SINUMERIK 802D SL 安装与调试 培训手册 版本 2011.01 培训资料 主编: 谢崇敏 王涛

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
SINUMERIK 802D SL
安装与调试
培训手册 版本 2011.01
培训资料 主编: 谢崇敏 王涛
SINUMERIK 802D SL
安装与调试培训
适用于软件版本
SINUMERIK 802Dsl 01.04.06.00
编辑 2011.01
编者说明
本书是主要针对西门子 SINUMERIK 802D sl 用户所编写的,能够为用户的安装和调试起一定帮
助的培训用教材。用户在阅读本书后,能够对系统的硬件接连、机床数据设定、PLC编写、报警诊断
及 S120驱动都会有一定的了解,并且能够根据书本上所提供的案例顺利配置系统,并能保证电机正常
运行。
本书设计思想不在于提供复杂的控制理论,让读者深入到系统内部控制原理,而是利用一些典型
的案例来说明在实际工作中怎么做到快速和准确地调整相应数据,达到调试机床的目的。读者可以根
据相关的案例先把能够实现的功能实现,再根据西门子 Doconcd上的手册对相关的每一个参数进行查
阅和深入理解,再从根本和原理上掌握调试的知识。
本书在设计时参考了西门子相关的不少书籍,同时这些书也我们读者以后不可缺少的书籍。如《简
明安装调试手册》、《PLC子程序库说明》、《SINUMERIK 840 编程指南高级篇》等等。
另因为编者水平有限及时间比较仓促,所以不可避免地会出现一些错误,还望谅解。另外如对本
书内容有任何问题可以发送至邮箱 [email protected] 进行询问。
802Dsl 系统概述 5
802Dsl Toolbox 安装 17
机床数据列表 21
创建 PLC 程序 35
802Dsl 系统调试 43
调试主轴第二编码器 65
调试车床动力刀头和 C轴 75
调试伺服刀架(分度轴) 85
调试绝对值编码器 91
制作用户开机画面 95
调试铣床 A轴(回转台) 101
安装标准循环 105
创建用户循环 109
编辑 PLC 报警文本 123
PLC 诊断 131
循环报警诊断 141
驱动器诊断 149
NC 报警诊断 155
驱动器优化 159
模具加工功能 177
球杆仪在机床上的应用 193
CAD CAM 应用 205
目录目录目录目录
802Dsl 系统概述系统概述系统概述系统概述 C001
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道 802Dsl 各个硬件接口的意义并能完成系统的连接。
本章概述本章概述本章概述本章概述:::: 802Dsl 系统是又各种不同的组件所构成的,通过本章可以了解所有这些组件以及对整个系统有初步的
印象。并且本章也列出了各个模块的 MLFB 号。
802Dsl 系统概述
本章内容本章内容本章内容本章内容::::
802Dsl 系统连接
第 1 节
SINUMERIK 802D sl 安装与调试 - 5 - CC001111
组件信息描述 第 2 节
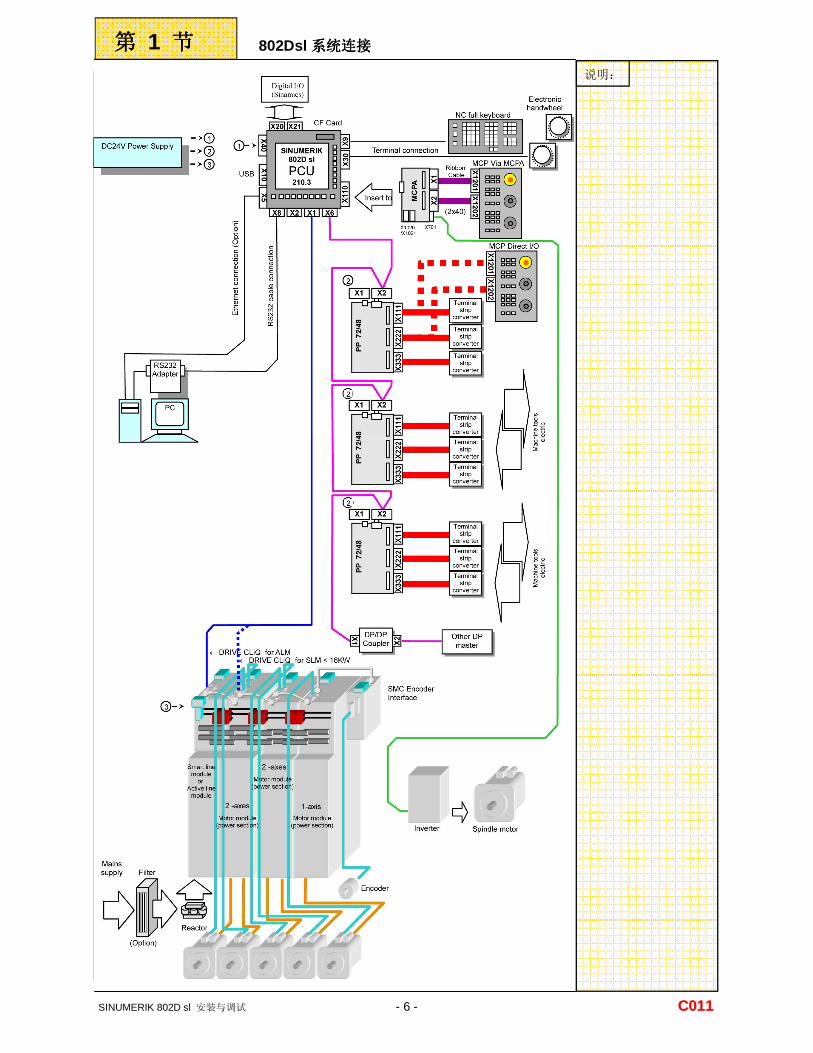
802Dsl 系统连接系统连接系统连接系统连接 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 6 - CC001111
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 2 节节节节
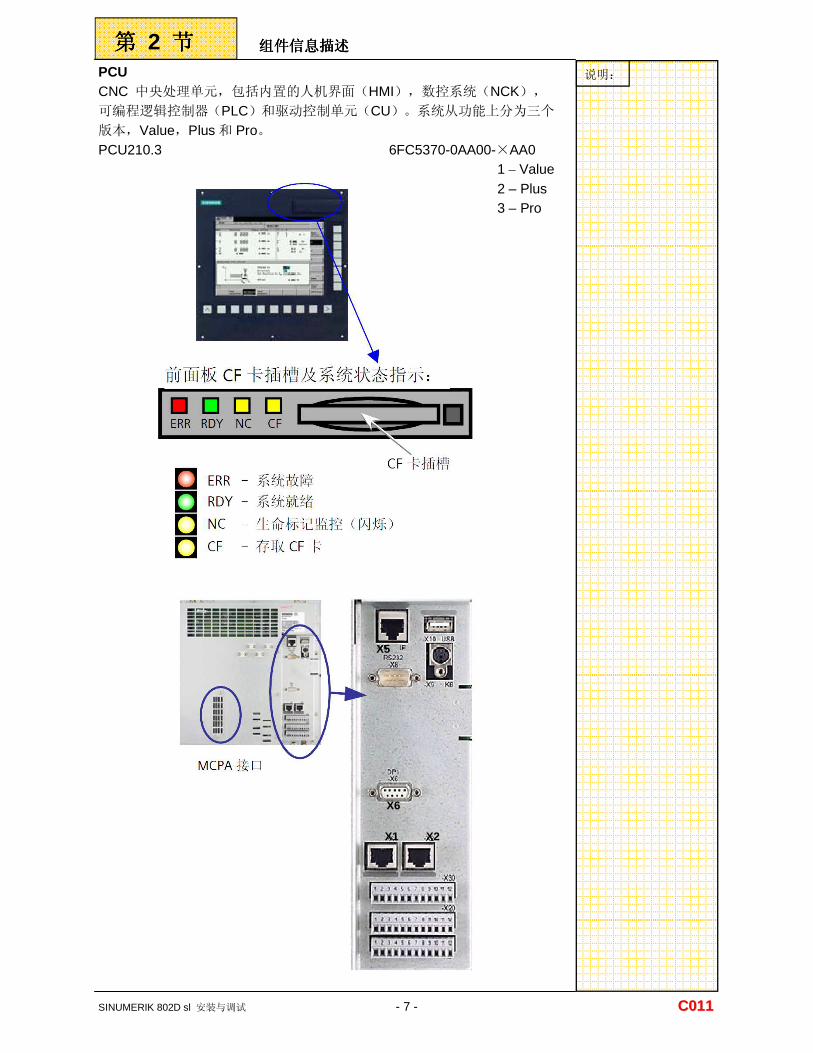
PCU CNC 中央处理单元,包括内置的人机界面(HMI),数控系统(NCK), 可编程逻辑控制器(PLC)和驱动控制单元(CU)。系统从功能上分为三个
版本,Value,Plus 和 Pro。 PCU210.3 6FC5370-0AA00-×AA0 1 – Value 2 – Plus 3 – Pro
说明:
SINUMERIK 802D sl 安装与调试 - 7 - CC001111
X1 X2
X5
X6
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 2 节节节节
� X4 3 芯端子式插座(插头上已标明 24V,0V 和 PE) � X1 和 X2 高速驱动接口 � X5 以太网插座 � X6 PROFIBUS 总线接口(9 芯孔式 D 型插座) � X8 RS232 接口(9 芯孔式 D 型插座) � X9 PS/2 键盘接口 � X10 USB 外设接口 � X20 数字 I/O 告诉输入输出接口(12 芯端子插头)
引脚 信号名 说明 引脚 信号名 说明
1 ON/OFF1 驱动器使能 …
2 ON/OFF2 控制使能 5 M 信号地
� X30 手轮接口(12 芯端子插头)
引脚 信号名 说明 引脚 信号名 说明
1 3P5 5V 手轮电源 7 3P5 5V 手轮电源
2 M 信号地 8 M 信号地
3 1A A1 相脉冲 9 2A A2 相脉冲
4 X1A A1 相脉冲负 10 X2A A2 相脉冲负
5 1B B1 相脉冲 11 2B B2 相脉冲
6 X1B B1 相脉冲负 12 X2B B2 相脉冲负
说明:
SINUMERIK 802D sl 安装与调试 - 8 - CC001111
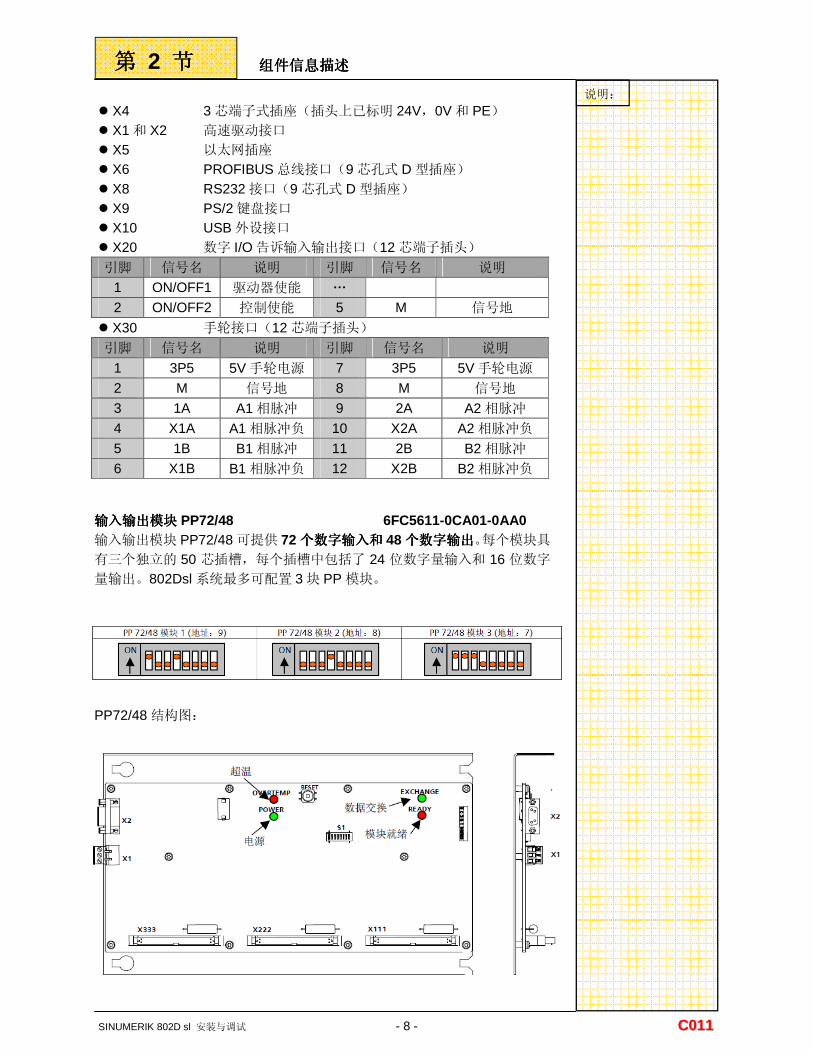
输入输出模块输入输出模块输入输出模块输入输出模块 PP72/48 6FC5611-0CA01-0AA0 输入输出模块 PP72/48 可提供 72 个数字输入和个数字输入和个数字输入和个数字输入和 48 个数字输出个数字输出个数字输出个数字输出。每个模块具
有三个独立的 50 芯插槽,每个插槽中包括了 24 位数字量输入和 16 位数字
量输出。802Dsl 系统最多可配置 3 块 PP 模块。
PP72/48 结构图:
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 2 节节节节
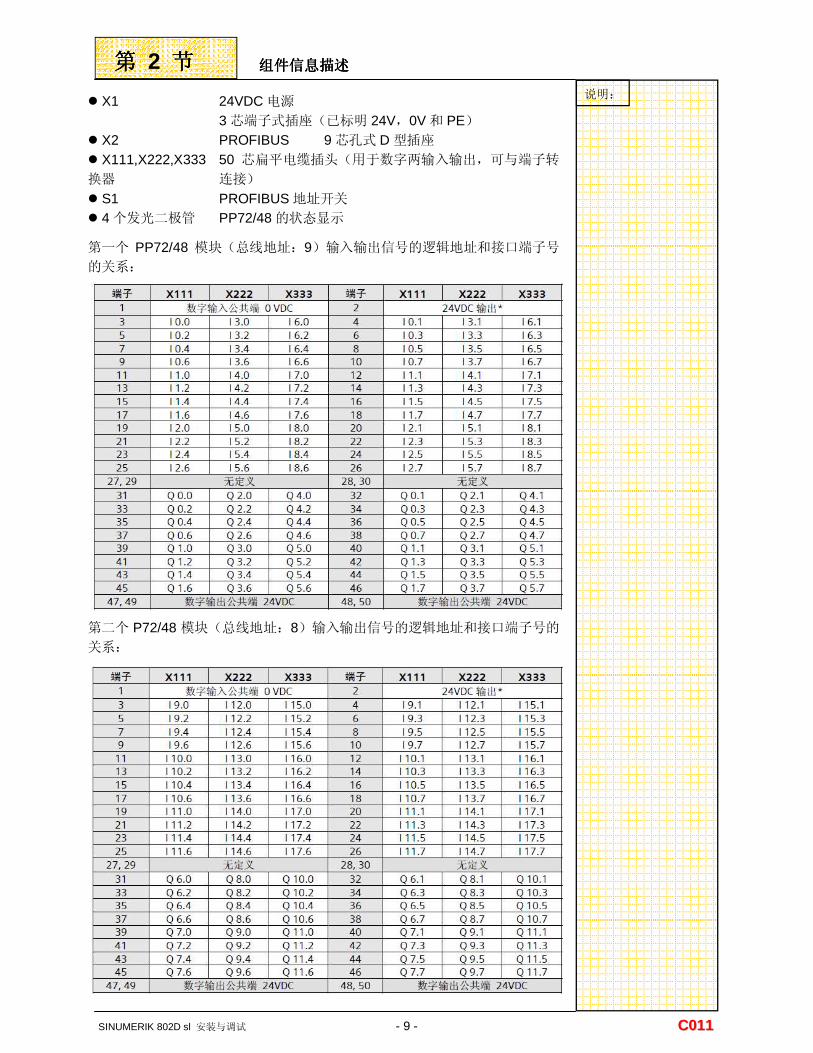
� X1 24VDC 电源 3 芯端子式插座(已标明 24V,0V 和 PE) � X2 PROFIBUS 9 芯孔式 D 型插座 � X111,X222,X333 50 芯扁平电缆插头(用于数字两输入输出,可与端子转
换器 连接) � S1 PROFIBUS 地址开关 � 4 个发光二极管 PP72/48 的状态显示
说明:
SINUMERIK 802D sl 安装与调试 - 9 - CC001111
第一个 PP72/48 模块(总线地址:9)输入输出信号的逻辑地址和接口端子号
的关系:
第二个 P72/48 模块(总线地址:8)输入输出信号的逻辑地址和接口端子号的
关系:
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 3 节节节节
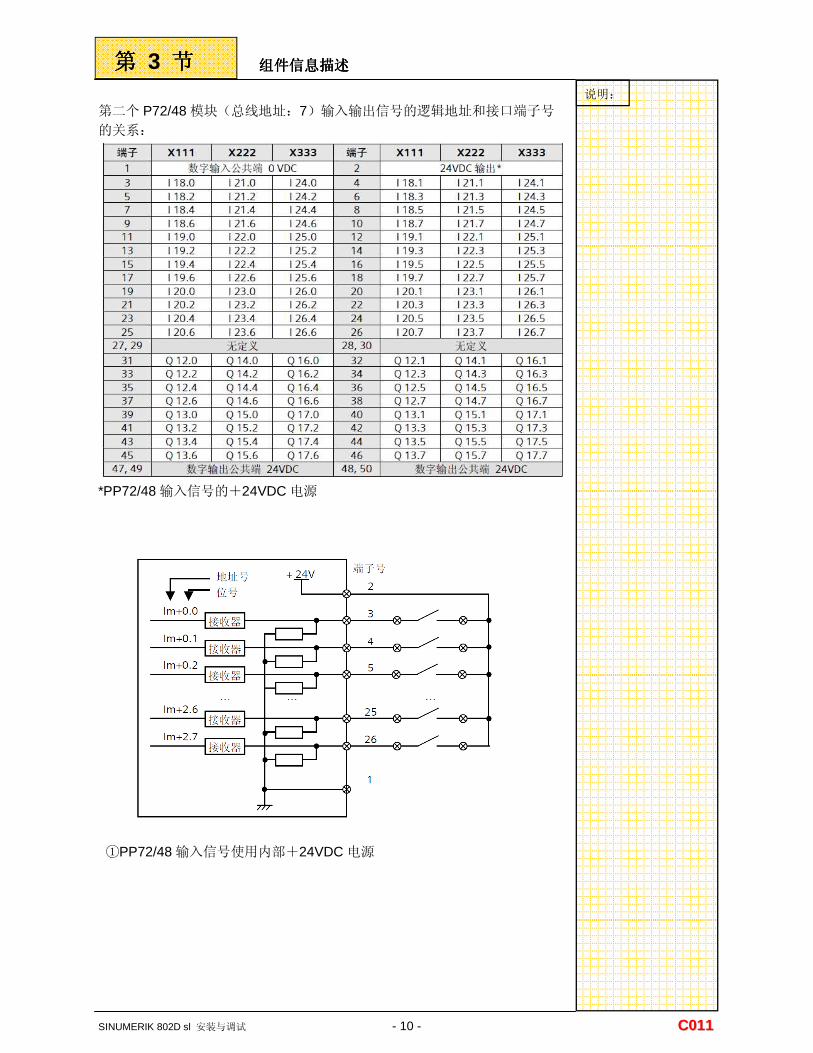
第二个 P72/48 模块(总线地址:7)输入输出信号的逻辑地址和接口端子号
的关系:
说明:
SINUMERIK 802D sl 安装与调试 - 10 - CC001111
*PP72/48 输入信号的+24VDC 电源
①PP72/48 输入信号使用内部+24VDC 电源
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 3 节节节节
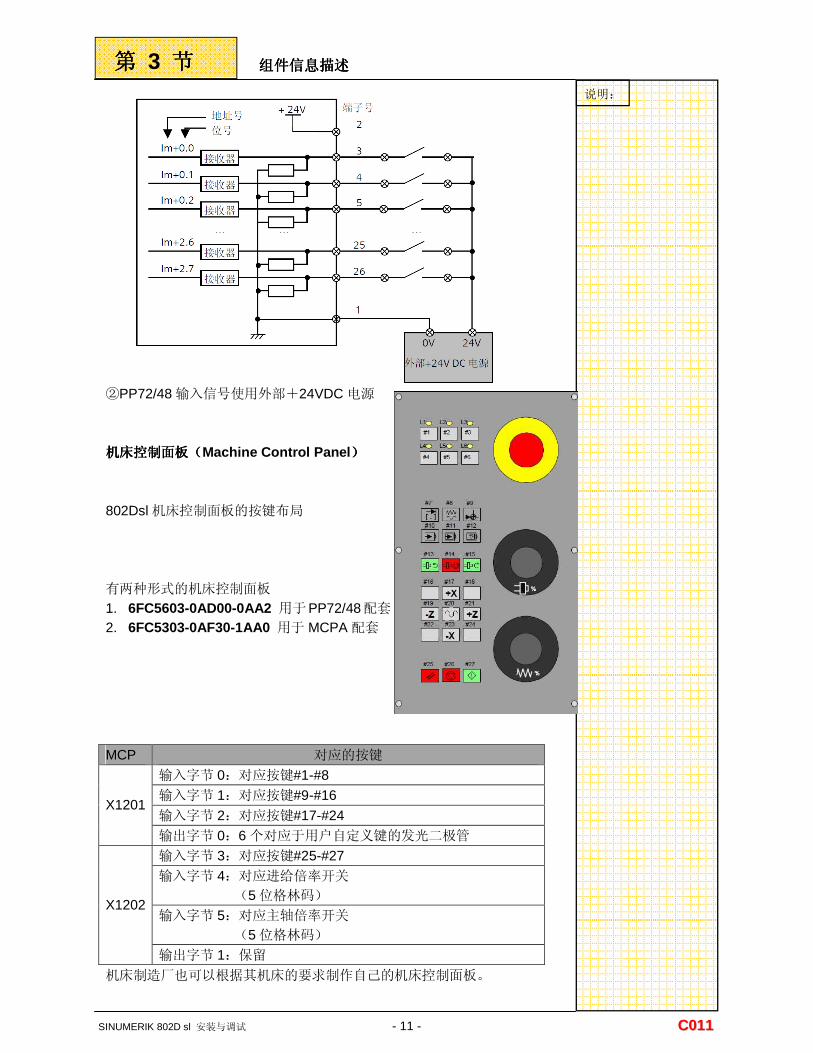
②PP72/48 输入信号使用外部+24VDC 电源
说明:
SINUMERIK 802D sl 安装与调试 - 11 - CC001111
机床控制面板机床控制面板机床控制面板机床控制面板((((Machine Control Panel ))))
802Dsl 机床控制面板的按键布局 有两种形式的机床控制面板 1. 6FC5603-0AD00-0AA2 用于PP72/48配套 2. 6FC5303-0AF30-1AA0 用于 MCPA 配套
MCP 对应的按键
输入字节 0:对应按键#1-#8
输入字节 1:对应按键#9-#16
输入字节 2:对应按键#17-#24 X1201
输出字节 0:6 个对应于用户自定义键的发光二极管
输入字节 3:对应按键#25-#27
输入字节 4:对应进给倍率开关 (5 位格林码)
输入字节 5:对应主轴倍率开关 (5 位格林码)
X1202
输出字节 1:保留
机床制造厂也可以根据其机床的要求制作自己的机床控制面板。
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 3 节节节节
机床控制面板按键的物理地址
与 PP72/48(总线地址:9)配套
按键 接口 地址 按键 接口 地址
#1-#8 IB0 #1-#8 IB3
#9-#16 IB1 #9-#16 IB4
#17-#24 IB2 #17-#24 IB5
#25-#27 IB3 #25-#27 IB6
进给倍率 IB4 进给倍率 IB7
主轴倍率 IB5 主轴倍率 IB8
指示灯
X12
01→
X11
1 X
1202→
X22
2
QB0
指示灯
X12
01→
X22
2 X
1202→
X33
3
QB2
与 MCPA 配套
按键 接口 地址
#1-#8 VB10001000
#9-#16 VB10001001
#17-#24 VB10001002
#25-#27 VB10001003
进给倍率 VB10001004
主轴倍率 VB10001005
指示灯
X12
01→
X1
X12
02→
X2
VB11001000
说明:
SINUMERIK 802D sl 安装与调试 - 12 - CC001111
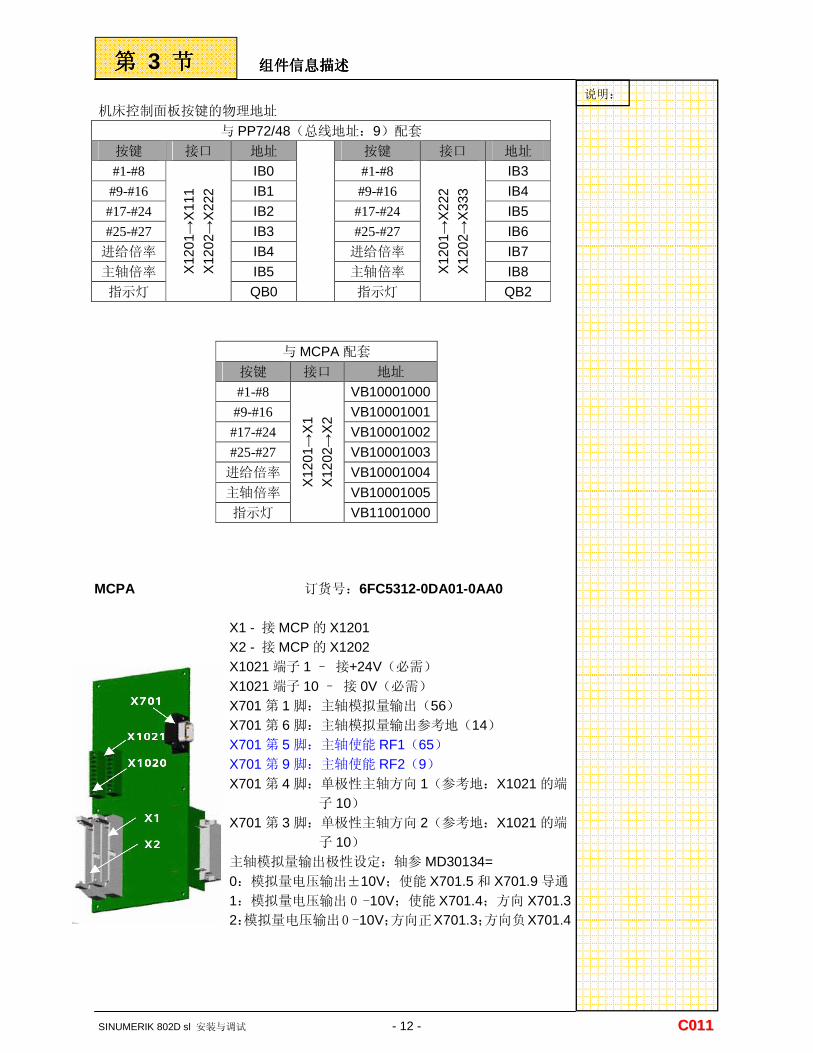
MCPA 订货号:6FC5312-0DA01-0AA0
X1 - 接 MCP 的 X1201 X2 - 接 MCP 的 X1202 X1021 端子 1 – 接+24V(必需) X1021 端子 10 – 接 0V(必需) X701 第 1 脚:主轴模拟量输出(56) X701 第 6 脚:主轴模拟量输出参考地(14) X701 第 5 脚:主轴使能 RF1(65) X701 第 9 脚:主轴使能 RF2(9) X701 第 4 脚:单极性主轴方向 1(参考地:X1021 的端
子 10) X701 第 3 脚:单极性主轴方向 2(参考地:X1021 的端
子 10) 主轴模拟量输出极性设定:轴参 MD30134= 0:模拟量电压输出±10V;使能 X701.5 和 X701.9 导通 1:模拟量电压输出 0 -10V;使能 X701.4;方向 X701.3 2:模拟量电压输出0 -10V;方向正X701.3;方向负X701.4
组件信组件信组件信组件信息描述息描述息描述息描述 第第第第 3 节节节节
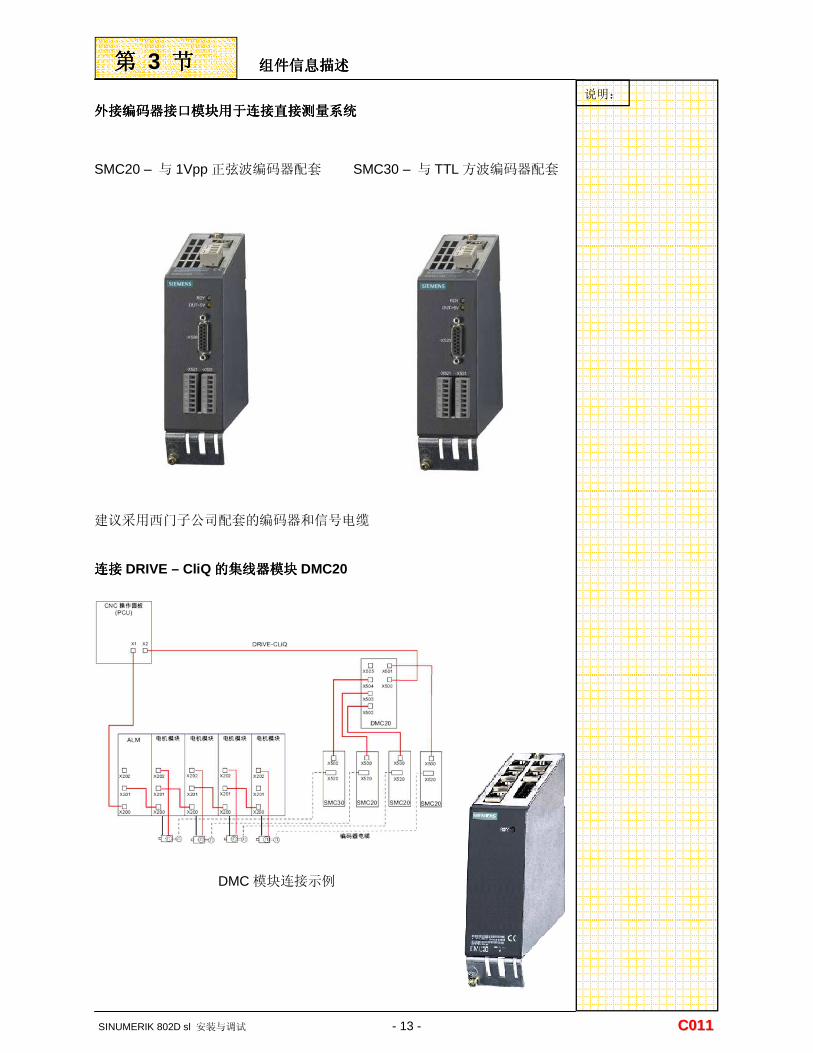
外接编码器接口模块用于连接直接测量系统外接编码器接口模块用于连接直接测量系统外接编码器接口模块用于连接直接测量系统外接编码器接口模块用于连接直接测量系统 说明:
SINUMERIK 802D sl 安装与调试 - 13 - CC001111
SMC20 – 与 1Vpp 正弦波编码器配套 SMC30 – 与 TTL 方波编码器配套
建议采用西门子公司配套的编码器和信号电缆
连接连接连接连接 DRIVE – CliQ 的集线器模块的集线器模块的集线器模块的集线器模块 DMC20
DMC 模块连接示例
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 3 节节节节
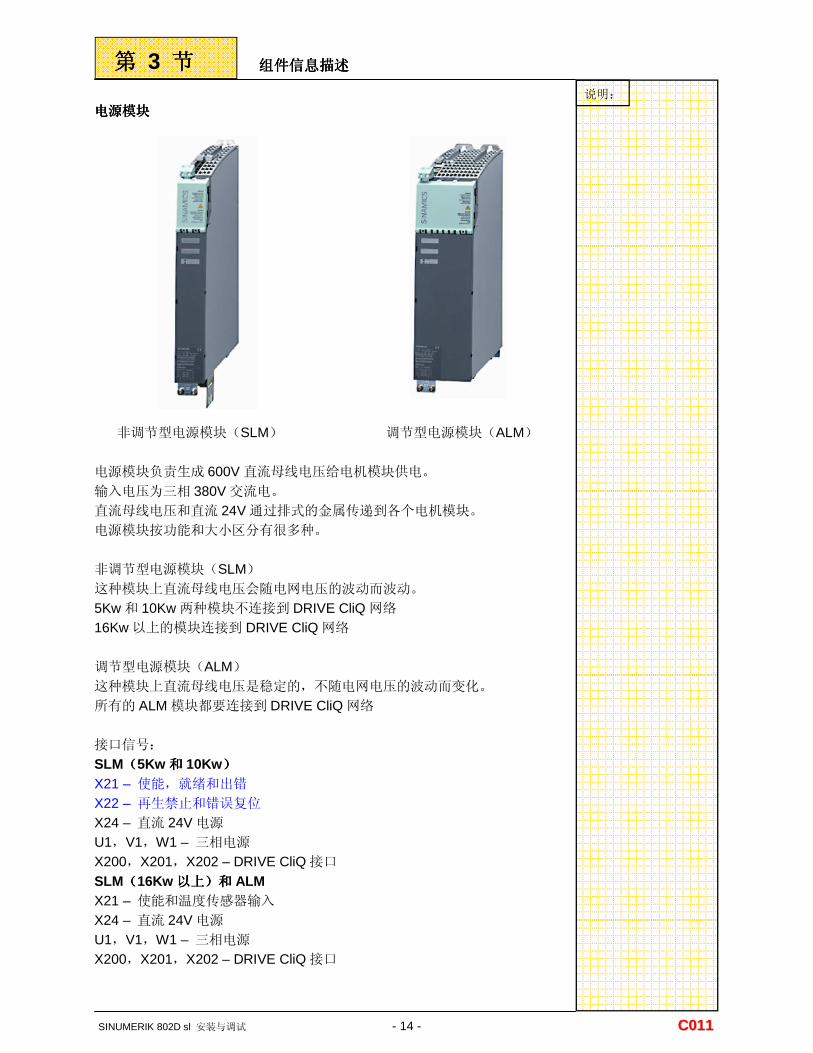
电源模块电源模块电源模块电源模块 说明:
SINUMERIK 802D sl 安装与调试 - 14 - CC001111
非调节型电源模块(SLM) 调节型电源模块(ALM)
电源模块负责生成 600V 直流母线电压给电机模块供电。 输入电压为三相 380V 交流电。 直流母线电压和直流 24V 通过排式的金属传递到各个电机模块。 电源模块按功能和大小区分有很多种。 非调节型电源模块(SLM) 这种模块上直流母线电压会随电网电压的波动而波动。 5Kw 和 10Kw 两种模块不连接到 DRIVE CliQ 网络 16Kw 以上的模块连接到 DRIVE CliQ 网络 调节型电源模块(ALM) 这种模块上直流母线电压是稳定的,不随电网电压的波动而变化。 所有的 ALM 模块都要连接到 DRIVE CliQ 网络 接口信号: SLM((((5Kw 和和和和 10Kw)))) X21 – 使能,就绪和出错 X22 – 再生禁止和错误复位 X24 – 直流 24V 电源 U1,V1,W1 – 三相电源 X200,X201,X202 – DRIVE CliQ 接口 SLM((((16Kw 以上以上以上以上))))和和和和 ALM X21 – 使能和温度传感器输入 X24 – 直流 24V 电源 U1,V1,W1 – 三相电源 X200,X201,X202 – DRIVE CliQ 接口
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 3 节节节节
电源模块订货号:
SLM: 6SL3130-6AE15-0AB0 5Kw 内部冷却 6SL3130-6AE21-0AB0 10Kw 内部冷却 6SL3130-6AE21-6AA3 16Kw 内部冷却 6SL3130-6AE23-6AA3 36Kw 内部冷却 6SL3131-6AE15-0AB0 5Kw 外部冷却 6SL3131-6AE21-0AB0 10Kw 外部冷却 ALM: 6SL3130-7TE21-6AA3 16Kw 内部冷却 6SL3130-7TE23-6AA3 36Kw 内部冷却 6SL3130-7TE25-5AA3 55Kw 内部冷却 6SL3130-7TE28-0AA3 80Kw 内部冷却 6SL3130-7TE31-2AA3 120Kw 内部冷却 6SL3131-7TE21-6AA3 16Kw 外部冷却 6SL3131-7TE23-6AA3 36Kw 外部冷却 6SL3131-7TE25-5AA3 55Kw 外部冷却 6SL3131-7TE28-0AA3 80Kw 外部冷却 6SL3131-7TE31-2AA3 120Kw 外部冷却
说明:
SINUMERIK 802D sl 安装与调试 - 15 - CC001111
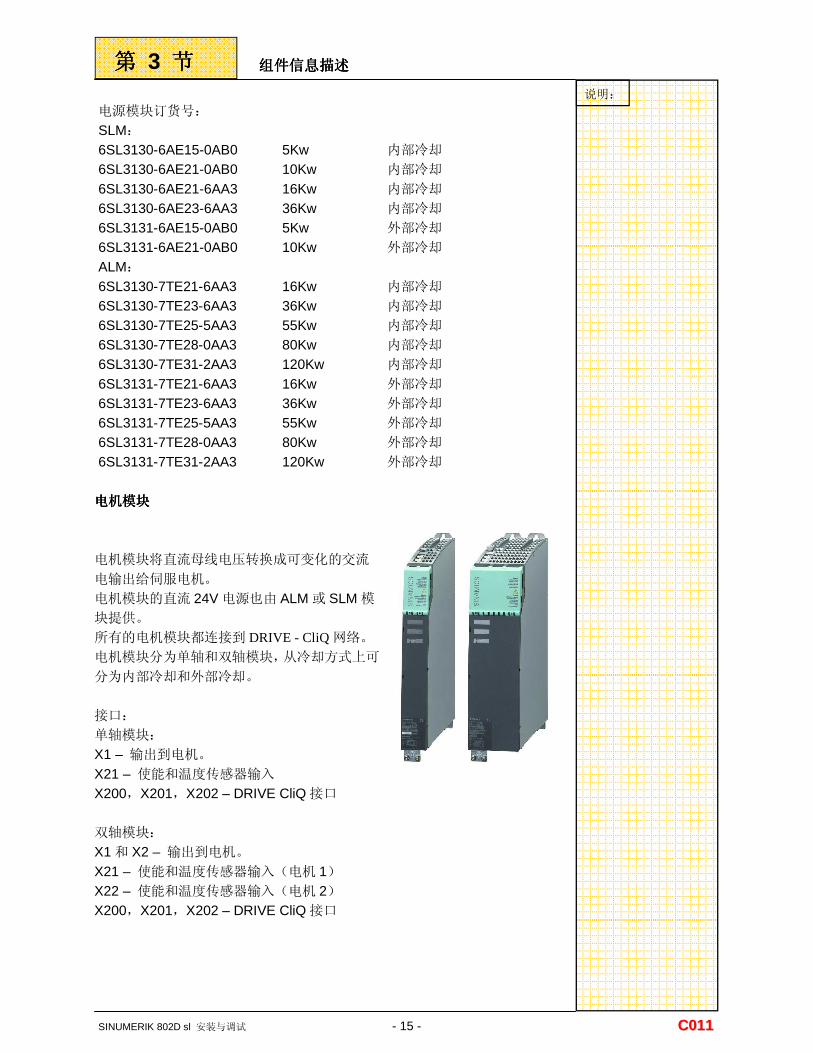
电机电机电机电机模块模块模块模块
电机模块将直流母线电压转换成可变化的交流
电输出给伺服电机。
电机模块的直流 24V 电源也由 ALM 或 SLM 模
块提供。
所有的电机模块都连接到 DRIVE - CliQ 网络。
电机模块分为单轴和双轴模块,从冷却方式上可
分为内部冷却和外部冷却。
接口:
单轴模块: X1 – 输出到电机。 X21 – 使能和温度传感器输入 X200,X201,X202 – DRIVE CliQ 接口 双轴模块: X1 和 X2 – 输出到电机。 X21 – 使能和温度传感器输入(电机 1) X22 – 使能和温度传感器输入(电机 2) X200,X201,X202 – DRIVE CliQ 接口
组件信息描述组件信息描述组件信息描述组件信息描述 第第第第 3 节节节节
电机模块订货号:
单轴模块:
6SL3120-1TE13-0AA3 1.6Kw 内部冷却 6SL3120-1TE15-0AA3 2.7Kw 内部冷却 6SL3120-1TE21-0AA3 4.8Kw 内部冷却 6SL3120-1TE21-8AA3 9.7Kw 内部冷却 6SL3120-1TE23-0AA3 16Kw 内部冷却 6SL3120-1TE24-5AA3 24Kw 内部冷却 6SL3120-1TE26-0AA3 32Kw 内部冷却 6SL3120-1TE28-5AA3 46Kw 内部冷却 6SL3120-1TE31-3AA3 71Kw 内部冷却 6SL3120-1TE32-0AA3 107Kw 内部冷却 6SL3121-1TE13-0AA3 1.6Kw 外部冷却 6SL3121-1TE15-0AA3 2.7Kw 外部冷却 6SL3121-1TE21-0AA3 4.8Kw 外部冷却 6SL3121-1TE21-8AA3 9.7Kw 外部冷却 6SL3121-1TE23-0AA3 16Kw 外部冷却 6SL3121-1TE24-5AA3 24Kw 外部冷却 6SL3121-1TE26-0AA3 32Kw 外部冷却 6SL3121-1TE28-5AA3 46Kw 外部冷却 6SL3121-1TE31-3AA3 71Kw 外部冷却 6SL3121-1TE32-0AA3 107Kw 外部冷却
双轴模块:
6SL3120-2TE13-0AA3 2×1.6Kw 内部冷却 6SL3120-2TE15-0AA3 2×2.7Kw 内部冷却 6SL3120-2TE21-0AA3 2×4.8Kw 内部冷却 6SL3120-2TE21-8AA3 2×9.7Kw 内部冷却 6SL3121-2TE13-0AA3 2×1.6Kw 外部冷却 6SL3121-2TE15-0AA3 2×2.7Kw 外部冷却 6SL3121-2TE21-0AA3 2×4.8Kw 外部冷却 6SL3121-2TE21-8AA3 2×9.7Kw 外部冷却
说明:
SINUMERIK 802D sl 安装与调试 - 16 - CC001111
802Dsl Toolbox 安装安装安装安装 C002
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,能够完成 802Dsl Toolbox 的安装。
本章概述本章概述本章概述本章概述:::: 西门子 802Dsl tooxbox 集成了调试、通讯、PLC 编程等一系列软件,本章描述了如何将 802Dsl Toolbox中的软件安装到 PC。
安装 802Dsl Toolbox
本章内容本章内容本章内容本章内容::::
安装 802Dsl Toolbox
第 1 节
SINUMERIK 802D sl 安装与调试 - 17 - CC000022
安装 802Dsl Toolbox 第第第第 1 节节节节
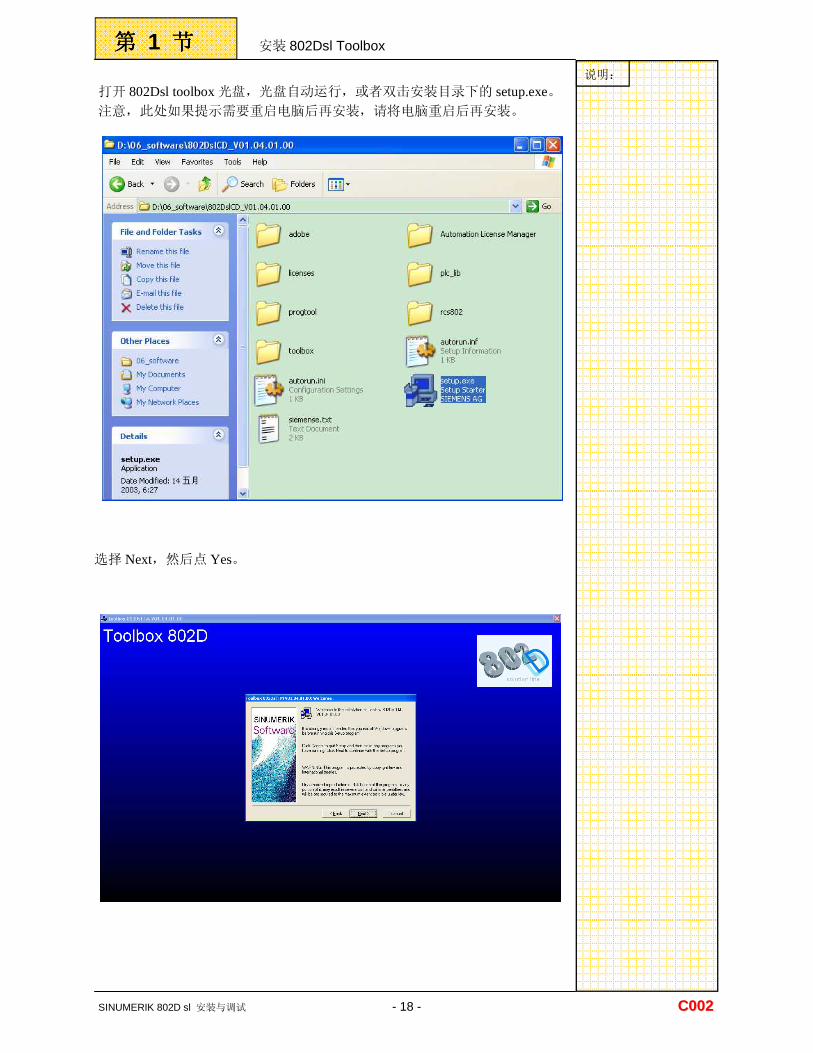
打开 802Dsl toolbox光盘,光盘自动运行,或者双击安装目录下的 setup.exe。
注意,此处如果提示需要重启电脑后再安装,请将电脑重启后再安装。
说明:
SINUMERIK 802D sl 安装与调试 - 18 - CC000022
选择 Next,然后点 Yes。
安装 802Dsl Toolbox 第第第第 1 节节节节
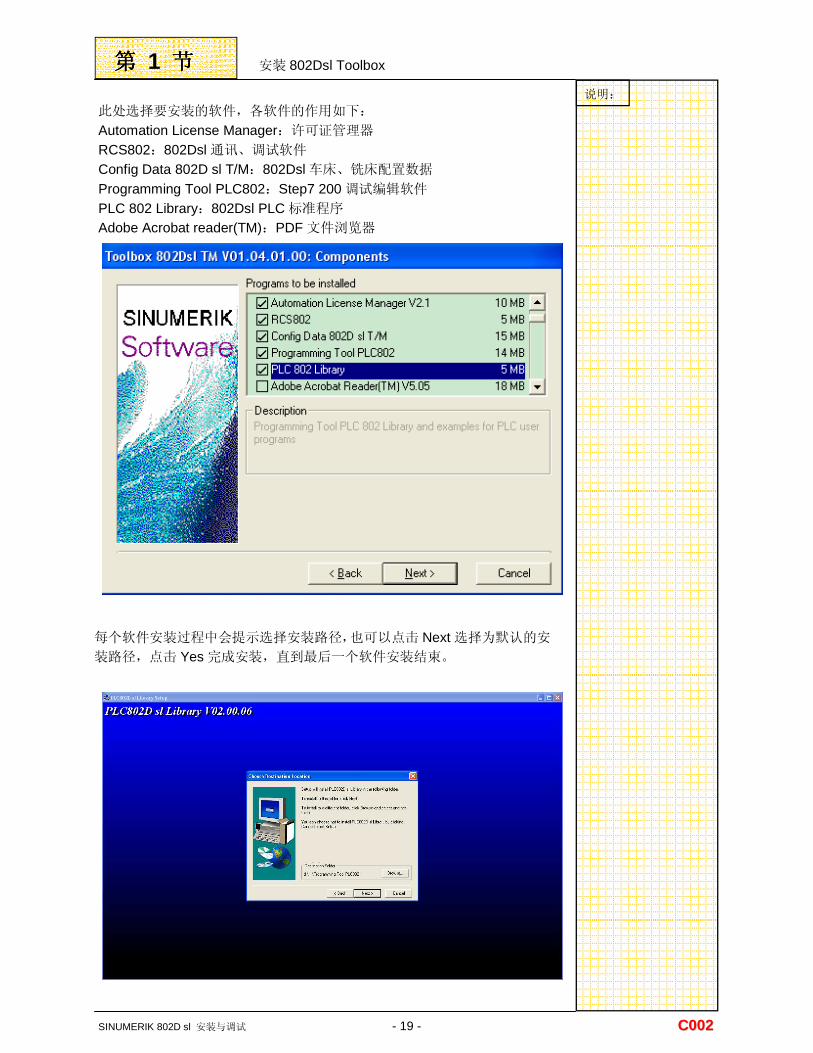
此处选择要安装的软件,各软件的作用如下: Automation License Manager:许可证管理器 RCS802:802Dsl 通讯、调试软件 Config Data 802D sl T/M:802Dsl 车床、铣床配置数据 Programming Tool PLC802:Step7 200 调试编辑软件 PLC 802 Library:802Dsl PLC 标准程序 Adobe Acrobat reader(TM):PDF 文件浏览器
说明:
SINUMERIK 802D sl 安装与调试 - 19 - CC000022
每个软件安装过程中会提示选择安装路径,也可以点击 Next 选择为默认的安
装路径,点击 Yes 完成安装,直到最后一个软件安装结束。

机床数据列表机床数据列表机床数据列表机床数据列表 C003
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,了解 802Dsl 机床数据结构和常用数据配置。
本章概述本章概述本章概述本章概述:::: 机床数据列
机床数据列表
本章内容本章内容本章内容本章内容::::
机床数据列表
第 1 节
SINUMERIK 802D sl 安装与调试 - 21 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
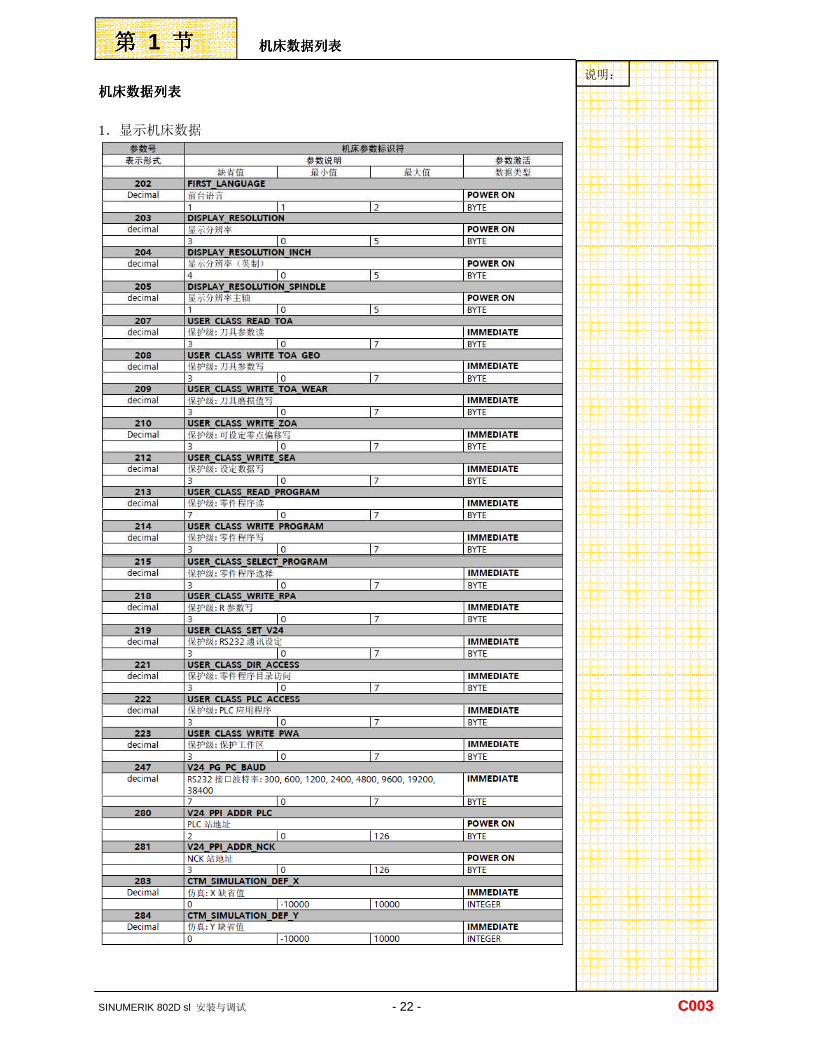
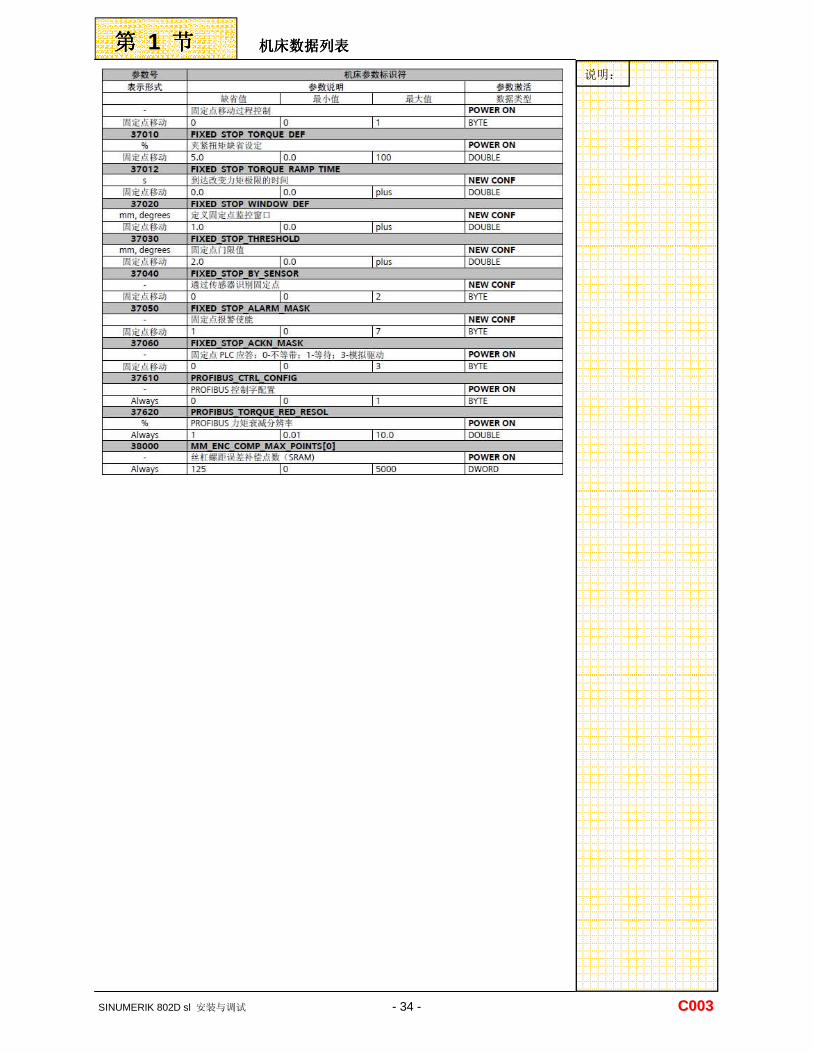
机床数据列表机床数据列表机床数据列表机床数据列表 1.显示机床数据
说明:
SINUMERIK 802D sl 安装与调试 - 22 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 23 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 24 - CC000033
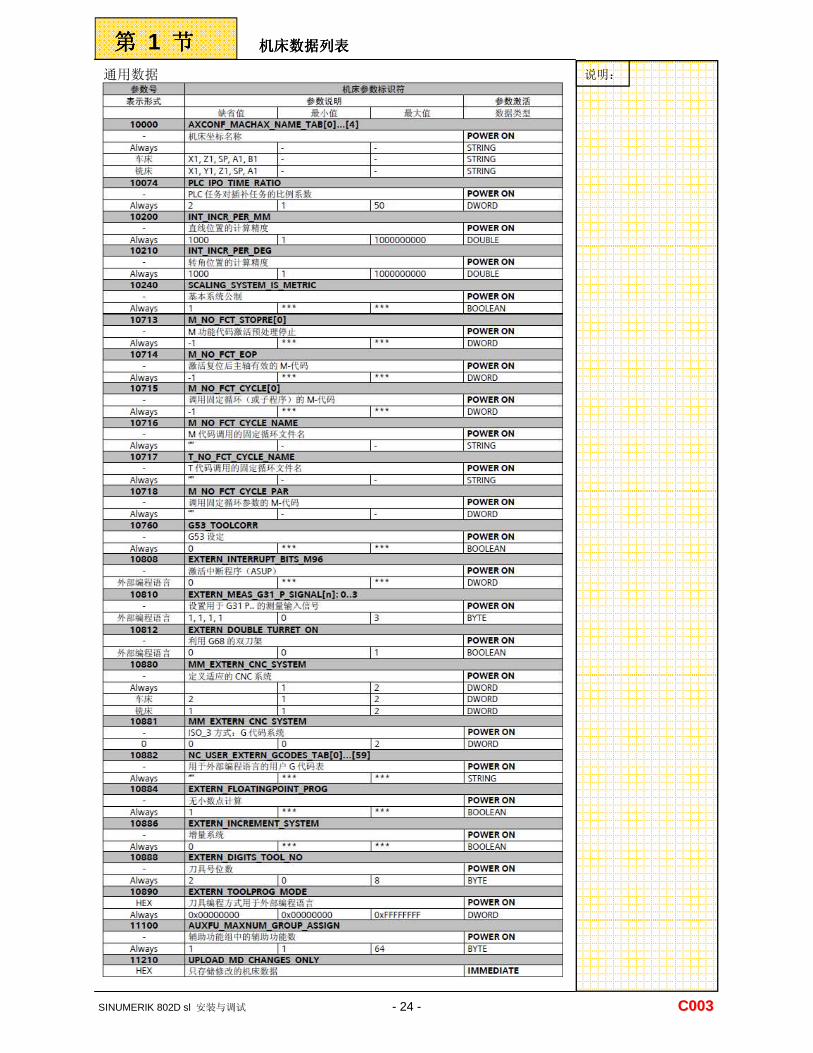
通用数据
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 25 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
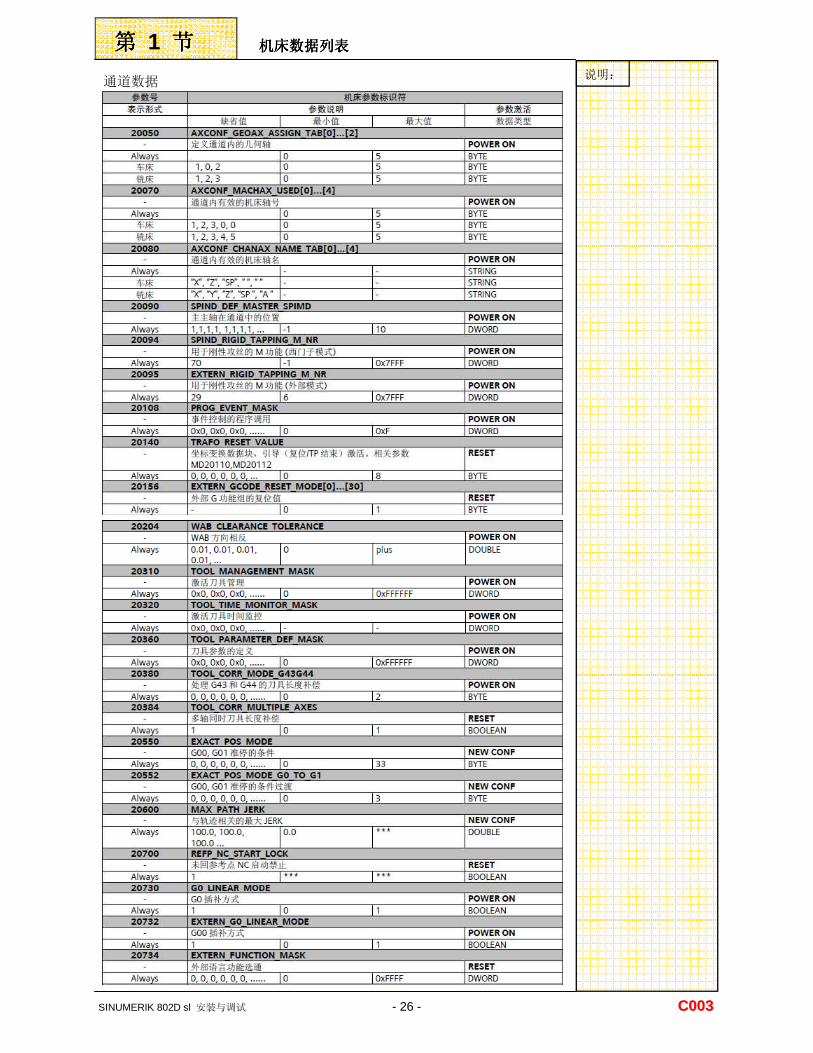
通道数据 说明:
SINUMERIK 802D sl 安装与调试 - 26 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 27 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 28 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 29 - CC000033
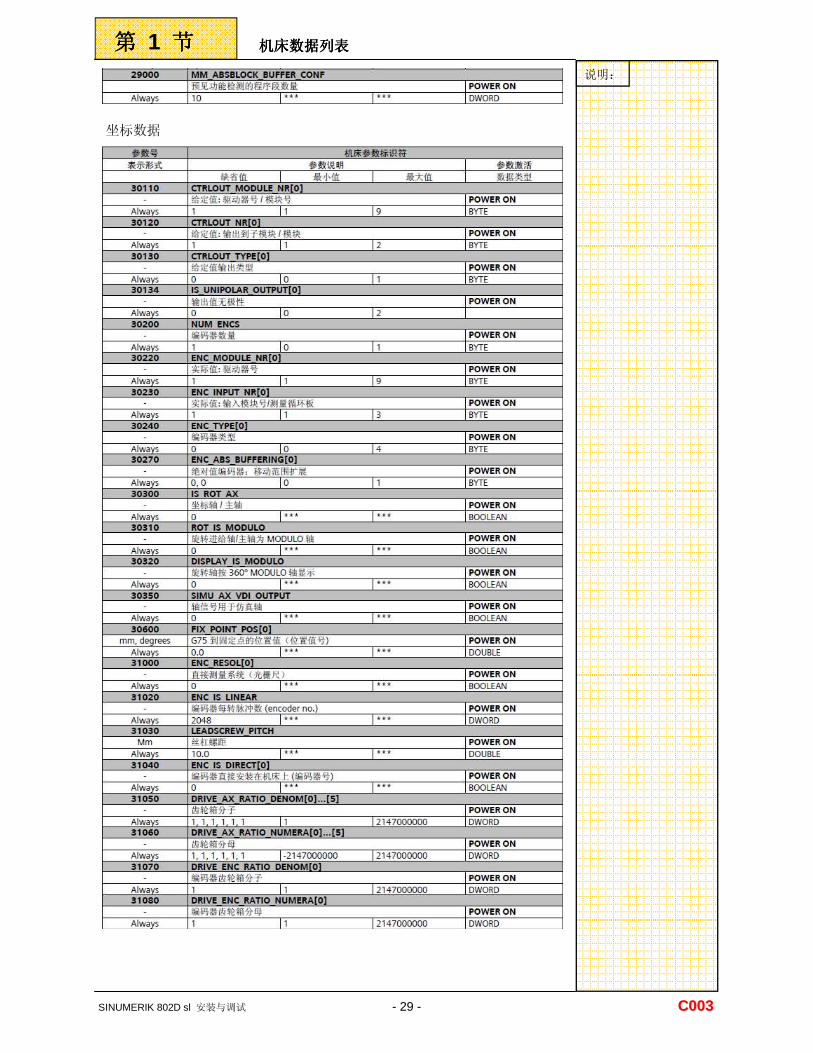
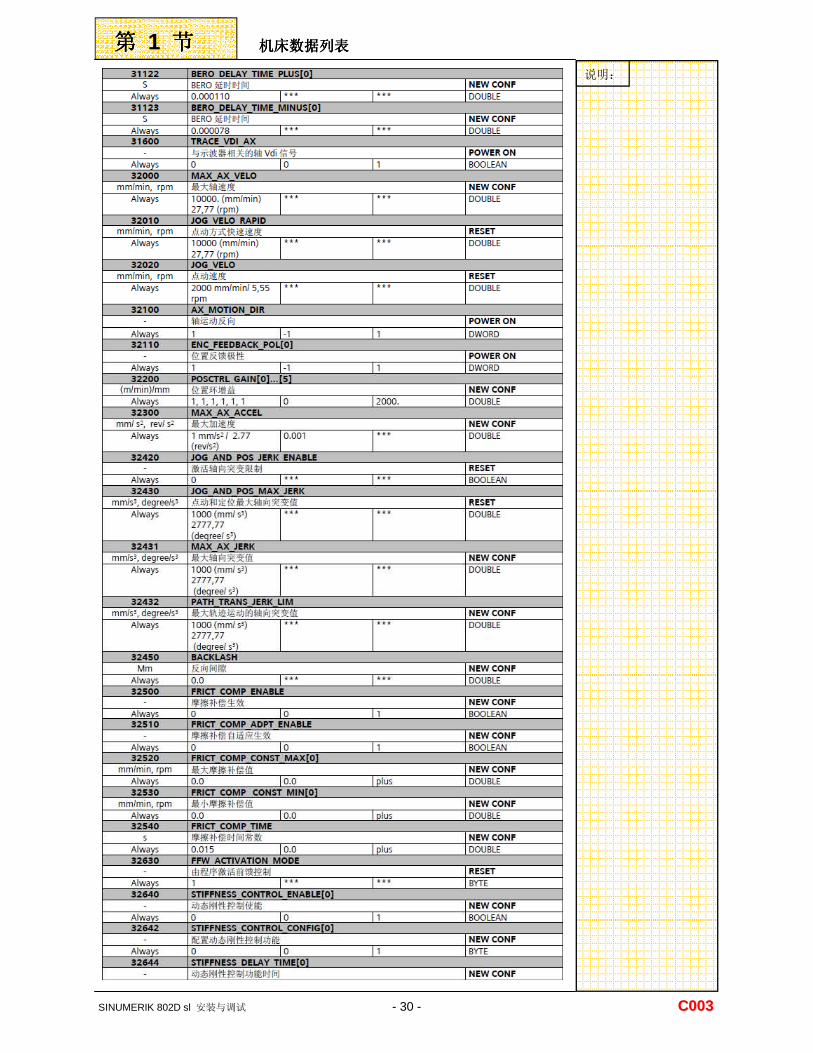
坐标数据
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 30 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 31 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 32 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 33 - CC000033
机床数据列表机床数据列表机床数据列表机床数据列表 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 34 - CC000033
创建创建创建创建 PLC 程程程程序序序序 C013
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何创建一个新的 PLC 程序。
本章概述本章概述本章概述本章概述:::: 通过编程软件 programming tool PLC802 去创建一个 PLC 程序。
创建一个 PLC 程序
本章内容本章内容本章内容本章内容::::
创建一个 PLC 程序 第 1 节
SINUMERIK 802D sl 安装与调试 - 35 - CC001133
创建一个创建一个创建一个创建一个 PLC 程序程序程序程序 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 36 - CC001133
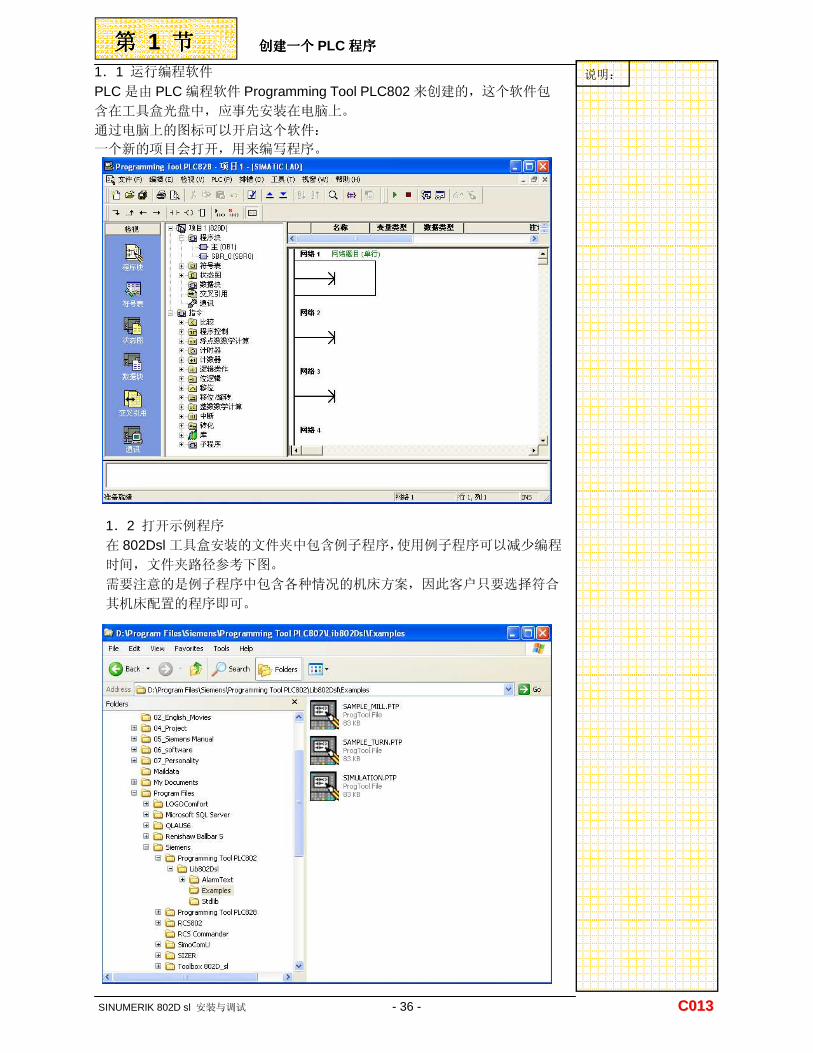
1.1 运行编程软件 PLC 是由 PLC 编程软件 Programming Tool PLC802 来创建的,这个软件包
含在工具盒光盘中,应事先安装在电脑上。 通过电脑上的图标可以开启这个软件: 一个新的项目会打开,用来编写程序。
1.2 打开示例程序 在 802Dsl 工具盒安装的文件夹中包含例子程序,使用例子程序可以减少编程
时间,文件夹路径参考下图。 需要注意的是例子程序中包含各种情况的机床方案,因此客户只要选择符合
其机床配置的程序即可。
创建一个创建一个创建一个创建一个 PLC 程序程序程序程序 第第第第 1 节节节节
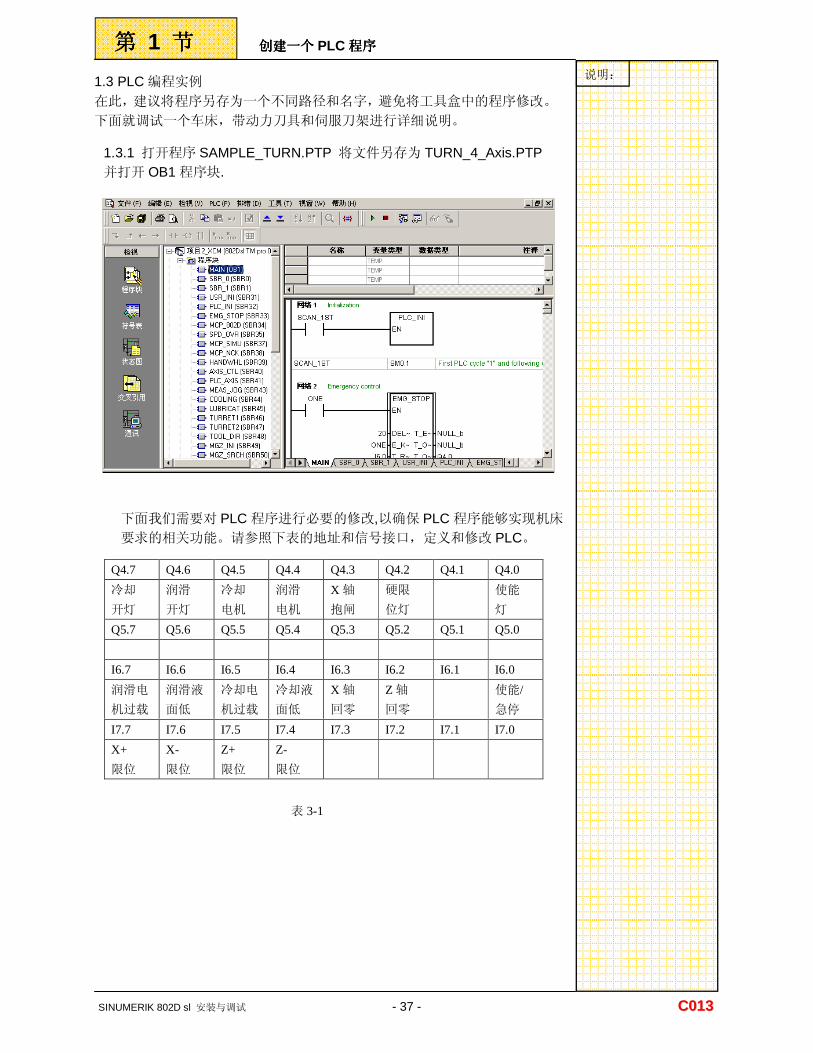
1.3 PLC 编程实例 在此,建议将程序另存为一个不同路径和名字,避免将工具盒中的程序修改。 下面就调试一个车床,带动力刀具和伺服刀架进行详细说明。
说明:
SINUMERIK 802D sl 安装与调试 - 37 - CC001133
下面我们需要对 PLC 程序进行必要的修改,以确保 PLC 程序能够实现机床 要求的相关功能。请参照下表的地址和信号接口,定义和修改 PLC。
1.3.1 打开程序 SAMPLE_TURN.PTP 将文件另存为 TURN_4_Axis.PTP 并打开 OB1 程序块.
