SilicaStyreneButadiene Rubber Filled Hybrid Composites: Experimental Characterization and Modeling VINAY KUMAR SINGH AND PRAKASH CHANDRA GOPE* Mechanical Engineering Department, College of Technology, G. B. Pant University of Agriculture & Technology, Pantnagar-263145 U.S. Nagar, Uttarakhand, India ABSTRACT: The mechanical behavior of epoxy matrix composites filled with nanosized silica particles and styrenebutadiene rubber is discussed. Scanning electron microscopy analysis and tensile test carried out at different crosshead speeds on the silicastyrenebutadiene rubber epoxy nanocomposites indicated the absence of particle aggregation and a reinforcing effect in terms of increased elastic modulus, yield, and ultimate strength. The results of wear test in pin-on-disc mode and hardness test on Rockwell R scale showed that the nanosized silica particles could improve the wear resistance of the epoxy matrix even though the content of the filler is at a relatively low level (1.02.0 wt%). This makes it possible to develop novel type of epoxy-based material with improved wear resistance for various applications. About 4070% increase in impact strength has been noticed due to addition of 0.51.5 wt% of styrenebutadiene rubber in 1.0 wt% silica-filled epoxy compos- ite. A good correlation between mechanical properties and weight contents of the filler materials, hardness and ultimate strength, and hardness and wear rate has been observed. KEY WORDS: silica particle, styrenebutadiene rubber, mechanical behavior, impact behavior, hardness testing. INTRODUCTION C OMPOSITE MATERIALS ARE engineering materials made from two or more constit- uent materials with significantly different physical or chemical properties, which remain separate and distinct on a macroscopic level within the finished structure. Most commercially produced composites use a polymer matrix material often called a resin solution. There are many different polymers available depending upon the starting raw ingredients. The reinforcement or filler materials are fibers or inorganic particles of micron size to nanosize. Fillers are particles added to the material to lower the consumption of more expensive material and to improve the mechanical properties of the resulting material. Organicinorganic hybrid composite materials are very important for their extraordinary properties such as mechanical, thermal, electrical, and magnetic as *Author to whom correspondence should be addressed. E-mail: [email protected] Figures 1, 6 and 8 appear in color online: http://jrp.sagepub.com Journal of REINFORCED PLASTICS AND COMPOSITES, Vol. 29, No. 16/2010 2450 0731-6844/10/16 245019 $10.00/0 DOI: 10.1177/0731684409355722 ß The Author(s), 2010. Reprints and permissions: http://www.sagepub.co.uk/journalsPermissions.nav

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Silica�Styrene�Butadiene Rubber FilledHybrid Composites: ExperimentalCharacterization and Modeling
VINAY KUMAR SINGH AND PRAKASH CHANDRA GOPE*
Mechanical Engineering Department, College of Technology,G. B. Pant University of Agriculture & Technology, Pantnagar-263145
U.S. Nagar, Uttarakhand, India
ABSTRACT: The mechanical behavior of epoxy matrix composites filled with nanosized silicaparticles and styrene�butadiene rubber is discussed. Scanning electron microscopy analysis andtensile test carried out at different crosshead speeds on the silica�styrene�butadiene rubber epoxynanocomposites indicated the absence of particle aggregation and a reinforcing effect in terms ofincreased elastic modulus, yield, and ultimate strength. The results of wear test in pin-on-disc modeand hardness test on Rockwell R scale showed that the nanosized silica particles could improve thewear resistance of the epoxy matrix even though the content of the filler is at a relatively low level(1.0�2.0wt%). This makes it possible to develop novel type of epoxy-based material with improvedwear resistance for various applications. About 40�70% increase in impact strength has been noticeddue to addition of 0.5�1.5wt% of styrene�butadiene rubber in 1.0wt% silica-filled epoxy compos-ite. A good correlation between mechanical properties and weight contents of the filler materials,hardness and ultimate strength, and hardness and wear rate has been observed.
KEY WORDS: silica particle, styrene�butadiene rubber, mechanical behavior, impact behavior,hardness testing.
INTRODUCTION
COMPOSITE MATERIALS ARE engineering materials made from two or more constit-uent materials with significantly different physical or chemical properties, which
remain separate and distinct on a macroscopic level within the finished structure. Mostcommercially produced composites use a polymer matrix material often called a resinsolution. There are many different polymers available depending upon the starting rawingredients. The reinforcement or filler materials are fibers or inorganic particles of micronsize to nanosize. Fillers are particles added to the material to lower the consumption ofmore expensive material and to improve the mechanical properties of the resultingmaterial. Organic�inorganic hybrid composite materials are very important for theirextraordinary properties such as mechanical, thermal, electrical, and magnetic as
*Author to whom correspondence should be addressed. E-mail: [email protected]
Figures 1, 6 and 8 appear in color online: http://jrp.sagepub.com
Journal of REINFORCED PLASTICS AND COMPOSITES, Vol. 29, No. 16/2010 2450
0731-6844/10/16 2450�19 $10.00/0 DOI: 10.1177/0731684409355722� The Author(s), 2010. Reprints and permissions:http://www.sagepub.co.uk/journalsPermissions.nav
compared to the pure organic polymers that arise from the synergism between the proper-ties of the respective components. Inorganic particulate-filled epoxy matrix compositeshave been extensively studied during the last two decades due to their increasing applica-tions in coatings, electronic packaging and dental restoratives [1,2]. The particles in thesecomposites are generally of micrometer size. Nowadays, use of nanoparticles as fillers inepoxy matrix composite is attracting a great deal of attention from material scientists,technologists, and industrialists [3,4].
Epoxy resins being a good solvent are widely used in industrial applications because oftheir high mechanical and adhesion characteristics and chemical resistance together withtheir curability in a wide range of temperatures without the emission of volatile bypro-ducts. The properties of epoxy-based organic�inorganic filled composites can be finelytuned by an appropriate choice of the structures of both epoxy pre-polymer and hardenerand type and amount of inorganic filler. Several approaches have been proposed for theincorporation of inorganic structures into organic polymers on a nanoscale: formation ofinterpenetrating networks, incorporation of metals and metals complexes in polymersby coordination interactions, intercalation of 2D layered materials or 3Dframeworks (zeolites, molecular sieves, etc.), and incorporation of inorganic particlesand clusters.
As already said, the use of inorganic nanoparticles can be particularly interesting,thanks to their easy applicability to the common processing techniques used forepoxy-based conventional composites. In fact, micrometer-sized inorganic particles arecurrently widely used for the reinforcement of epoxy matrices to lower shrinkage oncuring and thermal expansion coefficients, to improve thermal conductivity, and tomeet mechanical requirements. The final properties of the composite material areaffected by several factors, such as intrinsic characteristics of each component, the content,the shape and the dimension of fillers, and the nature of the interface [5]. Strong interfacesbetween matrix and filler are needed to achieve high performances, taking into accountthat the load applied on the composites is mainly transferred to the fillers via the interface.To enhance the properties, smaller size and a larger amount of fillers are required,and in this respect the use of submicron particles can lead to a significant improvementof the mechanical properties of the composite materials. In the last decade, a lot ofwork has been carried out in the field of preparation of submicron inorganic particles [6]leading to the possibility of preparing composites reinforced with nanofillers.
Silica is one of the most applied fillers in polymer composites. Epoxy resin reinforcedwith silica particles having submicron dimensions represents one of the most studiedsystems. Already published results [7�17] evidenced that well-dispersed silica nanoparticlescan effectively enhance the comprehensive properties of epoxy-based nanocomposites,which are unique and different from any other current conventional microcompositewith typical filler amounts of less than 5wt%. Various investigators reported that mechan-ical properties of silica particle/polymer nanocomposites are significantly enhanced even atvery low particle volume fraction [14�16].
