SET3041 Energy from Biomass 2009/2010 Major Assignment Group 10 Methanol from woody biomass Direct gasification of woody biomass via entrained flow reactor Group 10 Rajeev Baran 1222996 [email protected] elft.nl Shekil Mahesh 1270028 [email protected] .nl Isabelle Declerck 1278908 [email protected] .nl Andreas Höllbacher 1229311 [email protected] elft.nl Supervisors Dr.ir. W. de Jong X. Meng

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 1/28
SET3041Energy from Biomass 2009/2010
Major Assignment
Group 10Methanol from woody biomass
Direct gasification of woody biomass via entrained flow reactor
Group 10
Rajeev Baran 1222996 [email protected] Mahesh 1270028 [email protected]
Isabelle Declerck 1278908 [email protected]
Andreas Höllbacher 1229311 [email protected]
Supervisors
Dr.ir. W. de Jong
X. Meng

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 2/28
2
Summary
For the Energy from Biomass course of the Sustainable Energy Technology Master at TU
Delft the production of methanol from woody biomass had to be examined. For this exercise
an entrained flow, downdraft gasifier is considered to gasify torrefied pine wood. The
gasification process is modelled using simple molar and thermodynamic equilibrium methods
which are implemented in Matlab. From the resulting product gas composition the amount of syngas required to meet the demand of 250 kton of methanol production per annum. The
amount of torrefied pinewood required amounts to 1460 kton per year.
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 3/28
3
List of Symbols
SCGP Shell Coal Gasification Process
C Carbon
O2 Oxygen
CO Carbon monoxide
CO2 Carbon dioxideH2 Hydrogen
CH4 Methane
N2 Nitrogen
H2O Water
CH3OH Methanol
H2S Hydrogen sulfide
mw Moisture fraction per mole of dry biomass [-]
m Moisture content of the biomass [%w]
MBio Molar weight of biomass [g/mol]
x1 Molar fraction of carbon monoxide in the product gas [-]
x2 Molar fraction of hydrogen in the product gas [-]
x3 Molar fraction of carbon dioxide in the product gas [-]
x4 Molar fraction of water in the product gas [-]
x5 Molar fraction of methane in the product gas [-]
xg Molar fraction of the oxidizer being fed into the reactor [-]
x Normalized coefficient of atomic hydrogen in biomass [-]
y Normalized coefficient of atomic oxygen in biomass [-]
f H ° Enthalpy of creation [kJ/mol]
T Temperature [K]
Cp Coefficient of thermal expansion [kJ/kgK]
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 4/28
4
Table of Contents
Introduction............................................................................................................................5
1 Methanol Production from Biomass............. ...................................................................6
1.1 Syngas Production ........................................................................................................6
Gasification ....................................................................................................................6
Pre-treatment ..................................................................................................................8Proposed Reactor............................................................................................................9
1.2 Methanol Synthesis.....................................................................................................11
2 Modelling .....................................................................................................................13
2.1 Biomass Gasification ..................................................................................................13
2.2 Methanol Synthesis.....................................................................................................15
3 Calculations and Results ...............................................................................................16
3.1 Determining the performance of the gasification.........................................................16
3.2 Determining Amount of Required Syngas...................................................................17
3.3 Determining the Required Amount of Biomass Feedstock...........................................18
3.4 Determining the Size of the gasification reactor ..........................................................19
3.5 Summary ....................................................................................................................20
4 Conclusion and Recommendations ...............................................................................21
References............................................................................................................................22
Appendix A: Matlab Calculations.........................................................................................23
Appendix B: Matlab Code....................................................................................................24
Appendix C: Matlab Code for Sizing....................................................................................26
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 5/28
5
Introduction
Due to increased concern about the diminishing stocks of fossil fuels and global warming,
increased research is done on the use of biomass. Biomass is available in large quantities and
is the only renewable energy source that is suitable for the production of transportation fuels
and chemicals. Woody biomass is furthermore the most promising among various types of
biomasses, since it has higher carbon content with lower moisture and ash contents than other
biomass. Existing production plants are being converted such that woods or other types of
biomass can be used as feedstock. In the province of Groningen activities are ongoing to
convert a methanol production plant based on natural gas to a plant based on biomass. The
methanol can be produced by direct gasification of biomass leading to syngas which is a
mixture of CO and H2. The direct gasification is done in a pulverized entrained flow gasifier
using steam or oxygen as oxidizer to form the syngas. The syngas is then converted to
methanol.
In this report the calculations are given which are necessary to calculate the amount of
biomass necessary to produce the capacity of the power plant of 250kton/yr of methanol.
First a description will be given concerning the production of syngas out of biomass and a
basic explanation of the steps that have to be followed. In the second chapter the basic
modelling of the syngas and methanol synthesis is elaborated. Then in chapter 3 the actual
calculation and the results are presented. Finally the conclusions and recommendations are
given in the last chapter.
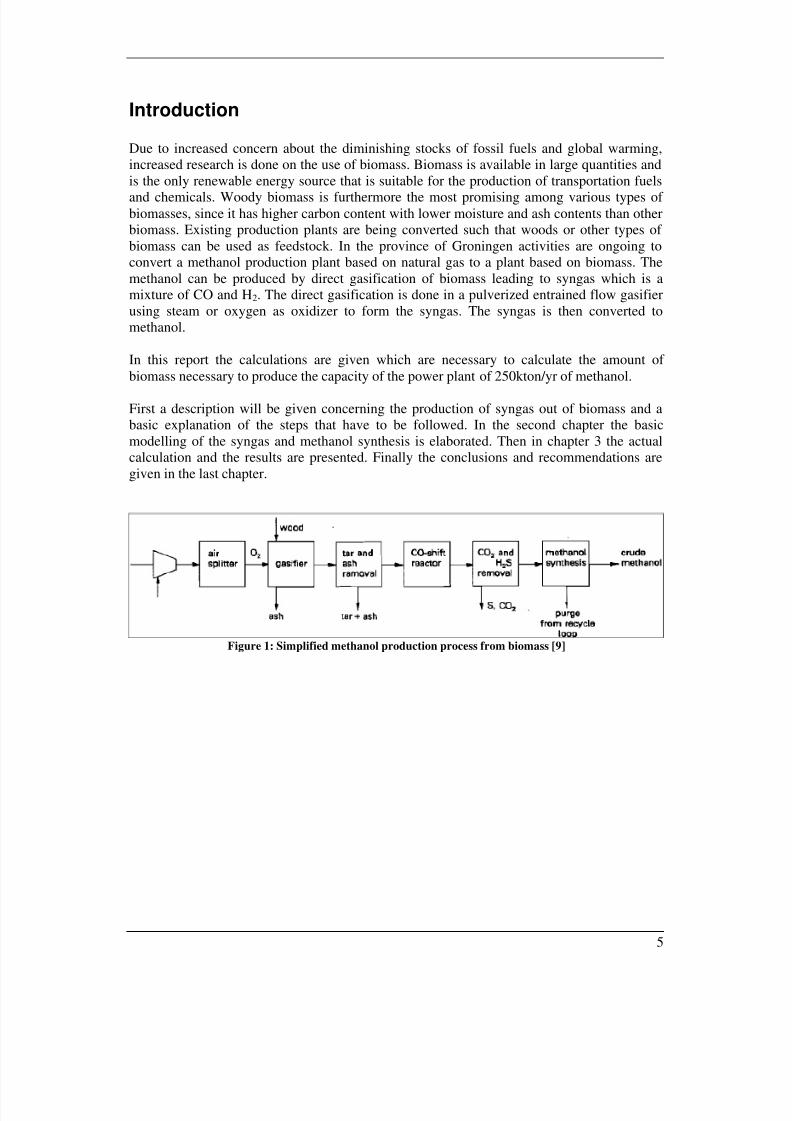
Figure 1: Simplified methanol production process from biomass [9]

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 6/28
6
1 Methanol Production from Biomass
Methanol cannot be produced directly from biomass. As can be seen in figure 1 several
processes have to be performed until the final product is achieved. These can be divided into
the syngas production and the methanol synthesis. In the following two subsections these
processes are treated
1.1 Syngas Production
In order to produce Syngas pre-treated biomass is gasified in a reactor. Therefore the
gasification process, the pre-treatment and a reactor type that could be applied are presented
in the following section.
Gasification
Gasification of biomass occurs during incomplete combustion resulting in the production of
combustible gases. In this case wood is burned to produce syngas consisting of CO and H2
and furthermore traces of methane and tar. Gasification has a high thermodynamic conversion
efficiency of typically 80-85% [3] by converting the organic content of the feed into a fuel gas
mixture. This syngas can then be used to produce methanol. In the following paragraphs a
brief introduction into the different types of reactors and the gasification reactions is given.
The gasifier type depends on the way the products are inserted in the reactor. Three basic
types of gasifiers can be distinguished: downdraft, updraft and crossdraft. The name implies
how the airflow moves through the reactor. For example, in an updraft gasifier, the air is
inserted at the bottom of the reactor where it reacts with the biomass, while the produced
gasses exit at the top (see Figure 2).
Figure 2: Types of gasifiers [1]
The type of gasifier chosen depends on the fuel, its size, its moisture content and its ash
content. In this case the downdraft reactor is the best option as it has a low sensitivity to
charcoal, dust and tar content of the fuel [1].
During gasification four processes can be distinguished for the fuel particles that flow through
the reactor. In each of these processes different chemical and thermal reactions take place.
