Loureiro Engineering Associates, Inc. (LEA) Energy Reduction Using Six Sigma, Kaizen, 5S and Behavioral Energy Change (BEC) For AEE [email protected] 401-965-7608 1 Participant Introduction Who you are What company What you specifically want from this session 2

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Loureiro Engineering Associates, Inc. (LEA)
Energy Reduction Using Six Sigma, Kaizen, 5S and
Behavioral Energy Change (BEC)
401-965-7608
1
Participant Introduction
Who you areWhat companyWhat you specifically want from
this session
2

Agenda LEA and speaker backgroundThe Universal Change EquationWhy these programs
–Six Sigma, Kaizen, Lean, 5 S, BECWhat each of these are, and
how they apply with energyExamples Energy ProjectsSummaryQuestions
3
Loureiro Engineering Associates Started in 1975 Offices in Plainville CT, Manchester
NH, Wakefield RI, Rockland MA Multidiscipline – 150+ employees,
14 PEs– Environmental, Health & Safety,
Remediation, Brownfield, SMEP (Structural, Mechanical, Electrical and Plumbing), Energy Services, Construction, WorkWaste
Employee Owned
4

Energy Services Background –Kevin Vidmar, Vice President
25 years industrial experience before LEA Wide Ranging Manufacturing Experience – Pratt &
Whitney, The Stanley Works, Cookson Group– Energy Director, Corporate 5S trainer, Lean
Manufacturing Team Trainer, TPM Team Member, Kaizen Facilitator, Six Sigma Team Leader, Maintenance Manager, HSE Manager, Process Improvement Manager, Plating Manager (CEF)
Certified Energy Manager (CEM), Certified Energy Auditor (CEA), Certified Carbon Reduction Manager (CRM)
Certified Professional in Energy Management Systems in Industrial Systems
5
Course ObjectivesGenerally define each programFocus on energy reduction
aspects of eachProvide real world examples Show you how you might apply
one/some/all to your energy reduction programs
6

What this training isVery basic and quickEnough to start understandingEnough to ask right/better
questions
What this training is not• Enough to make experts in
any one usage area• The End point
7
Agenda – first dayIntroductionChange EquationSix Sigma and EnergyKaizen Energy Reduction
8

Agenda – Second Day
Lean Thinking and Energy Reduction5S and Energy Reduction Behavioral Energy ChangeSummaryQuestions – as we go, or wait till end of section
9
Some General “Rules” in order
1. Safety Always– Not safety first
2. Function first– It must work, and work
safely before all else…3. Energy next
10

DefinitionsEnergy use (KWH) = kW x Hours
(eff) (cons)
Conservation– the preservation and careful management
of the environment and of natural resources– reduced consumption with reduced results
Efficiency– the ratio of output to the input of any
system– reduced consumption with same results
The cheapest KWH is the one not used -conservation!
The cheapest MMBTU (gas) is the one not used - conservation
Kaizen, 5S, Lean, Behavioral Energy Change all fit well with both of these
11
Have you Hit the Energy Wall? We made
improvements, but things seem to have slipped back (we think?)
We (think we) know what to do, just don’t have a way to do it –systematically
12

Reasons why some simple conservation and efficiency
steps are not done more at sites: Why cover these? Attack up front Ensure part of your
solution Force Field
– Help/Hinder Will cover later on
how to address
13
1. Manufacturing Inertia2. Old Wives Tales3. Hard to see in bills4. Personnel too busy5. Won’t save much6. Not my money7. Hard to define values8. No utility support, so
why?9. How do we achieve?10.Scared to address
behavior
Force Field Analysis
Great way to organize initial thinking Then strategy and tactics under selected ones – both
sides
14

Kaizen, Six Sigma, Lean5 S, BEC
Before pursuing these programs, you must discuss:– Do we need or want to change?– What will we change to?– How can we change?– What will it take to change?– Is it worth it to pursue?
You need to first consider the powerful
CHANGE EQUATIONWait - Can you really put change
into an equation?15
The Ever Powerful Change Equation
C = D x V x SWhere
C = ChangeD = DissatisfactionV = Vision of what you want
S = Steps to achieve visionNotice operant, multiply
You will not have proper change without all three parts
16