Q4.7 Q4.6 Q4.5 Q4.4 Q4.3 Q4.2 Q4.1 Q4.0
冷却
开灯
润滑
开灯
冷却
电机
润滑
电机
X 轴
抱闸
硬限
位灯
使能
灯
Q5.7 Q5.6 Q5.5 Q5.4 Q5.3 Q5.2 Q5.1 Q5.0
I6.7 I6.6 I6.5 I6.4 I6.3 I6.2 I6.1 I6.0
润滑电
机过载
润滑液
面低
冷却电
机过载
冷却液
面低
X 轴
回零
Z 轴
回零
使能/
急停
I7.7 I7.6 I7.5 I7.4 I7.3 I7.2 I7.1 I7.0
X+
限位
X-
限位
Z+
限位
Z-
限位
表 3-1
创建一个创建一个创建一个创建一个 PLC 程序程序程序程序 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 38 - CC00111133
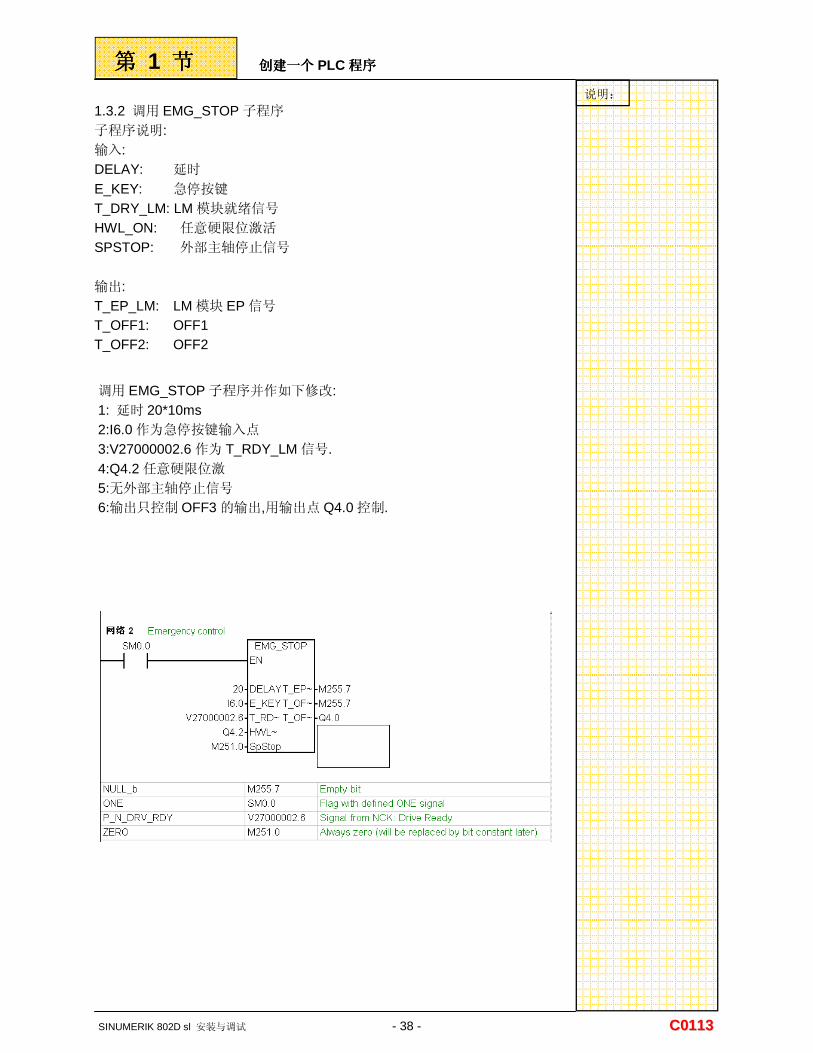
1.3.2 调用 EMG_STOP 子程序 子程序说明: 输入: DELAY: 延时 E_KEY: 急停按键 T_DRY_LM: LM 模块就绪信号 HWL_ON: 任意硬限位激活 SPSTOP: 外部主轴停止信号 输出: T_EP_LM: LM 模块 EP 信号 T_OFF1: OFF1 T_OFF2: OFF2
调用 EMG_STOP 子程序并作如下修改: 1: 延时 20*10ms 2:I6.0 作为急停按键输入点 3:V27000002.6 作为 T_RDY_LM 信号. 4:Q4.2 任意硬限位激 5:无外部主轴停止信号 6:输出只控制 OFF3 的输出,用输出点 Q4.0 控制.
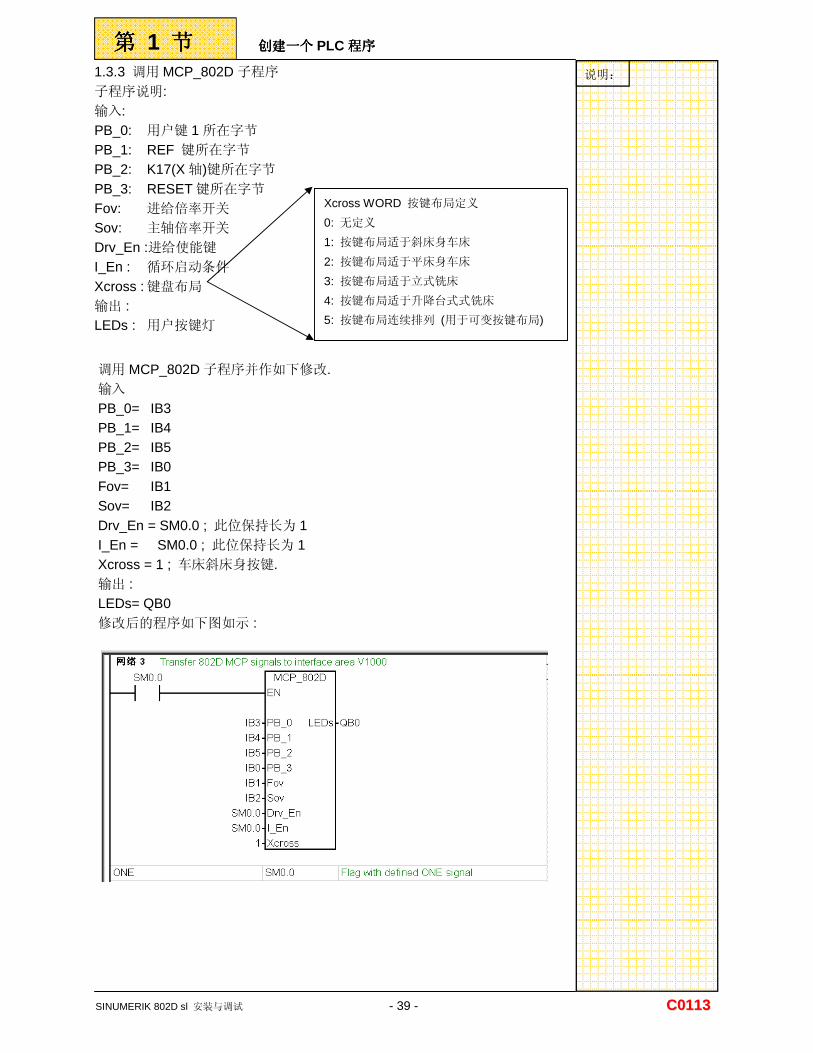
说明: 1.3.3 调用 MCP_802D 子程序 子程序说明: 输入: PB_0: 用户键 1 所在字节 PB_1: REF 键所在字节 PB_2: K17(X 轴)键所在字节 PB_3: RESET 键所在字节 Fov: 进给倍率开关 Sov: 主轴倍率开关 Drv_En :进给使能键 I_En : 循环启动条件 Xcross : 键盘布局 输出 : LEDs : 用户按键灯
调用 MCP_802D 子程序并作如下修改. 输入 PB_0= IB3 PB_1= IB4 PB_2= IB5 PB_3= IB0 Fov= IB1 Sov= IB2 Drv_En = SM0.0 ; 此位保持长为 1 I_En = SM0.0 ; 此位保持长为 1 Xcross = 1 ; 车床斜床身按键. 输出 : LEDs= QB0 修改后的程序如下图如示 :
Xcross WORD 按键布局定义
0: 无定义
1: 按键布局适于斜床身车床
2: 按键布局适于平床身车床
3: 按键布局适于立式铣床
4: 按键布局适于升降台式式铣床
5: 按键布局连续排列 (用于可变按键布局)
SINUMERIK 802D sl 安装与调试 - 39 - CC00111133
创建一个创建一个创建一个创建一个 PLC 程序程序程序程序 第第第第 1 节节节节
创建一个创建一个创建一个创建一个 PLC 程序程序程序程序 第第第第 1 节节节节
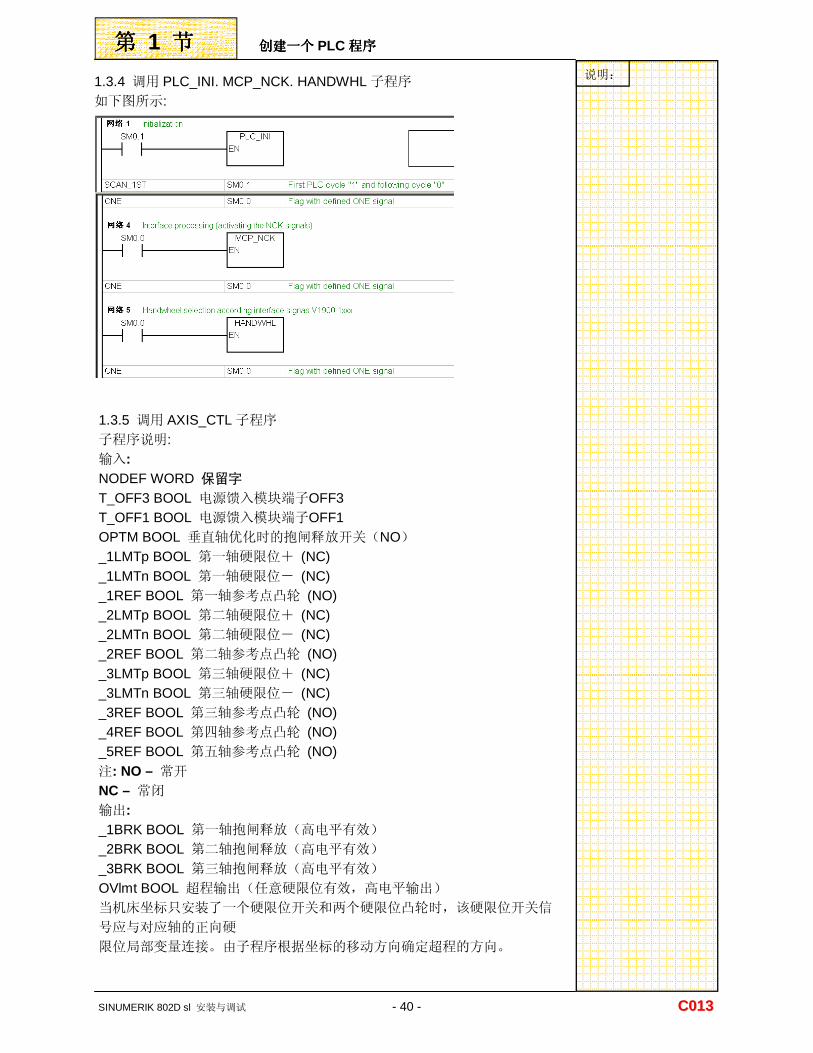
1.3.4 调用 PLC_INI. MCP_NCK. HANDWHL 子程序 如下图所示:
说明:
SINUMERIK 802D sl 安装与调试 - 40 - CC001133
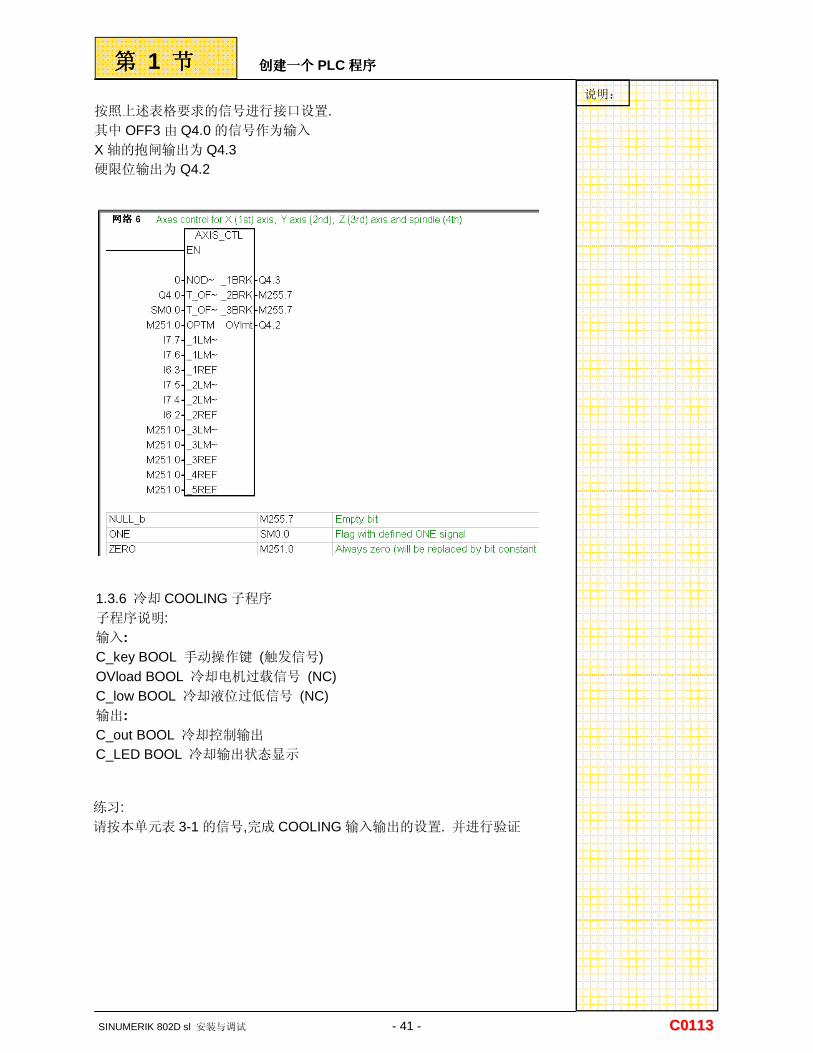
1.3.5 调用 AXIS_CTL 子程序 子程序说明: 输入: NODEF WORD 保留字 T_OFF3 BOOL 电源馈入模块端子OFF3 T_OFF1 BOOL 电源馈入模块端子OFF1 OPTM BOOL 垂直轴优化时的抱闸释放开关(NO) _1LMTp BOOL 第一轴硬限位+ (NC) _1LMTn BOOL 第一轴硬限位- (NC) _1REF BOOL 第一轴参考点凸轮 (NO) _2LMTp BOOL 第二轴硬限位+ (NC) _2LMTn BOOL 第二轴硬限位- (NC) _2REF BOOL 第二轴参考点凸轮 (NO) _3LMTp BOOL 第三轴硬限位+ (NC) _3LMTn BOOL 第三轴硬限位- (NC) _3REF BOOL 第三轴参考点凸轮 (NO) _4REF BOOL 第四轴参考点凸轮 (NO) _5REF BOOL 第五轴参考点凸轮 (NO) 注: NO – 常开 NC – 常闭 输出: _1BRK BOOL 第一轴抱闸释放(高电平有效) _2BRK BOOL 第二轴抱闸释放(高电平有效) _3BRK BOOL 第三轴抱闸释放(高电平有效) OVlmt BOOL 超程输出(任意硬限位有效,高电平输出) 当机床坐标只安装了一个硬限位开关和两个硬限位凸轮时,该硬限位开关信
号应与对应轴的正向硬 限位局部变量连接。由子程序根据坐标的移动方向确定超程的方向。
创建一个创建一个创建一个创建一个 PLC 程序程序程序程序 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 41 - CC00111133
按照上述表格要求的信号进行接口设置. 其中 OFF3 由 Q4.0 的信号作为输入 X 轴的抱闸输出为 Q4.3 硬限位输出为 Q4.2
1.3.6 冷却 COOLING 子程序 子程序说明: 输入: C_key BOOL 手动操作键 (触发信号) OVload BOOL 冷却电机过载信号 (NC) C_low BOOL 冷却液位过低信号 (NC) 输出: C_out BOOL 冷却控制输出 C_LED BOOL 冷却输出状态显示
练习: 请按本单元表 3-1 的信号,完成 COOLING 输入输出的设置. 并进行验证
创建一个创建一个创建一个创建一个 PLC 程序程序程序程序 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 42 - CC00111133
1.3.7 调用润滑 LUBRICAT 子程序 输入: Lintv WORD 润滑时间间隔 (单位: 1 min) Ltime WORD 润滑时间 (单位: 0.01s,最大 327.67s) L_key BOOL 手动润滑按键 (触发信号) L1st BOOL 定义第一个PLC 周期启动一次润滑(在上电时) Ovload BOOL 润滑电机过载 L_low BOOL 润滑液位过低 输出: L_out BOOL 润滑控制输出 L_LED BOOL 输出状态指示
练习: 请按本单元表 3-1的信号,完成 LUBRICAT输入输出的设置. 并设置润滑时间
长为 5S 每 60MIN 润滑一次. 提示:可以用机床数据 14510 来设定润滑的时间和间隔. 14510[24]对应的接口信号为 VW45000048 14510[25]对应的接口信号为 VW45000050 PLC 第一个周期为 1 的信号是 SM0.1
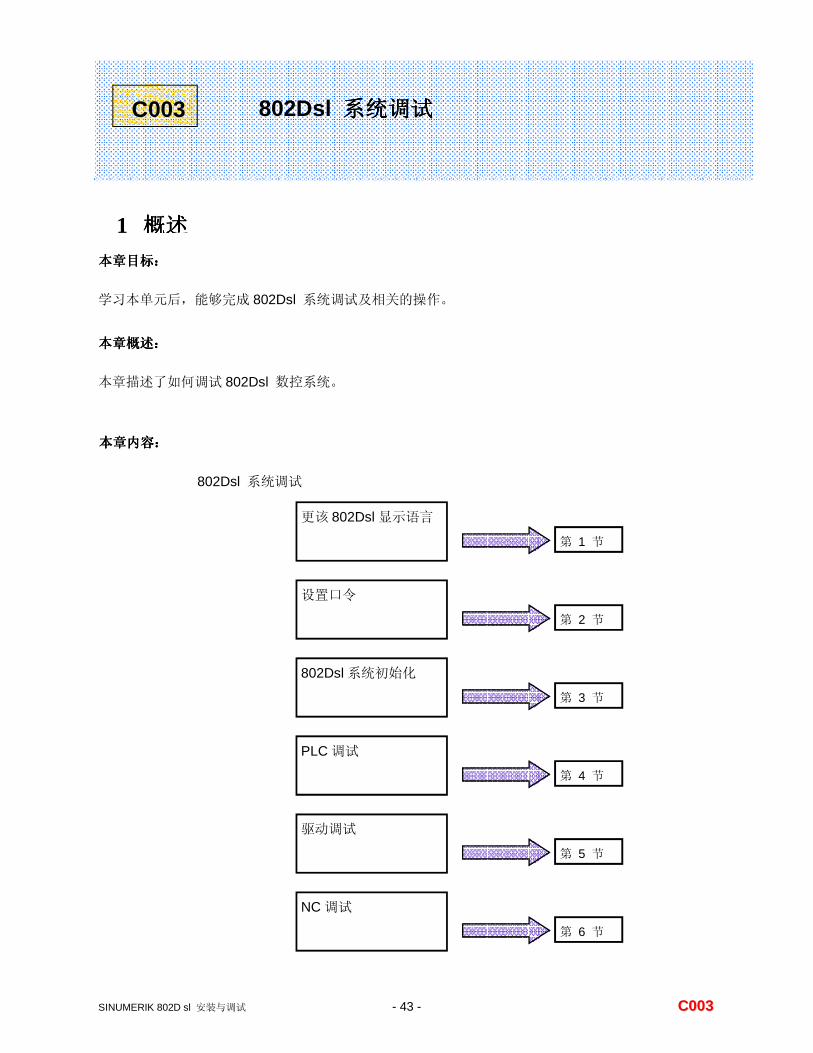
802Dsl 系统调试系统调试系统调试系统调试 C003
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,能够完成 802Dsl 系统调试及相关的操作。
本章概述本章概述本章概述本章概述:::: 本章描述了如何调试 802Dsl 数控系统。
802Dsl 系统调试
本章内容本章内容本章内容本章内容::::
更该 802Dsl 显示语言
第 1 节
SINUMERIK 802D sl 安装与调试 - 43 - CC000033
设置口令
第 2 节
802Dsl 系统初始化
第 3 节
PLC 调试
第 4 节
驱动调试
第 5 节
NC 调试
第 6 节
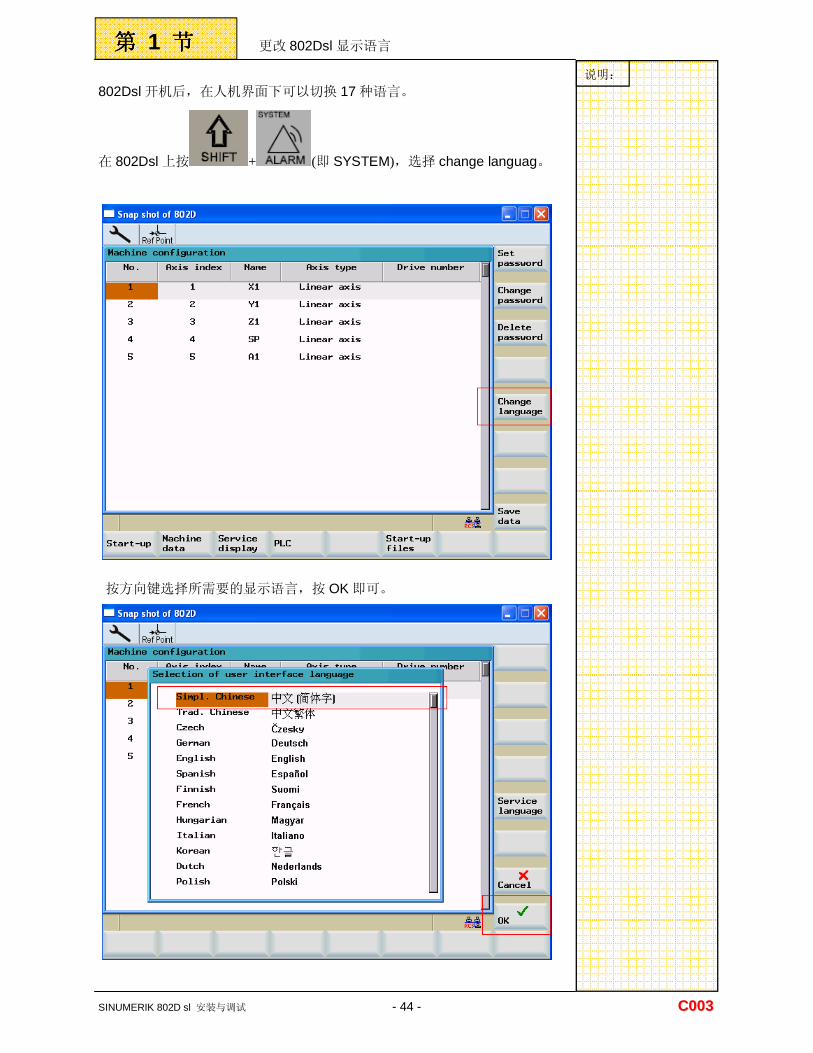
更改 802Dsl 显示语言 第第第第 1 节节节节
802Dsl 开机后,在人机界面下可以切换 17 种语言。
在 802Dsl 上按 + (即 SYSTEM),选择 change languag。
说明:
SINUMERIK 802D sl 安装与调试 - 44 - CC000033
按方向键选择所需要的显示语言,按 OK 即可。
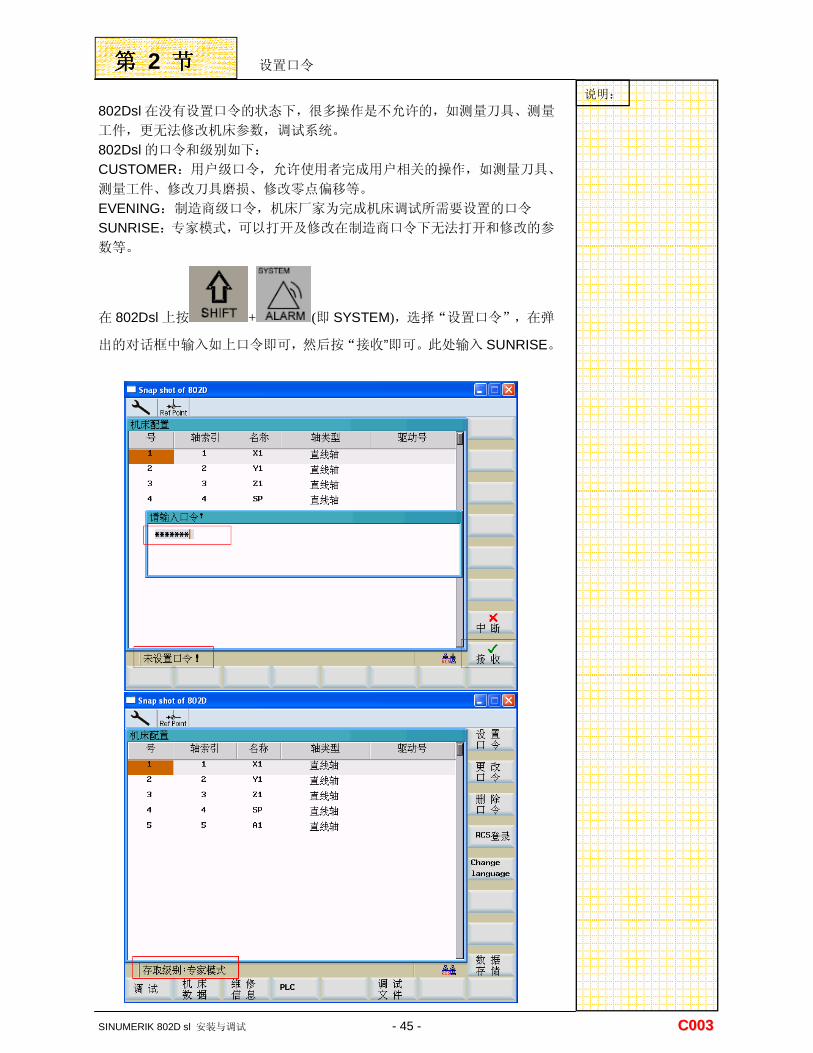
设置口令 第第第第 2 节节节节
802Dsl 在没有设置口令的状态下,很多操作是不允许的,如测量刀具、测量
工件,更无法修改机床参数,调试系统。 802Dsl 的口令和级别如下: CUSTOMER:用户级口令,允许使用者完成用户相关的操作,如测量刀具、
测量工件、修改刀具磨损、修改零点偏移等。 EVENING:制造商级口令,机床厂家为完成机床调试所需要设置的口令 SUNRISE:专家模式,可以打开及修改在制造商口令下无法打开和修改的参
数等。
在 802Dsl 上按 + (即 SYSTEM),选择“设置口令”,在弹
出的对话框中输入如上口令即可,然后按“接收”即可。此处输入 SUNRISE。
说明:
SINUMERIK 802D sl 安装与调试 - 45 - CC000033
802Dsl 系统初始化 第第第第 3 节节节节
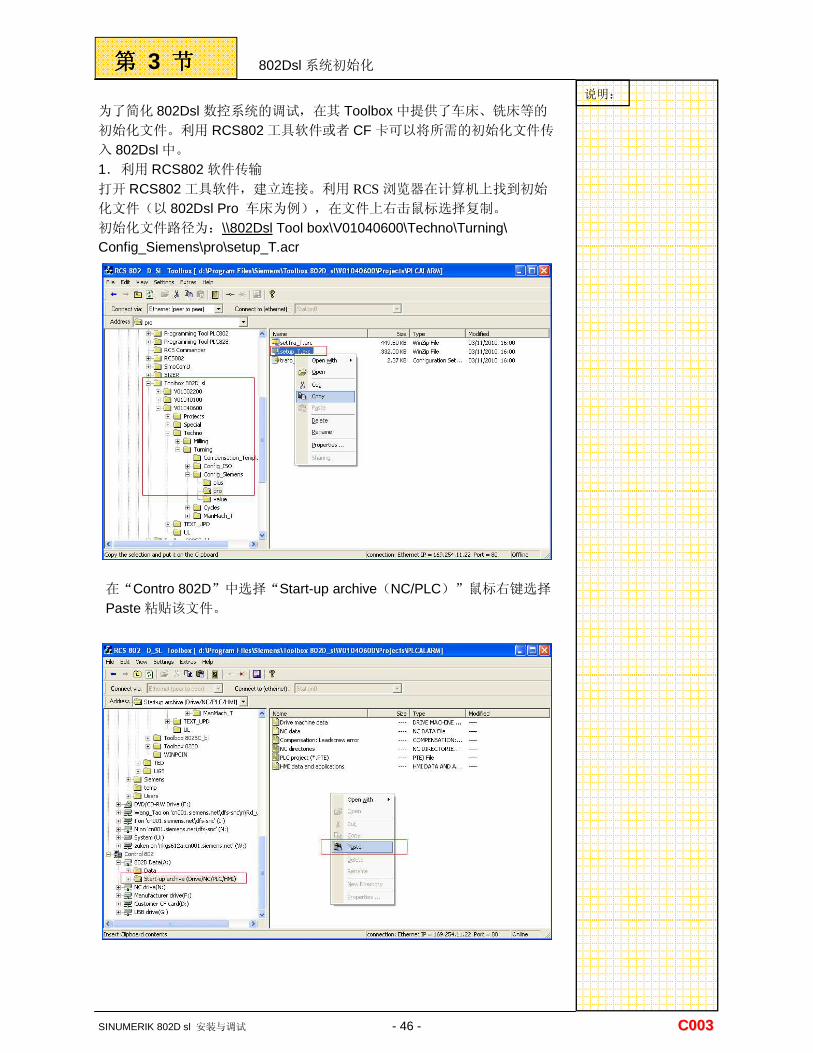
为了简化 802Dsl 数控系统的调试,在其 Toolbox 中提供了车床、铣床等的
初始化文件。利用 RCS802 工具软件或者 CF 卡可以将所需的初始化文件传
入 802Dsl 中。
1. 利用 RCS802 软件传输
打开 RCS802 工具软件,建立连接。利用 RCS浏览器在计算机上找到初始
化文件(以 802Dsl Pro 车床为例),在文件上右击鼠标选择复制。
初始化文件路径为:\\802Dsl Tool box\V01040600\Techno\Turning\ Config_Siemens\pro\setup_T.acr
说明:
SINUMERIK 802D sl 安装与调试 - 46 - CC000033
在“Contro 802D”中选择“Start-up archive(NC/PLC)”鼠标右键选择
Paste 粘贴该文件。
802Dsl 系统初始化 第第第第 3 节节节节
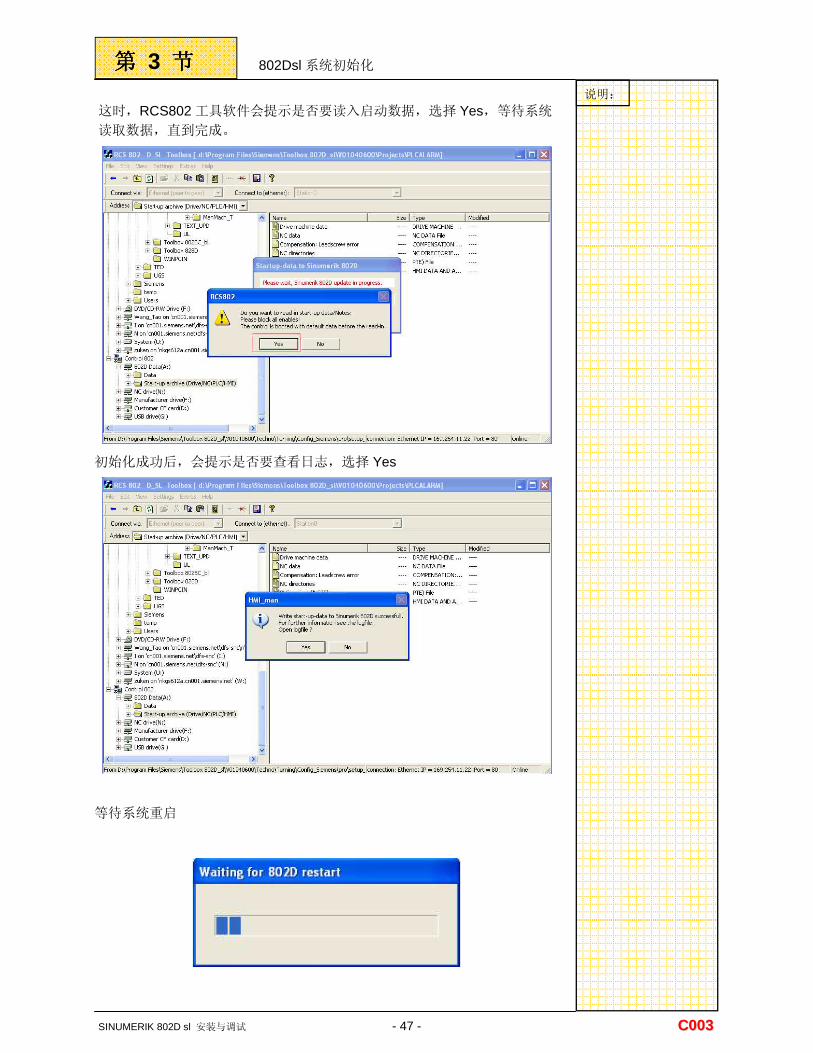
这时,RCS802 工具软件会提示是否要读入启动数据,选择 Yes,等待系统
读取数据,直到完成。
说明:
SINUMERIK 802D sl 安装与调试 - 47 - CC000033
初始化成功后,会提示是否要查看日志,选择 Yes
等待系统重启
802Dsl 系统初始化 第第第第 3 节节节节
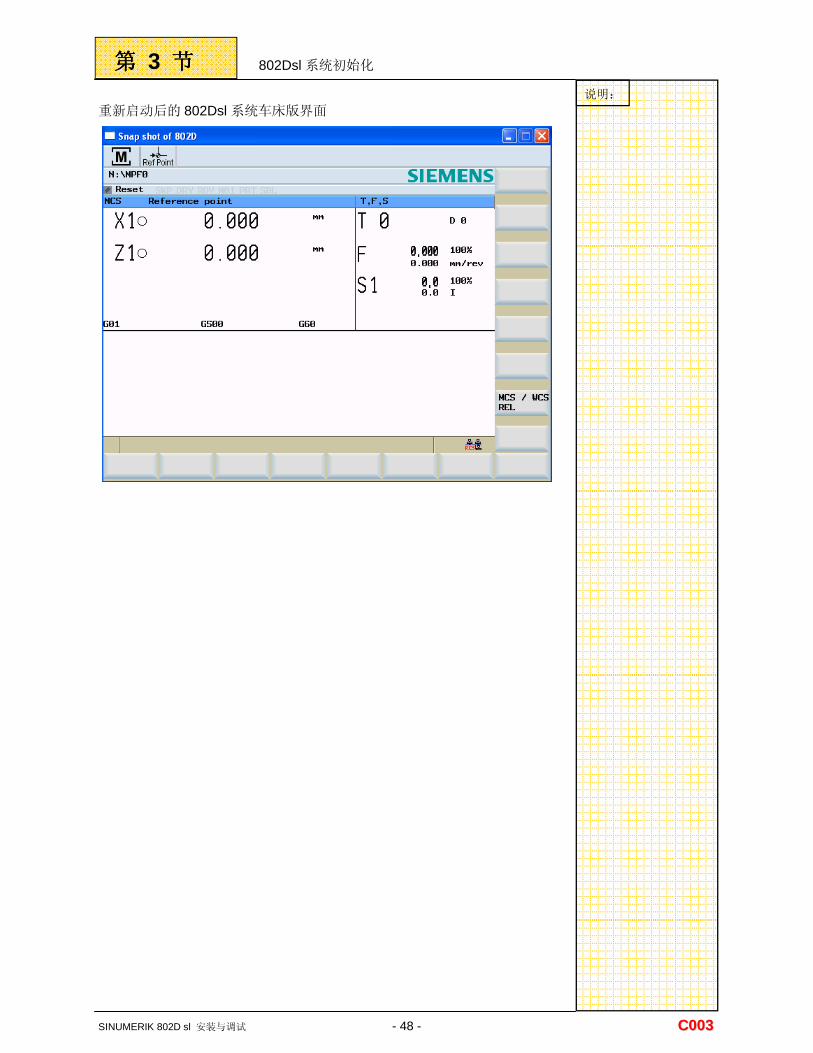
重新启动后的 802Dsl 系统车床版界面 说明:
SINUMERIK 802D sl 安装与调试 - 48 - CC000033
调试 PLC 第第第第 4 节节节节
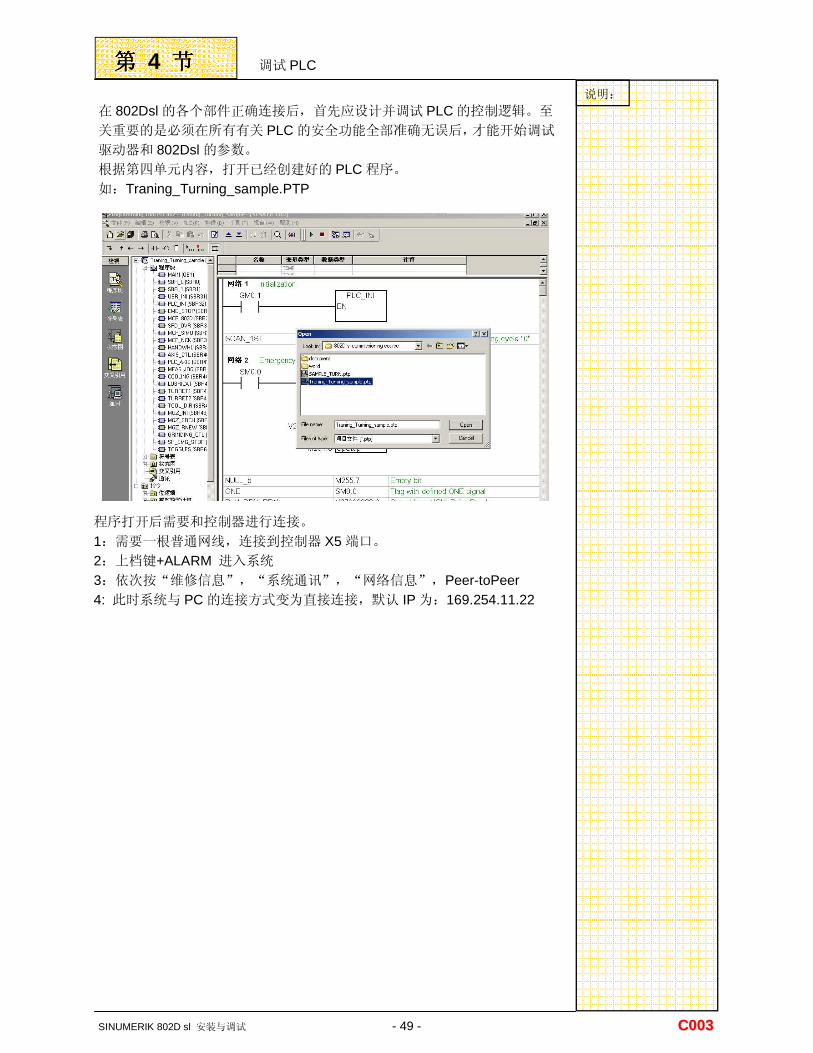
在 802Dsl 的各个部件正确连接后,首先应设计并调试 PLC 的控制逻辑。至
关重要的是必须在所有有关 PLC 的安全功能全部准确无误后,才能开始调试
驱动器和 802Dsl 的参数。 根据第四单元内容,打开已经创建好的 PLC 程序。 如:Traning_Turning_sample.PTP
说明:
SINUMERIK 802D sl 安装与调试 - 49 - CC000033
程序打开后需要和控制器进行连接。 1:需要一根普通网线,连接到控制器 X5 端口。 2:上档键+ALARM 进入系统 3:依次按“维修信息”,“系统通讯”,“网络信息”,Peer-toPeer 4: 此时系统与 PC 的连接方式变为直接连接,默认 IP 为:169.254.11.22
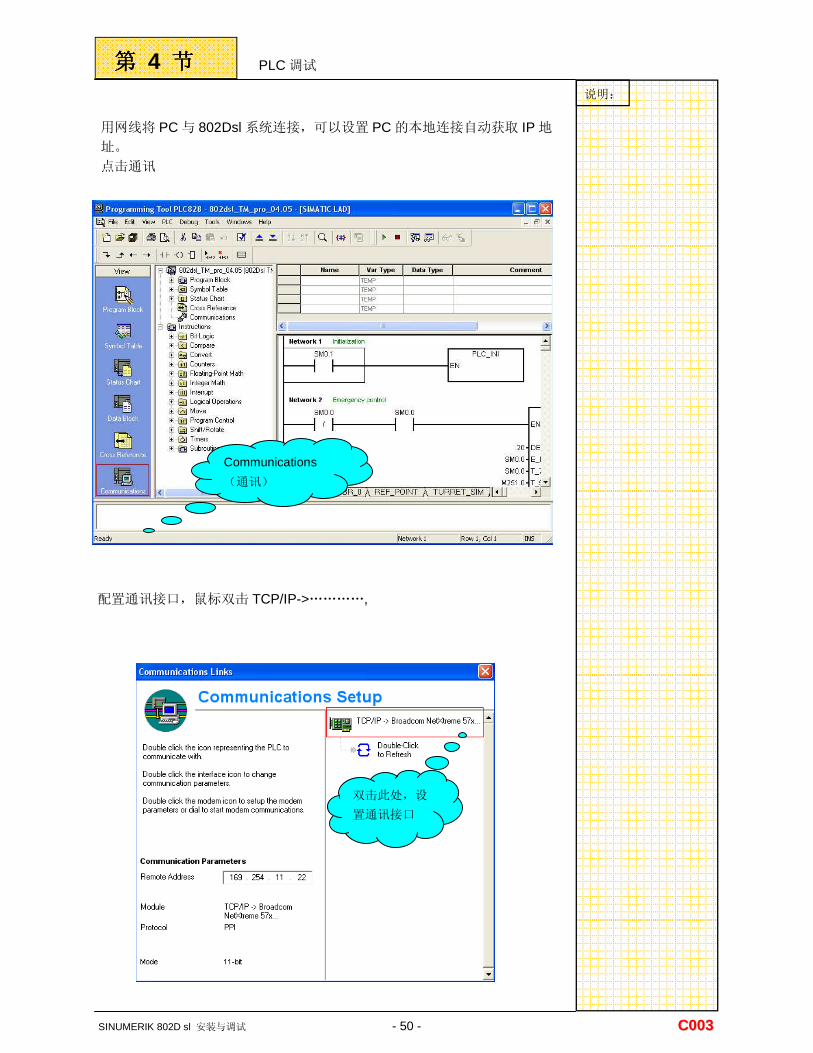
配置通讯接口,鼠标双击 TCP/IP->…………,
PLC 调试 第第第第 4 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 50 - CC000033
用网线将 PC 与 802Dsl 系统连接,可以设置 PC 的本地连接自动获取 IP 地
址。 点击通讯
Communications
(通讯)
双击此处,设
置通讯接口
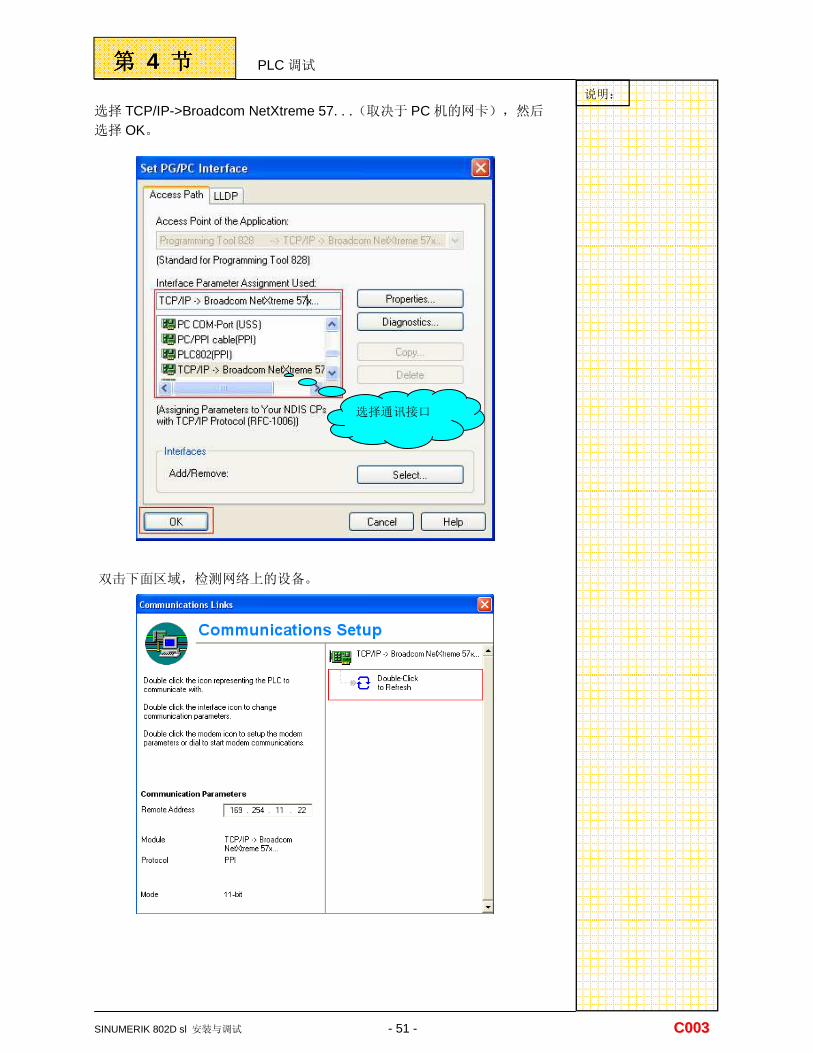
选择 TCP/IP->Broadcom NetXtreme 57. . .(取决于 PC 机的网卡),然后
选择 OK。
选择通讯接口
双击下面区域,检测网络上的设备。
说明:
PLC 调试 第第第第 4 节节节节
SINUMERIK 802D sl 安装与调试 - 51 - CC000033
PLC 调试 第第第第 4 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 52 - CC000033
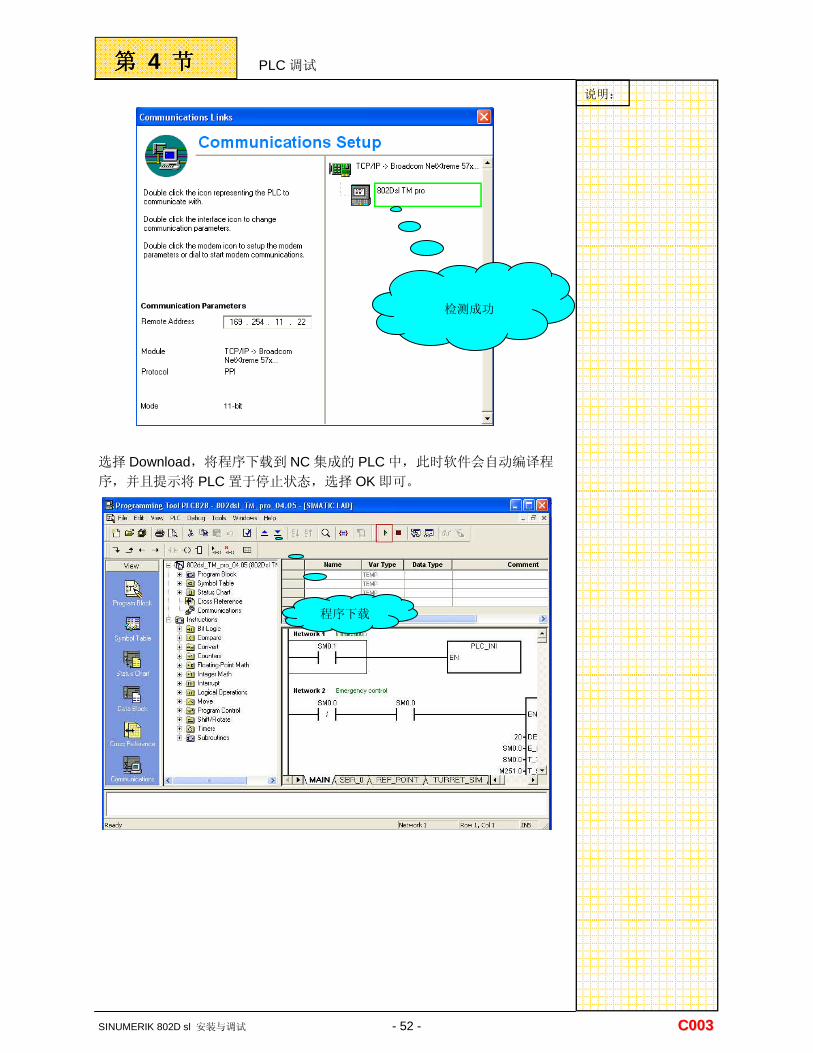
检测成功
选择 Download,将程序下载到 NC 集成的 PLC 中,此时软件会自动编译程
序,并且提示将 PLC 置于停止状态,选择 OK 即可。
程序下载
PLC 调试 第第第第 4 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 53 - CC000033
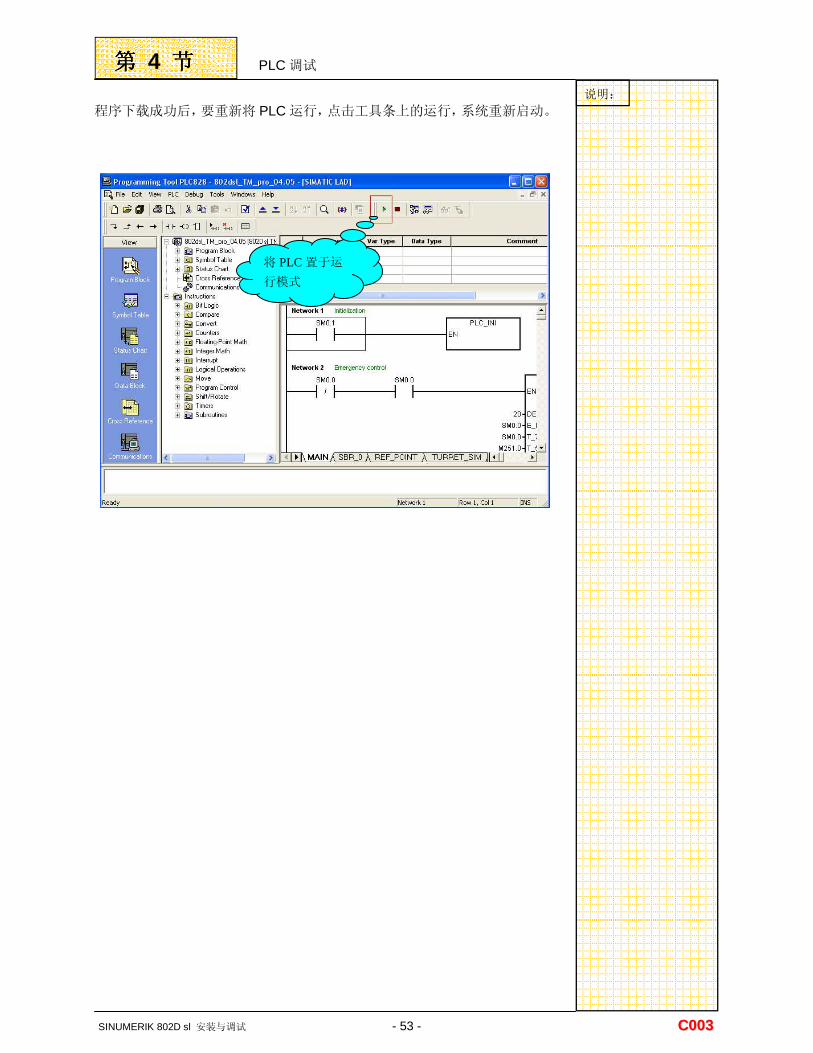
程序下载成功后,要重新将 PLC 运行,点击工具条上的运行,系统重新启动。
将 PLC置于运
行模式
驱动调试 第第第第 5 节节节节
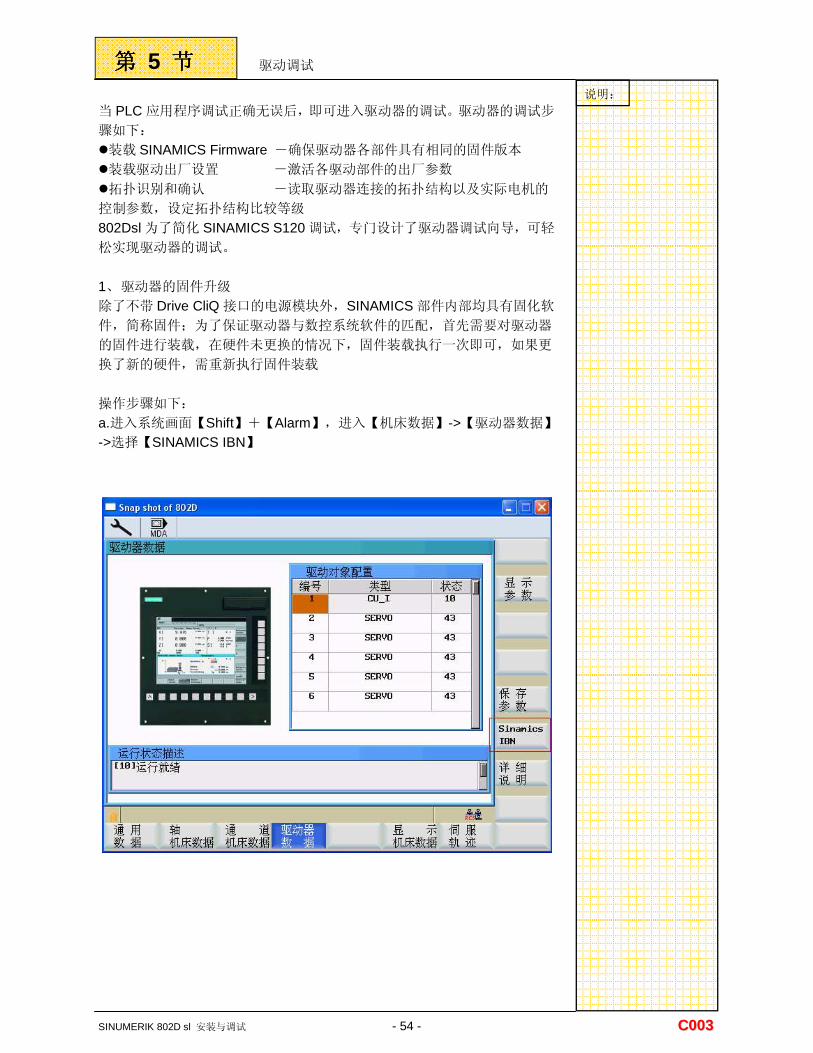
当 PLC 应用程序调试正确无误后,即可进入驱动器的调试。驱动器的调试步
骤如下: �装载 SINAMICS Firmware -确保驱动器各部件具有相同的固件版本 �装载驱动出厂设置 -激活各驱动部件的出厂参数 �拓扑识别和确认 -读取驱动器连接的拓扑结构以及实际电机的
控制参数,设定拓扑结构比较等级
802Dsl 为了简化 SINAMICS S120 调试,专门设计了驱动器调试向导,可轻
松实现驱动器的调试。 1、 驱动器的固件升级 除了不带 Drive CliQ 接口的电源模块外,SINAMICS 部件内部均具有固化软
件,简称固件;为了保证驱动器与数控系统软件的匹配,首先需要对驱动器
的固件进行装载,在硬件未更换的情况下,固件装载执行一次即可,如果更
换了新的硬件,需重新执行固件装载 操作步骤如下: a.进入系统画面【Shift】+【Alarm】,进入【机床数据】->【驱动器数据】
->选择【SINAMICS IBN】
说明:
SINUMERIK 802D sl 安装与调试 - 54 - CC000033
驱动调试 第第第第 5 节节节节
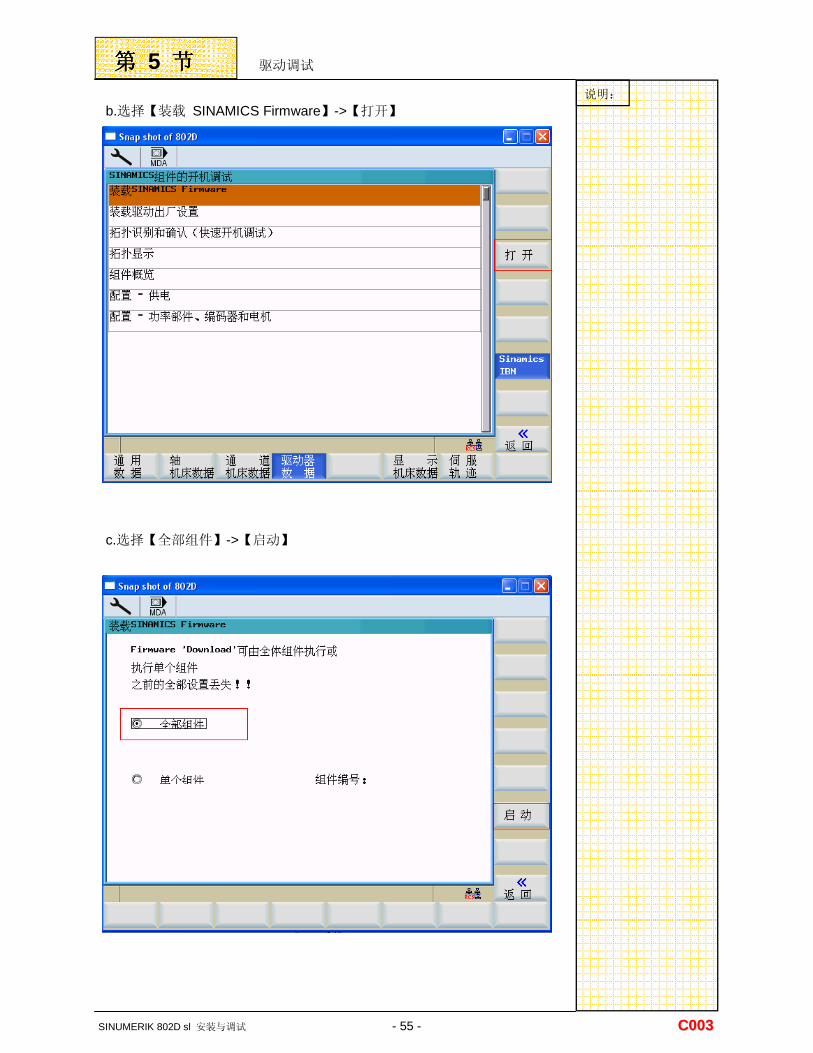
b.选择【装载 SINAMICS Firmware】->【打开】 说明:
SINUMERIK 802D sl 安装与调试 - 55 - CC000033
c.选择【全部组件】->【启动】
驱动调试 第第第第 5 节节节节
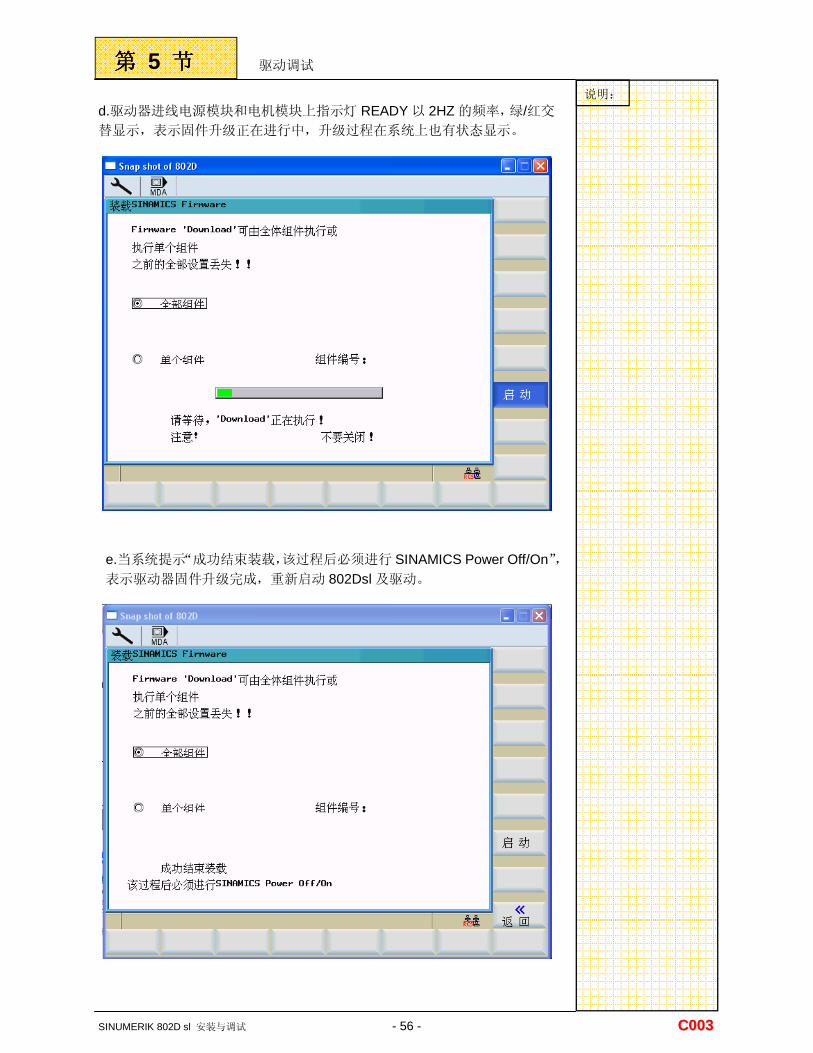
d.驱动器进线电源模块和电机模块上指示灯 READY 以 2HZ 的频率,绿/红交
替显示,表示固件升级正在进行中,升级过程在系统上也有状态显示。
说明:
SINUMERIK 802D sl 安装与调试 - 56 - CC000033
e.当系统提示“成功结束装载,该过程后必须进行 SINAMICS Power Off/On”,表示驱动器固件升级完成,重新启动 802Dsl 及驱动。
驱动调试 第第第第 5 节节节节
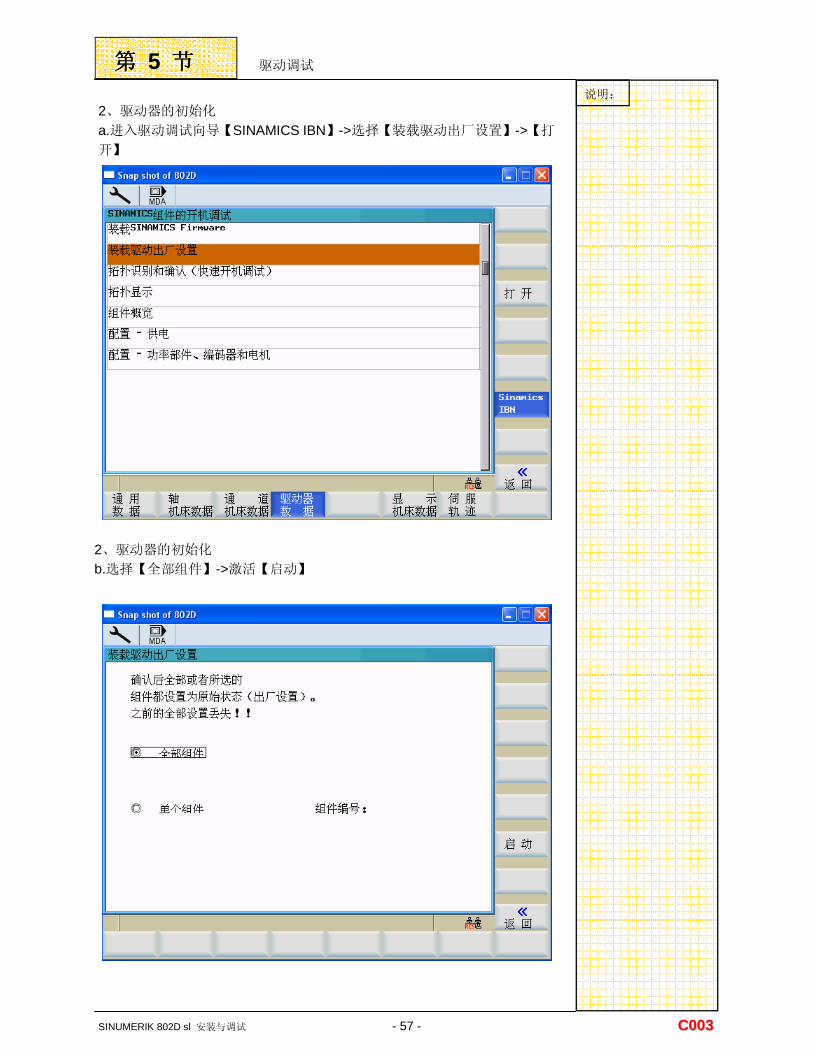
2、驱动器的初始化 a.进入驱动调试向导【SINAMICS IBN】->选择【装载驱动出厂设置】->【打
开】
说明:
SINUMERIK 802D sl 安装与调试 - 57 - CC000033
2、驱动器的初始化 b.选择【全部组件】->激活【启动】
驱动调试 第第第第 5 节节节节
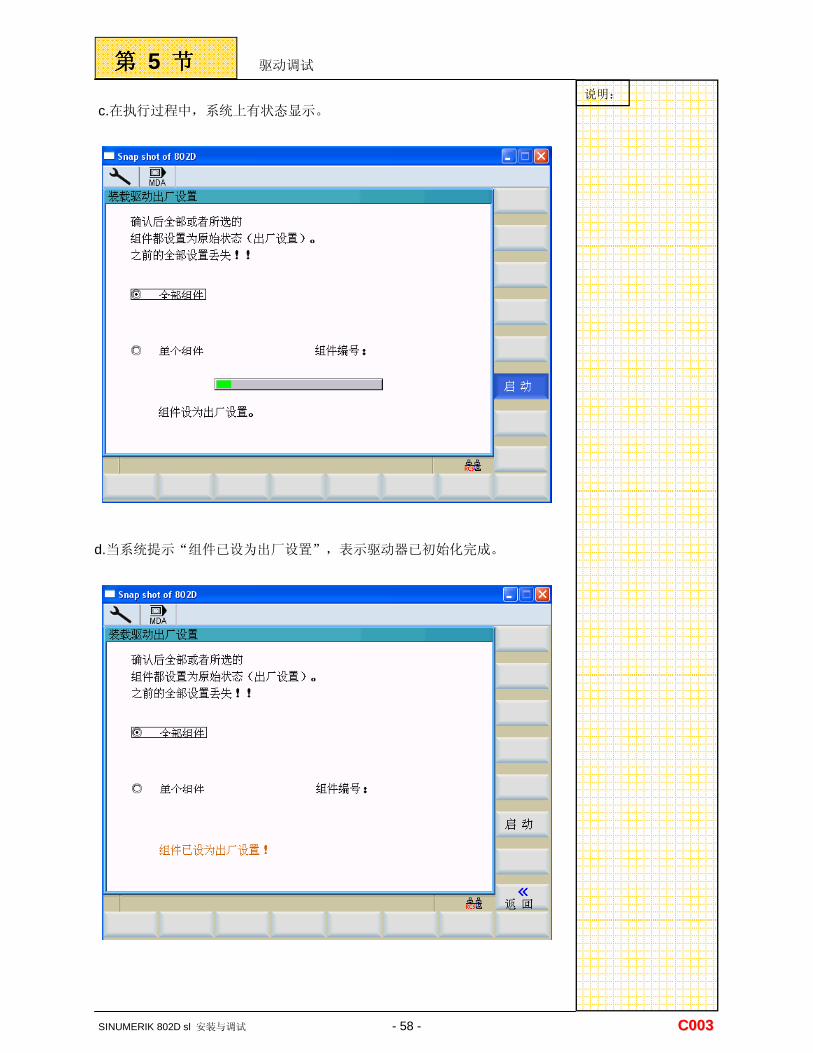
c.在执行过程中,系统上有状态显示。 说明:
SINUMERIK 802D sl 安装与调试 - 58 - CC000033
d.当系统提示“组件已设为出厂设置”,表示驱动器已初始化完成。
驱动调试 第第第第 5 节节节节
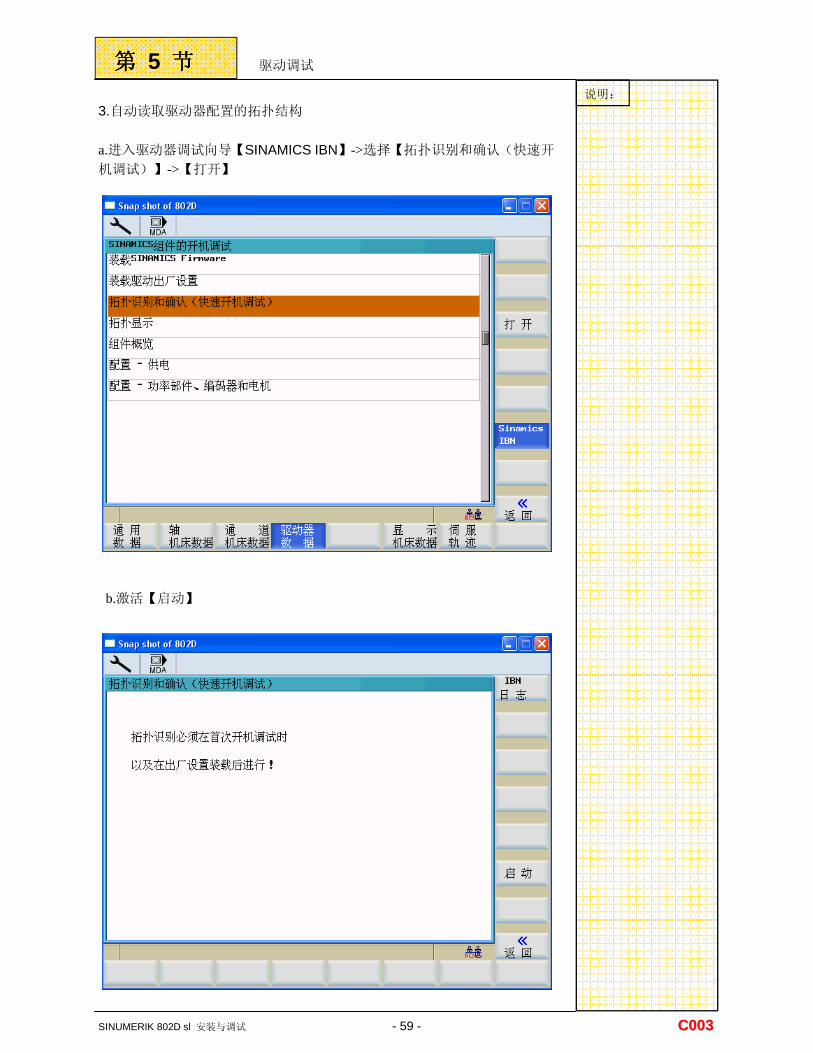
3.自动读取驱动器配置的拓扑结构
a.进入驱动器调试向导【SINAMICS IBN】->选择【拓扑识别和确认(快速开
机调试)】->【打开】
说明:
SINUMERIK 802D sl 安装与调试 - 59 - CC000033
b.激活【启动】
驱动调试 第第第第 5 节节节节
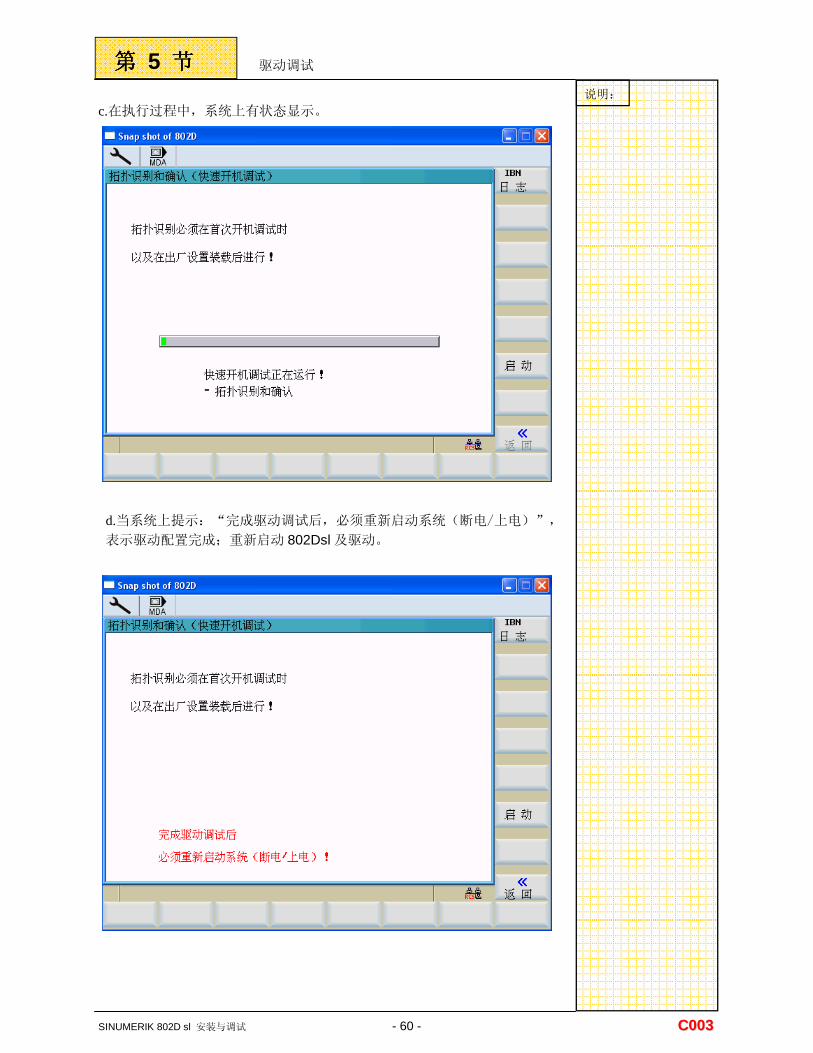
c.在执行过程中,系统上有状态显示。 说明:
SINUMERIK 802D sl 安装与调试 - 60 - CC000033
d.当系统上提示:“完成驱动调试后,必须重新启动系统(断电/上电)”,
表示驱动配置完成;重新启动 802Dsl 及驱动。
驱动调试 第第第第 5 节节节节
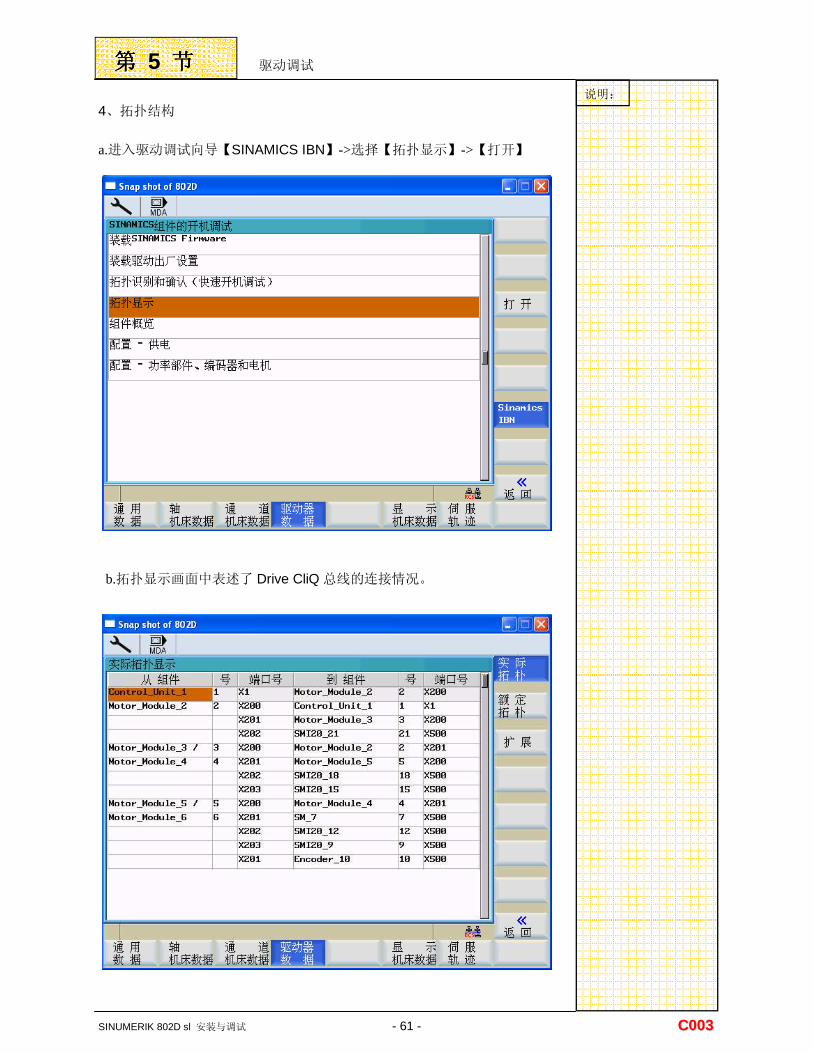
4、拓扑结构
a.进入驱动调试向导【SINAMICS IBN】->选择【拓扑显示】->【打开】
说明:
SINUMERIK 802D sl 安装与调试 - 61 - CC000033
b.拓扑显示画面中表述了 Drive CliQ 总线的连接情况。
NC 调试 第第第第 6 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 62 - CC000033
NC调试必须在制造商口令(“EVENING”)或更高级口令下进行。
NC参数生效条件:
PO -上电生效(Power On)
RE -复位生效(Reset)
CF -刷新键生效(ConFig)
IM -立即生效(IMmediate)
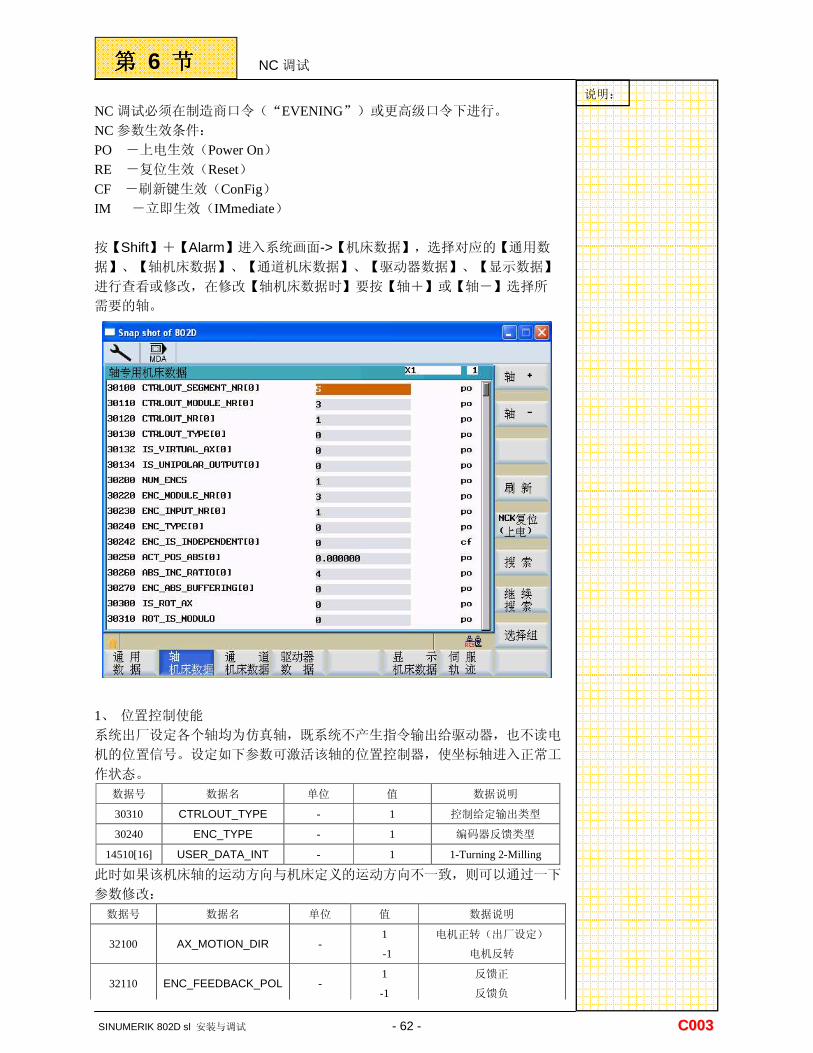
按【Shift】+【Alarm】进入系统画面->【机床数据】,选择对应的【通用数
据】、【轴机床数据】、【通道机床数据】、【驱动器数据】、【显示数据】
进行查看或修改,在修改【轴机床数据时】要按【轴+】或【轴-】选择所
需要的轴。
1、 位置控制使能
系统出厂设定各个轴均为仿真轴,既系统不产生指令输出给驱动器,也不读电
机的位置信号。设定如下参数可激活该轴的位置控制器,使坐标轴进入正常工
作状态。 数据号 数据名 单位 值 数据说明
30310 CTRLOUT_TYPE - 1 控制给定输出类型
30240 ENC_TYPE - 1 编码器反馈类型
14510[16] USER_DATA_INT - 1 1-Turning 2-Milling
此时如果该机床轴的运动方向与机床定义的运动方向不一致,则可以通过一下
参数修改:
数据号 数据名 单位 值 数据说明
32100 AX_MOTION_DIR - 1
-1
电机正转(出厂设定)
电机反转
32110 ENC_FEEDBACK_POL - 1
-1
反馈正
反馈负
NC 调试 第第第第 6 节节节节
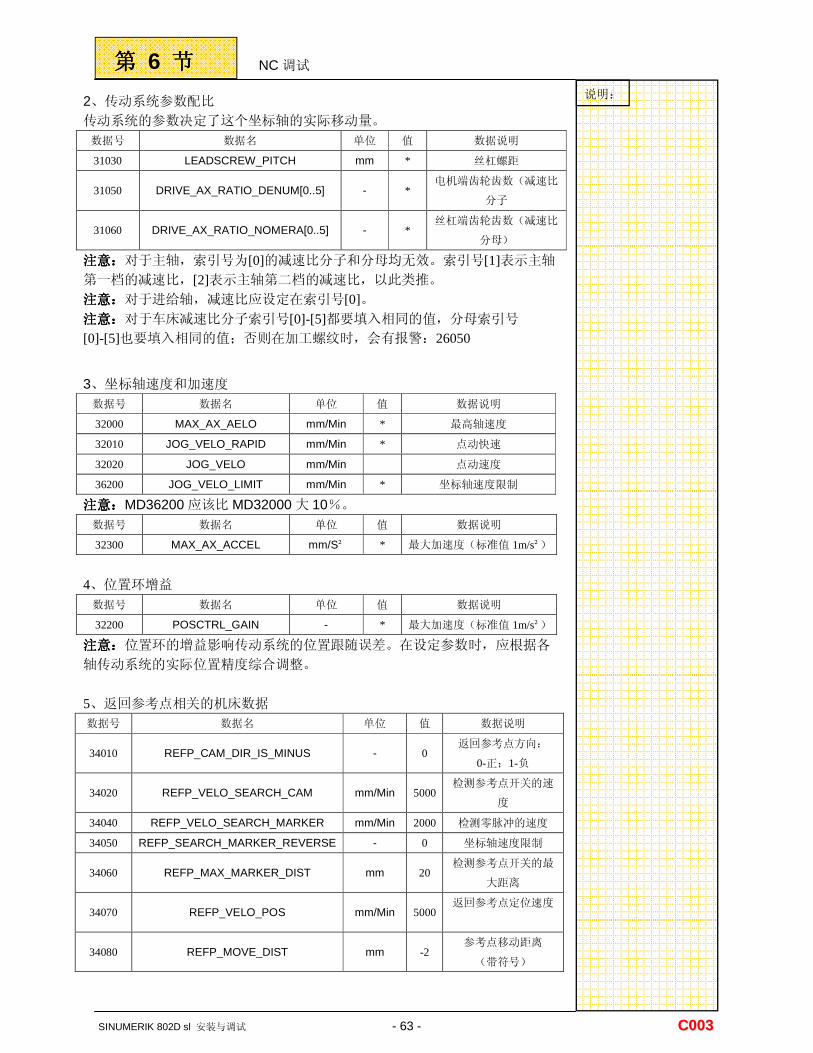
2、传动系统参数配比 传动系统的参数决定了这个坐标轴的实际移动量。 数据号 数据名 单位 值 数据说明
31030 LEADSCREW_PITCH mm * 丝杠螺距
31050 DRIVE_AX_RATIO_DENUM[0..5] - * 电机端齿轮齿数(减速比
分子
31060 DRIVE_AX_RATIO_NOMERA[0..5] - * 丝杠端齿轮齿数(减速比
分母)
注意注意注意注意::::对于主轴,索引号为[0]的减速比分子和分母均无效。索引号[1]表示主轴
第一档的减速比,[2]表示主轴第二档的减速比,以此类推。
注意注意注意注意::::对于进给轴,减速比应设定在索引号[0]。 注意注意注意注意::::对于车床减速比分子索引号[0]-[5]都要填入相同的值,分母索引号
[0]-[5]也要填入相同的值;否则在加工螺纹时,会有报警:26050
说明:
SINUMERIK 802D sl 安装与调试 - 63 - CC000033
3、坐标轴速度和加速度 数据号 数据名 单位 值 数据说明
32000 MAX_AX_AELO mm/Min * 最高轴速度
32010 JOG_VELO_RAPID mm/Min * 点动快速
32020 JOG_VELO mm/Min 点动速度
36200 JOG_VELO_LIMIT mm/Min * 坐标轴速度限制
注意注意注意注意::::MD36200 应该比 MD32000 大 10%。 数据号 数据名 单位 值 数据说明
32300 MAX_AX_ACCEL mm/S² * 最大加速度(标准值 1m/s²)
4、位置环增益
数据号 数据名 单位 值 数据说明
32200 POSCTRL_GAIN - * 最大加速度(标准值 1m/s²)
注意注意注意注意::::位置环的增益影响传动系统的位置跟随误差。在设定参数时,应根据各
轴传动系统的实际位置精度综合调整。
5、返回参考点相关的机床数据 数据号 数据名 单位 值 数据说明
34010 REFP_CAM_DIR_IS_MINUS - 0 返回参考点方向:
0-正;1-负
34020 REFP_VELO_SEARCH_CAM mm/Min 5000 检测参考点开关的速
度
34040 REFP_VELO_SEARCH_MARKER mm/Min 2000 检测零脉冲的速度
34050 REFP_SEARCH_MARKER_REVERSE - 0 坐标轴速度限制
34060 REFP_MAX_MARKER_DIST mm 20 检测参考点开关的最
大距离
34070 REFP_VELO_POS mm/Min 5000 返回参考点定位速度
34080 REFP_MOVE_DIST mm -2 参考点移动距离
(带符号)
NC 调试 第第第第 6 节节节节
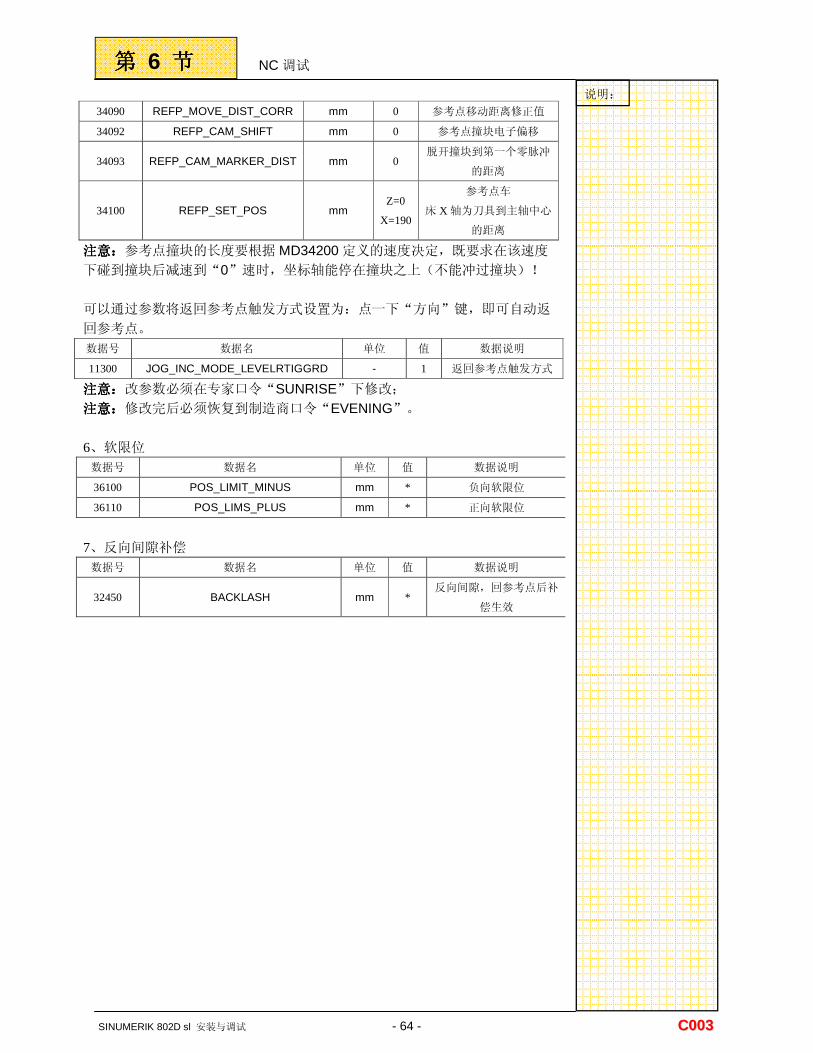
