PERANCANGAN ULANG TATA LETAK GUDANG MENGGUNAKAN METODE ABC-FSN DAN PENDEKATAN SIMULASI SKRIPSI TEKNIK INDUSTRI Diajukan untuk memenuhi persyaratan memperoleh gelar Sarjana Teknik RAFIKA DHIAN KANITA NIM. 145060700111045 UNIVERSITAS BRAWIJAYA FAKULTAS TEKNIK MALANG 2018

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
PERANCANGAN ULANG TATA LETAK GUDANG
MENGGUNAKAN METODE ABC-FSN DAN PENDEKATAN
SIMULASI
SKRIPSI
TEKNIK INDUSTRI
Diajukan untuk memenuhi persyaratan
memperoleh gelar Sarjana Teknik
RAFIKA DHIAN KANITA
NIM. 145060700111045
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
2018
i
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas rahmat
dan karunia-Nya sehingga penulis dapat menyelesaikan skripsi yang berjudul
“Perancangan Ulang Tata Letak Gudang Menggunakan Metode ABC-FSN dan
Pendekatan Simulasi” dengan baik.
Skripsi ini disusun sebagai bagian dari proses memperoleh gelar Sarjana Strata Satu
(S-1) pada Jurusan Teknik Industri, Fakultas Teknik, Universitas Brawijaya. Setelah
melewati berbagai tahapan, skripsi ini dapat diselesaikan berkat bantuan, semangat,
motivasi, dan dorongan dari berbagai pihak. Penulis sepatutnya menyampaikan rasa
terimakasih yang sebesar-besarnya kepada:
1. Allah SWT, yang telah memberikan rahmat dan karunianya sehingga penulis dapat
menyelesaikan skripsi dengan baik.
2. Orang tua dan Kakak tersayang, Bapak Mohammad Mahmudi, Ibu Sukian Wilujeng
dan mas Wima Rakayana yang selalu memberikan doa tanpa henti, memberikan
motivasi, dan memberikan hiburan sehingga penulis menjadi bersemangat untuk
menyelesaikan skripsi. Serta yang selalu bisa menenangkan penulis saat panik, sedih,
dan bingung.
3. Bapak Oyong Novareza, ST., MT., Ph.D. selaku Ketua Jurusan Teknik Industri
Universitas Brawijaya.
4. Ibu Rahmi Yuniarti, ST., MT. selaku Sekertaris Jurusan Teknik Industri Universitas
Brawijaya.
5. Ibu Agustina Eunike, ST., MT., M.BA sebagai Dosen Pembimbing atas kesediaannya
dalam meluangkan waktu untuk membimbing, memberikan masukan dan saran, serta
arahan yang sangat berharga bagi penulis selama masa pengerjaan skripsi.
6. Ibu Amanda Nur Cahyawati, ST., MT. sebagai Dosen Pembimbing Akademik atas
masukan, bimbingan, serta arahan selama masa studi penulis di Jurusan Teknik
Industri.
7. Bapak dan Ibu Dosen, serta karyawan Jurusan Teknik Industri yang telah membagi
ilmu akademik maupun non-akademik dan berbagai pengalaman hidup selama dalam
dunia perkuliahan.
8. Bapak Irawan, Bapak Bram dan Mbak Yani sebagai pembimbing lapangan yang
sangat baik dan sabar selama penulis melakukan penelitian dan atas bantuan informasi
ii
yang diberikan kepada penulis. Serta selalu memberikan dukungan atas pengerjaan
skripsi ini.
9. Teman-teman terbaik semenjak awal kuliah kelas D, Inna Zulfa, Maulivia Rizma,
Azizah Aini, Alifah Dian, Thesa Trinita, Ika Nurul, dan Annisa Larasati yang telah
memberikan semangat tiada henti dan selalu ada disaat senang dan sedih.
10. Ulvatuz Zahro dan Karima yang rela dan mau direpotin untuk membantu kelancaran
atas penyelesaian skripsi ini.
11. Teman-teman asisten APS Huda, Salma, Ismail, Atikah, Karima, Intan, dan Inna.
Terimakasih sudah menemani penulis, memberikan semangat dan memberikan
hiburan.
12. Teman-teman angkatan 2014 Tita Fazjriani, Puguh, Daus, Nindut, Tita Anindhita dan
seluruh angkatan 2014 Jurusan Teknik Industri Universitas Brawijaya atas
kebersamaan, semangat, doa, dan kerjasama selama ini.
13. Teman-Teman MAN Dini, Banun, Eza, Anjan, Jijun, Dipta, Adnan, Ais, Ricco dan
Hangga yang telah menemani, menyemangati, dan mengingatkan untuk cepat lulus.
14. Nenek, Kaci, Fara dan Sulek yang selalu memberi semangat dan doa kepada peulis
dalam keadaan apapun.
15. Seluruh pihak untuk bantuannya yang tidak dapat disebut satu-persatu dan yang sangat
berperan dalam penyusunan skripsi ini.
Dalam penyusunan skripsi ini, penulis menyadari bahwa skripsi ini belum sempurna
karena keterbatasan ilmu dari penulis dan kendala-kendala yang terjadi selama pengerjaan
skripsi ini. Oleh karena itu, penulis mengharapkan kritik dan saran untuk penyempurnaan
tulisan di waktu yang akan datang. Harapannya tulisan ini dapat bermanfaat dan dapat
digunakan untuk penelitian dan pengembangan yang lebih lanjut.
Malang, Mei 2018
Penulis
iii
DAFTAR ISI
KATA PENGANTAR .......................................................................................................... i
DAFTAR ISI ....................................................................................................................... iii
DAFTAR TABEL .............................................................................................................. vii
DAFTAR GAMBAR .......................................................................................................... ix
DAFTAR LAMPIRAN .................................................................................................... xiii
RINGKASAN ..................................................................................................................... xv
SUMMARY ...................................................................................................................... xvii
BAB I PENDAHULUAN
1.1 Latar Belakang ...................................................................................................... 1
1.2 Identifikasi Masalah .............................................................................................. 5
1.3 Rumusan Masalah ................................................................................................. 6
1.4 Batasan Masalah ................................................................................................... 6
1.5 Asumsi Penelitian ................................................................................................. 6
1.6 Tujuan Penelitian .................................................................................................. 6
1.7 Manfaat Penelitian ................................................................................................ 7
BAB II TINJAUAN PUSTAKA
2.1 Penelitian Terdahulu ............................................................................................. 9
2.2 Manajemen Logistik ........................................................................................... 11
2.3 Tata Letak Pabrik ................................................................................................ 11
2.4 Gudang ................................................................................................................ 12
2.4.1 Fungsi Gudang ........................................................................................... 12
2.4.2 Aktivitas Gudang ....................................................................................... 14
2.5 Tata Letak Sistem Penyimpanan ......................................................................... 16
2.6 Metode Klasifikasi .............................................................................................. 16
2.6.1 Analisis Always Better Control (ABC) ...................................................... 16
2.6.2 Analisis FSN .............................................................................................. 18
2.6.3 Matriks ABC-FSN ..................................................................................... 19
2.7 Activity Relationship Chart (ARC) ..................................................................... 19
2.8 Metode Pengukuran Jarak ................................................................................... 20
2.9 Simulasi .............................................................................................................. 22
2.9.1 Pengertian Simulasi ................................................................................... 22
2.9.2 Kelebihan dan Kekurangan Simulasi ......................................................... 22
iv
2.10 Discrete Event Simulation .................................................................................. 23
2.11 Model Konseptual ............................................................................................... 24
2.12 Uji Kecukupan Data ............................................................................................ 25
2.13 Penentuan Jumlah Replikasi ............................................................................... 25
2.14 Material Handling .............................................................................................. 26
2.15 Kerangka Pikiran ................................................................................................ 26
BAB III METODE PENELITIAN
3.1 Jenis Penelitian .................................................................................................... 29
3.2 Tempat dan Waktu Penelitian .............................................................................. 29
3.3 Langkah-Langkah Penelitian ............................................................................... 29
3.4 Diagram Alir Penelitian ....................................................................................... 35
BAB IV HASIL DAN PEMBAHASAN
4.1 Gambaran Umum Perusahaan ............................................................................ 37
4.1.1 Profil Singkat Perusahaan ........................................................................... 37
4.1.2 Visi dan Misi............................................................................................... 38
4.1.3 Struktur Organisasi ..................................................................................... 38
4.1.4 Jenis Produk PT. Indofarma Global Medika Cabang Malang .................... 40
4.1.5 Divisi Logistik ............................................................................................ 40
4.2 Pengumpulan Data ............................................................................................... 41
4.2.1 Data Permintaan Produk ............................................................................. 41
4.2.2 Data Harga Produk ..................................................................................... 41
4.2.3 Data Dimensi Gudang ................................................................................ 42
4.2.4 Data Kondisi Gudang ................................................................................. 42
4.2.5 Data Kedatangan Produk ............................................................................ 43
4.2.6 Data Kedatangan Pesanan .......................................................................... 44
4.2.7 Data Waktu Aktivitas Storage dan Retrieval ............................................. 44
4.2.7.1 Data Waktu Aktivitas storage dan retrival model eksisting .......... 45
4.2.7.2 Data Waktu Aktivitas storage dan retrival model usulan .............. 46
4.2.8 Data Jarak Tempuh Storage Obat Eksisting .............................................. 48
4.3 Pengolahan Data ................................................................................................. 50
4.3.1 Klasifikasi Produk ...................................................................................... 50
4.3.1.1 Klasifikasi ABC.............................................................................. 50
4.3.1.2 Klasifikasi FSN .............................................................................. 52
4.3.1.3 Matriks Klasifikasi ABC-FSN ....................................................... 53
v
4.3.2 Hubungan Aktivitas Produk ..................................................................... 54
4.3.3 Penentuan Kebutuhan Ruang..................................................................... 55
4.3.4 Material Handling .................................................................................... 56
4.3.4.1 Kebutuhan Rata-Rata Unit Load ................................................... 56
4.3.4.2 Penentuan Alat Material Handling................................................ 58
4.3.4.3 Ukuran Aisle .................................................................................. 59
4.3.5 Simulasi Tata Letak Gudang Eksisting ..................................................... 59
4.3.5.1 Pembuatan ACD model eksisting .................................................. 60
4.3.5.2 Uji Kecukupan Data ...................................................................... 61
4.3.5.3 Penentuan Parameter Distribusi Waktu Aktivitas S/R .................. 63
4.3.5.4 Pembuatan Model Simulasi Eksisting dengan DES ...................... 64
4.3.5.5 Verifikasi Model Eksisting Layout ................................................ 71
4.3.5.6 Validasi Model Eksisting Layout ................................................... 73
4.3.5.7 Penentuan Jumlah Replikasi .......................................................... 75
4.3.6 Hasil Simulasi ............................................................................................ 76
4.3.7 Simulasi Tata Letak Gudang Usulan ......................................................... 78
4.3.7.1 Pembuatan ACD Model Usulan .................................................... 78
4.3.7.2 Penentuan Parameter Distribusi Waktu ......................................... 80
4.3.7.3 Pembuatan Model Simulasi Usulan dengan DES .......................... 81
4.3.7.4 Verifikasi Model Usulan ................................................................ 88
4.3.7.5 Membandingkan Output Simulasi Model Eksisting dan Usulan ... 90
4.4 Evaluasi Alternatif Usulan .................................................................................. 92
4.5 Analisis dan Pembahasan .................................................................................... 96
BAB V PENUTUP
5.1 Kesimpulan ...................................................................................................... 101
5.2 Saran.................................................................................................................. 102
DAFTAR PUSTAKA ...................................................................................................... 103
LAMPIRAN ..................................................................................................................... 107
vi
Halaman ini sengaja dikosongkan
vii
DAFTAR TABEL
Tabel 1.1 Aktivitas Storage dan Retrival di IGM ............................................................... 3
Tabel 2.1 Perbandingan Penelitian Terdahulu dan Penelitian Saat ini ............................. 10
Tabel 2.2 Matriks ABC-FSN ............................................................................................ 19
Tabel 2.3 Standart Pembuatan Derajat Hubungan Aktivitas ............................................ 20
Tabel 2.4 Simbol Activity Cycle Diagram (ACD) ............................................................ 24
Tabel 2.5 Faktor Pendukung Maslaah .............................................................................. 27
Tabel 2.6 Metode yang Relevan ....................................................................................... 28
Tabel 4.1 Data Permintaan Produk Oktober 2016-Oktober 2017 .................................... 41
Tabel 4.2 Data Harga Produk Periode 2016-2017 ............................................................ 42
Tabel 4.3 Data Kedatangan Produk .................................................................................. 43
Tabel 4.4 Data Kedatangan Pesanan................................................................................. 44
Tabel 4.5 Data Waktu Aktivitas Storage Kondisi Standar ............................................... 45
Tabel 4.6 Data Waktu Aktivitas Retrival Kondisi Standar ............................................... 46
Tabel 4.7 Data Waktu Aktivitas Storage Pencarian Produk Usulan 1 ............................. 47
Tabel 4.8 Data Waktu Aktivitas Retrival Pencarian Produk Usulan 1 ............................. 47
Tabel 4.9 Data Jarak Storage Obat Eksisting ................................................................... 48
Tabel 4.10 Data Klasifikasi Menggunakan Klasifikasi ABC ............................................. 51
Tabel 4.11 Data Klasifikasi Menggunakan Klasifikasi FSN .............................................. 52
Tabel 4.12 Produk Termasuk Matriks Klasifikasi ABC-FSN ............................................ 53
Tabel 4.13 Deskripsi Alasan Derajat Hubungan Aktivitas ................................................. 54
Tabel 4.14 Perhitungan Kebutuhan Pallet Klasifikasi Produk BF...................................... 56
Tabel 4.15 Sampel Ukuran dan Berat Karton ..................................................................... 57
Tabel 4.16 Sampel Sales Order Bulan Mei 2107 untuk Proses Pencarian Produk ............ 57
Tabel 4.17 Daftar Aktivitas Pasif dan Aktif ACD Eksisting .............................................. 60
Tabel 4.18 Keterangan ACD Eksisting .............................................................................. 61
Tabel 4.19 Uji Kecukupan Data Aktivitas Storage dan Retrieval Kondisi Standar ........... 62
Tabel 4.20 Distribusi dan Nilai Parameter Masing-Masing Proses Kondisi Standar ......... 64
Tabel 4.21 Daftar Modul Create Model Eksisting ............................................................. 65
Tabel 4.22 Daftar Modul Proses Model Eksisting .............................................................. 66
Tabel 4.23 Daftar Modul Decide Model Eksisting ............................................................. 68
Tabel 4.24 Perbandingan Waiting Time Aktual dan Simulasi ............................................ 73
Tabel 4.25 Hasil Uji Normalitas Waiting Time Pencarian Produk ..................................... 74
viii
Tabel 4.26 Hasil Uji Independent T-test Waiting Time Pencarian Produk .......................... 74
Tabel 4.27 Output discrete event simulationi Eksisting ...................................................... 75
Tabel 4.28 Output Number Waiting .................................................................................... 76
Tabel 4.29 Output Waiting Time ......................................................................................... 77
Tabel 4.30 Output Utilitas Resource ................................................................................... 78
Tabel 4.31 Daftar Modul Pasif dan Aktif ACD Usulan ...................................................... 79
Tabel 4.32 Keterangan ACD Usulan ................................................................................... 79
Tabel 4.33 Distribusi dan Nilai Parameter Usulan Proses Pencarian Kondisi Standar ....... 80
Tabel 4.34 Daftar Modul Proses Model Usulan Kondisi Standar ....................................... 86
Tabel 4.35 Daftar Modul Decide Model Usulan Kondisi Standar ...................................... 87
Tabel 4.36 Daftar Modul Assign Model Usulan Kondisi Standar ....................................... 87
Tabel 4.37 Perbandingan Output Simulasi Eksisting dan Usulan ....................................... 91
Tabel 4.38 Kode Warna Perbandingan Output Simulasi Eksisting dan Usulan .................. 92
Tabel 4.39 Perbedaan Output Simulasi dan Usulan Terpilih .............................................. 94
ix
DAFTAR GAMBAR
Gambar 1.1 Rak obat produk sisa ...................................................................................... 2
Gambar 1.2 Kondisi gudang transit PT. IGM Cabang Malang ......................................... 2
Gambar 1.3 Kondisi gudang penyimpanan PT. IGM Cabang Malang .............................. 2
Gambar 1.4 Denah letak produk saat ini............................................................................ 3
Gambar 1.5 Grafik aktivitas retrival bulan Mei 2017 ....................................................... 4
Gambar 2.1 Gudang sebagai terminal konsolidasi .......................................................... 13
Gambar 2.2 Gudang sebagai pusat distribusi................................................................... 13
Gambar 2.3 Gudang sebagai tempat break-bulk operation ............................................. 13
Gambar 2.4 Gudang sebagai tempat in-transit mixing .................................................... 14
Gambar 2.5 Gudang sebagai tempat cross-dock operation ............................................. 14
Gambar 2.6 Contoh activity relationship chart (ARC) ................................................... 20
Gambar 2.7 Pengukuran jarak untuk aisle distance dan adjacency metrics .................... 22
Gambar 2.8 Konsep kejadian deterministik (a) dan probabilistik (b).............................. 24
Gambar 2.9 Tahapan kerangka pikiran ............................................................................ 27
Gambar 3.1 Diagram alir penelitian ................................................................................ 36
Gambar 4.1 Struktur organisasi PT. IGM Cabang Malang ............................................. 38
Gambar 4.2 Dimensi Gudang .......................................................................................... 42
Gambar 4.3 Gudang Eksisting Kondisi Sepi dan Standar ............................................... 43
Gambar 4.4 Gudang Eksisting Kondisi Ramai ................................................................ 43
Gambar 4.5 Hubungan Aktivitas Produk ......................................................................... 54
Gambar 4.6 Trolly 2 Tingkat ........................................................................................... 58
Gambar 4.7 Handtrolly .................................................................................................... 59
Gambar 4.8 Handpallet.................................................................................................... 59
Gambar 4.9 ACD model eksisting ................................................................................... 61
Gambar 4.10 Hasil Uji Run Test ........................................................................................ 63
Gambar 4.11 Hasil Input Analyzer .................................................................................... 64
Gambar 4.12 Pembuatan Model Eksisting Layout ............................................................ 65
Gambar 4.13 Modul Create ............................................................................................... 65
Gambar 4.14 Menunjukkan modul proses ......................................................................... 66
Gambar 4.15 Menunjukkan modul decide ......................................................................... 67
Gambar 4.16 Modul Assign Produk ................................................................................... 68
Gambar 4.17 Modul Batch Produk .................................................................................... 68
x
Gambar 4.18 Modul dispose ............................................................................................... 69
Gambar 4.19 Modul Hold ................................................................................................... 69
Gambar 4.20 Modul Sigal .................................................................................................. 69
Gambar 4.21 Modul Match ................................................................................................ 70
Gambar 4.22 Modul Station ............................................................................................... 70
Gambar 4.23 Modul Route ................................................................................................. 70
Gambar 4.24 Model Konseptual Eksisting Layout ............................................................. 71
Gambar 4.25 Model Simulasi Eksisting Layout ................................................................. 71
Gambar 4.26 Verifikasi Model ........................................................................................... 72
Gambar 4.27 Run Simulasi ................................................................................................. 72
Gambar 4.28 Tampilan Waktu Proses ................................................................................ 72
Gambar 4.29 Rata-Rata Output Number Waiting ............................................................... 76
Gambar 4.30 Rata-Rata Output Waiting Time ................................................................... 77
Gambar 4.31 Rata-Rata Output Utilitas Resource ............................................................. 78
Gambar 4.32 ACD Model Usulan ...................................................................................... 79
Gambar 4.33 Denah Usulan 1 ............................................................................................ 81
Gambar 4.34 Denah Usulan 2 ............................................................................................ 82
Gambar 4.35 Denah Usulan 3 ............................................................................................ 82
Gambar 4.36 Denah Usulan 4 ............................................................................................ 83
Gambar 4.37 Denah Usulan 5 ............................................................................................ 83
Gambar 4.38 Denah Usulan 6 ............................................................................................ 84
Gambar 4.39 Pembuatan Model Layout Usulan ................................................................. 84
Gambar 4.40 Modul Proses Usulan .................................................................................... 85
Gambar 4.41 Modul Decide Usulan ................................................................................... 86
Gambar 4.42 Modul Assign AF .......................................................................................... 87
Gambar 4.43 Model Konseptual Layout Usulan ................................................................ 88
Gambar 4.44 Model Simulasi Layout Usulan .................................................................... 88
Gambar 4.45 Verifikasi Model Layout Usulan .................................................................. 89
Gambar 4.46 Run Simulasi Layout Usulan ........................................................................ 89
Gambar 4.47 Tampilan Waktu Proses Layout Usulan ....................................................... 89
Gambar 4.48 Perbandingan Number Waiting ..................................................................... 91
Gambar 4.49 Perbandingan Waiting Time .......................................................................... 92
Gambar 4.50 Perbandingan Utilitas Operator .................................................................... 92
Gambar 4.51 Layout Terpilih Kondisi Sepi/Standar .......................................................... 93
xi
Gambar 4.52 Layout Terpilih Kondisi Ramai ................................................................... 93
Gambar 4.53 Perbandingan Number Waiting Usulan ........................................................ 95
Gambar 4.54 Perbandingan Waiting Time Usulan............................................................. 96
Gambar 4.55 Perbandingan Utilitas Operator Usulan ....................................................... 96
xii
Halaman ini sengaja dikosongkan
xiii
DAFTAR LAMPIRAN
Lampiran 1 Data Waktu Aktivitas Storage dan Retrival............................................... 107
Lampiran 2 Klasifikasi ABC ......................................................................................... 113
Lampiran 3 Klasifikasi FSN .......................................................................................... 131
Lampiran 4 Matriks Klasifikasi ABC-FSN ................................................................... 145
Lampiran 5 Kebutuhan Ruang....................................................................................... 153
Lampiran 6 Model Simulasi Kondisi Eksisting............................................................. 167
Lampiran 7 Model Simulasi Kondisi Usulan ................................................................ 168
xiv
Halaman ini sengaja dikosongkan
1
BAB I
PENDAHULUAN
Pada bab ini menjelaskan mengenai garis besar latar belakang mengapa permasalahan
ini perlu dilakukan penelitian, identifikasi masalah, rumusan masalah, batasan masalah,
tujuan masalah, asumsi-asumsi dan manfaat penelitian yang digunakan.
1.1 Latar Belakang
Industri farmasi memiliki peran penting untuk membantu pemerintah dalam
mewujudkan masyarakat yang sehat dengan menyediakan obat yang berkualitas. Industri
farmasi biasanya memiliki distributor atau pihak lain dalam menyalurkan atau
mendistribusikan produknya. Distributor sering juga disebut dengan pedagang besar
farmasi (PBF) dikarenakan distributor melayani penjualan obat dalam jumlah yang besar.
Menurut peraturan Menteri Kesehatan RI no 1148/Menkes/PER/VI/2011 mengenai PBF
atau distributor menyebutkan bahwa distributor hanya menyalurkan produk pada
distributor cabang lainnya dan juga fasilitas pelayanan kefarmasian seperti apotek, instalasi
farmasi rumah sakit, puskesmas, klinik atau toko obat.
Distributor memiliki tugas yang penting yaitu melakukan pengandaan, penyimpanan
dan penyaluran produk-produk farmasi dalam jumlah kecil maupun jumlah yang besar
sesuai dengan permintaan konsumen. Distributor memiliki peranan dalam menjaga kualitas
produk agar tetap dalam keadaan baik sampai kepada pelanggan sehingga diperlukannya
gudang. Menurut Badan Nasional Penanggulangan Bencana (2009) gudang harus
mempunyai tata letak ruang yang baik untuk memudahkan penerimaan, penyusunan,
pemeliharaan, pencarian, pendistribusian dan pengawasan material dan peralatan.
PT. Indofarma (Persero) memiliki anak perusahaan yaitu PT. Indofarma Global
Medika (IGM) yang bergerak dibidang distribusi obat dan alat kesehatan yang kini telah
memiliki beberapa cabang diseluruh Indonesia. Fokus penelitian ini berada pada PT.
Indofarma Global Medika (IGM) Cabang Malang yang terletak di jalan Sukarno-Hatta No.
80. Perusahaan ini memiliki gudang untuk mendistribusikan produk-produk ke wilayah
Malang dan sekitarnya. PT. IGM merupakan salah satu naungan dari dinas kesehatan. PT.
IGM akan mengikuti proses tender/lelang ketika dinas kesehatan melakukan tender/lelang
untuk obat maupun alat kesehatan yang dibutuhkan dinas kesehatan.
2
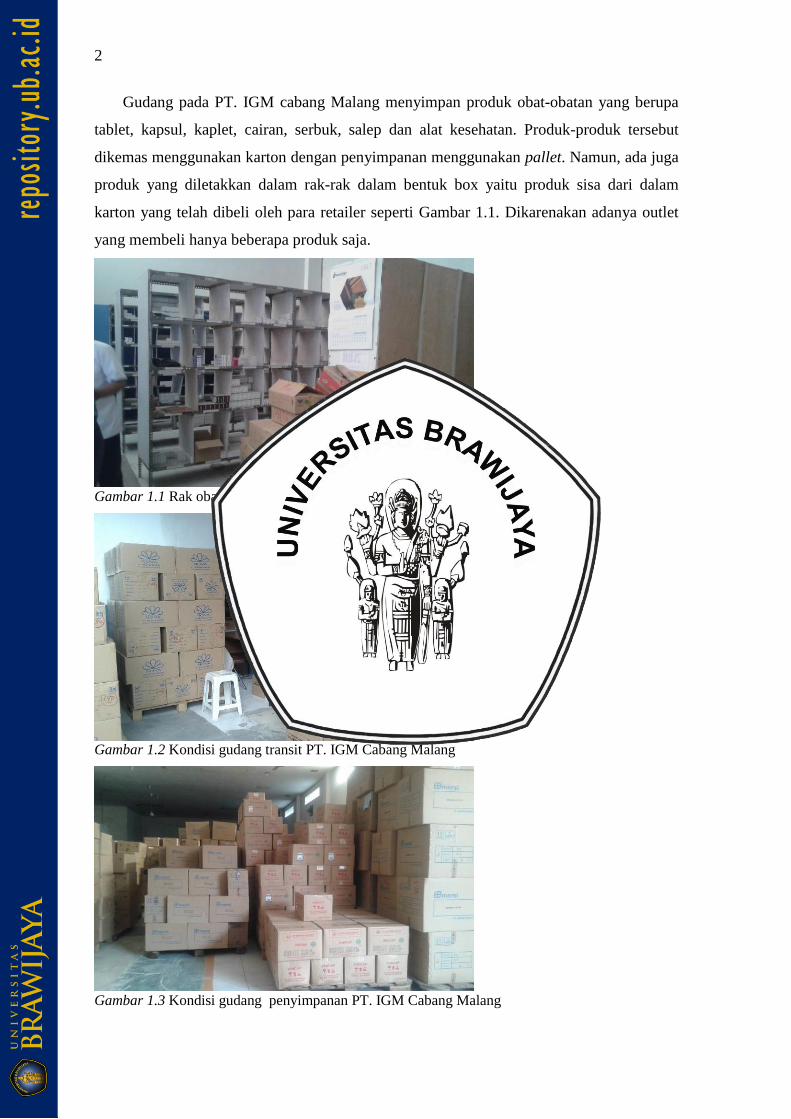
Gudang pada PT. IGM cabang Malang menyimpan produk obat-obatan yang berupa
tablet, kapsul, kaplet, cairan, serbuk, salep dan alat kesehatan. Produk-produk tersebut
dikemas menggunakan karton dengan penyimpanan menggunakan pallet. Namun, ada juga
produk yang diletakkan dalam rak-rak dalam bentuk box yaitu produk sisa dari dalam
karton yang telah dibeli oleh para retailer seperti Gambar 1.1. Dikarenakan adanya outlet
yang membeli hanya beberapa produk saja.
Gambar 1.1 Rak obat produk sisa
Gambar 1.2 Kondisi gudang transit PT. IGM Cabang Malang
Gambar 1.3 Kondisi gudang penyimpanan PT. IGM Cabang Malang
3
Gambar 1.2 menggambarkan keadaan gudang transit yang berfungsi sebagai tempat
peletakkan barang datang dan untuk meletakkan produk yang siap untuk dikirim pada hari
itu. Pada Gambar 1.3 menunjukkan kondisi gudang penyimpanan di PT. IGM Cabang
Malang saat ini. Proses penyimpanan di gudang produk obat dibagi menjadi golongan fast
moving dan slow moving sedang rata-rata penyimpanan masing-masing adalah 1 bulan dan
2 bulan. Produk obat akan dipisahkan dari gudang penyimpanan ketika expired date sudah
mendekati 6 bulan.
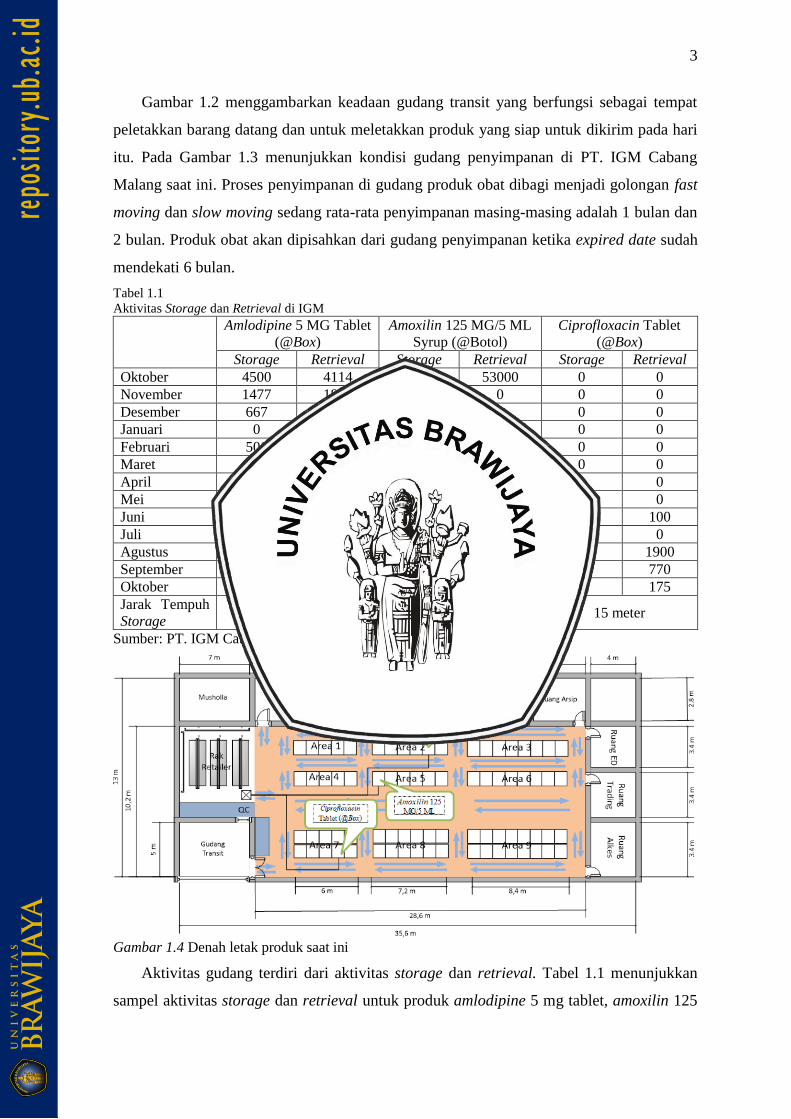
Tabel 1.1
Aktivitas Storage dan Retrieval di IGM
Amlodipine 5 MG Tablet
(@Box)
Amoxilin 125 MG/5 ML
Syrup (@Botol)
Ciprofloxacin Tablet
(@Box)
Storage Retrieval Storage Retrieval Storage Retrieval
Oktober 4500 4114 25757 53000 0 0
November 1477 1863 21877 0 0 0
Desember 667 667 0 0 0 0
Januari 0 0 24323 0 0 0
Februari 506 506 11000 11112 0 0
Maret 0 0 0 15411 0 0
April 0 0 125 395 0 0
Mei 3000 2790 382 5171 0 0
Juni 2005 844 0 0 200 100
Juli 1245 1496 70375 66875 120 0
Agustus 1300 1021 7518 11012 4640 1900
September 1005 1105 0 36 930 770
Oktober 955 522 24272 20774 0 175
Jarak Tempuh
Storage 21,9 meter 11,7 meter 15 meter
Sumber: PT. IGM Cabang Malang
Gambar 1.4 Denah letak produk saat ini
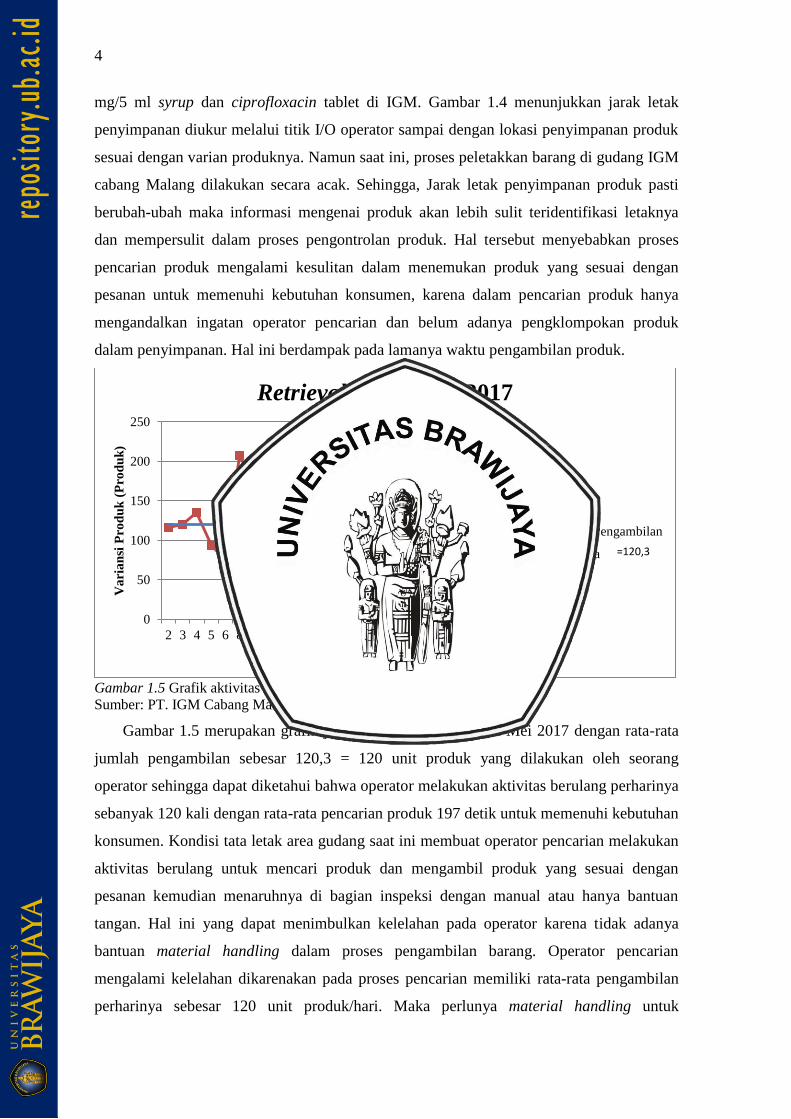
Aktivitas gudang terdiri dari aktivitas storage dan retrieval. Tabel 1.1 menunjukkan
sampel aktivitas storage dan retrieval untuk produk amlodipine 5 mg tablet, amoxilin 125
4
mg/5 ml syrup dan ciprofloxacin tablet di IGM. Gambar 1.4 menunjukkan jarak letak
penyimpanan diukur melalui titik I/O operator sampai dengan lokasi penyimpanan produk
sesuai dengan varian produknya. Namun saat ini, proses peletakkan barang di gudang IGM
cabang Malang dilakukan secara acak. Sehingga, Jarak letak penyimpanan produk pasti
berubah-ubah maka informasi mengenai produk akan lebih sulit teridentifikasi letaknya
dan mempersulit dalam proses pengontrolan produk. Hal tersebut menyebabkan proses
pencarian produk mengalami kesulitan dalam menemukan produk yang sesuai dengan
pesanan untuk memenuhi kebutuhan konsumen, karena dalam pencarian produk hanya
mengandalkan ingatan operator pencarian dan belum adanya pengklompokan produk
dalam penyimpanan. Hal ini berdampak pada lamanya waktu pengambilan produk.
Gambar 1.5 Grafik aktivitas retrival bulan Mei 2017
Sumber: PT. IGM Cabang Malang
Gambar 1.5 merupakan grafik jumlah pesanan pada bulan Mei 2017 dengan rata-rata
jumlah pengambilan sebesar 120,3 = 120 unit produk yang dilakukan oleh seorang
operator sehingga dapat diketahui bahwa operator melakukan aktivitas berulang perharinya
sebanyak 120 kali dengan rata-rata pencarian produk 197 detik untuk memenuhi kebutuhan
konsumen. Kondisi tata letak area gudang saat ini membuat operator pencarian melakukan
aktivitas berulang untuk mencari produk dan mengambil produk yang sesuai dengan
pesanan kemudian menaruhnya di bagian inspeksi dengan manual atau hanya bantuan
tangan. Hal ini yang dapat menimbulkan kelelahan pada operator karena tidak adanya
bantuan material handling dalam proses pengambilan barang. Operator pencarian
mengalami kelelahan dikarenakan pada proses pencarian memiliki rata-rata pengambilan
perharinya sebesar 120 unit produk/hari. Maka perlunya material handling untuk
0
50
100
150
200
250
2 3 4 5 6 8 9 1012131516171819202223242627293031
Va
ria
nsi
Pro
du
k (
Pro
du
k)
Waktu Retrieval (Tanggal)
Retrieval Bulan Mei 2017
Jumlah Pengambilan
Rata-rata =120,3
5
menggurangi pergerakan operator dalam pengambilan produk. Selain itu, dengan adanya
material handling akan terlhat lebih tertata karena ukuran layout yang digunakan
disesuaikan dengan ukuran material handling.
Kondisi gudang penyimpanan saat ini dapat kita lihat gudang tersebut masih kurang
baik dalam penataan produknya sehingga dapat menimbulkan permasalahan yaitu gudang
terkesan sangat sempit. Kondisi tata letak yang tidak sesuai dengan prosedur akan
menyebabkan ketidakefisienan dalam waktu pengambilan dan penyimpanan produk,
sehingga akan menyulitkan para pekerja dalam menangani permasalahan tersebut karena
faktor keterbatasan luas gudang.
Maka, penelitian ini berfokus pada tata letak gudang yang akan memperbaiki proses
penyimpanan produk dengan mengelompokkan produk untuk mengurangi aktivitas gudang
dan mengurangi perpindahan operator dengan metode analisis ABC (Always Better
Control) dan metode analisis FSN yaitu menggolongkan produk-produk yang termasuk
fast moving, slow moving dan non moving. Serta pendekatan discrete event simulation
untuk menghitung waktu nyata yang dibutuhkan untuk proses operasional gudang sesuai
dengan layout. Harapannya dengan metode tersebut akan memudahkan dalam peletakkan
dan pengambilan barang dan menjadi alasan untuk merencanakan tata letak area gudang.
1.2 Identifikasi Masalah
Berdasarkan latar belakang masalah, maka dapat diidentifikasi masalah yang ada
sebagai berikut.
1. Belum adanya pengelompokkan produk pada saat proses penyimpanan sehingga
menimbulkan kurang tertatanya produk dalam gudang dan mengontrol produk
2. Kondisi gudang dengan penyimpanan produk secara acak mengakibatkan pergerakan
oleh operator pencarian yang terlalu sering seperti mencari dan mengambil produk
yang dilakukan berkali-kali setiap ada pesanan.
3. Diperlukan evaluasi masalah perencanaan tata letak di area gudang yang akan
meminimalkan proses pencarian dan pergerakan operator pencarian dalam proses
pencarian produk.
4. Diperlukan perencanaan tata letak produk dengan parameter waktu pencarian
produknya untuk pengambilan produk.
5. Diperlukan usulan material handling yang tepat untuk membantu proses pengambilan
produk.
6
1.3 Rumusan Masalah
Berdasarkan latar belakang masalah, maka dapat merumuskan masalah yang ada
sebagai berikut.
1. Bagaimana mengatasi kurang tertatanya produk dan memudahkan operator untuk
mengontrol produk?
2. Bagaimana pengaruh tata letak gudang yang mempertimbangkan metode analisis ABC
dan analisis FSN?
3. Bagaimana usulan alternatif tata letak gudang agar dapat mengurangi pergerakan
operator pencarian dan waktu dalam proses pencarian barang PT. IGM Cabang
Malang?
1.4 Batasan Masalah
Batasan masalah yang digunakan dalam penelitian ini sebagai berikut.
1. Data yang digunakan merupakan data penyimpanan produk pada bulan Oktober 2016-
Oktober 2017.
2. Penelitian ini tidak menghitung perencanaan persediaan produk yang disimpan.
3. Penelitian ini hanya meneliti tata letak gudang dalam pergerakan operator pencarian.
4. Penelitian ini fokus pada produk di gudang A tanpa mengubah fasilitas lainnya.
1.5 Asumsi-Asumsi
Asumsi yang digunakan dalam penelitian ini adalah:
1. Selama penelitian tidak terjadi penambahan jenis produk
2. Data waktu pembuatan SO (sales order), pengecekan dan pengepakan yang digunakan
adalah sama untuk tiga kondisi
3. Ukuran box untuk setiap produk dianggap sama
4. Jumlah pesanan ≥ 100 unit sama dengan 1 karton
5. Setiap palet terdapat 8 tumpukan karton dengan tinggi 335 mm
1.6 Tujuan Penelitian
Tujuan dari penelitian adalah:
1. Mengetahui pengaturan peletakkan barang sesuai dengan metode analisis ABC dan
analisis FSN.
2. Mengetahui pengaruh tata letak gudang sesuai dengan metode analisis ABC dan
analisis FSN.
7
3. Membuat usulan alternatif tata letak gudang agar dapat mengurangi pergerakan
operator pencarian dan waktu dalam pencarian barang PT. IGM Cabang Malang.
1.7 Manfaat Penelitian
Manfaat dari penelitian adalah:
1. Perusahaan dapat menggunakan usulan tata letak gudang untuk mengatur tata letak
produk.
2. Usulan tata letak gudang dapat digunakan sebagai evaluasi perusahaan agar dapat
meningkatkan produktivitas aktivitas operator pencarian dan meningkatkan sistem
pelayanannya.
8
Halaman ini sengaja dikosongkan
9
BAB II
TINJAUAN PUSTAKA
Pada bab ini berisi tentang penelitian sebelumnya, teori-teori yang terkait dan
mendukung dalam pelaksanaan penelitian ini. Berikut adalah tinjauan pustaka yang
digunakan untuk mendukung penelitian ini.
2.1 PenelitianzTerdahuluz
Sebelumzpenelitian inizdilakukan, terdapat beberapa penelitian yangzcukup relevan
dengan penelitian ini darizsegi tujuan dan metode yang digunakan. Berikut penelitian
sebelumnya.
1. Basukiz(2016) membahas mengenai implementasi penempatan dan penyusunan
barang di gudangzproduk jadi. Penelitian ini dilakukan diperusahaan oleochemical.
Metode yang digunakan yaitu classzbasedzstorage dengan analisis ABC. Tujuan dar
penelitian ini adalah mengetahui tata letak barang berdasarkan klasifikasi ABC. Hal
ini dilakukan kerena pola penyimpanan dan penyusunanzbarang yag dilakukan secara
acak dan kurang teratur sehingga menimbulkan penumpukan barang dan tecampurnya
barang dalam satu slotzserta menimbulkanzlamanya waktu pencarian. Hasil peneilitian
menunjukkan bahwa pengelompokkan barang dari 31 produk menghasilkan produk
kelas A memiliki jumlah persediaan 81,31% dengan jumlah item sebanyak 7 atau
22,58%, produk kelas B memiliki persediaan 14,54% dengan jumlah itemzsebanyak 6
atau 19,35%, dan produk kelas C memiliki persediaan 4,15% dengan jumlah item
sebanyak 18 atau 58,06%,
2. Pujadenta (2017) membahas megenai perancangan alokasi penyimpanan barang.
Penelitian ini dilakukan dizgudang service part PT. XYZ dengan metode
classzbasedzstorage. Tujuanzdari penelitian ini adalah megurangi waktu nonzvalue
added pada proses order picking dengan menggunakan metode class basedzstorage
dengan analisis FSN, slotting, rectilinier distancezdanzzonafiikasi. Hal ini dilakukan
karena tidak terpenuhinya permintaan pelanggan serta penempatan produk yang tidak
sesuai menyebabkan waktu pencarian yang terlalu lama. Hasilzpenelitian ini adalah
penentuan area produkzsesuai dengan kasifikasinya dan mengalami peningkatkan
valuezadded sebesar 9%.
10
3. Tamaz(2017) membahas mengenai optimasi jarak dan waktu Material Handling
dengan perbaikan layout berdasarkan class based storagezdan simulasi di perusahaan
multinasional industri pengolahan susu sapi. Tujuan penelitianzini yaitu memperbaiki
tata letak gudangzuntuk menempuh jarak yang minimal pada akivitas storage/retrieval
(S/R) yangzmemperhatikan frekuensi perpindahan. Perancangan tata letak gudang
untuk menempuh jarak yang minimal pada aktivitaszstorage/retreival (S/R)
mengunakan metodezclass based storage zdan pendekatan simulasi. Dengan
melakukan penelitian ini didapatkanzhasil yaitu alternatif layout terpilih untuk gudang
adalah alternatif layout class based storage dengan konsep across aisle yang
menurunkan jarak material handling sebesar 40,67% dari 57.234,93 meter menjadi
33.957,41 meterzdan waktu materialzhandling 13,1% dari 1.877,11 jam menjadi
1.632,56 jam.
Berikut merupakanztabel perbandingan penelitianzterdahulu yang digunakan.
Tabel 2.1
Perbandngan Penelitian Terdahulu dan Penelitian Saat Ini
Objek Tujuan Metode Hasil Penelitian
Basuki
(2015)
Perusahaan
oleochemical
Mengetahui tata
letak barang
berdasarkan
klasifikasi ABC
AnalisiszABC Pengelompokan barang
dari 31 produk
menghasilkan produk
kelas A memiliki jumlah
persediaan 81,31%
dengan jumlah item
sebanyak 7 atau 22,58%,
produk kelas B memiliki
persediaan 14,54%
dengan jumlah item
sebanyak 6 atau 19,35%,
dan produk kelas C
memiliki persediaan
4,15% dengan jumlah
item sebanyak 18 atau
58,06%,
Pujadenta
(2017)
PT XYZ Mengurangi waktu
non value added
pada proses order
pikcing
Analisis FSN,
sloting,
rectilinier
distance dan
zonafikasi
Penentuan area produk
sesuai dengan
klasifkasinya dan
mengalami peningkatkan
value added sebesar 9%
Tama
(2017)
Perusahaan
Multinasional
Industri
Pengolahan
Susu Sapi
Memperbaiki tata
letak gudang untuk
menempuh jarak
yang minimal pada
aktivitas
storage/retrival
(S/R) yang
memperhatikan
frekuensi
class based
storage dan
pendekatan
simulasi
Alternatif layout terpilih
untuk gudang adalah
alternatif layout class
based storage dengan
konsep across aisle yang
menurunkan jarak
material handling sebesar
40,67% dari 57.234,93
meter menjadi 33.957,41
11
Objek Tujuan Metode Hasil Penelitian
perpindahan meter dan waktu material
handling 13,1% dari
1.877,11 jam menjadi
1.632,56 jam
Penelitian
ini (2018)
PT. IGM
Cabang
Malang
Mengurangi
pergerakan operator
gudang dan waktu
pencarian barang
dengan
mengusulkan tata
letak gudang
menggunakan
metode analisis
ABC-FSN dan
pendekatan simulasi
Analisis ABC,
Analisis FSN
dan Discrete
event
simulation
Klasifikasi produk
menggunakan analisis
ABC-FSN dan
pendekatan simulasi
membuktikan dapat
mengurangi pergrakan
operator dalam proses
pencarian produk dengan
meninjau output simulasi
yaitu number waiting,
waiting time dan utilitas
operator pencarian
2.2 Manajemen Logistik
Manajemenzlogistik merupakan proses strategis dalam mengelolaapengadaan barang
seperti pergerakan (terkait dengan informasi), penyimpanan, pembelian maupun
perpindahan barang melalui jaringan pemasarannya dengan cara tertentu sehingga dapat
memaksimalkan keuntungan jangka panjang melalui pemenuhan (fullfilment)zpesanan
dengan biaya yang efektif (Christopher, 2011). MenurutzBowersox (2002) juga
menjelaskan bahwa logistik modern juga merupakan suatu proseszstrategis dalam
mengelola penyimpanaan dan pemindahan barang dari para pemasok diantara fasilitas-
fasilitas yang ada diperusahan. Menurut Bowersoxz(2002) ruang lingkup manajemen
logistikzmeliputi:
1. Peranaanzmanajemen logistik danzpergudangan dalam aktvitas gudang,zpemilihan
lokasi gudang dan strukturzpergudangan
2. Teknik InventoryzControl seperti klasifikasi persediaan,zbiaya persediaan dan sistem
pengendalian persediaan
3. Sistemzinformasi dan komputerisasi sistem manajemenzpergudangan
2.3 Tata Letak Pabrik
Tata letakzatau layout menjadi landasan dasar dibidang industri. Tatazletak pabrik
atau tata letak faslitas dapat diartikan sebagai tata carazmengatur fasilitas pabrik sebagai
penunjang kelancaran proses produksi. Suatu perencaaan layout pasti diperlukan untuk
memanfaatkan luas area, untuk penempatan fasilitas penunjang produksi, penyimpanan
barang, danzsebagainyaz(Wignjosoebroto, 2003). Perencanaanztersebut mencakup desain
12
dari bagian-bagian yang merancangzfasilitas, menganalisis, membuatzkonsep dan
mengimplementasikan dalamzpembuatan barangzatauzjasa. Rancangan ini umumnya
digambarkan sebagai rencana lantai yaitu suatu susunan fasilitaszfisik (perlengkapan,
tanah, bangunan dan sarana lain) untuk mengoptimumkan hubungan antarazoperator,
aliran bahan, aliranzinformasi dan tata cara yang diperlukan untuk menacapai tujuan usaha
secara efisien, ekonomis dan amanz(Hadiguna, 2008).zMenurutzWignjosoebroto, 2003
Adapun tujuanzutama dalm desain tata letak pabrik adalah:
1. Memudahkanzproseszmanufaktur
2. Meminimumkanzproseszpemindahanzbarang
3. Memeliharazkeluwesanzsusunanzdanzoperasizdanzsusunan
4. Menghematzpemakaianzruangzbangunan
5. Meminimumkanzpenggunaanzmodalzdalamzperalatan
6. Memberikanzkemudahan,zkeselamatanzdanzkenyamananz(K3)zbagizpegawai
2.4 Gudang
Menurut Hadiguna (2008) Gudang adalah sebuah fasilitas yang berfungsi untuk
menyimpan barang yang akan digunakan dalam produksi atau penjualan. Jumlah barang
yang disimpan di dalam gudang sesuai dengan kebijakan persediaan untuk setiap jenis
barang. Hal ini, fungsi gudang dapat berorientasi pada kegiatan produksi atau penjualan.