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 7/28
7
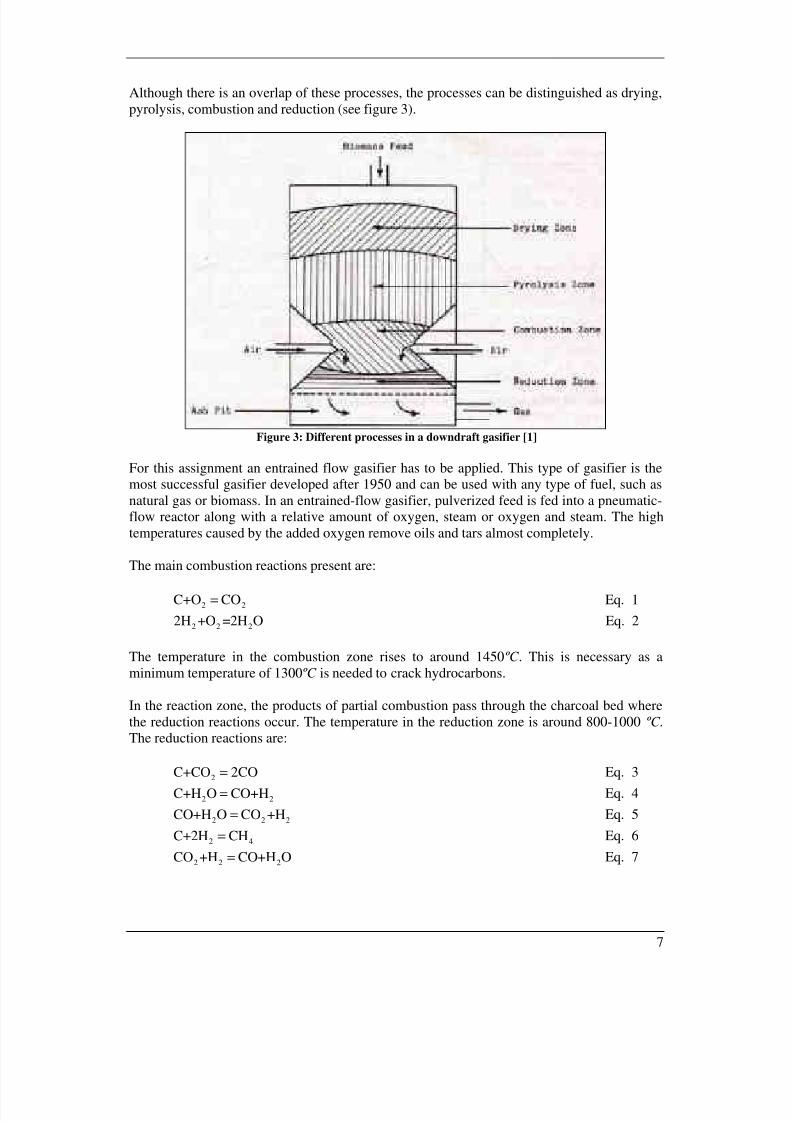
Although there is an overlap of these processes, the processes can be distinguished as drying,
pyrolysis, combustion and reduction (see figure 3).
Figure 3: Different processes in a downdraft gasifier [1]
For this assignment an entrained flow gasifier has to be applied. This type of gasifier is the
most successful gasifier developed after 1950 and can be used with any type of fuel, such as
natural gas or biomass. In an entrained-flow gasifier, pulverized feed is fed into a pneumatic-
flow reactor along with a relative amount of oxygen, steam or oxygen and steam. The high
temperatures caused by the added oxygen remove oils and tars almost completely.
The main combustion reactions present are:
2 2C+Ο CO= Eq. 1
2 2 22H +O =2H O Eq. 2
The temperature in the combustion zone rises to around 1450ºC . This is necessary as a
minimum temperature of 1300ºC is needed to crack hydrocarbons.
In the reaction zone, the products of partial combustion pass through the charcoal bed where
the reduction reactions occur. The temperature in the reduction zone is around 800-1000 ºC.
The reduction reactions are:
2C+CΟ 2CO= Eq. 3
2 2C+H O CO+H= Eq. 4
2 2 2CO+H O CO +H= Eq. 5
2 4C+2H CH= Eq. 6
2 2 2CΟ +H CO+H O= Eq. 7

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 8/28
8
Equation 5 is a combination of the first two reactions (eq. 3, the Boudouard reaction and eq. 4,
the water-gas shift reaction) and is called the CO shift reaction. Equation 6 represents the
formation of methane or the methanation reaction. Together with the fifth equation they are
the major reactions occurring in the gasification process.
In the pyrolysis zone H2O, CO2 and other volatile products like tar are given off at
temperatures between 200 and 500 ºC. The downdraft gasifier leaves less tar behind, becausethe material has to move through the combustion zone and is partially broken down.
In the drying zone, as the name already implies, the wood is dried. The wood entering the
gasifiers has a moisture content that is not favourable. During the woods transit through the
drying zone, the moisture content is lowered.
Pre-treatment
As most biomass types are not suitable for direct use in entrained flow gasifiers, pre-treatment
is necessary. The applied woody biomass is the most used type of renewable energy source
today, especially in developing countries. The advantage of using woody biomass as a
feedstock is that it does not conflict with conventional agriculture, such as the use of food
crops, to produce energy. However, the fibrous structure of fresh biomass makes it very
difficult to reduce its particle size to micrometer scale which is necessary in an entrained flow
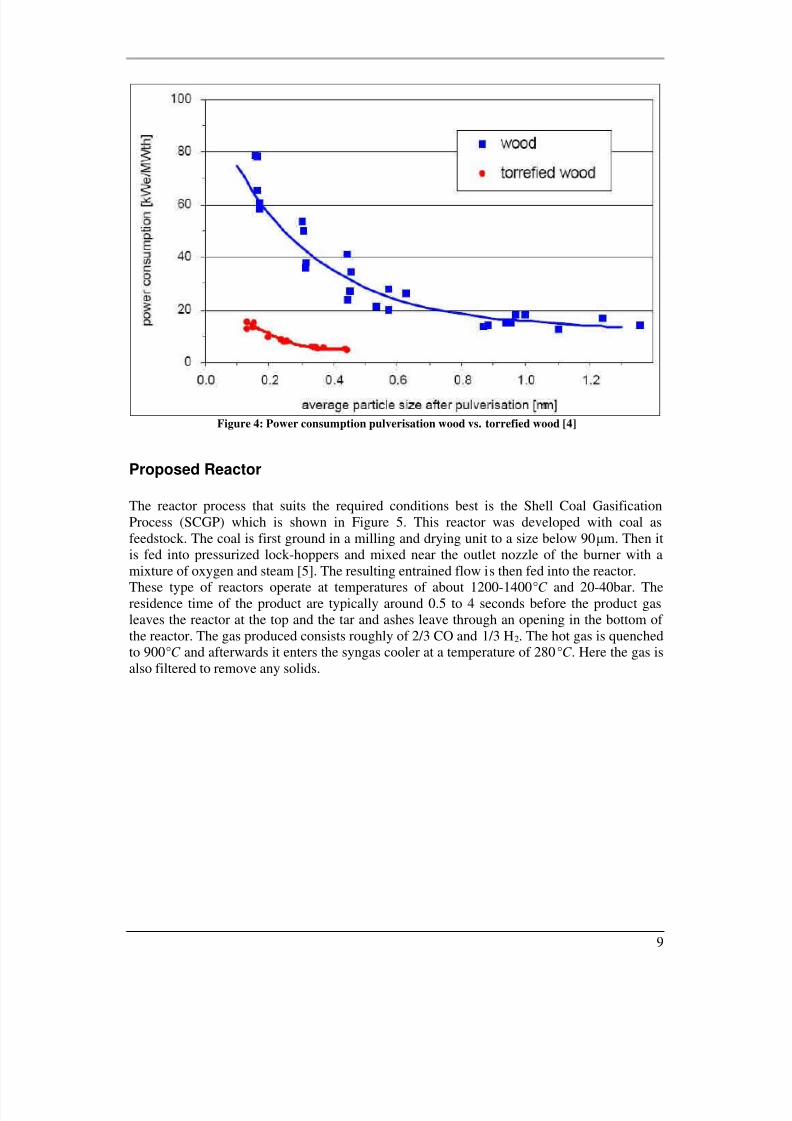
gasifier, see Figure 4. Hence torrefaction, a thermal treatment of biomass, is one possible way
of pre-treatment.
Torrefaction destroys the fibrous structure of the biomass in the absence of oxygen, at
temperatures of 200-300 ºC . This leads to a greatly improved size reduction behaviour. After
torrefaction the torrefied wood can be ground down to 100 µm particles. The advantage of the
small particle size is that the fuel resembles coal and is hydrophilic, such that minimum
modifications to existing storage and transport systems have to be made. Furthermore this
also leads to complete fuel conversion in the gasifier.
For the calculations in this report the chosen biomass is pine wood torrefied at 230 ºC for 3
hours. The chemical composition of this material is 51.5 wt% carbon, 0.05wt% nitrogen,
6.2wt% hydrogen and 42.2 wt% oxygen [2]. This was chosen because of the high energy
recovery percentage after torrefaction of 97.41% and a low moisture content of 1.4%.
Experiments have shown that torrefied wood also results in an even lower fraction of molten
particles. This might be due to the reduction of the silicon content upon torrefaction [4].
