Separation of Zinc from Manganese, Magnesium, Calcium and Cadmium using Batch Countercurrent Extraction Simulation followed by Scrubbing and Stripping Hossein Kamran Haghighi, Davood Moradkhani, Mohammad Mehdi Salarirad PII: S0304-386X(15)00053-5 DOI: doi: 10.1016/j.hydromet.2015.03.007 Reference: HYDROM 4052 To appear in: Hydrometallurgy Received date: 28 November 2014 Revised date: 12 March 2015 Accepted date: 13 March 2015 Please cite this article as: Haghighi, Hossein Kamran, Moradkhani, Davood, Salari- rad, Mohammad Mehdi, Separation of Zinc from Manganese, Magnesium, Calcium and Cadmium using Batch Countercurrent Extraction Simulation followed by Scrubbing and Stripping, Hydrometallurgy (2015), doi: 10.1016/j.hydromet.2015.03.007 This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and review of the resulting proof before it is published in its final form. Please note that during the production process errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

�������� ����� ��
Separation of Zinc from Manganese, Magnesium, Calcium and Cadmiumusing Batch Countercurrent Extraction Simulation followed by Scrubbing andStripping
Hossein Kamran Haghighi, Davood Moradkhani, Mohammad Mehdi Salarirad
PII: S0304-386X(15)00053-5DOI: doi: 10.1016/j.hydromet.2015.03.007Reference: HYDROM 4052
To appear in: Hydrometallurgy
Received date: 28 November 2014Revised date: 12 March 2015Accepted date: 13 March 2015
Please cite this article as: Haghighi, Hossein Kamran, Moradkhani, Davood, Salari-rad, Mohammad Mehdi, Separation of Zinc from Manganese, Magnesium, Calcium andCadmium using Batch Countercurrent Extraction Simulation followed by Scrubbing andStripping, Hydrometallurgy (2015), doi: 10.1016/j.hydromet.2015.03.007
This is a PDF file of an unedited manuscript that has been accepted for publication.As a service to our customers we are providing this early version of the manuscript.The manuscript will undergo copyediting, typesetting, and review of the resulting proofbefore it is published in its final form. Please note that during the production processerrors may be discovered which could affect the content, and all legal disclaimers thatapply to the journal pertain.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
5
Separation of Zinc from Manganese, Magnesium, Calcium and Cadmium using Batch
Countercurrent Extraction Simulation followed by Scrubbing and Stripping
Hossein Kamran Haghighi a,c*
, Davood Moradkhani b,c
, Mohammad Mehdi Salarirad a
a* Department of Mining and Metallurgical Engineering, Amirkabir University of Technology,
Tehran, Iran.
b Faculty of Engineering, Zanjan University, Zanjan, Iran
c Laboratory for Leaching and Purification Processes, R&D center, The Iranian Zinc Mines
Development Company (IZMDC), Zanjan, Iran.
Abstract:
A systematic study for the separation of zinc from solutions containing zinc, manganese, iron,
cadmium and magnesium as sulfates was developed after a batch countercurrent extraction,
followed by scrubbing and stripping. In the first step, batch countercurrent experiments were
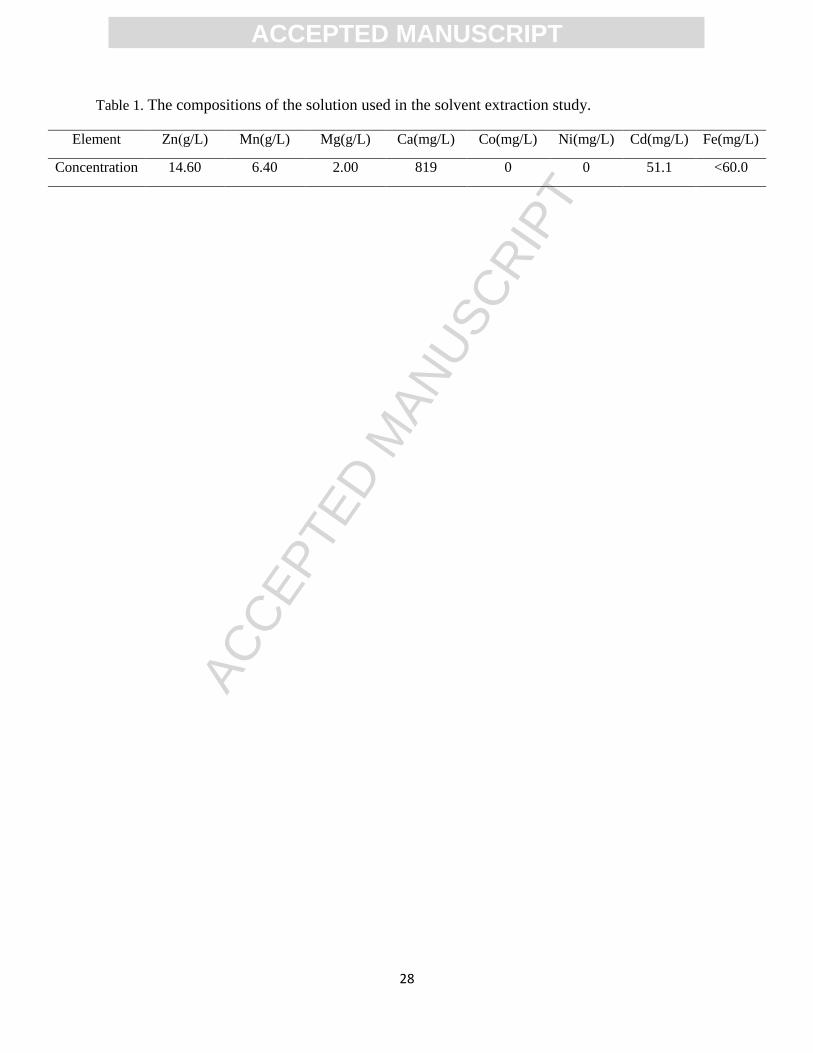
carried out on a synthetic solution containing 14.60 g/L Zn(II), 6.4 g/L Mn(II), 2 g/L Mg(II), 819
mg/L Ca(II) and 60 mg/L Fe(II). The results of this step showed that at a three-stage extraction
and six cycles under the conditions being O/A ratio of 1:1 and temperature of 40oC, 13.06 g/L
equal to 89.50% of zinc was extracted by D2EHPA whereas only 83 mg/L of manganese was
loaded by the extractant. As a result, the low extraction percentage of manganese is an attractive
advantage of this process. In comparison to the literature, the high separation factor of zinc and
manganese (i.e. 643.79) of this study was obtained without any pH adjustment or using any
synergetic mixture. To remove the trace concentrations of cadmium, calcium, manganese and
iron from the loaded organic solution, a series of scrubbing experiments was conducted. With
regard to the scrubbing results, a solution with a composition containing 6 g/L Zn and 18 g/L
H2SO4 could scrub trace concentrations of metals from the loaded organic solution. Finally, the
