Automatica 42 (2006) 1311 – 1320 www.elsevier.com/locate/automatica Simulation-based optimization of process control policies for inventory management in supply chains Jay D. Schwartz, Wenlin Wang, Daniel E. Rivera ∗ Control Systems Engineering Laboratory, Department of Chemical and Materials Engineering, Arizona State University, Tempe, AZ 85287-6006, USA Received 1 April 2005; received in revised form 17 March 2006; accepted 24 March 2006 Available online 9 June 2006 Abstract A simulation-based optimization framework involving simultaneous perturbation stochastic approximation (SPSA) is presented as a means for optimally specifying parameters of internal model control (IMC) and model predictive control (MPC)-based decision policies for inventory management in supply chains under conditions involving supply and demand uncertainty. The effective use of the SPSA technique serves to enhance the performance and functionality of this class of decision algorithms and is illustrated with case studies involving the simultaneous optimization of controller tuning parameters and safety stock levels for supply chain networks inspired from semiconductor manufacturing. The results of the case studies demonstrate that safety stock levels can be significantly reduced and financial benefits achieved while maintaining satisfactory operating performance in the supply chain. 2006 Elsevier Ltd. All rights reserved. Keywords: Supply chain management; Simulation-based optimization; Inventory control; Internal model control; Model predictive control 1. Introduction Improved operation of supply chains for manufactured goods is worth billions of dollars to the national economy (Simchi-Levi, Kaminsky, & Simchi-Levi, 2004); effective in- ventory management plays an important role in this regard. The use of optimization techniques in the management of supply/demand networks began with the development of the classical economic order quantity approach (Wilson, 1934). Later developments include approaches for determining opti- mal base stock levels in “order-up-to” policies (Glasserman & Tayur, 1995; Kapuscinski & Tayur, 1998) and the application of optimal control theory (Blanchini, Miani, & Rinaldi, 2004; Sethi & Thompson, 2000). Model predictive control (MPC) (García, Prett, & Morari, 1989) strategies relying on deterministic linear models have recently been proposed for tactical inventory management of This paper was not presented at any IFAC meeting. This paper was recommended for publication in revised form by Associate Editor Qing Zhang under the direction of Editor Suresh Sethi. ∗ Corresponding author. Tel.: +1 480 965 9476; fax: +1 480 965 0037. E-mail addresses: [email protected] (J.D. Schwartz), [email protected] (W. Wang), [email protected] (D.E. Rivera). 0005-1098/$ - see front matter 2006 Elsevier Ltd. All rights reserved. doi:10.1016/j.automatica.2006.03.019 multi-echelon production–inventory systems as seen in sup- ply chains (Braun, Rivera, Flores, Carlyle, & Kempf, 2003; Perea-López, Ydstie, & Grossman, 2003; Seferlis & Giannelos, 2004; Tzafestas, Kapsiotis, & Kyriannakis, 1997). However, the inventory management problems typically found in practice correspond to uncertain, stochastic systems. Consider a rep- resentative real-life problem originating from semiconductor manufacturing as shown in Fig. 1. Here finished products (computer chips) are the result of processing silicon wafers through a fabrication/test node, assembling die and packages through an assembly/test node, and finishing the product be- fore shipping to the customer to satisfy orders (Kempf, 2004). This supply chain is characterized by long throughput times, variability in both throughput time and yields, and significant uncertainty in demand. As control-oriented frameworks, in- ternal model control (IMC) and MPC-based decision policies have the advantage that they can be tuned to provide accept- able performance in the presence of significant supply and demand variability and forecast error as well as constraints on production, inventory levels, and shipping capacity. The primary objective of this work is to present a simulation- based framework for optimally tuning these policies in a stochastic, uncertain environment using the concept of

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Automatica 42 (2006) 1311–1320www.elsevier.com/locate/automatica
Simulation-based optimization of process control policies for inventorymanagement in supply chains�
Jay D. Schwartz, Wenlin Wang, Daniel E. Rivera∗
Control Systems Engineering Laboratory, Department of Chemical and Materials Engineering, Arizona State University, Tempe, AZ 85287-6006, USA
Received 1 April 2005; received in revised form 17 March 2006; accepted 24 March 2006Available online 9 June 2006
Abstract
A simulation-based optimization framework involving simultaneous perturbation stochastic approximation (SPSA) is presented as a meansfor optimally specifying parameters of internal model control (IMC) and model predictive control (MPC)-based decision policies for inventorymanagement in supply chains under conditions involving supply and demand uncertainty. The effective use of the SPSA technique serves toenhance the performance and functionality of this class of decision algorithms and is illustrated with case studies involving the simultaneousoptimization of controller tuning parameters and safety stock levels for supply chain networks inspired from semiconductor manufacturing. Theresults of the case studies demonstrate that safety stock levels can be significantly reduced and financial benefits achieved while maintainingsatisfactory operating performance in the supply chain.� 2006 Elsevier Ltd. All rights reserved.
Keywords: Supply chain management; Simulation-based optimization; Inventory control; Internal model control; Model predictive control
1. Introduction
Improved operation of supply chains for manufacturedgoods is worth billions of dollars to the national economy(Simchi-Levi, Kaminsky, & Simchi-Levi, 2004); effective in-ventory management plays an important role in this regard.The use of optimization techniques in the management ofsupply/demand networks began with the development of theclassical economic order quantity approach (Wilson, 1934).Later developments include approaches for determining opti-mal base stock levels in “order-up-to” policies (Glasserman &Tayur, 1995; Kapuscinski & Tayur, 1998) and the applicationof optimal control theory (Blanchini, Miani, & Rinaldi, 2004;Sethi & Thompson, 2000).
Model predictive control (MPC) (García, Prett, & Morari,1989) strategies relying on deterministic linear models haverecently been proposed for tactical inventory management of
� This paper was not presented at any IFAC meeting. This paper wasrecommended for publication in revised form by Associate Editor Qing Zhangunder the direction of Editor Suresh Sethi.
∗ Corresponding author. Tel.: +1 480 965 9476; fax: +1 480 965 0037.E-mail addresses: [email protected] (J.D. Schwartz),
[email protected] (W. Wang), [email protected] (D.E. Rivera).