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 9/28
9
Figure 4: Power consumption pulverisation wood vs. torrefied wood [4]
Proposed Reactor
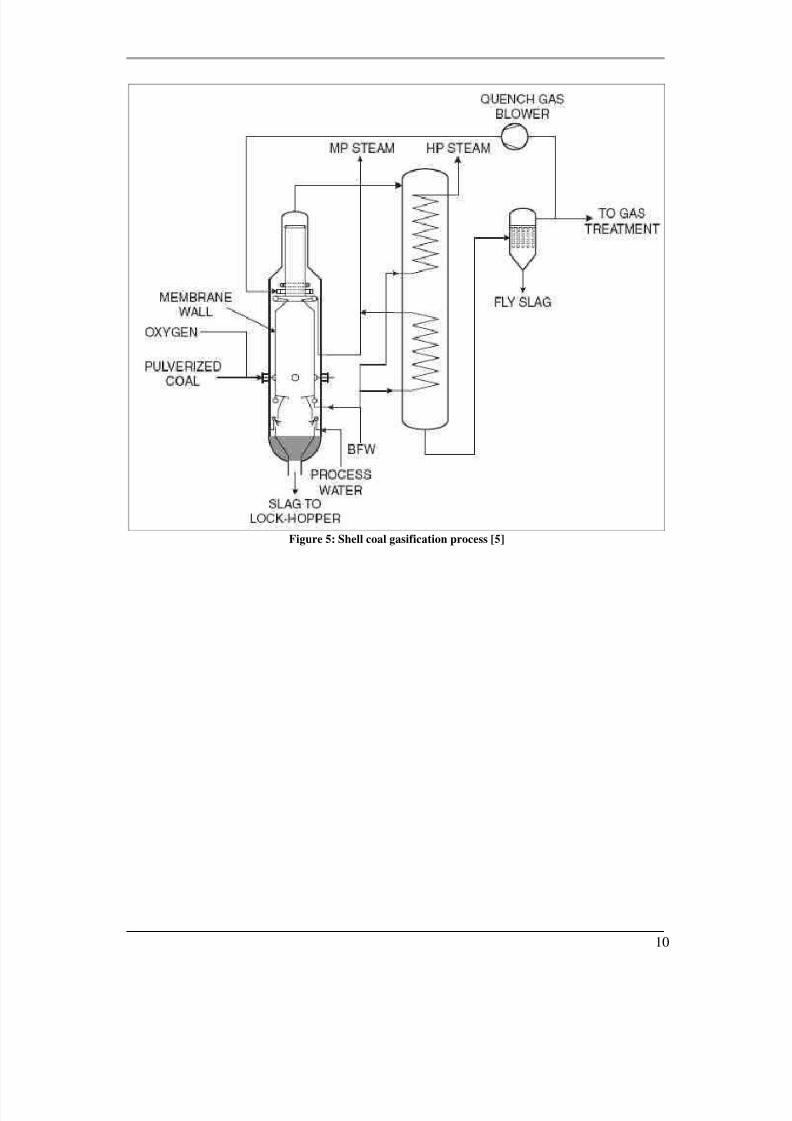
The reactor process that suits the required conditions best is the Shell Coal Gasification
Process (SCGP) which is shown in Figure 5. This reactor was developed with coal as
feedstock. The coal is first ground in a milling and drying unit to a size below 90µm. Then it
is fed into pressurized lock-hoppers and mixed near the outlet nozzle of the burner with a
mixture of oxygen and steam [5]. The resulting entrained flow is then fed into the reactor.These type of reactors operate at temperatures of about 1200-1400°C and 20-40bar. The
residence time of the product are typically around 0.5 to 4 seconds before the product gas
leaves the reactor at the top and the tar and ashes leave through an opening in the bottom of
the reactor. The gas produced consists roughly of 2/3 CO and 1/3 H2. The hot gas is quenched
to 900°C and afterwards it enters the syngas cooler at a temperature of 280°C . Here the gas is
also filtered to remove any solids.
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 10/28
10
Figure 5: Shell coal gasification process [5]
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 11/28
11
1.2 Methanol Synthesis
After gasification the syngas can be used as a feedstock for the production of methanol.
Methanol can be made out of almost all organic materials and can be used as a transportation
fuel in combustion engines. This leads to a CO2 neutral fuel. The process for the production of
methanol from syngas is the same as for the production from natural gas.
To produce methanol the syngas should be first cleaned of tar and dust and should be cooled.
The hot gas leaving the entrained flow gasifier might contain molten particles and fouling of
the heat exchanger surfaces may occur. Therefore, first quenching to 900°C is performed to
avoid ash related fouling. In a CO-shift reactor the ratio CO/H2 can be adjusted by steam
addition via the catalytically enhanced slightly exothermic reaction given below.
2 2 2CO+H O CO +H→ Eq. 8
Furthermore, the syngas should be cleaned of CO2 and H2S. H2S is a catalyst poison and has
to be removed completely. Wood only contains small amounts of sulphur and therefore thiscan be neglected at this moment.
The gas streaming out of the gasifier has a temperature of about 300-500 ºC this has to be
cooled to raise its energy density.
Methanol is produced with the use of a Cu/Zn/Al catalyst for hydrogenation of carbon oxides.
The reactions are exothermic and decrease the molar volume, for this reason the temperature
should be low with high pressure. During methanol production heat is produced that should
be removed to maintain optimum catalyst life and reaction rate [7]. The last step is distillation.
In this step the water that is produced during methanol synthesis is separated from the
methanol.
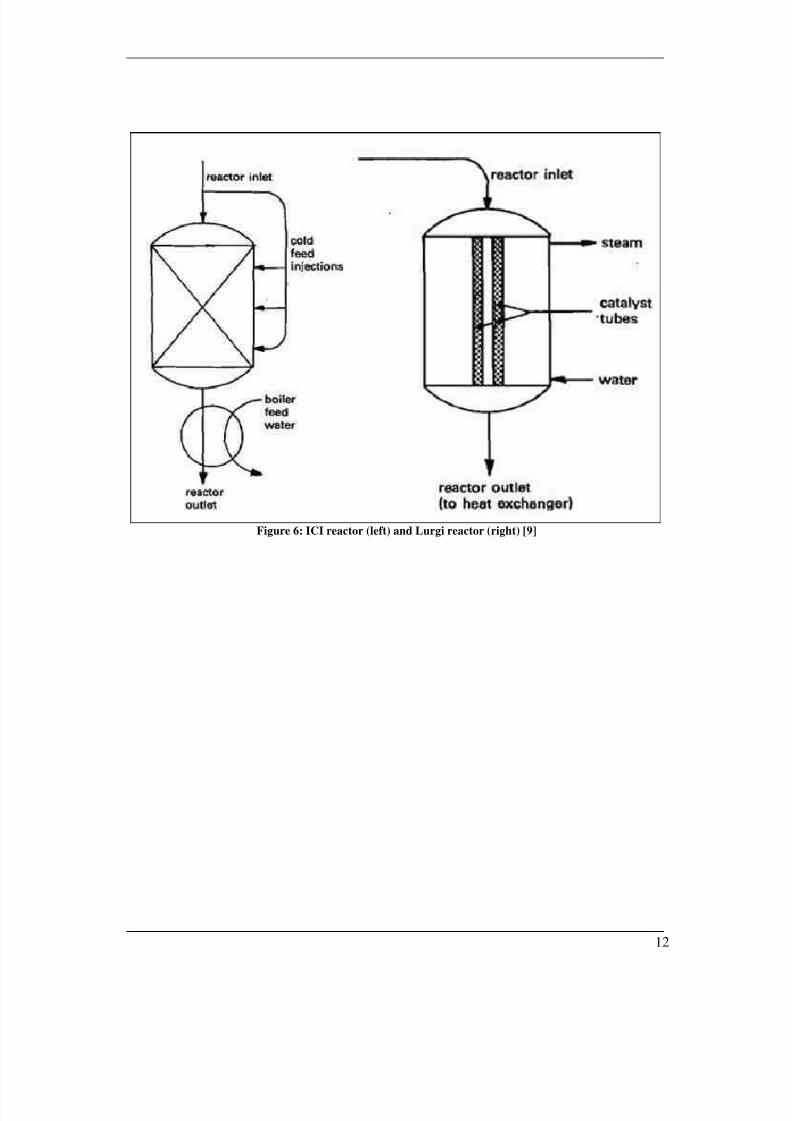
Conventional methanol reactors are fixed bed reactors using catalyst pellets operating in gasphase. The two most commonly used reactors are the ICI and the Lurgi. They both operate
between temperatures of 200-300°, pressures between 50-100bar and use a copper based
catalyst.
The main reaction for methanol synthesis is:
2 3CO+2H CH OH = Eq. 9
If there is an excess of hydrogen one can add CO2 to the reactor to increase yield using the
following reaction:
2 2 3 2CO +3H CH OH H O= + Eq. 10
The overall reaction becomes:
2 2 3 2CO+CO +5H 2CH OH H O= + Eq. 11
The processes of ICI and Lurgi differ in the heat removal process. ICI uses cold un-reacted
gas that is injected between the catalyst beds. In a Lurgi reactor, the catalyst is loaded into
tubes and the coolant circulates outside the tubes, see Figure 6 [9].
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 12/28
12
Figure 6: ICI reactor (left) and Lurgi reactor (right) [9]

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 13/28
13
2 Modelling
When considering a process such as the production of methanol from biomass it is essential to
be able to make estimates of the system performance. The simple equilibrium methods
described in the following sections have been reported to lead to reasonably accurate results
[6, 8].
2.1 Biomass Gasification
In order to estimate the output of the gasifier a thermodynamic equilibrium model will be
applied. In the previous section some operating conditions are already mentioned. These and
additional assumptions need to be taken into account before setting up the model:
• The used gasifier is a downdraft entrained-flow gasifier, as the equation holds better
for reactors with low tar content.
•
The operating temperature and pressure of biomass to syngas gasifier is 1200°C and20 bar respectively.
• The residence time of the feedstock in the rector is long enough such that it operates
close or at the thermodynamic equilibrium.
