Duplex 1.5xD 0.5XD 1xD 125 - 200 0.0040 0.0008 0.0012 0.0014 0.0016 0.0020 0.0022 0.0026 0.0031K1 Grey cast iron (GG) 1.5XD 0.5XD 1XD 425 - 525 0.0014 0.0015 0.0017 0.0022 0.0028 0.0034 0.0036 0.0039 0.0050K2 Ductile, CGI and Malleable cast iron <80KSI 1.5XD 0.5XD 1XD 360-430 0.0014 0.0015 0.0017 0.0022 0.0028 0.0034 0.0036 0.0039 0.0050
S1 Super Alloys - Fe Based (A-286) 1.5xD 0.5XD 1xD 290 - 375 0.0003 0.0004 0.0007 0.0011 0.0010 0.0016 0.0019 0.0023 0.0028
S2 Super Alloys - Fe Based (Stellite) 1.5xD 0.5XD 1xD 195 - 260 0.0003 0.0004 0.0007 0.0011 0.0010 0.0016 0.0019 0.0023 0.0028
S3 Nickel based heat resistant alloys (Inconel) 1.5xD 0.5XD 1xD 80 - 115 0.0003 0.0004 0.0007 0.0011 0.0010 0.0016 0.0019 0.0023 0.0028
S4 Alpha-Beta Titanium alloys (Ti6Al4V) 1.5xD 0.5XD 1xD 160-200 0.0005 0.0008 0.0010 0.0014 0.0015 0.0021 0.0023 0.0028 0.0036
May be used for slotting applications if sufficient coolant flow clears chips
Unequal spacing enables chatter free operations for slotting & heavy radial DOC
Speed / Feed "Starting Point" Data For Inch Sizes of HARVI-II 5-Flute UCDE & UDDE Style End MillsSeries UCDE - for all ferrous materials NOTE: "ap" is the reference for "Axial Depth of Cut"
Series UDDE - for improved performance in titanium NOTE: "ae" is the reference for "Radial Width of Cut"Depth of Cut
STYL
ES Targeted for medium machining and finishing appliccationsAxial x Radial
Side Milling Chip Load Per Tooth (shown for inch diameters)
UC
DE
UD
DE
Speed / Feed "Starting Point" Data For Inch Sizes of HARVI-I 4-Flute HPHV & HPHVT Style End MillsSeries HPHV - for all ferrous materials NOTE: "ap" is the reference for "Axial Depth of Cut"
Series HPHVT - for improved performance in titanium NOTE: "ae" is the reference for "Radial Width of Cut"
Targeted for heavy machining / roughing applicationsAxial x Radial
Side Milling Chip Load Per Tooth (shown for inch diameters)
HPH
VH
PHV
&
HPH
VTDepth of Cut
STYL
ES
Kennametal Speed / Feed starting points for „High Performance HARVI Style“ solid carbide end mills designed for machining steel alloys and high temp / exotic materials

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.44
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
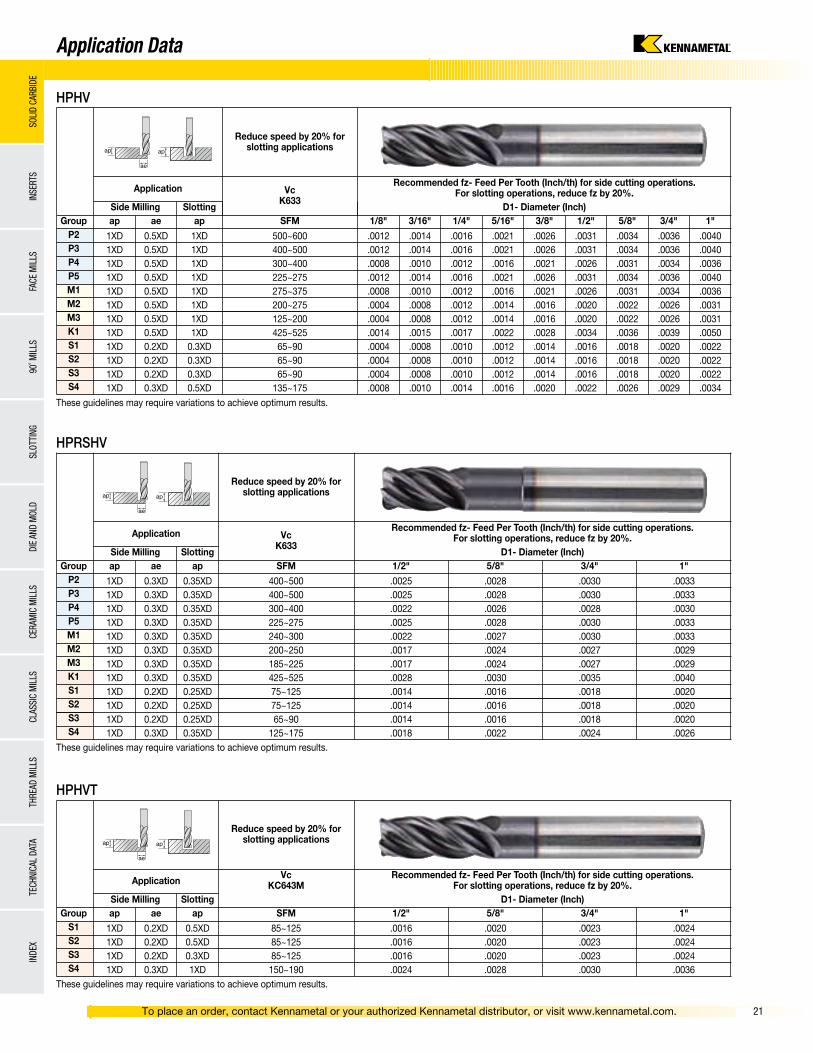
HPRSHV
Reduce speed by 20% forslotting applications
Application VcK633
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/2" 5/8" 3/4" 1"
P2 1XD 0.3XD 0.35XD 400~500 .0025 .0028 .0030 .0033P3 1XD 0.3XD 0.35XD 400~500 .0025 .0028 .0030 .0033P4 1XD 0.3XD 0.35XD 300~400 .0022 .0026 .0028 .0030P5 1XD 0.3XD 0.35XD 225~275 .0025 .0028 .0030 .0033M1 1XD 0.3XD 0.35XD 240~300 .0022 .0027 .0030 .0033M2 1XD 0.3XD 0.35XD 200~250 .0017 .0024 .0027 .0029M3 1XD 0.3XD 0.35XD 185~225 .0017 .0024 .0027 .0029K1 1XD 0.3XD 0.35XD 425~525 .0028 .0030 .0035 .0040S1 1XD 0.2XD 0.25XD 75~125 .0014 .0016 .0018 .0020S2 1XD 0.2XD 0.25XD 75~125 .0014 .0016 .0018 .0020S3 1XD 0.2XD 0.25XD 65~90 .0014 .0016 .0018 .0020S4 1XD 0.3XD 0.35XD 125~175 .0018 .0022 .0024 .0026
These guidelines may require variations to achieve optimum results.
HPHVT
Reduce speed by 20% forslotting applications
Application VcKC643M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/2" 5/8" 3/4" 1"
S1 1XD 0.2XD 0.5XD 85~125 .0016 .0020 .0023 .0024S2 1XD 0.2XD 0.5XD 85~125 .0016 .0020 .0023 .0024S3 1XD 0.2XD 0.3XD 85~125 .0016 .0020 .0023 .0024S4 1XD 0.3XD 1XD 150~190 .0024 .0028 .0030 .0036
These guidelines may require variations to achieve optimum results.
HPHV
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcK633
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.5XD 1XD 500~600 .0012 .0014 .0016 .0021 .0026 .0031 .0034 .0036 .0040P3 1XD 0.5XD 1XD 400~500 .0012 .0014 .0016 .0021 .0026 .0031 .0034 .0036 .0040P4 1XD 0.5XD 1XD 300~400 .0008 .0010 .0012 .0016 .0021 .0026 .0031 .0034 .0036P5 1XD 0.5XD 1XD 225~275 .0012 .0014 .0016 .0021 .0026 .0031 .0034 .0036 .0040M1 1XD 0.5XD 1XD 275~375 .0008 .0010 .0012 .0016 .0021 .0026 .0031 .0034 .0036M2 1XD 0.5XD 1XD 200~275 .0004 .0008 .0012 .0014 .0016 .0020 .0022 .0026 .0031M3 1XD 0.5XD 1XD 125~200 .0004 .0008 .0012 .0014 .0016 .0020 .0022 .0026 .0031K1 1XD 0.5XD 1XD 425~525 .0014 .0015 .0017 .0022 .0028 .0034 .0036 .0039 .0050S1 1XD 0.2XD 0.3XD 65~90 .0004 .0008 .0010 .0012 .0014 .0016 .0018 .0020 .0022S2 1XD 0.2XD 0.3XD 65~90 .0004 .0008 .0010 .0012 .0014 .0016 .0018 .0020 .0022S3 1XD 0.2XD 0.3XD 65~90 .0004 .0008 .0010 .0012 .0014 .0016 .0018 .0020 .0022S4 1XD 0.3XD 0.5XD 135~175 .0008 .0010 .0014 .0016 .0020 .0022 .0026 .0029 .0034
Application Data
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. E35
TUR
NIN
GH
OLE
MA
KIN
GIN
DEX
AB
LEM
ILLI
NG
SO
LID
EN
D M
ILLS
TOO
LIN
G S
YSTE
MS
IND
EXS
ERVI
CES
Application DataUCDE... & UDDE...
Reduce speed by 20%for slotting applications
Application VcKC643M
Recommended fz— feed per tooth (mm/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1 — Diameter (mm)Group ap ae ap SFM 3/16 1/4 5/16 3/8 1/2 5/8 3/4 1
P2 1.5xD 0.5xD 1xD 520-650 .0015 .0021 .0023 .0026 .003 .0031 .0038 .0044P3 1.5xD 0.5xD 1xD 520-590 .0011 .0017 .002 .0023 .0029 .0029 .0034 .004P4 1.5xD 0.5xD 1xD 460-520 .001 .0015 .0016 .002 .0026 .0027 .003 .0038M1 1.5xD 0.5xD 1xD 290-370 .0011 .0017 .002 .0023 .0027 .0029 .0032 .004M2 1.5xD 0.5xD 1xD 190-260 .0009 .0013 .0016 .0019 .0025 .0025 .0028 .0032M3 1.5xD 0.5xD 1xD 190-230 .0008 .001 .0014 .0015 .0019 .002 .0023 .0028K1 1.5xD 0.5xD 1xD 430-550 .0014 .002 .0025 .003 .0035 .004 .0045 .005K2 1.5xD 0.5xD 1xD 360-430 .0009 .0013 .0018 .0019 .0025 .0027 .003 .004S3 1.5xD 0.2xD 0.3xD 80-130 .0004 .0007 .0011 .0015 .0016 .0019 .0023 .0028S4 1.5xD 0.5xD 1xD 160-200 .0008 .001 .0014 .0015 .0021 .0023 .0028 .0036
Reduce speed by 20%for slotting applications
Application VcKC643M
Recommended fz— feed per tooth (mm/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1 — Diameter (mm)Group ap ae ap m/min 4 5 6 8 10 12 14 16 18 20 25
P2 1.5xD 0.5xD 1xD 160-200 0,030 0,040 0,050 0,060 0,070 0,070 0,080 0,080 0,090 0,10 0,11P3 1.5xD 0.5xD 1xD 160-180 0,030 0,030 0,040 0,05 0,060 0,030 0,070 0,080 0,080 0,090 0,10P4 1.5xD 0.5xD 1xD 140-160 0,020 0,030 0,040 0,040 0,05 0,060 0,070 0,070 0,080 0,080 0,10M1 1.5xD 0.5xD 1xD 90-115 0,030 0,030 0,040 0,050 0,060 0,070 0,070 0,080 0,080 0,090 0,10M2 1.5xD 0.5xD 1xD 60-80 0,020 0,030 0,030 0,040 0,050 0,060 0,060 0,070 0,070 0,080 0,080M3 1.5xD 0.5xD 1xD 60-70 0,020 0,020 0,030 0,040 0,040 0,050 0,050 0,050 0,060 0,060 0,070K1 1.5xD 0.5xD 1xD 130-170 0,030 0,040 0,050 0,060 0,080 0,080 0,10 0,10 0,11 0,12 0,13K2 1.5xD 0.5xD 1xD 110-130 0,020 0,030 0,030 0,050 0,050 0,060 0,070 0,070 0,080 0,080 0,100S3 1.5xD 0.2xD 0.3xD 25-40 0,010 0,010 0,020 0,030 0,030 0,040 0,040 0,050 0,060 0,060 0,070S4 1.5xD 0.5xD 1xD 50-60 0,020 0,020 0,030 0,040 0,040 0,050 0,050 0,060 0,070 0,080 0,090
20
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.44
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HPRSHV
Reduce speed by 20% forslotting applications
Application VcK633
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/2" 5/8" 3/4" 1"
P2 1XD 0.3XD 0.35XD 400~500 .0025 .0028 .0030 .0033P3 1XD 0.3XD 0.35XD 400~500 .0025 .0028 .0030 .0033P4 1XD 0.3XD 0.35XD 300~400 .0022 .0026 .0028 .0030P5 1XD 0.3XD 0.35XD 225~275 .0025 .0028 .0030 .0033M1 1XD 0.3XD 0.35XD 240~300 .0022 .0027 .0030 .0033M2 1XD 0.3XD 0.35XD 200~250 .0017 .0024 .0027 .0029M3 1XD 0.3XD 0.35XD 185~225 .0017 .0024 .0027 .0029K1 1XD 0.3XD 0.35XD 425~525 .0028 .0030 .0035 .0040S1 1XD 0.2XD 0.25XD 75~125 .0014 .0016 .0018 .0020S2 1XD 0.2XD 0.25XD 75~125 .0014 .0016 .0018 .0020S3 1XD 0.2XD 0.25XD 65~90 .0014 .0016 .0018 .0020S4 1XD 0.3XD 0.35XD 125~175 .0018 .0022 .0024 .0026
These guidelines may require variations to achieve optimum results.
HPHVT
Reduce speed by 20% forslotting applications
Application VcKC643M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/2" 5/8" 3/4" 1"
S1 1XD 0.2XD 0.5XD 85~125 .0016 .0020 .0023 .0024S2 1XD 0.2XD 0.5XD 85~125 .0016 .0020 .0023 .0024S3 1XD 0.2XD 0.3XD 85~125 .0016 .0020 .0023 .0024S4 1XD 0.3XD 1XD 150~190 .0024 .0028 .0030 .0036
These guidelines may require variations to achieve optimum results.
HPHV
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcK633
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.5XD 1XD 500~600 .0012 .0014 .0016 .0021 .0026 .0031 .0034 .0036 .0040P3 1XD 0.5XD 1XD 400~500 .0012 .0014 .0016 .0021 .0026 .0031 .0034 .0036 .0040P4 1XD 0.5XD 1XD 300~400 .0008 .0010 .0012 .0016 .0021 .0026 .0031 .0034 .0036P5 1XD 0.5XD 1XD 225~275 .0012 .0014 .0016 .0021 .0026 .0031 .0034 .0036 .0040M1 1XD 0.5XD 1XD 275~375 .0008 .0010 .0012 .0016 .0021 .0026 .0031 .0034 .0036M2 1XD 0.5XD 1XD 200~275 .0004 .0008 .0012 .0014 .0016 .0020 .0022 .0026 .0031M3 1XD 0.5XD 1XD 125~200 .0004 .0008 .0012 .0014 .0016 .0020 .0022 .0026 .0031K1 1XD 0.5XD 1XD 425~525 .0014 .0015 .0017 .0022 .0028 .0034 .0036 .0039 .0050S1 1XD 0.2XD 0.3XD 65~90 .0004 .0008 .0010 .0012 .0014 .0016 .0018 .0020 .0022S2 1XD 0.2XD 0.3XD 65~90 .0004 .0008 .0010 .0012 .0014 .0016 .0018 .0020 .0022S3 1XD 0.2XD 0.3XD 65~90 .0004 .0008 .0010 .0012 .0014 .0016 .0018 .0020 .0022S4 1XD 0.3XD 0.5XD 135~175 .0008 .0010 .0014 .0016 .0020 .0022 .0026 .0029 .0034
Application Data
21

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.70
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Application Data
HPHVBN
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 0.5xD 0.5XD 450~550 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034P3 0.5XD 0.5XD 450~550 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034M1 0.5XD 0.5XD 200~300 0.0010 0.0011 0.0014 0.0018 0.0021 0.0023 0.0025 0.0027 0.0029M2 0.5XD 0.5XD 175~250 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025M3 0.5XD 0.5XD 150~225 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025K1 0.5XD 0.5XD 425~600 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034K2 0.5XD 0.5XD 400~500 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034S1 0.5XD 0.5XD 100~150 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025S2 0.5XD 0.5XD 100~150 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034S3 0.5XD 0.5XD 100~150 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034S4 0.5XD 0.5XD 125~175 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034
BNEC-DIAMOND COATED
Reducespeed by
20% for slot-ting applica-
tions
Application VcKDF300
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2"
N1 - Aluminum alloys .5XD 0.25XD 100~500 .0006 .0007 .0008 .0010 .0011 .0012 .0016N1 - Graphite .5XD 0.25XD 100~1200 .0002 .0004 .0007 .0009 .0012 .0013 .0015 .0017 .0019
N1 - Thermoset plastics .5XD 0.25XD 50~750 .0003 .0005 .0007 .0011 .0012 .0013 .0015 .0017 .0019N1 - Fiber-filled plastics .5XD 0.25XD 75~400 .0007 .0011 .0012 .0013 .0015 .0017 .0021
These guidelines may require variations to achieve optimum results.
HPBNDM
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4"
P4 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071P6 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071H1 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071H2 0.01XD 0.01XD 650~675 .0018 .0020 .0024 .0028 .0031 .0035H3 0.01XD 0.01XD 450~500 .0012 .0016 .0020 .0024 .0028 .0031H4 0.01XD 0.01XD 320~350 .0012 .0016 .0020 .0024 .0028 .0031
These guidelines may require variations to achieve optimum results.
22