McCabe–Thiele diagram of the stripping stage predicted that at an O/A phase ratio of 2:1, two
countercurrent stages are sufficient to transfer zinc from the organic solution to the aqueous
solution. The obtained aqueous solution contained 88.8 g/L of Zn and the impurities were under
the limited concentrations of electrowinning.
Keywords: Zinc; Cadmium; Calcium; Manganese; Separation; Countercurrent; D2EHPA
1. Introduction
Zinc solvent extraction (SX) has a long perspective. Many studies have been carried out on zinc
solvent extraction. One of the primary researches was the solvent extraction of zinc with
dithizone published in 1958 (Schweitzer and Honaker, 1958). Since this year and possibly before
that, many researches and industrial works have been performed in the field of zinc solvent

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
6
extraction. Thus, in 2015, providing something new in the field of zinc solvent extraction may be
difficult. Most of the current zinc SX works have focused on developing a process to recover
zinc from various pregnant solutions obtained from chemical processes. For instance, Fleitlikh et
al. (2014), Lum et al. (2014), Baba and Adekola (2013), Innocenzi and Veglio (2012) and Baba
and Adekola (2011) have developed processes for the recovery of zinc from various liquors via
solvent extraction steps. Therefore, developing a solvent extraction process for the recovery and
separation of zinc from various impurities coming from leaching of specific resources still has
novelty.
Separation of zinc from various impurities using a synergetic mixture of extractants has been
investigated by many researchers. For instance, the synergetic effects of both trioctylphosphine
oxide (TOPO) and tributyl phosphine (TBP) (Hu et al., 2013), β-diketone and TOPO (Chen et
al., 2011), TBP and bis(2,4,4-trimethylpentyl)phosphinic acid (Baba and Adekola, 2013),
Ionquest 801 and D2EHPA (Zhu and Cheng, 2012), and LIX63, Versatic10 and TBP (Zhu et al.,
2012) have been investigated. The mentioned methods cannot often be industrialized due to the
technical issues of the extractants mixture, unavailability of extractants and their high cost.
Therefore, the development of a simpler process (instead of the mentioned methods) can be
valuable.
Batch simulation of a countercurrent extraction was presented by Bush and Densen (1948) and
developed by Treybal (1963) and Baird (1993). This simulation is usually used as a laboratory
procedure and can be carried out in various ways. In this approach, the loaded organic solvents
and the raffinate solutions leave “the opposite ends of the cascade in ratios different from that in
the feed and in amounts varying with time” (Treybal, 1963). Using this approach, the simulation
of an actual countercurrent extraction in a laboratory scale is being made possible. In addition,
various parameters and conditions of a countercurrent extraction such as maximum loading of
the organic solution, the extraction conditions and the concentration of desired and undesired
elements in the organic solution and raffinate can be found in this series of experiments. A
number of studies have applied such an approach to investigate a SX system. Lee et al. (2002)
used this approach to investigate “solvent extraction separation of indium and gallium from
sulphate solutions using D2EHPA”. They applied a batch simulation of a three-stage
countercurrent extraction to reach their aim. The copper extraction using LIX 84I has also been
investigated using the mentioned method by Jena et al. (2002 ). Banda et al. (2012) employed
TOPO and Alamine 308 to separate and recover Mo and Co from the chloride leach solution
obtained from the petroleum refining catalyst. They used a batch simulation of countercurrent
extraction experiments to evaluate the conditions of their system. “Evaluation of a versatic 10
Acid/Nicksyn™ synergistic system for the recovery of nickel and cobalt from typical lateritic
leach liquor” has been studied using a batch simulation of a countercurrent extraction (Preez and
Kotze, 2013). In this research, the countercurrent extraction was performed in three stages.