Gudang sebagai penujang kegiatan produksi meliputi bahan baku, bahan penolong dan
bahan tambahan. Sedangkan gudang sebagai penunjang penjualan meliputi produk yang
siap untuk dipasarkan. Secara luas, gudang tidak harus berada di lingkungan pabrik karena
pusat-pusat distribusi juga memiliki gudang. Suatu pabrik memiliki kategorisasi gudang
dibedakan menurut karakteristik barang yang akan disimpan. Karakteristik produk sangat
menentukan dalam sistem fasilitas yang harus disiapkan agar produk tidak mengalami
kerusakan baik penempatan hingga penggambilan produk.
2.4.1 Fungsi Gudang
Menurut Lestari (2016) gudang memiliki peranan yang sangat penting dalam sistem
logistik dan supply chain. Fungsi gudang tidak hanya berupa tempat penyimpanan, namun
juga mempunyai beberapa fungsi sebagai berikut.
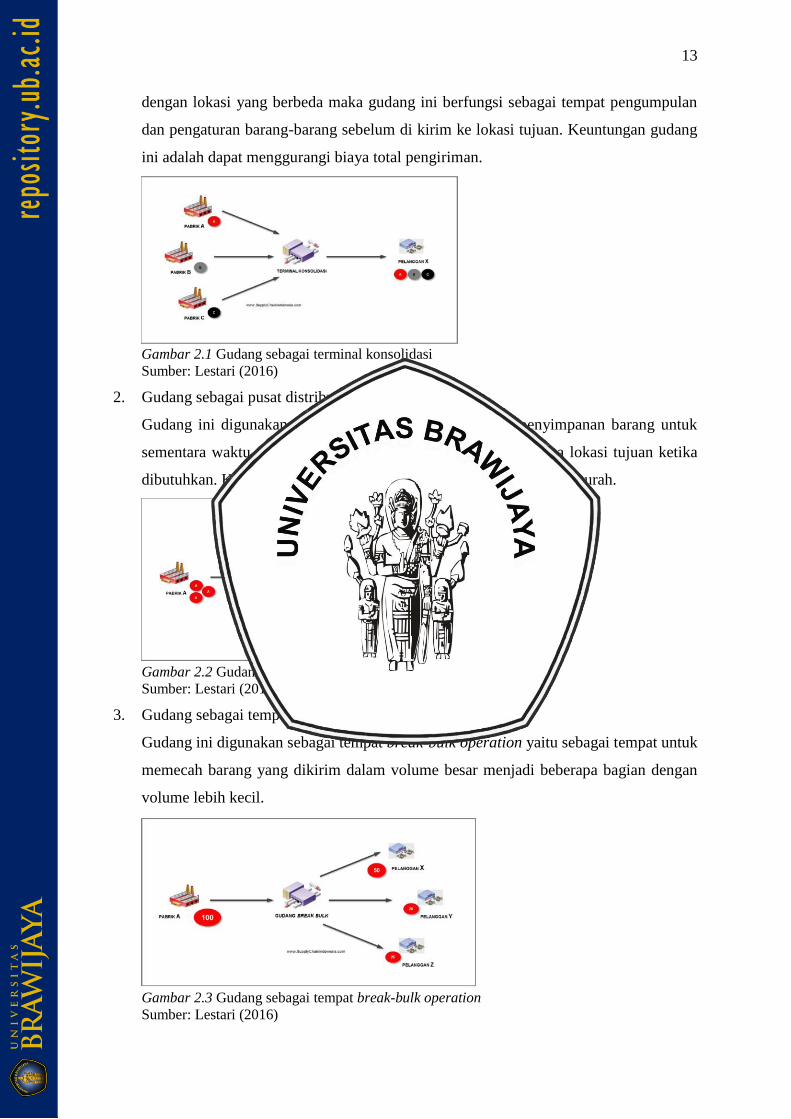
1. Gudang sebagai terminal konsolidasi
Gudang ni berfungsi sebgai tempat mengumpulkan barang yang berasal dari lokasi
awal untuk disalurkan ke lokasi tujuan. Beberapa pabrik yang mengirimkan produk
13
dengan lokasi yang berbeda maka gudang ini berfungsi sebagai tempat pengumpulan
dan pengaturan barang-barang sebelum di kirim ke lokasi tujuan. Keuntungan gudang
ini adalah dapat menggurangi biaya total pengiriman.
Gambar 2.1 Gudang sebagai terminal konsolidasi
Sumber: Lestari (2016)
2. Gudang sebagai pusat distribusi
Gudang ini digunakan sebagai tempat pengumpulan dan penyimpanan barang untuk
sementara waktu dari suatu lokasi untuk dikirimkan ke beberapa lokasi tujuan ketika
dibutuhkan. Keuntungan gudang ini adalah biaya pengiriman lebih murah.
Gambar 2.2 Gudang sebagai pusat distribusi
Sumber: Lestari (2016)
3. Gudang sebagai tempat break-bulk operation
Gudang ini digunakan sebagai tempat break-bulk operation yaitu sebagai tempat untuk
memecah barang yang dikirim dalam volume besar menjadi beberapa bagian dengan
volume lebih kecil.
Gambar 2.3 Gudang sebagai tempat break-bulk operation
Sumber: Lestari (2016)
14
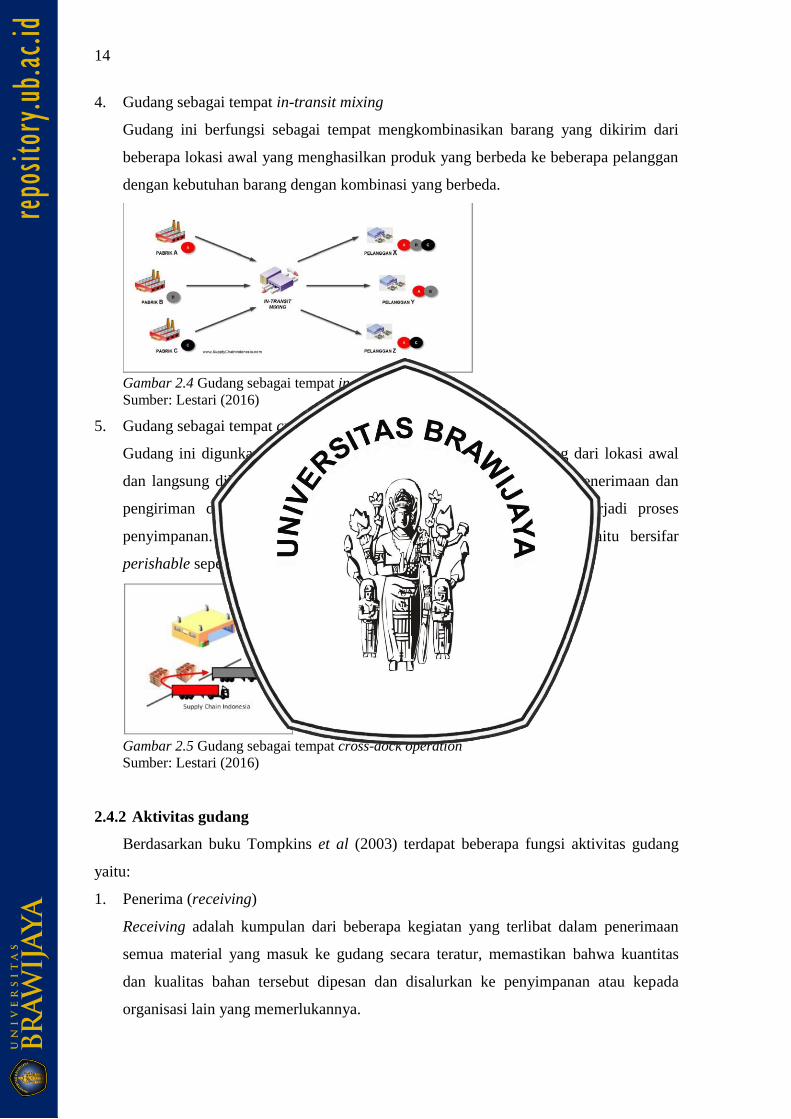
4. Gudang sebagai tempat in-transit mixing
Gudang ini berfungsi sebagai tempat mengkombinasikan barang yang dikirim dari
beberapa lokasi awal yang menghasilkan produk yang berbeda ke beberapa pelanggan
dengan kebutuhan barang dengan kombinasi yang berbeda.
Gambar 2.4 Gudang sebagai tempat in-transit mixing
Sumber: Lestari (2016)
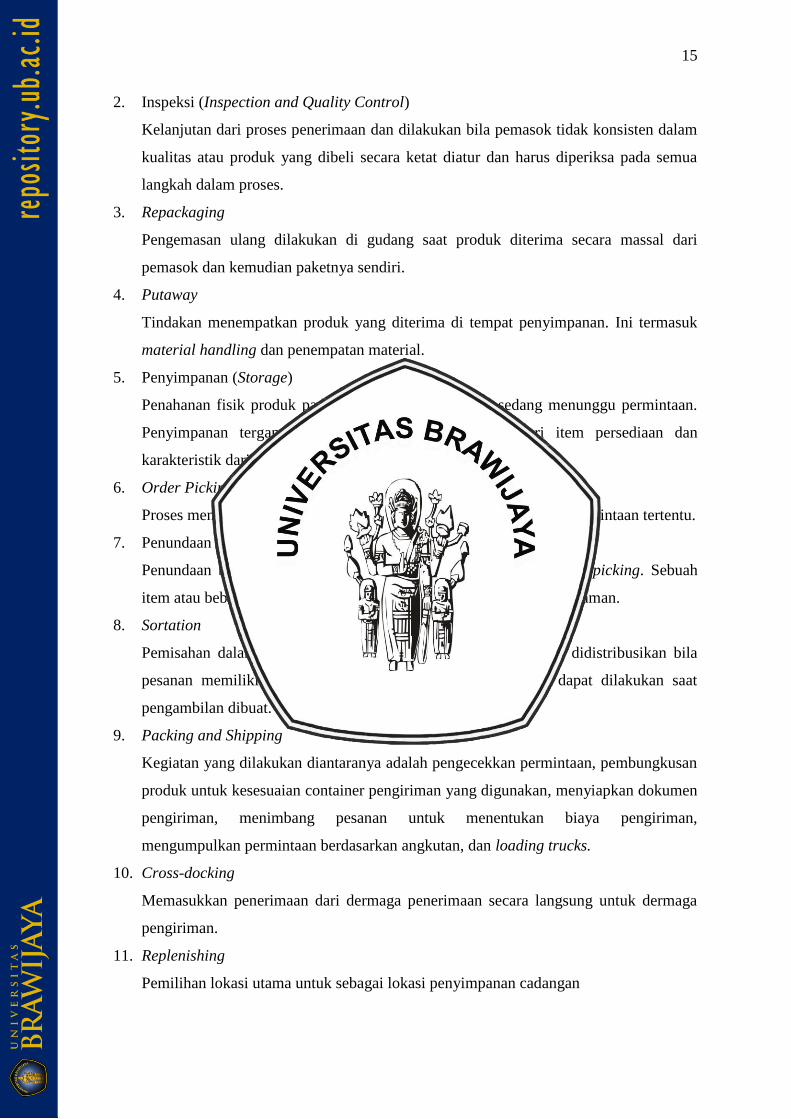
5. Gudang sebagai tempat cross-dock operation
Gudang ini digunkan sebagai tempat melakukan penerimaan barang dari lokasi awal
dan langsung dilakukan pengiriman barang ke lokasi tujuan. Proses penerimaan dan
pengiriman dilakukan dalam waktu relatif cepat, sehingga tidak terjadi proses
penyimpanan. Salah satu alasan Cross-dock operation dilakukan yaitu bersifar
perishable seperti sayur.
Gambar 2.5 Gudang sebagai tempat cross-dock operation
Sumber: Lestari (2016)
2.4.2 Aktivitas gudang
Berdasarkan buku Tompkins et al (2003) terdapat beberapa fungsi aktivitas gudang
yaitu:
1. Penerima (receiving)
Receiving adalah kumpulan dari beberapa kegiatan yang terlibat dalam penerimaan
semua material yang masuk ke gudang secara teratur, memastikan bahwa kuantitas
dan kualitas bahan tersebut dipesan dan disalurkan ke penyimpanan atau kepada
organisasi lain yang memerlukannya.
15
2. Inspeksi (Inspection and Quality Control)
Kelanjutan dari proses penerimaan dan dilakukan bila pemasok tidak konsisten dalam
kualitas atau produk yang dibeli secara ketat diatur dan harus diperiksa pada semua
langkah dalam proses.
3. Repackaging
Pengemasan ulang dilakukan di gudang saat produk diterima secara massal dari
pemasok dan kemudian paketnya sendiri.
4. Putaway
Tindakan menempatkan produk yang diterima di tempat penyimpanan. Ini termasuk
material handling dan penempatan material.
5. Penyimpanan (Storage)
Penahanan fisik produk pada suatu tempat/ruang saat sedang menunggu permintaan.
Penyimpanan tergantung pada ukuran dan kuantitas dari item persediaan dan
karakteristik dari penanganan.
6. Order Picking
Proses menghilangkan barang dari penyimpanan untuk memenuhi permintaan tertentu.
7. Penundaan (Postpicking)
Penundaan bisa dilakukan sebagai langkah opsional setelah proses picking. Sebuah
item atau beberapa item dikotakkan untuk penggunaan yang lebih nyaman.
8. Sortation
Pemisahan dalam permintaan individu maupun akumulasi yang didistribusikan bila
pesanan memiliki lebih dari satu item dan akumulasi tidak dapat dilakukan saat
pengambilan dibuat.
9. Packing and Shipping
Kegiatan yang dilakukan diantaranya adalah pengecekkan permintaan, pembungkusan
produk untuk kesesuaian container pengiriman yang digunakan, menyiapkan dokumen
pengiriman, menimbang pesanan untuk menentukan biaya pengiriman,
mengumpulkan permintaan berdasarkan angkutan, dan loading trucks.
10. Cross-docking
Memasukkan penerimaan dari dermaga penerimaan secara langsung untuk dermaga
pengiriman.
11. Replenishing
Pemilihan lokasi utama untuk sebagai lokasi penyimpanan cadangan
16
2.5 TatazLetakzSistemzPenyimpanan
Menurut Ma’arif (2003) tata letak gudang merupakan suatu desain yang dirancang
untuk meminimumkan biaya total dengan menyeimbangkan antara ruang yang digunakan
dengan penanganan barang. Macam-macam jenis dan jumlah produk yang disimpan oleh
gudang akan berpengaruh terhadap tata letak yang optimal. Faktor-faktor yang dapat
dipertimbangkan dalam tata letak gudang sepeti nilai investasi barang, bongkar muat
barang, fleskibilitas, lingkungan kerja dan keselamatan barang yang disimpan. Tata letak
gudang yang efektif harus dapat meminimasi kerusakan barang disimpan. Komponen yang
penting dalam tata letak gudang yaitu gubungan antara wilayah penerimaan dan wilayah
pengeluaran.
Dalam tata letak yang terencanakan dengan baik, maka bisa disimpulkan enam tujuan
dasar dalam tata letak. Tujuan-tujuan tersebut juga dinyatakan sebagai prinsip dasar dari
proses perencanaan tata letak (Wignjosoebroto, 2003), yaitu:
1. Integrasi secara menyeluruh dari semua faktor yang mempengaruhi proses produksi
2. Perpindahan jarak yang seminimal mungkin
3. Aliran kerja berlangsung secara lancar
4. Semua area yang ada dimanfaatkan secara efektif dan efisien
5. Kepuasan kerja dan rasa aman dari pekerja dijaga sebaik-baiknya
6. Pengaturan tata letak harus cukup fleksibel
2.6 MetodezKlasifikasi
Subab ini akan menjelaskan mengenai definisi dan klasifikasi dari metode analisis
Always Better Control (ABC), metode analisis FSN (fast moving, slow moving dan non
moving) dan juga matriks pengelompokan kelas dari metode ABC-FSN.
2.6.1 AnalisiszAlwayszBetterzControlz(ABC)
ABC classification atau sering disebut analisis ABC adalah klasifikasi dari suatu
kelompok barang dalam susunan menurun berdasarkan biaya pengunaan barang itu per
periode waktu (harga per unit barang dikalikan volume penggunaan barang tersebut selama
periode tertentu). ABC classification umumnya dipergunakan dalam pengendalian
inventori. Beberapa contoh penerapannya seperti: pengendalian inventori pada produk
akhir di gudang produk jadi, inventori obat-obatan di apotek, dan lain sebagainya. ABC
classification menggunakan prinsip pareto yaitu 80-20 dimana 80% dari total nilai
inventori barang diwakili oleh 20% barang inventori (Gasperz, 2005). Menurut Vrat (2014)
17
analisis ABC mengelompokkan stok menjadi tiga kategori yaitu A, B dan C sesuai dengan
nilai permintaan tahunan. Nilai permintaan tahunan dapat dihitung dengan persamaan
sebagai berikut:
ilai permintaan ta unan demand per unit arga pem elian perunit (2-1)
Menurut Nadkarni dan Ghewari (2016) Analisis ABC terbagi menjadi tiga kelompok
yaitu A, B dan C. Berikut merupakan penjelasan analisis ABC.
1. Kelompok A merupakan barang-barang dengan jumlah unit 10%-15% dari total item
inventori dan mencakup antara 70%-75% dari total nilai konsumsi tahunan.
2. Kelompok B merupakan barang-barang dengan jumlah unit 15% -20% dari total item
inventori dan mencakup 20% dari total nilai konsumsi tahunan.
3. Kelompok C merupakan barang-barang dengan jumlah unit 70%-75% dari total item
inventori dan mencakup antara 5%-10% dari total nilai konsumsi tahunan.
Menurut Gaspersz (2005:274), Ada beberapa prosedur untuk mengelompokkan
barang-barang inventori ke ddalam kelas A, B dan C, antara lain:
1. Tentukan volume penggunaan per periode waktu (per tahun) dari barang-barang
inventori yang akan di klasifikasikan.
2. Kalikan volume penggunaan per periode waktu (per tahun) dari setiap barang
inventori dengan biaya per unitnya guna memperoleh nilai total penggunaan biaya per
periode waktu (per tahun) untuk setiap barang inventori tersebut sesuai dengan
persamaan (2-1).
3. Jumlahkan nilai total penggunaan biaya dari semua barang inventori untuk
memperoleh nilai total penggunaan biaya keseluruhan. Nilai total penggunaan biaya
didapatkan dari harga satuan produk dikalikan dengan jumlah permintaan.
4. Bagi nilai total penggunaan biaya dari setiap barang inventori dengan nilai total
penggunaan biaya keseluruhan, untuk menentukan presentase nilai total penggunaan
biaya dari setiap barang inventori tersebut.
ersentase arga satuan pr duk umla permintaan
t tal iaya keseluru an pr duk (2-2)
5. Daftarkan barang-barang inventori tersebut kedalam rank presentase nilai total
penggunaan biaya dengan urutan menurun dari yang terbesar sampai yang terkecil.
6. Klasifikasikan barang-barang inventori tersebut kedalam kelas A, B dan C dengan
kriteria 10% dari jenis barang diklasifikasikan kedalam kelas A, 20% dari jenis barang
diklasifikasikan ke dalam kelas B dan 70% dari jenis barang diklasifikasikan kedalam
kelas C.
18
2.6.2 AnalisiszFSN
Menurut Kumar et all (2017) Analisis FSN merupakan salah satu dari beberapa teknik
yang digunakan untuk mengontrol biaya inventori, biaya material, biaya pekerja, dll.
Disuatu perusahaan tidak semua barang dibutuhkan dengan frekuensi yang sama sehingga
diperlukan teknik untuk mengontrol barang tersebut agar tidak usang karena tidak pernah
digunakan atau disimpan terlalu lama. Metode analisis FSN mengelompokkan barang
dalam tiga kategori yaitu Fast moving, slow moving dan non moving (dead stock). Analisis
ini memperhatikan consumption rate setiap itemnya kemudian dihitung dan diurutkan.
Berikut merupakan cara menghitung menggunakan analisis FSN.
1. Menghitung consumption rate dengan membagi permintaan selama setahun kemudian
dibagi dengan total periode waktu yang digunakan
(2-3)
Sumber: Pujadenta, Andrawiana dan Santosa (2017)
2. Menghitung persentase consumption rate (CR) selama setahun untuk masing-masing
item
kum item ke- yang digunakan item ke- (2-4)
3. Menghitung kumulatif consumption rate (CR) dari persentase pemakaian barang
item yang digunakan item
- (2-5)
4. Melakukan klasifikasi FSN
Pengklasifikasian analisis FSN menurut Pujadenta, Andrawiana dan Santosa (2017)
adalah:
1. Fast Moving (F)
Fast Moving merupakan barang yang memiliki jumlah dan kecepatan pemakaian
sekitar 0% -70% dari semua barang yang dikelola.
2. Slow Moving (S)
Slow Moving merupakan barang yang memiliki jumlah dan kecepatan pemakaian
sekitar 70% - 90% dari semua barang yang dikelola.
3. Non Moving (N)
Non Moving merupakan barang yang memiliki jumlah dan kecepatan pemakaian
sekitar 90% - 100% dari semua barang yang dikelola.
19
2.6.3 MatrikszABC-FSN
Matriks ABC-FSN terbentuk dari hasil metode klasifikasi ABC dan FSN. Terbentuk 9
kombinasi dari hasil metode klasifikasi ABC dan FSN. Menurut Ni Hlaing (2017),
kombinasi AF mempresentasikan produk dengan nilai investasi barang yang tinggi dan
produk fast moving. AS mempresentasikan produk dengan nilai investasi barang yang
tinggi dan produk slow moving. AN mempresentasikan produk dengan nilai investasi
barang yang tinggi dan produk non moving. BF mempresentasikan produk dengan nilai
investasi barang yang biasa saja dan produk fast moving. BS mempresentasikan produk
dengan nilai investasi barang yang biasa saja dan produk slow moving. CF
mempresentasikan produk dengan nilai investasi barang yang rendah dan produk fast
moving. BS mempresentasikan produk dengan nilai investasi barang yang rendah dan
produk slow moving. Sedangkan kombinasi BN dan CN mempresentasikan produk tidak
memiliki nilai investasi atau memiliki nilai investasi yang sangat rendah dan produk
nonmoving. Pada kelas AF diletakkan didekat operator karena obat memiliki pemakaian
yang tinggi dan harus diawasi dengan ketat. Kombinasi hasil dari metode ABC dan FSN
dapat dilihat pada Tabel 2.2 berikut.
Tabel 2.2
Matriks Kombinasi ABC-FSN
F S N
A AF AS AN
B BF BS BN
C CF CS CN
Sumber: Khumbar & Dhavale (2016)
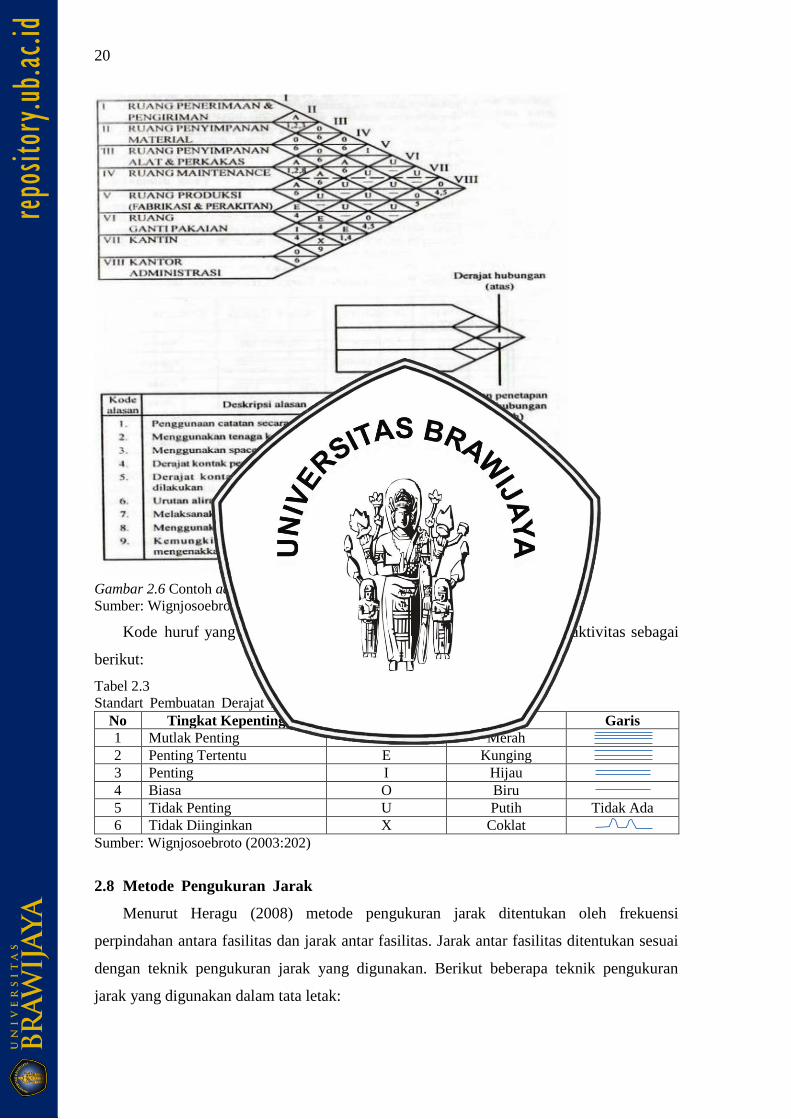
2.7 ActivitycRelationshipzChartz(ARC)
Activity Relationship Chart (ARC) dikembangkan oleh RichardzMuther yang
merupakan teknik secara sederhana dalam merencanakan tatazletak fasilitas ataupun
departemen berdasarkan dengan derajatzhubungan aktivitas atau biasazdinyatakan sebagai
penilaian kualitatif dan berdasarkanzdengan penilaianzsubjektif. Pada ARC biasanya
terdapat duazkode yaitu kodezhuruf dan kodezangka. Kode huruf yang menunjukkan
derajat hubunganzaktivitas sedangkan kodezangka yang menjelaskan alasan untuk
pemilihan kodezhuruf tersebut.
20
Gambar 2.6 Contoh activityzrelationshipzchart (ARC)
Sumber: Wignjosoebroto (2003:201)
Kodezhuruf yang digunakan untuk menunjukkan derajat keterkaitan aktivitas sebagai
berikut:
Tabel 2.3
StandartzPembuatanzDerajatzHubunganzAktivitas
No Tingkat Kepentingan Kode Warna Garis
1 Mutlak Penting A Merah
2 Penting Tertentu E Kunging
3 Penting I Hijau
4 Biasa O Biru
5 Tidak Penting U Putih Tidak Ada
6 Tidak Diinginkan X Coklat
Sumber: Wignjosoebroto (2003:202)
2.8 MetodezPengukuranzJarak
Menurut Heragu (2008) metode pengukuran jarak ditentukan oleh frekuensi
perpindahan antara fasilitas dan jarak antar fasilitas. Jarak antar fasilitas ditentukan sesuai
dengan teknik pengukuran jarak yang digunakan. Berikut beberapa teknik pengukuran
jarak yang digunakan dalam tata letak:
21
1. Euclidean
Pengukuran jarak dengan teknik ini berdasarkan garis lurus antara pusat departemen.
Formulasi yang digunakan untuk menentukan jarak euclidean seperti berikut:
di (( i- )2-(yi-y )
2)0
(2-6)
Sumber: Heragu (2008)
2. Squared Euclidean
Square Euclidean merupakan kuadrat dari Euclidean. Pengkuadratan bobot terbesar
dari jarak departemen yang berpasangan. Formulasi yang digunakan untuk
menentukan jarak squared euclidean seperti berikut:
di (( i- )2-(yi-y ))
2 (2-7)
Sumber: Heragu (2008)
3. Rectilinear
Metode pengukuran ini bisanya juga disebut sebagai Manhattan yang merupakan
pengukuran sudut kanan atau rectangular. Pengukuran ini sering digunakan karena
mudah untuk dihitung, mudah dipahami dan sesuai untuk banyak kasus (seperti jarak
antar departemen dengan material handling). Formulasi yang digunakan untuk
menentukan jarak Rectilinier seperti berikut:
di | i- |-|yi-y | (2-8)
Sumber: Heragu (2008)
4. Tchebychev
Adanya permasalahan perpindahan material yang berat sehingga membutuhkan
material handling seperti crane yang dapat diarahkan sesuai sumbu x atau y.
Formulasi yang digunakan untuk menentukan jarak Tchebychev seperti berikut:
di (| i- | |yi y |) (2-9)
Sumber: Heragu (2008)
Sedangkan, jika crane diarahkan sesuai sumbu x, y atau z. Maka, formulasi yang
digunakan untuk menentukan jarak Tchebychev seperti berikut:
di ma (| i- | |yi y | | i |) (2-10)
Sumber: Heragu (2008)
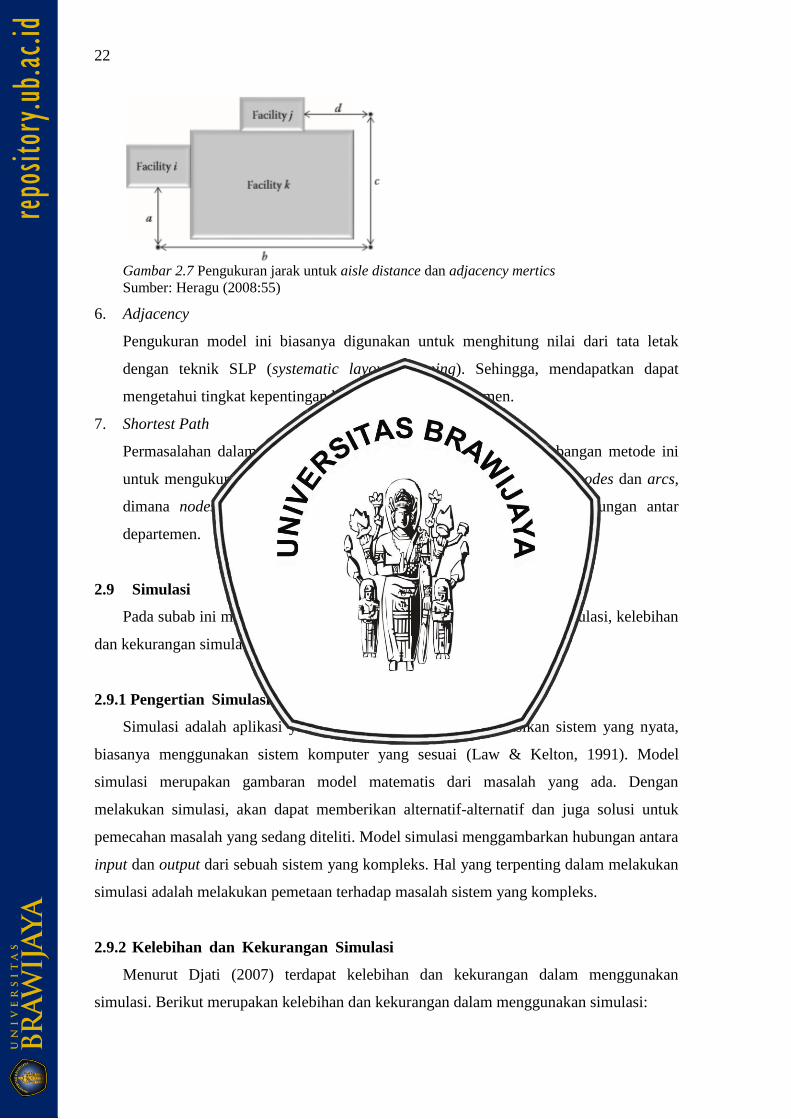
5. Aisle Distance
Pengukuran dengan metode ini berbeda dengan metode-metode pengukuran lainnya
karena jarak aktual yang diukur merupakan jarak sepanjang aisle dari material
handling carrier. Model pengukuran ini mempertimbangkan jarak antara departemen i
dan j yang dijunlahkan dari a, b, c dan d seperti Gambar 2.7.
22
Gambar 2.7 Pengukuran jarak untuk aisle distance dan adjacency mertics
Sumber: Heragu (2008:55)
6. Adjacency
Pengukuran model ini biasanya digunakan untuk menghitung nilai dari tata letak
dengan teknik SLP (systematic layout planning). Sehingga, mendapatkan dapat
mengetahui tingkat kepentingan kedekatan antar departemen.
7. Shortest Path
Permasalahan dalam jaringan lokasi merupakan salah satu pertimbangan metode ini
untuk mengukur jarak antar nodes. Sebuah jaringan yang terdiri dari nodes dan arcs,
dimana nodes menunjukkan departemen dan arcs menunjukkan hubungan antar
departemen.
2.9 Simulasi
Pada subab ini menjelaskan mengenai pengertian atau definisi dari simulasi, kelebihan
dan kekurangan simulasi dan simulasi dengan software ARENA.
2.9.1 PengertianzSimulasi
Simulasi adalah aplikasi yang digunakan untuk mengaplikasikan sistem yang nyata,
biasanya menggunakan sistem komputer yang sesuai (Law & Kelton, 1991). Model
simulasi merupakan gambaran model matematis dari masalah yang ada. Dengan
melakukan simulasi, akan dapat memberikan alternatif-alternatif dan juga solusi untuk
pemecahan masalah yang sedang diteliti. Model simulasi menggambarkan hubungan antara
input dan output dari sebuah sistem yang kompleks. Hal yang terpenting dalam melakukan
simulasi adalah melakukan pemetaan terhadap masalah sistem yang kompleks.
2.9.2 KelebihanzdanzKekuranganzSimulasi
Menurut Djati (2007) terdapat kelebihan dan kekurangan dalam menggunakan
simulasi. Berikut merupakan kelebihan dan kekurangan dalam menggunakan simulasi:
23
1. Kelebihan simulasi
a. Dapat menyelesaikan masalah-masalah yang kompleks
b. Simulasi dapat memberikan gambaran untuk sistem yang lebih nyata sesuai
dengan kondisi operasional
c. Sebagai alternatif usulan desain terhadap kebijakan operasional dalam single
sistem menggunakan simulasi dapat diketahui bahwa sistem tersebut dapat
memberikan yang terbaik terhadap apa yang dibutuhkan
d. Simulasi memudahkan pengontrolan suatu kondisi yang akan diterapkan
e. Simulasi menyediakan pembelajaran suatu sistem dengan waktu yang singkat
namun rinci dan jelas
2. Kekurangan Simulasi
a. Simulasi tidak dapat digunakan untuk mengoptimalkan hasil namun digunakan
untuk membandingkan dengan pasti suatu angka untuk menentukan alternatif
desain suatu sistem yang lebih baik
b. Model analitik lebih mudah menghasilkan karakteristik yang tetap dari suatu
model sesuai dengan jenis yang dibutuhkan. Sehingga model analitik lebih baik
daripada model simulasi.
2.10 DiscretezEventzSimulation
Menurut Fishman (2001) discrete event simulation adalah salah satu pendekatan
pemodelan sistem yang cocok digunakan untuk menganalisis proses diskrit seperti sistem
manufaktur, transportasi, antrian layanan, dll. Discrete event simulation terjadi perubahan
status model simulasi yang terjadi pada waktu yang diskrit disebabkan oleh suatu kejadian.
Secara umum, terdapat 7 konsep dari discrete event simulation yaitu:
1. Work atau entitas berupa jobs, customer atau material yang memasuki sistem untuk
diproses agar mendapatkan layanan
2. Resources berupa mesin atau operator yang memproses atau melayani entitas
3. Routing merupakan urutan yang harus dilewati entitas dalam suatu proses
4. Buffers merupakan tempat entitas menunggu sebelum diproses oleh resources
5. Scheduling merupakan pola waktu dari resources beroperasi
6. Sequencing merupakan urutan dari entitas yang akan dilayani atau diproses
7. Performance merupakan kriteria ukuran kinerja sistem
Gambar 2.8 mengambarkan dalam suatu kejadian didalam sistem dapat bersifat
deterministik dan probabilistik. Kejadian deterministik adalah suatu kejadian dalam
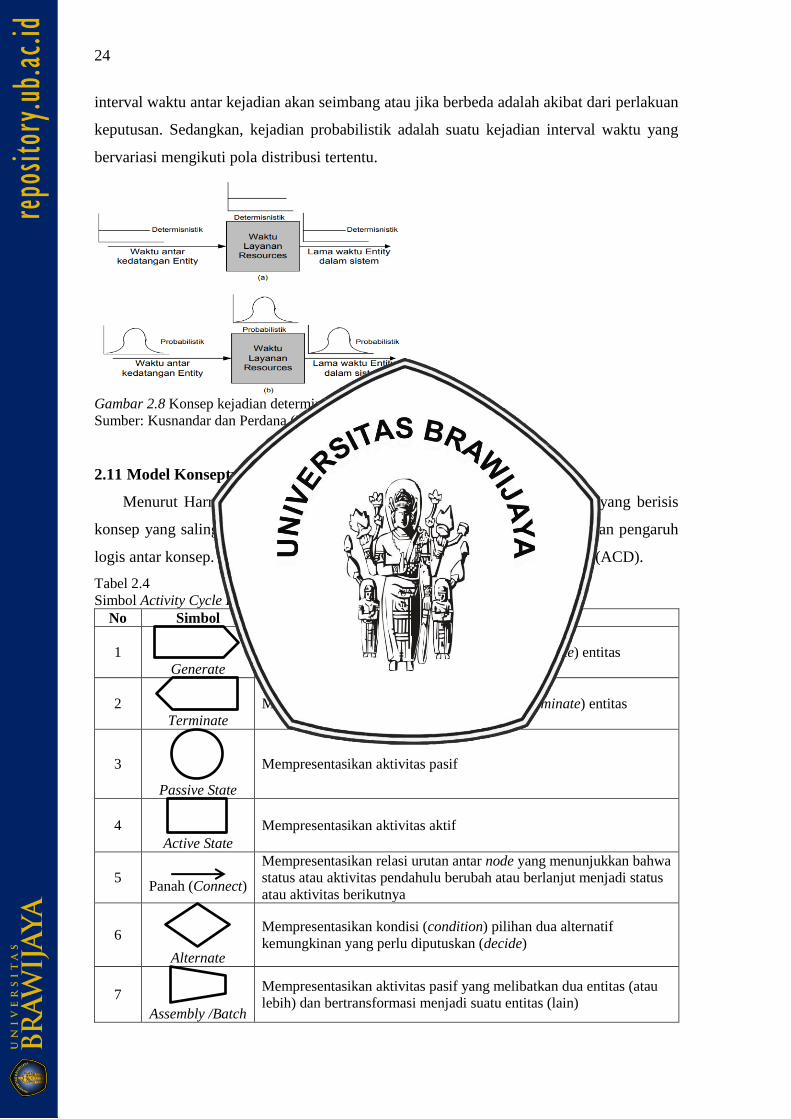
24
interval waktu antar kejadian akan seimbang atau jika berbeda adalah akibat dari perlakuan
keputusan. Sedangkan, kejadian probabilistik adalah suatu kejadian interval waktu yang
bervariasi mengikuti pola distribusi tertentu.
Gambar 2.8 Konsep kejadian deterministik (a) dan probabilistik (b)
Sumber: Kusnandar dan Perdana (2014)
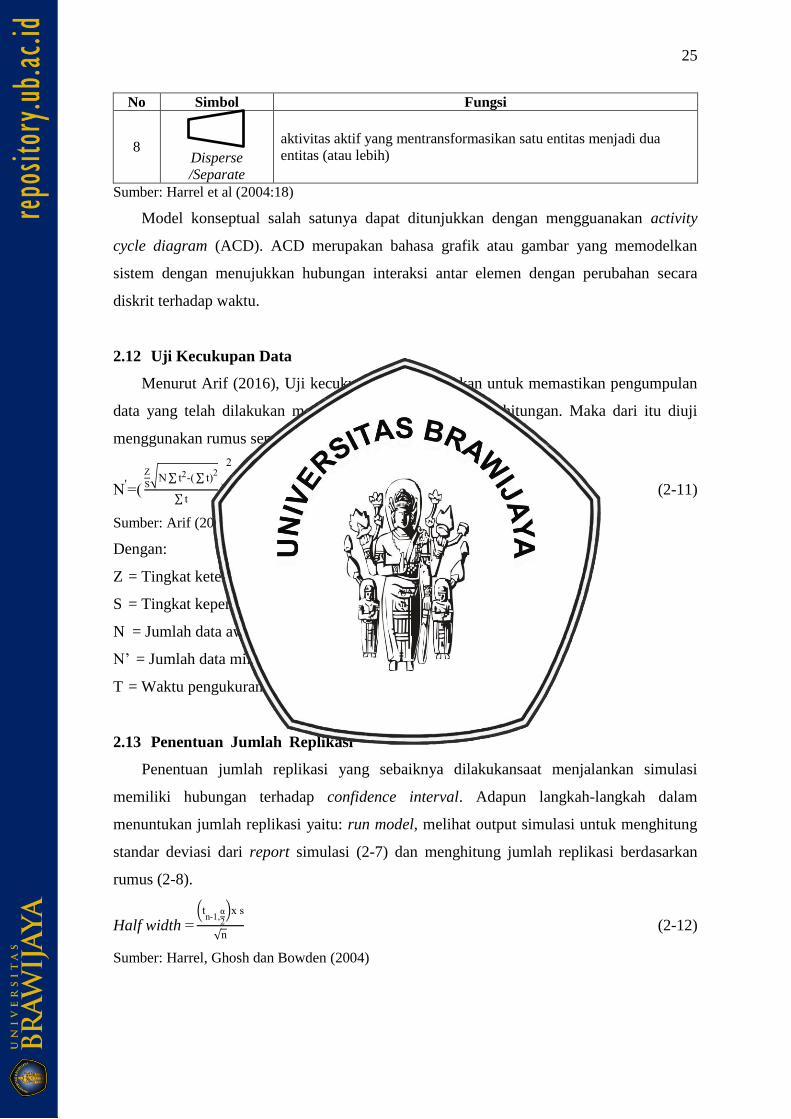
2.11 Model Konseptual
Menurut Harrel (2004), Model konseptual adalah rancangan terstruktur yang berisis
konsep yang saling terkait dan saling terorganisasi untuk melihat hubungan dan pengaruh
logis antar konsep. Tabel 2.4 merupakan simbol-simbol activty cycle diagram (ACD).
Tabel 2.4
Simbol Activity Cycle Diagram (ACD)
No Simbol Fungsi
1 Generate
Menciptakan (create) atau membangkitkan (generate) entitas
2 Terminate
Membuang (dispose) atau memberhentikan (terminate) entitas
3
Passive State
Mempresentasikan aktivitas pasif
4 Active State
Mempresentasikan aktivitas aktif
5
Panah (Connect)
Mempresentasikan relasi urutan antar node yang menunjukkan bahwa
status atau aktivitas pendahulu berubah atau berlanjut menjadi status
atau aktivitas berikutnya
6
Alternate
Mempresentasikan kondisi (condition) pilihan dua alternatif
kemungkinan yang perlu diputuskan (decide)
7 Assembly /Batch
Mempresentasikan aktivitas pasif yang melibatkan dua entitas (atau
lebih) dan bertransformasi menjadi suatu entitas (lain)
25
No Simbol Fungsi
8 Disperse
/Separate
aktivitas aktif yang mentransformasikan satu entitas menjadi dua
entitas (atau lebih)
Sumber: Harrel et al (2004:18)
Model konseptual salah satunya dapat ditunjukkan dengan mengguanakan activity
cycle diagram (ACD). ACD merupakan bahasa grafik atau gambar yang memodelkan
sistem dengan menujukkan hubungan interaksi antar elemen dengan perubahan secara
diskrit terhadap waktu.
2.12 Uji Kecukupan Data
Menurut Arif (2016), Uji kecukupan data digunakan untuk memastikan pengumpulan
data yang telah dilakukan mencukupi untuk dilakukan perhitungan. Maka dari itu diuji
menggunakan rumus seperti dibawah ini:
(
√ ∑ t2-(∑ t)
2
∑ t)
2
(2-11)
Sumber: Arif (2016:144)
Dengan:
Z = Tingkat ketelitian
S = Tingkat kepercayaan
N = Jumlah data awal
’ = Jumlah data miimal yang diperlukan
T = Waktu pengukuran
2.13 PenentuanzJumlahzReplikasi
Penentuan jumlah replikasi yang sebaiknya dilakukansaat menjalankan simulasi
memiliki hubungan terhadap confidence interval. Adapun langkah-langkah dalam
menuntukan jumlah replikasi yaitu: run model, melihat output simulasi untuk menghitung
standar deviasi dari report simulasi (2-7) dan menghitung jumlah replikasi berdasarkan
rumus (2-8).
Half width (tn-
2
) s
√n (2-12)
Sumber: Harrel, Ghosh dan Bowden (2004)
26
Dengan:
= Nilai pada tabel T
n = Jumlah replikasi awal
= Error yang diinginkan
s = Standar deviasi hasil simulasi
n [(
2⁄)
e]
2
(2-13)
Sumber: Harrel, Ghosh dan Bowden (2004)
Dengan:
n’ = Jumlah replikasi
s = Standar deviasi sampel yang diambil
e = Nilai half widht
2.14 MaterialzHandling
MenurutzPurnomo (2004), Materialzhandling merupakan masalah terpenting dalam
kegiatan produksi karena adanya pergerakan suatuzmaterial dari satu titikzkeztitik lainnya.
Materialzhandling diartikan juga sebgai penangananzmaterial dalam jumlah dan waktu
yang tepat, posisi yang benar serta penggunaan metode yang benar. Menurut
Wignjosoebroto (2003) Secara umum ada beberapa istilah yang dapat dijumpai dalam
pembahasan materal handling salah satunya adalah unitzload. Unitzload menunjukkan
sejumlahzpackaged unit tertentu yang dapat memuatzdalam box, pallets dan lain-lain.
Menurut Wignjosoebroto (2003), Aislezdigunakan untuk duazhal didalam pabrik yaitu
komunikasizdanztransportasi. Perencanaan Aisle membutuhkan proses yang tepat agar
dapat menentukan perpindahan dari personil, bahan atau peralatan produksi dari suatu
lokasi ke lokasi lainnya dengan baik. Biasanyazlintasan ini digunakan untuk hal seperti
materialzhandling, gerakanzperpindahanzpersonil, dan lain-lain. Berikut merupakan rumus
untuk mengetahui ukuranzaisle.
2 le ar a an melintas (2-14)
Sumber: Ekoanindiyo dan Wedana (2012)
2.15 KerangkazPikiran
Kerangka pikiran digunakan sebagai narasi atau pernyataan tentang kerangka konsep
pemecahan masalah yang telah diidentifikasikan atau dirumuskan. Berikut merupakan
27
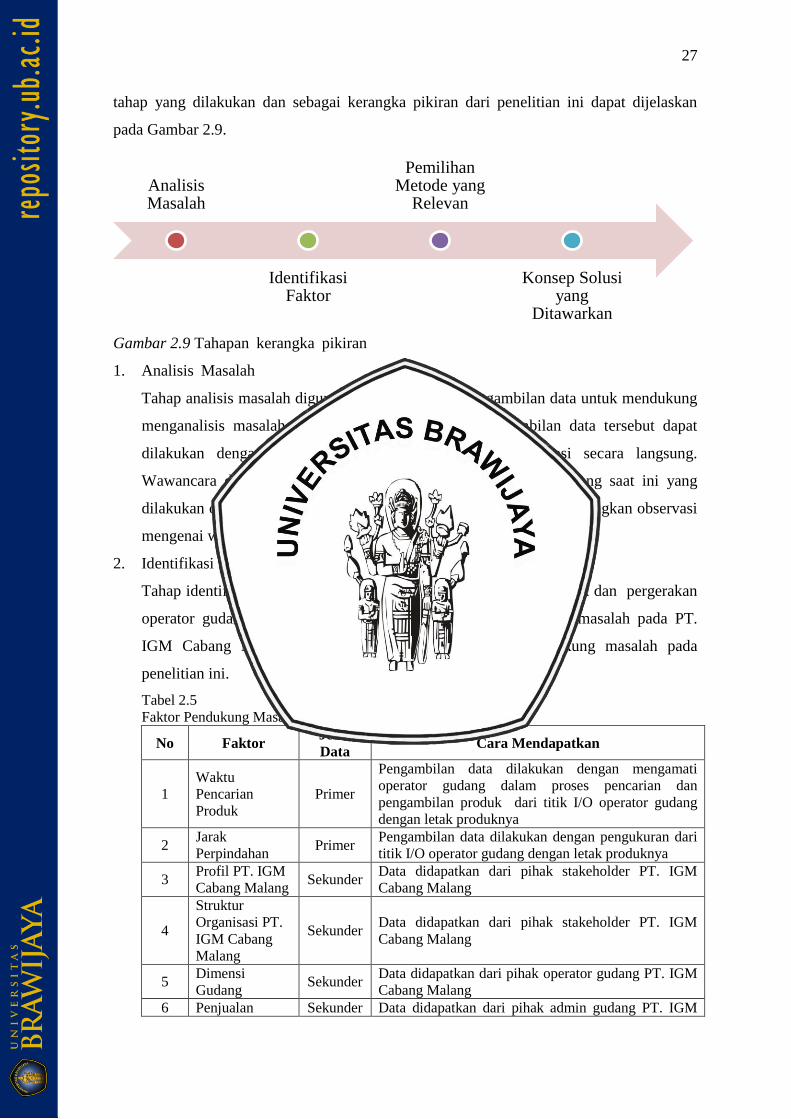
tahap yang dilakukan dan sebagai kerangka pikiran dari penelitian ini dapat dijelaskan
pada Gambar 2.9.
Gambar 2.9 Tahapanzkerangkazpikiran
1. AnalisiszMasalah
Tahap analisis masalah digunakan sebagai teknik pengambilan data untuk mendukung
menganalisis masalah yang terjadi diperusahaan. Pengambilan data tersebut dapat
dilakukan dengan dua cara yaitu wawancara dan observasi secara langsung.
Wawancara dilakukan untuk mendapatkan informasi kondisi gudang saat ini yang
dilakukan oleh pihak operator gudang dan stakeholder yang ada. Sedangkan observasi
mengenai waktu pencarian produk dan jarak pengambilan produk.
2. IdentifikasizFaktor
Tahap identifikasi faktor peletakkan produk, waktu pencarian produk dan pergerakan
operator gudang dapat dilakukan setelah dilakukan identifikasi masalah pada PT.
IGM Cabang Malang. Tabel 2.5 menunjukkan faktor pendukung masalah pada
penelitian ini.
Tabel 2.5
Faktor Pendukung Masalah
No Faktor Jenis
Data Cara Mendapatkan
1
Waktu
Pencarian
Produk
Primer
Pengambilan data dilakukan dengan mengamati
operator gudang dalam proses pencarian dan
pengambilan produk dari titik I/O operator gudang
dengan letak produknya
2 Jarak
Perpindahan Primer
Pengambilan data dilakukan dengan pengukuran dari
titik I/O operator gudang dengan letak produknya
3 Profil PT. IGM
Cabang Malang Sekunder
Data didapatkan dari pihak stakeholder PT. IGM
Cabang Malang
4
Struktur
Organisasi PT.
