IOP PUBLISHING JOURNAL OF PHYSICS D: APPLIED PHYSICS J. Phys. D: Appl. Phys. 40 (2007) 5021–5026 doi:10.1088/0022-3727/40/17/002 SmCo 5 /Fe nanocomposite magnetic powders processed by magnetic field-assisted ball milling with and without surfactant P Saravanan, R Gopalan 1 , N V Rama Rao, M Manivel Raja and V Chandrasekaran Defence Metallurgical Research Laboratory, Kanchanbagh PO, Hyderabad 500 058, India E-mail: rg [email protected] and [email protected] Received 26 April 2007, in final form 16 July 2007 Published 16 August 2007 Online at stacks.iop.org/JPhysD/40/5021 Abstract A magnetic field-assisted ball milling has been employed for the preparation of SmCo 5 + 10 wt% Fe nanocomposite powders in the presence of oleic acid as surfactant. Milling experiments were also carried out without using surfactant and the nanocomposite powders so obtained, with and without surfactant, were investigated for their structural and magnetic properties using SEM, XRD, VSM and M ¨ ossbauer spectrometry. The field-milled SmCo 5 /Fe nanopowders in the presence of surfactant display a possible grain orientation and possess relatively high coercivity as compared with that of SmCo 5 /Fe powders obtained with field-milling or conventional milling. M¨ ossbauer studies revealed that the formation of α-Fe(Co) (soft magnetic phase) is more pronounced for the powders milled without surfactant. (Some figures in this article are in colour only in the electronic version) 1. Introduction Rare earth (RE)–transition metal (TM) based intermetallic compounds are technologically important materials for permanent magnet applications. Among all the RE–TM magnets, SmCo 5 is an attractive candidate for hard magnet applications due to their high Curie temperature (T c ), high magnetocrystalline anisotropy (H A ) and relatively high energy product [(BH) max . ][1–3]. A milestone in energy product (20 MGOe) has been realized via liquid phase sintering of field-oriented powder of SmCo 5 [4]. The SmCo 5 magnet technology has reached saturation in achieving the maximum energy product close to its theoretical limit. To enhance the practically achieved values close to the threshold value, innovative approaches are called for to go beyond conventional technologies. In this context, ‘nanotechnology’ comes in handy. It is well known that at the nanolevels (10 −9 m) the properties of the materials are entirely different from those at 1 Author to whom any correspondence should be addressed. the macro levels and nanotechnology is based on this fact so that the new set of properties can be exploited. In particular, nanotechnology is so relevant in magnetic materials—as atomic magnetism controls the bulk properties [5, 6]. Usually, magnetic materials exist with either high coercivity or high magnetization, but both the properties are required for high energy magnets. The basic principle in the nanocomposite permanent magnet is to exchange couple a hard magnetic phase having high coercivity with a soft phase of very large magnetization (both the phases must be in nanosize). In this context, hard magnet research is directed towards the development of nanocomposite magnets based on Nd–Fe–B (hard)/Fe (soft) and Sm–Co(hard)/Fe(Co) (soft) phases, wherein the hard phase provides coercivity and the soft phase offers magnetization. High energy ball milling [7], mechanical alloying [8], sputtering [9] and melt spinning [10] are usually adopted as the process methodologies to prepare nanocomposite magnets. For example, Zhang et al have demonstrated high energy product (∼32 MGOe) in Sm(Co,Cu) 5 /Fe nanocomposite thin films [11]. On the 0022-3727/07/175021+06$30.00 © 2007 IOP Publishing Ltd Printed in the UK 5021

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
IOP PUBLISHING JOURNAL OF PHYSICS D: APPLIED PHYSICS
J. Phys. D: Appl. Phys. 40 (2007) 5021–5026 doi:10.1088/0022-3727/40/17/002
SmCo5/Fe nanocomposite magneticpowders processed by magneticfield-assisted ball milling with and withoutsurfactantP Saravanan, R Gopalan1, N V Rama Rao, M Manivel Raja andV Chandrasekaran
Defence Metallurgical Research Laboratory, Kanchanbagh PO, Hyderabad 500 058, India
E-mail: rg [email protected] and [email protected]
Received 26 April 2007, in final form 16 July 2007Published 16 August 2007Online at stacks.iop.org/JPhysD/40/5021
AbstractA magnetic field-assisted ball milling has been employed for the preparationof SmCo5 + 10 wt% Fe nanocomposite powders in the presence of oleic acidas surfactant. Milling experiments were also carried out without usingsurfactant and the nanocomposite powders so obtained, with and withoutsurfactant, were investigated for their structural and magnetic propertiesusing SEM, XRD, VSM and Mossbauer spectrometry. The field-milledSmCo5/Fe nanopowders in the presence of surfactant display a possiblegrain orientation and possess relatively high coercivity as compared with thatof SmCo5/Fe powders obtained with field-milling or conventional milling.Mossbauer studies revealed that the formation of α-Fe(Co) (soft magneticphase) is more pronounced for the powders milled without surfactant.