0005-1098/$ - see front matter � 2006 Elsevier Ltd. All rights reserved.doi:10.1016/j.automatica.2006.03.019
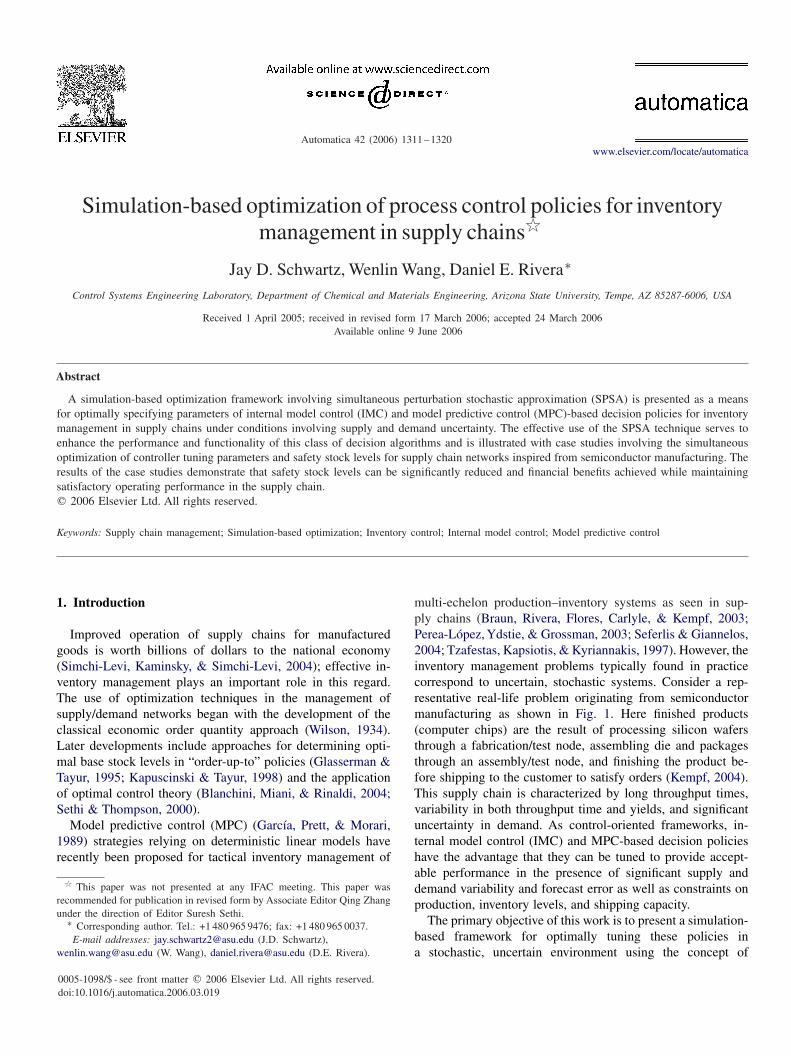
multi-echelon production–inventory systems as seen in sup-ply chains (Braun, Rivera, Flores, Carlyle, & Kempf, 2003;Perea-López, Ydstie, & Grossman, 2003; Seferlis & Giannelos,2004; Tzafestas, Kapsiotis, & Kyriannakis, 1997). However, theinventory management problems typically found in practicecorrespond to uncertain, stochastic systems. Consider a rep-resentative real-life problem originating from semiconductormanufacturing as shown in Fig. 1. Here finished products(computer chips) are the result of processing silicon wafersthrough a fabrication/test node, assembling die and packagesthrough an assembly/test node, and finishing the product be-fore shipping to the customer to satisfy orders (Kempf, 2004).This supply chain is characterized by long throughput times,variability in both throughput time and yields, and significantuncertainty in demand. As control-oriented frameworks, in-ternal model control (IMC) and MPC-based decision policieshave the advantage that they can be tuned to provide accept-able performance in the presence of significant supply anddemand variability and forecast error as well as constraints onproduction, inventory levels, and shipping capacity.
The primary objective of this work is to present a simulation-based framework for optimally tuning these policies ina stochastic, uncertain environment using the concept of
1312 J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320
Fig. 1. Fluid representation for a representative three-echelon supply chainbased on semiconductor manufacturing (Kempf, 2004).
simultaneous perturbation stochastic approximation (SPSA)(Spall, 2003). SPSA incorporates a simultaneous perturbationoptimization method and differs from infinitesimal perturbationanalysis (Glasserman & Tayur, 1995) and the Robbins–Monrostochastic approximation algorithm (Robbins & Monro, 1951)in that it avoids an explicit calculation or measurement of thegradient (Spall, 1998, 2003).
Two important scenarios are presented that illustrate the ben-efits of the SPSA approach in enhancing the usefulness of thepolicies under conditions of uncertainty. In the first scenario,an IMC decision policy for a single product, single echelonproduction–inventory system is evaluated. The SPSA techniqueis applied to determine financially optimal controller tuningparameters under conditions involving varying magnitudes offorecast error. The second problem scenario involves the si-multaneous selection of safety stock targets and MPC movesuppression parameters for the representative semiconductormanufacturing problem described in Fig. 1 in circumstancesinvolving stochastic yield, variable throughput times, and un-certain, autocorrelated demand.
The paper is organized as follows. Sections 2 and 3 areconcerned with presenting the IMC- and MPC-based tacti-cal decision policies that are optimal with respect to lineartime-invariant models derived using fluid analogies. Section4 describes the SPSA optimization method that will seek op-timal tuning and targets of the IMC and MPC policies whenplaced in a stochastic environment. Section 5 presents the re-sults of applying SPSA for the previously described scenarios,with the results yielding some fundamental insights into theproper selection of inventory targets and tuning of the decisionpolicies. A summary of the work and resulting conclusions ispresented in Section 6.