34090 REFP_MOVE_DIST_CORR mm 0 参考点移动距离修正值
34092 REFP_CAM_SHIFT mm 0 参考点撞块电子偏移
34093 REFP_CAM_MARKER_DIST mm 0 脱开撞块到第一个零脉冲
的距离
34100 REFP_SET_POS mm Z=0
X=190
参考点车
床 X 轴为刀具到主轴中心
的距离
注意注意注意注意::::参考点撞块的长度要根据 MD34200 定义的速度决定,既要求在该速度
下碰到撞块后减速到“0”速时,坐标轴能停在撞块之上(不能冲过撞块)! 可以通过参数将返回参考点触发方式设置为:点一下“方向”键,即可自动返
回参考点。 数据号 数据名 单位 值 数据说明
11300 JOG_INC_MODE_LEVELRTIGGRD - 1 返回参考点触发方式
注意注意注意注意::::改参数必须在专家口令“SUNRISE”下修改;
注意注意注意注意::::修改完后必须恢复到制造商口令“EVENING”。
6、软限位 数据号 数据名 单位 值 数据说明
36100 POS_LIMIT_MINUS mm * 负向软限位
36110 POS_LIMS_PLUS mm * 正向软限位
7、反向间隙补偿 数据号 数据名 单位 值 数据说明
32450 BACKLASH mm * 反向间隙,回参考点后补
偿生效
说明:
SINUMERIK 802D sl 安装与调试 - 64 - CC000033
调试主轴第二编码器调试主轴第二编码器调试主轴第二编码器调试主轴第二编码器 C004
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何配置主轴第二编码器。
本章概述本章概述本章概述本章概述:::: 配置主轴第二编码器。
配置主轴第二编码器
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 65 - CC000044
配置主轴第二编码器
第 1 节
配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器 第第第第 1 节节节节
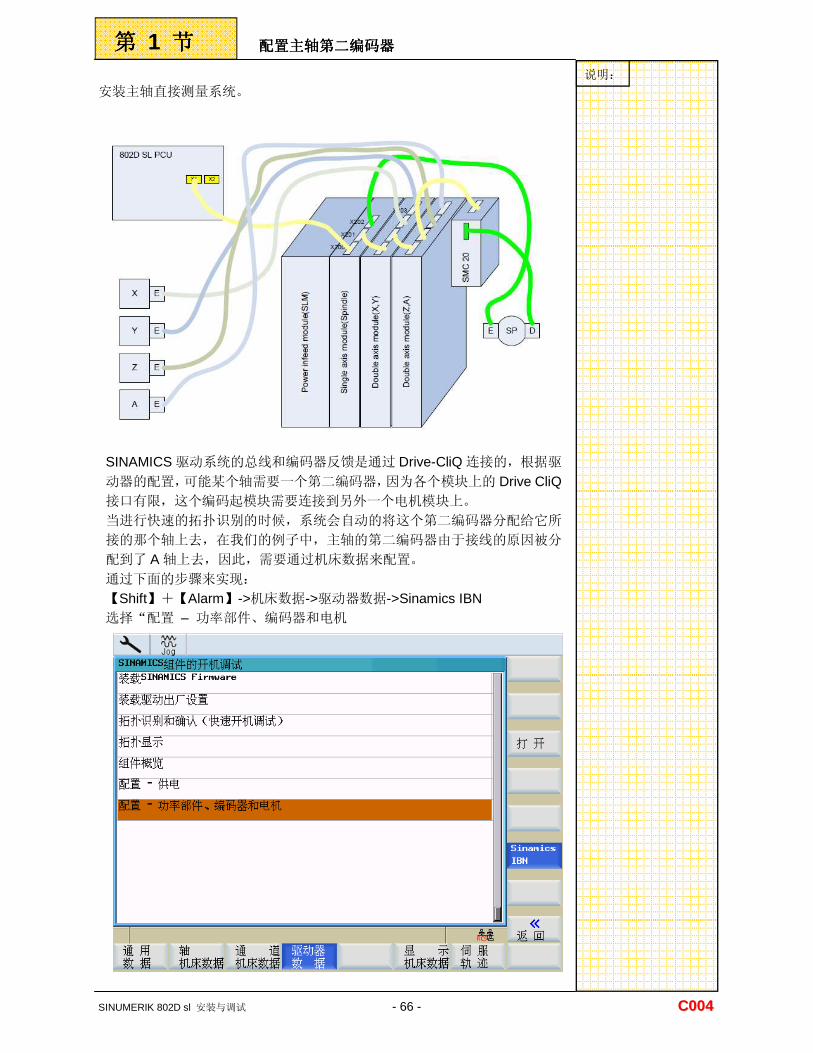
安装主轴直接测量系统。 说明:
SINUMERIK 802D sl 安装与调试 - 66 - CC000044
SINAMICS 驱动系统的总线和编码器反馈是通过 Drive-CliQ 连接的,根据驱
动器的配置,可能某个轴需要一个第二编码器,因为各个模块上的 Drive CliQ接口有限,这个编码起模块需要连接到另外一个电机模块上。 当进行快速的拓扑识别的时候,系统会自动的将这个第二编码器分配给它所
接的那个轴上去,在我们的例子中,主轴的第二编码器由于接线的原因被分
配到了 A 轴上去,因此,需要通过机床数据来配置。 通过下面的步骤来实现: 【Shift】+【Alarm】->机床数据->驱动器数据->Sinamics IBN 选择“配置 – 功率部件、编码器和电机
配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器 第第第第 1 节节节节
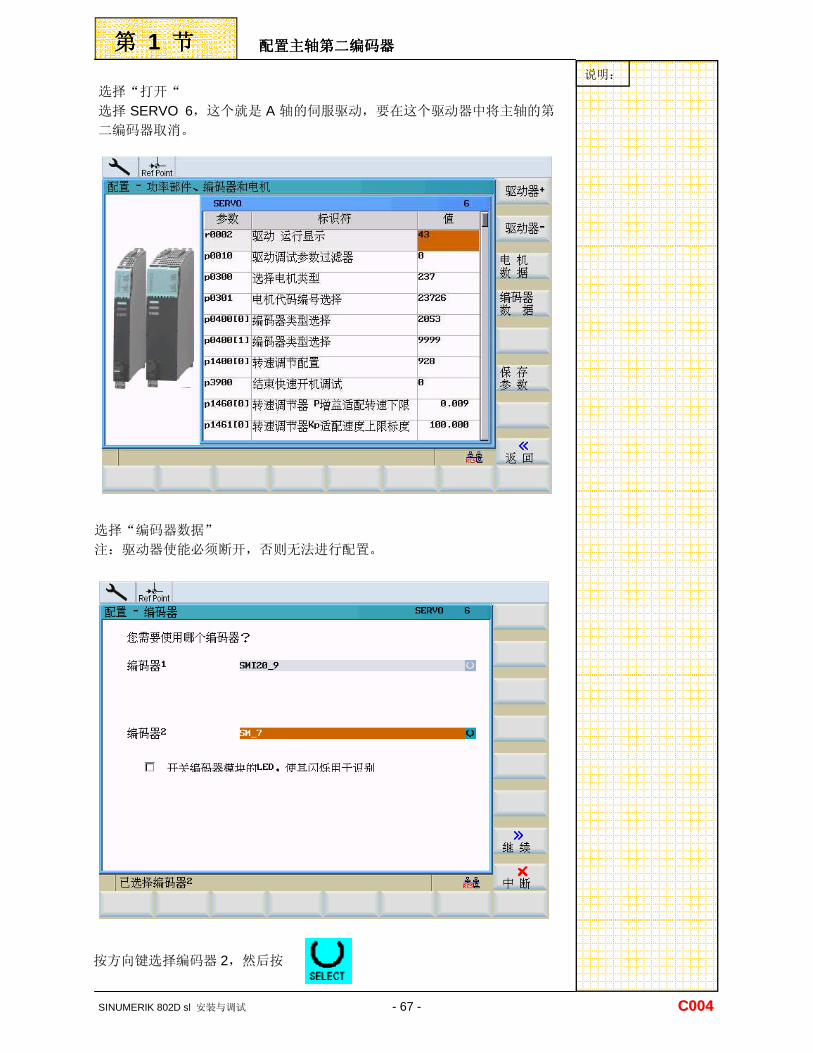
选择“打开“ 选择 SERVO 6,这个就是 A 轴的伺服驱动,要在这个驱动器中将主轴的第
二编码器取消。
说明:
SINUMERIK 802D sl 安装与调试 - 67 - CC000044
选择“编码器数据” 注:驱动器使能必须断开,否则无法进行配置。
按方向键选择编码器 2,然后按
配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器 第第第第 1 节节节节
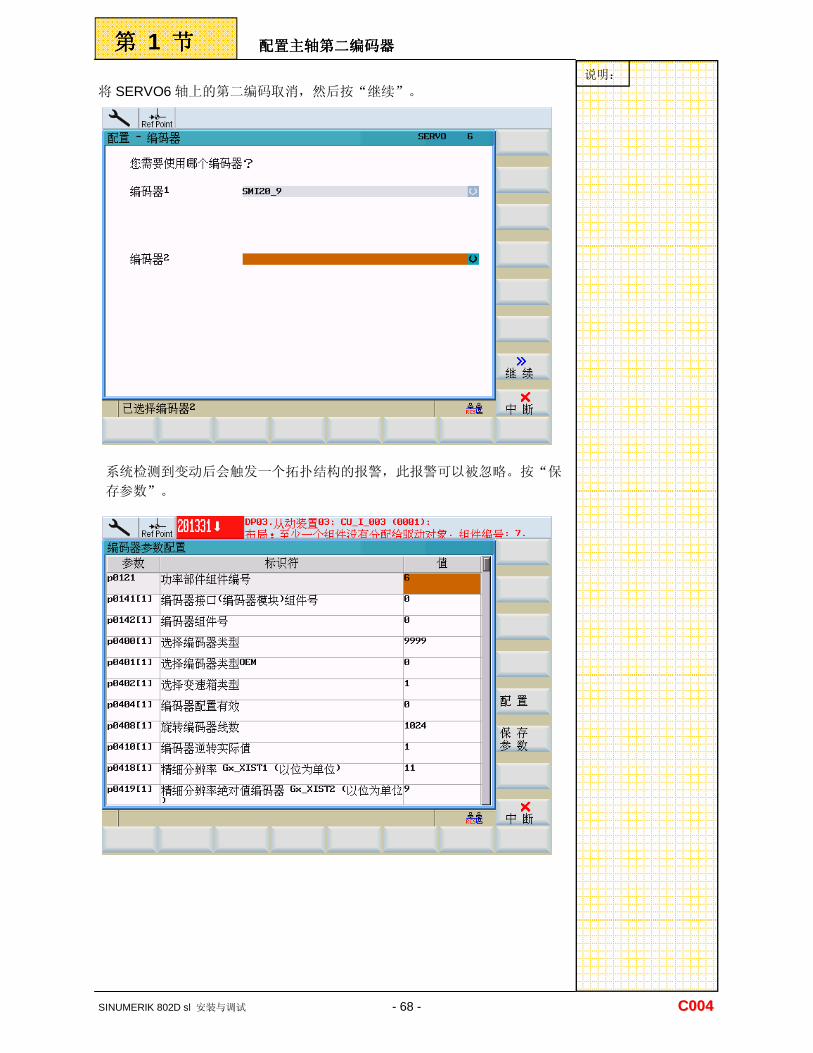
将 SERVO6 轴上的第二编码取消,然后按“继续”。 说明:
SINUMERIK 802D sl 安装与调试 - 68 - CC000044
系统检测到变动后会触发一个拓扑结构的报警,此报警可以被忽略。按“保
存参数”。
配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器 第第第第 1 节节节节
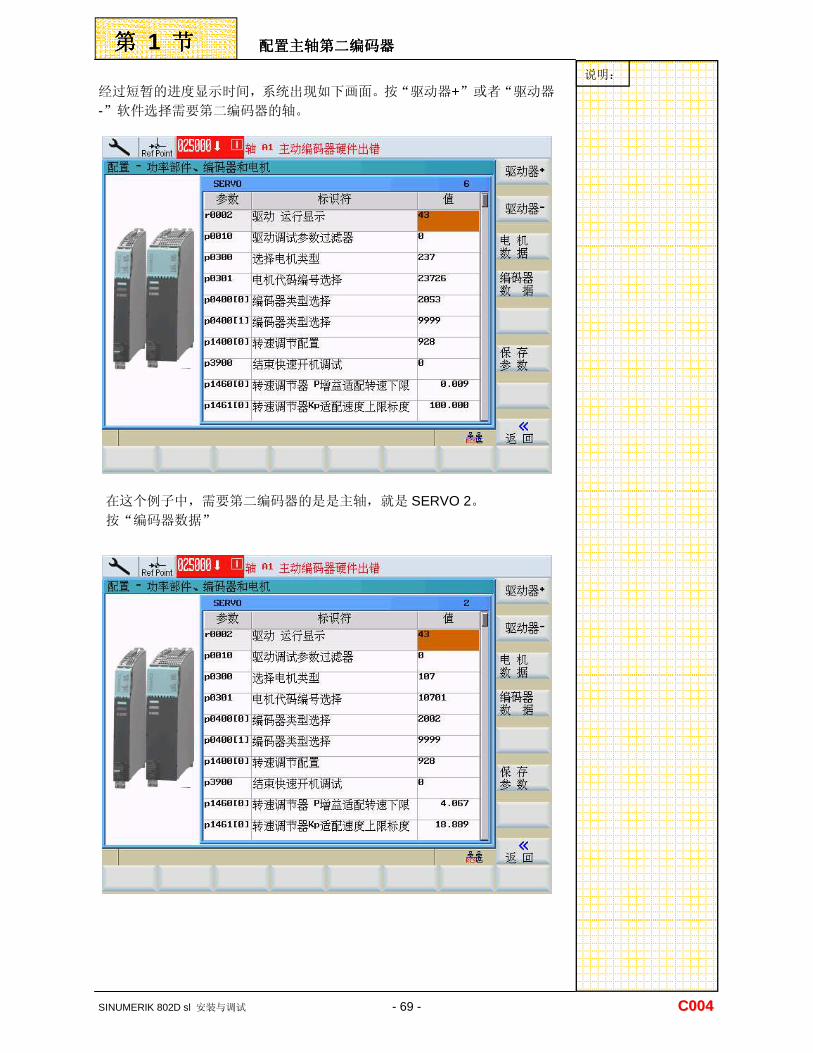
经过短暂的进度显示时间,系统出现如下画面。按“驱动器+”或者“驱动器
-”软件选择需要第二编码器的轴。
说明:
SINUMERIK 802D sl 安装与调试 - 69 - CC000044
在这个例子中,需要第二编码器的是是主轴,就是 SERVO 2。 按“编码器数据”
配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器 第第第第 1 节节节节
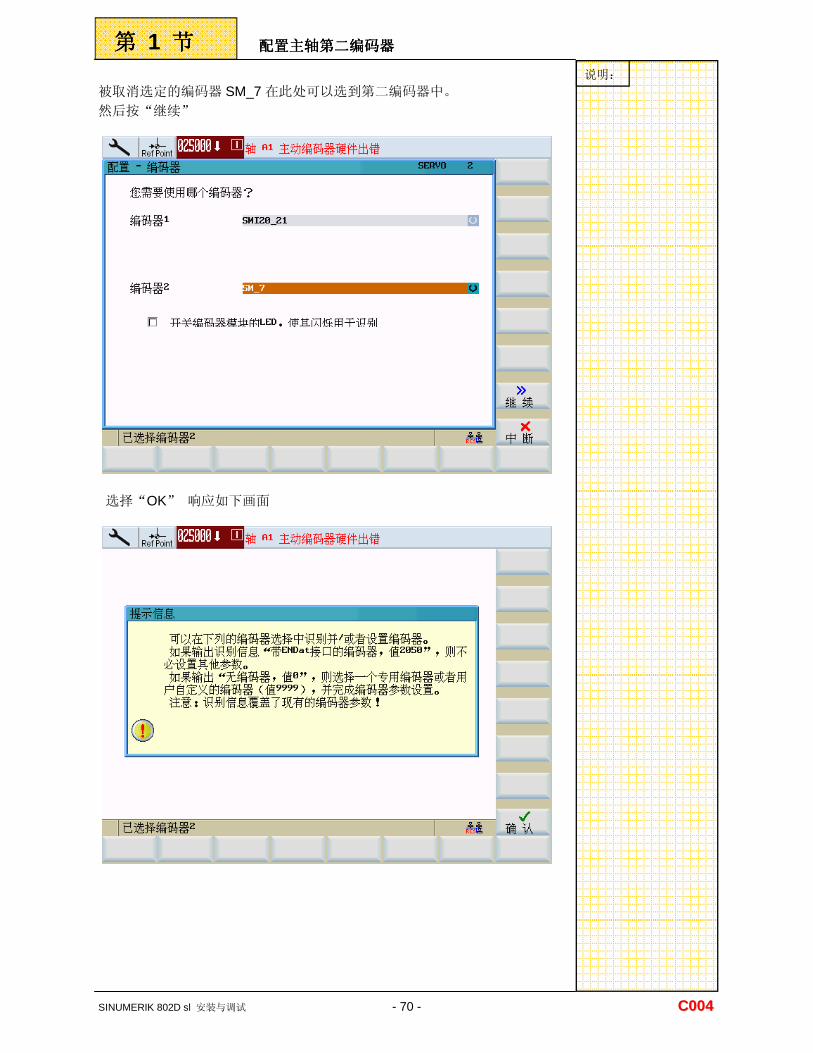
被取消选定的编码器 SM_7 在此处可以选到第二编码器中。 然后按“继续”
说明:
SINUMERIK 802D sl 安装与调试 - 70 - CC000044
选择“OK” 响应如下画面
配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器 第第第第 1 节节节节
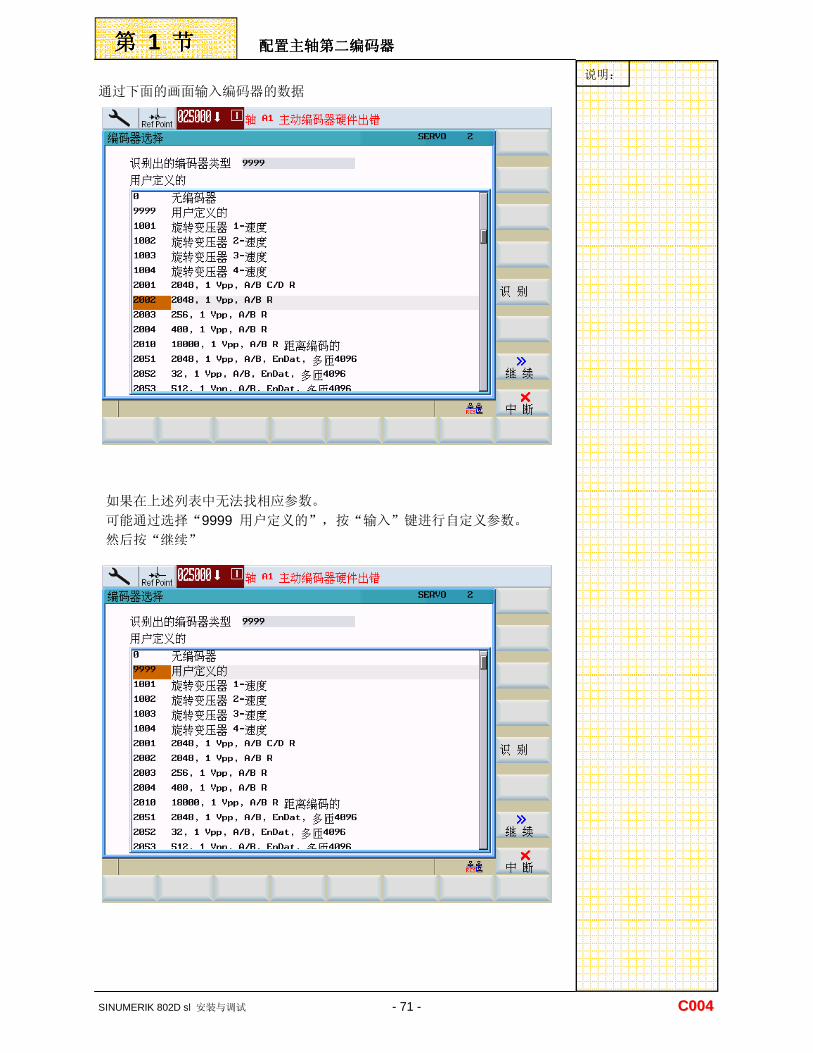
通过下面的画面输入编码器的数据 说明:
SINUMERIK 802D sl 安装与调试 - 71 - CC000044
如果在上述列表中无法找相应参数。 可能通过选择“9999 用户定义的”,按“输入”键进行自定义参数。 然后按“继续”
配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器 第第第第 1 节节节节
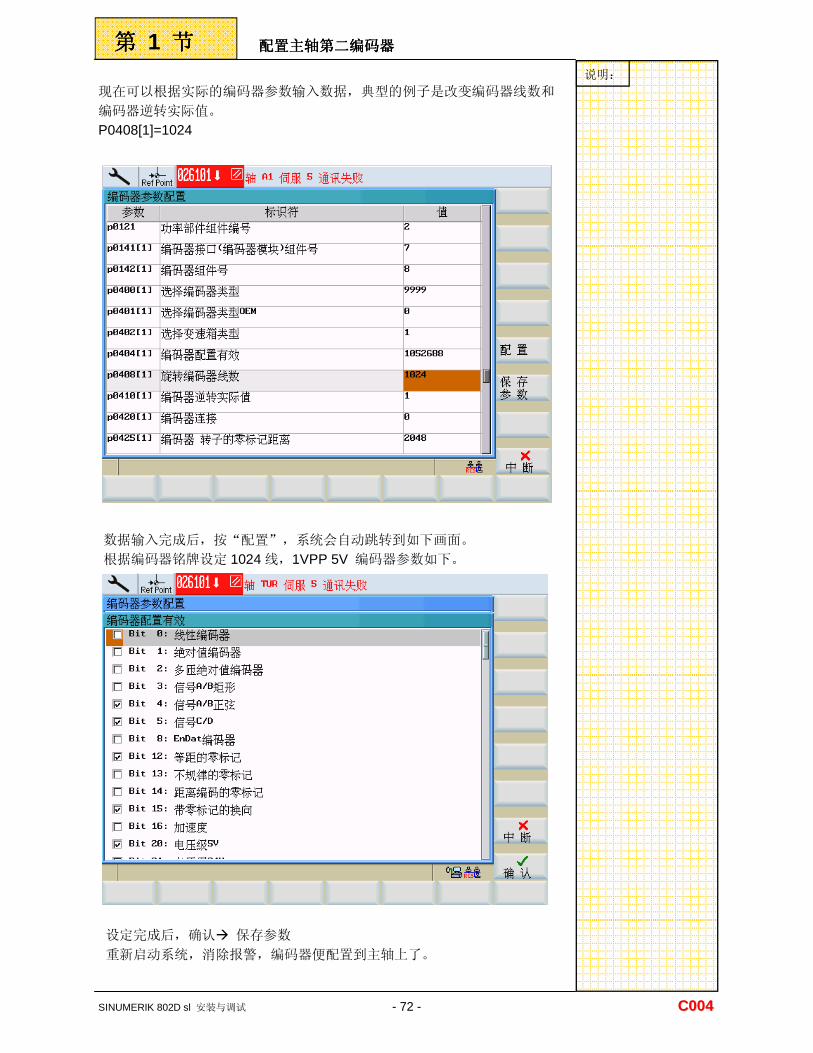
现在可以根据实际的编码器参数输入数据,典型的例子是改变编码器线数和
编码器逆转实际值。 P0408[1]=1024
说明:
SINUMERIK 802D sl 安装与调试 - 72 - CC000044
设定完成后,确认� 保存参数 重新启动系统,消除报警,编码器便配置到主轴上了。
数据输入完成后,按“配置”,系统会自动跳转到如下画面。 根据编码器铭牌设定 1024 线,1VPP 5V 编码器参数如下。
激活第二编码器 MD30230=2 MD31020=1024 MD31040=1 编码器配置好以后需要更改主轴的旋转速度。 MD32000=6000 MD32010=1000 MD32020=500 MD35100=6500 MD35110[0]=6000 MD35110[1]=6000 MD35120[0]=10 MD35120[1]=10 MD35130[0]=6000 MD35130[0]=6000 MD36200[0]=6500 MD36200[1]=6500
说明:
配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器配置主轴第二编码器 第第第第 1 节节节节
SINUMERIK 802D sl 安装与调试 - 73 - CC000044
调试车床调试车床调试车床调试车床 C 轴轴轴轴 C006
1 概述概述概述概述 本本本本章目标章目标章目标章目标:::: 学习本单元后,知道如何在系统上增加/减少一个轴,能够完成车床上动力刀头和 C 轴的配置并编程。
本章概述本章概述本章概述本章概述:::: 通过修改一些必要的参数来配置一个动力刀头和 C 轴。
802Dsl 调试车床动力刀头和 C 轴
本章内容本章内容本章内容本章内容::::
调试动力刀头 PLC
第 1 节
SINUMERIK 802D sl 安装与调试 - 75 - CC000066
调试动力刀头轴机床数
据 第 2 节
加工实例
第 3 节
调试动力刀头 PLC 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 76 - CC000066
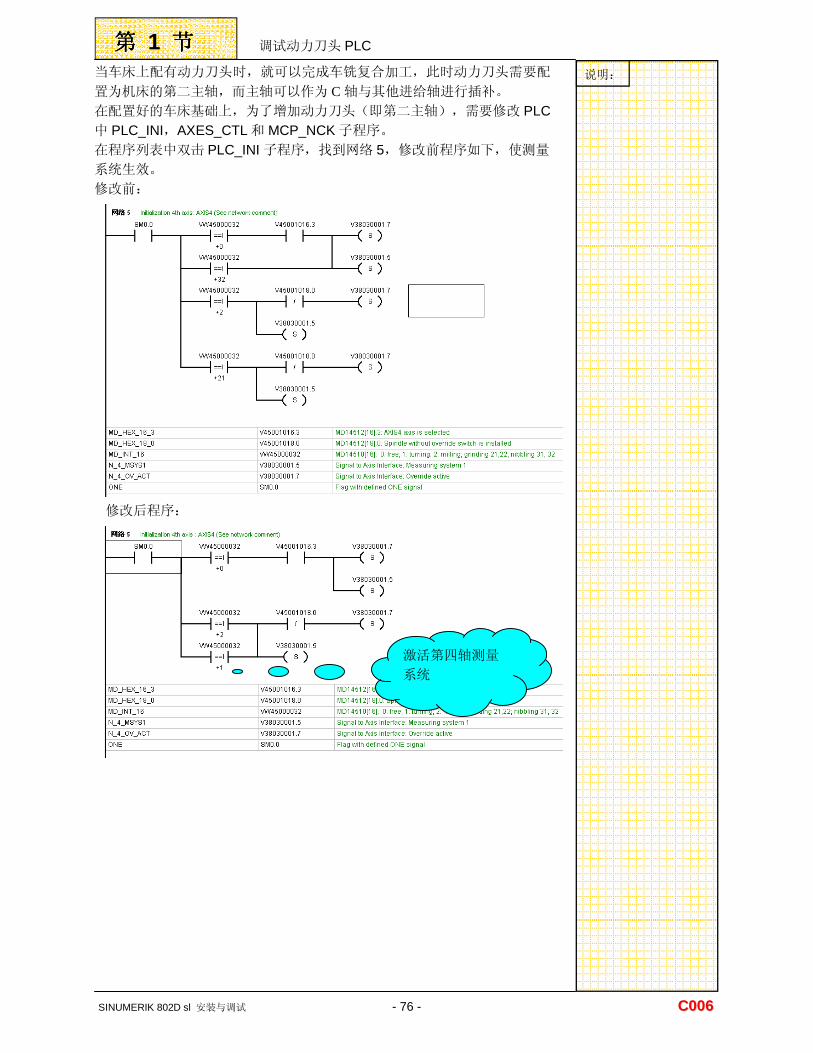
当车床上配有动力刀头时,就可以完成车铣复合加工,此时动力刀头需要配
置为机床的第二主轴,而主轴可以作为 C 轴与其他进给轴进行插补。
在配置好的车床基础上,为了增加动力刀头(即第二主轴),需要修改 PLC中 PLC_INI,AXES_CTL 和 MCP_NCK 子程序。 在程序列表中双击 PLC_INI 子程序,找到网络 5,修改前程序如下,使测量
系统生效。
修改前:
修改后程序:
激活第四轴测量
系统
调试动力刀头 PLC 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 77 - CC000066
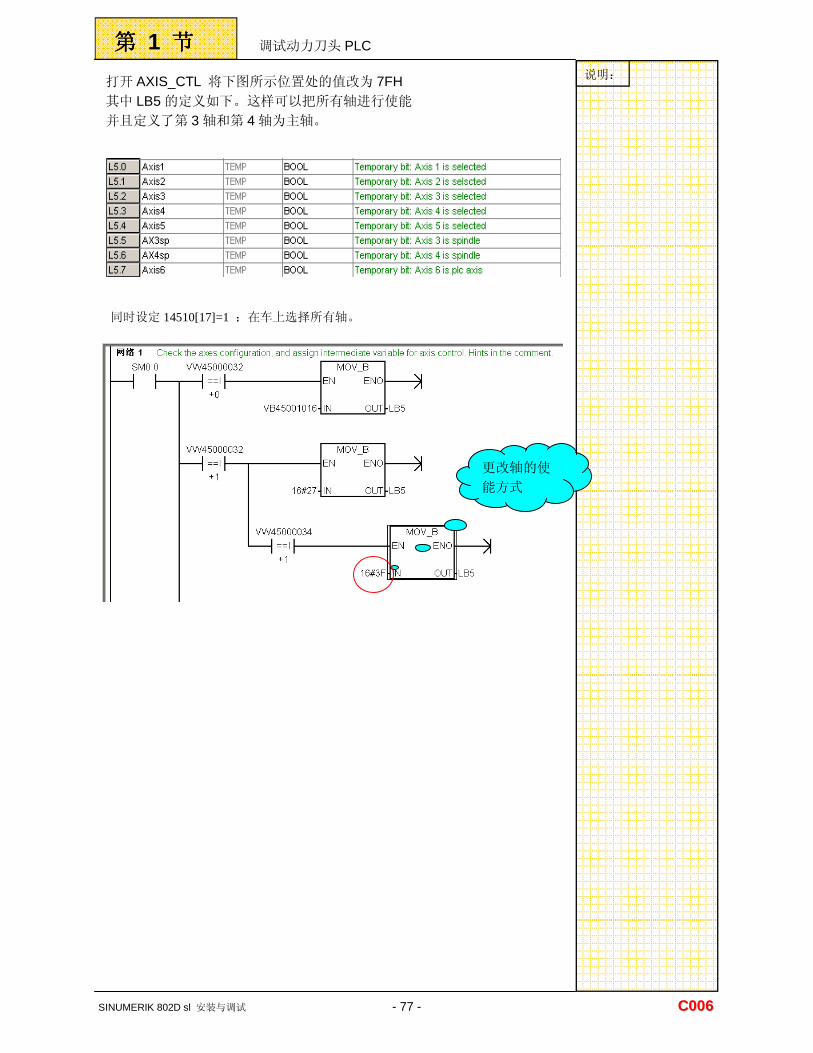
打开 AXIS_CTL 将下图所示位置处的值改为 7FH 其中 LB5 的定义如下。这样可以把所有轴进行使能 并且定义了第 3 轴和第 4 轴为主轴。
更改轴的使
能方式
同时设定 14510[17]=1 ;在车上选择所有轴。
调试动力刀头 PLC 第第第第 1 节节节节 调试动力刀头 PLC 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 78 - CC000066
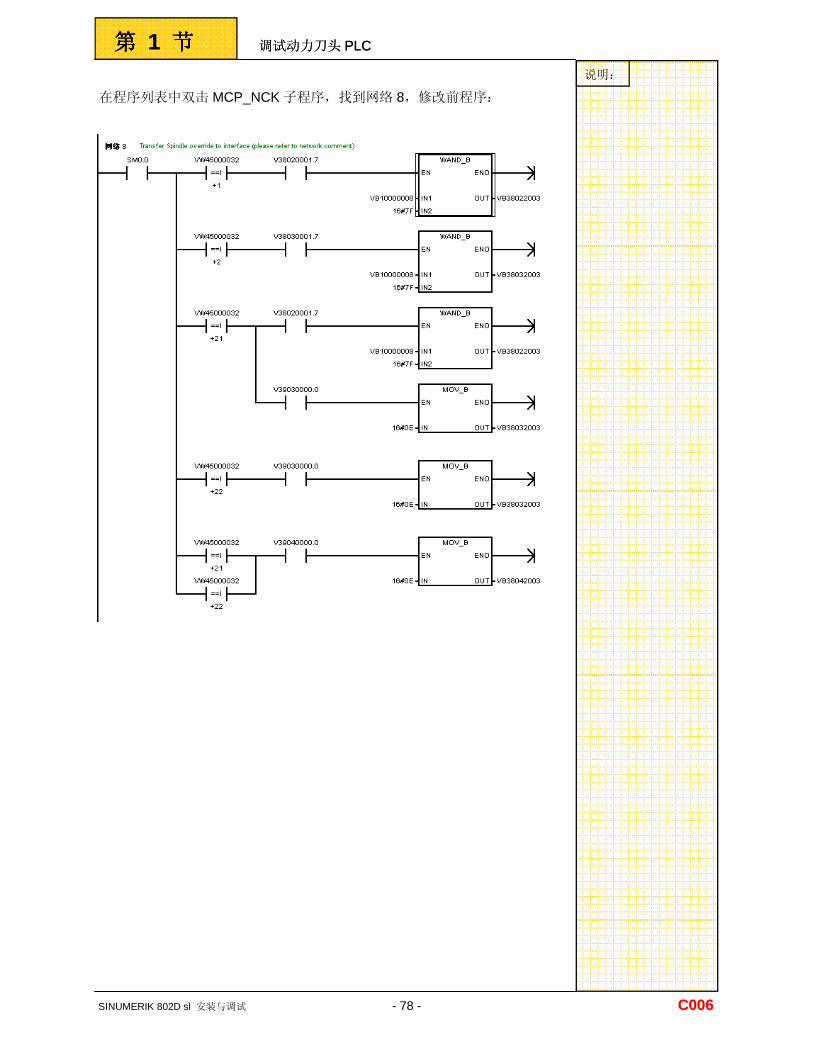
在程序列表中双击 MCP_NCK 子程序,找到网络 8,修改前程序:
调试动力刀头 PLC 第第第第 1 节节节节
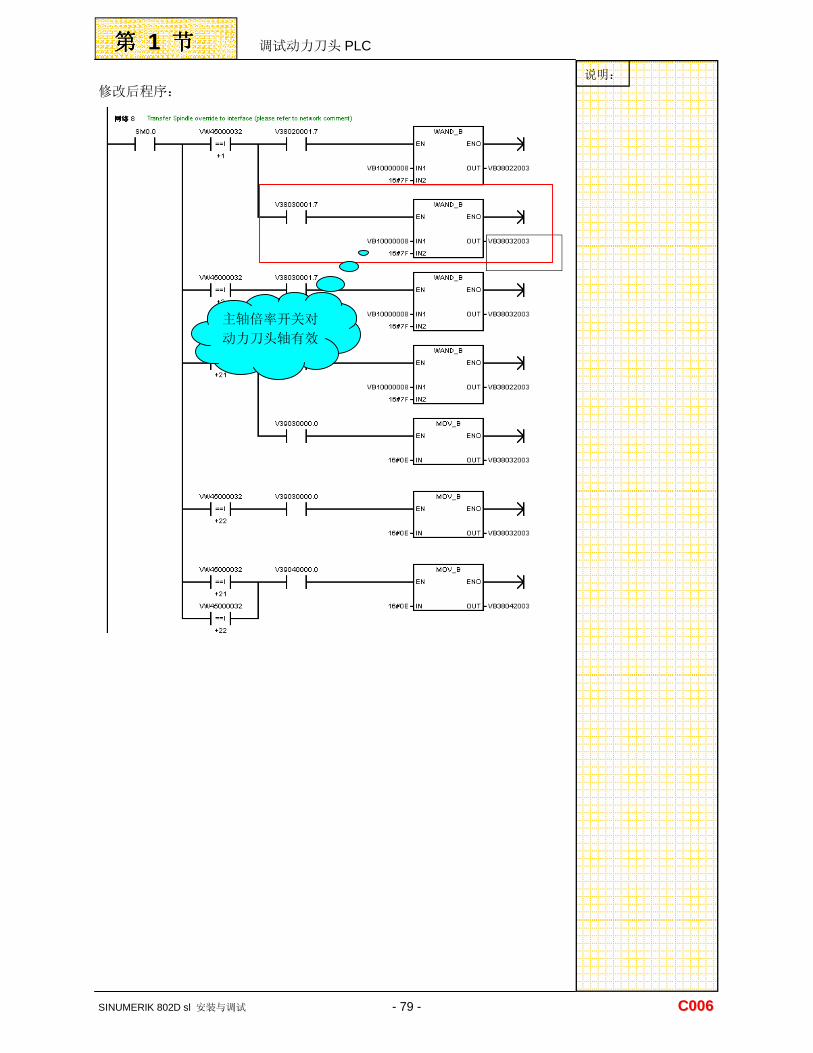
修改后程序: 说明:
SINUMERIK 802D sl 安装与调试 - 79 - CC000066
主轴倍率开关对
动力刀头轴有效
说明: 将修改后的 PLC 下载至系统中,然后重新将 PLC 置于运行模式,系统自动重启,
当系统正常启动后,设置如下机床参数。 10000 AXCONF_MACHAX_NAME_TAB[2]="SP1" 机床坐标名称 10000 AXCONF_MACHAX_NAME_TAB[3]="SP2" 机床坐标名称 20070 AXCONF_MACHAX_USED[3]=4 通道内有效的机床轴号 20080 AXCONF_CHANAX_NAME_TAB[2]="C" 通道内有效的机床轴名 20080 AXCONF_CHANAX_NAME_TAB[3]="SP2" 通道内有效的机床轴名 30300 IS_ROT_AX[AX4]=1 坐标轴/主轴 30310 ROT_IS_MODULO[AX4]=1 旋转进给轴/主轴为MODULO轴 30320 DISPLAY_IS_MODULO[AX4]=1 旋转轴按360°MODULO 轴显示 35000 SPIND_ASSIGN_TO_MACHAX[AX4]=2 定义机床轴为主轴 修改上述参数后,重新启动,参数生效,然后设置有关动力刀头转速的参数。 32000 MAX_AX_VELO[AX4]=6000 最大轴速度 32010 JOG_VELO_RAPID[AX4]=2000 点动方式快速速度 32020 JOG_VELO[AX4]=500 点动速度 35130 GEAR_STEP_MAX_VELO_LIMIT[0,AX4]=6000 主轴各档最高速钳制 35130 GEAR_STEP_MAX_VELO_LIMIT[1,AX4]=6000 主轴各档最高速钳制 36200 AX_VELO_LIMIT[0,AX4]=6500 速度监控的门限值 36200 AX_VELO_LIMIT[1,AX4]=6500 速度监控的门限值 由于系统出厂设置各个轴为仿真轴,所以需要激活 SP2 轴的位置控制器,使其
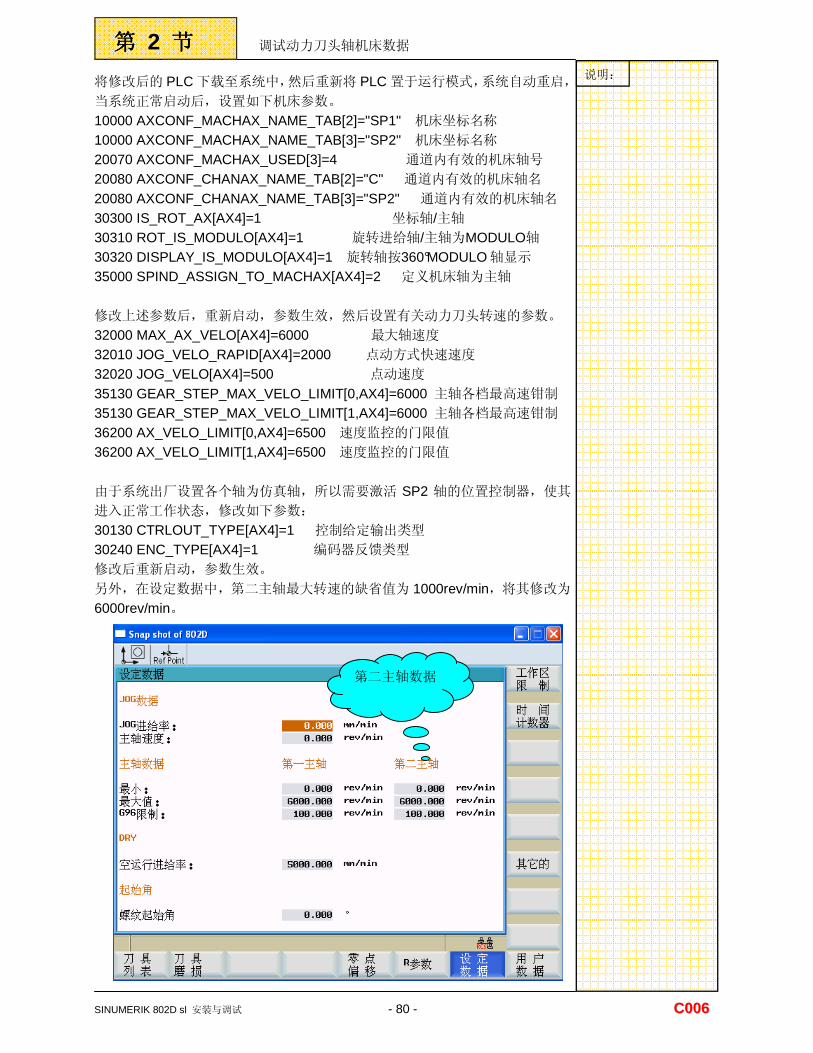
进入正常工作状态,修改如下参数: 30130 CTRLOUT_TYPE[AX4]=1 控制给定输出类型 30240 ENC_TYPE[AX4]=1 编码器反馈类型 修改后重新启动,参数生效。 另外,在设定数据中,第二主轴最大转速的缺省值为 1000rev/min,将其修改为
6000rev/min。
调试动力刀头轴机床数据 第第第第 2 节节节节
SINUMERIK 802D sl 安装与调试 - 80 - CC000066
第二主轴数据
调试动力刀头轴机床数据 第第第第 2 节节节节
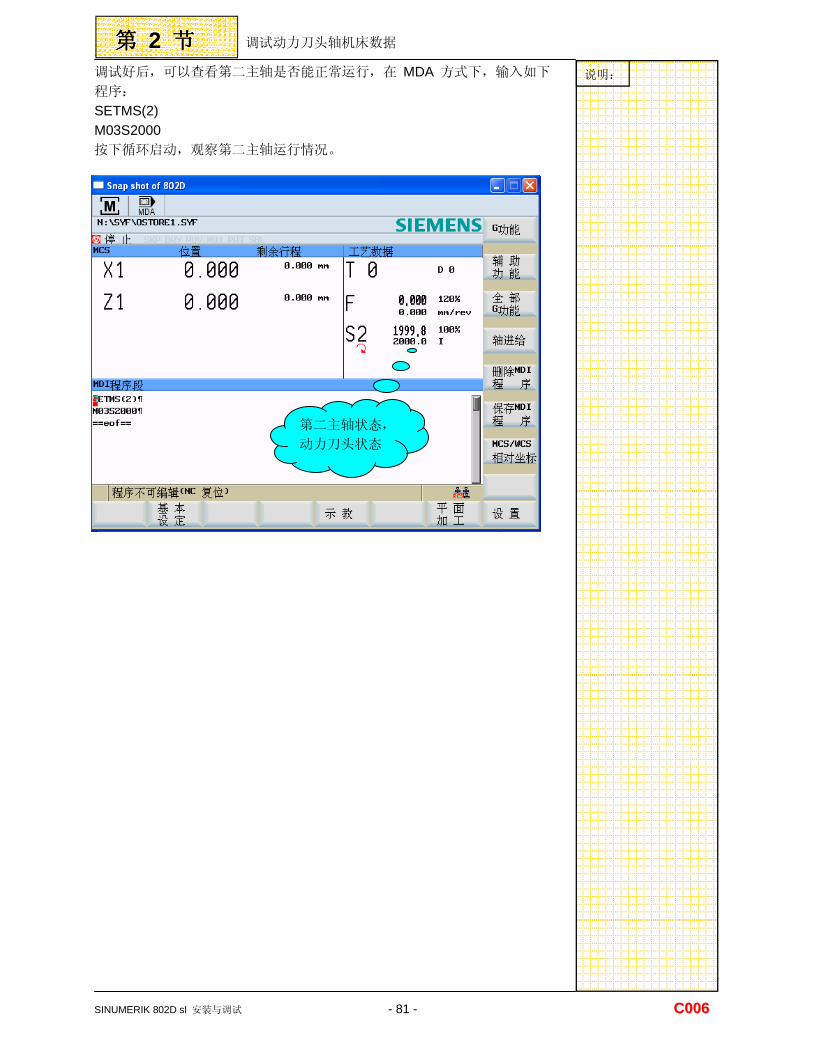
说明: 调试好后,可以查看第二主轴是否能正常运行,在 MDA 方式下,输入如下
程序: SETMS(2) M03S2000 按下循环启动,观察第二主轴运行情况。
第二主轴状态,
动力刀头状态
SINUMERIK 802D sl 安装与调试 - 81 - CC000066
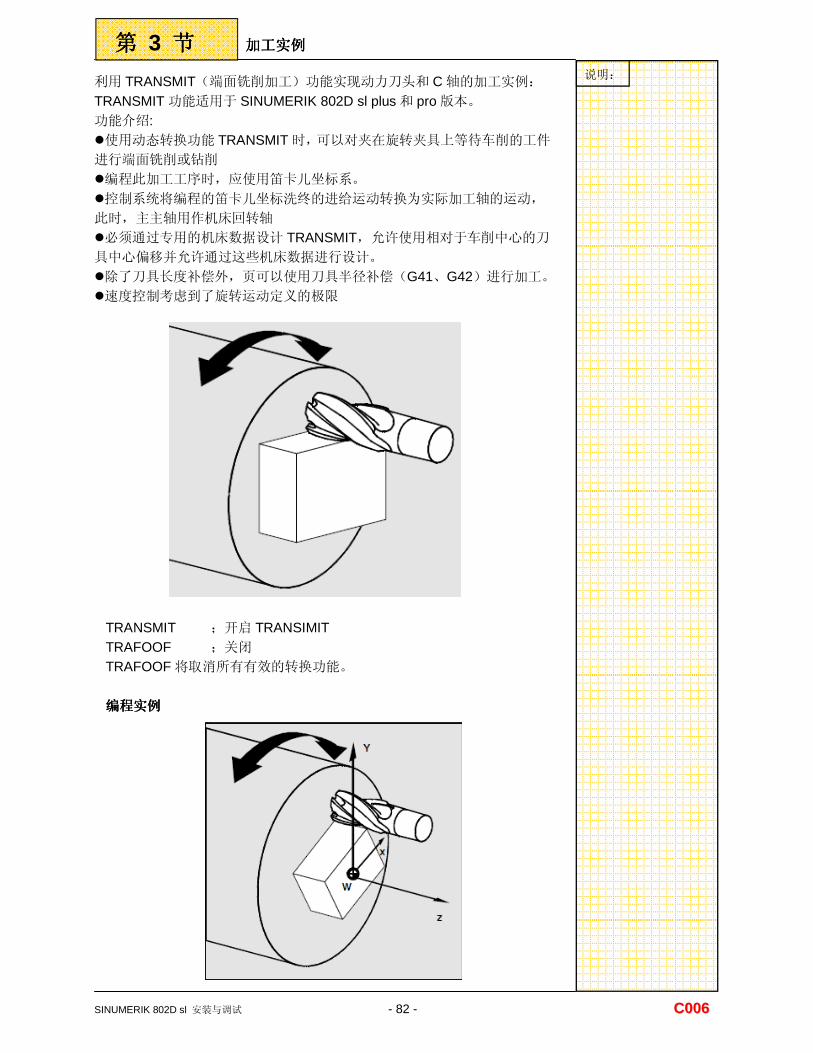
说明: 利用 TRANSMIT(端面铣削加工)功能实现动力刀头和 C 轴的加工实例: TRANSMIT 功能适用于 SINUMERIK 802D sl plus 和 pro 版本。 功能介绍: �使用动态转换功能 TRANSMIT 时,可以对夹在旋转夹具上等待车削的工件
进行端面铣削或钻削 �编程此加工工序时,应使用笛卡儿坐标系。 �控制系统将编程的笛卡儿坐标洗终的进给运动转换为实际加工轴的运动,
此时,主主轴用作机床回转轴 �必须通过专用的机床数据设计 TRANSMIT,允许使用相对于车削中心的刀
具中心偏移并允许通过这些机床数据进行设计。 �除了刀具长度补偿外,页可以使用刀具半径补偿(G41、G42)进行加工。 �速度控制考虑到了旋转运动定义的极限
SINUMERIK 802D sl 安装与调试 - 82 - CC000066
加工实例加工实例加工实例加工实例 第第第第 3 节节节节
TRANSMIT ;开启 TRANSIMIT TRAFOOF ;关闭 TRAFOOF 将取消所有有效的转换功能。 编程实例编程实例编程实例编程实例
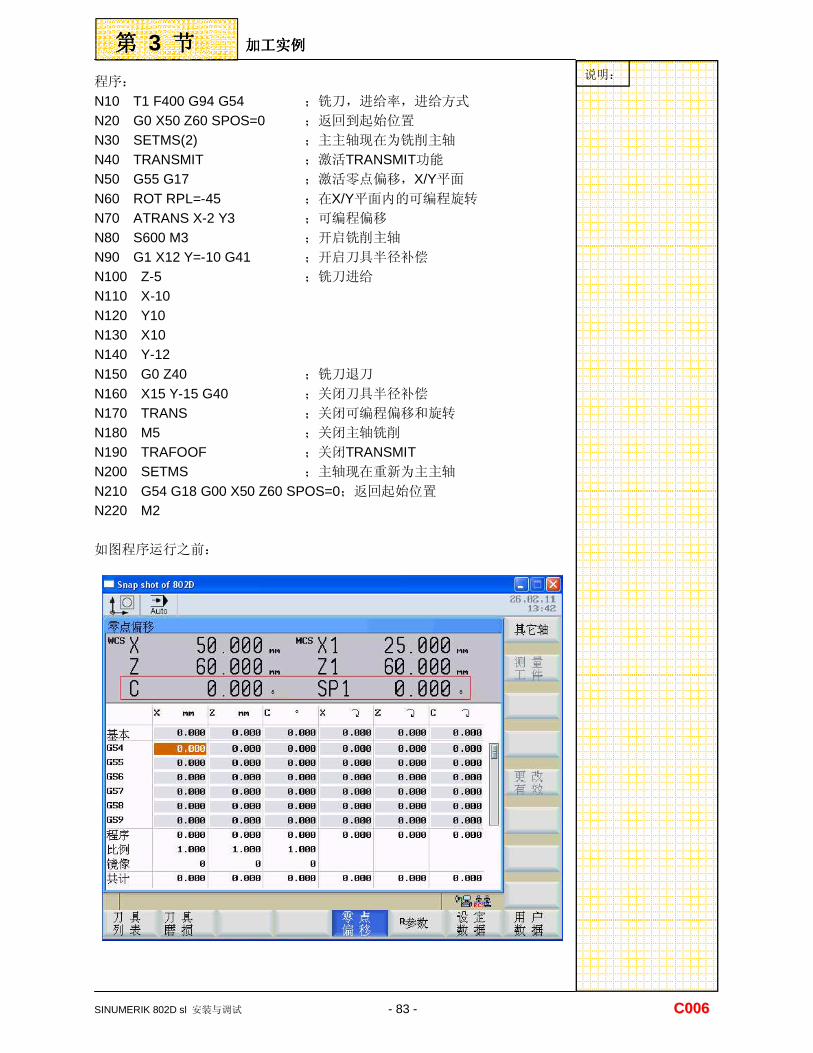
说明: 程序: N10 T1 F400 G94 G54 ;铣刀,进给率,进给方式 N20 G0 X50 Z60 SPOS=0 ;返回到起始位置 N30 SETMS(2) ;主主轴现在为铣削主轴 N40 TRANSMIT ;激活TRANSMIT功能 N50 G55 G17 ;激活零点偏移,X/Y平面 N60 ROT RPL=-45 ;在X/Y平面内的可编程旋转 N70 ATRANS X-2 Y3 ;可编程偏移 N80 S600 M3 ;开启铣削主轴 N90 G1 X12 Y=-10 G41 ;开启刀具半径补偿 N100 Z-5 ;铣刀进给 N110 X-10 N120 Y10 N130 X10 N140 Y-12 N150 G0 Z40 ;铣刀退刀 N160 X15 Y-15 G40 ;关闭刀具半径补偿 N170 TRANS ;关闭可编程偏移和旋转 N180 M5 ;关闭主轴铣削 N190 TRAFOOF ;关闭TRANSMIT N200 SETMS ;主轴现在重新为主主轴 N210 G54 G18 G00 X50 Z60 SPOS=0;返回起始位置 N220 M2
如图程序运行之前:
SINUMERIK 802D sl 安装与调试 - 83 - CC000066
加工实例加工实例加工实例加工实例 第第第第 3 节节节节
说明:
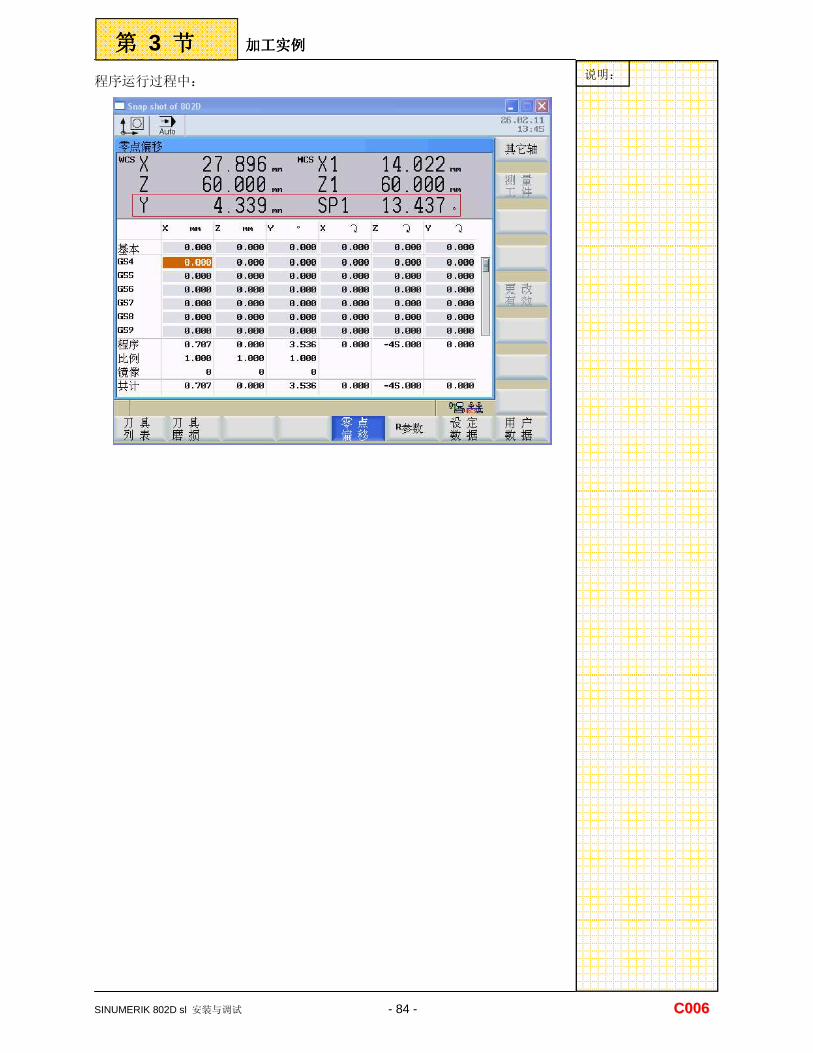
程序运行过程中:
SINUMERIK 802D sl 安装与调试 - 84 - CC000066
加工实例加工实例加工实例加工实例 第第第第 3 节节节节
调试车床调试车床调试车床调试车床 TUR 轴轴轴轴 C007
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何在车床上增加一个伺服刀架,并能实现自动换刀。
本章概述本章概述本章概述本章概述:::: 通过修改机床配置在车床上增加一个 TUR 轴。
调试车床 TUR 轴
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 85 - CC000077
调试车床 TUR 轴 NC 第 2 节
调试车床 TUR 轴 PLC 第 1 节
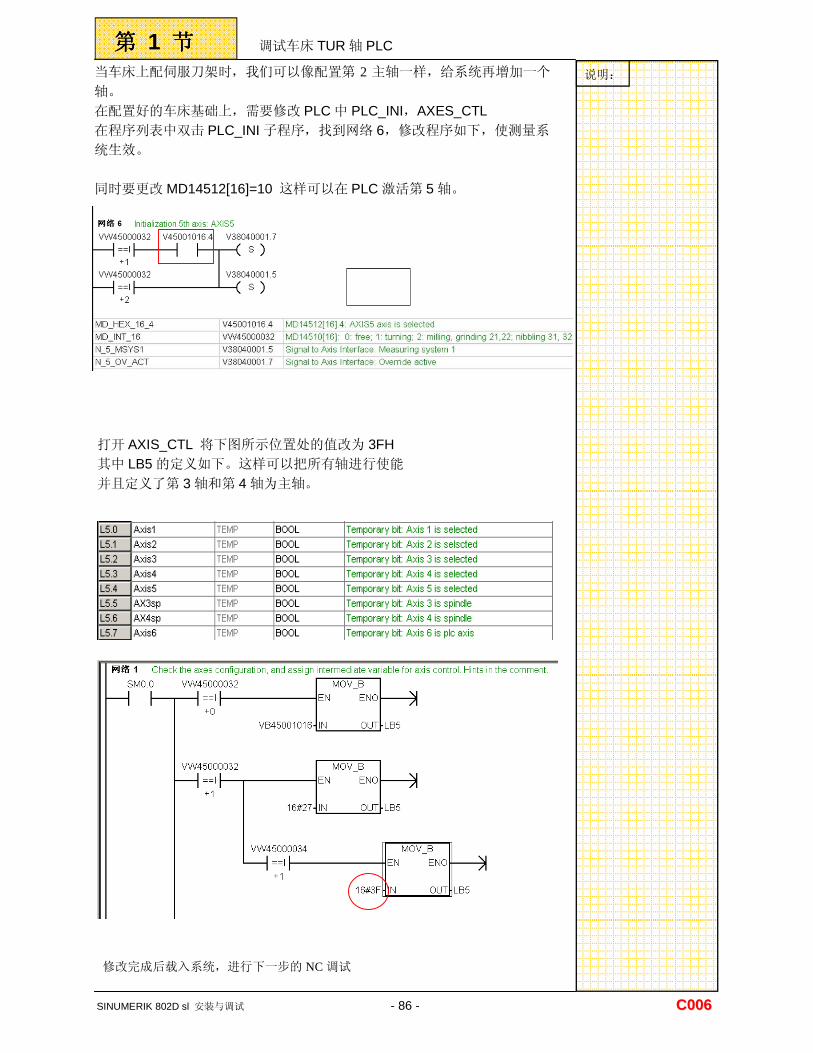
说明: 当车床上配伺服刀架时,我们可以像配置第 2 主轴一样,给系统再增加一个
轴。
在配置好的车床基础上,需要修改 PLC 中 PLC_INI,AXES_CTL 在程序列表中双击 PLC_INI 子程序,找到网络 6,修改程序如下,使测量系
统生效。
同时要更改 MD14512[16]=10 这样可以在 PLC 激活第 5 轴。
SINUMERIK 802D sl 安装与调试 - 86 - CC000066
打开 AXIS_CTL 将下图所示位置处的值改为 3FH 其中 LB5 的定义如下。这样可以把所有轴进行使能 并且定义了第 3 轴和第 4 轴为主轴。
调试车床 TUR 轴 PLC 第第第第 1 节节节节
修改完成后载入系统,进行下一步的 NC调试
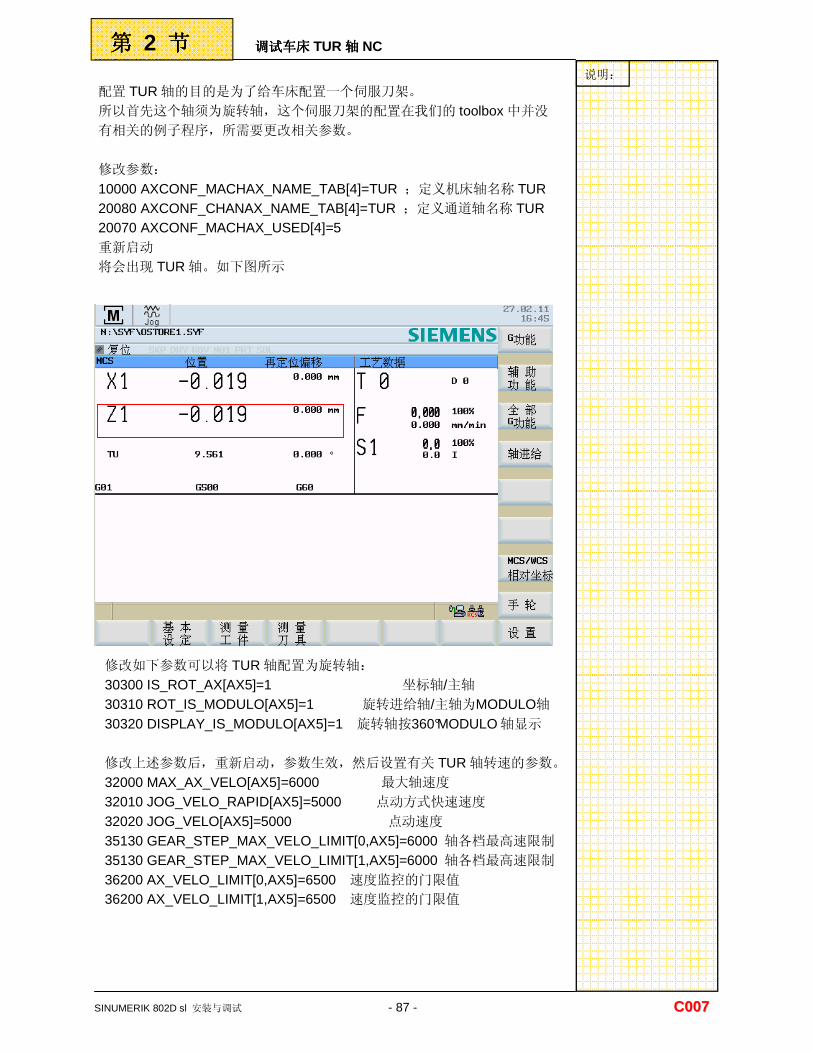
配置 TUR 轴的目的是为了给车床配置一个伺服刀架。 所以首先这个轴须为旋转轴,这个伺服刀架的配置在我们的 toolbox 中并没
有相关的例子程序,所需要更改相关参数。 修改参数: 10000 AXCONF_MACHAX_NAME_TAB[4]=TUR ;定义机床轴名称 TUR 20080 AXCONF_CHANAX_NAME_TAB[4]=TUR ;定义通道轴名称 TUR 20070 AXCONF_MACHAX_USED[4]=5 重新启动 将会出现 TUR 轴。如下图所示
说明:
调试车床调试车床调试车床调试车床 TUR 轴轴轴轴 NC 第第第第 2 节节节节
SINUMERIK 802D sl 安装与调试 - 87 - CC000077
修改如下参数可以将 TUR 轴配置为旋转轴: 30300 IS_ROT_AX[AX5]=1 坐标轴/主轴 30310 ROT_IS_MODULO[AX5]=1 旋转进给轴/主轴为MODULO轴 30320 DISPLAY_IS_MODULO[AX5]=1 旋转轴按360°MODULO 轴显示 修改上述参数后,重新启动,参数生效,然后设置有关 TUR 轴转速的参数。 32000 MAX_AX_VELO[AX5]=6000 最大轴速度 32010 JOG_VELO_RAPID[AX5]=5000 点动方式快速速度 32020 JOG_VELO[AX5]=5000 点动速度 35130 GEAR_STEP_MAX_VELO_LIMIT[0,AX5]=6000 轴各档最高速限制 35130 GEAR_STEP_MAX_VELO_LIMIT[1,AX5]=6000 轴各档最高速限制 36200 AX_VELO_LIMIT[0,AX5]=6500 速度监控的门限值 36200 AX_VELO_LIMIT[1,AX5]=6500 速度监控的门限值
设绝对值编码器,修改 TUR 轴编码器参数: 30130 CTRLOUT_TYPE[0] =1 30240 ENC_TYPE[0]=4 34200 ENC_REFP_MODE=0 34210 ENC_REFP_STATE=2;编码器直接回零 设定分度轴表格,修改参数如下: 30500 INDEX_AX_ASSIGN_POS_TAB=3 30501 INDEX_AX_NUMERATOR=360 ;分子 360 30502 INDEX_AX_Denominator=12 ;分母 12 30505 INDEX_AX_ACTIVE=1
说明:
调试车床调试车床调试车床调试车床 TUR 轴轴轴轴 NC 第第第第 2 节节节节
SINUMERIK 802D sl 安装与调试 - 88 - CC000077
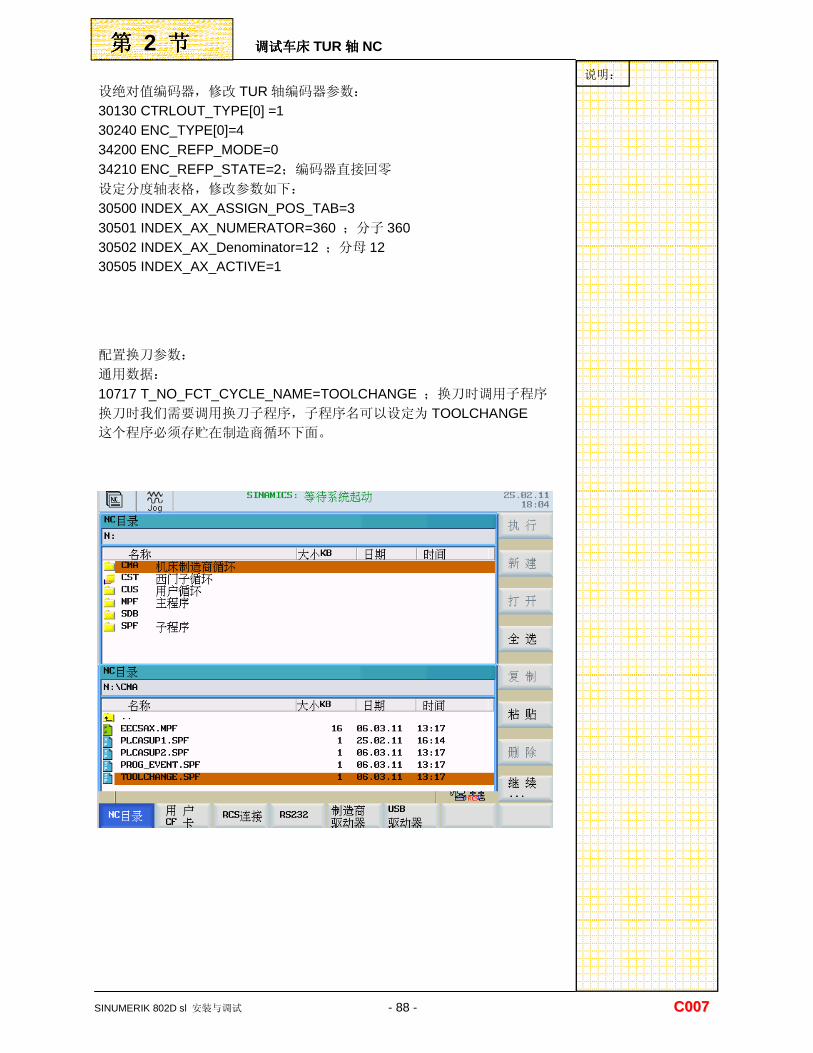
配置换刀参数: 通用数据: 10717 T_NO_FCT_CYCLE_NAME=TOOLCHANGE ;换刀时调用子程序 换刀时我们需要调用换刀子程序,子程序名可以设定为 TOOLCHANGE 这个程序必须存贮在制造商循环下面。
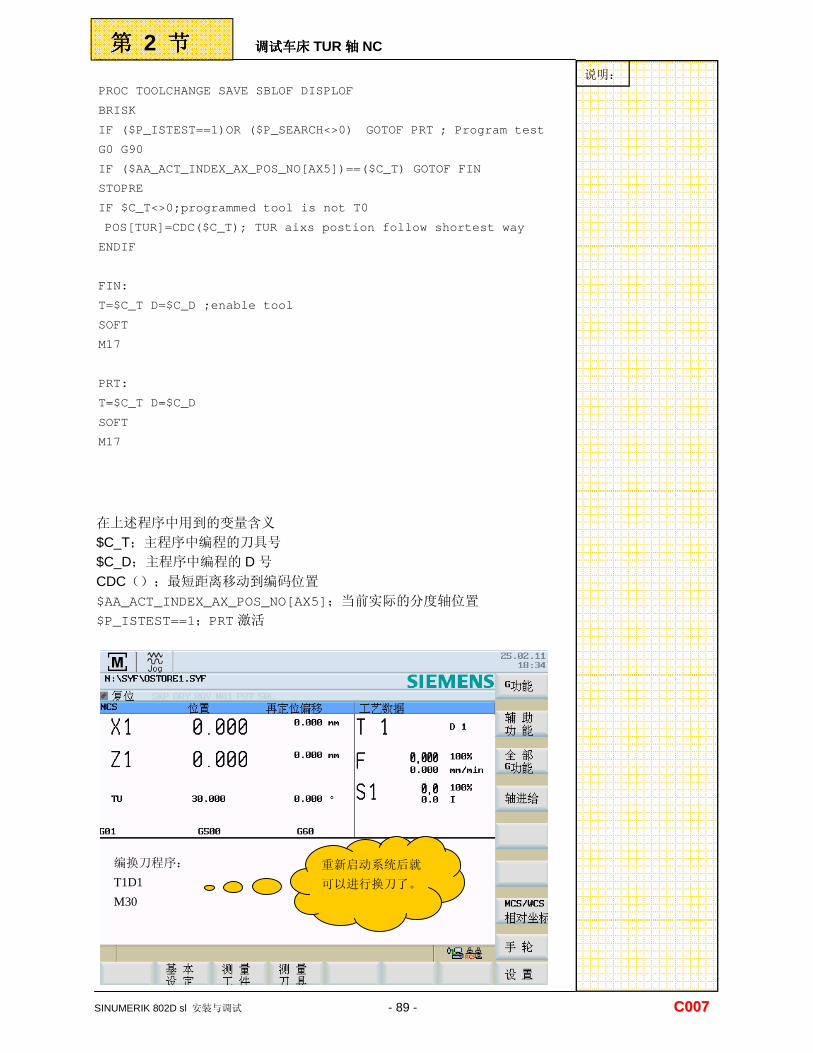
PROC TOOLCHANGE SAVE SBLOF DISPLOF
BRISK
IF ($P_ISTEST==1)OR ($P_SEARCH<>0) GOTOF PRT ; Program test
G0 G90
IF ($AA_ACT_INDEX_AX_POS_NO[AX5])==($C_T) GOTOF FIN
STOPRE
IF $C_T<>0;programmed tool is not T0
POS[TUR]=CDC($C_T); TUR aixs postion follow shortest way
ENDIF
FIN:
T=$C_T D=$C_D ;enable tool
SOFT
M17
PRT:
T=$C_T D=$C_D
SOFT
M17
说明:
调试车床调试车床调试车床调试车床 TUR 轴轴轴轴 NC 第第第第 2 节节节节
SINUMERIK 802D sl 安装与调试 - 89 - CC000077
在上述程序中用到的变量含义 $C_T;主程序中编程的刀具号 $C_D;主程序中编程的 D 号 CDC();最短距离移动到编码位置 $AA_ACT_INDEX_AX_POS_NO[AX5];当前实际的分度轴位置
$P_ISTEST==1;PRT激活
编换刀程序:
T1D1
M30
重新启动系统后就
可以进行换刀了。

调试绝对值调试绝对值调试绝对值调试绝对值 C005
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何配置绝对值编码器。
本章概述本章概述本章概述本章概述:::: 配置绝对值编码器。
配置绝对值编码器
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 91 - CC000044
配置绝对值编码器
第 1 节
配置绝对值编码器配置绝对值编码器配置绝对值编码器配置绝对值编码器 第第第第 1 节节节节
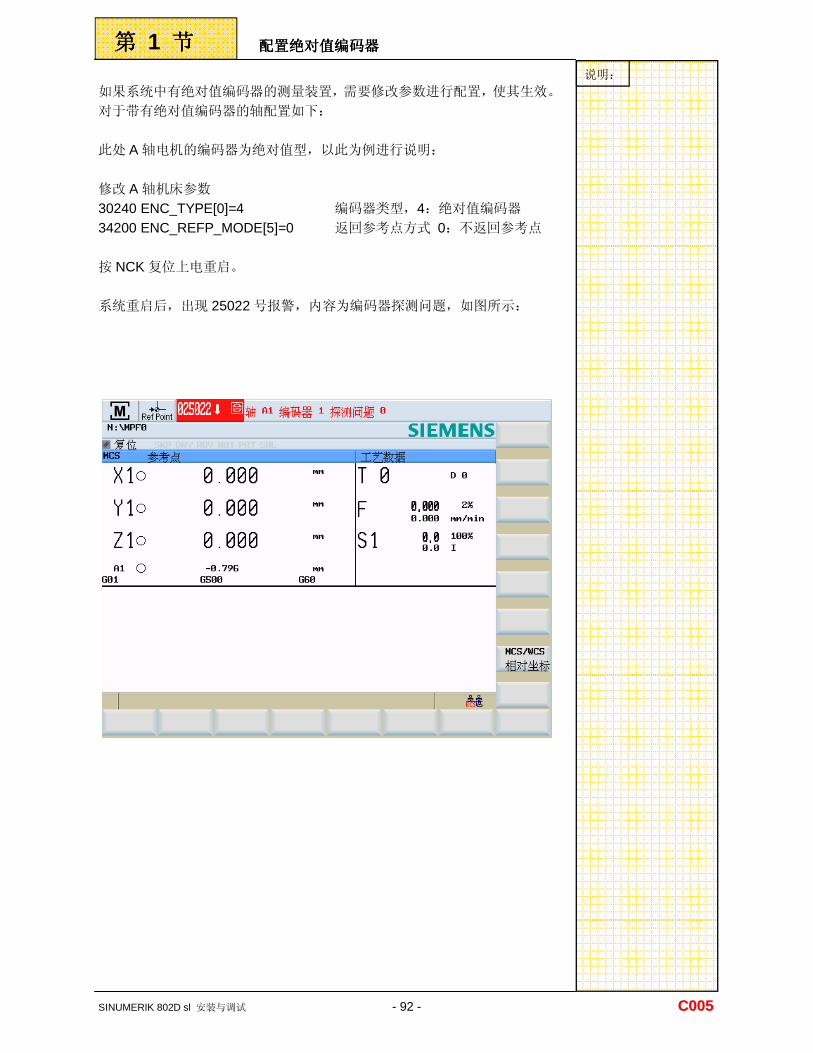