(Some figures in this article are in colour only in the electronic version)
1. Introduction
Rare earth (RE)–transition metal (TM) based intermetalliccompounds are technologically important materials forpermanent magnet applications. Among all the RE–TMmagnets, SmCo5 is an attractive candidate for hard magnetapplications due to their high Curie temperature (Tc), highmagnetocrystalline anisotropy (HA) and relatively high energyproduct [(BH)max .] [1–3]. A milestone in energy product(20 MGOe) has been realized via liquid phase sintering offield-oriented powder of SmCo5 [4]. The SmCo5 magnettechnology has reached saturation in achieving the maximumenergy product close to its theoretical limit. To enhancethe practically achieved values close to the threshold value,innovative approaches are called for to go beyond conventionaltechnologies. In this context, ‘nanotechnology’ comes inhandy. It is well known that at the nanolevels (10−9 m) theproperties of the materials are entirely different from those at
1 Author to whom any correspondence should be addressed.
the macro levels and nanotechnology is based on this fact sothat the new set of properties can be exploited. In particular,nanotechnology is so relevant in magnetic materials—asatomic magnetism controls the bulk properties [5, 6].
Usually, magnetic materials exist with either highcoercivity or high magnetization, but both the properties arerequired for high energy magnets. The basic principle inthe nanocomposite permanent magnet is to exchange couplea hard magnetic phase having high coercivity with a softphase of very large magnetization (both the phases mustbe in nanosize). In this context, hard magnet research isdirected towards the development of nanocomposite magnetsbased on Nd–Fe–B (hard)/Fe (soft) and Sm–Co(hard)/Fe(Co)(soft) phases, wherein the hard phase provides coercivityand the soft phase offers magnetization. High energy ballmilling [7], mechanical alloying [8], sputtering [9] and meltspinning [10] are usually adopted as the process methodologiesto prepare nanocomposite magnets. For example, Zhanget al have demonstrated high energy product (∼32 MGOe)in Sm(Co,Cu)5/Fe nanocomposite thin films [11]. On the
0022-3727/07/175021+06$30.00 © 2007 IOP Publishing Ltd Printed in the UK 5021

P Saravanan et al
other hand, Rama Rao et al have reported consolidationof nanocomposite SmCo5/Fe powders into bulk form of anisotropic magnet with relatively large coercivity [12]. Mostof the preparation techniques reported for the SmCo5/Fepowders mainly use high energy ball milling; nevertheless, thepowder particles produced with this technique possess widesize distribution and, generally, they are magnetically isotropicand so not suitable for making anisotropic hard magnets.
Many efforts have been made to transfigure the millingprocess through introducing either surfactant or magnetic fieldduring conventional ball milling (referred to as surfactant—or magnetic field-assisted ball milling) to achieve anisotropichard magnetic particles with nanosized grains. Recently, themechanism of field-induced anisotropy has been observedin submicrometre sized particles of Nd2Fe14B and Sm2Co17,prepared by a magnetic field-assisted ball milling technique[13]. Chakku et al [14] employed a surfactant-assistedball milling method for synthesis of nanoparticles of Fe,Co, Fe–Co, Sm–Co and Nd–Fe–B with sizes smaller than30 nm, using oleic acid as surfactant and heptane as solvent.However, there are no reports on the effect of the processingof hard magnetic nanocomposite powders by introducingboth surfactant and magnetic field simultaneously duringthe milling process, so as to impart size reduction as wellas orientation of the nanocrystallites. The present studyaims at developing such a technique for the synthesis oforientated nanocomposite magnetic powders of SmCo5/α-Fe by surfactant-assisted magnetic field ball milling. Thenanocomposite powders thus processed were characterized forstructural and magnetic properties and the results obtained arecompared with that of the powders milled without surfactant.
2. Experimental details
The precursor SmCo5 alloy was prepared by the melting ofelemental Sm and Co in high purity argon atmosphere. Thealloy ingot was crushed into a powder size of ∼300 µm andwas mixed with commercially available α-Fe powders havinga particle size of less than 10 µm. The α-Fe powder ofabout 10 wt% was selected for mixing with SmCo5 powderfor ball milling, as it has been demonstrated that about5–10 wt% of Fe with SmCo5 can give relatively high coercivityand magnetization in isotropic nanocomposite magnets [15].Heptane (99.8% purity) and oleic acid (90%) were used as asolvent and a surfactant, respectively, during milling. Millingwas performed in a planetary ball mill (Fritsch Pulverisette)with the milling vial and balls made of tungsten carbide. Forfield-induced ball milling, blocks of Nd2Fe14B magnets werefixed around the vial to create a radial magnetic field insidethe vial to synthesize anisotropic powders during milling. Themilling time was varied typically from 2 to 10 h at a constantspeed of 200 rpm with a ball-to-powder ratio of 10 : 1. Theamount of surfactant used was ∼12% by weight of the startingpowder.