C = D x V x SGetting Dissatisfied
Real, lasting change does not happens until you are dissatisfied
The greater the D, the more likely you will proceed with change, other parts– We wish>we should>we will>we MUST
Typical D results = – Mandate – thou shalt…(corporate level)– Personal level – thou should
Example –– “building is lit up like a Christmas tree”
17
C = D x V x S Dissatisfaction –
quantification step To get enough D, you may need to
know savings nuggets by total site, and area, by energy use systems
Need to know which are attackable, and to what level
Only then can you truly determine amount of potential dissatisfaction at each level
18
Specific Quantification – needed? Sometimes its worth it to
get into the real details of employee actions
Need data, data loggers, good ROTHS, or maybe engineering to figure out value of behaviors
Typically worth the time and/or expense to explore your gut instinct
Call in experts – a few $ worth much in return
19
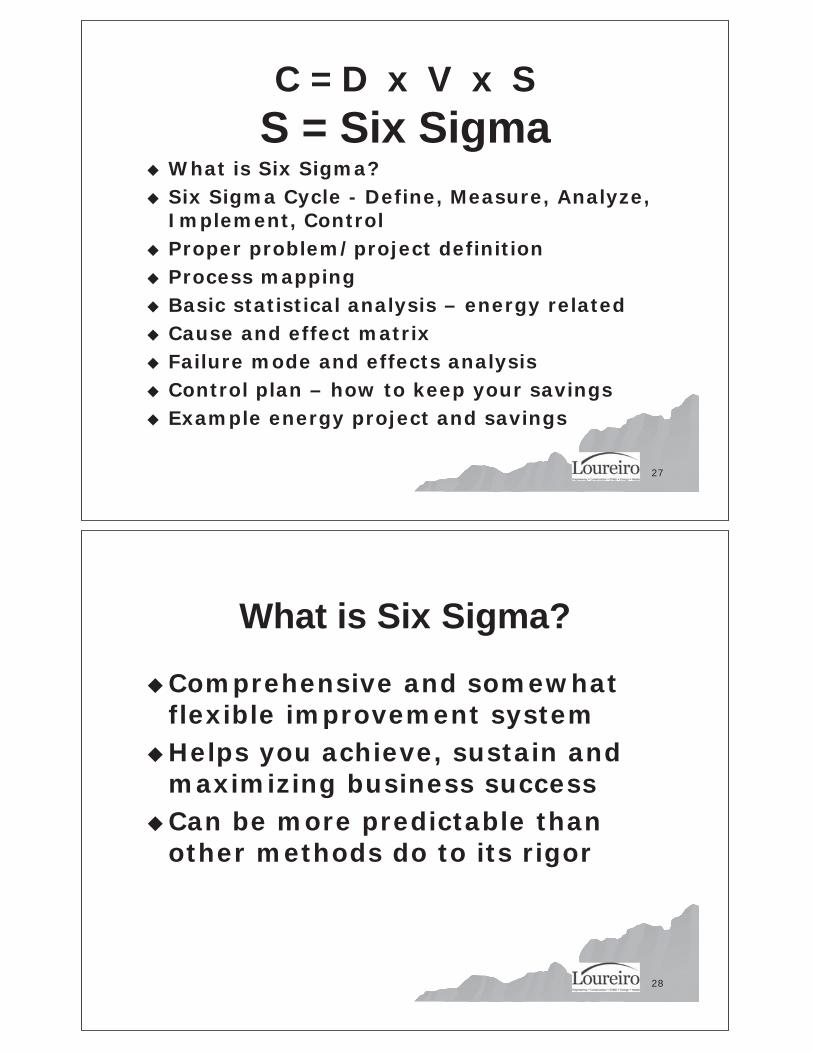
Specific Quantification –needed?
Result from lighting study–White, lights are on–Black, someone there–Any thoughts?
20

Specific Quantification Example
Employees turn on steam siphon, and leave it sometimes for many hours
Site never knew full cost for this event, especially unneeded times
If one hour each day = $20,000/yr
21
Specific QuantificationExample
Employees leave on compressed air line at end of shift, 2 guns leak
Closing it produced measured result in VFD compressor – 3 amp drop
This one action, taken each 12 hour night, could save $5,000/yr – Better yet, fix leaks for day
savings as well!!
Compressor amps with valve closed and opened back up
22

Dissatisfaction
23
C = D x V x S Vision
Define Your End Point Gap analysis Spend some time defining well so
you know if/when you reach it Think locally and globally
– Per department, adds up to per site– Alignment of goals
Turning lights off example– “Want all lights (but night lights) off
at end of all shifts, and all weekends”24