如果系统中有绝对值编码器的测量装置,需要修改参数进行配置,使其生效。
对于带有绝对值编码器的轴配置如下: 此处 A 轴电机的编码器为绝对值型,以此为例进行说明: 修改 A 轴机床参数 30240 ENC_TYPE[0]=4 编码器类型,4:绝对值编码器 34200 ENC_REFP_MODE[5]=0 返回参考点方式 0:不返回参考点 按 NCK 复位上电重启。 系统重启后,出现 25022 号报警,内容为编码器探测问题,如图所示:
说明:
SINUMERIK 802D sl 安装与调试 - 92 - CC000055
配置绝对值编码器配置绝对值编码器配置绝对值编码器配置绝对值编码器 第第第第 1 节节节节
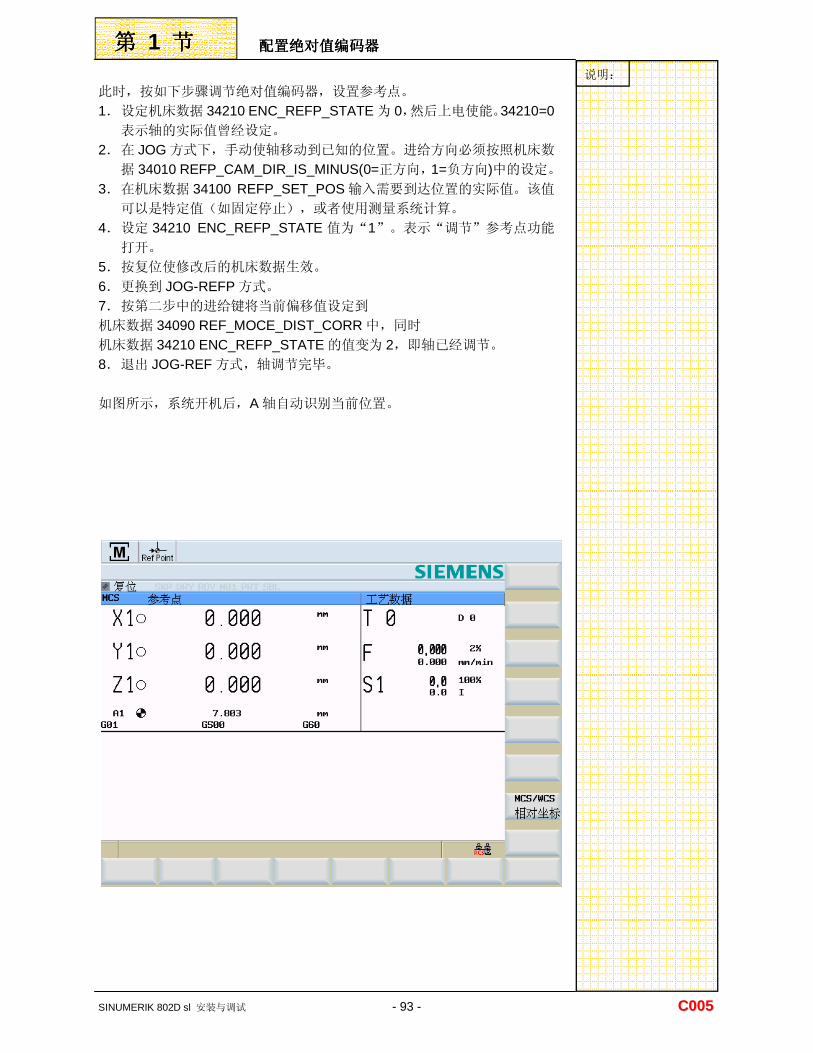
此时,按如下步骤调节绝对值编码器,设置参考点。 1. 设定机床数据 34210 ENC_REFP_STATE 为 0,然后上电使能。34210=0
表示轴的实际值曾经设定。 2. 在 JOG 方式下,手动使轴移动到已知的位置。进给方向必须按照机床数
据 34010 REFP_CAM_DIR_IS_MINUS(0=正方向,1=负方向)中的设定。 3. 在机床数据 34100 REFP_SET_POS 输入需要到达位置的实际值。该值
可以是特定值(如固定停止),或者使用测量系统计算。 4. 设定 34210 ENC_REFP_STATE 值为“1”。表示“调节”参考点功能
打开。 5. 按复位使修改后的机床数据生效。 6. 更换到 JOG-REFP 方式。 7. 按第二步中的进给键将当前偏移值设定到 机床数据 34090 REF_MOCE_DIST_CORR 中,同时 机床数据 34210 ENC_REFP_STATE 的值变为 2,即轴已经调节。 8. 退出 JOG-REF 方式,轴调节完毕。 如图所示,系统开机后,A 轴自动识别当前位置。
说明:
SINUMERIK 802D sl 安装与调试 - 93 - CC000055

制作用户开机画面制作用户开机画面制作用户开机画面制作用户开机画面 C011
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,能够制作用户开机画面。
本章概述本章概述本章概述本章概述:::: 本章描述了如何利用 RCS802 软件制作用户开机画面
制作用户开机画面
本章内容本章内容本章内容本章内容::::
制作用户开机画面
第 1 节
SINUMERIK 802D sl 安装与调试 - 95 - CC001111
制作用户开机画面制作用户开机画面制作用户开机画面制作用户开机画面 第第第第 1 节节节节
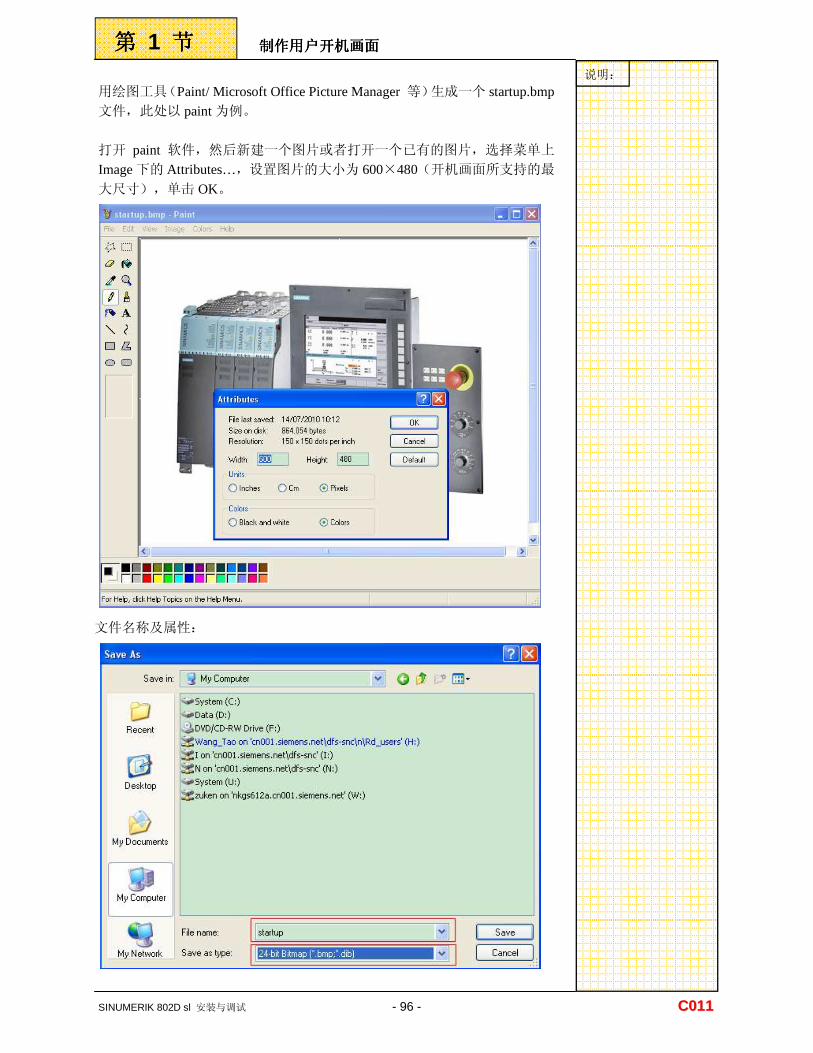
用绘图工具(Paint/ Microsoft Office Picture Manager 等)生成一个 startup.bmp
文件,此处以 paint为例。
打开 paint 软件,然后新建一个图片或者打开一个已有的图片,选择菜单上
Image下的 Attributes…,设置图片的大小为 600×480(开机画面所支持的最
大尺寸),单击 OK。
说明:
SINUMERIK 802D sl 安装与调试 - 96 - CC001111
文件名称及属性:
制作用户开机画面制作用户开机画面制作用户开机画面制作用户开机画面 第第第第 1 节节节节
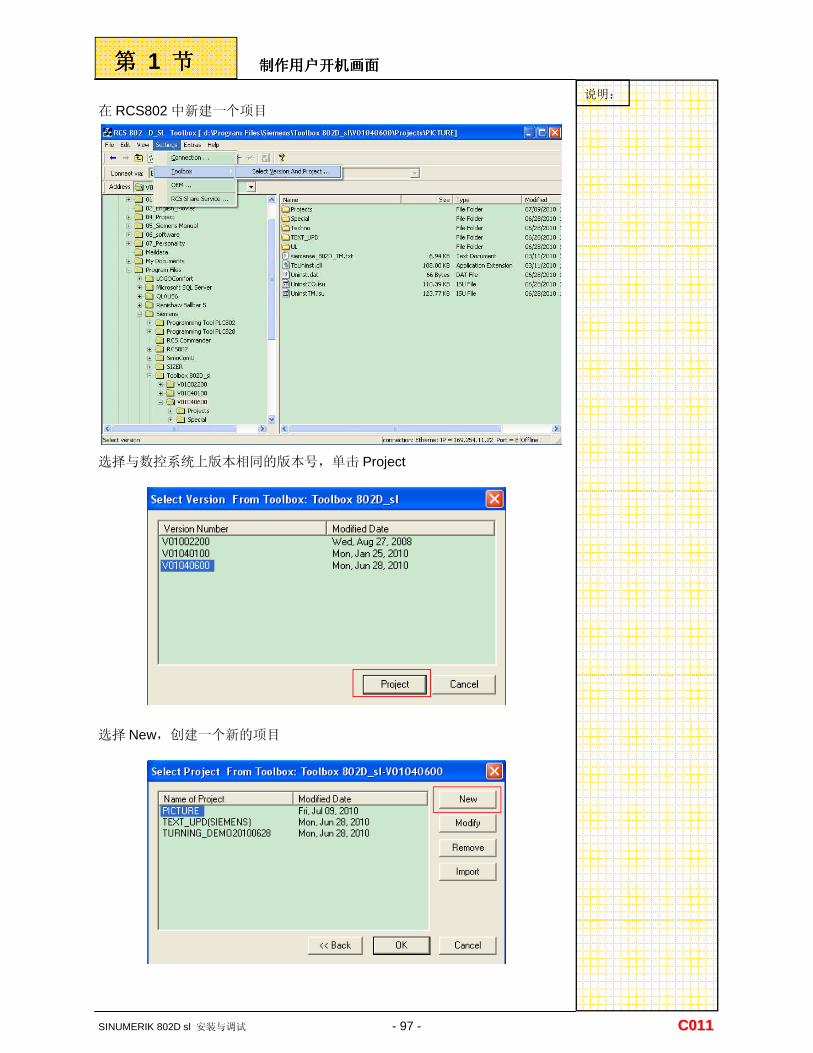
在 RCS802 中新建一个项目 说明:
SINUMERIK 802D sl 安装与调试 - 97 - CC001111
选择与数控系统上版本相同的版本号,单击 Project
选择 New,创建一个新的项目
制作开机画面制作开机画面制作开机画面制作开机画面 第第第第 1 节节节节
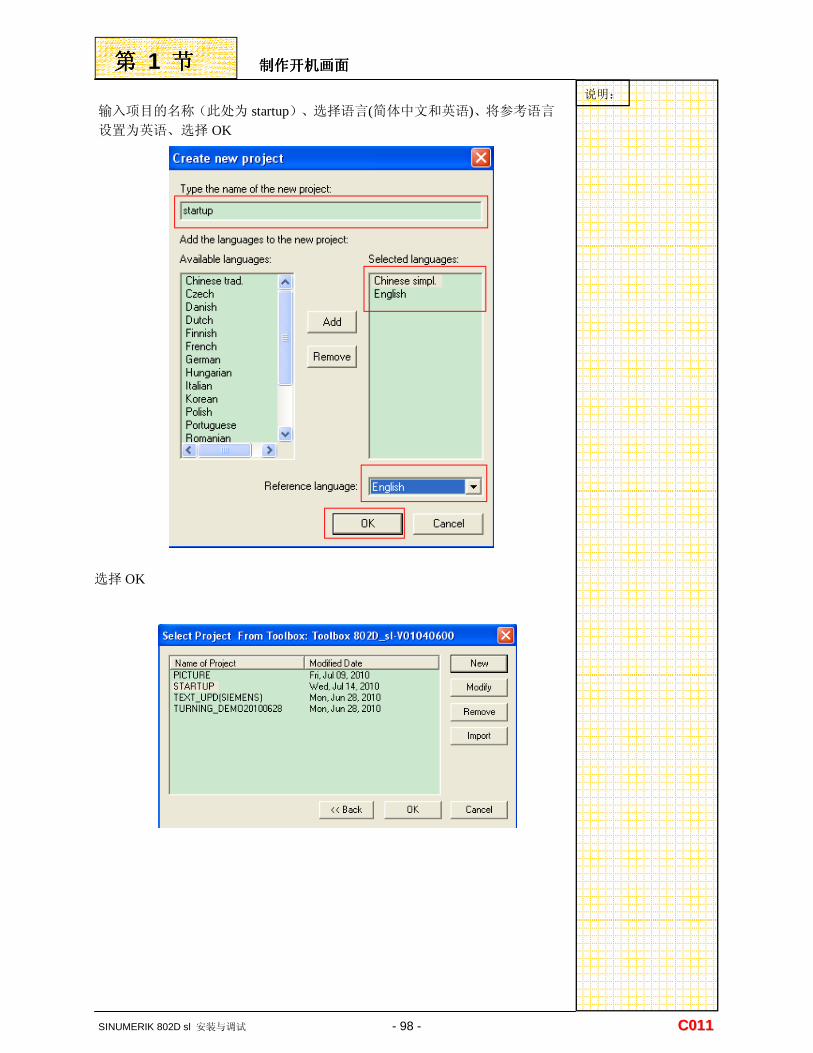
输入项目的名称(此处为 startup)、选择语言(简体中文和英语)、将参考语言
设置为英语、选择 OK
说明:
SINUMERIK 802D sl 安装与调试 - 98 - CC001111
选择 OK
制作用户开机画面制作用户开机画面制作用户开机画面制作用户开机画面 第第第第 1 节节节节
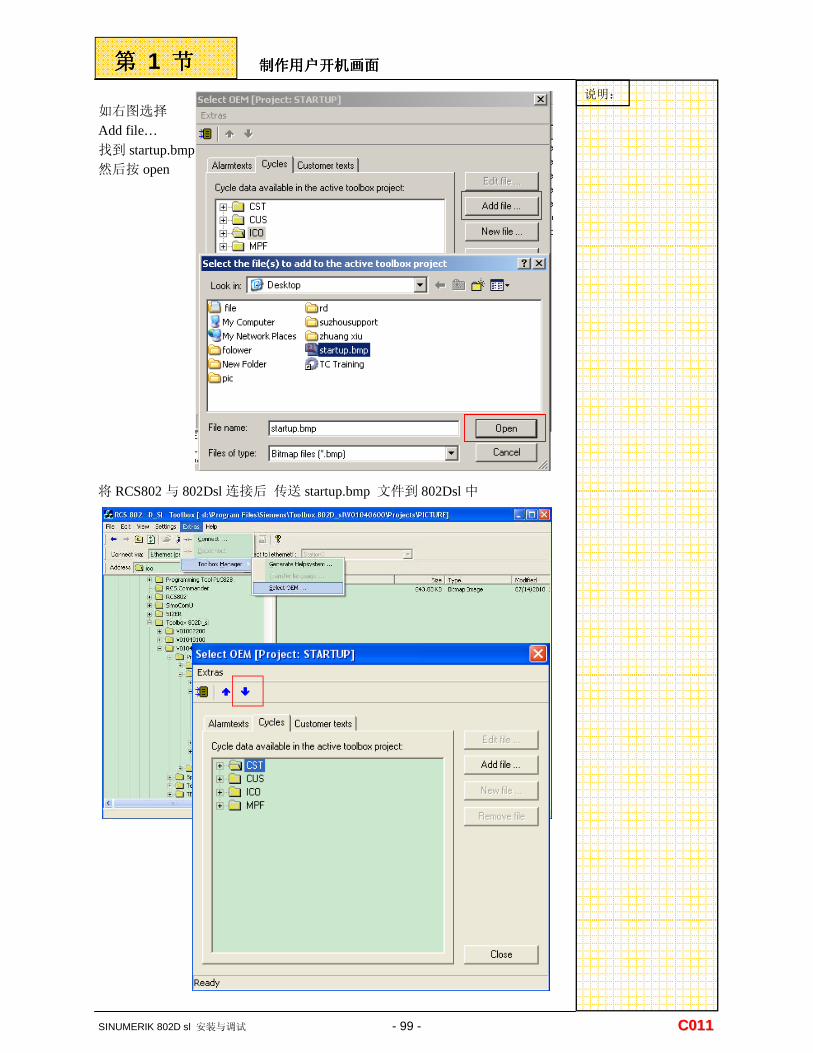
如右图选择
Add file…
找到 startup.bmp
然后按 open
说明:
SINUMERIK 802D sl 安装与调试 - 99 - CC001111
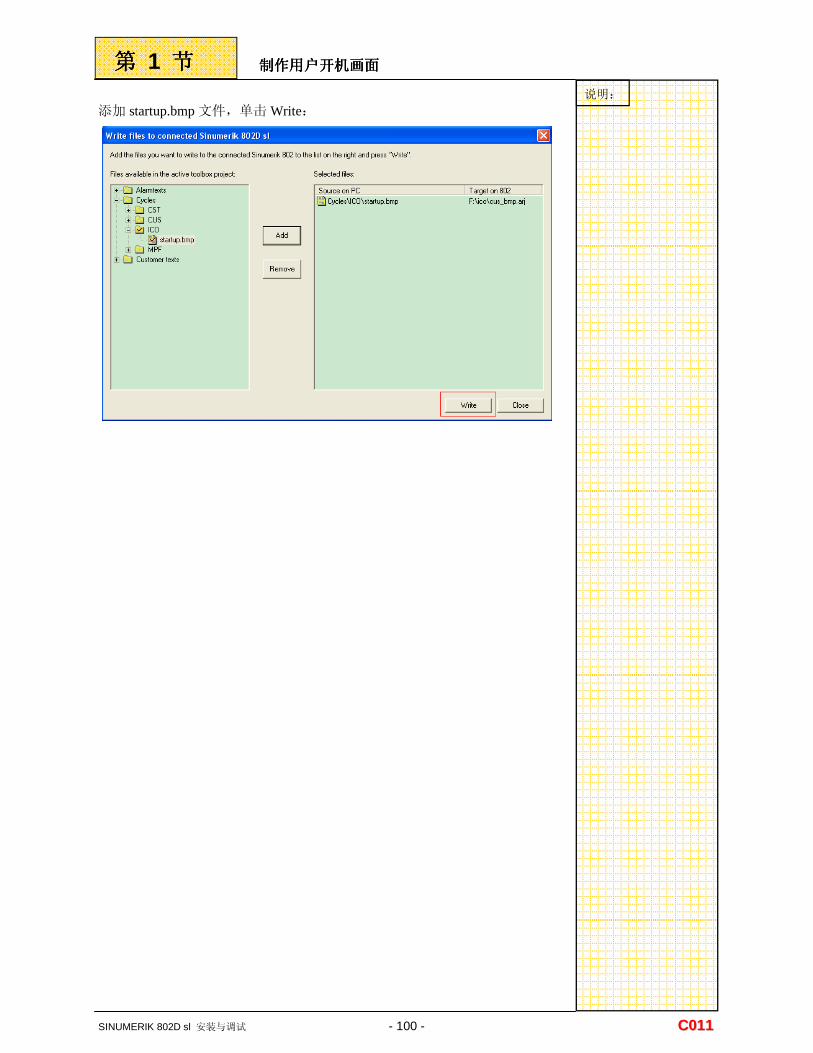
将 RCS802与 802Dsl连接后 传送 startup.bmp 文件到 802Dsl中
制作用户开机画面制作用户开机画面制作用户开机画面制作用户开机画面 第第第第 1 节节节节
添加 startup.bmp文件,单击 Write: 说明:
SINUMERIK 802D sl 安装与调试 - 100 - CC001111
调试铣床调试铣床调试铣床调试铣床 A 轴轴轴轴 C007
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何在铣床上增加/减少一个轴,能够完成铣床上回转台的配置。
本章概述本章概述本章概述本章概述:::: 通过修改机床配置在铣床上增加一个 A 轴。
调试铣床 A 轴
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 101 - CC000077
调试铣床 A 轴
第 1 节
加工实例
第 2 节
关于调试铣床 A 轴 PLC 可以参考第 7 章调试车床 C 轴内容。 802Dsl 系统的工具盒光盘安装好后,在其目录中保存着铣床初始化文件,将
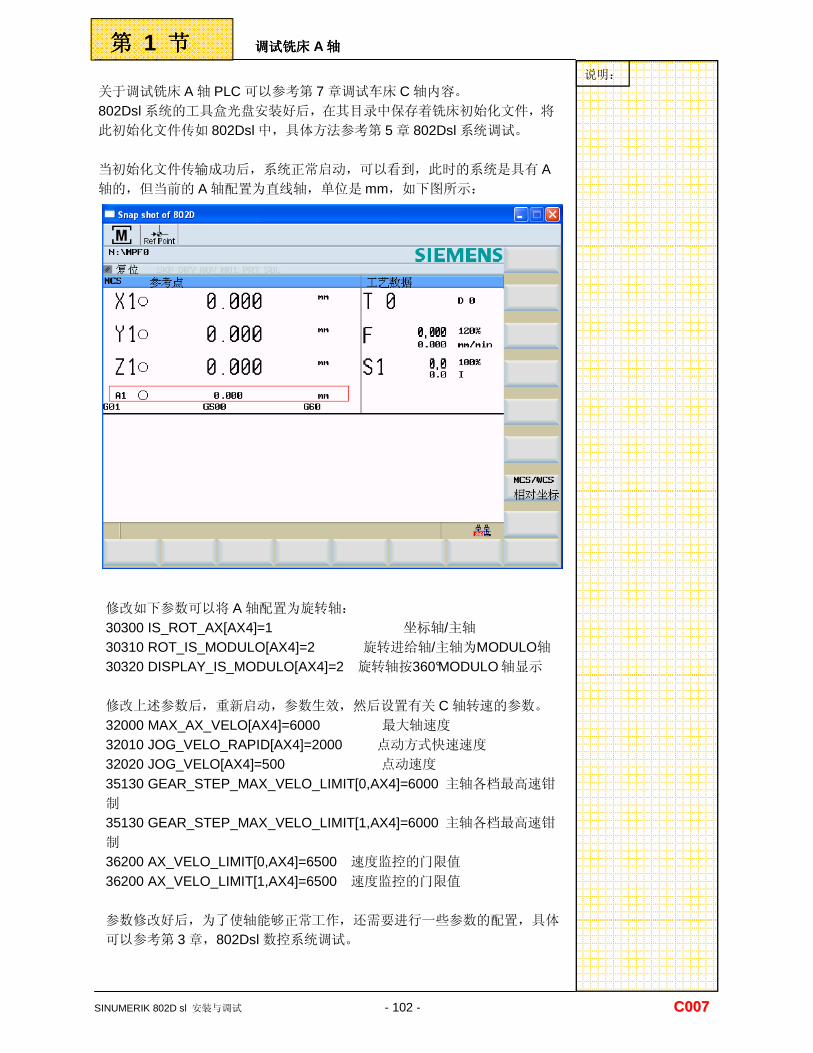
此初始化文件传如 802Dsl 中,具体方法参考第 5 章 802Dsl 系统调试。 当初始化文件传输成功后,系统正常启动,可以看到,此时的系统是具有 A轴的,但当前的 A 轴配置为直线轴,单位是 mm,如下图所示:
说明:
调试铣床调试铣床调试铣床调试铣床 A 轴轴轴轴 第第第第 1 节节节节
SINUMERIK 802D sl 安装与调试 - 102 - CC000077
修改如下参数可以将 A 轴配置为旋转轴: 30300 IS_ROT_AX[AX4]=1 坐标轴/主轴 30310 ROT_IS_MODULO[AX4]=2 旋转进给轴/主轴为MODULO轴 30320 DISPLAY_IS_MODULO[AX4]=2 旋转轴按360°MODULO轴显示 修改上述参数后,重新启动,参数生效,然后设置有关 C 轴转速的参数。 32000 MAX_AX_VELO[AX4]=6000 最大轴速度 32010 JOG_VELO_RAPID[AX4]=2000 点动方式快速速度 32020 JOG_VELO[AX4]=500 点动速度 35130 GEAR_STEP_MAX_VELO_LIMIT[0,AX4]=6000 主轴各档最高速钳
制 35130 GEAR_STEP_MAX_VELO_LIMIT[1,AX4]=6000 主轴各档最高速钳
制 36200 AX_VELO_LIMIT[0,AX4]=6500 速度监控的门限值 36200 AX_VELO_LIMIT[1,AX4]=6500 速度监控的门限值 参数修改好后,为了使轴能够正常工作,还需要进行一些参数的配置,具体
可以参考第 3 章,802Dsl 数控系统调试。
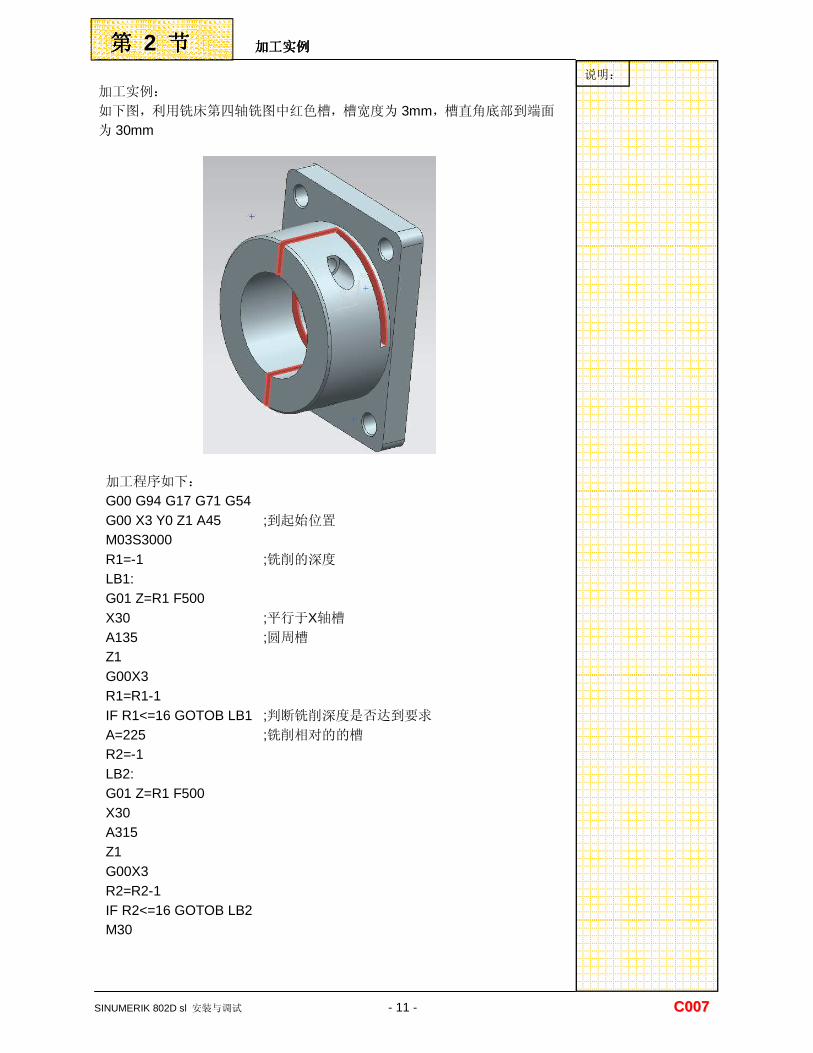
加工实例: 如下图,利用铣床第四轴铣图中红色槽,槽宽度为 3mm,槽直角底部到端面
为 30mm
说明:
加工实例加工实例加工实例加工实例 第第第第 2 节节节节
SINUMERIK 802D sl 安装与调试 - 11 - CC000077
加工程序如下: G00 G94 G17 G71 G54 G00 X3 Y0 Z1 A45 ;到起始位置 M03S3000 R1=-1 ;铣削的深度 LB1: G01 Z=R1 F500 X30 ;平行于X轴槽 A135 ;圆周槽 Z1 G00X3 R1=R1-1 IF R1<=16 GOTOB LB1 ;判断铣削深度是否达到要求 A=225 ;铣削相对的的槽 R2=-1 LB2: G01 Z=R1 F500 X30 A315 Z1 G00X3 R2=R2-1 IF R2<=16 GOTOB LB2 M30

安装标准循环安装标准循环安装标准循环安装标准循环 C009
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,能够完成西门子标准循环的安装。
本章概述本章概述本章概述本章概述:::: 本章描述了如何安装西门子标准循环。
安装标准循环
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 105 - CC000099
安装标准循环
第 1 节
安装标准循环 第第第第 1 节节节节
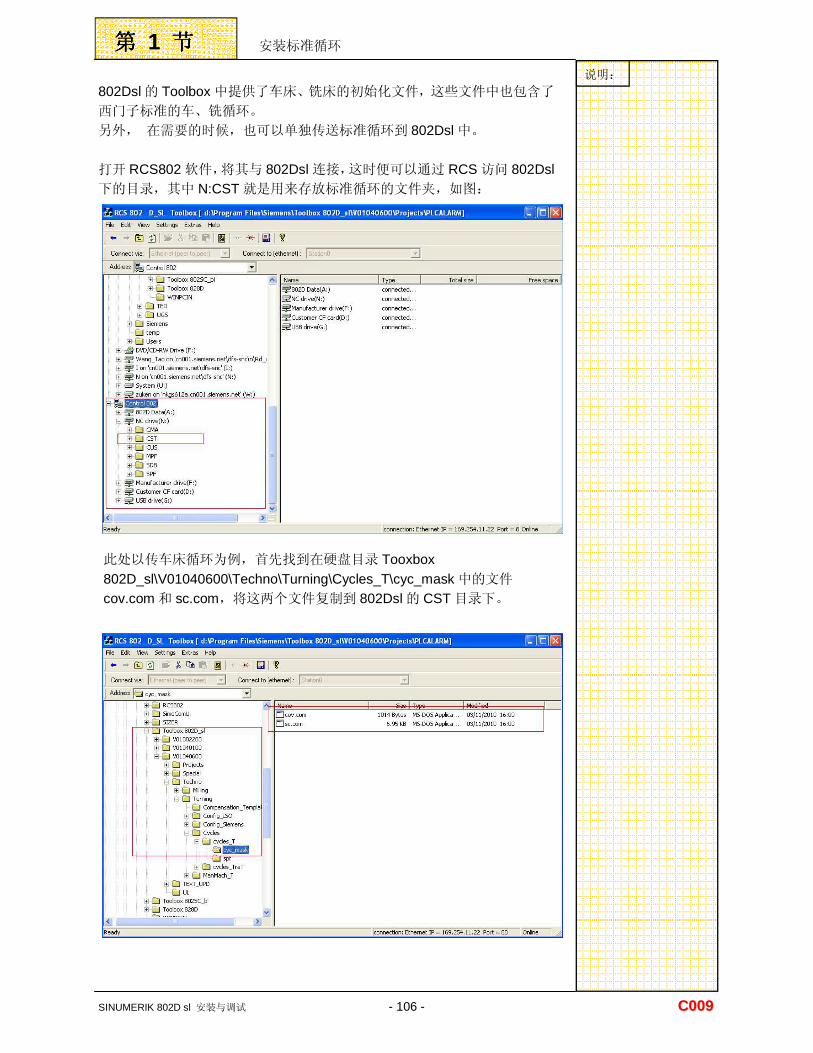
802Dsl 的 Toolbox 中提供了车床、铣床的初始化文件,这些文件中也包含了
西门子标准的车、铣循环。
另外, 在需要的时候,也可以单独传送标准循环到 802Dsl 中。
打开 RCS802 软件,将其与 802Dsl 连接,这时便可以通过 RCS 访问 802Dsl下的目录,其中 N:CST 就是用来存放标准循环的文件夹,如图:
说明:
SINUMERIK 802D sl 安装与调试 - 106 - CC000099
此处以传车床循环为例,首先找到在硬盘目录 Tooxbox 802D_sl\V01040600\Techno\Turning\Cycles_T\cyc_mask 中的文件
cov.com 和 sc.com,将这两个文件复制到 802Dsl 的 CST 目录下。
安装标准循环 第第第第 1 节节节节
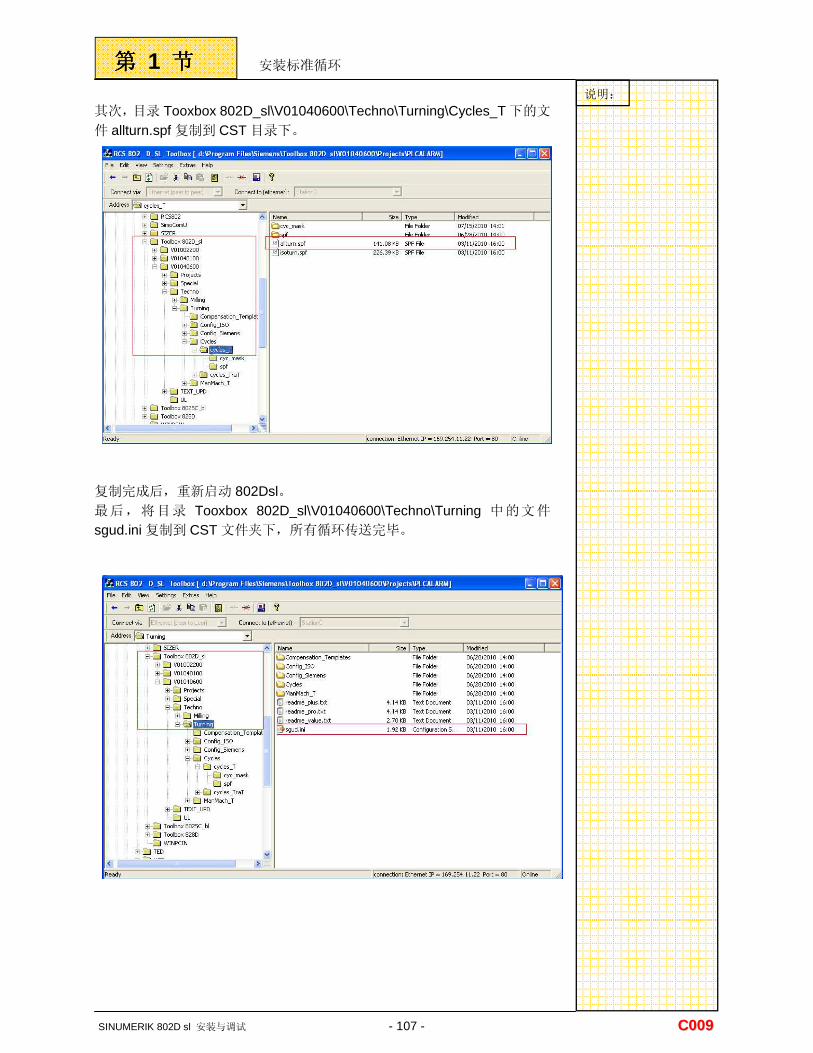
复制完成后,重新启动 802Dsl。 最后,将目录 Tooxbox 802D_sl\V01040600\Techno\Turning 中的文件
sgud.ini 复制到 CST 文件夹下,所有循环传送完毕。
说明:
SINUMERIK 802D sl 安装与调试 - 107 - CC000099
其次,目录 Tooxbox 802D_sl\V01040600\Techno\Turning\Cycles_T 下的文
件 allturn.spf 复制到 CST 目录下。

创建用户循环创建用户循环创建用户循环创建用户循环 C010
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何创建一个自定义的循环程序。
本章概述本章概述本章概述本章概述:::: 802Dsl 中集成了标准的西门子循环文件,用户也可以根据自身的需要创建一个循环程序。
创建用户循环
本章内容本章内容本章内容本章内容::::
所需文件概述 第 1 节
SINUMERIK 802D sl 安装与调试 - 109 - CC001100
用户循环示例 第 2 节
所需文件概述所需文件概述所需文件概述所需文件概述 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 110 - CC001100
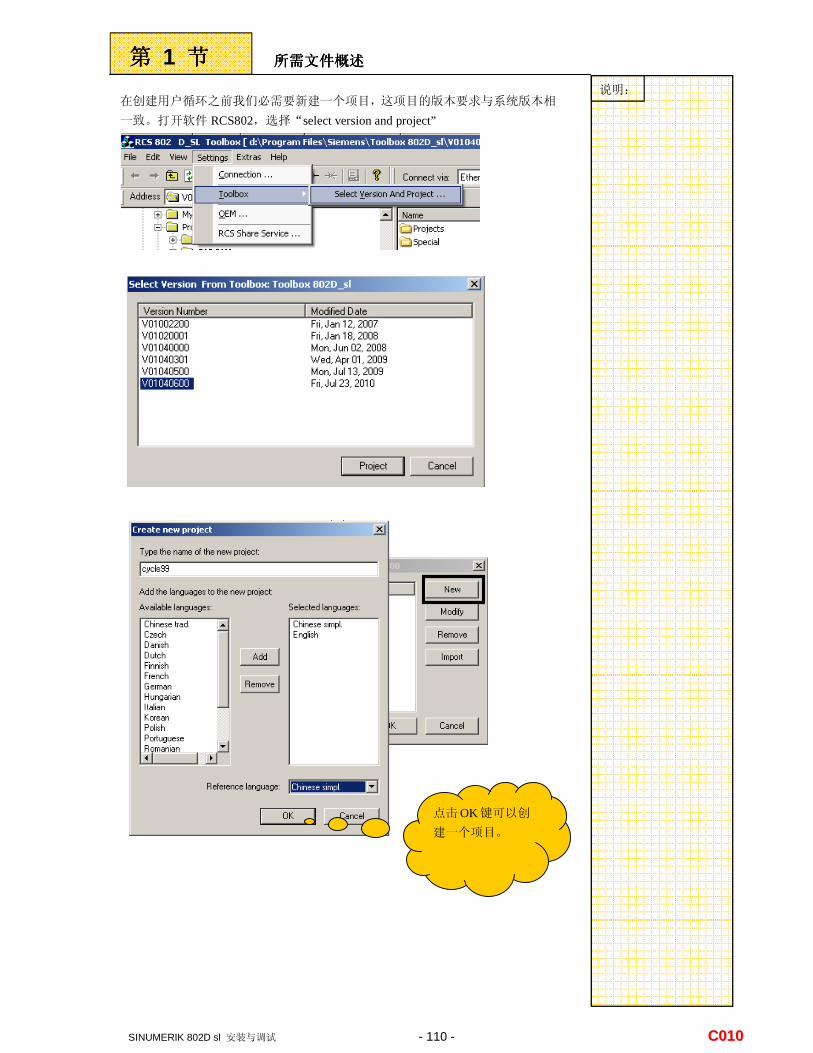
在创建用户循环之前我们必需要新建一个项目,这项目的版本要求与系统版本相
一致。打开软件 RCS802,选择“select version and project”
点击OK键可以创
建一个项目。
所需文件概述所需文件概述所需文件概述所需文件概述 第第第第 1 节节节节
为了保证用户循环能够正确无误的使用,与循环相关文件的编写和修改是必
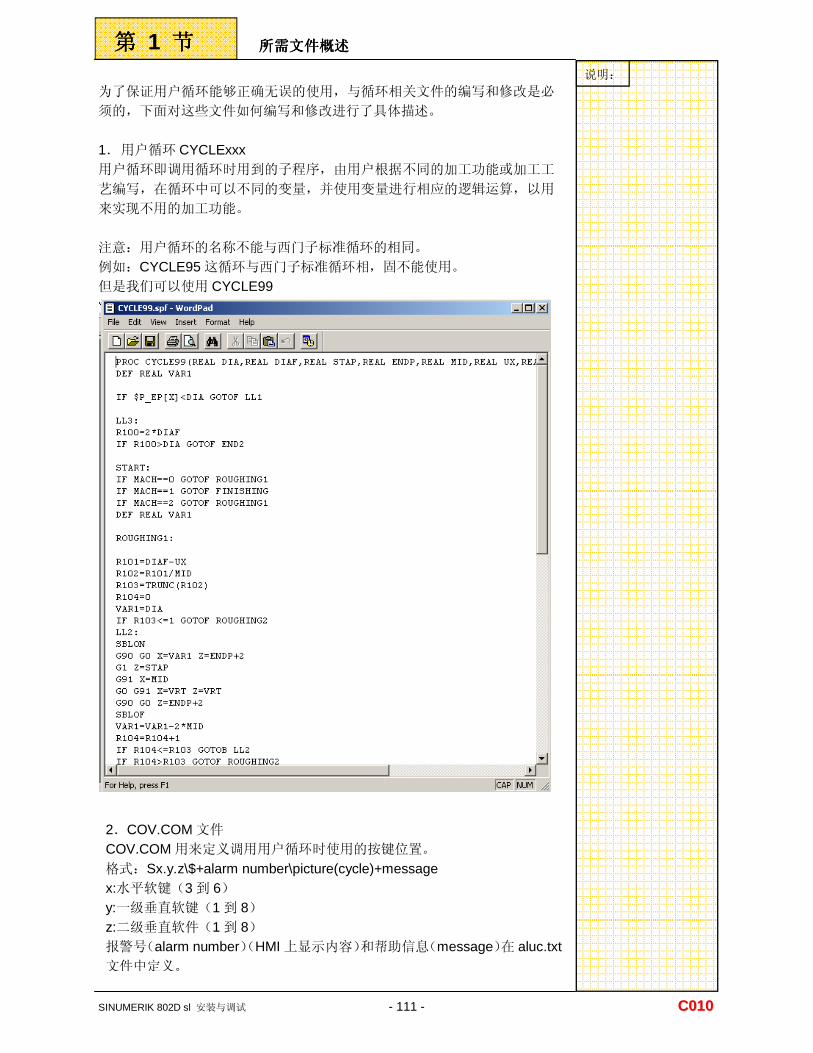
须的,下面对这些文件如何编写和修改进行了具体描述。 1. 用户循环 CYCLExxx 用户循环即调用循环时用到的子程序,由用户根据不同的加工功能或加工工
艺编写,在循环中可以不同的变量,并使用变量进行相应的逻辑运算,以用
来实现不用的加工功能。 注意:用户循环的名称不能与西门子标准循环的相同。 例如:CYCLE95 这循环与西门子标准循环相,固不能使用。 但是我们可以使用 CYCLE99
说明:
SINUMERIK 802D sl 安装与调试 - 111 - CC001100
2.COV.COM 文件 COV.COM 用来定义调用用户循环时使用的按键位置。 格式:Sx.y.z\$+alarm number\picture(cycle)+message x:水平软键(3 到 6) y:一级垂直软键(1 到 8) z:二级垂直软件(1 到 8) 报警号(alarm number)(HMI 上显示内容)和帮助信息(message)在 aluc.txt文件中定义。
所需文件概述所需文件概述所需文件概述所需文件概述 第第第第 1 节节节节
3.SC.COM 文件 用来定义循环中各个参数的位置及相关的帮助信息,同时使用这个文件还可 对每一个数据输入框的数值进行约束。
编辑时参照如下格式:
开始://CN1(CYCLE99)
格式1:(I/*0 1 2/0/$85028)[$85008/MACH]B CN1
格式 2:(R/1 99999.99/1/$85029)[$85009/VRT]
格式说明:
1:可以用“//” 开始一个循环的编写,CN1为所调用的图片
2:格式 1
I 表示此参数为整数型。
* 0 1 2 表示此参数有三个固定的数据可供选择
0 表示默认数据为 0
$85028 表示此参数的帮助信息内容
$85008/MACH 表示此参数的名称
B CN1 表示选中此参数时可以同时调用图片 CN1
3: 格式 2
R 表示此参数为实数型
/1 99999.99/ 表示此参数的取值范围为 1到 99999.99
说明:
SINUMERIK 802D sl 安装与调试 - 112 - CC001100
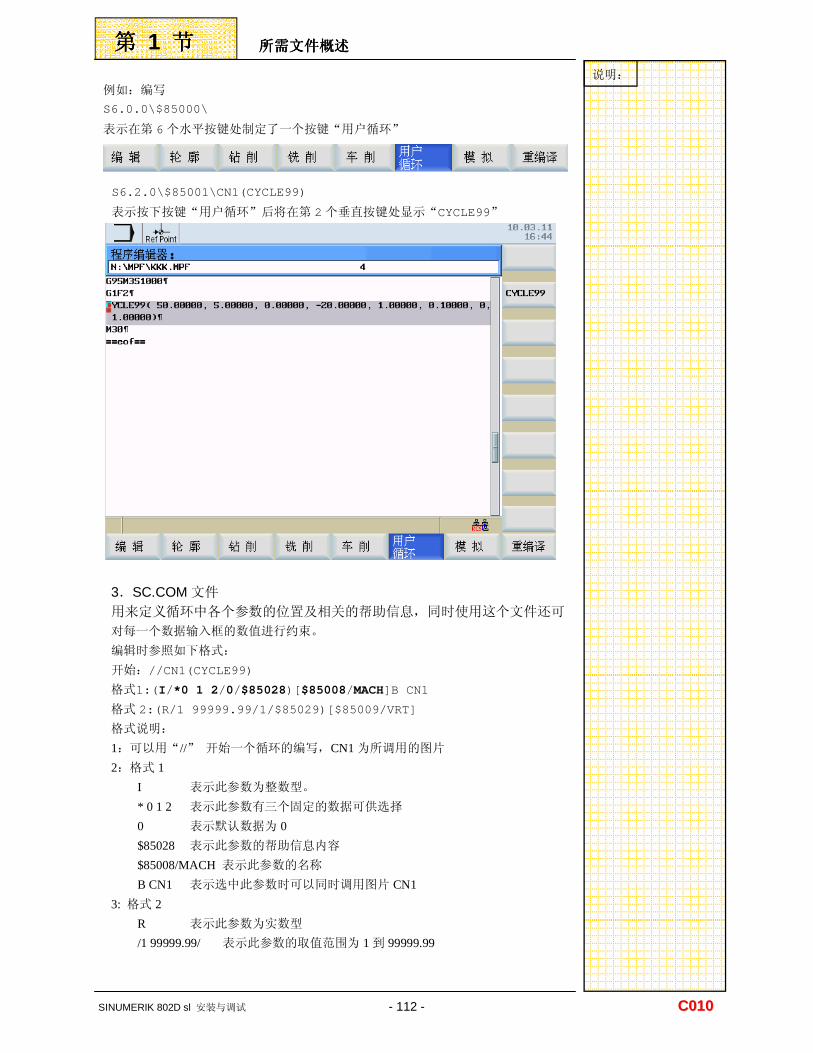
例如:编写
S6.0.0\$85000\
表示在第 6个水平按键处制定了一个按键“用户循环”
S6.2.0\$85001\CN1(CYCLE99)
表示按下按键“用户循环”后将在第 2个垂直按键处显示“CYCLE99”
所需文件概述所需文件概述所需文件概述所需文件概述 第第第第 1 节节节节
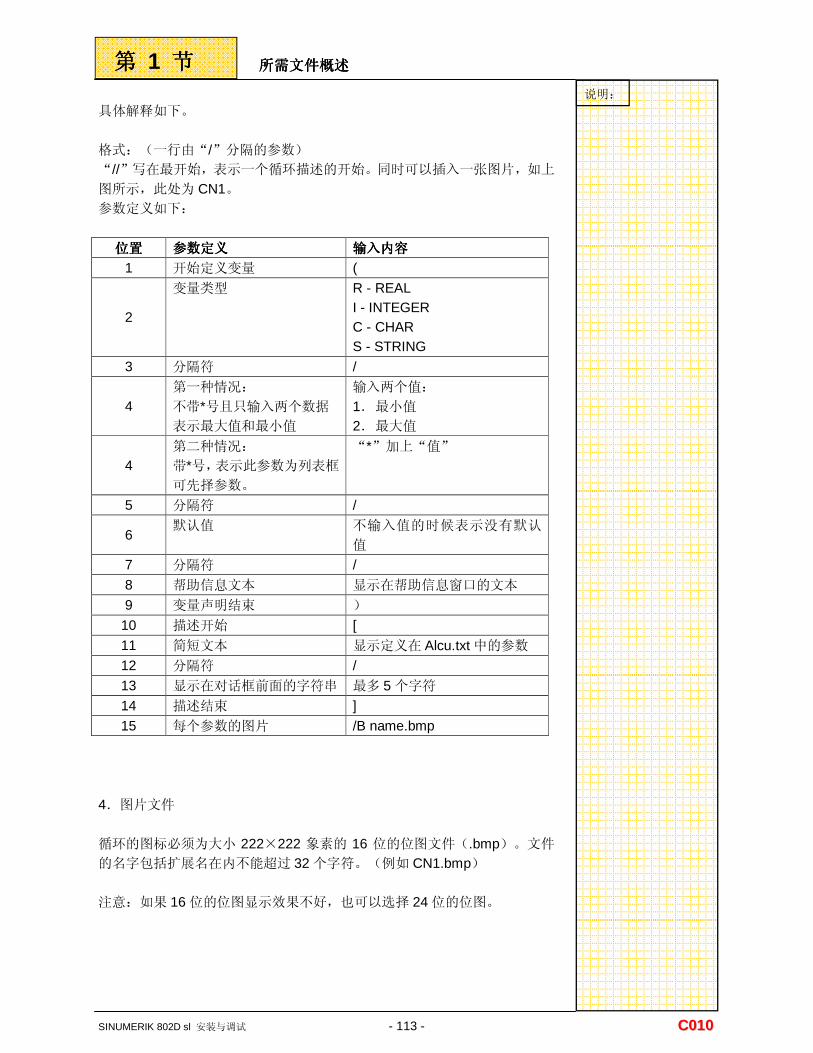
具体解释如下。 格式:(一行由“/”分隔的参数) “//”写在最开始,表示一个循环描述的开始。同时可以插入一张图片,如上
图所示,此处为 CN1。 参数定义如下:
位置位置位置位置 参数定义参数定义参数定义参数定义 输入内容输入内容输入内容输入内容 1 开始定义变量 (
2
变量类型 R - REAL I - INTEGER C - CHAR S - STRING
3 分隔符 /
4 第一种情况: 不带*号且只输入两个数据 表示最大值和最小值
输入两个值: 1. 最小值 2. 最大值
4 第二种情况: 带*号,表示此参数为列表框
可先择参数。
“*”加上“值”
5 分隔符 /
6 默认值 不输入值的时候表示没有默认
值
7 分隔符 /
8 帮助信息文本 显示在帮助信息窗口的文本
9 变量声明结束 )
10 描述开始 [
11 简短文本 显示定义在 Alcu.txt 中的参数
12 分隔符 /
13 显示在对话框前面的字符串 最多 5 个字符
14 描述结束 ]
15 每个参数的图片 /B name.bmp
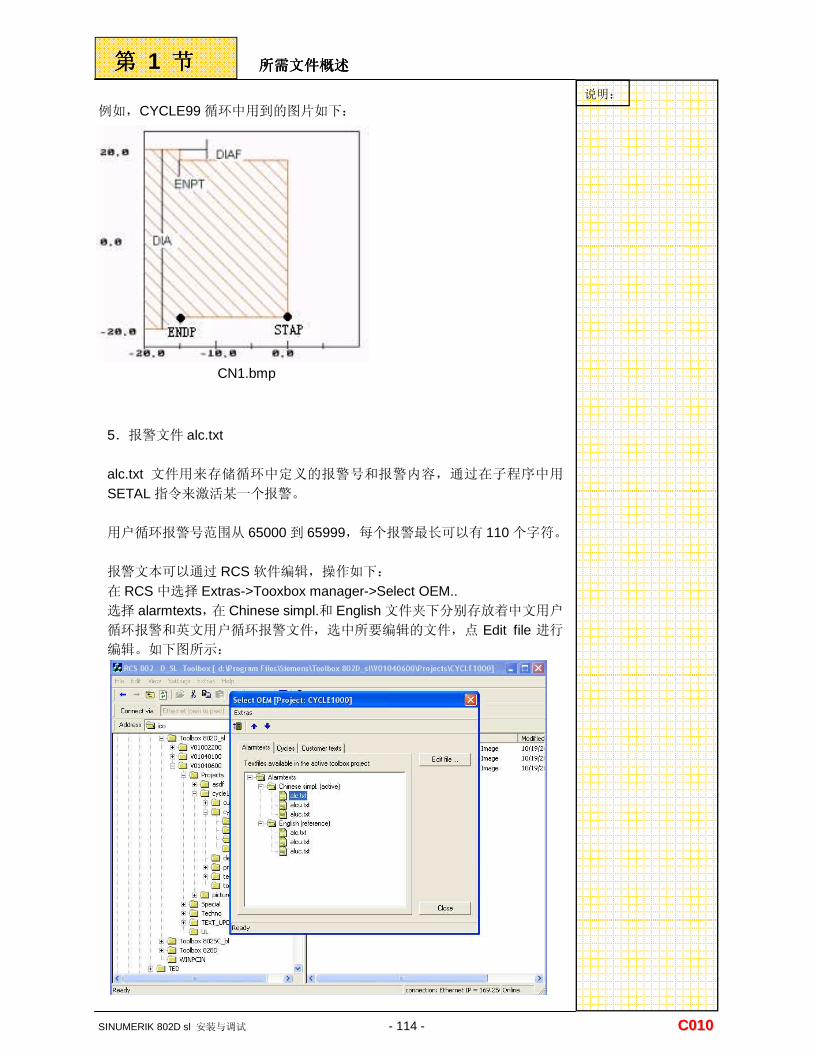
4.图片文件 循环的图标必须为大小 222×222 象素的 16 位的位图文件(.bmp)。文件
的名字包括扩展名在内不能超过 32 个字符。(例如 CN1.bmp) 注意:如果 16 位的位图显示效果不好,也可以选择 24 位的位图。
说明:
SINUMERIK 802D sl 安装与调试 - 113 - CC001100
所需文件概述所需文件概述所需文件概述所需文件概述 第第第第 1 节节节节
例如,CYCLE99 循环中用到的图片如下: 说明:
SINUMERIK 802D sl 安装与调试 - 114 - CC001100
CN1.bmp
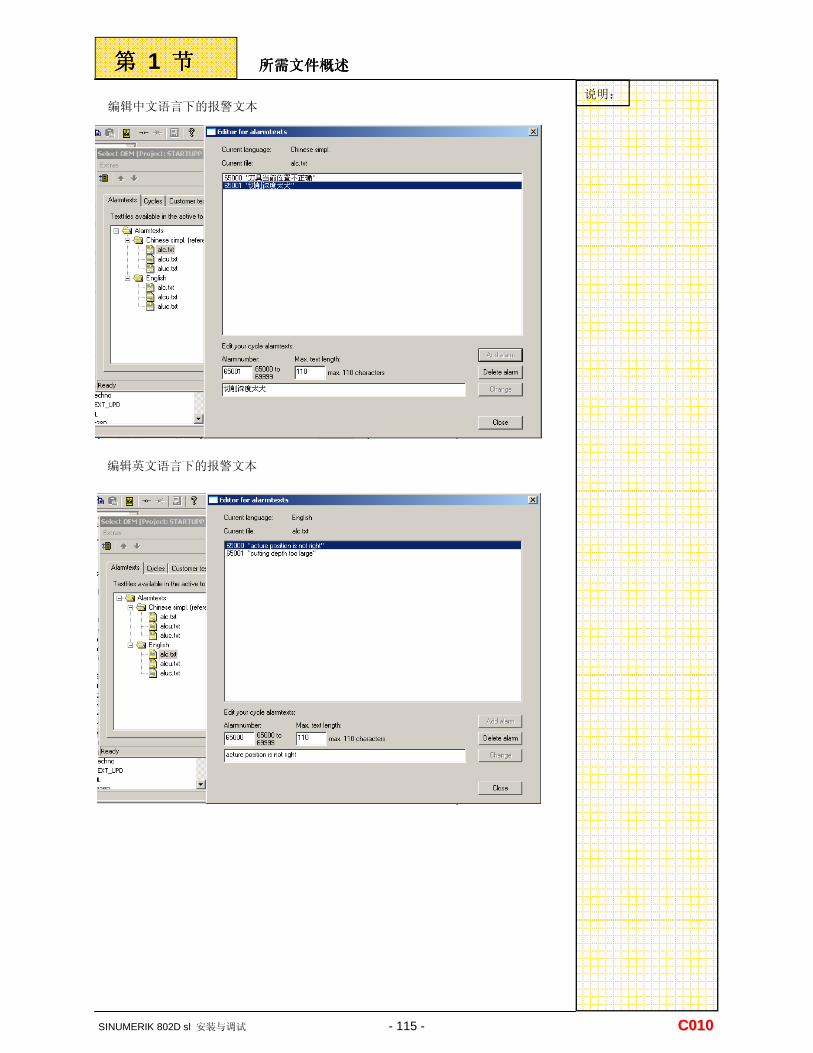
5.报警文件 alc.txt alc.txt 文件用来存储循环中定义的报警号和报警内容,通过在子程序中用
SETAL 指令来激活某一个报警。 用户循环报警号范围从 65000 到 65999,每个报警最长可以有 110 个字符。 报警文本可以通过 RCS 软件编辑,操作如下: 在 RCS 中选择 Extras->Tooxbox manager->Select OEM.. 选择 alarmtexts,在 Chinese simpl.和 English 文件夹下分别存放着中文用户
循环报警和英文用户循环报警文件,选中所要编辑的文件,点 Edit file 进行
编辑。如下图所示:
所需文件概述所需文件概述所需文件概述所需文件概述 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 115 - CC001100
编辑中文语言下的报警文本
编辑英文语言下的报警文本
所需文件概述所需文件概述所需文件概述所需文件概述 第第第第 1 节节节节
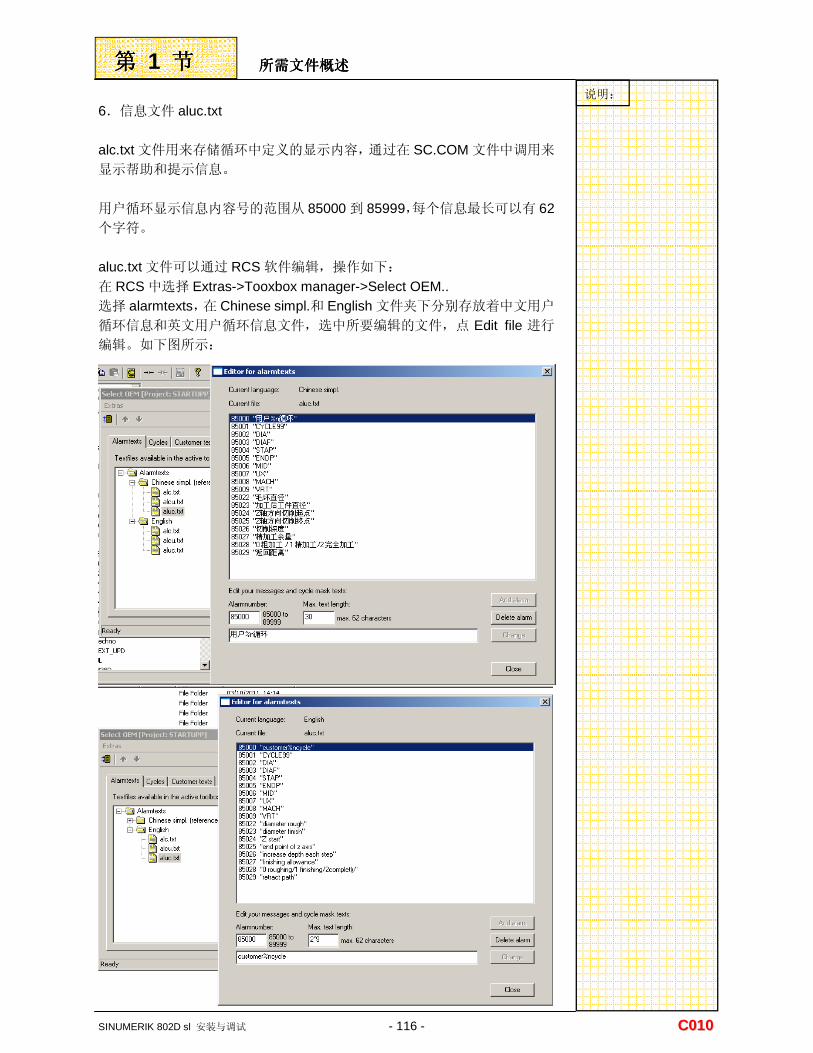
6.信息文件 aluc.txt alc.txt 文件用来存储循环中定义的显示内容,通过在 SC.COM 文件中调用来
显示帮助和提示信息。 用户循环显示信息内容号的范围从 85000 到 85999,每个信息最长可以有 62个字符。 aluc.txt 文件可以通过 RCS 软件编辑,操作如下: 在 RCS 中选择 Extras->Tooxbox manager->Select OEM.. 选择 alarmtexts,在 Chinese simpl.和 English 文件夹下分别存放着中文用户
循环信息和英文用户循环信息文件,选中所要编辑的文件,点 Edit file 进行
编辑。如下图所示:
说明:
SINUMERIK 802D sl 安装与调试 - 116 - CC001100
用户循环示例用户循环示例用户循环示例用户循环示例 第第第第 2 节节节节
当项目建立好之后,便可以进行与循环相关的文件的编写,具体如下: 1. 建立循环子程序文件 CYCLE99.spf 在系统或电脑上新建立一个程序,名称位 CYCLE99(如果建立在系统中,
请保存在 CUS 文加夹下) 输入如下程序: PROC CYCLE99(REAL DIA,REAL DIAF,REAL STAP,REAL ENDP,REAL
MID,REAL UX,REAL MACH,REAL VRT) SAVE SBLOF DISPLOF
DEF REAL VAR1
IF $P_EP[X]<DIA GOTOF LL1
LL3:
R100=2*DIAF
IF R100>DIA GOTOF END2
START:
IF MACH==0 GOTOF ROUGHING1
IF MACH==1 GOTOF FINISHING
IF MACH==2 GOTOF ROUGHING1
DEF REAL VAR1
ROUGHING1:
R101=DIAF-UX
R102=R101/MID
R103=TRUNC(R102)
R104=0
VAR1=DIA
IF R103<=1 GOTOF ROUGHING2
LL2:
SBLON
G90 G0 X=VAR1 Z=ENDP+2
G1 Z=STAP
G91 X=MID
G0 G91 X=VRT Z=VRT
G90 G0 Z=ENDP+2
SBLOF
VAR1=VAR1-2*MID
R104=R104+1
IF R104<=R103 GOTOB LL2
IF R104>R103 GOTOF ROUGHING2
ROUGHING2:
SBLON
G90 G0 X=DIA-2*DIAF+UX
G1 Z=STAP
G0 G91X=VRT Z=VRT
G90 G0 X=DIA+2
Z=ENDP+2
说明:
SINUMERIK 802D sl 安装与调试 - 117 - CC001100
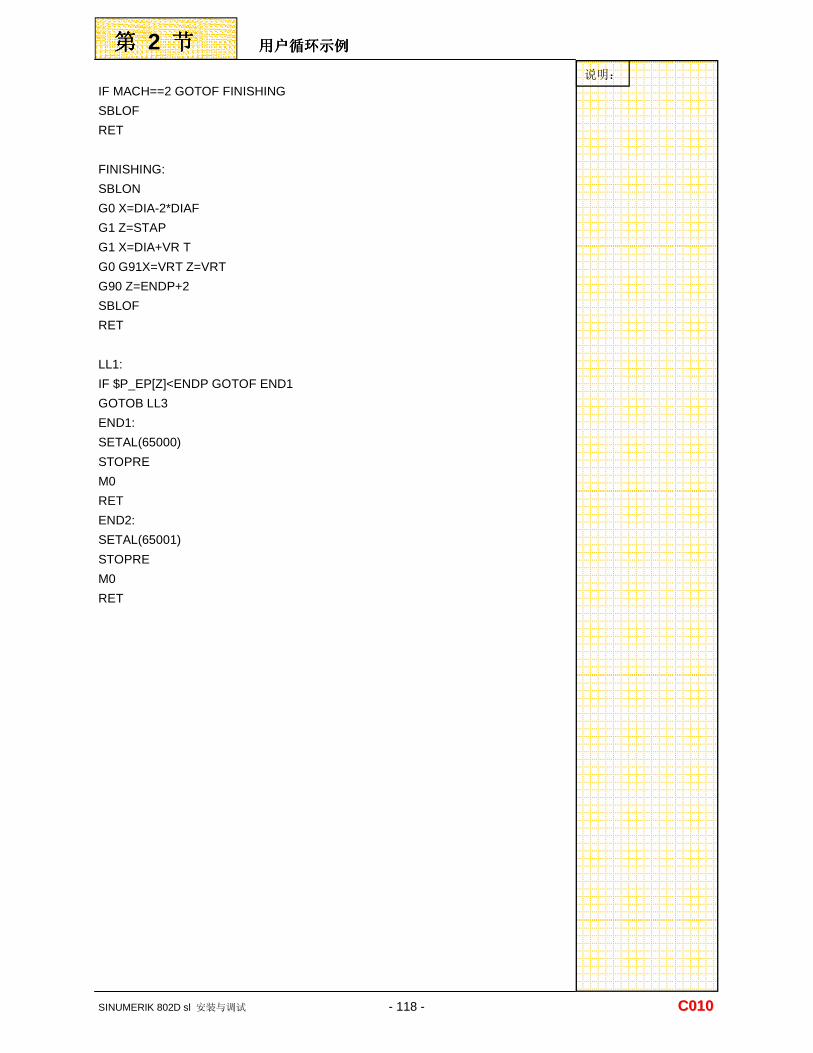
用户循环示例用户循环示例用户循环示例用户循环示例 第第第第 2 节节节节
IF MACH==2 GOTOF FINISHING
SBLOF
RET
FINISHING:
SBLON
G0 X=DIA-2*DIAF
G1 Z=STAP
G1 X=DIA+VR T
G0 G91X=VRT Z=VRT
G90 Z=ENDP+2
SBLOF
RET
LL1:
IF $P_EP[Z]<ENDP GOTOF END1
GOTOB LL3
END1:
SETAL(65000)
STOPRE
M0
RET
END2:
SETAL(65001)
STOPRE
M0
RET
说明:
SINUMERIK 802D sl 安装与调试 - 118 - CC001100
用户循环示例用户循环示例用户循环示例用户循环示例 第第第第 2 节节节节
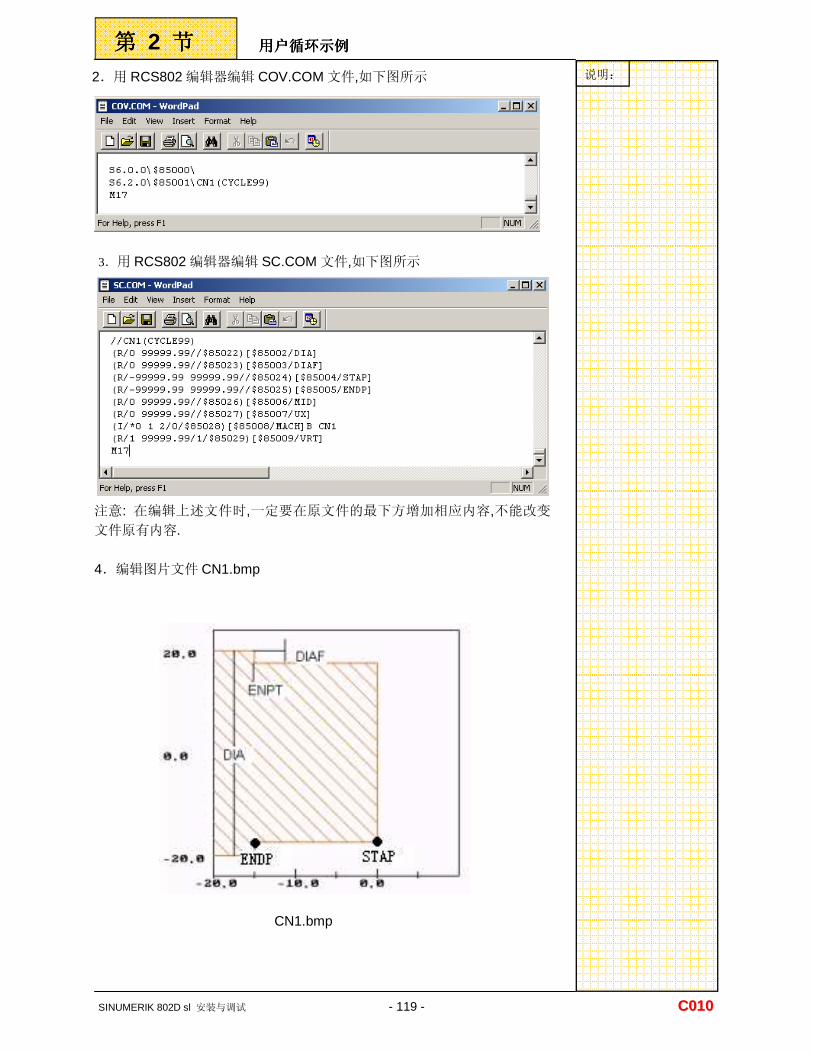
注意: 在编辑上述文件时,一定要在原文件的最下方增加相应内容,不能改变
文件原有内容. 4.编辑图片文件 CN1.bmp
说明:
SINUMERIK 802D sl 安装与调试 - 119 - CC001100
CN1.bmp
3.用 RCS802 编辑器编辑 SC.COM 文件,如下图所示
2.用 RCS802 编辑器编辑 COV.COM 文件,如下图所示
用户循环示例用户循环示例用户循环示例用户循环示例 第第第第 2 节节节节
SINUMERIK 802D sl 安装与调试 - 11 - CC001100
用户循环示例用户循环示例用户循环示例用户循环示例 第第第第 2 节节节节
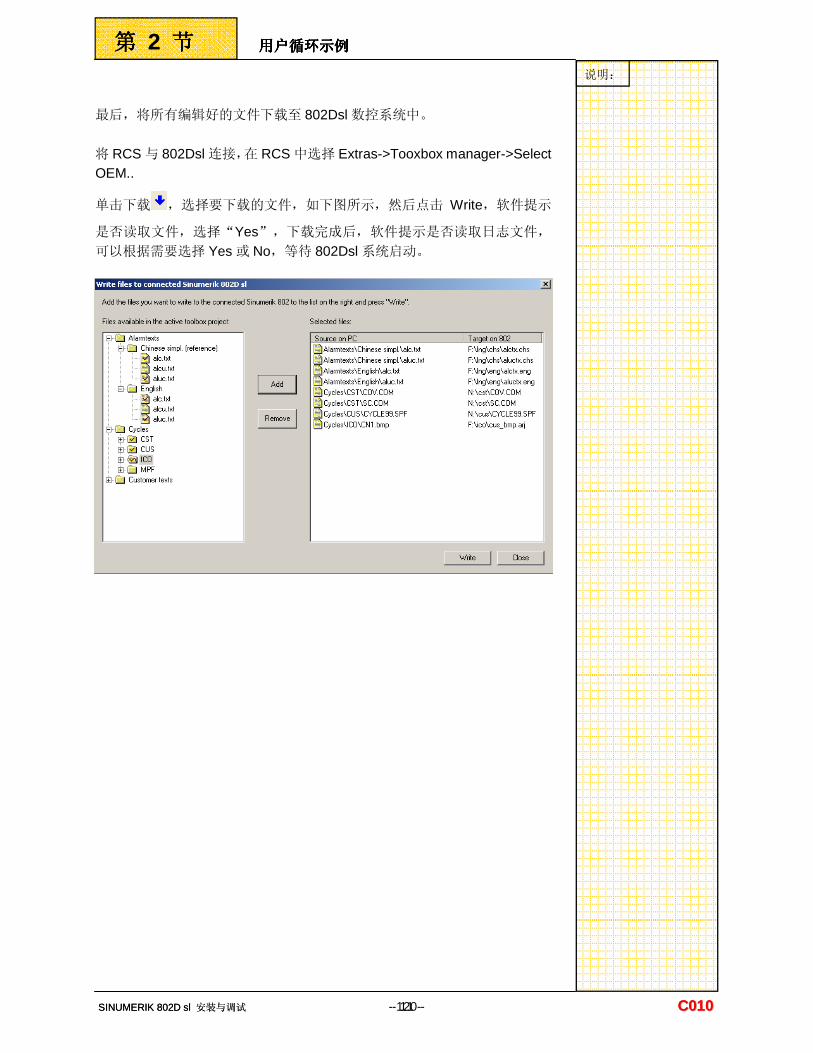
最后,将所有编辑好的文件下载至 802Dsl 数控系统中。 将 RCS 与 802Dsl 连接,在 RCS 中选择 Extras->Tooxbox manager->Select OEM..