With the use of surfactant together with heptane duringmilling, a coloured liquid (referred to as a colloid) wasobtained along with coarse particles (referred to as apowder), which sedimented at the bottom of the millingvial. Both the colloid and the powder were consideredfor investigation. The microstructure of the colloids was
Figure 1. Typical colour of liquids obtained after milling with andwithout surfactant.
Figure 2. (a) TEM micrograph of the SmCo5/Fe colloid obtained byfield-milling in the presence of surfactant and (b) the correspondingSAED pattern.
characterized using transmission electron microscopy (TEM)equipped with an energy dispersive x-ray analysis (EDAX)facility, while for the milled powders field-emission scanningelectron microscopy was utilized. Samples for TEM wereprepared by placing a drop of colloid on a Formvar carbon-coated copper TEM grid, and subsequently, moving ina dessicator the so prepared TEM grid in order to dryovernight. The identification of the phases formed in the milledpowders was examined by x-ray diffraction (Philips, Cu-Kα
radiation). The magnetic properties of the powder sampleswere evaluated using a vibrating sample magnetometer(VSM) (ADE make, model EV9) up to a maximum field
5022
SmCo5/Fe nanocomposite magnetic powders processed by magnetic field-assisted ball milling
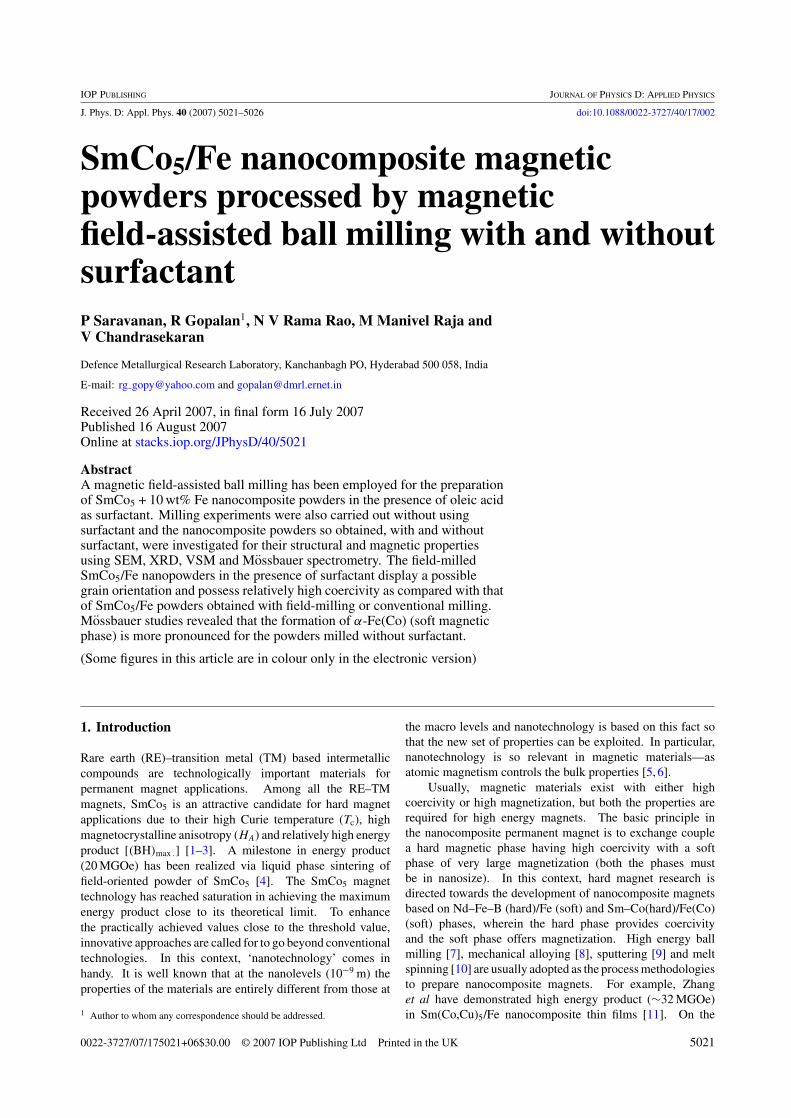
Figure 3. SEM micrographs of the field-milled SmCo5/Fenanocomposite powders collected after 10 h of milling time.(a) Without and (b) with surfactant.
of 20 kOe. 57Fe Mossbauer experiments were performedon 10 h milled powders at room temperature in transmissiongeometry using a 25 mCi 57Co(Rh) gamma ray source inorder to analyse the formation of the Fe–Co phase duringmilling of SmCo5/Fe nanocomposite powders. The Mossbauerspectra were analysed using the PCMOS-II least-squares fittingprogram [16].
