SIMULATION OF HETEROGENEOUSLY CATALYSED ESTERIFICATION FOR THE BIODIESEL PRODUCTION USING REACTIVE DISTILLATION COLUMN KELVIN CHONG CHEE AN A report submitted in partial fulfillment of the requirements for the award of the degree of Bachelor of Chemical Engineering Faculty of Chemical and Natural Resources Engineering Universiti Malaysia Pahang April 2009

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

SIMULATION OF HETEROGENEOUSLY CATALYSED ESTERIFICATION
FOR THE BIODIESEL PRODUCTION USING REACTIVE DISTILLATION
COLUMN
KELVIN CHONG CHEE AN
A report submitted in partial fulfillment of
the requirements for the award of the degree of
Bachelor of Chemical Engineering
Faculty of Chemical and Natural Resources Engineering
Universiti Malaysia Pahang
April 2009
STUDENT DECLARATION
I declare that this plant design project entitled “Simulation of Heterogeneously
Catalysed Esterification for the Biodiesel Production using Reactive Distillation
Column” is the result of my own research except as cited in the references. The
project has not been accepted for my any degree and is not concurrently summated in
candidature of any other degree.
Signature : …………………………..
Name of Student : Kelvin Chong Chee An
Date : …………………………..

To my beloved mother and father
ACKNOWLEDGEMENTS
I would like to acknowledge and extend my heartfelt gratitude to Dr. Chin Sim
Yee who has made the completion of this project. This project could not have been
written without Dr. Chin who not only served as my supervisor but also encouraged
and challenged me throughout my academic program. She guided me through the
dissertation process, never accepting less than my best efforts. I also wish to express
sincere appreciate to the lecturers, technical staff of Faculty Chemical Engineering
and Natural Resources, University Malaysia Pahang for their teaching and help
during the period of the project.. My fellow postgraduate students and friends should
also be recognized for their support.
For this research, data were essential. I collected a lot of data from other
lecturers and librarians; I would like to thank them wholeheartedly. Without their
generosity there would be nothing to work with. I would like to thanks for they gave
interesting feedback and valuable suggestions.
Last, but not least, I thank to my family especially my parents, Chong Wee
Kiong and Florence Koh Swee Lan who have been an inspiration throughout my life.
They have always supported my dreams and aspirations. They did a fine job raising
me. I would like to thank them for all they are, and all they have done for me. I
would like to thank to my cousins who have endlessly spend their infinite time for
sharing their experience of the dissertation writing endeavor with me, for listening to
my complaints and frustrations, and for believing in me.
ABSTRACT
Biodiesel has become an attractive focus due to its environmental friendliness
and benefits. Waste and non-edible raw materials have been employed for producing
biodiesel in order to make it competitiveness with the petroleum-based diesel. Waste
raw materials can contain substantial amount of free fatty acids (FFAs).
Esterification reaction is one of the major routes to produce biodiesel from the raw
material with high FFAs. However, the conventional process is facing several
problems. Therefore, the development of an efficient continuous process for
biodiesel manufacturing is required in which the use of a solid catalyst is highly
desirable in order to suppress costly chemical processing steps and waste treatment.
In the present study, an innovative esterification process of fatty acids based on
reactive distillation was proposed for the biodiesel production. Process simulation
was performed to study the feasibility of producing biodiesel using reactive
distillation column, to identify the important operating and design factors (reactant
ratio, reflux ratio, pressure, distillate-to-feed ratio, number of stages, and catalyst
weight), and to propose a suitable configuration of the pilot plant for the biodiesel
production. The esterification process was modelled by the esterification of oleic
acid with methanol. The reaction was catalysed heterogeneously by sulfonic
exchange acid resin. A pragmatic kinetic based on pseudohomogeneous model was
incorporated into the reactive distillation model. From the simulation, it was found
that it is feasible to produce biodiesel using reactive distillation column. The
distillate-to-feed is best suited at 0.4 while the reflux ratio is best-suited in the range
of 0.04 to 0.10. Pressure can be up to 3 bar. The changes in catalyst weight
apparently contribute to the scale of production for biodiesel. The catalyst weight
used is in the range of 250 to 500 gm. Finally, a suitable reactive distillation column
configuration was proposed.
ABSTRAK
Biodisel telah menjadi satu tarikan kerana ia bersifat semulajadi and
mempunyai pelbagai kebaikan. Sisa buangan and bahan mentah yang tidak boleh
dimakan boleh digunakan untuk menghasilkan biodiesel supaya dapat bersaing
dengan diesel daripada petroleum. Sisa buangan mentah mengandungi kandungan
asid lemak yang tetap. Esterifikasi merupakan salah satu cara untuk menghasilkan
biodiesel daripada sisa buangan mentah yang mengandungi asid lemak yang tinggi.
Walau bagaimanapun, proses konveksional mengalami beberapa masalah teknikal.
Sedemikian, penciptaan proses gabungan yang lebih efisien untuk biodiesel produksi
yang memerlukan penggunaan pemangkin heterogen kerana permintaan yang tinggi
justeru merendahkan kos langkah pemprosesan kimia dan kos rawatan bahan
buangan. Kajian masa kini, satu inovasi dalam proses esterifikasi asid lemak telah
melibatkan penyulingan bertindak balas dicadangkan untuk menghasilkan biodiesel.
Proses simulasi telah dijalankan untuk mengkaji kebolehan menggunakan “reactive
distillation” untuk menghasilkan biodiesel, menentukan kepentingan operasi dan
faktor rekabentuk (nisbah bahan tindak balas, nisbah refluk, tekanan, nisbah bahan
tersuling kepada suapan, bilangan peringkat dan berat pemangkin), dan
mencadangkan konfigurasi yang sesuai untuk pembinaan logi berpandu bagi
menghasilkan biodiesel. Proses esterifikasi dimodelkan sebagai esterifikasi asid oleik
dengan metanol. Tindak balas dimangkin dengan menggunakan pemangkin
heterogen “sulfonic exchange acid resin”. Satu pragmatik kinetik yang menggunakan
“pseudohomogeneous” model digabungkan dengan model penyulingan bertindak
balas. Daripada simulasi, keputusan yang diperolehi menunjukkan biodiesel dapat
diproduksi dengan menggunakan “reactive distillation” ruangan. Nilai yang sesuai
untuk nisbah bahan tersuling kepada suapan ialah 0.4 manakala nisbah refluk boleh
menggunakan nilai antara 0.04 hingga 0.10. Tekanan boleh dinaikkan sehingga 3 bar.