2. Multi-degree-of-freedom combinedfeedback–feedforward internal model control
Fluid analogies represent meaningful descriptions of supplychains associated with high-volume manufacturing problems
at sufficiently long time scales. This applies to discrete-partsmanufacturing problems such as semiconductor manufacturing(Braun et al., 2003). The output of a factory is stored in a ware-house where it awaits shipments to customers (retailers, distrib-utors, etc.). The warehouse serves as a buffer in the presenceof stochastic, uncertain customer demand and factory output.The factory is modeled as a pipe with a particular throughputtime � and yield K . Inventory is modeled as material (fluid) ina tank. Applying the principle of conservation of mass to thissystem leads to a differential equation relating net stock (mate-rial inventory, y(t)) to factory starts (input pipe flow, u(t)) andcustomer demand (output tank flow, d(t)) which is representedby the equation
dy
dt= Ku(t − �) − d(t). (1)
Based on (1) it is possible to derive feedback-only decisionpolicies that manipulate factory starts to maintain inventorylevel at a designated setpoint. However, if knowledge of fu-ture customer demand is available, it is advantageous to usefeedforward compensation. Customer demand (d(t)) is consid-ered as the sum of the forecasted demand (dF(t), known �Fdays ahead of time) and unforecasted demand (dU(t)) as shownbelow
d(t) = dF(t − �F) + dU(t). (2)
The overall dynamical system is then defined by the equations:
y(s) = p(s)u(s) − pd1(s)pd2(s)dF(s) − pd2(s)dU(s) (3)
= Ke−�s
su(s) − e−�Fs
sdF(s) − 1
sdU(s). (4)
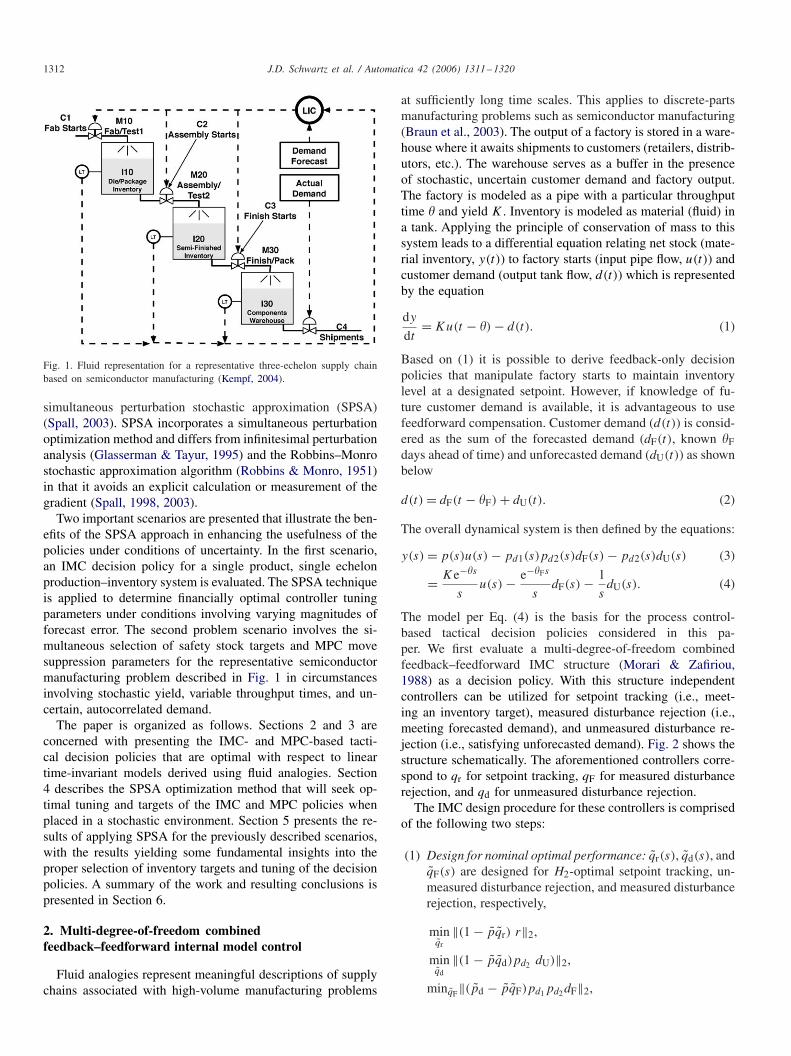
The model per Eq. (4) is the basis for the process control-based tactical decision policies considered in this pa-per. We first evaluate a multi-degree-of-freedom combinedfeedback–feedforward IMC structure (Morari & Zafiriou,1988) as a decision policy. With this structure independentcontrollers can be utilized for setpoint tracking (i.e., meet-ing an inventory target), measured disturbance rejection (i.e.,meeting forecasted demand), and unmeasured disturbance re-jection (i.e., satisfying unforecasted demand). Fig. 2 shows thestructure schematically. The aforementioned controllers corre-spond to qr for setpoint tracking, qF for measured disturbancerejection, and qd for unmeasured disturbance rejection.
The IMC design procedure for these controllers is comprisedof the following two steps:
(1) Design for nominal optimal performance: qr(s), qd(s), andqF(s) are designed for H2-optimal setpoint tracking, un-measured disturbance rejection, and measured disturbancerejection, respectively,
minqr
‖(1 − pqr) r‖2,
minqd
‖(1 − pqd)pd2 dU)‖2,
minqF‖(pd − pqF)pd1pd2dF‖2,
J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320 1313
Fig. 2. Three-degree-of-freedom combined feedback–feedforward IMC structure.
subject to the requirements that qr(s), qd(s) and qF(s) bestable and causal.
(2) Design for robust stability and performance: qr(s), qd(s)
and qF(s) are augmented with filters which can betuned to detune the nominal performance (e.g., reduceaggressive manipulated variable action associated withthe optimal controller per Step 1) or to satisfy robustperformance.
The final controllers obtained from applying this procedure areshown as follows:
Setpoint tracking: The setpoint tracking mode of this con-trol system is designed for H2-optimality with respect to stepinputs and augmented with a lowpass filter. This controllerguarantees no offset for Type-1 setpoint changes in the controlsystem.
qr(s) = s
(�rs + 1)nr. (5)
Unmeasured disturbance rejection: This mode of the controlsystem allows the user to specify the system response to un-forecasted demand changes. The design procedure relies on anH2-optimal factorization for ramp inputs, with a Type-2 filter
guaranteeing no offset for both asymptotically step and rampdisturbances.
qd(s) = s(�s + 1)(nd�ds + 1)
(�ds + 1)nd. (6)
Measured disturbance rejection: The measured disturbance re-jection mode relies on a �F-day ahead forecast signal to ma-nipulate factory starts. The IMC controller form is defined asfollows (Lewin & Scali, 1988)
qF(s) = q ′F(s)fF(s), (7)
where q ′F(s) is defined as
q ′F(s) = e−(�F−�)s (8)
if the forecast horizon is longer than the factory throughputtime (�F ��). If the forecast horizon is shorter (�F < �) thenq ′
F(s) is defined as
q ′F(s) = (� − �F)s + 1. (9)
The generalized Type-2 filter fF(s) is defined as
fF(s) = (nF�Fs + 1)
(�Fs + 1)nF. (10)
1314 J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320
0 2 4 6 8 10 12 14 16 18 20-1
-0.5
0
0.5
1
∆ In
vent
ory
0 2 4 6 8 10 12 14 16 18 20-1
-0.5
0
0.5
1
∆ S
tart
s
0 2 4 6 8 10 12 14 16 18 200
0.5
1
1.5
2
∆ F
orec
ast E
rror
Time (Days)
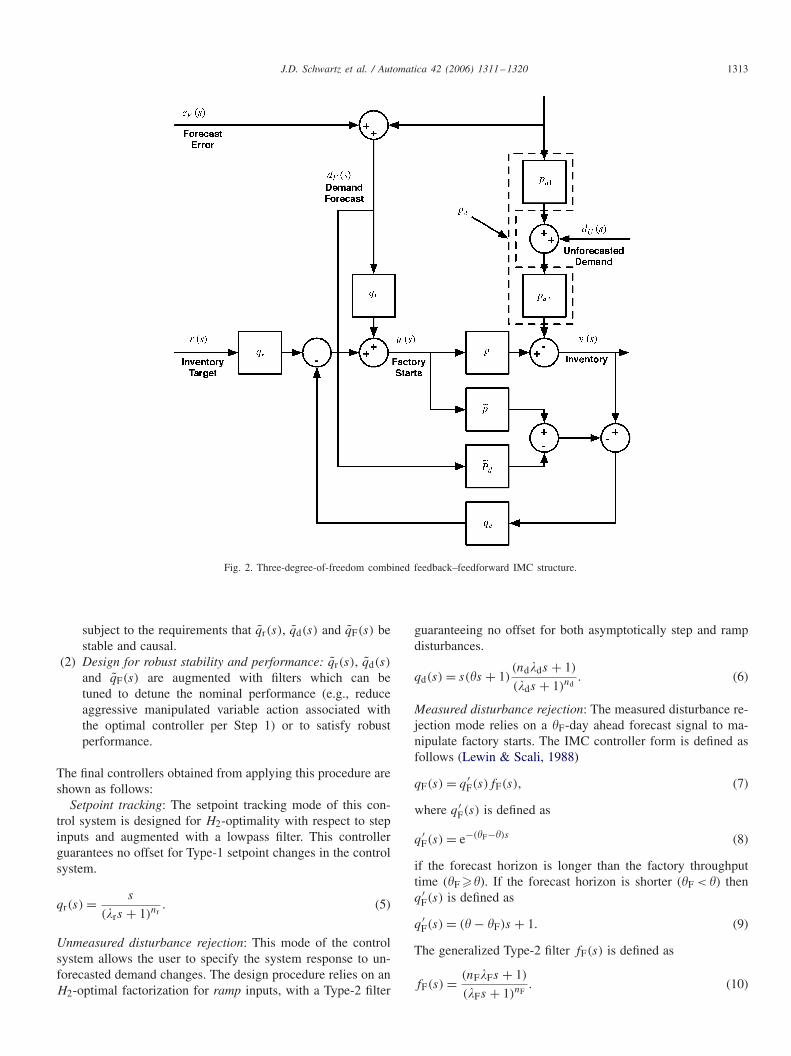
Fig. 3. IMC system response to a unit pulse in forecast error (� = 2, �F = 5, �d = 2, �F = 2, K = 1, nd = nF = 3), note that the bottom plot shows the �F-dayahead forecast error.