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.70
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Application Data
HPHVBN
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 0.5xD 0.5XD 450~550 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034P3 0.5XD 0.5XD 450~550 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034M1 0.5XD 0.5XD 200~300 0.0010 0.0011 0.0014 0.0018 0.0021 0.0023 0.0025 0.0027 0.0029M2 0.5XD 0.5XD 175~250 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025M3 0.5XD 0.5XD 150~225 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025K1 0.5XD 0.5XD 425~600 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034K2 0.5XD 0.5XD 400~500 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034S1 0.5XD 0.5XD 100~150 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025S2 0.5XD 0.5XD 100~150 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034S3 0.5XD 0.5XD 100~150 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034S4 0.5XD 0.5XD 125~175 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034
BNEC-DIAMOND COATED
Reducespeed by
20% for slot-ting applica-
tions
Application VcKDF300
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2"
N1 - Aluminum alloys .5XD 0.25XD 100~500 .0006 .0007 .0008 .0010 .0011 .0012 .0016N1 - Graphite .5XD 0.25XD 100~1200 .0002 .0004 .0007 .0009 .0012 .0013 .0015 .0017 .0019
N1 - Thermoset plastics .5XD 0.25XD 50~750 .0003 .0005 .0007 .0011 .0012 .0013 .0015 .0017 .0019N1 - Fiber-filled plastics .5XD 0.25XD 75~400 .0007 .0011 .0012 .0013 .0015 .0017 .0021
These guidelines may require variations to achieve optimum results.
HPBNDM
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4"
P4 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071P6 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071H1 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071H2 0.01XD 0.01XD 650~675 .0018 .0020 .0024 .0028 .0031 .0035H3 0.01XD 0.01XD 450~500 .0012 .0016 .0020 .0024 .0028 .0031H4 0.01XD 0.01XD 320~350 .0012 .0016 .0020 .0024 .0028 .0031
These guidelines may require variations to achieve optimum results.
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E24
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
High-Performance Finishing End MillsABDF — MaxiMet 2-Flute for Aluminum
Features• Kennametal standard.
• Plain shanks.
• Effective in thin wall applications.
• Wiper facet, special end gash,and flute geometry providebetter surface finishes.
• Unique geometry deliversmaximum metal removal rates.
Application• Side cutting and slotting.
• For Aerospace, Automotive, MachineTool, and General Engineering markets.
first choice
alternate choice
HSNKMP2-Flute, 45° Helix
D1 D1 D Ap1 max L R catalog number K60
0
1/4 .250 1/4 1/2 2 1/2 .030 ABDF0250J2ARB1/4 .250 1/4 1/2 2 1/2 — ABDF0250J2AS
5/16 .313 5/16 5/8 2 1/2 .030 ABDF0312J2ARB3/8 .375 3/8 3/4 2 1/2 .030 ABDF0375J2ARB
3/8 .375 3/8 3/4 2 1/2 — ABDF0375J2AS1/2 .500 1/2 1 1/4 3 .030 ABDF0500J2ARB
1/2 .500 1/2 1 1/4 3 .060 ABDF0500J2ARC1/2 .500 1/2 1 1/4 3 — ABDF0500J2AS
5/8 .625 5/8 1 1/4 3 1/2 — ABDF0625J2AS3/4 .750 3/4 1 1/2 4 — ABDF0750J2AS
3/4 .750 3/4 1 1/2 4 .030 ABDF0750J2ARB3/4 .750 3/4 1 1/2 4 .060 ABDF0750J2ARC
3/4 .750 3/4 1 1/2 4 .120 ABDF0750J2ARE1 1.000 1 1 1/2 4 .030 ABDF1000J2ARB
1 1.000 1 1 1/2 4 .060 ABDF1000J2ARC1 1.000 1 1 1/2 4 .120 ABDF1000J2ARE
1 1.000 1 1 1/2 4 — ABDF1000J2AS
For application data, see page E40.
End Mill Tolerances
D1 D1 Tolerance D Tolerance<1/4" DIN e8 DIN h6
1/4" and over DIN h6 DIN h6
Ordering Example:ABDF10000A2AS K600
23
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. E25
TUR
NIN
GH
OLE
MA
KIN
GIN
DEX
AB
LEM
ILLI
NG
SO
LID
EN
D M
ILLS
TOO
LIN
G S
YSTE
MS
IND
EXS
ERVI
CES
High-Performance Finishing End MillsABDE — MaxiMet 3-Flute for Aluminum
Features• Kennametal standard.
• Plain shanks.
• Effective in thin wall applications.
• Wiper facet, special end gash,and flute geometry providebetter surface finishes.
• Unique geometry deliversmaximum metal removal rates.
Application• Side cutting and slotting.
• For Aerospace, Automotive, MachineTool, and General Engineering markets.
first choice
alternate choice
HSNKMP
3-Flute, 38° Helix
D1 D1 D Ap1 max L R catalog number K60
0
1/4 .250 1/4 1/2 2 1/2 .030 ABDE0250J3ARB1/4 .250 1/4 1/2 2 1/2 — ABDE0250J3AS
5/16 .313 5/16 5/8 2 1/2 .030 ABDE0312J3ARB3/8 .375 3/8 3/4 2 1/2 .030 ABDE0375J3ARB
3/8 .375 3/8 3/4 2 1/2 — ABDE0375J3AS1/2 .500 1/2 1 1/4 3 .030 ABDE0500J3ARB
1/2 .500 1/2 1 1/4 3 .060 ABDE0500J3ARC1/2 .500 1/2 1 1/4 3 — ABDE0500J3AS
5/8 .625 5/8 1 1/4 3 1/2 — ABDE0625J3AS3/4 .750 3/4 1 1/2 4 .030 ABDE0750J3ARB
3/4 .750 3/4 1 1/2 4 .060 ABDE0750J3ARC3/4 .750 3/4 1 1/2 4 .120 ABDE0750J3ARE
3/4 .750 3/4 1 1/2 4 — ABDE0750J3AS1 1.000 1 1 1/2 4 .030 ABDE1000J3ARB
1 1.000 1 1 1/2 4 .060 ABDE1000J3ARC1 1.000 1 1 1/2 4 .120 ABDE1000J3ARE
1 1.000 1 1 1/2 4 — ABDE1000J3AS
For application data, see page E40.
End Mill TolerancesD1 D1 Tolerance D Tolerance
<1/4" DIN e8 DIN h61/4" and over DIN h6 DIN h6
Ordering Example:ABDF10000A2AS K600
24
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E26
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
High-Performance Finishing End MillsABDF — MaxiMet 2-Flute Extended Neck for Aluminum
Features• Kennametal standard.
• Plain shanks.
• Effective in thin wall applications.
• Wiper facet, special end gash, and flutegeometry provide better surface finishes.
• Unique geometry delivers maximum metalremoval rates.
• Available with corner radius from stock.
Application• Side cutting and slotting.
• For Aerospace, Automotive, Machine Tool,and General Engineering markets.
first choice
alternate choice
HSNKMP
2-Flute, 45° Helix
(continued on next page)
D1 D1 D AP1 Max L3 L R catalog number K60
0
1/4 0.250 1/4 3/8 3/4 4 0 ABDF0250J2AQ1/4 0.250 1/4 3/8 3/4 4 0.03 ABDF0250J2AQB
1/4 0.250 1/4 3/8 1 1/8 4 0 ABDF0250J2BQ1/4 0.250 1/4 3/8 1 1/8 4 0.03 ABDF0250J2BQB
1/4 0.250 1/4 3/8 2 1/8 4 0 ABDF0250J2CQ1/4 0.250 1/4 3/8 2 1/8 4 0.03 ABDF0250J2CQB
5/16 0.313 5/16 7/16 1 1/8 4 0.03 ABDF0312J2AQB3/8 0.375 3/8 1/2 1 1/8 4 0 ABDF0375J2AQ
3/8 0.375 3/8 1/2 1 1/8 4 0.03 ABDF0375J2AQB3/8 0.375 3/8 1/2 2 1/8 4 0 ABDF0375J2BQ
3/8 0.375 3/8 1/2 2 1/8 4 0.03 ABDF0375J2BQB1/2 0.500 1/2 5/8 1 3/8 4 0 ABDF0500J2AQ
1/2 0.500 1/2 5/8 1 3/8 4 0.03 ABDF0500J2AQB1/2 0.500 1/2 5/8 1 3/8 4 0.120 ABDF0500J2AQE
1/2 0.500 1/2 5/8 2 1/4 4 0 ABDF0500J2BQ1/2 0.500 1/2 5/8 2 1/4 4 0.03 ABDF0500J2BQB
1/2 0.500 1/2 5/8 2 1/4 4 0.06 ABDF0500J2BQC1/2 0.500 1/2 5/8 2 1/4 4 0.09 ABDF0500J2BQD
1/2 0.500 1/2 5/8 2 1/4 4 0.120 ABDF0500J2BQE1/2 0.500 1/2 5/8 3 3/8 6 0 ABDF0500J2CQ
1/2 0.500 1/2 5/8 3 3/8 6 0.03 ABDF0500J2CQB1/2 0.500 1/2 5/8 3 3/8 6 0.06 ABDF0500J2CQC
1/2 0.500 1/2 5/8 3 3/8 6 0.09 ABDF0500J2CQD1/2 0.500 1/2 5/8 3 3/8 6 0.120 ABDF0500J2CQE
5/8 0.625 5/8 3/4 1 5/8 4 0 ABDF0625J2AQ5/8 0.625 5/8 3/4 1 5/8 4 0.03 ABDF0625J2AQB
5/8 0.625 5/8 3/4 3 3/8 6 0 ABDF0625J2BQ5/8 0.625 5/8 3/4 3 3/8 6 0.03 ABDF0625J2BQB
5/8 0.625 5/8 3/4 3 3/8 6 0.120 ABDF0625J2BQE3/4 0.750 3/4 1 1 5/8 4 0 ABDF0750J2AQ
3/4 0.750 3/4 1 1 5/8 4 0.03 ABDF0750J2AQB3/4 0.750 3/4 1 1 5/8 4 0.120 ABDF0750J2AQE
3/4 0.750 3/4 1 2 1/2 6 0 ABDF0750J2BQ3/4 0.750 3/4 1 2 1/2 6 0.03 ABDF0750J2BQB
3/4 0.750 3/4 1 2 1/2 6 0.06 ABDF0750J2BQC3/4 0.750 3/4 1 2 1/2 6 0.09 ABDF0750J2BQD
3/4 0.750 3/4 1 2 1/2 6 0.120 ABDF0750J2BQE3/4 0.750 3/4 1 3 3/8 6 0 ABDF0750J2CQ
25
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. E27
TUR
NIN
GH
OLE
MA
KIN
GIN
DEX
AB
LEM
ILLI
NG
SO
LID
EN
D M
ILLS
TOO
LIN
G S
YSTE
MS
IND
EXS
ERVI
CES
K60
0
first choice
alternate choice
HSNKMP
2-Flute, 45° Helix
For application data, see page E41.
End Mill Tolerances
Ordering Example:ABDF0750J2AQ K600
(continued from previous page)
D1 D1 Tolerance D Tolerance<1/4" DIN e8 DIN h6
1/4" and over DIN h6 DIN h6
High-Performance Finishing End MillsABDF — MaxiMet 2-Flute Extended Neck for Aluminum
3/4 0.750 3/4 1 3 3/8 6 0.03 ABDF0750J2CQB1 1.000 1 1 1/4 2 3/8 5 0 ABDF1000J2AQ
1 1.000 1 1 1/4 2 3/8 5 0.03 ABDF1000J2AQB1 1.000 1 1 1/4 2 3/8 5 0.120 ABDF1000J2AQE
1 1.000 1 1 1/4 3 3/8 7 0 ABDF1000J2BQ1 1.000 1 1 1/4 3 3/8 7 0.03 ABDF1000J2BQB
1 1.000 1 1 1/4 3 3/8 7 0.120 ABDF1000J2BQE1 1.000 1 1 1/4 4 3/8 7 0 ABDF1000J2CQ
1 1.000 1 1 1/4 4 3/8 7 0.03 ABDF1000J2CQB
D1 D1 D AP1 Max L3 L R catalog number
26
�
�
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E28
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
High-Performance Finishing End MillsABDE — MaxiMet 3-Flute Extended Neck for Aluminum
Features• Kennametal standard.
• Plain shanks.
• Effective in thin wall applications.
• Wiper facet, special end gash,and flute geometry providebetter surface finishes.
• Unique geometry deliversmaximum metal removal rates.
• Available with corner radius from stock.
Application• Side cutting and slotting.
• For Aerospace, Automotive, MachineTool, and General Engineering markets.
first choice
alternate choice
HSNKMP
3-Flute, 38° Helix
(continued on next page)
For application data, see page XXX.
D1 D1 D AP1 Max L3 L R catalog number K60
0
1/4 0.250 1/4 3/8 3/4 4 0 ABDE0250J3AQ1/4 0.250 1/4 3/8 3/4 4 0.03 ABDE0250J3AQB
1/4 0.250 1/4 3/8 1 1/8 4 0 ABDE0250J3BQ1/4 0.250 1/4 3/8 1 1/8 4 0.03 ABDE0250J3BQB
1/4 0.250 1/4 3/8 2 1/8 4 0 ABDE0250J3CQ1/4 0.250 1/4 3/8 2 1/8 4 0.03 ABDE0250J3CQB
5/16 0.313 5/16 7/16 1 1/8 4 0.03 ABDE0312J3AQB3/8 0.375 3/8 1/2 1 1/8 4 0 ABDE0375J3AQ
3/8 0.375 3/8 1/2 1 1/8 4 0.03 ABDE0375J3AQB3/8 0.375 3/8 1/2 2 1/8 4 0 ABDE0375J3BQ
3/8 0.375 3/8 1/2 2 1/8 4 0.03 ABDE0375J3BQB1/2 0.500 1/2 5/8 1 3/8 4 0 ABDE0500J3AQ
1/2 0.500 1/2 5/8 1 3/8 4 0.03 ABDE0500J3AQB1/2 0.500 1/2 5/8 1 3/8 4 0.120 ABDE0500J3AQE
1/2 0.500 1/2 5/8 2 1/4 4 0 ABDE0500J3BQ1/2 0.500 1/2 5/8 2 1/4 4 0.03 ABDE0500J3BQB
1/2 0.500 1/2 5/8 2 1/4 4 0.06 ABDE0500J3BQC1/2 0.500 1/2 5/8 2 1/4 4 0.09 ABDE0500J3BQD
1/2 0.500 1/2 5/8 2 1/4 4 0.120 ABDE0500J3BQE1/2 0.500 1/2 5/8 3 3/8 6 0 ABDE0500J3CQ
1/2 0.500 1/2 5/8 3 3/8 6 0.03 ABDE0500J3CQB1/2 0.500 1/2 5/8 3 3/8 6 0.06 ABDE0500J3CQC
1/2 0.500 1/2 5/8 3 3/8 6 0.09 ABDE0500J3CQD1/2 0.500 1/2 5/8 3 3/8 6 0.120 ABDE0500J3CQE
5/8 0.625 5/8 3/4 1 5/8 4 0 ABDE0625J3AQ5/8 0.625 5/8 3/4 1 5/8 4 0.03 ABDE0625J3AQB
5/8 0.625 5/8 3/4 3 3/8 6 0 ABDE0625J3BQ5/8 0.625 5/8 3/4 3 3/8 6 0.03 ABDE0625J3BQB
5/8 0.625 5/8 3/4 3 3/8 6 0.120 ABDE0625J3BQE3/4 0.750 3/4 1 1 5/8 4 0 ABDE0750J3AQ
3/4 0.750 3/4 1 1 5/8 4 0.03 ABDE0750J3AQB3/4 0.750 3/4 1 1 5/8 4 0.120 ABDE0750J3AQE
3/4 0.750 3/4 1 2 1/2 6 0 ABDE0750J3BQ3/4 0.750 3/4 1 2 1/2 6 0.03 ABDE0750J3BQB
3/4 0.750 3/4 1 2 1/2 6 0.06 ABDE0750J3BQC3/4 0.750 3/4 1 2 1/2 6 0.09 ABDE0750J3BQD
3/4 0.750 3/4 1 2 1/2 6 0.120 ABDE0750J3BQE3/4 0.750 3/4 1 3 3/8 6 0 ABDE0750J3CQ
3/4 0.750 3/4 1 3 3/8 6 0.03 ABDE0750J3CQB1 1.000 1 1 1/4 2 3/8 5 0 ABDE1000J3AQ
27
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. E29
TUR
NIN
GH
OLE
MA
KIN
GIN
DEX
AB
LEM
ILLI
NG
SO
LID
EN
D M
ILLS
TOO
LIN
G S
YSTE
MS
IND
EXS
ERVI
CES
High-Performance Finishing End MillsABDE — MaxiMet 3-Flute Extended Neck for Aluminum
D1 D1 Tolerance D Tolerance<1/4" DIN e8 DIN h6
1/4" and over DIN h6 DIN h6
Ordering Example:ABDE0250J3AQ K600
End Mill Tolerances
(continued from previous page)
first choice
alternate choice
HSNKMP
3-Flute, 38° Helix
1 1.000 1 1 1/4 2 3/8 5 0.03 ABDE1000J3AQB1 1.000 1 1 1/4 2 3/8 5 0.120 ABDE1000J3AQE
1 1.000 1 1 1/4 3 3/8 7 0 ABDE1000J3BQ1 1.000 1 1 1/4 3 3/8 7 0.03 ABDE1000J3BQB
1 1.000 1 1 1/4 3 3/8 7 0.120 ABDE1000J3BQE1 1.000 1 1 1/4 4 3/8 7 0 ABDE1000J3CQ
1 1.000 1 1 1/4 4 3/8 7 0.03 ABDE1000J3CQB
D1 D1 D AP1 Max L3 L R catalog number K60
0
For application data, see page E41.
28
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.10
� 2-Flute, 45° Helix
(continued)
High-Performance Finishing End MillsAADF™ — 2-Flute for Aluminum
Features• Kennametal standard.
• Plain shanks.
• Radius available from stock.
• Double rake flute form.
Application• Side cutting and slotting.
• For Aerospace, Automotive, MachineTool, and General Engineering markets.
HSN �
KMP
� first choice
� alternate choice
1/8 .125 1/8 1/4 2 — AADF0125J2A �
1/8 .125 1/8 3/8 2 .015 AADF0125J2CRA �
1/8 .125 1/8 3/8 2 .030 AADF0125J2CRB �
1/8 .125 1/8 3/8 2 — AADF0125J2C �
1/8 .125 1/8 1/2 2 .015 AADF0125J2BRA �
1/8 .125 1/8 1/2 2 — AADF0125J2B �
1/8 .125 1/8 1/2 2 1/2 .015 AADF0125J2DRA �
1/8 .125 1/8 1/2 2 1/2 .030 AADF0125J2DRB �
1/8 .125 1/8 1/2 2 1/2 — AADF0125J2D �
1/8 .125 1/8 3/4 2 1/2 .015 AADF0125J2ERA �
1/8 .125 1/8 3/4 2 1/2 .030 AADF0125J2ERB �
1/8 .125 1/8 3/4 2 1/2 — AADF0125J2E �
3/16 .188 3/16 5/16 2 — AADF0188J2A �
3/16 .188 3/16 5/16 2 1/2 .015 AADF0188J2CRA �
3/16 .188 3/16 5/16 2 1/2 .030 AADF0188J2CRB �
3/16 .188 3/16 5/16 2 1/2 — AADF0188J2C �
3/16 .188 3/16 9/16 2 1/2 .015 AADF0188J2DRA �
3/16 .188 3/16 9/16 2 1/2 .030 AADF0188J2DRB �
3/16 .188 3/16 9/16 2 1/2 — AADF0188J2D �
3/16 .188 3/16 5/8 2 .015 AADF0188J2BRA �
3/16 .188 3/16 5/8 2 — AADF0188J2B �
1/4 .250 1/4 3/8 2 .015 AADF0250J2ARA �
1/4 .250 1/4 3/8 2 .030 AADF0250J2ARB �
1/4 .250 1/4 3/8 2 — AADF0250J2A �
1/4 .250 1/4 1/2 2 1/2 .015 AADF0250J2DRA �
1/4 .250 1/4 1/2 2 1/2 .030 AADF0250J2DRB �
1/4 .250 1/4 1/2 2 1/2 — AADF0250J2D �
1/4 .250 1/4 5/8 2 1/2 .015 AADF0250J2ERA �
1/4 .250 1/4 5/8 2 1/2 .030 AADF0250J2ERB �
1/4 .250 1/4 5/8 2 1/2 — AADF0250J2E �
1/4 .250 1/4 3/4 2 1/2 .015 AADF0250J2BRA �
1/4 .250 1/4 3/4 2 1/2 .030 AADF0250J2BRB �
1/4 .250 1/4 3/4 2 1/2 — AADF0250J2B �
1/4 .250 1/4 1 3 .015 AADF0250J2FRA �
1/4 .250 1/4 1 3 .030 AADF0250J2FRB �
1/4 .250 1/4 1 3 — AADF0250J2F �
1/4 .250 1/4 1 1/4 3 1/4 .015 AADF0250J2CRA �
1/4 .250 1/4 1 1/4 3 1/4 .030 AADF0250J2CRB �
1/4 .250 1/4 1 1/4 3 1/4 — AADF0250J2C �
1/4 .250 1/4 1 3/4 4 .015 AADF0250J2GRA �
D1 D1 D Ap1 max L Rε K60
0
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 10
29

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 11
� 2-Flute, 45° Helix
AADF™ — 2-Flute for Aluminum
(continued)
(continued)
1/4 .250 1/4 1 3/4 4 .030 AADF0250J2GRB �
1/4 .250 1/4 1 3/4 4 — AADF0250J2G �
5/16 .313 5/16 13/16 2 1/2 .030 AADF0312J2ARB �
5/16 .313 5/16 13/16 2 1/2 .060 AADF0312J2ARC �
5/16 .313 5/16 13/16 2 1/2 — AADF0312J2A �
5/16 .313 5/16 1 3 .015 AADF0312J2BRA �
5/16 .313 5/16 1 3 .030 AADF0312J2BRB �
5/16 .313 5/16 1 3 .060 AADF0312J2BRC �
5/16 .313 5/16 1 3 — AADF0312J2B �
3/8 .375 3/8 1/2 2 .015 AADF0375J2ARA �
3/8 .375 3/8 1/2 2 .030 AADF0375J2ARB �
3/8 .375 3/8 1/2 2 — AADF0375J2A �
3/8 .375 3/8 7/8 2 1/2 .030 AADF0375J2BRB �
3/8 .375 3/8 7/8 2 1/2 .060 AADF0375J2BRC �
3/8 .375 3/8 7/8 2 1/2 — AADF0375J2B �
3/8 .375 3/8 1 3 .015 AADF0375J2DRA �
3/8 .375 3/8 1 3 .030 AADF0375J2DRB �
3/8 .375 3/8 1 3 .060 AADF0375J2DRC �
3/8 .375 3/8 1 3 — AADF0375J2D �
3/8 .375 3/8 1 1/4 3 1/2 .015 AADF0375J2ERA �
3/8 .375 3/8 1 1/4 3 1/2 .030 AADF0375J2ERB �
3/8 .375 3/8 1 1/4 3 1/2 .060 AADF0375J2ERC �
3/8 .375 3/8 1 1/4 3 1/2 — AADF0375J2E �
3/8 .375 3/8 1 1/2 4 .015 AADF0375J2CRA �
3/8 .375 3/8 1 1/2 4 .030 AADF0375J2CRB �
3/8 .375 3/8 1 1/2 4 .060 AADF0375J2CRC �
3/8 .375 3/8 1 1/2 4 — AADF0375J2C �
1/2 .500 1/2 5/8 2 1/2 .030 AADF0500J2ARB �
1/2 .500 1/2 5/8 2 1/2 .060 AADF0500J2ARC �
1/2 .500 1/2 5/8 2 1/2 — AADF0500J2A �
1/2 .500 1/2 5/8 3 .015 AADF0500J2ERA �
1/2 .500 1/2 5/8 3 .030 AADF0500J2ERB �
1/2 .500 1/2 5/8 3 .060 AADF0500J2ERC �
1/2 .500 1/2 5/8 3 — AADF0500J2E �
1/2 .500 1/2 1 3 .015 AADF0500J2FRA �
1/2 .500 1/2 1 3 .030 AADF0500J2FRB �
1/2 .500 1/2 1 3 .060 AADF0500J2FRC �
1/2 .500 1/2 1 3 — AADF0500J2F �
1/2 .500 1/2 1 1/4 3 .015 AADF0500J2BRA �
1/2 .500 1/2 1 1/4 3 .030 AADF0500J2BRB �
D1 D1 D Ap1 max L Rε K60
0
HSN �
KMP
� first choice
� alternate choice
High-Performance Finishing End MillsAADF™ — 2-Flute for Aluminum
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:36 PM Page 11
30

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.12
� 2-Flute, 45° Helix
(continued)
(continued)
1/2 .500 1/2 1 1/4 3 .060 AADF0500J2BRC �
1/2 .500 1/2 1 1/4 3 .120 AADF0500J2BRE �
1/2 .500 1/2 1 1/4 3 — AADF0500J2B �
1/2 .500 1/2 1 5/8 4 .015 AADF0500J2GRA �
1/2 .500 1/2 1 5/8 4 .030 AADF0500J2GRB �
1/2 .500 1/2 1 5/8 4 .060 AADF0500J2GRC �
1/2 .500 1/2 1 5/8 4 — AADF0500J2G �
1/2 .500 1/2 2 4 .015 AADF0500J2CRA �
1/2 .500 1/2 2 4 .030 AADF0500J2CRB �
1/2 .500 1/2 2 4 .060 AADF0500J2CRC �
1/2 .500 1/2 2 4 — AADF0500J2C �
1/2 .500 1/2 2 1/2 5 .030 AADF0500J2DRB �
1/2 .500 1/2 2 1/2 5 .060 AADF0500J2DRC �
1/2 .500 1/2 2 5 — AADF0500J2D �
1/2 .500 1/2 2 1/2 5 .015 AADF0500J2DRA �
1/2 .500 1/2 3 1/8 6 .015 AADF0500J2HRA �
1/2 .500 1/2 3 1/8 6 .030 AADF0500J2HRB �
1/2 .500 1/2 3 1/8 6 .060 AADF0500J2HRC �
1/2 .500 1/2 3 1/8 6 — AADF0500J2H �
5/8 .625 5/8 3/4 3 1/2 .015 AADF0625J2CRA �
5/8 .625 5/8 3/4 3 1/2 .030 AADF0625J2CRB �
5/8 .625 5/8 3/4 3 1/2 .060 AADF0625J2CRC �
5/8 .625 5/8 3/4 3 1/2 — AADF0625J2C �
5/8 .625 5/8 1 1/4 3 1/2 .060 AADF0625J2ARC �
5/8 .625 5/8 1 1/4 3 1/2 — AADF0625J2A �
5/8 .625 5/8 1 5/8 3 1/2 .015 AADF0625J2DRA �
5/8 .625 5/8 1 5/8 3 1/2 .030 AADF0625J2DRB �
5/8 .625 5/8 1 5/8 3 1/2 .060 AADF0625J2DRC �
5/8 .625 5/8 1 5/8 3 1/2 .120 AADF0625J2DRE �
5/8 .625 5/8 1 5/8 3 1/2 — AADF0625J2D �
5/8 .625 5/8 2 1/8 4 .015 AADF0625J2ERA �
5/8 .625 5/8 2 1/8 4 .030 AADF0625J2ERB �
5/8 .625 5/8 2 1/8 4 .060 AADF0625J2ERC �
5/8 .625 5/8 2 1/8 4 .120 AADF0625J2ERE �
5/8 .625 5/8 2 1/8 4 — AADF0625J2E �
5/8 .625 5/8 2 1/4 5 .030 AADF0625J2BRB �
5/8 .625 5/8 2 1/4 5 .060 AADF0625J2BRC �
5/8 .625 5/8 2 1/4 5 — AADF0625J2B �
5/8 .625 5/8 2 1/2 5 .015 AADF0625J2FRA �
5/8 .625 5/8 2 1/2 5 .030 AADF0625J2FRB �
D1 D1 D Ap1 max L Rε K60
0
HSN �
KMP
� first choice
� alternate choice
High-Performance Finishing End MillsAADF™ — 2-Flute for Aluminum
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:37 PM Page 12
31

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 13
� 2-Flute, 45° Helix
AADF™ — 2-Flute for Aluminum
(continued)
(continued)
5/8 .625 5/8 2 1/2 5 .060 AADF0625J2FRC �
5/8 .625 5/8 2 1/2 5 — AADF0625J2F �
5/8 .625 5/8 3 1/4 6 .015 AADF0625J2GRA �
5/8 .625 5/8 3 1/4 6 .030 AADF0625J2GRB �
5/8 .625 5/8 3 1/4 6 .060 AADF0625J2GRC �
5/8 .625 5/8 3 1/4 6 — AADF0625J2G �
3/4 .750 3/4 7/8 3 — AADF0750J2A �
3/4 .750 3/4 1 4 .015 AADF0750J2FRA �
3/4 .750 3/4 1 4 .030 AADF0750J2FRB �
3/4 .750 3/4 1 4 .060 AADF0750J2FRC �
3/4 .750 3/4 1 4 — AADF0750J2F �
3/4 .750 3/4 1 1/2 4 .030 AADF0750J2BRB �
3/4 .750 3/4 1 1/2 4 .060 AADF0750J2BRC �
3/4 .750 3/4 1 1/2 4 .120 AADF0750J2BRE �
3/4 .750 3/4 1 1/2 4 — AADF0750J2B �
3/4 .750 3/4 1 5/8 4 .015 AADF0750J2ERA �
3/4 .750 3/4 1 5/8 4 .120 AADF0750J2ERE �
3/4 .750 3/4 2 1/4 5 .015 AADF0750J2CRA �
3/4 .750 3/4 2 1/4 5 .030 AADF0750J2CRB �
3/4 .750 3/4 2 1/4 5 .060 AADF0750J2CRC �
3/4 .750 3/4 2 1/4 5 .120 AADF0750J2CRE �
3/4 .750 3/4 2 1/4 5 — AADF0750J2C �
3/4 .750 3/4 3 1/4 6 .015 AADF0750J2GRA �
3/4 .750 3/4 3 1/4 6 .030 AADF0750J2GRB �
3/4 .750 3/4 3 1/4 6 .060 AADF0750J2GRC �
3/4 .750 3/4 3 1/4 6 .090 AADF0750J2GRD �
3/4 .750 3/4 3 1/4 6 .120 AADF0750J2GRE �
3/4 .750 3/4 3 5 1/4 .030 AADF0750J2DRB �
3/4 .750 3/4 3 5 1/4 .060 AADF0750J2DRC �
3/4 .750 3/4 3 5 1/4 — AADF0750J2D �
1 1.000 1 1 1/4 4 .015 AADF1000J2FRA �
1 1.000 1 1 1/4 4 .030 AADF1000J2FRB �
1 1.000 1 1 1/4 4 .060 AADF1000J2FRC �
1 1.000 1 1 1/4 4 .090 AADF1000J2FRD �
1 1.000 1 1 1/4 4 .120 AADF1000J2FRE �
1 1.000 1 1 1/2 4 .030 AADF1000J2ARB �
1 1.000 1 1 1/2 4 .060 AADF1000J2ARC �
1 1.000 1 1 1/2 4 .120 AADF1000J2ARE �
1 1.000 1 1 1/2 4 — AADF1000J2A �
1 1.000 1 2 5 .015 AADF1000J2DRA �
D1 D1 D Ap1 max L Rε K60
0
High-Performance Finishing End MillsAADF™ — 2-Flute for Aluminum
HSN �
KMP
� first choice
� alternate choice
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:37 PM Page 13
32

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.14
� 2-Flute, 45° Helix
(continued)
1 1.000 1 2 5 .060 AADF1000J2DRC �
1 1.000 1 2 5 .090 AADF1000J2DRD �
1 1.000 1 2 5 .120 AADF1000J2DRE �
1 1.000 1 2 5 — AADF1000J2D �
1 1.000 1 2 1/4 5 .030 AADF1000J2BRB �
1 1.000 1 2 1/4 5 .060 AADF1000J2BRC �
1 1.000 1 2 1/4 5 .090 AADF1000J2BRD �
1 1.000 1 2 1/4 5 .120 AADF1000J2BRE �
1 1.000 1 2 1/4 5 — AADF1000J2B �
1 1.000 1 2 5/8 6 .015 AADF1000J2GRA �
1 1.000 1 2 5/8 6 .060 AADF1000J2GRC �
1 1.000 1 2 5/8 6 .090 AADF1000J2GRD �
1 1.000 1 2 5/8 6 .120 AADF1000J2GRE �
1 1.000 1 3 5 .030 AADF1000J2CRB �
1 1.000 1 3 5 .060 AADF1000J2CRC �
1 1.000 1 3 5 — AADF1000J2C �
1 1.000 1 3 1/4 6 .015 AADF1000J2ERA �
1 1.000 1 3 1/4 6 .030 AADF1000J2ERB �
1 1.000 1 3 1/4 6 .060 AADF1000J2ERC �
1 1.000 1 3 1/4 6 .090 AADF1000J2ERD �
1 1.000 1 3 1/4 6 .120 AADF1000J2ERE �
1 1.000 1 3 1/4 6 — AADF1000J2E �
D1 D1 D Ap1 max L Rε K60
0
� End Mill TolerancesD1 D1 Tolerance D ToleranceAll +.000" to -.002" DIN h6
High-Performance Finishing End MillsAADF™ — 2-Flute for Aluminum
HSN �
KMP
� first choice
� alternate choice
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:37 PM Page 14
33

� 3-Flute, 37° Helix
(continued)
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 15
AADE™ — 3-Flute for Aluminum
High-Performance Finishing End MillsAADE™ — 3-Flute for Aluminum
Features• Kennametal standard.
• Plain shanks.
• Radius available from stock.
• Double rake flute form.
Application• Side cutting and slotting.
• For Aerospace, Automotive, MachineTool, and General Engineering markets.
� first choice
� alternate choice
HSN �
KMP
D1 D1 D Ap1 max L Rε K60
0
1/8 .125 1/8 1/4 2 .015 AADE0125J3ARA �
1/8 .125 1/8 1/4 2 — AADE0125J3A �
1/8 .125 1/8 3/8 2 .015 AADE0125J3CRA �
1/8 .125 1/8 3/8 2 — AADE0125J3C �
1/8 .125 1/8 1/2 3 .015 AADE0125J3DRA �
1/8 .125 1/8 1/2 3 — AADE0125J3D �
1/8 .125 1/8 3/4 3 .015 AADE0125J3ERA �
1/8 .125 1/8 3/4 3 — AADE0125J3E �
3/16 .188 3/16 5/16 3 .015 AADE0188J3CRA �
3/16 .188 3/16 5/16 3 — AADE0188J3C �
3/16 .188 3/16 9/16 3 .015 AADE0188J3DRA �
3/16 .188 3/16 9/16 3 — AADE0188J3D �
3/16 .188 3/16 3/4 3 .015 AADE0188J3ERA �
3/16 .188 3/16 3/4 3 — AADE0188J3E �
1/4 .250 1/4 3/8 2 .015 AADE0250J3ARA �
1/4 .250 1/4 3/8 2 .030 AADE0250J3ARB �
1/4 .250 1/4 3/8 2 — AADE0250J3A �
1/4 .250 1/4 1/2 2 1/2 .015 AADE0250J3DRA �
1/4 .250 1/4 1/2 2 1/2 — AADE0250J3D �
1/4 .250 1/4 5/8 2 1/2 .015 AADE0250J3ERA �
1/4 .250 1/4 5/8 2 1/2 — AADE0250J3E �
1/4 .250 1/4 3/4 2 1/2 .015 AADE0250J3BRA �
1/4 .250 1/4 3/4 2 1/2 .030 AADE0250J3BRB �
1/4 .250 1/4 3/4 2 1/2 — AADE0250J3B �
1/4 .250 1/4 1 3 .015 AADE0250J3FRA �
1/4 .250 1/4 1 3 — AADE0250J3F �
1/4 .250 1/4 1 1/4 3 1/4 .015 AADE0250J3CRA �
1/4 .250 1/4 1 1/4 3 1/4 .030 AADE0250J3CRB �
1/4 .250 1/4 1 1/4 3 1/4 — AADE0250J3C �
1/4 .250 1/4 1 3/4 4 — AADE0250J3G �
5/16 .313 5/16 13/16 2 1/2 .030 AADE0312J3ARB �
5/16 .313 5/16 13/16 2 1/2 .060 AADE0312J3ARC �
5/16 .313 5/16 13/16 2 1/2 — AADE0312J3A �
5/16 .313 5/16 1 3 .015 AADE0312J3BRA �
5/16 .313 5/16 1 3 — AADE0312J3B �
3/8 .375 3/8 1/2 2 — AADE0375J3A �
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:37 PM Page 15
34