Perubahan dalam berat pemangkin didapati memberi kesan kepada perubahan dalam

penghasilan biodiesel. Berat pemangkin yang digunakan adalah antara 250 hingga
500 gm. Akhirnya, satu konfigurasi yang sesuai untuk penghasilan biodisel melalui
penyulingan bertindak balas telah dicadangkan.
viii
TABLE OF CONTENT
CHAPTER TITLE PAGE
TITLE i
STUDENT DECLARATION ii
DEDICATION iii
ACKNOWLEDGEMENT iv
ABSTRACT v
ABSTRAK vi
TABLE OF CONTENT viii
LIST OF TABLES ix
LIST OF FIGURES xi
LIST OF SYMBOLS/ABBREVIATION xiv
LIST OF APPENDICES xvi
1. INTRODUCTION
1.1 Introduction 1
1.2 Identification of problems 3
1.3 Objectives 4
1.4 Scope of study 4
1.5 Rationale and Significance 5
ix
2. LITERATURE REVIEW
2.1 Introduction 7
2.2 General esterification system 8
2.3 Biodiesel system 9
2.4 Catalysis in esterification 10
2.4.1 Homogeneous 11
2.4.2 Heterogeneous 12
2.5 Reactive distillation technology 13
2.5.1 Introduction 13
2.5.2 Reactive distillation process development 21
2.5.3 Challenges in process design for reactive 26
distillation
2.5.3.1 Feasibility analysis 26
2.5.3.2 Catalyst and hardware selection 27
2.5.3.3 Column scale-up 28
2.6 Reaction kinetics 29
2.7 Phase equilibrium model 34
2.8 Reactive distillation model 40
2.8.1 Equilibrium (EQ) stage model 41
2.8.2 Non-equilibrium (NEQ) stage model 42
2.8.3 Choice of modelling 44
3. METHODOLOGY
3.1 Introduction 46
3.2 Methodology flow chart 46
3.3 Incorporation of kinetic, thermodynamics and 49
reactive distillation model
x
4. RESULTS AND DISCUSSIONS
4.1 Introduction 57
4.2 Results 58
4.2.1 Reactant ratio 58
4.2.2 Reflux ratio 60
4.2.3 Distillate-to-feed ratio 62
4.2.4 Pressure 64
4.2.5 Number of stages 66
4.2.6 Catalyst weight 67
4.3 The optimised process 69
5. CONCLUSION AND RECOMMENDATIONS
5.1 Introduction 70
5.2 Conclusion for overall dissertation 71
5.3 Suitable Configuration of the pilot plant 72
5.4 Recommendation 73
REFERENCES 75
APPENDICES A – G 78-117
xi
LIST OF TABLES
TABLE NO. TITLE PAGE
2.1 Biodiesel production via esterification. 10
2.2 Industrially important reactions using RD. 15
2.3 Examples of kinetic models used for esterification process 30
in biodiesel production.
2.4 Kinetic parameters used in the model. 34
2.5 Commonly used approaches to VLE by simulation packages. 39
4.1 Number of stages affects conversion value. 66
xii
LIST OF FIGURES
FIGURE NO. TITLE PAGE
2.1 Interaction of reaction and separation. 22
2.2 Design with respect to residence time and relative 24
volatility.
2.3 Equipment suitable for combining reaction and 25
distillation (heterogeneous catalysis).
2.4 Principles of the choice of equipment (heterogeneous 25
catalysis).
2.5 Relationship of scale-up tools and design parameters 29
2.6 Chemical equilibrium of reaction A + B ⇌ P. 36
Stoichiometric lines emerge from a pole.
2.7 Design of reactive distillation curve of an ideal ternary 37
mixture.
2.8 Model complexity in simulation of reactive distillation. 40
2.9 Equilibrium-based stage model without feed and side streams. 42
2.10 Non-equilibrium-based stage model without feed and side 43
streams.
3.1 Methodology flow chart. 48
3.2 Process flow chart. 49
3.3 Reactive distillation model. 52
3.4 Incorporation of kinetic model. 53
3.5 Incorporation of thermodynamics model. 54
3.6 Property methods decision for the selection of thermodynamics 55
model.

xiii
3.7 Incorporation of catalyst weight. 56
4.1 Conversion as a function of reactant ratio. 59
4.2 Conversion as a function of reflux ratio. 61
4.3 Conversion as a function of distillate-to-feed ratio. 62
4.4 Conversion and reboiler duty as the function of distillate- 63
to-feed ratio.
4.5 Conversion as a function of pressure. 64
4.6 Conversion and reboiler duty as the function of column pressure. 65
4.7 Conversion as a function of catalyst weight. 67
4.8 A suitable configuration proposed for the production of 69
biodiesel using RD column.
5.1 A suitable configuration proposed for the production of 73
biodiesel using RD column.
xiv
LIST OF SYMBOLS/ABBREVIATION
SYMBOL DEFINITION
a liquid activity
A pre-exponential factor in Arrhenius equation, units according
to k
C molar concentration in liquid phase, mol m-3
Ccat catalyst hold-up per unit of liquid phase volume, kg m-3
Cref reference concentration for Damköhler number, mol m-3
Da1 Damköhler number for non-catalysed reaction
Da2 modified Damköhler number for catalysed reaction
Ea activation energy, kJ mol-1
Facid molar flow rate of oleic acid, kmol h-1
GV volumetric flowrate, m3 s
-1
kc rate constant for the catalysed reaction, m6 s
-1 mol
-1 kg
-1
kref rate constant for the non-catalysed reaction, m6 s
-1 mol
-1 kg
-1
Ka concentration-based reaction equilibrium constant
Kγ ratio of liquid activity coefficients
Kx activity-based reaction equilibrium constant
n molar feed ratio of methanol : oleic acid
n1, n2 reaction orders for non-catalysed reaction
P pressure, Pa
r reaction rate per unit of liquid volume, mol s-1
m-3
R gas constant, J mol-1
K-1
V total liquid hold-up in the RD column, m3
VM liquid molar volume, m3 mol
-1
xv
T temperature, K
Wcat catalyst hold-up in RD column, kg
Subscripts
acid oleic acid
alcohol methanol
cat sulfonic exchange acid resin
ester methyl oleate
0 initial or at zero conversion
ref reference variable
Superscripts
* modified, by including liquid activity coefficients
eq at chemical equilibrium
liq in liquid phase
Greek letters
∆r𝐺𝑃,𝑇
𝑙𝑖𝑞 Gibbs free energy of reaction at P and T, kJ mol
-1
φ1 ratio of non-catalysed to catalysed reaction rate
φ2 ratio of the product of liquid activities to Ka
γ liquid activity coefficient
xvi
LIST OF APPENDICES
APPENDIX TITLE PAGE
A Results summary from simulation runs 78
for different reactant ratio values.