IGM Cabang
Malang
Sekunder Data didapatkan dari pihak stakeholder PT. IGM
Cabang Malang
5 Dimensi
Gudang Sekunder
Data didapatkan dari pihak operator gudang PT. IGM
Cabang Malang
6 Penjualan Sekunder Data didapatkan dari pihak admin gudang PT. IGM
Analisis Masalah
Identifikasi Faktor
Pemilihan Metode yang
Relevan
Konsep Solusi yang
Ditawarkan
28
No Faktor Jenis
Data Cara Mendapatkan
Produk Bulan
Oktober 2016-
Oktober 2017
Cabang Malang
7 Harga Produk Sekunder Data didapatkan dari pihak admin gudang PT. IGM
Cabang Malang
8
Sistem
Penyimpanan
Produk
Primer Data didapatkan dari pihak operator gudang PT. IGM
Cabang Malang
9 Kedatangan
Produk Sekunder
Data didapatkan dari pihak admin gudang PT. IGM
Cabang Malang
10 Kedatangan
Pesanan Sekunder
Data didapatkan dari pihak admin gudang PT. IGM
Cabang Malang
3. PemilihanzMetodezyangzRelevan
Tahap pemilihan metode yang relevan terhadap permasalahan yang telah diidentifikasi
dapat dilakukan setelah mengetahui faktor-faktor apa saja yang mendukung
keberhasilan penelitian ini. Tabel 2.6 merupakan metode yang relevan yang digunakan
pada penelitian ini.
Tabel 2.6
Metode yang Relevan
No Metode Kegunaan
1 Analisis ABC Mengklasifikasikan produk berdasarkan nilai produknya
2 Analisis FSN Mengklasifikasikan produk berdasarkan consumption rate
3
Activity Relationship
Chart (ARC)
Mendukung usulan tata letak gudang dengan
mempertimbangkan hubungan kedekatan antara letak produk
dengan fasilitas di gudang
4 Discrete Event
Simulation
Mendukung untuk memilih tata letak gudang yang
memeperhatikan waktu operasional gudang
4. KonsepzSolusi yangzDitawarkan
Konsep solusi yang ditawarkan berkaitan dengan merancang ulang tata letak gudang
menggunakan metode analisiszABC dan analisiszFSN untuk mengklasifikasikan
produk-produk agar penentuan peletakkan dan penyimpanan barang dilakukan secara
efektifzdanzefisien dan juga dapat mengurangi pergerakan operator gudang. Serta
mempertimbangkan hubungan kedekatan tata letak produk dengan fasilitas yang ada
digudang mengguanakan ARC dan menggunakan discrete event simulation dengan
softwarezARENA untuk membantu memilih tata letak gudang yang memperhatikan
waktu operasional gudang.
29
BAB III
METODE PENELITIAN
Pada bab ini akan menjelaskan mengenai tahapan-tahapan yang dilakukan dalam
penelitian agar proses penelitian dapat terarah dengan baik sesuai dengan tujuan penelitian.
Metode penelitian ini berisi tahapan-tahapan yang meliputi identifikasi awal, pengumpulan
data, pengolahan data, analisis hasil, kesimpulan dan saran serta diagram alir penilitian.
3.1 JeniszPenelitian
Penelitian ini termasuk dalam penelitian deskriptif. Menurut Sugiyono (2009)
penelitian deskriptif adalah penelitian yang digunakan untuk mengetahui keadaan objek
yang akan diteliti dengan mengambarkan keadaan objek yang diteliti tersebut. Penelitian
deskripif digunakan untuk mengambarkan sejumlah data yang dianalisis berdasarkan
kenyataan yang sedang berlangsung dan selanjutnya mencoba mencari solusi dari masalah
tersebut agar memperoleh hasil yang lebih baik dari sebelumnya. Penelitian ini berfokus
pada tata letak di area gudang untuk penentuan peletakkan dan pngambilan produk di
gudang PT. Indofarma Global Medika Cabang Malang.
3.2 Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. Indofarma Global Medika (IGM) Cabang Malang yang
bergerak dibidang distributor obat dan alat kesehatan pada bulan Oktober 2017 sampai Mei
2018.
3.3 Langkah-langkah penelitian
Berikut langkah-langkah penelitian yang dilakukan, yaitu:
1. Studizlapangan
Studi lapangan dilakukan untuk mengetahui gambaran dari objek yang diteliti yaitu di
gudang penyimpanan PT. Indofarma Global Medika Cabang Malang. Pada tahap ini,
yang dipelajari adalah sistem peletakkan dan pengambilan produk yang diterapkan
pada PT. IGM Cabang Malang dan mengacu pada teori ilmiah yang berkaitan. Studi
lapangan dalam penelitian ini dilakukan dengan meninjau langsung pada Gudang PT.
IGM Cabang Malang. Pengumpulan data dilakukan dengan wawancara pihak-pihak
terkait.
30
2. Studizpustaka
Studi pustaka dilakukan dengan membaca beberapa sumber-sumber data dan literatur
untuk mempelajari teori dan ilmu pengetahuan yang berhubungan dengan
permasalahan yang ada pada objek yang diteliti. Literatur yang digunakan adalah
buku, jurnal dan penelitian terdahulu yang terkait dengan metode yang digunakan
dalam Tata letak gudang, analisis ABC, analisis FSN, ARC, material handling dan
discrete event simulation. Tujuan dari studi literatur adalah untuk mencari solusi
pemecahan masalah yang ada pada sistem penyimpanan produk PT. IGM Cabang
Malang yaitu mengurangi pergerakan operator gudang dalam melakukan peletakkan
dan pencarian produk.
3. IdentifikasizMasalah
Identifikasi adalah tahapan awal pemahaman terhadap suatu permasalahan yang
timbul untuk mencari solusi permasalahan yang ada pada objek yang diteliti. Pada
tahap ini, akan dikaji permasalahan yang ada yaitu pada sistem peletakkan dan
pengambilan produk PT. IGM Cabang Malang yang masih kurang baik serta masih
dibutuhkannya waktu dalam pencarian produk karena produk diletakkan secara acak.
4. Perumusanzmasalah
Perumusan masalah didapatkan berdasarkan identifikasi masalah yang dilakukan oleh
peneliti. Perumusan masalah merupakan rincian dari permasalahan yang dikaji serta
menunjukkan tujuan dari persoalan yang dikemukakan.
5. Tujuanzpenelitian
Tujuan penelitian ditentukan berdasarkan rumusan masalah yang telah dijabarkan
sebelumnya. Hal ini ditunjukkan agar mempermudah peneliti untuk menentukan
batasan-batasan yang perlu dalam pengelolaan dan analisis data.
6. Pengumpulanzdata
Pada tahapzpengumpulanzdata harus sesuai dengan permasalahan yang ada. Data yang
dikumpulkan akan menjadizinput pada tahapzpengolahan data. Data yang digunakan
peneliti meliputi datazprimer danzsekunder.
a. Datazprimer adalah data yang didapatkan secarazlangsung dari objekzpenelitian.
Pada penelitian ini datazprimer didapatkan melaluizwawancara terhadap
stakeholder dan operatorzgudang. Datazprimer yang didapatkan melalui
observasi langsung terhadap waktuzpencarian produk dan jarak pengambilan
produk.
31
b. Datazsekunder adalah data yang telahztersedia dari objekzpenelitian. Data
sekunder yang dibutuhkan pada penelitianzini yaitu:
1) Data profil PT. IGM Cabang Malang
2) Data strukturzorganisasi PT. IGM Cabang Malang
3) Data dimensizgudang
4) Data hargazproduk
5) Datazpenjualan Bulan Oktober 2016-Oktober 2017
6) SistemzPenyimpananzGudang
7) DatazKedatanganzProduk
8) DatazKedatanganzPesanan
7. PerancanganzTata LetakzGudang
Berikut merupakan proses perencanaan TatazLetakzGudang:
a. Pengelompokkanzproduk
Pengelompokkanzproduk dilakukan menggunakan analisazABC dan FSN untuk
mengklasifikan produknya sesuai denganzkriterianya.
1) KlasifikasizABC
KlasifikasizABC menggunakan parameterzvolume dalam jumlah uang
dengan masing-masing kelas yaitu A, B dan C. Adapun langkah-langkah
menggunakan klasifikasizABC sesuai dengan tinjauanzpustaka 2.6.1 dan
diringkas seperti berikut:
a) Menghitungzjumlah pembelianzproduk selama satuztahun dikalikan
dengan hargazproduk peritemzobat
b) Menghitungzpersentase penggunaan biaya dengan totalzbiaya setiap
produkzdibagi dengan totalzbiaya keseluruhanzdikali 100%
c) Mengurutkanzpersentase dari yang terbesar sampai yangzterkecil
kemudian menghitung persentase kumlatifnya
d) PengklasifikasianzABC
2) KlasifikasizFSN
KlasfikasizFSN menggunakan parameter consumptionzrate (CR) yaitu
tingkat penggunaanzbarang dalam kurunzwaktuztertentu. Adapun langkah-
langkah menggunakan klasifikasizFSN sesuai dengan tinjauan pustaka 2.6.2
dan diringkas sepertizberikut:
a) PerhitunganzCR selama satu kemudian nilaizCR diurutkan dari yang
tertinggizkezterendah
32
b) MenghitungzpersentasezCR
c) MenghitungzCR kumulatif dari persentasezCR
d) Melakukan klasifikasizFSN berdasarkan tinjauanzpustaka 2.6.2
b. Pembuatan ActivityzRelatonshipzChart (ARC)
Setelah mengelompokkanzproduk menggunakan klasifikasizABC-FSN kemudian
menentukan hubunganzkedekatan antarzproduk digudang menggunakan Activity
RelatonshipzChart (ARC).
c. PenentuanzKebutuhanzRuang
Penentuanzkebutuhanzruang digunakan untuk mengetahui berapa jumlah pallet
yang dapat ditampung oleh gudang dengan luas gudang yang tersedia.
d. Penentuanzmaterialzhandling
Setelah mengetahui produk sesuai dengan klsifikasi dan sesuai dengan hubungan
kedekatan antarzproduk. Maka, dilakukan penentuanzjenis material handling
yang sesuai untuk mengurangizpergerakanzoperator dalam proseszpengambilan
produk.
e. Penentuanzukuran aisle
Ukuranzaisle didapatkan dari ukuranzmaterial handling yangzdigunakan di
gudang. Hal ini digunakanzsebagai acuan layoutzusulan agar aisle layout gudang
sesuai dengan material handling yang digunakan.
8. Merencanakan modelzkonseptual (ACD)
Merancang modelzkonseptual dilakukan menggunakan ACD untuk menggambarkan
kompleksitaszsistemznyata ke dalam model yang disesuiakan dengan rumusan
masalah yang ingin diselesaikan dan tujuanzpemodelan.
9. Penentuanzdistribusi dan nilaizparameter
Distribusi dan nilaizparameter diidentifikasi dengan goodnesszof fit test dan
melakukan evaluasi berdasarkan nilaizerror menggunakanzchisquare.
10. Membuat modelzeksistingzlayout
Model simulasi pada eksistingzlayout dibuat dengan discretezeventzsimulation sesuai
dengan modelzkonseptualzyang telah dirancangzyatu ACD.
11. Verifikasi modelzeksisting layout
33
Verifikasizmodel eksisting layout dilakukanzuntuk memastikan modelzsimulasi
memiliki logikazproses yang sama dengan modelzkonseptual. Langkah verifikasi
adalah.
1) Membandingkan modelzkonseptual (ACD) dengan logikazmodel simulasi
2) Melakukan pengecekanzmodel discretezeventzsimulation dengan checkzmodel
3) Mengamati animasizmodelzsimulasi pencarianzproduk di gudang PT. IGM
cabang Malang
4) Melakukan pengecekanzwaktu di sistem yang dibuat discretezeventzsimulation
Jika modelzsimulasi telah lolos proseszverifikasi, maka dapat dilnjutkan untuk
menjalankanzsimulasi. Jika tidak, kembali pada pembuatanzmodel.
12. Run model simulais eksisting layout
Menjalankanzsimulasi eksisting layout untuk mendapatkan hasil output simulasi untuk
kemudian diuji validitas. Model simulasi dijalankan sesuai parameterzsistem validasi.
13. Validasiz
Validasi dilakukan dengan teknik face validity dan membandingkan output dengan
input yang diberikan antarazmodel dengan sistemznyata menggunakan ujizstatistik,
umumnya ujizstatistik menggunakanzuji-t. Jika modelzdinyatakanzvalid, maka dapat
dilanjutkan untuk menentukan jumlah replikasi. Namun, jika tidak valid kembali ke
pembuatanzmodel.
14. Menentukanzjumlahzreplikasi
Menentukan jumlahzreplikasi yang dijalankan pada modelzsimulasi melalui
perhitungan rumus junlah replikasi dengan tingkatzkepercayaan 95%.
15. Menjalankanzsimulasi
Menjalankanzsimulasi sesuai perhitungansjumlahareplikasi sehingga mendapatkan
hasilzsimulasi terbaru dari modelzsimulasi.
16. Membuat modelzsimulasi pada layoutzusulan
Modelzsimulasi eksistingzlayout telah dibuat, kemudian membuat modelzsimulasi
pada layout uslan yang sudah dibuat untuk membandingkan performansinya dengan
eksistingzlayout.
17. Verifikasizmodel pada layoutzusulan
Verifikasizmodelzlayout usulanzdilakukan untuk memastikan model simulasi
memiliki logika proses yang sama dengan modelzkonseptual. Langkahzverifikasi
adalah:
1) Membandingkan modelzkonseptual (ACD) dengan logikazmodelzsimulasi
34
2) Melakukan pengecekan model discretezeventzsimulation dengan checkzmodel
3) Mengamatizanimasi modelzsimulasi pencarianzproduk di gudang PT. IGM
cabang Malang.
4) Melakukanzpengecekanzwaktu di sistem yang dibuat discretezeventzsimulation
Jika model simulasi lolos proses verifikasi, maka dilanjutkan untuk menjalankan
simulasi. Jika tidak, kembali pada pembuatanzmodel.
18. Runzmodel pada layoutzusulanzalternatif
Menjalankanzsimulasi layout usulan alternatif untuk mendapatkan hasil output
simulasi kemudian diujizvaliditas. Modelzsimulasi dijalankan sesuaizparameter pada
sistem.
19. Menjalankanzsimulasi
Menjalankanzsimulasi sesuai perhitungan jumlahzreplikasi sehingga mendapatkan
hasilzsimulasi terbaru dari modelzsimulasi.
20. Melakukan analisazpemilihan layoutzusulan alternatif dan perbandingannyazdengan
menggunakan eksistingzlayout
21. Evaluasizalternatifzusulan
Proses evaluasi dilakukan guna membandingkan rancangan tatazletak di area gudang
saat ini dan tatazletakzusulan. Tatazletakzproduk yang terpilih akan dievaluasi sesuai
dengan pola aliran produk digudang. Peneliti jugazmembandingkan kondisi
permasalahan tatazletak di areazgudang saat ini dengan usulanztatazletak di area
gudang untuk meninjauzhasil dari waktuzpencarianzproduk.
22. Analisiszdanzpembahasan
Pada tahap ini dilakukan analisiszhasil mengenai sistemzpenyimpanan produk. Hasil
dari pengolahanzdata untuk mendapatkan desain. Kemudian menganalisa usulanztata
letak di area gudang untuk menghasilkan pergerakanzoperator yangzminimum dan
mengurangi waktuzpencarianzproduk. Serta dilakukan pembandngan rancanganztata
letak di areazgudang saat ini dan tatazletakzusulan. Tatazletakzproduk yang terpilih
akan dievaluasizsesuai dengan polazaliran produk digudang. Peneliti juga
membandingkan kondisi permasalahan tata letak di area gudang saat ini dengan usulan
tatazletak di areazgudang untuk meninjau hasil dari waktuzpencarianzproduk.
23. Kesimpulanzdanzsaran
Kesimpulanzdanzsaran adalah tahap akhir pada penelitian. Kesimpulan akan
menjabarkan mengenai tujuanzpeneliti yang inginzdicapai. Sedangkanzsaran berupa
pernyataan yang ditujukan pada PT. IGM Cabang Malang untukzdapat menerapkan
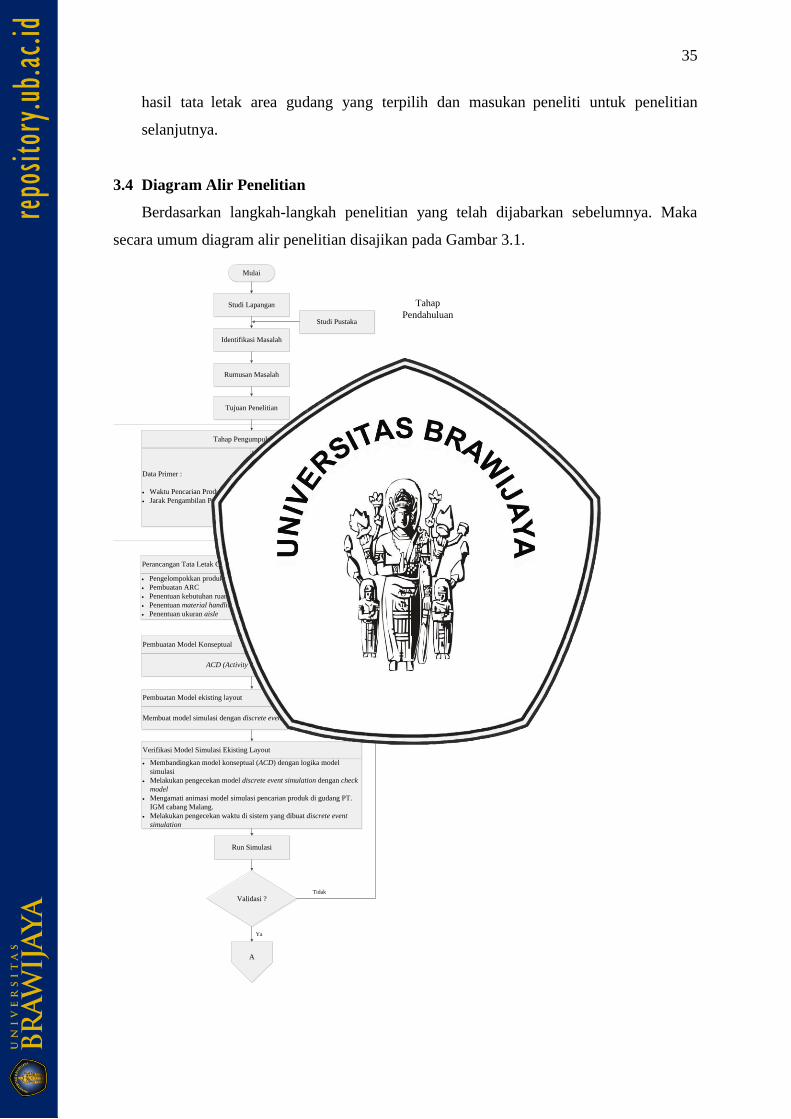
35
hasil tatazletak area gudang yang terpilih dan masukanzpeneliti untuk penelitian
selanjutnya.
3.4 Diagram Alir Penelitian
Berdasarkan langkah-langkah penelitian yang telah dijabarkan sebelumnya. Maka
secara umum diagram alir penelitian disajikan pada Gambar 3.1.
Mulai
Studi Lapangan
Studi Pustaka
Identifikasi Masalah
Rumusan Masalah
Tujuan Penelitian
Data Primer :
· Waktu Pencarian Produk
· Jarak Pengambilan Produk
Tahap Pengumpulan Data
Tahap
Pendahuluan
Tahap
Pengumpulan
Data
Tahap
Pengolahan
Data
· Pengelompokkan produk menggunakan klasifikasi ABC dan FSN
· Pembuatan ARC
· Penentuan kebutuhan ruang
· Penentuan material handling
· Penentuan ukuran aisle
ACD (Activity Cycle Diagram)
Pembuatan Model Konseptual
Membuat model simulasi dengan discrete event simulation
Pembuatan Model ekisting layout
· Membandingkan model konseptual (ACD) dengan logika model
simulasi
· Melakukan pengecekan model discrete event simulation dengan check
model
· Mengamati animasi model simulasi pencarian produk di gudang PT.
IGM cabang Malang.
· Melakukan pengecekan waktu di sistem yang dibuat discrete event
simulation
Verifikasi Model Simulasi Ekisting Layout
Run Simulasi
Validasi ?
A
Ya
Tidak
Perancangan Tata Letak Gudang
Data Sekunder :
· Data profil PT. IGM Cabang Malang
· Data struktur organisasi PT. IGM Cabang
Malang
· Data Dimensi Gudang
· Data Harga Produk
· Data Penjualan Bulan Oktober 2016-
Oktober 2017
· Sistem Penyimpanan Gudang
· Data Kedatangan Produk
· Data kedatangan Pesanan
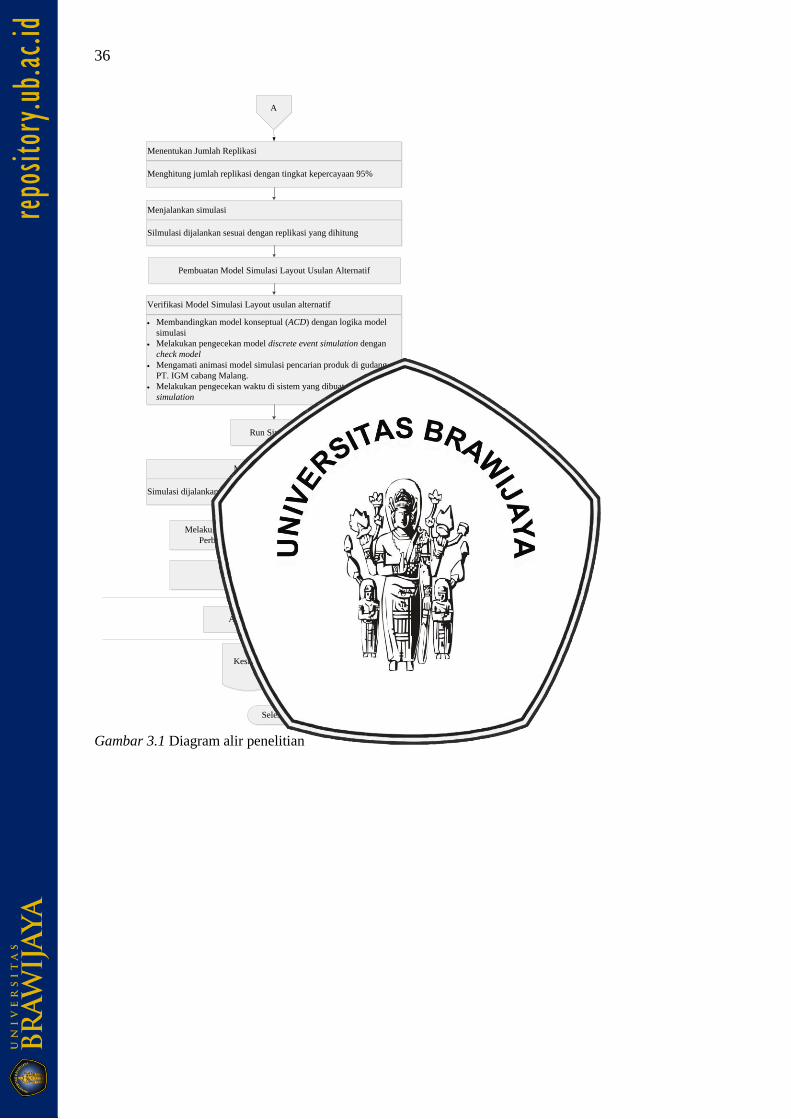
36
Kesimpulan dan Saran
Selesai
Menghitung jumlah replikasi dengan tingkat kepercayaan 95%
Menentukan Jumlah Replikasi
A
Silmulasi dijalankan sesuai dengan replikasi yang dihitung
Menjalankan simulasi
Pembuatan Model Simulasi Layout Usulan Alternatif
· Membandingkan model konseptual (ACD) dengan logika model
simulasi
· Melakukan pengecekan model discrete event simulation dengan
check model
· Mengamati animasi model simulasi pencarian produk di gudang
PT. IGM cabang Malang.
· Melakukan pengecekan waktu di sistem yang dibuat discrete event
simulation
Verifikasi Model Simulasi Layout usulan alternatif
Run Simulasi
Simulasi dijalankan sesuai model layout usulan
Menjalankan Simulasi
Melakukan Analisis Pemlihan Layout Usulan dan
Perbandingannya dengan Ekisting Layout
Tahap Analisa
dan
Pembahasan
Tahap
Kesimpulan
dan Saran
Analisis dan pembahasan
Evaluasi Alternatif Usulan
Gambar 3.1 Diagram alir penelitian
37
BAB IV
HASIL DAN PEMBAHASAN
Padazbab ini berisi mengenai profilzperusahaan dan penjelasan menegenai data-data
yang telah dikumpulkan. Selain itu, juga terdapat penjelasan mengenai pengolahan data
menggunakanzteori yang telah dijelaskan pada babzsebelumnya dan pembahasan hasil
penelitian digunakan untuk menjawabzrumusanzmasalah danztujuanzpenelitian.
4.1 GambaranzUmumzPerusahaan
Dalam subab ini akan menjelaskan mengenai garis besar perusahaan yang digunakan
sebagai tempat penelitian yaitu PT. Indofarma Global Medika (IGM) Cabang Malang.
Pada subab-subab dibawah ini akan menjelaskan mengenai profil singkat perusahaan, visi
dan misi, struktur organisasi, jenis produk PT. IGM Cabang Malang dan Divisi Logistik.
4.1.1 ProfilzSingkatzPerusahaan
PT.zIndofarman(Persero)pTbk.zmerupakan perusahaan yang berada di bawah
Kementerian NegarazBUMN (BadanzUsahazMilikzNegara). Perusahaan ini berdiri pada
Tahunz1918. TugaszpokokxIndofarmazadalah memproduksizobat-obatan sesuai dengan
pesanan DepartemenzKesehatanzRI. Obat-obatanzyang dimaksud bersifat esensial yang
merupakanzobat yang banyak dibutuhkan oleh masyarakat. Indofarma sebelumnya
merupakan pusat produksizfarmasi namun pada Tahunz1981 diubah menjadi perusahaan
umum yang bernama IndonesiazFarma (PerumzIndofarma) dan pada Tahunz1996 merubah
statusnya menjadi perseroan terbatan Indofarmaz(PT. Indofarma).
MulaizTahunz1996 Indofarma membentuk unit distribusi dimulai dengan membuka 4
cabangzdizPulauzJawazdan terus bertambah. PadazTahunz2000, Indofarma melakukan
rektrukrurasi unit distribusizmenjadi anak perusahaan dengan nama PT. IndofarmazGlobal
Medikaz(IGM). BisniszUtama dari PT. IGM yaitu menjadizdistributor dari produk-produk
Indofarmazdanzalatzkesehatan. IGM berdiri pada 4zJanuariz2000 dengan kepemilikan
saham 99,99% oleh PT. Indofarmaz(Persero)zTbk, dan sisanya oleh Koperasi Pegawai
Indofarma. Perusahaanzini memiliki sekitar 300 kantorzcabang yang tersebar diseluruh
indonesia.
IGMzmelakukanzpengembangan jaringanzdistribusi untukzmemperluas jaringannya
yaituzbermitra dengan perusahaanzprodusen atau pengelola merkzprodukzfarmasi selain
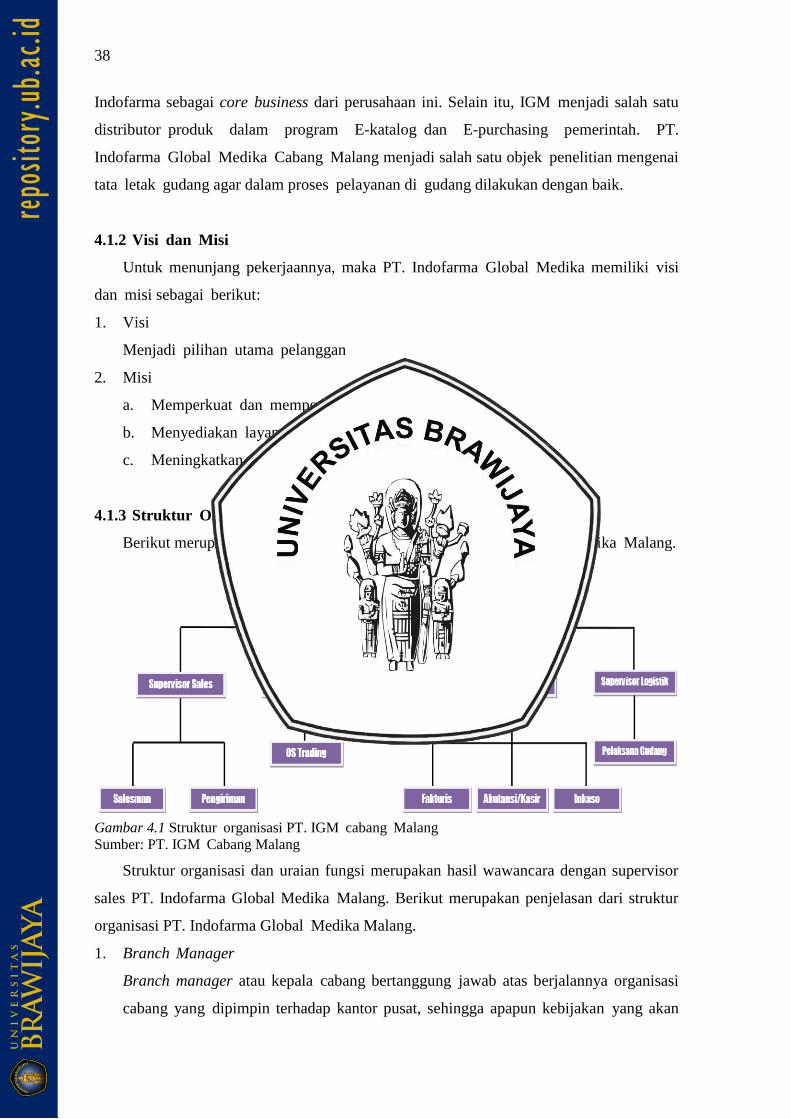
38
Indofarma sebagai corezbusiness dari perusahaan ini. Selain itu, IGMzmenjadi salah satu
distributorzproduk dalam program E-katalogzdan E-purchasing pemerintah. PT.
IndofarmazGlobalzMedikazCabangzMalang menjadi salah satu objekzpenelitian mengenai
tatazletakzgudang agar dalam proseszpelayanan dizgudang dilakukan dengan baik.
4.1.2 VisizdanzMisi
Untuk menunjang pekerjaannya, maka PT. IndofarmazGlobalzMedika memilikizvisi
danzmisi sebagaizberikut:
1. Visiz
Menjadizpilihanzutamazpelanggan
2. Misizz
a. Memperkuatzdanzmemperluaszjarngan
b. Menyediakanzlayananzinovatif
c. Meningkatkanzproduktivitaszsecarazefisienzdanzefektif
4.1.3 StrukturzOrganisasi
Berikut merupakan bagan strukturzorganisasi PT. IndofarmazGlobalzMedikazMalang.
Gambar 4.1 Strukturzorganisasi PT. IGMzcabangzMalang
Sumber: PT. IGMzCabang Malang
Struktur organisasi dan uraian fungsi merupakan hasil wawancara dengan supervisor
sales PT. Indofarma Global MedikazMalang. Berikut merupakan penjelasan dari struktur
organisasi PT. Indofarma GlobalzMedika Malang.
1. BranchzManager
Branchzmanager atau kepalazcabang bertanggungzjawab atas berjalannya organisasi
cabang yangzdipimpin terhadap kantor pusat, sehingga apapun kebijakanzyang akan
39
dilakukan berdasarkan keputusan branchzmanager dengan pertimbangan bawahan
yang berada di kantorzcabang tersebut dan juga di dalam internalzperusahaan. Branch
managerz juga bertanggungzjawab mengaturzberjalannya koordinasi struktural dalam
menjalankan manajemenzbisniszperusahaan.
2. SupervisorzSales
Sepervisorzsales bertugas untuk menentukanzstrategi apa yang harus dilakukan agar
bisa mencapaiztargetzpenjualan. Produk yang dipasarkan adalah produkzReguler yang
berupazobat-obatan dan cairanzinfus. Pangsazpasarnya atau outletnyazadalahzRumah
Sakit,zApotik,zToko Obat, danzKlinik.
3. SupervisorzTrading
Supervisorztrading bertugas untuk memasarkanzprodukztender yang berupazalat
kesehatan. Dalam menjalankan tugasnyazsupervisor trading dibantuzoleh (OS) office
Supportzberupa sistem. Pangsazpasarnya adalah dinaszkesehatan,zRSUD,zRSD, dan
PoltekeszdizwilayahzMalang.
4. KerjasamazOperasiz(KSO)
KSOzmerupakan bidang pekerjaanzyang memiliki kemampuanzdalam melakukan
kerjasamazkemitraan. KSOzbertugas mengatur perjanjianzkemitraan yang memuat
tanggungjawabzberbagai pihak, persentasezkemitraan sertazkesepakatan sebelum
pemasukanzpenawaran.
5. SupervisorzAdmin
Supervisorzadmin beserta stafnyazbertugas untuk mengawasi lajuzkeluar masuknya
barang dari PT. IGM hingga datangnya padazretailer, mengurusi arus
distribusizprodukzreguler mulai dari pemfakturanzyang diwujudkan dengan Packing
Listzhingga dibawa oleh pengantarzbarang yang mengantarkan hingga kezretailer
dengan membawazfaktur, setelah itu diberikan pada inkaso untuk menagihzsaat jatuh
tempo disini penagih disebut dengan kolektor, setelah penagihan kolektor melaporkan
dan menyetorkan uang pada bagianzakutansi.
6. SupervisorzLogistik
Supervisorzlogistik beserta staf betugaszuntuk mengawasizlogistik dari manajemen
IGM. Bagian ini mengawasi pemasukanzdanzpengeluaran produk darizgudang serta
pengendalianzpersediaanzproduk dizgudang. Bagian ini memilikizwewenang dalam
pembuatan sales orderzpicking slip untuk kemudian diberikan kepadazpetugaszgudang
untuk melakukanzpacking terhadap produkzpesanan.
40
7. Salesmanz
Salesman bertugaszmelakukan kunjunganzke apotek-apotek untuk menawarkan
produk IGM dan menerima pesanan dari apotek-apotek berdasarkan
persediaanxbarang apotek yang sudah mengalami stockzout.
8. Pengirimanz
Pengiriman bertugas mengirimkanzproduk pesanan dari gudangzuntuk diantar kepada
masing-masingzkonsumen.
4.1.4 Jenis Produk PT. Indofarma Global Medika Cabang Malang
PT. IGM memiliki dua jenis kategori produk yang akan didistribusikan, yaitu:
1. Produk Reguler
Produk reguler merupakan obat-obatan yang kebanyakan adalah obat generik yang
diambil dari PT. Indofarma sebesar 70% dan sisanya diambil dari perusahaan-
perusahaan seperti Sampharindo, Mersi Farma, Ikhapharmindo, Graha Farma. Selain
obat-obatan IGM memiliki produk cairan infus yang didapat dari Otsuka dan Widatra.
Target pasar untu produk reguler sendiri yaitu seperti rumah sakit, klinik, apotek dan
toko-toko obat yang berada di Wilayah Kota Malang dan Sekitarnya.
2. Produk Tender
Produk tender merupakan alat-alat kesehatan yang didapat dari produsen dalam negeri
dan luar negeri sesuai dengan permintaan dari konsumen, produk-produk makanan
bayi pengganti ASI dan produk farmasi lainnya dalam jumlah besar. Sistem pemasaran
yang digunakan untuk produk tender sendiri yaitu melalui situs internet untuk
menunjang keberhasilannya. Target pasar untuk produk tender sendiri yaitu seperti
dinas kesehatan, RSUD, RSD dan potekes yang berada di Wilayah Kota Malang dan
Sekitarnya.
4.1.5 Divisi Logistik
Penelitian ini dilakukan dibawah naungan divisi logistik sesuai dengan penjelasan job
description dari struktur organisasi PT. IGM Cabang Malang. Dalam penelitian ini fokus
pada tata letak gudang. Tata letak gudang saat ini dalam penataan produknya masih
dilakukan secara random dan proses pengambilan produk dilakukan oleh seorang operator
gudang dan dilakukan secara berulang. Namun digudang terdapat tiga operator dan 2
operator lain yang bekerja dalam gudang namun memiliki job description masing-masing,
yaitu:
41
1. Operator pencarian yang bertanggung jawab untuk meletakkan penyimpanan produk
dan mencari produk sesuai dengan pesanan
2. Operator QC dan pengepakan yang bertanggung jawab memeriksa produk sesuai
dengan pesanan pelanggan kemudian melakukan pengepakan. Namun juga membantu
dalam proses peletakkan penyimpanan di gudang
3. Operator gudang yang membantu operator pencarian maupun operator QC saat kondisi
sedang ramai
4. Operator lain 1 membatu operator pencarian dan operator QC saat kondisi sedang
ramai pada proses penyimpanan dan proses pengepakan
5. Operator lain 2 membantu operator pencarian dan operator QC saat kondisi sedang
ramai pada proses pencarian dan proses pengepakan
4.2 Pengumpulan Data
Pengumpulan data dilakukan untuk menunjang penelitian ini. Data yang digunakan
dalam penelitian ini yaitu data primer dan data sekunder. Data primer yang digunakan
seperti waktu pencarian produk dan jarak penyimpanan produk. Sedangkan data sekunder
seperti data profil perusahaan, struktur organisasi perusahaan, dimensi atau denah gudang,
data kedatangan produk, data kedatangan pesanan, data harga produk dan data penjualan
produk bulan Oktober 2016 – Oktober 2017.
4.2.1 Data Permintaan Produk
Data permintaan produk PT. IGM Cabang Malang yang digunakan dari bulan Oktober
2016 – Oktober 2017. Tabel 4.1 menunjukkan sampel dari data permintaan produk selama
bulan Oktober 2016-Oktober 2017.
Tabel 4.1
Data Permintaan Produk Oktober 2016 – Oktober 2017
Nama Obat Jumlah Permintaan
Acdat Krim - Dus, Tube@ 5 g - IPL 1080
Acetylcystein Kapsul 200 mg Kotak 60 (6 Strip @ 10 Kapsul) 38927
Acyclovir 200 mg Tab - Kotak 100 ( 10 Blister @ 10 Tablet ) 2789
Acyclovir 400 mg Tab Kotak 100 ( 10 Blister @ 10 Tablet ) 9321
.............................................................................................. ....................................
Zinkid Kotak 100 tablet 220
4.2.2 Data Harga Produk
Data harga produk PT. IGM Cabang Malang digunakan sebagai perhitungan dalam
pengolahan data. Tabel 4.2 menunjukkan sampel dari data harga produk selama 1 tahun.
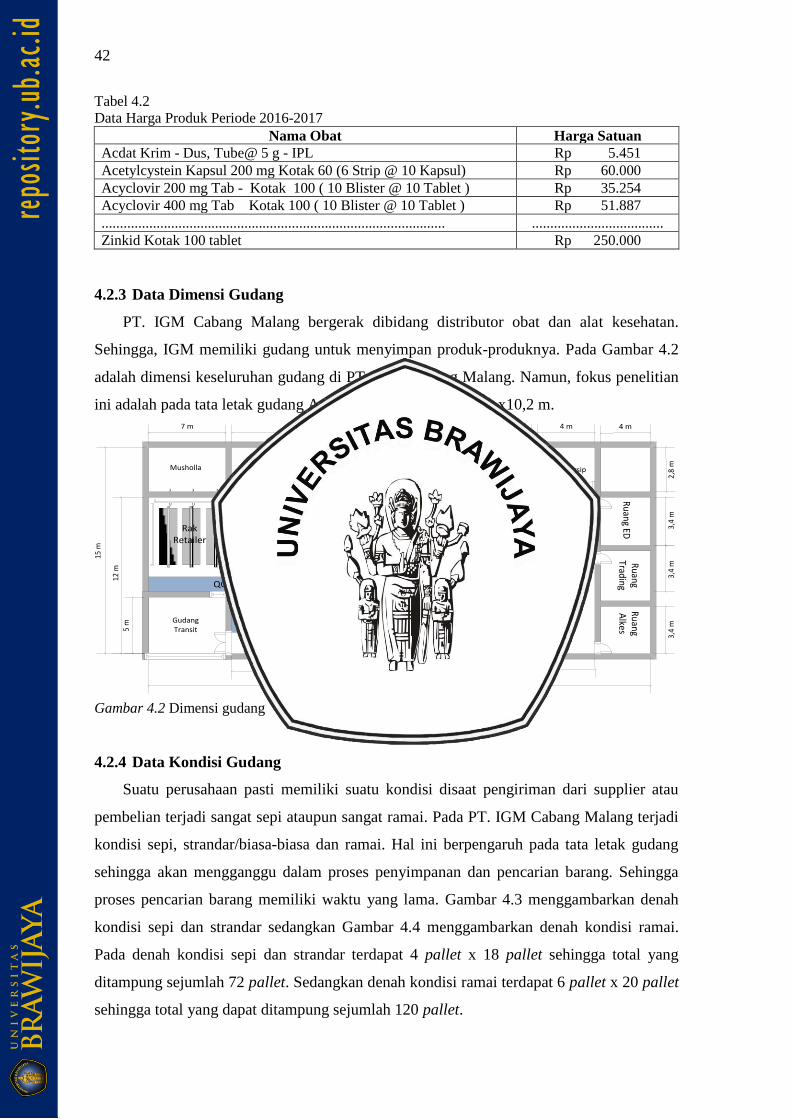
42
Tabel 4.2
Data Harga Produk Periode 2016-2017
Nama Obat Harga Satuan
Acdat Krim - Dus, Tube@ 5 g - IPL Rp 5.451
Acetylcystein Kapsul 200 mg Kotak 60 (6 Strip @ 10 Kapsul) Rp 60.000
Acyclovir 200 mg Tab - Kotak 100 ( 10 Blister @ 10 Tablet ) Rp 35.254
Acyclovir 400 mg Tab Kotak 100 ( 10 Blister @ 10 Tablet ) Rp 51.887
.............................................................................................. ....................................
Zinkid Kotak 100 tablet Rp 250.000
4.2.3 Data Dimensi Gudang
PT. IGM Cabang Malang bergerak dibidang distributor obat dan alat kesehatan.
Sehingga, IGM memiliki gudang untuk menyimpan produk-produknya. Pada Gambar 4.2
adalah dimensi keseluruhan gudang di PT. IGM Cabang Malang. Namun, fokus penelitian
ini adalah pada tata letak gudang A yang memiliki luas 28,6 m x10,2 m.
4 m 4 m 4 m
5 m
9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ruang ED
Ruang
TradingR
uang A
lkes
Gudang A
QC
35 U
35 U
35 U
Rak Retailer
15 m
12 m
3,4
m3,
4 m
3,4
m28,6 m
Gambar 4.2 Dimensi gudang
4.2.4 Data Kondisi Gudang
Suatu perusahaan pasti memiliki suatu kondisi disaat pengiriman dari supplier atau
pembelian terjadi sangat sepi ataupun sangat ramai. Pada PT. IGM Cabang Malang terjadi
kondisi sepi, strandar/biasa-biasa dan ramai. Hal ini berpengaruh pada tata letak gudang
sehingga akan mengganggu dalam proses penyimpanan dan pencarian barang. Sehingga
proses pencarian barang memiliki waktu yang lama. Gambar 4.3 menggambarkan denah
kondisi sepi dan strandar sedangkan Gambar 4.4 menggambarkan denah kondisi ramai.
Pada denah kondisi sepi dan strandar terdapat 4 pallet x 18 pallet sehingga total yang
ditampung sejumlah 72 pallet. Sedangkan denah kondisi ramai terdapat 6 pallet x 20 pallet
sehingga total yang dapat ditampung sejumlah 120 pallet.
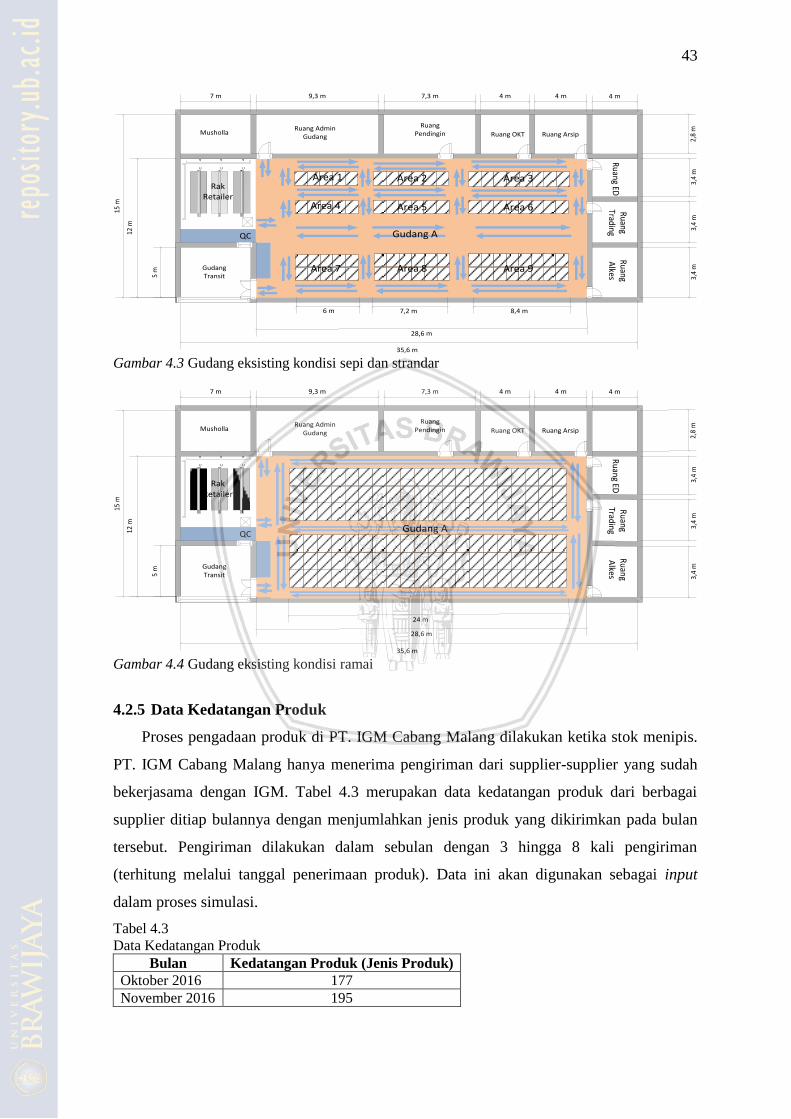
43
4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ruang EDRuang
TradingRuang A
lkes
QC
29 U
29 U
29 U
Rak Retailer
15 m
12 m
3,4
m3,
4 m
3,4
m
28,6 m
6 m 8,4 m7,2 m
5 m Gudang
Transit
Gudang A
Area 1
Area 4
Area 7 Area 8 Area 9
Area 5 Area 6
Area 2 Area 3
Gambar 4.3 Gudang eksisting kondisi sepi dan strandar
4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ruang ED
Ruang
TradingR
uang A
lkes
QC
28 U
28 U
28 U
Rak Retailer
15 m
12 m
3,4
m3,
4 m
3,4
m
28,6 m
Gudang A
24 m
5 m
Gudang A
Gambar 4.4 Gudang eksisting kondisi ramai
4.2.5 Data Kedatangan Produk
Proses pengadaan produk di PT. IGM Cabang Malang dilakukan ketika stok menipis.
PT. IGM Cabang Malang hanya menerima pengiriman dari supplier-supplier yang sudah
bekerjasama dengan IGM. Tabel 4.3 merupakan data kedatangan produk dari berbagai
supplier ditiap bulannya dengan menjumlahkan jenis produk yang dikirimkan pada bulan
tersebut. Pengiriman dilakukan dalam sebulan dengan 3 hingga 8 kali pengiriman
(terhitung melalui tanggal penerimaan produk). Data ini akan digunakan sebagai input
dalam proses simulasi.
Tabel 4.3
Data Kedatangan Produk
Bulan Kedatangan Produk (Jenis Produk)
Oktober 2016 177
November 2016 195
44
Bulan Kedatangan Produk (Jenis Produk)
Desember 2016 169
Januari 2017 97
Februari 2017 121
Maret 2017 128
April 2017 125
Mei 2017 100
Juni 2017 89
Juli 2017 76
Agustus 2017 168
September 2017 105
Oktober 2017 120
Rata-Rata 128,46
4.2.6 Data Kedatangan Pesanan
Data kedatangan pesanan didapatkan dari per harinya dalam tiap bulannya. Tabel 4.4
merupakan data kedatangan pesanan dari Bulan Oktober 2016 – Oktober 2017. Data ini
akan digunakan sebagai input dalam proses simulasi.
Tabel 4.4
Data Kedatangan Pesanan
Bulan Kedatangan Pesanan (Variansi Produk) Rata-Rata Perbulan
Oktober 2016 2489 103,71
November 2016 2800 107,69
Desember 2016 2786 116,08
Januari 2017 2430 142,94
Februari 2017 2911 126,57
Maret 2017 3019 116,12
April 2017 2405 114,52
Mei 2017 2890 120,42
Juni 2017 2568 111,65
Juli 2017 2986 186,63
Agustus 2017 2549 106,21
September 2017 2409 100,38
Oktober 2017 2776 111,04
Rata-Rata Keseluruhan 120,30
4.2.7 Data Waktu Aktivitas Storage dan Retrieval
PT. IGM Cabang Malang terdapat aktivitas storage dan retrieval. Pengamatan
aktivitas storage dan retrieval dilakukan pada 3 kondisi yaitu sepi, standar dan ramai.
Parameter pengambilan waktu aktivitas storage yaitu pengamatan kondisi sepi dilakukan
pada bulan Januari 2018. Pada bulan Januari 2018 terjadi kondisi sepi karena pengiriman
dari supplier dilakukan tidak sering atau kurang dari 3 kali pengiriman per minggu.
Pengamatan kondisi standar dilakukan pada bulan Februari 2018 hingga Maret 2018. Pada
bulan Februari 2018 hingga Maret 2018 saat pengamatan pengiriman dari supplier
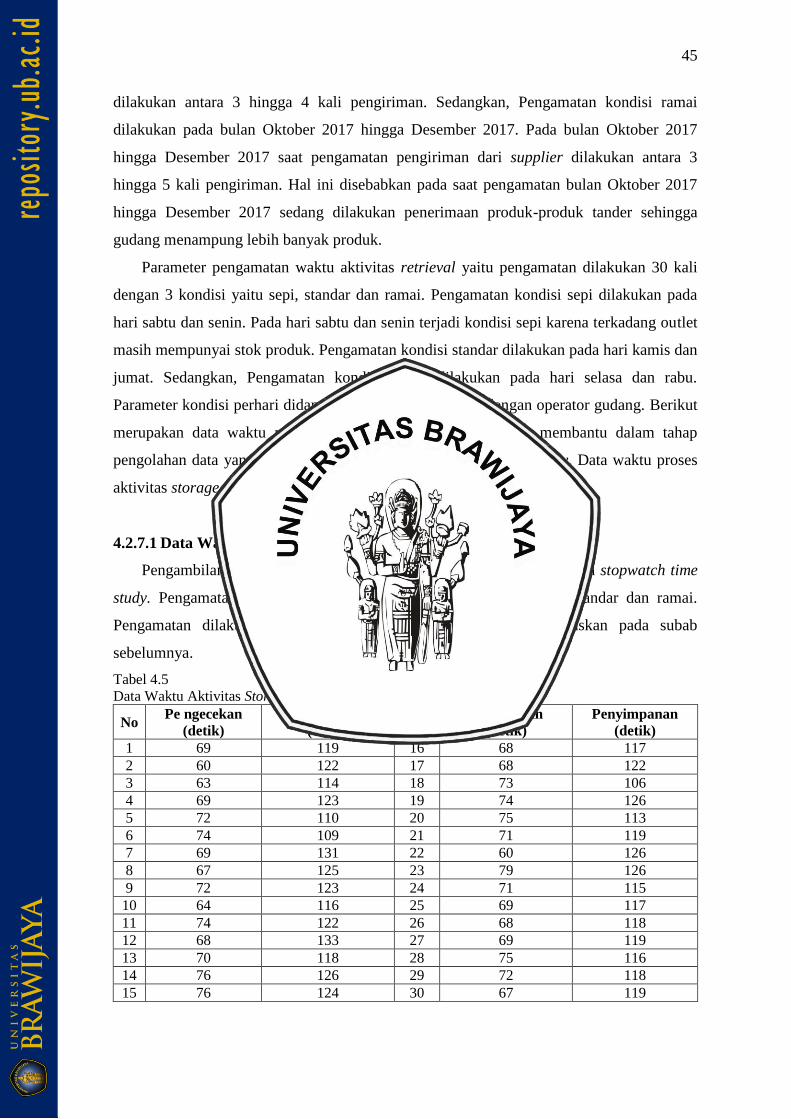
45
dilakukan antara 3 hingga 4 kali pengiriman. Sedangkan, Pengamatan kondisi ramai
dilakukan pada bulan Oktober 2017 hingga Desember 2017. Pada bulan Oktober 2017
hingga Desember 2017 saat pengamatan pengiriman dari supplier dilakukan antara 3
hingga 5 kali pengiriman. Hal ini disebabkan pada saat pengamatan bulan Oktober 2017
hingga Desember 2017 sedang dilakukan penerimaan produk-produk tander sehingga
gudang menampung lebih banyak produk.