Each controller is required to be stable and proper, thus im-posing the constraint that all values of the user-adjustable pa-rameters (�r, �d, and �F) be positive and that the filter order ischosen to ensure transfer function properness (nr �1, nd �3,nF �3). Fig. 3 shows some representative results for the re-sponse of the IMC control system to a forecast error pulse.The controller anticipates the increased future demand and in-creases starts accordingly. When no demand change is real-ized, starts are decreased to return the inventory level to thesetpoint.
3. Model predictive control as a tactical decision policy
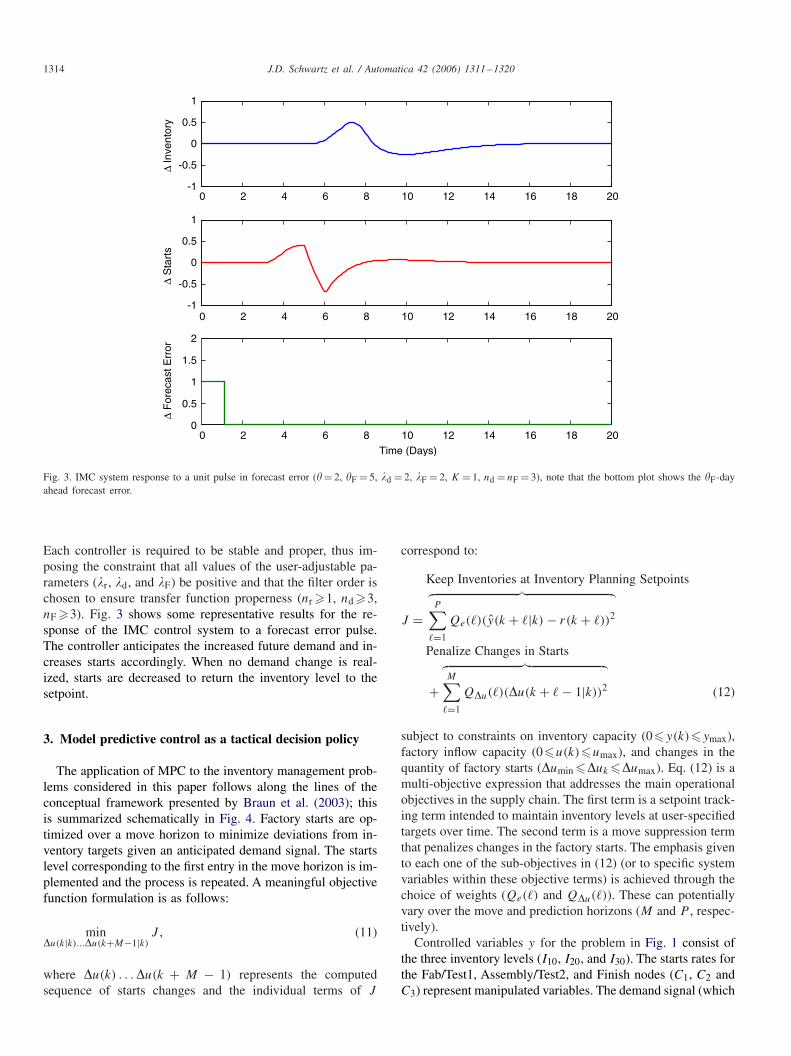
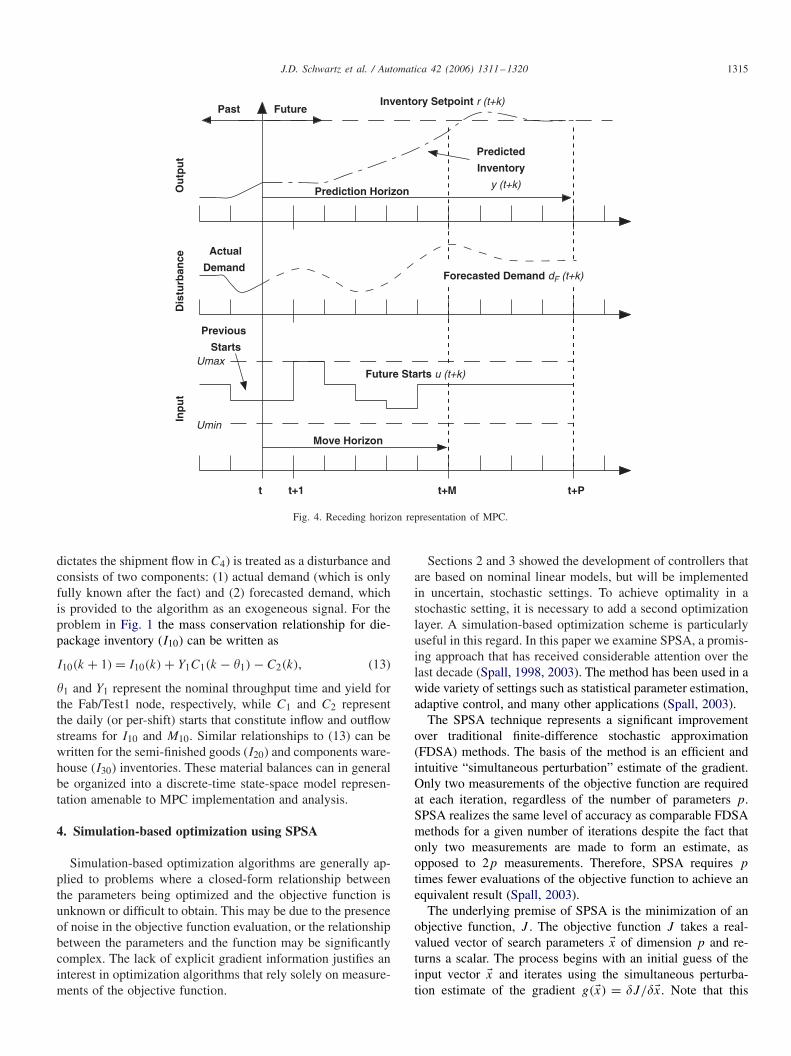
The application of MPC to the inventory management prob-lems considered in this paper follows along the lines of theconceptual framework presented by Braun et al. (2003); thisis summarized schematically in Fig. 4. Factory starts are op-timized over a move horizon to minimize deviations from in-ventory targets given an anticipated demand signal. The startslevel corresponding to the first entry in the move horizon is im-plemented and the process is repeated. A meaningful objectivefunction formulation is as follows:
min�u(k|k)...�u(k+M−1|k)
J , (11)
where �u(k) . . . �u(k + M − 1) represents the computedsequence of starts changes and the individual terms of J
correspond to:
Keep Inventories at Inventory Planning Setpoints
J =︷ ︸︸ ︷P∑
�=1
Qe(�)(y(k + �|k) − r(k + �))2
Penalize Changes in Starts
+︷ ︸︸ ︷M∑
�=1
Q�u(�)(�u(k + � − 1|k))2 (12)
subject to constraints on inventory capacity (0�y(k)�ymax),factory inflow capacity (0�u(k)�umax), and changes in thequantity of factory starts (�umin ��uk ��umax). Eq. (12) is amulti-objective expression that addresses the main operationalobjectives in the supply chain. The first term is a setpoint track-ing term intended to maintain inventory levels at user-specifiedtargets over time. The second term is a move suppression termthat penalizes changes in the factory starts. The emphasis givento each one of the sub-objectives in (12) (or to specific systemvariables within these objective terms) is achieved through thechoice of weights (Qe(�) and Q�u(�)). These can potentiallyvary over the move and prediction horizons (M and P , respec-tively).
Controlled variables y for the problem in Fig. 1 consist ofthe three inventory levels (I10, I20, and I30). The starts rates forthe Fab/Test1, Assembly/Test2, and Finish nodes (C1, C2 andC3) represent manipulated variables. The demand signal (which
J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320 1315
Predicted
Inventory
y (t+k)
Future Starts u (t+k)
Actual
Demand
Previous
Starts
t t+P
Move Horizon
Prediction Horizon
Umax
Umin
Forecasted Demand dF (t+k)
Inventory Setpoint r (t+k)
Dis
turb
ance
Ou
tpu
tIn
pu
t
Past Future
t+Mt+1
Fig. 4. Receding horizon representation of MPC.
dictates the shipment flow in C4) is treated as a disturbance andconsists of two components: (1) actual demand (which is onlyfully known after the fact) and (2) forecasted demand, whichis provided to the algorithm as an exogeneous signal. For theproblem in Fig. 1 the mass conservation relationship for die-package inventory (I10) can be written as
I10(k + 1) = I10(k) + Y1C1(k − �1) − C2(k), (13)
�1 and Y1 represent the nominal throughput time and yield forthe Fab/Test1 node, respectively, while C1 and C2 representthe daily (or per-shift) starts that constitute inflow and outflowstreams for I10 and M10. Similar relationships to (13) can bewritten for the semi-finished goods (I20) and components ware-house (I30) inventories. These material balances can in generalbe organized into a discrete-time state-space model represen-tation amenable to MPC implementation and analysis.