B Results summary from simulation runs 85
for different reflux ratio.
C Results summary from simulation runs 95
for different distillate-to-feed ratio.
D Results summary from simulation runs 102
for different pressure.
E Results summary from simulation runs 105
for different number of stages.
F Results summary from simulation runs 111
for different catalyst weight.
G Results summary for suitable configuration 117
for biodiesel production using RD column.
CHAPTER 1
INTRODUCTION
1.1 Introduction
Biodiesel has become attractively focus and important because of the fast-
paced depleting of petroleum reserves and also of its environmental friendliness and
benefits. Biodiesel is an alternative fuel produced from renewable source
(Berchmans et al., 2007; Santacesaria et al., 2007) which has low emission profile
property minimising carbon dioxide emission. Thus, this fuel can be regarded as
mineral diesel substitute with the benefit of lowering greenhouse emissions because
it is a renewable resource (Felizardo et al., 2006). However, the high cost of
biodiesel is the major obstacle for its commercialisation; the biodiesel produced from
vegetable oil or animal fat is usually more expensive than petroleum-based diesel
fuel from 10 to 50% (Leung et al., 2006). Alternatively, the production costs can be
reduced using less expensive feedstocks containing fatty acids such as non-edible
oils, animal fats and oils, fritter away oil and byproducts of the refining vegetables
oils (Veljkovic´ et al., 2006). Biodiesel has many environmental beneficial properties.
Biodiesel can be described as „carbon neutral‟ which means the fuel produces no net
output of carbon in the form of carbon dioxide (CO2). Studies shows that the effect is
caused by the oil crop absorbed the same amount of CO2 when it grows and releases
when the fuel is combusted. However, the amount of carbon dioxide cannot be
properly associated as there are contributors to the green house gases such as the
2
production of the fertiliser. Biodiesel is a rapid biodegradable and completely non-
toxic, meaning spillages represent far less of a risk than fossil diesel spillages.
Besides that, biodiesel has a higher flash point than fossil diesel and so is safer in the
event of a crash.
Most biodiesel produced nowadays are from waste vegetable oil sourced
from restaurant, chip shops, industrial food producers. Currently, the usage of oil
directly from the agricultural industry has the greatest potential source being not
commercially produced as the raw oil is too pricy. The cost of converting raw oil
from agricultural sources can be too expensive to compete with fossil diesel.
Therefore, waste vegetable oil can often be sourced for free or sourced already
treated for a small price.
Biodiesel has many environmental beneficial properties. Biodiesel can be
described as „carbon neutral‟ which means the fuel produces no net output of carbon
in the form of carbon dioxide (CO2). Studies shows that the effect is caused by the oil
crop absorbed the same amount of CO2 when it grows and releases when the fuel is
combusted. However, the amount of carbon dioxide cannot be properly associated as
there are contributors to the green house gases such as the production of the fertiliser.
Biodiesel is a rapid biodegradable and completely non-toxic, meaning spillages
represent far less of a risk than fossil diesel spillages. Besides that, biodiesel has a
higher flash point than fossil diesel and so is safer in the event of a crash.
There are five primary ways of producing biodiesel: (i) direct use and
blending of vegetable oil (Maa et al., 1990), (ii) the usage of microemulsions with
short-chain alcohols (Maa et al., 1990), (iii) thermal cracking of vegetable oils
(Charusiri et al., 2005), (iv) transesterification of triglycerides catalysed by acids,
bases or enzymes, and (v) esterification of fatty acids with alcohols, using acids
catalysts, solids acids (Kiss et al., 2006a, Kiss et al., 2006b) or bioenzymes (Foresti
3
et al., 2007). Using transesterification reaction, biodiesel production is normally
catalysed by alkaline homogeneous catalyst to form a mixture of fatty acid methyl
esters (Santacesaria et al., 2007). Alkaline catalyst could result soap formation if the
feedstock used contains substantial amount of free fatty acids. The acid catalysed
esterification reaction is one of the suitable routes to solve the problem.
Production of biodiesel is believed to be economical as it derives from
biological sources such as vegetable oils or recycled cooking grease or oils. Biodiesel
is an alternative source of energy produced by either esterification or
transesterification process by converting oils or fats with appropriate alcohols. In
orlder days, production of biodiesel uses separated reactor and distillation column
which needs high capital costs. As technology advances, the combination of reaction
and distillation within one unit operation called reactive distillation is widely used in
industry for processes.
For scaling-up and optimizing the production of biodiesel, reactive
distillation has a solid approach and compromise for the process. Besides that, the
use of reactive distillation is a better choice as the combination of reaction and
distillation offers a lower capital cost compared to the usage of a reactor and a
distillation column.
1.2 Identification of Problems
Steinigeweg et al. (2003), Omota et al. (2003), Kiss et al. (2007;2008) and
Matallana et al. (2000) have carried out experiments for the heterogeneously
catalysed esterification for the production of biodiesel using reactive distillation
4
column. The outcome of these researchers is mostly in experimental works.
Therefore, a simulation must be run to ensure the validity of data.
A simulation must be carried out to predict the results and study the
possibilities before a plant can be built for production purposes. Simulation also
useful for the preliminary design before a pilot plant is being built for experiment
study. In the present study, the performance of the esterification of oleic acid and
methanol catalysed by sulfonic exchange acid resin in the reactive distillation will be
simulated by incorporating the thermodynamics model, kinetic model, and the
reactor model.
Aspen-Plus simulator will be used as a tool for the simulation by
incorporating the appropriate thermodynamics and kinetic models. The influence of
important operating and design factors (reactant ratio, reflux ratio, pressure,
distillate-to-feed ratio, size of the reactive section and catalyst weight) will be
identified.
1.3 Objectives
The objectives of the studies are:
1. To study the feasibility of producing biodiesel using reactive distillation
column.
2. To identify the important operating and design factors for the reactive
distillation process.
3. To propose a suitable configuration of the pilot plant for the biodiesel
production.