• All carbon content is converted into gaseous form.
• Only the main reaction products are taken into account. These are carbon monoxide(CO), carbon dioxide (CO2), hydrogen (H2), methane (CH4), nitrogen (N2), and water
(H2O).
• Ash in the feedstock is assumed to be inert.
• All gaseous products behave as ideal gases.
• The pressure drop inside the gasifier is assumed negligible.
• The process is adiabatic and no external heat source is applied.
• Only the main and overall reactions of the control volume (the gasifier) are used.
Individual processes going on in the different zone of the reactor are inside of the
control volume and do not need to be considered.
The last assumption characterises the reaction and is therefore used for the calculation (see
equation 11). During gasification an amount of reactants enter the reactor and a particular
amount of products exit the reactor. The reactants consist of the biomass, the moisture content
of the biomass and the air used for the gasification. The products are hydrogen, carbon
monoxide, carbon dioxide, water, methane and nitrogen.
The resulting overall gasification reaction is shown in equation 12 and is similar to the
equation set up by Gautam [6] and Babu [8].
2 2 2
1 2 2 3 2 4 2 5 4 2
( 3.76 )
3.76
x y w g
g
CH O m H O x O N
x CO x H x CO x H O x CH x N
+ + +
→ + + + + +Eq. 12
With x yCH O representing the equivalent composition for woody biomass (neglecting the
nitrogen content as it is very low for torrefied wood). The unknowns to be solved for are the
fractions xg, x1, x2, x3, x4 and x5. The moisture content m [wt%] of the wood is taken into
account as:
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 14/28
14
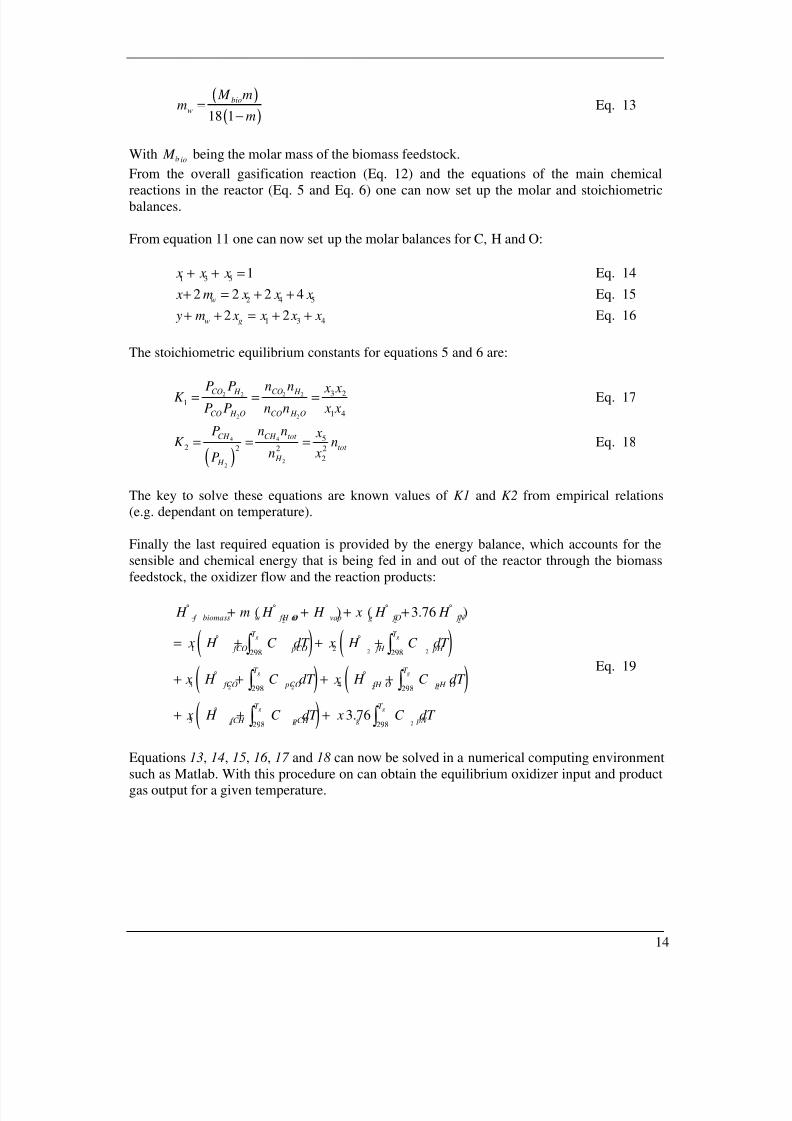
( )
( )18 1
bio
w
M mm
m=
−Eq. 13
With io M being the molar mass of the biomass feedstock.
From the overall gasification reaction (Eq. 12) and the equations of the main chemical
reactions in the reactor (Eq. 5 and Eq. 6) one can now set up the molar and stoichiometricbalances.
From equation 11 one can now set up the molar balances for C, H and O:
1 3 5 1 x x x+ + = Eq. 14
2 4 52 2 2 4w
x m x x x+ = + + Eq. 15
1 3 42 2w g y m x x x x+ + = + + Eq. 16
The stoichiometric equilibrium constants for equations 5 and 6 are:
2 2 2 2
2 2
3 21
1 4
CO H CO H
CO H O CO H O
P P n n x xK
P P n n x x= = = Eq. 17
( )4 4
22
52 2 2 2
2
CH CH tot
tot
H H
P n n xK n
n xP= = = Eq. 18
The key to solve these equations are known values of K1 and K2 from empirical relations
(e.g. dependant on temperature).
Finally the last required equation is provided by the energy balance, which accounts for the
sensible and chemical energy that is being fed in and out of the reactor through the biomass
feedstock, the oxidizer flow and the reaction products:
( ) ( )
( ) ( )
( )
2 2 2
2 2
2 2 2 2
4 4 2
1 2298 298
3 4298 298
5298 298
( ) ( 3.76 )
3.76
g g
g g
g g
f biomass w fH O vap g fO fN
T T
fCO pCO fH pH
T T
fCO pCO fH O pH O
T T
fCH pCH g pN
H m H H x H H
x H C dT x H C dT
x H C dT x H C dT
x H C dT x C dT
ω
° ° ° °
−
° °
° °
°
+ + + +
= + + +
+ + + +
+ + +
∫ ∫
∫ ∫
∫ ∫
Eq. 19
Equations 13, 14, 15, 16 , 17 and 18 can now be solved in a numerical computing environment
such as Matlab. With this procedure on can obtain the equilibrium oxidizer input and product
gas output for a given temperature.

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 15/28
15
2.2 Methanol Synthesis
The synthesis of methanol consists of two reactions which use the syngas components
provided by the gasifier. The separate reactions considered are [10]:
2 32CO H CH OH + → Eq. 9
2 2 3 23CO H CH OH H O+ → + Eq. 10
When analysing these two reactions it is assumed that the reaction constant K for both reactions is
the same. This implies that the gases are modelled following the ideal gas law. Therefore, the two
equations can be added to form one chemical equilibrium reaction:
2 2 3 25 2CO CO H CH OH H O+ + → + Eq. 11
This equation can now be applied in a molar balance.

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 16/28
16
3 Calculations and Results
This chapter discusses the calculations and the results. In the first section the general chemical
equilibrium reactions are solved for the gasifier. In the subsequent section the calculations on
the methanol synthesis reaction are performed in order to determine the amount of syngas
needed. The third section deals with determining the amount of biomass feedstock needed,while the fourth section analysis reactor sizing. This chapter ends with an overview of the
results.
3.1 Determining the performance of the gasification
As mentioned in section 2 the biomass gasifier is modeled in MATLAB using equations 13 to
18. These are six equations with six unknowns, namely x1, x2, x3, x4, x5 and xg. Therefore,
provided with the correct input these relations should deliver an acceptable result.
However, solving this system of equations with MATLAB resulted in unsatisfactory results,i.e. some of the fractions of the product gas were negative. This is a direct result of the
empirical relations applied to establish the different coefficients and heating values.
Therefore, the results of Gautam et al. [6] are used. These are shown in figure 7 and table 1.
Figure 7: Results of the equilibrium equation for different temperatures [6]

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 17/28
17
Table 1: gas composition in the reactor at 1200 ◦C
Component Symbol Fraction
H2O m 0.09
O2 xg 0.47
CO x1 0.65
H2 x2 0.33
CO2 x3 0.33H2O x4 0.42
Rewriting equation 14 leads to the amount of methane (x5) produced:
5 1 31 1 0.65 0.33 0.02 x x x= − − = − − =
Therefore, equation 12 becomes:
1.4 0.7 2 2
2 2 2 4
0.09 0.47
0.65 0.33 0.33 0.42 0.02
CH O H O O
CO H CO H O CH
+ +
→ + + + +
3.2 Determining Amount of Required Syngas
The amount of required syngas can be determined by first considering the production of one
ton of methanol3( )tonCH OH m . This amount of methanol needs to be converted to its molar
equivalent3( )tonCH OH
mol in order to determine the amount of syngas required. To achieve this
goal, first the molar mass3CH OH
M of ethanol is determined [10]:
3 4 12 4 1 16 32 / CH OH C H O M M M M g mol= + + = + ⋅ + = Eq. 20
Here C M , H
M and O M represent the molar mass of carbon (C), hydrogen (H) and oxygen (O)
respectively.