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.16
� 3-Flute, 37° Helix
(continued)
3/8 .375 3/8 3/4 2 1/2 .015 AADE0375J3GRA �
3/8 .375 3/8 3/4 2 1/2 — AADE0375J3G �
3/8 .375 3/8 7/8 2 1/2 .030 AADE0375J3BRB �
3/8 .375 3/8 7/8 2 1/2 .060 AADE0375J3BRC �
3/8 .375 3/8 7/8 2 1/2 — AADE0375J3B �
3/8 .375 3/8 1/2 3 .015 AADE0375J3FRA �
3/8 .375 3/8 1/2 3 — AADE0375J3F �
3/8 .375 3/8 1 3 .015 AADE0375J3DRA �
3/8 .375 3/8 1 3 .030 AADE0375J3DRB �
3/8 .375 3/8 1 3 .060 AADE0375J3DRC �
3/8 .375 3/8 1 3 — AADE0375J3D �
3/8 .375 3/8 1 1/4 3 1/2 .015 AADE0375J3ERA �
3/8 .375 3/8 1 1/4 3 1/2 .030 AADE0375J3ERB �
3/8 .375 3/8 1 1/4 3 1/2 .060 AADE0375J3ERC �
3/8 .375 3/8 1 1/4 3 1/2 — AADE0375J3E �
3/8 .375 3/8 1 1/2 4 .030 AADE0375J3CRB �
3/8 .375 3/8 1 1/2 4 .060 AADE0375J3CRC �
3/8 .375 3/8 1 1/2 4 — AADE0375J3C �
3/8 .375 3/8 2 4 — AADE0375J3H �
3/8 .375 3/8 2 1/2 5 — AADE0375J3J �
1/2 .500 1/2 5/8 2 1/2 .030 AADE0500J3ARB �
1/2 .500 1/2 5/8 2 1/2 .060 AADE0500J3ARC �
1/2 .500 1/2 5/8 2 1/2 — AADE0500J3A �
1/2 .500 1/2 2 1/2 5 .030 AADE0500J3DRB �
1/2 .500 1/2 2 1/2 5 .060 AADE0500J3DRC �
1/2 .500 1/2 2 1/2 5 — AADE0500J3D �
1/2 .500 1/2 1 3 .015 AADE0500J3FRA �
1/2 .500 1/2 1 3 .030 AADE0500J3FRB �
1/2 .500 1/2 1 3 .060 AADE0500J3FRC �
1/2 .500 1/2 1 3 — AADE0500J3F �
1/2 .500 1/2 1 1/4 3 .015 AADE0500J3BRA �
1/2 .500 1/2 1 1/4 3 .030 AADE0500J3BRB �
1/2 .500 1/2 1 1/4 3 .060 AADE0500J3BRC �
1/2 .500 1/2 1 1/4 3 .120 AADE0500J3BRE �
1/2 .500 1/2 1 1/4 3 — AADE0500J3B �
1/2 .500 1/2 1 5/8 4 .015 AADE0500J3GRA �
D1 D1 D Ap1 max L Rε K60
0
High-Performance Finishing End MillsAADE™ — 3-Flute for Aluminum
� first choice
� alternate choice
HSN �
KMP
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:37 PM Page 16
35

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 17
AADE™ — 3-Flute for Aluminum
� 3-Flute, 37° Helix
(continued)
(continued)
1/2 .500 1/2 1 5/8 4 .030 AADE0500J3GRB �
1/2 .500 1/2 1 5/8 4 .060 AADE0500J3GRC �
1/2 .500 1/2 1 5/8 4 .090 AADE0500J3GRD �
1/2 .500 1/2 1 5/8 4 — AADE0500J3G �
1/2 .500 1/2 2 4 .015 AADE0500J3CRA �
1/2 .500 1/2 2 4 .030 AADE0500J3CRB �
1/2 .500 1/2 2 4 .060 AADE0500J3CRC �
1/2 .500 1/2 2 4 — AADE0500J3C �
1/2 .500 1/2 3 1/8 6 — AADE0500J3H �
5/8 .625 5/8 3/4 3 1/2 .015 AADE0625J3CRA �
5/8 .625 5/8 3/4 3 1/2 .030 AADE0625J3CRB �
5/8 .625 5/8 3/4 3 1/2 .060 AADE0625J3CRC �
5/8 .625 5/8 3/4 3 1/2 — AADE0625J3C �
5/8 .625 5/8 1 1/4 3 1/2 .060 AADE0625J3ARC �
5/8 .625 5/8 1 1/4 3 1/2 — AADE0625J3A �
5/8 .625 5/8 1 5/8 3 1/2 .015 AADE0625J3DRA �
5/8 .625 5/8 1 5/8 3 1/2 .030 AADE0625J3DRB �
5/8 .625 5/8 1 5/8 3 1/2 .060 AADE0625J3DRC �
5/8 .625 5/8 1 5/8 3 1/2 .120 AADE0625J3DRE �
5/8 .625 5/8 1 5/8 3 1/2 — AADE0625J3D �
5/8 .625 5/8 2 1/8 4 — AADE0625J3E �
5/8 .625 5/8 2 1/4 5 .060 AADE0625J3BRC �
5/8 .625 5/8 2 1/4 5 — AADE0625J3B �
5/8 .625 5/8 2 1/2 5 .120 AADE0625J3FRE �
5/8 .625 5/8 2 1/2 5 — AADE0625J3F �
5/8 .625 5/8 3 1/4 6 — AADE0625J3G �
3/4 .750 3/4 7/8 3 — AADE0750J3A �
3/4 .750 3/4 1 4 .015 AADE0750J3FRA �
3/4 .750 3/4 1 4 .090 AADE0750J3FRD �
3/4 .750 3/4 1 4 — AADE0750J3F �
3/4 .750 3/4 1 1/2 4 .030 AADE0750J3BRB �
3/4 .750 3/4 1 1/2 4 .060 AADE0750J3BRC �
3/4 .750 3/4 1 1/2 4 .120 AADE0750J3BRE �
3/4 .750 3/4 1 1/2 4 — AADE0750J3B �
3/4 .750 3/4 1 5/8 4 .015 AADE0750J3HRA �
3/4 .750 3/4 1 5/8 4 .030 AADE0750J3HRB �
D1 D1 D Ap1 max L Rε K60
0
High-Performance Finishing End MillsAADE™ — 3-Flute for Aluminum
� first choice
� alternate choice
HSN �
KMP
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:37 PM Page 17
36

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.18
� 3-Flute, 37° Helix
(continued)
(continued)
3/4 .750 3/4 1 5/8 4 .060 AADE0750J3HRC �
3/4 .750 3/4 1 5/8 4 .090 AADE0750J3HRD �
3/4 .750 3/4 1 5/8 4 .120 AADE0750J3HRE �
3/4 .750 3/4 1 5/8 4 — AADE0750J3H �
3/4 .750 3/4 2 1/4 5 .015 AADE0750J3CRA �
3/4 .750 3/4 2 1/4 5 .030 AADE0750J3CRB �
3/4 .750 3/4 2 1/4 5 .060 AADE0750J3CRC �
3/4 .750 3/4 2 1/4 5 .090 AADE0750J3CRD �
3/4 .750 3/4 2 1/4 5 .120 AADE0750J3CRE �
3/4 .750 3/4 2 1/4 5 — AADE0750J3C �
3/4 .750 3/4 3 5 1/4 .030 AADE0750J3DRB �
3/4 .750 3/4 3 5 1/4 .060 AADE0750J3DRC �
3/4 .750 3/4 3 5 1/4 — AADE0750J3D �
3/4 .750 3/4 3 1/4 6 .015 AADE0750J3GRA �
3/4 .750 3/4 3 1/4 6 .030 AADE0750J3GRB �
3/4 .750 3/4 3 1/4 6 .060 AADE0750J3GRC �
3/4 .750 3/4 3 1/4 6 .090 AADE0750J3GRD �
3/4 .750 3/4 3 1/4 6 .120 AADE0750J3GRE �
3/4 .750 3/4 3 1/4 6 — AADE0750J3G �
3/4 .750 3/4 4 6 1/2 .015 AADE0750J3JRA �
3/4 .750 3/4 4 6 1/2 .030 AADE0750J3JRB �
3/4 .750 3/4 4 6 1/2 .060 AADE0750J3JRC �
3/4 .750 3/4 4 6 1/2 .090 AADE0750J3JRD �
3/4 .750 3/4 4 6 1/2 .120 AADE0750J3JRE �
1 1.000 1 1 1/4 4 .015 AADE1000J3FRA �
1 1.000 1 1 1/4 4 .030 AADE1000J3FRB �
1 1.000 1 1 1/4 4 .060 AADE1000J3FRC �
1 1.000 1 1 1/4 4 .090 AADE1000J3FRD �
1 1.000 1 1 1/4 4 .120 AADE1000J3FRE �
1 1.000 1 1 1/4 4 — AADE1000J3F �
1 1.000 1 1 1/2 4 .030 AADE1000J3ARB �
1 1.000 1 1 1/2 4 .060 AADE1000J3ARC �
1 1.000 1 1 1/2 4 .120 AADE1000J3ARE �
1 1.000 1 1 1/2 4 — AADE1000J3A �
1 1.000 1 2 4 .060 AADE1000J3JRC �
1 1.000 1 2 4 .120 AADE1000J3JRE �
D1 D1 D Ap1 max L Rε K60
0
High-Performance Finishing End MillsAADE™ — 3-Flute for Aluminum
� first choice
� alternate choice
HSN �
KMP
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:37 PM Page 18
37

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 19
AADE™ — 3-Flute for Aluminum
� 3-Flute, 37° Helix
(continued)
� End Mill TolerancesD1 D1 Tolerance D ToleranceAll DIN e8 DIN h6
1 1.000 1 2 5 .015 AADE1000J3DRA �
1 1.000 1 2 5 .030 AADE1000J3DRB �
1 1.000 1 2 5 .060 AADE1000J3DRC �
1 1.000 1 2 5 .090 AADE1000J3DRD �
1 1.000 1 2 5 .120 AADE1000J3DRE �
1 1.000 1 2 5 — AADE1000J3D �
1 1.000 1 2 1/4 5 .030 AADE1000J3BRB �
1 1.000 1 2 1/4 5 .060 AADE1000J3BRC �
1 1.000 1 2 1/4 5 — AADE1000J3B �
1 1.000 1 3 5 1/2 .030 AADE1000J3CRB �
1 1.000 1 3 5 1/2 .060 AADE1000J3CRC �
1 1.000 1 3 5 1/2 — AADE1000J3C �
1 1.000 1 2 5/8 6 .030 AADE1000J3GRB �
1 1.000 1 2 5/8 6 .120 AADE1000J3GRE �
1 1.000 1 2 5/8 6 — AADE1000J3G �
1 1.000 1 3 1/4 6 .015 AADE1000J3ERA �
1 1.000 1 3 1/4 6 .030 AADE1000J3ERB �
1 1.000 1 3 1/4 6 .060 AADE1000J3ERC �
1 1.000 1 3 1/4 6 .090 AADE1000J3ERD �
1 1.000 1 3 1/4 6 .120 AADE1000J3ERE �
1 1.000 1 3 1/4 6 — AADE1000J3E �
1 1.000 1 4 1/8 7 .015 AADE1000J3HRA �
1 1.000 1 4 1/8 7 .030 AADE1000J3HRB �
1 1.000 1 4 1/8 7 .060 AADE1000J3HRC �
1 1.000 1 4 1/8 7 .090 AADE1000J3HRD �
1 1.000 1 4 1/8 7 .120 AADE1000J3HRE �
1 1.000 1 4 1/8 7 — AADE1000J3H �
D1 D1 D Ap1 max L Rε K60
0
High-Performance Finishing End MillsAADE™ — 3-Flute for Aluminum
� first choice
� alternate choice
HSN �
KMP
catalog number
A-09-02151_SCEM_bro.qxp:Layout 1 8/12/09 4:37 PM Page 19
38

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.36
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L2 L catalog number KC
625M
1/4 .2500 1/4 3/8 2 1/4 4 HPRSA250S2225 �
3/8 .3750 3/8 1/2 2 1/4 4 HPRSA375S2225 �
1/2 .5000 1/2 5/8 2 1/4 5 HPRSA500S2225 �
1/2 .5000 1/2 5/8 3 1/4 6 HPRSA500S2325 �
5/8 .6250 5/8 3/4 3 1/4 6 HPRSA625S2325 �
3/4 .7500 3/4 1 2 1/4 5 HPRSA750S2225 �
3/4 .7500 3/4 1 3 1/4 6 HPRSA750S2325 �
1 1.0000 1 1 1/8 2 1/4 5 HPRSA1000S2225 �
1 1.0000 1 1 1/8 4 1/4 7 HPRSA1000S2425 �
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application� Side cutting and slotting.
� For aerospace and general engineeringapplications.
� 2-Flute, 37° Helix� first choice� alternate choice
For application data, see page 47.
High-Performance Finishing End MillsHPRSA 2-Flute — With Extended Neck for Aluminum
D1 D1 Tolerance D ToleranceAll +.000" to - .003" +.0000" to -.0005"
Ordering Example:HPRSA375S2225 KC625M
� End Mill Tolerances
HSN �
KMP
39

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.50
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
Features� Kennametal standard.
� Weldon shank.
� Chamfered corner - center cutting.
� Coarse pitch profile.
Application� Side cutting and slotting.
� 3-Flute, 37° Helix� first choice� alternate choice
For application data, see page 55.
General-Application Roughing End MillsSFRHEC — for Aluminum
D1 D1 D Ap1 max L catalog number K60
0K
C62
5M
1/4 .250 1/4 3/4 2 1/2 SFRHEC250S3075 � �
5/16 .313 5/16 3/4 2 1/2 SFRHEC312S3075 � �
3/8 .375 3/8 7/8 2 1/2 SFRHEC375S3088 � �
1/2 .500 1/2 1 3 SFRHEC500S3100 � �
1/2 .500 1/2 2 4 1/2 SFRHEC500S3200 � �
5/8 .625 5/8 1 1/4 3 1/2 SFRHEC625S3125 � �
5/8 .625 5/8 2 1/4 5 SFRHEC625S3225 � �
3/4 .750 3/4 1 1/2 4 SFRHEC750S3150 � �
3/4 .750 3/4 2 1/4 5 SFRHEC750S3225 � �
1 1.000 1 1 1/2 4 SFRHEC100S3150 � �
1 1.000 1 2 1/4 5 SFRHEC100S3225 � �
� End Mill Tolerances
Order Example:SFRHEC375S3088 KC625M
HSN � �
KMP
40

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.50
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
Features� Kennametal standard.
� Weldon shank.
� Chamfered corner - center cutting.
� Coarse pitch profile.
Application� Side cutting and slotting.
� 3-Flute, 37° Helix� first choice� alternate choice
For application data, see page 55.
General-Application Roughing End MillsSFRHEC — for Aluminum
D1 D1 D Ap1 max L catalog number K60
0K
C62
5M
1/4 .250 1/4 3/4 2 1/2 SFRHEC250S3075 � �
5/16 .313 5/16 3/4 2 1/2 SFRHEC312S3075 � �
3/8 .375 3/8 7/8 2 1/2 SFRHEC375S3088 � �
1/2 .500 1/2 1 3 SFRHEC500S3100 � �
1/2 .500 1/2 2 4 1/2 SFRHEC500S3200 � �
5/8 .625 5/8 1 1/4 3 1/2 SFRHEC625S3125 � �
5/8 .625 5/8 2 1/4 5 SFRHEC625S3225 � �
3/4 .750 3/4 1 1/2 4 SFRHEC750S3150 � �
3/4 .750 3/4 2 1/4 5 SFRHEC750S3225 � �
1 1.000 1 1 1/2 4 SFRHEC100S3150 � �
1 1.000 1 2 1/4 5 SFRHEC100S3225 � �
� End Mill Tolerances
Order Example:SFRHEC375S3088 KC625M
HSN � �
KMP
41
Speed / Feed "Starting Point" Data For Inch Sizes of "Maximum Performance" MaxiMet 2-Flute & 3-Flute End MillsSeries ABDF 2-Flute styles** for Non-Ferrous materials NOTE: "ap" is the reference for "Axial Depth of Cut"
Series ABDE 3-Flute styles** for Non-Ferrous materials NOTE: "ae" is the reference for "Radial Width of Cut"
*Styles for highest RPM applications Depth of Cut Vc
STYL
ES
MaxiMet ABDE/ABDF styles incorporate "unequal flute spacing" and wiper flats on end geometry to improve floor finishes**Includes "Extended Reach" Styles Axial x Radial Axial Cutting Speed
MaterialCode Material Description Side Milling Slotting K600 Chip Load Per Tooth (shown for inch diameters)
ap ae ap SFPM 1/4 5/16 3/8 1/2 5/8 3/4 1
N1 Aluminum Alloys (7000 Series) 1.5xD 0.5xD 1xD Machine Max 0.0023 0.0028 0.0034 0.0045 0.0056 0.0068 0.0090
N2 Aluminum Alloys (2000 & 6000 Series) 1.5xD 0.5xD 1xD Machine Max 0.0018 0.0023 0.0027 0.0036 0.0045 0.0054 0.0072
Speed / Feed "Starting Point" Data For Inch Sizes of "High Performance" 2-Flute AADF Style End Mills
Series AADF 2-Flute styles** for Non-Ferrous materialsNOTE: "ap" is the reference for "Axial Depth of Cut"
NOTE: "ae" is the reference for "Radial Width of Cut"
*Upgrade of HPF45A style end mills Depth of Cut Vc
STYL
ES
AADF styles have special edge prep to minimize chatter issues**Includes "Extended Reach" Styles Axial x Radial Axial Cutting Speed
MaterialCode Material Description Side Milling Slotting K600 / KC651M Chip Load Per Tooth (shown for inch diameters)
ap ae ap SFPM 1/8 1/4 5/16 3/8 1/2 5/8 3/4 1
N1 Aluminum Alloys (7000 Series) 1 x D 0.5xD 1xD 6,000 0.0010 0.0020 0.0025 0.0040 0.0060 0.0065 0.0080 0.0100
N2 Aluminum Alloys (2000 & 6000 Series) 1 x D 0.5xD 1xD 6,000 0.0010 0.0020 0.0025 0.0040 0.0060 0.0065 0.0080 0.0100
Speed / Feed "Starting Point" Data For Inch Sizes of "High Performance" 3-Flute AADE Style End Mills
Series AADE 3-Flute styles** for Non-Ferrous materialsNOTE: "ap" is the reference for "Axial Depth of Cut"
NOTE: "ae" is the reference for "Radial Width of Cut"
*Upgrade of HPF37A style end mills Depth of Cut Vc
STYL
ES
AADE styles have special edge prep to minimize chatter issues**Includes "Extended Reach" Styles Axial x Radial Axial Cutting Speed
MaterialCode Material Description Side Milling Slotting K600 / K651M Chip Load Per Tooth (shown for inch diameters)
ap ae ap SFPM 1/4 5/16 3/8 1/2 5/8 3/4 1
N1 Aluminum Alloys (7000 Series) 1 x D 0.5xD 1xD 6,000 0.0018 0.0022 0.0035 0.0055 0.0065 0.0080 0.0095
N2 Aluminum Alloys (2000 & 6000 Series) 1 x D 0.5xD 1xD 6,000 0.0018 0.0022 0.0035 0.0055 0.0065 0.0080 0.0095

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E34
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
Application Data
Group Material DescriptionP2 Medium-and high-carbon steels >0.3% C AISI: 1008, 1010, 1020, 1026, 1035, 1040, 1045, 1080, 1525, 1541, 1551, 1561, 1572P3 Alloy steels and tool steels
<330HB, <35HRCAISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P4 Alloy steels and tool steels340–450HB, 36–48HRC
AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P5 Ferritic, martensitic, and PH stainless steels <330HB, <35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
P6 Ferritic, martensitic, and PH stainless steels >330HB, >35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
M1 Austenitic stainless steel AISI: 200, 201, 202, 209, 219, 301, 302, 303, 304, 304L, 305M2 Austenitic stainless steel AISI: 310, 314, 316, 316L, 317, 321, 347, 384, ASTM: XM-1, XM-5 XM-7, XM-21, CF-8MM3 Austenitic stainless steel:
Duplex (ferritic and austenitic mixture)AISI: 323, 329, F55, 2205, S329000
K1 Grey cast iron (GG) ASTM A48: Class 20, 25, 30, 35, 40, 45, 50, 55, 60, SAE J431: grade G1800, G3000, G3500
SAE J431: grade G1800, G3000, G3500K2 Ductile, CGI, and malleable cast iron <80KSI SAE J431: 60-40-18, 65-45-12
SAE J434: D4018, D4512, D5506
ASTM A47: grade 32510, 35018
SAE J58: grade M3210, M4504, M5503
ASTM A842: grade 250, 300, 350, 400, 450N1 Aluminium alloys <12.2% Si Low silicon aluminium, 6061-T6, 7075-T6N2 Aluminium alloys >12.2% Si High silicon aluminium, 6061-T6, 7075-T6S1 Iron-based heat-resistant alloys Wrought: A-286, Discaloy, Incoloy 801, N-155, 16-25-6, 19-9 DL
Cast: ASTM A297, A351, A608, A567S2 Cobalt-based heat-resistant alloys Wrought: AiResist 213, Haynes 25 (L605), Haynes 188, J-1570, Stellite
Cast: AiResist 13, Haynes 21, MAR-M302, MAR-M509, NASA Co-W-Re, WI-52S3 Nickel-based heat-resistant alloys Astroloy, Hastelloy C/C/C-276/X, Inconel 6061/617-625/700/706/718
IN102, Incoloy 901, Mar-M200, Nimonic, Rene 41, Udimet, Waspaloy, MonelS4 Alpha-Beta titanium alloys Pure: Ti98.9, Ti99.9 Alloyed Ti-5Al-2.5Sn, Ti-6Al-4V, Ti-6Al-2SN-4Zr-2Mo,
Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-10V-2Fe-3Al, Ti-13V-11Cr-3AlH1 Hardened steels <48HRC Tool steels: H10, H11, H13, D2, D3, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H2 Hardened steels 48~55HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H3 Hardened steels 56~60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H4 Hardened steels >60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
Material Descriptions
42
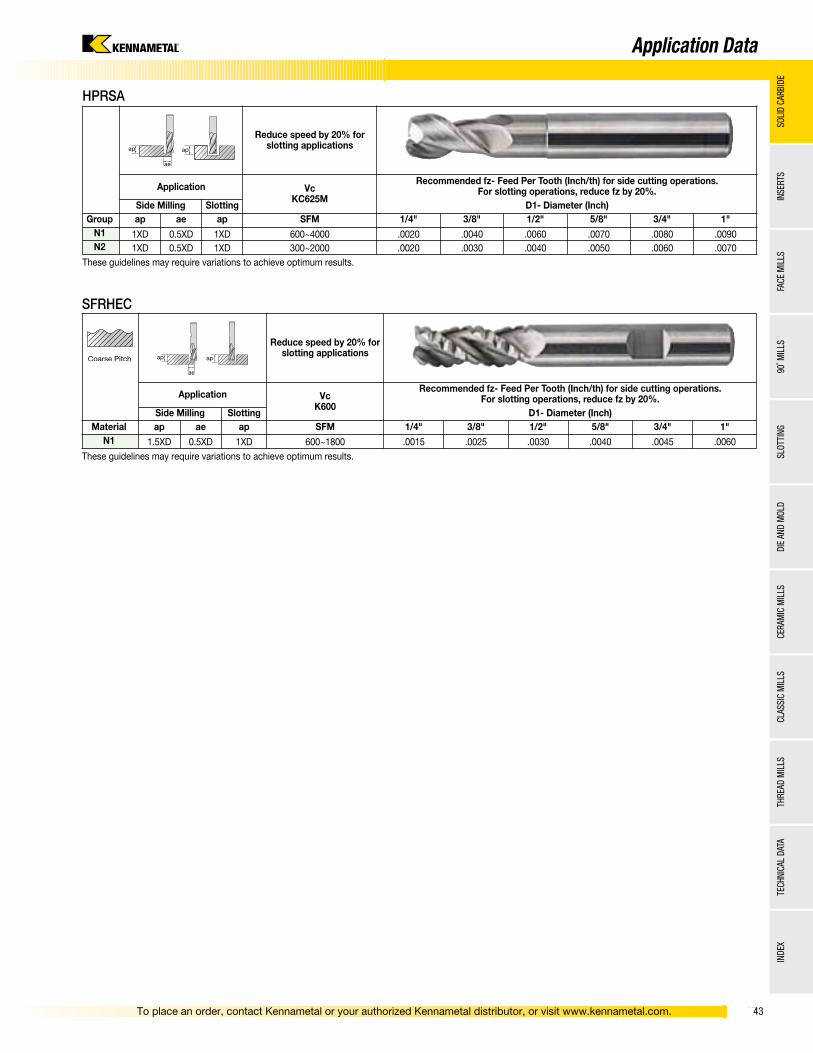
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 47
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HPF45A
These guidelines may require variations to achieve optimum results.
HPF37A
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcK600
VcKC651M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM SFM 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
N1 1XD 0.5XD 1XD 600~4000 750~7000 .0020 .0025 .0035 .0055 .0065 .0070 .0080N2 1XD 0.5XD 1XD 300~2000 N/A .0020 .0025 .0035 .0055 .0065 .0070 .0080
Reduce speed by 20% forslotting applications
Application VcK600
VcKC651M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
N1 1XD 0.5XD 1XD 600~4000 750~6000 .0014 .0016 .0020 .0025 .0040 .0050 .0060 .0070 .0080N2 1XD 0.5XD 1XD 300~2000 N/A .0014 .0016 .0020 .0025 .0040 .0050 .0060 .0070 .0080
HPRSA
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC625M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
N1 1XD 0.5XD 1XD 600~4000 .0020 .0040 .0060 .0070 .0080 .0090N2 1XD 0.5XD 1XD 300~2000 .0020 .0030 .0040 .0050 .0060 .0070
Application Data
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 55
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
SFRHEC
These guidelines may require variations to achieve optimum results.
HPRSS
These guidelines may require variations to achieve optimum results.
Application Data
Reduce speed by 20% forslotting applications
Application VcK600
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.5XD 1XD 400~500 .0013 .0020 .0030 .0035 .0040 .0045M1 1XD 0.5XD 1XD 350~450 .0012 .0016 .0024 .0030 .0035 .0040M2 1XD 0.5XD 1XD 250~325 .0008 .0016 .0024 .0030 .0035 .0040S3 1XD 0.5XD 1XD 65~95 .0006 .0008 .0012 .0015 .0020 .0024
Reduce speed by 20% forslotting applications
Application VcK600
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Material ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
N1 1.5XD 0.5XD 1XD 600~1800 .0015 .0025 .0030 .0040 .0045 .0060
Group Material DescriptionP2 Medium and high carbon steels > 0.3% C AISI: 1008, 1010, 1020, 1026, 1035, 1040, 1045, 1080, 1525, 1541, 1551, 1561, 1572P3 Alloy steels and tool steels <330HB, <35HRC AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P4 Alloy steels and tool steels 340-450HB,36-48HRC
AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels. Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wrought
high carbon/low alloy W1, W2, L2, P1, P6, and P20P5 Ferritic, martensitic and PH stainless steels
<330HB, <35HRCAISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
P6 Ferritic, martensitic and PH stainless steels>330HB, >35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
M1 Austenitic stainless steel AISI: 200, 201, 202, 209, 219, 301, 302, 303, 304, 304L, 305M2 Austenitic stainless steel AISI: 310, 314, 316, 316L, 317, 321, 347, 384, ASTM: XM-1, XM-5 XM-7, XM-21, CF-8MM3 Austenitic stainless steel: Duplex (ferritic and
austenitic mixture)AISI: 323, 329, F55, 2205, S329000
K1 Grey cast iron (GG) ASTM A48: Class 20, 25, 30, 35, 40, 45, 50, 55, 60, SAE J431: grade G1800, G3000, G3500SAE J431: grade G1800, G3000, G3500
K2 Ductile, CGI, and malleable cast iron <80KSI SAE J431: 60-40-18, 65-45-12SAE J434: D4018, D4512, D5506ASTM A47: grade 32510, 35018SAE J58: grade M3210, M4504, M5503
ASTM A842: grade 250, 300, 350, 400, 450N1 Aluminum alloys <12.2% Si Low silicon aluminum, 6061-T6, 7075-T6N2 Aluminum alloys >12.2% Si High silicon aluminum, 6061-T6, 7075-T6S1 Iron-based heat-resistant alloys Wrought: A-286, Discaloy, Incoloy 801, N-155, 16-25-6, 19-9 DL
Cast: ASTM A297, A351, A608, A567S2 Cobalt-based heat-resistant alloys Wrought: AiResist 213, Haynes 25 (L605), Haynes 188, J-1570, Stellite
Cast: AiResist 13, Haynes 21, MAR-M302, MAR-M509, NASA Co-W-Re, WI-52S3 Nickel-based heat-resistant alloys Astroloy, Hastelloy C/C/C-276/X, Inconel 6061/617-625/700/706/718
IN102, Incoloy 901, Mar-M200, Nimonic, Rene 41, Udimet, Waspaloy, MonelS4 Alpha-Beta titanium alloys Pure: Ti98.9, Ti99.9 Alloyed Ti-5Al-2.5Sn, Ti-6Al-4V, Ti-6Al-2SN-4Zr-2Mo, Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-10V-2Fe-
3Al, Ti-13V-11Cr-3AlH1 Hardened steels <48HRC Tool steels: H10, H11, H13, D2, D3, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
H2 Hardened steels 48~55HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H3 Hardened steels 56~60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H4 Hardened steels >60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
See page 516 for complete material listing.
43
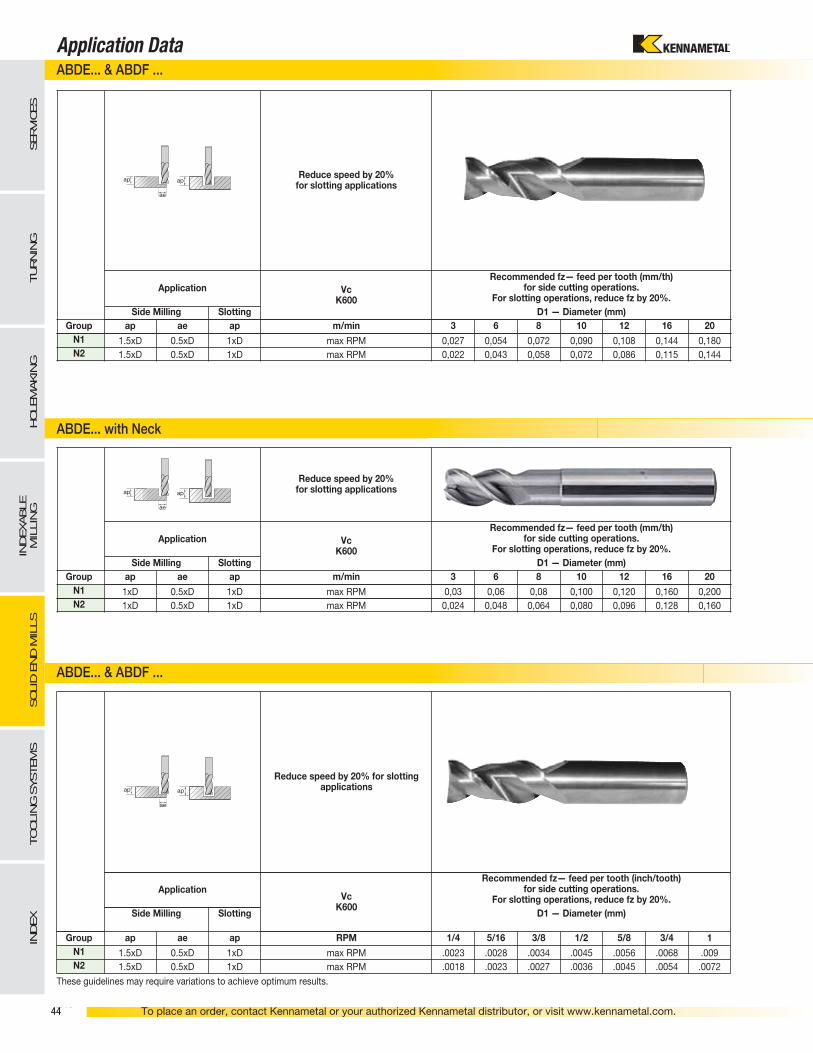
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E40
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
Application Data
ABDE... with Neck
ABDE... & ABDF ...
ABDE... & ABDF ...
Reduce speed by 20%for slotting applications
Application VcK600
Recommended fz— feed per tooth (mm/th)for side cutting operations.
For slotting operations, reduce fz by 20%.Side Milling Slotting D1 — Diameter (mm)
Group ap ae ap m/min 3 6 8 10 12 16 20N1 1.5xD 0.5xD 1xD max RPM 0,027 0,054 0,072 0,090 0,108 0,144 0,180N2 1.5xD 0.5xD 1xD max RPM 0,022 0,043 0,058 0,072 0,086 0,115 0,144
Reduce speed by 20%for slotting applications
Application VcK600
Recommended fz— feed per tooth (mm/th)for side cutting operations.
For slotting operations, reduce fz by 20%.Side Milling Slotting D1 — Diameter (mm)
Group ap ae ap m/min 3 6 8 10 12 16 20N1 1xD 0.5xD 1xD max RPM 0,03 0,06 0,08 0,100 0,120 0,160 0,200N2 1xD 0.5xD 1xD max RPM 0,024 0,048 0,064 0,080 0,096 0,128 0,160
Reduce speed by 20% for slottingapplications
ApplicationVc
K600
Recommended fz— feed per tooth (inch/tooth)for side cutting operations.
For slotting operations, reduce fz by 20%.Side Milling Slotting D1 — Diameter (mm)
Group ap ae ap RPM 1/4 5/16 3/8 1/2 5/8 3/4 1N1 1.5xD 0.5xD 1xD max RPM .0023 .0028 .0034 .0045 .0056 .0068 .009N2 1.5xD 0.5xD 1xD max RPM .0018 .0023 .0027 .0036 .0045 .0054 .0072
These guidelines may require variations to achieve optimum results.
44