5
1.4 Scope of Study
In order to achieve the objectives of this project, the scopes of study are as
below:
1. The thermodynamics model, kinetic model and reactive distillation model of
the selected chemical biodiesel equation, i.e. esterification of oleic acid and
methanol using sulfonic exchange acid resin will be analysed and screened.
2. Using Aspen-Plus version 12.1, the models are inserted to run simulation.
Results obtained are to verify the feasibility of reactive distillation for
production in real industry.
3. The important operating parameters such as reactant ratio, reflux ratio,
pressure, distillate-to-feed ratio, number of stages and catalyst weight will be
studied.
1.5 Rationale and Significance
Rationale. The objective of the present study is to simulate a heterogeneously
catalysed esterification for the production of biodiesel using reactive distillation.
Laboratory experiments have proven the reactivity of oleic acid and methanol using
sulfonic exchange acid resin as catalyst to produce biodiesel. In this research, the
results obtained from simulation for the feasibility studies on reactive distillation
column can be used to replicate into dynamic business reality.
Significance. Simulation is one of many engineering design method used to
study feasibility of a process. From the studies on the feasibility of reactive
distillation column, the results can be used to setup an optimised reactive distillation

6
pilot plant. The pilot plant is built based on the suitable configuration results which
then use to generate experiment data. The experiment data that generated from
reactive distillation pilot plant is then used to build a production plant using reactive
distillation for the production of biodiesel.
CHAPTER 2
LITERATURE REVIEW
2.1 Introduction
Reactive distillation is a hybrid process that combines the reaction and separation
in single equipment. The combination of reaction and separation into one single unit
provides distinct advantages over the conventional, sequential approach. A reactive
distillation includes a distillation column, flashers, strippers and condensers.
The combination (reactor and distillation) is advantageous as when the rate of
chemical reaction is decreased by the reaction equilibrium resulting into poor yield,
selectivity and conversion. The combination of separation process within the reactor
induces better reaction products removal from the reaction zone thus improving the
overall yield, selectivity and conversion compared to a conventional process.
Industrial reactive distillation systems comprise homogeneous and heterogeneous
catalysed, irreversible and reversible reactions, covering large ranges of reactions,
notably hydrogenations, hydrosulfurisation, esterifications, and etherification. The
8
system may contain multiple catalyst systems, gas and liquid internal recycle traffic over
these catalyst systems, separation, mass flow, and enthalpy change.
2.2 General Esterification System
Esterification is a chemical reaction process involving two reactants typically an
alcohol and an acid to form an ester as a product. Esters have characteristic pleasant and
fruity odour. Esterification is a reversible reaction that therefore, the reactions are
equilibrium reactions and need to be driven to completion according to Le Chatelier‟s
principle.
1. Esterification of acetic acid with ethanol, catalysed both homogeneously by the
acetic acid, and heterogeneously by Amerlyst-15 (Calvar et al., 2007).
2. Heterogeneously catalysed esterification of acetic acid with isoamyl alcohol with
cation-exchanged resin catalyst, Purolite CT-175 (Teo et al., 2004).
3. Esterification of acetic acid with butanol in a heterogeneous reaction system
using solid acid catalysts such as Smopex-101, Amberlyst-12, sulphated ZrO2,
H-USY-20, H-BETA-12.5, H-MOR-45, Nb2O5, H-ZSM-5-12.5 (Peters et al.,
2006).
9
2.3 Biodiesel System
Biodiesel is the newest attraction to substitute the diesel fuel due to its
environment benefits, but also for being a renewable and sustainable source of energy.
Biodiesel is produced nowadays mainly by the transesterification of vegetable oils in the
presence of basic homogeneous catalysts (NaOH, KOH, or related alkoxides), according
to Santacesaria et al. (2007). Acids oils have become a new raw material for biodiesel
production beside vegetable oils or animal fat but the amount of free fatty acid contains
in acid oils exceed the maximum allows for conventional homogeneous basic
technology. Because of this, heterogeneous catalyst can be used to perform the
esterification reaction of the free fatty acid as well as transesterification of the
triglycerides. Table 2.1 shows studies that have been done on biodiesel system via
esterification process.

10
Table 2.1 : Biodiesel production via esterification.
Reactant System Used Reference
Esterification of decanoic acid with methanol
using strong acidic ion-exchange resin.
Sven Steinigeweg and Jurgen Gmerhling.
(2003)
Esterification of palm fatty acids using
homogeneous acid catalysts in a batch reactor.
Donato A.G. Aranda, Rafael T.P. Santos,
Neyda C.O. Tapanes, Andre Luis Dantas
Ramos, Octavio Auqusto C. Antunes (2007)
Esterification of free fatty acids using sulphuric
acid as catalyst in the presence of triglycerides.
J. M. Marchetti, A.F. Errazu (2008)
Esterification of free fatty acids in sunflower oil
over solid acid catalysts using batch and fixed
bed-reactors
J. Ni, F.C. Meunier (2007)
Esterification of dodecanoic acid with methanol,
propanol or 2-ethylhexanol using sulphated
metal oxides (zirconia, titania, and tin oxide)
Anton A. Kiss, Alexandre C. Dimian and Gadi
Rothenberg (2007)
The heterogeneous catalyst system for the
continuous conversion of free fatty acids in used
vegetable oils for the production of biodiesel
Young-Moo Park, Dae-Won Lee, Deog-Keun
Kim, Jin-Suck Lee, Kwan-Young Lee
11
2.4 Catalysis in Esterification
In general, catalysis can be divided into autocatalytic, homogeneous or
heterogeneous and it is meticulously applicable to the reactive distillation column.
Autocatalysis only occurs when a single chemical reaction whose reaction
product is itself the catalyst for the reaction. Autocatalysis reactions‟ reaction velocity is
much compliance to be influenced by the reaction temperature, in other words, the
pressure plays a proportion role to the effect of temperature of equipment.
Homogeneous catalysis on the other hand is likely to be influenced by the
changing of concentration to enhance or lower the reaction velocity. Meanwhile,
Heterogeneous catalysis requires a structure to pack the catalyst particles on the reaction
zone in the RD column. Reaction catalysed by heterogeneous catalysts is very limited in
the changes of its reaction velocity because it can only be enhanced to a certain
concentration range and higher temperature or pressure will degrade the effectiveness of
the catalyst as it contains ion-exchange particles, whose temperature range is limited.