The equivalent of 1 ton of methanol in mol produced can now be determined:
3
3
3
6 6( ) 10 1 10
= =3125032
tonCH OH
CH OH
CH OH
mmol mol
M
⋅ ⋅=
Looking at Eq. 11, the ratios r 1 and r 2 between the components are:
2
3
1
5=
2
H
CH OH
xr
x= Eq. 21
2 2
3 3 3
2
1= = =
2
H O COCO
CH OH CH OH CH OH
x x xr
x x x= Eq. 22
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 18/28
18
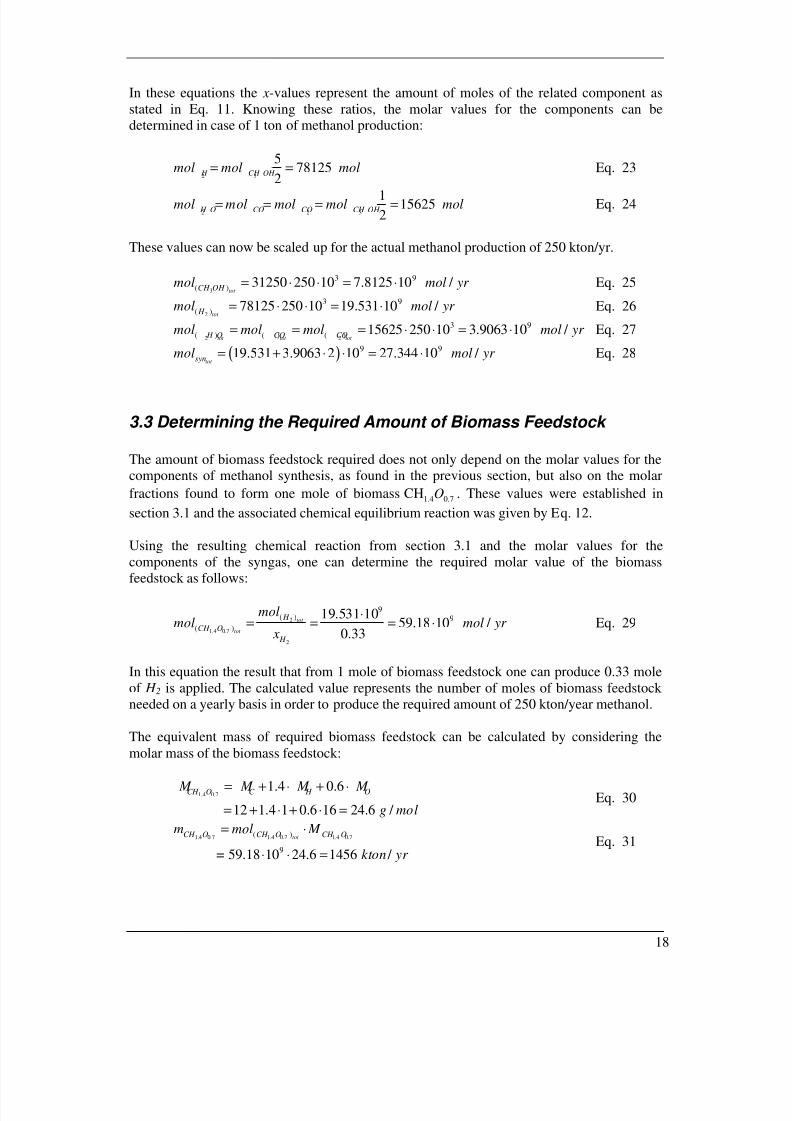
In these equations the x-values represent the amount of moles of the related component as
stated in Eq. 11. Knowing these ratios, the molar values for the components can be
determined in case of 1 ton of methanol production:
2 3
578125
2 H CH OH
mol mol mol= = Eq. 23
2 2 3
115625
2 H O CO CO CH OH
mol mol mol mol mol= = = = Eq. 24
These values can now be scaled up for the actual methanol production of 250 kton/yr.
3
3 9
( ) 31250 250 10 7.8125 10 / tot CH OH
mol mol yr = ⋅ ⋅ = ⋅ Eq. 25
2
3 9
( ) 78125 250 10 19.531 10 / tot H
mol mol yr = ⋅ ⋅ = ⋅ Eq. 26
2 2
3 9
( ) ( ) ( ) 15625 250 10 3.9063 10 / tot tot tot H O CO CO
mol mol mol mol yr = = = ⋅ ⋅ = ⋅ Eq. 27
( ) 9 919.531 3.9063 2 10 27.344 10 /
tot synmol mol yr = + ⋅ ⋅ = ⋅ Eq. 28
3.3 Determining the Required Amount of Biomass Feedstock
The amount of biomass feedstock required does not only depend on the molar values for the
components of methanol synthesis, as found in the previous section, but also on the molar
fractions found to form one mole of biomass 1.4 0.7CH O . These values were established in
section 3.1 and the associated chemical equilibrium reaction was given by Eq. 12.
Using the resulting chemical reaction from section 3.1 and the molar values for the
components of the syngas, one can determine the required molar value of the biomass
feedstock as follows:
2
1.4 0.7
2
9( ) 9
( )
19.531 1059.18 10 /
0.33
tot
tot
H
CH O
H
molmol mol yr
x
⋅= = = ⋅ Eq. 29
In this equation the result that from 1 mole of biomass feedstock one can produce 0.33 mole
of H 2 is applied. The calculated value represents the number of moles of biomass feedstock
needed on a yearly basis in order to produce the required amount of 250 kton/year methanol.
The equivalent mass of required biomass feedstock can be calculated by considering the
molar mass of the biomass feedstock:
1.4 0.71.4 0.6
12 1.4 1 0.6 16 24.6 /
CH O C H O M M M M
g mol
= + ⋅ + ⋅
= + ⋅ + ⋅ =Eq. 30
1.4 0.7 1.4 0.7 1.4 0.7( )
9= 59.18 10 24.6 1456 /
tot CH O CH O CH Om mol M
kton yr
= ⋅
⋅ ⋅ =
Eq. 31
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 19/28
19
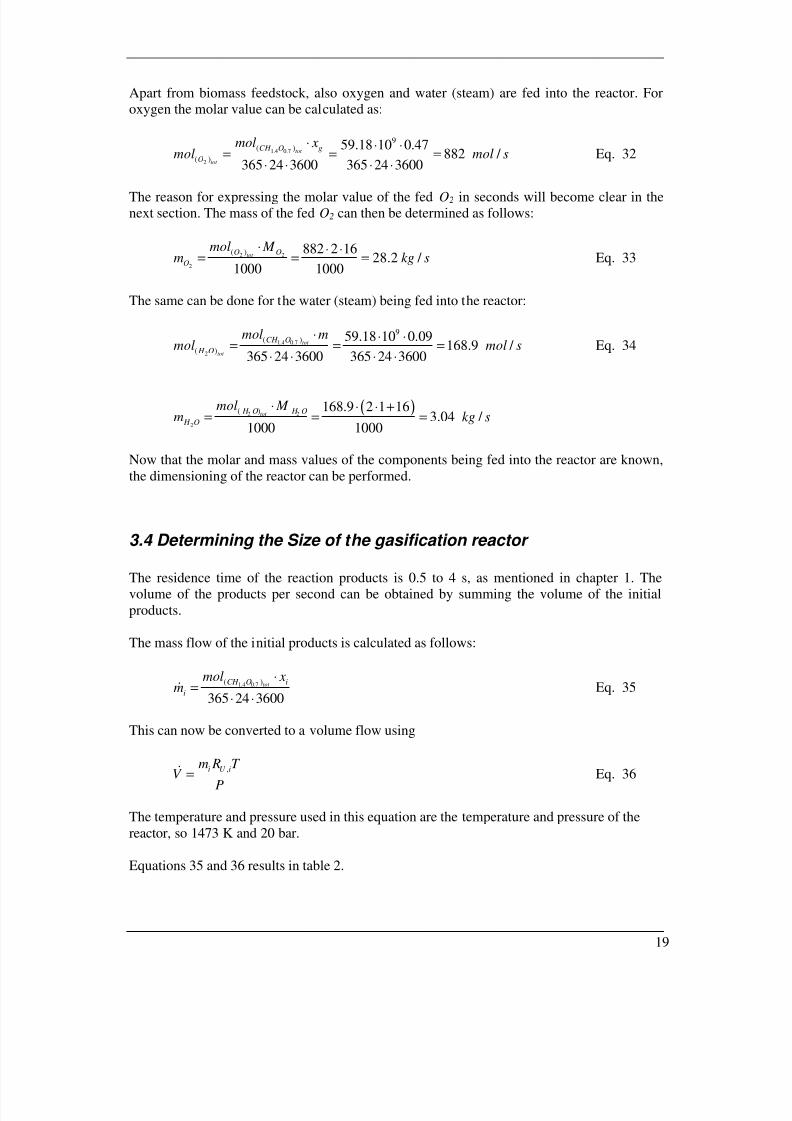
Apart from biomass feedstock, also oxygen and water (steam) are fed into the reactor. For
oxygen the molar value can be calculated as:
1.4 0.7
2
9( )
( )
59.18 10 0.47882 /
365 24 3600 365 24 3600
tot
tot
CH O g
O
mol xmol mol s
⋅ ⋅ ⋅= = =
⋅ ⋅ ⋅ ⋅Eq. 32
The reason for expressing the molar value of the fed O2 in seconds will become clear in the
next section. The mass of the fed O2 can then be determined as follows:
2 2
2
( ) 882 2 1628.2 /
1000 1000
tot O O
O
mol M m kg s
⋅ ⋅ ⋅= = = Eq. 33
The same can be done for the water (steam) being fed into the reactor:
1.4 0.7
2
9( )
( )
59.18 10 0.09168.9 /
365 24 3600 365 24 3600
tot
tot
CH O
H O
mol mmol mol s
⋅ ⋅ ⋅= = =
⋅ ⋅ ⋅ ⋅Eq. 34
( )2 2
2
( ) 168.9 2 1 163.04 /
1000 1000
tot H O H O
H O
mol M m kg s
⋅ ⋅ ⋅ += = =
Now that the molar and mass values of the components being fed into the reactor are known,
the dimensioning of the reactor can be performed.