“Batch simulation of multistage countercurrent extraction of uranium in yellow cake from
monazite processing with 5% TBP/Kerosene” was recently investigated (Injarean et al., 2014). In

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
7
this study, batch simulation experiments were conducted in a 5-stage countercurrent extraction.
Selective extractions of Zn and Cd from Zn-Cd-Co-Ni sulfate solution using di-2-ethylhexyl
phosphoric acid extractant have been investigated by batch countercurrent experiments (Owusu,
1998). In this study, simulation of a 3-stage countercurrent operation with five cycles was used
for the recovery of zinc. In addition, this solvent extraction study has investigated the potential
selective extraction of both Zn and Cd from Zn-Cd-Co-Ni sulfate solution.
As previously discussed, there is a dearth of literature on zinc SX using the batch countercurrent
extraction simulation. Therefore, in the present study, separation of zinc from manganese,
magnesium, calcium and cadmium solution using batch countercurrent extraction simulation
followed by scrubbing and stripping was carried out to provide a suitable pregnant solution for
zinc electrowinning. This study was carried out to develop a process for the recovery of zinc
from a simulated zinc pregnant solution with a composition similar to that of leach solution
obtained from a complex zinc ore with high manganese.
2. Experiment and procedure
2.1. Materials
Synthetic leach liquor was prepared to simulate the sulfate leach liquor of Mehdi Abad, Iran zinc
ore by dissolving analytical grade sulfates of iron, cadmium, calcium, nickel, magnesium, zinc,
and manganese in distilled water with the pH adjusted to 4.2 by adding 1 M H2SO4. The
compositions of the solution were shown in Table 1. The organic solutions were prepared on a
volume basis (30% D2EHPA and 70% Irannol kerosene). No reagents were used to adjust the pH
due to the spontaneous nature of the equilibrium state. Before the experiments, the oxidation
potential was controlled by an Eh-meter. With respect to the Eh-pH diagram for a system
containing Zn, Mn, Fe, Mg, Ca and Cd constructed by HSC 5.1 software (Fig. 1), in the water
stability region, the manganese and iron species are in the forms of Mn(II) and Fe(II) in major
areas. Furthermore, the potential of the synthetic solution was controlled to be in the mentioned
area. Insignificant extraction of iron by D2EHPA (below 3%) also confirmed that the iron
existed in the form of ferrous ions. In addition, the valences of species were confirmed by the
analytical methods in the laboratory.
2.2. Experimental procedures
In order to design the structure of the batch countercurrent extraction experiments, the following
steps were followed:
(i) Obtaining the number of extraction stages and the O/A phase ratio using construction of the
extraction isotherm and McCabe–Thiele diagrams.
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
8
(ii) Designing the batch countercurrent experiments regarding the number of stages obtained
from the previous step.
All the experiments were carried out in duplicate and 95% confidence interval (CI) was applied
to estimate the experimental error bar.
2.2.1. Extraction isotherm
The number of operational stages and the aqueous to organic ratio obtained from the extraction
isotherm and McCabe- Thiele diagrams are used to design the batch countercurrent extraction
experiments (Banda et al., 2012). The procedures for generating the extraction isotherm and
McCabe– Thiele diagrams are as follows:
(1) The various O/A ratios were set at 10:1, 5:1, 2:1, 1:1, 1:4 and 1:8 for investigating extraction
isotherms.
(2) The aforementioned aqueous and organic solutions with respect to the O/A ratios are
transferred to the glass reactor.
(3) The two phases are mixed together without any controlling of the pH. In order to simulate
and determine the number of countercurrent extraction stages, the equilibrium condition should
be obtained without any pH adjustment.
(4) When the reaction was equilibrated, the experiment was stopped. Then the phases were
allowed to be separated. Consequently, to complete the phase separation, two phases were
transferred to a separator funnel. In order to remove the organic (or aqueous) entrainment in the
aqueous (or organic) phase, the paper filtration and centrifuged separation were conducted,
respectively.
(5) Loaded organic solutions were stripped using H2SO4 with an O/A ratio of 1:1 and all strip
solutions were analyzed by the atomic adsorption spectroscopy approach.
(6) With respect to the results obtained from the chemical laboratory, the extraction isotherm was
plotted. Consequently, the number of extraction stages and the operational O/A ratio were
determined using the McCabe–Thiele method. These were used to design the batch
countercurrent extraction experiments.
2.2.2. Batch countercurrent extraction
A series of experiments was carried out to simulate the countercurrent extraction stages. The
obtained results were used to predict the concentrations of ions in raffinate, extraction parameters
and all extraction indexes. The procedures for conducting the batch countercurrent extraction
experiments are as follows:

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
9
(1) With respect to the number of the stages and the O/A ratio determined in the extraction
isotherm step, a series of experiments called batch countercurrent extraction was designed as
shown in Fig. 2.
(2) As seen in Fig. 2, 21 experiments were conducted to simulate the counter current extraction.
Each experiment has been shown by circle shapes. The symbols written in each circle represent
the terms as follows:
21ExxXi
Where, x1 and x2 represent where the aqueous and organic solutions come from, respectively, E
is the abbreviation of the extraction term and the letters X and i express the extraction cycle and
the number of extraction stages, respectively. It is noteworthy that the symbol 0 represents the
synthetic aqueous solution or the unloaded organic solution (See Fig. 2). In each experiment, two
phases from the previous extraction experiments are added to the new experiments and these
cycles are repeated as shown in Fig. 2.