2.4.1 Homogeneous
Fundamentally, homogeneous catalysis is a chemistry term describing the
catalyst is in the same phase (solid, liquid or gas) as the reactants. The catalysts use in
biodiesel production using homogeneous catalyst is less-preferred compare to
12
heterogeneous catalyst. The reactions proceed over an intermediate complex and are
often highly selective, but separation of the products and the catalyst is difficult.
Homogeneous catalysts can be divided to two types:
a) Base catalysts: sodium hydroxide (NaOH), potassium hydroxide (KOH), sodium
methoxide (NaMeO);
b) Acid catalysts: sulphuric acid (H2SO4), p-toluene sulfonic acid (PTSA), MSA,
phosphoric acid (H3PO4), calcium carbonate (CaCO3);
c) Typical base concentrations are:
a. NaOH/KOH – 0.3 to 1.5%
b. NaMeO – 0.5% or less
The usage of homogeneous catalyst in biodiesel production will eventually
constrain the developing of the yield as the catalyst is sensitive to free fatty acids (FFAs)
and water content of the feedstock; the removal of catalyst after production; during the
reaction, formation of soap with high FFA feedstock; large quantity of effluent water as
a result of removal of catalyst; necessities pre-treatment of oil in case FFA content are
higher; and no scope for regeneration or re-utilisation of the catalyst.
2.4.2 Heterogeneous
Heterogeneous catalysis is basically a catalyst in different phase (i.e. solid, liquid
and gas, also oil and water) to the reactants. Heterogeneous catalysts provide a platform
or surface for the chemical reaction to take place on. Separation of catalyst and products
13
is easy, but the reaction is often less selective, because the catalyst material is not
homogeneous.
Heterogeneous catalysts are such as sulphated zeolites and clays, hetro-poly
acids, metal oxides, sulphates, and composite materials. Contradict to homogeneous
catalyst, heterogeneous catalyst is preferred and beneficial as the catalyst can be
regenerated thus reduces the catalyst cost; utilization of lower quantity feed stocks for
biodiesel production; simplification of separation process thus reduces capital cost; and
as well decrease in wastewater which develops environmental friendly process.
2.5 Reactive Distillation Technology
2.5.1 Introduction
Reactive distillation (RD) is a combination of a reaction and separation in a
single unit. It is not a new concept application which includes the functions of
enhancement and overall performance in the chemical engineering world. Overall, the
production of propylene oxide, ethylene dichloride, sodium methoxide, and various
esters of carboxylic acids are some examples of processes in which RD found similarity
in application and gains not much attractive attention.
Reactive distillation has proven to able in rendering cost-effectiveness and
compactness to a chemical plant which the evidence from the Eastman Kodak process
that compacted the whole chemical plant methyl acetate in a single RD unit. In this
14
chapter, the overview of an RD column will be discussed in its direction and suggestion
on its potential. The objectives of using an RD are to: surpass equilibrium limitation,
achieve high selectivity towards a desired product, achieve energy integration, perform
difficult separations, and so on.
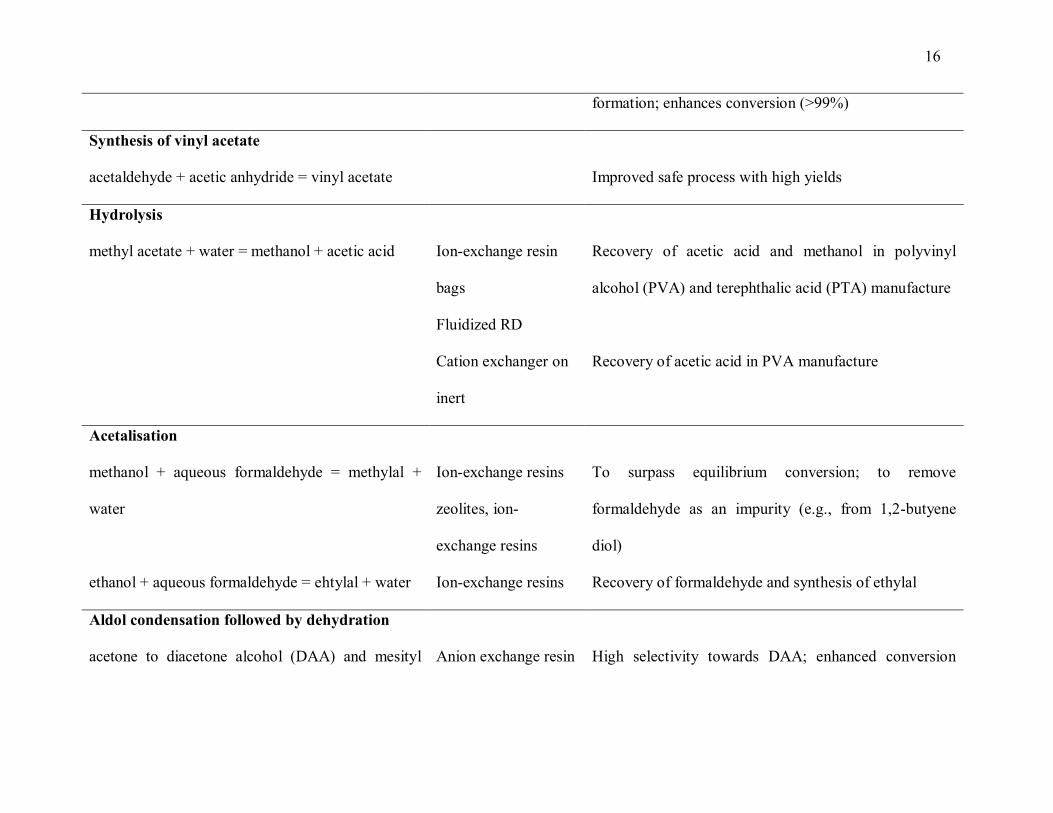
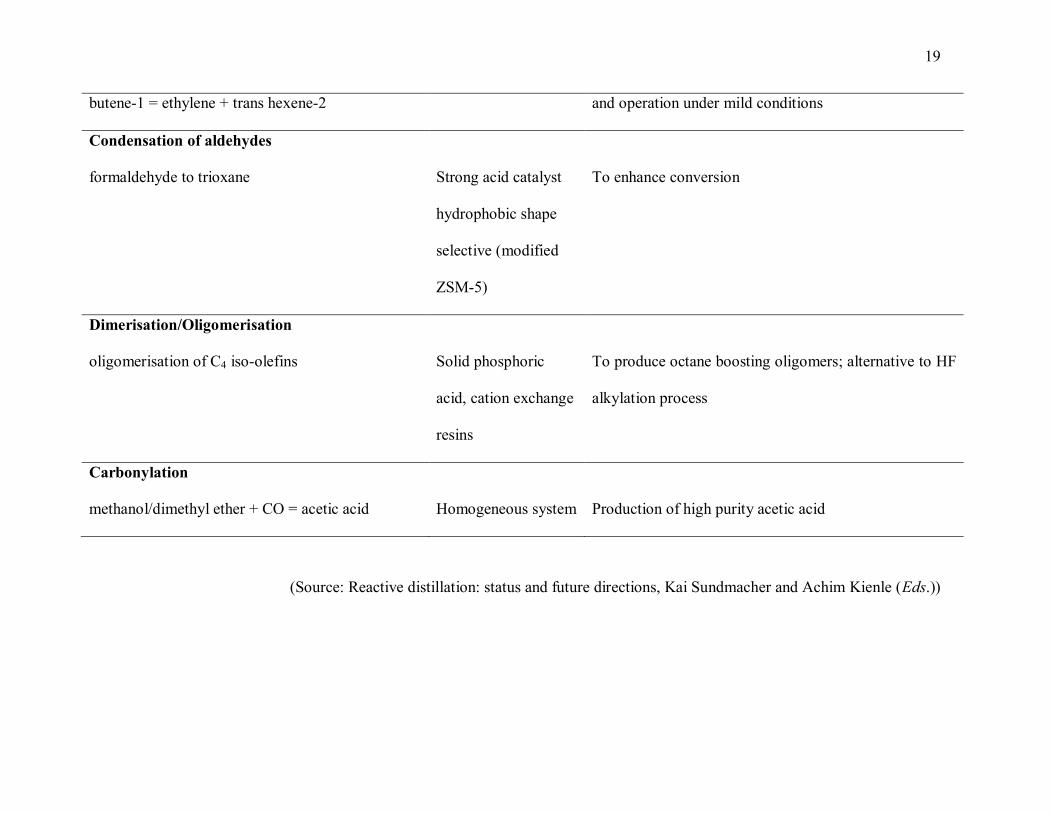
Table 2.2 gives a wide-ranging list of the reactions that have been investigated as
candidates for RD.

15
Table 2.2 : Industrially important reactions using RD.
Reaction Catalyst/Column
internals etc.
Remarks on motives and achievements
Etherification
methanol + isobutene = methyl tert butyl ether
(MTBE)
methanol + isoamylene = tert amyl methyl ether
(TAME)
Amberlyst 15
Ion-exchange resin