C = D x V x S Vision
Typical Vision “finders” What are the competitors doing? What are world class companies doing? What does the benchmarking say?
– “The Survey says….” What are internal competitors doing?
– Rack and stack – similar to Safety Stats Where are regulations sending us?
– AND WHEN (T-12 Lights), REACH, etc What do we think we can do reasonably,
as a stretch goal, etc.?
25
C = D x V x SS = Steps
Fill in the steps now to meet your energy vision, to address your dissatisfaction– Kaizen– Six Sigma– Lean manufacturing– 5 S– Behavioral Energy Change– Combinations
All have similarities– Can involve Behavior– Can lead to large energy savings
26
What is Six Sigma? Six Sigma Cycle - Define, Measure, Analyze,
Implement, Control Proper problem/project definition Process mapping Basic statistical analysis – energy related Cause and effect matrix Failure mode and effects analysis Control plan – how to keep your savings Example energy project and savings
27
C = D x V x SS = Six Sigma
What is Six Sigma?
Comprehensive and somewhat flexible improvement system
Helps you achieve, sustain and maximizing business success
Can be more predictable than other methods do to its rigor
28
Why Six Sigma and Energy? One of the easier Six Sigma projects
within manufacturing Especially if energy Six Sigma does
not impact product, change form, value or function of product (value add)– Recertify, vendor and customer impacts
Usually have at least the basic measures in place
29
Six Sigma Project Roles Yellow belt – trained, active in Six Sigma, no
certificates Green Belt – has six sigma training, required
to have specific number of successful projects, certificates
Black Belt – Full time, very experienced, manages green belts
Master Black Belt – trains and supervises black belts
Process Owners – give up some control to black belt, team
Champions – very high level
30

Why Six Sigma?
Slowly, inefficiencies have crept into the process, where we no longer recognize the problems–Site Blind–“Boiled Frog”
Six Sigma can figure these out very efficiently, make larger leaps than typical continuous improvement process
31
What is a Sigma σGreek alphabet – 18th letterSigma = distribution, spread,
variation about the meanThe higher the sigma value the
better
32
Recognize
Define (D)
Measure (M)
Analyze (A)
Improve (I)
Control (C)
Realization
Six Sigma MethodologyDMAIC
DMAIC
33
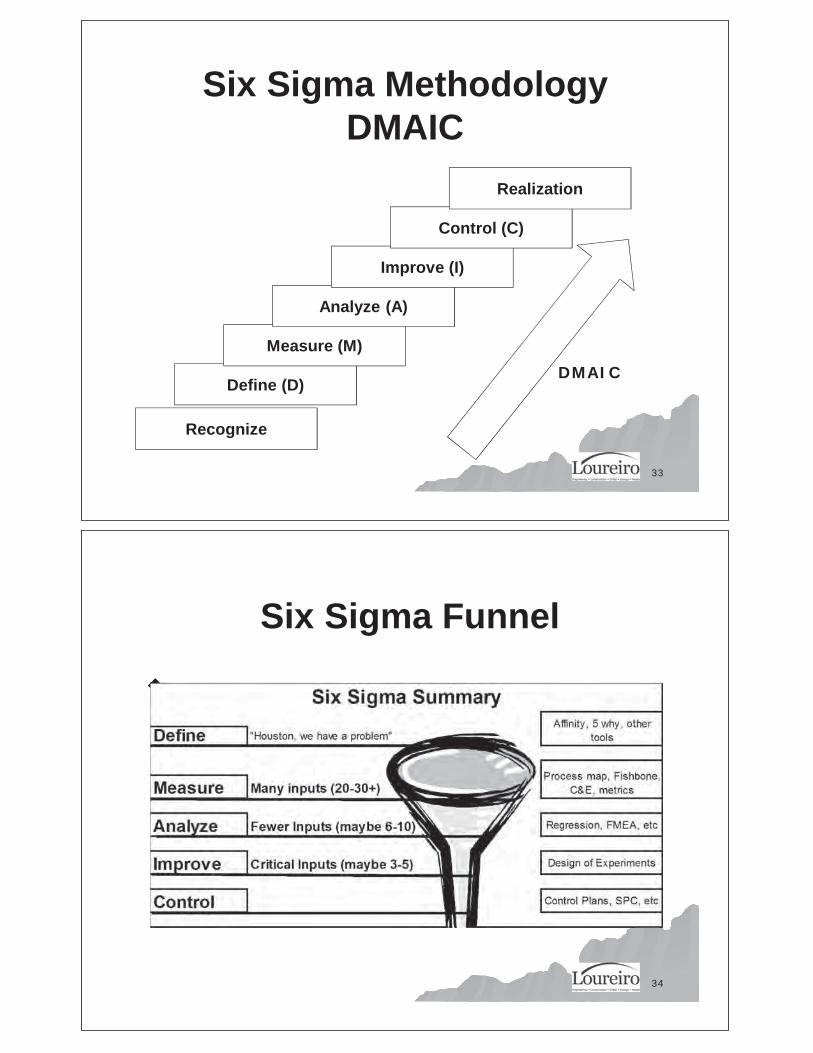
Six Sigma Funnel
34