3.4 Determining the Size of the gasification reactor
The residence time of the reaction products is 0.5 to 4 s, as mentioned in chapter 1. Thevolume of the products per second can be obtained by summing the volume of the initial
products.
The mass flow of the initial products is calculated as follows:
1.4 0.7( )
365 24 3600
tot CH O i
i
mol xm
⋅=
⋅ ⋅ɺ Eq. 35
This can now be converted to a volume flow using
,i U im R T V P
=ɺ Eq. 36
The temperature and pressure used in this equation are the temperature and pressure of the
reactor, so 1473 K and 20 bar.
Equations 35 and 36 results in table 2.

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 20/28
20
Table 2: Mass-flow and volume flow of the gasification products
Component mɺ [mol/s] V ɺ [m3 /s]
CO 1219.8 7.5
H2 619.3 3.8
CO2 619.3 3.8
H2O 788.2 4.8
CH4 93.8 0.6
The total volume flow is then 20.5 m3 /s. For the sizing of the gasification reactor a residence
time of 5 seconds is assumed (this is higher than the actual residence time of max. 4 seconds,
so the reactor is actually oversized). Therefore the volume of the reactor becomes 102.5 m3.
Assuming a cylindrical shape for the reactor with diameter d of 2.5m, the length L becomes
2 2
102.521
0.25 0.25 2.5
V L m
d π π
= = =⋅
3.5 Summary
The final results of the foregoing sections are summarized in table 3.
Table 3: Final results
Mass of biomass needed 1456 [kton/yr]
Mass of syngas created 320 [kton/yr]
Mass of methanol needed 250 [kton/yr]
Pressure in gasifier 20 bar
Temperature in gasifier 1473.15 [K]
Diameter gasifier 2.5 [m]Height gasifier 21 [m]
Volume flow through gasifier 20.5 [m3 /s]
Hokanson [11] states that to produce 500 tons of methanol, 1500 tons of oven dry wood waste
is required. Hence our calculations are a factor two off. However one can assume that
Hokanson, being a professional chemical engineer, investigated the process and additional
processes that improve the production beyond the potential of the empirical data applied in
this exercise.

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 21/28
21
4 Conclusion and Recommendations
With torrefied pine wood as a biomass source, the calculations done in the scope of this
exercise lead to approximately 1460 kton/year of wood to be converted to 250 kton/year of
methanol (for detailed results see table 3). These values are a factor two off, compared to the
results of a professional study performed by US Department of Agriculture [11]. This
discrepancy can be explained by the difference in expertise.
During the short introduction into Energy from Biomass the authors of this paper made their
first experiences with basic chemical modelling techniques such as molar and thermal
balances. These techniques were implemented in Matlab using empirically obtained data from
scientific papers. In the meantime the described reactors were examined.
Overall this exercise has increased the understanding of the production of bio-fuels from
biomass and methanol in particular. However, this exercise has also exposed the dangers
which lie in the use of third-party empirical data, which can lead to conflicting situations.
Therefore it is recommended to mix groups beforehand, such that each group has a person
with a chemical engineering background (or similar).

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 22/28
22
References
1. Rajvanshi, A., 1968. Biomass Gasification. In D. Yogi Goswami. Alternative
Energy in Agriculture. CRC Press. Ch. 4. pp 83-102.
2. Pach, M., Zanzi, R., Björnbom, E. 2002. Torrefied biomass a substitute for wood
and charcoal. [online] Available at:
http://hem.fyristorg.com/zanzi/paper/zanzi_apisceuVI.pdf [accessed on March 25,
2010]
3. Arkansas Economic Development Commission. An overview of biomass
gasification. [online] Available at:
http://arkansasedc.com/download/media/143168/overview_biomass_gasification.p
df [accessed on March 30, 2010]
4. Drift, A. Van Der, et al. 2004. Entrained flow gasificaton of biomass. ECN
5. Higman, C., Van Der Burgt, M. 2008. Gasification. Amsterdam. Elsevier – Gulf
Professional Printing
6. Gautam, G., Adhikari, S., Bhavnami, S., 2010. Estimation of biomass synthesis
gas composition using equilibrium modelling. Energy & Fuels.7. Hamelinck, C., Faaij, A., 2001. Future prospects for production of methanol and
hydrogen from biomass. Universiteit Utrecht, Utrecht.
8. Babu, B.V., Pratik N.S. 200X. Modelling&Simulation of Biomass Gasifier: Effect
of Oxygen Enrichtment and Steam to Air Ratio. Chemical Engineering Group
Birla Institute of Technology & Science.
9. Beenackers, A., Van Swaaij, W. 1984 Methanol from wood. Solar Energy. 2.
pp349-367
10. Xiuli, Y., 2004. Synthesizing Methanol from Biomass-Derived Syngas. The
University of Hong Kong.
11. Hokanson, A. E., 1977. Methanol from Wood Waste: A technical and economical
study. U. S. Department of Agriculture.

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 23/28
23
Appendix A: Matlab Calculations
The gasification reaction of biomass in its general form is:
2 2 2 1 2 2 3 2 4 2 5 4 2( 3.76 ) 3.76 x y w g gCH O m H O x O N x CO x H x CO x H O x CH x N + + + → + + + + +
From section 2 the following equations hold for the gasification process:
2 2 2 2
2 2
3 21
1 4
CO H CO H
CO H O CO H O
P P n n x xK
P P n n x x= = = [A.1]
( )4 4
22
52 2 2 2
2
CH CH tot
tot
H H
P n n xK n
n xP= = = [A.2]
1 3 5 1 x x x+ + = [A.3]
2 4 52 2 2 4w x m x x x+ = + + [A.4]
1 3 42 2w g y m x x x x+ + = + + [A.5]
( ) ( )
( ) ( )
( )
2 2 2
2 2
2 2 2 2
4 4 2
1 2298 298
3 4298 298
5298 298
( ) ( 3.76 )
3.762
g g
g g
g g
f biomass w fH O vap g fO fN
T T
fCO pCO fH pH
T T
fCO pCO fH O pH O
T T
fCH pCH g pN
H m H H x H H
x H C dT x H C dT
x H C dT x H C dT
z x H C dT x C dT
ω
° ° ° °
−
° °
° °
°
+ + + +
= + + +
+ + + +
+ + + +
∫ ∫
∫ ∫
∫ ∫
[A.6]
These 6 equations have 6 unknowns: x1, x2, x3, x4, x5 and xg. With the solver-function in
MATLAB this system of equations is analyzed. The results are shown in table A.1.
Table A.1: results from Matlab for the system of equations
Fraction Values (first calculations) Value (improved calculations)
x1 1.05 0.98
x2 4.94 0.58
x3 -29.45 -0.29
x4 -60.25 0.0001
x5 29.40 0.13
xg -61.05 -0.14
From table A.1 the results of the first calculation are wrong. First of all, the output of the
system of equations [A.1] – [A.6] are fractions. So, their values should be between 0 and 1.
Second, the fractions shouldn’t be negative, as in the gasifier either gas is formed or not.
After improving the model the results are still unsatisfactory. The order of magnitude of the
results is now correct, but some values are still negative.
As the model still gives wrong results the results of Gautam et al. [6] are used in the further
calculations, see chapter 1.