To enhance the conversion of isobutene and achieve
separation if isobutene from C4 stream
To enhance the conversion of isoamylene
Esterification with alcohols/olefins
acetic acid + methanol = methyl acetate + water
Dowex 50 W X-8
Amberlyst 15
(baskets on tray)
Katamax packing
Sulphuric acid
Recovery of acetic acid from dilute streams (30 – 60%
w/w)
Recovery of acetic acid from dilute streams (2.5 – 10%
w/w)
Recovery of dilute acetic acid in carbonylation process
Manufacture of methyl acetate; overcomes azeotrope
16
formation; enhances conversion (>99%)
Synthesis of vinyl acetate
acetaldehyde + acetic anhydride = vinyl acetate
Improved safe process with high yields
Hydrolysis
methyl acetate + water = methanol + acetic acid
Ion-exchange resin
bags
Fluidized RD
Cation exchanger on
inert
Recovery of acetic acid and methanol in polyvinyl
alcohol (PVA) and terephthalic acid (PTA) manufacture
Recovery of acetic acid in PVA manufacture
Acetalisation
methanol + aqueous formaldehyde = methylal +
water
ethanol + aqueous formaldehyde = ehtylal + water
Ion-exchange resins
zeolites, ion-
exchange resins
Ion-exchange resins
To surpass equilibrium conversion; to remove
formaldehyde as an impurity (e.g., from 1,2-butyene
diol)
Recovery of formaldehyde and synthesis of ethylal
Aldol condensation followed by dehydration
acetone to diacetone alcohol (DAA) and mesityl
Anion exchange resin
High selectivity towards DAA; enhanced conversion

17
oxide
n-butaraldehyde to 2-ethyl hexenal
Aqueous alkaline
solution
level
Formation of trimers/tetramers of aldehyde is avoided
Hydration/dehydration
ethylene oxide + water = ethylene glycol
hydration of cyclohexane to cyclohexanol
Cationic/anionic
exchanger resins
SiO2/Ga2O3
To enhance selectivity towards MEG and avoid
formation of diethylene glycol (DEG); attain better
temperature control over the exothermic reaction
Surpass equilibrium conversion
Alkylation/trans-alkylation/dealkylation
benzene + propylene = cumene
isobutene + propylene/butylenes = highly branched
paraffins
Union Carbide- LZY-
82 molecular sieves
Lewis acid promoted
inorganic oxide
catalyst
Use of exotherm of reaction; high purity cumene
Selectivity for C7/C8 branched alkanes
Isomerisation
α–isophorone = β-isophorone
Adipic acid, ZSM-5,
To surpass the equilibrium conversion

18
n-paraffin to iso-paraffins
alumina
Chlorinated alumina
catalyst, presence of
hydrogen (< 8 bar)
To increase the octane value of paraffin stock
Chlorination
dichlorobenzene to trichlorobenzene
dichlorodimethyl silane to dichloro (chloromethyl)
silane
photochlorination
To increase selectivity towards trichlorobenzene
Increased yield towards monochlorinated product
Hydrogenation/hydrodesulfurization/
dehydrogenation
hydrogenation of benzene to cyclohexane
hydrogenation of acytelene
Alumina supported
Ni catalyst
Avoids formation of methyl cyclopentane and cracking
products; used for removal of benzene from light
reformate
For removal of butadiene from crude C4 stream
Metathesis/disproportionation
butene-1 = propylene + pentene or
Activated metal oxide
To surpass equilibrium limitation, increase in selectivity
19
butene-1 = ethylene + trans hexene-2 and operation under mild conditions
Condensation of aldehydes
formaldehyde to trioxane
Strong acid catalyst
hydrophobic shape
selective (modified
ZSM-5)
To enhance conversion
Dimerisation/Oligomerisation
oligomerisation of C4 iso-olefins
Solid phosphoric
acid, cation exchange
resins
To produce octane boosting oligomers; alternative to HF
alkylation process
Carbonylation
methanol/dimethyl ether + CO = acetic acid
Homogeneous system
Production of high purity acetic acid
(Source: Reactive distillation: status and future directions, Kai Sundmacher and Achim Kienle (Eds.))