Define the Problem –first step
What is it – specifically?Where does it occur?When does it occur?Who is affected by it?Clear problem statement is
critical, drives all else–“The answer is 42”
35
Ways to define problem and idea generation
Brainstorming– Freewheeling, don’t criticize
5 why analysis– Keep asking why until it feels like
an end point Affinity method
– Sticky notes– Everyone writes down– Organize by “common” headings
All these programs used continually for problems and solutions
36

Project Definition - SIPOC
A way to ensure considering inputs from–Suppliers – those with materials,
resources, information– Inputs to the process–Process itself–Outputs (final) of the process–Customer who receives the output
37
Example Problem Statement–Compressed Air
Site spends $100,000 per year on compressed air – all shifts
What is the problem statement?How do you define problem
statement for six sigma project
38

Problem Statement –Compressed air after processingSite uses $100,000 per year in
electricity cost, of which half is the result of leakage
Objective - decrease leakage by 50%, savings roughly $25,000 per year.
39
Example project definition
40

Example project definition
41
Six Sigma – DMAIC Measure
What is the actual process?– Not what you think it is, but what it really
is (3 types of process maps)What SOP saysWhat actually occurs – most importantWhat you want it to be (finally)
How well does this process run, how efficient?
How well can this process run? How good are my metrics and their
overall systems?
42

Typical Steps under Measure
Primary metrics, baselines, etcInputs and outputs
–Process Map–Fishbone diagram–Cause and Effect matrix–Process Flow Diagrams – Macro
and/or micro if not done earlier
43
Macro Process Map example
44
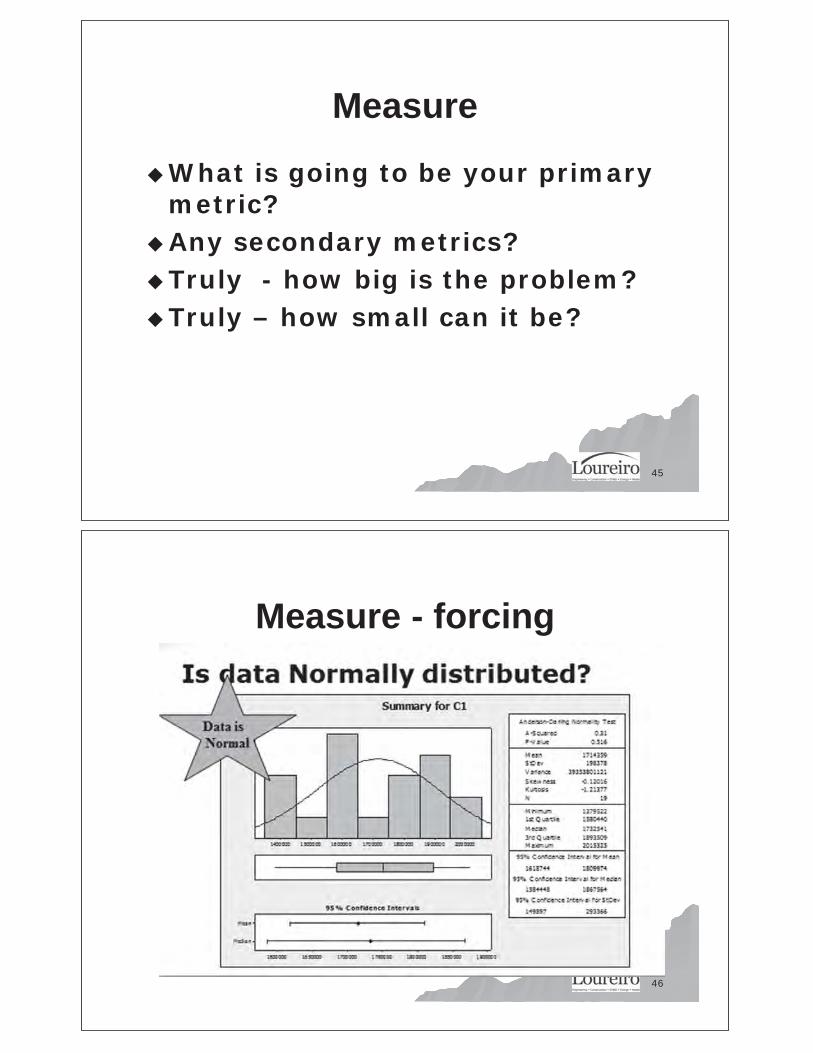
Measure
What is going to be your primary metric?
Any secondary metrics?Truly - how big is the problem?Truly – how small can it be?
45
Measure - forcing
46