The reduction of cost of the composite material is the other prime important factor.Rubbers have a low price and attractive structural features such as elasticity.The addition of rubber to the base polymer such as resin enhances some of the mechanicalproperties. In most elastic materials, such as metals, the elastic behavior is caused bybond distortions. When force is applied, bond lengths deviate from the (minimumenergy) equilibrium and strain energy is stored electro-statically. Rubber is oftenassumed to behave in the same way. Also, rubber is available in different forms based
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2451

on the origin, natural or synthetic. Styrene rubber (GR-S or Buna-S) is probably themost important type of synthetic rubber, which is produced by copolymerization ofbutadiene; CH2¼CH�CH¼CH2 (about 75wt%) and styrene, C6H5CH�CH2
(about 25wt%).Styrene rubber resembles natural rubber in processing characterization as well as quality
of finished product. It possesses outstanding properties such as high abrasion resistance,high load-bearing capacity, and resilience. Use of styrene�butadiene rubber (SBR) assecondary binding material may enhance the mechanical properties and reduce the overallcost of the material. It has been reported that silica particles disperses uniformly within therubber matrix [17,18] and enhances the mechanical properties of the hybrid compositesignificantly. The interaction between the rubber and the filler has been studied to deter-mine the effects on failure of the compounds by many researchers [19�23]. Upon anapplied load the rubber must bear the total strain; however, the local strain within therubber phase is greater than the global strain attained by the system. This differencebetween the local and the global strains is termed the strain amplification factor. Thisaspect of the material is studied by stressing it at different crosshead speeds. The interac-tion between the rubber and the filler affects the quasi-static properties of the compoundsas well as the fatigue life. Inclusion of filler like silica into rubber and epoxy resin com-pounds serves to increase the modulus of the compound as well as hinder crack propaga-tion. This reduction in the crack propagation occurs because of localized crystallizationoccurring in the compound due to regions of highly constrained polymer. These regionsoccur near the crack tip as well as in regions of high constraint due to the filler particlessuch as silica. Hence, appropriate proportion of silica�rubber mixed into the epoxy resinmay increase the static as well as dynamic and fatigue properties of the hybrid composites.Keeping view of the above, the preset investigation is aimed with the objectives to developa hybrid composite material containing different percentage of nanosized silica particleand SBR in an epoxy resin matrix.
EXPERIMENTAL
Materials
Epoxy resin (CY 230), hardener (HY 951), silica particle, and SBR were used as receivedwithout further purification. Commercial epoxy resin CY 230 and hardener HY 951 weresupplied by M/s Petro Araldite Pvt. Limited, Chennai, India and silica particle and SBRwere supplied by M/s Insilco Limited, Gajraula, (Degussa Group) and M/s Taj Resins Pvt.Limited, New Delhi, India, respectively.
Preparation of Nanocomposites
Different mixtures of silica particles (particle content of 1 and 2wt%), SBR (0.25, 0.5,1.0, and 1.5wt%), and epoxy resin were prepared by mechanical stirring at 3000 rpm. Thesolution obtained by mixing silica particle and SBR in resin was kept in the furnace at atemperature of 90±10�C for 2 h [24]. At an interval of 30min, the solutions were takenout from the furnace and remixed by mechanical stirrer at same speed. The solution of
2452 V.K. SINGH AND P.C. GOPE

SBR is prepared by solvent benzene before mixing it with the epoxy resin. The residue of
the benzene is removed by the process of evaporation.After 2 h the whole solution was taken out and allowed to cool to a temperature of 45�C.
When a temperature of 45�C was attained the hardener HY-951 (8wt%) was mixed imme-
diately [24]. Due to addition of hardener high viscous solution was obtained, which was
again mixed mechanically at high speed by the mechanical stirrer. The viscous solution so
obtained was poured into different moulds for sample preparation for tensile, wear, hard-
ness, and impact testing. All samples were prepared according to the ASTM standards or
machine specifications.
CHARACTERIZATION OF COMPOSITES
The specimens were silver-coated and examined by scanning electron microscopy (SEM)
using a LEO435V6 instrument. The accelerating voltage was kept 20 kV.The state of dispersion of nanoparticles into the resin matrix plays a significant role on
the improvement of mechanical properties of the composite. Figure 1 shows good disper-
sion of silica particle in the resin matrix. It is seen from the figure that silica particles are
well dispersed in the epoxy resin matrix in a preferred orientation. The absence of any
voids around the particle indicates a good adhesion between silica particle and epoxy
matrix. The concentrations of silica particles are also seen in the figure. From the above
figure it is evidenced that there is no chemical reaction between silica-rubber and epoxy
resin. It is estimated from the observations that the average size of the silica nanoparticles
is 130 nm±12nm.
Figure 1. Scanning electron micrograph for 2 wt% silica reinforced composite material at magnification10,000X.
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2453
MECHANICAL PROPERTIES
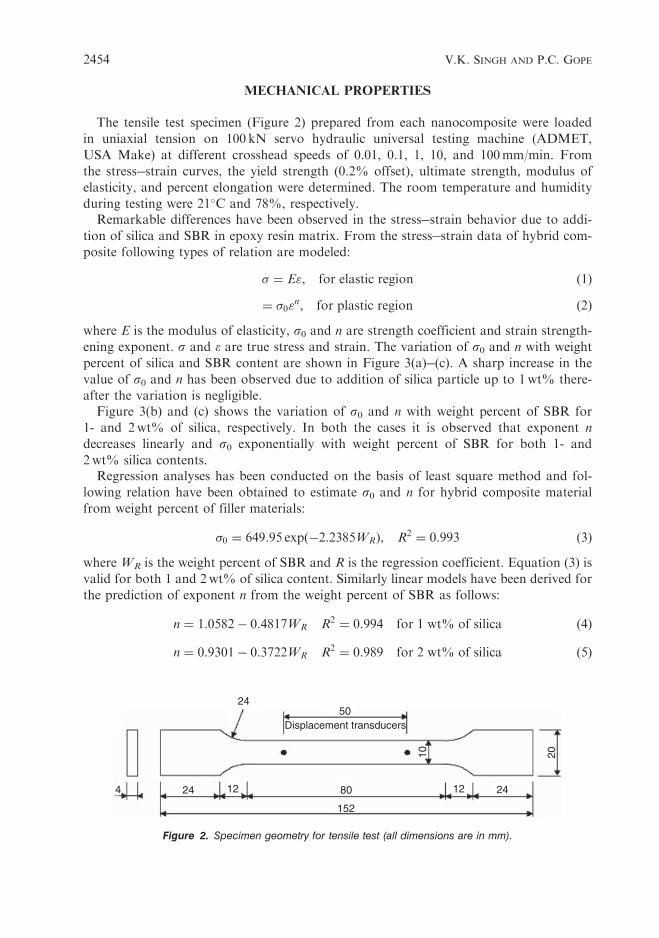
The tensile test specimen (Figure 2) prepared from each nanocomposite were loaded
in uniaxial tension on 100 kN servo hydraulic universal testing machine (ADMET,
USA Make) at different crosshead speeds of 0.01, 0.1, 1, 10, and 100mm/min. From
the stress�strain curves, the yield strength (0.2% offset), ultimate strength, modulus of
elasticity, and percent elongation were determined. The room temperature and humidity
during testing were 21�C and 78%, respectively.Remarkable differences have been observed in the stress�strain behavior due to addi-
tion of silica and SBR in epoxy resin matrix. From the stress�strain data of hybrid com-
posite following types of relation are modeled:
� ¼ E", for elastic region ð1Þ
¼ �0"n, for plastic region ð2Þ
where E is the modulus of elasticity, r0 and n are strength coefficient and strain strength-
ening exponent. r and e are true stress and strain. The variation of r0 and n with weight
percent of silica and SBR content are shown in Figure 3(a)�(c). A sharp increase in the
value of r0 and n has been observed due to addition of silica particle up to 1wt% there-
after the variation is negligible.Figure 3(b) and (c) shows the variation of r0 and n with weight percent of SBR for
1- and 2wt% of silica, respectively. In both the cases it is observed that exponent n
decreases linearly and r0 exponentially with weight percent of SBR for both 1- and
2wt% silica contents.Regression analyses has been conducted on the basis of least square method and fol-
lowing relation have been obtained to estimate r0 and n for hybrid composite material
from weight percent of filler materials:
�0 ¼ 649:95 expð�2:2385WRÞ, R2 ¼ 0:993 ð3Þ
where WR is the weight percent of SBR and R is the regression coefficient. Equation (3) is
valid for both 1 and 2wt% of silica content. Similarly linear models have been derived for
the prediction of exponent n from the weight percent of SBR as follows:
n ¼ 1:0582� 0:4817WR R2 ¼ 0:994 for 1 wt% of silica ð4Þ
n ¼ 0:9301� 0:3722WR R2 ¼ 0:989 for 2 wt% of silica ð5Þ
2450
Displacement transducers
24 124 80
152
12 24
10 20
Figure 2. Specimen geometry for tensile test (all dimensions are in mm).