单击下载 ,选择要下载的文件,如下图所示,然后点击 Write,软件提示
是否读取文件,选择“Yes”,下载完成后,软件提示是否读取日志文件,
可以根据需要选择 Yes 或 No,等待 802Dsl 系统启动。
说明:
SINUMERIK 802D sl 安装与调试 - 120 - CC001100
用户循环示例用户循环示例用户循环示例用户循环示例 第第第第 2 节节节节
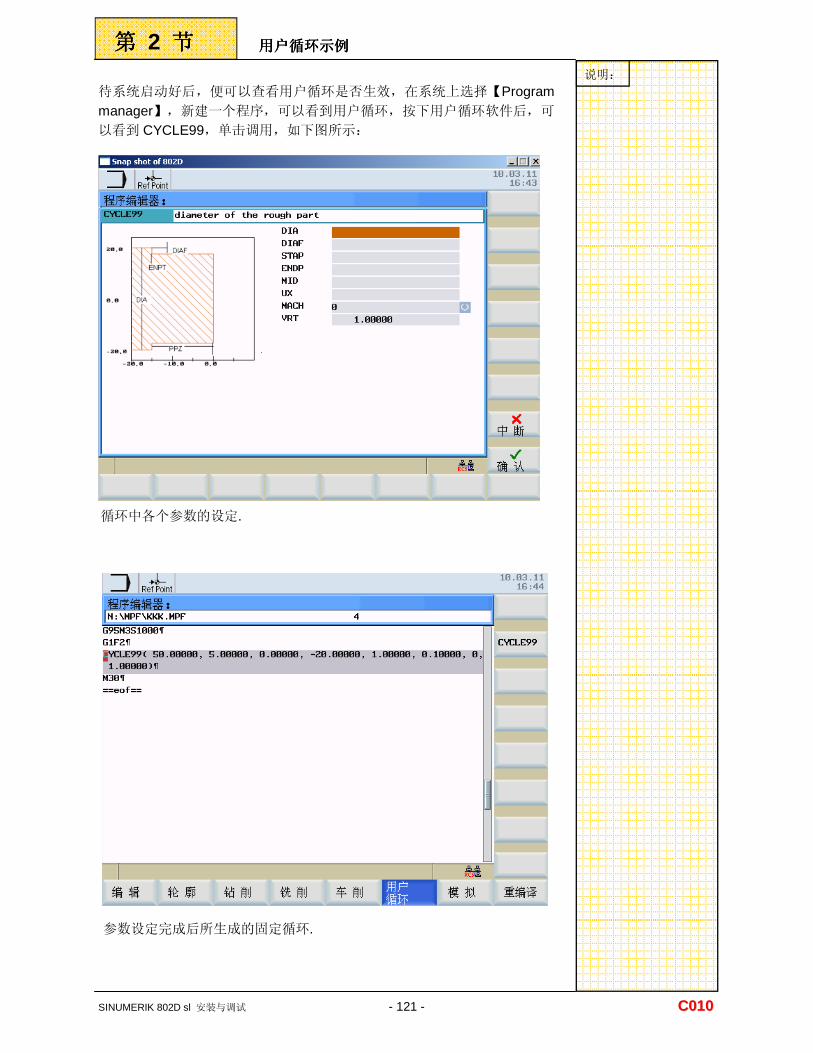
待系统启动好后,便可以查看用户循环是否生效,在系统上选择【Program manager】,新建一个程序,可以看到用户循环,按下用户循环软件后,可
以看到 CYCLE99,单击调用,如下图所示:
说明:
SINUMERIK 802D sl 安装与调试 - 121 - CC001100
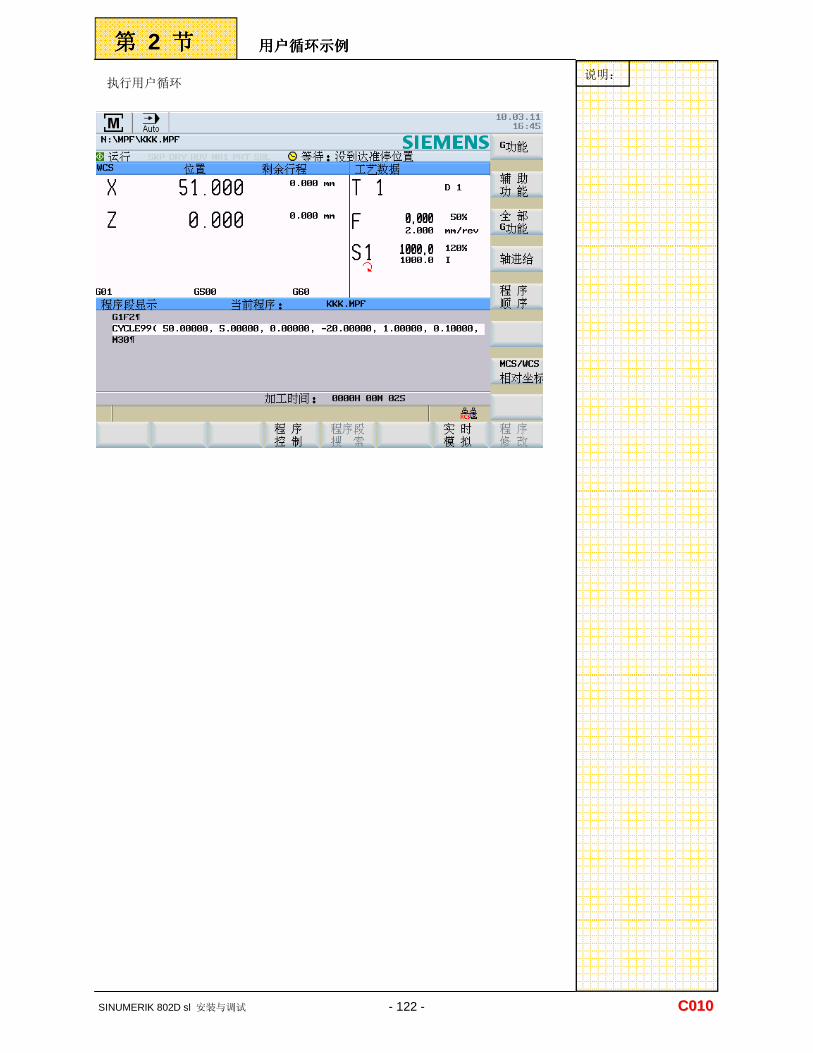
循环中各个参数的设定.
参数设定完成后所生成的固定循环.
用户循环示例用户循环示例用户循环示例用户循环示例 第第第第 2 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 122 - CC001100
执行用户循环
编辑编辑编辑编辑 PLC 报警文本报警文本报警文本报警文本 C012
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,能够完成 PLC 报警文本的编辑。
本章概述本章概述本章概述本章概述:::: 本章描述了如何编辑 802Dsl 数控系统 PLC 报警文本。
编辑 PLC 报警文本
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 123 - CC001122
在 802Dsl 上编辑 PLC报警文本 第 1 节
通过 RCS802 工具软件
编辑 PLC 报警文本 第 2 节
在 802Dsl 上编辑 PLC 报警文本 第第第第 1 节节节节
可以通过如下方法编辑 PLC 报警文本:
1.直接在 802Dsl 上编辑
2.使用 RCS802 软件编辑
下面就分别对两种方法进行介绍。
1. 直接在 802Dsl 上编写
2. 使用 RCS802 软件编写
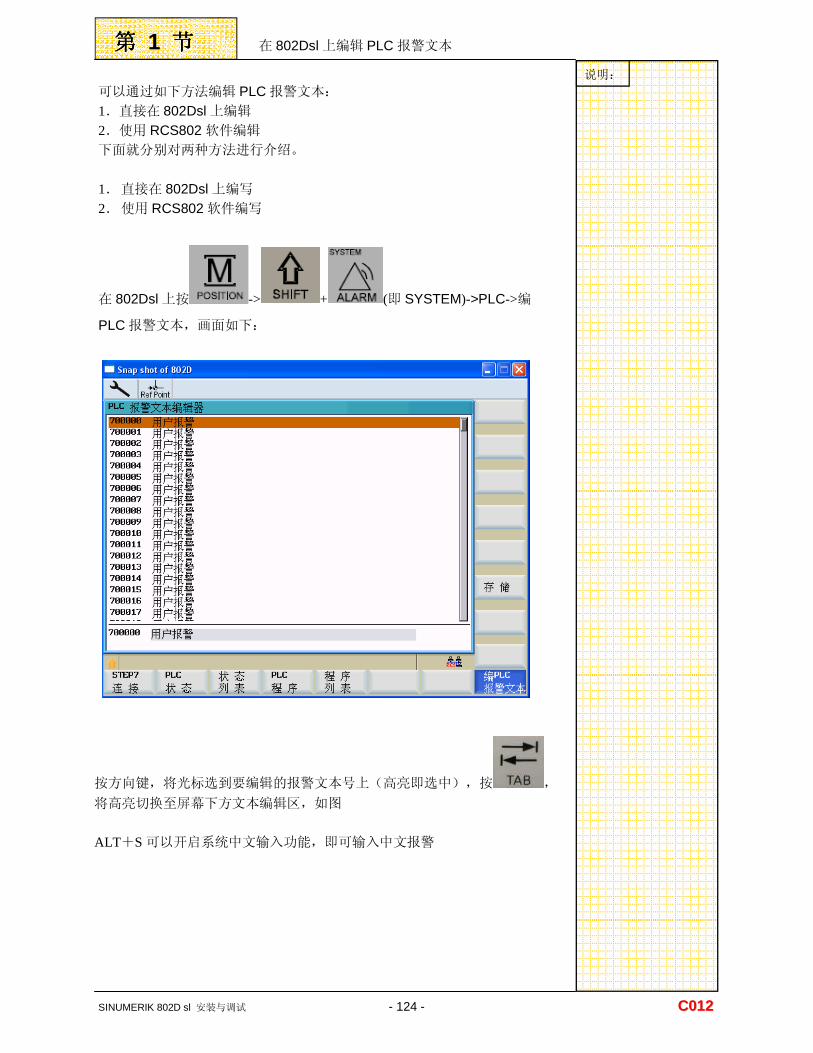
在 802Dsl 上按 -> + (即 SYSTEM)->PLC->编
PLC 报警文本,画面如下:
说明:
SINUMERIK 802D sl 安装与调试 - 124 - CC001122
按方向键,将光标选到要编辑的报警文本号上(高亮即选中),按 ,
将高亮切换至屏幕下方文本编辑区,如图
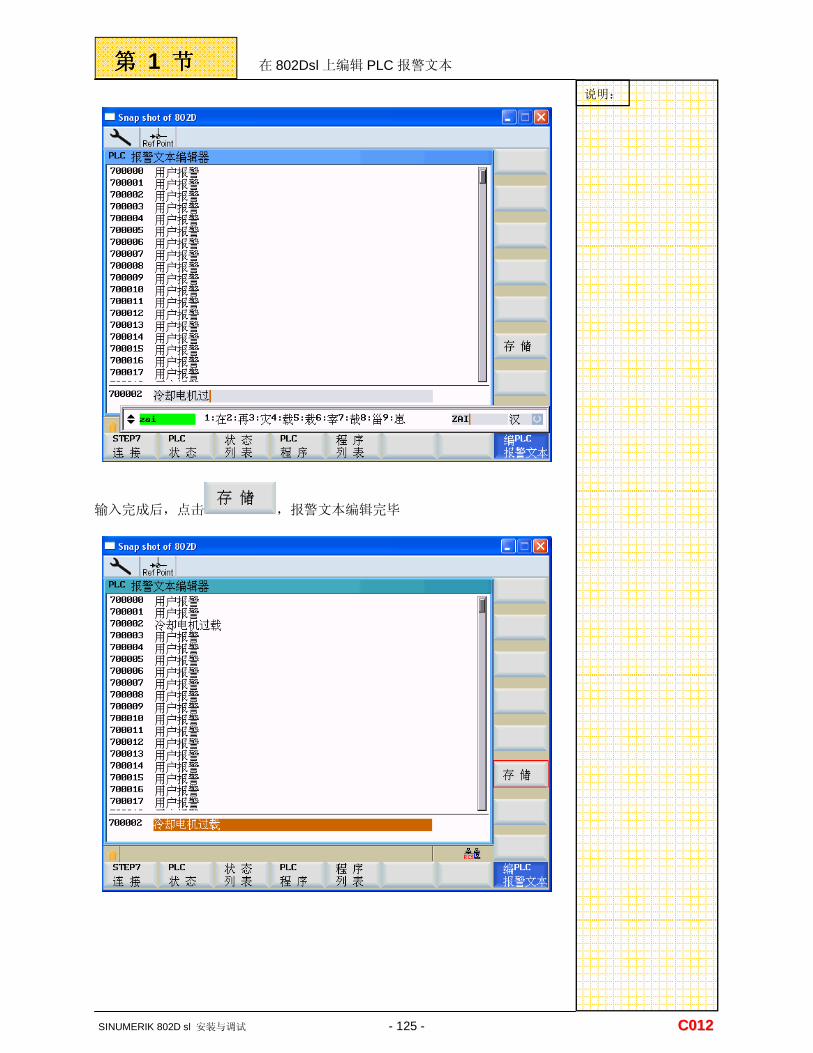
ALT+S可以开启系统中文输入功能,即可输入中文报警
在 802Dsl 上编辑 PLC 报警文本 第第第第 1 节节节节
输入完成后,点击 ,报警文本编辑完毕
说明:
SINUMERIK 802D sl 安装与调试 - 125 - CC001122
通过 RCS802 工具软件编辑 PLC 报警文本 第第第第 2 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 126 - CC001122
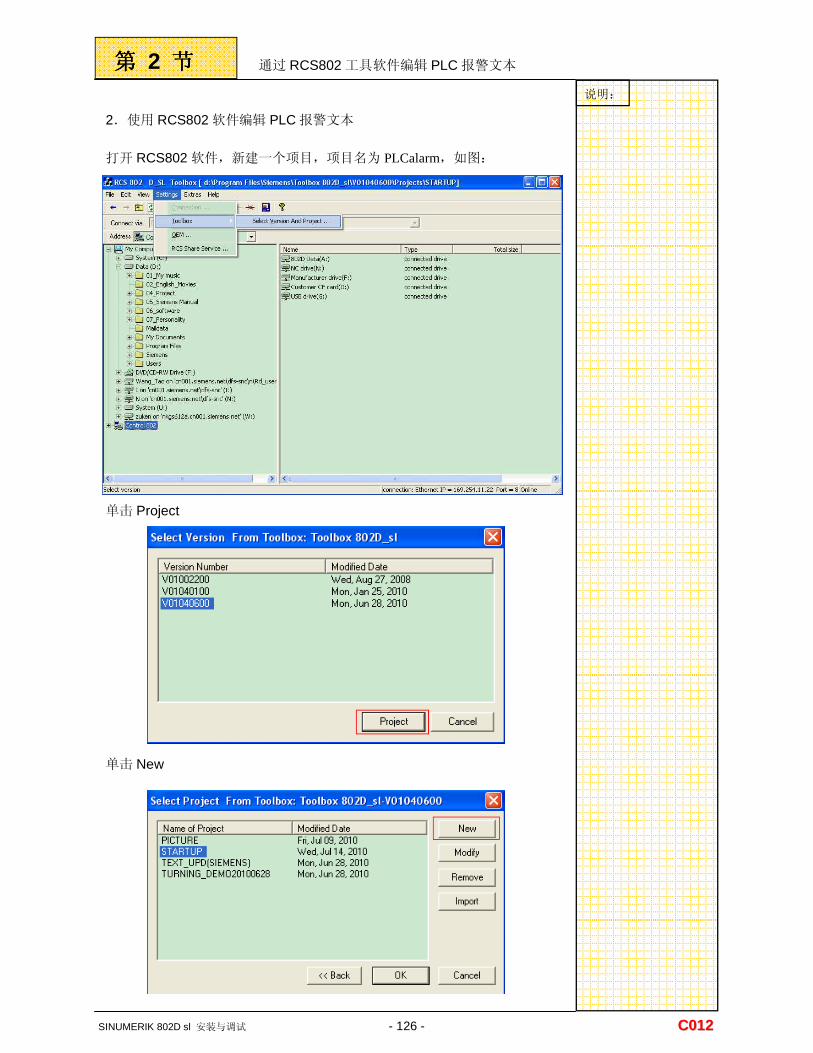
2.使用 RCS802 软件编辑 PLC 报警文本 打开 RCS802 软件,新建一个项目,项目名为 PLCalarm,如图:
单击 Project
单击 New
通过 RCS802 工具软件编辑 PLC 报警文本 第第第第 2 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 127 - CC001122
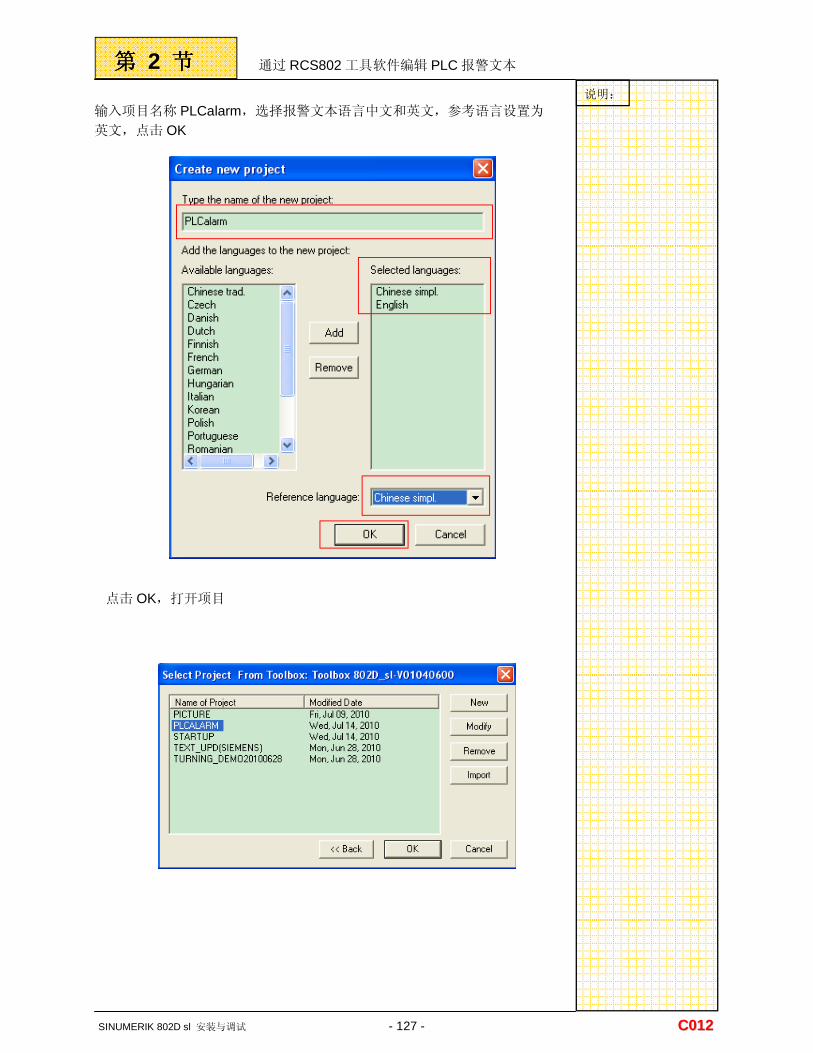
输入项目名称 PLCalarm,选择报警文本语言中文和英文,参考语言设置为
英文,点击 OK
点击 OK,打开项目
通过 RCS802 工具软件编辑 PLC 报警文本 第第第第 2 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 128 - CC001122
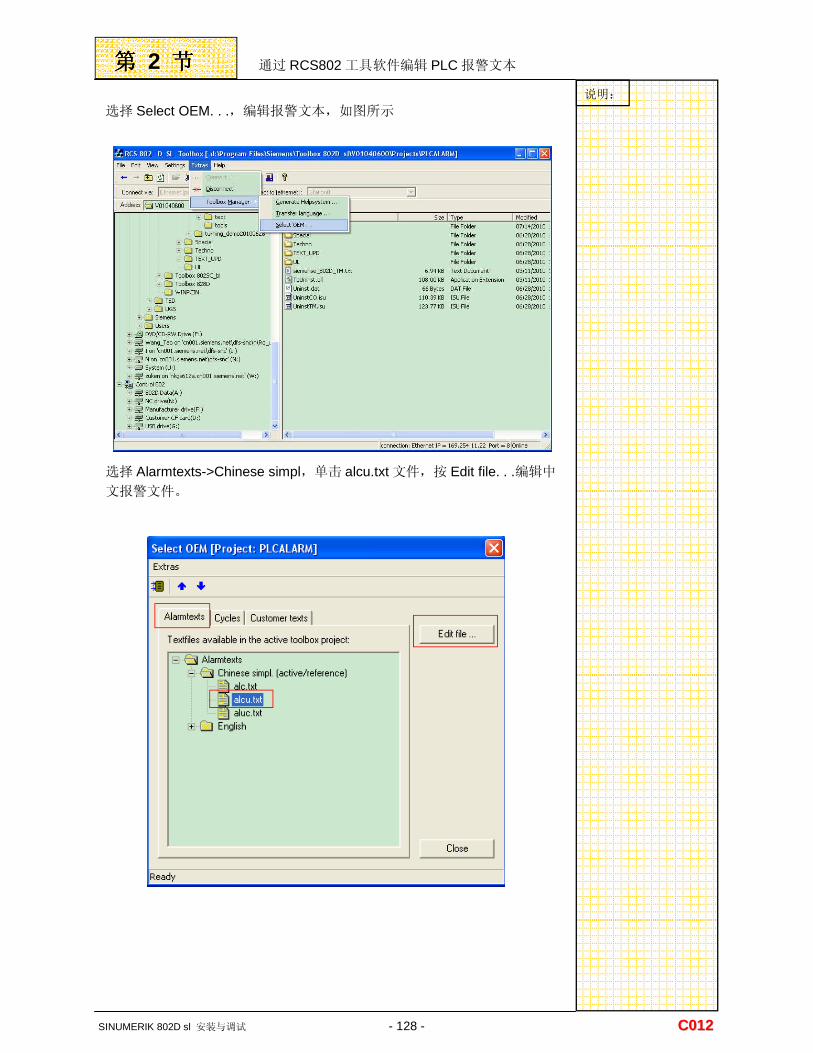
选择 Select OEM. . .,编辑报警文本,如图所示
选择 Alarmtexts->Chinese simpl,单击 alcu.txt 文件,按 Edit file. . .编辑中
文报警文件。
通过 RCS802 工具软件编辑 PLC 报警文本 第第第第 2 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 129 - CC001122
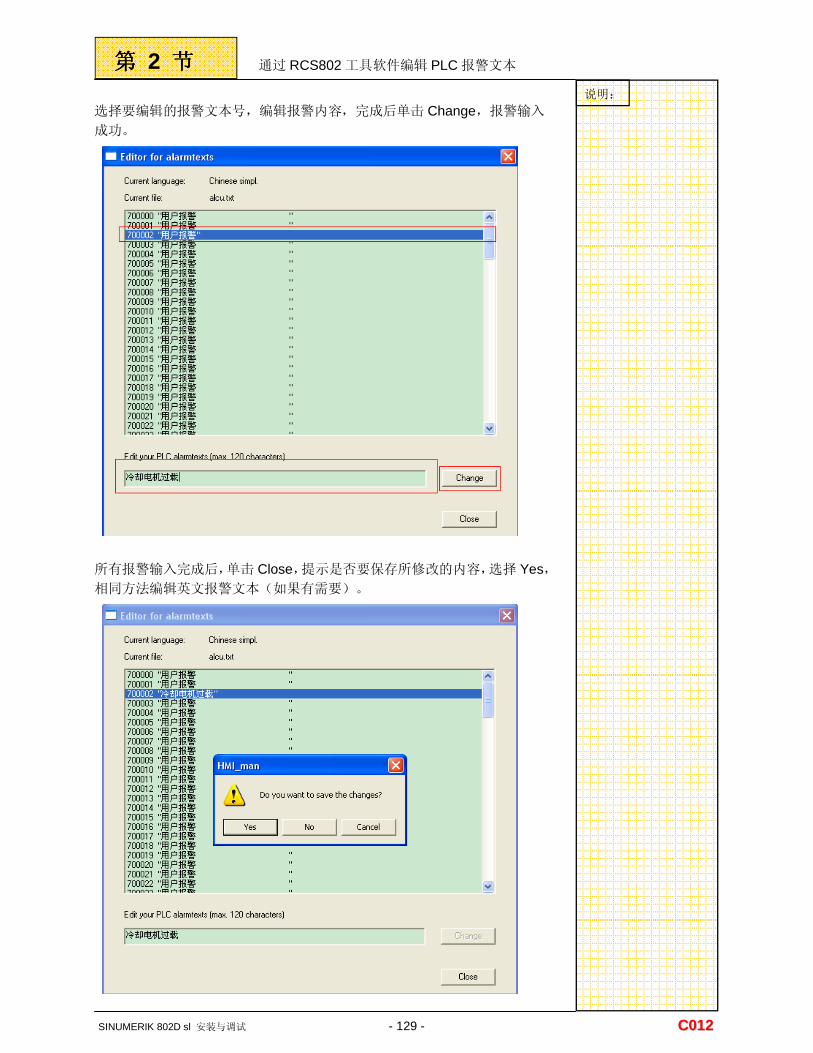
选择要编辑的报警文本号,编辑报警内容,完成后单击 Change,报警输入
成功。
所有报警输入完成后,单击 Close,提示是否要保存所修改的内容,选择 Yes,相同方法编辑英文报警文本(如果有需要)。
通过 RCS802 工具软件编辑 PLC 报警文本 第第第第 2 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 130 - CC001122
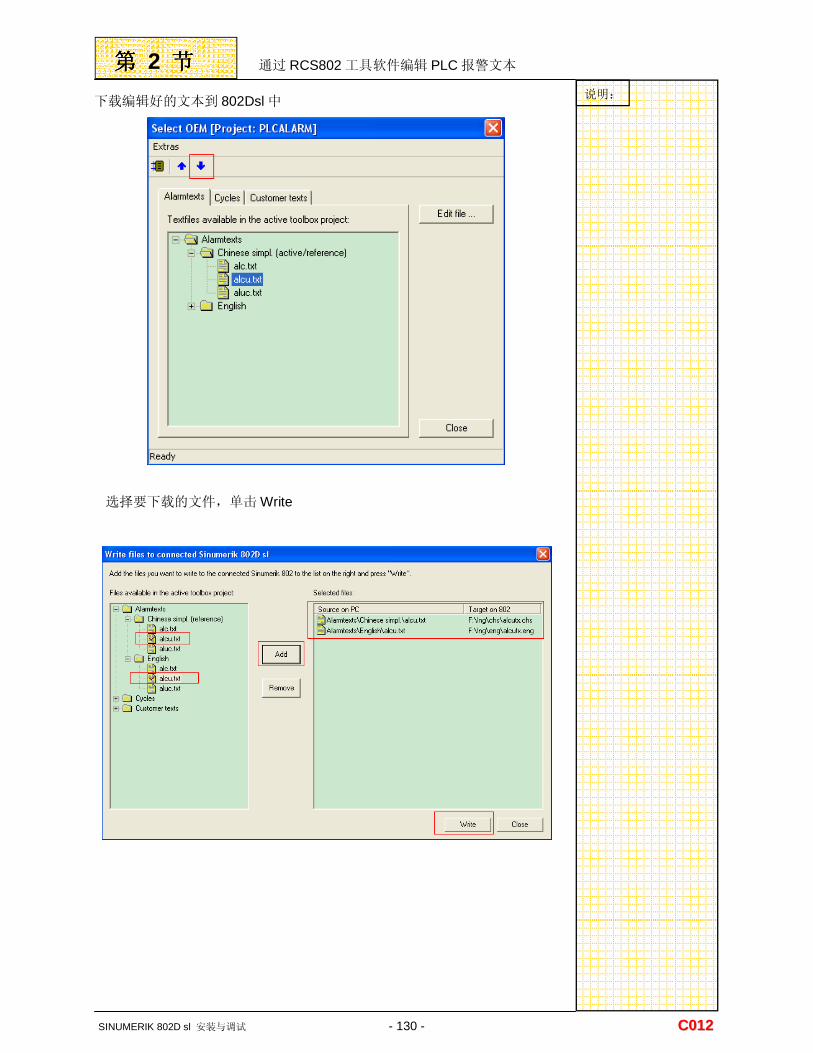
下载编辑好的文本到 802Dsl 中
选择要下载的文件,单击 Write
PLC 诊断诊断诊断诊断 C014
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何使用系统内置的 PLC 画面诊断错误。
本章概述本章概述本章概述本章概述:::: 802Dsl 系统具有 PLC 诊断功能,包括 PLC 程序的诊断和报警的诊断。本章就诊断功能加以介绍。
PLC 诊断
本章内容本章内容本章内容本章内容::::
PLC 程序诊断 第 1 节
SINUMERIK 802D sl 安装与调试 - 131 - CC001144
PLC 报警诊断 第 2 节
PLC 程序诊断程序诊断程序诊断程序诊断 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 132 - CC001144
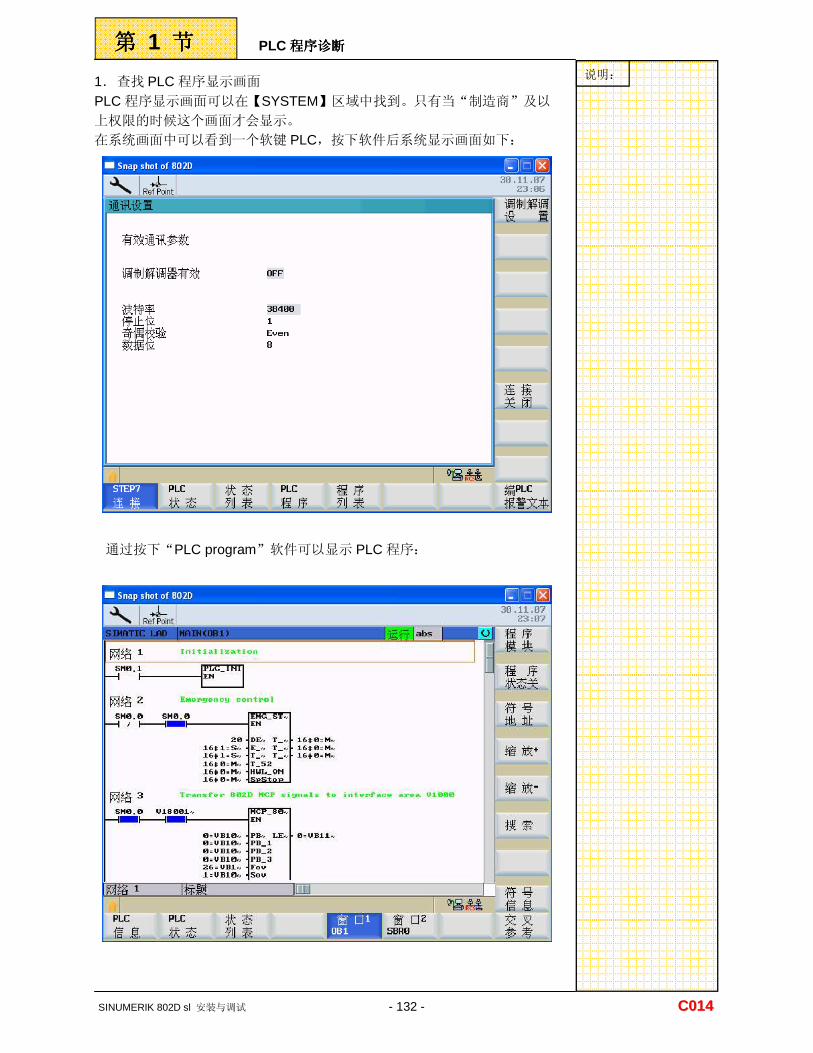
1. 查找 PLC 程序显示画面 PLC 程序显示画面可以在【SYSTEM】区域中找到。只有当“制造商”及以
上权限的时候这个画面才会显示。 在系统画面中可以看到一个软键 PLC,按下软件后系统显示画面如下:
通过按下“PLC program”软件可以显示 PLC 程序:
PLC 程序诊断程序诊断程序诊断程序诊断 第第第第 1 节节节节
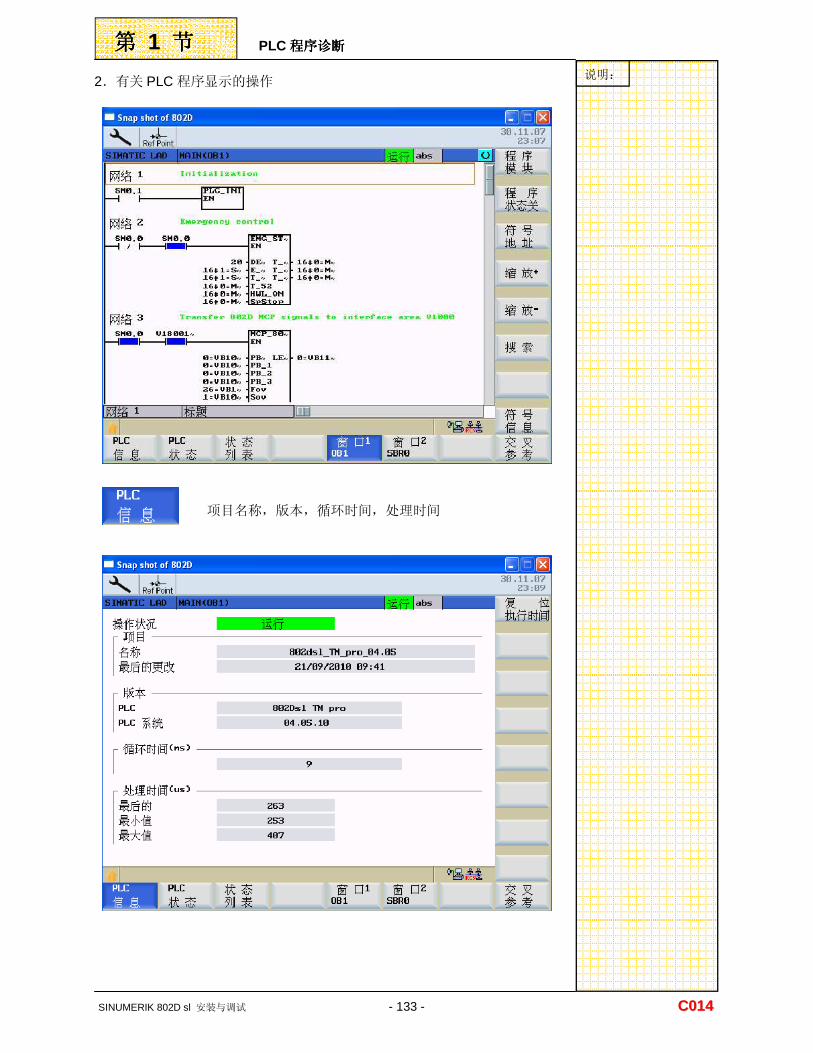
2.有关 PLC 程序显示的操作 说明:
SINUMERIK 802D sl 安装与调试 - 133 - CC001144
项目名称,版本,循环时间,处理时间
PLC 程序诊断程序诊断程序诊断程序诊断 第第第第 1 节节节节
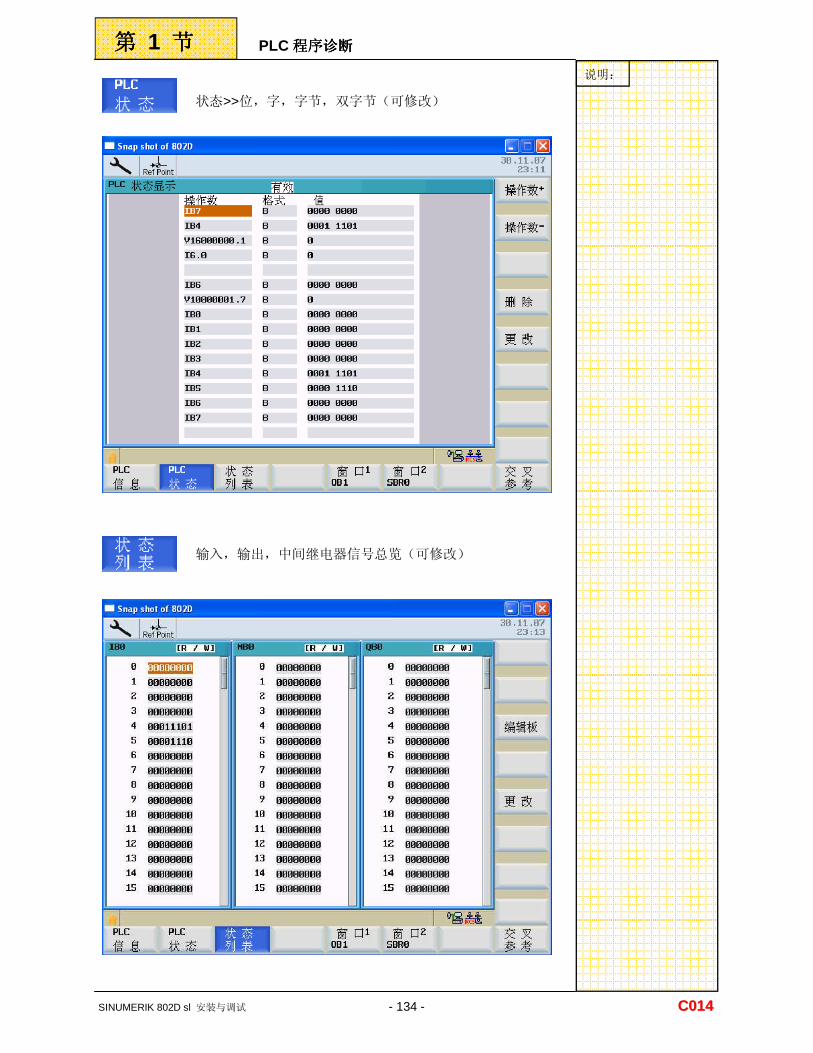
状态>>位,字,字节,双字节(可修改)
说明:
SINUMERIK 802D sl 安装与调试 - 134 - CC001144
输入,输出,中间继电器信号总览(可修改)
PLC 程序诊断程序诊断程序诊断程序诊断 第第第第 1 节节节节
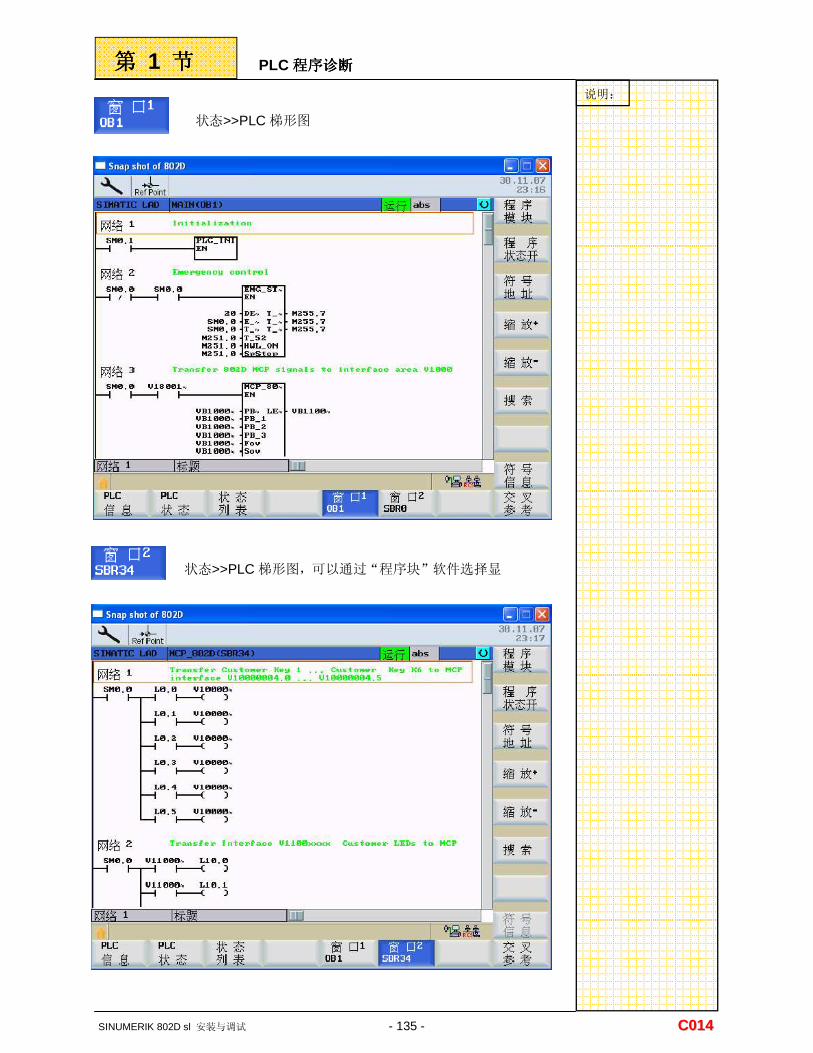
状态>>PLC 梯形图
说明:
SINUMERIK 802D sl 安装与调试 - 135 - CC001144
状态>>PLC 梯形图,可以通过“程序块”软件选择显
PLC 程序诊断程序诊断程序诊断程序诊断 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 136 - CC001144
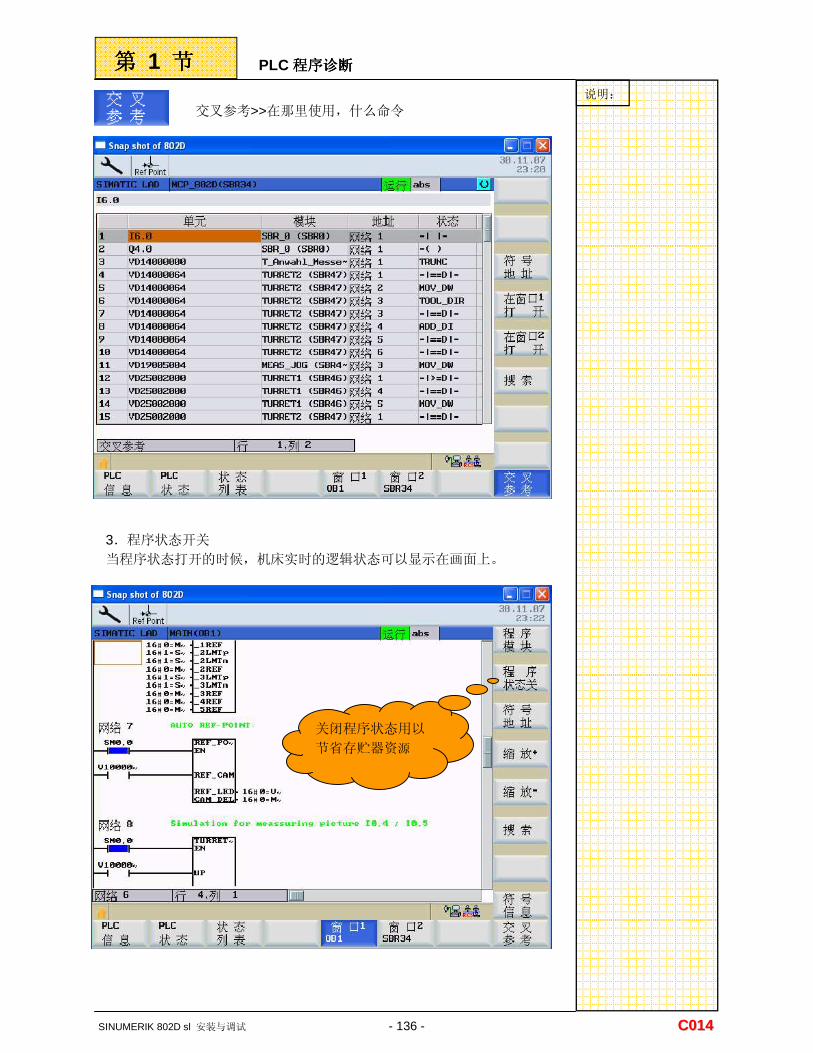
3.程序状态开关 当程序状态打开的时候,机床实时的逻辑状态可以显示在画面上。
交叉参考>>在那里使用,什么命令
关闭程序状态用以
节省存贮器资源
PLC 程序诊断程序诊断程序诊断程序诊断 第第第第 1 节节节节
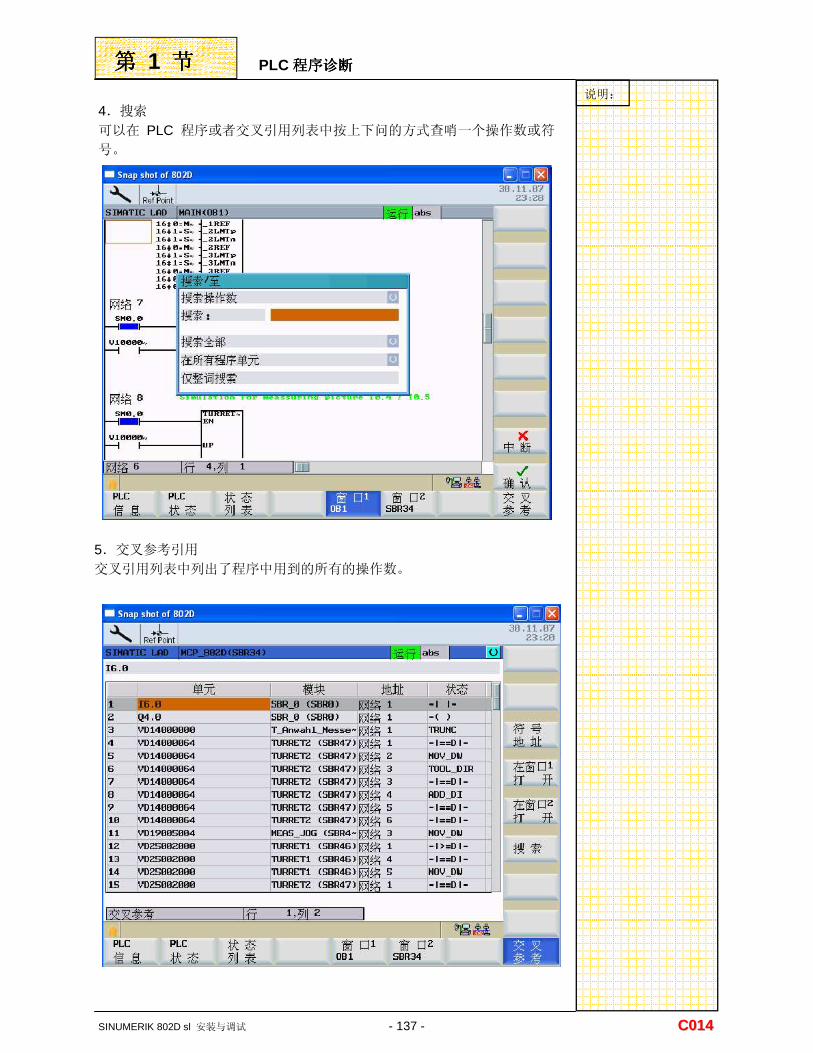
4.搜索 可以在 PLC 程序或者交叉引用列表中按上下问的方式查哨一个操作数或符
号。
说明:
SINUMERIK 802D sl 安装与调试 - 137 - CC001144
5.交叉参考引用 交叉引用列表中列出了程序中用到的所有的操作数。
PLC 报警报警报警报警诊断诊断诊断诊断 第第第第 2 节节节节
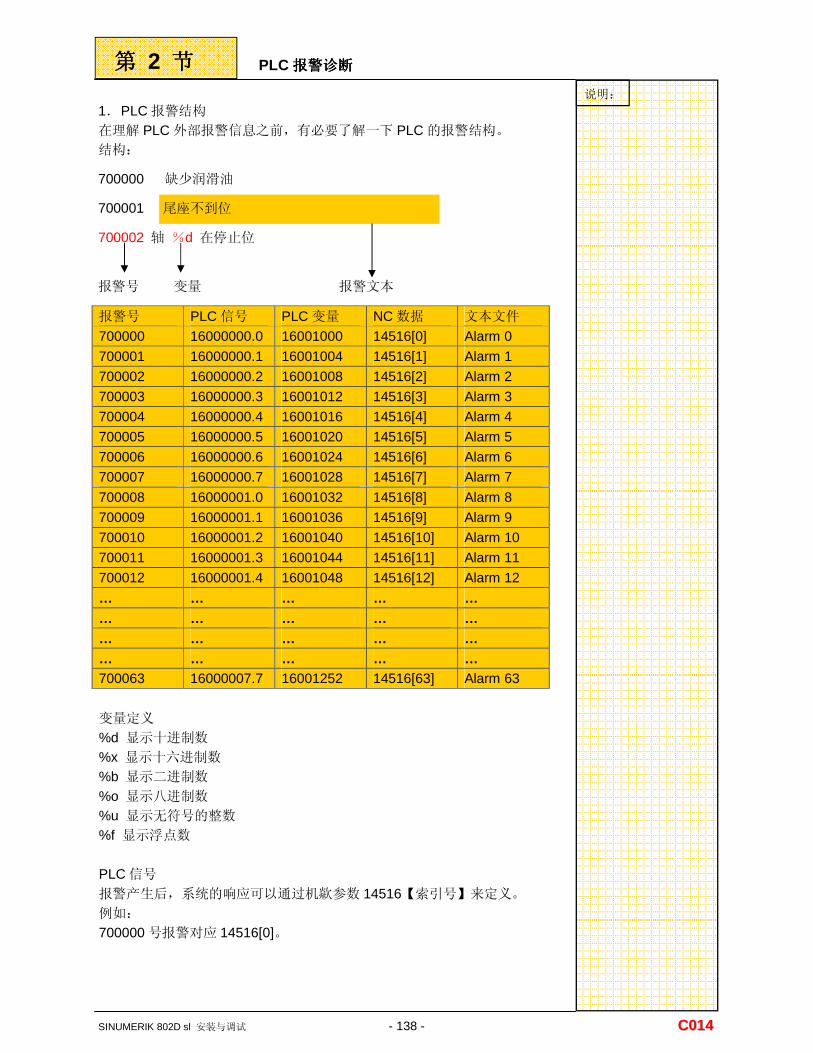
1. PLC 报警结构 在理解 PLC 外部报警信息之前,有必要了解一下 PLC 的报警结构。 结构:
说明:
SINUMERIK 802D sl 安装与调试 - 138 - CC001144
700000 缺少润滑油
700001
700002 轴 %d 在停止位
尾座不到位
报警号 变量 报警文本
报警号 PLC 信号 PLC 变量 NC 数据 文本文件
700000 16000000.0 16001000 14516[0] Alarm 0
700001 16000000.1 16001004 14516[1] Alarm 1
700002 16000000.2 16001008 14516[2] Alarm 2
700003 16000000.3 16001012 14516[3] Alarm 3
700004 16000000.4 16001016 14516[4] Alarm 4
700005 16000000.5 16001020 14516[5] Alarm 5
700006 16000000.6 16001024 14516[6] Alarm 6
700007 16000000.7 16001028 14516[7] Alarm 7
700008 16000001.0 16001032 14516[8] Alarm 8
700009 16000001.1 16001036 14516[9] Alarm 9
700010 16000001.2 16001040 14516[10] Alarm 10
700011 16000001.3 16001044 14516[11] Alarm 11
700012 16000001.4 16001048 14516[12] Alarm 12
… … … … … … … … … … … … … … … … … … … … 700063 16000007.7 16001252 14516[63] Alarm 63
变量定义 %d 显示十进制数 %x 显示十六进制数 %b 显示二进制数 %o 显示八进制数 %u 显示无符号的整数 %f 显示浮点数 PLC 信号 报警产生后,系统的响应可以通过机歘参数 14516【索引号】来定义。 例如: 700000 号报警对应 14516[0]。
PLC 报警诊断报警诊断报警诊断报警诊断 第第第第 2 节节节节
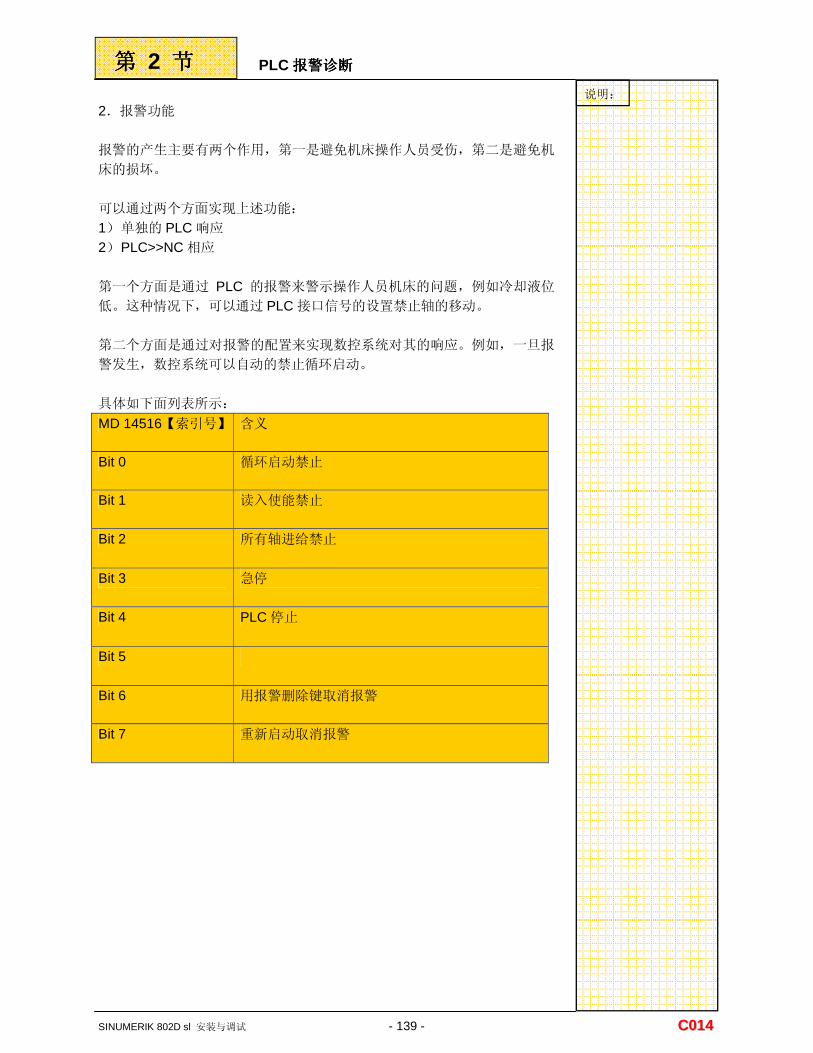
2.报警功能 报警的产生主要有两个作用,第一是避免机床操作人员受伤,第二是避免机
床的损坏。 可以通过两个方面实现上述功能: 1) 单独的 PLC 响应 2) PLC>>NC 相应 第一个方面是通过 PLC 的报警来警示操作人员机床的问题,例如冷却液位
低。这种情况下,可以通过 PLC 接口信号的设置禁止轴的移动。 第二个方面是通过对报警的配置来实现数控系统对其的响应。例如,一旦报
警发生,数控系统可以自动的禁止循环启动。 具体如下面列表所示:
MD 14516【索引号】 含义
Bit 0 循环启动禁止
Bit 1 读入使能禁止
Bit 2 所有轴进给禁止
Bit 3 急停
Bit 4 PLC 停止
Bit 5
Bit 6 用报警删除键取消报警
Bit 7 重新启动取消报警
说明:
SINUMERIK 802D sl 安装与调试 - 139 - CC001144

循环报警诊断循环报警诊断循环报警诊断循环报警诊断 C015
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何诊断西门子循环报警。
本章概述本章概述本章概述本章概述:::: 在循环种输入错误或者漏输了参数会导致程序的中断,另外,报警信息会显示出来。
循环报警诊断
本章内容本章内容本章内容本章内容::::
有效的循环 第 1 节
SINUMERIK 802D sl 安装与调试 - 141 - CC001155
循环报警 第 2 节
有效的循环有效的循环有效的循环有效的循环 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 142 - CC001155
西门子的循环就是可以按照某种特定的流程执行的工艺子程序。可以通过几
何体和加工参数完成循环程序的编写。 可能用到的循环如下: �钻削循环 CYCLE81 钻中心孔 CYCLE82 钻沉孔 CYCLE83 深孔钻 CYCLE84 无补偿夹具的攻丝(刚性攻丝) CYCLE840 带补偿夹具的攻丝(非刚性攻丝) CYCLE85 铰孔(又称镗孔 1) CYCLE86 镗孔(又称镗孔 2) CYCLE87 带停止镗孔(又称镗孔 3) CYCLE88 带停止镗孔 2(又称镗孔 4) CYCLE89 镗孔 2(又称镗孔 5) �孔样式循环 HOLES1 排孔 HOLES2 圆周孔 �铣削循环 CYCLE71 平面铣削 CYCLE72 轮廓铣削 CYCLE76 矩形凸台 CYCLE77 圆形凸台 LONGHOLE 长孔槽 SLOT1 圆弧槽 SLOT2 圆周槽 POCKET3 矩形腔 POCKET4 圆形腔 CYCLE90 螺纹铣削 �车削循环 CYCLE93 切槽循环 CYCLE94 退刀槽循环 CYCLE95 毛坯切削循环 CYCLE96 螺纹退刀槽 CYCLE97 螺纹切削 CYCLE98 链螺纹切削 当系统装载了车床或铣床的标准数据后,循环就被存储在系统中\CST(Siemens cycles)路径下了。
有效的循环有效的循环有效的循环有效的循环 第第第第 1 节节节节
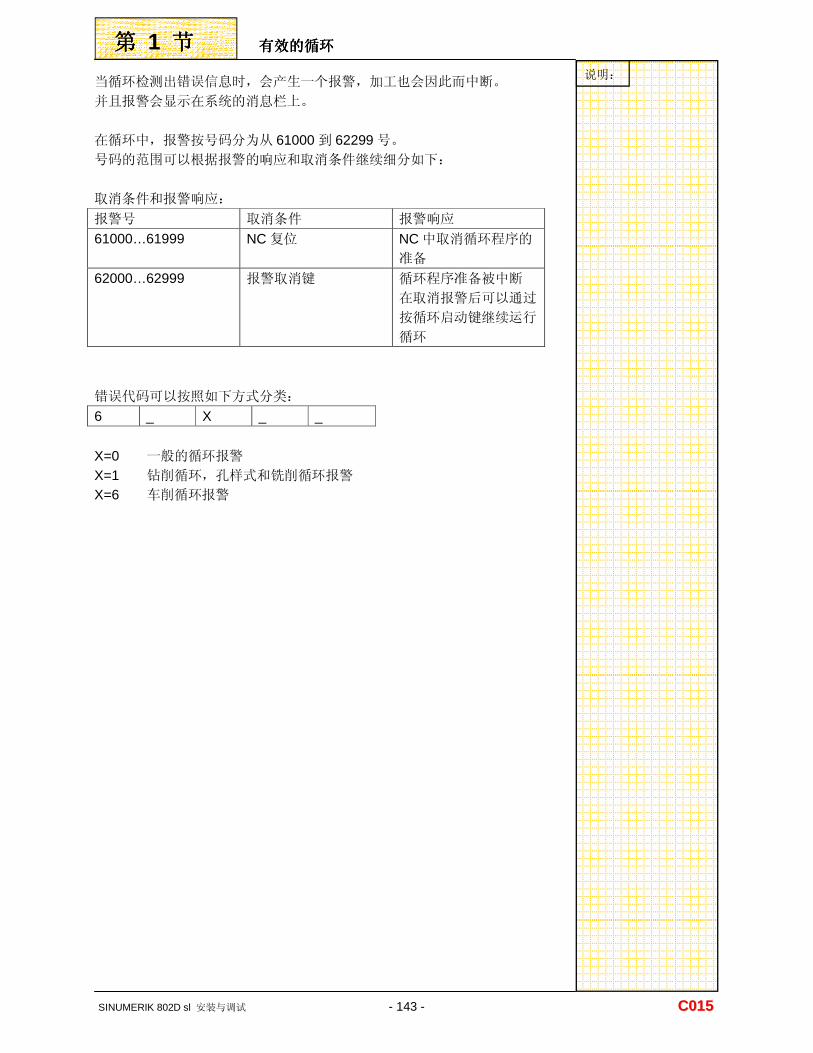
当循环检测出错误信息时,会产生一个报警,加工也会因此而中断。 并且报警会显示在系统的消息栏上。 在循环中,报警按号码分为从 61000 到 62299 号。 号码的范围可以根据报警的响应和取消条件继续细分如下: 取消条件和报警响应:
报警号 取消条件 报警响应
61000…61999 NC 复位 NC 中取消循环程序的
准备
62000…62999 报警取消键 循环程序准备被中断 在取消报警后可以通过
按循环启动键继续运行
循环
错误代码可以按照如下方式分类:
6 _ X _ _
X=0 一般的循环报警 X=1 钻削循环,孔样式和铣削循环报警 X=6 车削循环报警
说明:
SINUMERIK 802D sl 安装与调试 - 143 - CC001155
循环循环循环循环报警报警报警报警 第第第第 1 节节节节
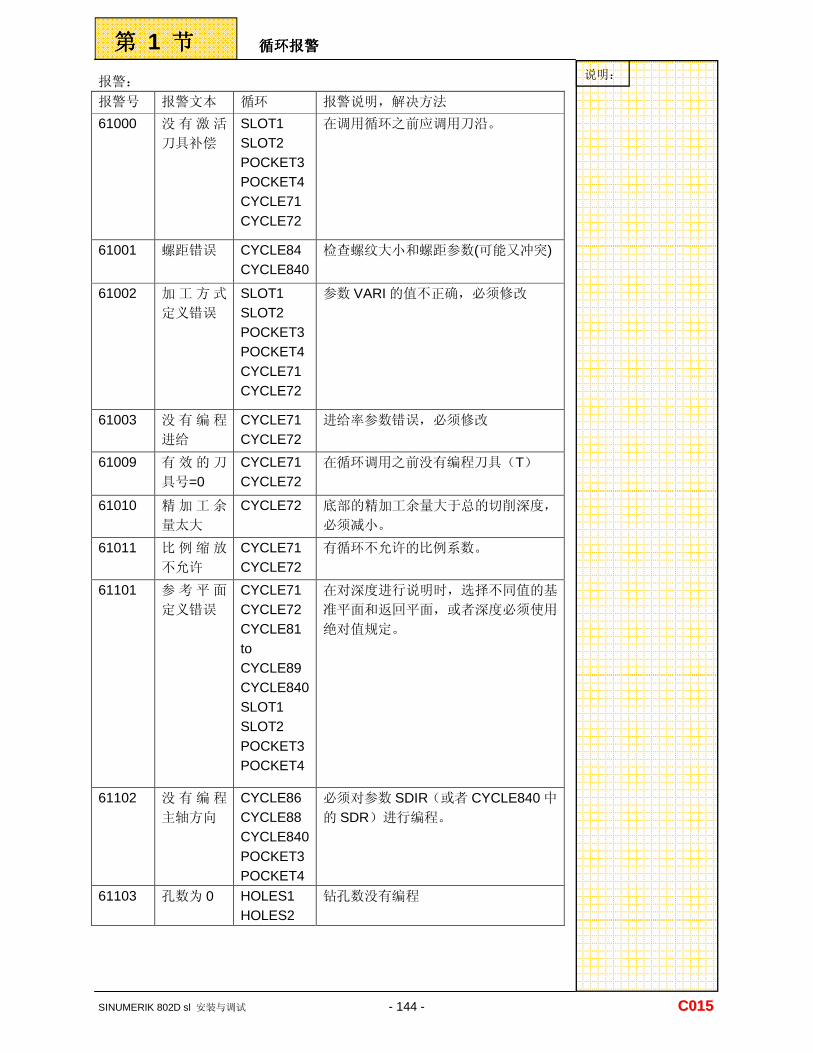
报警:
报警号 报警文本 循环 报警说明,解决方法
61000 没 有 激 活
刀具补偿 SLOT1 SLOT2 POCKET3 POCKET4 CYCLE71 CYCLE72
在调用循环之前应调用刀沿。
61001 螺距错误 CYCLE84 CYCLE840
检查螺纹大小和螺距参数(可能又冲突)
61002 加 工 方 式
定义错误 SLOT1 SLOT2 POCKET3 POCKET4 CYCLE71 CYCLE72
参数 VARI 的值不正确,必须修改
61003 没 有 编 程
进给 CYCLE71 CYCLE72
进给率参数错误,必须修改
61009 有 效 的 刀
具号=0 CYCLE71 CYCLE72
在循环调用之前没有编程刀具(T)
61010 精 加 工 余
量太大 CYCLE72 底部的精加工余量大于总的切削深度,
必须减小。
61011 比 例 缩 放
不允许 CYCLE71 CYCLE72
有循环不允许的比例系数。
61101 参 考 平 面
定义错误 CYCLE71 CYCLE72 CYCLE81 to CYCLE89 CYCLE840 SLOT1 SLOT2 POCKET3 POCKET4
在对深度进行说明时,选择不同值的基
准平面和返回平面,或者深度必须使用
绝对值规定。
61102 没 有 编 程
主轴方向 CYCLE86 CYCLE88 CYCLE840 POCKET3 POCKET4
必须对参数 SDIR(或者 CYCLE840 中
的 SDR)进行编程。
61103 孔数为 0 HOLES1 HOLES2
钻孔数没有编程
说明:
SINUMERIK 802D sl 安装与调试 - 144 - CC001155
循环循环循环循环报警报警报警报警 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 145 - CC001155
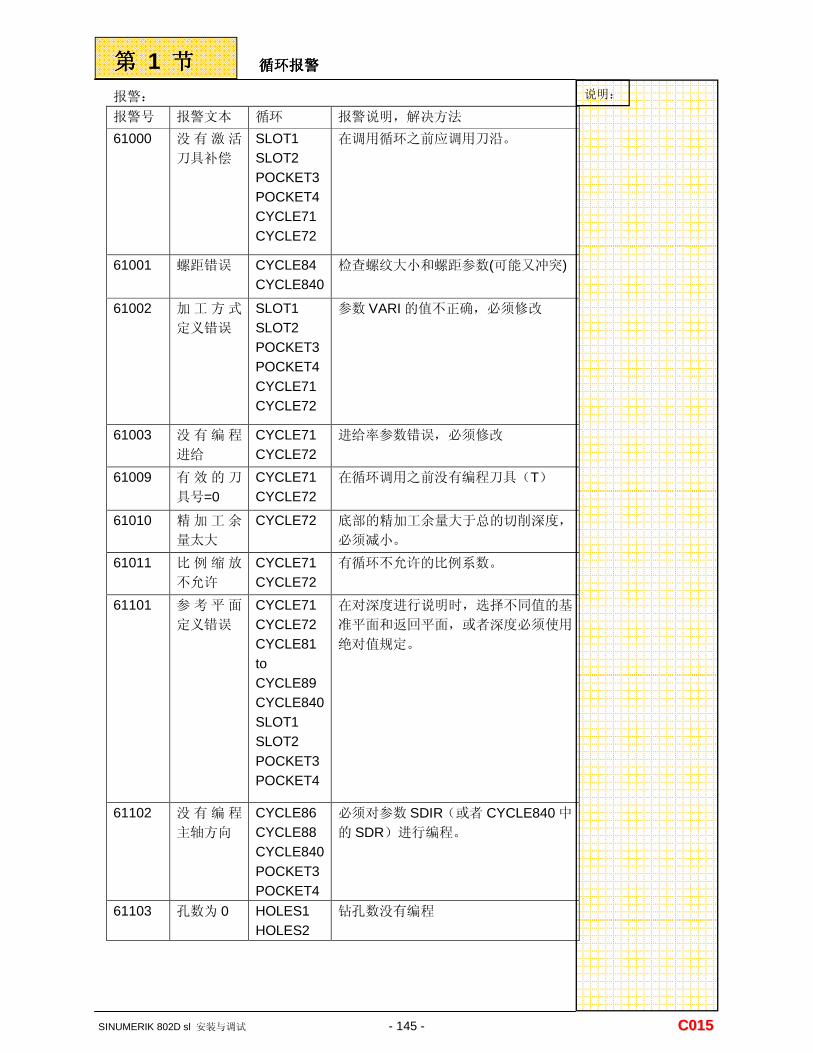
报警:
报警号 报警文本 循环 报警说明,解决方法
61000 没 有 激 活
刀具补偿 SLOT1 SLOT2 POCKET3 POCKET4 CYCLE71 CYCLE72
在调用循环之前应调用刀沿。
61001 螺距错误 CYCLE84 CYCLE840
检查螺纹大小和螺距参数(可能又冲突)
61002 加 工 方 式