(3) In the first experiment ( 00AE ), the synthetic aqueous solution was contacted with the
unloaded organic solution. After contacting, aqueous and organic solutions were separated in a
separator funnel.
(4) The separated organic solution treated in the 00AE stage was proceeded to the AE
B10 stage and
contacted with the synthetic aqueous solution. Furthermore, the aqueous solution obtained from
the 00 AE stage was proceeded to the 02B
EA stage and contacted with the unloaded organic
solution. After contacting, aqueous and organic solutions were also separated in a separator
funnel. In these experiments, two loaded organic solutions and two treated aqueous solutions
were obtained.
(5) The loaded organic solution obtained from the AEB1
0 stage was proceeded to the 11
0 BEC
stage
and contacted with the synthetic aqueous solution. Furthermore, the treated aqueous solution
obtained from the AEB1
0 stage was contacted with the loaded organic solution of the 02B
EA stage
in the 22
1 BEBC
stage. In addition, the treated aqueous solution of the 02B
EA stage was contacted
with the unloaded organic solution in the 03
2CEB stage. After contacting, aqueous and organic
solutions were separated in a separator funnel.
(6) Similarly, the aforementioned manner was followed to complete 6 cycles containing 3
extraction stages (C to H) (see: Fig. 2).

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
10
(7) Each experiment was conducted at the condition being O/A ratio of 1:1, temperature of 45℃
and contact time of 15 min.
(8) As mentioned before, the pH of extraction systems was not adjusted and the equilibrium state
occurred spontaneously.
(9) When the reaction was equilibrated, the experiment was stopped. Then the actions introduced
in the fourth option of section 2.2.1 were carried out. The separated organic and aqueous
solutions were proceeded to the next section as shown in the plan of Fig. 2.
(10) As seen in Fig. 2, after the completion of three stages of the cycles (after cycle C to H), a
loaded organic solution from the first stages (D1 to H1) and a raffinate from the third stages (D3
to H3) of each cycle were generated. After each extraction cycle, the system reaches its steady
state and the solutions in the funnels resemble the streams existing in an actual continuous
countercurrent extraction (Baird, 1993; Injarean et al., 2014; Treybal, 1963). These solutions
were separately sent to the laboratory to analyze their composition.
(11) 1 mL of each loaded organic solution obtained from D1 to H1 was stripped using H2SO4 at
an O/A ratio of 1:1 and all stripped and raffinate solutions were analyzed by the atomic
adsorption spectroscopy approach.
2.2.3. Scrubbing experiments
The loaded organic solutions obtained from C1 to H1 stages were composed followed by
washing with distilled water at the O/A ratio of 4:1. This washed organic solution formed the
scrubbing organic solution. The impurities present in the loaded organic solution such as
cadmium and calcium should be removed before the zinc stripping process. These impurities can
proceed to the electrowinning process after stripping stages. Furthermore, their concentration
enhances during the recirculation of the electrolyte in electrowinning processes affecting the
precipitation of zinc on the cathode. The impurities from the organic solution can be removed by
a pH-controlled scrubbing process. Volumes of 20 mL of the loaded organic solution and a scrub
solution were contacted under the condition of 45℃, contact time of 15 min, and O/A ratios of 10
to 20. The various acid concentrations of scrub solutions (18 to 140 g/L H2SO4) were used in
these experiments. After scrubbing, the aqueous and organic solutions were properly separated
and the pH of the aqueous solution was notated at room temperature. The scrubbed organic
solutions were stripped using H2SO4 2.5 M with an O/A ratio of 1:1 and all strip and aqueous
solutions were analyzed by the atomic adsorption spectroscopy approach.
2.2.4. Stripping experiments
The scrubbed organic solution obtained from the optimum scrubbing experiment was used in the
stripping experiments. This solution was stripped with an acidic solution containing 180 g/L of
sulfuric acid and 50 g/L of Zn to remove zinc. In order to construct the stripping isotherm and
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
11
determine the number of the stripping stages, the experiments were conducted under the
condition of O/A ratios of 0.1 to 10, temperature of 45℃ and contacting time of 20 min. After
stripping, the stripped organic solutions were stripped two times using H2SO4 2.5 M with an O/A
ratio of 1:1 and all strip and aqueous solutions were analyzed by the atomic adsorption
spectroscopy approach.