Application DataABDF... & ABDE... with Neck
AADF
Reduce speed by 20%for slotting applications
Application VcK600
VcKC651M
Recommended fz— feed per tooth (inch/tooth) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1 — Diameter (Inch)Group ap ae ap SFM SFM 1/8" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
N1 1xD 0.5xD 1xD up to 6000 up to 6000 .001 .0020 .0025 .004 .006 .0065 .008 .01N2 1xD 0.5xD 1xD up to 6000 N/A .001 .0020 .0025 .004 .006 .0065 .008 .01
These guidelines may require variations to achieve optimum results.
AADE
Reduce speed by 20% forslotting applications
Application VcK600
VcKC651M
Recommended fz— feed per tooth (inch/tooth) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1 — Diameter (Inch)Group ap ae ap SFM SFM 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
N1 1xD 0.5xD 1xD up to 6000 up to 6000 .0018 .0022 .0035 .0055 .0065 .008 .0095N2 1xD 0.5xD 1xD up to 6000 N/A .0018 .0022 .0035 .0055 .0065 .008 .0095
These guidelines may require variations to achieve optimum results.
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. E41
TUR
NIN
GH
OLE
MA
KIN
GIN
DEX
AB
LEM
ILLI
NG
SO
LID
EN
D M
ILLS
TOO
LIN
G S
YSTE
MS
IND
EXS
ERVI
CES
Reduce speed by 20%for slotting applications
ApplicationVc
K600
Recommended fz— feed per tooth (inch/tooth) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1 — Diameter (mm)
Group ap ae ap RPM 1/4 5/16 3/8 1/2 5/8 3/4 1N1 1xD 0.5xD 1xD max RPM .0025 .0031 .0038 .005 .0063 .0075 .01N2 1xD 0.5xD 1xD max RPM .002 .0025 .003 .004 .005 .006 .008
These guidelines may require variations to achieve optimum results.
45

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E18
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
3
Rt
High-Performance Finishing End MillsKHDA — KenFEED 6-Flute for Hardened Steels 52 to 65 HRC
Features• Kennametal standard.
• Plain shanks.
• High feed.
Application• Face milling and pocketing.
• For Die and Mold markets.
first choice
alternate choice
HSNKMP
6-Flute, 20° Helix
D1 D1 D Ap1 max L3 L R catalog number KC
639M
1/4 .250 1/4 .008 .750 2 1/2 .0160 KHDA0250J6ANA5/16 .313 5/16 .250 1.000 3 .0195 KHDA0312J6ANA
3/8 .375 3/8 .010 1.250 3 1/2 .0200 KHDA0375J6ANA1/2 .500 1/2 .012 1.500 4 .0230 KHDA0500J6ANA
5/8 .625 5/8 .016 2.000 4 1/2 .0320 KHDA0625J6ANA3/4 .750 3/4 .021 2.500 5 .0400 KHDA0750J6ANA
For application data, see page E39.
End Mill TolerancesD1 D1 Tolerance D ToleranceAll DIN e8 DIN h6
Programming Data
YRC = distance from center line to the crown of the R radius.
RCN = distance from centerline to the start of the cutting edge. This dimension can also help determine the minimum circle size when helical ramping.
R = the head radius size.
R epsilon = the shoulder radius or radius at the corner of the cutter.
KHDA — Steels with Hardness > 52 HRC
Geometrical parameters
Ramping Guide for Circular & Linear Ramping
Circular Interpolation Linear Ramping
Optimal Range of Circle Diameter for a Single Pass Calculated Length per Ramp AngleCatalog Number D1 Ap1 max R Repsilon YRC RCN Smallest Largest 1 deg. 2 deg. 3 deg. 4 deg. 5 deg.
KHDA0250J6ANA 1/4 0.0082 0.375 0.0160 0.03130.0550 0.360 0.500 0.470 0.235 0.157 0.117 0.094KHDA0312J6ANA 5/16 0.0103 0.469 0.0200 0.03910.0688 0.450 0.625 0.588 0.294 0.196 0.147 0.117
KHDA0375J6ANA 3/8 0.0123 0.563 0.0240 0.04690.0825 0.540 0.750 0.706 0.353 0.235 0.176 0.141KHDA0500J6ANA 1/2 0.0164 0.750 0.0320 0.06250.1100 0.720 1.000 0.941 0.470 0.313 0.235 0.188
KHDA0625J6ANA 5/8 0.0205 0.938 0.0400 0.07810.1375 0.900 1.250 1.176 0.588 0.392 0.294 0.235KHDA0750J6ANA 3/4 0.0246 1.125 0.0470 0.09380.1650 1.080 1.500 1.411 0.705 0.470 0.352 0.282
Recommended % of programmed feed rate to use while ramping. 100% 70% 50% 30% 10%
Ordering Example:KHDA0375J6ANA KC639M
46
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. E19
TUR
NIN
GH
OLE
MA
KIN
GIN
DEX
AB
LEM
ILLI
NG
SO
LID
EN
D M
ILLS
TOO
LIN
G S
YSTE
MS
IND
EXS
ERVI
CES
3
Rt
High-Performance Finishing End MillsKMDA — KenFEED 6-Flute for Medium Steels < 52 HRC
Features• Kennametal standard.
• Plain shanks.
• High feed.
Application• Face milling and pocketing.
• For Die and Mold markets.
first choice
alternate choice
HSNKMP
6-Flute, 20° Helix
D1 D1 D Ap1 max L3 L R catalog number KC
639M
1/4 .250 1/4 .013 .750 2 1/2 .016 KMDA0250J6ANA5/16 .313 5/16 .017 1.000 3 .020 KMDA0312J6ANA
3/8 .375 3/8 .020 1.250 4 .023 KMDA0375J6ANA1/2 .500 1/2 .027 1.500 4 .032 KMDA0500J6ANA
5/8 .625 5/8 .033 2.000 5 .040 KMDA0625J6ANA3/4 .750 3/4 .040 2.500 5 .047 KMDA0750J6ANA
For application data, see page E39.
End Mill TolerancesD1 D1 Tolerance D ToleranceAll DIN e8 DIN h6
Programming Data
YRC = distance from center line to the crown of the R radius.
RCN = distance from centerline to the start of the cutting edge. This dimension can also help determine the minimum circle size when helical ramping.
R = the head radius size.
R epsilon = the shoulder radius or radius at the corner of the cutter.
KMDA — Steels with Hardness < 52 HRC
Geometrical parameters
Ramping Guide for Circular & Linear Ramping
Circular Interpolation Linear Ramping
Optimal Range of Circle Diameter for a Single Pass Calculated Length per Ramp AngleCatalog Number D1 Ap1 max R Repsilon YRC RCN Smallest Largest 1 deg. 2 deg. 3 deg. 4 deg. 5 deg.
KMDA0250J6ANA 1/4 0.0133 0.250 0.0160 0.03130.0525 0.355 0.500 0.762 0.381 0.254 0.190 0.152KMDA0312J6ANA 5/16 0.0166 0.313 0.0200 0.03910.0656 0.444 0.625 0.953 0.476 0.317 0.238 0.190
KMDA0375J6ANA 3/8 0.0200 0.375 0.0235 0.04690.0788 0.533 0.750 1.143 0.572 0.381 0.285 0.228KMDA0500J6ANA 1/2 0.0266 0.500 0.0320 0.06250.1050 0.710 1.000 1.525 0.762 0.508 0.381 0.304
KMDA0625J6ANA 5/8 0.0333 0.625 0.0400 0.07810.1313 0.888 1.250 1.906 0.953 0.635 0.476 0.380KMDA0750J6ANA 3/4 0.0399 0.750 0.0470 0.09380.1575 1.065 1.500 2.287 1.143 0.762 0.571 0.456
Recommended % of programmed feed rate to use while ramping. 100% 70% 50% 30% 10%
Ordering Example:KMDA0375J6ANA KC639M
47
�
�
�
�
�
�
�
�
�
�

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.40
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
� first choice� alternate choice
High-Performance Finishing End MillsHPFDM Multi-Flute for Medium and Hardened Steels
For application data, see page 48.
Features
� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application
� Slotting and side cutting.
� For die and mold and general engineeringapplications.
� Multi-Flute, 50° Helix
� End Mill Tolerances
D1 D1 D Ap1 max L Z U catalog number KC
633M
1/4 .250 1/4 3/8 3 4 HPFDM250S4038 �
1/4 .250 1/4 5/8 3 4 HPFDM250S4063 �
1/4 .250 1/4 7/8 3 4 HPFDM250S4088 �
5/16 .313 5/16 1/2 4 4 HPFDM312S4050 �
5/16 .313 5/16 3/4 4 4 HPFDM312S4075 �
5/16 .313 5/16 1 1/8 4 4 HPFDM312S4113 �
3/8 .375 3/8 9/16 4 4 HPFDM375S4056 �
3/8 .375 3/8 15/16 4 5 HPFDM375S5094 �
3/8 .375 3/8 1 5/16 4 5 HPFDM375S5131 �
1/2 .500 1/2 3/4 5 4 HPFDM500S4075 �
1/2 .500 1/2 1 1/4 5 6 HPFDM500S6125 �
1/2 .500 1/2 1 3/4 5 6 HPFDM500S6175 �
5/8 .625 5/8 15/16 5 4 HPFDM625S4094 �
5/8 .625 5/8 1 9/16 5 6 HPFDM625S6156 �
3/4 .750 3/4 1 1/8 6 4 HPFDM750S4113 �
3/4 .750 3/4 1 7/8 6 6 HPFDM750S6188 �
3/4 .750 3/4 2 5/8 6 6 HPFDM750S6263 �
1 1.000 1 2 1/2 6 6 HPFDM1000S6250 �
1 1.000 1 3 1/2 6 6 HPFDM1000S6350 �
D1 D1 Tolerance D ToleranceAll +.000" to - .002" h6
Ordering Example:HPFDM375S4056 KC633M
H �
SNKMP �
48
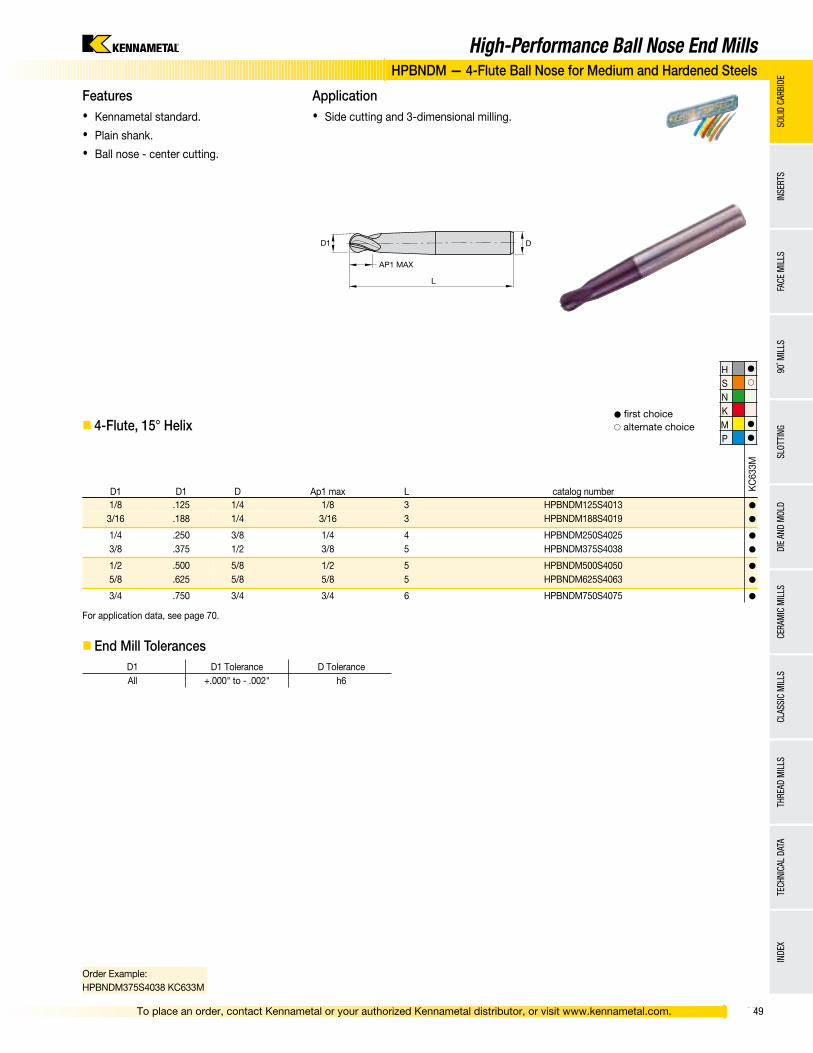
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 65
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
H �
S �
NKM �
P �
D1 D1 D Ap1 max L catalog number KC
633M
1/8 .125 1/4 1/8 3 HPBNDM125S4013 �
3/16 .188 1/4 3/16 3 HPBNDM188S4019 �
1/4 .250 3/8 1/4 4 HPBNDM250S4025 �
3/8 .375 1/2 3/8 5 HPBNDM375S4038 �
1/2 .500 5/8 1/2 5 HPBNDM500S4050 �
5/8 .625 5/8 5/8 5 HPBNDM625S4063 �
3/4 .750 3/4 3/4 6 HPBNDM750S4075 �
Features� Kennametal standard.
� Plain shank.
� Ball nose - center cutting.
Application� Side cutting and 3-dimensional milling.
� 4-Flute, 15° Helix� first choice� alternate choice
For application data, see page 70.
HPBNDM — 4-Flute Ball Nose for Medium and Hardened Steels
D1 D1 Tolerance D ToleranceAll +.000" to - .002" h6
� End Mill Tolerances
Order Example:HPBNDM375S4038 KC633M
High-Performance Ball Nose End Mills
49

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 53
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 Tolerance D ToleranceAll din d11 din h6
D1 D1 D AP1max L Re Z mounting style catalog number KC
643M
1/4 .250 1/4 3/8 2 0.03 4 Plain HPRST250S4038 �
1/4 .250 1/4 3/4 2 1/2 0.03 4 Plain HPRST250S4075 �
3/8 .375 3/8 1/2 2 0.03 4 Plain HPRST375S4050 �
3/8 .375 3/8 7/8 2 1/2 0.03 4 Plain HPRST375S4088 �
1/2 .500 1/2 5/8 2 1/2 0.04 4 Weldon HPRST500S4063 �
1/2 .500 1/2 1 1/4 3 0.04 4 Weldon HPRST500S4125 �
5/8 .625 5/8 3/4 3 0.04 4 Weldon HPRST625S4075 �
5/8 .625 5/8 1 1/4 3 1/2 0.04 4 Weldon HPRST625S4125 �
5/8 .625 5/8 1 1/4 3 1/2 0.04 6 Weldon HPRST625S6125 �
3/4 .750 3/4 7/8 3 1/2 0.05 4 Weldon HPRST750S4088 �
3/4 .750 3/4 1 1/2 4 0.05 4 Weldon HPRST750S4150 �
3/4 .750 3/4 1 1/2 4 0.05 6 Weldon HPRST750S6150 �
1 1.000 1 1 1/2 4 0.05 4 Weldon HPRST1000S4150 �
1 1.000 1 1 1/2 4 0.05 6 Weldon HPRST1000S6150 �
Features� Kennametal standard.
� Plain and Weldon shank.
� Radius corner - center cutting.
� Shallow-pitch profile.
Application� Slotting and side cutting.
� For aerospace, general engineering, dieand mold, and medical applications.
� Multi-Flute, 45° Helix� first choice� alternate choice
For application data, see page 56.
High-Performance Roughing End MillsHPRST — for Medium Steels, Stainless Steels, and High-Temp Alloys
� End Mill Tolerances
Order Example:HPRST375S4050 KC643M
H �
S �
NKM �
P �
50 To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.54
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
H �
SNKMP �
Features� Kennametal standard.
� Plain shank.
� Radius corner - center cutting.
� Shallow-pitch profile.
Application� Slotting and side cutting.
� For die and mold, general engineering,and medical applications.
� Multi-Flute, 45° Helix� first choice� alternate choice
For application data, see page 56.
High-Performance Roughing End MillsHPRDM — for Medium and Hardened Steels
D1 D1 D Ap1 max L2 L Rε BETA Z U catalog number KC
633M
3/16 .188 1/4 3/16 — 3 .030 2.500 3 HPRDM188S3019 �
1/4 .250 3/8 1/4 — 4 .030 2.500 4 HPRDM250S4025 �
5/16 .313 3/8 5/16 — 4 .030 2.500 4 HPRDM312S4031 �
3/8 .375 1/2 3/8 — 5 .030 2.500 4 HPRDM375S4038 �
1/2 .500 5/8 1/2 — 5 .040 2.500 4 HPRDM500S4050 �
5/8 .625 5/8 5/8 1 7/8 5 .040 — 6 HPRDM625S6063 �
3/4 .750 3/4 3/4 2 1/4 6 .050 — 6 HPRDM750S6075 �
1 1.000 1 1 3 6 .050 — 6 HPRDM1000S6100 �
� End Mill Tolerances
Order Example:HPRDM375S4038 KC633M
D1 D1 Tolerance D ToleranceAll din h11 din h6

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.54
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
H �
SNKMP �
Features� Kennametal standard.
� Plain shank.
� Radius corner - center cutting.
� Shallow-pitch profile.
Application� Slotting and side cutting.
� For die and mold, general engineering,and medical applications.
� Multi-Flute, 45° Helix� first choice� alternate choice
For application data, see page 56.
High-Performance Roughing End MillsHPRDM — for Medium and Hardened Steels
D1 D1 D Ap1 max L2 L Rε BETA Z U catalog number KC
633M
3/16 .188 1/4 3/16 — 3 .030 2.500 3 HPRDM188S3019 �
1/4 .250 3/8 1/4 — 4 .030 2.500 4 HPRDM250S4025 �
5/16 .313 3/8 5/16 — 4 .030 2.500 4 HPRDM312S4031 �
3/8 .375 1/2 3/8 — 5 .030 2.500 4 HPRDM375S4038 �
1/2 .500 5/8 1/2 — 5 .040 2.500 4 HPRDM500S4050 �
5/8 .625 5/8 5/8 1 7/8 5 .040 — 6 HPRDM625S6063 �
3/4 .750 3/4 3/4 2 1/4 6 .050 — 6 HPRDM750S6075 �
1 1.000 1 1 3 6 .050 — 6 HPRDM1000S6100 �
� End Mill Tolerances
Order Example:HPRDM375S4038 KC633M
D1 D1 Tolerance D ToleranceAll din h11 din h6
51

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E34
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
Application Data
Group Material DescriptionP2 Medium-and high-carbon steels >0.3% C AISI: 1008, 1010, 1020, 1026, 1035, 1040, 1045, 1080, 1525, 1541, 1551, 1561, 1572P3 Alloy steels and tool steels
<330HB, <35HRCAISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P4 Alloy steels and tool steels340–450HB, 36–48HRC
AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P5 Ferritic, martensitic, and PH stainless steels <330HB, <35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
P6 Ferritic, martensitic, and PH stainless steels >330HB, >35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
M1 Austenitic stainless steel AISI: 200, 201, 202, 209, 219, 301, 302, 303, 304, 304L, 305M2 Austenitic stainless steel AISI: 310, 314, 316, 316L, 317, 321, 347, 384, ASTM: XM-1, XM-5 XM-7, XM-21, CF-8MM3 Austenitic stainless steel:
Duplex (ferritic and austenitic mixture)AISI: 323, 329, F55, 2205, S329000
K1 Grey cast iron (GG) ASTM A48: Class 20, 25, 30, 35, 40, 45, 50, 55, 60, SAE J431: grade G1800, G3000, G3500
SAE J431: grade G1800, G3000, G3500K2 Ductile, CGI, and malleable cast iron <80KSI SAE J431: 60-40-18, 65-45-12
SAE J434: D4018, D4512, D5506
ASTM A47: grade 32510, 35018
SAE J58: grade M3210, M4504, M5503
ASTM A842: grade 250, 300, 350, 400, 450N1 Aluminium alloys <12.2% Si Low silicon aluminium, 6061-T6, 7075-T6N2 Aluminium alloys >12.2% Si High silicon aluminium, 6061-T6, 7075-T6S1 Iron-based heat-resistant alloys Wrought: A-286, Discaloy, Incoloy 801, N-155, 16-25-6, 19-9 DL
Cast: ASTM A297, A351, A608, A567S2 Cobalt-based heat-resistant alloys Wrought: AiResist 213, Haynes 25 (L605), Haynes 188, J-1570, Stellite
Cast: AiResist 13, Haynes 21, MAR-M302, MAR-M509, NASA Co-W-Re, WI-52S3 Nickel-based heat-resistant alloys Astroloy, Hastelloy C/C/C-276/X, Inconel 6061/617-625/700/706/718
IN102, Incoloy 901, Mar-M200, Nimonic, Rene 41, Udimet, Waspaloy, MonelS4 Alpha-Beta titanium alloys Pure: Ti98.9, Ti99.9 Alloyed Ti-5Al-2.5Sn, Ti-6Al-4V, Ti-6Al-2SN-4Zr-2Mo,
Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-10V-2Fe-3Al, Ti-13V-11Cr-3AlH1 Hardened steels <48HRC Tool steels: H10, H11, H13, D2, D3, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H2 Hardened steels 48~55HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H3 Hardened steels 56~60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H4 Hardened steels >60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
Material Descriptions
52