20
Apart from functioning as a reactor and distillation, RD column can be an
efficient separator to enhance the recovery rate and further purification of chemicals.
Reactions such as esterification and acetalisation are suitable to be used in the RD
column. Theoretically, the production of biodiesel through esterification using reactive
distillation as proposed in this study can be fully-exploited. Furthermore, component to
be removed is allowed to react in the distillation column and the resultant product can be
separated simultaneously.
Reactive distillation (RD) has many distinctive advantages over sequential
processing, such as fixed-bed reactor followed by a fractionating column, in which the
distillate or bottom of the reaction mixture is recycled to the reactor inlet. The most
crucial advantage in use of RD for equilibrium-controlled reactions is the elimination of
conversion limitations by continuous removal of products from the reaction zone. Apart
from increased conversion the following benefits can be obtained:
1. An important advantage of RD technology is a reduction in capital investment,
because two process steps are able to be carried out in the same device. This
integration leads to lower costs in pumps, piping and instrumentation.
2. If RD is applied to exothermic reaction, the reaction heat can be used for
vaporisation of liquid and thus leads to saving of energy costs by the reduction of
reboiler duties.
3. The maximum temperature in the reaction zone is limited to the boiling point of
the reaction mixture, so that the danger of hot spot formation on the catalyst is
reduced significantly. A simple and reliable temperature control can be achieved.
4. Product selectivities can be improved due to a fast removal reactants or products
from the reaction zone. By this, the probability of consecutive reactions, which
may occur in the sequential operation mode, is lowered.
5. If the reaction zone in the RD-column is placed above the feed point, poisoning
of the catalyst can be avoided. This leads to longer catalyst lifetime compared to
conventional systems.
21
When RD-technology is to be applied in industry scale, there are three
constraints need to be fulfilled for harmonisation:
1. RD technology can be used only there is a possibility that the temperature
window of the vapour-liquid equilibrium is equivalent to the reaction
temperature. If the column operating pressure is to be changed, the temperature
window will be altered as well. The thermal stability of the catalyst can limit the
upper operation temperature of the distillation column.
2. Moreover, the necessity of wet pellets the chemical reaction has to occur entirely
in the liquid phase.
3. It is extreme costly to change the catalyst in a structured catalytic packing
catalysts with a long lifetime.
2.5.2 Reactive Distillation Process Development
As described earlier, reactive distillation (RD) may stand the chance in chemical
industries in improving the structure of a process. By rule of thumb, the combination of
distillation and reaction is plausible, only if the conditions of both operations are met
and synchronised. Supporting argument claims that the reactions have to provide
reasonable conversions in ascertain temperature and pressure levels which these data are
comprehensively acceptable in a distillation column conditions.
Besides that knowing the important of the operating pressure and temperature in
RD, catalyst types play a deeper measurement to understand RD column. The difference
in using homogeneous and heterogeneous catalysts in the column also determine the cost
of recycle back the catalyst. Homogeneous catalysts are widely used in most processes
22
however it is vitally need a separation step to recycle back the catalyst which increases
the cost of recycling. It nonetheless can be avoided by using heterogeneous catalysts.
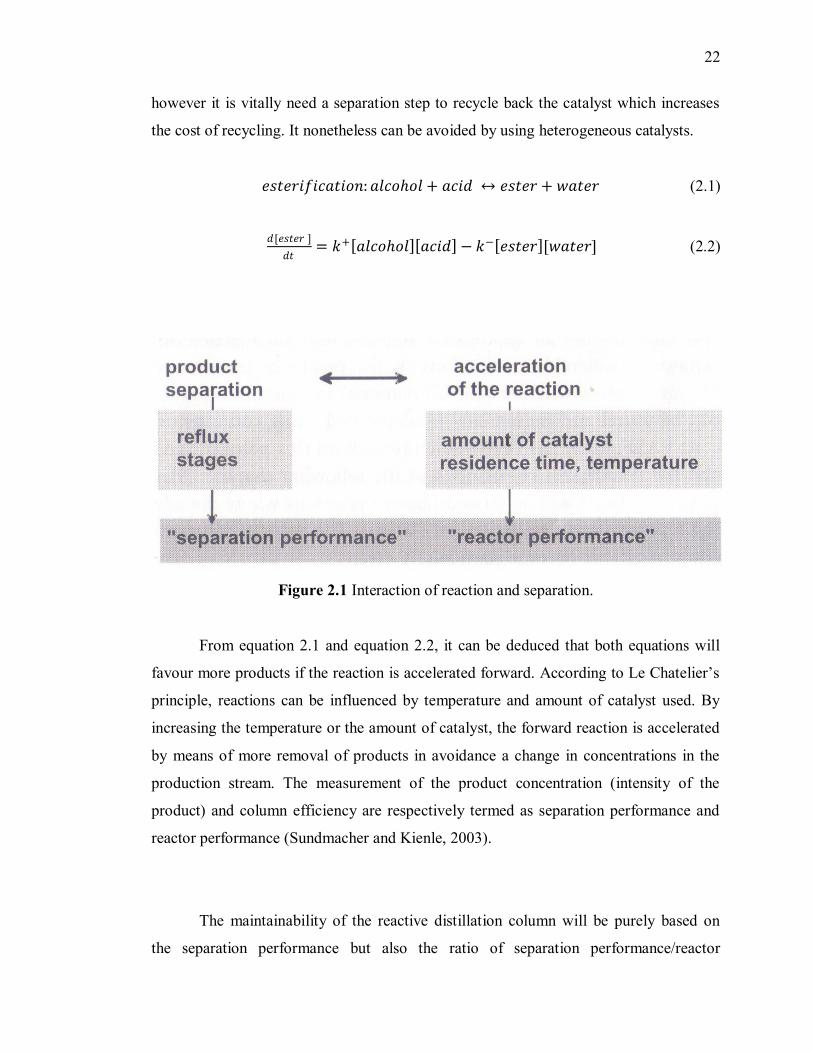
𝑒𝑠𝑡𝑒𝑟𝑖𝑓𝑖𝑐𝑎𝑡𝑖𝑜𝑛: 𝑎𝑙𝑐𝑜ℎ𝑜𝑙 + 𝑎𝑐𝑖𝑑 ↔ 𝑒𝑠𝑡𝑒𝑟 + 𝑤𝑎𝑡𝑒𝑟 (2.1)
𝑑[𝑒𝑠𝑡𝑒𝑟 ]
𝑑𝑡= 𝑘+ 𝑎𝑙𝑐𝑜ℎ𝑜𝑙 𝑎𝑐𝑖𝑑 − 𝑘− 𝑒𝑠𝑡𝑒𝑟 [𝑤𝑎𝑡𝑒𝑟] (2.2)
Figure 2.1 Interaction of reaction and separation.