3. Result and Discussion
3.1. Extraction isotherm
In order to determine the number of extraction stages and the organic to aqueous ratio of batch
countercurrent experiments, a series of experiments was conducted to construct the extraction
isotherm and McCabe–Thiele diagrams. Extraction isotherm experiments were conducted at
various phase ratios and the pH of the system was not controlled by adding any reagents. In this
condition, the equilibrium pH was obtained at about 1.8, spontaneously. Fig. 3 shows the zinc
extraction distribution isotherm and the McCabe-Thiele diagram constructed at 45 °C. As seen in
this figure, at an O/A ratio of 1:1 and three theoretical extraction stages, zinc would be extracted
from the zinc synthetic solution. Due to the specific condition in which the equilibrium pH was
spontaneously obtained, 3.12 g/L Zn was not extracted and remained in the raffinate. On the
other hand, the results of the extraction isotherm constructed at the conditions in which the pH of
the systems was adjusted by reagents showed that zinc was completely extracted in two stages at
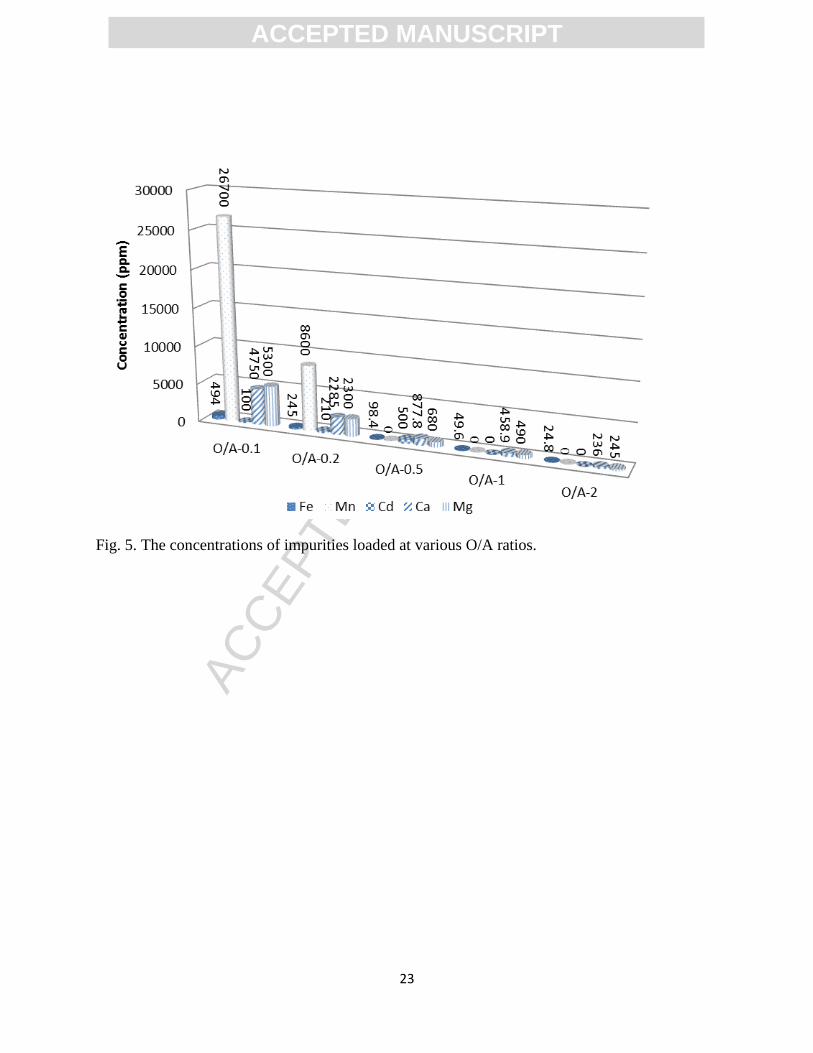
an O/A of 1:1 and a few mg/L of zinc remained in the raffinate solution (Fig. 4). Fig. 5 illustrates
the concentrations of impurities loaded at various O/A ratios. It can be seen that high
concentrations of iron, manganese, calcium and magnesium at O/A < 1 were loaded by 30 vol.%
D2EHPA. Furthermore, this figure declares that the concentrations of elements have been
reduced at O/A ≥ 1. Therefore, the selection of the O/A ratio of 1 was preferred to the O/A of 2
due to a smaller organic inventory and lower capital costs (Cheng, 2004). As shown in Fig. 5, the
concentration of iron, manganese, cadmium, calcium and magnesium at the O/A ratio of 1 was
found to be 49.6, 0.0, 0.0, 458.9 and 490 mg/L, respectively. Accordingly, the three stages of the
extraction and an O/A ratio of 1 were applied to design a batch countercurrent extraction system.
3.2. Batch countercurrent extraction
In order to simulate a three-stage countercurrent extraction at the O/A ratio of 1, batch
countercurrent experiments were conducted as shown in Fig. 2. The concentration of zinc in the
raffinate and loaded organic solutions was obtained after each cycle and listed in Table 2. As
shown in this table, after cycle F the concentrations and accordingly the extraction percentages
of zinc reach a steady state. It is noteworthy that the sufficient zinc concentration of raffinate
made it suitable to recycle to the zinc leaching stage. Furthermore, it is known from Table 2 that
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
12
about 89.50% of zinc could be extracted at a three-stage countercurrent system. In order to
investigate the loaded organic stripping condition, the loaded organic solution obtained from
cycles D to H were collected and stocked. Therefore, the average zinc concentration of these
loaded organic solutions was 13.06 meaning that 89.50% of zinc is extracted by D2EHPA.