3. Results and discussion
The colour of the heptane with the surfactant changed fromcolourless to brown after the milling process, while the colourdid not change in milling without the surfactant (figure 1). Theresult suggests that fine particles created during the millingprocess were trapped by the surfactant. The TEM micrographof the fine particle suspension obtained during the milling ofSmCo5/Fe powders with oleic acid is shown in figure 2(a)and a representative selected area electron diffraction (SAED)pattern is displayed in figure 2(b). The SAED ring patternindicates the formation of nanocrystallites and is indexed tothe hard SmCo5 and the soft α-Fe magnetic phases. Thefine particles, the size of which was below 50 nm, wereidentified as SmCo5/Fe by the EDAX analysis. Our attempts tocharacterize these fine particles by VSM were not successful,as the extracted amount of the particles from the suspensionwas very small. In figure 3, we show the SEM morphologyof 10 h field-milled powders without and with surfactant. Itcan be seen that the powders milled without surfactant appearto be large agglomerates (clusters) when compared with thepowders milled with the surfactant. For the milled powders,
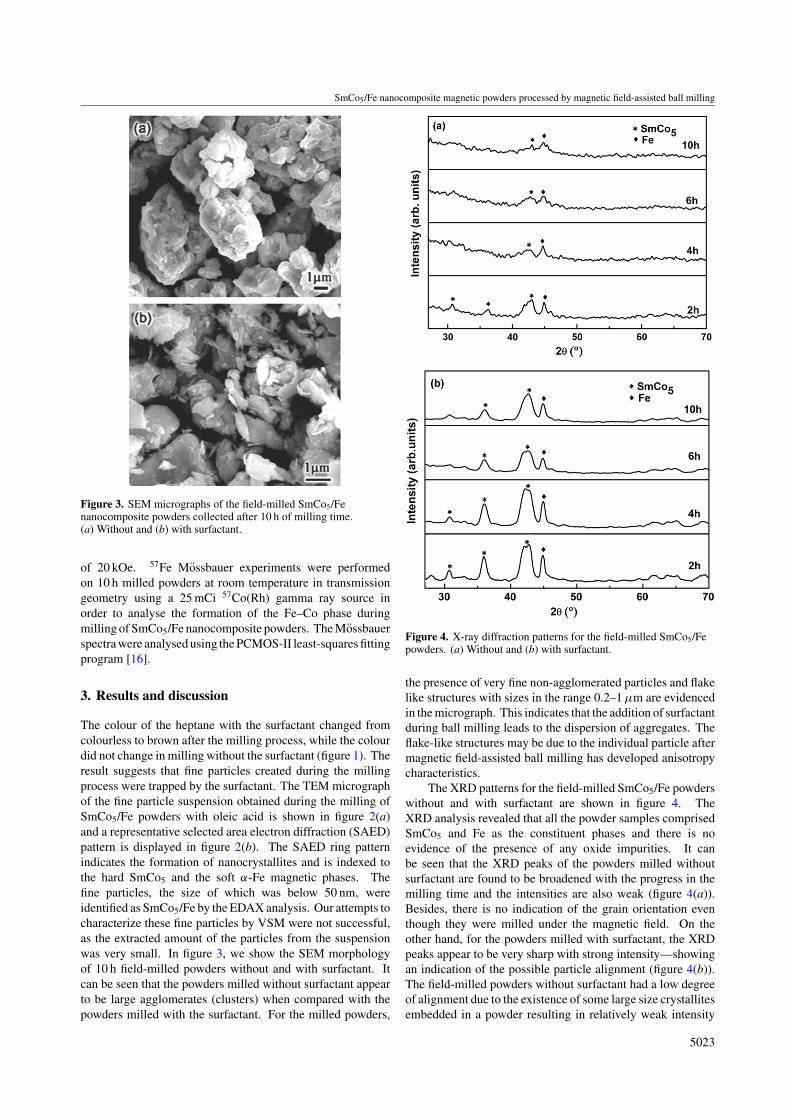
Figure 4. X-ray diffraction patterns for the field-milled SmCo5/Fepowders. (a) Without and (b) with surfactant.
the presence of very fine non-agglomerated particles and flakelike structures with sizes in the range 0.2–1 µm are evidencedin the micrograph. This indicates that the addition of surfactantduring ball milling leads to the dispersion of aggregates. Theflake-like structures may be due to the individual particle aftermagnetic field-assisted ball milling has developed anisotropycharacteristics.