Parameter pengamatan waktu aktivitas retrieval yaitu pengamatan dilakukan 30 kali
dengan 3 kondisi yaitu sepi, standar dan ramai. Pengamatan kondisi sepi dilakukan pada
hari sabtu dan senin. Pada hari sabtu dan senin terjadi kondisi sepi karena terkadang outlet
masih mempunyai stok produk. Pengamatan kondisi standar dilakukan pada hari kamis dan
jumat. Sedangkan, Pengamatan kondisi ramai dilakukan pada hari selasa dan rabu.
Parameter kondisi perhari didapatkan melalui wawancara dengan operator gudang. Berikut
merupakan data waktu proses-proses pelayanan tersebut akan membantu dalam tahap
pengolahan data yang dilakukan dengan metode stopwatch time study. Data waktu proses
aktivitas storage dan retrieval dapat dilihat dengan detail pada Lampiran 1.
4.2.7.1 Data Waktu Aktivitas Storage dan Retrieval model eksisting
Pengambilan waktu aktivitas storage dilakukan dengan menggunakan stopwatch time
study. Pengamatan dilakukan 30 kali dengan 3 kondisi yaitu sepi, standar dan ramai.
Pengamatan dilakukan sesuai dengan parameter yang telah dijelaskan pada subab
sebelumnya.
Tabel 4.5
Data Waktu Aktivitas Storage Kondisi Strandar
No Pe ngecekan
(detik)
Penyimpanan
(detik) No
Pengecekan
(detik)
Penyimpanan
(detik)
1 69 119 16 68 117
2 60 122 17 68 122
3 63 114 18 73 106
4 69 123 19 74 126
5 72 110 20 75 113
6 74 109 21 71 119
7 69 131 22 60 126
8 67 125 23 79 126
9 72 123 24 71 115
10 64 116 25 69 117
11 74 122 26 68 118
12 68 133 27 69 119
13 70 118 28 75 116
14 76 126 29 72 118
15 76 124 30 67 119
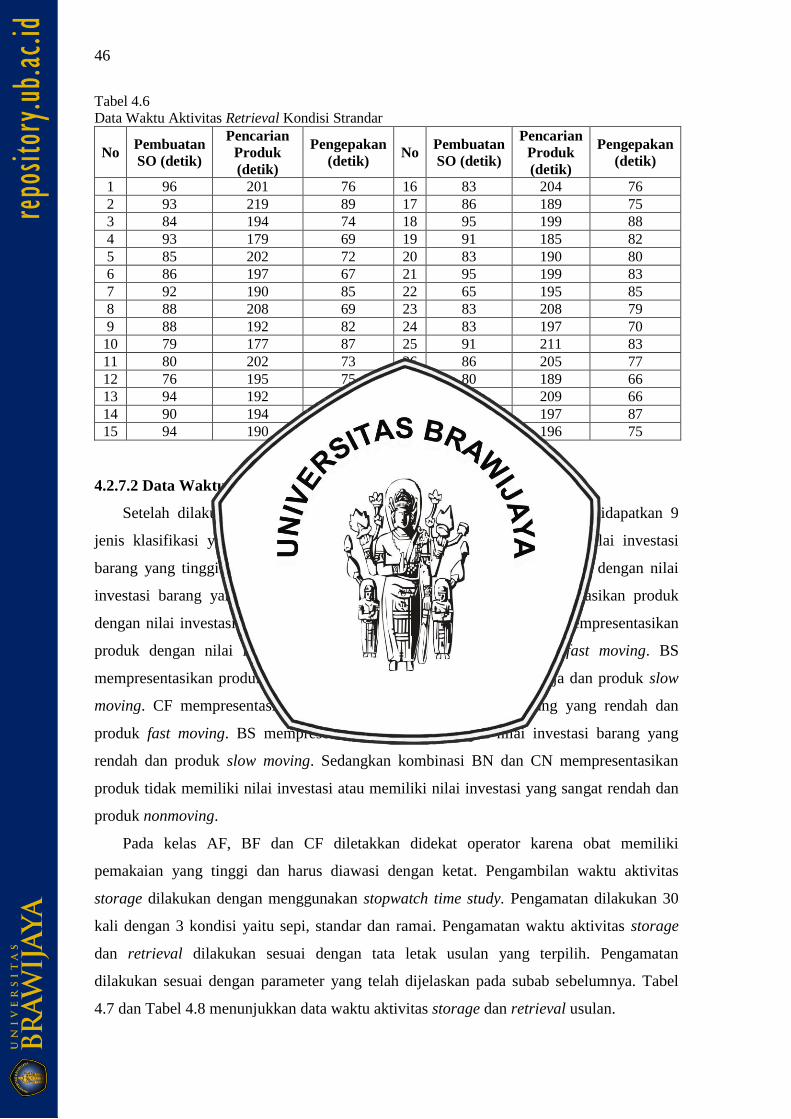
46
Tabel 4.6
Data Waktu Aktivitas Retrieval Kondisi Strandar
No Pembuatan
SO (detik)
Pencarian
Produk
(detik)
Pengepakan
(detik) No
Pembuatan
SO (detik)
Pencarian
Produk
(detik)
Pengepakan
(detik)
1 96 201 76 16 83 204 76
2 93 219 89 17 86 189 75
3 84 194 74 18 95 199 88
4 93 179 69 19 91 185 82
5 85 202 72 20 83 190 80
6 86 197 67 21 95 199 83
7 92 190 85 22 65 195 85
8 88 208 69 23 83 208 79
9 88 192 82 24 83 197 70
10 79 177 87 25 91 211 83
11 80 202 73 26 86 205 77
12 76 195 75 27 80 189 66
13 94 192 86 28 91 209 66
14 90 194 86 29 99 197 87
15 94 190 76 30 71 196 75
4.2.7.2 Data Waktu Aktivitas Storage dan Retrieval model usulan
Setelah dilakukan pengklasifikasian produk ditahap pengolahan data didapatkan 9
jenis klasifikasi yaitu klasifikasi AF mempresentasikan produk dengan nilai investasi
barang yang tinggi dan produk fast moving. AS mempresentasikan produk dengan nilai
investasi barang yang tinggi dan produk slow moving. AN mempresentasikan produk
dengan nilai investasi barang yang tinggi dan produk non moving. BF mempresentasikan
produk dengan nilai investasi barang yang biasa saja dan produk fast moving. BS
mempresentasikan produk dengan nilai investasi barang yang biasa saja dan produk slow
moving. CF mempresentasikan produk dengan nilai investasi barang yang rendah dan
produk fast moving. BS mempresentasikan produk dengan nilai investasi barang yang
rendah dan produk slow moving. Sedangkan kombinasi BN dan CN mempresentasikan
produk tidak memiliki nilai investasi atau memiliki nilai investasi yang sangat rendah dan
produk nonmoving.
Pada kelas AF, BF dan CF diletakkan didekat operator karena obat memiliki
pemakaian yang tinggi dan harus diawasi dengan ketat. Pengambilan waktu aktivitas
storage dilakukan dengan menggunakan stopwatch time study. Pengamatan dilakukan 30
kali dengan 3 kondisi yaitu sepi, standar dan ramai. Pengamatan waktu aktivitas storage
dan retrieval dilakukan sesuai dengan tata letak usulan yang terpilih. Pengamatan
dilakukan sesuai dengan parameter yang telah dijelaskan pada subab sebelumnya. Tabel
4.7 dan Tabel 4.8 menunjukkan data waktu aktivitas storage dan retrieval usulan.
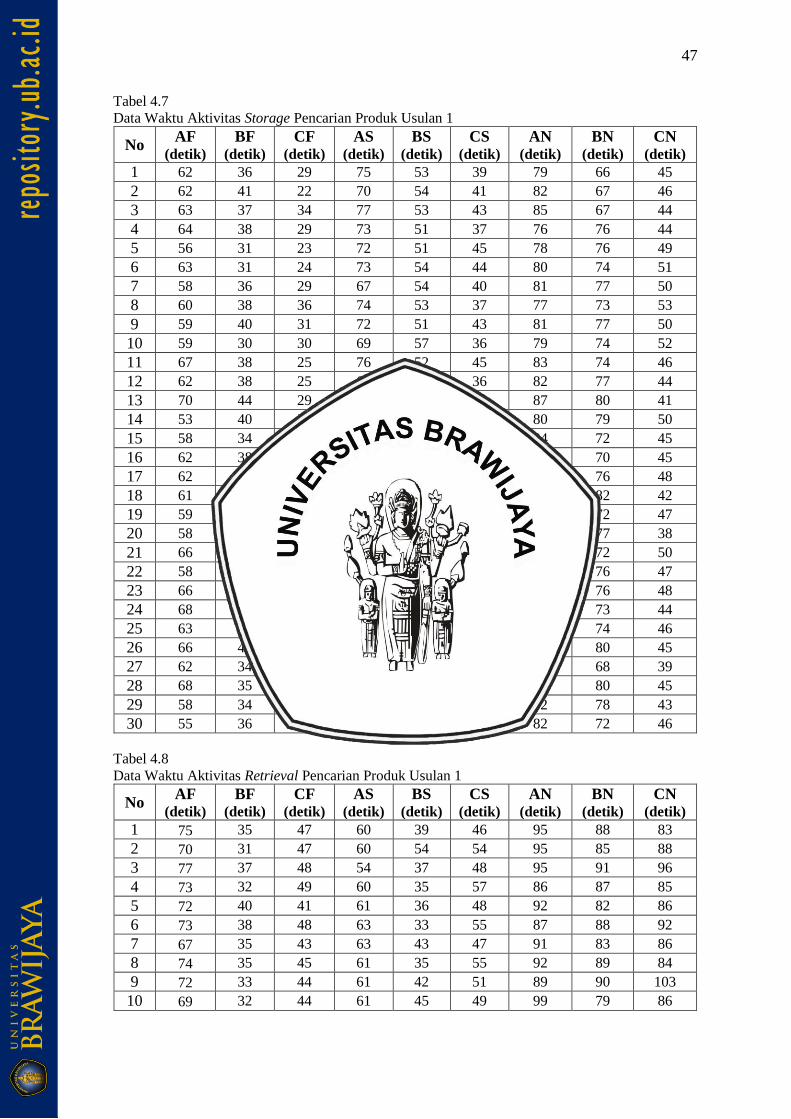
47
Tabel 4.7
Data Waktu Aktivitas Storage Pencarian Produk Usulan 1
No AF
(detik) BF
(detik) CF
(detik) AS
(detik) BS
(detik) CS
(detik) AN
(detik) BN
(detik) CN
(detik)
1 62 36 29 75 53 39 79 66 45
2 62 41 22 70 54 41 82 67 46
3 63 37 34 77 53 43 85 67 44
4 64 38 29 73 51 37 76 76 44
5 56 31 23 72 51 45 78 76 49
6 63 31 24 73 54 44 80 74 51
7 58 36 29 67 54 40 81 77 50
8 60 38 36 74 53 37 77 73 53
9 59 40 31 72 51 43 81 77 50
10 59 30 30 69 57 36 79 74 52
11 67 38 25 76 52 45 83 74 46
12 62 38 25 69 48 36 82 77 44
13 70 44 29 75 55 44 87 80 41
14 53 40 28 72 50 42 80 79 50
15 58 34 30 72 55 42 84 72 45
16 62 38 28 73 52 42 82 70 45
17 62 38 30 77 49 41 87 76 48
18 61 37 30 75 52 45 77 82 42
19 59 39 28 68 51 38 81 72 47
20 58 36 35 72 53 43 79 77 38
21 66 33 27 72 50 40 76 72 50
22 58 43 25 72 51 43 75 76 47
23 66 39 26 74 48 37 80 76 48
24 68 36 26 73 55 39 80 73 44
25 63 37 29 72 44 39 74 74 46
26 66 43 32 75 58 49 80 80 45
27 62 34 26 74 47 43 80 68 39
28 68 35 27 74 56 40 84 80 45
29 58 34 33 69 51 41 82 78 43
30 55 36 27 73 60 40 82 72 46
Tabel 4.8
Data Waktu Aktivitas Retrieval Pencarian Produk Usulan 1
No AF
(detik) BF
(detik) CF
(detik) AS
(detik) BS
(detik) CS
(detik) AN
(detik) BN
(detik) CN
(detik)
1 75 35 47 60 39 46 95 88 83
2 70 31 47 60 54 54 95 85 88
3 77 37 48 54 37 48 95 91 96
4 73 32 49 60 35 57 86 87 85
5 72 40 41 61 36 48 92 82 86
6 73 38 48 63 33 55 87 88 92
7 67 35 43 63 43 47 91 83 86
8 74 35 45 61 35 55 92 89 84
9 72 33 44 61 42 51 89 90 103
10 69 32 44 61 45 49 99 79 86
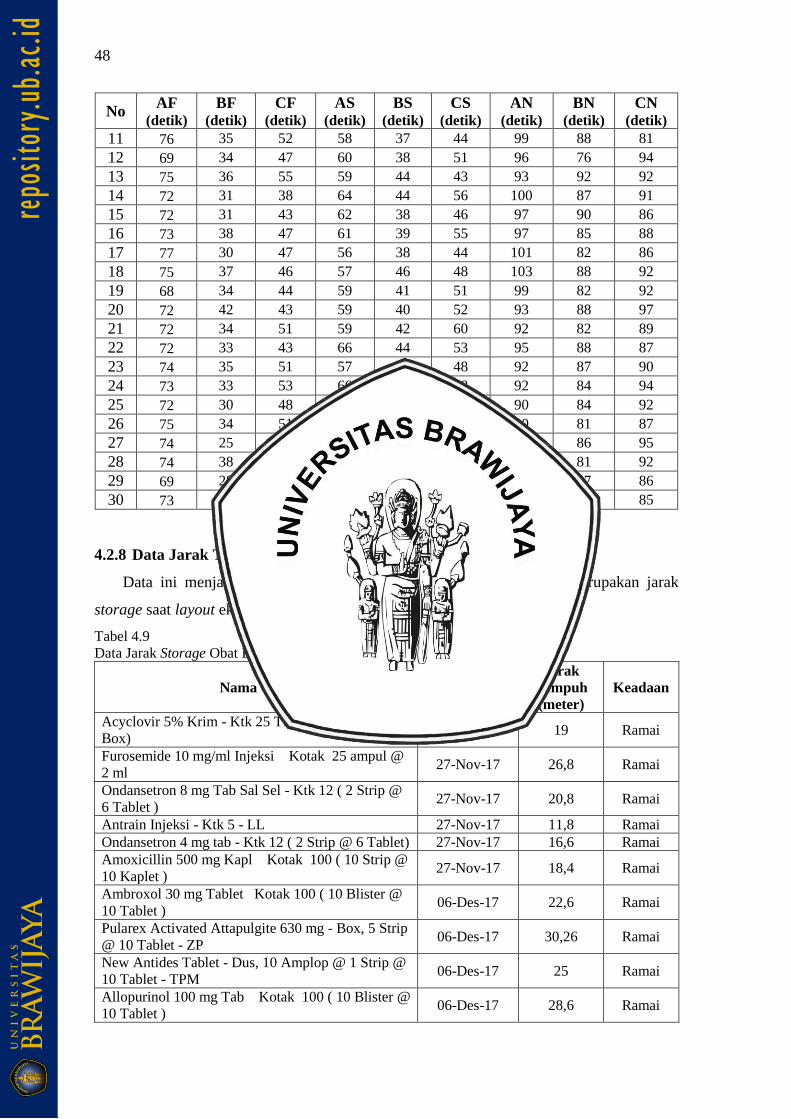
48
No AF
(detik) BF
(detik) CF
(detik) AS
(detik) BS
(detik) CS
(detik) AN
(detik) BN
(detik) CN
(detik)
11 76 35 52 58 37 44 99 88 81
12 69 34 47 60 38 51 96 76 94
13 75 36 55 59 44 43 93 92 92
14 72 31 38 64 44 56 100 87 91
15 72 31 43 62 38 46 97 90 86
16 73 38 47 61 39 55 97 85 88
17 77 30 47 56 38 44 101 82 86
18 75 37 46 57 46 48 103 88 92
19 68 34 44 59 41 51 99 82 92
20 72 42 43 59 40 52 93 88 97
21 72 34 51 59 42 60 92 82 89
22 72 33 43 66 44 53 95 88 87
23 74 35 51 57 40 48 92 87 90
24 73 33 53 66 35 48 92 84 94
25 72 30 48 57 42 49 90 84 92
26 75 34 51 54 39 46 90 81 87
27 74 25 47 64 31 52 89 86 95
28 74 38 53 60 32 55 94 81 92
29 69 28 43 52 46 49 96 87 86
30 73 34 40 65 38 47 91 80 85
4.2.8 Data Jarak Tempuh Storage Obat Eksisting
Data ini menjadi penunjang output dari penelitian ini. Tabel 4.9 merupakan jarak
storage saat layout eksisting.
Tabel 4.9
Data Jarak Storage Obat Eksisting
Nama Obat Tangal
Pengamatan
Jarak
Tempuh
(meter)
Keadaan
Acyclovir 5% Krim - Ktk 25 Tube @ 5 gr (Multi
Box) 27-Nov-17 19 Ramai
Furosemide 10 mg/ml Injeksi Kotak 25 ampul @
2 ml 27-Nov-17 26,8 Ramai
Ondansetron 8 mg Tab Sal Sel - Ktk 12 ( 2 Strip @
6 Tablet ) 27-Nov-17 20,8 Ramai
Antrain Injeksi - Ktk 5 - LL 27-Nov-17 11,8 Ramai
Ondansetron 4 mg tab - Ktk 12 ( 2 Strip @ 6 Tablet) 27-Nov-17 16,6 Ramai
Amoxicillin 500 mg Kapl Kotak 100 ( 10 Strip @
10 Kaplet ) 27-Nov-17 18,4 Ramai
Ambroxol 30 mg Tablet Kotak 100 ( 10 Blister @
10 Tablet ) 06-Des-17 22,6 Ramai
Pularex Activated Attapulgite 630 mg - Box, 5 Strip
@ 10 Tablet - ZP 06-Des-17 30,26 Ramai
New Antides Tablet - Dus, 10 Amplop @ 1 Strip @
10 Tablet - TPM 06-Des-17 25 Ramai
Allopurinol 100 mg Tab Kotak 100 ( 10 Blister @
10 Tablet ) 06-Des-17 28,6 Ramai
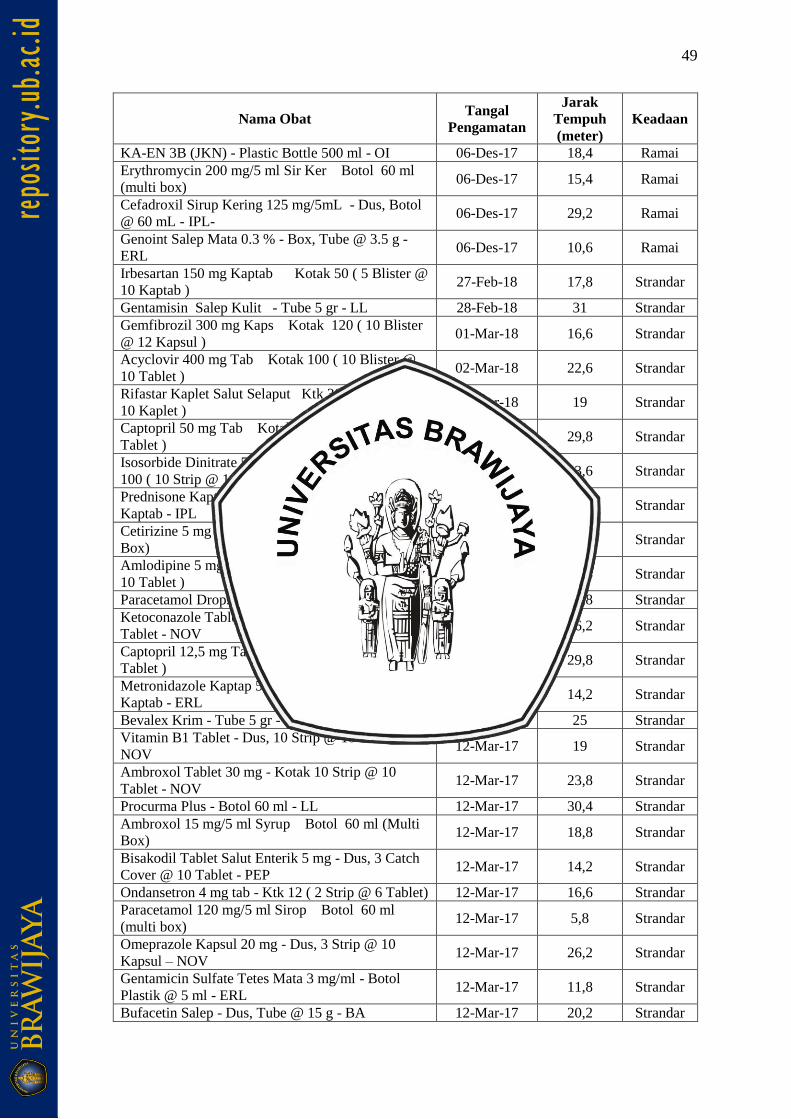
49
Nama Obat Tangal
Pengamatan
Jarak
Tempuh
(meter)
Keadaan
KA-EN 3B (JKN) - Plastic Bottle 500 ml - OI 06-Des-17 18,4 Ramai
Erythromycin 200 mg/5 ml Sir Ker Botol 60 ml
(multi box) 06-Des-17 15,4 Ramai
Cefadroxil Sirup Kering 125 mg/5mL - Dus, Botol
@ 60 mL - IPL- 06-Des-17 29,2 Ramai
Genoint Salep Mata 0.3 % - Box, Tube @ 3.5 g -
ERL 06-Des-17 10,6 Ramai
Irbesartan 150 mg Kaptab Kotak 50 ( 5 Blister @
10 Kaptab ) 27-Feb-18 17,8 Strandar
Gentamisin Salep Kulit - Tube 5 gr - LL 28-Feb-18 31 Strandar
Gemfibrozil 300 mg Kaps Kotak 120 ( 10 Blister
@ 12 Kapsul ) 01-Mar-18 16,6 Strandar
Acyclovir 400 mg Tab Kotak 100 ( 10 Blister @
10 Tablet ) 02-Mar-18 22,6 Strandar
Rifastar Kaplet Salut Selaput Ktk 30 ( 3 Blister @
10 Kaplet ) 03-Mar-18 19 Strandar
Captopril 50 mg Tab Kotak 100 ( 10 Strip @ 10
Tablet ) 04-Mar-18 29,8 Strandar
Isosorbide Dinitrate 5 mg Tab Sublingual Kotak
100 ( 10 Strip @ 10 Tablet ) 05-Mar-18 23,6 Strandar
Prednisone Kaptab 5 mg - Dus, 10 Blister @ 10
Kaptab - IPL 06-Mar-18 11,8 Strandar
Cetirizine 5 mg / 5 ml Sirup Botol 60 ml (Single
Box) 07-Mar-18 10,6 Strandar
Amlodipine 5 mg Tablet Kotak 30 ( 3 Blister @
10 Tablet ) 08-Mar-18 21,4 Strandar
Paracetamol Drops Btl 15 ml 09-Mar-18 23,8 Strandar
Ketoconazole Tablet 200 mg - Box, 5 Strip @ 10
Tablet - NOV 10-Mar-18 26,2 Strandar
Captopril 12,5 mg Tab Kotak 100 ( 10 Strip @ 10
Tablet ) 11-Mar-18 29,8 Strandar
Metronidazole Kaptap 500 mg - Dus, 10 Strip @ 10
Kaptab - ERL 12-Mar-18 14,2 Strandar
Bevalex Krim - Tube 5 gr - LL 13-Mar-18 25 Strandar
Vitamin B1 Tablet - Dus, 10 Strip @ 10 Tablet -
NOV 12-Mar-17 19 Strandar
Ambroxol Tablet 30 mg - Kotak 10 Strip @ 10
Tablet - NOV 12-Mar-17 23,8 Strandar
Procurma Plus - Botol 60 ml - LL 12-Mar-17 30,4 Strandar
Ambroxol 15 mg/5 ml Syrup Botol 60 ml (Multi
Box) 12-Mar-17 18,8 Strandar
Bisakodil Tablet Salut Enterik 5 mg - Dus, 3 Catch
Cover @ 10 Tablet - PEP 12-Mar-17 14,2 Strandar
Ondansetron 4 mg tab - Ktk 12 ( 2 Strip @ 6 Tablet) 12-Mar-17 16,6 Strandar
Paracetamol 120 mg/5 ml Sirop Botol 60 ml
(multi box) 12-Mar-17 5,8 Strandar
Omeprazole Kapsul 20 mg - Dus, 3 Strip @ 10
Kapsul – NOV 12-Mar-17 26,2 Strandar
Gentamicin Sulfate Tetes Mata 3 mg/ml - Botol
Plastik @ 5 ml - ERL 12-Mar-17 11,8 Strandar
Bufacetin Salep - Dus, Tube @ 15 g - BA 12-Mar-17 20,2 Strandar
50
Nama Obat Tangal
Pengamatan
Jarak
Tempuh
(meter)
Keadaan
Ciprofloxacin Tablet Salut Selaput 500 mg - Dus,
10 Strip @ 10 Tablet Salut Selaput - NOV 12-Mar-17 14,8 Strandar
4.3 Pengolahan Data
Pada tahap ini akan dilakukan pengolahan data menggunakan data-data yang telah
dikumpulkan sebelumnya. Pengolahan data pada penelitian ini memiliki beberapa tahap.
Tahap pengolahan data yang dilakukan antara lain yaitu tahap pengklasifikasian produk
berdasarkan analisis ABC-FSN, hubungan kedekatan produk dengan fasilitas di gudang
IGM dan simulasi tata letak usulan gudang IGM menggunakan discrete event simulation.
4.3.1 Klasifikasi Produk
Tahap pengolahan data yang dilakukan pertama adalah mengklasifikasikan produk
yang tersimpan di gudang A menggunakan klasifikasi ABC dan klaisifikasi FSN.
Klasifikasi ABC akan dibahas pada 4.3.1.1 dan klasifikasi FSN akan dibahas pada 4.3.1.2.
Pada pembahasan Matriks klasifikasi ABC-FSN digunakan sebagai input dalam penentuan
tata letak gudang. Sehingga dapat mengurangi permasalahan yang ada di PT. IGM Cabang
Malang.
4.3.1.1 Klasifikasi ABC.
Tahap ini melakukan pengklasifikasian produk PT. IGM Cabang Malang sesuai
dengan langkah-langkah pada subab 2.6.1. Berikut adalah contoh pengklasifikasian ABC
pada produk Aminofluid (JKN) – Double Chamber Softbag 500 ml – OI:
1. Jumlah permintaan Aminofluid (JKN) – Double Chamber Softbag 500 ml – OI
selama bulan Oktober 2016 – Oktober 2017 dikali dengan harga satuan produk seperti
rumus (2-1).
Aminofluid (JKN) – Double Chamber Softbag 500 ml – OI = 514820 * Rp 59.081 =
Rp 30.416.080.420
2. Perhitungan persentase Aminofluid (JKN) – Double Chamber Softbag 500 ml – OI
seperti rumus (2-2).
Total permintaan keseluruhan produk yang disimpan di gudang A = 2.430.095 unit
produk
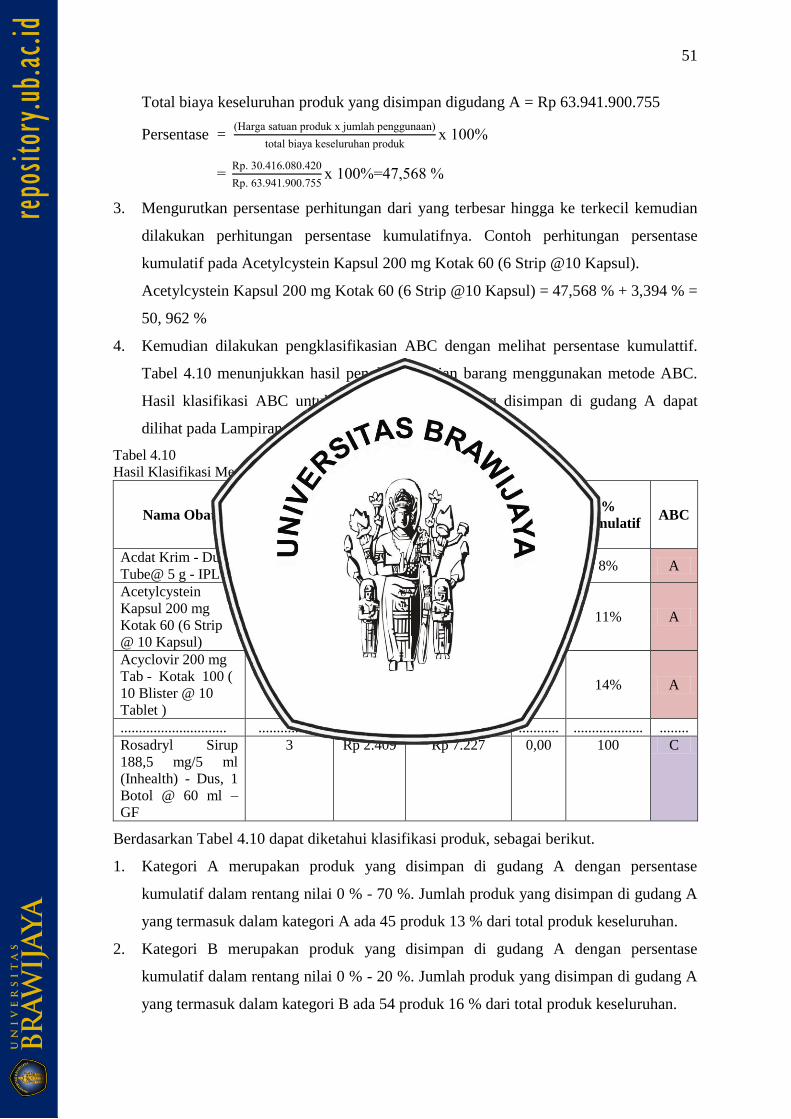
51
Total biaya keseluruhan produk yang disimpan digudang A = Rp 63.941.900.755
Persentase =
3. Mengurutkan persentase perhitungan dari yang terbesar hingga ke terkecil kemudian
dilakukan perhitungan persentase kumulatifnya. Contoh perhitungan persentase
kumulatif pada Acetylcystein Kapsul 200 mg Kotak 60 (6 Strip @10 Kapsul).
Acetylcystein Kapsul 200 mg Kotak 60 (6 Strip @10 Kapsul) = 47,568 % + 3,394 % =
50, 962 %
4. Kemudian dilakukan pengklasifikasian ABC dengan melihat persentase kumulattif.
Tabel 4.10 menunjukkan hasil pengklasifikasian barang menggunakan metode ABC.
Hasil klasifikasi ABC untuk seluruh produk di yang disimpan di gudang A dapat
dilihat pada Lampiran 2.
Tabel 4.10
Hasil Klasifikasi Menggunakan Klasifikasi ABC
Nama Obat
Jumlah
Permintaan
(Unit
Produk)
Harga
Satuan Jumlah %
%
Kumulatif ABC
Acdat Krim - Dus,
Tube@ 5 g - IPL 1080
Rp
5.451
Rp
5.887.080 8% 8% A
Acetylcystein
Kapsul 200 mg
Kotak 60 (6 Strip
@ 10 Kapsul)
38927 Rp
60.000
Rp
2.335.620.000 3% 11% A
Acyclovir 200 mg
Tab - Kotak 100 (
10 Blister @ 10
Tablet )
2789 Rp
35.254
Rp
98.323.406 3% 14% A
............................. ................. .............. ......................... ........... ................... ........
Rosadryl Sirup
188,5 mg/5 ml
(Inhealth) - Dus, 1
Botol @ 60 ml –
GF
3
Rp 2.409 Rp 7.227 0,00 100 C
Berdasarkan Tabel 4.10 dapat diketahui klasifikasi produk, sebagai berikut.
1. Kategori A merupakan produk yang disimpan di gudang A dengan persentase
kumulatif dalam rentang nilai 0 % - 70 %. Jumlah produk yang disimpan di gudang A
yang termasuk dalam kategori A ada 45 produk 13 % dari total produk keseluruhan.
2. Kategori B merupakan produk yang disimpan di gudang A dengan persentase
kumulatif dalam rentang nilai 0 % - 20 %. Jumlah produk yang disimpan di gudang A
yang termasuk dalam kategori B ada 54 produk 16 % dari total produk keseluruhan.
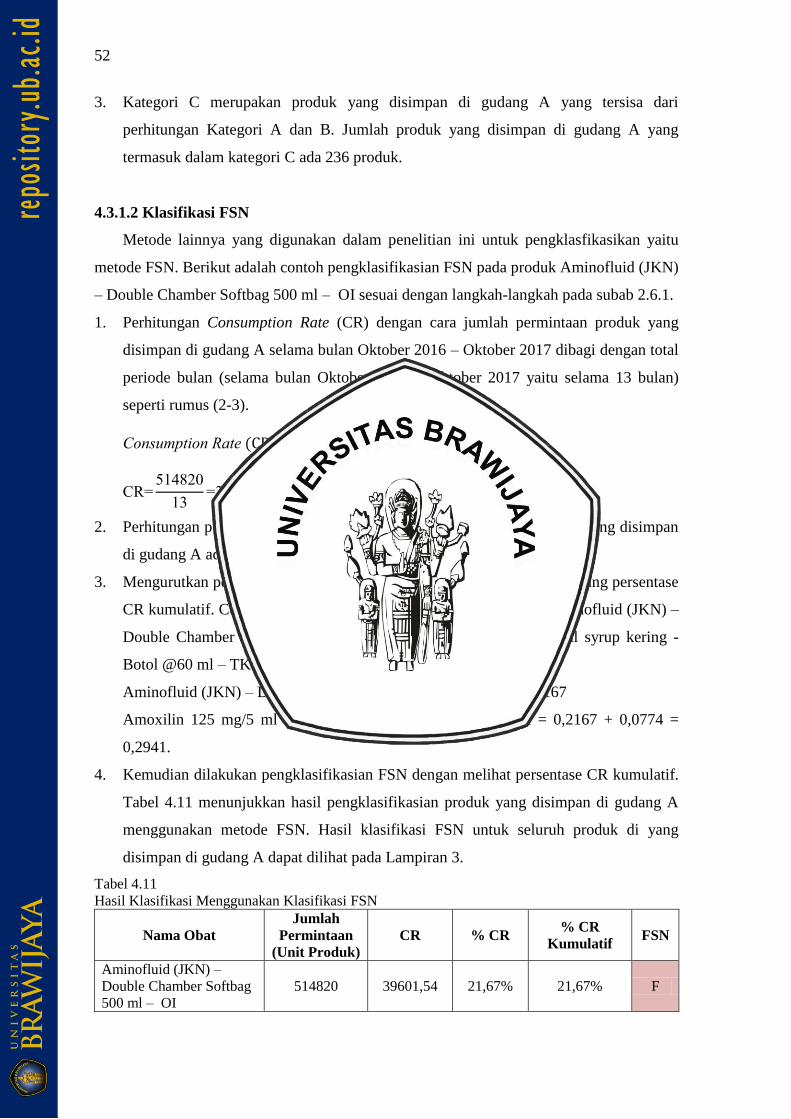
52
3. Kategori C merupakan produk yang disimpan di gudang A yang tersisa dari
perhitungan Kategori A dan B. Jumlah produk yang disimpan di gudang A yang
termasuk dalam kategori C ada 236 produk.
4.3.1.2 Klasifikasi FSN
Metode lainnya yang digunakan dalam penelitian ini untuk pengklasfikasikan yaitu
metode FSN. Berikut adalah contoh pengklasifikasian FSN pada produk Aminofluid (JKN)
– Double Chamber Softbag 500 ml – OI sesuai dengan langkah-langkah pada subab 2.6.1.
1. Perhitungan Consumption Rate (CR) dengan cara jumlah permintaan produk yang
disimpan di gudang A selama bulan Oktober 2016 – Oktober 2017 dibagi dengan total
periode bulan (selama bulan Oktober 2016 – Oktober 2017 yaitu selama 13 bulan)
seperti rumus (2-3).
2. Perhitungan persentase CR jika diketahui CR total keseluruhan produk yang disimpan
di gudang A adalah 186.930
3. Mengurutkan persentase CR dari terbesar ke terkecil kemudian menghitung persentase
CR kumulatif. Contoh perhitungan persentase CR kumulatif pada Aminofluid (JKN) –
Double Chamber Softbag 500 ml – OI dan Amoxilin 125 mg/5 ml syrup kering -
Botol @60 ml – TK seperti rumus (2-4) dan (2-5).
Aminofluid (JKN) – Double Chamber Softbag 500 ml – OI = 0,2167
Amoxilin 125 mg/5 ml syrup kering - Botol @60 ml – TK = 0,2167 + 0,0774 =
0,2941.
4. Kemudian dilakukan pengklasifikasian FSN dengan melihat persentase CR kumulatif.
Tabel 4.11 menunjukkan hasil pengklasifikasian produk yang disimpan di gudang A
menggunakan metode FSN. Hasil klasifikasi FSN untuk seluruh produk di yang
disimpan di gudang A dapat dilihat pada Lampiran 3.
Tabel 4.11
Hasil Klasifikasi Menggunakan Klasifikasi FSN
Nama Obat
Jumlah
Permintaan
(Unit Produk)
CR % CR % CR
Kumulatif FSN
Aminofluid (JKN) –
Double Chamber Softbag
500 ml – OI
514820 39601,54 21,67% 21,67% F
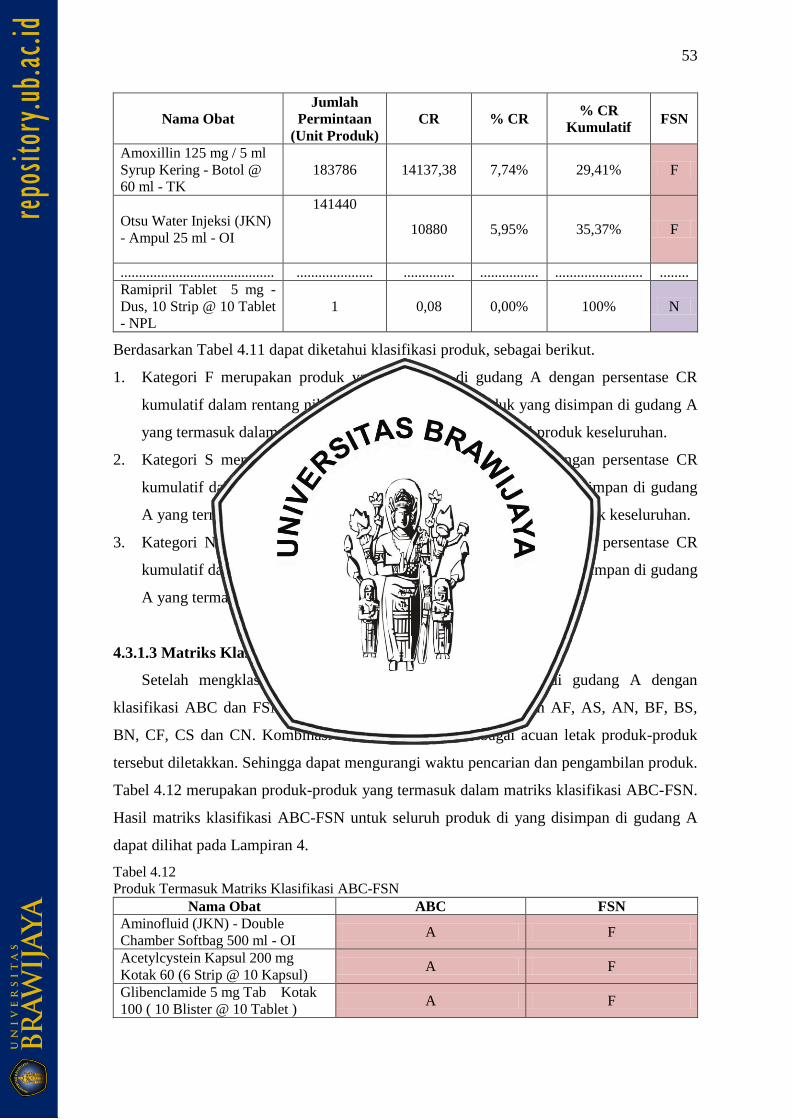
53
Nama Obat
Jumlah
Permintaan
(Unit Produk)
CR % CR % CR
Kumulatif FSN
Amoxillin 125 mg / 5 ml
Syrup Kering - Botol @
60 ml - TK
183786 14137,38 7,74% 29,41% F
Otsu Water Injeksi (JKN)
- Ampul 25 ml - OI
141440
10880 5,95% 35,37% F
.......................................... ..................... .............. ................ ........................ ........
Ramipril Tablet 5 mg -
Dus, 10 Strip @ 10 Tablet
- NPL
1 0,08 0,00% 100% N
Berdasarkan Tabel 4.11 dapat diketahui klasifikasi produk, sebagai berikut.
1. Kategori F merupakan produk yang disimpan di gudang A dengan persentase CR
kumulatif dalam rentang nilai 0 % - 70 %. Jumlah produk yang disimpan di gudang A
yang termasuk dalam kategori F ada 30 produk 9 % dari total produk keseluruhan.
2. Kategori S merupakan produk yang disimpan di gudang A dengan persentase CR
kumulatif dalam rentang nilai 70 % - 90 %. Jumlah produk yang disimpan di gudang
A yang termasuk dalam kategori S ada 40 produk 12 % dari total produk keseluruhan.
3. Kategori N merupakan produk yang disimpan di gudang A dengan persentase CR
kumulatif dalam rentang nilai 90 % - 100 %. Jumlah produk yang disimpan di gudang
A yang termasuk dalam kategori N ada 265 produk.
4.3.1.3 Matriks Klasifikasi ABC-FSN
Setelah mengklasifikasikan produk-produk yang disimpan di gudang A dengan
klasifikasi ABC dan FSN menghasilakan 9 kombinasi antara lain AF, AS, AN, BF, BS,
BN, CF, CS dan CN. Kombinasi tersebut digunakan sebagai acuan letak produk-produk
tersebut diletakkan. Sehingga dapat mengurangi waktu pencarian dan pengambilan produk.
Tabel 4.12 merupakan produk-produk yang termasuk dalam matriks klasifikasi ABC-FSN.
Hasil matriks klasifikasi ABC-FSN untuk seluruh produk di yang disimpan di gudang A
dapat dilihat pada Lampiran 4.
Tabel 4.12
Produk Termasuk Matriks Klasifikasi ABC-FSN
Nama Obat ABC FSN
Aminofluid (JKN) - Double
Chamber Softbag 500 ml - OI A F
Acetylcystein Kapsul 200 mg
Kotak 60 (6 Strip @ 10 Kapsul) A F
Glibenclamide 5 mg Tab Kotak
100 ( 10 Blister @ 10 Tablet ) A F
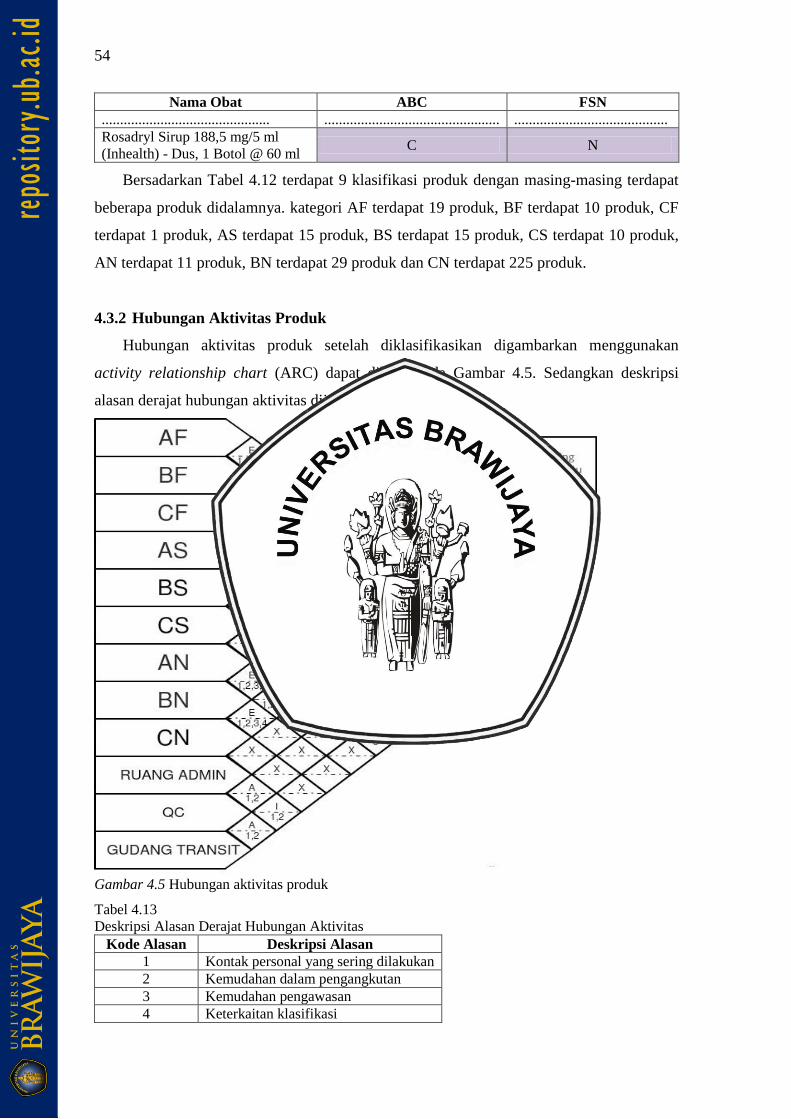
54
Nama Obat ABC FSN
.............................................. ................................................ ..........................................
Rosadryl Sirup 188,5 mg/5 ml
(Inhealth) - Dus, 1 Botol @ 60 ml C N
Bersadarkan Tabel 4.12 terdapat 9 klasifikasi produk dengan masing-masing terdapat
beberapa produk didalamnya. kategori AF terdapat 19 produk, BF terdapat 10 produk, CF
terdapat 1 produk, AS terdapat 15 produk, BS terdapat 15 produk, CS terdapat 10 produk,
AN terdapat 11 produk, BN terdapat 29 produk dan CN terdapat 225 produk.
4.3.2 Hubungan Aktivitas Produk
Hubungan aktivitas produk setelah diklasifikasikan digambarkan menggunakan
activity relationship chart (ARC) dapat dilihat pada Gambar 4.5. Sedangkan deskripsi
alasan derajat hubungan aktivitas dijelaskan pada Tabel 4.13.
Gambar 4.5 Hubungan aktivitas produk
Tabel 4.13
Deskripsi Alasan Derajat Hubungan Aktivitas
Kode Alasan Deskripsi Alasan
1 Kontak personal yang sering dilakukan
2 Kemudahan dalam pengangkutan
3 Kemudahan pengawasan
4 Keterkaitan klasifikasi
55
Kesimpulan yang didapatkan dari hubungan ativitas produk setelah produk
diklasifikasikan yaitu produk AF, produk BF dan produk CF mutlak penting berdekatan
dengan ruang admin gudang, QC & rak retailer dan gudang transit. Produk AF penting
tertentu berdekatan dengan produk BF dan produk CF. Produk AS penting tertentu
berdekatan dengan produk BS dan produk CS. Produk AN penting tertentu berdekatan
dengan produk BN dan produk CN. Produk AF penting berdekatan dengan produk AS.
Produk BF penting berdekatan dengan produk BS. Produk CF penting berdekatan dengan
produk CS. Produk AS penting berdekatan dengan produk AN. Produk BS penting
berdekatan dengan produk BN. Produk BN penting berdekatan dengan produk CN.
Produk AF mempunyai kepentingan biasa berdekatan dengan produk BS dan produk
CS. Produk BF mempunyai kepentingan biasa berdekatan dengan produk AS dan produk
CS. Produk CF mempunyai kepentingan biasa berdekatan dengan produk AS dan produk
BS. Produk AS mempunyai kepentingan biasa berdekatan dengan produk BN, produk CN,
ruang admin, QC dan gudang transit. Produk BS mempunyai kepentingan biasa berdekatan
dengan produk AN, produk CN, ruang admin, QC dan gudang transit. Produk CS
mempunyai kepentingan biasa berdekatan dengan produk AN, produk BN, ruang admin,
QC dan gudang transit. Produk AF, produk BF dan produk CF tidak penting berdekatan
dengan produk AN, produk BN dan produk CN. Produk AF, produk BF dan produk CF
tidak diinginkan berdekatan dengan produk AN, produk BN dan produk CN.
4.3.3 Penentuan Kebutuhan Ruang
Kebutuhan ruang digunakan untuk menentukan jumlah pallet yang dapat ditampung
gudang PT. IGM Cabang Malang dengan mengetahui luas gudang keseluruhan gudang,
luas blok yang tersedia untuk penyimpanan dan kebutuhan ruang penyimpanan.
Luas gudang keseluruhan sebesar 534 sedangkan luas blok yang tersedia untuk
penyimpanan sebesar 343,2 . Berubahnya panjang gudang yang sebelumnya 35,6 m
menjadi 28,6 dikarenakan adanya bagunan seperti gudang transit dan ruang untuk rak
penyimpanan obat. Jumlah palet dapat diketahui dengan bantuan ukuran tinggi karton yang
digunakan yaitu 335 mm sehingga untuk menghitung volume palet yaitu 335 mm dikalikan
dengan banyaknya tumpukan dalam satu palet yaitu 8 karton sehingga didapatkan dimensi
pallet sebesar 1,2 m x 1,2 m x 2,68 m dan volume pallet sebesar 30,87 . Tabel 14
merupakan sampel perhitungan kebutuhan pallet klasifikasi produk BF untuk klasifikasi
produk lainnya dapat dilihat pada Lampiran 5.