To attain reasonable economy in a zinc electrowinning system, the cobalt and nickel
concentrations should not be greater than about 0.5 to 1.0 mg/L, the iron content should be less
than about 20 mg/L (Kust, 1979), and cadmium should be present in the concentrations no
greater than about 1 mg/L. Furthermore, concentrations of greater than Mn 10 g/L (i.e. some
literatures reported 2-5 g/L (MacKinnon and Brannen, 1991)) are limited for a normal operation
of the zinc electrowinning plant (Cornaglia et al., 2002). With respect to these limitations and the
composition of the initial synthetic solution used in the extraction system, the presence of
cadmium, iron and especially manganese in the loaded organic solution is critical and their
concentrations should be controlled to prevent them from entering the zinc electrowinning
process. However, the presence of some magnesium ions in electrolyte is useful for the
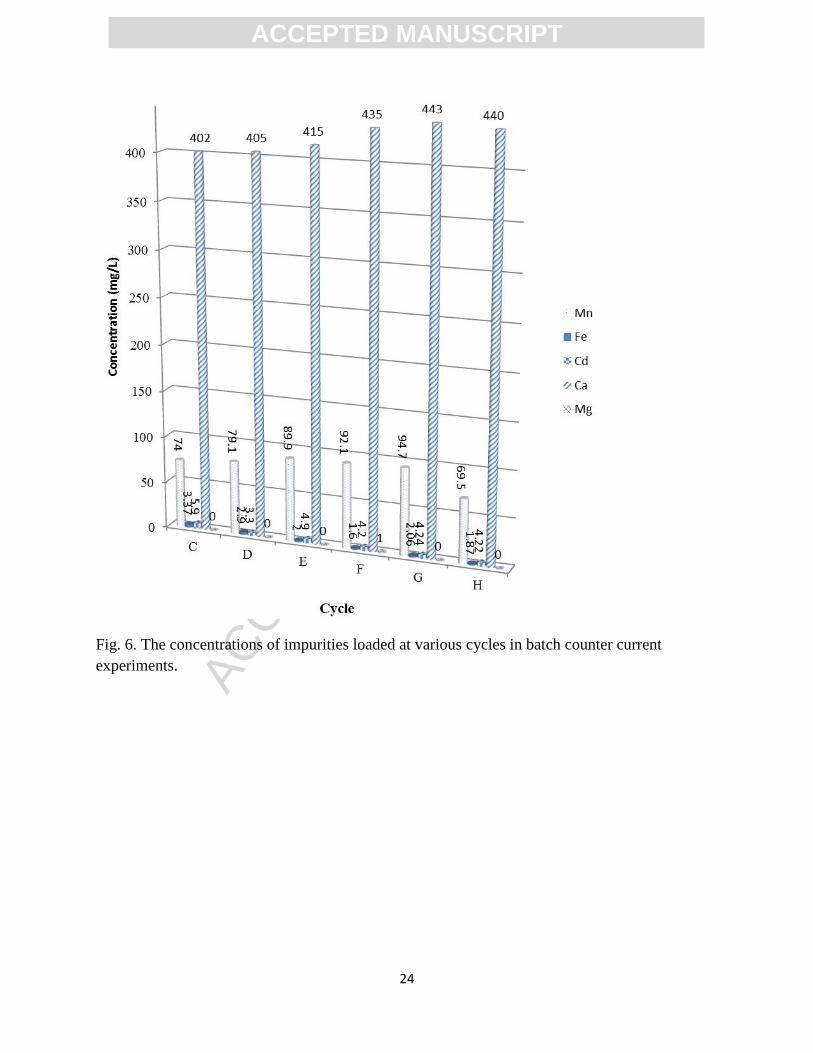
electrowinning and does not create any problems (MacKinnon and Brannen, 1991). Fig. 6 shows
the concentration of iron, cadmium, calcium and manganese in the loaded organic solution. As
seen in this figure, the concentration of the elements after cycle F goes to a steady state. As a
result, the extraction percentage of manganese in the loaded organic solution averagely reached
83.22 mg/L meaning that only 1.30% of it was extracted. This manganese concentration is less
than that which should not enter the electrowinning electrolyte (10 g/L). The results of our
previous study (Kamran Haghighi et al., 2013) showed that in experiments conducted by
equilibrium pH adjusting, the extraction percentage of the manganese from an aqueous solution
(with a composition similar to that of the current work) is more than 62%. This amount of the
loaded manganese makes serious trouble after the stripping process in which the composition of
the loaded organic solution is usually concentrated. As mentioned, the extraction of manganese
by D2EHPA in classical methods (i.e. pH-controlled methods) is higher than that obtained in this
study. These differences occur due to the pH distinction. In the pH-controlled method, the
equilibrium pH is usually set at 2-2.5, which is the favorite pH for zinc, whereas in the
spontaneous method, the pH value was rapidly decreased from 4.2 to below 2, spontaneously. In
the first condition, zinc has sufficient time to extract at a pH of 2.5, while, in the former, due to a
release of hydronium ions from D2EHPA, this time is not sufficient for the extraction.
Furthermore, in our case, when the pH was descending during contacting, the major elements
(i.e. Zn and Mn) were competing with each other. With respect to the affinity of D2EHPA to
ions (i.e. Fe(III) > Zn(II) > Mn(II) > Cd(II) > Cu(II) > Mg(II) > Co(II) > Ni(II)> Mg(II) (Ulewicz
and Walkowiak, 2005; Wen-qing et al., 2003), the zinc extraction is more than Mn(II).
Therefore, it is predicted that the zinc is separated from manganese. Furthermore, this result
indicated that the separation of zinc from manganese would be difficult if the classical
experiments were carried out without any pH adjustment. Occasionally, the separation of zinc
and manganese is carried out using a synergetic mixture of the extractants. For instance, some
works have been carried out to investigate the synergistic effect of D2EHPA and the other
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
13
extractants such as Cyanex 302, Cyanex 272 and PC88A to separate Zn(II) and Mn(II) from
sulfate solutions (Ahmadipour et al., 2011; Hosseini et al., 2011; Innocenzi and Veglio, 2012;
Nathsarma and Devi, 2006; Salgado et al., 2003). In the current work, with respect to the
composition of the mixed organic solutions obtained from the cycles, the average zinc and
manganese concentrations of loaded organic solutions were found to be 13.06 and 0.08 g/L,
respectively. Accordingly, the distribution coefficient (D) of Zn and Mn were calculated to be
8.48 and 0.013. With regard to the separation factor equation (βZn/Mn=DZn/DMn), this factor was
found to be 643.79, which is more than that mentioned in the aforementioned literature.