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 24/28
24
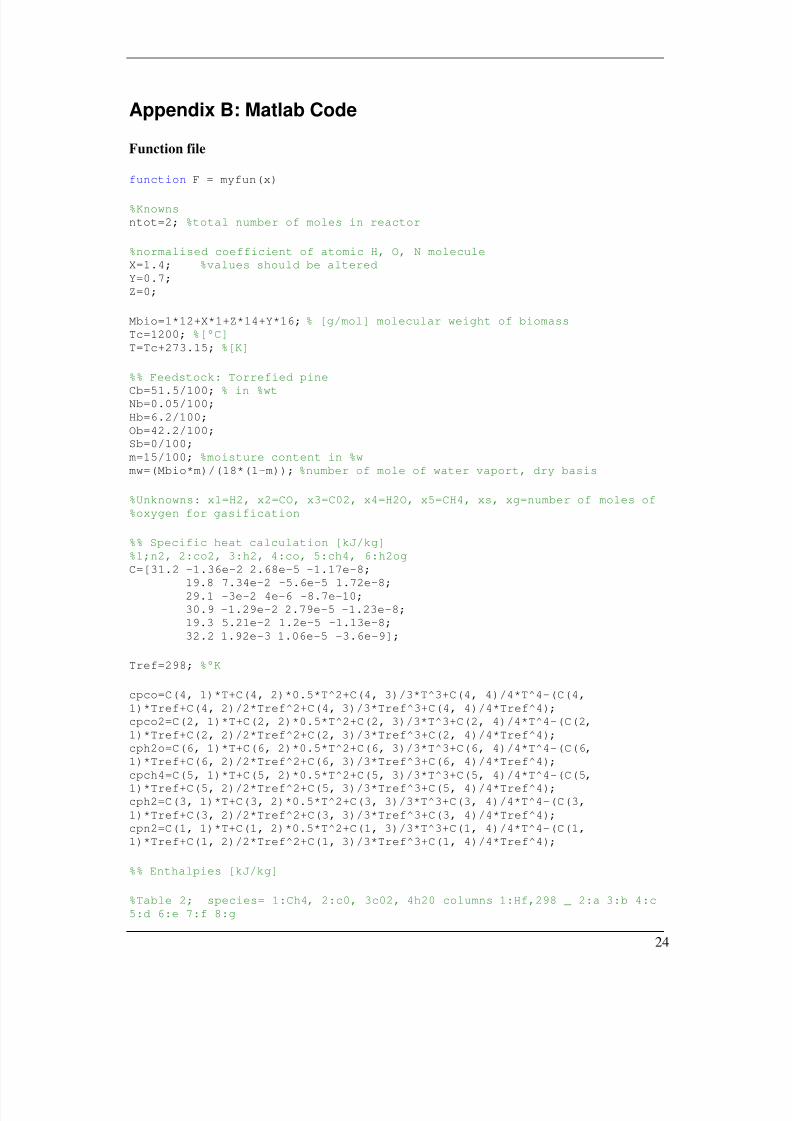
Appendix B: Matlab Code
Function file
function F = myfun(x)
%Knowns ntot=2; %total number of moles in reactor
%normalised coefficient of atomic H, O, N molecule X=1.4; %values should be altered Y=0.7; Z=0;
Mbio=1*12+X*1+Z*14+Y*16; % [g/mol] molecular weight of biomass
Tc=1200; %[°C] T=Tc+273.15; %[K]
%% Feedstock: Torrefied pine Cb=51.5/100; % in %wt
Nb=0.05/100; Hb=6.2/100; Ob=42.2/100; Sb=0/100; m=15/100; %moisture content in %w mw=(Mbio*m)/(18*(1-m)); %number of mole of water vaport, dry basis
%Unknowns: x1=H2, x2=CO, x3=C02, x4=H2O, x5=CH4, xs, xg=number of moles of %oxygen for gasification
%% Specific heat calculation [kJ/kg] %1;n2, 2:co2, 3:h2, 4:co, 5:ch4, 6:h2og
C=[31.2 -1.36e-2 2.68e-5 -1.17e-8; 19.8 7.34e-2 -5.6e-5 1.72e-8; 29.1 -3e-2 4e-6 -8.7e-10; 30.9 -1.29e-2 2.79e-5 -1.23e-8; 19.3 5.21e-2 1.2e-5 -1.13e-8; 32.2 1.92e-3 1.06e-5 -3.6e-9];
Tref=298; %°K
cpco=C(4, 1)*T+C(4, 2)*0.5*T^2+C(4, 3)/3*T^3+C(4, 4)/4*T^4-(C(4,
1)*Tref+C(4, 2)/2*Tref^2+C(4, 3)/3*Tref^3+C(4, 4)/4*Tref^4); cpco2=C(2, 1)*T+C(2, 2)*0.5*T^2+C(2, 3)/3*T^3+C(2, 4)/4*T^4-(C(2,
1)*Tref+C(2, 2)/2*Tref^2+C(2, 3)/3*Tref^3+C(2, 4)/4*Tref^4); cph2o=C(6, 1)*T+C(6, 2)*0.5*T^2+C(6, 3)/3*T^3+C(6, 4)/4*T^4-(C(6,
1)*Tref+C(6, 2)/2*Tref^2+C(6, 3)/3*Tref^3+C(6, 4)/4*Tref^4); cpch4=C(5, 1)*T+C(5, 2)*0.5*T^2+C(5, 3)/3*T^3+C(5, 4)/4*T^4-(C(5,
1)*Tref+C(5, 2)/2*Tref^2+C(5, 3)/3*Tref^3+C(5, 4)/4*Tref^4); cph2=C(3, 1)*T+C(3, 2)*0.5*T^2+C(3, 3)/3*T^3+C(3, 4)/4*T^4-(C(3,
1)*Tref+C(3, 2)/2*Tref^2+C(3, 3)/3*Tref^3+C(3, 4)/4*Tref^4); cpn2=C(1, 1)*T+C(1, 2)*0.5*T^2+C(1, 3)/3*T^3+C(1, 4)/4*T^4-(C(1,
1)*Tref+C(1, 2)/2*Tref^2+C(1, 3)/3*Tref^3+C(1, 4)/4*Tref^4);
%% Enthalpies [kJ/kg]
%Table 2; species= 1:Ch4, 2:c0, 3c02, 4h20 columns 1:Hf,298 _ 2:a 3:b 4:c
5:d 6:e 7:f 8:g
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 25/28
25
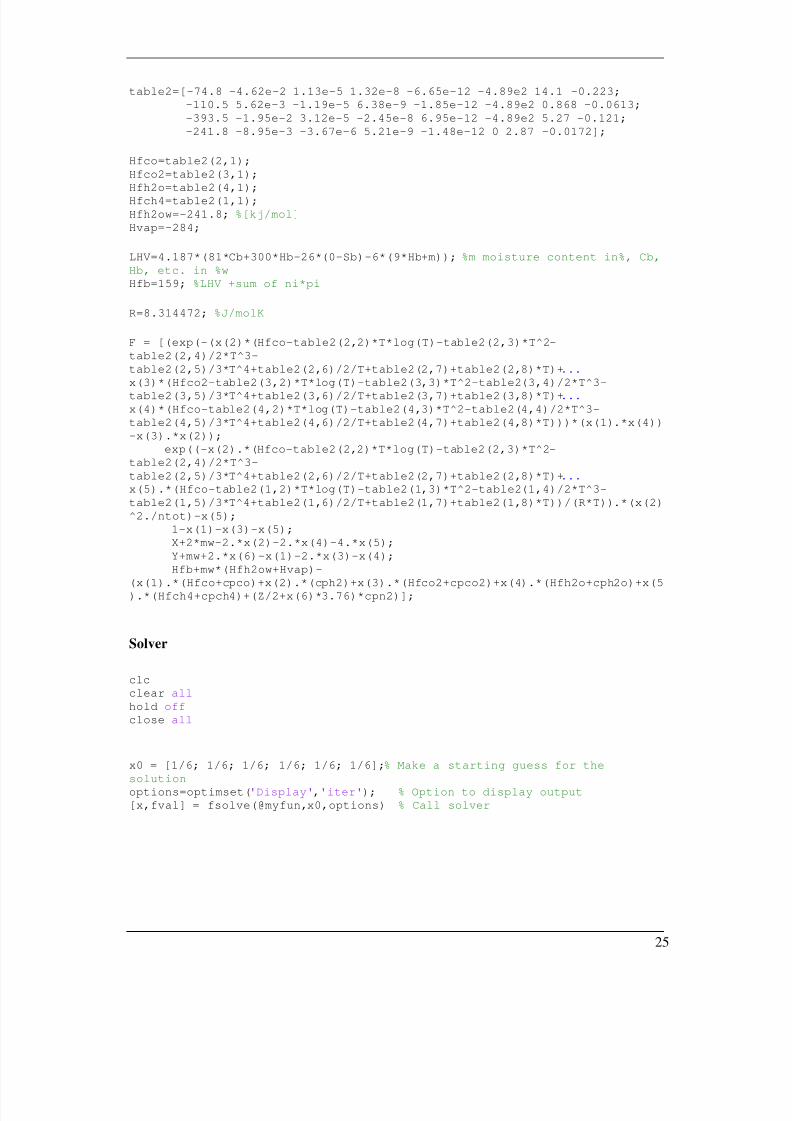
table2=[-74.8 -4.62e-2 1.13e-5 1.32e-8 -6.65e-12 -4.89e2 14.1 -0.223; -110.5 5.62e-3 -1.19e-5 6.38e-9 -1.85e-12 -4.89e2 0.868 -0.0613; -393.5 -1.95e-2 3.12e-5 -2.45e-8 6.95e-12 -4.89e2 5.27 -0.121; -241.8 -8.95e-3 -3.67e-6 5.21e-9 -1.48e-12 0 2.87 -0.0172];
Hfco=table2(2,1); Hfco2=table2(3,1);
Hfh2o=table2(4,1); Hfch4=table2(1,1); Hfh2ow=-241.8; %[kj/mol]
Hvap=-284;
LHV=4.187*(81*Cb+300*Hb-26*(0-Sb)-6*(9*Hb+m)); %m moisture content in%, Cb,
Hb, etc. in %w Hfb=159; %LHV +sum of ni*pi
R=8.314472; %J/molK
F = [(exp(-(x(2)*(Hfco-table2(2,2)*T*log(T)-table2(2,3)*T^2-
table2(2,4)/2*T^3-
table2(2,5)/3*T^4+table2(2,6)/2/T+table2(2,7)+table2(2,8)*T)+...
x(3)*(Hfco2-table2(3,2)*T*log(T)-table2(3,3)*T^2-table2(3,4)/2*T^3-table2(3,5)/3*T^4+table2(3,6)/2/T+table2(3,7)+table2(3,8)*T)+... x(4)*(Hfco-table2(4,2)*T*log(T)-table2(4,3)*T^2-table2(4,4)/2*T^3-
table2(4,5)/3*T^4+table2(4,6)/2/T+table2(4,7)+table2(4,8)*T)))*(x(1).*x(4))
-x(3).*x(2)); exp((-x(2).*(Hfco-table2(2,2)*T*log(T)-table2(2,3)*T^2-
table2(2,4)/2*T^3-
table2(2,5)/3*T^4+table2(2,6)/2/T+table2(2,7)+table2(2,8)*T)+... x(5).*(Hfco-table2(1,2)*T*log(T)-table2(1,3)*T^2-table2(1,4)/2*T^3-
table2(1,5)/3*T^4+table2(1,6)/2/T+table2(1,7)+table2(1,8)*T))/(R*T)).*(x(2)
^2./ntot)-x(5); 1-x(1)-x(3)-x(5); X+2*mw-2.*x(2)-2.*x(4)-4.*x(5); Y+mw+2.*x(6)-x(1)-2.*x(3)-x(4);
Hfb+mw*(Hfh2ow+Hvap)-(x(1).*(Hfco+cpco)+x(2).*(cph2)+x(3).*(Hfco2+cpco2)+x(4).*(Hfh2o+cph2o)+x(5
).*(Hfch4+cpch4)+(Z/2+x(6)*3.76)*cpn2)];
Solver
clc clear all hold off close all
x0 = [1/6; 1/6; 1/6; 1/6; 1/6; 1/6];% Make a starting guess for thesolution options=optimset('Display','iter'); % Option to display output [x,fval] = fsolve(@myfun,x0,options) % Call solver

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 26/28
26
Appendix C: Matlab Code for Sizing
M_C=12; %molar mass [g/mol] M_H=1; M_O=16; M_CH3OH=M_C+M_H*3+M_O+M_H;
m_CH3OH=1*10^3; %[kg] 1 ton methanol required mol_CH3OH=m_CH3OH*10^3/M_CH3OH; %[mol] 1 ton equivalent mol
methanol
%% ratio chemical equilibrium equation %total reaction: CO+CO2+5H2-->2CH3OH+H20 %Again, 1 ton of CH3OH created.