4. Simulation-based optimization using SPSA
Simulation-based optimization algorithms are generally ap-plied to problems where a closed-form relationship betweenthe parameters being optimized and the objective function isunknown or difficult to obtain. This may be due to the presenceof noise in the objective function evaluation, or the relationshipbetween the parameters and the function may be significantlycomplex. The lack of explicit gradient information justifies aninterest in optimization algorithms that rely solely on measure-ments of the objective function.
Sections 2 and 3 showed the development of controllers thatare based on nominal linear models, but will be implementedin uncertain, stochastic settings. To achieve optimality in astochastic setting, it is necessary to add a second optimizationlayer. A simulation-based optimization scheme is particularlyuseful in this regard. In this paper we examine SPSA, a promis-ing approach that has received considerable attention over thelast decade (Spall, 1998, 2003). The method has been used in awide variety of settings such as statistical parameter estimation,adaptive control, and many other applications (Spall, 2003).
The SPSA technique represents a significant improvementover traditional finite-difference stochastic approximation(FDSA) methods. The basis of the method is an efficient andintuitive “simultaneous perturbation” estimate of the gradient.Only two measurements of the objective function are requiredat each iteration, regardless of the number of parameters p.SPSA realizes the same level of accuracy as comparable FDSAmethods for a given number of iterations despite the fact thatonly two measurements are made to form an estimate, asopposed to 2p measurements. Therefore, SPSA requires p
times fewer evaluations of the objective function to achieve anequivalent result (Spall, 2003).
The underlying premise of SPSA is the minimization of anobjective function, J . The objective function J takes a real-valued vector of search parameters �x of dimension p and re-turns a scalar. The process begins with an initial guess of theinput vector �x and iterates using the simultaneous perturba-tion estimate of the gradient g(�x) = �J/��x. Note that this

1316 J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320
formulation is similar to the FDSA algorithm discussed pre-viously, but differs in the nature of the gradient estimate. TheSPSA algorithm consists of the following steps:
(1) Initialize the input vector and gain sequences: An initialguess of the optimal input vector is made (�x0). At this stage,one must also select the coefficients of the gain sequencesak =f (a, �) and ck =f (c, �). These sequences govern thestep size at each iteration and the magnitude of the per-turbation, respectively. Guidelines for generating the gainsequence coefficients a and c are available in the literature(Spall, 1998, 2003). Values for � and � used in the casestudies of the next section (0.602 and 0.101, respectively)were obtained directly from Section III in Spall, 1998.
(2) Generate the perturbation vector: A random perturbationvector (�k) is generated. Each element of the vector isindependently generated using a Bernoulli ±1 distributionwith a probability of 1
2 for each possible outcome.(3) Evaluate the objective function: Two measurements of the
objective function are obtained: J (�xk + ck�k) and J (�xk −ck�k).
(4) Approximate the gradient: The simultaneous perturbationapproximation of the gradient, J (�xk), is determined using
g(�xk) = J (�xk + ck�k) − J (�xk − ck�k)
2ck�k
. (14)
(5) Update the estimate: The standard stochastic approxima-tion form (15) is used to update �xk to �xk+1.