Example of Measure - BasicAll this does is give a starting
point, need more than this
47
Better Metrics – 12 mo averages
Data from left becomes that on right
Progress, regression, progress 48

Better metrics - Normalized
Much better to see actual present conditions and allow for future tracking
49
Measure - Compressed air Install flow meters, know
leakage rates
50

Measure – Cause and Effect Matrix
Six Sigma form of decision matrix, where to focus for rest of the project
All decision matrices require factors, what you will rate and how they will be rated (weighting factors)
Team decides –Consensus, averaging, bullying?– 51
Cause and Effect Matrix –Critical Factors
52

Cause and Effect Matrix
Where to focus first for solutions? 53
Six Sigma – DMAICAnalyze
What changes what?– Interaction of variables, and their
relationshipsHow much does something
change if I do something else?How sure am I in the result?How can I prove with some
“robust” metrics?
54

Six Sigma – AnalyzeFailure Mode and Effects Analysis
(FMEA)FMEA is a systematic process
step to identify potential failures, and prevent future failures
Uses Cause and Effect Matrix results
Feeds into control planOften not use this step with
energy project UNLESS interaction with part itself
55
Six Sigma – DMAICImprove
How can I make the process better, even optimize it?–Experimental analysis – design of
experiments (DOE)How do I know even what
optimal setting are?What are the results for my
intended actions, Y = f(x)?
56

Six Sigma – DMAICControl
How will I document success or failure?
How will I keep the improvements we have made?–Control Plan
Who will be responsible for this?What/when is the end point?
57
Six Sigma – Control Planning
Poka-Yoke – Mistake Proofing–Change things so errors or
problems cannot occur againSolenoid to machine contactor for off
shiftsValve adjustments
58

Six Sigma SummaryFive Parts
– Define, Measure, Analyze, Improve, Control
Works with individual systems as well as from whole site level
Easier to use with energy than some other manufacturing systems–Often - no parts to inspect, etc
Questions??59
C = D x V x SKaizen Energy Treasure Hunts
What is Kaizen? Kaizen Event steps Organizing Kaizen events Getting everyone to the same playing
field Quantifying energy savings
opportunities Keeping score for long term success
60

What does Kaizen Mean?Japanese term Kaizen = Kai [change] + Zen [ make good or make
better]
Really means: take something apart, and consider how to reconstruct it in a better way, and then do this better way!
Can easily apply to energy!
61
What is a Kaizen Event?• A short burst of intense activity & effort
• (3 to 5 days only for the event)• Analysis, but analysis toward action• Solve specific problem or achieve specific
goal (Target sheet)• Focused on a specific area or process - i.e.
Energy, which area or use systems• Managed with daily reviews of progress• Goal of specific improvement in a short
amount of time•
62

General Kaizen Process Steps Document reality Identify Waste Plan Countermeasures Reality check Make Changes Verify Changes Measure results Make a standard Celebrate Do it again
63
Documenting Reality
Typical Kaizen event would include many documentation steps, such as:
Calculate TAKT Time sheet Kaizen Event Area Profile Target Sheet Spaghetti Chart Layout 5-S & Safety Audit Kaizen Newspaper
We will not cover the above Most important part of typical
energy event– Kaizen Event Area profile, Target Sheet– Kaizen Newspaper
64