2454 V.K. SINGH AND P.C. GOPE

1
10
100
1000(a)
(b)
(c)
2Silica (wt%)
s 0 (
MP
a)s 0
(M
Pa)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
n
so
n
1
10
100
1000
1.4
Rubber (wt%)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
n
s0
n
0 0.5 1 1.5
0.0 0.2 0.4 0.6 0.8 1.0 1.2
1
10
100
1000
1.4
Rubber (wt%)
s 0 (
MP
a)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
n
s0
n
0.0 0.2 0.4 0.6 0.8 1.0 1.2
Figure 3. (a) Effect of silica (wt%) on r0 and n at 0.1 mm/min crosshead speed. (b) Effect of SBR (wt%) on r0
and n for 1.0 wt% of silica at 0.1 mm/min crosshead speed. (c) Effect of SBR (wt%) on r0 and n for 2 wt% ofsilica at 0.1 mm/min crosshead speed.
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2455

Tensile Properties
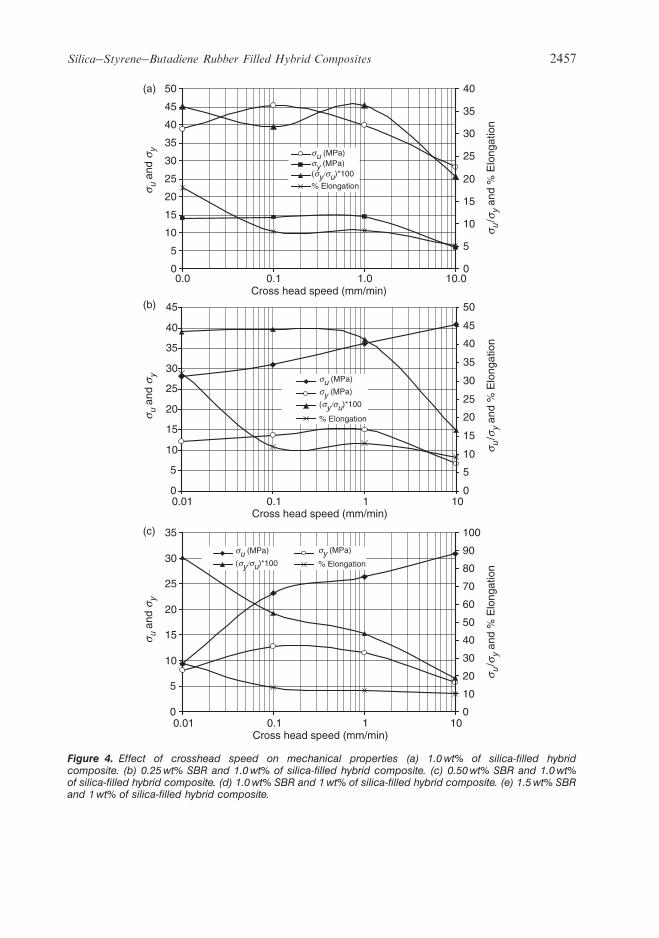
Figure 4(a)�(e) shows the effect of crosshead speed on strengths and percentage elon-gation for different composite material containing 1.0wt% silica with 0.25, 0.50, 1.0, and1.5wt% of SBR. Figure 4(a) indicates that beyond the crosshead speed of 0.1mm/min,there is continuous decrease in strengths whereas there is a little change in elongation.It indicates that there is no loss of ductility. Figure 4(c)�(e) indicates that at small cross-head speed of about 0.01mm/min both yield and ultimate tensile strength seems to besame for the materials with excess of 0.50wt% SBR. It is also seen from Figure 4 thatultimate tensile strength increases where as yield strength decreases with increase in cross-head speed, beyond the crosshead speed of 0.01mm/min. This indicates that there isdecrease in yield strength due to addition of SBR in silica hybrid composite material,and the material is expected to behave less elastically throughout practically its entirestrength range under higher crosshead speed condition, whereas sharp increase in ultimatestrength, the hybrid material containing silica and SBR are expected to behave plasticallythroughout its entire strength range under higher crosshead speed. Hence, it can beconcluded that silica�styrene�butadiene rubber mixed hybrid composite has decreasedelastic region and higher ductility, a higher plastic region as compared to base material.However, for all combination of the silica and SBR, the percentage elongations remainsame, indicating no loss of ductility throughout the entire strength range under differentcrosshead speed conditions.
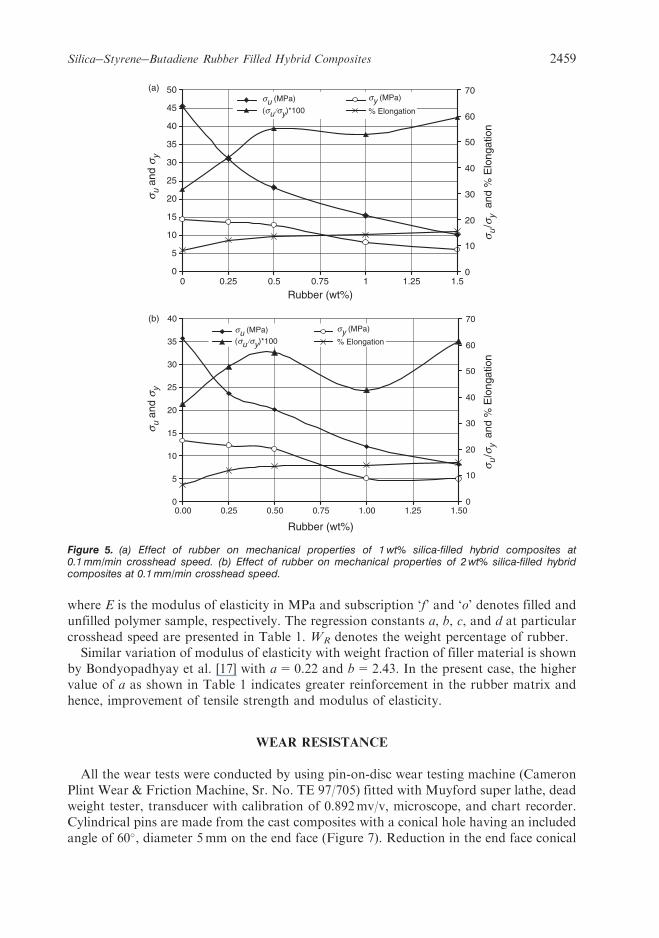
Figure 5(a) and (b) shows the effect of weight percentage of SBR on the strength andpercentage elongation of the hybrid composite material at 0.1mm/min crosshead speed.Figures indicate that strength decreases continuously as the weight percentage of SBRincreases. At higher weight percentage of SBR i.e., 1.5wt% of rubber the yield strength isapproximately very close to the value of ultimate tensile strength. Similar behavior hasbeen observed with 2wt% silica and different weight percent of SBR. From Figure 5(a)and (b) it can be concluded that with higher weight percentage of SBR, the hybrid com-posite material may behave elastically throughout the strength, but the strength capacitydecreases three times than that of without SBR.