The XRD patterns for the field-milled SmCo5/Fe powderswithout and with surfactant are shown in figure 4. TheXRD analysis revealed that all the powder samples comprisedSmCo5 and Fe as the constituent phases and there is noevidence of the presence of any oxide impurities. It canbe seen that the XRD peaks of the powders milled withoutsurfactant are found to be broadened with the progress in themilling time and the intensities are also weak (figure 4(a)).Besides, there is no indication of the grain orientation eventhough they were milled under the magnetic field. On theother hand, for the powders milled with surfactant, the XRDpeaks appear to be very sharp with strong intensity—showingan indication of the possible particle alignment (figure 4(b)).The field-milled powders without surfactant had a low degreeof alignment due to the existence of some large size crystallitesembedded in a powder resulting in relatively weak intensity
5023
P Saravanan et al
Table 1. Properties of magnetic field-milled SmCo5/Fe nanocomposite powders.
Without surfactant With surfactant
Grain size, d (nm) Grain size, d (nm)Millingtime (h) SmCo5 (1 1 1) Fe (1 1 0) Hc (kOe) Ms (emu g−1) SmCo5 (1 1 1) Fe (1 1 0) Hc (kOe) Ms (emu g−1)
2 20.6 47.6 1.77 48.3 22.2 53.4 2.60 75.24 21.6 39.3 1.40 49.2 20.3 36.8 4.52 61.16 21.9 38.7 1.43 58.3 19.4 37.6 4.80 50.4
10 — — 1.49 70.1 11.2 34.9 2.88 46.5
of the prominent SmCo5 peak (1 1 1) as compared with that ofthe powders milled with surfactant. Using Scherrer’s equation,the average grain size of the milled powders was calculated forboth the SmCo5 and the α-Fe phases and is listed in table 1.In both the milling processes, the calculated grain size valuesfor the SmCo5(1 1 1) peaks were much lower than that of theFe (1 1 0) peaks. This is due to the fact that during the millingprocess the chances of getting a finer grain size for SmCo5 ismore prominent, because of its high brittleness than Fe whichis ductile. With the field-assisted milling, the grain size ofthe powder was considerably affected even at the early stagesof milling; for example, the 2 h milled powders have a grainsize of ∼20 nm. When the surfactant was used, the grain sizerapidly decreased to ∼10 nm at 10 h of milling, whereas forthe powders milled without surfactant, apparently there wasno change in their grain size on increasing the milling time.