Ahmadipour et al. (2011) investigated the effect of D2EHPA on the separation of zinc and
manganese. In this study, the βZn/Mn value decreased from 17.6 to 10 within equilibrium pH of 2.5
to 5.0. The similar result has been reported by Nathsarma and Devi (2006). These results show
that the higher values of separation factor can be obtained at lower pHs (i.e. 1.5-2.5). These
results are in agreement with the results of this study. Therefore, using the current organization
of experiments, the separation of zinc and manganese was obtained without any synergetic
mixture or pH adjustment.
Fig. 6 also shows that the concentrations of cadmium, iron and calcium loaded may create a
problem in the stripping stage. Therefore, the washing and scrubbing stages seem to be needed to
decrease the amount of these impurities to the acceptable values. Furthermore, the concentration
of magnesium loaded by D2EHPA shown in this figure is useful for electrowinning according to
the literature (MacKinnon and Brannen, 1991).
3.3. Scrubbing experiments
In order to investigate the scrubbing condition, a part of the organic solutions from cycles D to H
was mixed to obtain the organic solution of the experiments. The results of scrubbing
experiments not only presented an analytical preparation approach, but also “provided
preliminary the raw data on the scrubbing process engineering operating conditions” (Principe
and Demopoulos, 2004). The loaded organic solution was washed at the O/A ratio of 1:4 with
distilled water before scrubbing experiments and the result was obtained as illustrated in Table 3.
As shown in this table, some impurities were removed from the loaded organic solution with
distilled water. The composition of the washed organic solution was found to be 13.01 g/L Zn,
33.29 mg/L Mn, 207.17 mg/L Ca and 0.45 mg/L Cd. This washed loaded organic was proceeded
to the scrub process. The scrub solutions had various compositions as shown in Table 4. These
compositions were selected with respect to the literature and some industrial works (Darvishi et
al., 2011; Owusu, 1998). As shown in this table, the concentration of iron, manganese, calcium
and cadmium was reduced in comparison with the composition of the initial solution before
scrubbing. When the loaded organic solution was scrubbed with the solution containing 18 g/L
H2SO4 and ZnSO4 (6 g/L Zn) at the O/A ratio of 10, complete displacement of both Cd, Ca and
Co ions by Zn ions was achieved (Owusu, 1998). In industrial operations, “the contaminated
scrubbed solutions” can be returned to the extraction process (Owusu, 1998).
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
14
3.4. Stripping experiments
In order to investigate the stripping behavior of the loaded organic solution and determine the
number of stripping stages, a series of experiments was conducted to construct the stripping
isotherm. The strip solution containing 56.9 g/L Zn and 180 g/L H2SO4 was applied in the
experiments with various O/A ratios. The stripping isotherm curve is illustrated in Fig. 7. In this
figure, the McCabe–Thiele diagram for stripping of Zn-loaded D2EHPA was constructed when
keeping the volume of phases constant and the O/A ratio within 1:10 to 10:1. As seen from this
figure, at an O/A ratio of 2:1, zinc is stripped in two stages. A two-stage zinc stripping at the O/A
ratio of 2:1 using 180 g/L H2SO4 presents organic solutions containing 0.50 g/L Zn and <10
mg/L at the end of the first and second stages, respectively. The analysis of the final aqueous
strip solution showed that the zinc concentration reached 88.80 g/L. With respect to this result
and the result of the scrubbing experiments, the concentrations of zinc and impurities are
acceptable for the zinc electrowinning process.
3.5. The development of a solvent extraction process
According to the obtained experimental results, a probable process for the selective separation of
zinc from zinc, manganese, magnesium, calcium and cadmium sulfate solution was developed.
Fig. 8 illustrates the flowsheet developed. In this flowsheet, a three-stage extraction, washing and
scrubbing, and a two-stage stripping are sufficient to produce a zinc pregnant solution with the
concentration of 88.8 g/L Zn and allowed impurities. Furthermore, the manganese untreated by
D2EHPA in the countercurrent extraction process proceeds to the raffinate. Therefore, it is
proposed that another hydrometallurgical process could be used to separate and recover
manganese from the aforementioned raffinate. For instance, the hydroxide precipitation process
can separate and recover manganese from zinc in the sulfate media (Zhang and Cheng, 2007).
Furthermore, the solvent extraction process for the recovery of manganese from sulfate solution
has already been carried out in the literature (Batchu et al., 2014; Devi and Mishra, 2010; Zhang
and Cheng, 2007). The other aspects of this process are as follows:
In a bench scale operation, the treated scrubbed solutions can be returned to the
extraction process.
In a bench scale of this process, the stripped organic solution can be
regenerated by HCl and recycled to the first extraction step.
In a closed circuit, a part of the spent solution from the zinc electrowinning
process containing Zn and H2SO4 can be returned and used as strip and scrub
solutions.
The zinc pregnant solution with the composition mentioned in the experimental
results could be used to produce a high-grade zinc cathode.
Reducing the pH adjustment issues is an advantage of this process.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
15
All streams of this process can be recycled and applied in a closed circuit.