From equation 2.1 and equation 2.2, it can be deduced that both equations will
favour more products if the reaction is accelerated forward. According to Le Chatelier‟s
principle, reactions can be influenced by temperature and amount of catalyst used. By
increasing the temperature or the amount of catalyst, the forward reaction is accelerated
by means of more removal of products in avoidance a change in concentrations in the
production stream. The measurement of the product concentration (intensity of the
product) and column efficiency are respectively termed as separation performance and
reactor performance (Sundmacher and Kienle, 2003).
The maintainability of the reactive distillation column will be purely based on
the separation performance but also the ratio of separation performance/reactor

23
performance in order to measure the extent of the main and secondary reactions proceed
to a comparable of an industrial-scale reaction column. To achieve the construction by
means of separating reaction and product separation, it can be done when the reaction is
carried out in the presence of a heterogeneously catalysed at the downcoming stream or
with side reactors at the column.
Besides that, the use of reactive distillation column is most effective to be
considered in reactions that are extremely fast in achieving a significant conversion in
the residence time range of such columns.
For a simple equilibrium reaction, the reaction equation can be described like this
as shown in equation 2.3 below:
𝐴1 + 𝐴2←𝑘1
𝑘𝑚𝑖𝑛 1→𝐴3 + 𝐴4 (2.3)
The rate constants for the forward and reverse reaction may be different from
each other. Equation 2.3 shows a general reversible equation that applicable to certain
chemical equilibrium. However, the equilibrium state (when the reaction velocity goes
to zero) can be described using the law of mass action as shown in equation 2.4 below:
𝑐3∗𝑐4
∗
𝑐1∗𝑐2
∗ =𝑘1
𝑘𝑚𝑖𝑛 1= 𝐾𝑐 (2.4)
While the conversion of the stoichiometrically limiting reactant, for example
component 1, in the equilibrium state is shown in equation 2.5 as below:
𝑈1∗ = 1 −
𝑉𝑐3∗𝑐4
∗
𝑉0𝑐1∗𝑐2
∗𝐾𝑐 (2.5)
24
In reactive distillation column, there are two distinguishable operating
parameters can be considered:
1. Range of conversion which is influenced mainly by the concentration of the
product removed in the product stream, which is known as „controlled by
distillation‟.
2. Range of conversion which is influenced mainly by the residence time and the
reaction constant, which is known as „controlled by kinetics‟.
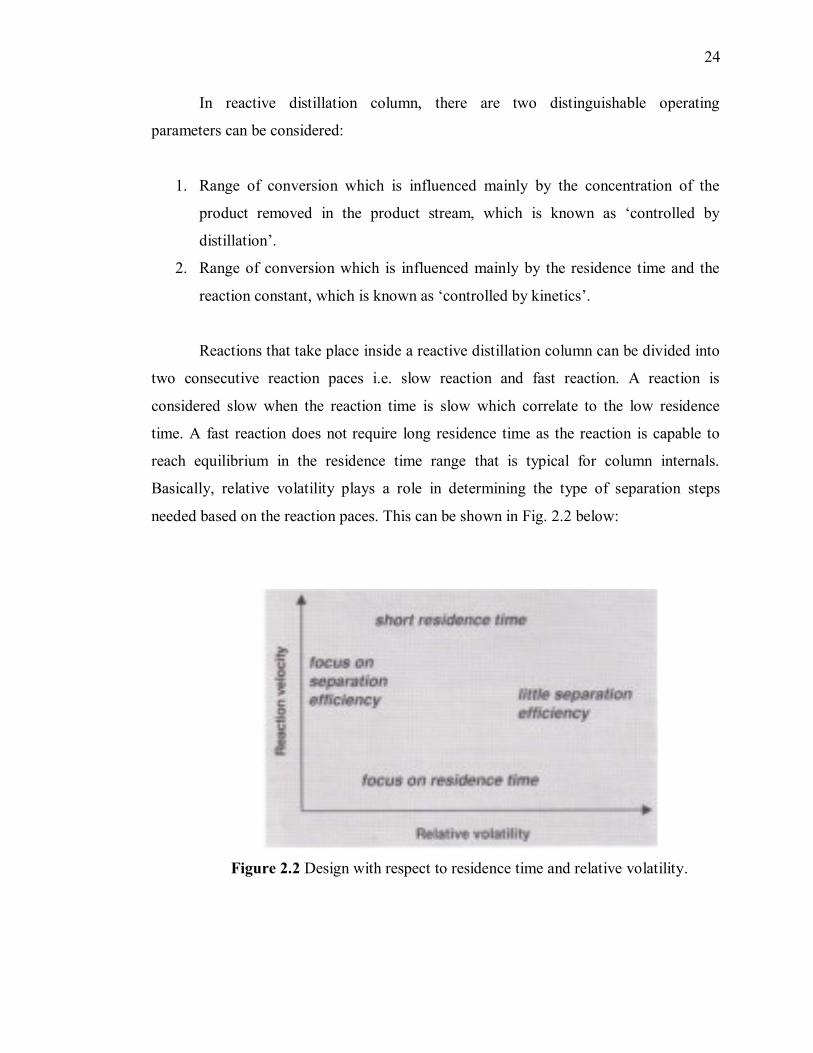
Reactions that take place inside a reactive distillation column can be divided into
two consecutive reaction paces i.e. slow reaction and fast reaction. A reaction is
considered slow when the reaction time is slow which correlate to the low residence
time. A fast reaction does not require long residence time as the reaction is capable to
reach equilibrium in the residence time range that is typical for column internals.
Basically, relative volatility plays a role in determining the type of separation steps
needed based on the reaction paces. This can be shown in Fig. 2.2 below:
Figure 2.2 Design with respect to residence time and relative volatility.
Related Documents