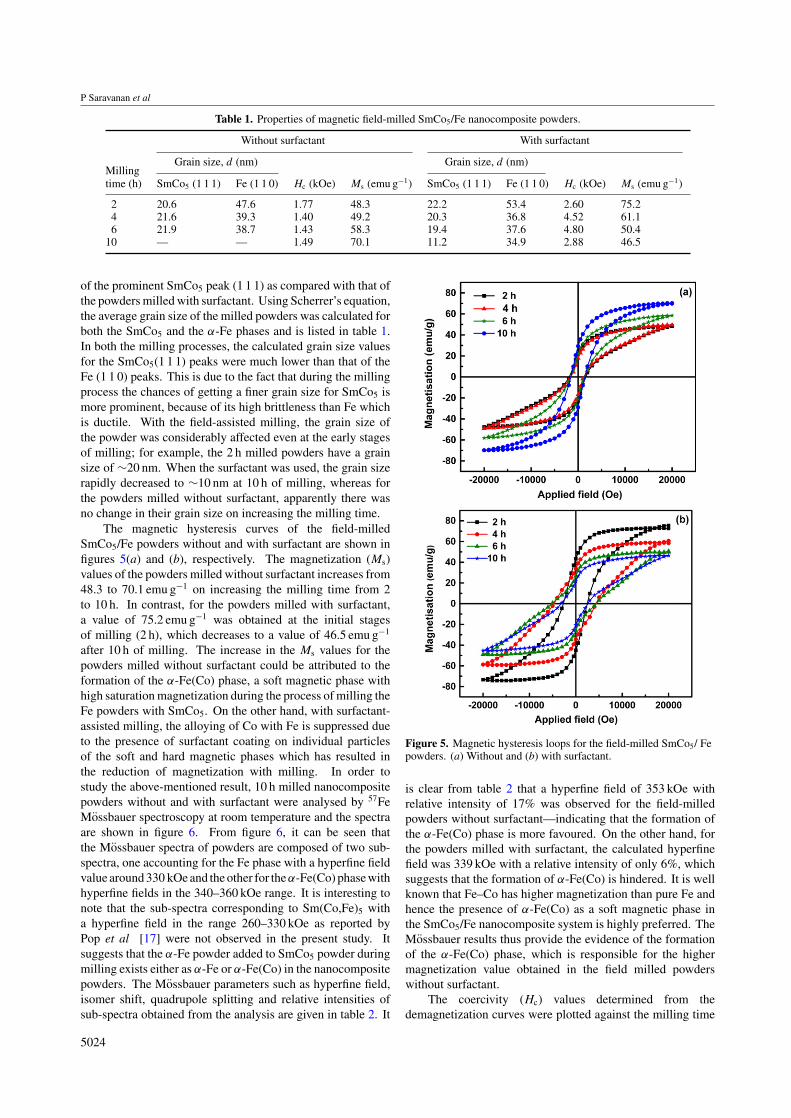
The magnetic hysteresis curves of the field-milledSmCo5/Fe powders without and with surfactant are shown infigures 5(a) and (b), respectively. The magnetization (Ms)values of the powders milled without surfactant increases from48.3 to 70.1 emu g−1 on increasing the milling time from 2to 10 h. In contrast, for the powders milled with surfactant,a value of 75.2 emu g−1 was obtained at the initial stagesof milling (2 h), which decreases to a value of 46.5 emu g−1
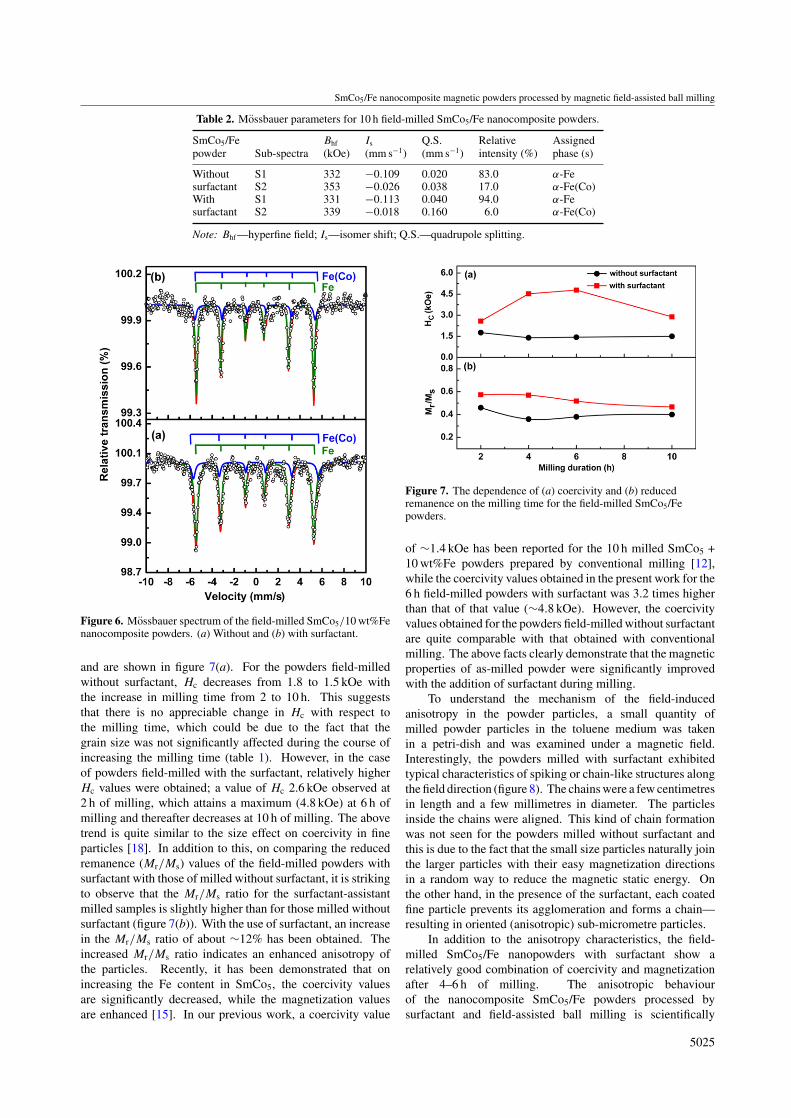
after 10 h of milling. The increase in the Ms values for thepowders milled without surfactant could be attributed to theformation of the α-Fe(Co) phase, a soft magnetic phase withhigh saturation magnetization during the process of milling theFe powders with SmCo5. On the other hand, with surfactant-assisted milling, the alloying of Co with Fe is suppressed dueto the presence of surfactant coating on individual particlesof the soft and hard magnetic phases which has resulted inthe reduction of magnetization with milling. In order tostudy the above-mentioned result, 10 h milled nanocompositepowders without and with surfactant were analysed by 57FeMossbauer spectroscopy at room temperature and the spectraare shown in figure 6. From figure 6, it can be seen thatthe Mossbauer spectra of powders are composed of two sub-spectra, one accounting for the Fe phase with a hyperfine fieldvalue around 330 kOe and the other for theα-Fe(Co) phase withhyperfine fields in the 340–360 kOe range. It is interesting tonote that the sub-spectra corresponding to Sm(Co,Fe)5 witha hyperfine field in the range 260–330 kOe as reported byPop et al [17] were not observed in the present study. Itsuggests that the α-Fe powder added to SmCo5 powder duringmilling exists either as α-Fe or α-Fe(Co) in the nanocompositepowders. The Mossbauer parameters such as hyperfine field,isomer shift, quadrupole splitting and relative intensities ofsub-spectra obtained from the analysis are given in table 2. It
Figure 5. Magnetic hysteresis loops for the field-milled SmCo5/ Fepowders. (a) Without and (b) with surfactant.