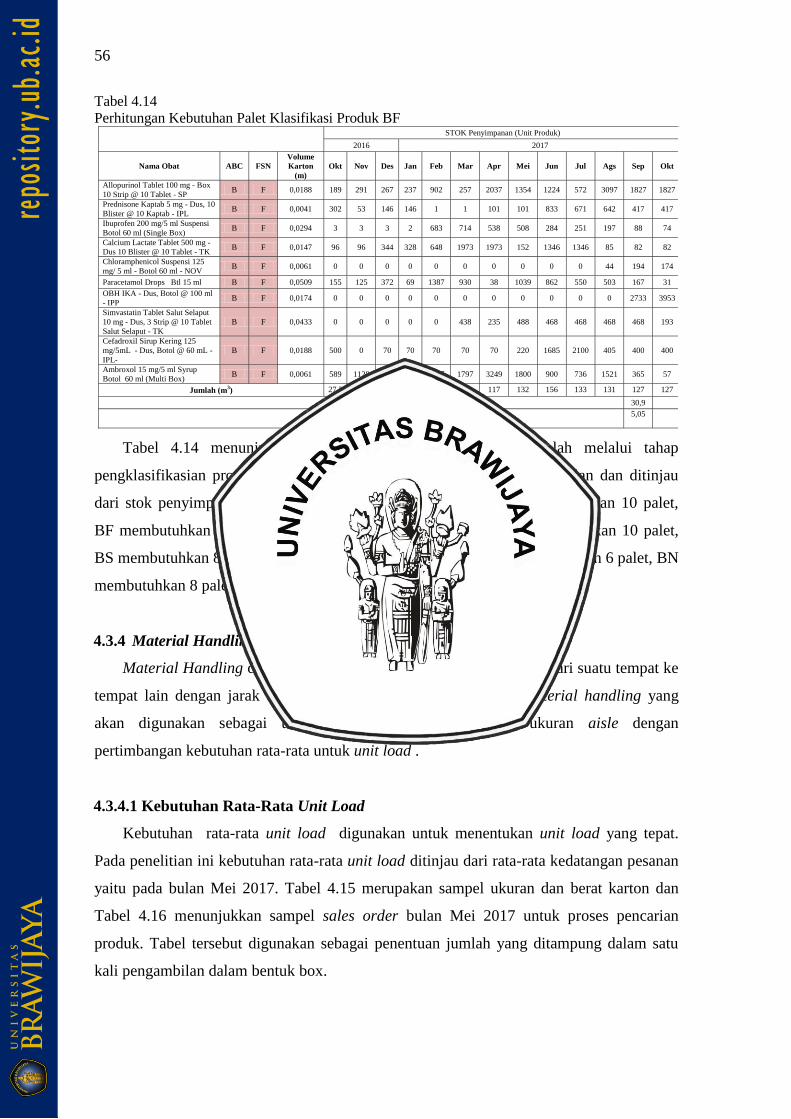
56
Tabel 4.14
Perhitungan Kebutuhan Palet Klasifikasi Produk BF
Tabel 4.14 menunjukkan jumlah palet yang dibutuhan setelah melalui tahap
pengklasifikasian produk menggunakan stok penyimpanan produk perbulan dan ditinjau
dari stok penyimpanan terbesar. Sehingga, diketahui produk AF membutuhkan 10 palet,
BF membutuhkan 6 palet, CF membutuhkan 1 palet, produk AS membutuhkan 10 palet,
BS membutuhkan 8 palet, CS membutuhkan 3 palet, produk AN membutuhkan 6 palet, BN
membutuhkan 8 palet dan CN membutuhkan 17 palet.
4.3.4 Material Handling
Material Handling digunakan untuk aktivitas perpindahan barang dari suatu tempat ke
tempat lain dengan jarak tertentu. Pada subab ini akan dibahas material handling yang
akan digunakan sebagai usulan untuk mempertimbangkan ukuran aisle dengan
pertimbangan kebutuhan rata-rata untuk unit load .
4.3.4.1 Kebutuhan Rata-Rata Unit Load
Kebutuhan rata-rata unit load digunakan untuk menentukan unit load yang tepat.
Pada penelitian ini kebutuhan rata-rata unit load ditinjau dari rata-rata kedatangan pesanan
yaitu pada bulan Mei 2017. Tabel 4.15 merupakan sampel ukuran dan berat karton dan
Tabel 4.16 menunjukkan sampel sales order bulan Mei 2017 untuk proses pencarian
produk. Tabel tersebut digunakan sebagai penentuan jumlah yang ditampung dalam satu
kali pengambilan dalam bentuk box.
STOK Penyimpanan (Unit Produk)
2016 2017
Nama Obat ABC FSN
Volume
Karton
(m)
Okt Nov Des Jan Feb Mar Apr Mei Jun Jul Ags Sep Okt
Allopurinol Tablet 100 mg - Box
10 Strip @ 10 Tablet - SP B F 0,0188 189 291 267 237 902 257 2037 1354 1224 572 3097 1827 1827
Prednisone Kaptab 5 mg - Dus, 10
Blister @ 10 Kaptab - IPL B F 0,0041 302 53 146 146 1 1 101 101 833 671 642 417 417
Ibuprofen 200 mg/5 ml Suspensi
Botol 60 ml (Single Box) B F 0,0294 3 3 3 2 683 714 538 508 284 251 197 88 74
Calcium Lactate Tablet 500 mg -
Dus 10 Blister @ 10 Tablet - TK B F 0,0147 96 96 344 328 648 1973 1973 152 1346 1346 85 82 82
Chloramphenicol Suspensi 125
mg/ 5 ml - Botol 60 ml - NOV B F 0,0061 0 0 0 0 0 0 0 0 0 0 44 194 174
Paracetamol Drops Btl 15 ml B F 0,0509 155 125 372 69 1387 930 38 1039 862 550 503 167 31
OBH IKA - Dus, Botol @ 100 ml
- IPP B F 0,0174 0 0 0 0 0 0 0 0 0 0 0 2733 3953
Simvastatin Tablet Salut Selaput
10 mg - Dus, 3 Strip @ 10 Tablet
Salut Selaput - TK
B F 0,0433 0 0 0 0 0 438 235 488 468 468 468 468 193
Cefadroxil Sirup Kering 125
mg/5mL - Dus, Botol @ 60 mL -
IPL-
B F 0,0188 500 0 70 70 70 70 70 220 1685 2100 405 400 400
Ambroxol 15 mg/5 ml Syrup
Botol 60 ml (Multi Box) B F 0,0061 589 1128 13 835 1727 1797 3249 1800 900 736 1521 365 57
Jumlah (m3) 27,2 20,5 31,1 19,9 129 133 117 132 156 133 131 127 127
Volume palet (m3) 30,9
Jumlah Palet yang dibutuhkan (unit) 5,05
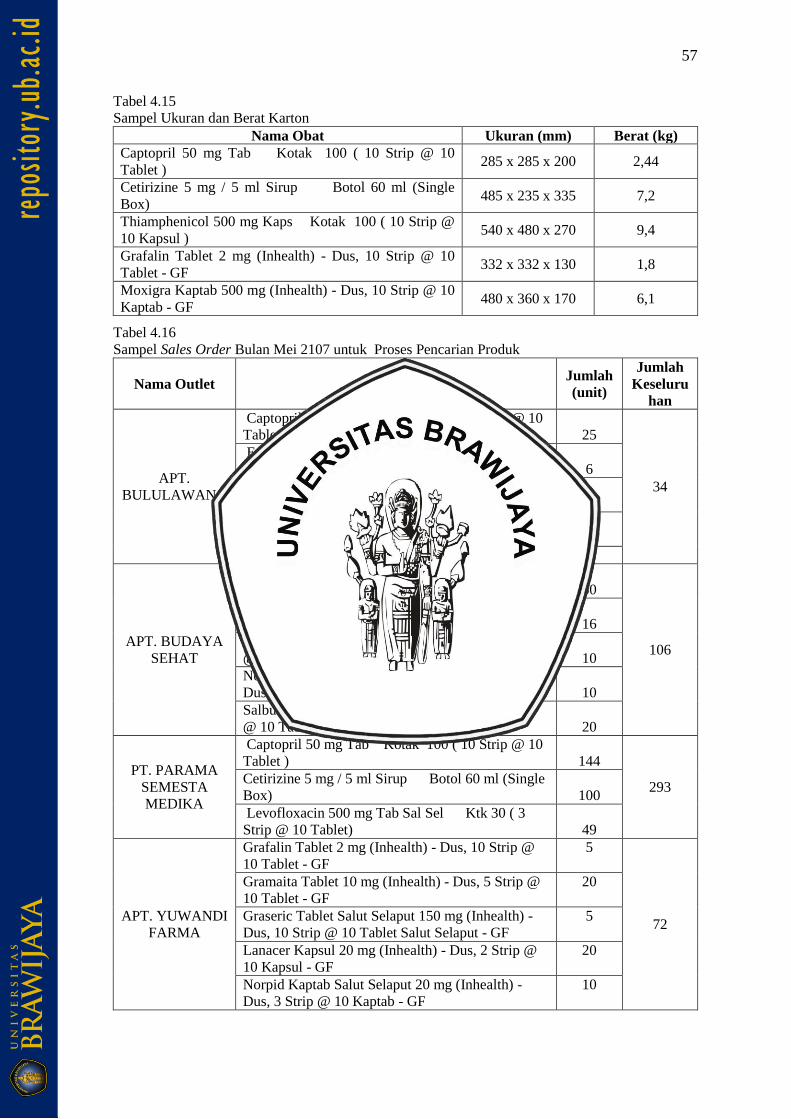
57
Tabel 4.15
Sampel Ukuran dan Berat Karton
Nama Obat Ukuran (mm) Berat (kg)
Captopril 50 mg Tab Kotak 100 ( 10 Strip @ 10
Tablet ) 285 x 285 x 200 2,44
Cetirizine 5 mg / 5 ml Sirup Botol 60 ml (Single
Box) 485 x 235 x 335 7,2
Thiamphenicol 500 mg Kaps Kotak 100 ( 10 Strip @
10 Kapsul ) 540 x 480 x 270 9,4
Grafalin Tablet 2 mg (Inhealth) - Dus, 10 Strip @ 10
Tablet - GF 332 x 332 x 130 1,8
Moxigra Kaptab 500 mg (Inhealth) - Dus, 10 Strip @ 10
Kaptab - GF 480 x 360 x 170 6,1
Tabel 4.16
Sampel Sales Order Bulan Mei 2107 untuk Proses Pencarian Produk
Nama Outlet Nama Obat Jumlah
(unit)
Jumlah
Keseluru
han
APT.
BULULAWANG
Captopril 25 mg Tab Kotak 100 ( 10 Strip @ 10
Tablet ) 25
34
Erythromycin 200 mg/5 ml Sir Ker Botol 60 ml
(multi box) 6
Rifampicin 300 mg Kaps Kotak 100 ( 10 Strip
@ 10 Kapsul) 1
Thiamphenicol 500 mg Kaps Kotak 100 ( 10
Strip @ 10 Kapsul ) 1
Zinc 20 mg Tab Box 100 ( 10 Strip @ 10 Tablet ) 1
APT. BUDAYA
SEHAT
Cetirizine 5 mg / 5 ml Sirup Botol 60 ml (Single
Box) 50
106
Glibenclamide 5 mg Tab Kotak 100 ( 10 Blister
@ 10 Tablet) 16
Moxigra Kaptab 500 mg (Inhealth) - Dus, 10 Strip
@ 10 Kaptab - GF 10
Norpid Kaptab Salut Selaput 20 mg (Inhealth) -
Dus, 3 Strip @ 10 Kaptab - GF 10
Salbutamol Tablet 4 mg (Inhealth) - Dus, 10 Strip
@ 10 Tablet - GF 20
PT. PARAMA
SEMESTA
MEDIKA
Captopril 50 mg Tab Kotak 100 ( 10 Strip @ 10
Tablet ) 144
293 Cetirizine 5 mg / 5 ml Sirup Botol 60 ml (Single
Box) 100
Levofloxacin 500 mg Tab Sal Sel Ktk 30 ( 3
Strip @ 10 Tablet) 49
APT. YUWANDI
FARMA
Grafalin Tablet 2 mg (Inhealth) - Dus, 10 Strip @
10 Tablet - GF
5
72
Gramaita Tablet 10 mg (Inhealth) - Dus, 5 Strip @
10 Tablet - GF
20
Graseric Tablet Salut Selaput 150 mg (Inhealth) -
Dus, 10 Strip @ 10 Tablet Salut Selaput - GF
5
Lanacer Kapsul 20 mg (Inhealth) - Dus, 2 Strip @
10 Kapsul - GF
20
Norpid Kaptab Salut Selaput 20 mg (Inhealth) -
Dus, 3 Strip @ 10 Kaptab - GF
10
58
Nama Outlet Nama Obat Jumlah
(unit)
Jumlah
Keseluru
han
* Haloperidol 5 mg Tab Kotak 100 ( 10 Blister
@ 10 Tablet)
10
**Protifed Sirup 1,25 mg/30mg (Inhealth) - Dus, 1
Botol @ 60 ml - GF
2
APT.
GRAJAKAN
Glibenclamide 5 mg Tab Kotak 100 ( 10 Blister
@ 10 Tablet)
20 20
4.3.4.2 Penentuan Alat Material Handling
Material handling yang digunakan dalam proses pencarian dan pengambilan produk
ditentukan melalui kebutuhan rata-rata unit load. Penentuan ukuran material handling
ditinjau dari ukuran karton dan box yang digunakan. Ukuran karton yang digunakan dalam
penentuan material handling adalah ukuran karton yang paling besar. Tabel 4.37
menunjukkan ukuran karton, ukuran karton yang digunakan untuk ukuran panjang adalah
540 mm, ukuran lebar adalah 480 mm dan ukuran tinggi adalah 335 mm. Tabel 4.38
merupakan sampel sales order untuk proses pencarian, pada pesanan outlet PT. Parama
Semesta Medika memerlukan pelayanan dengan ukuran karton karena memerlukan produk
dalam jumlah banyak. Namun, pada proses pencarian tidak hanya melayani sales order
untuk pesanan outlet PT. Parama Semesta Medika saja sehingga diperlukan material
handling yang dapat menampung untuk pesanan dalam bentuk box. Sehingga dengan
pertimbangan tersebut membutuhkan material handling dengan ukuran 1080 x 500 x 350
mm agar dapat menampung 2 buah karton dan dibutuhkan 2 tingkat agar jika satu tingkat
digunakan untuk membawa karton tingkat lainnya dapat menampung box. Sehingga
material handling yang digunakan adalah trolly 2 tingkat seperti pada Gambar 4.6.
Gambar 4.6 Trolly 2 tingkat
Trolly 2 tingkat ini juga dapat menampung box dengan asumsi ukuran yang digunakan
adalah sama untuk tiap produknya yaitu 20 x 5,5 x 6 cm. Box yang dapat ditampung trolly
2 tingkat ini adalah 45 untuk setiap tingkatan. Sehingga untuk trolly dengan 2 tingkat
sudah cukup untuk menampung pesanan dengan 5 sales order sesuai dengan sampel yang
diambil.
59
4.3.4.3 Ukuran Aisle
Aisle digunakan sebagai gang atau jalur material handling dan perpindahan atau
pergerakan dari operator. Penentuan aisle dipertimbangkan untuk gerakan dari operator
dan material handling yang digunakan. Material handling yang digunakan pada aktivitas
storage dan retrieval adalah trolly 2 tingkat seperti pada Gambar 4.6, handtrolly seperti
pada Gambar 4.7 dan handpallet seperti pada Gambar 4.8.
Gambar 4.7 Handtrolly
Gambar 4.8 Handpallet
Kebutuhan ukuran aisle ditentukan berdasarkan dimensi dari trolly 2 tingkat yaitu
1080 x 500 x 350 mm, handtrolly yaitu 420 x 400 x 1080 mm dan handpallet 1150 x 550
mm. Kebutuhan aisle berdasarkan rumus persamaan (2-14) dua kali dimensi lebar trolly.
Dapat disimpulkan bahwa kebutuhan ukuran aisle untuk dapat melakukan pergerakan
operator dan menampung pergerakan material handling adalah sebesar 1,1 m. Dalam
penentuan aisle tidak memperhitungan material handling untuk berputar karena
keterbatasan ruang.
4.3.5 Simulasi Tata Letak gudang Eksisting
Klasfikasi produk sesuai dengan klasifikasi ABC dan FSN selesai dilakukan kemudian
mengetahui hubungan aktivitas produk dan langkah selanjutnya yaitu mensimulasikan tata
60
letak gudang sesuai dengan produk yang telah diklasifikasikan menggunakan discrete
event simulation. Simulasi mengunakan discrete event simulation digunakan untuk melihat
output waktu operasi pencarian produk dan membandingkan output waktu model eksisting
dan usulan. Simulasi tata letak gudang menggunakan discrete event simulation terdapat
beberapa tahapan, yaitu: pembuatan ACD model eksisting, penentuan parameter distribusi
waktu, pembuatan model simulasi model eksisting dengan discrete event simulation,
verifikasi dan validasi, penentuan jumlah replikasi.
4.3.5.1 Pembuatan ACD model eksisting
Tujuan pembuatan ACD atau activity cycle diagram yaitu untuk membuat model
konseptual dalam menggambarkan proses dan aktivitas yang terjadi di dalam sistem yang
dimodelkan. Model konseptual ACD ini menggambarkan proses dan aktivitas diskrit yang
terjadi di proses pencarian dan peletakan produk pada gudang A. Model konseptual ACD
dibuat berdasarkan sistem nyata di IGM Cabang Malang. Model ACD yang digunakan
terdiri dari entitas permanen yang artinya entitas tersebut telah berada dalam sistem dan
tetap tinggal di dalam sistem. Sedangkan entitas sementara yaitu entitas yang ditambahkan
masuk kedalam sistem atau dikurangkan untuk meninggalkan sistem. Entitas pada ACD
model eksisting adalah pesanan dan termasuk dalam kategori entitas sementara.
Model konseptual ACD juga terdiri atas dua aktivitas yaitu aktivitas pasif dan aktivitas
aktif. Dimana aktivitas pasif merupakan aktivitas yang melibatkan hanya satu entitas
dengan durasi status yang tergantung pada status/ aktivitas berikutnya. Sedangakan,
aktivitas aktif merupakan aktivitas yang melibatkan beberapa entitas (mungkin juga satu
entitas) dengan durasi status tergantug pada seberapa lama aktivitas tersebut dilakukan.
Tabel 4.17 menunjukkan daftar aktivitas pasif dan aktif dan Gambar 4.9 merupakan model
konseptual ACD dari model eksisting serta Tabel 4.18 menunjukkan keterangan ACD
eksisting.
Tabel 4.17
Daftar Aktivitas Pasif dan Aktif ACD Eksisting
No Aktivitas Entitas Yang Terlibat Aktif Pasif
1 Pembuatan SO (Sales Order) Pesanan √
2 Pencarian Produk Pesanan √
3 Proses Pengepakan Pesanan √
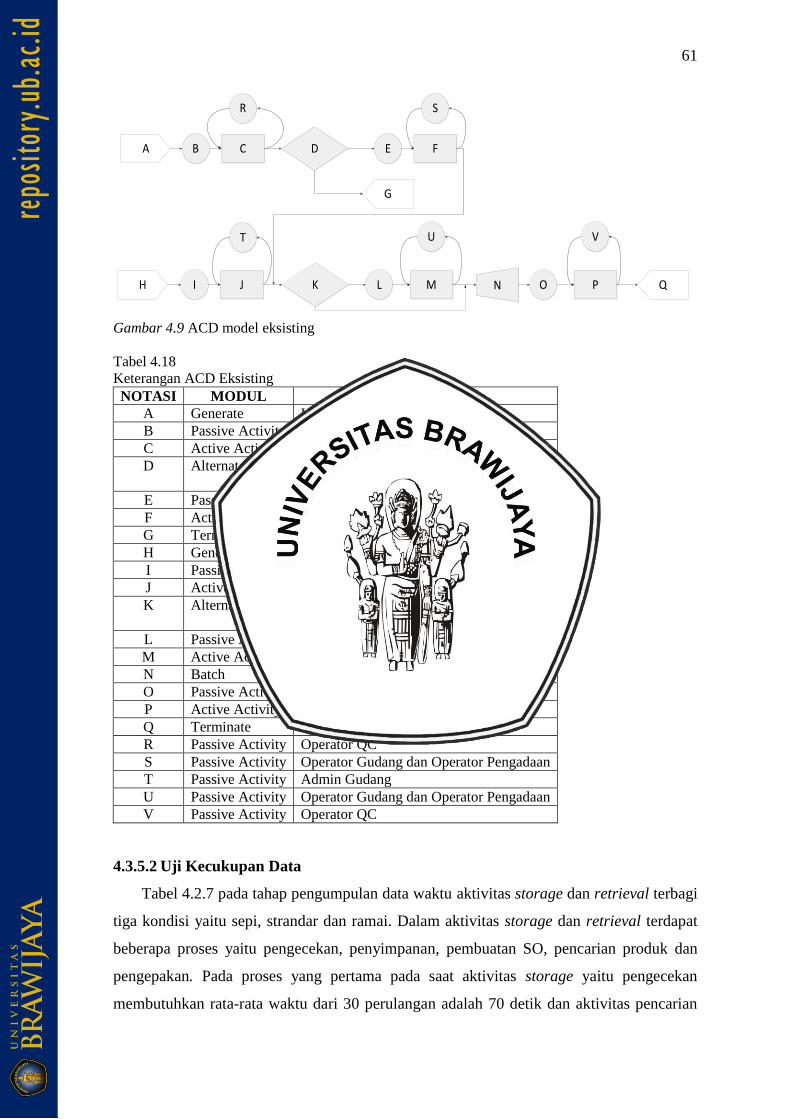
61
A B C D E F
G
R
H I J K L M
N
O P Q
S
T U V
Gambar 4.9 ACD model eksisting
Tabel 4.18
Keterangan ACD Eksisting
NOTASI MODUL KETERANGAN
A Generate Kedatangan Produk
B Passive Activity Antrian Pengecekan
C Active Activity Proses Pengecekan
D Alternate 1. Sesuai : Produk akan disimpan
2. Tidak Sesuai : Produk akan di Reverse
E Passive Activity Antrian Penyimpanan
F Active Activity Proses Penyimpanan
G Terminate Produk dikembalikan ke Supplier
H Generate Kedatangan Pesanan
I Passive Activity Antrian Pembuatan SO
J Active Activity Proses Pembuatan SO
K Alternate 1. Sesuai : Produk akan disimpan
2. Tidak Sesuai : Produk akan di Reverse
L Passive Activity Antrian Penyimpanan
M Active Activity Proses Penyimpanan
N Batch Penggabungan SO dan Produk
O Passive Activity Antrian Pengepakan
P Active Activity Proses Pengepakan
Q Terminate Produk dikirimkan ke pelanggan
R Passive Activity Operator QC
S Passive Activity Operator Gudang dan Operator Pengadaan
T Passive Activity Admin Gudang
U Passive Activity Operator Gudang dan Operator Pengadaan
V Passive Activity Operator QC
4.3.5.2 Uji Kecukupan Data
Tabel 4.2.7 pada tahap pengumpulan data waktu aktivitas storage dan retrieval terbagi
tiga kondisi yaitu sepi, strandar dan ramai. Dalam aktivitas storage dan retrieval terdapat
beberapa proses yaitu pengecekan, penyimpanan, pembuatan SO, pencarian produk dan
pengepakan. Pada proses yang pertama pada saat aktivitas storage yaitu pengecekan
membutuhkan rata-rata waktu dari 30 perulangan adalah 70 detik dan aktivitas pencarian
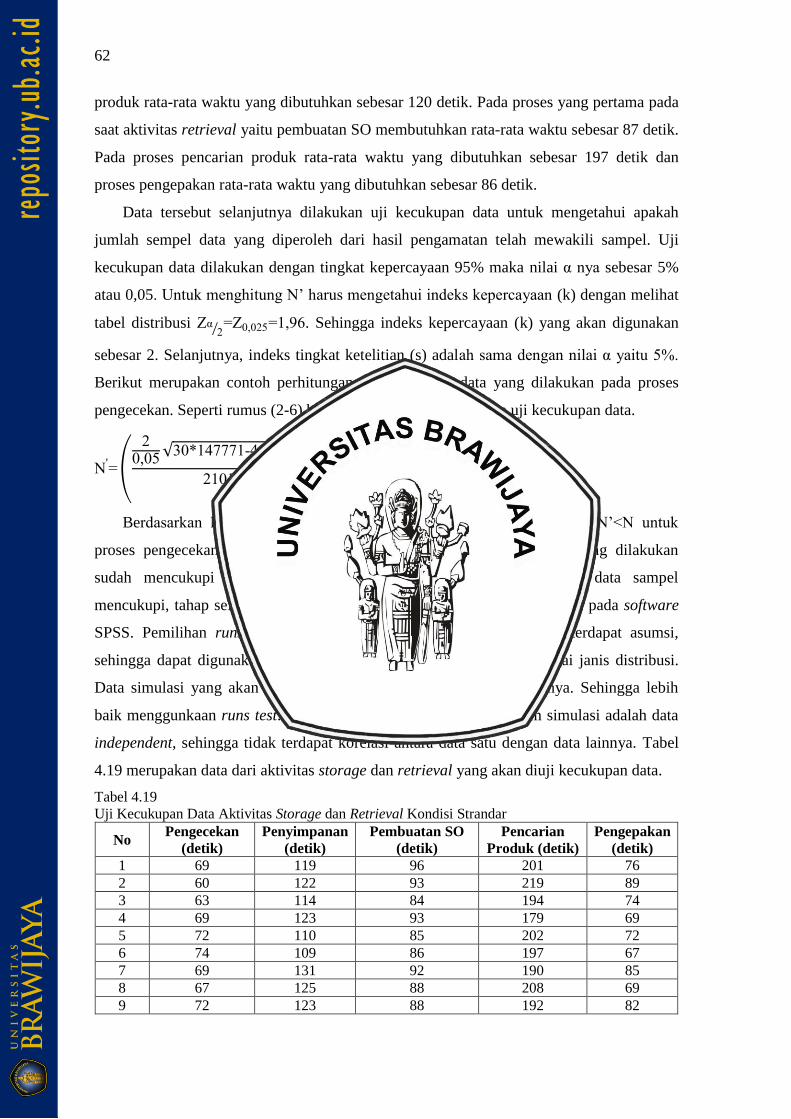
62
produk rata-rata waktu yang dibutuhkan sebesar 120 detik. Pada proses yang pertama pada
saat aktivitas retrieval yaitu pembuatan SO membutuhkan rata-rata waktu sebesar 87 detik.
Pada proses pencarian produk rata-rata waktu yang dibutuhkan sebesar 197 detik dan
proses pengepakan rata-rata waktu yang dibutuhkan sebesar 86 detik.
Data tersebut selanjutnya dilakukan uji kecukupan data untuk mengetahui apakah
jumlah sempel data yang diperoleh dari hasil pengamatan telah mewakili sampel. Uji
kecukupan data dilakukan dengan tingkat kepercayaan 95% maka nilai α sebesar 5%
atau 0,05 U ’ c (k) dengan melihat
tabel distribusi α ⁄ . Sehingga indeks kepercayaan (k) yang akan digunakan
sebesar 2. Selanjutnya, indeks tingkat ketelitian (s) adal α
Berikut merupakan contoh perhitungan uji kecukupan data yang dilakukan pada proses
pengecekan. Seperti rumus (2-6) berikut merupakan perhitungan uji kecukupan data.
(
√
)
Be c w ’<
proses pengecekan. Hal ini menunjukkan bahwa pengambilan sampel yang dilakukan
sudah mencukupi jumlah minimal sampel data. Setelah mengetahui data sampel
mencukupi, tahap selanjutnya adalah uji independent data dengan runs test pada software
SPSS. Pemilihan runs test bersifat non-parametik yaitu karena tidak terdapat asumsi,
sehingga dapat digunakan untuk menguji independent data dari berbagai janis distribusi.
Data simulasi yang akan digunakan belum diketahui jenis distribusinya. Sehingga lebih
baik menggunkaan runs test. Data yang baik untuk digunakan dalam simulasi adalah data
independent, sehingga tidak terdapat korelasi antara data satu dengan data lainnya. Tabel
4.19 merupakan data dari aktivitas storage dan retrieval yang akan diuji kecukupan data.
Tabel 4.19
Uji Kecukupan Data Aktivitas Storage dan Retrieval Kondisi Strandar
No Pengecekan
(detik)
Penyimpanan
(detik)
Pembuatan SO
(detik)
Pencarian
Produk (detik)
Pengepakan
(detik)
1 69 119 96 201 76
2 60 122 93 219 89
3 63 114 84 194 74
4 69 123 93 179 69
5 72 110 85 202 72
6 74 109 86 197 67
7 69 131 92 190 85
8 67 125 88 208 69
9 72 123 88 192 82
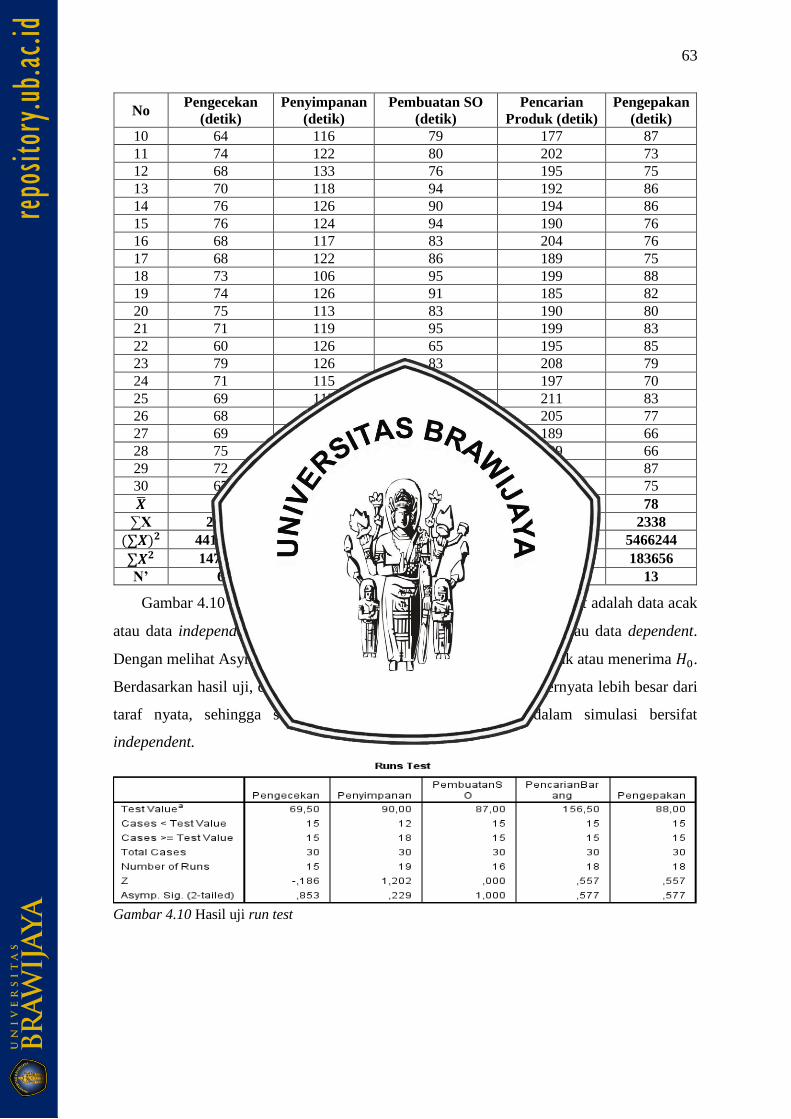
63
No Pengecekan
(detik)
Penyimpanan
(detik)
Pembuatan SO
(detik)
Pencarian
Produk (detik)
Pengepakan
(detik)
10 64 116 79 177 87
11 74 122 80 202 73
12 68 133 76 195 75
13 70 118 94 192 86
14 76 126 90 194 86
15 76 124 94 190 76
16 68 117 83 204 76
17 68 122 86 189 75
18 73 106 95 199 88
19 74 126 91 185 82
20 75 113 83 190 80
21 71 119 95 199 83
22 60 126 65 195 85
23 79 126 83 208 79
24 71 115 83 197 70
25 69 117 91 211 83
26 68 118 86 205 77
27 69 119 80 189 66
28 75 116 91 209 66
29 72 118 99 197 87
30 67 119 71 196 75
70 120 87 197 78
∑X 2102 3592 2600 5907 2338
4418404 12902464 6760000 34887700 5466244
147878 431178 227040 1165355 183656
N’ 6 4 12 3 13
Gambar 4.10 menunjukkan hasil runs test (median). dari runs test adalah data acak
atau data independent dan dari runs test adalah data tidak acak atau data dependent.
Dengan melihat Asymp. Sig. (2-tailed) dapat diputuskan untuk menolak atau menerima .
Berdasarkan hasil uji, dapat dilihat seluruh Asymp. Sig. (2-tailed) ternyata lebih besar dari
taraf nyata, sehingga seluruh data yang akan digunakan dalam simulasi bersifat
independent.
Gambar 4.10 Hasil uji run test
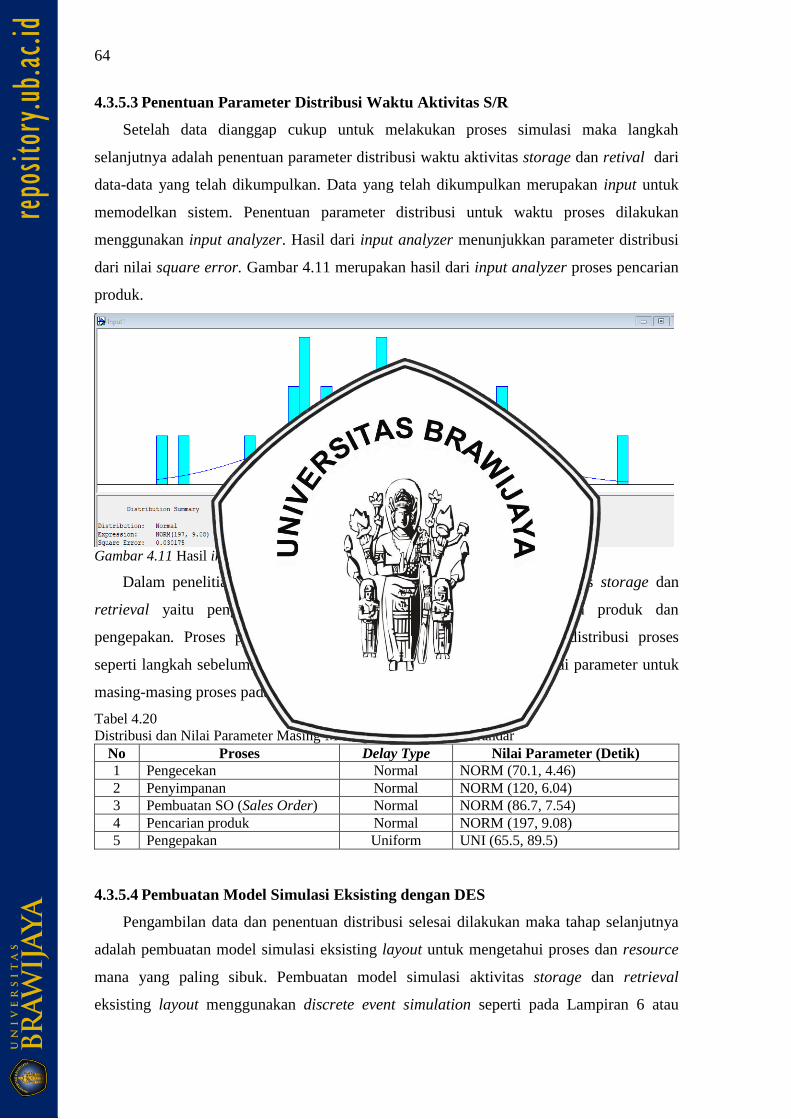
64
4.3.5.3 Penentuan Parameter Distribusi Waktu Aktivitas S/R
Setelah data dianggap cukup untuk melakukan proses simulasi maka langkah
selanjutnya adalah penentuan parameter distribusi waktu aktivitas storage dan retival dari
data-data yang telah dikumpulkan. Data yang telah dikumpulkan merupakan input untuk
memodelkan sistem. Penentuan parameter distribusi untuk waktu proses dilakukan
menggunakan input analyzer. Hasil dari input analyzer menunjukkan parameter distribusi
dari nilai square error. Gambar 4.11 merupakan hasil dari input analyzer proses pencarian
produk.
Gambar 4.11 Hasil input analyzer
Dalam penelitian ini terdapat 5 proses yang dikerjakan pada aktivitas storage dan
retrieval yaitu pengecekan, penyimpanan, pembuatan SO, pencarian produk dan
pengepakan. Proses proses tersebut dilakukan pendugaan parameter distribusi proses
seperti langkah sebelumnya. Tabel 4.20 menunjukkan distribusi dan nilai parameter untuk
masing-masing proses pada aktivitas storage dan retrieval.
Tabel 4.20
Distribusi dan Nilai Parameter Masing-Masing Proses Kondisi Strandar
No Proses Delay Type Nilai Parameter (Detik)
1 Pengecekan Normal NORM (70.1, 4.46)
2 Penyimpanan Normal NORM (120, 6.04)
3 Pembuatan SO (Sales Order) Normal NORM (86.7, 7.54)
4 Pencarian produk Normal NORM (197, 9.08)
5 Pengepakan Uniform UNI (65.5, 89.5)
4.3.5.4 Pembuatan Model Simulasi Eksisting dengan DES
Pengambilan data dan penentuan distribusi selesai dilakukan maka tahap selanjutnya
adalah pembuatan model simulasi eksisting layout untuk mengetahui proses dan resource
mana yang paling sibuk. Pembuatan model simulasi aktivitas storage dan retrieval
eksisting layout menggunakan discrete event simulation seperti pada Lampiran 6 atau
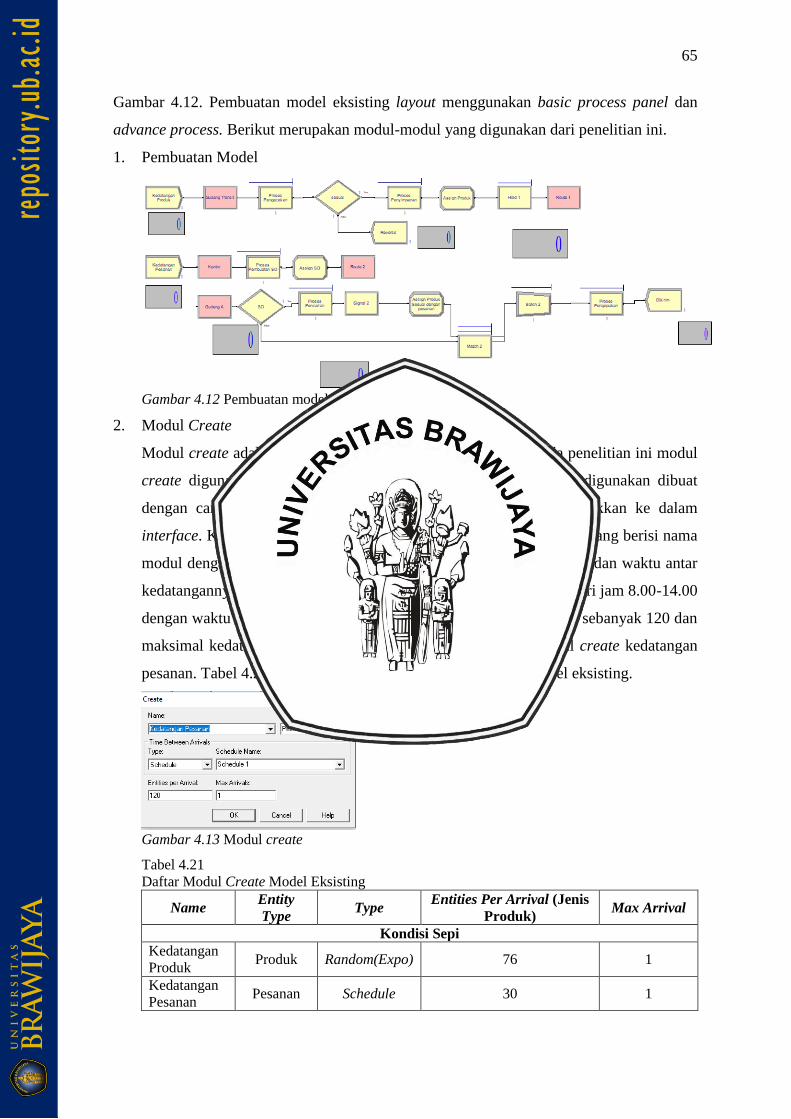
65
Gambar 4.12. Pembuatan model eksisting layout menggunakan basic process panel dan
advance process. Berikut merupakan modul-modul yang digunakan dari penelitian ini.
1. Pembuatan Model
Gambar 4.12 Pembuatan model eksisting layout
2. Modul Create
Modul create adalah titik awal entitas pada model simulasi. Pada penelitian ini modul
create digunakan untuk kedatangan pesanan. Modul create yang digunakan dibuat
dengan cara klik modul create pada panel basic process dan letakkan ke dalam
interface. Kemudian klik 2x untuk membuat pengaturan pada modul yang berisi nama
modul dengan kedatangan pesanan. Jenis entitasnya menjadi pesanan dan waktu antar
kedatangannya sesuai dengan jadwal yang telah dibuat yaitu mulai dari jam 8.00-14.00
dengan waktu istirahat jam 12.00-13.00 serta entitas per kedatangan sebanyak 120 dan
maksimal kedatngannya adalah 1. Gambar 4.13 merupakan modul create kedatangan
pesanan. Tabel 4.21 menunjukkan daftar modul create pada model eksisting.
Gambar 4.13 Modul create
Tabel 4.21
Daftar Modul Create Model Eksisting
Name Entity
Type Type
Entities Per Arrival (Jenis
Produk) Max Arrival
Kondisi Sepi
Kedatangan
Produk Produk Random(Expo) 76 1
Kedatangan
Pesanan Pesanan Schedule 30 1
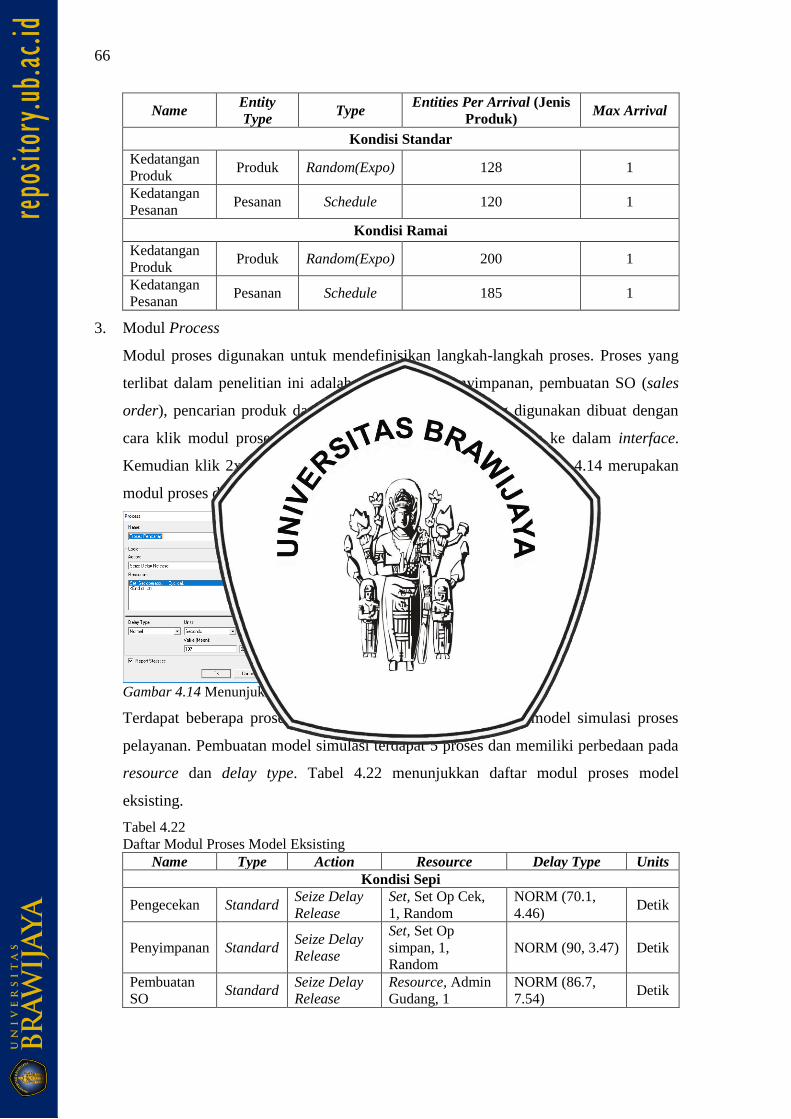
66
Name Entity
Type Type
Entities Per Arrival (Jenis
Produk) Max Arrival
Kondisi Standar
Kedatangan
Produk Produk Random(Expo) 128 1
Kedatangan
Pesanan Pesanan Schedule 120 1
Kondisi Ramai
Kedatangan
Produk Produk Random(Expo) 200 1
Kedatangan
Pesanan Pesanan Schedule 185 1
3. Modul Process
Modul proses digunakan untuk mendefinisikan langkah-langkah proses. Proses yang
terlibat dalam penelitian ini adalah pengepakan, penyimpanan, pembuatan SO (sales
order), pencarian produk dan packing. Modul proses yang digunakan dibuat dengan
cara klik modul proses pada panel basic process dan letakkan ke dalam interface.
Kemudian klik 2x untuk membuat pengaturan pada modul. Gambar 4.14 merupakan
modul proses dari pencarian produk.
Gambar 4.14 Menunjukkan modul proses
Terdapat beberapa proses yang digunakan dalam pembuatan model simulasi proses
pelayanan. Pembuatan model simulasi terdapat 5 proses dan memiliki perbedaan pada
resource dan delay type. Tabel 4.22 menunjukkan daftar modul proses model
eksisting.
Tabel 4.22
Daftar Modul Proses Model Eksisting
Name Type Action Resource Delay Type Units
Kondisi Sepi
Pengecekan Standard Seize Delay
Release
Set, Set Op Cek,
1, Random
NORM (70.1,
4.46) Detik
Penyimpanan Standard Seize Delay
Release
Set, Set Op
simpan, 1,
Random
NORM (90, 3.47) Detik
Pembuatan
SO Standard
Seize Delay
Release
Resource, Admin
Gudang, 1
NORM (86.7,
7.54) Detik
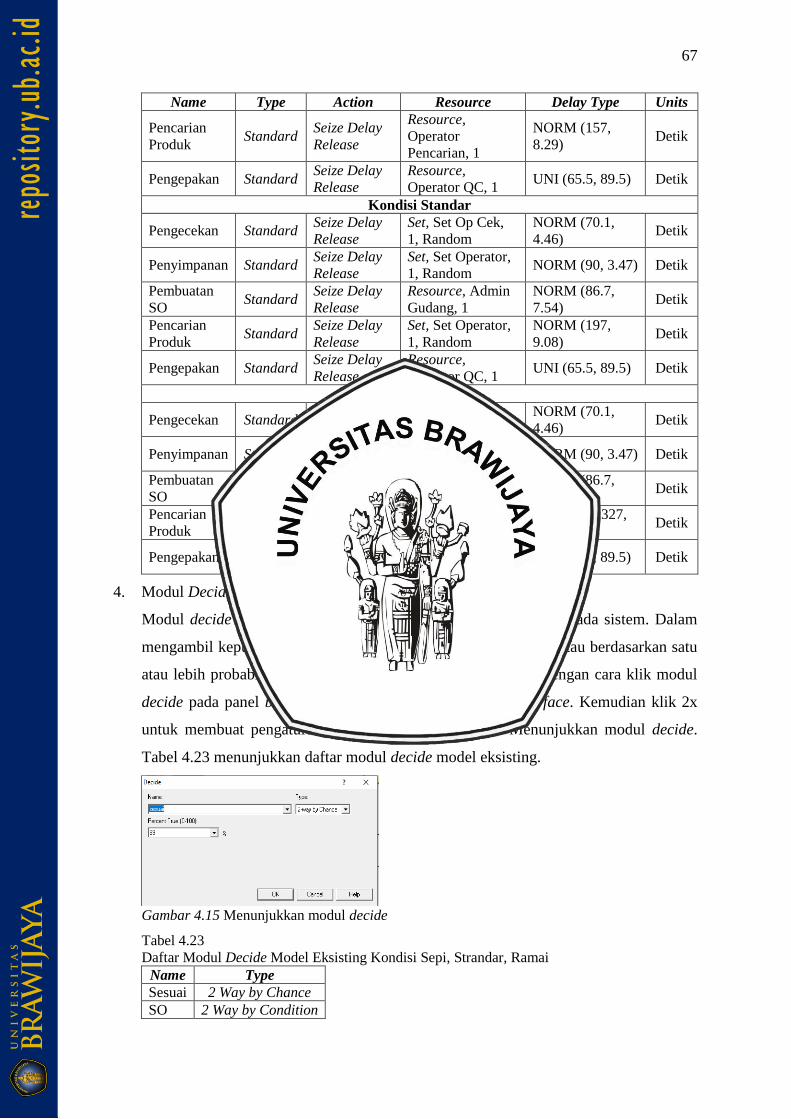
67
Name Type Action Resource Delay Type Units
Pencarian
Produk Standard
Seize Delay
Release
Resource,
Operator
Pencarian, 1
NORM (157,
8.29) Detik
Pengepakan Standard Seize Delay
Release
Resource,
Operator QC, 1 UNI (65.5, 89.5) Detik
Kondisi Standar
Pengecekan Standard Seize Delay
Release
Set, Set Op Cek,
1, Random
NORM (70.1,
4.46) Detik
Penyimpanan Standard Seize Delay
Release
Set, Set Operator,
1, Random NORM (90, 3.47) Detik
Pembuatan
SO Standard
Seize Delay
Release
Resource, Admin
Gudang, 1
NORM (86.7,
7.54) Detik
Pencarian
Produk Standard
Seize Delay
Release
Set, Set Operator,
1, Random
NORM (197,
9.08) Detik
Pengepakan Standard Seize Delay
Release
Resource,
Operator QC, 1 UNI (65.5, 89.5) Detik
Kondisi Ramai
Pengecekan Standard Seize Delay
Release
Set, Set Op Cek,
1, Random
NORM (70.1,
4.46) Detik
Penyimpanan Standard Seize Delay
Release
Set, Set Operator,
1, Random NORM (90, 3.47) Detik
Pembuatan
SO Standard
Seize Delay
Release
Resource, Admin
Gudang, 1
NORM (86.7,
7.54) Detik
Pencarian
Produk Standard
Seize Delay
Release
Set, Set Operator,
1, Random
TRIA (260,327,
340) Detik
Pengepakan Standard Seize Delay
Release Set, Op pak, 1 UNI (65.5, 89.5) Detik
4. Modul Decide
Modul decide digunakan sebagai proses pengambilan keputusan pada sistem. Dalam
mengambil keputusan dapat berdasarkan satu atau lebih kondisi atau berdasarkan satu
atau lebih probabilitas. Modul decide yang digunakan dibuat dengan cara klik modul
decide pada panel basic process dan letakkan ke dalam interface. Kemudian klik 2x
untuk membuat pengaturan pada modul. Gambar 4.15 Menunjukkan modul decide.