Form Example – Target Sheet
65
Form Example – Kaizen newspaper
66

Kaizen Process StepsDocument Reality
Up front metrics – Macro (whole site)
One main electrical meter– Micro (submeter)
Per machine, department, utility, panel– Compressed air meter
Data loggers can Micro further– Light loggers– Either prior or during event– If done during, often not getting complete
picture over longer period67
Baseline DataMacro View
KW data by type of day, whole year and December (ECAM)
68

Metrics - MicroCompressed air flow measurement, finding leaks are 66% of total usage
With separate meter (CDI in this case) or with surrogate flows from power logging
69
Example from Data Logging –snapshot
70 70

Example from Data Logging –Different Period, Different Result
71 71
Kaizen Process StepsIdentify Waste Flowchart
72

Kaizen Process StepsIdentify Waste
Normal energy needed versus abnormal– Normal – afterburner (incinerator) needed at 1400
F whenever the oven is running– Abnormal - afterburner (incinerator) running at
1500 F, not 1425 F (ish) Value add versus non-value add
– Value add changes the form/fit/function of part Example – oven and its afterburner
– Non value add is just that Example – oven and its afterburner running when
parts are no longer in the oven
73
Waste Identification –Lighting example
Abnormal–Light level is 100 FC–Light needed by lighting guidance
is only 30 FCNormal non-value add
–Lights on when no parts in production, no occupancy
Normal value add–Needed when parts in production
74

Kaizen – Process Analysis Energy Matrix
Breaks down to simple stoplight matrix
75
Real Process Example
76
Description of process
Normal Abnormal Value add Non value add

Filter Example - Matrix
This defines what to do Need to define values of each step
– Savings, Costs, Simple Paybacks, etc. Then organize/prioritize Kaizen newspaper for decided actions
77
Defining and attacking Normal and Needed Regulations - e.g., afterburner Codes/Standards – ASHRAE, Guidance – e.g., lighting levels True process definition
– Air Pressure, decrease till …….– Temp, decrease till……– Length of process, decrease till….
Great amount of pushback, must be careful, process recertification
78
Kaizen Process StepsReality Check
Been tried before? What happened? What has changed since last trial?
– Rules of Three© here often helps Technical reasons for concern Human reasons for concern Savings larger than opportunity
– Sometimes happens if too aggressivewrong initial cost structures or data
79
Kaizen Process StepsMake Changes
Use decision matrix to organize and prioritize ideas
Try demo area, small changes, scale up once you have confidence, track record
Follow your data, team’s experience– “push the button” example
KISS Prove concepts, then improve, then
Poka-yoke (mistake proofing)80

Use decision matrix to organize and prioritize
Similar to Six Sigma C&E81
Decision matrix –prioritize
Table was generated by site team after 4 hour energy systems training session –low score “wins”
82

Kaizen Process StepsVerify Changes
Do the changes solve the problems you identified?– Abnormal– Normal - Non value add– Normal – value add
How about the “Differences”?– Products– Shifts– People– Worst Cases
83
Kaizen Process StepsMeasure Results
Micro level – same as prior, with improved energy data. E.g.,–Light meter–Multi-meter–Data loggers–Submeters
Macro level – same as prior, –Daily meter readings–Smart Meter readings
84

Micro Metrics What would be some Micro
metrics to consider? Use before, during or after Compressed air per
department, process– CDI meters
Separate Gas meters– Permanent, portable does not
work Electrical Submeters, or
portable
85
Kaizen Process StepsKeeping Results - Macro
Need to have correct metric system
Smart meter can show KW result before and after
86
Kaizen Process StepsMake it a Standard
Once proven, try to standardize in all areas with same OR similar conditions (Rules of Three©)
From department, to site, to organization
Visual records are best– Gauge readings, lighting conditions,
motor conditions, etc.– Make it so anyone can follow, see
conditions
87
Kaizen Process StepsCelebrate
True celebration, not falseMake it a learning celebration,
(but not too much)Newsletters“Blast Emails”Company Web-siteIncentives
88

Kaizen Pre-Event Steps
Clear Description of problem, goal, targets, areas
Form Team, sub-teamsTrain TeamCollect baseline data
–Macro or Micro metrics–Unit costs, other costs to apply
89
Forming the Kaizen Team Choose people for reasons
– Maintenance/Facilities/Mechanics/ET– Those who have authority for change– Operators for important processes,
changes– Influential people– Safety/Environmental Team– Those with a different set of eyes– Internal or external consultants
Sub-team - depending upon interest, experience, ability
90