is clear from table 2 that a hyperfine field of 353 kOe withrelative intensity of 17% was observed for the field-milledpowders without surfactant—indicating that the formation ofthe α-Fe(Co) phase is more favoured. On the other hand, forthe powders milled with surfactant, the calculated hyperfinefield was 339 kOe with a relative intensity of only 6%, whichsuggests that the formation of α-Fe(Co) is hindered. It is wellknown that Fe–Co has higher magnetization than pure Fe andhence the presence of α-Fe(Co) as a soft magnetic phase inthe SmCo5/Fe nanocomposite system is highly preferred. TheMossbauer results thus provide the evidence of the formationof the α-Fe(Co) phase, which is responsible for the highermagnetization value obtained in the field milled powderswithout surfactant.
The coercivity (Hc) values determined from thedemagnetization curves were plotted against the milling time
5024
SmCo5/Fe nanocomposite magnetic powders processed by magnetic field-assisted ball milling
Table 2. Mossbauer parameters for 10 h field-milled SmCo5/Fe nanocomposite powders.
SmCo5/Fe Bhf Is Q.S. Relative Assignedpowder Sub-spectra (kOe) (mm s−1) (mm s−1) intensity (%) phase (s)
Without S1 332 −0.109 0.020 83.0 α-Fesurfactant S2 353 −0.026 0.038 17.0 α-Fe(Co)With S1 331 −0.113 0.040 94.0 α-Fesurfactant S2 339 −0.018 0.160 6.0 α-Fe(Co)
Note: Bhf —hyperfine field; Is—isomer shift; Q.S.—quadrupole splitting.
)
Figure 6. Mossbauer spectrum of the field-milled SmCo5/10 wt%Fenanocomposite powders. (a) Without and (b) with surfactant.
and are shown in figure 7(a). For the powders field-milledwithout surfactant, Hc decreases from 1.8 to 1.5 kOe withthe increase in milling time from 2 to 10 h. This suggeststhat there is no appreciable change in Hc with respect tothe milling time, which could be due to the fact that thegrain size was not significantly affected during the course ofincreasing the milling time (table 1). However, in the caseof powders field-milled with the surfactant, relatively higherHc values were obtained; a value of Hc 2.6 kOe observed at2 h of milling, which attains a maximum (4.8 kOe) at 6 h ofmilling and thereafter decreases at 10 h of milling. The abovetrend is quite similar to the size effect on coercivity in fineparticles [18]. In addition to this, on comparing the reducedremanence (Mr/Ms) values of the field-milled powders withsurfactant with those of milled without surfactant, it is strikingto observe that the Mr/Ms ratio for the surfactant-assistantmilled samples is slightly higher than for those milled withoutsurfactant (figure 7(b)). With the use of surfactant, an increasein the Mr/Ms ratio of about ∼12% has been obtained. Theincreased Mr/Ms ratio indicates an enhanced anisotropy ofthe particles. Recently, it has been demonstrated that onincreasing the Fe content in SmCo5, the coercivity valuesare significantly decreased, while the magnetization valuesare enhanced [15]. In our previous work, a coercivity value
Figure 7. The dependence of (a) coercivity and (b) reducedremanence on the milling time for the field-milled SmCo5/Fepowders.
of ∼1.4 kOe has been reported for the 10 h milled SmCo5 +10 wt%Fe powders prepared by conventional milling [12],while the coercivity values obtained in the present work for the6 h field-milled powders with surfactant was 3.2 times higherthan that of that value (∼4.8 kOe). However, the coercivityvalues obtained for the powders field-milled without surfactantare quite comparable with that obtained with conventionalmilling. The above facts clearly demonstrate that the magneticproperties of as-milled powder were significantly improvedwith the addition of surfactant during milling.