Tabel 4.23 menunjukkan daftar modul decide model eksisting.
Gambar 4.15 Menunjukkan modul decide
Tabel 4.23
Daftar Modul Decide Model Eksisting Kondisi Sepi, Strandar, Ramai
Name Type
Sesuai 2 Way by Chance
SO 2 Way by Condition
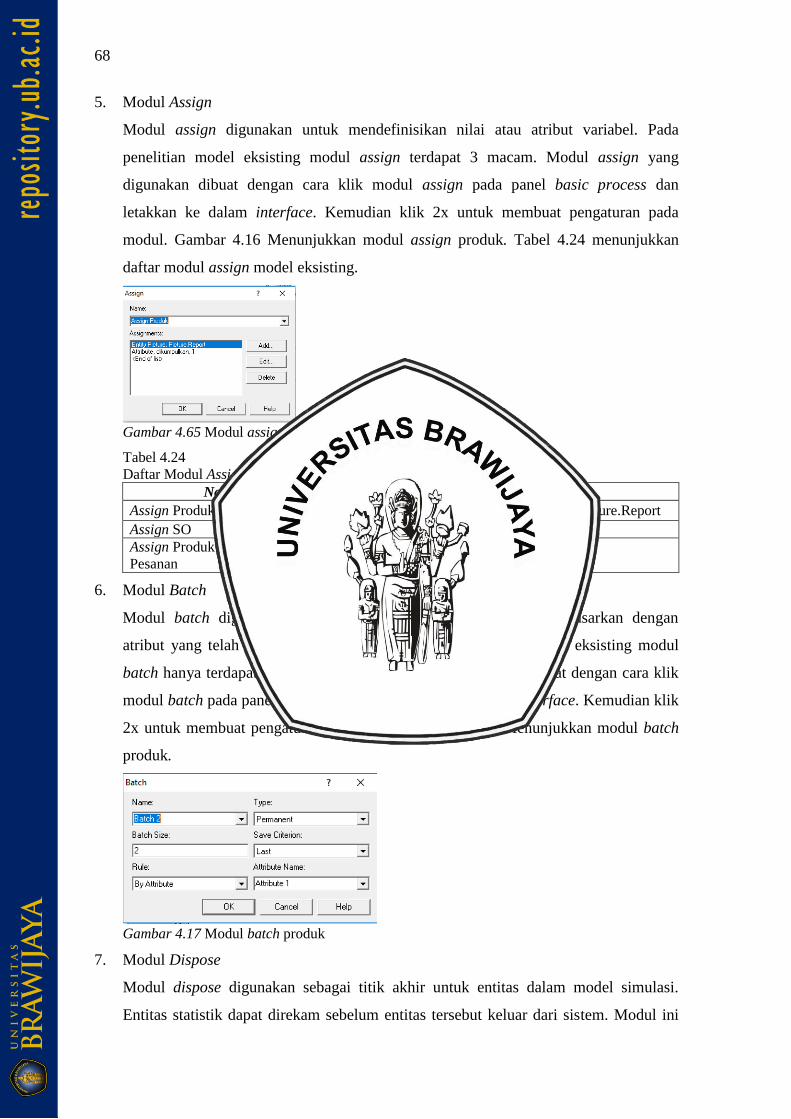
68
5. Modul Assign
Modul assign digunakan untuk mendefinisikan nilai atau atribut variabel. Pada
penelitian model eksisting modul assign terdapat 3 macam. Modul assign yang
digunakan dibuat dengan cara klik modul assign pada panel basic process dan
letakkan ke dalam interface. Kemudian klik 2x untuk membuat pengaturan pada
modul. Gambar 4.16 Menunjukkan modul assign produk. Tabel 4.24 menunjukkan
daftar modul assign model eksisting.
Gambar 4.65 Modul assign produk
Tabel 4.24
Daftar Modul Assign Model Eksisting
Name Assignment
Assign Produk Attribute, dikumpulkan, 1; Entity Picture, Picture.Report
Assign SO Entity Picture, Picture.Truck Assign Produk Sesuai dengan
Pesanan
Attribute, dikumpulkan, 1; Entity Picture,
Picture.Telephone
6. Modul Batch
Modul batch digunakan untuk mencocokan beberapa entitas berdasarkan dengan
atribut yang telah didefinisikan sebelumnya. Pada penelitian model eksisting modul
batch hanya terdapat 1 macam. Modul batch yang digunakan dibuat dengan cara klik
modul batch pada panel basic process dan letakkan ke dalam interface. Kemudian klik
2x untuk membuat pengaturan pada modul. Gambar 4.17 Menunjukkan modul batch
produk.
Gambar 4.17 Modul batch produk
7. Modul Dispose
Modul dispose digunakan sebagai titik akhir untuk entitas dalam model simulasi.
Entitas statistik dapat direkam sebelum entitas tersebut keluar dari sistem. Modul ini
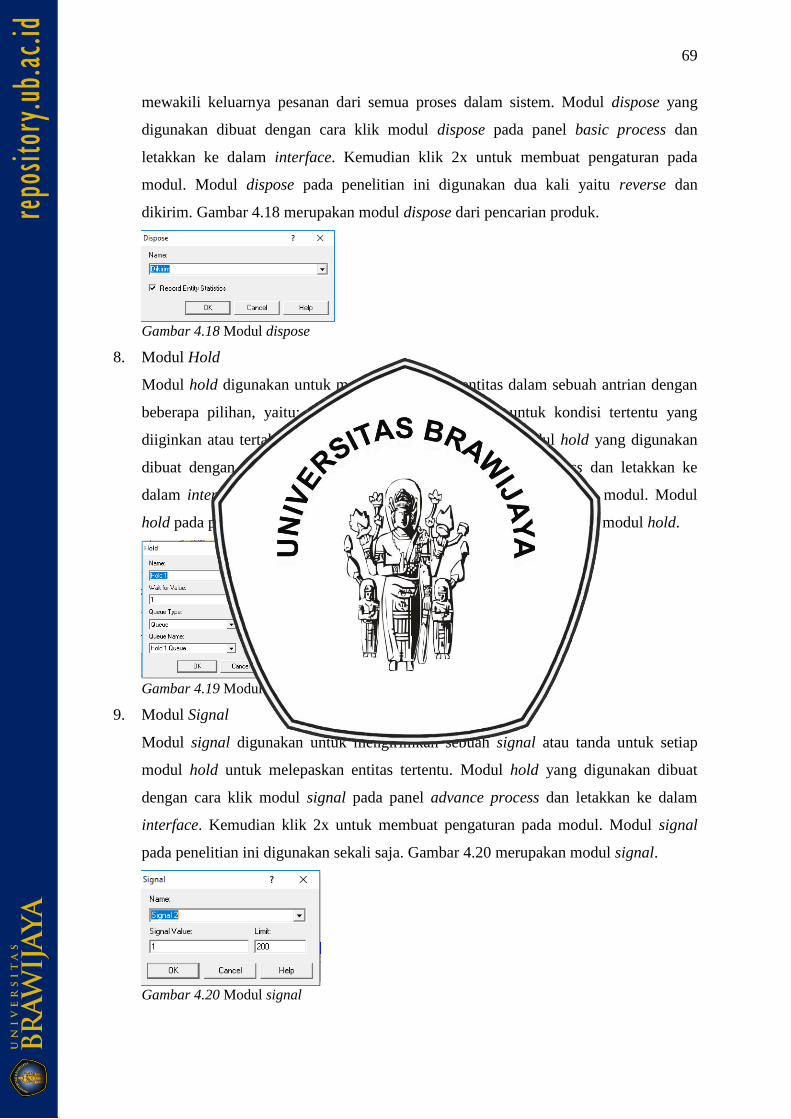
69
mewakili keluarnya pesanan dari semua proses dalam sistem. Modul dispose yang
digunakan dibuat dengan cara klik modul dispose pada panel basic process dan
letakkan ke dalam interface. Kemudian klik 2x untuk membuat pengaturan pada
modul. Modul dispose pada penelitian ini digunakan dua kali yaitu reverse dan
dikirim. Gambar 4.18 merupakan modul dispose dari pencarian produk.
Gambar 4.18 Modul dispose
8. Modul Hold
Modul hold digunakan untuk menahan beberapa entitas dalam sebuah antrian dengan
beberapa pilihan, yaitu: menunggu sinyal, menunggu untuk kondisi tertentu yang
diiginkan atau tertahan selama waktu yang tak terbatas. Modul hold yang digunakan
dibuat dengan cara klik modul hold pada panel advance process dan letakkan ke
dalam interface. Kemudian klik 2x untuk membuat pengaturan pada modul. Modul
hold pada penelitian ini digunakan sekali saja. Gambar 4.19 merupakan modul hold.
Gambar 4.19 Modul hold
9. Modul Signal
Modul signal digunakan untuk mengirimkan sebuah signal atau tanda untuk setiap
modul hold untuk melepaskan entitas tertentu. Modul hold yang digunakan dibuat
dengan cara klik modul signal pada panel advance process dan letakkan ke dalam
interface. Kemudian klik 2x untuk membuat pengaturan pada modul. Modul signal
pada penelitian ini digunakan sekali saja. Gambar 4.20 merupakan modul signal.
Gambar 4.20 Modul signal
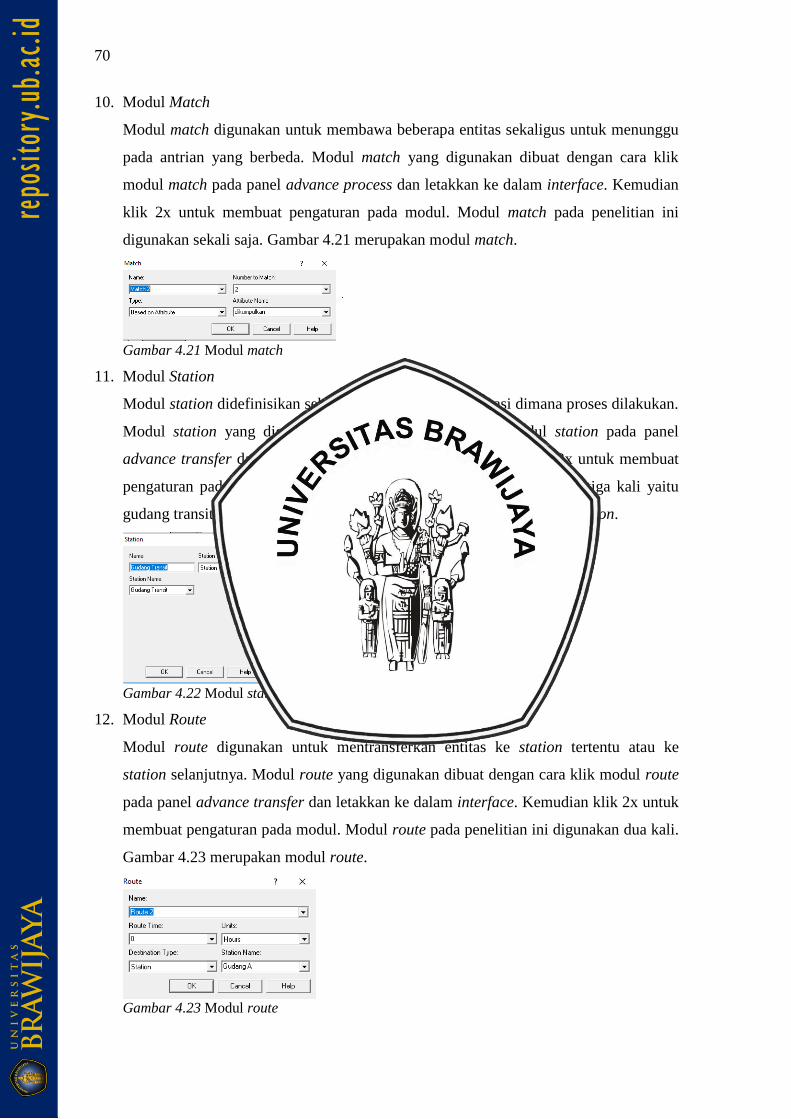
70
10. Modul Match
Modul match digunakan untuk membawa beberapa entitas sekaligus untuk menunggu
pada antrian yang berbeda. Modul match yang digunakan dibuat dengan cara klik
modul match pada panel advance process dan letakkan ke dalam interface. Kemudian
klik 2x untuk membuat pengaturan pada modul. Modul match pada penelitian ini
digunakan sekali saja. Gambar 4.21 merupakan modul match.
Gambar 4.21 Modul match
11. Modul Station
Modul station didefinisikan sebagai sebuah kumpulan lokasi dimana proses dilakukan.
Modul station yang digunakan dibuat dengan cara klik modul station pada panel
advance transfer dan letakkan ke dalam interface. Kemudian klik 2x untuk membuat
pengaturan pada modul. Modul station pada penelitian ini digunakan tiga kali yaitu
gudang transit, kantor dan gudang A. Gambar 4.22 merupakan modul station.
Gambar 4.22 Modul station
12. Modul Route
Modul route digunakan untuk mentransferkan entitas ke station tertentu atau ke
station selanjutnya. Modul route yang digunakan dibuat dengan cara klik modul route
pada panel advance transfer dan letakkan ke dalam interface. Kemudian klik 2x untuk
membuat pengaturan pada modul. Modul route pada penelitian ini digunakan dua kali.
Gambar 4.23 merupakan modul route.
Gambar 4.23 Modul route
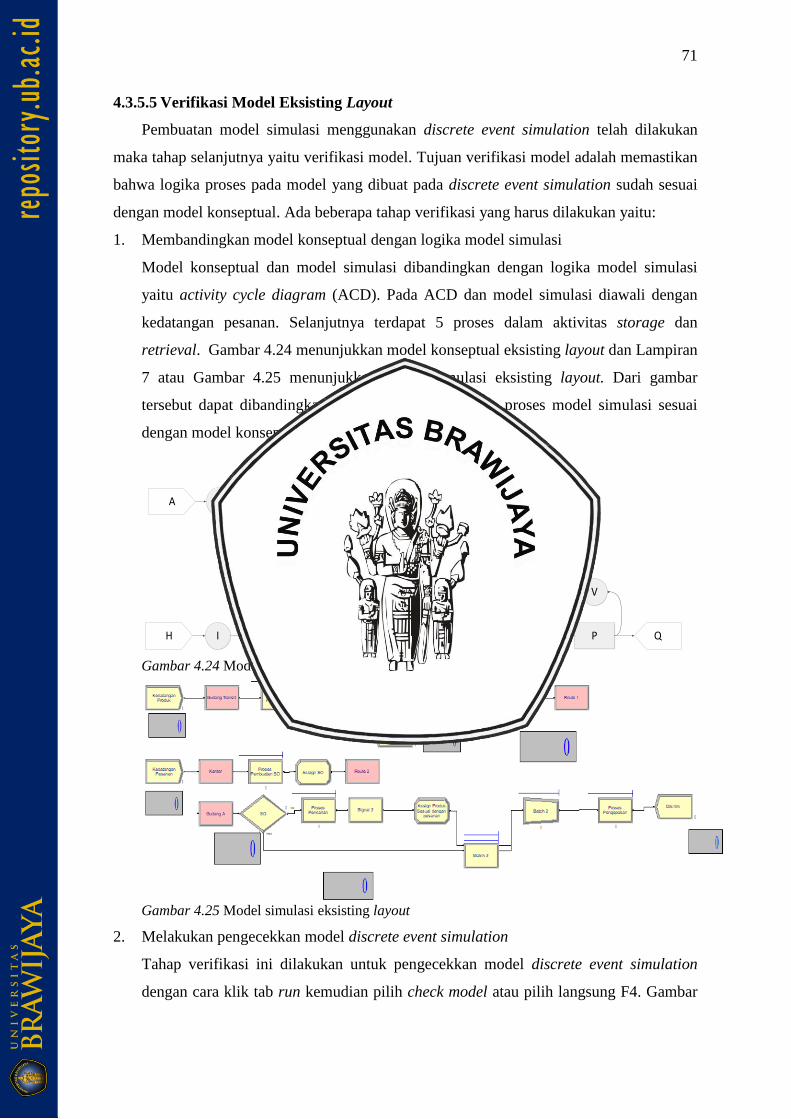
71
4.3.5.5 Verifikasi Model Eksisting Layout
Pembuatan model simulasi menggunakan discrete event simulation telah dilakukan
maka tahap selanjutnya yaitu verifikasi model. Tujuan verifikasi model adalah memastikan
bahwa logika proses pada model yang dibuat pada discrete event simulation sudah sesuai
dengan model konseptual. Ada beberapa tahap verifikasi yang harus dilakukan yaitu:
1. Membandingkan model konseptual dengan logika model simulasi
Model konseptual dan model simulasi dibandingkan dengan logika model simulasi
yaitu activity cycle diagram (ACD). Pada ACD dan model simulasi diawali dengan
kedatangan pesanan. Selanjutnya terdapat 5 proses dalam aktivitas storage dan
retrieval. Gambar 4.24 menunjukkan model konseptual eksisting layout dan Lampiran
7 atau Gambar 4.25 menunjukkan model simulasi eksisting layout. Dari gambar
tersebut dapat dibandingkan dan dilihat bahwa logika proses model simulasi sesuai
dengan model konseptual.
A B C D E F
G
R
H I J K L M
N
O P Q
S
T U V
Gambar 4.24 Model konseptual eksisting layout
Gambar 4.25 Model simulasi eksisting layout
2. Melakukan pengecekkan model discrete event simulation
Tahap verifikasi ini dilakukan untuk pengecekkan model discrete event simulation
dengan cara klik tab run kemudian pilih check model atau pilih langsung F4. Gambar
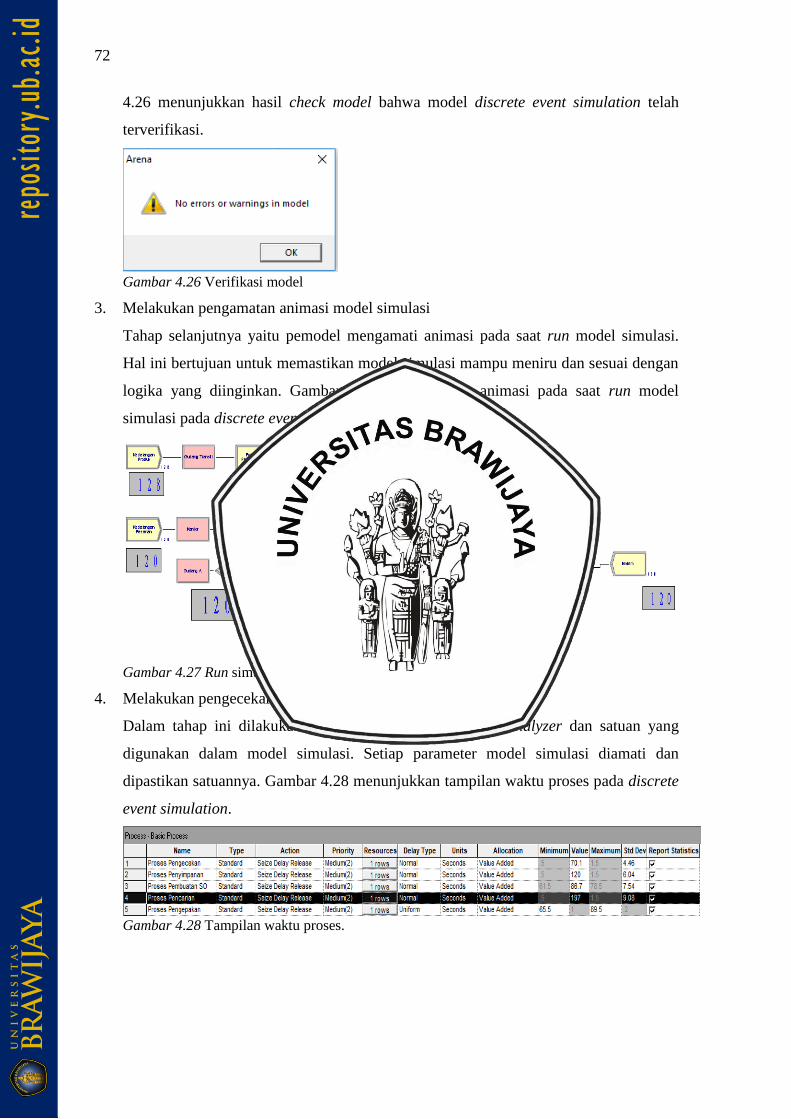
72
4.26 menunjukkan hasil check model bahwa model discrete event simulation telah
terverifikasi.
Gambar 4.26 Verifikasi model
3. Melakukan pengamatan animasi model simulasi
Tahap selanjutnya yaitu pemodel mengamati animasi pada saat run model simulasi.
Hal ini bertujuan untuk memastikan model simulasi mampu meniru dan sesuai dengan
logika yang diinginkan. Gambar 4.27 menunjukkan animasi pada saat run model
simulasi pada discrete event simulation.
Gambar 4.27 Run simulasi
4. Melakukan pengecekan waktu sistem yang telah dibuat
Dalam tahap ini dilakukan pengecekan parameter, input analyzer dan satuan yang
digunakan dalam model simulasi. Setiap parameter model simulasi diamati dan
dipastikan satuannya. Gambar 4.28 menunjukkan tampilan waktu proses pada discrete
event simulation.
Gambar 4.28 Tampilan waktu proses.
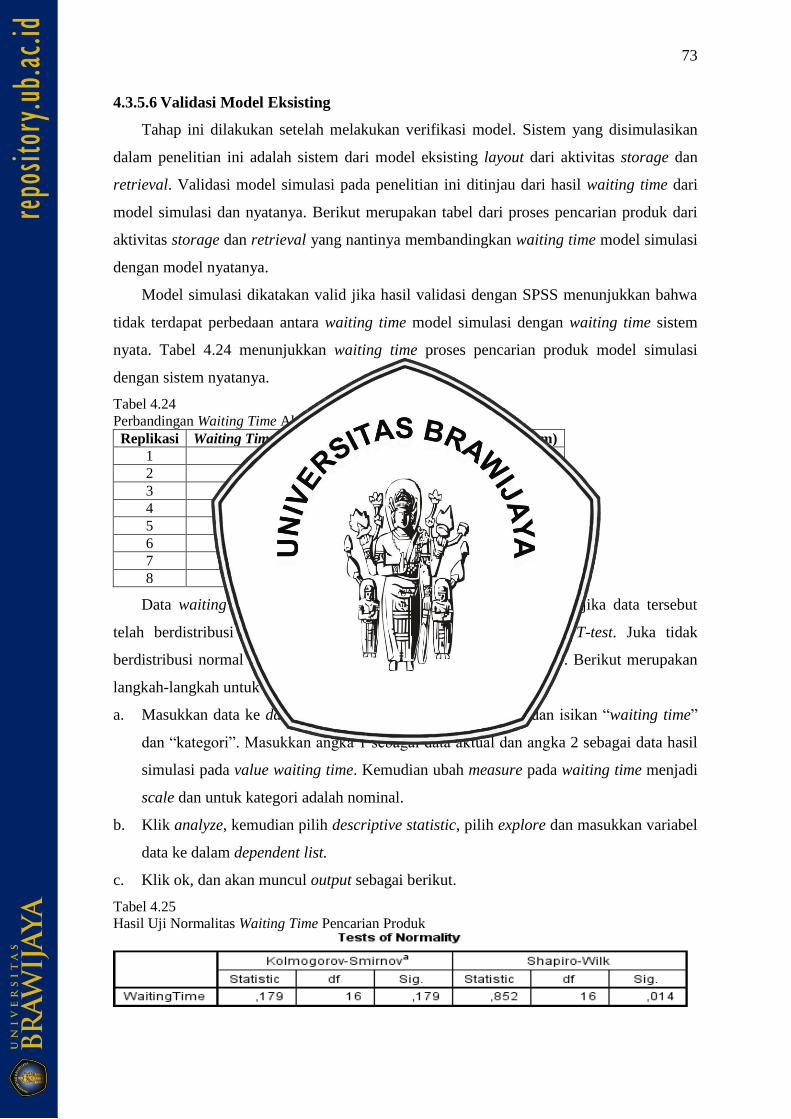
73
4.3.5.6 Validasi Model Eksisting
Tahap ini dilakukan setelah melakukan verifikasi model. Sistem yang disimulasikan
dalam penelitian ini adalah sistem dari model eksisting layout dari aktivitas storage dan
retrieval. Validasi model simulasi pada penelitian ini ditinjau dari hasil waiting time dari
model simulasi dan nyatanya. Berikut merupakan tabel dari proses pencarian produk dari
aktivitas storage dan retrieval yang nantinya membandingkan waiting time model simulasi
dengan model nyatanya.
Model simulasi dikatakan valid jika hasil validasi dengan SPSS menunjukkan bahwa
tidak terdapat perbedaan antara waiting time model simulasi dengan waiting time sistem
nyata. Tabel 4.24 menunjukkan waiting time proses pencarian produk model simulasi
dengan sistem nyatanya.
Tabel 4.24
Perbandingan Waiting Time Aktual dan Simulasi
Replikasi Waiting Time Aktual (Jam) Waiting Time Simulasi (Jam)
1 3 2,497
2 2 2,785
3 2 2,807
4 1 2,219
5 1 0,816
6 1 2,627
7 3 2,795
8 2 2,677
Data waiting time diperoleh akan uji normalitas terlebih dahulu. jika data tersebut
telah berdistribusi normal maka akan dilakukan uji Independetnt T-test. Juka tidak
berdistribusi normal maka akan diuji menggunkan uji Mann Whitney. Berikut merupakan
langkah-langkah untuk uji normalitas menggunakna software SPSS.
a. Masukkan data ke data view kemudian buka variable view “waiting time”
“ ” M ka 2 sebagai data hasil
simulasi pada value waiting time. Kemudian ubah measure pada waiting time menjadi
scale dan untuk kategori adalah nominal.
b. Klik analyze, kemudian pilih descriptive statistic, pilih explore dan masukkan variabel
data ke dalam dependent list.
c. Klik ok, dan akan muncul output sebagai berikut.
Tabel 4.25
Hasil Uji Normalitas Waiting Time Pencarian Produk
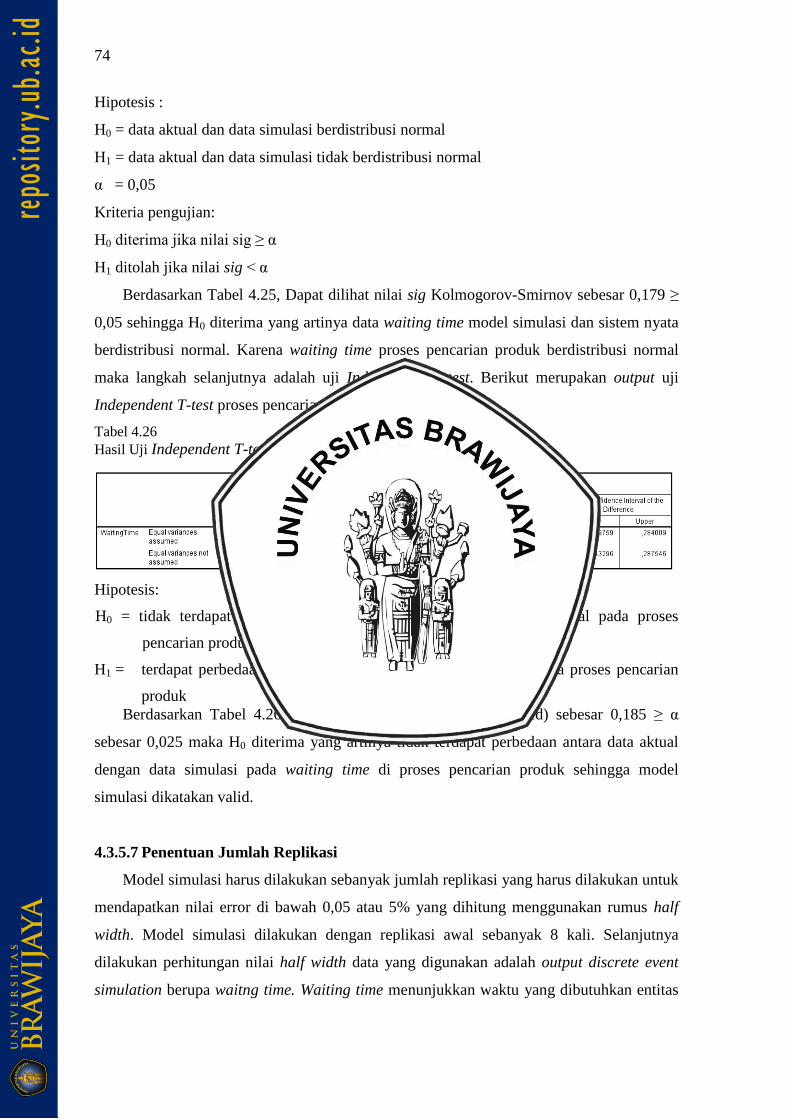
74
Hipotesis :
H0 = data aktual dan data simulasi berdistribusi normal
H1 = data aktual dan data simulasi tidak berdistribusi normal
α = 0,05
Kriteria pengujian:
H0 ≥ α
H1 ditolah jika nilai sig < α
Berdasarkan Tabel 4.25, Dapat dilihat nilai sig Kolmogorov-Smirnov sebesar 0,179 ≥
0,05 sehingga H0 diterima yang artinya data waiting time model simulasi dan sistem nyata
berdistribusi normal. Karena waiting time proses pencarian produk berdistribusi normal
maka langkah selanjutnya adalah uji Independent T-test. Berikut merupakan output uji
Independent T-test proses pencarian produk.
Tabel 4.26
Hasil Uji Independent T-test waiting time Pencarian Produk
Hipotesis:
H0 = tidak terdapat perbedaan antara data simulasi dengan data aktual pada proses
pencarian produk
H1 = terdapat perbedaan antara data simulasi dengan data aktual pada proses pencarian
produk
Berdasarkan Tabel 4.26 didapatkan nilai Asymp. Sig (2-tailed) sebesar 0,185 ≥ α
sebesar 0,025 maka H0 diterima yang artinya tidak terdapat perbedaan antara data aktual
dengan data simulasi pada waiting time di proses pencarian produk sehingga model
simulasi dikatakan valid.
4.3.5.7 Penentuan Jumlah Replikasi
Model simulasi harus dilakukan sebanyak jumlah replikasi yang harus dilakukan untuk
mendapatkan nilai error di bawah 0,05 atau 5% yang dihitung menggunakan rumus half
width. Model simulasi dilakukan dengan replikasi awal sebanyak 8 kali. Selanjutnya
dilakukan perhitungan nilai half width data yang digunakan adalah output discrete event
simulation berupa waitng time. Waiting time menunjukkan waktu yang dibutuhkan entitas
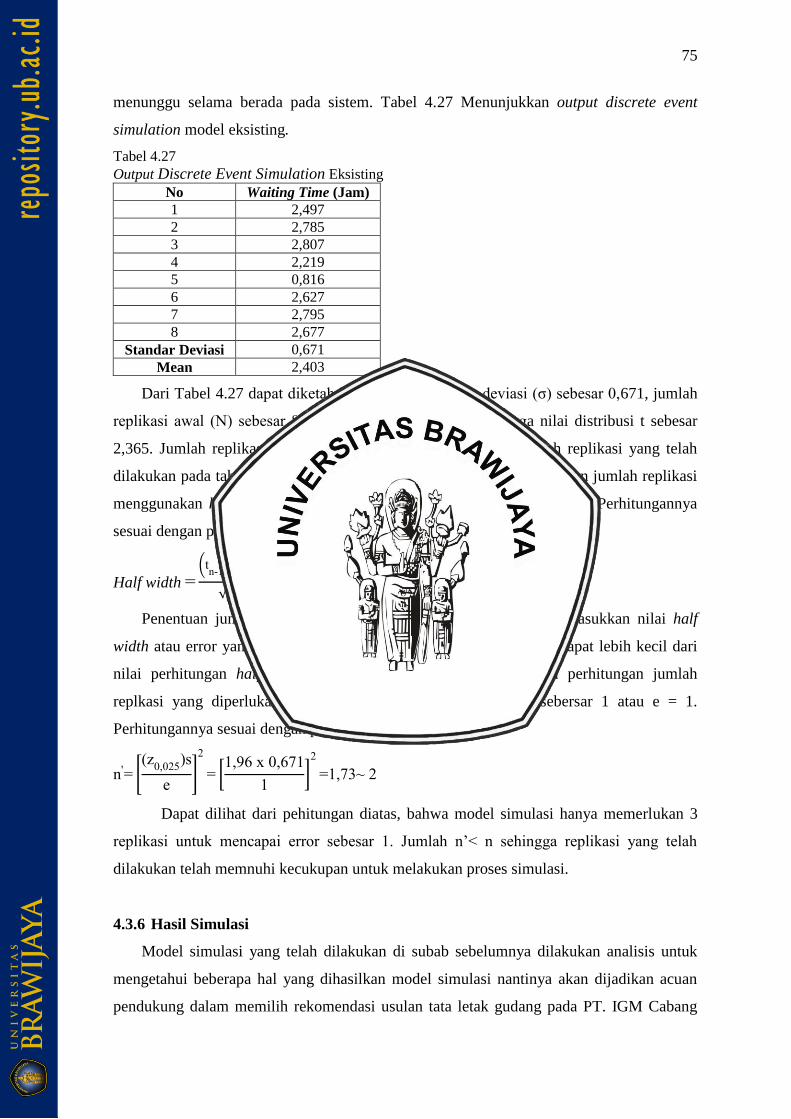
75
menunggu selama berada pada sistem. Tabel 4.27 Menunjukkan output discrete event
simulation model eksisting.
Tabel 4.27
Output Discrete Event Simulation Eksisting
No Waiting Time (Jam)
1 2,497
2 2,785
3 2,807
4 2,219
5 0,816
6 2,627
7 2,795
8 2,677
Standar Deviasi 0,671
Mean 2,403
Dari Tabel 4.27 d w v σ 671, jumlah
w α a nilai distribusi t sebesar
2,365. Jumlah replikasi dapat dihitung dengan memasukkan jumlah replikasi yang telah
dilakukan pada tahap validasi. Berikut merupakan perhitungan penentuan jumlah replikasi
menggunakan half width dan dengan tujuan nilai mencapai error ≤ Perhitungannya
sesuai dengan persamaan 2-7.
Half width ( -
α )
√
√ ~ 1
Penentuan jumlah replikasi lainnya dapat juga dengan cara memasukkan nilai half
width atau error yang diharapkan. Nilai half width yang diharapkan dapat lebih kecil dari
nilai perhitungan half width sebelumnya. Berikut ini merupakan perhitungan jumlah
replkasi yang diperlukan dengan nilai error yang diharapkan sebersar 1 atau e = 1.
Perhitungannya sesuai dengan persamaan 2-8.
[
]
[
]
Dapat dilihat dari pehitungan diatas, bahwa model simulasi hanya memerlukan 3
c J ’<
dilakukan telah memnuhi kecukupan untuk melakukan proses simulasi.
4.3.6 Hasil Simulasi
Model simulasi yang telah dilakukan di subab sebelumnya dilakukan analisis untuk
mengetahui beberapa hal yang dihasilkan model simulasi nantinya akan dijadikan acuan
pendukung dalam memilih rekomendasi usulan tata letak gudang pada PT. IGM Cabang
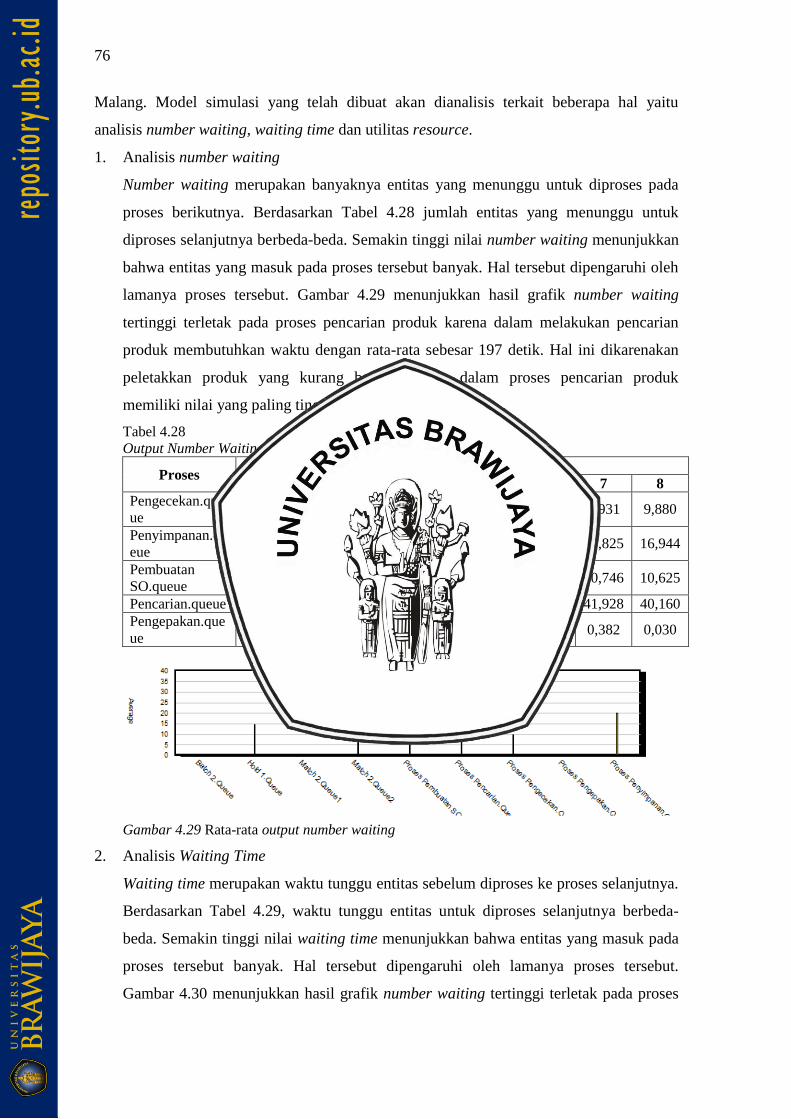
76
Malang. Model simulasi yang telah dibuat akan dianalisis terkait beberapa hal yaitu
analisis number waiting, waiting time dan utilitas resource.
1. Analisis number waiting
Number waiting merupakan banyaknya entitas yang menunggu untuk diproses pada
proses berikutnya. Berdasarkan Tabel 4.28 jumlah entitas yang menunggu untuk
diproses selanjutnya berbeda-beda. Semakin tinggi nilai number waiting menunjukkan
bahwa entitas yang masuk pada proses tersebut banyak. Hal tersebut dipengaruhi oleh
lamanya proses tersebut. Gambar 4.29 menunjukkan hasil grafik number waiting
tertinggi terletak pada proses pencarian produk karena dalam melakukan pencarian
produk membutuhkan waktu dengan rata-rata sebesar 197 detik. Hal ini dikarenakan
peletakkan produk yang kurang baik sehingga dalam proses pencarian produk
memiliki nilai yang paling tinggi.
Tabel 4.28
Output Number Waiting
Proses Replikasi
1 2 3 4 5 6 7 8
Pengecekan.que
ue 9,859 9,818 9,813 9,864 9,762 9,816 9,931 9,880
Penyimpanan.qu
eue 14,834 25,021 24,749 14,928 15,178 16,309 32,825 16,944
Pembuatan
SO.queue 10,615 10,768 10,579 10,713 10,616 10,476 10,746 10,625
Pencarian.queue 37,452 41,776 42,111 33,289 13,383 39,409 41,928 40,160
Pengepakan.que
ue 0,095 0,059 0,058 0,058 0,031 0,075 0,382 0,030
Gambar 4.29 Rata-rata output number waiting
2. Analisis Waiting Time
Waiting time merupakan waktu tunggu entitas sebelum diproses ke proses selanjutnya.
Berdasarkan Tabel 4.29, waktu tunggu entitas untuk diproses selanjutnya berbeda-
beda. Semakin tinggi nilai waiting time menunjukkan bahwa entitas yang masuk pada
proses tersebut banyak. Hal tersebut dipengaruhi oleh lamanya proses tersebut.
Gambar 4.30 menunjukkan hasil grafik number waiting tertinggi terletak pada proses
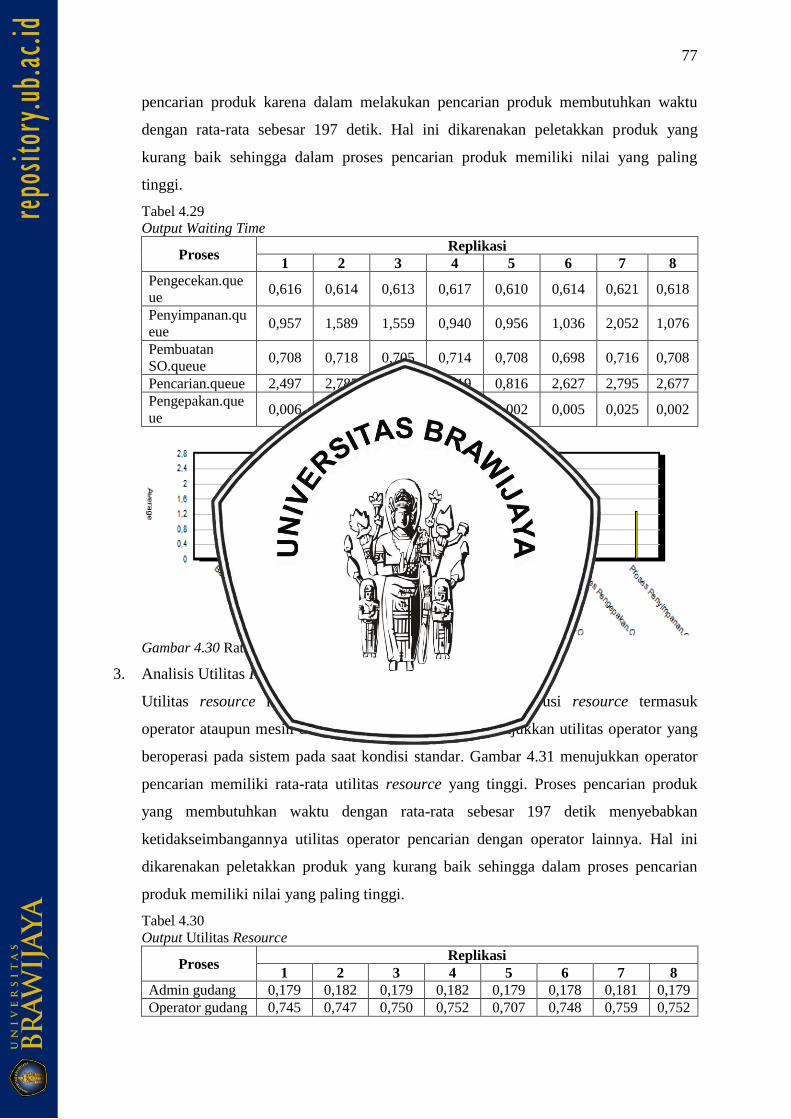
77
pencarian produk karena dalam melakukan pencarian produk membutuhkan waktu
dengan rata-rata sebesar 197 detik. Hal ini dikarenakan peletakkan produk yang
kurang baik sehingga dalam proses pencarian produk memiliki nilai yang paling
tinggi.
Tabel 4.29
Output Waiting Time
Proses Replikasi
1 2 3 4 5 6 7 8
Pengecekan.que
ue 0,616 0,614 0,613 0,617 0,610 0,614 0,621 0,618
Penyimpanan.qu
eue 0,957 1,589 1,559 0,940 0,956 1,036 2,052 1,076
Pembuatan
SO.queue 0,708 0,718 0,705 0,714 0,708 0,698 0,716 0,708
Pencarian.queue 2,497 2,785 2,807 2,219 0,816 2,627 2,795 2,677
Pengepakan.que
ue 0,006 0,003 0,004 0,004 0,002 0,005 0,025 0,002
Gambar 4.30 Rata-rata output waiting time
3. Analisis Utilitas Resource
Utilitas resource merupakan tingkat atau ukuran kontribusi resource termasuk
operator ataupun mesin dalam sistem. Tabel 4.30 menunjukkan utilitas operator yang
beroperasi pada sistem pada saat kondisi standar. Gambar 4.31 menujukkan operator
pencarian memiliki rata-rata utilitas resource yang tinggi. Proses pencarian produk
yang membutuhkan waktu dengan rata-rata sebesar 197 detik menyebabkan
ketidakseimbangannya utilitas operator pencarian dengan operator lainnya. Hal ini
dikarenakan peletakkan produk yang kurang baik sehingga dalam proses pencarian
produk memiliki nilai yang paling tinggi.
Tabel 4.30
Output Utilitas Resource
Proses Replikasi
1 2 3 4 5 6 7 8
Admin gudang 0,179 0,182 0,179 0,182 0,179 0,178 0,181 0,179
Operator gudang 0,745 0,747 0,750 0,752 0,707 0,748 0,759 0,752
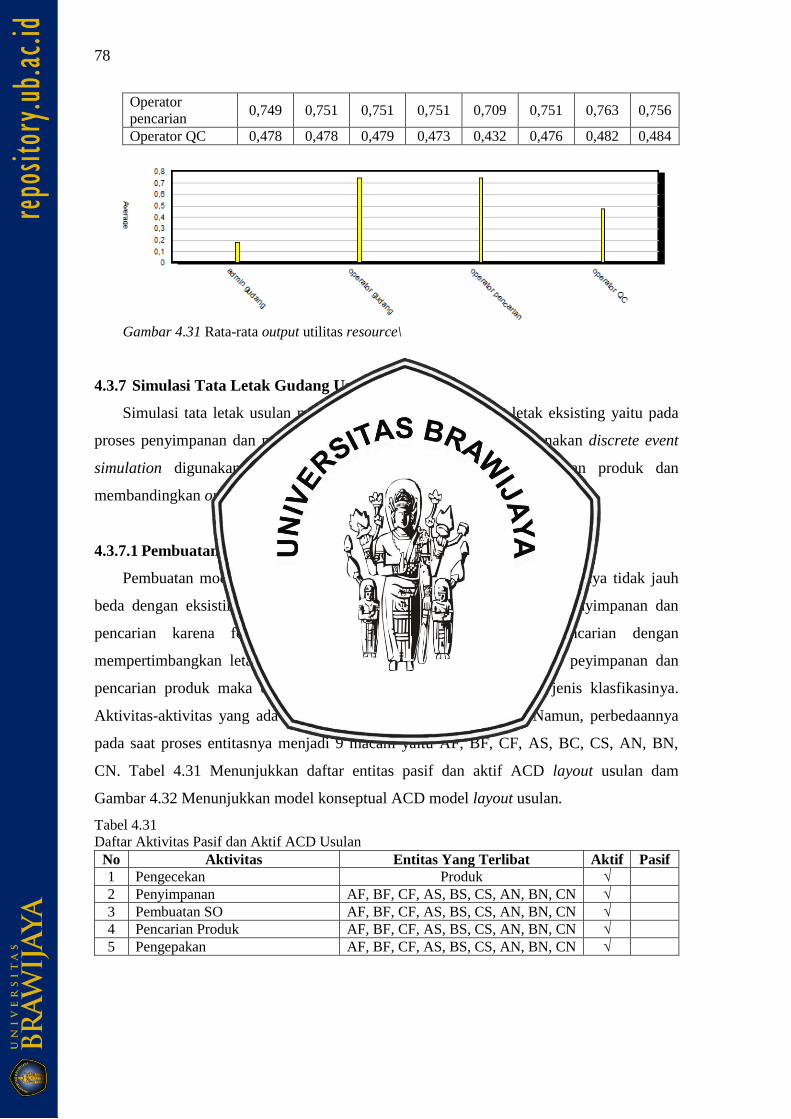
78
Operator
pencarian 0,749 0,751 0,751 0,751 0,709 0,751 0,763 0,756
Operator QC 0,478 0,478 0,479 0,473 0,432 0,476 0,482 0,484
Gambar 4.31 Rata-rata output utilitas resource\
4.3.7 Simulasi Tata Letak Gudang Usulan
Simulasi tata letak usulan memiliki perbedaan dengan tata letak eksisting yaitu pada
proses penyimpanan dan proses pencarian produk. Simulasi menggunakan discrete event
simulation digunakan untuk melihat output waktu operasi pencarian produk dan
membandingkan output waktu model eksisting dan usulan.
4.3.7.1 Pembuatan ACD Model Usulan
Pembuatan model konsptual ACD pada model layout usulan sebenarnya tidak jauh
beda dengan eksisting layout. Letak perbedaannya adalah pada saat penyimpanan dan
pencarian karena fokus penelitian ini adalah pada proses pencarian dengan
mempertimbangkan letak penyimpanannya. Sehingga, sebelum proses peyimpanan dan
pencarian produk maka dilakukan pengklasifikasian produk sesuai jenis klasfikasinya.
Aktivitas-aktivitas yang ada sama seperti model eksisting layout. Namun, perbedaannya
pada saat proses entitasnya menjadi 9 macam yaitu AF, BF, CF, AS, BC, CS, AN, BN,
CN. Tabel 4.31 Menunjukkan daftar entitas pasif dan aktif ACD layout usulan dam
Gambar 4.32 Menunjukkan model konseptual ACD model layout usulan.
Tabel 4.31
Daftar Aktivitas Pasif dan Aktif ACD Usulan
No Aktivitas Entitas Yang Terlibat Aktif Pasif
1 Pengecekan Produk √
2 Penyimpanan AF, BF, CF, AS, BS, CS, AN, BN, CN √
3 Pembuatan SO AF, BF, CF, AS, BS, CS, AN, BN, CN √
4 Pencarian Produk AF, BF, CF, AS, BS, CS, AN, BN, CN √
5 Pengepakan AF, BF, CF, AS, BS, CS, AN, BN, CN √
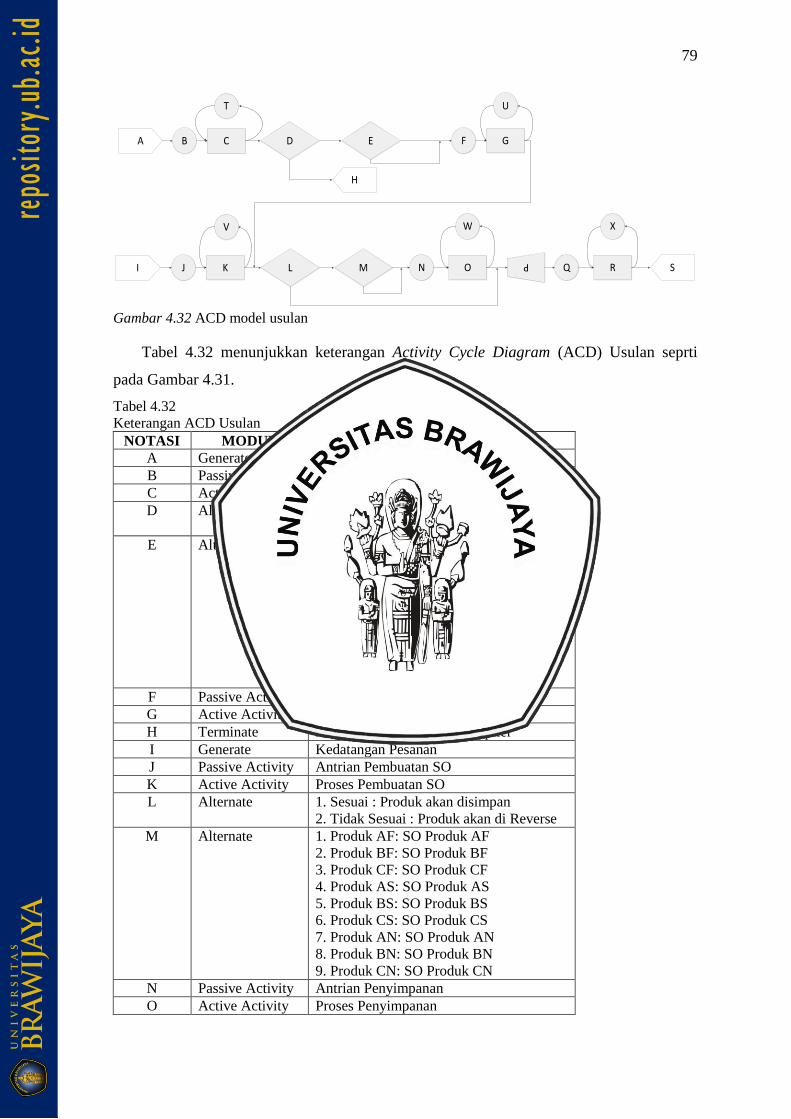
79
A B C D F G
H
T
I J K L N O
P
Q R S
U
V W X
E
M
Gambar 4.32 ACD model usulan
Tabel 4.32 menunjukkan keterangan Activity Cycle Diagram (ACD) Usulan seprti
pada Gambar 4.31.