�xk+1 = �xk − akg(�xk). (15)
5. Case studies
In both case studies described in this section we considera financial objective function as the basis for optimizing thedecision policy. Profit is determined according to the objectivefunction
max�x
Profit = Revenue − Productioncost
− Inventorycost − Backordercost, (16)
where (for the MPC case study)
Revenue =Tfinal∑
k=1
�RC4(k), (17)
Productioncost =Tfinal∑
k=1
Nnodes∑
j=1
�CjCj (k), (18)
Inventorycost =Tfinal∑
k=1
Nnodes∑
j=1
�I I10j (k), (19)
Backordercost =Tfinal∑
k=1
�BBackorders(k). (20)
An equivalent objective function is formulated for the con-tinuous time production–inventory system by sampling daily.The search vector �x consists of important system param-eters that could include IMC controller tuning parame-ters (�r, �d, and �F), inventory targets (ri), objective func-tion weights (Qe(�),Q�u(�)), nominal model parameters,prediction horizons, and so forth. The objective functionshown in (16) comprehensively accounts for the produc-tion cost, inventory holding cost, backorder penalty, andrevenue generation via the parameters �C, �I, �B, and �R,respectively.
5.1. Case study 1: tuning a single echelon supply chain
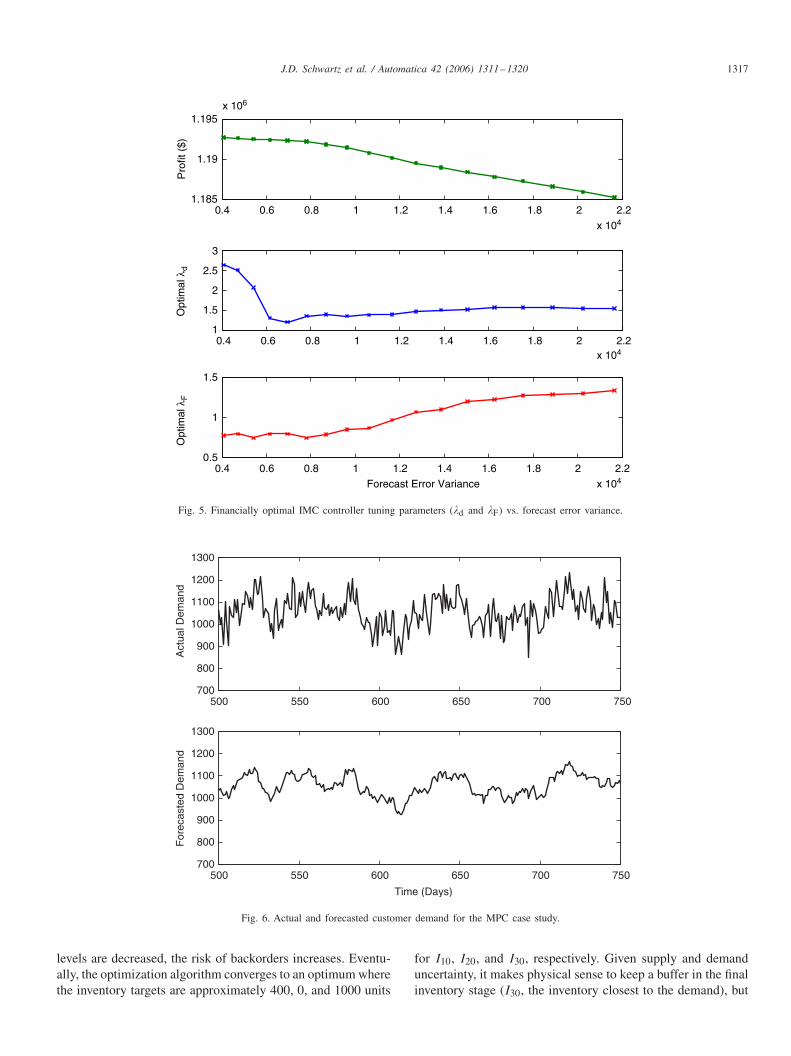
Consider a production–inventory system with deterministicsupply (� = 2, �F = 5, K = 1) and uncertain, autoregressivedemand (generated by filtering a white noise sequence with afirst-order lowpass filter with bandwidth of 1 rad/day). Forecasterror corresponds to a white noise signal. An IMC decisionpolicy as described in Section 2 is developed based on thesenominal values. Weights for the financial objective function are�R = 5, �C1
= 2, �I = 0.1, and �B = 5. Fig. 5 shows optimalvalues of the adjustable-parameters �d and �F for increasingvalues of forecast error variance. When forecast error is low,the feedforward controller can be tuned aggressively, which isreflected in low values of �F. As the amount of forecast errorincreases, the SPSA search indicates that financial optimalityis attained by implementing a more passive feedforward con-troller in conjunction with an increasingly aggressive feedbackcontroller. For high levels of forecast error it is advantageous toact cautiously to forecast information, but be more aggressivewith feedback action.
5.2. Case study 2: optimizing inventory targets and controllertuning in a three echelon supply chain
For the second case study, the SPSA algorithm is applied tothe larger network topology (Nnodes = 3) shown in Fig. 1 sub-ject to a centralized MPC decision policy. The throughput timein M10 varies according to a triangular distribution, with 80%of the output produced after 35 days and the remaining 20%evenly split between days 34 and 36. Throughput times varysimilarly for M20 and M30, with ranges between 5–7 and 1–3days, respectively. Yield rates vary uniformly for each manu-facturing node (95% ± 2% for M10, 98% ± 2% for M20, and99% ± 1% for M30). Stochasticity and uncertainty in demandare considered, as shown in Fig. 6, which shows a demand re-alization from an autoregressive process and its correspondingforecast. The MPC prediction horizon P is 70 days and themove calculation horizon M is 60 days. In all cases, the empha-sis is on meeting the inventory targets equally (Qe(�) = 1) forall channels and elements of the horizon. Weights for the finan-cial objective function are as follows: �R = 40, �C1
= 10, �C2=
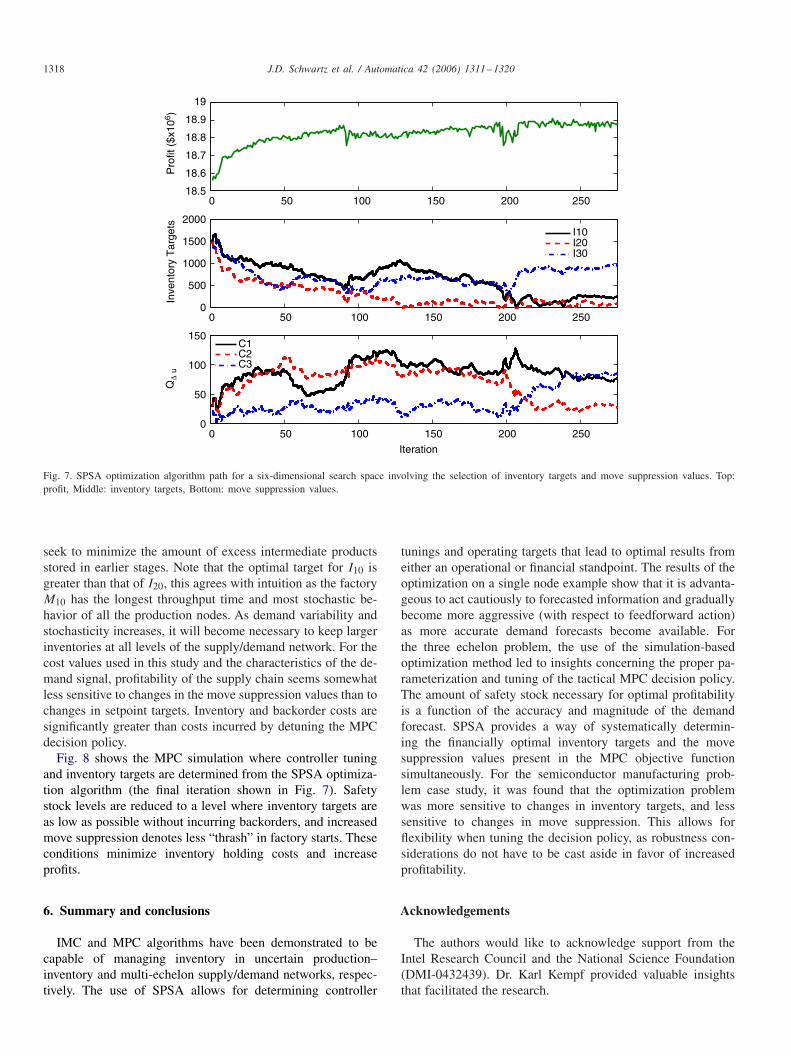
8, �C3= 2, �I = 0.1, and �B = 5. Fig. 7 shows the optimiza-
tion path for the second case study. Initially, the optimizerdrives the inventory targets towards zero. As baseline inventory
J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320 1317
0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 2.2
x 104
1.185
1.19
1.195x 106
Pro
fit (
$)
0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 2.21
1.5
2
2.5
3
Opt
imal
λd
0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 2.20.5
1
1.5
Opt
imal
λF
Forecast Error Variance x 104
x 104
Fig. 5. Financially optimal IMC controller tuning parameters (�d and �F) vs. forecast error variance.
