
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript



Electrode oven
(Up to 350 °C)
Power return
cable
Safety visor
(With dark lens) *
Power source.
Transformer/
Rectifier
Holding Oven
(Up to 200 °C)
Inverter power
source
Electrode holder
Power cable
Power control
panel
Electrodes


Welding of pipes

Welding of structure


AC
DC+
DC-



2- Direct current reverse polarity(DCEP)
3-Direct current straight polarity(DCEN)





1- Stringer Bead −
Steady MovementAlong Seam
2- Weave Bead −
Side To Side MovementAlong Seam

Electrode Angle
Arc Length
Travel Speed




1. Large Spatter Deposits
2. Rough, Uneven Bead
3. Slight Crater During Welding
4. Bad Overlap
5. Poor Penetration

1. Fine Spatter
2. Uniform Bead
3. Moderate Crater During
Welding
4. No Overlap
5. Good Penetration Into
Base Metal


Flux type
Cellulosic Rutile Basic

Cellulosic
Properties 1-covering contains low parentage from cellulose (thin coating from slag).
2-covering contains high parentage from hydrogen (fumes which make gas shield)
3-covering contains silicon (deoxidizer ,fluidity ,high penetration)
4-relative high cooling rate
5-risk hydrogen induced crack
6- not suitable for very thick sections (may not be used on thicknesses > ~ 35mm)

Rutile
Properties1-covering contains high percentage from TiO2 (thick coating from slag )
2-covering contains medium parentage from hydrogen (fumes which
make gas shield)
3- easy to strike arc
4- electrodes can be dried to lower H2 content but cannot be baked as it
will destroy the coating
5- less fluidity and low penetration

Basic
Properties 1- covering contains low parentage from cellulose (thin coating from
slag).
2- covering contains high parentage from hydrogen
3-Prior to use electrodes should be baked, typically 350°C for 2 hour plus
to reduce moisture to very low levels and achieve low hydrogen
potential status.
4-high cooling rate
5- low risk hydrogen induced crack
6- coatings containing calcium carbonate / calcium fluoride.

Provided to perform some of the following objectives:
To increase the arc stability with the help of low ionization
potential elements like Na, K.
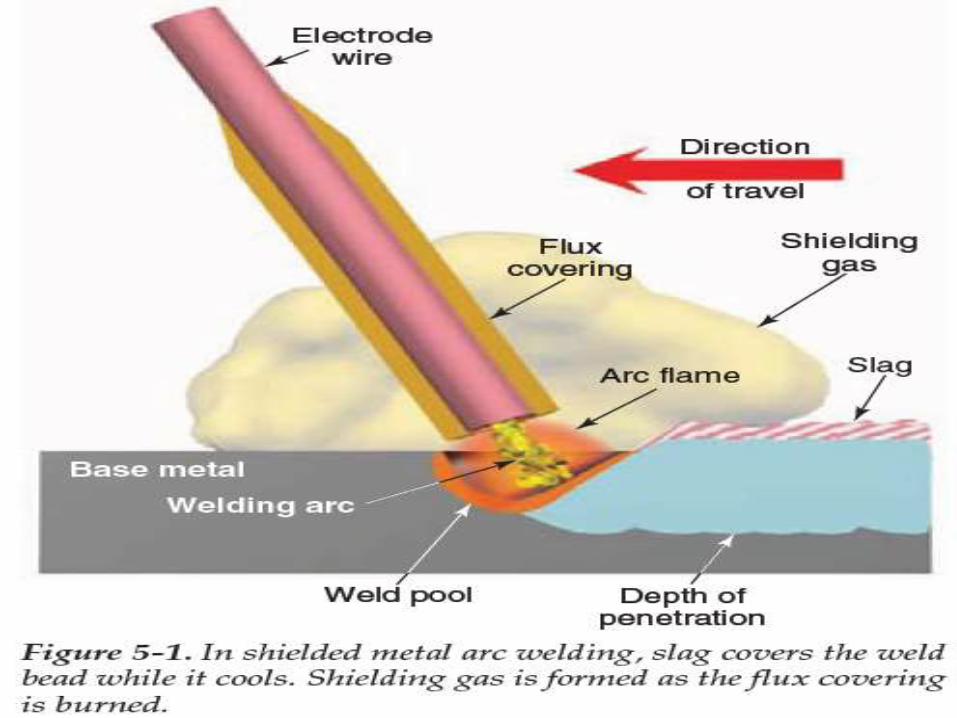
To provide protective shielding gas environment to the arc zone and weld pool with the help of inactive gases (like carbon dioxide) generated by thermal decomposition of constituents present in coatings such as hydrocarbon, cellulose.