From the results, remarkable differences can be seen on the ultimate tensile strength ofthe hybrid composite material having different weight percent of SBR and silica tested atdifferent crosshead speeds. It can be noticed from the results that for all specimens con-taining 1.0wt% silica, the ultimate tensile strength is highest among the other compositionreported in the work at lower crosshead speeds ( _"5 1 mm/min). About 25% increase inultimate tensile strength due to addition of 1.0wt% of silica has been noticed as comparedto pure epoxy for all the crosshead speeds _"5 1 mm/min. Further addition of silica on theepoxy resin decreases the ultimate tensile strength of the hybrid composite. Similar obser-vations have been noticed for yield strength and modulus of elasticity. About 1.6 timesincrease in modulus of elasticity has been observed due to addition of 1.0wt% of silica at0.1mm/min crosshead speed. Further addition of the silica particle decreases the modulusof elasticity but is higher than the neat epoxy material. About 1.4 times increase inmodulus of elasticity is noticed with 2.0wt% of silica. Yield strength also increases withaddition of silica content in the composite material. About 1.36 and 1.27 times increase inyield strength has been observed on addition of 1.0 and 2.0wt% of silica, respectively atthe lower crosshead speed of 0.1mm/min. At crosshead speed above 1mm/min,yield strength and ultimate tensile strength decreases drastically. About 50% decreasein ultimate tensile strength has been recorded at 10mm/min crosshead speed for
2456 V.K. SINGH AND P.C. GOPE
0
5
10
15
20
25
30
35
40
45
50(a)
(b)
(c)
10.0Cross head speed (mm/min)
s u a
nd s
ys u
and
sy
s u a
nd s
y
0
5
10
15
20
25
30
35
40
s u/s
y an
d %
Elo
ngat
ion
s u/s
y an
d %
Elo
ngat
ion
s u/s
y an
d %
Elo
ngat
ion
su (MPa)sy (MPa)(sy/su)*100
% Elongation
0
5
10
15
20
25
30
35
40
45
Cross head speed (mm/min)
0
5
10
15
20
25
30
35
40
45
50
0
5
10
15
20
25
30
35
Cross head speed (mm/min)
0
10
20
30
40
50
60
70
80
90
100
0.0 0.1
0.1
1.0
1 100.01
0.1 1 100.01
su (MPa)
su (MPa)
sy (MPa)
sy (MPa)
(sy/su)*100
(sy/su)*100
% Elongation
% Elongation
Figure 4. Effect of crosshead speed on mechanical properties (a) 1.0 wt% of silica-filled hybridcomposite. (b) 0.25 wt% SBR and 1.0 wt% of silica-filled hybrid composite. (c) 0.50 wt% SBR and 1.0 wt%of silica-filled hybrid composite. (d) 1.0 wt% SBR and 1 wt% of silica-filled hybrid composite. (e) 1.5 wt% SBRand 1 wt% of silica-filled hybrid composite.
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2457
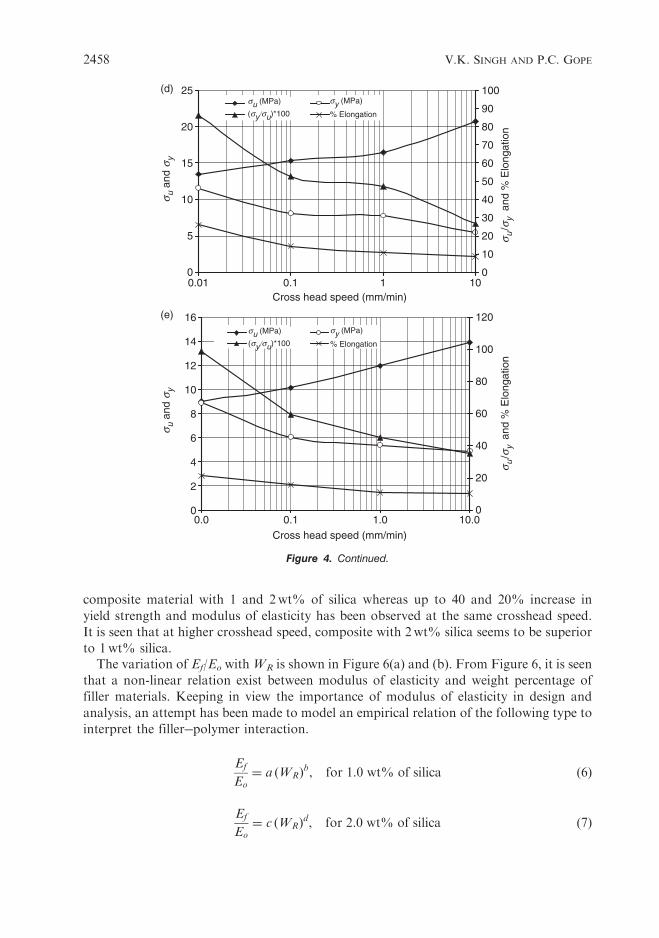
composite material with 1 and 2wt% of silica whereas up to 40 and 20% increase in
yield strength and modulus of elasticity has been observed at the same crosshead speed.
It is seen that at higher crosshead speed, composite with 2wt% silica seems to be superior
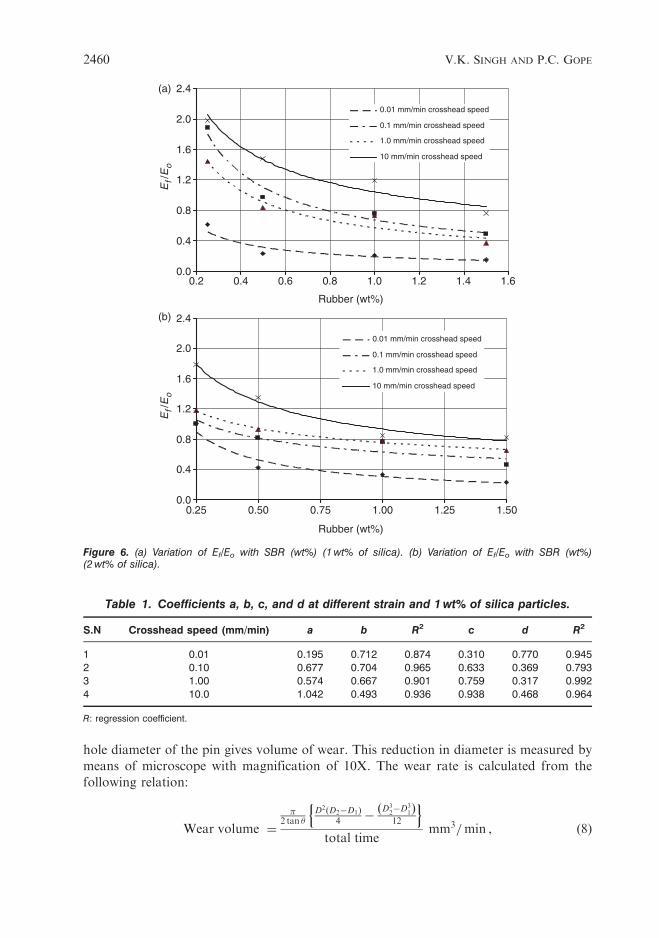
to 1wt% silica.The variation of Ef/Eo withWR is shown in Figure 6(a) and (b). From Figure 6, it is seen
that a non-linear relation exist between modulus of elasticity and weight percentage of
filler materials. Keeping in view the importance of modulus of elasticity in design and
analysis, an attempt has been made to model an empirical relation of the following type to
interpret the filler�polymer interaction.
Ef
Eo¼ a ðWRÞ
b, for 1:0 wt% of silica ð6Þ
Ef
Eo¼ c ðWRÞ
d, for 2:0 wt% of silica ð7Þ
(d)
(e)
s u a
nd s
ys u
and
sy
s u/s
y a
nd %
Elo
ngat
ion
s u/s
y a
nd %
Elo
ngat
ion
10.00.0 0.1 1.0
0.1 1 100.010
5
10
15
20
25
Cross head speed (mm/min)
0
10
20
30
40
50
60
70
80
90
100
0
2
4
6
8
10
12
14
16
Cross head speed (mm/min)
0
20
40
60
80
100
120
su (MPa) sy (MPa)
(sy/su)*100 % Elongation
su (MPa) sy (MPa)
(sy/su)*100 % Elongation
Figure 4. Continued.
2458 V.K. SINGH AND P.C. GOPE
where E is the modulus of elasticity in MPa and subscription ‘f’ and ‘o’ denotes filled andunfilled polymer sample, respectively. The regression constants a, b, c, and d at particularcrosshead speed are presented in Table 1. WR denotes the weight percentage of rubber.
Similar variation of modulus of elasticity with weight fraction of filler material is shownby Bondyopadhyay et al. [17] with a=0.22 and b=2.43. In the present case, the highervalue of a as shown in Table 1 indicates greater reinforcement in the rubber matrix andhence, improvement of tensile strength and modulus of elasticity.