500 550 600 650 700 750700
800
900
1000
1100
1200
1300
Act
ual D
eman
d
500 550 600 650 700 750700
800
900
1000
1100
1200
1300
For
ecas
ted
Dem
and
Time (Days)
Fig. 6. Actual and forecasted customer demand for the MPC case study.
levels are decreased, the risk of backorders increases. Eventu-ally, the optimization algorithm converges to an optimum wherethe inventory targets are approximately 400, 0, and 1000 units
for I10, I20, and I30, respectively. Given supply and demanduncertainty, it makes physical sense to keep a buffer in the finalinventory stage (I30, the inventory closest to the demand), but
1318 J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320
0 50 100 150 200 25018.5
18.6
18.7
18.8
18.9
19
Pro
fit (
$x10
6 )
0 50 100 150 200 2500
500
1000
1500
2000
Inve
ntor
y T
arge
ts
0 50 100 150 200 2500
50
100
150
Q∆
u
Iteration
I10I20I30
C1C2C3
Fig. 7. SPSA optimization algorithm path for a six-dimensional search space involving the selection of inventory targets and move suppression values. Top:profit, Middle: inventory targets, Bottom: move suppression values.
seek to minimize the amount of excess intermediate productsstored in earlier stages. Note that the optimal target for I10 isgreater than that of I20, this agrees with intuition as the factoryM10 has the longest throughput time and most stochastic be-havior of all the production nodes. As demand variability andstochasticity increases, it will become necessary to keep largerinventories at all levels of the supply/demand network. For thecost values used in this study and the characteristics of the de-mand signal, profitability of the supply chain seems somewhatless sensitive to changes in the move suppression values than tochanges in setpoint targets. Inventory and backorder costs aresignificantly greater than costs incurred by detuning the MPCdecision policy.
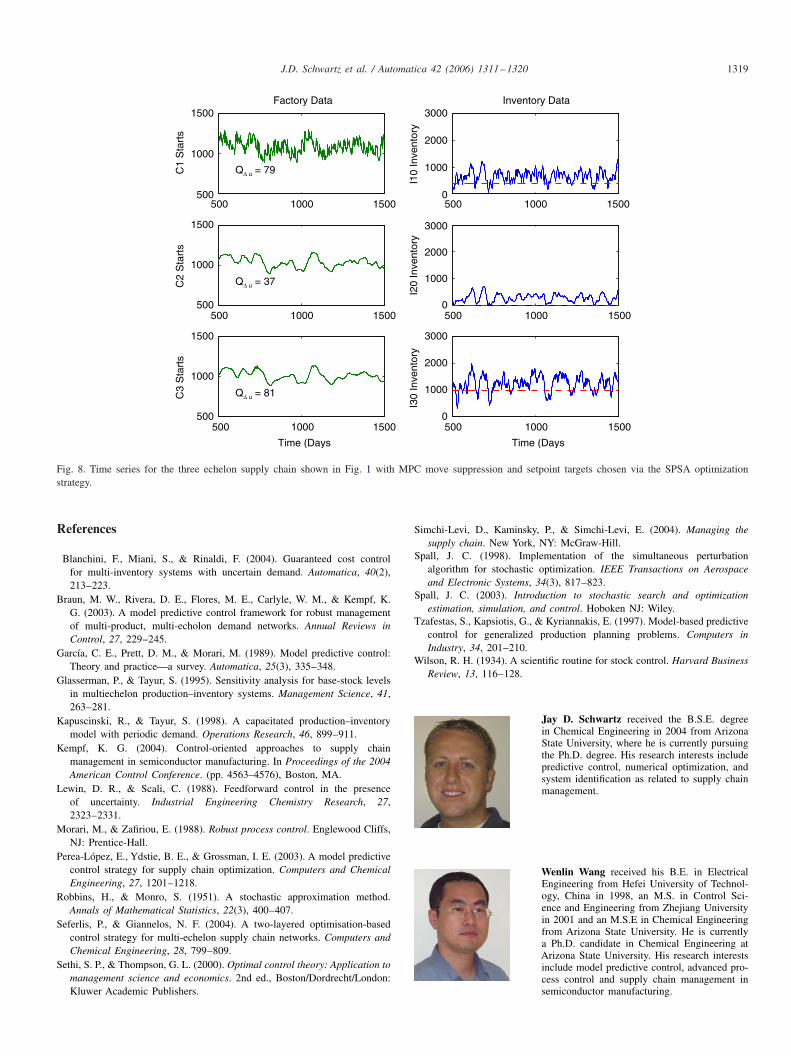
Fig. 8 shows the MPC simulation where controller tuningand inventory targets are determined from the SPSA optimiza-tion algorithm (the final iteration shown in Fig. 7). Safetystock levels are reduced to a level where inventory targets areas low as possible without incurring backorders, and increasedmove suppression denotes less “thrash” in factory starts. Theseconditions minimize inventory holding costs and increaseprofits.