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. E39
TUR
NIN
GH
OLE
MA
KIN
GIN
DEX
AB
LEM
ILLI
NG
SO
LID
EN
D M
ILLS
TOO
LIN
G S
YSTE
MS
IND
EXS
ERVI
CES
Application DataKHDA…. Steels with hardness > 52 HRC
KMDA…. Steels with hardness < 52 HRC
Ae = 55% of diameter
Material Catalog # Vc (sfm) Fz (inch/tooth) RPM Vf (inch/min) AP1max
D2 62 HRC KHDA0250J6ANA 230 06 3509 130 .0082
KHDA0312J6ANA 230 .0008 2807 130 0103
KHDA0375J6ANA 230 .0009 2339 130 .0123
KHDA0500J6ANA 230 .009 1754 130 .0164
KHDA0625J6ANA 230 .016 1404 130 .0205
KHDA0750J6ANA 230 .019 1170 130 .0246
P20 52 HRC KHDA0250J6ANA 395 .008 6015 270 .0082
KHDA0312J6ANA 395 .009 4812 270 0103
KHDA0375J6ANA 395 .011 4010 270 .0123
KHDA0500J6ANA 395 .015 3008 270 .0164
KHDA0625J6ANA 395 .019 2406 270 .0205
KHDA0750J6ANA 395 .023 2005 270 .0246
These guidelines may require variations to achieve optimum results.
Ae = 55% of diameter
Material Catalog # Vc (sfm) Fz (inch/tooth) RPM Vf (inch/min) AP1max
P20 52 HRC KMDA0250J6ANA 395 .008 6015 270 .0133
KMDA0312J6ANA 395 .009 4812 270 .0166
KMDA0375J6ANA 395 .011 4010 270 .02
KMDA0500J6ANA 395 .015 3008 270 .0266
KMDA0625J6ANA 395 .019 2406 270 .0333
KMDA0750J6ANA 395 .023 2005 270 .0399
4340 45 HRC KMDA0250J6ANA 525 .013 8020 600 .0133
KMDA0312J6ANA 525 .016 6416 600 .0166
KMDA0375J6ANA 525 .019 5347 600 .02
KMDA0500J6ANA 525 .025 4010 600 .0266
KMDA0625J6ANA 525 .026 3208 500 .0333
KMDA0750J6ANA 525 .028 2673 450 .0399
These guidelines may require variations to achieve optimum results.
53

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.48
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HEC and CRHEC with Diamond Coating
These guidelines may require variations to achieve optimum results.
Application Data
HPFDM
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P4 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060P6 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060H1 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060H2 1XD 0.3XD 250~400 .0008 .0012 .0016 .0018 .0024 .0030 .0035H3 1XD 0.2XD 150~175 .0006 .0008 .0010 .0015 .0018 .0022 .0025H4 1XD 0.1XD 95~125 .0006 .0008 .0010 .0015 .0018 .0022 .0025
Reducespeed by
20% for slot-ting applica-
tions
Application VcKDF300
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2"
N1 - Aluminum alloys 1XD 0.1XD 300~900 .0004 .0006 .0007 .0008 .0009 .0014 .0016 .0018 .0025N1 - Graphite 1XD 0.1XD 100~3000 .0003 .0005 .0010 .0012 .0015 .0017 .0019 .0022 .0025
N1 - Thermoset plastics 1XD 0.1XD 50~1300 .0003 .0005 .0010 .0012 .0015 .0017 .0021 .0023 .0030N1 - Fiber-filled plastics 1XD 0.1XD 150~750 .0010 .0012 .0015 .0017 .0021 .0023 .0030
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.48
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HEC and CRHEC with Diamond Coating
These guidelines may require variations to achieve optimum results.
Application Data
HPFDM
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P4 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060P6 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060H1 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060H2 1XD 0.3XD 250~400 .0008 .0012 .0016 .0018 .0024 .0030 .0035H3 1XD 0.2XD 150~175 .0006 .0008 .0010 .0015 .0018 .0022 .0025H4 1XD 0.1XD 95~125 .0006 .0008 .0010 .0015 .0018 .0022 .0025
Reducespeed by
20% for slot-ting applica-
tions
Application VcKDF300
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2"
N1 - Aluminum alloys 1XD 0.1XD 300~900 .0004 .0006 .0007 .0008 .0009 .0014 .0016 .0018 .0025N1 - Graphite 1XD 0.1XD 100~3000 .0003 .0005 .0010 .0012 .0015 .0017 .0019 .0022 .0025
N1 - Thermoset plastics 1XD 0.1XD 50~1300 .0003 .0005 .0010 .0012 .0015 .0017 .0021 .0023 .0030N1 - Fiber-filled plastics 1XD 0.1XD 150~750 .0010 .0012 .0015 .0017 .0021 .0023 .0030
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.70
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Application Data
HPHVBN
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 0.5xD 0.5XD 450~550 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034P3 0.5XD 0.5XD 450~550 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034M1 0.5XD 0.5XD 200~300 0.0010 0.0011 0.0014 0.0018 0.0021 0.0023 0.0025 0.0027 0.0029M2 0.5XD 0.5XD 175~250 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025M3 0.5XD 0.5XD 150~225 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025K1 0.5XD 0.5XD 425~600 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034K2 0.5XD 0.5XD 400~500 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034S1 0.5XD 0.5XD 100~150 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025S2 0.5XD 0.5XD 100~150 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034S3 0.5XD 0.5XD 100~150 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034S4 0.5XD 0.5XD 125~175 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034
BNEC-DIAMOND COATED
Reducespeed by
20% for slot-ting applica-
tions
Application VcKDF300
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2"
N1 - Aluminum alloys .5XD 0.25XD 100~500 .0006 .0007 .0008 .0010 .0011 .0012 .0016N1 - Graphite .5XD 0.25XD 100~1200 .0002 .0004 .0007 .0009 .0012 .0013 .0015 .0017 .0019
N1 - Thermoset plastics .5XD 0.25XD 50~750 .0003 .0005 .0007 .0011 .0012 .0013 .0015 .0017 .0019N1 - Fiber-filled plastics .5XD 0.25XD 75~400 .0007 .0011 .0012 .0013 .0015 .0017 .0021
These guidelines may require variations to achieve optimum results.
HPBNDM
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4"
P4 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071P6 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071H1 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071H2 0.01XD 0.01XD 650~675 .0018 .0020 .0024 .0028 .0031 .0035H3 0.01XD 0.01XD 450~500 .0012 .0016 .0020 .0024 .0028 .0031H4 0.01XD 0.01XD 320~350 .0012 .0016 .0020 .0024 .0028 .0031
These guidelines may require variations to achieve optimum results.
54

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.48
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HEC and CRHEC with Diamond Coating
These guidelines may require variations to achieve optimum results.
Application Data
HPFDM
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P4 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060P6 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060H1 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060H2 1XD 0.3XD 250~400 .0008 .0012 .0016 .0018 .0024 .0030 .0035H3 1XD 0.2XD 150~175 .0006 .0008 .0010 .0015 .0018 .0022 .0025H4 1XD 0.1XD 95~125 .0006 .0008 .0010 .0015 .0018 .0022 .0025
Reducespeed by
20% for slot-ting applica-
tions
Application VcKDF300
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2"
N1 - Aluminum alloys 1XD 0.1XD 300~900 .0004 .0006 .0007 .0008 .0009 .0014 .0016 .0018 .0025N1 - Graphite 1XD 0.1XD 100~3000 .0003 .0005 .0010 .0012 .0015 .0017 .0019 .0022 .0025
N1 - Thermoset plastics 1XD 0.1XD 50~1300 .0003 .0005 .0010 .0012 .0015 .0017 .0021 .0023 .0030N1 - Fiber-filled plastics 1XD 0.1XD 150~750 .0010 .0012 .0015 .0017 .0021 .0023 .0030
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.48
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HEC and CRHEC with Diamond Coating
These guidelines may require variations to achieve optimum results.
Application Data
HPFDM
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P4 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060P6 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060H1 1XD 0.4XD 475~550 .0014 .0020 .0024 .0030 .0040 .0046 .0060H2 1XD 0.3XD 250~400 .0008 .0012 .0016 .0018 .0024 .0030 .0035H3 1XD 0.2XD 150~175 .0006 .0008 .0010 .0015 .0018 .0022 .0025H4 1XD 0.1XD 95~125 .0006 .0008 .0010 .0015 .0018 .0022 .0025
Reducespeed by
20% for slot-ting applica-
tions
Application VcKDF300
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2"
N1 - Aluminum alloys 1XD 0.1XD 300~900 .0004 .0006 .0007 .0008 .0009 .0014 .0016 .0018 .0025N1 - Graphite 1XD 0.1XD 100~3000 .0003 .0005 .0010 .0012 .0015 .0017 .0019 .0022 .0025
N1 - Thermoset plastics 1XD 0.1XD 50~1300 .0003 .0005 .0010 .0012 .0015 .0017 .0021 .0023 .0030N1 - Fiber-filled plastics 1XD 0.1XD 150~750 .0010 .0012 .0015 .0017 .0021 .0023 .0030
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.70
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Application Data
HPHVBN
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 0.5xD 0.5XD 450~550 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034P3 0.5XD 0.5XD 450~550 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034M1 0.5XD 0.5XD 200~300 0.0010 0.0011 0.0014 0.0018 0.0021 0.0023 0.0025 0.0027 0.0029M2 0.5XD 0.5XD 175~250 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025M3 0.5XD 0.5XD 150~225 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025K1 0.5XD 0.5XD 425~600 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034K2 0.5XD 0.5XD 400~500 0.0010 0.0011 0.0014 0.0021 0.0023 0.0025 0.0027 0.0032 0.0034S1 0.5XD 0.5XD 100~150 0.0008 0.0009 0.0012 0.0016 0.0018 0.0019 0.0021 0.0023 0.0025S2 0.5XD 0.5XD 100~150 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034S3 0.5XD 0.5XD 100~150 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034S4 0.5XD 0.5XD 125~175 0.0005 0.0006 0.0007 0.0011 0.0015 0.0025 0.0027 0.0032 0.0034
BNEC-DIAMOND COATED
Reducespeed by
20% for slot-ting applica-
tions
Application VcKDF300
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2"
N1 - Aluminum alloys .5XD 0.25XD 100~500 .0006 .0007 .0008 .0010 .0011 .0012 .0016N1 - Graphite .5XD 0.25XD 100~1200 .0002 .0004 .0007 .0009 .0012 .0013 .0015 .0017 .0019
N1 - Thermoset plastics .5XD 0.25XD 50~750 .0003 .0005 .0007 .0011 .0012 .0013 .0015 .0017 .0019N1 - Fiber-filled plastics .5XD 0.25XD 75~400 .0007 .0011 .0012 .0013 .0015 .0017 .0021
These guidelines may require variations to achieve optimum results.
HPBNDM
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/64" 1/32" 1/16" 1/8" 3/16" 1/4"
P4 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071P6 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071H1 0.01XD 0.01XD 825~850 .0024 .0031 .0040 .0055 .0063 .0071H2 0.01XD 0.01XD 650~675 .0018 .0020 .0024 .0028 .0031 .0035H3 0.01XD 0.01XD 450~500 .0012 .0016 .0020 .0024 .0028 .0031H4 0.01XD 0.01XD 320~350 .0012 .0016 .0020 .0024 .0028 .0031
These guidelines may require variations to achieve optimum results.
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.56
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
MDRHEC
These guidelines may require variations to achieve optimum results.
Application Data
HPRDM
These guidelines may require variations to achieve optimum results.
HPRST
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ap ae SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P3 1XD 1XD 0.5XD 400~500 .0013 .0020 .0030 .0035 .0040 .0045P5 1XD 1XD 0.4XD 350~450 .0013 .0020 .0030 .0035 .0040 .0045M1 1XD 1XD 0.4XD 350~450 .0012 .0016 .0024 .0030 .0035 .0040K1 1XD 1XD 0.5XD 500~600 .0012 .0019 .0021 .0035 .0035 .0040S4 1XD 1XD 0.3XD 75~100 .0006 .0008 .0012 .0015 .0023 .0030
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P4 .8XD 0.4XD 0.5XD 400~500 .0008 .0012 .0016 .0020 .0024 .0028P6 .8XD 0.35XD 0.5XD 325~400 .0008 .0012 .0016 .0020 .0024 .0028H1 .8XD 0.4XD 0.5XD 265~400 .0008 .0012 .0016 .0020 .0024 .0028H2 .8XD 0.3XD 0.3XD 200~260 .0006 .0010 .0013 .0015 .0018 .0022H3 1XD 0.25XD 0.3XD 175~210 .0004 .0008 .0010 .0012 .0016 .0018H4 1XD 0.1XD 0.2XD 100~130 .0004 .0006 .0008 .0010 .0012 .0014
Reduce speed by 20% forslotting applications
Application VcKC643M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ap ae SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P4 1XD 1XD 0.4XD 350~450 .0010 .0016 .0021 .0026 .0034 .0036P6 1XD 1XD 0.25XD 200~300 .0008 .0013 .0016 .0021 .0026 .0029S1 1XD 1XD 0.2XD 90~120 .0006 .0010 .0012 .0015 .0020 .0022S2 1XD 1XD 0.2XD 90~120 .0006 .0010 .0012 .0015 .0020 .0022S3 1XD 1XD 0.2XD 65~95 .0006 .0010 .0012 .0015 .0020 .0022S4 1XD 1XD 0.3XD 150~250 .0012 .0020 .0024 .0034 .0039 .0042H1 1XD 1XD 0.4XD 350~450 .0010 .0016 .0021 .0026 .0034 .0036H2 1XD 1XD 0.35XD 300~375 .0008 .0013 .0016 .0021 .0026 .0029
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.56
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
MDRHEC
These guidelines may require variations to achieve optimum results.
Application Data
HPRDM
These guidelines may require variations to achieve optimum results.
HPRST
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ap ae SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P3 1XD 1XD 0.5XD 400~500 .0013 .0020 .0030 .0035 .0040 .0045P5 1XD 1XD 0.4XD 350~450 .0013 .0020 .0030 .0035 .0040 .0045M1 1XD 1XD 0.4XD 350~450 .0012 .0016 .0024 .0030 .0035 .0040K1 1XD 1XD 0.5XD 500~600 .0012 .0019 .0021 .0035 .0035 .0040S4 1XD 1XD 0.3XD 75~100 .0006 .0008 .0012 .0015 .0023 .0030
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P4 .8XD 0.4XD 0.5XD 400~500 .0008 .0012 .0016 .0020 .0024 .0028P6 .8XD 0.35XD 0.5XD 325~400 .0008 .0012 .0016 .0020 .0024 .0028H1 .8XD 0.4XD 0.5XD 265~400 .0008 .0012 .0016 .0020 .0024 .0028H2 .8XD 0.3XD 0.3XD 200~260 .0006 .0010 .0013 .0015 .0018 .0022H3 1XD 0.25XD 0.3XD 175~210 .0004 .0008 .0010 .0012 .0016 .0018H4 1XD 0.1XD 0.2XD 100~130 .0004 .0006 .0008 .0010 .0012 .0014
Reduce speed by 20% forslotting applications
Application VcKC643M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ap ae SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P4 1XD 1XD 0.4XD 350~450 .0010 .0016 .0021 .0026 .0034 .0036P6 1XD 1XD 0.25XD 200~300 .0008 .0013 .0016 .0021 .0026 .0029S1 1XD 1XD 0.2XD 90~120 .0006 .0010 .0012 .0015 .0020 .0022S2 1XD 1XD 0.2XD 90~120 .0006 .0010 .0012 .0015 .0020 .0022S3 1XD 1XD 0.2XD 65~95 .0006 .0010 .0012 .0015 .0020 .0022S4 1XD 1XD 0.3XD 150~250 .0012 .0020 .0024 .0034 .0039 .0042H1 1XD 1XD 0.4XD 350~450 .0010 .0016 .0021 .0026 .0034 .0036H2 1XD 1XD 0.35XD 300~375 .0008 .0013 .0016 .0021 .0026 .0029
55

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 31
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L Rε mounting style catalog number KC
635M
1/8 .125 1/8 1/4 1 1/2 .010 PLAIN HPFSS125S3025 �
1/8 .125 1/8 1/2 1 1/2 .010 PLAIN HPFSS125S3050 �
3/16 .188 3/16 5/16 2 .020 PLAIN HPFSS188S3031 �
3/16 .188 3/16 9/16 2 .020 PLAIN HPFSS188S3056 �
1/4 .250 1/4 3/8 2 .020 PLAIN HPFSS250S3038 �
1/4 .250 1/4 1/2 2 .020 PLAIN HPFSS250S3050 �
1/4 .250 1/4 3/4 2 1/2 .020 PLAIN HPFSS250S3075 �
5/16 .313 5/16 7/16 2 .020 PLAIN HPFSS312S3044 �
5/16 .313 5/16 13/16 2 1/2 .020 PLAIN HPFSS312S3081 �
3/8 .375 3/8 1/2 2 .020 PLAIN HPFSS375S3050 �
3/8 .375 3/8 7/8 2 1/2 .020 PLAIN HPFSS375S3088 �
1/2 .500 1/2 5/8 2 1/2 .035 WELDON HPFSS500S3063 �
1/2 .500 1/2 1 1/4 3 .035 WELDON HPFSS500S3125 �
5/8 .625 5/8 3/4 3 .035 WELDON HPFSS625S3075 �
5/8 .625 5/8 1 5/8 4 .035 WELDON HPFSS625S3163 �
3/4 .750 3/4 7/8 3 .035 WELDON HPFSS750S3088 �
3/4 .750 3/4 1 5/8 4 .035 WELDON HPFSS750S3163 �
1 1.000 1 2 4 .035 WELDON HPFSS1000S3200 �
Features� Kennametal standard.
� Plain and Weldon shanks.
� Corner radius - center cutting.
Application� Slotting.
� For aerospace, general engineering,medical, and automotive applications.
� 3-Flute, 30° Helix� first choice� alternate choice
For application data, see page 45.
High-Performance Finishing End MillsHPFSS 3-Flute — With Radius for Soft Steels and Stainless Steels
� End Mill Tolerances
Ordering Example:HPFSS375S3088 KC635M
HS �
NK �
M �
P �
D1 D1 Tolerance D Tolerance Rε Range1/8" +.000" to - .002" +.0000" to - .0005" .008"-.010"
3/16" and 1/4" +.000" to - .002" +.0000" to - .0005" .015"-.020"5/16" and 3/8" +.000" to - .003" +.0000" to - .0005" .015"-.020"
over 3/8" +.000" to - .003" +.0000" to - .0005" .030"-.035"
56 To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.32
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L mounting style catalog number KC
635M
1/8 .125 1/8 1/4 1 1/2 PLAIN HPFSS125S5025 �
1/8 .125 1/8 1/2 1 1/2 PLAIN HPFSS125S5050 �
3/16 .188 3/16 9/16 2 PLAIN HPFSS188S5056 �
7/32 .219 1/4 3/4 2 1/2 PLAIN HPFSS219S5075 �
1/4 .250 1/4 3/8 2 PLAIN HPFSS250S5038 �
1/4 .250 1/4 1/2 2 PLAIN HPFSS250S5050 �
1/4 .250 1/4 3/4 2 1/2 PLAIN HPFSS250S5075 �
1/4 .250 1/4 1 1/4 4 PLAIN HPFSS250S5125 �
5/16 .313 5/16 7/16 2 PLAIN HPFSS312S5044 �
5/16 .313 5/16 13/16 2 1/2 PLAIN HPFSS312S5081 �
5/16 .313 5/16 1 1/4 4 PLAIN HPFSS312S5125 �
3/8 .375 3/8 1/2 2 PLAIN HPFSS375S5050 �
3/8 .375 3/8 7/8 2 1/2 PLAIN HPFSS375S5088 �
3/8 .375 3/8 1 1/2 4 PLAIN HPFSS375S5150 �
1/2 .500 1/2 5/8 2 1/2 WELDON HPFSS500S5063 �
1/2 .500 1/2 1 1/4 3 WELDON HPFSS500S5125 �
1/2 .500 1/2 2 4 WELDON HPFSS500S5200 �
5/8 .625 5/8 3/4 3 WELDON HPFSS625S5075 �
5/8 .625 5/8 1 5/8 4 WELDON HPFSS625S5163 �
5/8 .625 5/8 2 1/2 5 WELDON HPFSS625S5250 �
3/4 .750 3/4 7/8 3 WELDON HPFSS750S5088 �
3/4 .750 3/4 1 5/8 4 WELDON HPFSS750S5163 �
3/4 .750 3/4 3 1/4 5 WELDON HPFSS750S5325 �
1 1.000 1 1 1/2 4 WELDON HPFSS1000S5150 �
1 1.000 1 2 4 WELDON HPFSS1000S5200 �
1 1.000 1 3 1/4 6 WELDON HPFSS1000S5325 �
Features� Kennametal standard.
� Plain and Weldon shanks.
� Sharp corner - center cutting.
Application� Side cutting.
� For aerospace, general engineering,medical, and automotive applications.
� 5-Flute, 47° Helix� first choice� alternate choice
For application data, see page 45.
High-Performance Finishing End MillsHPFSS 5-Flute — for Soft Steels and Stainless Steels
HS �
NK �
M �
P �
� End Mill TolerancesD1 D1 Tolerance D Tolerance
1/4" and under +.000" to - .002" +.0000" to - .0005"over 1/4" +.000" to - .003" +.0000" to - .0005"
Ordering Example:HPFSS375S5088 KC635M

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.32
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L mounting style catalog number KC
635M
1/8 .125 1/8 1/4 1 1/2 PLAIN HPFSS125S5025 �
1/8 .125 1/8 1/2 1 1/2 PLAIN HPFSS125S5050 �
3/16 .188 3/16 9/16 2 PLAIN HPFSS188S5056 �
7/32 .219 1/4 3/4 2 1/2 PLAIN HPFSS219S5075 �
1/4 .250 1/4 3/8 2 PLAIN HPFSS250S5038 �
1/4 .250 1/4 1/2 2 PLAIN HPFSS250S5050 �
1/4 .250 1/4 3/4 2 1/2 PLAIN HPFSS250S5075 �
1/4 .250 1/4 1 1/4 4 PLAIN HPFSS250S5125 �
5/16 .313 5/16 7/16 2 PLAIN HPFSS312S5044 �
5/16 .313 5/16 13/16 2 1/2 PLAIN HPFSS312S5081 �
5/16 .313 5/16 1 1/4 4 PLAIN HPFSS312S5125 �
3/8 .375 3/8 1/2 2 PLAIN HPFSS375S5050 �
3/8 .375 3/8 7/8 2 1/2 PLAIN HPFSS375S5088 �
3/8 .375 3/8 1 1/2 4 PLAIN HPFSS375S5150 �
1/2 .500 1/2 5/8 2 1/2 WELDON HPFSS500S5063 �
1/2 .500 1/2 1 1/4 3 WELDON HPFSS500S5125 �
1/2 .500 1/2 2 4 WELDON HPFSS500S5200 �
5/8 .625 5/8 3/4 3 WELDON HPFSS625S5075 �
5/8 .625 5/8 1 5/8 4 WELDON HPFSS625S5163 �
5/8 .625 5/8 2 1/2 5 WELDON HPFSS625S5250 �
3/4 .750 3/4 7/8 3 WELDON HPFSS750S5088 �
3/4 .750 3/4 1 5/8 4 WELDON HPFSS750S5163 �
3/4 .750 3/4 3 1/4 5 WELDON HPFSS750S5325 �
1 1.000 1 1 1/2 4 WELDON HPFSS1000S5150 �
1 1.000 1 2 4 WELDON HPFSS1000S5200 �
1 1.000 1 3 1/4 6 WELDON HPFSS1000S5325 �
Features� Kennametal standard.
� Plain and Weldon shanks.
� Sharp corner - center cutting.
Application� Side cutting.
� For aerospace, general engineering,medical, and automotive applications.
� 5-Flute, 47° Helix� first choice� alternate choice
For application data, see page 45.
High-Performance Finishing End MillsHPFSS 5-Flute — for Soft Steels and Stainless Steels
HS �
NK �
M �
P �
� End Mill TolerancesD1 D1 Tolerance D Tolerance
1/4" and under +.000" to - .002" +.0000" to - .0005"over 1/4" +.000" to - .003" +.0000" to - .0005"
Ordering Example:HPFSS375S5088 KC635M
57

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 33
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 Tolerance D Tolerance3/8" and under +.000" to - .002" +.0000" to - .0005"
over 3/8" +.000" to - .003" +.0000" to - .0005"
D1 D1 D Ap1 max L catalog number KC
635M
1/4 .250 1/4 3/4 2 1/2 HPFT250S6075 �
1/4 .250 1/4 1 1/8 3 HPFT250S6113 �
5/16 .313 5/16 13/16 2 1/2 HPFT312S6081 �
3/8 .375 3/8 7/8 2 1/2 HPFT375S6088 �
3/8 .375 3/8 1 1/8 3 HPFT375S6113 �
1/2 .500 1/2 1 3 HPFT500S6100 �
1/2 .500 1/2 2 4 1/2 HPFT500S6200 �
5/8 .625 5/8 1 1/4 3 1/2 HPFT625S6125 �
5/8 .625 5/8 2 1/4 5 HPFT625S6225 �
3/4 .750 3/4 1 1/2 4 HPFT750S6150 �
3/4 .750 3/4 2 1/4 5 HPFT750S6225 �
1 1.000 1 1 1/2 4 HPFT1000S6150 �
1 1.000 1 2 1/4 5 HPFT1000S6225 �
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application� Side cutting
� For aerospace, general engineering,medical, and automotive applications.
� End Mill Tolerances
� 6-Flute, 45° Helix� first choice� alternate choice
For application data, see page 46.
High-Performance Finishing End MillsHPFT 6-Flute — for Stainless Steels and High-Temp Alloys
Ordering Example:HPFT375S6088 KC635M
H �
S �
NKM �
P �
58

HARVITM
Solid Carbide End Mills
• Unequal flute spacing delivers smooth, chatter-free machining!
• Yields superior surface finishes, even at high speeds!
• Rougher and finisher in one tool!
• Easy to regrind!
• Maximize performance in steel, stainless steel, cast iron, andhigh-temp alloys!
CHALLENGE:Material: 15-5 PH (38-40 HRC)Operation: SlottingDiameter: .375" (10 mm)Chip Load: .0013"/tooth (0,03 mm/tooth)Axial Depth of Cut: .500" (12,7 mm)
RESULT:Old tool life: 8 parts per end mill;New tool life: 30 parts per end mill!Old tool cost-per-part: $7.25;New tool cost-per-part: $0.92!
PROVEN SUCCESS
Let us prove it.www.kennametal.com
Kennametal will significantly improve your milling productivity!
THINK MILLING, THINK KENNAMETAL.
1659

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 51
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 Tolerance D ToleranceAll din h11 din h6
D1 D1 D Ap1 max L Rε catalog number KC
633M
1/4 .250 1/4 3/4 2 1/2 .020 HPRSS250S3075 �
3/8 .375 3/8 1 2 1/2 .020 HPRSS375S3100 �
1/2 .500 1/2 1 1/4 3 .030 HPRSS500S3125 �
5/8 .625 5/8 1 5/8 3 1/2 .030 HPRSS625S3163 �
3/4 .750 3/4 1 5/8 4 .030 HPRSS750S3163 �
1 1.000 1 2 4 .030 HPRSS1000S3200 �
Features� Kennametal standard.
� Weldon shank.
� Radius corner - center cutting.
� Chipbreaker profile.
Application� Slotting and side cutting.
� For aerospace, general engineering, andautomotive applications.
� 3-Flute, 35° Helix� first choice� alternate choice
For application data, see page 55.
High-Performance Semi-Finishing End MillsHPRSS — for Soft Steels and Stainless Steels
� End Mill Tolerances
Order Example:HPRSS375S3100 KC633M
HS �
NKM �
P �
60 To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.52
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
D1 D1 D Ap1 max L Z U catalog number KC
633M
1/4 .250 1/4 1/4 2 4 MDRHEC250S4025 �
1/4 .250 1/4 3/4 2 1/2 4 MDRHEC250S4075 �
5/16 .312 5/16 13/16 2 1/2 4 MDRHEC312S4081 �
3/8 .375 3/8 3/8 2 4 MDRHEC375S4038 �
3/8 .375 3/8 7/8 2 1/2 4 MDRHEC375S4088 �
1/2 .500 1/2 1/2 2 1/2 4 MDRHEC500S4050 �
1/2 .500 1/2 1 3 4 MDRHEC500S4100 �
5/8 .625 5/8 5/8 3 4 MDRHEC625S4063 �
5/8 .625 5/8 1 1/4 3 1/2 4 MDRHEC625S4125 �
3/4 .750 3/4 3/4 3 1/2 4 MDRHEC750S4075 �
3/4 .750 3/4 1 1/2 4 4 MDRHEC750S4150 �
1 1.000 1 1 1/8 3 1/2 5 MDRHEC100S5113 �
1 1.000 1 1 1/2 4 5 MDRHEC100S5150 �
Features� Kennametal standard.
� Weldon shank.
� Chamfered corner - center cutting.
� Fine-pitch profile.
Application� Slotting and side cutting.
� For general engineering and die and moldapplications.
� Multi-Flute, 25° Helix� first choice� alternate choice
For application data, see page 56.
High-Performance Roughing End MillsMDRHEC — for Medium Steels and Stainless Steels
� End Mill Tolerances
Order Example:MDRHEC375S4088 KC633M
HS �
NK �
M �
P �

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.52
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
D1 D1 D Ap1 max L Z U catalog number KC
633M
1/4 .250 1/4 1/4 2 4 MDRHEC250S4025 �
1/4 .250 1/4 3/4 2 1/2 4 MDRHEC250S4075 �
5/16 .312 5/16 13/16 2 1/2 4 MDRHEC312S4081 �
3/8 .375 3/8 3/8 2 4 MDRHEC375S4038 �
3/8 .375 3/8 7/8 2 1/2 4 MDRHEC375S4088 �
1/2 .500 1/2 1/2 2 1/2 4 MDRHEC500S4050 �
1/2 .500 1/2 1 3 4 MDRHEC500S4100 �
5/8 .625 5/8 5/8 3 4 MDRHEC625S4063 �
5/8 .625 5/8 1 1/4 3 1/2 4 MDRHEC625S4125 �
3/4 .750 3/4 3/4 3 1/2 4 MDRHEC750S4075 �
3/4 .750 3/4 1 1/2 4 4 MDRHEC750S4150 �
1 1.000 1 1 1/8 3 1/2 5 MDRHEC100S5113 �
1 1.000 1 1 1/2 4 5 MDRHEC100S5150 �
Features� Kennametal standard.
� Weldon shank.
� Chamfered corner - center cutting.
� Fine-pitch profile.
Application� Slotting and side cutting.
� For general engineering and die and moldapplications.
� Multi-Flute, 25° Helix� first choice� alternate choice
For application data, see page 56.
High-Performance Roughing End MillsMDRHEC — for Medium Steels and Stainless Steels
� End Mill Tolerances
Order Example:MDRHEC375S4088 KC633M
HS �
NK �
M �
P �
61

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E34
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
Application Data
Group Material DescriptionP2 Medium-and high-carbon steels >0.3% C AISI: 1008, 1010, 1020, 1026, 1035, 1040, 1045, 1080, 1525, 1541, 1551, 1561, 1572P3 Alloy steels and tool steels
<330HB, <35HRCAISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P4 Alloy steels and tool steels340–450HB, 36–48HRC
AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P5 Ferritic, martensitic, and PH stainless steels <330HB, <35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
P6 Ferritic, martensitic, and PH stainless steels >330HB, >35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
M1 Austenitic stainless steel AISI: 200, 201, 202, 209, 219, 301, 302, 303, 304, 304L, 305M2 Austenitic stainless steel AISI: 310, 314, 316, 316L, 317, 321, 347, 384, ASTM: XM-1, XM-5 XM-7, XM-21, CF-8MM3 Austenitic stainless steel:
Duplex (ferritic and austenitic mixture)AISI: 323, 329, F55, 2205, S329000
K1 Grey cast iron (GG) ASTM A48: Class 20, 25, 30, 35, 40, 45, 50, 55, 60, SAE J431: grade G1800, G3000, G3500
SAE J431: grade G1800, G3000, G3500K2 Ductile, CGI, and malleable cast iron <80KSI SAE J431: 60-40-18, 65-45-12
SAE J434: D4018, D4512, D5506
ASTM A47: grade 32510, 35018
SAE J58: grade M3210, M4504, M5503
ASTM A842: grade 250, 300, 350, 400, 450N1 Aluminium alloys <12.2% Si Low silicon aluminium, 6061-T6, 7075-T6N2 Aluminium alloys >12.2% Si High silicon aluminium, 6061-T6, 7075-T6S1 Iron-based heat-resistant alloys Wrought: A-286, Discaloy, Incoloy 801, N-155, 16-25-6, 19-9 DL
Cast: ASTM A297, A351, A608, A567S2 Cobalt-based heat-resistant alloys Wrought: AiResist 213, Haynes 25 (L605), Haynes 188, J-1570, Stellite
Cast: AiResist 13, Haynes 21, MAR-M302, MAR-M509, NASA Co-W-Re, WI-52S3 Nickel-based heat-resistant alloys Astroloy, Hastelloy C/C/C-276/X, Inconel 6061/617-625/700/706/718
IN102, Incoloy 901, Mar-M200, Nimonic, Rene 41, Udimet, Waspaloy, MonelS4 Alpha-Beta titanium alloys Pure: Ti98.9, Ti99.9 Alloyed Ti-5Al-2.5Sn, Ti-6Al-4V, Ti-6Al-2SN-4Zr-2Mo,
Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-10V-2Fe-3Al, Ti-13V-11Cr-3AlH1 Hardened steels <48HRC Tool steels: H10, H11, H13, D2, D3, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H2 Hardened steels 48~55HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H3 Hardened steels 56~60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H4 Hardened steels >60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
Material Descriptions
62

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 45
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HPFSS—5-Flute
These guidelines may require variations to achieve optimum results.
HPFSS—3-flute
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC635M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.4XD 0.5XD 400~500 .0008 .0014 .0016 .0021 .0026 .0030 .0035 .0040 .0045P3 1XD 0.4XD 0.5XD 350~475 .0008 .0014 .0016 .0021 .0026 .0030 .0035 .0040 .0045P4 1XD 0.4XD 0.5XD 200~300 .0006 .0011 .0012 .0016 .0021 .0024 .0026 .0028 .0030P5 1XD 0.1XD 0.5XD 300~400 .0008 .0012 .0016 .0021 .0026 .0028 .0030 .0032 .0034M1 1XD 0.4XD 0.5XD 300~475 .0007 .0008 .0012 .0016 .0020 .0025 .0030 .0035 .0040M2 1XD 0.4XD 0.5XD 225~275 .0006 .0010 .0012 .0016 .0020 .0022 .0024 .0026 .0028M3 1XD 0.4XD 0.5XD 200~250 .0005 .0010 .0012 .0016 .0020 .0022 .0024 .0026 .0028K1 1XD 0.4XD 0.5XD 425~525 .0007 .0008 .0010 .0015 .0020 .0025 .0030 .0040 .0048S1 1XD 0.2XD 0.3XD 50~85 .0004 .0006 .0010 .0012 .0014 .0016 .0018 .0020 .0025S2 1XD 0.2XD 0.3XD 50~85 .0004 .0006 .0010 .0012 .0014 .0016 .0018 .0020 .0025S3 1XD 0.2XD 0.3XD 50~85 .0004 .0006 .0010 .0012 .0014 .0016 .0018 .0020 .0025S4 1XD 0.3XD 0.3XD 100~150 .0006 .0008 .0012 .0014 .0016 .0018 .0020 .0022 .0025
Application Data
Reduce speed by 20% forslotting applications
Application VcKC635M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.4XD 400~500 .0008 .0014 .0016 .0021 .0026 .0030 .0035 .0040 .0045P3 1XD 0.4XD 350~475 .0008 .0014 .0016 .0021 .0026 .0030 .0035 .0040 .0045P4 1XD 0.4XD 200~300 .0006 .0011 .0012 .0016 .0021 .0024 .0026 .0028 .0030P5 1XD 0.1XD 300~400 .0008 .0012 .0016 .0021 .0026 .0028 .0030 .0032 .0034M1 1XD 0.4XD 300~475 .0007 .0008 .0012 .0016 .0020 .0025 .0030 .0035 .0040M2 1XD 0.4XD 225~275 .0006 .0010 .0012 .0016 .0020 .0022 .0024 .0026 .0028M3 1XD 0.4XD 200~250 .0005 .0010 .0012 .0016 .0020 .0022 .0024 .0026 .0028K1 1XD 0.4XD 425~525 .0007 .0008 .0010 .0015 .0020 .0025 .0030 .0040 .0048S1 1XD 0.2XD 50~85 .0004 .0006 .0010 .0012 .0014 .0016 .0018 .0020 .0025S2 1XD 0.2XD 50~85 .0004 .0006 .0010 .0012 .0014 .0016 .0018 .0020 .0025S3 1XD 0.2XD 50~85 .0004 .0006 .0010 .0012 .0014 .0016 .0018 .0020 .0025S4 1XD 0.3XD 100~150 .0006 .0008 .0012 .0014 .0016 .0018 .0020 .0022 .0025
63

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.46
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HPFT—6-flute
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC635M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.1XD 400~500 .0016 .0021 .0026 .0031 .0034 .0040 .0045P3 1XD 0.1XD 350~450 .0016 .0021 .0026 .0031 .0034 .0040 .0045P4 1XD 0.1XD 200~300 .0011 .0014 .0018 .0022 .0024 .0027 .0030P5 1XD 0.1XD 300~400 .0016 .0021 .0026 .0031 .0034 .0040 .0045M1 1XD 0.1XD 300~400 .0014 .0018 .0021 .0026 .0031 .0034 .0040M2 1XD 0.1XD 225~275 .0011 .0014 .0018 .0022 .0024 .0027 .0030M3 1XD 0.1XD 200~250 .0011 .0014 .0018 .0022 .0024 .0027 .0030S1 1XD 0.1XD 50~85 .0010 .0012 .0015 .0018 .0022 .0024 .0027S2 1XD 0.1XD 50~85 .0010 .0012 .0015 .0018 .0022 .0024 .0027S3 1XD 0.1XD 50~85 .0010 .0012 .0015 .0018 .0022 .0024 .0027S4 1XD 0.1XD 100~150 .0014 .0018 .0020 .0025 .0028 .0030 .0035H1 1XD 0.1XD 150~275 .0012 .0014 .0018 .0020 .0022 .0025 .0028
Application Data
64

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 55
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
SFRHEC
These guidelines may require variations to achieve optimum results.
HPRSS
These guidelines may require variations to achieve optimum results.
Application Data
Reduce speed by 20% forslotting applications
Application VcK600
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.5XD 1XD 400~500 .0013 .0020 .0030 .0035 .0040 .0045M1 1XD 0.5XD 1XD 350~450 .0012 .0016 .0024 .0030 .0035 .0040M2 1XD 0.5XD 1XD 250~325 .0008 .0016 .0024 .0030 .0035 .0040S3 1XD 0.5XD 1XD 65~95 .0006 .0008 .0012 .0015 .0020 .0024
Reduce speed by 20% forslotting applications
Application VcK600
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Material ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
N1 1.5XD 0.5XD 1XD 600~1800 .0015 .0025 .0030 .0040 .0045 .0060
Group Material DescriptionP2 Medium and high carbon steels > 0.3% C AISI: 1008, 1010, 1020, 1026, 1035, 1040, 1045, 1080, 1525, 1541, 1551, 1561, 1572P3 Alloy steels and tool steels <330HB, <35HRC AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P4 Alloy steels and tool steels 340-450HB,36-48HRC
AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels. Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wrought
high carbon/low alloy W1, W2, L2, P1, P6, and P20P5 Ferritic, martensitic and PH stainless steels
<330HB, <35HRCAISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
P6 Ferritic, martensitic and PH stainless steels>330HB, >35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
M1 Austenitic stainless steel AISI: 200, 201, 202, 209, 219, 301, 302, 303, 304, 304L, 305M2 Austenitic stainless steel AISI: 310, 314, 316, 316L, 317, 321, 347, 384, ASTM: XM-1, XM-5 XM-7, XM-21, CF-8MM3 Austenitic stainless steel: Duplex (ferritic and
austenitic mixture)AISI: 323, 329, F55, 2205, S329000
K1 Grey cast iron (GG) ASTM A48: Class 20, 25, 30, 35, 40, 45, 50, 55, 60, SAE J431: grade G1800, G3000, G3500SAE J431: grade G1800, G3000, G3500
K2 Ductile, CGI, and malleable cast iron <80KSI SAE J431: 60-40-18, 65-45-12SAE J434: D4018, D4512, D5506ASTM A47: grade 32510, 35018SAE J58: grade M3210, M4504, M5503
ASTM A842: grade 250, 300, 350, 400, 450N1 Aluminum alloys <12.2% Si Low silicon aluminum, 6061-T6, 7075-T6N2 Aluminum alloys >12.2% Si High silicon aluminum, 6061-T6, 7075-T6S1 Iron-based heat-resistant alloys Wrought: A-286, Discaloy, Incoloy 801, N-155, 16-25-6, 19-9 DL
Cast: ASTM A297, A351, A608, A567S2 Cobalt-based heat-resistant alloys Wrought: AiResist 213, Haynes 25 (L605), Haynes 188, J-1570, Stellite
Cast: AiResist 13, Haynes 21, MAR-M302, MAR-M509, NASA Co-W-Re, WI-52S3 Nickel-based heat-resistant alloys Astroloy, Hastelloy C/C/C-276/X, Inconel 6061/617-625/700/706/718
IN102, Incoloy 901, Mar-M200, Nimonic, Rene 41, Udimet, Waspaloy, MonelS4 Alpha-Beta titanium alloys Pure: Ti98.9, Ti99.9 Alloyed Ti-5Al-2.5Sn, Ti-6Al-4V, Ti-6Al-2SN-4Zr-2Mo, Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-10V-2Fe-
3Al, Ti-13V-11Cr-3AlH1 Hardened steels <48HRC Tool steels: H10, H11, H13, D2, D3, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
H2 Hardened steels 48~55HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H3 Hardened steels 56~60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H4 Hardened steels >60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
See page 516 for complete material listing.
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 55
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
SFRHEC
These guidelines may require variations to achieve optimum results.
HPRSS
These guidelines may require variations to achieve optimum results.
Application Data
Reduce speed by 20% forslotting applications
Application VcK600
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.5XD 1XD 400~500 .0013 .0020 .0030 .0035 .0040 .0045M1 1XD 0.5XD 1XD 350~450 .0012 .0016 .0024 .0030 .0035 .0040M2 1XD 0.5XD 1XD 250~325 .0008 .0016 .0024 .0030 .0035 .0040S3 1XD 0.5XD 1XD 65~95 .0006 .0008 .0012 .0015 .0020 .0024
Reduce speed by 20% forslotting applications
Application VcK600
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Material ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
N1 1.5XD 0.5XD 1XD 600~1800 .0015 .0025 .0030 .0040 .0045 .0060
Group Material DescriptionP2 Medium and high carbon steels > 0.3% C AISI: 1008, 1010, 1020, 1026, 1035, 1040, 1045, 1080, 1525, 1541, 1551, 1561, 1572P3 Alloy steels and tool steels <330HB, <35HRC AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P4 Alloy steels and tool steels 340-450HB,36-48HRC
AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels. Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wrought
high carbon/low alloy W1, W2, L2, P1, P6, and P20P5 Ferritic, martensitic and PH stainless steels
<330HB, <35HRCAISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
P6 Ferritic, martensitic and PH stainless steels>330HB, >35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
M1 Austenitic stainless steel AISI: 200, 201, 202, 209, 219, 301, 302, 303, 304, 304L, 305M2 Austenitic stainless steel AISI: 310, 314, 316, 316L, 317, 321, 347, 384, ASTM: XM-1, XM-5 XM-7, XM-21, CF-8MM3 Austenitic stainless steel: Duplex (ferritic and
austenitic mixture)AISI: 323, 329, F55, 2205, S329000
K1 Grey cast iron (GG) ASTM A48: Class 20, 25, 30, 35, 40, 45, 50, 55, 60, SAE J431: grade G1800, G3000, G3500SAE J431: grade G1800, G3000, G3500
K2 Ductile, CGI, and malleable cast iron <80KSI SAE J431: 60-40-18, 65-45-12SAE J434: D4018, D4512, D5506ASTM A47: grade 32510, 35018SAE J58: grade M3210, M4504, M5503
ASTM A842: grade 250, 300, 350, 400, 450N1 Aluminum alloys <12.2% Si Low silicon aluminum, 6061-T6, 7075-T6N2 Aluminum alloys >12.2% Si High silicon aluminum, 6061-T6, 7075-T6S1 Iron-based heat-resistant alloys Wrought: A-286, Discaloy, Incoloy 801, N-155, 16-25-6, 19-9 DL
Cast: ASTM A297, A351, A608, A567S2 Cobalt-based heat-resistant alloys Wrought: AiResist 213, Haynes 25 (L605), Haynes 188, J-1570, Stellite
Cast: AiResist 13, Haynes 21, MAR-M302, MAR-M509, NASA Co-W-Re, WI-52S3 Nickel-based heat-resistant alloys Astroloy, Hastelloy C/C/C-276/X, Inconel 6061/617-625/700/706/718
IN102, Incoloy 901, Mar-M200, Nimonic, Rene 41, Udimet, Waspaloy, MonelS4 Alpha-Beta titanium alloys Pure: Ti98.9, Ti99.9 Alloyed Ti-5Al-2.5Sn, Ti-6Al-4V, Ti-6Al-2SN-4Zr-2Mo, Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-10V-2Fe-
3Al, Ti-13V-11Cr-3AlH1 Hardened steels <48HRC Tool steels: H10, H11, H13, D2, D3, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
H2 Hardened steels 48~55HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H3 Hardened steels 56~60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H4 Hardened steels >60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
See page 516 for complete material listing.
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.56
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
MDRHEC
These guidelines may require variations to achieve optimum results.
Application Data
HPRDM
These guidelines may require variations to achieve optimum results.
HPRST
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ap ae SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P3 1XD 1XD 0.5XD 400~500 .0013 .0020 .0030 .0035 .0040 .0045P5 1XD 1XD 0.4XD 350~450 .0013 .0020 .0030 .0035 .0040 .0045M1 1XD 1XD 0.4XD 350~450 .0012 .0016 .0024 .0030 .0035 .0040K1 1XD 1XD 0.5XD 500~600 .0012 .0019 .0021 .0035 .0035 .0040S4 1XD 1XD 0.3XD 75~100 .0006 .0008 .0012 .0015 .0023 .0030
Reduce speed by 20% forslotting applications
Application VcKC633M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P4 .8XD 0.4XD 0.5XD 400~500 .0008 .0012 .0016 .0020 .0024 .0028P6 .8XD 0.35XD 0.5XD 325~400 .0008 .0012 .0016 .0020 .0024 .0028H1 .8XD 0.4XD 0.5XD 265~400 .0008 .0012 .0016 .0020 .0024 .0028H2 .8XD 0.3XD 0.3XD 200~260 .0006 .0010 .0013 .0015 .0018 .0022H3 1XD 0.25XD 0.3XD 175~210 .0004 .0008 .0010 .0012 .0016 .0018H4 1XD 0.1XD 0.2XD 100~130 .0004 .0006 .0008 .0010 .0012 .0014
Reduce speed by 20% forslotting applications
Application VcKC643M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ap ae SFM 1/4" 3/8" 1/2" 5/8" 3/4" 1"
P4 1XD 1XD 0.4XD 350~450 .0010 .0016 .0021 .0026 .0034 .0036P6 1XD 1XD 0.25XD 200~300 .0008 .0013 .0016 .0021 .0026 .0029S1 1XD 1XD 0.2XD 90~120 .0006 .0010 .0012 .0015 .0020 .0022S2 1XD 1XD 0.2XD 90~120 .0006 .0010 .0012 .0015 .0020 .0022S3 1XD 1XD 0.2XD 65~95 .0006 .0010 .0012 .0015 .0020 .0022S4 1XD 1XD 0.3XD 150~250 .0012 .0020 .0024 .0034 .0039 .0042H1 1XD 1XD 0.4XD 350~450 .0010 .0016 .0021 .0026 .0034 .0036H2 1XD 1XD 0.35XD 300~375 .0008 .0013 .0016 .0021 .0026 .0029
65

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.18
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application
� 2-Flute, 30° Helix � first choice� alternate choice
General-Application Finishing End Mills
1/64 1/8 1/32 1 1/2 HEC016S2 � �
1/32 1/8 5/64 1 1/2 HEC031S2 � � �
3/64 1/8 7/64 1 1/2 HEC047S2 � �
1/16 1/8 1/8 1 1/2 HEC062S2013 � �
1/16 1/8 3/16 1 1/2 HEC062S2 � � �
5/64 1/8 3/16 1 1/2 HEC078S2 � �
3/32 1/8 3/16 1 1/2 HEC094S2018 � �
3/32 1/8 3/8 1 1/2 HEC094S2 � � �
3/32 1/8 5/8 2 HEC094S2063 � � �
7/64 1/8 3/8 1 1/2 HEC109S2 � �
1/8 1/8 1/4 1 1/2 HEC125S2025 � � �
1/8 1/8 1/2 1 1/2 HEC125S2 � � �
1/8 1/8 3/4 2 1/4 HEC125S2075 � � �
1/8 1/8 1 3 HEC125S2100 � � �
9/64 3/16 9/16 2 HEC141S2 � �
5/32 3/16 5/16 2 HEC156S2031 � � �
5/32 3/16 9/16 2 HEC156S2 � � �
11/64 3/16 5/8 2 HEC172S2 � �
3/16 3/16 5/16 1 1/2 HEC188S2031 � � �
3/16 3/16 5/8 2 HEC188S2 � � �
3/16 3/16 3/4 2 1/2 HEC188S2075 � � �
3/16 3/16 1 1/8 3 HEC188S2113 � � �
13/64 1/4 5/8 2 1/2 HEC203S2 � �
7/32 1/4 7/16 2 HEC219S2044 � � �
7/32 1/4 5/8 2 1/2 HEC219S2 � � �
15/64 1/4 3/4 2 1/2 HEC234S2 � �
1/4 1/4 1/2 2 HEC250S2050 � � �
1/4 1/4 3/4 2 1/2 HEC250S2 � � �
1/4 1/4 1 1/8 3 HEC250S2113 � � �
1/4 1/4 1 1/2 4 HEC250S2150 � � �
17/64 5/16 3/4 2 1/2 HEC266S2 � �
9/32 5/16 3/4 2 1/2 HEC281S2 � � �
19/64 5/16 13/16 2 1/2 HEC297S2 � �
5/16 5/16 1/2 2 HEC312S2050 � � �
5/16 5/16 13/16 2 1/2 HEC312S2 � � �
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
Continued on next page
HEC 2-Flute — Conventional Lengths
� Slotting.
HS �
N �
K � �
M � �
P � � �
66

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.18
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application
� 2-Flute, 30° Helix � first choice� alternate choice
General-Application Finishing End Mills
1/64 1/8 1/32 1 1/2 HEC016S2 � �
1/32 1/8 5/64 1 1/2 HEC031S2 � � �
3/64 1/8 7/64 1 1/2 HEC047S2 � �
1/16 1/8 1/8 1 1/2 HEC062S2013 � �
1/16 1/8 3/16 1 1/2 HEC062S2 � � �
5/64 1/8 3/16 1 1/2 HEC078S2 � �
3/32 1/8 3/16 1 1/2 HEC094S2018 � �
3/32 1/8 3/8 1 1/2 HEC094S2 � � �
3/32 1/8 5/8 2 HEC094S2063 � � �
7/64 1/8 3/8 1 1/2 HEC109S2 � �
1/8 1/8 1/4 1 1/2 HEC125S2025 � � �
1/8 1/8 1/2 1 1/2 HEC125S2 � � �
1/8 1/8 3/4 2 1/4 HEC125S2075 � � �
1/8 1/8 1 3 HEC125S2100 � � �
9/64 3/16 9/16 2 HEC141S2 � �
5/32 3/16 5/16 2 HEC156S2031 � � �
5/32 3/16 9/16 2 HEC156S2 � � �
11/64 3/16 5/8 2 HEC172S2 � �
3/16 3/16 5/16 1 1/2 HEC188S2031 � � �
3/16 3/16 5/8 2 HEC188S2 � � �
3/16 3/16 3/4 2 1/2 HEC188S2075 � � �
3/16 3/16 1 1/8 3 HEC188S2113 � � �
13/64 1/4 5/8 2 1/2 HEC203S2 � �
7/32 1/4 7/16 2 HEC219S2044 � � �
7/32 1/4 5/8 2 1/2 HEC219S2 � � �
15/64 1/4 3/4 2 1/2 HEC234S2 � �
1/4 1/4 1/2 2 HEC250S2050 � � �
1/4 1/4 3/4 2 1/2 HEC250S2 � � �
1/4 1/4 1 1/8 3 HEC250S2113 � � �
1/4 1/4 1 1/2 4 HEC250S2150 � � �
17/64 5/16 3/4 2 1/2 HEC266S2 � �
9/32 5/16 3/4 2 1/2 HEC281S2 � � �
19/64 5/16 13/16 2 1/2 HEC297S2 � �
5/16 5/16 1/2 2 HEC312S2050 � � �
5/16 5/16 13/16 2 1/2 HEC312S2 � � �
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
Continued on next page
HEC 2-Flute — Conventional Lengths
� Slotting.
HS �
N �
K � �
M � �
P � � �
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 19
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X� End Mill Tolerances
General-Application Finishing End Mills
For application data, see page 43.
5/16 5/16 1 1/8 3 HEC312S2113 � � �
5/16 5/16 1 5/8 4 HEC312S2163 � � �
21/64 3/8 1 2 1/2 HEC328S2 �
11/32 3/8 1 2 1/2 HEC344S2 � �
3/8 3/8 5/8 2 HEC375S2063 � � �
3/8 3/8 7/8 2 1/2 HEC375S2088 � � �
3/8 3/8 1 1/8 3 HEC375S2113 � � �
3/8 3/8 1 3/4 4 HEC375S2175 � � �
25/64 7/16 1 2 3/4 HEC391S2100 � �
13/32 7/16 1 2 3/4 HEC406S2100 � �
27/64 7/16 1 2 3/4 HEC422S2100 � �
7/16 7/16 5/8 2 1/2 HEC438S2063 � � �
7/16 7/16 1 2 1/2 HEC438S2 � � �
7/16 7/16 2 4 HEC438S2200 � � �
15/32 1/2 1 3 HEC469S2 � �
31/64 1/2 1 3 HEC484S2 �
1/2 1/2 5/8 2 1/2 HEC500S2063 � � �
1/2 1/2 1 3 HEC500S2 � � �
1/2 1/2 2 4 HEC500S2200 � � �
1/2 1/2 3 6 HEC500S2300 � � �
9/16 9/16 3/4 3 HEC562S2075 � �
9/16 9/16 1 1/4 3 1/2 HEC562S2125 � � �
9/16 9/16 2 1/4 5 HEC562S2225 � � �
5/8 5/8 3/4 3 HEC625S2075 � � �
5/8 5/8 1 1/4 3 1/2 HEC625S2 � � �
5/8 5/8 2 1/4 5 HEC625S2225 � � �
5/8 5/8 4 7 HEC625S2400 � �
11/16 3/4 1 3/8 4 HEC688S2 � �
3/4 3/4 1 3 HEC750S2100 � � �
3/4 3/4 1 1/2 4 HEC750S2 � � �
3/4 3/4 2 1/4 5 HEC750S2225 � � �
3/4 3/4 3 6 HEC750S2300 � � �
3/4 3/4 4 7 HEC750S2400 � �
7/8 7/8 1 1/2 4 HEC875S2 � �
7/8 7/8 2 1/4 5 HEC875S2225 � �
1 1 1 1/2 4 HEC100S2 � � �
1 1 2 1/4 5 HEC100S2225 � � �
1 1 3 6 HEC100S2300 � �
1 1 4 7 HEC100S2400 � �
1 1/4 1 1/4 2 4 1/2 HEC1250S2200 � �
HEC 2-Flute — Conventional Lengths
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
Ordering Example:HEC375S2088 KC610M
HS �
N �
K � �
M � �
P � � �
� 2-Flute, 30° Helix (continued from previous page)� first choice� alternate choice
67