WEAR RESISTANCE
All the wear tests were conducted by using pin-on-disc wear testing machine (CameronPlint Wear & Friction Machine, Sr. No. TE 97/705) fitted with Muyford super lathe, deadweight tester, transducer with calibration of 0.892mv/v, microscope, and chart recorder.Cylindrical pins are made from the cast composites with a conical hole having an includedangle of 60�, diameter 5mm on the end face (Figure 7). Reduction in the end face conical
0
5
10
15
20
25
30
35
40
45
50(a)
(b)
1.5
Rubber (wt%)
0
10
20
30
40
50
60
70
0
5
10
15
20
25
30
35
40
1.50
Rubber (wt%)
0
10
20
30
40
50
60
70
s u a
nd s
ys u
and
sy
su (MPa) sy (MPa)
su (MPa) sy (MPa)
(su/sy)*100 % Elongation
(su/sy)*100 % Elongation
s u/s
y a
nd %
Elo
ngat
ion
s u/s
y a
nd %
Elo
ngat
ion
0 0.25 0.5 0.75 1 1.25
0.00 0.25 0.50 0.75 1.00 1.25
Figure 5. (a) Effect of rubber on mechanical properties of 1 wt% silica-filled hybrid composites at0.1 mm/min crosshead speed. (b) Effect of rubber on mechanical properties of 2 wt% silica-filled hybridcomposites at 0.1 mm/min crosshead speed.
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2459
hole diameter of the pin gives volume of wear. This reduction in diameter is measured by
means of microscope with magnification of 10X. The wear rate is calculated from the
following relation:
Wear volume ¼
�2 tan �
D2 D2�D1ð Þ
4 �D3
2�D3
1ð Þ12
n o
total timemm3=min , ð8Þ
0.0
0.4
0.8
1.2
1.6
2.0
2.4(a)
(b)
Rubber (wt%)
Ef/
Eo
0.01 mm/min crosshead speed
0.1 mm/min crosshead speed
1.0 mm/min crosshead speed
10 mm/min crosshead speed
0.0
0.4
0.8
1.2
1.6
2.0
2.4
1.50
Rubber (wt%)
Ef/
Eo
0.01 mm/min crosshead speed
0.1 mm/min crosshead speed
1.0 mm/min crosshead speed
10 mm/min crosshead speed
0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6
0.25 0.50 0.75 1.00 1.25
Figure 6. (a) Variation of Ef/Eo with SBR (wt%) (1 wt% of silica). (b) Variation of Ef/Eo with SBR (wt%)(2 wt% of silica).
Table 1. Coefficients a, b, c, and d at different strain and 1 wt% of silica particles.
S.N Crosshead speed (mm/min) a b R2 c d R2
1 0.01 0.195 0.712 0.874 0.310 0.770 0.9452 0.10 0.677 0.704 0.965 0.633 0.369 0.7933 1.00 0.574 0.667 0.901 0.759 0.317 0.9924 10.0 1.042 0.493 0.936 0.938 0.468 0.964
R: regression coefficient.
2460 V.K. SINGH AND P.C. GOPE
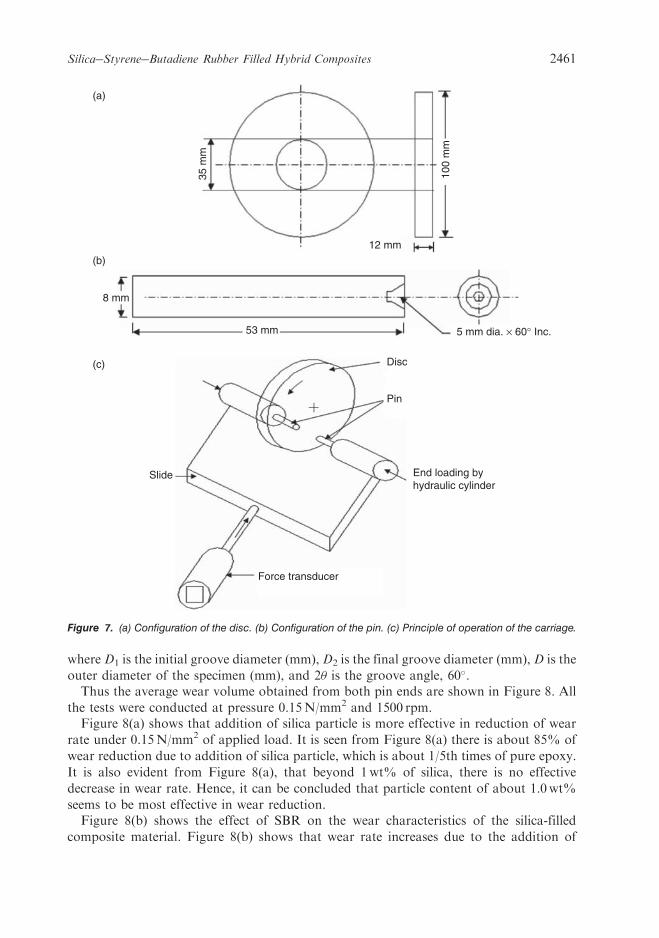
where D1 is the initial groove diameter (mm), D2 is the final groove diameter (mm), D is the
outer diameter of the specimen (mm), and 2� is the groove angle, 60�.Thus the average wear volume obtained from both pin ends are shown in Figure 8. All
the tests were conducted at pressure 0.15N/mm2 and 1500 rpm.Figure 8(a) shows that addition of silica particle is more effective in reduction of wear
rate under 0.15N/mm2 of applied load. It is seen from Figure 8(a) there is about 85% of
wear reduction due to addition of silica particle, which is about 1/5th times of pure epoxy.
It is also evident from Figure 8(a), that beyond 1wt% of silica, there is no effective
decrease in wear rate. Hence, it can be concluded that particle content of about 1.0wt%
seems to be most effective in wear reduction.Figure 8(b) shows the effect of SBR on the wear characteristics of the silica-filled
composite material. Figure 8(b) shows that wear rate increases due to the addition of
35 m
m
100
mm
12 mm
53 mm
8 mm
(a)
(b)
(c)
Slide
Force transducer
Pin
Disc
End loading byhydraulic cylinder
5 mm dia. × 60° Inc.
Figure 7. (a) Configuration of the disc. (b) Configuration of the pin. (c) Principle of operation of the carriage.
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2461
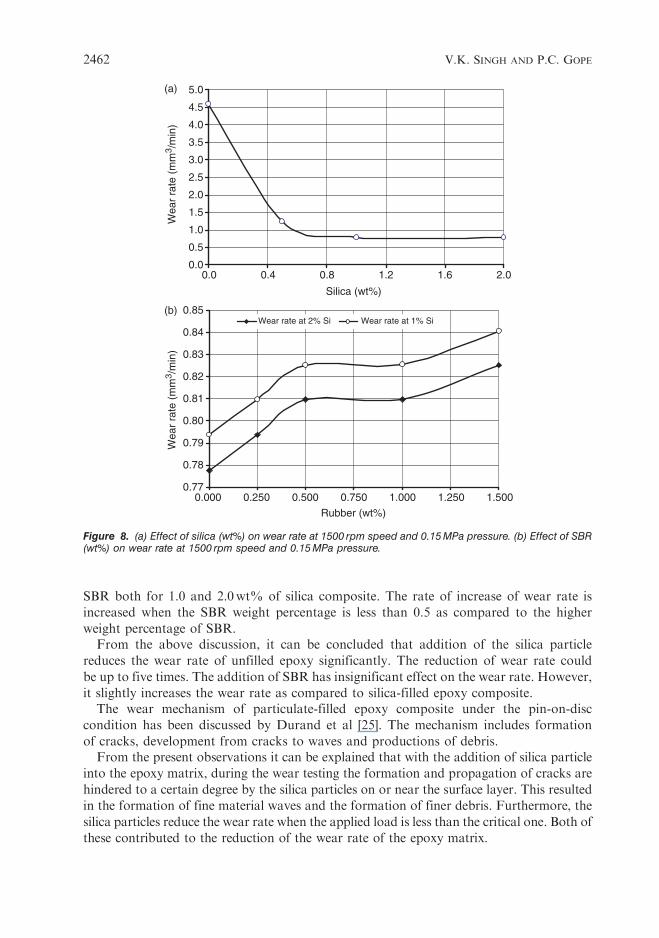
SBR both for 1.0 and 2.0wt% of silica composite. The rate of increase of wear rate isincreased when the SBR weight percentage is less than 0.5 as compared to the higher
weight percentage of SBR.From the above discussion, it can be concluded that addition of the silica particle
reduces the wear rate of unfilled epoxy significantly. The reduction of wear rate could
be up to five times. The addition of SBR has insignificant effect on the wear rate. However,it slightly increases the wear rate as compared to silica-filled epoxy composite.