6. Summary and conclusions
IMC and MPC algorithms have been demonstrated to becapable of managing inventory in uncertain production–inventory and multi-echelon supply/demand networks, respec-tively. The use of SPSA allows for determining controller
tunings and operating targets that lead to optimal results fromeither an operational or financial standpoint. The results of theoptimization on a single node example show that it is advanta-geous to act cautiously to forecasted information and graduallybecome more aggressive (with respect to feedforward action)as more accurate demand forecasts become available. Forthe three echelon problem, the use of the simulation-basedoptimization method led to insights concerning the proper pa-rameterization and tuning of the tactical MPC decision policy.The amount of safety stock necessary for optimal profitabilityis a function of the accuracy and magnitude of the demandforecast. SPSA provides a way of systematically determin-ing the financially optimal inventory targets and the movesuppression values present in the MPC objective functionsimultaneously. For the semiconductor manufacturing prob-lem case study, it was found that the optimization problemwas more sensitive to changes in inventory targets, and lesssensitive to changes in move suppression. This allows forflexibility when tuning the decision policy, as robustness con-siderations do not have to be cast aside in favor of increasedprofitability.
Acknowledgements
The authors would like to acknowledge support from theIntel Research Council and the National Science Foundation(DMI-0432439). Dr. Karl Kempf provided valuable insightsthat facilitated the research.
J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320 1319
500 1000 1500500
1000
1500
C1
Sta
rts
Factory Data
Q∆ u = 79
500 1000 15000
1000
2000
3000
I10
Inve
ntor
y
Inventory Data
500 1000 1500500
1000
1500
C2
Sta
rts
Q∆ u = 37
500 1000 15000
1000
2000
3000
I20
Inve
ntor
y500 1000 1500
500
1000
1500
C3
Sta
rts
Q∆ u = 81
Time (Days
500 1000 15000
1000
2000
3000
I30
Inve
ntor
y
Time (Days
Fig. 8. Time series for the three echelon supply chain shown in Fig. 1 with MPC move suppression and setpoint targets chosen via the SPSA optimizationstrategy.
References
Blanchini, F., Miani, S., & Rinaldi, F. (2004). Guaranteed cost controlfor multi-inventory systems with uncertain demand. Automatica, 40(2),213–223.
Braun, M. W., Rivera, D. E., Flores, M. E., Carlyle, W. M., & Kempf, K.G. (2003). A model predictive control framework for robust managementof multi-product, multi-echolon demand networks. Annual Reviews inControl, 27, 229–245.
García, C. E., Prett, D. M., & Morari, M. (1989). Model predictive control:Theory and practice—a survey. Automatica, 25(3), 335–348.
Glasserman, P., & Tayur, S. (1995). Sensitivity analysis for base-stock levelsin multiechelon production–inventory systems. Management Science, 41,263–281.
Kapuscinski, R., & Tayur, S. (1998). A capacitated production–inventorymodel with periodic demand. Operations Research, 46, 899–911.
Kempf, K. G. (2004). Control-oriented approaches to supply chainmanagement in semiconductor manufacturing. In Proceedings of the 2004American Control Conference. (pp. 4563–4576), Boston, MA.
Lewin, D. R., & Scali, C. (1988). Feedforward control in the presenceof uncertainty. Industrial Engineering Chemistry Research, 27,2323–2331.
Morari, M., & Zafiriou, E. (1988). Robust process control. Englewood Cliffs,NJ: Prentice-Hall.
Perea-López, E., Ydstie, B. E., & Grossman, I. E. (2003). A model predictivecontrol strategy for supply chain optimization. Computers and ChemicalEngineering, 27, 1201–1218.
Robbins, H., & Monro, S. (1951). A stochastic approximation method.Annals of Mathematical Statistics, 22(3), 400–407.
Seferlis, P., & Giannelos, N. F. (2004). A two-layered optimisation-basedcontrol strategy for multi-echelon supply chain networks. Computers andChemical Engineering, 28, 799–809.
Sethi, S. P., & Thompson, G. L. (2000). Optimal control theory: Application tomanagement science and economics. 2nd ed., Boston/Dordrecht/London:Kluwer Academic Publishers.
Simchi-Levi, D., Kaminsky, P., & Simchi-Levi, E. (2004). Managing thesupply chain. New York, NY: McGraw-Hill.
Spall, J. C. (1998). Implementation of the simultaneous perturbationalgorithm for stochastic optimization. IEEE Transactions on Aerospaceand Electronic Systems, 34(3), 817–823.
Spall, J. C. (2003). Introduction to stochastic search and optimizationestimation, simulation, and control. Hoboken NJ: Wiley.
Tzafestas, S., Kapsiotis, G., & Kyriannakis, E. (1997). Model-based predictivecontrol for generalized production planning problems. Computers inIndustry, 34, 201–210.
Wilson, R. H. (1934). A scientific routine for stock control. Harvard BusinessReview, 13, 116–128.
Jay D. Schwartz received the B.S.E. degreein Chemical Engineering in 2004 from ArizonaState University, where he is currently pursuingthe Ph.D. degree. His research interests includepredictive control, numerical optimization, andsystem identification as related to supply chainmanagement.
Wenlin Wang received his B.E. in ElectricalEngineering from Hefei University of Technol-ogy, China in 1998, an M.S. in Control Sci-ence and Engineering from Zhejiang Universityin 2001 and an M.S.E in Chemical Engineeringfrom Arizona State University. He is currentlya Ph.D. candidate in Chemical Engineering atArizona State University. His research interestsinclude model predictive control, advanced pro-cess control and supply chain management insemiconductor manufacturing.

1320 J.D. Schwartz et al. / Automatica 42 (2006) 1311–1320
Daniel E. Rivera is Associate Professor in theDepartment of Chemical and Materials Engi-neering at Arizona State University, and Pro-gram Director for the ASU Control SystemsEngineering Laboratory. Prior to joining ASUhe was a member of the Control Systems Sec-tion of Shell Development Company in Houston,Texas. He received his Ph.D. in chemical engi-neering from the California Institute of Technol-ogy and holds B.S. and M.S. degrees from theUniversity of Rochester and the University ofWisconsin-Madison, respectively. He has been
a visiting researcher with the Division of Automatic Control at LinköpingUniversity, Sweden, Honeywell Technology Center in Phoenix, AZ, and theUniversity of St. Cyril and Methodius in Skopje, Macedonia. His research
interests include the topics of system identification, robust process control,and the application of control ideas to “non-traditional” problems such asinventory management in enterprise systems and adaptive interventions inbehavioral health.Dr. Rivera is a member of the IFAC Technical Committee in Modeling, Iden-tification and Signal Processing and is also an Associate Editor for the IEEETransactions in Control Systems Technology and the IEEE Control SystemsMagazine. He is the recipient of the 1994–1995 Outstanding UndergraduateEducator Award by the ASU student chapter of AIChE and the 1997–1998Teaching Excellence Award from the ASU College of Engineering and Ap-plied Sciences.
Related Documents