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.58
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Features� Kennametal standard.
� Plain shank.
� Ball nose - center cutting.
Application� Slotting and 3-dimensional milling.
� 2-Flute, 30° Helix � first choice� alternate choice
General-Application Ball Nose End MillsBNEC 2-Flute Ball Nose — Conventional Lengths
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
1/32 1/8 5/64 1 1/2 BNEC031S2 � � �
3/64 1/8 1/8 1 1/2 BNEC047S2 � �
1/16 1/8 3/16 1 1/2 BNEC062S2 � � �
5/64 1/8 3/16 1 1/2 BNEC078S2 � �
3/32 1/8 3/16 1 1/2 BNEC094S2018 � � �
3/32 1/8 3/8 1 1/2 BNEC094S2 � � �
7/64 1/8 3/8 1 1/2 BNEC109S2 � �
1/8 1/8 1/4 1 1/2 BNEC125S2025 � � �
1/8 1/8 1/2 1 1/2 BNEC125S2 � � �
1/8 1/8 3/4 2 1/4 BNEC125S2075 � � �
1/8 1/8 3/4 3 BNEC125S2075L � � �
9/64 3/16 9/16 2 BNEC141S2 � �
5/32 3/16 5/16 2 BNEC156S2031 � � �
5/32 3/16 9/16 2 BNEC156S2 � � �
11/64 3/16 5/8 2 BNEC172S2 � �
3/16 3/16 5/16 1 1/2 BNEC188S2031 � � �
3/16 3/16 5/8 2 BNEC188S2 � � �
3/16 3/16 3/4 2 1/2 BNEC188S2075 � � �
3/16 3/16 1 4 BNEC188S2100 � � �
13/64 1/4 5/8 2 1/2 BNEC203S2 �
7/32 1/4 5/8 2 1/2 BNEC219S2 � �
15/64 1/4 3/4 2 1/2 BNEC234S2 �
1/4 1/4 1/2 2 BNEC250S2050 � � �
1/4 1/4 3/4 2 1/2 BNEC250S2 � � �
1/4 1/4 1 1/8 3 BNEC250S2113 � � �
1/4 1/4 1 1/2 4 BNEC250S2150 � � �
1/4 1/4 1 1/2 6 BNEC250S2150L � � �
9/32 5/16 3/4 2 1/2 BNEC281S2 � �
Continued on next page
HS �
N �
K � �
M � �
P � � �
68

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.58
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Features� Kennametal standard.
� Plain shank.
� Ball nose - center cutting.
Application� Slotting and 3-dimensional milling.
� 2-Flute, 30° Helix � first choice� alternate choice
General-Application Ball Nose End MillsBNEC 2-Flute Ball Nose — Conventional Lengths
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
1/32 1/8 5/64 1 1/2 BNEC031S2 � � �
3/64 1/8 1/8 1 1/2 BNEC047S2 � �
1/16 1/8 3/16 1 1/2 BNEC062S2 � � �
5/64 1/8 3/16 1 1/2 BNEC078S2 � �
3/32 1/8 3/16 1 1/2 BNEC094S2018 � � �
3/32 1/8 3/8 1 1/2 BNEC094S2 � � �
7/64 1/8 3/8 1 1/2 BNEC109S2 � �
1/8 1/8 1/4 1 1/2 BNEC125S2025 � � �
1/8 1/8 1/2 1 1/2 BNEC125S2 � � �
1/8 1/8 3/4 2 1/4 BNEC125S2075 � � �
1/8 1/8 3/4 3 BNEC125S2075L � � �
9/64 3/16 9/16 2 BNEC141S2 � �
5/32 3/16 5/16 2 BNEC156S2031 � � �
5/32 3/16 9/16 2 BNEC156S2 � � �
11/64 3/16 5/8 2 BNEC172S2 � �
3/16 3/16 5/16 1 1/2 BNEC188S2031 � � �
3/16 3/16 5/8 2 BNEC188S2 � � �
3/16 3/16 3/4 2 1/2 BNEC188S2075 � � �
3/16 3/16 1 4 BNEC188S2100 � � �
13/64 1/4 5/8 2 1/2 BNEC203S2 �
7/32 1/4 5/8 2 1/2 BNEC219S2 � �
15/64 1/4 3/4 2 1/2 BNEC234S2 �
1/4 1/4 1/2 2 BNEC250S2050 � � �
1/4 1/4 3/4 2 1/2 BNEC250S2 � � �
1/4 1/4 1 1/8 3 BNEC250S2113 � � �
1/4 1/4 1 1/2 4 BNEC250S2150 � � �
1/4 1/4 1 1/2 6 BNEC250S2150L � � �
9/32 5/16 3/4 2 1/2 BNEC281S2 � �
Continued on next page
HS �
N �
K � �
M � �
P � � �
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 59
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
General-Application Ball Nose End MillsBNEC 2-Flute Ball Nose — Conventional Lengths
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
5/16 5/16 1/2 2 BNEC312S2050 � � �
5/16 5/16 13/16 2 1/2 BNEC312S2 � � �
5/16 5/16 1 1/8 3 BNEC312S2113 � �
5/16 5/16 1 1/2 6 BNEC312S2150 � � �
11/32 3/8 1 2 1/2 BNEC344S2 �
3/8 3/8 5/8 2 BNEC375S2063 � � �
3/8 3/8 7/8 2 1/2 BNEC375S2088 � � �
3/8 3/8 1 1/8 3 BNEC375S2113 � � �
3/8 3/8 1 3/4 4 BNEC375S2175 � � �
3/8 3/8 3 6 BNEC375S2300L � � �
13/32 7/16 1 2 1/2 BNEC406S2100 � �
7/16 7/16 1 2 1/2 BNEC438S2100 � � �
15/32 1/2 1 3 BNEC469S2 �
1/2 1/2 5/8 2 1/2 BNEC500S2063 � � �
1/2 1/2 1 3 BNEC500S2 � � �
1/2 1/2 1 1/2 6 BNEC500S2150 � � �
1/2 1/2 2 4 BNEC500S2200 � � �
1/2 1/2 3 6 BNEC500S2300 � � �
9/16 9/16 1 1/4 3 1/2 BNEC562S2 � � �
5/8 5/8 1 1/4 3 1/2 BNEC625S2 � � �
5/8 5/8 3 6 BNEC625S2300 � �
3/4 3/4 1 3 BNEC750S2100 � � �
3/4 3/4 1 1/2 4 BNEC750S2 � � �
3/4 3/4 2 6 BNEC750S2200 � � �
7/8 7/8 1 1/2 4 BNEC875S2 � �
1 1 1 1/2 4 BNEC100S2 � � �
1 1 3 6 BNEC100S2300 � � �
For application data, see page 69.
� End Mill Tolerances
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
Ordering Example:BNEC375S2088 KC610M
� 2-Flute, 30° Helix (Continued from previous page)
HS �
N �
K � �
M � �
P � � �
� first choice� alternate choice
69

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.20
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application� Side cutting and slotting.
� 3-Flute, 30° Helix
� End Mill Tolerances
� first choice� alternate choice
For application data, see page 43.
General-Application Finishing End Mills
D1 D Ap1 max L catalog number K60
0K
C61
0M
1/16 1/8 3/16 1 1/2 HEC062S3 � �
3/32 1/8 3/8 1 1/2 HEC094S3 � �
1/8 1/8 1/2 1 1/2 HEC125S3 � �
5/32 3/16 9/16 2 HEC156S3 � �
3/16 3/16 5/8 2 HEC188S3 � �
7/32 1/4 5/8 2 1/2 HEC219S3 � �
1/4 1/4 3/4 2 1/2 HEC250S3 � �
5/16 5/16 13/16 2 1/2 HEC312S3 � �
11/32 3/8 1 2 1/2 HEC344S3 � �
3/8 3/8 7/8 2 1/2 HEC375S3088 � �
3/8 3/8 1 1/8 3 HEC375S3113 � �
7/16 7/16 1 2 1/2 HEC438S3 � �
1/2 1/2 1 3 HEC500S3 � �
1/2 1/2 2 4 HEC500S3200 � �
5/8 5/8 1 1/4 3 1/2 HEC625S3 � �
3/4 3/4 1 1/2 4 HEC750S3 � �
3/4 3/4 2 1/4 5 HEC750S3225 � �
1 1 1 1/2 4 HEC100S3 � �
1 1 2 1/4 5 HEC100S3225 � �
HEC 3-Flute — Conventional Lengths
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
Ordering Example:HEC375S3088 KC610M
HSN �
K �
M �
P � �
70
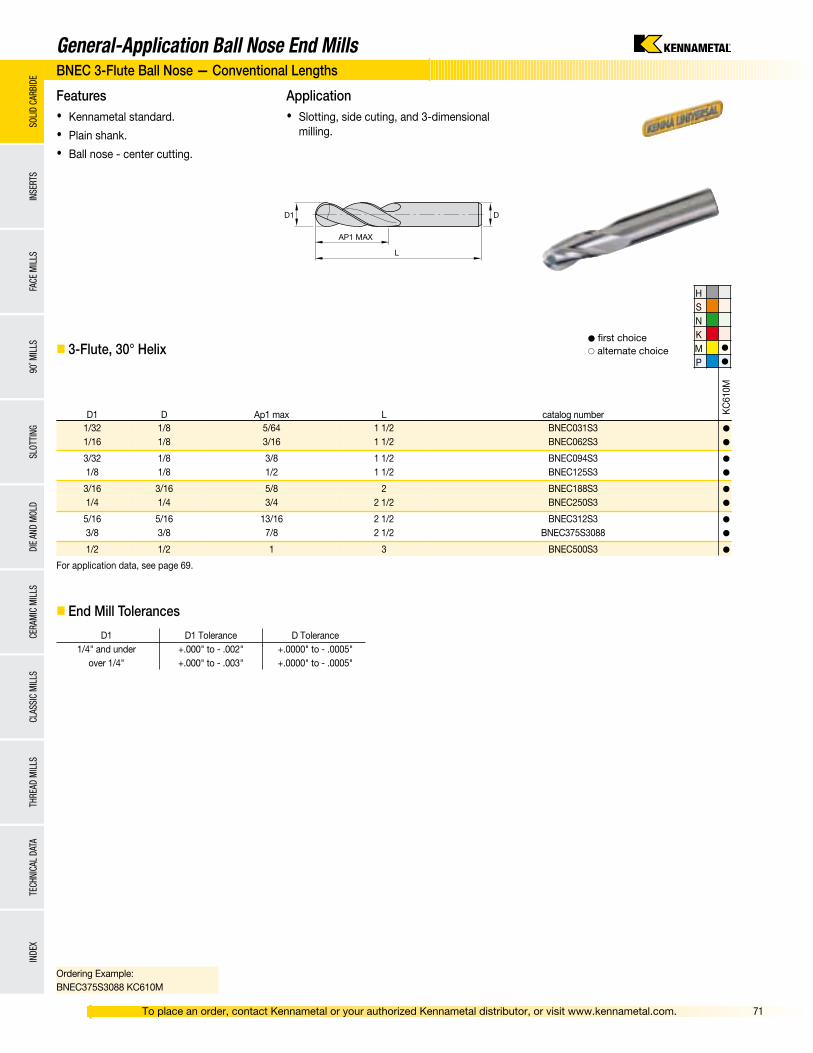
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.60
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D Ap1 max L catalog number KC
610M
1/32 1/8 5/64 1 1/2 BNEC031S3 �
1/16 1/8 3/16 1 1/2 BNEC062S3 �
3/32 1/8 3/8 1 1/2 BNEC094S3 �
1/8 1/8 1/2 1 1/2 BNEC125S3 �
3/16 3/16 5/8 2 BNEC188S3 �
1/4 1/4 3/4 2 1/2 BNEC250S3 �
5/16 5/16 13/16 2 1/2 BNEC312S3 �
3/8 3/8 7/8 2 1/2 BNEC375S3088 �
1/2 1/2 1 3 BNEC500S3 �
Features� Kennametal standard.
� Plain shank.
� Ball nose - center cutting.
Application� Slotting, side cuting, and 3-dimensional
milling.
� 3-Flute, 30° Helix
For application data, see page 69.
BNEC 3-Flute Ball Nose — Conventional Lengths
General-Application Ball Nose End Mills
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
Ordering Example:BNEC375S3088 KC610M
HSNKM �
P �
� first choice� alternate choice
� End Mill Tolerances
71

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.22
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application� Side cutting.
� 4-Flute, 30° Helix� first choice� alternate choice
Continued on next page
1/64 1/8 1/32 1 1/2 HEC016S4 � �
1/32 1/8 5/64 1 1/2 HEC031S4 � � �
3/64 1/8 7/64 1 1/2 HEC047S4 � �
1/16 1/8 1/8 1 1/2 HEC062S4013 � �
1/16 1/8 3/16 1 1/2 HEC062S4 � � �
5/64 1/8 3/16 1 1/2 HEC078S4 � �
3/32 1/8 3/16 1 1/2 HEC094S4018 � �
3/32 1/8 3/8 1 1/2 HEC094S4 � � �
3/32 1/8 5/8 2 HEC094S4063 � � �
7/64 1/8 3/8 1 1/2 HEC109S4 � �
1/8 1/8 1/4 1 1/2 HEC125S4025 � � �
1/8 1/8 1/2 1 1/2 HEC125S4 � � �
1/8 1/8 3/4 2 1/4 HEC125S4075 � � �
1/8 1/8 1 3 HEC125S4100 � � �
9/64 3/16 9/16 2 HEC141S4 � �
5/32 3/16 5/16 2 HEC156S4031 � �
5/32 3/16 9/16 2 HEC156S4 � � �
11/64 3/16 5/8 2 HEC172S4 � �
3/16 3/16 5/16 1 1/2 HEC188S4031 � � �
3/16 3/16 5/8 2 HEC188S4 � � �
3/16 3/16 3/4 2 1/2 HEC188S4075 � � �
3/16 3/16 1 1/8 3 HEC188S4113 � � �
13/64 1/4 5/8 2 1/2 HEC203S4 � �
7/32 1/4 7/16 2 HEC219S4044 � � �
7/32 1/4 5/8 2 1/2 HEC219S4 � � �
15/64 1/4 3/4 2 1/2 HEC234S4 � �
1/4 1/4 1/2 2 HEC250S4050 � � �
1/4 1/4 3/4 2 1/2 HEC250S4 � � �
1/4 1/4 1 1/2 4 HEC250S4150 � � �
1/4 1/4 1 1/8 3 HEC250S4113 � � �
1/4 1/4 1 1/2 6 HEC250S4150L � �
17/64 5/16 3/4 2 1/2 HEC266S4 � �
9/32 5/16 3/4 2 1/2 HEC281S4 � � �
19/64 5/16 13/16 2 1/2 HEC297S4 � �
5/16 5/16 1/2 2 HEC312S4050 � � �
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
HEC 4-Flute — Conventional Lengths
HS �
N �
K � �
M � �
P � � �
General-Application Finishing End Mills
72

For application data, see page 43.
5/16 5/16 13/16 2 1/2 HEC312S4 � � �
5/16 5/16 1 1/8 3 HEC312S4113 � � �
5/16 5/16 1 5/8 4 HEC312S4163 � � �
21/64 3/8 1 2 1/2 HEC328S4 �
11/32 3/8 1 2 1/2 HEC344S4 � �
23/64 3/8 1 2 1/2 HEC360S4 � �
3/8 3/8 5/8 2 HEC375S4063 � � �
3/8 3/8 7/8 2 1/2 HEC375S4088 � � �
3/8 3/8 1 1/8 3 HEC375S4113 � � �
3/8 3/8 1 1/2 6 HEC375S4150L � �
3/8 3/8 1 3/4 4 HEC375S4175 � � �
25/64 7/16 1 2 3/4 HEC391S4100 � �
13/32 7/16 1 2 3/4 HEC406S4100 � �
27/64 7/16 1 2 3/4 HEC422S4100 � �
7/16 7/16 5/8 2 1/2 HEC438S4063 � � �
7/16 7/16 1 2 3/4 HEC438S4100 � � �
7/16 7/16 2 4 HEC438S4200 � � �
15/32 1/2 1 3 HEC469S4 � �
31/64 1/2 1 3 HEC484S4 �
1/2 1/2 5/8 2 1/2 HEC500S4063 � � �
1/2 1/2 1 3 HEC500S4 � � �
1/2 1/2 2 4 HEC500S4200 � � �
1/2 1/2 3 6 HEC500S4300 � � �
9/16 9/16 3/4 3 HEC562S4075 � �
9/16 9/16 1 1/4 3 1/2 HEC562S4125 � � �
9/16 9/16 2 1/4 5 HEC562S4225 � � �
5/8 5/8 3/4 3 HEC625S4075 � � �
5/8 5/8 1 1/4 3 1/2 HEC625S4 � � �
5/8 5/8 2 1/4 5 HEC625S4225 � � �
5/8 5/8 4 7 HEC625S4400 � �
11/16 3/4 1 3/8 4 HEC688S4 � �
3/4 3/4 1 3 HEC750S4100 � � �
3/4 3/4 1 1/2 4 HEC750S4 � � �
3/4 3/4 2 1/4 5 HEC750S4225 � � �
3/4 3/4 3 6 HEC750S4300 � � �
3/4 3/4 4 7 HEC750S4400 � �
7/8 7/8 1 1/2 4 HEC875S4 � �
7/8 7/8 2 1/4 5 HEC875S4225 � �
1 1 1 1/2 4 HEC100S4 � � �
1 1 2 1/4 5 HEC100S4225 � � �
1 1 3 6 HEC100S4300 � � �
1 1 4 7 HEC100S4400 � �
1 1/4 1 1/4 2 4 1/2 HEC1250S4200 � �
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
Ordering Example:HEC375S4088 KC610M
� End Mill Tolerances
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 23
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HEC 4-Flute — Conventional Lengths
� 4-Flute, 30° Helix (continued from previous page)� first choice� alternate choice
HS �
N �
K � �
M � �
P � � �
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
General-Application Finishing End Mills
73

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 61
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Features� Kennametal standard.
� Plain shank.
� Ball nose - center cutting.
Application� Side cutting and 3-dimensional milling.
� 4-Flute, 30° Helix� first choice� alternate choice
BNEC 4-Flute Ball Nose — Conventional Lengths
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
1/32 1/8 5/64 1 1/2 BNEC031S4 � � �
3/64 1/8 1/8 1 1/2 BNEC047S4 � �
1/16 1/8 3/16 1 1/2 BNEC062S4 � � �
5/64 1/8 3/16 1 1/2 BNEC078S4 � �
3/32 1/8 3/16 1 1/2 BNEC094S4018 � � �
3/32 1/8 3/8 1 1/2 BNEC094S4 � � �
7/64 1/8 3/8 1 1/2 BNEC109S4 � �
1/8 1/8 1/4 1 1/2 BNEC125S4025 � � �
1/8 1/8 1/2 1 1/2 BNEC125S4 � � �
1/8 1/8 3/4 2 1/4 BNEC125S4075 � � �
1/8 1/8 3/4 3 BNEC125S4075L � � �
9/64 3/16 9/16 2 BNEC141S4 � �
5/32 3/16 5/16 2 BNEC156S4031 � � �
5/32 3/16 9/16 2 BNEC156S4 � � �
11/64 3/16 5/8 2 BNEC172S4 � �
3/16 3/16 5/16 1 1/2 BNEC188S4031 � � �
3/16 3/16 5/8 2 BNEC188S4 � � �
3/16 3/16 3/4 2 1/2 BNEC188S4075 � � �
3/16 3/16 1 4 BNEC188S4100 � � �
13/64 1/4 5/8 2 1/2 BNEC203S4 � �
7/32 1/4 5/8 2 1/2 BNEC219S4 � �
15/64 1/4 3/4 2 1/2 BNEC234S4 � �
1/4 1/4 1/2 2 BNEC250S4050 � � �
1/4 1/4 3/4 2 1/2 BNEC250S4 � � �
1/4 1/4 1 1/8 3 BNEC250S4113 � � �
1/4 1/4 1 1/2 4 BNEC250S4150 � � �
1/4 1/4 1 1/2 6 BNEC250S4150L � � �
9/32 5/16 3/4 2 1/2 BNEC281S4 � �
5/16 5/16 1/2 2 BNEC312S4050 � � �
5/16 5/16 13/16 2 1/2 BNEC312S4 � � �
5/16 5/16 1 1/8 3 BNEC312S4113 � � �
5/16 5/16 1 1/2 6 BNEC312S4150 � � �
Continued on next page
General-Application Ball Nose End Mills
HS �
N �
K � �
M � �
P � � �
74

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.62
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
11/32 3/8 1 2 1/2 BNEC344S4 �
3/8 3/8 5/8 2 BNEC375S4063 � � �
3/8 3/8 7/8 2 1/2 BNEC375S4088 � � �
3/8 3/8 1 1/8 3 BNEC375S4113 � � �
3/8 3/8 1 3/4 4 BNEC375S4175 � � �
3/8 3/8 3 6 BNEC375S4300L � � �
13/32 7/16 1 2 1/2 BNEC406S4100 � �
7/16 7/16 1 2 1/2 BNEC438S4100 � � �
15/32 1/2 1 3 BNEC469S4 �
1/2 1/2 5/8 2 1/2 BNEC500S4063 � � �
1/2 1/2 1 3 BNEC500S4 � � �
1/2 1/2 1 1/2 6 BNEC500S4150 � � �
1/2 1/2 2 4 BNEC500S4200 � � �
1/2 1/2 3 6 BNEC500S4300 � � �
9/16 9/16 1 1/4 3 1/2 BNEC562S4 � � �
5/8 5/8 1 1/4 3 1/2 BNEC625S4 � � �
5/8 5/8 3 6 BNEC625S4300 � �
3/4 3/4 1 3 BNEC750S4100 � � �
3/4 3/4 1 1/2 4 BNEC750S4 � � �
3/4 3/4 2 6 BNEC750S4200 � � �
7/8 7/8 1 1/2 4 BNEC875S4 � � �
1 1 1 1/2 4 BNEC100S4 � � �
1 1 3 6 BNEC100S4300 � � �
For application data, see page 69.
BNEC 4-Flute Ball Nose — Conventional Lengths (Continued)
General-Application Ball Nose End Mills
� End Mill TolerancesD1 D1 Tolerance D Tolerance
1/4" and under +.000" to - .002" +.0000" to - .0005"over 1/4" +.000" to - .003" +.0000" to - .0005"
Ordering Example:BNEC375S4088 KC610M
� 4-Flute, 30° Helix� first choice� alternate choice
HS �
N �
K � �
M � �
P � � �
(Continued from previous page)
75

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.24
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L catalog number KC
635M
1/8 .125 1/4 1/2 2 1/2 HHEC125S3 �
3/16 .188 1/4 5/8 2 1/2 HHEC188S3 �
1/4 .250 1/4 3/4 2 1/2 HHEC250S3 �
5/16 .313 5/16 13/16 2 1/2 HHEC312S3 �
3/8 .375 3/8 7/8 2 1/2 HHEC375S3 �
1/2 .500 1/2 1 3 HHEC500S3 �
9/16 .563 9/16 1 1/4 3 1/2 HHEC562S3 �
5/8 .625 5/8 1 1/4 3 1/2 HHEC625S3 �
3/4 .750 3/4 1 1/2 4 HHEC750S3 �
1 1.000 1 1 1/2 4 HHEC100S3 �
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application� Side cutting.
� 3-Flute, 60° Helix� first choice� alternate choice
For application data, see page 43.
General-Application Finishing End MillsHHEC — for High-Temp Alloys and Medium Steels
� End Mill Tolerances
Ordering Example:HHEC375S3 KC635M
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
HS �
NKM �
P
76

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.24
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L catalog number KC
635M
1/8 .125 1/4 1/2 2 1/2 HHEC125S3 �
3/16 .188 1/4 5/8 2 1/2 HHEC188S3 �
1/4 .250 1/4 3/4 2 1/2 HHEC250S3 �
5/16 .313 5/16 13/16 2 1/2 HHEC312S3 �
3/8 .375 3/8 7/8 2 1/2 HHEC375S3 �
1/2 .500 1/2 1 3 HHEC500S3 �
9/16 .563 9/16 1 1/4 3 1/2 HHEC562S3 �
5/8 .625 5/8 1 1/4 3 1/2 HHEC625S3 �
3/4 .750 3/4 1 1/2 4 HHEC750S3 �
1 1.000 1 1 1/2 4 HHEC100S3 �
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application� Side cutting.
� 3-Flute, 60° Helix� first choice� alternate choice
For application data, see page 43.
General-Application Finishing End MillsHHEC — for High-Temp Alloys and Medium Steels
� End Mill Tolerances
Ordering Example:HHEC375S3 KC635M
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
HS �
NKM �
P
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 25
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
� first choice� alternate choice
Features� Kennametal standard.
� Plain and Weldon shanks.
� Corner radius - center cutting.
Application� Side cutting and slotting.
General-Application Finishing End MillsCRHEC 4-Flute — With Corner Radius
D1 D1 D Ap1 max L Rε mounting style catalog number KC
635M
1/8 .1250 1/8 1/2 1 1/2 .0150 PLAIN CRHEC125S4R15 �
1/8 .1250 1/8 1/2 1 1/2 .0200 PLAIN CRHEC125S4R20 �
3/16 .1875 3/16 5/8 2 .0150 PLAIN CRHEC188S4R15 �
3/16 .1875 3/16 5/8 2 .0200 PLAIN CRHEC188S4R20 �
3/16 .1875 3/16 5/8 2 .0300 PLAIN CRHEC188S4R30 �
1/4 .2500 1/4 3/4 2 1/2 .0150 PLAIN CRHEC250S4R15 �
1/4 .2500 1/4 3/4 2 1/2 .0200 PLAIN CRHEC250S4R20 �
1/4 .2500 1/4 3/4 2 1/2 .0300 PLAIN CRHEC250S4R30 �
1/4 .2500 1/4 3/4 2 1/2 .0450 PLAIN CRHEC250S4R45 �
5/16 .3125 5/16 13/16 2 1/2 .0150 PLAIN CRHEC312S4R15 �
5/16 .3125 5/16 13/16 2 1/2 .0200 PLAIN CRHEC312S4R20 �
5/16 .3125 5/16 13/16 2 1/2 .0300 PLAIN CRHEC312S4R30 �
5/16 .3125 5/16 13/16 2 1/2 .0450 PLAIN CRHEC312S4R45 �
3/8 .3750 3/8 1 2 1/2 .0150 WELDON CRHEC375S4R15 �
3/8 .3750 3/8 1 2 1/2 .0200 WELDON CRHEC375S4R20 �
3/8 .3750 3/8 1 2 1/2 .0300 WELDON CRHEC375S4R30 �
3/8 .3750 3/8 1 2 1/2 .0450 WELDON CRHEC375S4R45 �
1/2 .5000 1/2 1 3 .0150 WELDON CRHEC500S4R15 �
1/2 .5000 1/2 1 3 .0200 WELDON CRHEC500S4R20 �
1/2 .5000 1/2 1 3 .0300 WELDON CRHEC500S4R30 �
1/2 .5000 1/2 1 3 .0450 WELDON CRHEC500S4R45 �
1/2 .5000 1/2 1 3 .0600 WELDON CRHEC500S4R60 �
5/8 .6250 5/8 1 1/4 3 1/2 .0150 WELDON CRHEC625S4R15 �
5/8 .6250 5/8 1 1/4 3 1/2 .0300 WELDON CRHEC625S4R30 �
5/8 .6250 5/8 1 1/4 3 1/2 .0600 WELDON CRHEC625S4R60 �
5/8 .6250 5/8 1 1/4 3 1/2 .0900 WELDON CRHEC625S4R90 �
3/4 .7500 3/4 1 1/2 4 .0150 WELDON CRHEC750S4R15 �
3/4 .7500 3/4 1 1/2 4 .0200 WELDON CRHEC750S4R20 �
3/4 .7500 3/4 1 1/2 4 .0300 WELDON CRHEC750S4R30 �
3/4 .7500 3/4 1 1/2 4 .0450 WELDON CRHEC750S4R45 �
3/4 .7500 3/4 1 1/2 4 .0600 WELDON CRHEC750S4R60 �
3/4 .7500 3/4 1 1/2 4 .0900 WELDON CRHEC750S4R90 �
3/4 .7500 3/4 1 1/2 4 .1250 WELDON CRHEC750S4R125 �
1 1.0000 1 1 1/2 4 .0150 WELDON CRHEC100S4R15 �
1 1.0000 1 1 1/2 4 .0200 WELDON CRHEC100S4R20 �
1 1.0000 1 1 1/2 4 .0300 WELDON CRHEC100S4R30 �
1 1.0000 1 1 1/2 4 .0450 WELDON CRHEC100S4R45 �
1 1.0000 1 1 1/2 4 .0600 WELDON CRHEC100S4R60 �
1 1.0000 1 1 1/2 4 .0900 WELDON CRHEC100S4R90 �
1 1.0000 1 1 1/2 4 .1250 WELDON CRHEC100S4R125 �
D1 D1 Tolerance D Tolerance Rε Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005" +.000" to - .002"
over 1/4" +.000" to - .003" +.0000" to - .0005" +.000" to - .002"
� 4-Flute, 30° Helix
For application data, see page 42.� End Mill Tolerances
Ordering Example:CRHEC375S4R30 KC635M
HS �
NK �
M �
P �
77