The wear mechanism of particulate-filled epoxy composite under the pin-on-disccondition has been discussed by Durand et al [25]. The mechanism includes formation
of cracks, development from cracks to waves and productions of debris.From the present observations it can be explained that with the addition of silica particle
into the epoxy matrix, during the wear testing the formation and propagation of cracks are
hindered to a certain degree by the silica particles on or near the surface layer. This resultedin the formation of fine material waves and the formation of finer debris. Furthermore, the
silica particles reduce the wear rate when the applied load is less than the critical one. Both ofthese contributed to the reduction of the wear rate of the epoxy matrix.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0(a)
(b)
2.0
Silica (wt%)
Wea
r ra
te (
mm
3 /m
in)
0.77
0.78
0.79
0.80
0.81
0.82
0.83
0.84
0.85
1.500
Rubber (wt%)
Wea
r ra
te (
mm
3 /m
in)
Wear rate at 2% Si Wear rate at 1% Si
0.0 0.4 0.8 1.2 1.6
0.000 0.250 0.500 0.750 1.000 1.250
Figure 8. (a) Effect of silica (wt%) on wear rate at 1500 rpm speed and 0.15 MPa pressure. (b) Effect of SBR(wt%) on wear rate at 1500 rpm speed and 0.15 MPa pressure.
2462 V.K. SINGH AND P.C. GOPE
As it is seen from the SEM micrographs, the filler materials (i.e., nanosilica particle) areuniformly distributed over the epoxy matrix. Hence, the mean distance between neighbor-ing particles in case of 2wt% silica particles is less than 1wt% silica. Under lower particlecontents, the dispersion of the particle in the epoxy matrix is good enough so that wearrate decreased with the increase of the particle content. So, in the present investigation it isseen that the wear rate with 2wt% silica content is less as compared to 1wt% silica.
Addition of SBR increases the wear rate, but it is insignificant as compared to the effectof silica particle. The increase in wear rate due to the addition of SBR may be dueto increase in bonding strength between silica particle, SBR and epoxy matrix. Due toincrease in bonding strength, formation of fine material waves and fine debris is less ascompared to silica-filled epoxy composite, due to which wear rate slightly increases due toaddition of SBR.
Figure 8(a) shows that wear rate of pure epoxy (CY-230) cured with hardener (HY-951)is 4.605mm3/min, which is about four times of the wear rate obtained in all hybrid com-posite containing silica and SBR. The wear rate for silica-filled composite is about0.825mm3/min and for silica filled with SBR epoxy composite wear rate varies between0.778 and 0.810mm3/min for different weight percentage of SBR.
HARDNESS
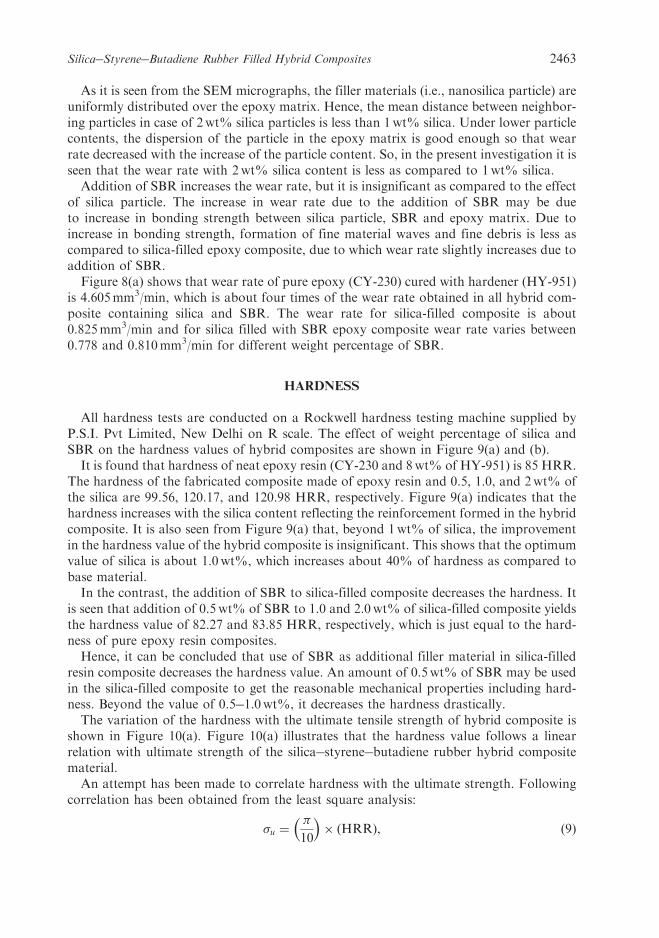
All hardness tests are conducted on a Rockwell hardness testing machine supplied byP.S.I. Pvt Limited, New Delhi on R scale. The effect of weight percentage of silica andSBR on the hardness values of hybrid composites are shown in Figure 9(a) and (b).
It is found that hardness of neat epoxy resin (CY-230 and 8wt% of HY-951) is 85 HRR.The hardness of the fabricated composite made of epoxy resin and 0.5, 1.0, and 2wt% ofthe silica are 99.56, 120.17, and 120.98 HRR, respectively. Figure 9(a) indicates that thehardness increases with the silica content reflecting the reinforcement formed in the hybridcomposite. It is also seen from Figure 9(a) that, beyond 1wt% of silica, the improvementin the hardness value of the hybrid composite is insignificant. This shows that the optimumvalue of silica is about 1.0wt%, which increases about 40% of hardness as compared tobase material.
In the contrast, the addition of SBR to silica-filled composite decreases the hardness. Itis seen that addition of 0.5wt% of SBR to 1.0 and 2.0wt% of silica-filled composite yieldsthe hardness value of 82.27 and 83.85 HRR, respectively, which is just equal to the hard-ness of pure epoxy resin composites.
Hence, it can be concluded that use of SBR as additional filler material in silica-filledresin composite decreases the hardness value. An amount of 0.5wt% of SBR may be usedin the silica-filled composite to get the reasonable mechanical properties including hard-ness. Beyond the value of 0.5�1.0wt%, it decreases the hardness drastically.
The variation of the hardness with the ultimate tensile strength of hybrid composite isshown in Figure 10(a). Figure 10(a) illustrates that the hardness value follows a linearrelation with ultimate strength of the silica�styrene�butadiene rubber hybrid compositematerial.