定义错误 SLOT1 SLOT2 POCKET3 POCKET4 CYCLE71 CYCLE72
参数 VARI 的值不正确,必须修改
61003 没 有 编 程
进给 CYCLE71 CYCLE72
进给率参数错误,必须修改
61009 有 效 的 刀
具号=0 CYCLE71 CYCLE72
在循环调用之前没有编程刀具(T)
61010 精 加 工 余
量太大 CYCLE72 底部的精加工余量大于总的切削深度,
必须减小。
61011 比 例 缩 放
不允许 CYCLE71 CYCLE72
有循环不允许的比例系数。
61101 参 考 平 面
定义错误 CYCLE71 CYCLE72 CYCLE81 to CYCLE89 CYCLE840 SLOT1 SLOT2 POCKET3 POCKET4
在对深度进行说明时,选择不同值的基
准平面和返回平面,或者深度必须使用
绝对值规定。
61102 没 有 编 程
主轴方向 CYCLE86 CYCLE88 CYCLE840 POCKET3 POCKET4
必须对参数 SDIR(或者 CYCLE840 中
的 SDR)进行编程。
61103 孔数为 0 HOLES1 HOLES2
钻孔数没有编程
循环循环循环循环报警报警报警报警 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 146 - CC001155
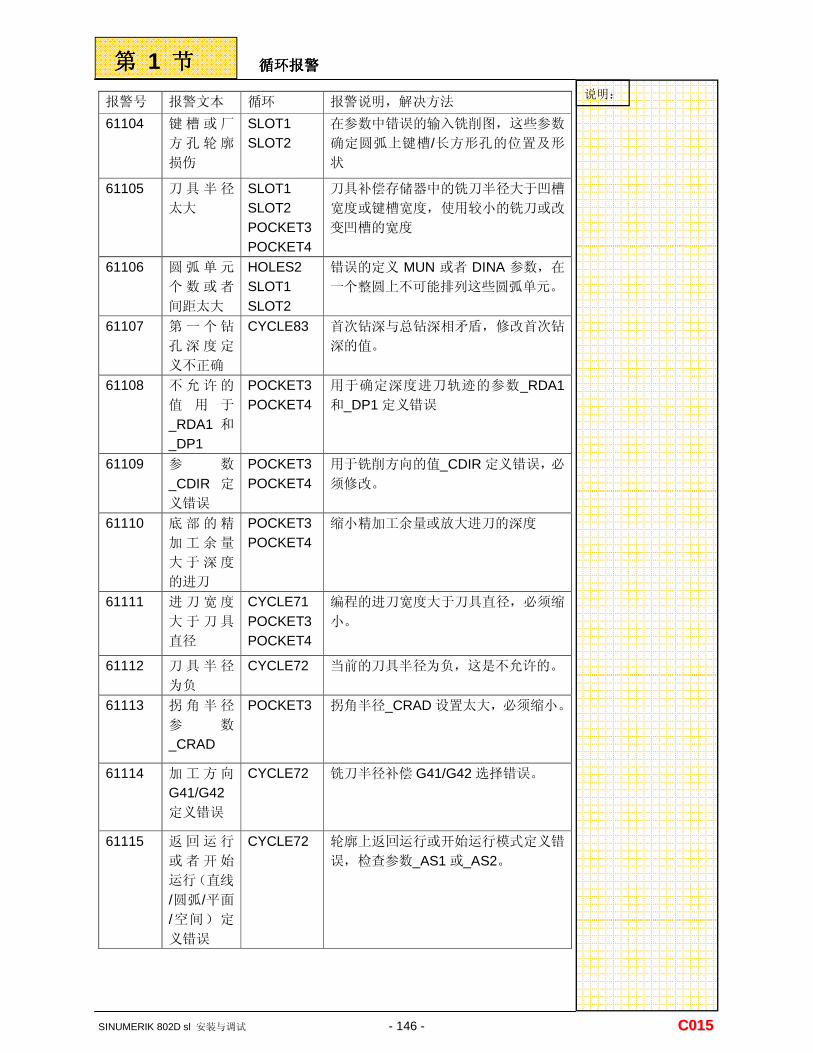
报警号 报警文本 循环 报警说明,解决方法
61104 键 槽 或厂
方 孔 轮廓
损伤
SLOT1 SLOT2
在参数中错误的输入铣削图,这些参数
确定圆弧上键槽/长方形孔的位置及形
状
61105 刀 具 半径
太大 SLOT1 SLOT2 POCKET3 POCKET4
刀具补偿存储器中的铣刀半径大于凹槽
宽度或键槽宽度,使用较小的铣刀或改
变凹槽的宽度
61106 圆 弧 单元
个 数 或者
间距太大
HOLES2 SLOT1 SLOT2
错误的定义 MUN 或者 DINA 参数,在
一个整圆上不可能排列这些圆弧单元。
61107 第 一 个钻
孔 深 度定
义不正确
CYCLE83 首次钻深与总钻深相矛盾,修改首次钻
深的值。
61108 不 允 许的
值 用 于
_RDA1 和
_DP1
POCKET3 POCKET4
用于确定深度进刀轨迹的参数_RDA1和_DP1 定义错误
61109 参 数
_CDIR 定
义错误
POCKET3 POCKET4
用于铣削方向的值_CDIR 定义错误,必
须修改。
61110 底 部 的精
加 工 余量
大 于 深度
的进刀
POCKET3 POCKET4
缩小精加工余量或放大进刀的深度
61111 进 刀 宽度
大 于 刀具
直径
CYCLE71 POCKET3 POCKET4
编程的进刀宽度大于刀具直径,必须缩
小。
61112 刀 具 半径
为负 CYCLE72 当前的刀具半径为负,这是不允许的。
61113 拐 角 半径
参 数
_CRAD
POCKET3
拐角半径_CRAD 设置太大,必须缩小。
61114 加 工 方向
G41/G42定义错误
CYCLE72 铣刀半径补偿 G41/G42 选择错误。
61115 返 回 运行
或 者 开始
运行(直线
/圆弧/平面
/空间)定
义错误
CYCLE72 轮廓上返回运行或开始运行模式定义错
误,检查参数_AS1 或_AS2。
循环循环循环循环报警报警报警报警 第第第第 1 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 147 - CC001155
报警号 报警文本 循环 报警说明,解决方法
61116 返 回 运行
位 移 或者
开 始 运行
位移=0
CYCLE72 检查参数_LP1 或_LP2
61117 有 效 的刀
具半径<=0 CYCLE71 POCKET3 POCKET4
当前有效的刀具半径为负或者零,这是
不允许的。
61118 长 度 或者
宽度=0 CYCLE71 铣削平面的长度或者宽度不允许,检查
参数_LENG 和_WID
61124 进 刀 宽度
没有编程 CYCLE71 在不带刀具进行有效模拟时,必须始终
编程一个值用于进刀宽度_MIDA
62100 没 有 钻孔
循环有效 HOLES1 HOLES2
在调用孔样式循环之前没有调用钻孔循
环。
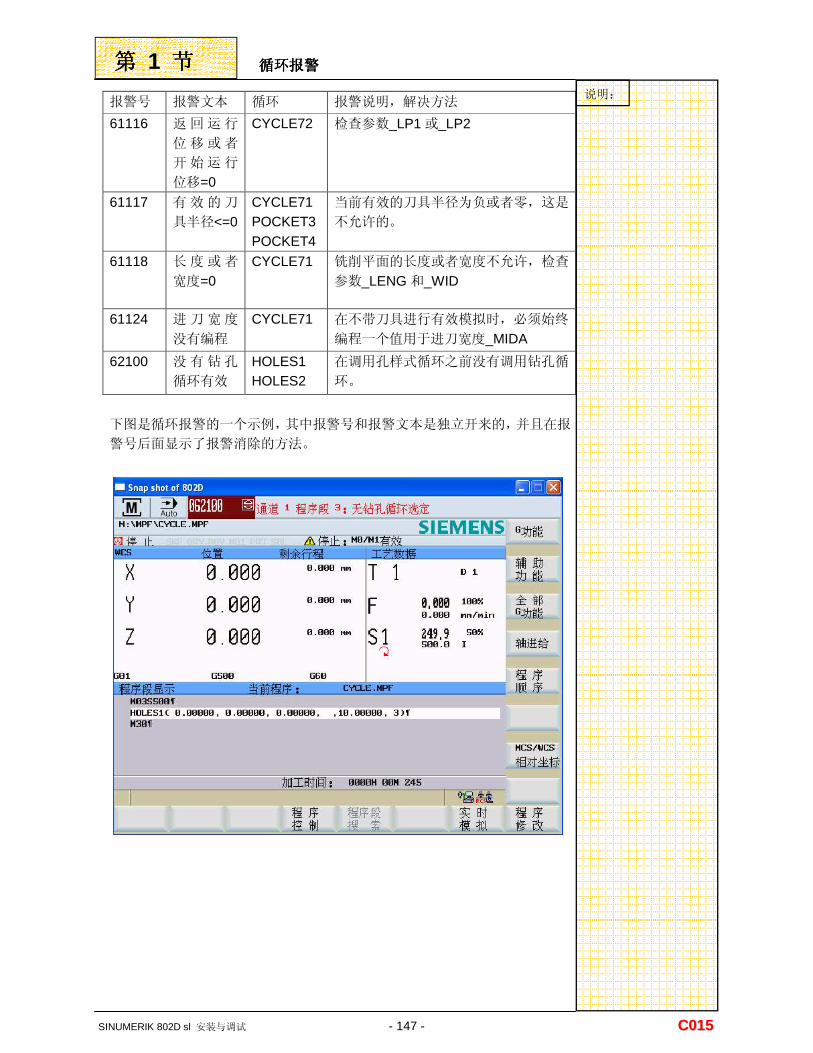
下图是循环报警的一个示例,其中报警号和报警文本是独立开来的,并且在报
警号后面显示了报警消除的方法。

驱动器诊断驱动器诊断驱动器诊断驱动器诊断 C016
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道如何根据 LED 的灯来判断驱动的状态,在系统上诊断查找驱动数据,诊断驱动器
状态等。
本章概述本章概述本章概述本章概述:::: 当系统产生报警后,对报警产生的条件和具体的位置有个总体的认识是很有用的,例如,驱动器的报警
就是其中一部分。
驱动器诊断
本章内容本章内容本章内容本章内容::::
根据 LED 诊断驱动器 第 1 节
SINUMERIK 802D sl 安装与调试 - 149 - CC001166
查找驱动器参数 第 2 节
驱动器诊断 第 3 节
根据根据根据根据 LED 诊断驱动器诊断驱动器诊断驱动器诊断驱动器 第第第第 1 节节节节
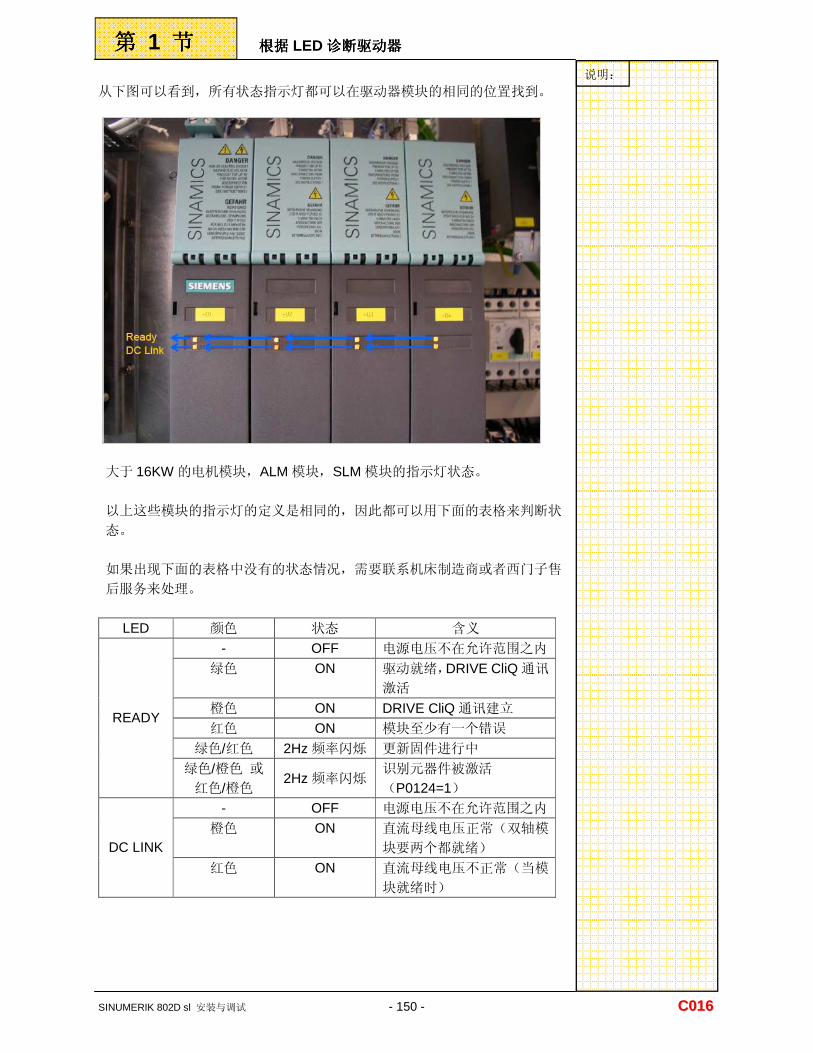
从下图可以看到,所有状态指示灯都可以在驱动器模块的相同的位置找到。 说明:
SINUMERIK 802D sl 安装与调试 - 150 - CC001166
大于 16KW 的电机模块,ALM 模块,SLM 模块的指示灯状态。 以上这些模块的指示灯的定义是相同的,因此都可以用下面的表格来判断状
态。 如果出现下面的表格中没有的状态情况,需要联系机床制造商或者西门子售
后服务来处理。
LED 颜色 状态 含义
- OFF 电源电压不在允许范围之内
绿色 ON 驱动就绪,DRIVE CliQ 通讯
激活
橙色 ON DRIVE CliQ 通讯建立
红色 ON 模块至少有一个错误
绿色/红色 2Hz 频率闪烁 更新固件进行中
READY
绿色/橙色 或 红色/橙色
2Hz 频率闪烁 识别元器件被激活 (P0124=1)
- OFF 电源电压不在允许范围之内
橙色 ON 直流母线电压正常(双轴模
块要两个都就绪) DC LINK
红色 ON 直流母线电压不正常(当模
块就绪时)
根据根据根据根据 LED 诊断驱动器诊断驱动器诊断驱动器诊断驱动器 第第第第 1 节节节节
小于 16KW 的 SLM 模块状态指示灯状态: 这些模块都是没有 DRIVE CliQ 接口的,因此状态指示灯与上面不同,下面
表格列出了各种状态的含义。 如果出现下面的表格中没有的状态情况,需要联系机床制造商或者西门子售
后服务来处理。
LED 颜色 状态 含义
绿色 ON 驱动就绪
橙色 ON 预充电 READY
红色 ON 过压,过温,电源电压或直
流母线电压不正常。
- OFF 电源电压不在允许范围之内
橙色 ON 直流母线电压正常 DC LINK
红色 ON 直流母线电压不正常
说明:
SINUMERIK 802D sl 安装与调试 - 151 - CC001166
查找驱动器参数查找驱动器参数查找驱动器参数查找驱动器参数 第第第第 2 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 152 - CC001166
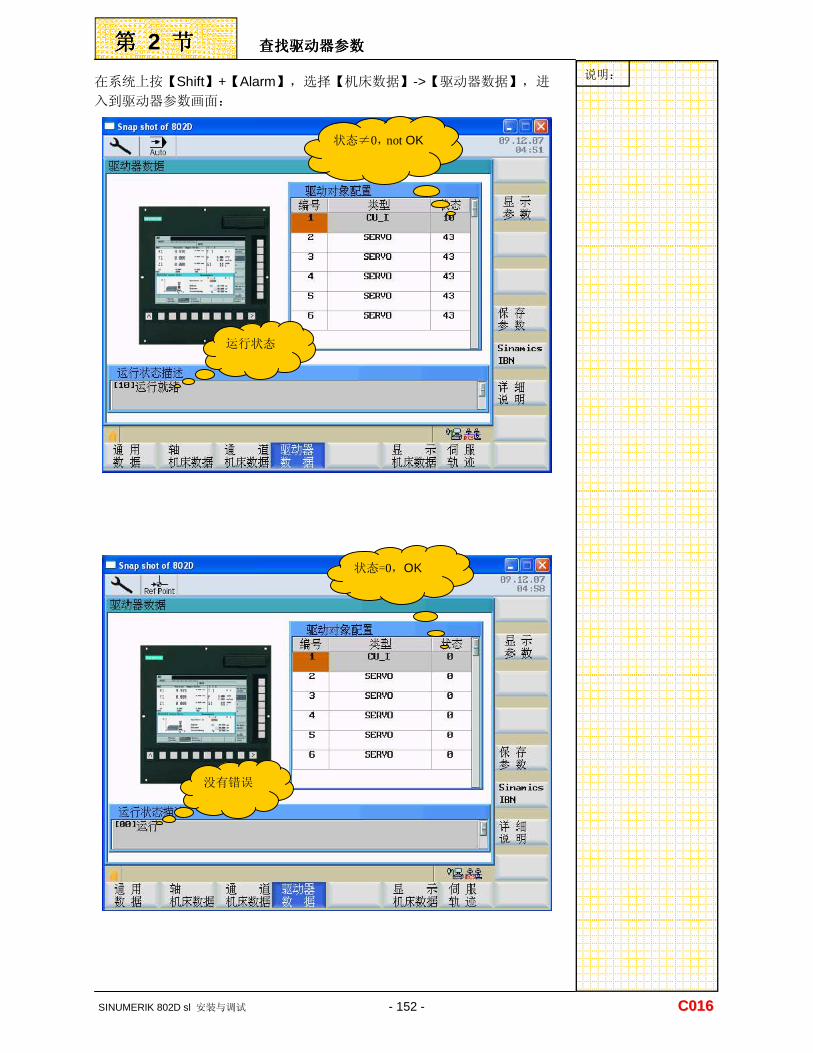
在系统上按【Shift】+【Alarm】,选择【机床数据】->【驱动器数据】,进
入到驱动器参数画面:
运行状态
状态≠0,not OK
没有错误
状态=0,OK
驱动器诊断驱动器诊断驱动器诊断驱动器诊断 第第第第 3 节节节节
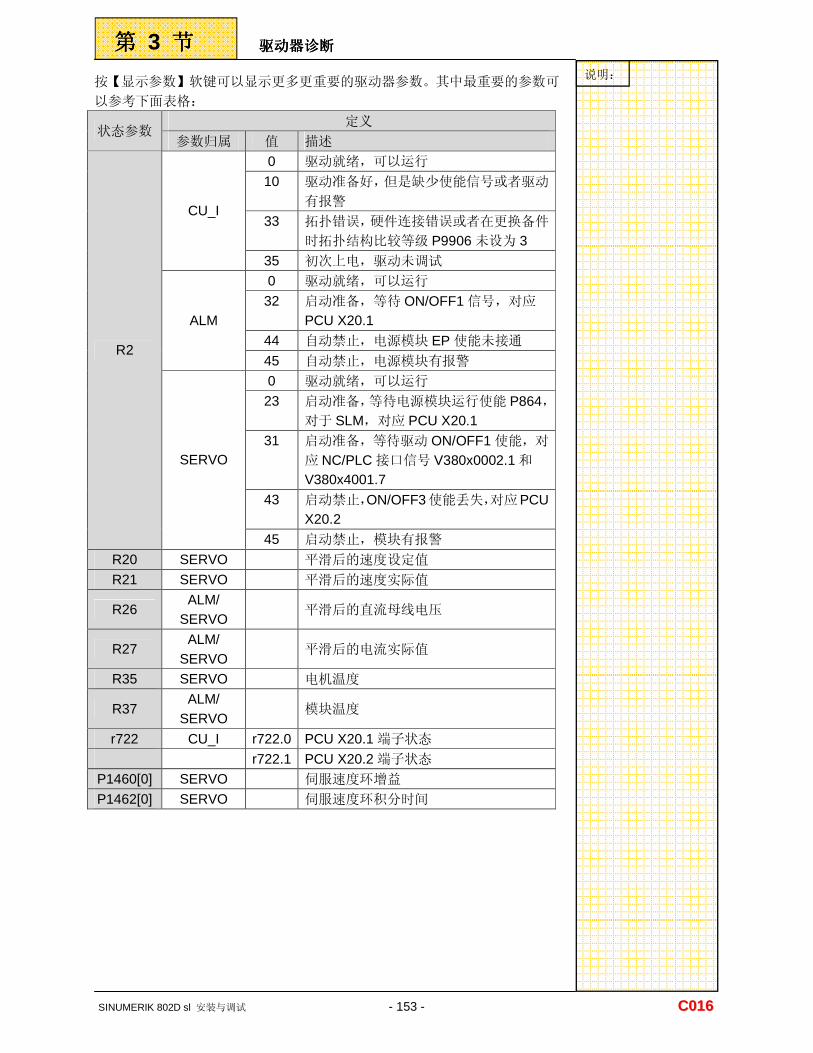
按【显示参数】软键可以显示更多更重要的驱动器参数。其中最重要的参数可
以参考下面表格:
定义 状态参数
参数归属 值 描述
0 驱动就绪,可以运行
10 驱动准备好,但是缺少使能信号或者驱动
有报警
33 拓扑错误,硬件连接错误或者在更换备件
时拓扑结构比较等级 P9906 未设为 3
CU_I
35 初次上电,驱动未调试
0 驱动就绪,可以运行
32 启动准备,等待 ON/OFF1 信号,对应
PCU X20.1
44 自动禁止,电源模块 EP 使能未接通
ALM
45 自动禁止,电源模块有报警
0 驱动就绪,可以运行
23 启动准备,等待电源模块运行使能 P864,对于 SLM,对应 PCU X20.1
31 启动准备,等待驱动 ON/OFF1 使能,对
应 NC/PLC 接口信号 V380x0002.1 和
V380x4001.7
43 启动禁止,ON/OFF3使能丢失,对应PCU X20.2
R2
SERVO
45 启动禁止,模块有报警
R20 SERVO 平滑后的速度设定值
R21 SERVO 平滑后的速度实际值
R26 ALM/
SERVO
平滑后的直流母线电压
R27 ALM/
SERVO
平滑后的电流实际值
R35 SERVO 电机温度
R37 ALM/
SERVO
模块温度
r722 CU_I r722.0 PCU X20.1 端子状态
r722.1 PCU X20.2 端子状态
P1460[0] SERVO 伺服速度环增益
P1462[0] SERVO 伺服速度环积分时间
说明:
SINUMERIK 802D sl 安装与调试 - 153 - CC001166
驱动器诊断驱动器诊断驱动器诊断驱动器诊断 第第第第 3 节节节节
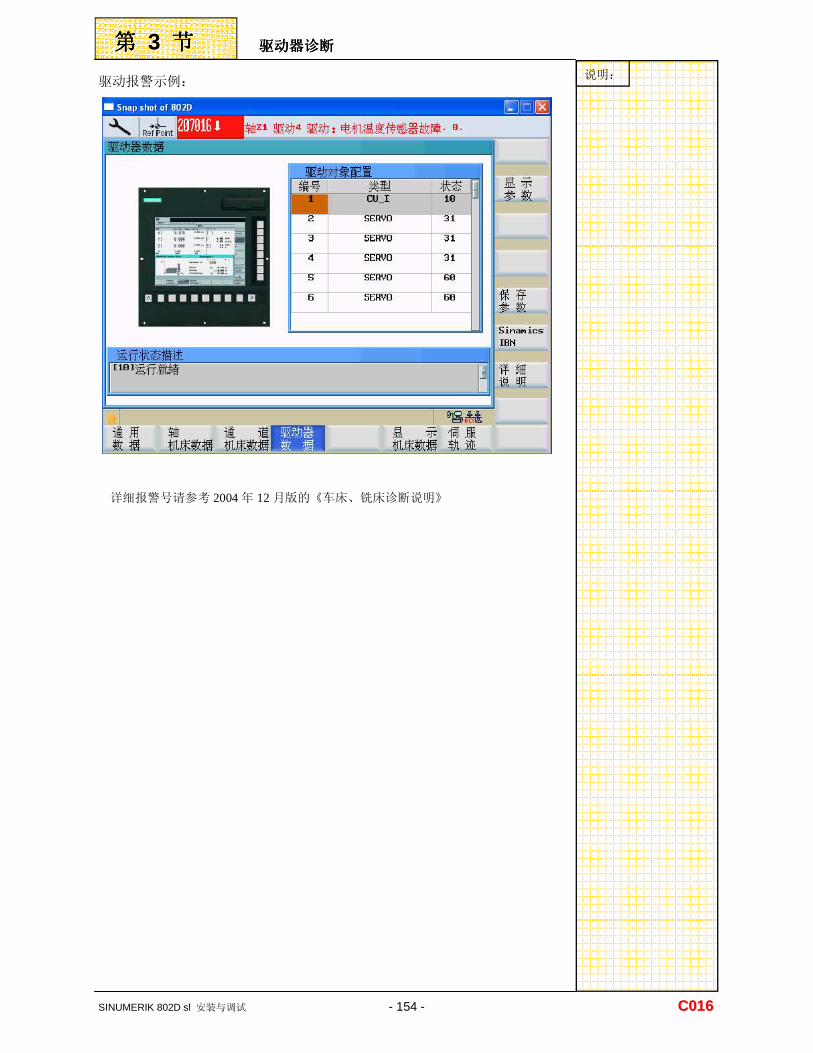
驱动报警示例: 说明:
SINUMERIK 802D sl 安装与调试 - 154 - CC001166
详细报警号请参考 2004年 12月版的《车床、铣床诊断说明》
NC 报警诊断报警诊断报警诊断报警诊断 C017
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,能够识别一个 NC 报警。
本章概述本章概述本章概述本章概述:::: 802Dsl 数控系统具有强大的诊断能力,其中一个便是显示激活的报警,通过这个功能可以在诊断说明
中查找和解决错误。
NC 报警诊断
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 155 - CC001177
NC 报警诊断
第 1 节
NC 报警示例
第 2 节
NC 报警诊断报警诊断报警诊断报警诊断 第第第第 1 节节节节
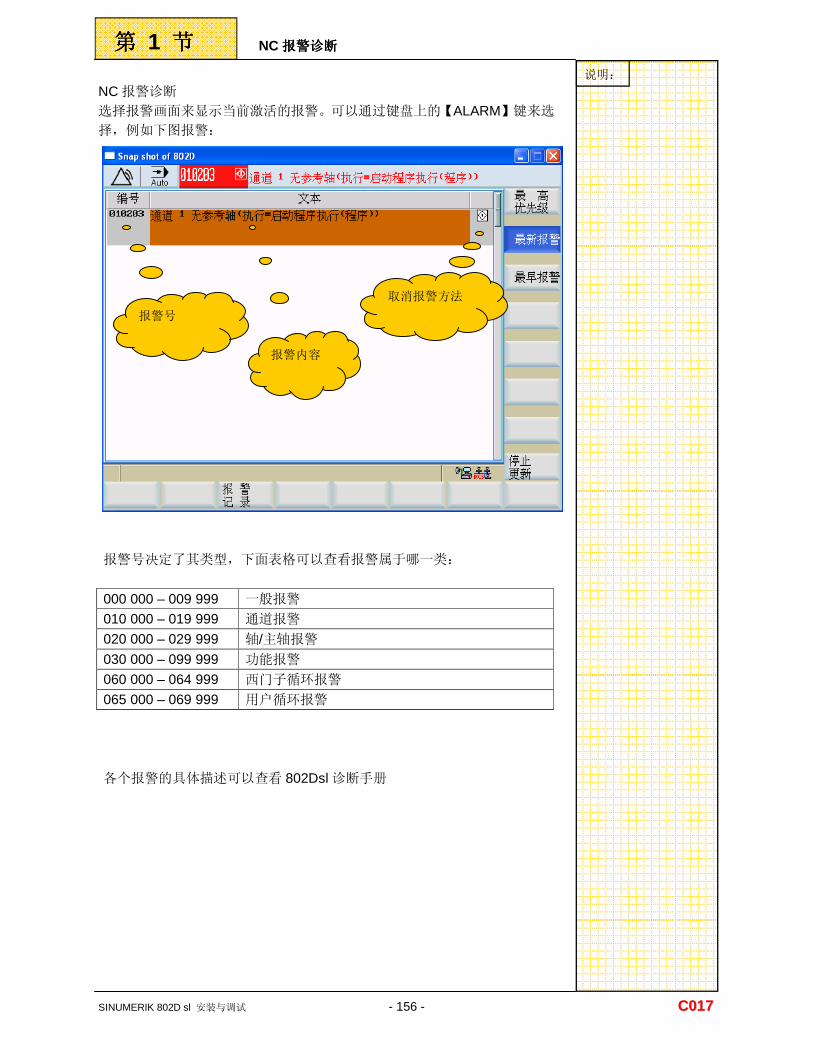
NC 报警诊断 选择报警画面来显示当前激活的报警。可以通过键盘上的【ALARM】键来选
择,例如下图报警:
说明:
SINUMERIK 802D sl 安装与调试 - 156 - CC001177
报警号决定了其类型,下面表格可以查看报警属于哪一类:
000 000 – 009 999 一般报警
010 000 – 019 999 通道报警
020 000 – 029 999 轴/主轴报警
030 000 – 099 999 功能报警
060 000 – 064 999 西门子循环报警
065 000 – 069 999 用户循环报警
各个报警的具体描述可以查看 802Dsl 诊断手册
报警号
报警内容
取消报警方法
报警报警报警报警 1::::17190 通道通道通道通道 1 程序段程序段程序段程序段 1 T 号码非法号码非法号码非法号码非法 原因:产生此报警原因,一般为程序中所编程的刀具号在刀具表中没有此刀 具。 处理:检查相应程序段中 T 号码,检查刀具表中所建立的刀具有没有此刀具,
如果没有需新建此刀具。 练习:刀具表中新建 12把刀具,从 1 号刀到 12号刀
在 MDA 方式下编写程序
T13D1
M30
执行此程序,将会得到此报警信息。
并根据上述处理方法进行消除。
说明:
NC 报警示例报警示例报警示例报警示例 第第第第 2 节节节节
报警报警报警报警 1::::17510 通道通道通道通道 1 程序段程序段程序段程序段 1 分度轴分度轴分度轴分度轴 TUR 分度无效分度无效分度无效分度无效 原因:分度轴编程时超出了位置表的范围之外 处理:检查相应轴 TUR 下机床数据: 30500 INDEX_AX_ASSIGN_POS_TAB=? 使用的是哪个位置表,如果此机
床数据为 2,表明使用表 2,检查机床参数 10920 INDEX_AX_LENGTH_POS_TAB_2 定义的位置表的长度。例如 12,表明
位置表的长度为 12, 如果在程序中编写 13 号位置,则会产生此报警。编程
时不可此表的位置即可。 练习:换刀时原来采用的位置表 3, 现可更改为位置 2.定义位置表 2的长度
为 12. 并对每一个位置进行角度定义。如 0, 30, 60, 90, 120, 150, … , 360
在 MDA 方式下编写程序
T13D1
M30
执行此程序,将会得到此报警信息。
并根据上述处理方法进行消除。
报警报警报警报警 1::::10203 通道通道通道通道 1 无参考轴无参考轴无参考轴无参考轴((((执行执行执行执行=启动程序执行启动程序执行启动程序执行启动程序执行((((程序程序程序程序))))))))
原因:轴没有回参考点,或者没有全部回参考点时执行了程序。
处理:按 RESET键,消除报警,并且各轴重新回参考点。
练习:在轴没有回参考点的情况下执行程序。
将回出现上述报警,并根据上述方法消除报警。
SINUMERIK 802D sl 安装与调试 - 157 - CC001177

驱动器优化驱动器优化驱动器优化驱动器优化 C018
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,能够完成 SINAMICS S120 驱动器的优化。
本章概述本章概述本章概述本章概述:::: 本章描述了如何对 SINAMICS S120 驱动器进行优化。
驱动器优化
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 159 - CC001188
StartUp-Tool 软件介绍
第 1 节
利用 StartUp-Tool 优化
驱动 第 2 节
StartUp-Tool 软件介绍软件介绍软件介绍软件介绍 第第第第 1 节节节节
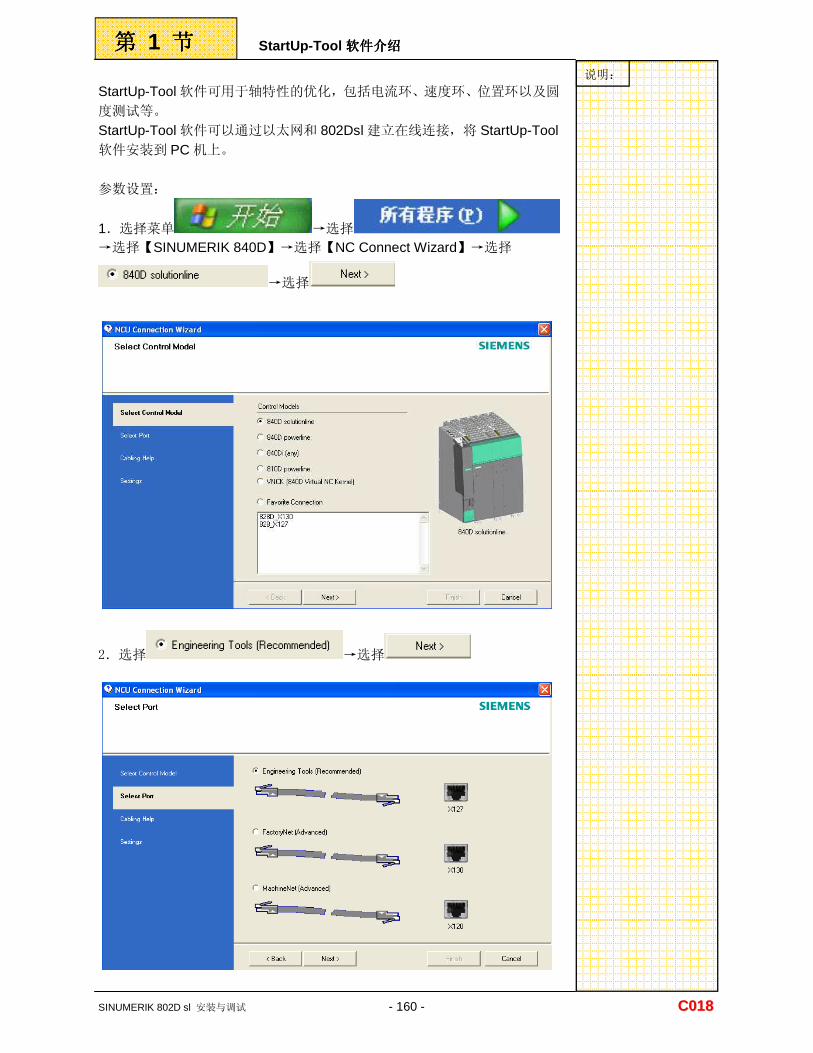
StartUp-Tool 软件可用于轴特性的优化,包括电流环、速度环、位置环以及圆
度测试等。 StartUp-Tool 软件可以通过以太网和 802Dsl 建立在线连接,将 StartUp-Tool软件安装到 PC 机上。 参数设置:
1.选择菜单 →选择
→选择【SINUMERIK 840D】→选择【NC Connect Wizard】→选择
→选择
说明:
SINUMERIK 802D sl 安装与调试 - 160 - CC001188
2.选择 →选择
StartUp-Tool 软件介绍软件介绍软件介绍软件介绍 第第第第 1 节节节节
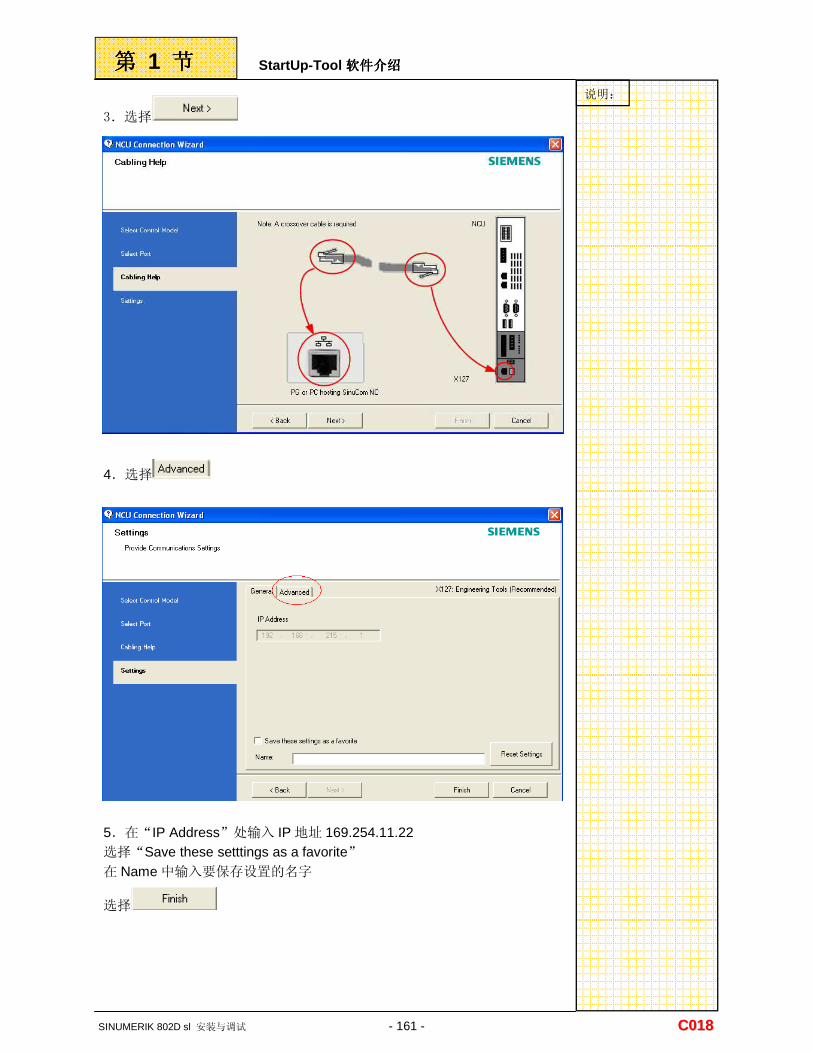
4.选择
说明:
SINUMERIK 802D sl 安装与调试 - 161 - CC001188
3.选择
5.在“IP Address”处输入 IP 地址 169.254.11.22 选择“Save these setttings as a favorite” 在 Name 中输入要保存设置的名字
选择
StartUp-Tool 软件介绍软件介绍软件介绍软件介绍 第第第第 1 节节节节
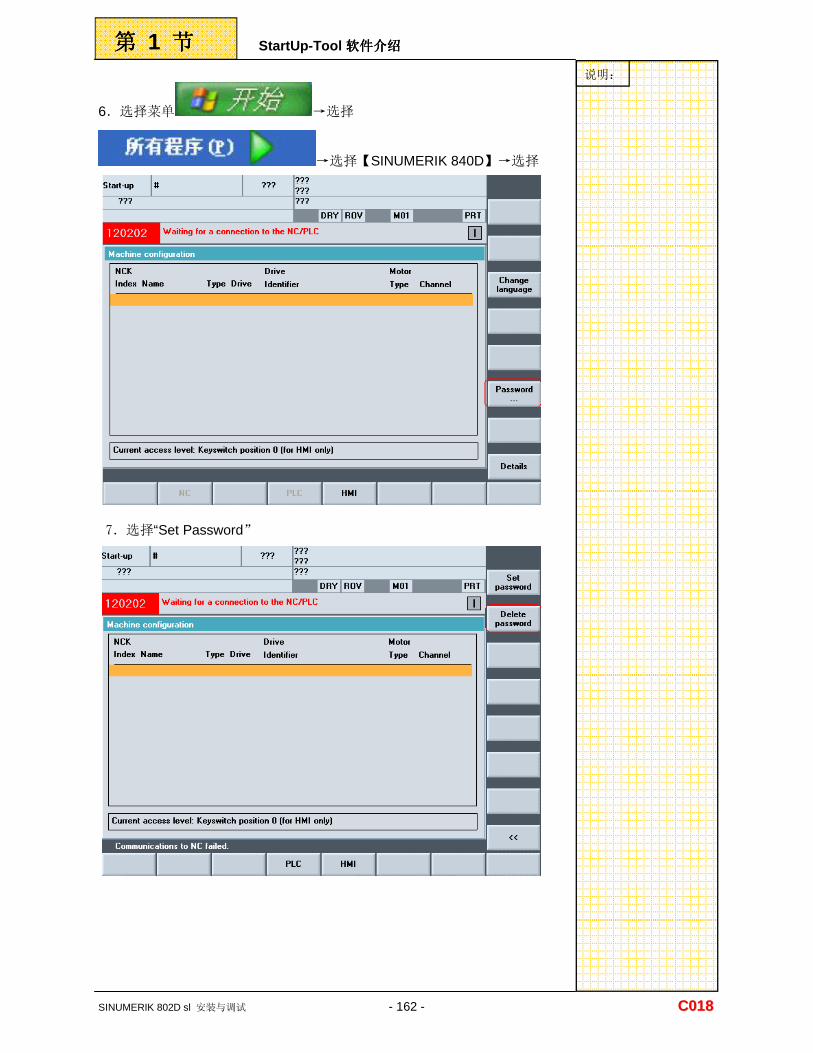
6.选择菜单 →选择
→选择【SINUMERIK 840D】→选择
说明:
SINUMERIK 802D sl 安装与调试 - 162 - CC001188
7.选择“Set Password”
StartUp-Tool 软件介绍软件介绍软件介绍软件介绍 第第第第 1 节节节节
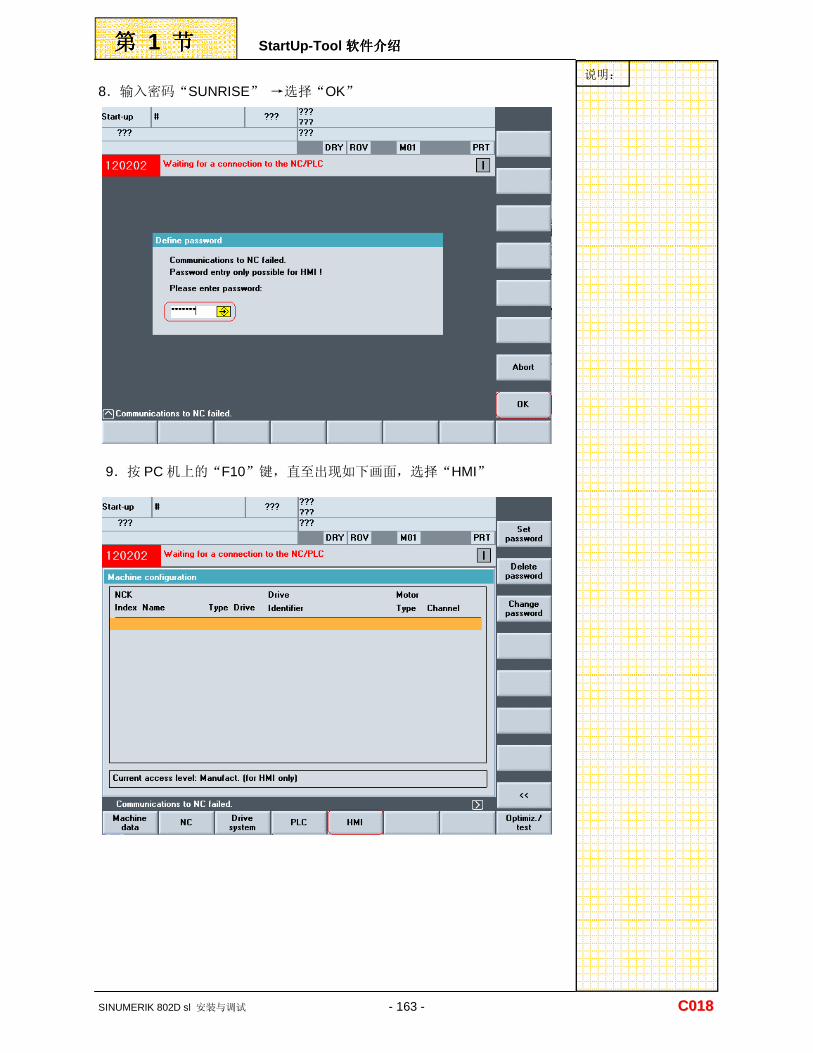
8.输入密码“SUNRISE” →选择“OK” 说明:
SINUMERIK 802D sl 安装与调试 - 163 - CC001188
9.按 PC 机上的“F10”键,直至出现如下画面,选择“HMI”
StartUp-Tool 软件介绍软件介绍软件介绍软件介绍 第第第第 1 节节节节
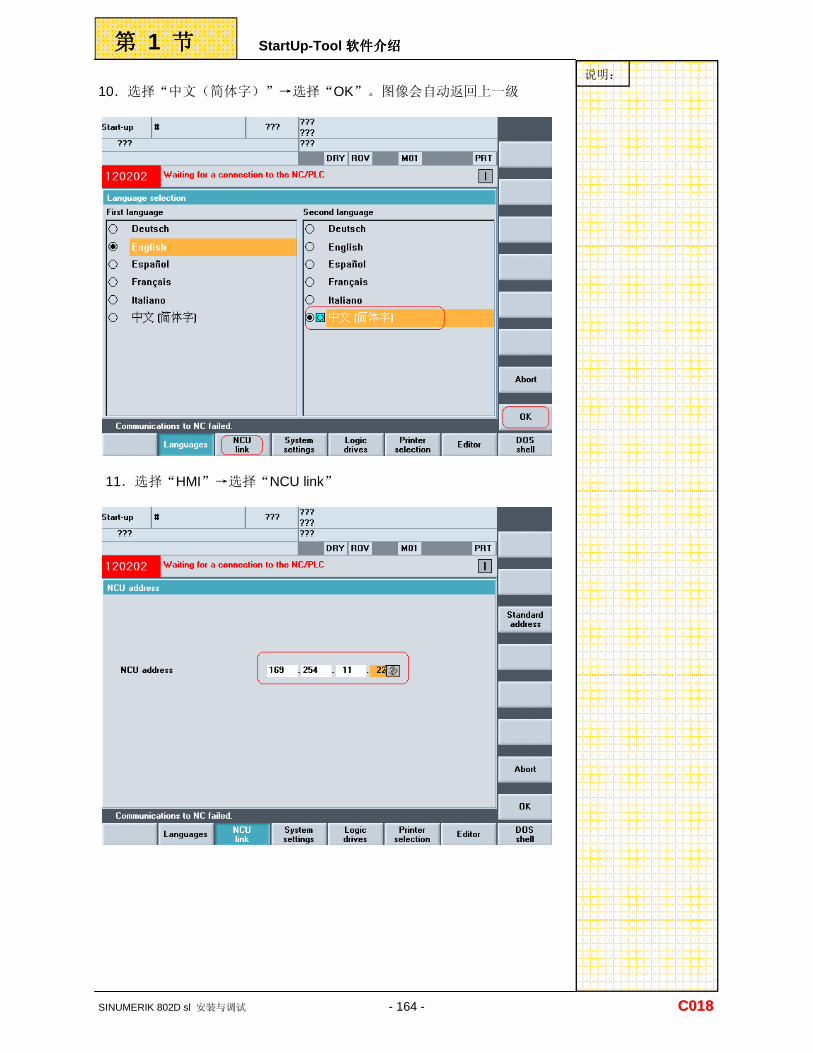
10.选择“中文(简体字)”→选择“OK”。图像会自动返回上一级 说明:
SINUMERIK 802D sl 安装与调试 - 164 - CC001188
11.选择“HMI”→选择“NCU link”
StartUp-Tool 软件介绍软件介绍软件介绍软件介绍 第第第第 1 节节节节
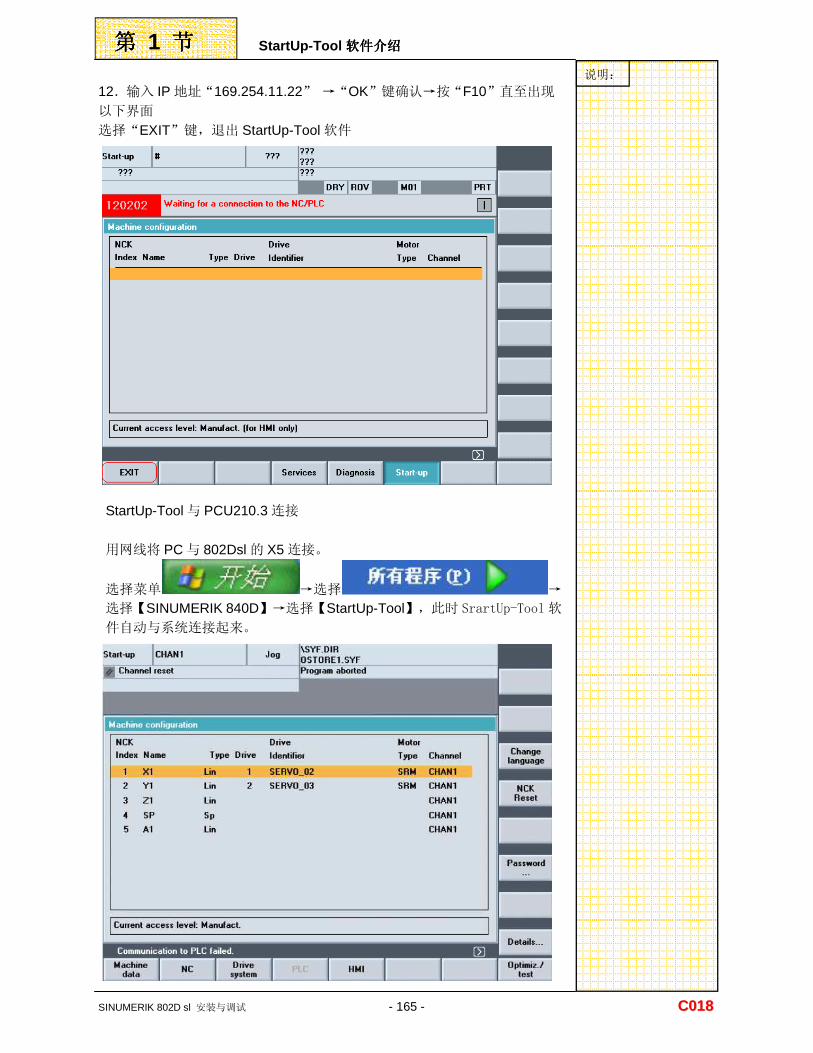
12.输入 IP 地址“169.254.11.22” →“OK”键确认→按“F10”直至出现
以下界面
选择“EXIT”键,退出 StartUp-Tool 软件
说明:
SINUMERIK 802D sl 安装与调试 - 165 - CC001188
StartUp-Tool 与 PCU210.3 连接 用网线将 PC 与 802Dsl 的 X5 连接。
选择菜单 →选择 →
选择【SINUMERIK 840D】→选择【StartUp-Tool】,此时 SrartUp-Tool 软
件自动与系统连接起来。
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