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.26
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
1/32 1/8 1/16 1 1/2 DHEC031S2 � �
3/64 1/8 3/32 1 1/2 DHEC047S2 �
1/16 1/8 1/8 1 1/2 DHEC062S2 � �
5/64 1/8 1/8 1 1/2 DHEC078S2 �
3/32 1/8 3/16 1 1/2 DHEC094S2 � �
7/64 1/8 3/16 1 1/2 DHEC109S2 �
1/8 1/8 1/4 1 1/2 DHEC125S2025 � � �
1/8 1/8 3/8 2 DHEC125S2038 � � �
5/32 3/16 5/16 2 DHEC156S2 � � �
11/64 3/16 5/16 2 DHEC172S2 �
3/16 3/16 3/8 2 DHEC188S2 � � �
1/4 1/4 1/2 2 1/2 DHEC250S2 � � �
5/16 5/16 1/2 2 1/2 DHEC312S2 � � �
3/8 3/8 9/16 2 1/2 DHEC375S2056 � � �
1/2 1/2 5/8 3 DHEC500S2 � � �
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application� Slotting.
� 2-Flute, 30° Helix
� End Mill Tolerances
� first choice� alternate choice
For application data, see page 42.
General-Application Finishing End MillsDHEC 2-Flute — Double End
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
Ordering Example:DHEC375S2056 KC610M
HS �
N �
K � �
M � �
P � � �
78
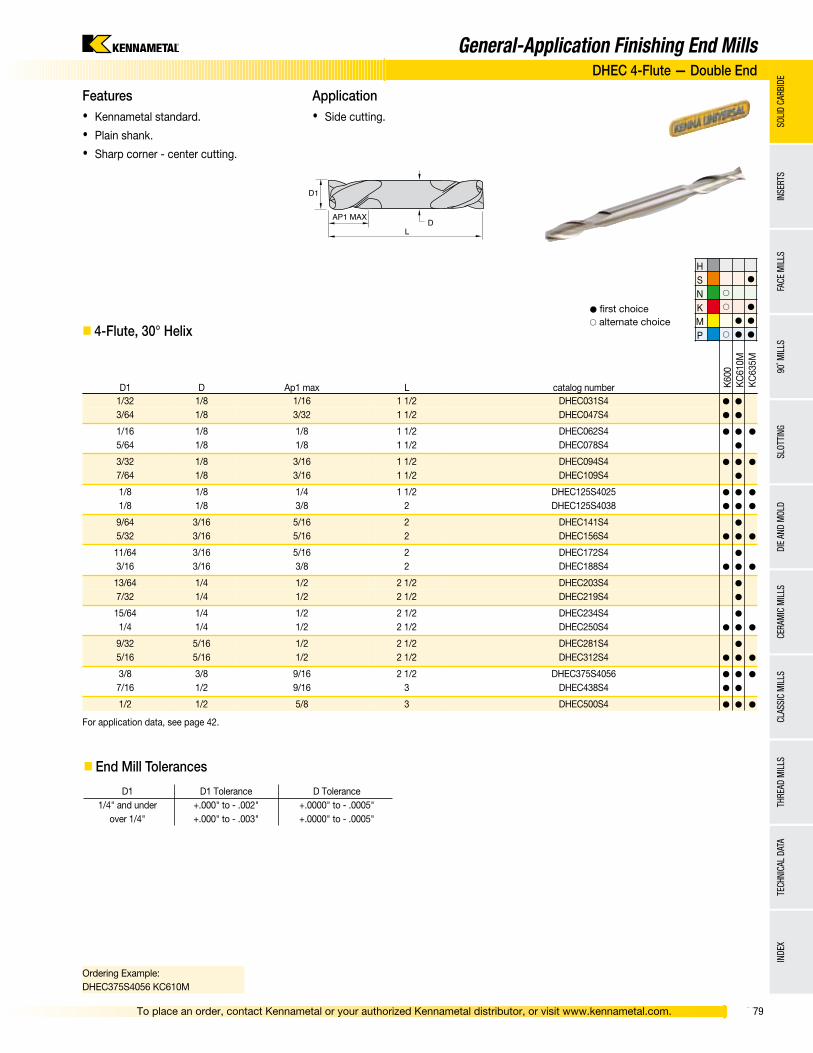
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 27
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D Ap1 max L catalog number K60
0K
C61
0MK
C63
5M
1/32 1/8 1/16 1 1/2 DHEC031S4 � �
3/64 1/8 3/32 1 1/2 DHEC047S4 � �
1/16 1/8 1/8 1 1/2 DHEC062S4 � � �
5/64 1/8 1/8 1 1/2 DHEC078S4 �
3/32 1/8 3/16 1 1/2 DHEC094S4 � � �
7/64 1/8 3/16 1 1/2 DHEC109S4 �
1/8 1/8 1/4 1 1/2 DHEC125S4025 � � �
1/8 1/8 3/8 2 DHEC125S4038 � � �
9/64 3/16 5/16 2 DHEC141S4 �
5/32 3/16 5/16 2 DHEC156S4 � � �
11/64 3/16 5/16 2 DHEC172S4 �
3/16 3/16 3/8 2 DHEC188S4 � � �
13/64 1/4 1/2 2 1/2 DHEC203S4 �
7/32 1/4 1/2 2 1/2 DHEC219S4 �
15/64 1/4 1/2 2 1/2 DHEC234S4 �
1/4 1/4 1/2 2 1/2 DHEC250S4 � � �
9/32 5/16 1/2 2 1/2 DHEC281S4 �
5/16 5/16 1/2 2 1/2 DHEC312S4 � � �
3/8 3/8 9/16 2 1/2 DHEC375S4056 � � �
7/16 1/2 9/16 3 DHEC438S4 � �
1/2 1/2 5/8 3 DHEC500S4 � � �
Features� Kennametal standard.
� Plain shank.
� Sharp corner - center cutting.
Application
� 4-Flute, 30° Helix
� End Mill Tolerances
� first choice� alternate choice
For application data, see page 42.
General-Application Finishing End Mills
Ordering Example:DHEC375S4056 KC610M
DHEC 4-Flute — Double End
� Side cutting.
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
HS �
N �
K � �
M � �
P � � �
79

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 63
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
D1 D1 D Ap1 max L catalog number KC
610M
1/32 .031 1/8 1/16 1 1/2 DBNEC031S4 �
1/16 .063 1/8 1/8 1 1/2 DBNEC062S4 �
3/32 .094 1/8 3/16 1 1/2 DBNEC094S4 �
7/64 .109 1/8 3/16 1 1/2 DBNEC109S4 �
1/8 .125 1/8 1/4 1 1/2 DBNEC125S4025 �
5/32 .156 3/16 5/16 2 DBNEC156S4 �
3/16 .188 3/16 3/8 2 DBNEC188S4 �
1/4 .250 1/4 1/2 2 1/2 DBNEC250S4 �
5/16 .313 5/16 1/2 2 1/2 DBNEC312S4 �
3/8 .375 3/8 9/16 3 DBNEC375S4 �
1/2 .500 1/2 5/8 3 DBNEC500S4 �
Features� Kennametal standard.
� Plain shank.
� Ball nose - center cutting.
Application� Side cutting and 3-dimensional milling.
� 4-Flute, 30° Helix� first choice� alternate choice
For application data, see page 69.
DBNEC 4-Flute Ball Nose — Double EndGeneral-Application Ball Nose End Mills
D1 D1 Tolerance D Tolerance1/4" and under +.000" to - .002" +.0000" to - .0005"
over 1/4" +.000" to - .003" +.0000" to - .0005"
Order Example:DBNEC375S4 KC610M
� End Mill Tolerances
HSNKM �
P �
80

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.E34
SER
VIC
ESTU
RN
ING
HO
LEM
AK
ING
IND
EXA
BLE
MIL
LIN
GS
OLI
D E
ND
MIL
LSTO
OLI
NG
SYS
TEM
SIN
DEX
Application Data
Group Material DescriptionP2 Medium-and high-carbon steels >0.3% C AISI: 1008, 1010, 1020, 1026, 1035, 1040, 1045, 1080, 1525, 1541, 1551, 1561, 1572P3 Alloy steels and tool steels
<330HB, <35HRCAISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P4 Alloy steels and tool steels340–450HB, 36–48HRC
AISI: 1300, 2000, 3000, 4000, 5000, 6000, 7000, and 8000 series steels.
Tool Steels: SAE classes M and T hot and cold work SAE classes: A, D, H, O, and S; Wroughthigh carbon/low alloy W1, W2, L2, P1, P6, and P20
P5 Ferritic, martensitic, and PH stainless steels <330HB, <35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
P6 Ferritic, martensitic, and PH stainless steels >330HB, >35HRC
AISI: 410, 416, 416F, 416 Se, 420F, 15-5 PH, 17-4 PH, 13-8 PH
M1 Austenitic stainless steel AISI: 200, 201, 202, 209, 219, 301, 302, 303, 304, 304L, 305M2 Austenitic stainless steel AISI: 310, 314, 316, 316L, 317, 321, 347, 384, ASTM: XM-1, XM-5 XM-7, XM-21, CF-8MM3 Austenitic stainless steel:
Duplex (ferritic and austenitic mixture)AISI: 323, 329, F55, 2205, S329000
K1 Grey cast iron (GG) ASTM A48: Class 20, 25, 30, 35, 40, 45, 50, 55, 60, SAE J431: grade G1800, G3000, G3500
SAE J431: grade G1800, G3000, G3500K2 Ductile, CGI, and malleable cast iron <80KSI SAE J431: 60-40-18, 65-45-12
SAE J434: D4018, D4512, D5506
ASTM A47: grade 32510, 35018
SAE J58: grade M3210, M4504, M5503
ASTM A842: grade 250, 300, 350, 400, 450N1 Aluminium alloys <12.2% Si Low silicon aluminium, 6061-T6, 7075-T6N2 Aluminium alloys >12.2% Si High silicon aluminium, 6061-T6, 7075-T6S1 Iron-based heat-resistant alloys Wrought: A-286, Discaloy, Incoloy 801, N-155, 16-25-6, 19-9 DL
Cast: ASTM A297, A351, A608, A567S2 Cobalt-based heat-resistant alloys Wrought: AiResist 213, Haynes 25 (L605), Haynes 188, J-1570, Stellite
Cast: AiResist 13, Haynes 21, MAR-M302, MAR-M509, NASA Co-W-Re, WI-52S3 Nickel-based heat-resistant alloys Astroloy, Hastelloy C/C/C-276/X, Inconel 6061/617-625/700/706/718
IN102, Incoloy 901, Mar-M200, Nimonic, Rene 41, Udimet, Waspaloy, MonelS4 Alpha-Beta titanium alloys Pure: Ti98.9, Ti99.9 Alloyed Ti-5Al-2.5Sn, Ti-6Al-4V, Ti-6Al-2SN-4Zr-2Mo,
Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-10V-2Fe-3Al, Ti-13V-11Cr-3AlH1 Hardened steels <48HRC Tool steels: H10, H11, H13, D2, D3, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H2 Hardened steels 48~55HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H3 Hardened steels 56~60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21H4 Hardened steels >60HRC Tool steels: H10, H11, H13, Alloy steels AISI: 1335, 4140, 4150, 4320, 4340, Die steels P20, P21
Material Descriptions
81

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.42
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
CRHEC
These guidelines may require variations to achieve optimum results.
DHEC
Reduce speed by 20% forslotting applications
Application VcK600
VcKC610M
VcKC635M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM SFM SFM 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.1XD 0.5XD 200~300 300~400 350~450 .0004 .0006 .001 .0015 .0020 .0025 .0030 .0035 .0040 .0045P3 1XD 0.1XD 0.5XD 175~300 175~300 250~350 .0003 .0005 .0007 .0010 .0015 .0020 .0024 .0028 .0030 .0035P4 1XD 0.1XD 0.5XD N/A N/A 175~325 .0002 .0004 .0005 .0010 .0011 .0015 .0020 .0025 .0027 .0030P5 1XD 0.1XD 0.5XD N/A 200~350 250~450 .0002 .0004 .0006 .0010 .0015 .0020 .0024 .0026 .0030 .0035M1 1XD 0.1XD 0.5XD N/A 225~400 275~500 .0004 .0006 .0008 .0012 .0015 .0020 .0025 .0030 .0035 .0040M2 1XD 0.1XD 0.5XD N/A N/A 200~450 .0002 .0003 .0004 .0007 .0010 .0015 .0017 .0025 .0030 .0035M3 1XD 0.1XD 0.5XD N/A N/A 175~400 .0002 .0003 .0004 .0007 .0010 .0015 .0017 .0025 .0030 .0035K1 1XD 0.1XD 0.5XD 300~450 N/A 425~725 .0005 .0007 .0015 .0020 .0025 .0030 .0040 .0050 .0060 .0070K2 1XD 0.1XD 0.5XD 200~300 N/A 400~600 .0005 .0007 .0015 .0020 .0025 .0030 .0040 .0050 .0060 .0070
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC635M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.1XD 0.5XD 350~450 .0006 .001 .0015 .0020 .0025 .0030 .0035 .0040 .0045P3 1XD 0.1XD 0.5XD 250~350 .0005 .0007 .0010 .0015 .0020 .0024 .0028 .0030 .0035P4 1XD 0.1XD 0.5XD 175~325 .0004 .0005 .0010 .0011 .0015 .0020 .0025 .0027 .0030P5 1XD 0.1XD 0.5XD 250~450 .0004 .0006 .0010 .0015 .0020 .0024 .0026 .0030 .0035M1 1XD 0.1XD 0.5XD 275~500 .0006 .0008 .0012 .0015 .0020 .0025 .0030 .0035 .0040M2 1XD 0.1XD 0.5XD 200~450 .0003 .0004 .0007 .0010 .0015 .0017 .0025 .0030 .0035M3 1XD 0.1XD 0.5XD 175~400 .0003 .0004 .0007 .0010 .0015 .0017 .0025 .0030 .0035K1 1XD 0.1XD 0.5XD 425~725 .0007 .0015 .0020 .0025 .0030 .0040 .0050 .0060 .0070K2 1XD 0.1XD 0.5XD 400~600 .0007 .0015 .0020 .0025 .0030 .0040 .0050 .0060 .0070S1 1XD 0.1XD 0.5XD 65~125 .0004 .0006 .0009 .0012 .0015 .0018 .002 .0024 .0027S2 1XD 0.1XD 0.5XD 65~125 .0004 .0006 .0009 .0012 .0015 .0018 .002 .0024 .0027S3 1XD 0.1XD 0.5XD 65~125 .0004 .0006 .0009 .0012 .0015 .0018 .002 .0024 .0027S4 1XD 0.1XD 0.5XD 100~200 .0008 .0012 .0015 .0018 .0022 .0025 .0028 .0030 .0035
Application Data
82
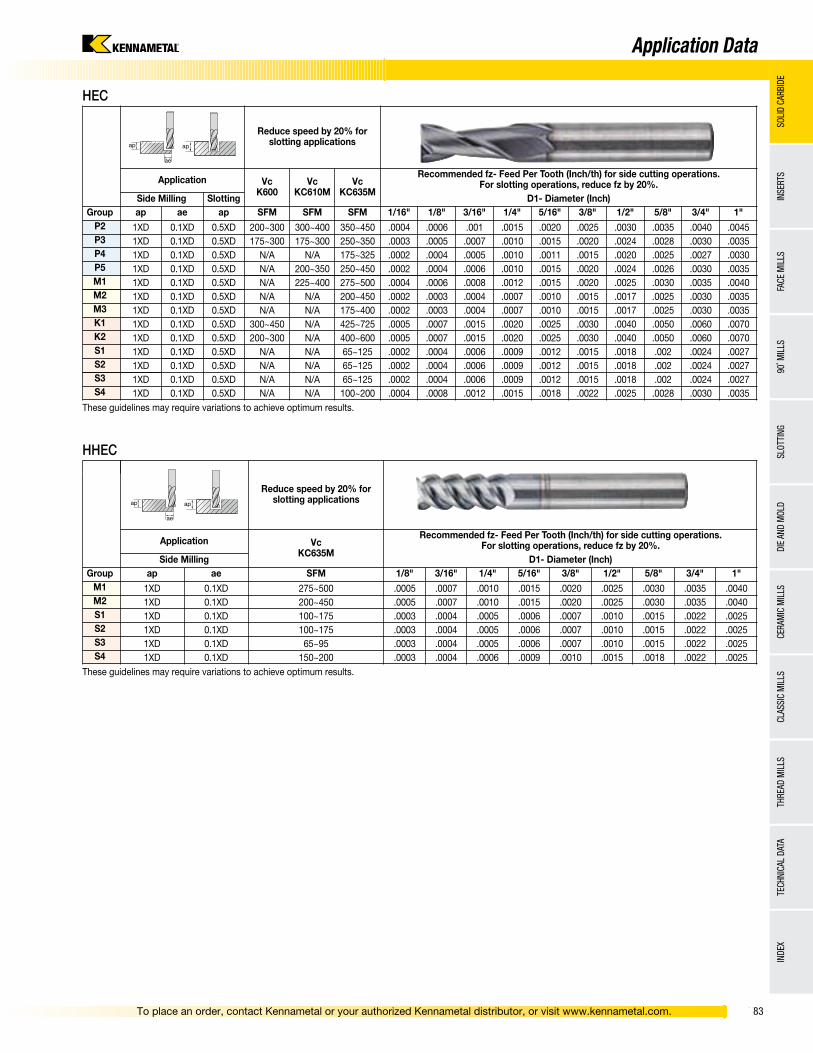
To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 43
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
HEC
Reduce speed by 20% forslotting applications
Application VcK600
VcKC610M
VcKC635M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
Side Milling Slotting D1- Diameter (Inch)Group ap ae ap SFM SFM SFM 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 1XD 0.1XD 0.5XD 200~300 300~400 350~450 .0004 .0006 .001 .0015 .0020 .0025 .0030 .0035 .0040 .0045P3 1XD 0.1XD 0.5XD 175~300 175~300 250~350 .0003 .0005 .0007 .0010 .0015 .0020 .0024 .0028 .0030 .0035P4 1XD 0.1XD 0.5XD N/A N/A 175~325 .0002 .0004 .0005 .0010 .0011 .0015 .0020 .0025 .0027 .0030P5 1XD 0.1XD 0.5XD N/A 200~350 250~450 .0002 .0004 .0006 .0010 .0015 .0020 .0024 .0026 .0030 .0035M1 1XD 0.1XD 0.5XD N/A 225~400 275~500 .0004 .0006 .0008 .0012 .0015 .0020 .0025 .0030 .0035 .0040M2 1XD 0.1XD 0.5XD N/A N/A 200~450 .0002 .0003 .0004 .0007 .0010 .0015 .0017 .0025 .0030 .0035M3 1XD 0.1XD 0.5XD N/A N/A 175~400 .0002 .0003 .0004 .0007 .0010 .0015 .0017 .0025 .0030 .0035K1 1XD 0.1XD 0.5XD 300~450 N/A 425~725 .0005 .0007 .0015 .0020 .0025 .0030 .0040 .0050 .0060 .0070K2 1XD 0.1XD 0.5XD 200~300 N/A 400~600 .0005 .0007 .0015 .0020 .0025 .0030 .0040 .0050 .0060 .0070S1 1XD 0.1XD 0.5XD N/A N/A 65~125 .0002 .0004 .0006 .0009 .0012 .0015 .0018 .002 .0024 .0027S2 1XD 0.1XD 0.5XD N/A N/A 65~125 .0002 .0004 .0006 .0009 .0012 .0015 .0018 .002 .0024 .0027S3 1XD 0.1XD 0.5XD N/A N/A 65~125 .0002 .0004 .0006 .0009 .0012 .0015 .0018 .002 .0024 .0027S4 1XD 0.1XD 0.5XD N/A N/A 100~200 .0004 .0008 .0012 .0015 .0018 .0022 .0025 .0028 .0030 .0035
These guidelines may require variations to achieve optimum results.
Application Data
HHEC
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC635M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations. For slotting operations, reduce fz by 20%.
Side Milling D1- Diameter (Inch)Group ap ae SFM 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
M1 1XD 0.1XD 275~500 .0005 .0007 .0010 .0015 .0020 .0025 .0030 .0035 .0040M2 1XD 0.1XD 200~450 .0005 .0007 .0010 .0015 .0020 .0025 .0030 .0035 .0040S1 1XD 0.1XD 100~175 .0003 .0004 .0005 .0006 .0007 .0010 .0015 .0022 .0025S2 1XD 0.1XD 100~175 .0003 .0004 .0005 .0006 .0007 .0010 .0015 .0022 .0025S3 1XD 0.1XD 65~95 .0003 .0004 .0005 .0006 .0007 .0010 .0015 .0022 .0025S4 1XD 0.1XD 150~200 .0003 .0004 .0006 .0009 .0010 .0015 .0018 .0022 .0025
83

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com. 69
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
Application Data
DBNEC
These guidelines may require variations to achieve optimum results.
Reduce speed by 20% forslotting applications
Application VcKC610M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 0.2xD 0.5XD 300~400 .0004 .0006 .001 .0015 .0020 .0025 .0030 .0035 .0040 .0045P3 0.2xD 0.5XD 175~300 .0003 .0005 .0007 .0010 .0015 .0020 .0024 .0028 .0030 .0035P5 0.2xD 0.5XD 200~350 .0002 .0004 .0006 .0010 .0015 .0020 .0024 .0026 .0030 .0035M1 0.2xD 0.5XD 225~400 .0004 .0006 .0008 .0012 .0015 .0020 .0025 .0030 .0035 .0040
BNEC
Reduce speed by 20% forslotting applications
Application VcK600
VcKC610M
VcKC635M
Recommended fz- Feed Per Tooth (Inch/th) for side cutting operations.For slotting operations, reduce fz by 20%.
3D Milling D1- Diameter (Inch)Group ap ae SFM SFM SFM 1/16" 1/8" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 1"
P2 0.2xD 0.5XD 200~300 300~400 350~450 .0004 .0006 .001 .0015 .0020 .0025 .0030 .0035 .0040 .0045P3 0.2xD 0.5XD 175~300 175~300 250~350 .0003 .0005 .0007 .0010 .0015 .0020 .0024 .0028 .0030 .0035P4 0.2xD 0.5XD N/A N/A 175~325 .0002 .0004 .0005 .0010 .0011 .0015 .0020 .0025 .0027 .0030P5 0.2xD 0.5XD N/A 200~350 250~450 .0002 .0004 .0006 .0010 .0015 .0020 .0024 .0026 .0030 .0035M1 0.2xD 0.5XD N/A 225~400 275~500 .0004 .0006 .0008 .0012 .0015 .0020 .0025 .0030 .0035 .0040M2 0.2xD 0.5XD N/A N/A 200~450 .0002 .0003 .0004 .0007 .0010 .0015 .0017 .0025 .0030 .0035M3 0.2xD 0.5XD N/A N/A 175~400 .0002 .0003 .0004 .0007 .0010 .0015 .0017 .0025 .0030 .0035K1 0.2xD 0.5XD 300~550 N/A 425~725 .0005 .0007 .0015 .0020 .0025 .0030 .0040 .0050 .0060 .0070K2 0.2xD 0.5XD 200~300 N/A 400~600 .0005 .0007 .0015 .0020 .0025 .0030 .0040 .0050 .0060 .0070S1 0.2xD 0.5XD N/A N/A 65~125 .0002 .0004 .0006 .0009 .0012 .0015 .0018 .0020 .0024 .0027S2 0.2xD 0.5XD N/A N/A 65~125 .0002 .0004 .0006 .0009 .0012 .0015 .0018 .0020 .0024 .0027S3 0.2xD 0.5XD N/A N/A 65~125 .0002 .0004 .0006 .0009 .0012 .0015 .0018 .0020 .0024 .0027S4 0.2xD 0.5XD N/A N/A 100~200 .0002 .0004 .0007 .0010 .0012 .0015 .0018 .0020 .0025 .0030
These guidelines may require variations to achieve optimum results.
84

To place an order, contact Kennametal or your authorized Kennametal distributor, or visit www.kennametal.com.14
SOLI
D CA
RBID
EIN
SERT
SFA
CE M
ILLS
90˚ M
ILLS
SLOT
TING
DIE
AND
MOL
DCE
RAM
IC M
ILLS
CLAS
SIC
MIL
LSTH
READ
MIL
LSTE
CHNI
CAL
DATA
INDE
X
grades coating composition recommended use
K600 Carbide grade made from high quality, micro-grain materials for cutting all types of workpiecematerials. Very high toughness ensures a controlled wear rate. The micro-grain structure enablesextremely sharp cutting edges.
KC610M Carbide grade made from high quality, micro-grain materials for cutting all types of workpiecematerials. Very high toughness ensures a controlled wear rate. The micro-grain structure enablesextremely sharp cutting edges.
KC625M Coated carbide grade with PVD multi-layer (TiN/TiCN/TiC). For universal use due to its high wearresistance and hardness. Only use wet or with minimal amounts of lubrication.
KC633M Coated carbide grade with PVD coating (TiAlN/TiN/TiAlN). KC633M is a high-performance gradefor dry milling all types of material. This grade is characterized by good hardness and wearresistance. It provides outstanding protection for solid carbide tools against cratering and abrasion.
KC635M Coated carbide grade with 3µm thick PVD coating (TiAlN). KC635M is a high-performance gradefor hard machining. This grade is characterized by high hardness and wear resistance and issuitable for cutting hard materials (up to 65 HRC).
KC643M Coated carbide grade with PVD (AlTiN) coating. KC643M is a very thin and hard PVD coatingparticularly suitable for cutting most materials. This grade can be used for materials with hardnessup to 52 HRC.
KC651M The PVD coating is extremely hard and provides very good wear characteristics at high cuttingspeeds. Resists built-up edge, can help reduce deburring, and generates excellent surface finish.Ideally suited for aluminum
KDF300 A pure, diamond-coated carbide for milling aluminum, graphite, and other non-ferrous materials. Itis a very tough and wear-resistant grade.
Grade Descriptions
85

World and Corporate HeadquartersKennametal Inc.1600 Technology WayLatrobe, PA 15650 USAPhone: 800.446.7738 (United States and Canada)E-mail: [email protected]
European HeadquartersKennametal Europe GmbHRheingoldstrasse 50CH 8212 Neuhausen am RheinfallSwitzerlandPhone: (41) 52.6750.100E-mail: [email protected]
Asian-Pacific HeadquartersKennametal Pte. Ltd.No. 11 Gul Link JurongSingapore 629381Phone: (65) 6.2659222E-mail: [email protected]
India Headquarters Kennametal India Limited8/9th Mile, Tumkur RoadBangalore - 560 073Phone: +91 (80) 2839 4321E-mail: [email protected] © 2009 by Kennametal Inc., Latrobe, PA 15650 USA I All rights reserved.
SOLID END MILLING
KMT
I 099
10_E
N
Related Documents