To understand the mechanism of the field-inducedanisotropy in the powder particles, a small quantity ofmilled powder particles in the toluene medium was takenin a petri-dish and was examined under a magnetic field.Interestingly, the powders milled with surfactant exhibitedtypical characteristics of spiking or chain-like structures alongthe field direction (figure 8). The chains were a few centimetresin length and a few millimetres in diameter. The particlesinside the chains were aligned. This kind of chain formationwas not seen for the powders milled without surfactant andthis is due to the fact that the small size particles naturally jointhe larger particles with their easy magnetization directionsin a random way to reduce the magnetic static energy. Onthe other hand, in the presence of the surfactant, each coatedfine particle prevents its agglomeration and forms a chain—resulting in oriented (anisotropic) sub-micrometre particles.
In addition to the anisotropy characteristics, the field-milled SmCo5/Fe nanopowders with surfactant show arelatively good combination of coercivity and magnetizationafter 4–6 h of milling. The anisotropic behaviourof the nanocomposite SmCo5/Fe powders processed bysurfactant and field-assisted ball milling is scientifically
5025

P Saravanan et al
Figure 8. Snapshot showing ferrofluidic structures for thesurfactant-assisted field-milled SmCo5/Fe powders under magneticfield.
and technologically very interesting for the development oforiented bulk nanocomposite hard magnets.
4. Conclusions
Nanocomposite powders of SmCo5 with the addition of10 wt% of Fe were prepared by magnetic field-assisted ballmilling with and without surfactant. The role of surfactantduring field ball milling was investigated by comparing thestructural and magnetic properties of SmCo5/Fe powdersprocessed with and without surfactant during milling. Inboth the cases, grain size reduction was observed in theearly stages of milling. XRD studies revealed the possiblegrain orientation of powder particles enabled by surfactant-assisted milling. Mossbauer studies revealed that the formationof α-Fe(Co) (soft magnetic phase) was more pronouncedfor the powders milled without surfactant. The addition ofsurfactant during field ball milling enhanced the coercivityand anisotropy characteristics of SmCo5/Fe powders, bypreventing the aggregation and trapping of the fine particles.
Acknowledgments
The financial support for the present study was extended by theDefence Research and Development Organization (DRDO),Government of India. The keen interest shown by the Director,DMRL, in this work is gratefully acknowledged.
References
[1] Weller D and Moser A 1999 IEEE Trans. Magn. 35 4423[2] Zana I and Zangari G 2000 IEEE Trans. Magn. 36 2345[3] Strnat K J 1988 Ferromagnetic Materials ed E P Wohlfarth
and K H J Buschow (Amsterdam: North-Holland)[4] Kumar K 1988 J. Appl. Phys. 63 R13[5] Dormann J L and Fioranni D 1992 Magnetic Properties of
Fine Particles (Amsterdam: North Holland)[6] Hadjipanayis G C and Siegel R W 1994 Nanophase Materials
(Kluwer: Dordrecht)[7] Chu S, Majetich S A, Huang M and Fingers R T 2003 J. Appl.
Phys. 93 8146[8] Zhang J, Zhang S Y, Zhang H W and Shen B G 2001 J. Appl.
Phys. 89 5601[9] Jiang J S et al 2004 J. Appl. Phys. Lett. 85 5293
[10] Tung I-C, Zhang H-W, Yao S-Y, Shih J-C, Shen B-G and ChinT-S 1999 J. Phys. D: Appl. Phys. 32 1587
[11] Zhang J, Takahashi Y K, Gopalan R and Hono K 2005 J. Appl.Phys. Lett. 86 22509
[12] Rama Rao N V, Gopalan R, Manivel Raja M,Chandrasekaran V, Chakravarty D, Sundaresan R,Ranganathan R and Hono K 2007 J. Magn. Magn. Mater.312 252
[13] Poudyal N, Altuncevahir B, Chakka V, Chen K, Black T D,Liu J P, Ding Y and Wang Z L 2004 J. Phys. D: Appl. Phys.37 L45
[14] Chakka V M, Altubcevahir B, Jin Z Q, Li Y and Liu J P 2006J. Appl. Phys. 99 08E912
[15] Ito M, Majima K, Umemoto T, Katsuyama S and Nagai H2001 J. Alloys Compounds 329 272
[16] Cranshaw T E 1974 J. Phys. E: Sci. Instrum. 7 122[17] Pop V, Isnard O, Chicinas I, Givord D and Le Breton J M 2006
J. Optoelectron. Adv. Mater. 8 494[18] Pelecky D L L and Schalek R L 1999 Phys. Rev. B 59 457
5026
Related Documents