Tabel 4.32
Keterangan ACD Usulan
NOTASI MODUL KETERANGAN
A Generate Kedatangan Produk
B Passive Activity Antrian Pengecekan
C Active Activity Proses Pengecekan
D Alternate 1. Sesuai : Produk akan disimpan
2. Tidak Sesuai : Produk akan di Reverse
E Alternate 1. Produk AF: Disimpan Produk AF
2. Produk BF: Disimpan Produk BF
3. Produk CF: Disimpan Produk CF
4. Produk AS: Disimpan Produk AS
5. Produk BS: Disimpan Produk BS
6. Produk CS: Disimpan Produk CS
7. Produk AN: Disimpan Produk AN
8. Produk BN: Disimpan Produk BN
9. Produk CN: Disimpan Produk CN
F Passive Activity Antrian Penyimpanan
G Active Activity Proses Penyimpanan
H Terminate Produk dikembalikan ke Supplier
I Generate Kedatangan Pesanan
J Passive Activity Antrian Pembuatan SO
K Active Activity Proses Pembuatan SO
L Alternate 1. Sesuai : Produk akan disimpan
2. Tidak Sesuai : Produk akan di Reverse
M Alternate 1. Produk AF: SO Produk AF
2. Produk BF: SO Produk BF
3. Produk CF: SO Produk CF
4. Produk AS: SO Produk AS
5. Produk BS: SO Produk BS
6. Produk CS: SO Produk CS
7. Produk AN: SO Produk AN
8. Produk BN: SO Produk BN
9. Produk CN: SO Produk CN
N Passive Activity Antrian Penyimpanan
O Active Activity Proses Penyimpanan
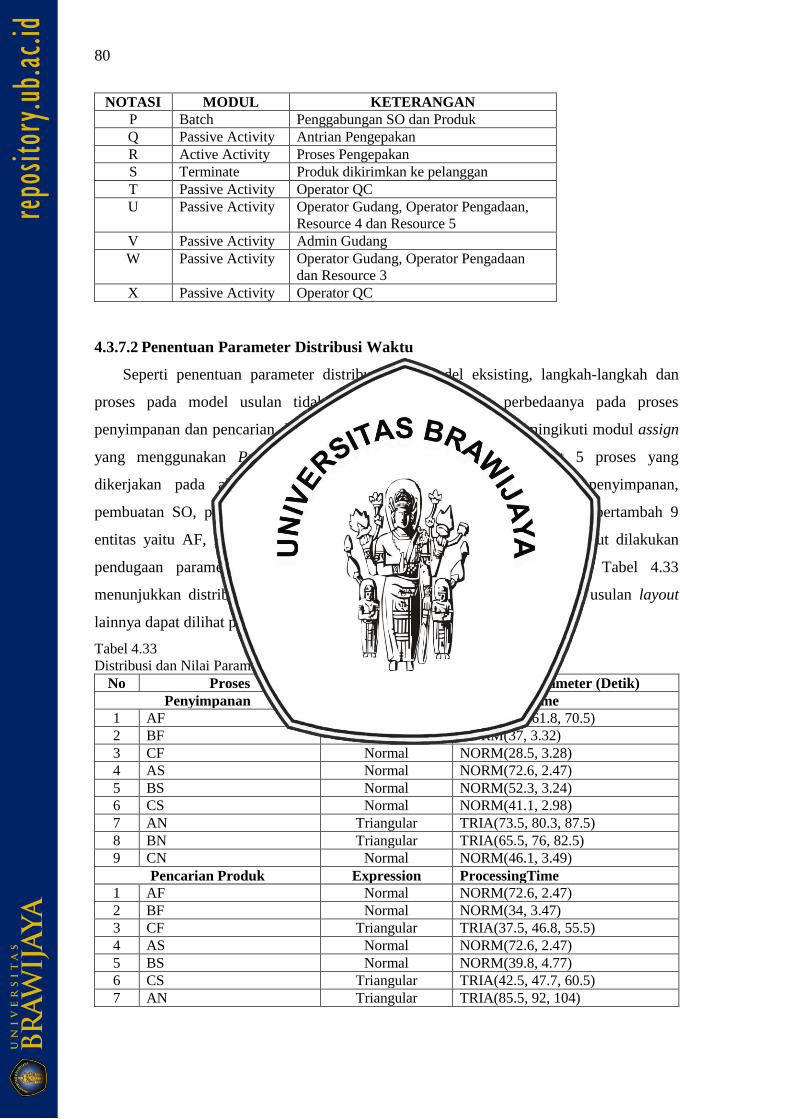
80
NOTASI MODUL KETERANGAN
P Batch Penggabungan SO dan Produk
Q Passive Activity Antrian Pengepakan
R Active Activity Proses Pengepakan
S Terminate Produk dikirimkan ke pelanggan
T Passive Activity Operator QC
U Passive Activity Operator Gudang, Operator Pengadaan,
Resource 4 dan Resource 5
V Passive Activity Admin Gudang
W Passive Activity Operator Gudang, Operator Pengadaan
dan Resource 3
X Passive Activity Operator QC
4.3.7.2 Penentuan Parameter Distribusi Waktu
Seperti penentuan parameter distribusi saat model eksisting, langkah-langkah dan
proses pada model usulan tidak jauh beda hanya saja perbedaanya pada proses
penyimpanan dan pencarian delay type menjadi expression karena mingikuti modul assign
yang menggunakan ProcessingTime. Dalam penelitian ini terdapat 5 proses yang
dikerjakan pada aktivitas storage dan retrieval yaitu pengecekan, penyimpanan,
pembuatan SO, pencarian produk dan pengepakan. Serta entitas menjadi bertambah 9
entitas yaitu AF, BF, CF, AS, BS,CS, AN, BN, CN. Proses proses tersebut dilakukan
pendugaan parameter distribusi proses seperti langkah sebelumnya. Tabel 4.33
menunjukkan distribusi dan nilai parameter untuk usulan layout 1 untuk usulan layout
lainnya dapat dilihat pada Lampiran 1.
Tabel 4.33
Distribusi dan Nilai Parameter Usulan 1 Proses Pencarian Kondisi Strandar
No Proses Delay type Nilai Parameter (Detik)
Penyimpanan Expression ProcessingTime
1 AF Triangular TRIA(52.5, 61.8, 70.5)
2 BF Normal NORM(37, 3.32)
3 CF Normal NORM(28.5, 3.28)
4 AS Normal NORM(72.6, 2.47)
5 BS Normal NORM(52.3, 3.24)
6 CS Normal NORM(41.1, 2.98)
7 AN Triangular TRIA(73.5, 80.3, 87.5)
8 BN Triangular TRIA(65.5, 76, 82.5)
9 CN Normal NORM(46.1, 3.49)
Pencarian Produk Expression ProcessingTime
1 AF Normal NORM(72.6, 2.47)
2 BF Normal NORM(34, 3.47)
3 CF Triangular TRIA(37.5, 46.8, 55.5)
4 AS Normal NORM(72.6, 2.47)
5 BS Normal NORM(39.8, 4.77)
6 CS Triangular TRIA(42.5, 47.7, 60.5)
7 AN Triangular TRIA(85.5, 92, 104)
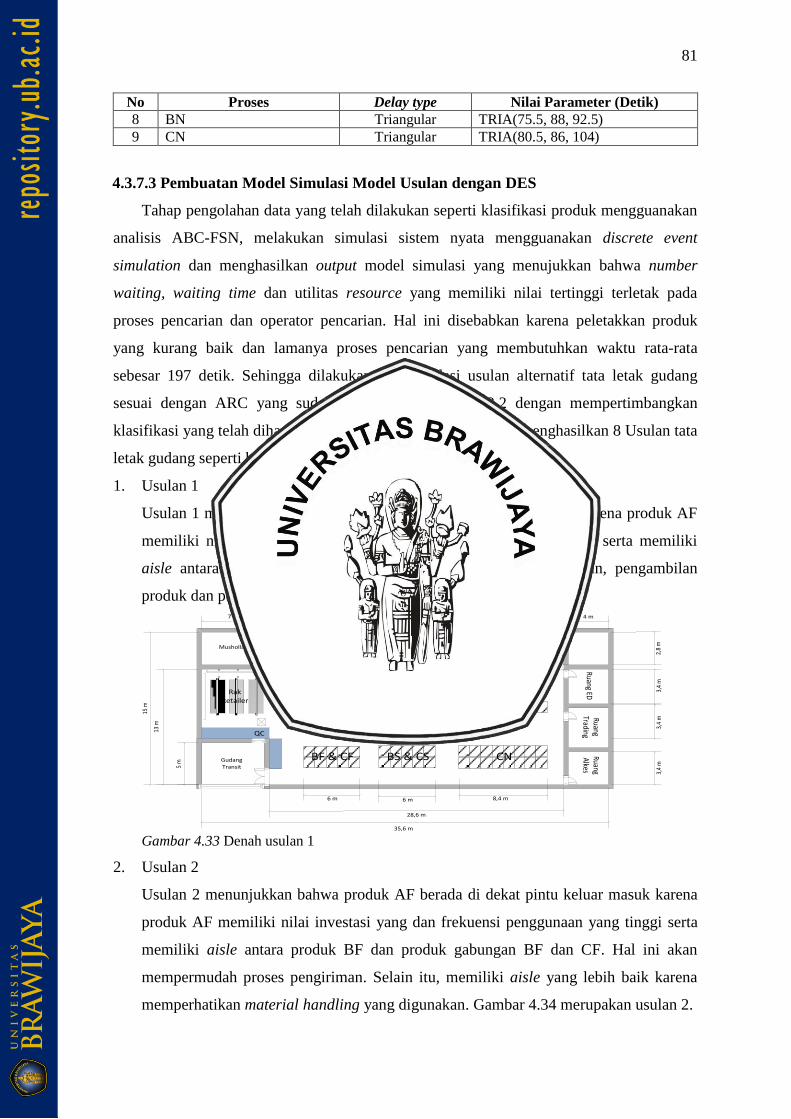
81
No Proses Delay type Nilai Parameter (Detik)
8 BN Triangular TRIA(75.5, 88, 92.5)
9 CN Triangular TRIA(80.5, 86, 104)
4.3.7.3 Pembuatan Model Simulasi Model Usulan dengan DES
Tahap pengolahan data yang telah dilakukan seperti klasifikasi produk mengguanakan
analisis ABC-FSN, melakukan simulasi sistem nyata mengguanakan discrete event
simulation dan menghasilkan output model simulasi yang menujukkan bahwa number
waiting, waiting time dan utilitas resource yang memiliki nilai tertinggi terletak pada
proses pencarian dan operator pencarian. Hal ini disebabkan karena peletakkan produk
yang kurang baik dan lamanya proses pencarian yang membutuhkan waktu rata-rata
sebesar 197 detik. Sehingga dilakukan rekomendasi usulan alternatif tata letak gudang
sesuai dengan ARC yang sudah dibuat pada subab 4.3.2 dengan mempertimbangkan
klasifikasi yang telah dihasilkan dari analisis ABC-FSN. Maka menghasilkan 8 Usulan tata
letak gudang seperti berikut:
1. Usulan 1
Usulan 1 menunjukkan bahwa produk AF berada di dekat operator karena produk AF
memiliki nilai investasi yang dan frekuensi penggunaan yang tinggi serta memiliki
aisle antara produk AF. Hal ini akan mengurangi waktu pencarian, pengambilan
produk dan pergerakan operator. Gambar 4.33 merupakan usulan 1. 4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ruang EDRuang
TradingRuang Alkes
QC
28 U
28 U
28 U
Rak Retailer
15 m
13 m
3,4
m3,
4 m
3,4
m
28,6 m
Gudang A
6 m 8,4 m
5 m
AF
AF
BF & CF
AS AN
AS AN & BN
BS & CS CN
6 m
Gambar 4.33 Denah usulan 1
2. Usulan 2
Usulan 2 menunjukkan bahwa produk AF berada di dekat pintu keluar masuk karena
produk AF memiliki nilai investasi yang dan frekuensi penggunaan yang tinggi serta
memiliki aisle antara produk BF dan produk gabungan BF dan CF. Hal ini akan
mempermudah proses pengiriman. Selain itu, memiliki aisle yang lebih baik karena
memperhatikan material handling yang digunakan. Gambar 4.34 merupakan usulan 2.
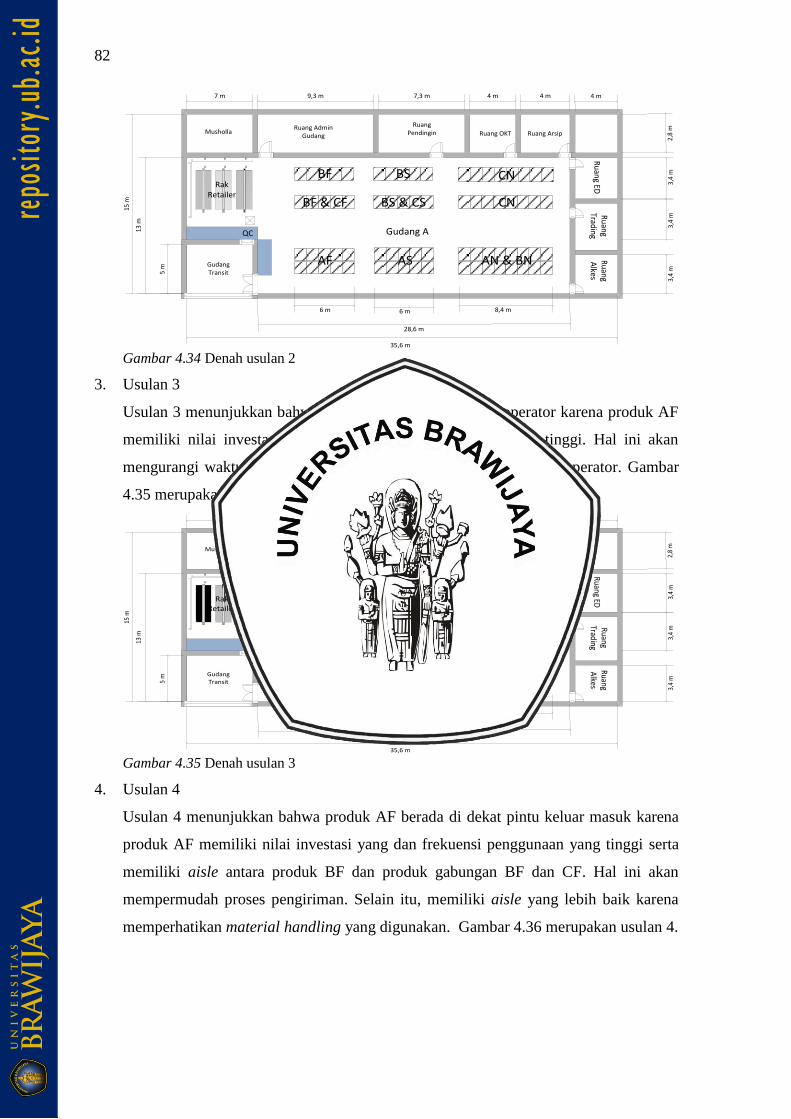
82
4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ruang ED
Ruang
TradingR
uang A
lkes
QC
28 U
28 U
28 U
Rak Retailer
15 m
13 m
3,4
m3,
4 m
3,4
m
28,6 m
Gudang A
6 m 8,4 m
5 m
BF
BF & CF
AF
BS CN
BS & CS CN
AS AN & BN
6 m
Gambar 4.34 Denah usulan 2
3. Usulan 3
Usulan 3 menunjukkan bahwa produk AF berada di dekat operator karena produk AF
memiliki nilai investasi yang dan frekuensi penggunaan yang tinggi. Hal ini akan
mengurangi waktu pencarian, pengambilan produk dan pergerakan operator. Gambar
4.35 merupakan usulan 3. 4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ruang EDRuang
TradingRuang A
lkes
QC
28 U
28 U
28 U
Rak Retailer
15 m
13 m
3,4
m3,
4 m
3,4
m
28,6 m
Gudang A
6 m 8,4 m
5 m
AF
BF & CF
AS AN & BN
BS & CS CN
6 m
Gambar 4.35 Denah usulan 3
4. Usulan 4
Usulan 4 menunjukkan bahwa produk AF berada di dekat pintu keluar masuk karena
produk AF memiliki nilai investasi yang dan frekuensi penggunaan yang tinggi serta
memiliki aisle antara produk BF dan produk gabungan BF dan CF. Hal ini akan
mempermudah proses pengiriman. Selain itu, memiliki aisle yang lebih baik karena
memperhatikan material handling yang digunakan. Gambar 4.36 merupakan usulan 4.
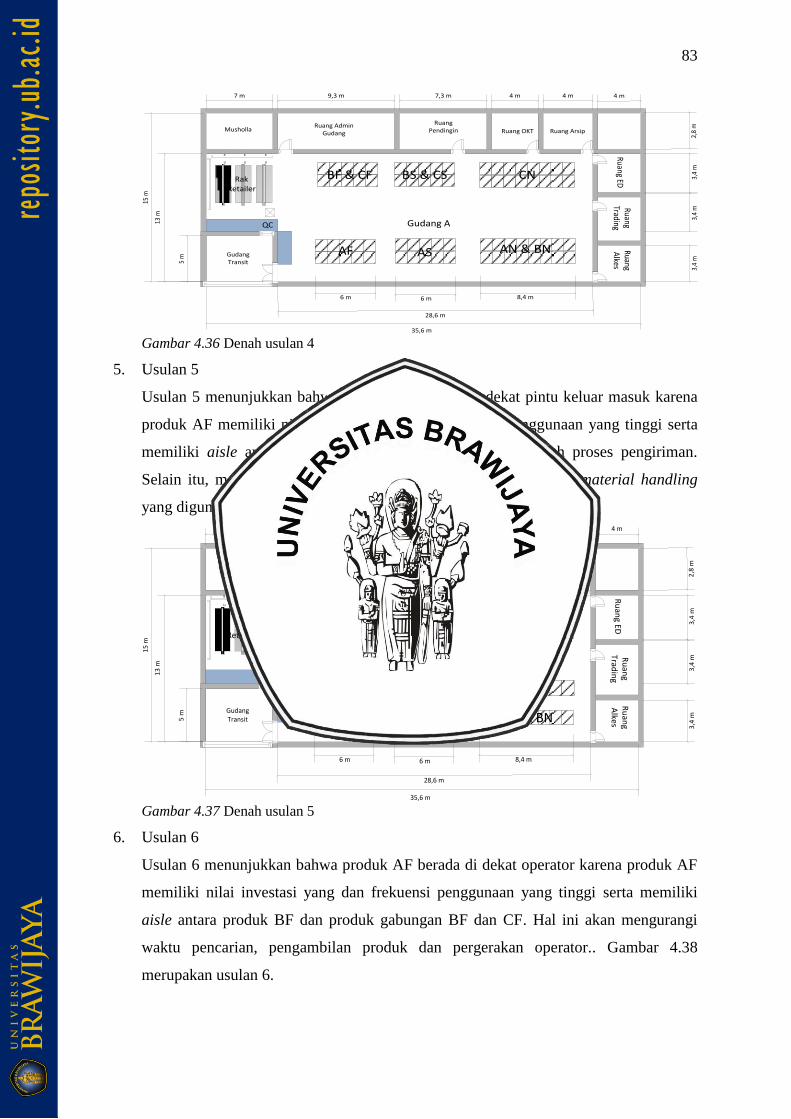
83
4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ruang EDRuang
TradingRuang A
lkes
QC
28 U
28 U
28 U
Rak Retailer
15 m
13 m
3,4
m3,
4 m
3,4
m
28,6 m
Gudang A
6 m 8,4 m
5 m
AF
BF & CF
AS AN & BN
BS & CS CN
6 m
Gambar 4.36 Denah usulan 4
5. Usulan 5
Usulan 5 menunjukkan bahwa produk AF berada di dekat pintu keluar masuk karena
produk AF memiliki nilai investasi yang dan frekuensi penggunaan yang tinggi serta
memiliki aisle antara produk AF. Hal ini akan mempermudah proses pengiriman.
Selain itu, memiliki aisle yang lebih baik karena memperhatikan material handling
yang digunakan. Gambar 4.37 merupakan usulan 5.
4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ru
ang ED
Ru
ang
Tradin
gR
uan
g A
lkes
QC
28 U
28 U
28 U
Rak Retailer
15
m
13
m
3,4
m3
,4 m
3,4
m
28,6 m
Gudang A
6 m 8,4 m
5 m
AF
AF
BF & CF
AS AN
AS AN & BN
BS & CS CN
6 m
Gambar 4.37 Denah usulan 5
6. Usulan 6
Usulan 6 menunjukkan bahwa produk AF berada di dekat operator karena produk AF
memiliki nilai investasi yang dan frekuensi penggunaan yang tinggi serta memiliki
aisle antara produk BF dan produk gabungan BF dan CF. Hal ini akan mengurangi
waktu pencarian, pengambilan produk dan pergerakan operator.. Gambar 4.38
merupakan usulan 6.
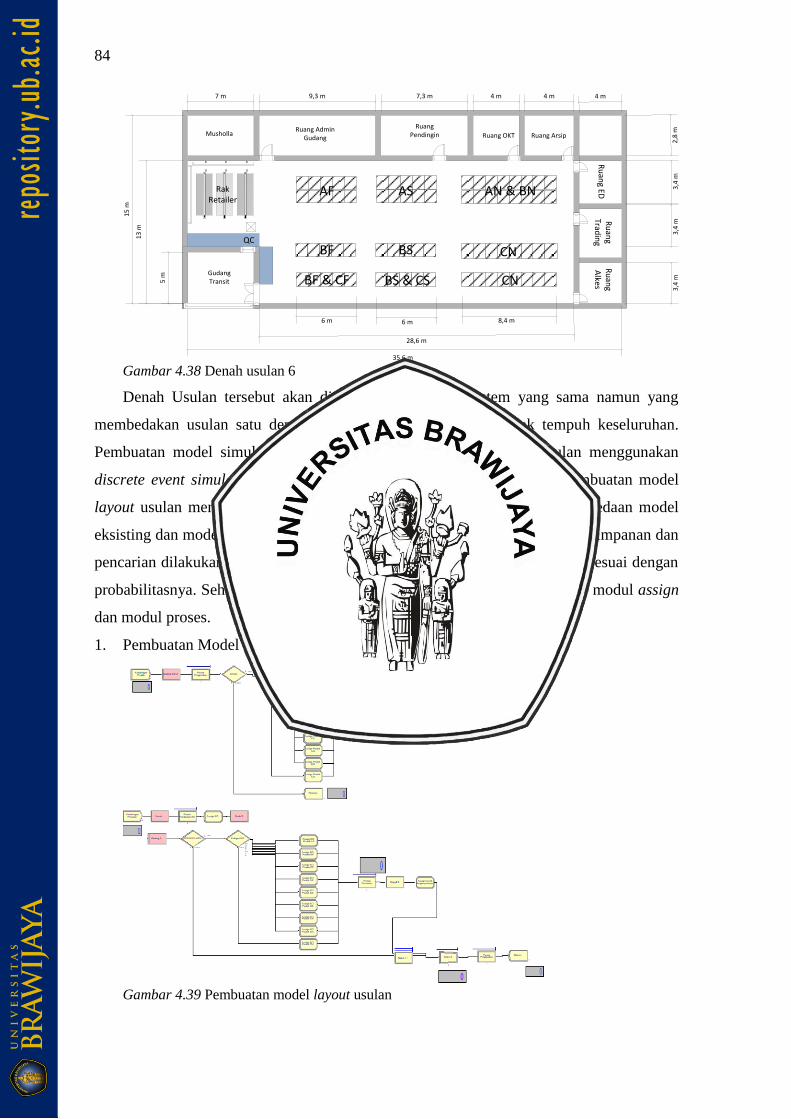
84
4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ru
ang ED
Ru
ang
Tradin
gR
uan
g A
lkes
QC
28 U
28 U
28 U
Rak Retailer
15 m
13 m
3,4
m3
,4 m
3,4
m
28,6 m
Gudang A
6 m 8,4 m
5 m
AF
BF & CF
BS
AS AN & BN
BS & CS CN
6 m
BF CN
Gambar 4.38 Denah usulan 6
Denah Usulan tersebut akan disimulasikan dengan sistem yang sama namun yang
membedakan usulan satu dengan lainnya adalah waktu dan jarak tempuh keseluruhan.
Pembuatan model simulasi aktivitas storage dan retrieval layout usulan menggunakan
discrete event simulation seperti pada Lampiran 6 atau Gambar 4.39. Pembuatan model
layout usulan menggunakan basic process panel dan advance process. Perbedaan model
eksisting dan model usulan terletak pada saat sebelum melakukan proses penyimpanan dan
pencarian dilakukan pengambian keputusan untuk memilah jenis klasifikasi sesuai dengan
probabilitasnya. Sehingga modul yang dijelaskan disini hanya modul decide, modul assign
dan modul proses.
1. Pembuatan Model
Gambar 4.39 Pembuatan model layout usulan
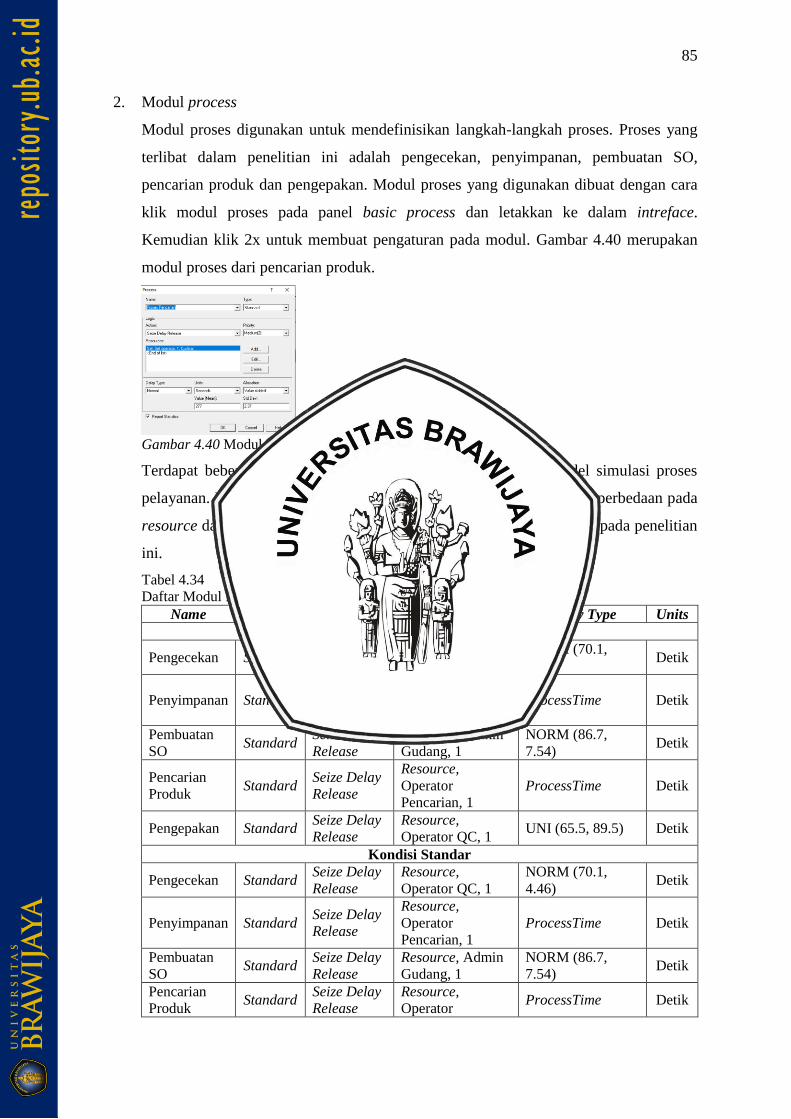
85
2. Modul process
Modul proses digunakan untuk mendefinisikan langkah-langkah proses. Proses yang
terlibat dalam penelitian ini adalah pengecekan, penyimpanan, pembuatan SO,
pencarian produk dan pengepakan. Modul proses yang digunakan dibuat dengan cara
klik modul proses pada panel basic process dan letakkan ke dalam intreface.
Kemudian klik 2x untuk membuat pengaturan pada modul. Gambar 4.40 merupakan
modul proses dari pencarian produk.
Gambar 4.40 Modul proses usulan
Terdapat beberapa proses yang digunakan dalam pembuatan model simulasi proses
pelayanan. Pembuatan model simulasi terdapat 5 proses dan memiliki perbedaan pada
resource dan delay type. Tabel 4.34 menunjukkan daftar modul proses pada penelitian
ini.
Tabel 4.34
Daftar Modul Proses Model Usulan Kondisi Strandar
Name Type Action Resource Delay Type Units
Kondisi Sepi
Pengecekan Standard Seize Delay
Release
Set, Set Op Cek,
1, Random
NORM (70.1,
4.46) Detik
Penyimpanan Standard Seize Delay
Release
Set, Set Op
simpan, 1,
Random
ProcessTime Detik
Pembuatan
SO Standard
Seize Delay
Release
Resource, Admin
Gudang, 1
NORM (86.7,
7.54) Detik
Pencarian
Produk Standard
Seize Delay
Release
Resource,
Operator
Pencarian, 1
ProcessTime Detik
Pengepakan Standard Seize Delay
Release
Resource,
Operator QC, 1 UNI (65.5, 89.5) Detik
Kondisi Standar
Pengecekan Standard Seize Delay
Release
Resource,
Operator QC, 1
NORM (70.1,
4.46) Detik
Penyimpanan Standard Seize Delay
Release
Resource,
Operator
Pencarian, 1
ProcessTime Detik
Pembuatan
SO Standard
Seize Delay
Release
Resource, Admin
Gudang, 1
NORM (86.7,
7.54) Detik
Pencarian
Produk Standard
Seize Delay
Release
Resource,
Operator ProcessTime Detik
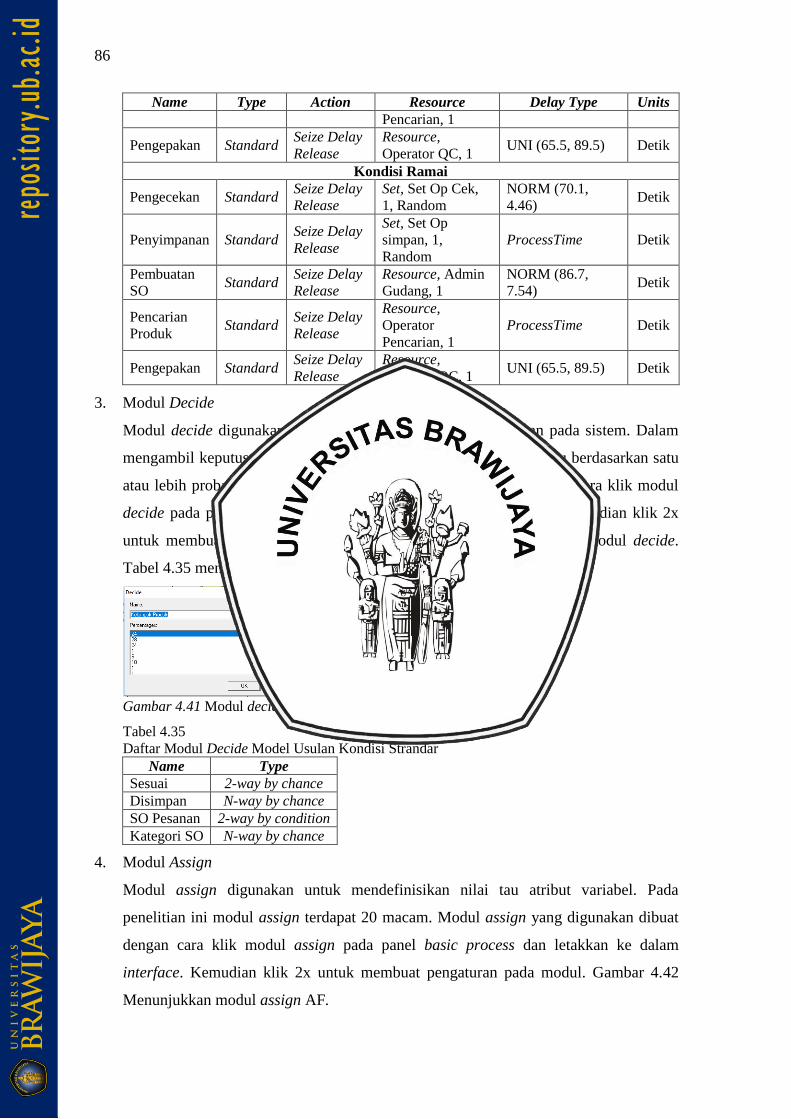
86
Name Type Action Resource Delay Type Units
Pencarian, 1
Pengepakan Standard Seize Delay
Release
Resource,
Operator QC, 1 UNI (65.5, 89.5) Detik
Kondisi Ramai
Pengecekan Standard Seize Delay
Release
Set, Set Op Cek,
1, Random
NORM (70.1,
4.46) Detik
Penyimpanan Standard Seize Delay
Release
Set, Set Op
simpan, 1,
Random
ProcessTime Detik
Pembuatan
SO Standard
Seize Delay
Release
Resource, Admin
Gudang, 1
NORM (86.7,
7.54) Detik
Pencarian
Produk Standard
Seize Delay
Release
Resource,
Operator
Pencarian, 1
ProcessTime Detik
Pengepakan Standard Seize Delay
Release
Resource,
Operator QC, 1 UNI (65.5, 89.5) Detik
3. Modul Decide
Modul decide digunakan sebagai proses pengambilan keputusan pada sistem. Dalam
mengambil keputusan dapat berdasarkan satu atau lebih kondisi atau berdasarkan satu
atau lebih probabilitas. Modul decide yang digunakan dibuat dengan cara klik modul
decide pada panel basic process dan letakkan ke dalam interface. Kemudian klik 2x
untuk membuat pengaturan pada modul. Gambar 4.41 Menunjukkan modul decide.
Tabel 4.35 menunjukkan daftar modul decide pada penelitian ini.
Gambar 4.41 Modul decide usulan
Tabel 4.35
Daftar Modul Decide Model Usulan Kondisi Strandar
Name Type
Sesuai 2-way by chance
Disimpan N-way by chance
SO Pesanan 2-way by condition
Kategori SO N-way by chance
4. Modul Assign
Modul assign digunakan untuk mendefinisikan nilai tau atribut variabel. Pada
penelitian ini modul assign terdapat 20 macam. Modul assign yang digunakan dibuat
dengan cara klik modul assign pada panel basic process dan letakkan ke dalam
interface. Kemudian klik 2x untuk membuat pengaturan pada modul. Gambar 4.42
Menunjukkan modul assign AF.
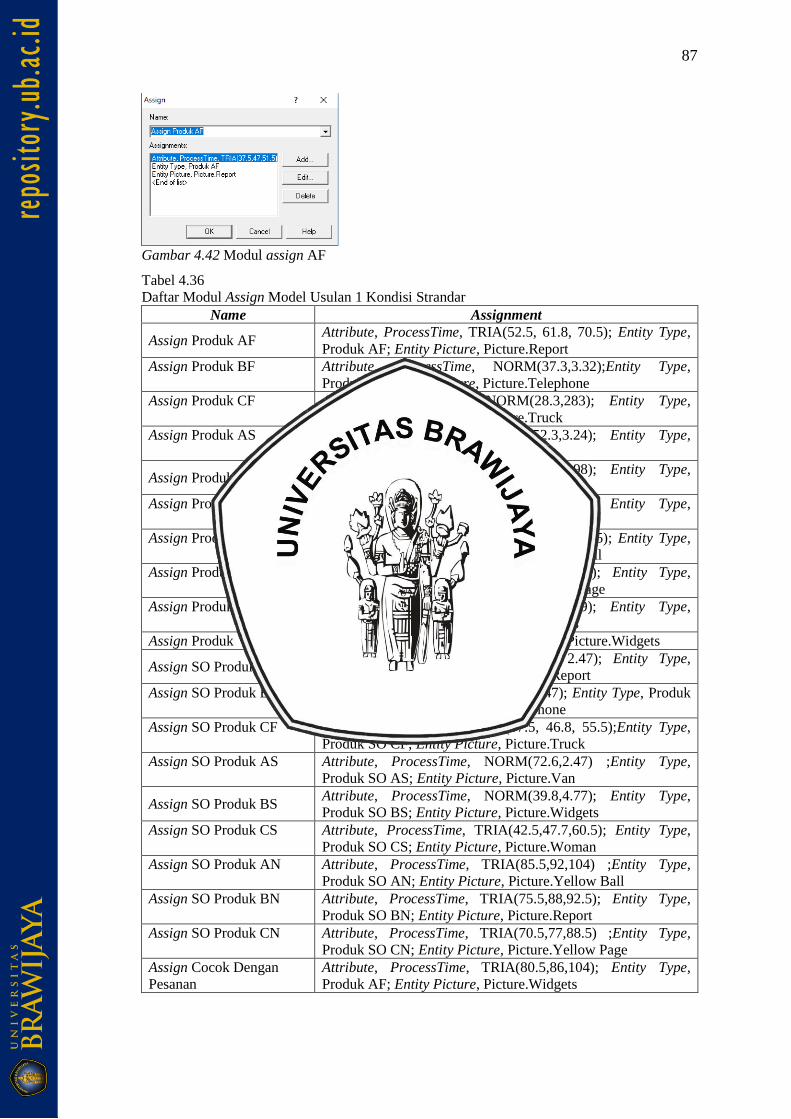
87
Gambar 4.42 Modul assign AF
Tabel 4.36
Daftar Modul Assign Model Usulan 1 Kondisi Strandar
Name Assignment
Assign Produk AF Attribute, ProcessTime, TRIA(52.5, 61.8, 70.5); Entity Type,
Produk AF; Entity Picture, Picture.Report
Assign Produk BF Attribute, ProcessTime, NORM(37.3,3.32);Entity Type,
Produk BF; Entity Picture, Picture.Telephone Assign Produk CF Attribute, ProcessTime, NORM(28.3,283); Entity Type,
Produk CF; Entity Picture, Picture.Truck Assign Produk AS Attribute, ProcessTime, NORM(52.3,3.24); Entity Type,
Produk AS; Entity Picture, Picture.Van
Assign Produk BS Attribute, ProcessTime, NORM(41.1,2.98); Entity Type,
Produk BS; Entity Picture, Picture.Widgets Assign Produk CS Attribute, ProcessTime, NORM(41.1,3.03); Entity Type,
Produk CS; Entity Picture, Picture.Woman Assign Produk AN Attribute, ProcessTime, TRIA(73.5, 80.3, 87.5); Entity Type,
Produk AN; Entity Picture, Picture.Yellow Ball Assign Produk BN Attribute, ProcessTime, TRIA(65.5,76,82.5); Entity Type,
Produk BN; Entity Picture, Picture.Yellow Page Assign Produk CN Attribute, ProcessTime, NORM(46.1,3.49); Entity Type,
Produk CN; Entity Picture, Picture.Widgets Assign Produk Attribute, dikumpulkan,1; Entity Picture, Picture.Widgets
Assign SO Produk AF Attribute, ProcessTime, NORM(72.6, 2.47); Entity Type,
Produk SO AF; Entity Picture, Picture.Report Assign SO Produk BF Attribute, ProcessTime, NORM(34,3.47); Entity Type, Produk
SO BF; Entity Picture, Picture.Telephone Assign SO Produk CF Attribute, ProcessTime, TRIA(37.5, 46.8, 55.5);Entity Type,
Produk SO CF; Entity Picture, Picture.Truck Assign SO Produk AS Attribute, ProcessTime, NORM(72.6,2.47) ;Entity Type,
Produk SO AS; Entity Picture, Picture.Van
Assign SO Produk BS Attribute, ProcessTime, NORM(39.8,4.77); Entity Type,
Produk SO BS; Entity Picture, Picture.Widgets Assign SO Produk CS Attribute, ProcessTime, TRIA(42.5,47.7,60.5); Entity Type,
Produk SO CS; Entity Picture, Picture.Woman Assign SO Produk AN Attribute, ProcessTime, TRIA(85.5,92,104) ;Entity Type,
Produk SO AN; Entity Picture, Picture.Yellow Ball Assign SO Produk BN Attribute, ProcessTime, TRIA(75.5,88,92.5); Entity Type,
Produk SO BN; Entity Picture, Picture.Report Assign SO Produk CN Attribute, ProcessTime, TRIA(70.5,77,88.5) ;Entity Type,
Produk SO CN; Entity Picture, Picture.Yellow Page Assign Cocok Dengan
Pesanan
Attribute, ProcessTime, TRIA(80.5,86,104); Entity Type,
Produk AF; Entity Picture, Picture.Widgets
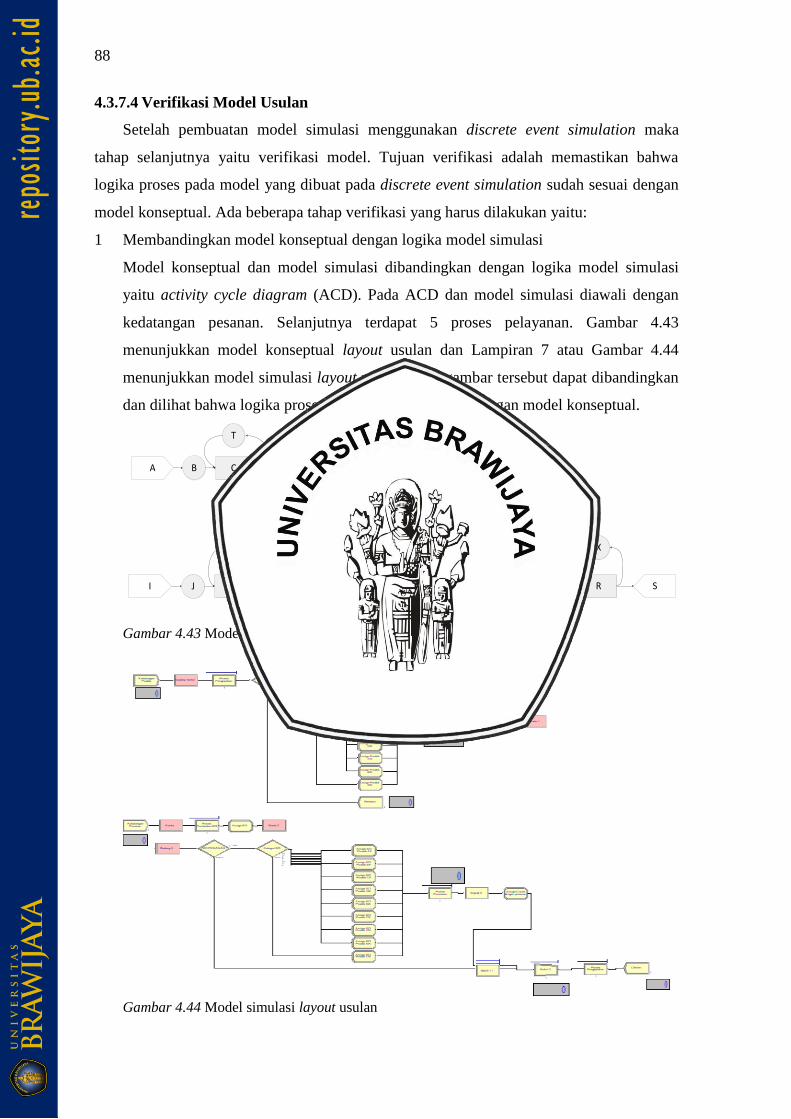
88
4.3.7.4 Verifikasi Model Usulan
Setelah pembuatan model simulasi menggunakan discrete event simulation maka
tahap selanjutnya yaitu verifikasi model. Tujuan verifikasi adalah memastikan bahwa
logika proses pada model yang dibuat pada discrete event simulation sudah sesuai dengan
model konseptual. Ada beberapa tahap verifikasi yang harus dilakukan yaitu:
1 Membandingkan model konseptual dengan logika model simulasi
Model konseptual dan model simulasi dibandingkan dengan logika model simulasi
yaitu activity cycle diagram (ACD). Pada ACD dan model simulasi diawali dengan
kedatangan pesanan. Selanjutnya terdapat 5 proses pelayanan. Gambar 4.43
menunjukkan model konseptual layout usulan dan Lampiran 7 atau Gambar 4.44
menunjukkan model simulasi layout usulan. Dari gambar tersebut dapat dibandingkan
dan dilihat bahwa logika proses model simulasi sesuai dengan model konseptual.
A B C D F G
H
T
I J K L N O
P
Q R S
U
V W X
E
M
Gambar 4.43 Model konseptual layout usulan
Gambar 4.44 Model simulasi layout usulan
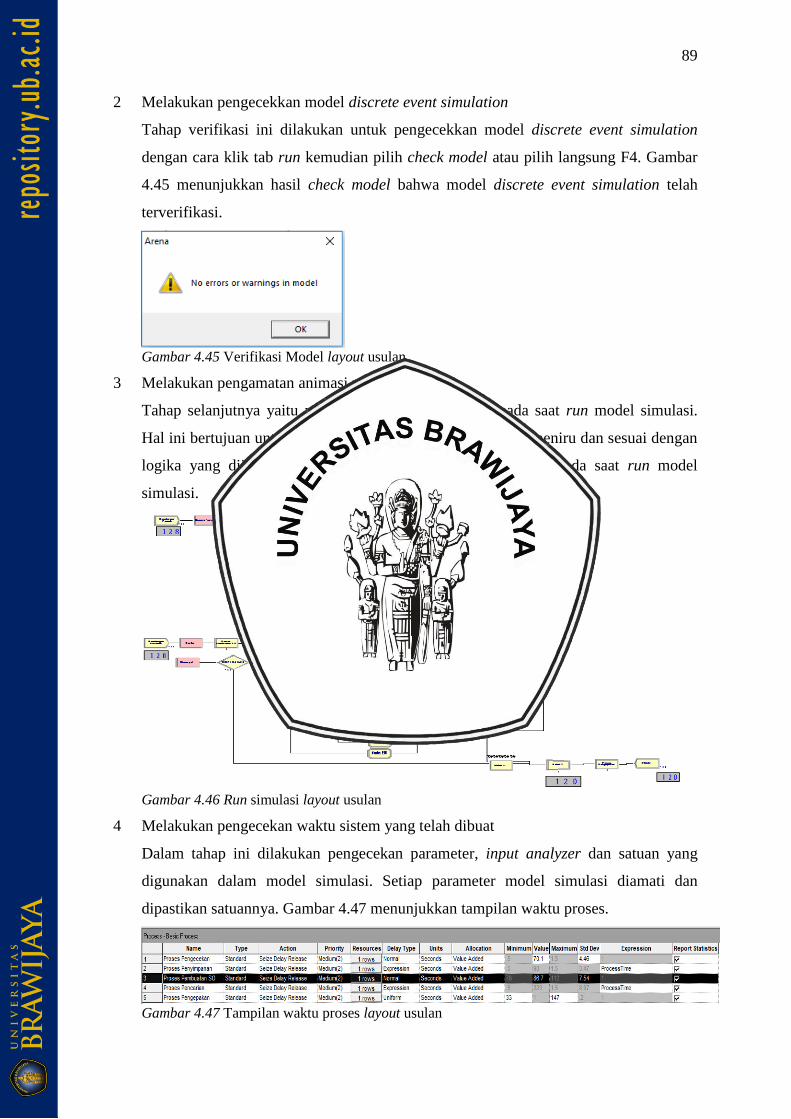
89
2 Melakukan pengecekkan model discrete event simulation
Tahap verifikasi ini dilakukan untuk pengecekkan model discrete event simulation
dengan cara klik tab run kemudian pilih check model atau pilih langsung F4. Gambar
4.45 menunjukkan hasil check model bahwa model discrete event simulation telah
terverifikasi.
Gambar 4.45 Verifikasi Model layout usulan
3 Melakukan pengamatan animasi model simulasi
Tahap selanjutnya yaitu pemodel mengamati animasi pada saat run model simulasi.
Hal ini bertujuan untuk memastikan model simulasi mampu meniru dan sesuai dengan
logika yang diinginkan. Gambar 4.46 menunjukkan animasi pada saat run model
simulasi.
Gambar 4.46 Run simulasi layout usulan
4 Melakukan pengecekan waktu sistem yang telah dibuat
Dalam tahap ini dilakukan pengecekan parameter, input analyzer dan satuan yang
digunakan dalam model simulasi. Setiap parameter model simulasi diamati dan
dipastikan satuannya. Gambar 4.47 menunjukkan tampilan waktu proses.
Gambar 4.47 Tampilan waktu proses layout usulan
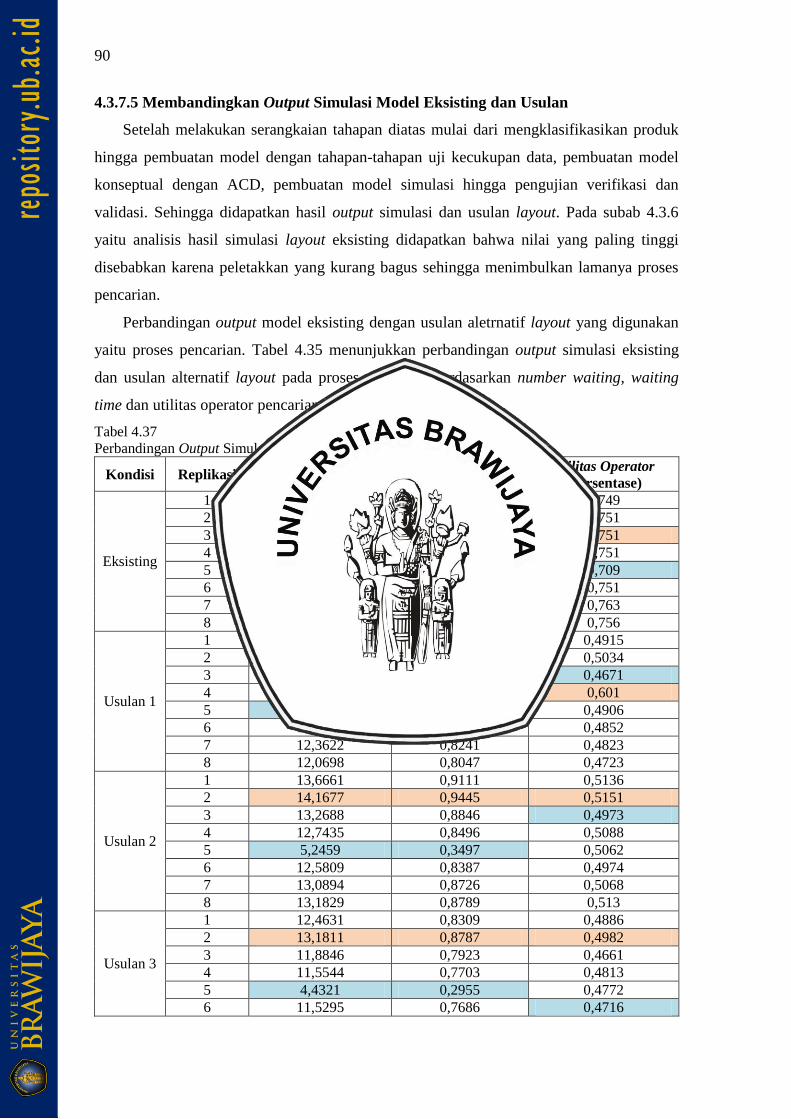
90
4.3.7.5 Membandingkan Output Simulasi Model Eksisting dan Usulan
Setelah melakukan serangkaian tahapan diatas mulai dari mengklasifikasikan produk
hingga pembuatan model dengan tahapan-tahapan uji kecukupan data, pembuatan model
konseptual dengan ACD, pembuatan model simulasi hingga pengujian verifikasi dan
validasi. Sehingga didapatkan hasil output simulasi dan usulan layout. Pada subab 4.3.6
yaitu analisis hasil simulasi layout eksisting didapatkan bahwa nilai yang paling tinggi
disebabkan karena peletakkan yang kurang bagus sehingga menimbulkan lamanya proses
pencarian.