An attempt has been made to correlate hardness with the ultimate strength. Followingcorrelation has been obtained from the least square analysis:
�u ¼�
10
� �� HRRð Þ, ð9Þ
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2463
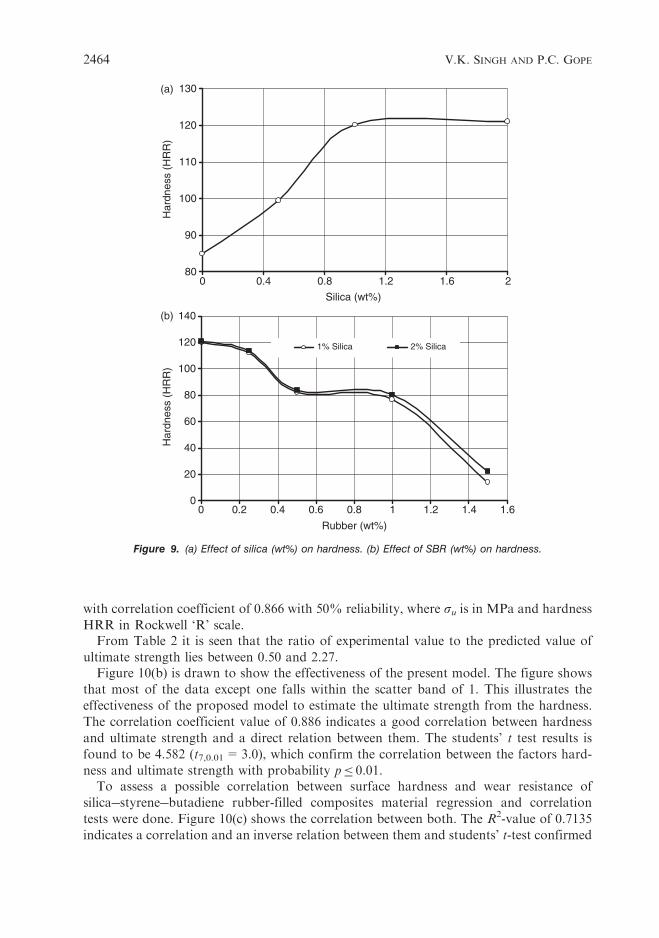
with correlation coefficient of 0.866 with 50% reliability, where ru is in MPa and hardness
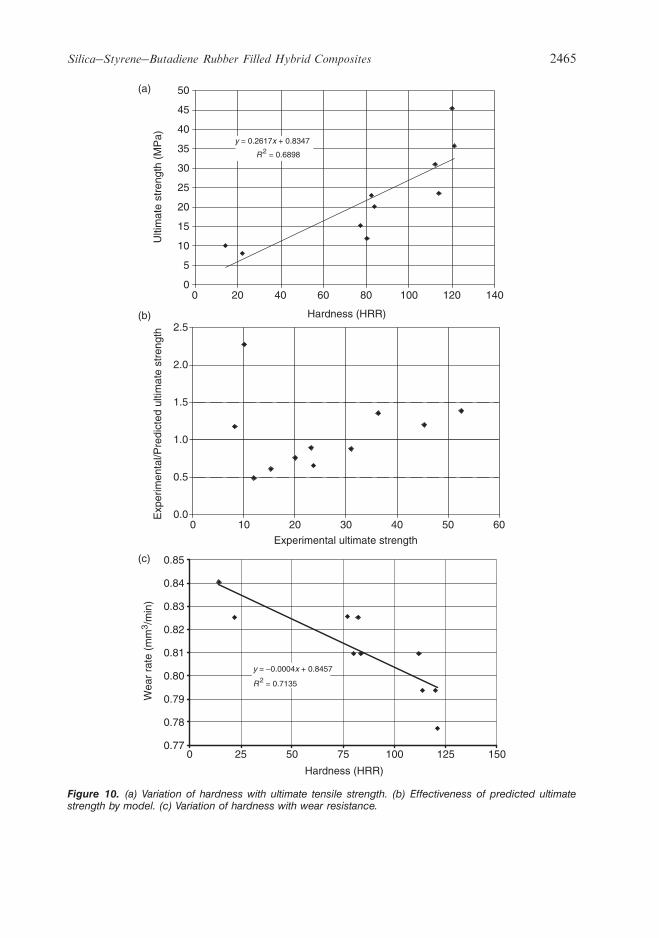
HRR in Rockwell ‘R’ scale.From Table 2 it is seen that the ratio of experimental value to the predicted value of
ultimate strength lies between 0.50 and 2.27.Figure 10(b) is drawn to show the effectiveness of the present model. The figure shows
that most of the data except one falls within the scatter band of 1. This illustrates the
effectiveness of the proposed model to estimate the ultimate strength from the hardness.
The correlation coefficient value of 0.886 indicates a good correlation between hardness
and ultimate strength and a direct relation between them. The students’ t test results is
found to be 4.582 (t7,0.01=3.0), which confirm the correlation between the factors hard-
ness and ultimate strength with probability p� 0.01.To assess a possible correlation between surface hardness and wear resistance of
silica�styrene�butadiene rubber-filled composites material regression and correlation
tests were done. Figure 10(c) shows the correlation between both. The R2-value of 0.7135
indicates a correlation and an inverse relation between them and students’ t-test confirmed
80
90
100
110
120
130
Silica (wt%)
Har
dnes
s (H
RR
)
0
20
40
60
80
100
120
140(b)
(a)
Rubber (wt%)
Har
dnes
s (H
RR
)
1% Silica 2% Silica
0 0.4 0.8 1.2 1.6 2
0 0.2 0.60.4 0.8 1 1.2 1.4 1.6
Figure 9. (a) Effect of silica (wt%) on hardness. (b) Effect of SBR (wt%) on hardness.
2464 V.K. SINGH AND P.C. GOPE
y = 0.2617x + 0.8347
R2 = 0.6898
0
5
10
15
20
25
30
35
40
45
50(a)
(b)
(c)
Hardness (HRR)
Ulti
mat
e st
reng
th (
MP
a)
0.0
0.5
1.0
1.5
2.0
2.5
Experimental ultimate strength
Exp
erim
enta
l/Pre
dict
ed u
ltim
ate
stre
ngth
0 20 60 80 100 120 14040
0 10 20 30 40 50 60
y = –0.0004x + 0.8457
R2 = 0.7135
0.77
0.78
0.79
0.80
0.81
0.82
0.83
0.84
0.85
Hardness (HRR)
Wea
r ra
te (
mm
3 /m
in)
0 25 50 75 100 125 150
Figure 10. (a) Variation of hardness with ultimate tensile strength. (b) Effectiveness of predicted ultimatestrength by model. (c) Variation of hardness with wear resistance.
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2465
the correlation between the factors with p� 0.01 as value of ‘t’ obtained is 4.574 and thetabulated value at 99% confidence level with eight degree of freedom is t8,0.01=2.9.
IMPACT STRENGTH
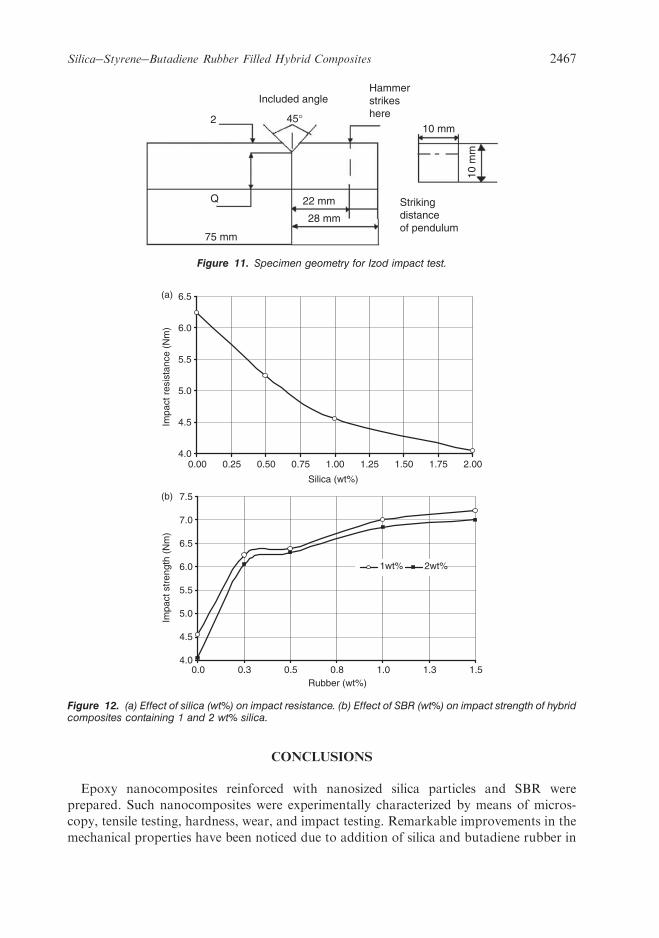
For the impact testing, Izod test was performed on the notched specimens as recom-mended by ASTM standard for the rigid plastics. Specimen for this test had dimensions of10� 10� 75mm3 (Figure 11). Three specimens of each type were tested in accordance withthe same standard. The results obtained from the test are depicted in Figure 12(a) and (b).The impact strength of pure epoxy resin (CY-230+8wt% HY-951) is 6.25Nm. Figure12(a) shows that composite containing silica particle exhibits the lowest impact strengthamongst all the hybrid composite studied. Addition of 0.5wt% of silica lowered 15% ofthe impact strength as compared to pure epoxy. Decrease of about 30�35% has beenobserved due to addition of 2wt% of silica.
On the other hand, rubber particles are known for their resistance to dynamicloading situations. In the present investigation, an improvement in the impact strengthhas been observed due to addition of SBR. A remarkable increase of impact strength from4.55 to 6.4Nm (about 40% increase) has been noticed due to addition of only 0.5wt% ofSBR in 1wt% silica-filled epoxy composites. A gradual increase in impact strength isobserved beyond 0.5wt% of SBR, Figure 12(b). It is found that there is an increaseof 60�70% in impact strength due to addition of 1.5wt% of SBR in silica-filledepoxy composite.