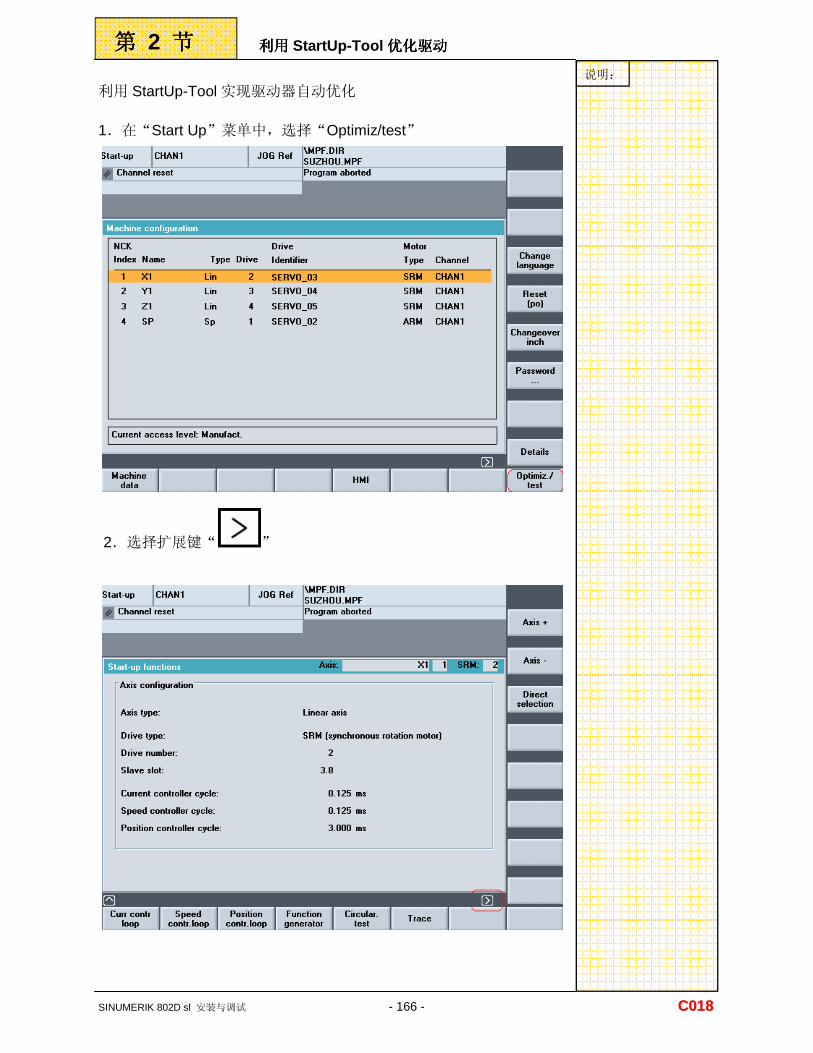
利用 StartUp-Tool 实现驱动器自动优化 1.在“Start Up”菜单中,选择“Optimiz/test”
说明:
SINUMERIK 802D sl 安装与调试 - 166 - CC001188
2.选择扩展键“ ”
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
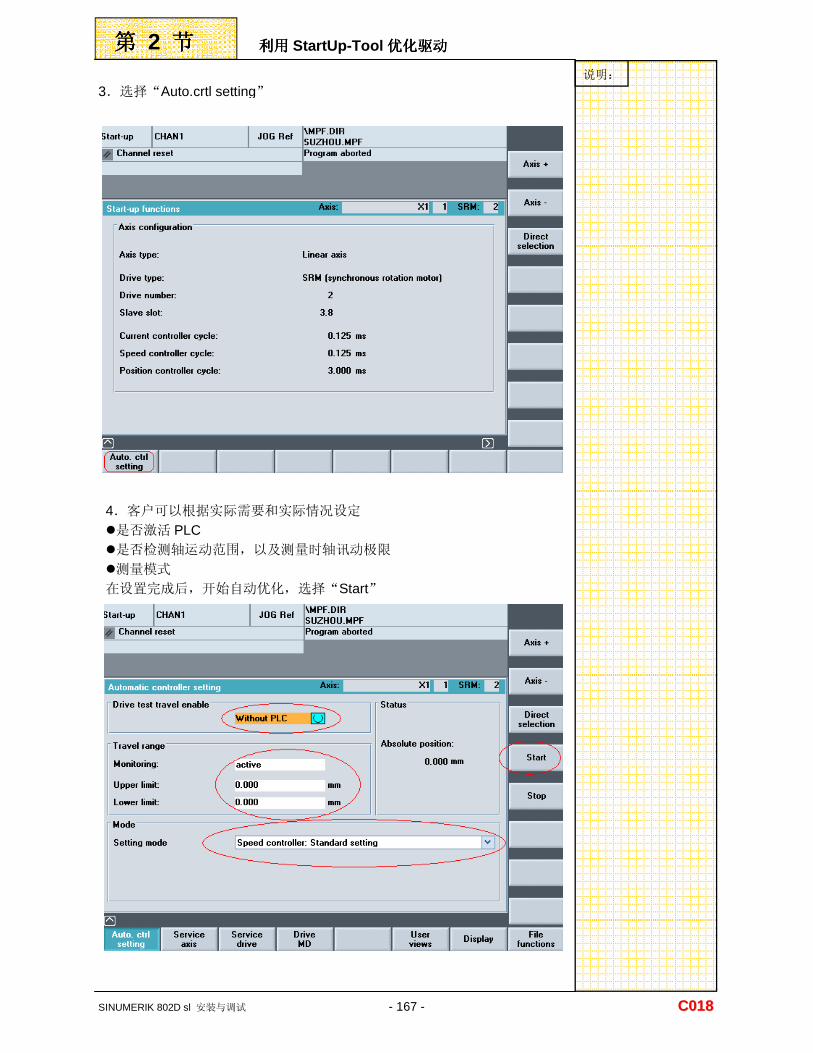
3.选择“Auto.crtl setting” 说明:
SINUMERIK 802D sl 安装与调试 - 167 - CC001188
4.客户可以根据实际需要和实际情况设定 �是否激活 PLC �是否检测轴运动范围,以及测量时轴讯动极限 �测量模式 在设置完成后,开始自动优化,选择“Start”
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
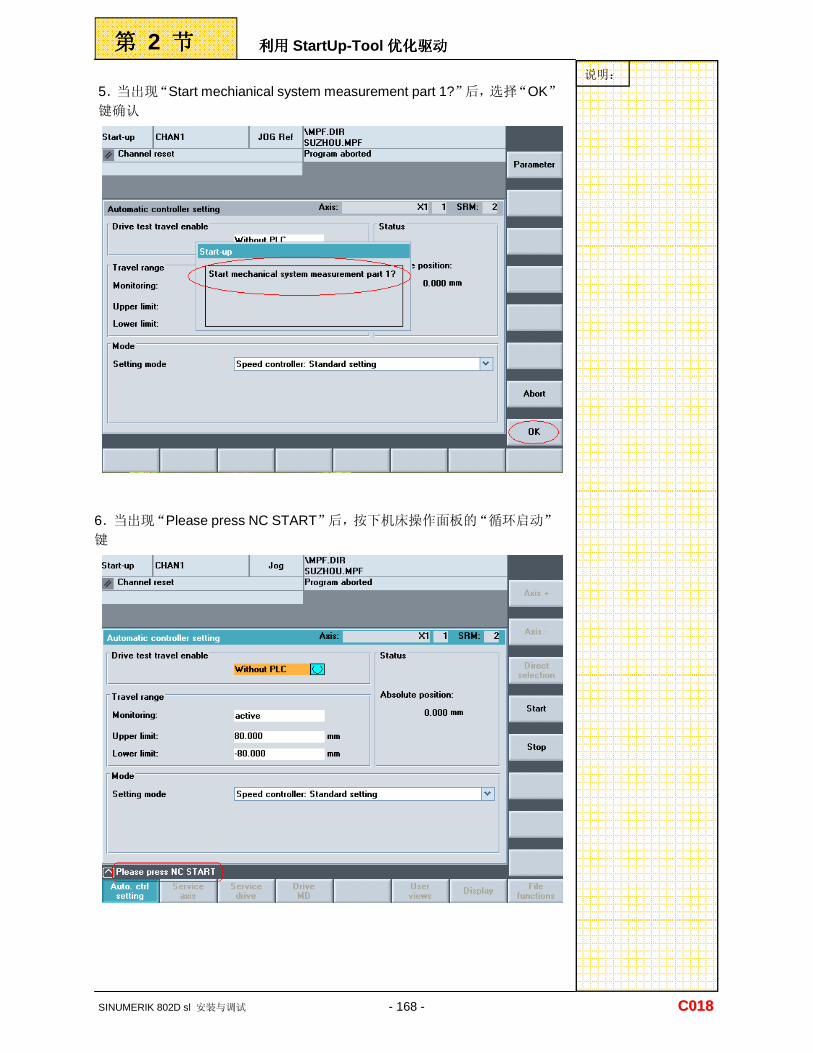
5.当出现“Start mechianical system measurement part 1?”后,选择“OK”键确认
说明:
SINUMERIK 802D sl 安装与调试 - 168 - CC001188
6.当出现“Please press NC START”后,按下机床操作面板的“循环启动”
键
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
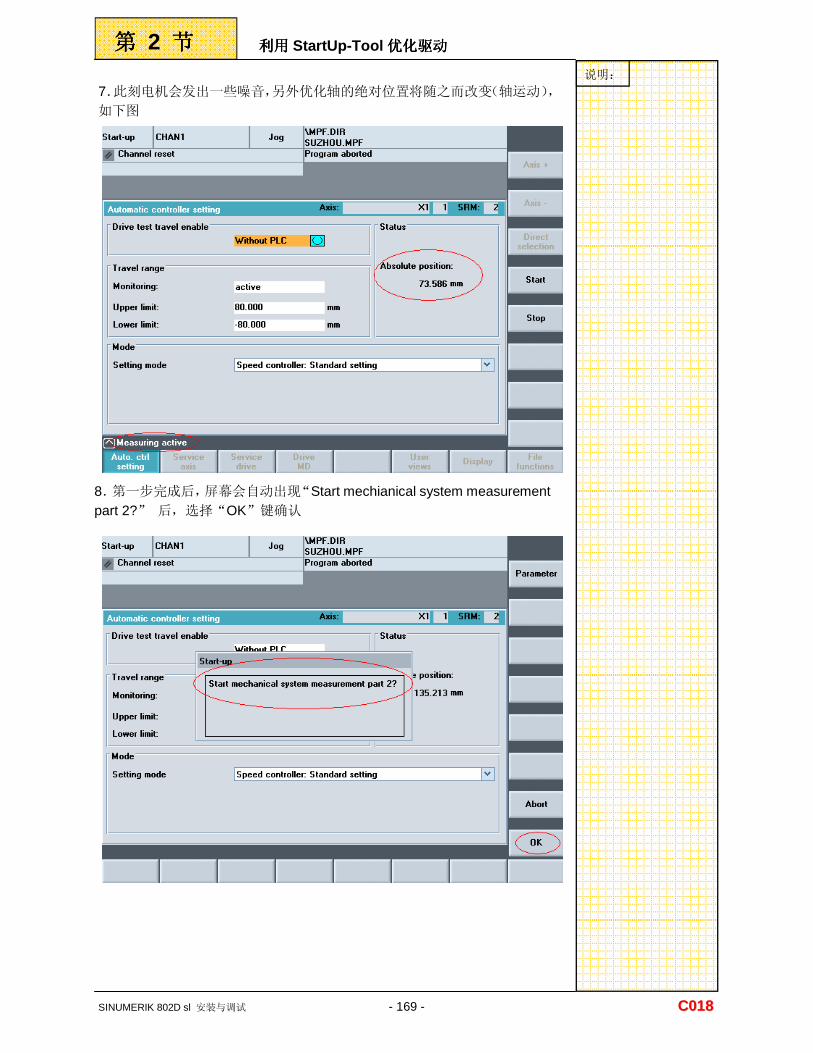
7.此刻电机会发出一些噪音,另外优化轴的绝对位置将随之而改变(轴运动),
如下图
说明:
SINUMERIK 802D sl 安装与调试 - 169 - CC001188
8.第一步完成后,屏幕会自动出现“Start mechianical system measurement part 2?” 后,选择“OK”键确认
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
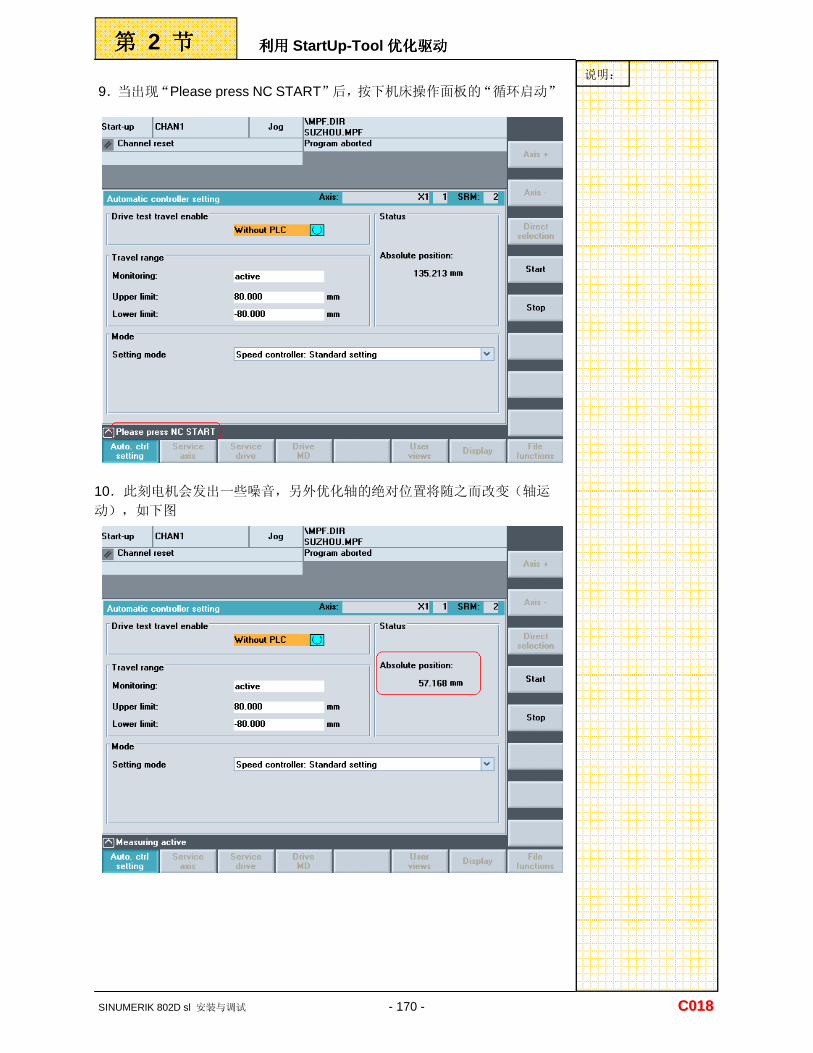
9.当出现“Please press NC START”后,按下机床操作面板的“循环启动”
说明:
SINUMERIK 802D sl 安装与调试 - 170 - CC001188
10.此刻电机会发出一些噪音,另外优化轴的绝对位置将随之而改变(轴运
动),如下图
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
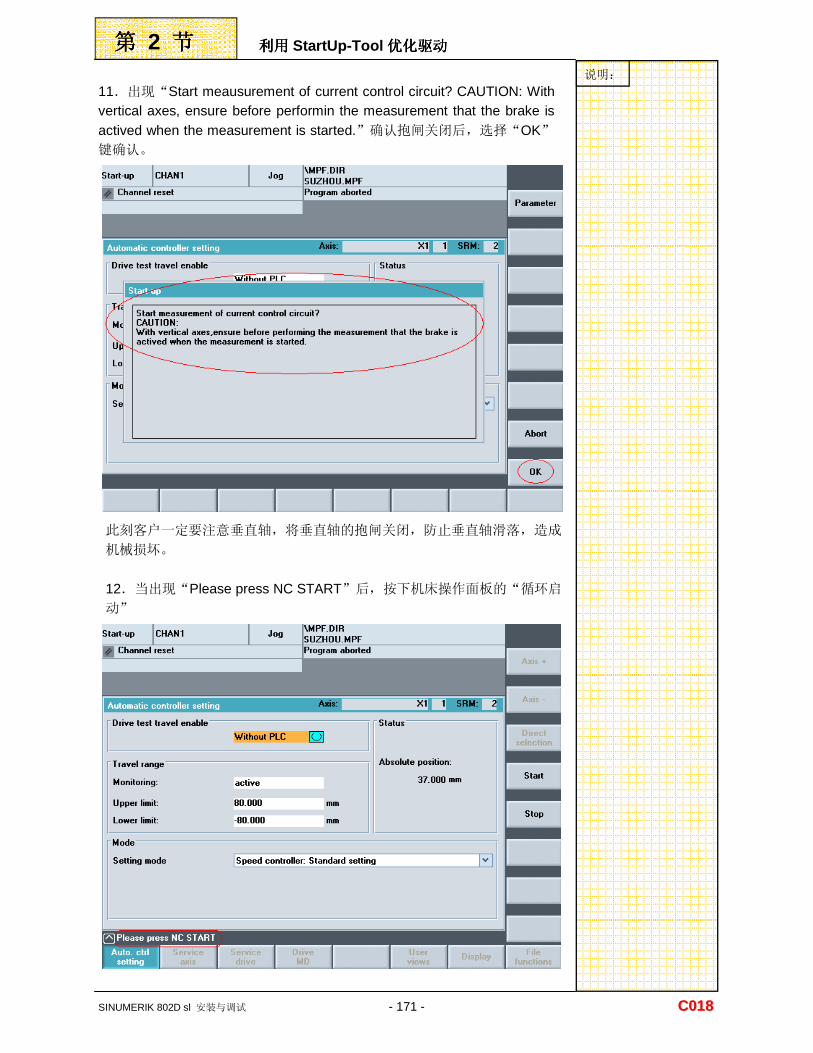
11.出现“Start meausurement of current control circuit? CAUTION: With vertical axes, ensure before performin the measurement that the brake is actived when the measurement is started.”确认抱闸关闭后,选择“OK”键确认。
说明:
SINUMERIK 802D sl 安装与调试 - 171 - CC001188
此刻客户一定要注意垂直轴,将垂直轴的抱闸关闭,防止垂直轴滑落,造成
机械损坏。 12.当出现“Please press NC START”后,按下机床操作面板的“循环启
动”
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
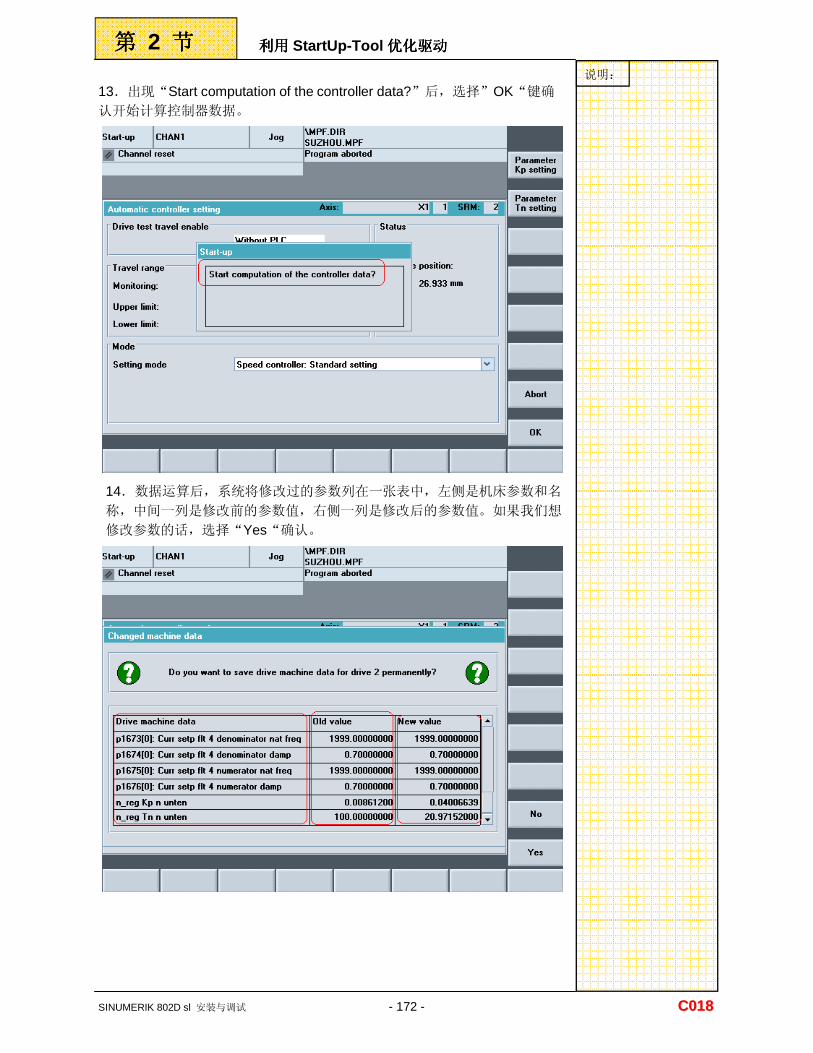
13.出现“Start computation of the controller data?”后,选择”OK“键确
认开始计算控制器数据。
说明:
SINUMERIK 802D sl 安装与调试 - 172 - CC001188
14.数据运算后,系统将修改过的参数列在一张表中,左侧是机床参数和名
称,中间一列是修改前的参数值,右侧一列是修改后的参数值。如果我们想
修改参数的话,选择“Yes“确认。
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
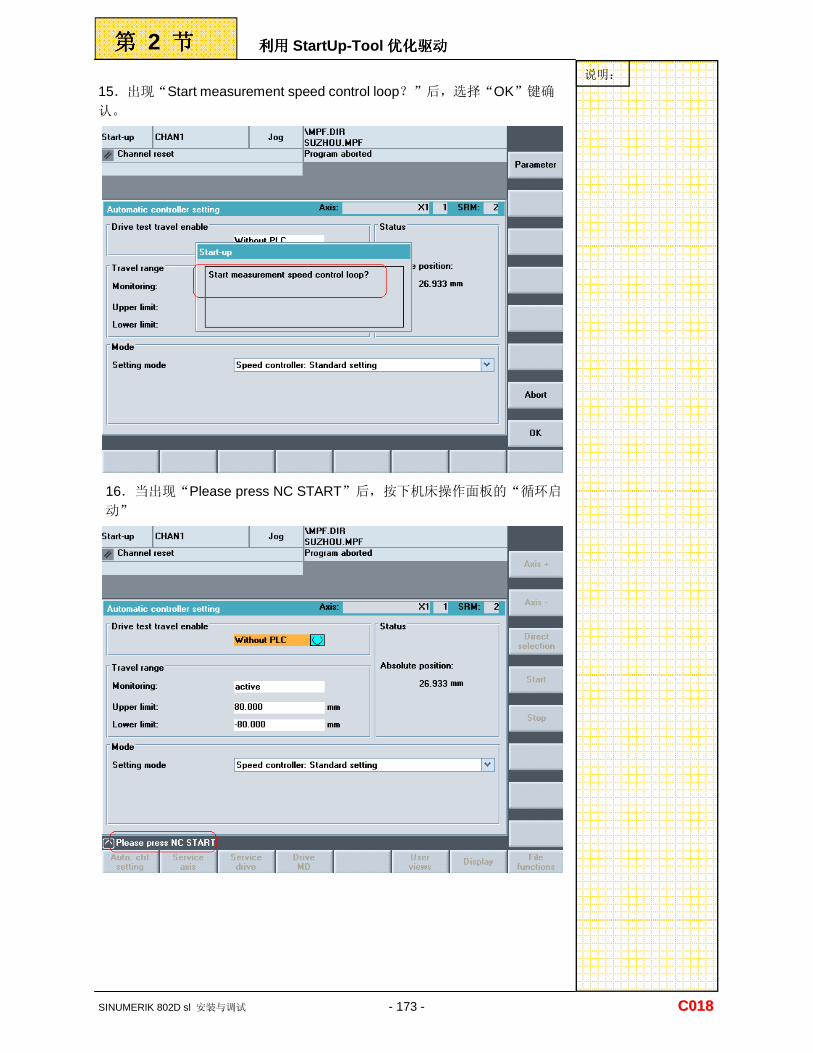
15.出现“Start measurement speed control loop?”后,选择“OK”键确
认。
说明:
SINUMERIK 802D sl 安装与调试 - 173 - CC001188
16.当出现“Please press NC START”后,按下机床操作面板的“循环启
动”
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
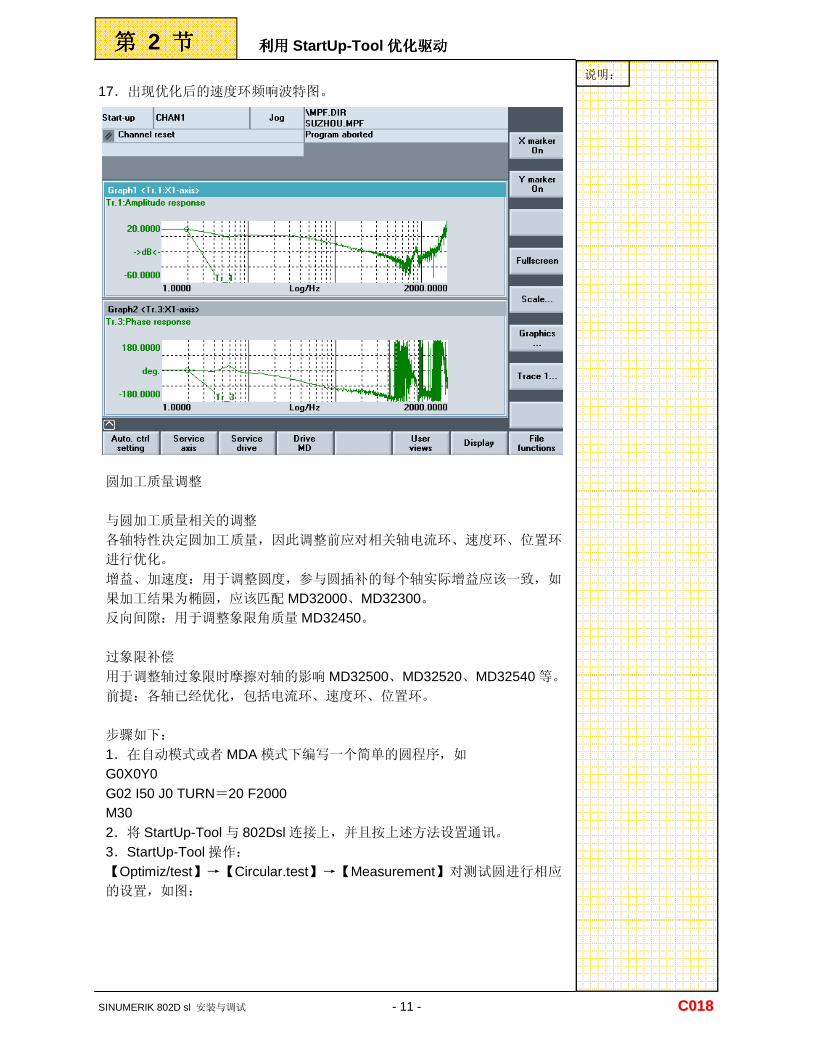
17.出现优化后的速度环频响波特图。 说明:
SINUMERIK 802D sl 安装与调试 - 11 - CC001188
圆加工质量调整 与圆加工质量相关的调整 各轴特性决定圆加工质量,因此调整前应对相关轴电流环、速度环、位置环
进行优化。 增益、加速度:用于调整圆度,参与圆插补的每个轴实际增益应该一致,如
果加工结果为椭圆,应该匹配 MD32000、MD32300。 反向间隙:用于调整象限角质量 MD32450。 过象限补偿 用于调整轴过象限时摩擦对轴的影响 MD32500、MD32520、MD32540 等。 前提:各轴已经优化,包括电流环、速度环、位置环。 步骤如下: 1.在自动模式或者 MDA 模式下编写一个简单的圆程序,如 G0X0Y0 G02 I50 J0 TURN=20 F2000 M30 2.将 StartUp-Tool 与 802Dsl 连接上,并且按上述方法设置通讯。 3.StartUp-Tool 操作: 【Optimiz/test】→【Circular.test】→【Measurement】对测试圆进行相应
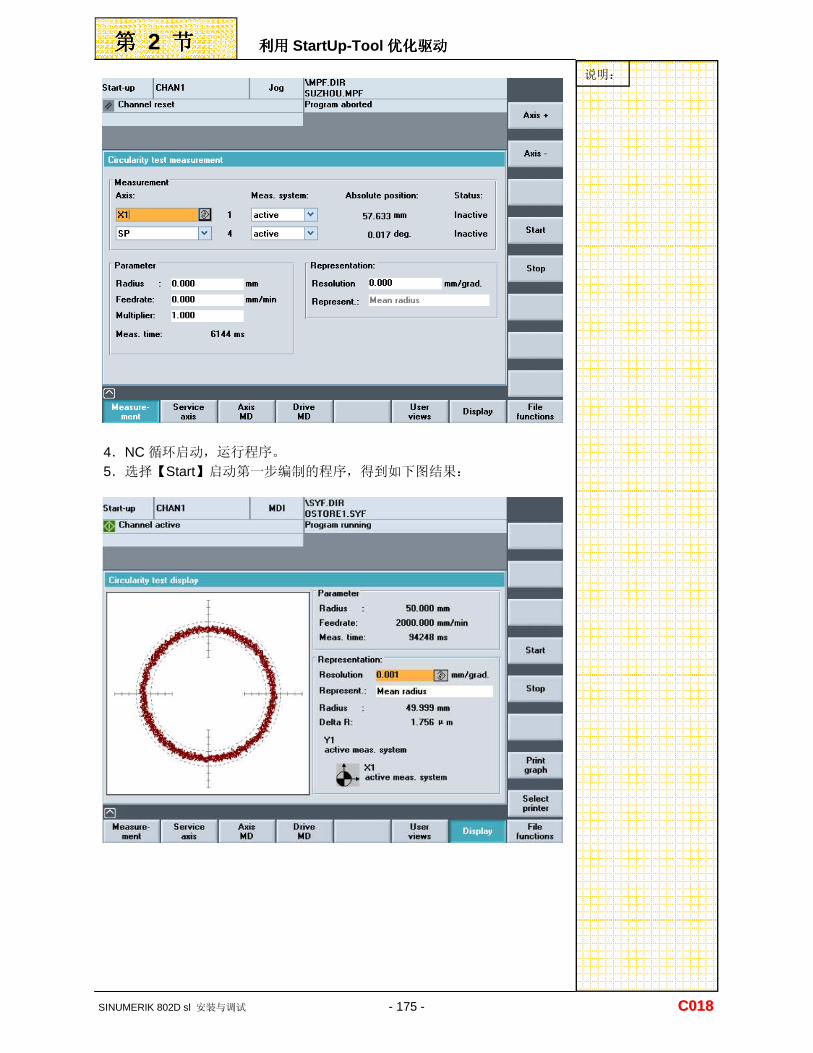
的设置,如图:
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
4.NC 循环启动,运行程序。 5.选择【Start】启动第一步编制的程序,得到如下图结果:
说明:
SINUMERIK 802D sl 安装与调试 - 175 - CC001188
利用利用利用利用 StartUp-Tool 优化驱动优化驱动优化驱动优化驱动 第第第第 2 节节节节
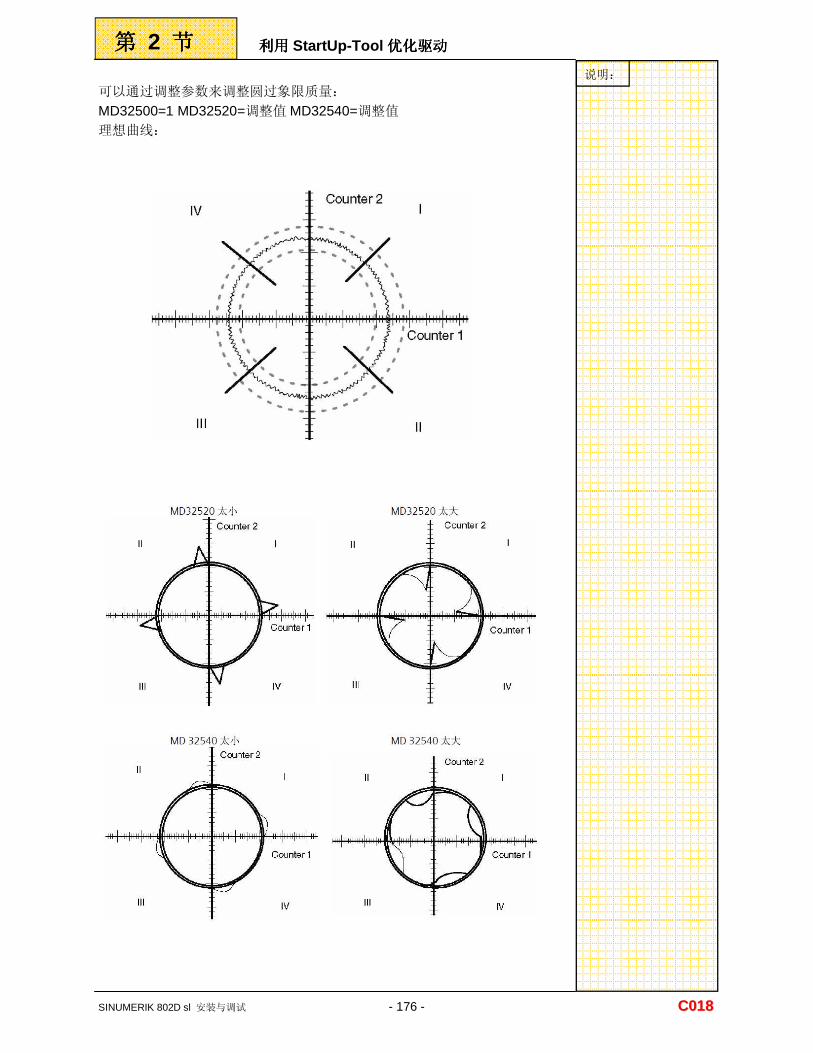
可以通过调整参数来调整圆过象限质量: MD32500=1 MD32520=调整值 MD32540=调整值 理想曲线:
说明:
SINUMERIK 802D sl 安装与调试 - 176 - CC001188
模具加工功能模具加工功能模具加工功能模具加工功能 C019
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,能够平移或编辑模型程序,并能够在控制系统中运行。
本章概述本章概述本章概述本章概述:::: 用模具加工功能命令去执行一些特殊的比较大的带直线插补的程序段。
模具功能简述 模具功能命令 传输、编辑和执行程序 示例
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 177 - CC001199
模具功能简述
第 1 节
模具功能命令
第 2 节
传输、编辑和执行程序
第 3 节
示例
第 4 节
简介 CAD->CAM->CNC 转换过程 很多自由曲面的 CNC 程序是从 CAM 系统中得到的,而 CAM 中的自由曲面
的几何图形是从 CAD 中得来的。 在这些 CAM 生成的程序中,包含很多小线段,这些小线段由一个一个点组
成。为了得到精确并且光滑的自由曲面,我们通常用很高的进给率,如:
10m/min。但是同时我们也会用一写命令来使加工更加完美。 粗加工的时候是把零件切的相对平滑一些,所以速度要快。 精加工的时候精度和表面粗糙度是最重要的。为了达到最终的精加工便面,
必须遵守一些规则。如:公差等。同时,操作人员必须对后来的 CAM 程序
有一定的了解。
说明:
模具功能简介模具功能简介模具功能简介模具功能简介 第第第第 1 节节节节
SINUMERIK 802D sl 安装与调试 - 178 - CC001199
模具功能命令模具功能命令模具功能命令模具功能命令 第第第第 2 节节节节
G 功能指令表 下面是有关模具加工的 G 功能指令。 第第第第 4 工作组工作组工作组工作组::::FIFO STARTFIFO/STOPFIFO/FIFOCTRL 功能:FIFOCTRL 存储器的预处理控制-避免存储器空闲 第第第第 10 工作组工作组工作组工作组::::精确准停精确准停精确准停精确准停、、、、连续加工路径连续加工路径连续加工路径连续加工路径 G60/G64/G641/G642 功能:G642 预读: 连续路径加工的目的是增加轴的进给速度,使加工小线段时更加平稳。 预读、预处理速度控制: 使用 G64/G642 能够使控制系统预读后面的几段小程序,从而根据轮廓计算
出合适的进给速度。 G642 的预读功能同时也能读出后面要加工的圆弧程序,使圆弧光滑。
说明:
SINUMERIK 802D sl 安装与调试 - 179 - CC001199
模具功能命令模具功能命令模具功能命令模具功能命令 第第第第 2 节节节节
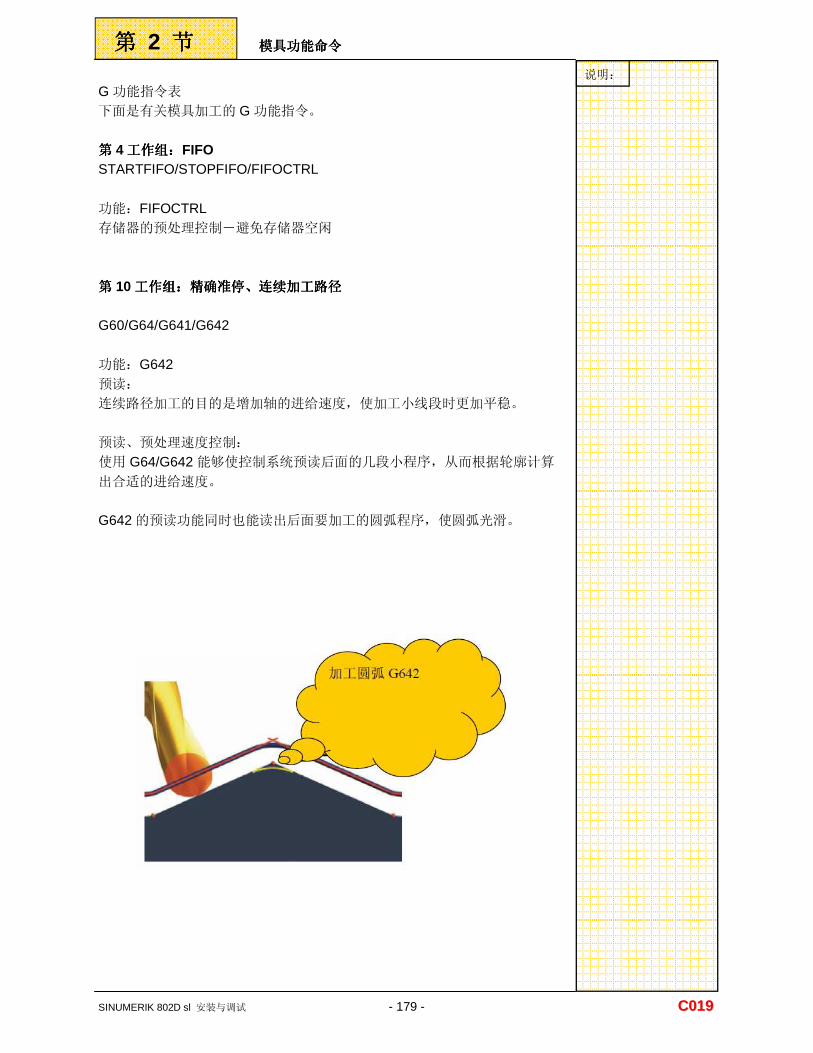
第第第第 21 工作组工作组工作组工作组::::加速度轮廓加速度轮廓加速度轮廓加速度轮廓 BRISK/SOFT 功能:SOFT SOFT 能够使加速度变得平滑 机床加工的时候我们希望加速度越光滑越好,加速度轮廓是否光滑受指令
“SOFT”和“BRISK”影响。激活“SOFT”功能指令,轴的加速度不会突
然的增加或者减小,而是按照一定的线性关系变化,这样可以减轻机床的负
载。同时也会给零件的便面质量带来很好的效果,因为机床会在小频率时产
生共振。 各个轴在没有到达进给速度时会按照一定的加速度运动,应用“SOFT”功能
能够得到一个高质量的加工路径,同时还能保护机床的磨损、划伤。
说明:
SINUMERIK 802D sl 安装与调试 - 180 - CC001199
模具功能命令模具功能命令模具功能命令模具功能命令 第第第第 2 节节节节
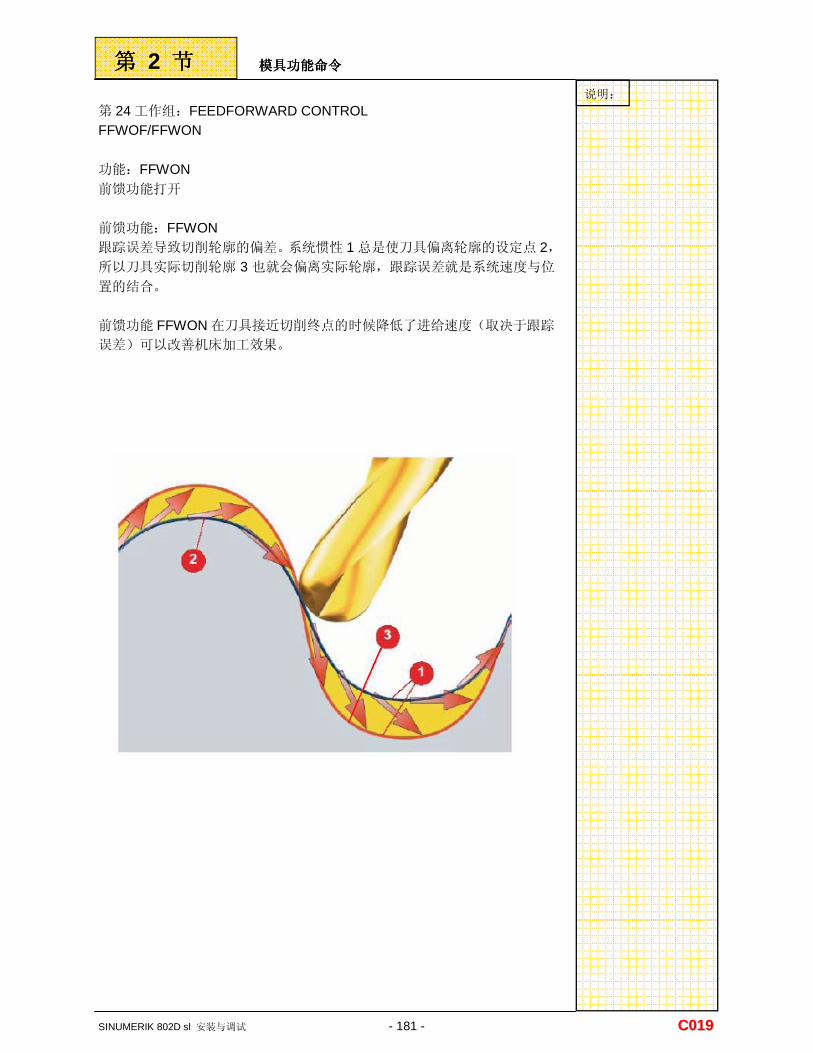
第 24 工作组:FEEDFORWARD CONTROL FFWOF/FFWON 功能:FFWON 前馈功能打开 前馈功能:FFWON 跟踪误差导致切削轮廓的偏差。系统惯性 1 总是使刀具偏离轮廓的设定点 2,所以刀具实际切削轮廓 3 也就会偏离实际轮廓,跟踪误差就是系统速度与位
置的结合。 前馈功能 FFWON 在刀具接近切削终点的时候降低了进给速度(取决于跟踪
误差)可以改善机床加工效果。
说明:
SINUMERIK 802D sl 安装与调试 - 181 - CC001199
模具功能命令模具功能命令模具功能命令模具功能命令 第第第第 2 节节节节
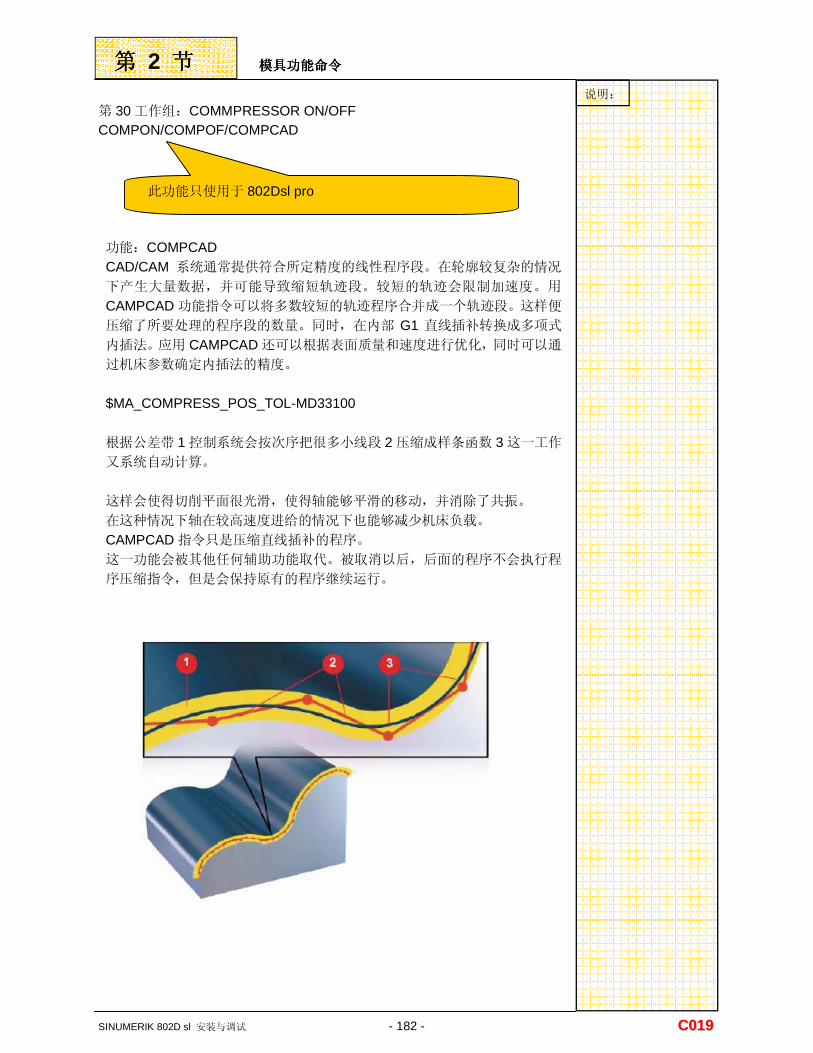
第 30 工作组:COMMPRESSOR ON/OFF COMPON/COMPOF/COMPCAD
说明:
SINUMERIK 802D sl 安装与调试 - 182 - CC001199
此功能只使用于 802Dsl pro
功能:COMPCAD CAD/CAM 系统通常提供符合所定精度的线性程序段。在轮廓较复杂的情况
下产生大量数据,并可能导致缩短轨迹段。较短的轨迹会限制加速度。用
CAMPCAD 功能指令可以将多数较短的轨迹程序合并成一个轨迹段。这样便
压缩了所要处理的程序段的数量。同时,在内部 G1 直线插补转换成多项式
内插法。应用 CAMPCAD 还可以根据表面质量和速度进行优化,同时可以通
过机床参数确定内插法的精度。 $MA_COMPRESS_POS_TOL-MD33100 根据公差带 1 控制系统会按次序把很多小线段 2 压缩成样条函数 3 这一工作
又系统自动计算。 这样会使得切削平面很光滑,使得轴能够平滑的移动,并消除了共振。 在这种情况下轴在较高速度进给的情况下也能够减少机床负载。 CAMPCAD 指令只是压缩直线插补的程序。 这一功能会被其他任何辅助功能取代。被取消以后,后面的程序不会执行程
序压缩指令,但是会保持原有的程序继续运行。
模具功能命令模具功能命令模具功能命令模具功能命令 第第第第 2 节节节节
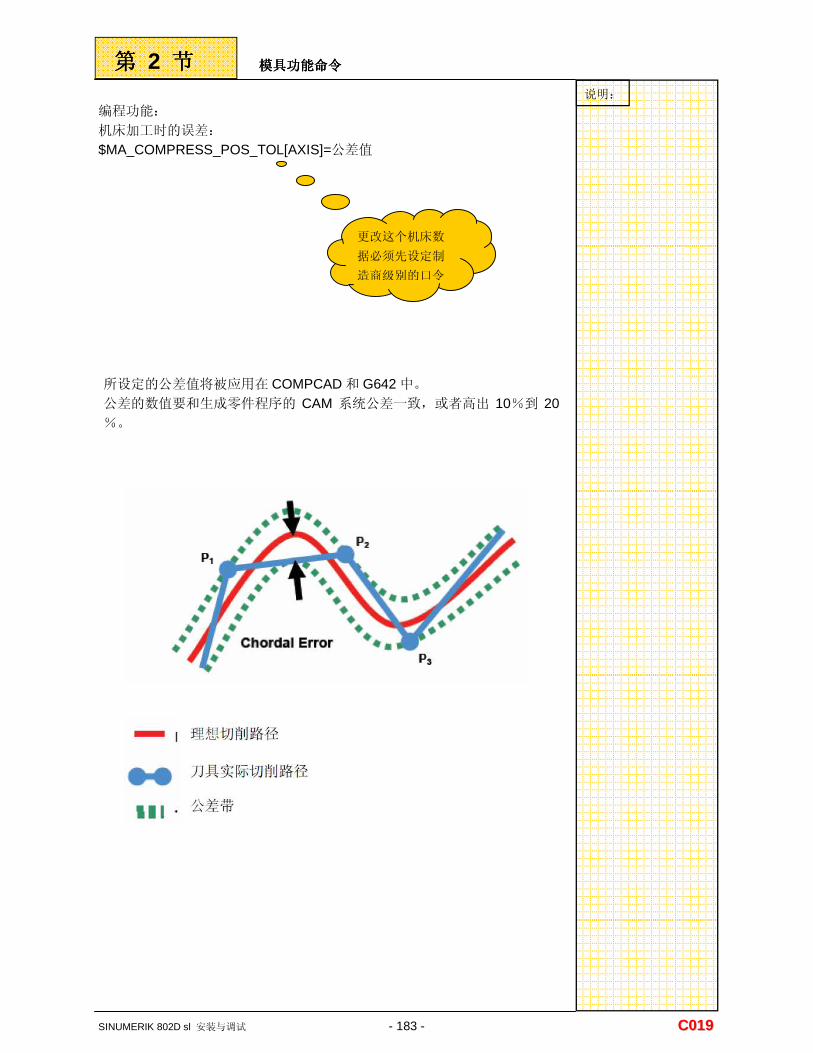
编程功能: 机床加工时的误差: $MA_COMPRESS_POS_TOL[AXIS]=公差值
说明:
SINUMERIK 802D sl 安装与调试 - 183 - CC001199
更改这个机床数
据必须先设定制
造商级别的口令
所设定的公差值将被应用在 COMPCAD 和 G642 中。 公差的数值要和生成零件程序的 CAM 系统公差一致,或者高出 10%到 20%。
传输传输传输传输、、、、编辑和执行程序编辑和执行程序编辑和执行程序编辑和执行程序 第第第第 3 节节节节
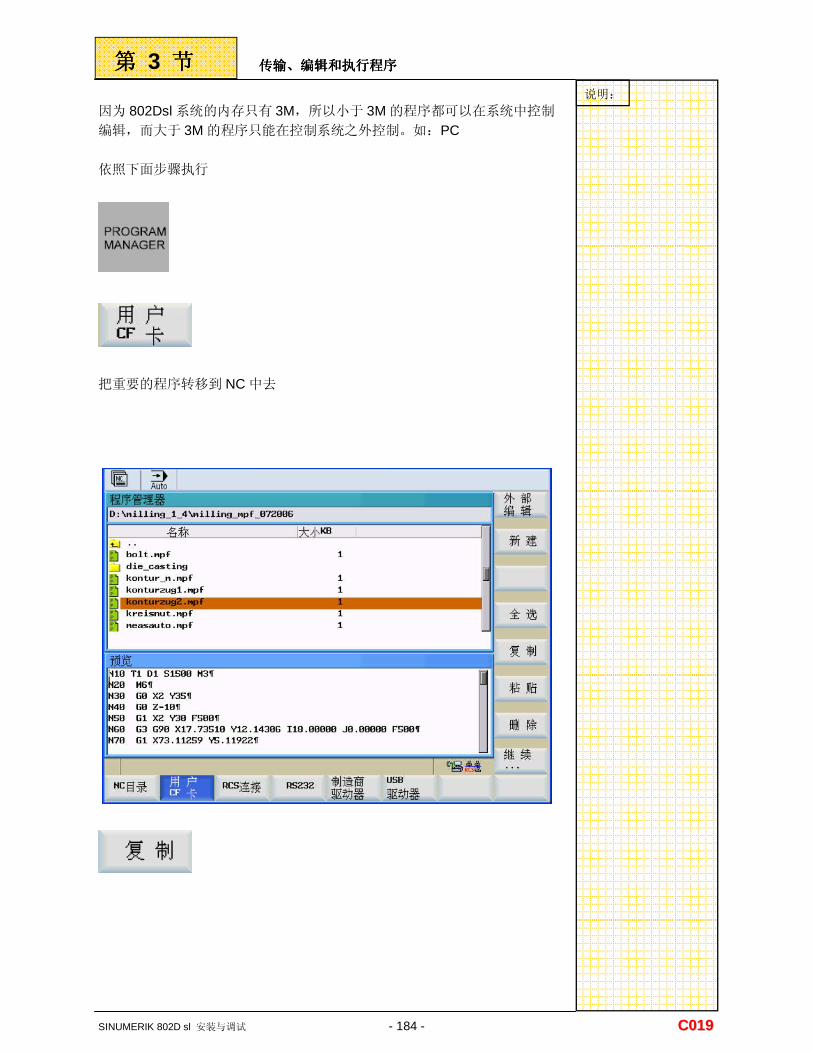
因为 802Dsl 系统的内存只有 3M,所以小于 3M 的程序都可以在系统中控制
编辑,而大于 3M 的程序只能在控制系统之外控制。如:PC 依照下面步骤执行
把重要的程序转移到 NC 中去
说明:
SINUMERIK 802D sl 安装与调试 - 184 - CC001199
传输传输传输传输、、、、编辑和执行程序编辑和执行程序编辑和执行程序编辑和执行程序 第第第第 3 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 185 - CC001199
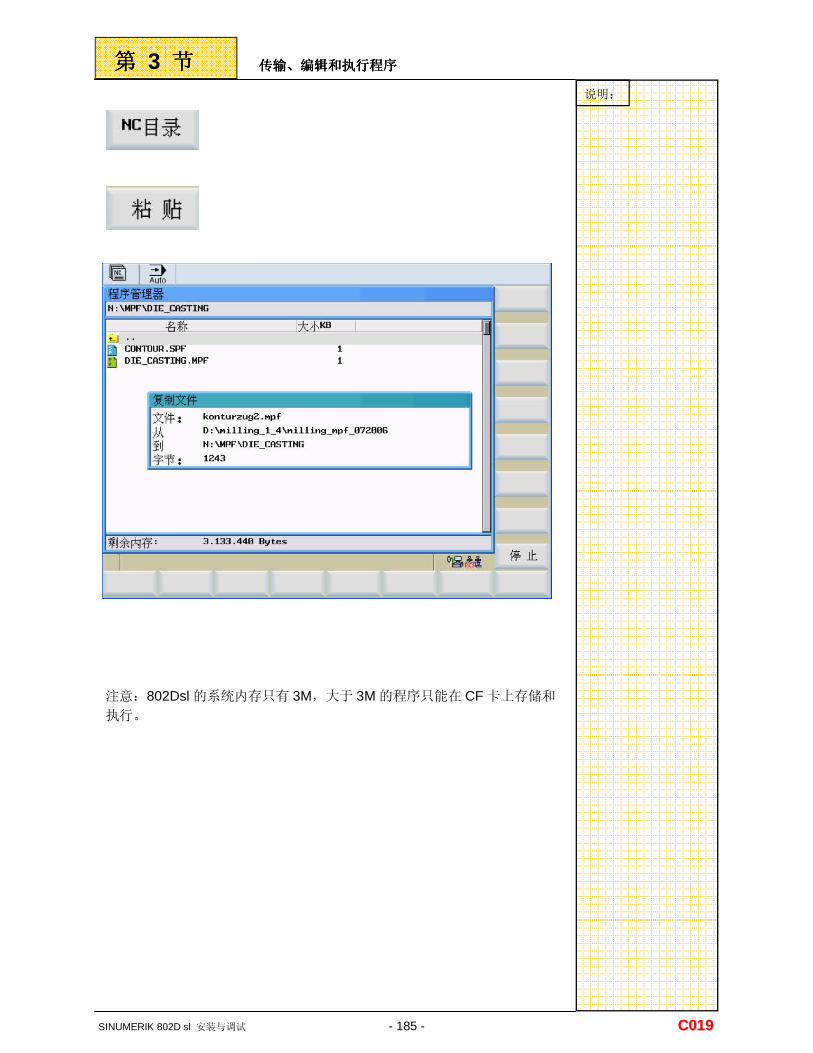
注意:802Dsl 的系统内存只有 3M,大于 3M 的程序只能在 CF 卡上存储和
执行。
传输传输传输传输、、、、编辑和执行程序编辑和执行程序编辑和执行程序编辑和执行程序 第第第第 3 节节节节
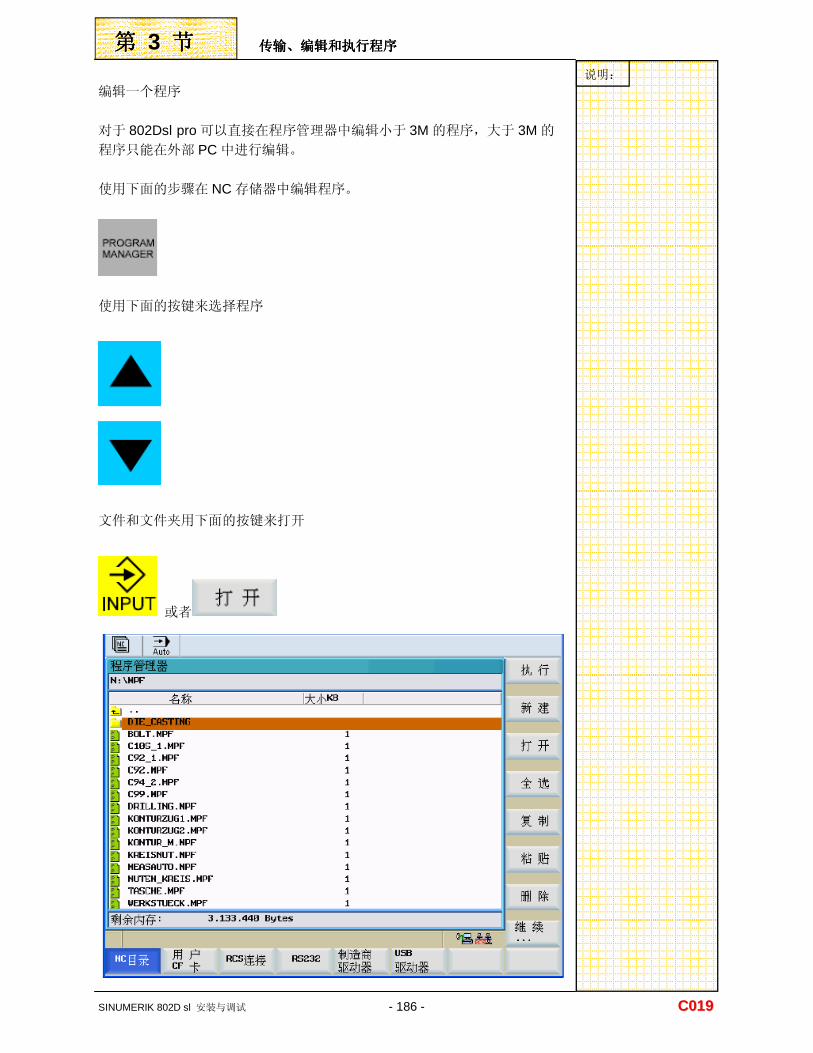
编辑一个程序 对于 802Dsl pro 可以直接在程序管理器中编辑小于 3M 的程序,大于 3M 的
程序只能在外部 PC 中进行编辑。 使用下面的步骤在 NC 存储器中编辑程序。
使用下面的按键来选择程序
文件和文件夹用下面的按键来打开
或者
说明:
SINUMERIK 802D sl 安装与调试 - 186 - CC001199
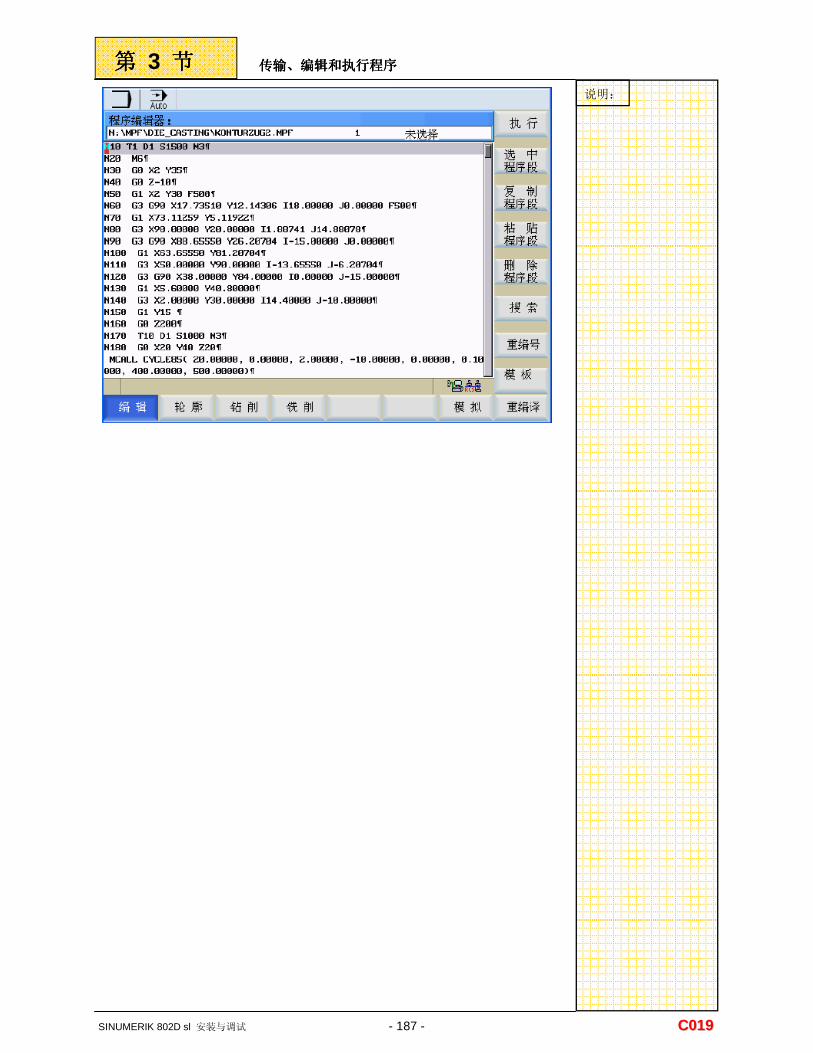
传输传输传输传输、、、、编辑和执行程序编辑和执行程序编辑和执行程序编辑和执行程序 第第第第 3 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 187 - CC001199
传输传输传输传输、、、、编辑和执行程序编辑和执行程序编辑和执行程序编辑和执行程序 第第第第 3 节节节节
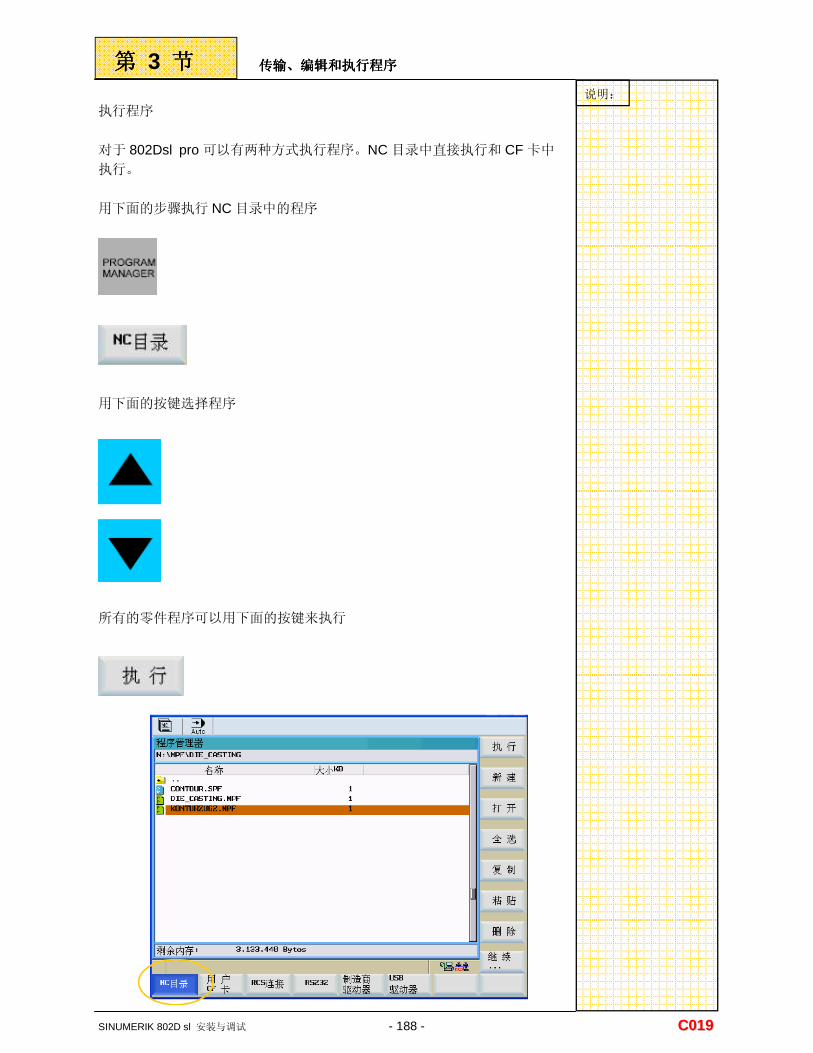
执行程序 对于 802Dsl pro 可以有两种方式执行程序。NC 目录中直接执行和 CF 卡中
执行。 用下面的步骤执行 NC 目录中的程序
用下面的按键选择程序
所有的零件程序可以用下面的按键来执行
说明:
SINUMERIK 802D sl 安装与调试 - 188 - CC001199
传输传输传输传输、、、、编辑和执行程序编辑和执行程序编辑和执行程序编辑和执行程序 第第第第 3 节节节节
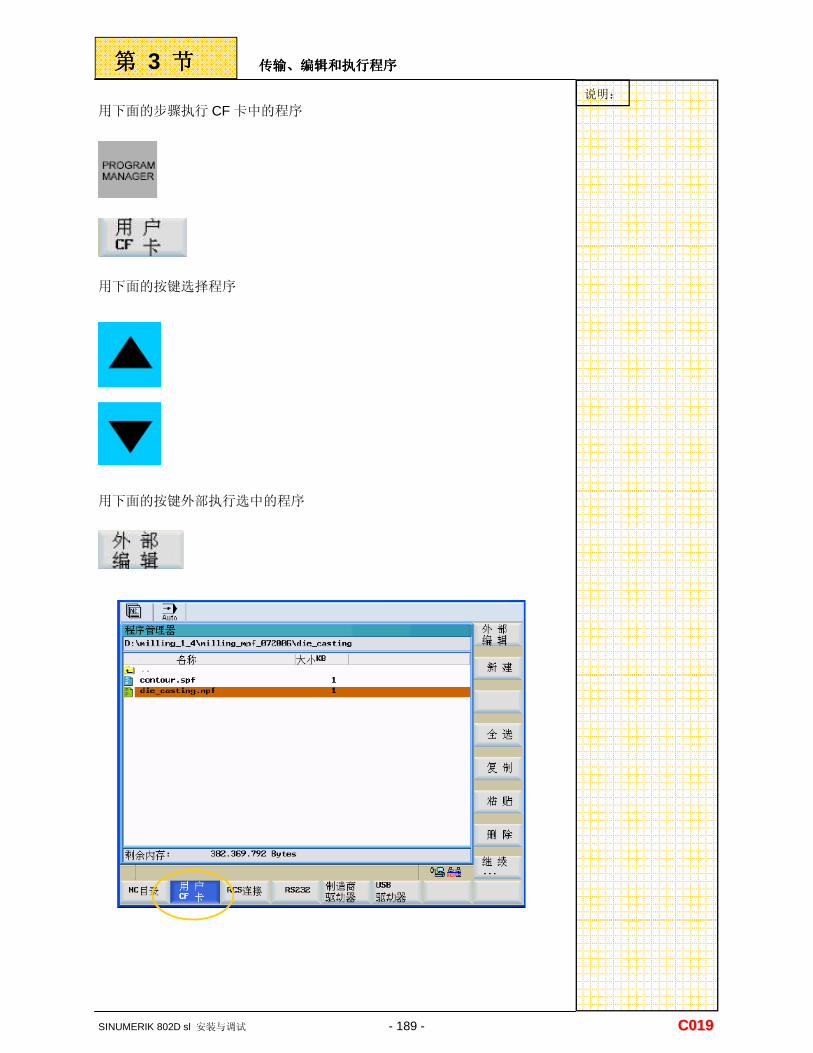
用下面的步骤执行 CF 卡中的程序
用下面的按键选择程序
用下面的按键外部执行选中的程序
说明:
SINUMERIK 802D sl 安装与调试 - 189 - CC001199
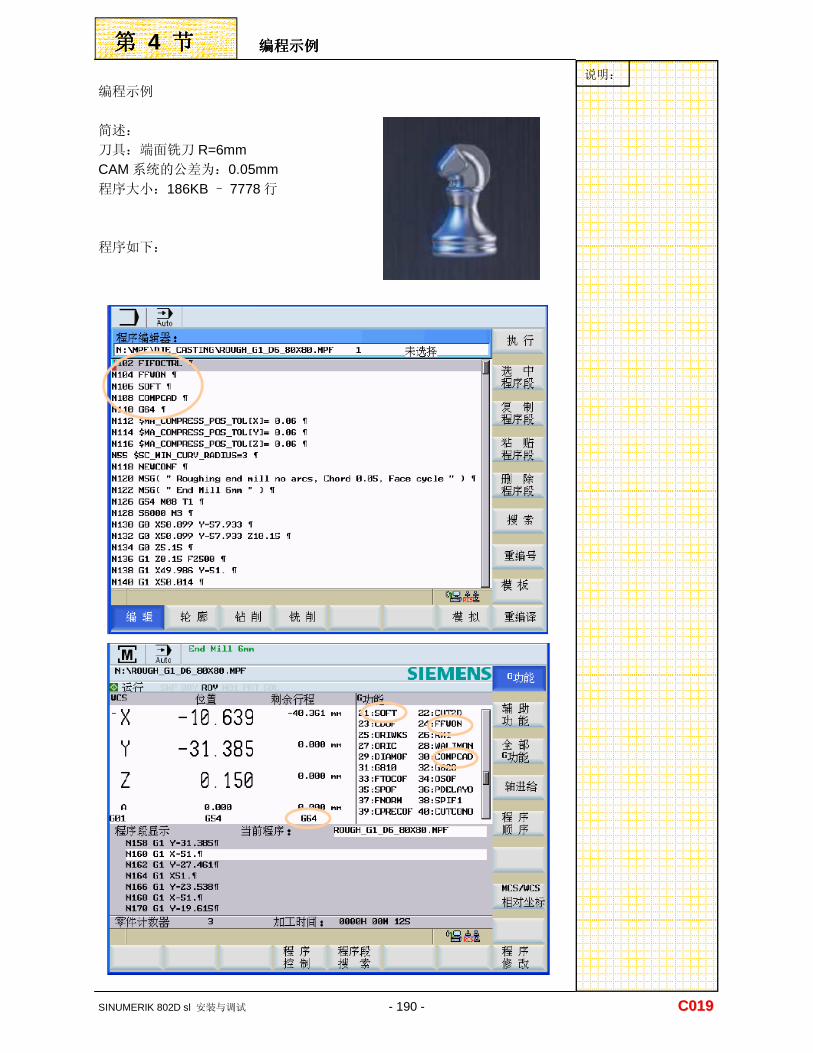
编程示例编程示例编程示例编程示例 第第第第 4 节节节节
编程示例 简述: 刀具:端面铣刀 R=6mm CAM 系统的公差为:0.05mm 程序大小:186KB – 7778 行 程序如下:
说明:
SINUMERIK 802D sl 安装与调试 - 190 - CC001199
编程示例编程示例编程示例编程示例 第第第第 4 节节节节
说明:
SINUMERIK 802D sl 安装与调试 - 191 - CC001199
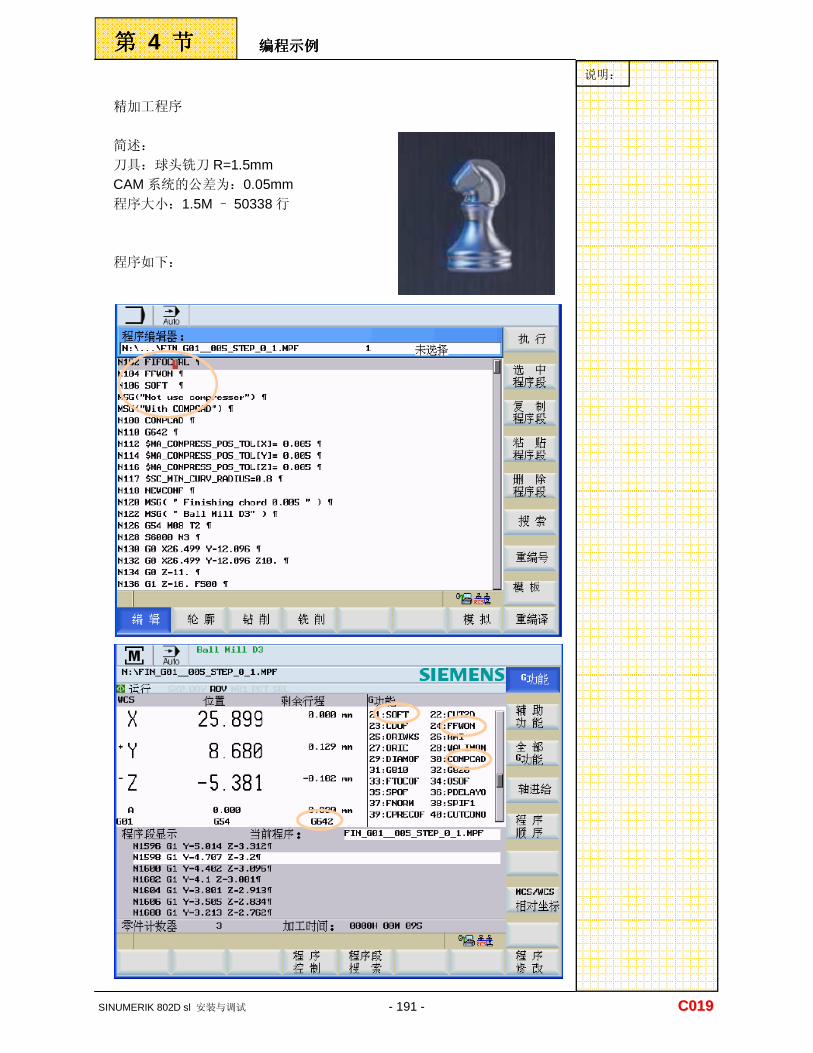
精加工程序 简述: 刀具:球头铣刀 R=1.5mm CAM 系统的公差为:0.05mm 程序大小:1.5M – 50338 行 程序如下:

球杆仪在机床上的应用球杆仪在机床上的应用球杆仪在机床上的应用球杆仪在机床上的应用 C020
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 了解球杆仪如何在机床上使用,分析球杆仪结果。
本章概述本章概述本章概述本章概述:::: 球杆仪的应用。
球杆仪的应用
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 193 - CC000044
球杆仪测试方法
第 1 节
球杆仪数据分析
第 2 节
球杆仪测试方法球杆仪测试方法球杆仪测试方法球杆仪测试方法 第第第第 1 节节节节
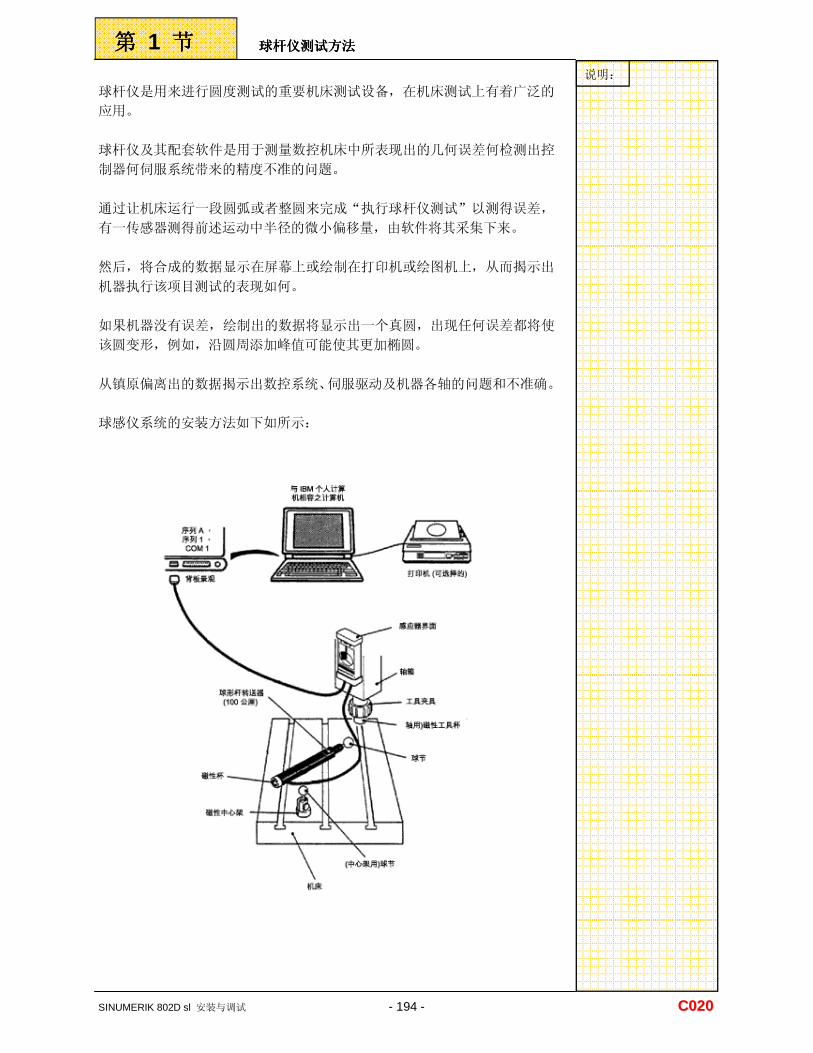