Perbandingan output model eksisting dengan usulan aletrnatif layout yang digunakan
yaitu proses pencarian. Tabel 4.35 menunjukkan perbandingan output simulasi eksisting
dan usulan alternatif layout pada proses pencarian berdasarkan number waiting, waiting
time dan utilitas operator pencarian pada kondisi strandar.
Tabel 4.37
Perbandingan Output Simulasi Eksisting dan Usulan
Kondisi Replikasi Number Waiting
(Unit)
Waiting Time
(Jam)
Utilitas Operator
(Persentase)
Eksisting
1 37,452 2,497 0,749
2 41,776 2,785 0,751
3 42,111 2,807 0,751
4 33,289 2,219 0,751
5 13,383 0,816 0,709
6 39,409 2,627 0,751
7 41,928 2,795 0,763
8 40,160 2,677 0,756
Usulan 1
1 13,2451 0,883 0,4915
2 13,5417 0,9028 0,5034
3 12,0947 0,8063 0,4671
4 12,5472 0,8365 0,601
5 5,7931 0,3862 0,4906
6 13,0179 0,8679 0,4852
7 12,3622 0,8241 0,4823
8 12,0698 0,8047 0,4723
Usulan 2
1 13,6661 0,9111 0,5136
2 14,1677 0,9445 0,5151
3 13,2688 0,8846 0,4973
4 12,7435 0,8496 0,5088
5 5,2459 0,3497 0,5062
6 12,5809 0,8387 0,4974
7 13,0894 0,8726 0,5068
8 13,1829 0,8789 0,513
Usulan 3
1 12,4631 0,8309 0,4886
2 13,1811 0,8787 0,4982
3 11,8846 0,7923 0,4661
4 11,5544 0,7703 0,4813
5 4,4321 0,2955 0,4772
6 11,5295 0,7686 0,4716
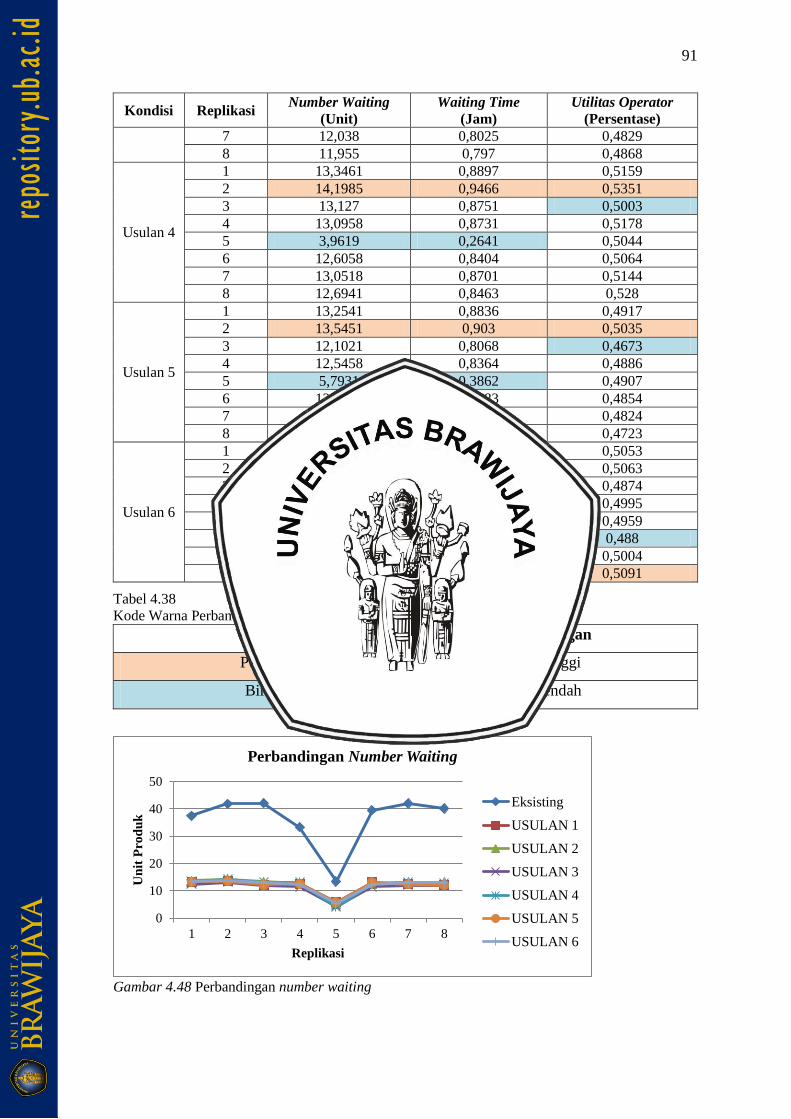
91
Kondisi Replikasi Number Waiting
(Unit)
Waiting Time
(Jam)
Utilitas Operator
(Persentase)
7 12,038 0,8025 0,4829
8 11,955 0,797 0,4868
Usulan 4
1 13,3461 0,8897 0,5159
2 14,1985 0,9466 0,5351
3 13,127 0,8751 0,5003
4 13,0958 0,8731 0,5178
5 3,9619 0,2641 0,5044
6 12,6058 0,8404 0,5064
7 13,0518 0,8701 0,5144
8 12,6941 0,8463 0,528
Usulan 5
1 13,2541 0,8836 0,4917
2 13,5451 0,903 0,5035
3 12,1021 0,8068 0,4673
4 12,5458 0,8364 0,4886
5 5,7931 0,3862 0,4907
6 13,0247 0,8683 0,4854
7 12,3682 0,8245 0,4824
8 12,072 0,8048 0,4723
Usulan 6
1 13,4254 0,895 0,5053
2 13,8232 0,9215 0,5063
3 12,8839 0,8589 0,4874
4 12,4731 0,8315 0,4995
5 5,2459 0,3497 0,4959
6 12,3395 0,8226 0,488
7 12,9497 0,8633 0,5004
8 13,0202 0,868 0,5091
Tabel 4.38
Kode Warna Perbandingan Output Simulasi Eksisting dan Usulan
Warna Keterangan
Peach Tertinggi
Biru Terendah
Gambar 4.48 Perbandingan number waiting
0
10
20
30
40
50
1 2 3 4 5 6 7 8
Un
it P
rod
uk
Replikasi
Perbandingan Number Waiting
Eksisting
USULAN 1
USULAN 2
USULAN 3
USULAN 4
USULAN 5
USULAN 6
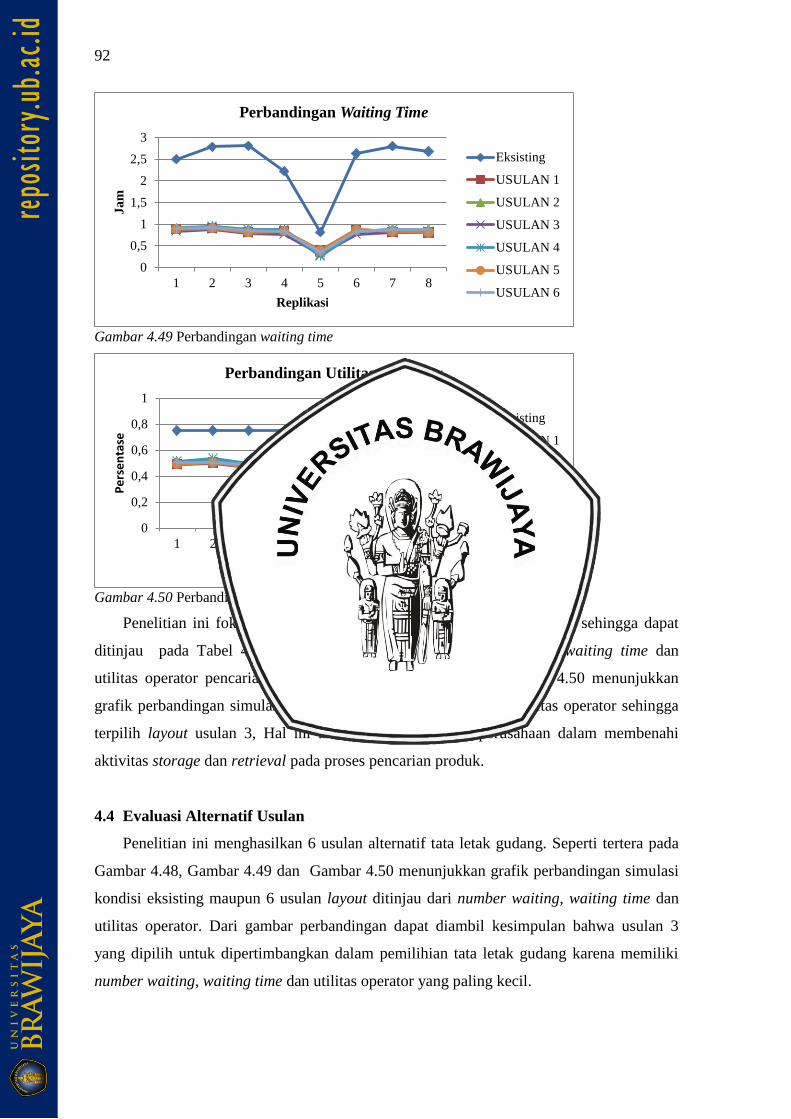
92
Gambar 4.49 Perbandingan waiting time
Gambar 4.50 Perbandingan utilitas operator
Penelitian ini fokus pada proses penyimpanan dan pencarian produk sehingga dapat
ditinjau pada Tabel 4.35 terdapat penurunan pada number waiting, waiting time dan
utilitas operator pencarian. Gambar 4.48, Gambar 4.49 dan Gambar 4.50 menunjukkan
grafik perbandingan simulasi number waiting, waiting time dan utilitas operator sehingga
terpilih layout usulan 3, Hal ini akan menjadi masukan perusahaan dalam membenahi
aktivitas storage dan retrieval pada proses pencarian produk.
4.4 Evaluasi Alternatif Usulan
Penelitian ini menghasilkan 6 usulan alternatif tata letak gudang. Seperti tertera pada
Gambar 4.48, Gambar 4.49 dan Gambar 4.50 menunjukkan grafik perbandingan simulasi
kondisi eksisting maupun 6 usulan layout ditinjau dari number waiting, waiting time dan
utilitas operator. Dari gambar perbandingan dapat diambil kesimpulan bahwa usulan 3
yang dipilih untuk dipertimbangkan dalam pemilihian tata letak gudang karena memiliki
number waiting, waiting time dan utilitas operator yang paling kecil.
0
0,5
1
1,5
2
2,5
3
1 2 3 4 5 6 7 8
Ja
m
Replikasi
Perbandingan Waiting Time
Eksisting
USULAN 1
USULAN 2
USULAN 3
USULAN 4
USULAN 5
USULAN 6
0
0,2
0,4
0,6
0,8
1
1 2 3 4 5 6 7 8
Pe
rse
nta
se
Replikasi
Perbandingan Utilitas Operator
Eksisting
USULAN 1
USULAN 2
USULAN 3
USULAN 4
USULAN 5
USULAN 6
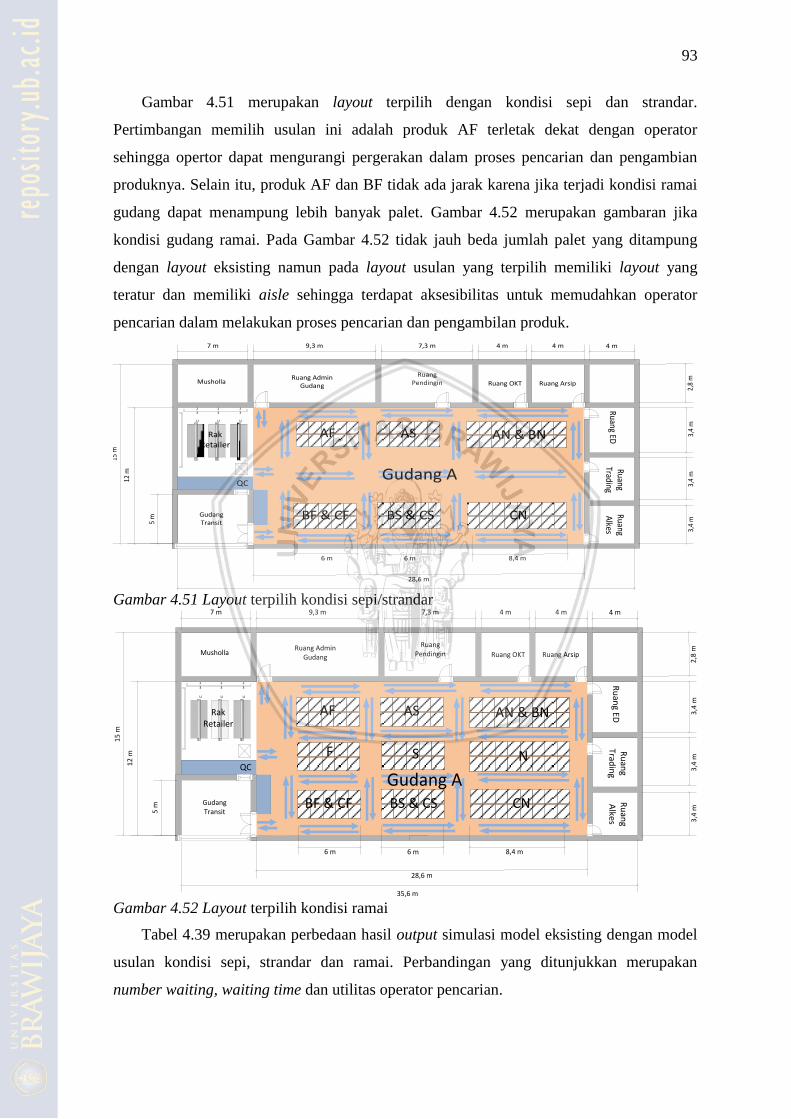
93
Gambar 4.51 merupakan layout terpilih dengan kondisi sepi dan strandar.
Pertimbangan memilih usulan ini adalah produk AF terletak dekat dengan operator
sehingga opertor dapat mengurangi pergerakan dalam proses pencarian dan pengambian
produknya. Selain itu, produk AF dan BF tidak ada jarak karena jika terjadi kondisi ramai
gudang dapat menampung lebih banyak palet. Gambar 4.52 merupakan gambaran jika
kondisi gudang ramai. Pada Gambar 4.52 tidak jauh beda jumlah palet yang ditampung
dengan layout eksisting namun pada layout usulan yang terpilih memiliki layout yang
teratur dan memiliki aisle sehingga terdapat aksesibilitas untuk memudahkan operator
pencarian dalam melakukan proses pencarian dan pengambilan produk.
4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ruang EDRuang
TradingRuang A
lkes
QC
23 U
23 U
23 U
Rak Retailer
15 m
12 m
3,4
m3,
4 m
3,4
m
28,6 m
5 m
6 m 8,4 m
Gudang A
AF
BF & CF
AS AN & BN
BS & CS CN
6 m
Gambar 4.51 Layout terpilih kondisi sepi/strandar 4 m 4 m 4 m9,3 m 7,3 m7 m
2,8
m
35,6 m
Gudang Transit
MushollaRuang Admin
Gudang
Ruang Pendingin Ruang OKT Ruang Arsip
Ru
ang ED
Ru
ang
Tradin
gR
uan
g A
lkes
QC
23 U
23 U
23 U
Rak Retailer
15
m
12
m
3,4
m3
,4 m
3,4
m
28,6 m
5 m
6 m 8,4 m
AF
BF & CF
AS AN & BN
BS & CS CN
6 m
F N
Gudang A
S
Gambar 4.52 Layout terpilih kondisi ramai
Tabel 4.39 merupakan perbedaan hasil output simulasi model eksisting dengan model
usulan kondisi sepi, strandar dan ramai. Perbandingan yang ditunjukkan merupakan
number waiting, waiting time dan utilitas operator pencarian.
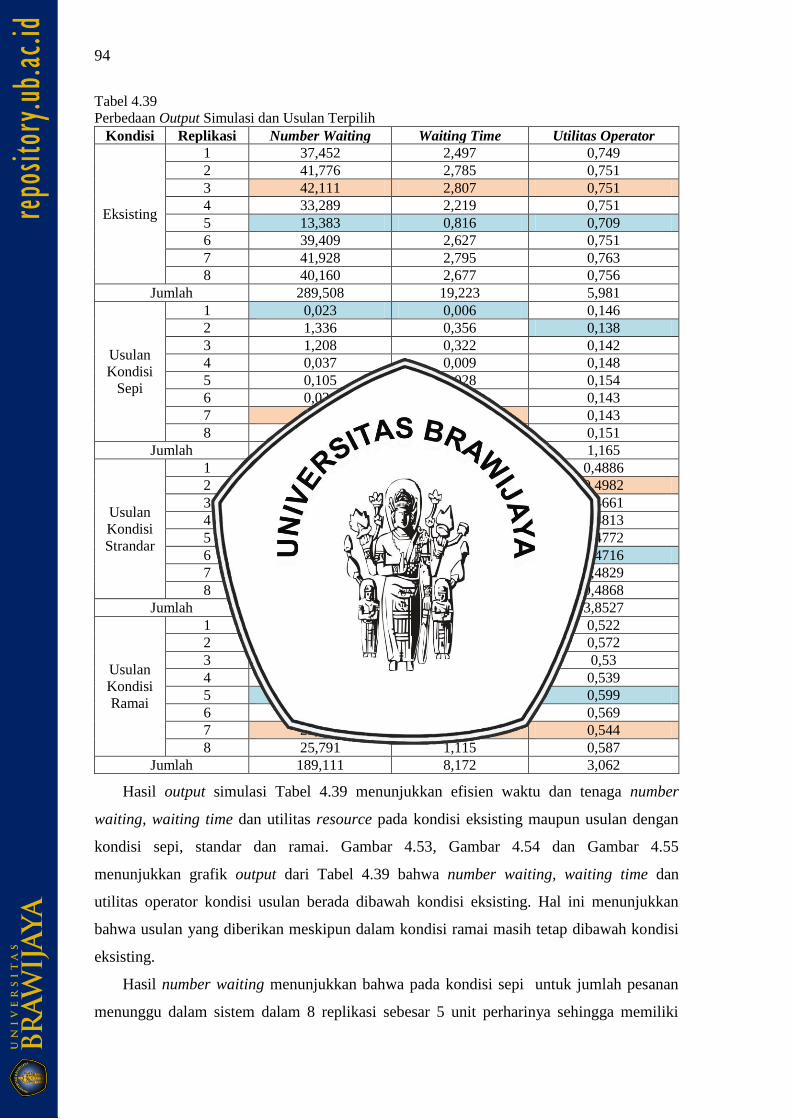
94
Tabel 4.39
Perbedaan Output Simulasi dan Usulan Terpilih
Kondisi Replikasi Number Waiting Waiting Time Utilitas Operator
Eksisting
1 37,452 2,497 0,749
2 41,776 2,785 0,751
3 42,111 2,807 0,751
4 33,289 2,219 0,751
5 13,383 0,816 0,709
6 39,409 2,627 0,751
7 41,928 2,795 0,763
8 40,160 2,677 0,756
Jumlah 289,508 19,223 5,981
Usulan
Kondisi
Sepi
1 0,023 0,006 0,146
2 1,336 0,356 0,138
3 1,208 0,322 0,142
4 0,037 0,009 0,148
5 0,105 0,028 0,154
6 0,029 0,008 0,143
7 2,207 0,588 0,143
8 0,055 0,015 0,151
Jumlah 5 1,332 1,165
Usulan
Kondisi
Strandar
1 12,4631 0,8309 0,4886
2 13,1811 0,8787 0,4982
3 11,8846 0,7923 0,4661
4 11,5544 0,7703 0,4813
5 4,4321 0,2955 0,4772
6 11,5295 0,7686 0,4716
7 12,038 0,8025 0,4829
8 11,955 0,797 0,4868
Jumlah 89,0378 5,9358 3,8527
Usulan
Kondisi
Ramai
1 25,045 1,083 0,522
2 27,794 1,202 0,572
3 27,854 1,205 0,53
4 21,015 0,909 0,539
5 7,931 0,337 0,599
6 24,673 1,067 0,569
7 29,008 1,254 0,544
8 25,791 1,115 0,587
Jumlah 189,111 8,172 3,062
Hasil output simulasi Tabel 4.39 menunjukkan efisien waktu dan tenaga number
waiting, waiting time dan utilitas resource pada kondisi eksisting maupun usulan dengan
kondisi sepi, standar dan ramai. Gambar 4.53, Gambar 4.54 dan Gambar 4.55
menunjukkan grafik output dari Tabel 4.39 bahwa number waiting, waiting time dan
utilitas operator kondisi usulan berada dibawah kondisi eksisting. Hal ini menunjukkan
bahwa usulan yang diberikan meskipun dalam kondisi ramai masih tetap dibawah kondisi
eksisting.
Hasil number waiting menunjukkan bahwa pada kondisi sepi untuk jumlah pesanan
menunggu dalam sistem dalam 8 replikasi sebesar 5 unit perharinya sehingga memiliki
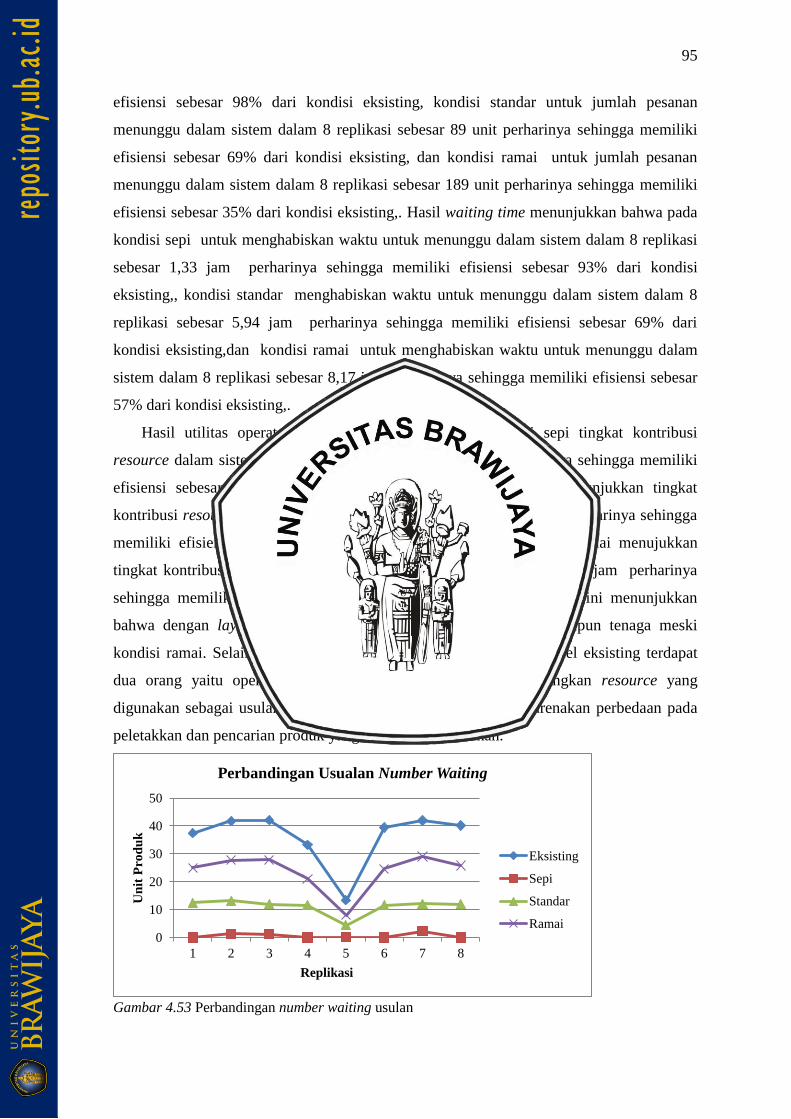
95
efisiensi sebesar 98% dari kondisi eksisting, kondisi standar untuk jumlah pesanan
menunggu dalam sistem dalam 8 replikasi sebesar 89 unit perharinya sehingga memiliki
efisiensi sebesar 69% dari kondisi eksisting, dan kondisi ramai untuk jumlah pesanan
menunggu dalam sistem dalam 8 replikasi sebesar 189 unit perharinya sehingga memiliki
efisiensi sebesar 35% dari kondisi eksisting,. Hasil waiting time menunjukkan bahwa pada
kondisi sepi untuk menghabiskan waktu untuk menunggu dalam sistem dalam 8 replikasi
sebesar 1,33 jam perharinya sehingga memiliki efisiensi sebesar 93% dari kondisi
eksisting,, kondisi standar menghabiskan waktu untuk menunggu dalam sistem dalam 8
replikasi sebesar 5,94 jam perharinya sehingga memiliki efisiensi sebesar 69% dari
kondisi eksisting,dan kondisi ramai untuk menghabiskan waktu untuk menunggu dalam
sistem dalam 8 replikasi sebesar 8,17 jam perharinya sehingga memiliki efisiensi sebesar
57% dari kondisi eksisting,.
Hasil utilitas operator menunjukkan bahwa pada kondisi sepi tingkat kontribusi
resource dalam sistem dalam 8 replikasi sebesar 1,16 jam perharinya sehingga memiliki
efisiensi sebesar 81% dari kondisi eksisting,, kondisi standar menunjukkan tingkat
kontribusi resource dalam sistem dalam 8 replikasi sebesar 3,85 jam perharinya sehingga
memiliki efisiensi sebesar 36% dari kondisi eksisting,dan kondisi ramai menujukkan
tingkat kontribusi resource dalam sistem dalam 8 replikasi sebesar 3,06 jam perharinya
sehingga memiliki efisiensi sebesar 49% dari kondisi eksisting,. Hal ini menunjukkan
bahwa dengan layout usulan mengalami efisien jumlah, waktu maupun tenaga meski
kondisi ramai. Selain itu juga, resource yang bekerja pada saat model eksisting terdapat
dua orang yaitu operator pencarian dan operator gudang. Sedangkan resource yang
digunakan sebagai usulan hanya operator pencarian. Hal ini dikarenakan perbedaan pada
peletakkan dan pencarian produk yang telah diklasifikasikan.
Gambar 4.53 Perbandingan number waiting usulan
0
10
20
30
40
50
1 2 3 4 5 6 7 8
Un
it P
rod
uk
Replikasi
Perbandingan Usualan Number Waiting
Eksisting
Sepi
Standar
Ramai
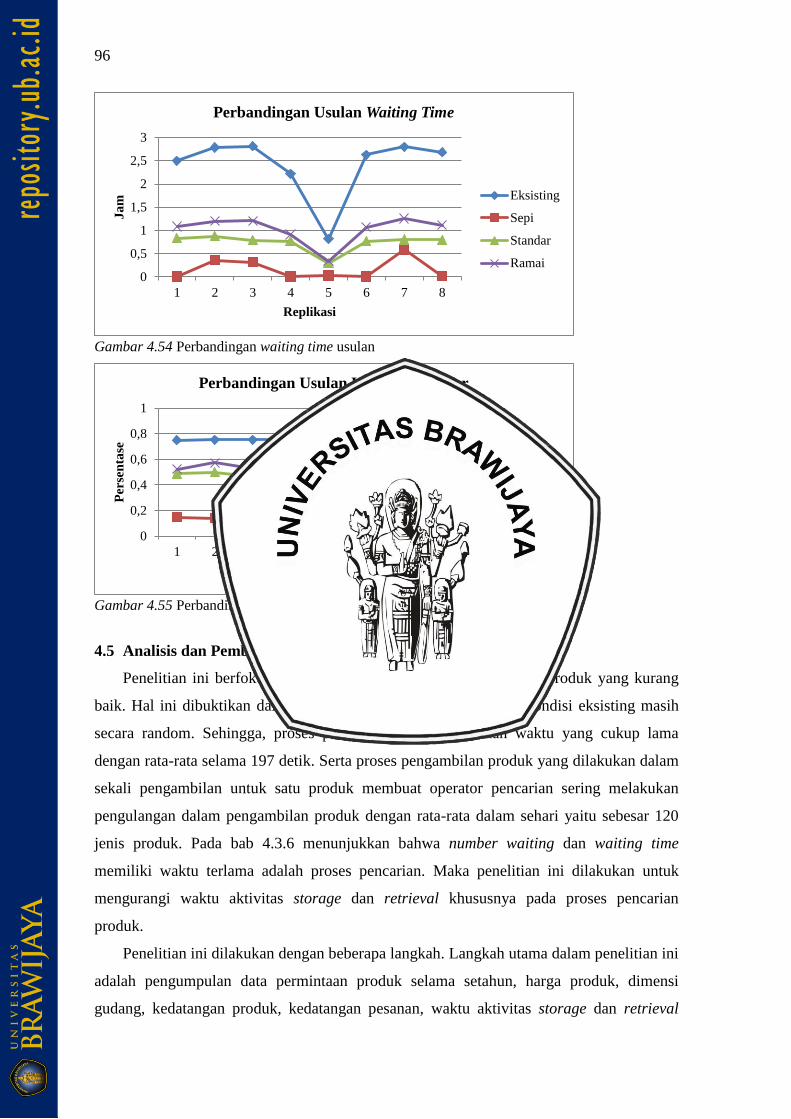
96
Gambar 4.54 Perbandingan waiting time usulan
Gambar 4.55 Perbandingan utilitas operator usulan
4.5 Analisis dan Pembahasan
Penelitian ini berfokus pada proses penyimpanan dan pencarian produk yang kurang
baik. Hal ini dibuktikan dalam proses penyimpanan produk pada kondisi eksisting masih
secara random. Sehingga, proses pencarian produk memakan waktu yang cukup lama
dengan rata-rata selama 197 detik. Serta proses pengambilan produk yang dilakukan dalam
sekali pengambilan untuk satu produk membuat operator pencarian sering melakukan
pengulangan dalam pengambilan produk dengan rata-rata dalam sehari yaitu sebesar 120
jenis produk. Pada bab 4.3.6 menunjukkan bahwa number waiting dan waiting time
memiliki waktu terlama adalah proses pencarian. Maka penelitian ini dilakukan untuk
mengurangi waktu aktivitas storage dan retrieval khususnya pada proses pencarian
produk.
Penelitian ini dilakukan dengan beberapa langkah. Langkah utama dalam penelitian ini
adalah pengumpulan data permintaan produk selama setahun, harga produk, dimensi
gudang, kedatangan produk, kedatangan pesanan, waktu aktivitas storage dan retrieval
0
0,5
1
1,5
2
2,5
3
1 2 3 4 5 6 7 8
Ja
m
Replikasi
Perbandingan Usulan Waiting Time
Eksisting
Sepi
Standar
Ramai
0
0,2
0,4
0,6
0,8
1
1 2 3 4 5 6 7 8
Per
sen
tase
Replikasi
Perbandingan Usulan Utilitas Operator
Eksisting
Sepi
Standar
Ramai
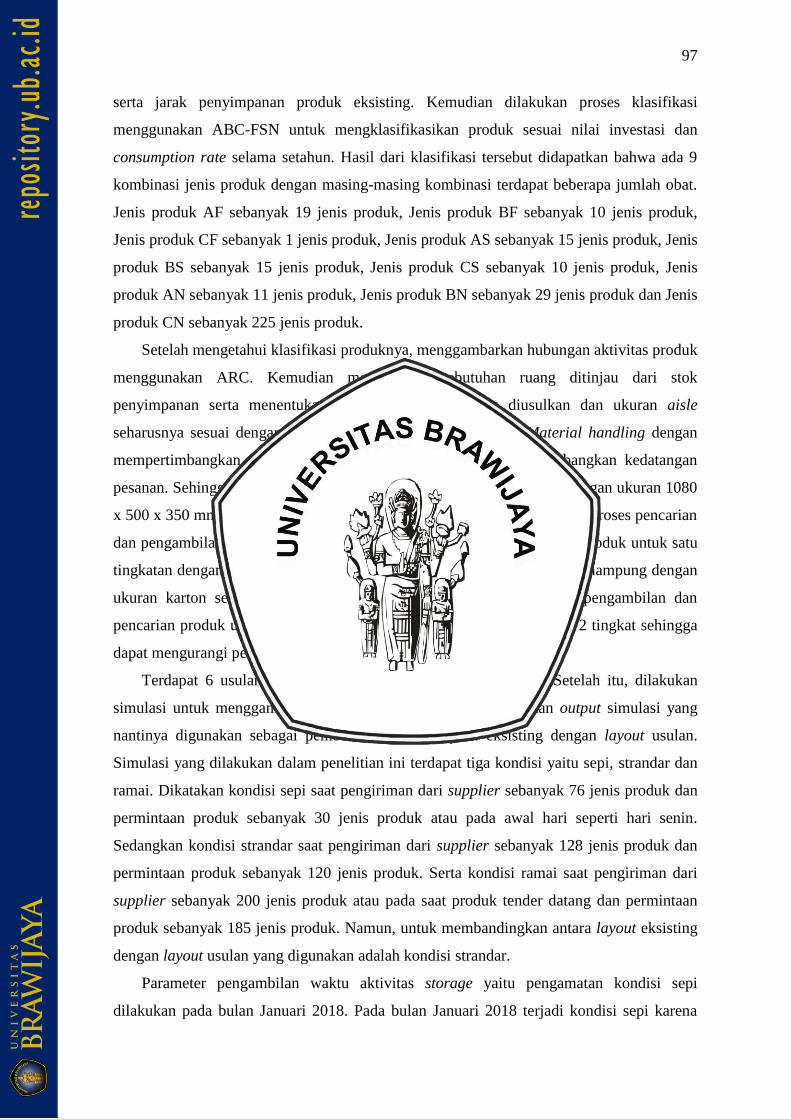
97
serta jarak penyimpanan produk eksisting. Kemudian dilakukan proses klasifikasi
menggunakan ABC-FSN untuk mengklasifikasikan produk sesuai nilai investasi dan
consumption rate selama setahun. Hasil dari klasifikasi tersebut didapatkan bahwa ada 9
kombinasi jenis produk dengan masing-masing kombinasi terdapat beberapa jumlah obat.
Jenis produk AF sebanyak 19 jenis produk, Jenis produk BF sebanyak 10 jenis produk,
Jenis produk CF sebanyak 1 jenis produk, Jenis produk AS sebanyak 15 jenis produk, Jenis
produk BS sebanyak 15 jenis produk, Jenis produk CS sebanyak 10 jenis produk, Jenis
produk AN sebanyak 11 jenis produk, Jenis produk BN sebanyak 29 jenis produk dan Jenis
produk CN sebanyak 225 jenis produk.
Setelah mengetahui klasifikasi produknya, menggambarkan hubungan aktivitas produk
menggunakan ARC. Kemudian menentukan kebutuhan ruang ditinjau dari stok
penyimpanan serta menentukan material handling yang diusulkan dan ukuran aisle
seharusnya sesuai dengan material handling yang digunakan. Material handling dengan
mempertimbangkan ukuran dan berat dari karton serta mempertimbangkan kedatangan
pesanan. Sehingga didapatkan material handling yaitu trolly 2 tingkat dengan ukuran 1080
x 500 x 350 mm untuk membantu mengurangi pergerakan operator dalam proses pencarian
dan pengambilan produk dibuktikan dengan daya tampung sebanyak 45 produk untuk satu
tingkatan dengan ukuran box yaitu 20 x 5,5 x 6 cm. Sedangkan dapat menampung dengan
ukuran karton sebanyak 2 karton. Hal ini menjadikan dalam sekali pengambilan dan
pencarian produk untuk beberapa outlet dapat ditampung dengan trolly 2 tingkat sehingga
dapat mengurangi pergerakan operator pencarian saat ini.
Terdapat 6 usulan alternatif layout yang ditunjau dari ARC. Setelah itu, dilakukan
simulasi untuk menggambarkan sistem nyatanya dan mendapatkan output simulasi yang
nantinya digunakan sebagai pembanding antara layout eksisting dengan layout usulan.
Simulasi yang dilakukan dalam penelitian ini terdapat tiga kondisi yaitu sepi, strandar dan
ramai. Dikatakan kondisi sepi saat pengiriman dari supplier sebanyak 76 jenis produk dan
permintaan produk sebanyak 30 jenis produk atau pada awal hari seperti hari senin.
Sedangkan kondisi strandar saat pengiriman dari supplier sebanyak 128 jenis produk dan
permintaan produk sebanyak 120 jenis produk. Serta kondisi ramai saat pengiriman dari
supplier sebanyak 200 jenis produk atau pada saat produk tender datang dan permintaan
produk sebanyak 185 jenis produk. Namun, untuk membandingkan antara layout eksisting
dengan layout usulan yang digunakan adalah kondisi strandar.
Parameter pengambilan waktu aktivitas storage yaitu pengamatan kondisi sepi
dilakukan pada bulan Januari 2018. Pada bulan Januari 2018 terjadi kondisi sepi karena
98
pengiriman dari supplier dilakukan tidak sering atau kurang dari 3 kali pengiriman per
minggu. Pengamatan kondisi standar dilakukan pada bulan Februari 2018 hingga Maret
2018. Pada bulan Februari 2018 hingga Maret 2018 saat pengamatan pengiriman dari
supplier dilakukan antara 3 hingga 4 kali pengiriman. Sedangkan, Pengamatan kondisi
ramai dilakukan pada bulan Oktober 2017 hingga Desember 2017. Pada bulan Oktober
2017 hingga Desember 2017 saat pengamatan pengiriman dari supplier dilakukan antara 3
hingga 5 kali pengiriman. Hal ini disebabkan pada saat pengamatan bulan Oktober 2017
hingga Desember 2017 sedang dilakukan penerimaan produk-produk tander sehingga
gudang menampung lebih banyak produk.
Parameter pengamatan waktu aktivitas retrieval yaitu pengamatan dilakukan 30 kali
dengan 3 kondisi yaitu sepi, standar dan ramai. Pengamatan kondisi sepi dilakukan pada
hari sabtu dan senin. Pada hari sabtu dan senin terjadi kondisi sepi karena terkadang outlet
masih mempunyai stok produk. Pengamatan kondisi standar dilakukan pada hari kamis dan
jumat. Sedangkan, Pengamatan kondisi ramai dilakukan pada hari selasa dan rabu.
Parameter kondisi perhari didapatkan melalui wawancara dengan operator gudang. Output
simulasi yang digunakan adalah number waiting, waiting time dan utilitas operator
pencarian dilakukan untuk membandingkan layout eksisting dengan layout usulan dan
menganalisis pemilihan layout usulan.
Hasil simulasi yang digunakan untuk menganalisis dalam pemilihan layout usulan
didapatkan bahwa usulan 3 yang terpilih. Hal ini didapatkan dengan output simulasi yang
digunakan yaitu number waiting, waiting time dan utilitas pencarian memiliki nilai
terkecil. Selain itu, dalam kondisi ramai dengan usulan 3 tetap menunjukkan adanya aisle
dan penyimpanan produknya lebih tertata. Layout usulan telah terpilih maka langkah
selanjutnya adalah membandingkan antara layout eksisting dengan tiga kondisi yaitu sepi,
strandar dan ramai. Hasil number waiting menunjukkan bahwa pada kondisi sepi untuk
jumlah pesanan menunggu dalam sistem dalam 8 replikasi sebesar 5 unit perharinya,
kondisi standar sebesar 74 unit perharinya dan kondisi ramai sebesar 189 unit perharinya.
Hasil waiting time menunjukkan bahwa pada kondisi sepi untuk menghabiskan waktu
untuk menunggu dalam sistem dalam 8 replikasi sebesar 1,33 jam perharinya, kondisi
standar sebesar 4,94 jam perharinya dan kondisi ramai sebesar 8,17 jam perharinya.
Hasil utilitas operator menunjukkan bahwa pada kondisi sepi tingkat kontribusi resource
dalam sistem dalam 8 replikasi sebesar 1,16 jam perharinya, kondisi standar sebesar 3,08
jam perharinya dan kondisi ramai sebesar 3,06 jam perharinya. Hal ini menunjukkan
bahwa dengan layout usulan mengalami efisien waktu maupun efisien tenaga. Selain itu
99
juga, resource yang bekerja pada saat model eksisting terdapat dua orang yaitu operator
pencarian dan operator gudang. Sedangkan resource yang digunakan sebagai usulan hanya
operator pencarian. Hal ini dikarenakan perbedaan pada peletakkan dan pencarian produk
yang telah diklasifikasikan. Usulan layout telah terpilih sehingga gudang hanya dapat
menampung pallet sebanyak 108 pallet dengan rincan 6 kesamping dan 18 kebelakang. Hal
ini dikarenakan disesuaikan dengan ukuran aisle yang digunakan untuk dilintasi material
handling.
100
Halaman ini sengaja dikosongkan
101
BAB V
PENUTUP
Pada bab ini berisi mengenai kesimpulan dan saran atas penelitian yang telah
dilakukan di gudang PT. IGM Cabang Malang.
5.1 Kesimpulan
Kesimpulan yang dapat diambil dalam penelitian mengenai tata letak gudang yaitu:
1. Hasil klasifikasi ABC-FSN didapatkan kombinasi klasifikasi produk sebanyak 9 jenis
produk yaitu produk AF dengan 19 jenis produk, produk BF dengan 10 jenis produk,
produk CF dengan 1 jenis produk, produk AS dengan 15 jenis produk, produk BS
dengan 15 jenis produk, produk CS dengan 10 jenis produk, produk AN dengan 11
jenis produk, produk BN dengan 29 jenis produk dan produk CN dengan 225 jenis
produk. Pengaturan 9 jenis klasifikasi ditunjukkan pada layout usulan yaitu produk
AF, BF dan CF diletakkan didekat operator agar operator pencarian lebih mudah
dalam menjangkau produk dan memudahkan operator dalam mengontrol produk.
Selain itu, layout usulan dengan pengklasifikasian ABC-FSN tata letak gudang akan
tetap tertata meskipun kondisi ramai.
2. Hasil number waiting, waiting time dan utilitas operator dalam sistem dengan 8
replikasi. Hal ini menunjukkan bahwa dengan layout usulan mengalami efisien
jumlah, waktu maupun tenaga meski kondisi ramai. Selain itu juga, resource yang
bekerja pada saat model eksisting terdapat dua orang yaitu operator pencarian dan
operator gudang. Sedangkan resource yang digunakan sebagai usulan hanya operator
pencarian. Hal ini dikarenakan perbedaan pada peletakkan dan pencarian produk yang
telah diklasifikasikan.
3. Pada penelitian ini terdapat 6 usulan alternatif dan terpilihlah layout usulan 3 dengan
pertimbangan ketika terjadi kondisi ramai operator pencarian tetap dapat dengan
mudah melakukan proses pencarian dan pengambilan produk karena layout usulan 3
memiliki layout yang baik karena memiliki aisle sesuai dengan lebar mateial handling
dibandingkan dengan layout eksisiting. Jenis material handling yang digunakan untuk
mengurangi pergerakan operator pencarian dengan menggunakan trolly 2 tingkat
dibuktikan dengan daya tampung sebanyak 45 untuk satu tingkatan dengan ukuran
box. Sedangkan dapat menampung dengan ukuran karton sebanyak 2 karton. Hal ini
102
menjadikan dalam sekali pengambilan dan pencarian produk untuk beberapa outlet
dapat ditampung dengan trolly 2 tingkat sehingga dapat mengurangi pergerakan
operator pencarian saat ini.
5.2 Saran
Saran yang dapat diambil dalam penelitian mengenai tata letak gudang yaitu:
1. Pada penelitian berikutnya dapat melakukan perhitungan biaya terhadap pengadaan
produk di gudang.
2. Pada penelitian berikutnya dapat melakukan aspek lainnya untuk mempermudah
pencarian produk mengguanakan sistem informasi khusus untuk memberikan
informasi mengenai tata letak produk.
103
DAFTAR PUSTAKA
Altiok, T & Melamed, B, 2007, Simulation Modeling and Analysis With Arena, Academic
Press.
Arif, M 2016, Bahan Ajar Rancangan Teknik Industri, Yogyakarta: CV Budi Utama.
Asmugi 2007, Simulasi komputer sistem diskrit, Yogyakarta: Andi.
Badan Nasional Penanggulangan Bencana 2009, Peraturan Kepala Badan Nasional
Penanggulangan Bencana Nomor 06 Tahun 2009 Tentang Pedoman Pergudangan,
Halaman 6-12.
Basuki, Hudori M 2016, Implementasi penempatan dan penyusunan barang di gudang
finished goods menggunakan metode class based storage, Industrial Engineering Journal
(IEJ), Vol.5 No.2, pp 11-16.
Bowersox, D J, Closs, D J & Cooper, M B 2002, Supply Chain Logistics Management. The
McGraw-Hill Companies, Inc.
Chitale, A, K & Gupta, R C 2011, Materials Management :Text and Cases, New Delhi: PHI
Learning Private.
Christopher, M 2011, Logistics and Supply Chain Management Fourth Edition. London.
Prentice Hall.
Depkes RI, 2014, Keputusan Menteri Kesehatan RI Nomor 34 Tahun 2014 tentang
Perubahan atas Peraturan Menteri Kesehatan Nomor 1148/Menkes/Per/VI/2011 tentang
Pedagang Besae Farmasi, Jakarta: Depkes RI.
Djati, B S 2007, Simulasi Teori dan Aplikasinya, Yogyakarta: Andi.
Ekoanindiyo, F A & Wedana, Y A (2012), Perencanaan tata letak gudang menggunakan
metode shared storage di pabrik plastik Kota Semarang, Dinamika Teknik, Vol. VI No.1,
Hal 46-57.
Fishman, G S 2001, Discrete-event simulation: modeling, programming and analysis. New
York: Springer.
Gaspersz, V 2005, Production Planning and Inventory Control, Jakarta: Gramedia Pustaka
Umum.
Hadiguna, R A & Setiawan, H 2008, Tata Letak Pabrik, Yogyakarta: ANDI.
Harrel, C, Ghosh, BK & Bowden, RO 2004, Simulation Using Promodel Second Edition,
New York: McGraw-Hill.
Heragu, S 2008, Facilities Design: Thrid Edition. Boston, USA: CRC Press.
104
Khumbar, S V & Dhavale, T B 2016, Development and evaluation of inventory matrix,
International Journal Of Advance Foundation and Research in Science Engineering
(IJAFRSE), vol. 2, Special Issue.
Kumar, Y, Khaparde, R K, Dewangan, K, Dewangan G K, Dhiwar, J S & Sahu, D 2017, FSN
Analysis for Inventory Management-Case Study of Sponge Iron Plant, International
Journal for Research in Applied Science & Engineering Technology (IJRASET), Vol 5
Issue II.
Kusnandar & Perdana, T 2014, Simulasi kejadian diskret pada perancangan manajemen
logistik di unit layanan logistik pertanian: studi kasus di kecamatan pangalengan
kabupaten bandung, Sosiohumaniora, Vol.16 No.1, pp 10-16.
Kuswoyo, I H & Cahyana, A S (2016), Tata Letak Gudang Raw Material Chemical
Menggunakan Metode Shared Storage dan Rel Space. Spektrum Industri, Vol. 14 No. 14,
pp 1-108.
Law, A M & Kelton, W D 1991, simulation modeling & analysis, Singapore: Mc Graw Hill.
Lestari, S F 2016, Fungsi Gudang Dalam Sistem Logistik Dan Rantai Pasok, Dipetik 12 17,
2017, dari http://supplychainindonesia.com/new/fungsi-gudang-dalam-sistem-logistik-
dan-rantai-pasok/.
Ma’arif, M S & Tanjung, H 2003, Manajemen Operasi. Grasindo: Jakarta.
Nadkarni, M & Gheawari D 2016, An Inventory Control Using ABC Analysis and FSN
Analysis, International Journal of Engineering Business and Enterprise Applicaton
(IJEBEA), pp 24-28.
Nasution, A H & Prasetyawan, Y 2008, Perencanaan & Pengendalian Produksi, Yogyakarta:
Graha Ilmu.
Ni Hlaing, N N, Sooksriwong, C O, Chanjaruporn, F & Pattanaprateep, O 2017, Significance
Of Consumption Patterns and ABC/FSN Matrix to Optimize Vital Drug Inventory
Management, Jurnal Manajemen dan Pelayanan Farmasi, Vol. 7 No. 3.
Pujadenta, V P, Andrawiana, L & Santosa, B 2017, Perancangan alokasi penyimpanan
menggunakan metode class based storage untuk mengurangi delay dan meningkatkan
pemenuhan permintaan digudang service part PT. XYZ, e-Proceeding of Engineering,
Vol.4 No.2, pp 2991-2998.
Sipper, D, & Bulfin JR, R L 1998, Production: Planning, Control, and Integration,
Singapore: McGraw-Hill.
Siska, M, Risman, F, 2017, Rancang Ulang Tata Letak CV. Sumber Vulkanisir Super
Menggunakan Metode Konvensional dan CRAFT. Jurnal Sains, Teknologi dan Industri,
Vol 14, No 2 pp 225-233.
105
Sriyanto, P B, Astuti, D T, 2009, Redisain layout dan prosedur untuk reduksi waktu setup
gudang komponen. Program Studi Teknik Industri Fakultas Teknik Universitas
Dipenegoro.
Sugiyono 2009, Metode Penelitian Kuantitatif, Kualitatif dan R&D, Bandung: Alfabeta.
Tama, I P, Andriani, D P & Putri, N A, 2017, Optimasi jarak dan waktu material handling
dengan perbaikan layout berdasarkan class based storage dan simulasi, Prosiding SNTI
dan SATELIT 2017 (pp. B36-41). Malang: Jurusan Teknik Industri Universitas
Brawijaya.
Tompkins, J A, White, B & Tanchoco, 2003, Facilities Planning Third Edition, John Wiley
& Sons, Inc.
Vrat, P 2014, Material Management: An Integrated System Approach, India: Springer.
Wignojosoebroto, S 2003, Tata Letak Pabrik dan Pemindahan Bahan, Jakarta : Guna Widya.
106
Halaman ini sengaja dikosongkan
Related Documents