From the present observations it can be concluded that the silica particle lowers theimpact resistance whereas SBR improves the impact resistance when added as filler mate-rial. Addition of the silica particle as filler material probably causes localized stress con-centration due to angularities in the regions of particle corners and would, thereforefacilitate failure under impact conditions. On the other hand, SBR improves the resistanceof the material under impact loading by improving the bond between silica and resin. Anoptimum filler contents with respect to impact strength is found to be 1.0wt% of silica and1.5wt% of SBR. However, keeping view of other mechanical properties an averageamount of 0.5wt% of rubber is significant and recommended as optimum filler amount.
Table 2. Effectiveness of relation between ultimate strength (MPa) and hardness (HRR) forsilica�styrene�butadiene rubber filled hybrid composite material.
Composition ru (MPa)
Silica(wt%)
Rubber(wt%) HRR Experimental
Predicted fromhardness
Experimental/Predictedfrom hardness
1.0 0.00 120.17 45.40 37.73 1.201.0 0.25 112.06 31.04 35.19 0.881.0 0.50 82.27 23.12 25.83 0.901.0 1.00 80.26 15.33 25.20 0.611.0 1.50 14.22 10.15 04.47 2.272.0 0.00 120.98 35.79 37.99 0.942.0 0.25 113.77 23.59 35.72 0.662.0 0.50 83.85 20.12 26.33 0.762.0 1.00 77.06 11.98 24.20 0.50
2466 V.K. SINGH AND P.C. GOPE
CONCLUSIONS
Epoxy nanocomposites reinforced with nanosized silica particles and SBR were
prepared. Such nanocomposites were experimentally characterized by means of micros-
copy, tensile testing, hardness, wear, and impact testing. Remarkable improvements in the
mechanical properties have been noticed due to addition of silica and butadiene rubber in
4.0
4.5
5.0
5.5
6.0
6.5(a)
(b)
2.00
Silica (wt%)
Impa
ct r
esis
tanc
e (N
m)
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
1.5Rubber (wt%)
Impa
ct s
tren
gth
(Nm
)
1wt% 2wt%
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
0.0 0.3 0.5 0.8 1.0 1.3
Figure 12. (a) Effect of silica (wt%) on impact resistance. (b) Effect of SBR (wt%) on impact strength of hybridcomposites containing 1 and 2 wt% silica.
2 45°
Q
75 mm
28 mm
22 mm
10 m
m
10 mm
Included angleHammerstrikeshere
Strikingdistanceof pendulum
Figure 11. Specimen geometry for Izod impact test.
Silica�Styrene�Butadiene Rubber Filled Hybrid Composites 2467

epoxy resin. The wear rate of the composites was reduced drastically by adding a smallamount (i.e., 1.0�2.0wt%) of 130±12 nm sized silica filler. Regression models weredeveloped to simulate the mechanical behavior of such materials from the volume contentof the filler materials.
REFERENCES
1. May, C. A. (ed.) (1988). Epoxy Resins—Chemistry and Technology, 2nd edn, Marcel Dekker, New York.2. Ellis, B. (ed.) (1993). Chemistry and Technology of Epoxy Resins, Blackie, London.3. Bhattacharya, S. K. and Tummala, R. R. (2001). Integral Passives for Next Generation of Electronic
Packaging: Application of Epoxy/Ceramic Nanocomposites as Integral Capacitors, Microelectron. J., 32:11�19.
4. Rong, M. Z., Zhang, M. Q., Liu, H. and Zeng, H. M. (2001). Microstructure and Tribological Behavior ofPolymeric Nanocomposites, Ind. Lubric. Tribol., 53(2): 72�77.
5. Nielsen, L. E. and Landel, R. F. (1994). Mechanical Properties of Polymers and Composites, Marcel Dekker,New York.
6. Baraton, M. I. (2002). Synthesis, Functionalization and Surface Treatment of Nanoparticles, AmericanScientific Publishers, Los Angeles.
7. Zheng, Y., Zheng, Y. and Ning, R. (2003). Effects of Nanoparticles SiO2 on the Performance ofNanocomposites, Mater. Lett., 57(19): 2940�2944.
8. Liu, Y. L., Hsu, C. Y., Wei, W. L. and Jeng, R. J. (2003). Preparation and Thermal Properties ofEpoxy-Silica Nanocomposites from Nanoscale Colloid Silica, Polymer, 44: 5159�5167.
9. Perminov, V. P., Modyanova, A. G., Ryabkov, Y. I., Sevbo, O. A., Gailyunas, I. A. and Kuchin, A. V.(2002). Epoxy Composites Modified with Finely Dispersed Fillers, Russian J. Appl. Chem., 75(4): 636�640(Translation of Zhurnal Prikladnoi Khimii).
10. Bondioli, F., Connillo, V., Fabbri, E. and Messor, M. (2005). Epoxy Silica Nanocomposites � Preparation,Experimental Characterization and Modeling, J. Appl. Polym. Sci., 97: 2382�2386.
11. Boutaleb, S., Zaı̈ri, F., Mesbah, A., Naı̈t-Abdelaziz, M., Gloaguen, J. M., Boukharouba, T. and Lefebvre, J. M.(2009). Micromechanics-based Modeling of Stiffness and Yield Stress for Silica/Polymer Nanocomposites,Int. J. Solids Struct., 46: 1716�1726.
12. Guo, Q. B., Rong, M. Z., Jia, G. L., Lau, K. T. and Zhang, M. Q. (2009). Sliding Wear Performance ofNano-SiO2/Short Carbon Fiber/Epoxy Hybrid Composites, Wear, 266(7�8): 658�665.
13. Lina, O. H., Ishaka, Z. A. M. and Aki, H. M. (2009). Preparation and Properties of Nanosilica-filledPolypropylene Composites with PP-methyl POSS as Compatibiliser, Mater. Design., 30(3): 748�751.
14. Ou, Y., Yang, F. and Yu, Z. Z. (1998). New Conception on the Toughness of Nylon 6/silica NanocompositePrepared Via In Situ Polymerization, J. Polym. Sci. B: Polym. Phys., 36: 789�795.
15. Haiying, W., Yilong, B., Sheng, L., Jiali, W. and Wong, C. P. (2002). Combined Effects of Silica Filler and itsInterface in Epoxy Resin, Acta. Mater., 50(17): 4369�4377.
16. Wetzel, B., Haupert, F. and Zhang, M. Q. (2003). Epoxy Nanocomposites with High Mechanical andTribological Performance, Compos. Sci. Technol., 63: 2055�2067.
17. Bandyopadhyay, A., Bhowmick, A. K. and De Sarkar, M. (2004). Synthesis and Characterizationof Acrylic Rubber/Silica Hybrid Composite Prepared by Sol Gel Technique, J. Appl. polym. Sci., 93:2579�2589.
18. Shandilya, P. (2008). Characterization of Mechanical Properties and Statistical Modeling of Silica-AcrylicRubber Hybrid Composite, Thesis, G.B.P.U.A & T, Pantnagar, pp. 33�48.
19. Neogi, C., Basu, S. P. and Bhowmick, A. K. (1989). Analysis of Rubber-Filler Interaction at HighTemperature by Using Strain Amplification Factor, Plast. Rubber Process. Appl., 12: 147�151.
20. Chung, B., Funt, J. M. and Ouyang, G. B. (1991). Effects of Carbon Black on Elastomer UltimateProperties � IR Compounds, Rubber World, 204: 46�51.
21. Wang, M. J. (1998). Effect of Polymer-Filler and Filler-Filler Interactions on Dynamic Properties of FilledVulcanizates, Rubber Chem. Technol., 71: 520�589.
22. Lake, G. J. and Lindley, P. B. (1964). Ozone Cracking, Flex Cracking and Fatigue of Rubber, Rubber J., 146:24�36.
23. Liu, Q., Zhang, Y. and Xu, H. (2008). Properties of Vulcanized Rubber Nanocomposites Filled withNanokaolin and Precipitated Silica, Appl. Clay Sci., 42(1�2): 232�237.
24. Singh, V. K. (2002). Experimental Investigation of Mixed Mode Stress Field Parameters under BiaxialLoading Condition, Thesis, G.B.P.U.A & T, Pantnagar, pp. 34�77.
25. Durand, J. M., Vardavanlias, M. and Teandin, M. (1995). Role of Reinforcing Ceramic Particle in the WearBehavior Based Model Composites, Wear, 181�183: 837�839.
2468 V.K. SINGH AND P.C. GOPE
Related Documents