球杆仪是用来进行圆度测试的重要机床测试设备,在机床测试上有着广泛的
应用。 球杆仪及其配套软件是用于测量数控机床中所表现出的几何误差何检测出控
制器何伺服系统带来的精度不准的问题。 通过让机床运行一段圆弧或者整圆来完成“执行球杆仪测试”以测得误差,
有一传感器测得前述运动中半径的微小偏移量,由软件将其采集下来。 然后,将合成的数据显示在屏幕上或绘制在打印机或绘图机上,从而揭示出
机器执行该项目测试的表现如何。 如果机器没有误差,绘制出的数据将显示出一个真圆,出现任何误差都将使
该圆变形,例如,沿圆周添加峰值可能使其更加椭圆。 从镇原偏离出的数据揭示出数控系统、伺服驱动及机器各轴的问题和不准确。 球感仪系统的安装方法如下如所示:
说明:
SINUMERIK 802D sl 安装与调试 - 194 - CC002200
球杆仪测试方法球杆仪测试方法球杆仪测试方法球杆仪测试方法 第第第第 1 节节节节
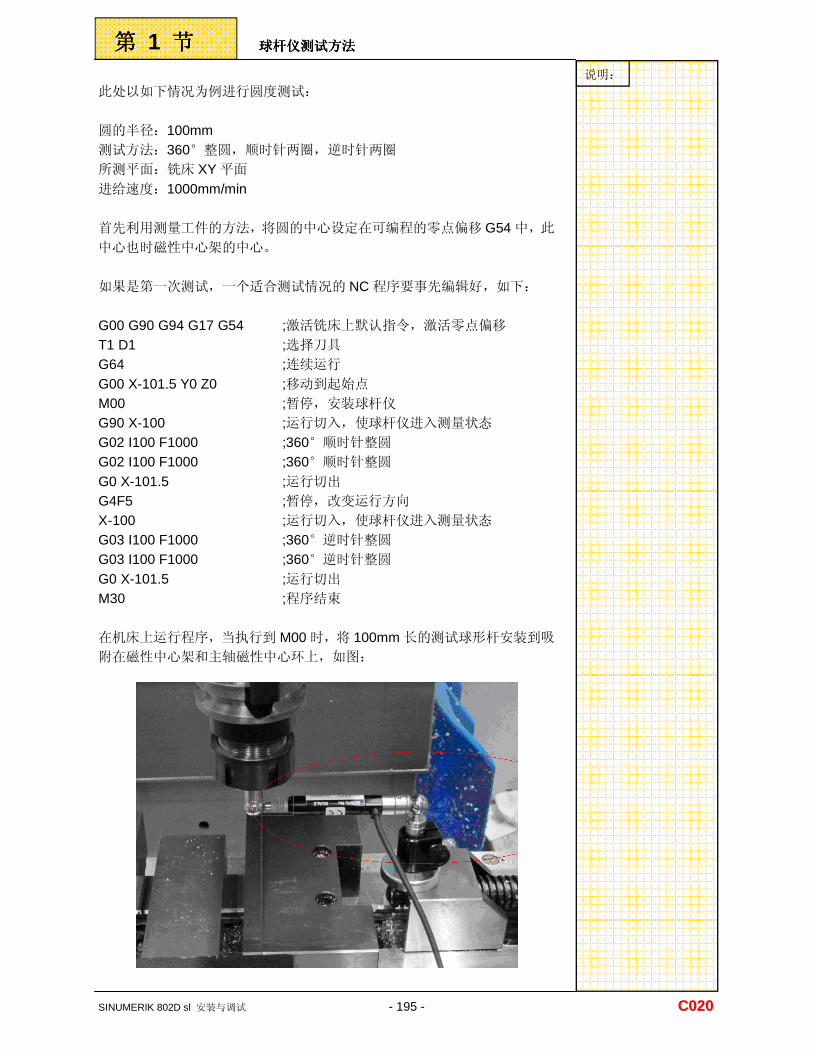
此处以如下情况为例进行圆度测试: 圆的半径:100mm 测试方法:360°整圆,顺时针两圈,逆时针两圈 所测平面:铣床 XY 平面 进给速度:1000mm/min 首先利用测量工件的方法,将圆的中心设定在可编程的零点偏移 G54 中,此
中心也时磁性中心架的中心。 如果是第一次测试,一个适合测试情况的 NC 程序要事先编辑好,如下: G00 G90 G94 G17 G54 ;激活铣床上默认指令,激活零点偏移 T1 D1 ;选择刀具 G64 ;连续运行 G00 X-101.5 Y0 Z0 ;移动到起始点 M00 ;暂停,安装球杆仪 G90 X-100 ;运行切入,使球杆仪进入测量状态 G02 I100 F1000 ;360°顺时针整圆 G02 I100 F1000 ;360°顺时针整圆 G0 X-101.5 ;运行切出 G4F5 ;暂停,改变运行方向 X-100 ;运行切入,使球杆仪进入测量状态 G03 I100 F1000 ;360°逆时针整圆 G03 I100 F1000 ;360°逆时针整圆 G0 X-101.5 ;运行切出 M30 ;程序结束 在机床上运行程序,当执行到 M00 时,将 100mm 长的测试球形杆安装到吸
附在磁性中心架和主轴磁性中心环上,如图:
说明:
SINUMERIK 802D sl 安装与调试 - 195 - CC002200

球杆仪测试方法球杆仪测试方法球杆仪测试方法球杆仪测试方法 第第第第 1 节节节节
将球杆仪和电脑连接起来,在电脑上打开事先安装好的球杆仪配套软件 说明:
SINUMERIK 802D sl 安装与调试 - 196 - CC002200
根据如上条件选择球杆仪参数 选择 Set-up and run a ballbar test
球杆仪测试方法球杆仪测试方法球杆仪测试方法球杆仪测试方法 第第第第 1 节节节节
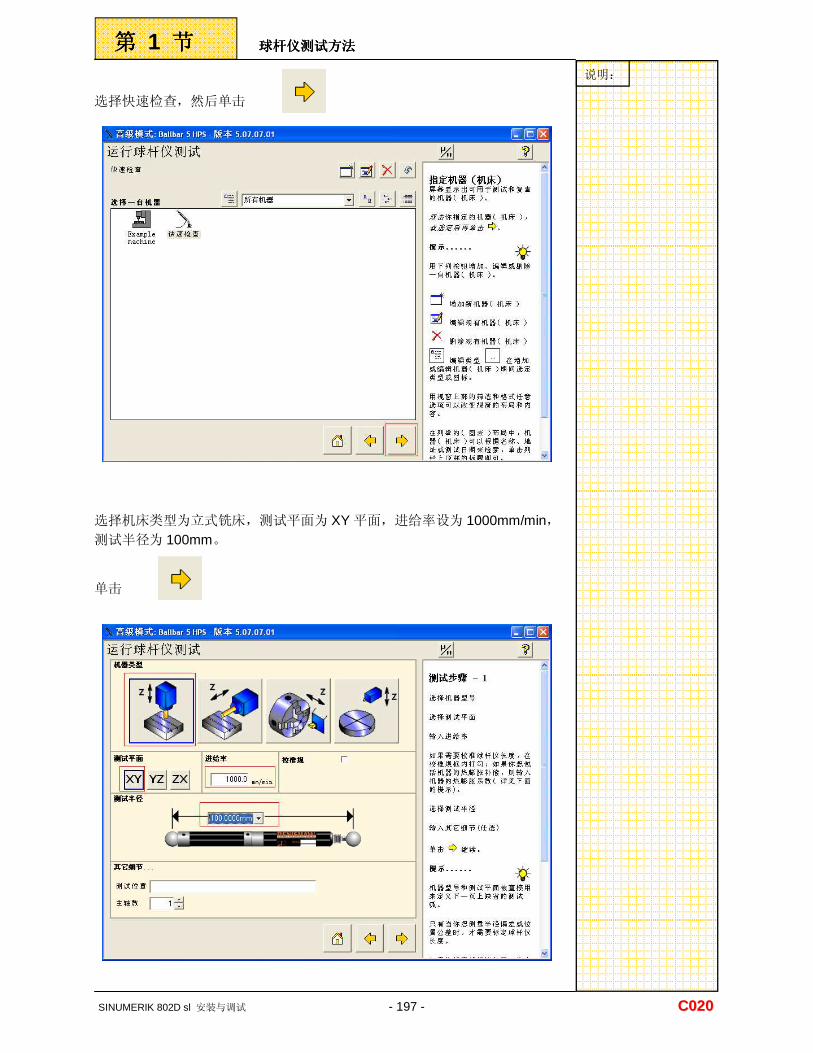
选择快速检查,然后单击
说明:
SINUMERIK 802D sl 安装与调试 - 197 - CC002200
选择机床类型为立式铣床,测试平面为 XY 平面,进给率设为 1000mm/min, 测试半径为 100mm。
单击
球杆仪测试方法球杆仪测试方法球杆仪测试方法球杆仪测试方法 第第第第 1 节节节节
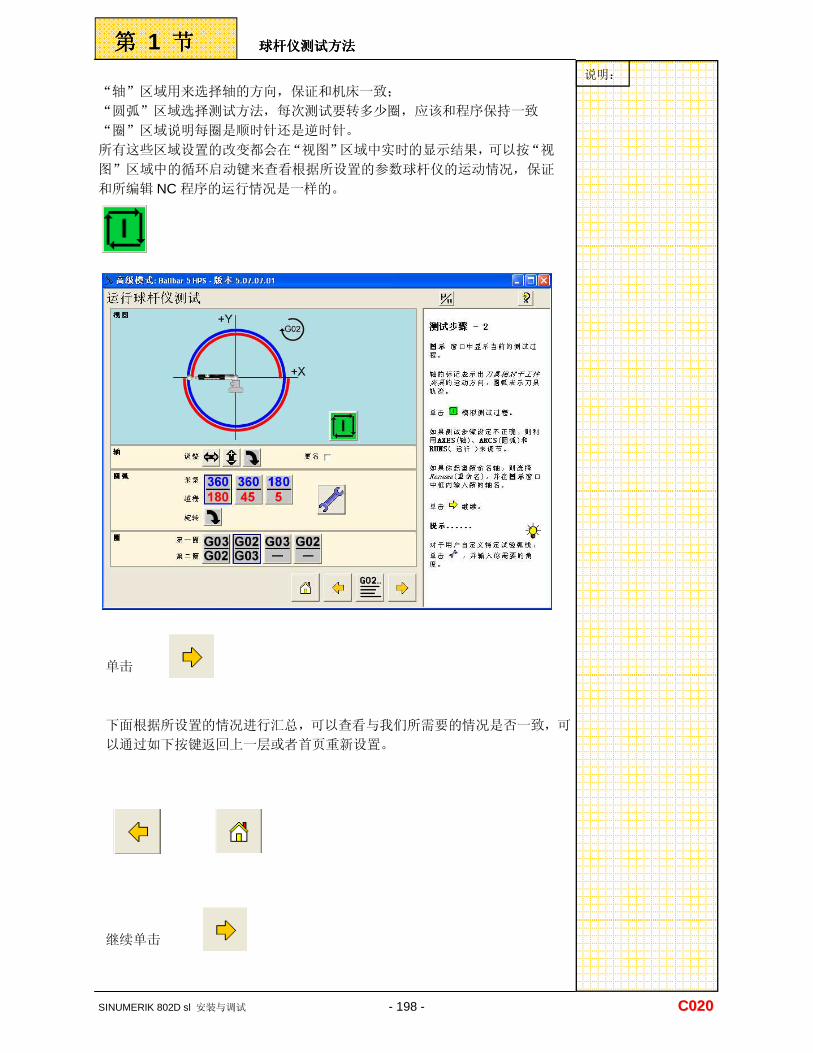
“轴”区域用来选择轴的方向,保证和机床一致; “圆弧”区域选择测试方法,每次测试要转多少圈,应该和程序保持一致 “圈”区域说明每圈是顺时针还是逆时针。 所有这些区域设置的改变都会在“视图”区域中实时的显示结果,可以按“视
图”区域中的循环启动键来查看根据所设置的参数球杆仪的运动情况,保证
和所编辑 NC 程序的运行情况是一样的。
说明:
SINUMERIK 802D sl 安装与调试 - 198 - CC002200
单击
下面根据所设置的情况进行汇总,可以查看与我们所需要的情况是否一致,可
以通过如下按键返回上一层或者首页重新设置。
继续单击

球杆仪测试方球杆仪测试方球杆仪测试方球杆仪测试方法法法法 第第第第 1 节节节节
显示球杆仪当前的状态,已经与电脑连接 说明:
SINUMERIK 802D sl 安装与调试 - 199 - CC002200
单击
球感仪准备就绪,按下循环启动后,球杆仪进入工作状态
球杆仪测试方法球杆仪测试方法球杆仪测试方法球杆仪测试方法 第第第第 1 节节节节
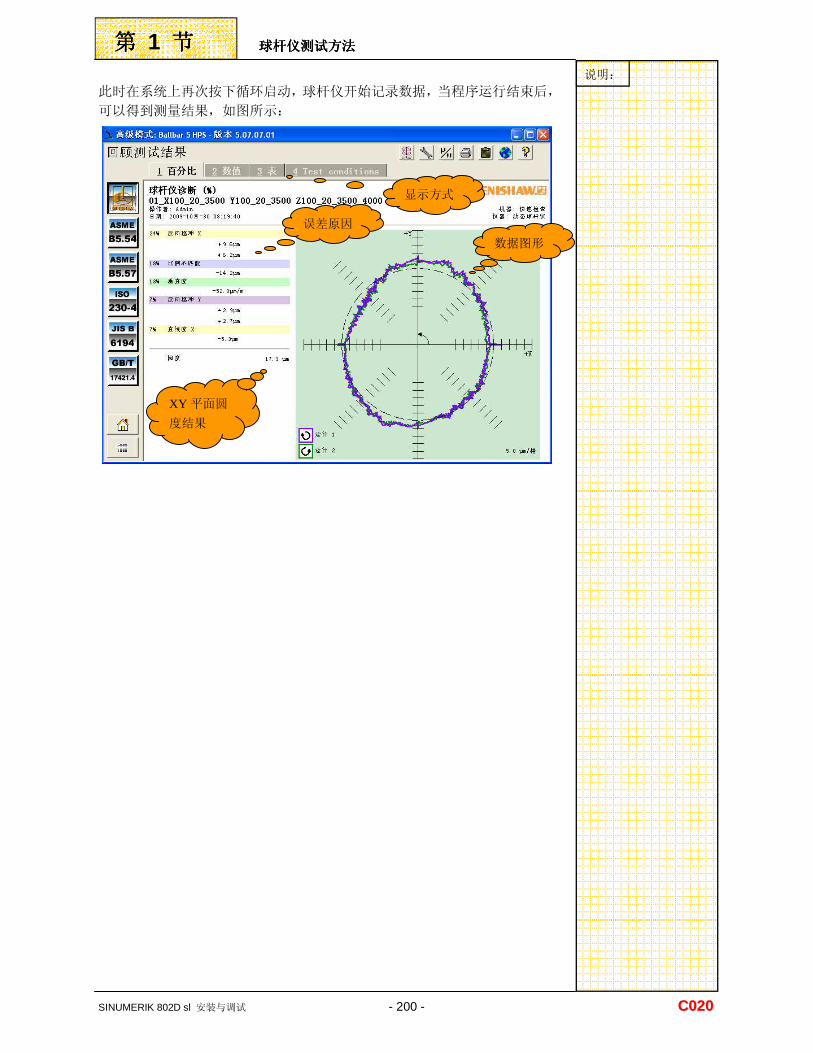
此时在系统上再次按下循环启动,球杆仪开始记录数据,当程序运行结束后,
可以得到测量结果,如图所示:
说明:
SINUMERIK 802D sl 安装与调试 - 200 - CC002200
XY 平面圆
度结果
误差原因
数据图形
显示方式
球杆仪数据分析球杆仪数据分析球杆仪数据分析球杆仪数据分析 第第第第 2 节节节节
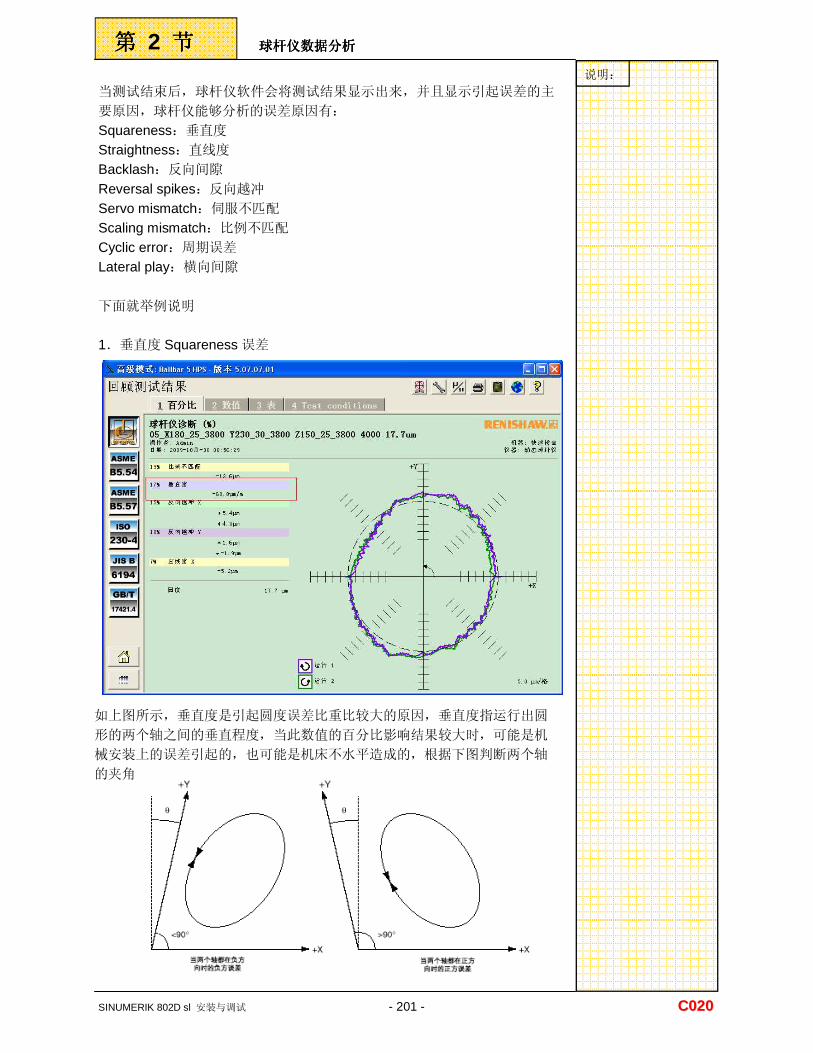
当测试结束后,球杆仪软件会将测试结果显示出来,并且显示引起误差的主
要原因,球杆仪能够分析的误差原因有: Squareness:垂直度 Straightness:直线度 Backlash:反向间隙 Reversal spikes:反向越冲 Servo mismatch:伺服不匹配 Scaling mismatch:比例不匹配 Cyclic error:周期误差 Lateral play:横向间隙 下面就举例说明 1.垂直度 Squareness 误差
说明:
SINUMERIK 802D sl 安装与调试 - 201 - CC002200
如上图所示,垂直度是引起圆度误差比重比较大的原因,垂直度指运行出圆
形的两个轴之间的垂直程度,当此数值的百分比影响结果较大时,可能是机
械安装上的误差引起的,也可能是机床不水平造成的,根据下图判断两个轴
的夹角关系,从而调整机床来减小误差。
球杆仪数据分析球杆仪数据分析球杆仪数据分析球杆仪数据分析 第第第第 2 节节节节
如果是由于机床不水平造成的,在调整的时候需要注意,如果某一个平面调
整好了,可能导致另外一个或两个平面的两个轴的垂直度变大,因此要反复
测试,得出折中的一个值,保证最重要的加工平面有一个较小的误差。影响
加工出来的两个平面是否垂直。
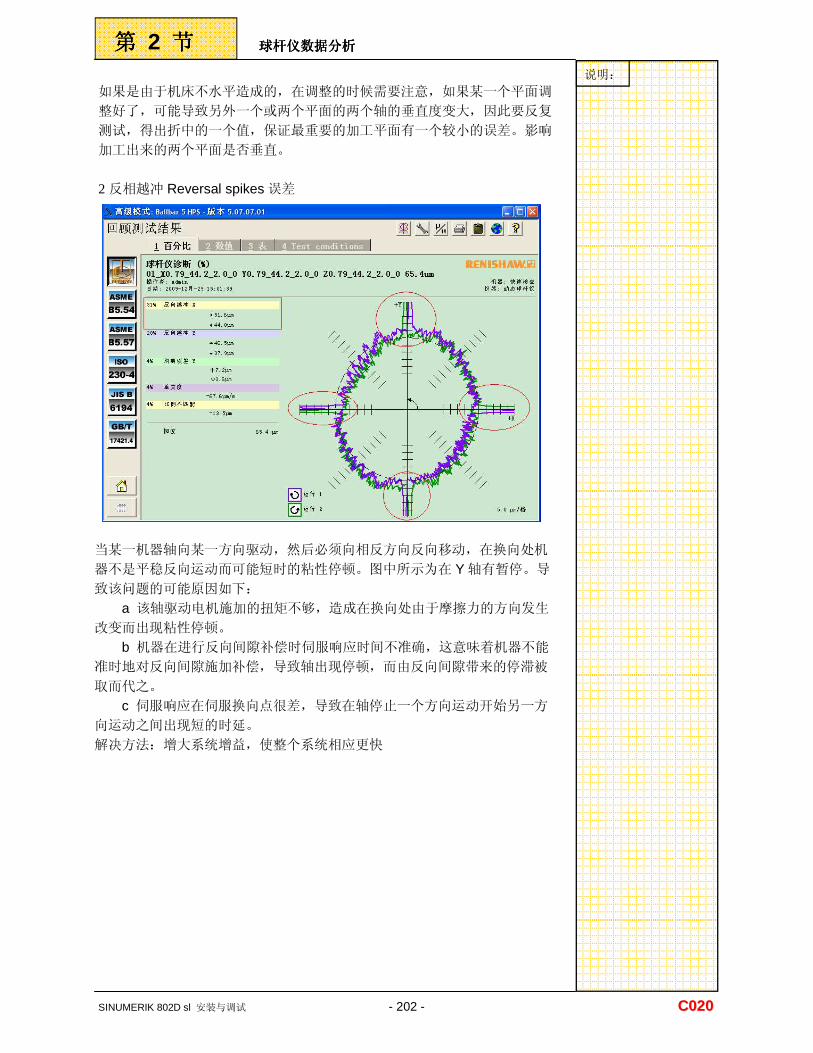
2 反相越冲 Reversal spikes 误差
说明:
SINUMERIK 802D sl 安装与调试 - 202 - CC002200
当某一机器轴向某一方向驱动,然后必须向相反方向反向移动,在换向处机
器不是平稳反向运动而可能短时的粘性停顿。图中所示为在 Y 轴有暂停。导
致该问题的可能原因如下: a 该轴驱动电机施加的扭矩不够,造成在换向处由于摩擦力的方向发生
改变而出现粘性停顿。 b 机器在进行反向间隙补偿时伺服响应时间不准确,这意味着机器不能
准时地对反向间隙施加补偿,导致轴出现停顿,而由反向间隙带来的停滞被
取而代之。 c 伺服响应在伺服换向点很差,导致在轴停止一个方向运动开始另一方
向运动之间出现短的时延。 解决方法:增大系统增益,使整个系统相应更快
球杆仪数据分析球杆仪数据分析球杆仪数据分析球杆仪数据分析 第第第第 2 节节节节
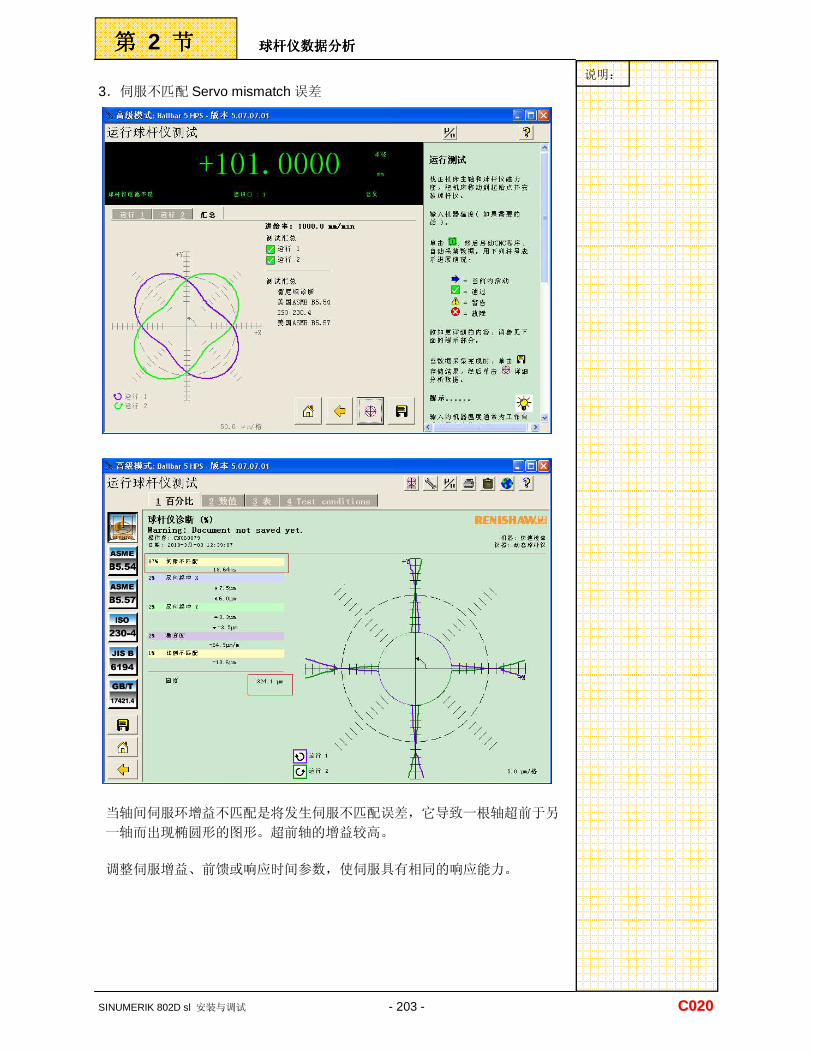
3.伺服不匹配 Servo mismatch 误差 说明:
SINUMERIK 802D sl 安装与调试 - 203 - CC002200
当轴间伺服环增益不匹配是将发生伺服不匹配误差,它导致一根轴超前于另
一轴而出现椭圆形的图形。超前轴的增益较高。
调整伺服增益、前馈或响应时间参数,使伺服具有相同的响应能力。
球杆仪数据分析球杆仪数据分析球杆仪数据分析球杆仪数据分析 第第第第 2 节节节节
4.模拟器 simulator 说明:
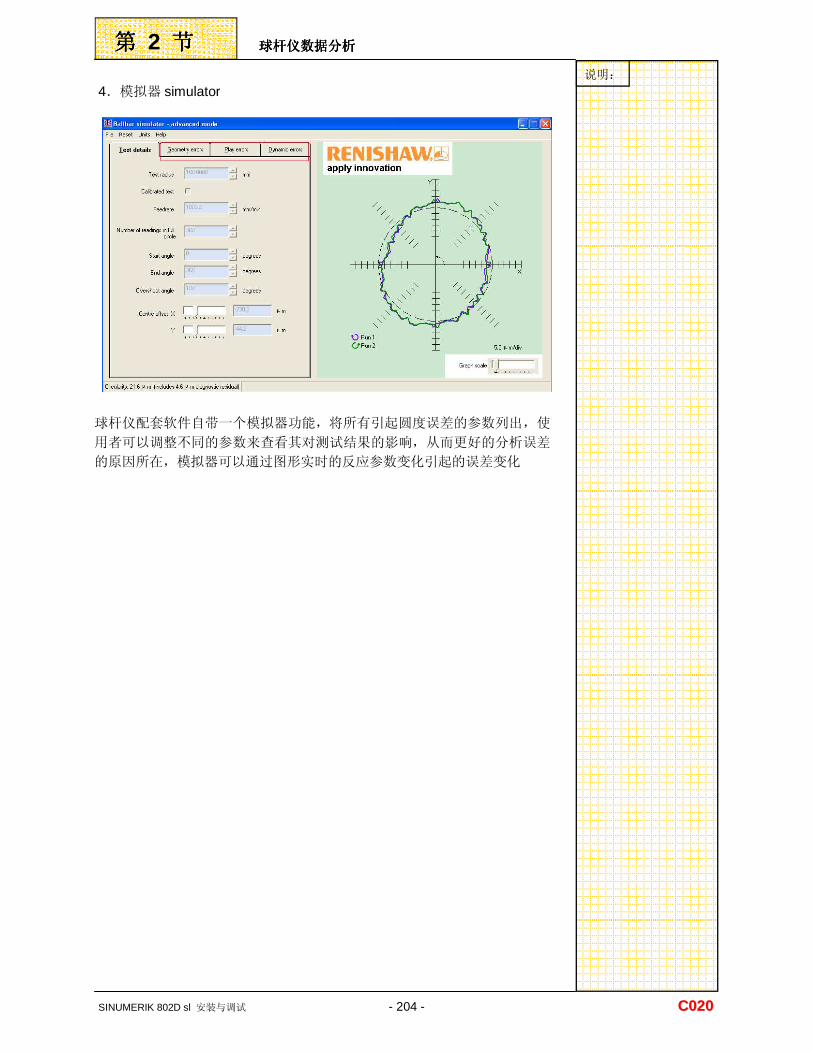
SINUMERIK 802D sl 安装与调试 - 204 - CC002200
球杆仪配套软件自带一个模拟器功能,将所有引起圆度误差的参数列出,使
用者可以调整不同的参数来查看其对测试结果的影响,从而更好的分析误差
的原因所在,模拟器可以通过图形实时的反应参数变化引起的误差变化
CAD CAM 应用应用应用应用 C021
1 概述概述概述概述 本章目标本章目标本章目标本章目标:::: 学习本单元后,知道 SIEMENS NX 软件在 802Dsl 数控系统上如何应用。
本章概述本章概述本章概述本章概述:::: 本章介绍 SIEMENS NX 软件建模、根据模型生成 NC 加工程序以及如何制作一个可以在 802Dsl 上应用
的后处理。
SIEMENS NX 软件应用
本章内容本章内容本章内容本章内容::::
SINUMERIK 802D sl 安装与调试 - 205 - CC000044
SIEMENS NX软件建模
第 1 节
SIEMENS NX加工模式
第 2 节
SIEMENS NX 后处理
第 3 节
SIEMENS NX 软件建模软件建模软件建模软件建模 第第第第 1 节节节节
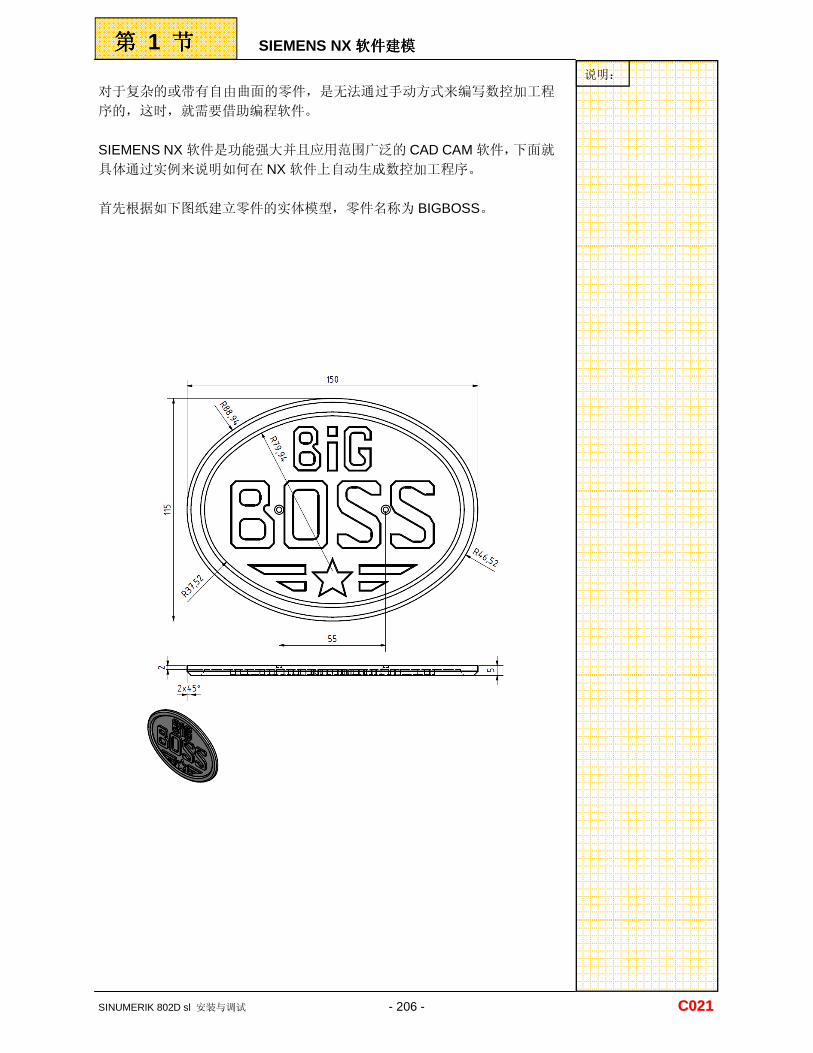
对于复杂的或带有自由曲面的零件,是无法通过手动方式来编写数控加工程
序的,这时,就需要借助编程软件。 SIEMENS NX 软件是功能强大并且应用范围广泛的 CAD CAM 软件,下面就
具体通过实例来说明如何在 NX 软件上自动生成数控加工程序。 首先根据如下图纸建立零件的实体模型,零件名称为 BIGBOSS。
说明:
SINUMERIK 802D sl 安装与调试 - 206 - CC002211
SIEMENS NX 软件建模软件建模软件建模软件建模 第第第第 1 节节节节
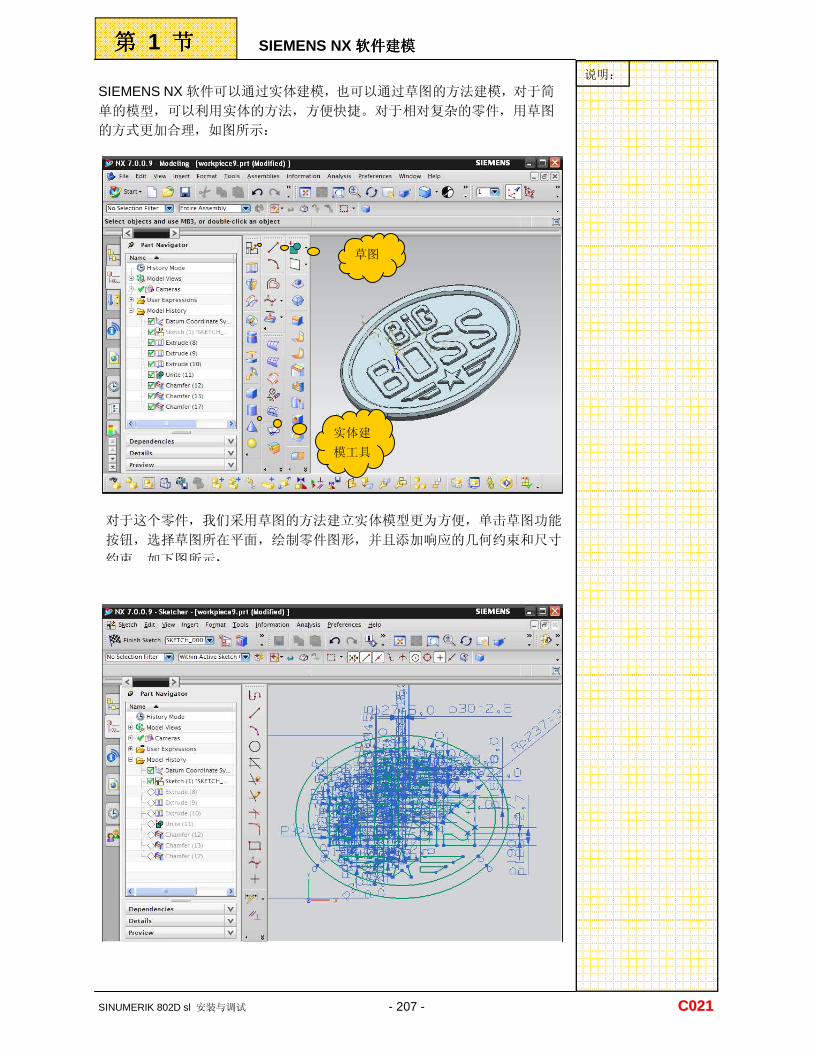
SIEMENS NX 软件可以通过实体建模,也可以通过草图的方法建模,对于简
单的模型,可以利用实体的方法,方便快捷。对于相对复杂的零件,用草图
的方式更加合理,如图所示:
说明:
SINUMERIK 802D sl 安装与调试 - 207 - CC002211
实体建
模工具
草图
对于这个零件,我们采用草图的方法建立实体模型更为方便,单击草图功能
按钮,选择草图所在平面,绘制零件图形,并且添加响应的几何约束和尺寸
约束,如下图所示:
SIEMENS NX 软件建模软件建模软件建模软件建模 第第第第 1 节节节节
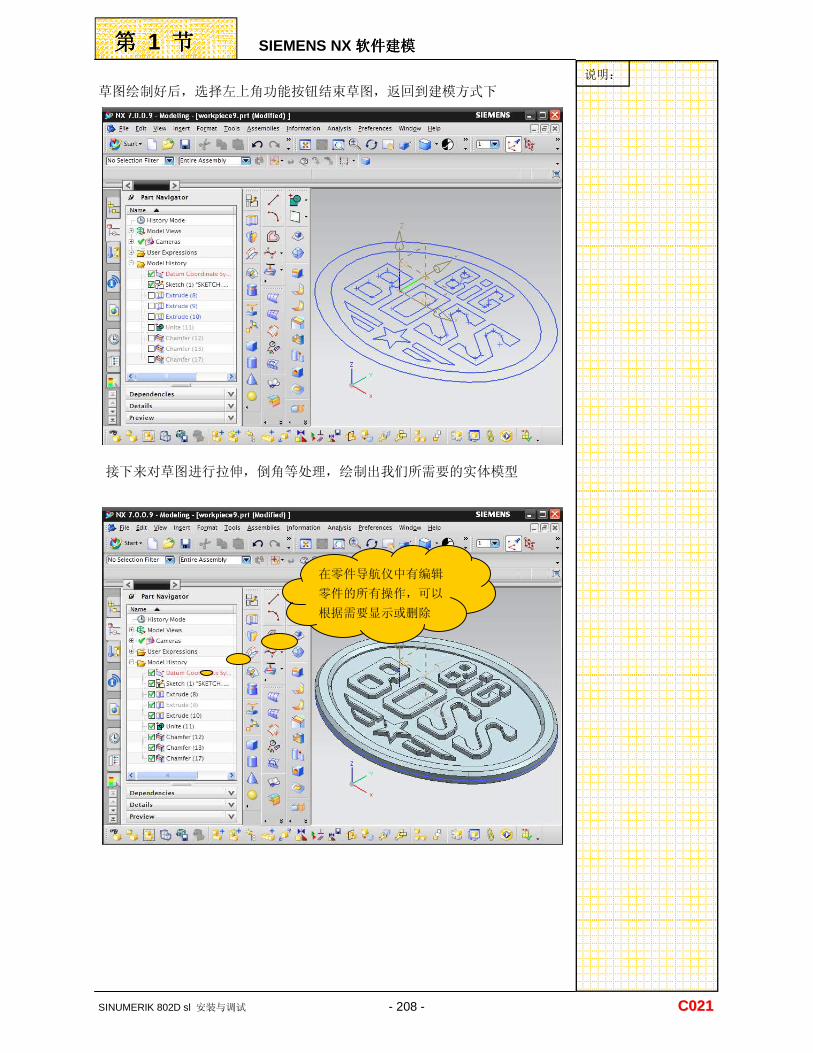
草图绘制好后,选择左上角功能按钮结束草图,返回到建模方式下 说明:
SINUMERIK 802D sl 安装与调试 - 208 - CC002211
接下来对草图进行拉伸,倒角等处理,绘制出我们所需要的实体模型
在零件导航仪中有编辑
零件的所有操作,可以
根据需要显示或删除
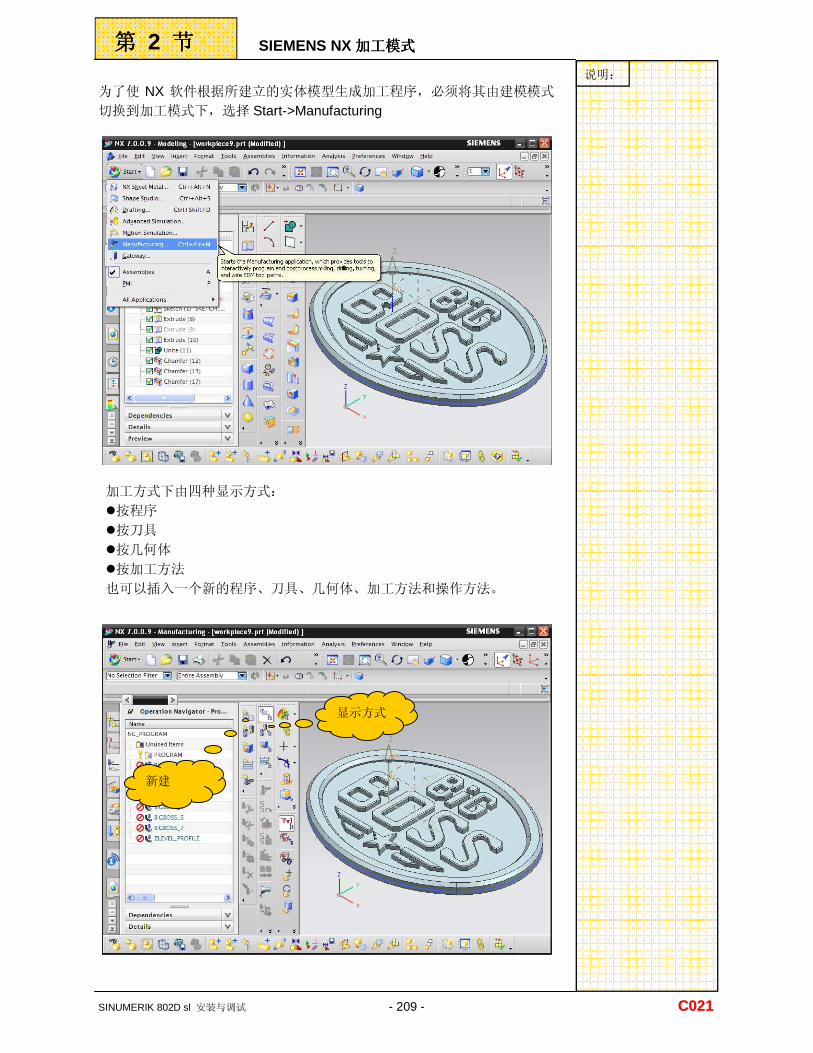
SIEMENS NX 加工模式加工模式加工模式加工模式 第第第第 2 节节节节
为了使 NX 软件根据所建立的实体模型生成加工程序,必须将其由建模模式
切换到加工模式下,选择 Start->Manufacturing
说明:
SINUMERIK 802D sl 安装与调试 - 209 - CC002211
加工方式下由四种显示方式: �按程序 �按刀具 �按几何体 �按加工方法 也可以插入一个新的程序、刀具、几何体、加工方法和操作方法。
显示方式
新建
SIEMENS NX 加工模式加工模式加工模式加工模式 第第第第 2 节节节节
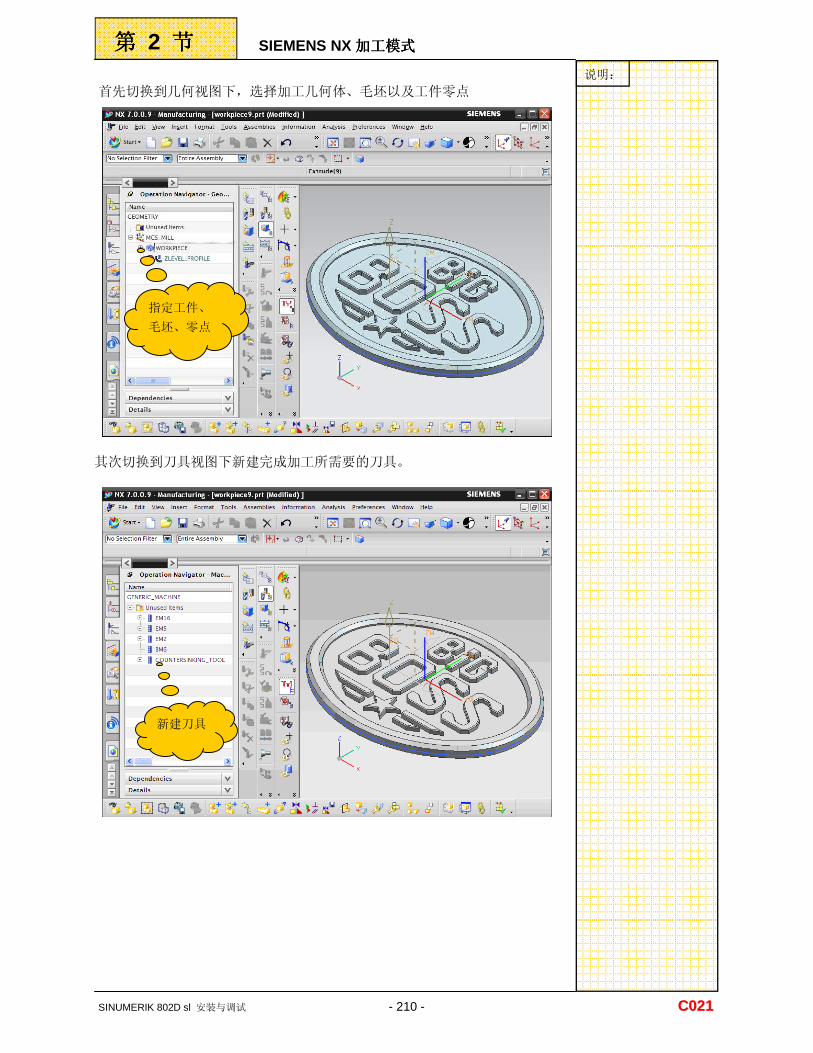
首先切换到几何视图下,选择加工几何体、毛坯以及工件零点 说明:
SINUMERIK 802D sl 安装与调试 - 210 - CC002211
其次切换到刀具视图下新建完成加工所需要的刀具。
指定工件、
毛坯、零点
新建刀具
SIEMENS NX 加工模式加工模式加工模式加工模式 第第第第 2 节节节节
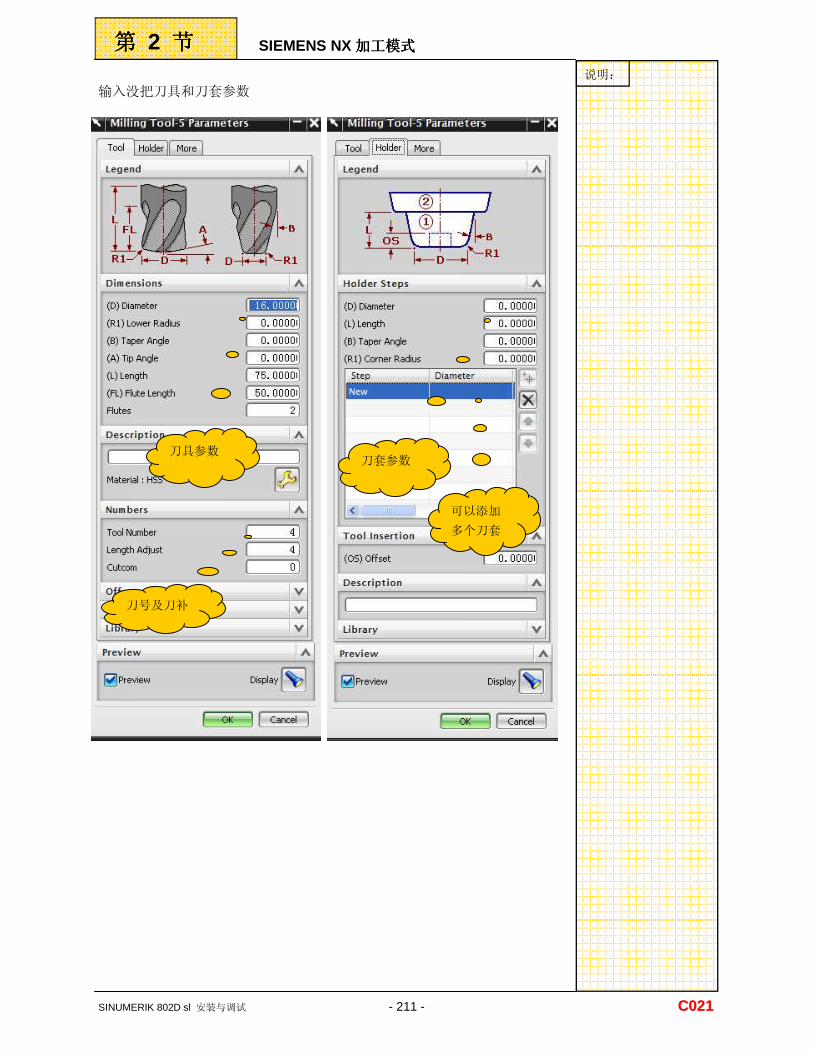
输入没把刀具和刀套参数 说明:
SINUMERIK 802D sl 安装与调试 - 211 - CC002211
刀具参数
刀号及刀补
刀套参数
可以添加
多个刀套
SIEMENS NX 加工模式加工模式加工模式加工模式 第第第第 2 节节节节
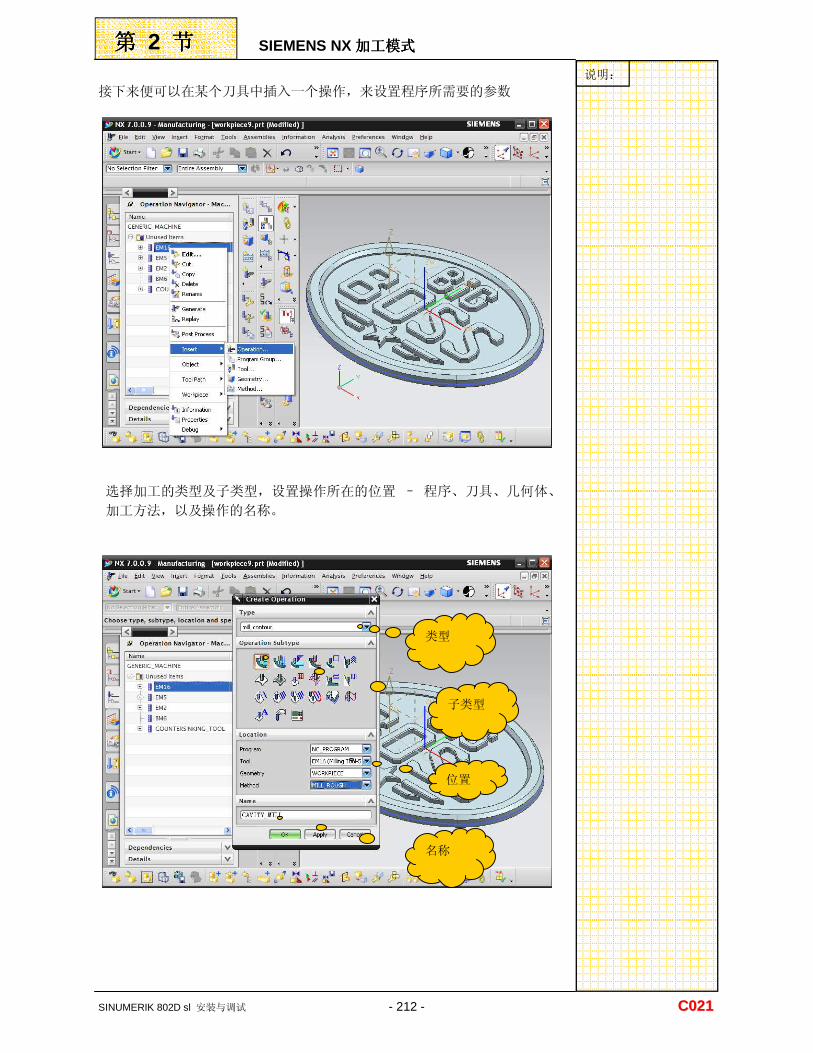
接下来便可以在某个刀具中插入一个操作,来设置程序所需要的参数 说明:
SINUMERIK 802D sl 安装与调试 - 212 - CC002211
选择加工的类型及子类型,设置操作所在的位置 – 程序、刀具、几何体、
加工方法,以及操作的名称。
类型
子类型
位置
名称
SIEMENS NX 加工模式加工模式加工模式加工模式 第第第第 2 节节节节
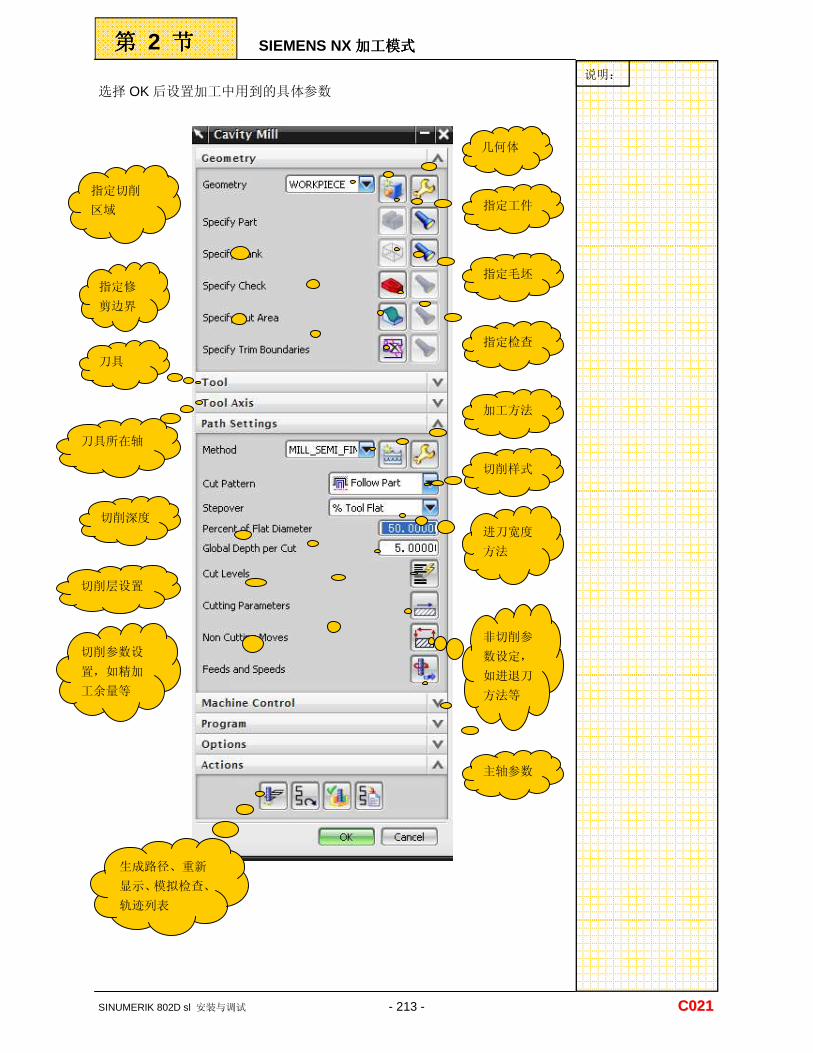
选择 OK 后设置加工中用到的具体参数 说明:
SINUMERIK 802D sl 安装与调试 - 213 - CC002211
几何体
指定工件
指定毛坯
指定检查
指定切削
区域
指定修
剪边界
刀具
刀具所在轴
加工方法
切削样式
进刀宽度
方法
切削深度
切削层设置
切削参数设
置,如精加
工余量等
非切削参
数设定,
如进退刀
方法等
主轴参数
生成路径、重新
显示、模拟检查、
轨迹列表
SIEMENS NX 加工模式加工模式加工模式加工模式 第第第第 2 节节节节
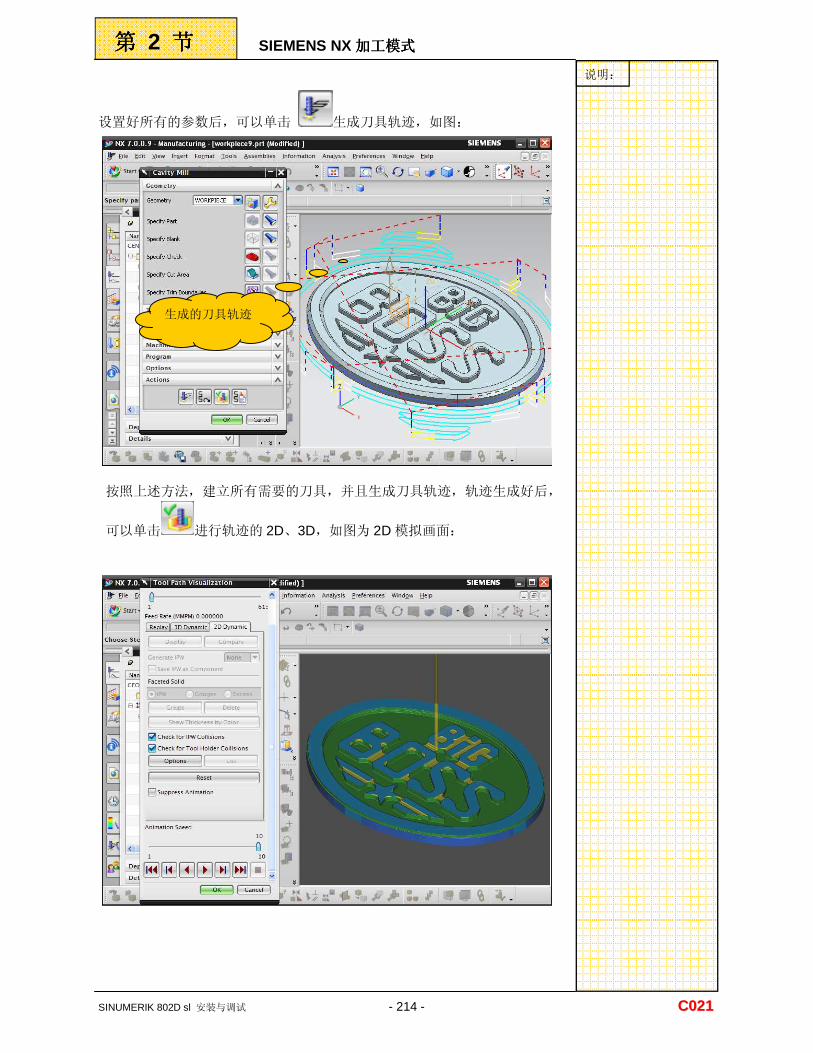
设置好所有的参数后,可以单击 生成刀具轨迹,如图:
说明:
SINUMERIK 802D sl 安装与调试 - 214 - CC002211
生成的刀具轨迹
按照上述方法,建立所有需要的刀具,并且生成刀具轨迹,轨迹生成好后,
可以单击 进行轨迹的 2D、3D,如图为 2D 模拟画面:
SIEMENS NX 加工模式加工模式加工模式加工模式 第第第第 2 节节节节
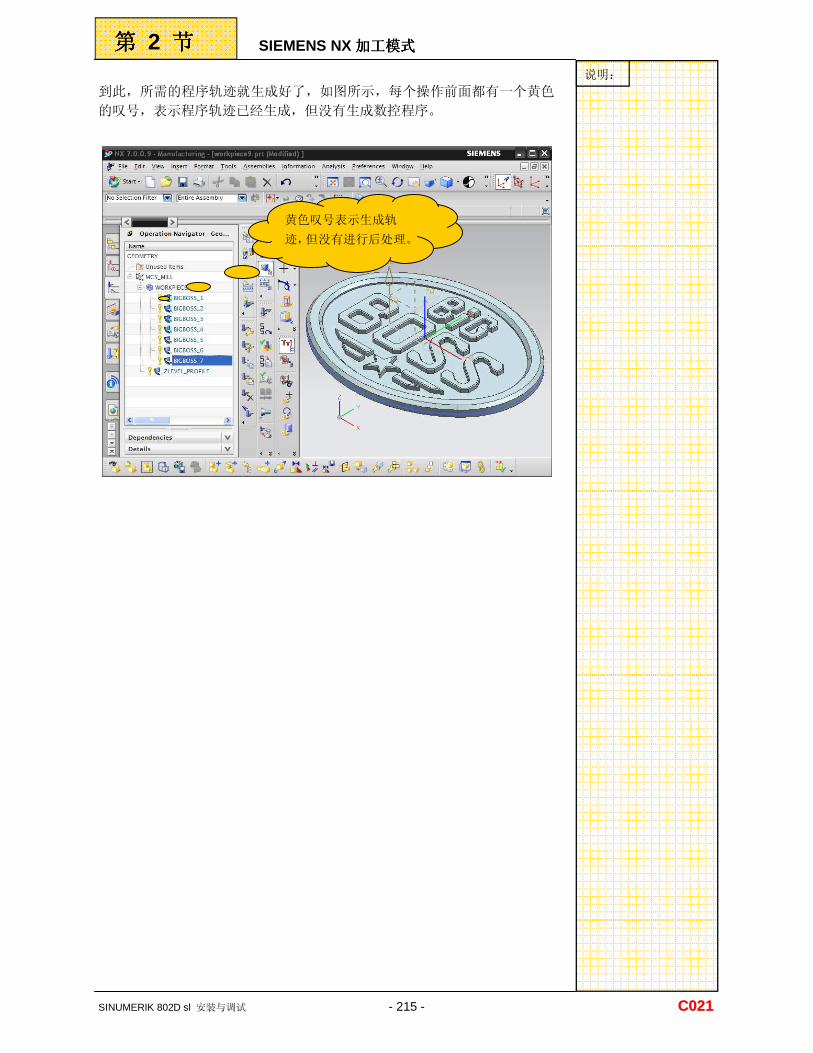
到此,所需的程序轨迹就生成好了,如图所示,每个操作前面都有一个黄色
的叹号,表示程序轨迹已经生成,但没有生成数控程序。
说明:
SINUMERIK 802D sl 安装与调试 - 215 - CC002211
黄色叹号表示生成轨
迹,但没有进行后处理。
SIEMENS NX 后处理后处理后处理后处理 第第第第 3 节节节节
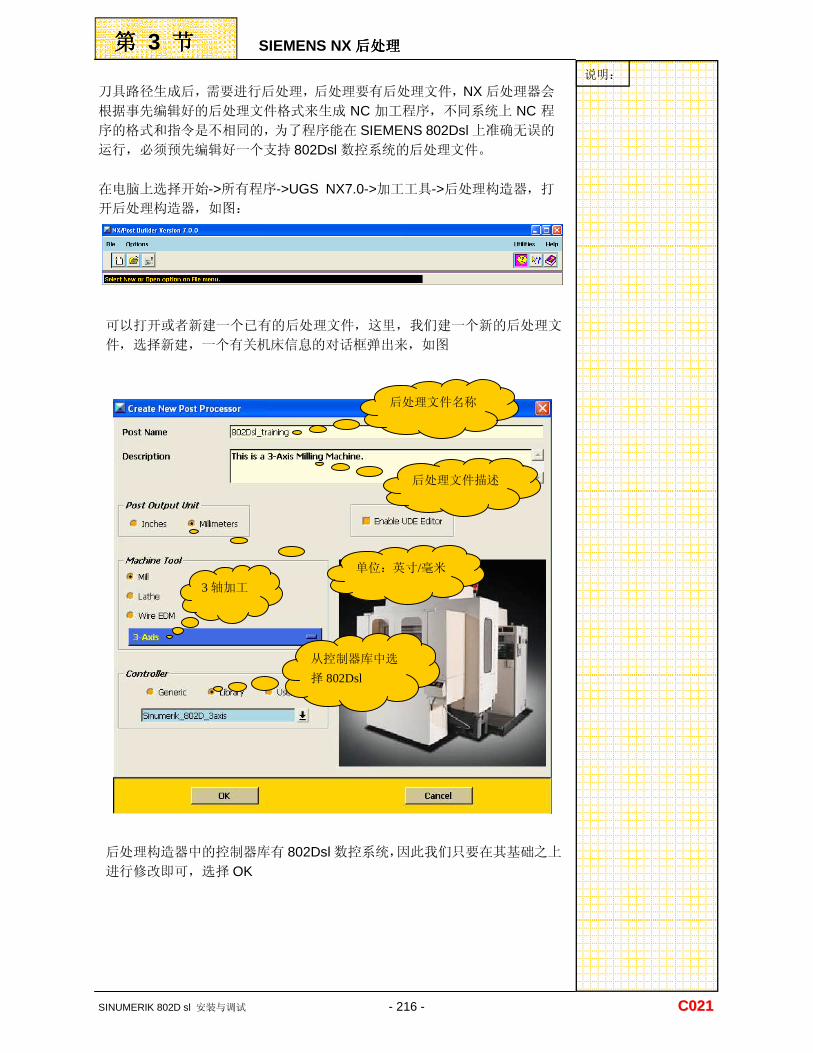
刀具路径生成后,需要进行后处理,后处理要有后处理文件,NX 后处理器会
根据事先编辑好的后处理文件格式来生成 NC 加工程序,不同系统上 NC 程
序的格式和指令是不相同的,为了程序能在 SIEMENS 802Dsl 上准确无误的
运行,必须预先编辑好一个支持 802Dsl 数控系统的后处理文件。 在电脑上选择开始->所有程序->UGS NX7.0->加工工具->后处理构造器,打
开后处理构造器,如图:
说明:
SINUMERIK 802D sl 安装与调试 - 216 - CC002211
可以打开或者新建一个已有的后处理文件,这里,我们建一个新的后处理文
件,选择新建,一个有关机床信息的对话框弹出来,如图
后处理文件名称
后处理文件描述
单位:英寸/毫米
从控制器库中选
择 802Dsl
3轴加工
后处理构造器中的控制器库有 802Dsl 数控系统,因此我们只要在其基础之上
进行修改即可,选择 OK
SIEMENS NX 后处理后处理后处理后处理 第第第第 3 节节节节
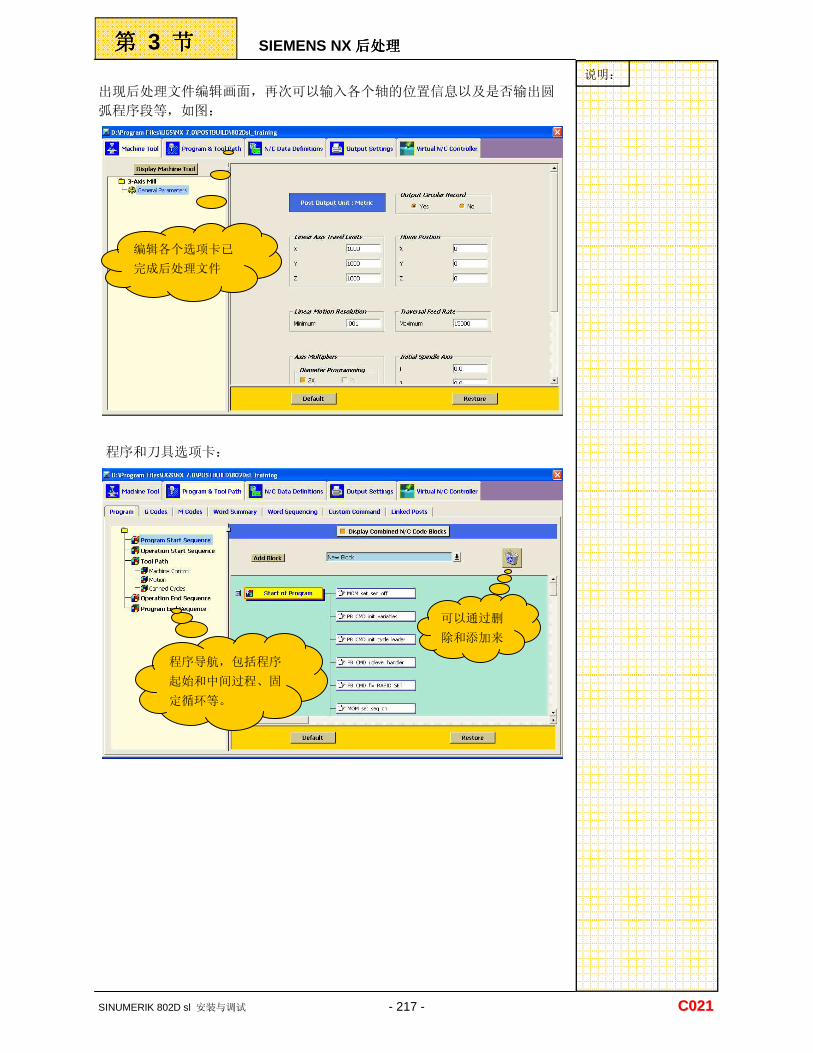
出现后处理文件编辑画面,再次可以输入各个轴的位置信息以及是否输出圆
弧程序段等,如图:
说明:
SINUMERIK 802D sl 安装与调试 - 217 - CC002211
程序和刀具选项卡:
编辑各个选项卡已
完成后处理文件
程序导航,包括程序
起始和中间过程、固
定循环等。
可以通过删
除和添加来
SIEMENS NX 后处理后处理后处理后处理 第第第第 3 节节节节
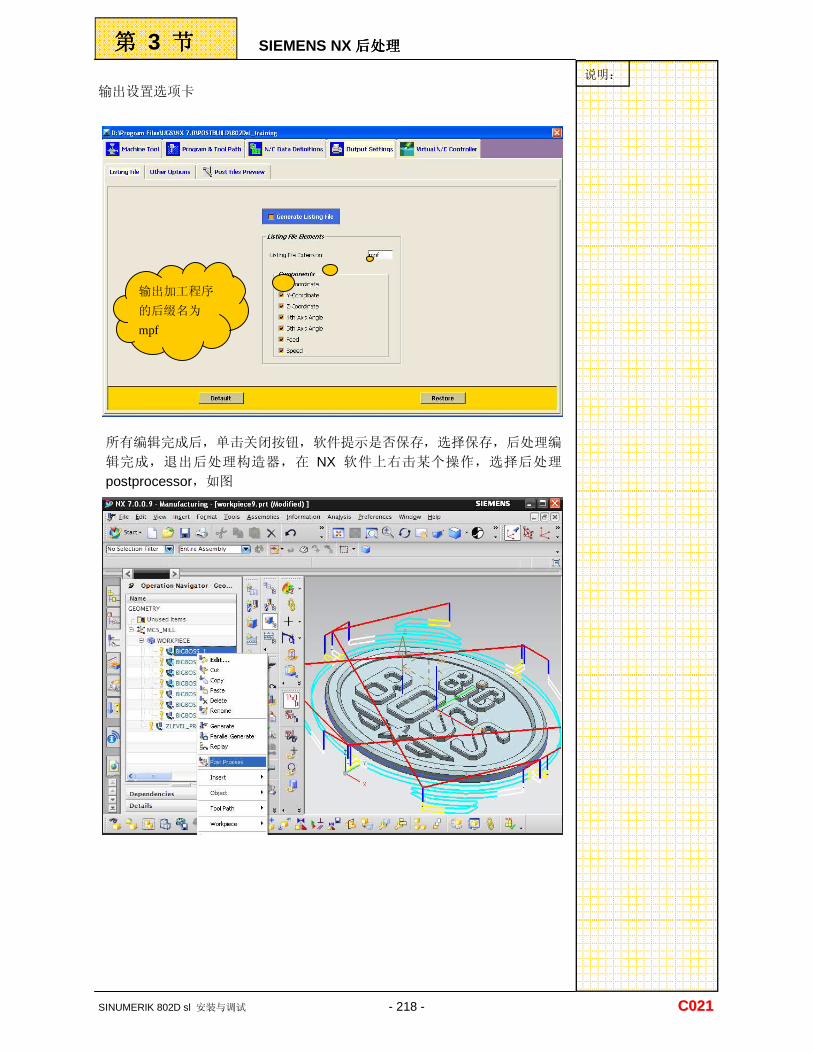
输出设置选项卡 说明:
SINUMERIK 802D sl 安装与调试 - 218 - CC002211
输出加工程序
的后缀名为
mpf
所有编辑完成后,单击关闭按钮,软件提示是否保存,选择保存,后处理编
辑完成,退出后处理构造器,在 NX 软件上右击某个操作,选择后处理
postprocessor,如图
SIEMENS NX 后处理后处理后处理后处理 第第第第 3 节节节节
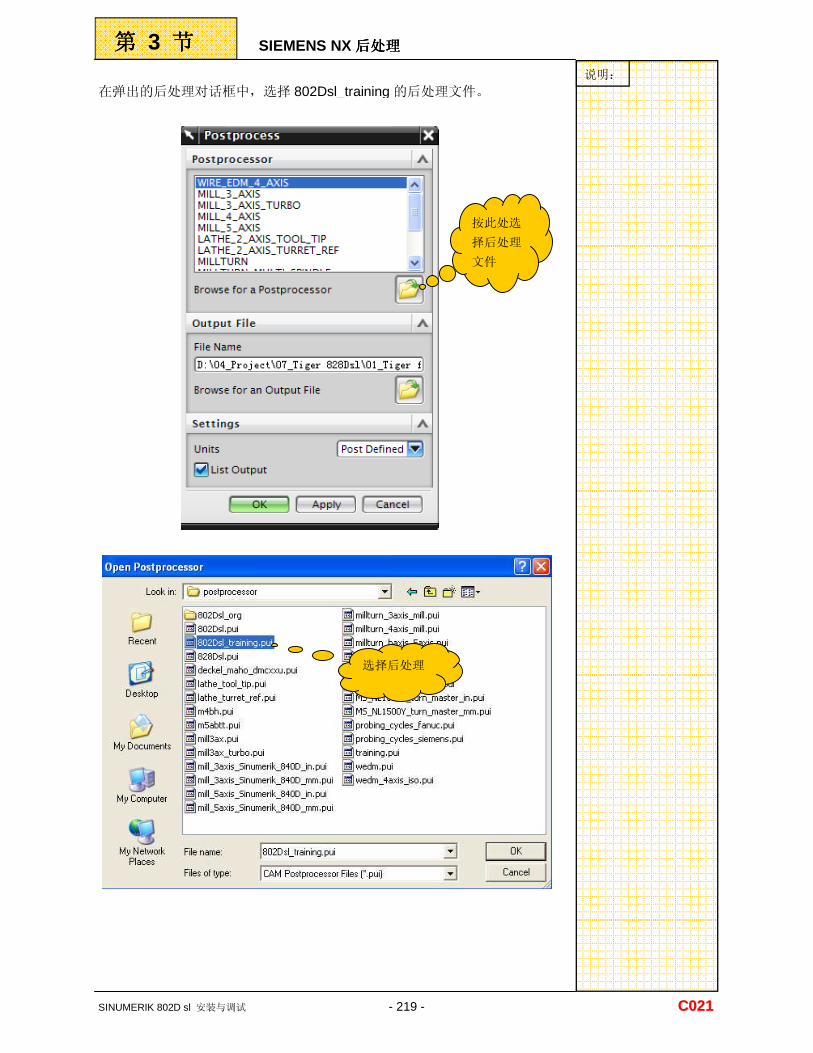
在弹出的后处理对话框中,选择 802Dsl_training 的后处理文件。 说明:
SINUMERIK 802D sl 安装与调试 - 219 - CC002211
按此处选
择后处理
文件
选择后处理
SIEMENS NX 后处理后处理后处理后处理 第第第第 3 节节节节
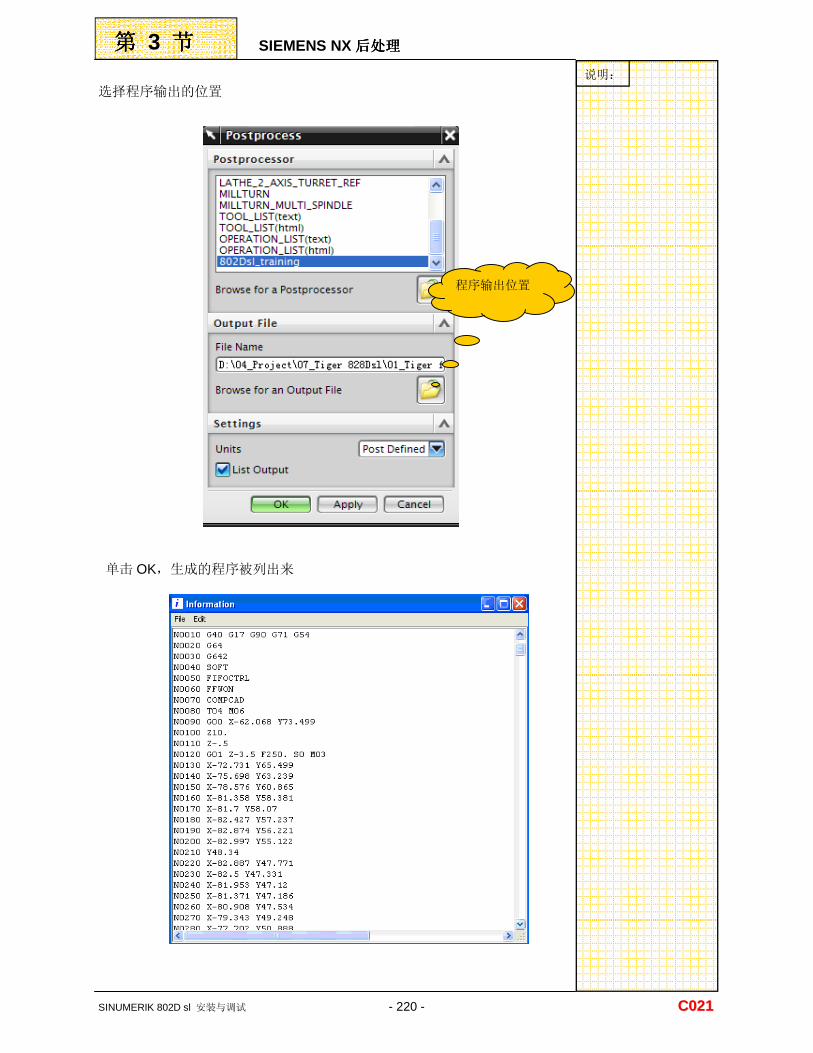
选择程序输出的位置 说明:
SINUMERIK 802D sl 安装与调试 - 220 - CC002211
程序输出位置
单击 OK,生成的程序被列出来
SIEMENS NX 后处理后处理后处理后处理 第第第第 3 节节节节
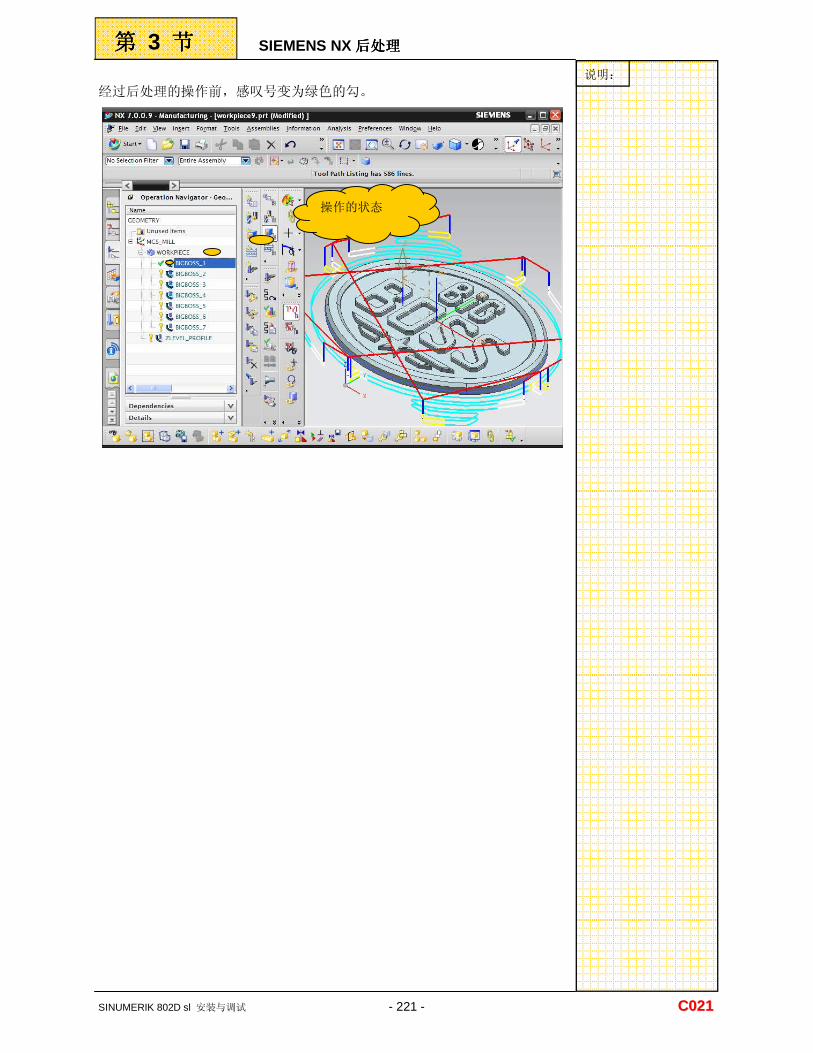
经过后处理的操作前,感叹号变为绿色的勾。 说明:
SINUMERIK 802D sl 安装与调试 - 221 - CC002211
操作的状态
Related Documents