%ratio CH3OH:H2O = 2:1 mol_H2O=mol_CH3OH/2; %amount of moles H2O created with 1
ton methanol m_H2O=mol_H2O*(M_H*2+M_O)*10^-3; %[kg] equivalent amount kg component
%ratio H2:CH3OH = 5:2 mol_H2=mol_CH3OH*(5/2); m_H2=(mol_H2*(M_H*2)*10^-3);
%ratio CO:CH3OH = 1:2 mol_CO=mol_CH3OH/2; m_CO=(mol_CO*(M_C+M_O)*10^-3);
%ratio CO2:CH3OH = 1:2 mol_CO2=mol_CH3OH/2; m_CO2=(mol_CO2*(M_C+M_O*2)*10^-3);
%total mol left and right side chem. reaction:
mol_tot_left=mol_H2+mol_CO+mol_CO2; mol_syn=mol_tot_left; mol_tot_right=mol_CH3OH+mol_H2O;
%total mass left and right side chem. reaction m_tot_left=m_H2+m_CO+m_CO2; m_syn=m_tot_left; m_tot_right=m_CH3OH+m_H2O;
%% upscaling to 250 kt/yr k=250*10^3; %from 1 ton to 250kt (per year) mol_CH3OH_tot=mol_CH3OH*k; %amount of mol of component produced to
meet 250 kt/yr methanol production
mol_H2O_tot=mol_H2O*k; %amount of mol of component produced to meet
250 kt/yr methanol production
mol_H2_tot=mol_H2*k; mol_CO_tot=mol_CO*k; mol_CO2_tot=mol_CO2*k; mol_syn_tot=mol_syn*k;
m_H2_tot=m_H2*k; %amount of mass of component produced to meet
250 kt/yr methanol production
m_CO_tot=m_CO*k; m_CO2_tot=m_CO2*k;

8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 27/28
27
m_H2O_tot=m_H2O*k;
m_syn_tot=m_syn*k %[kg] syngas needed
%% Continuing with method b (using chem equilibrium) % calculating amount of moles of components needed based on methanol % synthesis and ratios of component when gasifying 1 mole of biomass
x1=0.65; %CO x2=0.33; %H2 x3=0.33; %CO2 x4=0.42; %H2O x5=0.02; %CH4 xg=0.47; %O2 m=0.09; X=1.4; %subscript H Y=0.7; %subscript O Z=0; %subscript N
mol_CH4=(x5/x2)*mol_H2_tot; %no. moles CH4 needed
M_biomass=M_C+M_H*X+M_O*Y; %[g/mol] mol_biomass=mol_H2_tot/x2; %no. moles biomass needed
to obtain 250 kt/yr methanol mol_biomass_s=mol_biomass/(365*24*3600); %[mol/s] m_biomass=mol_biomass*M_biomass/(10^3) %[kg/yr] m_biomass_s=m_biomass/(365*24*3600); %[kg/s]
mol_H2O_s=mol_biomass_s*x4; %[mol/s] m_H2O_s=mol_H2O_s*(M_H*2+M_O)/1000; %[kg/s]
mol_CO_s=mol_biomass_s*x1; %[mol/s]
m_CO_s=mol_CO_s*(M_O+M_C)/1000; %[kg/s]
mol_H2_s=mol_biomass_s*x2; %[mol/s] m_H2_s=mol_H2_s*(M_H*2)/1000; %[kg/s]
mol_CO2_s=mol_biomass_s*x3; %[mol/s]
m_CO2_s=mol_CO2_s*(M_O*2+M_C)/1000; %[kg/s]
mol_CH4_s=mol_biomass_s*x5; %[mol/s]
m_CH4_s=mol_CH4_s*(M_H*4+M_C)/1000; %[kg/s]
%% Reactor sizing method b p_gasifier=2*10^6 %[N/m^2] T_gasifier=1473.15 %[K] R_universal=8.3145; %[J/(K*mol)]
R_CO=R_universal/((M_C+M_O)*10^-3); %[J/(kg*K)]
rho_CO=p_gasifier/(R_CO*T_gasifier);
R_H2=R_universal/((M_H*2)*10^-3); rho_H2=p_gasifier/(R_H2*T_gasifier);
R_CO2=R_universal/((M_C+M_O*2)*10^-3); %[J/(kg*K)] rho_CO2=p_gasifier/(R_CO2*T_gasifier);
R_H2O=R_universal/((M_H*2+M_O)*10^-3); rho_H2O=p_gasifier/(R_H2O*T_gasifier);
8/7/2019 SET3041 Group10 Final
http://slidepdf.com/reader/full/set3041-group10-final 28/28
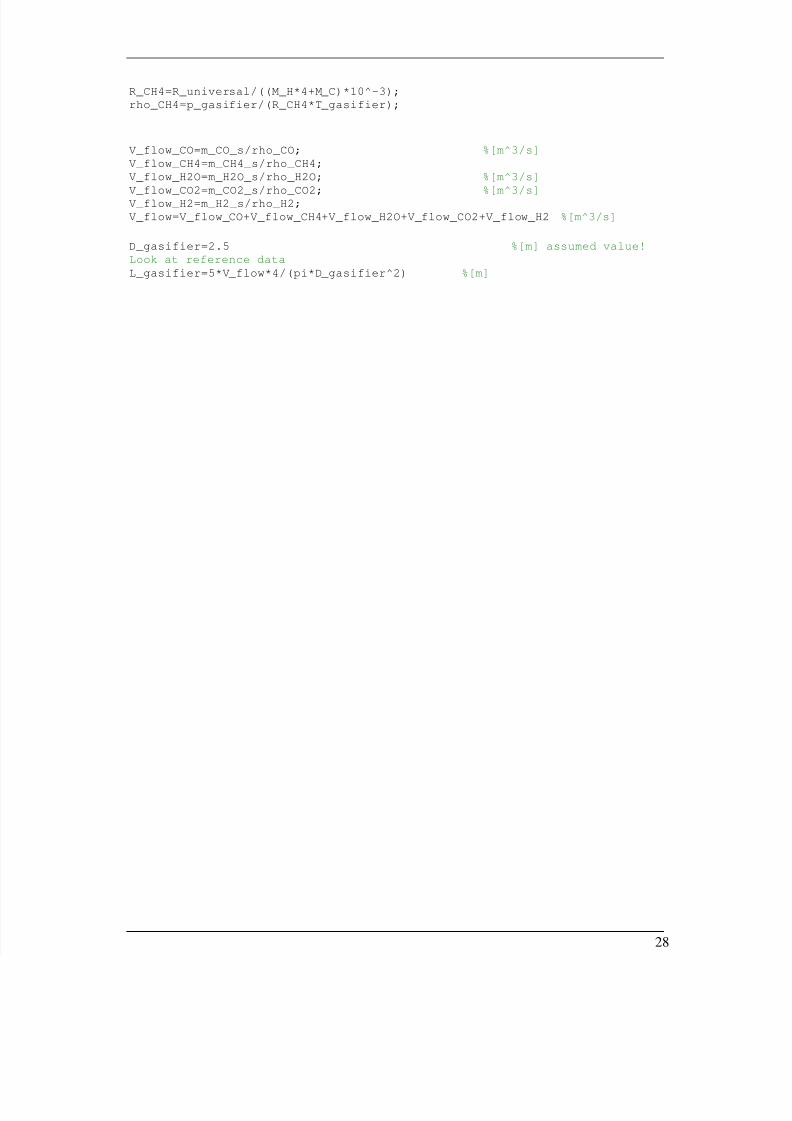
R_CH4=R_universal/((M_H*4+M_C)*10^-3); rho_CH4=p_gasifier/(R_CH4*T_gasifier);
V_flow_CO=m_CO_s/rho_CO; %[m^3/s]
V_flow_CH4=m_CH4_s/rho_CH4; V_flow_H2O=m_H2O_s/rho_H2O; %[m^3/s]
V_flow_CO2=m_CO2_s/rho_CO2; %[m^3/s] V_flow_H2=m_H2_s/rho_H2; V_flow=V_flow_CO+V_flow_CH4+V_flow_H2O+V_flow_CO2+V_flow_H2 %[m^3/s]
D_gasifier=2.5 %[m] assumed value!
Look at reference data L_gasifier=5*V_flow*4/(pi*D_gasifier^2) %[m]
Related Documents