To remove impurities from the weld pool by forming slag
as constituents present in coatings such as titania,
fluorspar, china-clay react with impurities and oxides in
present weld pool (slag being lighter than weld metal
floats over the surface of weld pool which is removed after
solidification of weld)

Controlled alloying of the weld metal (to achieve specific
properties) can be done by incorporating required alloying
elements in electrode coatings and during welding these
elements get transferred from coating to the weld pool.
However, element transfer efficiency from coating to weld
pool is influenced by the welding parameter and process
itself especially in respect of shielding of molten weld
pool.

To deoxidize weld metal and clean the weld metal:
Elements oxidized in the weld pool may act as inclusions
and deteriorate the performance of the weld joint.
Therefore, metal oxides and other impurities present in
weld metal are removed by de-oxidation and slag
formation. For this purpose, deoxidizers like Ferro-Mn,
silicates of Mg and Al are frequently incorporated in the
coating material.
To increase viscosity of the molten metal and slag so as to
reduce tendency of falling down of molten weld metal in
horizontal, overhead and vertical welding. This is done by
adding constituents like TiO2 and CaF2 in the coating
material. These constituents increase the viscosity of the
slag.

Role on welding arc featuresConstituent in flux
Increases current-carrying capacityQuartz (SiO2)
Increases slag viscosity, good re-strikingRutile (TiO2)
Refines transfer of droplets through the arcMagnetite (Fe3O4)
Reduces arc voltage, produces inactiveshielding gas, slag formation
Calcareous spar (CaCO3)
Increases slag viscosity of basicelectrodes, decreases ionization
Fluorspar (CaF2)
Improves arc stability by easy ionizationCalcareous- fluorspar (K2O Al2O36SiO2)
Acts as deoxidantFerro-manganese and Ferro-silicon
Produces inactive shielding gasCellulose
Acts as a bonding agentPotassium Sodium Silicate(K2SiO3 / Na2SiO3)

SMAW Electrode Identification System
Electrode

SMAW Electrode Identification System
Strength

SMAW Electrode Identification System
Position

1 - used in all positions 2 - used in flat or horizontal fillets only 3 - not used at present time 4 - used for ‘downhill’ progression

SMAW Electrode Identification SystemCoating/Operating
Characteristics

Types end in a ‘5’, ‘6’, or ‘8’ Purchase in sealed, metal containers Store after opening in heated, oven Limit atmospheric exposure

Electrode
Tensile strength
(PSI x 1000)
Positional capabilities
Flux coating &
electrical characteristics
Example:-

- A1 0.5% Mo
- B1 0.5% Mo 0.5% Cr
- B2 0.5% Mo 1.25% Cr
- B3 1.0% Mo 2.25% Cr
- B4 0.5% Mo 2.0% Cr

- C1 2.5% Ni
- C2 3.5% Ni
- C3 1.0% Ni
- D1 0.3% Mo 1.5% Mn
- D2 0.3% Mo 1.75% Mn
- G 0.2% Mo 0.3% Cr 0.5% Ni 1% Mn 0.1% V







As arc voltage, V, drops, arc current, A, rises Arc V related to distance from electrode to work Electrode moved closer, Arc V falls, Arc A rises Electrode moved away, Arc V rises, Arc A drops Arc current directly related to heat input Welder controls heat input to work

Simple equipment Inexpensive Very portable Welds most alloys

Relatively slow Slag removal Electrode storage considerations

Porosity Slag inclusions Spatter Incomplete joint penetration Incomplete fusion
Related Documents