Example Treasure Hunt Team
From January 2013, team includes:– Maintenance, facilities, process
engineering, operator associates, vendors, other facilities, value stream managers, suppliers, EHS, LEA
91
Kaizen Energy Treasure Hunt Team Training
On the schedule, objectives, etc Kaizen Process (like this section) What to look for with systems and
subsystems (1-4 hrs), specific to the site/event
LightingHVACMotorsCompressed airOffice/plug load
How to keep score92

Training Example - Motors
93 93
General Energy Kaizen Steps -Upfront Preparation
Obtain and Review site data – Usage over time– Normalized usage
Production, HDD, CDD, other– Scatter Diagrams, 12 month averages– Correct costs to apply
Cost for efficiency changes = full value– e.g., $0.10/kWh
Cost for conservation changes =40% less!– e.g., $0.07/kWh
94

General Energy Kaizen Steps -Upfront Preparation
Organize site team – all areas, disciplines, levels as needed
Phone calls or pre-kaizen site visit Assemble tools to be used, training if
needed (in advance)– Measurement and quantification tools
Set up dates/times/objectives/teams– Typical Teams
HVAC, Motors and Equipment, Lighting, compressed air, Offices/Plug Load
95
General Energy Kaizen Treasure Hunt Steps -The Event
Typical – Start Monday AM– Team meeting, opening, etc– Training on tools to use (physical and
metric/quantification tools)– Training on process, what to look for,
specific to the site conditions and teams– Afternoon – start the process
Identify opportunities as a (sub) teamGet specifics, for quantification
–Paperwork, target sheet, etc
96

General Energy Kaizen Treasure Hunt Steps - The Event
Second Day– Very often, at site very early to see “sleeping site”
If need be, arrive and start on Sunday/WE– Non Value add – needed/not needed (during day
as well)– Compare findings to KW interval data for
unoccupied site – match?– Continue with identification and quantification,
start to summarize findings– Paperwork, target sheet, etc
97
Kaizen Process StepsImportance of “Sleeping Site” Do it on the QT Value add
– can only happen during production Non value add
– At least - when no productionThen gets into necessary and non-
necessaryNeed to critically ask why something is
necessary, especially during “sleeping site”
98

Kaizen Process StepsMeasure Results
Micro level – same as prior, with improved energy data. E.g.,–Light meter–Multi-meter–Data loggers–Submeters
Macro level – same as prior, –Daily meter readings–Smart Meter, interval readings
99 99
From this can calculate fan motor savings AND cooling savings
Example of event data logging
Fan cycling stopped when placed in setback
100 100

General Energy Kaizen Treasure Hunt Steps - The Event
Third and final day–Organize/input opportunities into
report out system–Gut check, fact check – feel right?–Prepare and make presentation by
team3-5 slides each
–Prepare as a full team next steps, follow-up, control plans, etc.
–Adjourn, travel home101
Kaizen Target Sheet –Example from Event
102

103103
Team 4: Machines & Motors
Kaizen Savings Payback (yr)Chilled water supply pumps $33,431/yr < 1 yr
Welding area exhaust fans $21,205/yr < 1 yr
CTS cooling tower $20,827/yr < 1.5yr
Shutting down Mori and Toyoda $12,859/yr Immediate
Chemical spray pumps $10,112/yr < 1.5 yr
Chemical recirc pumps $4,837/yr < 1 yr
Number of Kaizens = 7
Annual Savings = $105,349
Average Payback = < 1 year
Carbon Reduction = 114 Metric Tons
Summary of Opportunities
Top Kaizens
Example Summary Report Out Slide
103
Kaizen Energy Treasure Hunt -Advantages, Disadvantages
Advantages Quick way to get a
plan Involves many people Greater site buy-in Trains people to fish
– Tools, process, culture
Fits with many site’s improvement programs
Disadvantages Might have outside
facilitator cost Involves many people Takes many hours to
organize – internal or external time
Takes many team hours to train and perform

Energy Kaizen Summary 10 Steps Identifying energy waste
– Abnormal, Normal, Value Add, Non value add
“Sleeping site” Forming, selecting, training
team Schedule for event Metrics – keeping score By itself, does not include a
formal system for involving all employees
105
Document reality Identify Waste Plan
Countermeasures Reality check Make Changes Verify Changes Measure results Make a standard Celebrate Do it again
End of Day 1
Any questions onChange EquationSix Sigma and EnergyKaizen Energy Events
Tomorrow, same time
106
Related Documents