4. Conclusion
The batch countercurrent solvent extraction followed by scrubbing and stripping showed the
potential to selectively extract both Zn from a Zn-Mn-Ca-Cd-Mg-Fe sulfate solution and
subsequently remove Mn, Fe, Ca and Cd to the raffinate and scrub solution. This was due to the
high selectivity of zinc over manganese and cadmium. The results of a three-stage batch
countercurrent extraction showed that the separation of zinc and manganese is possible without
any pH adjustment or using the synergetic mixture of various extractants. As the results indicate,
after the extraction, the separation factor of Zn(II) and Mn(II) was found to be 643.79, which
was more than that obtained in various works. With respect to the concentration of the
impurities, the scrubbing stage was required to reject trace concentrations of Fe, Mn, Ca and Cd
to the aqueous solution. The scrubbing result showed that the concentration of these elements
reached 1.64, 15.14, 0.01 and 0.00 mg/L, respectively, which is acceptable. A two-stage zinc
stripping at an O/A ratio of 2:1 using 180 g/L H2SO4 gives a stripped solution containing 88.80
g/L Zn. With respect to this result and the result of the scrubbing experiments, the concentrations
of zinc and impurities are acceptable for the zinc electrowinning process. Finally, a developed
solvent extraction process was used to produce a zinc pregnant solution containing 88.8 g/L Zn
and allowed impurities for the zinc electrowinning process.
Acknowledgments
The authors are very thankful to “Research and Engineering Company for non- Ferrous Metals”
(RECo.) for the financial support.
References
Ahmadipour, M., Rashchi, F., Ghafarizadeh, B. and Mostoufi, N., 2011. Synergistic effect of D2EHPA and Cyanex 272 on separation of zinc and manganese by solvent extraction. Separation Science and Technology, 46(15): 2305-2312.
Baba, A.A. and Adekola, F.A., 2011. Beneficiation of a Nigerian sphalerite mineral: Solvent extraction of zinc by Cyanex®272 in hydrochloric acid. Hydrometallurgy, 109(3–4): 187-193.
Baba, A.A. and Adekola, F.A., 2013. Solvent extraction of Pb(II) and Zn(II) from a Nigerian galena ore leach liquor by tributylphosphate and bis(2,4,4-trimethylpentyl)phosphinic acid. Journal of King Saud University - Science, 25(4): 297-305.
Baird, M.H.I., 1993. The science and practice of liquid-liquid extraction. The Canadian Journal of Chemical Engineering, 71(3): 496-496.
Banda, R., Sohn, S.H. and Lee, M.S., 2012. Process development for the separation and recovery of Mo and Co from chloride leach liquors of petroleum refining catalyst by solvent extraction. Journal of Hazardous Materials, 213–214: 1-6.
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
16
Batchu, N.K., Sonu, C.H. and Lee, M.S., 2014. Solvent extraction equilibrium and modeling studies of manganese from sulfate solutions by a mixture of Cyanex 301 and TBP. Hydrometallurgy, 144–145: 1-6.
Bush, M.T. and Densen, P.M., 1948. Systematic multiple fractional extraction procedures. Analytical Chemistry, 20(2): 121-129.
Chen, Q. et al., 2011. Synergistic extraction of zinc from ammoniacal ammonia sulfate solution by a mixture of a sterically hindered beta-diketone and tri-n-octylphosphine oxide (TOPO). Hydrometallurgy, 105(3–4): 201-206.
Cheng, C.Y., 2004. Manganese separation by solvent Extraction in nickel laterite processing, International Laterite Nickel Symposium - 2004 TMS.
Cornaglia, A., Fussi, J.L., Morosini, C. and Quintero, O., 2002. Electrowinning of high purity zinc metal from a Mn-containing leach solution preceded by cold electrolytic demanganization, European patent: EP0885976 A1.
Darvishi, D., Haghshenas, D.F., Alamdari, E.K. and Sadrnezhaad, S.K., 2011. Extraction of Zn, Mn and Co from Zn-Mn-Co-Cd-Ni containing solution using D2EHPA, Cyanex® 272 and Cyanex® 302. IJE Transactions B: Applications, 24 (2): 183.
Devi, N.B. and Mishra, S., 2010. Solvent extraction equilibrium study of manganese(II) with Cyanex 302 in kerosene. Hydrometallurgy, 103(1–4): 118-123.
Fleitlikh, I.Y., Pashkov, G.L., Grigorieva, N.A., Logutenko, O.A. and Kopanyov, A.M., 2014. Zinc extraction from sulfate–chloride solutions with mixtures of a trialkyl amine and organic acids. Hydrometallurgy, 149: 110-117.
Hosseini, T., Mostoufi, N., Daneshpayeh, M. and Rashchi, F., 2011. Modeling and optimization of synergistic effect of Cyanex 302 and D2EHPA on separation of zinc and manganese. Hydrometallurgy, 105(3–4): 277-283.
Hu, J. et al., 2013. Extraction enhancement of zinc(II) in ammoniacal media through solvent and synergistic effects: A structural and mechanistic investigation. Chemical Engineering Journal, 215–216: 7-14.
Injarean, U., Pichestapong, P., Kewsuwan, P. and Laohaphornchaiphan, J., 2014. Batch simulation of multistage countercurrent extraction of uranium in yellow cake from monazite processing with 5% TBP/kerosene. Energy Procedia, 56: 129-134.
Innocenzi, V. and Veglio, F., 2012. Separation of manganese, zinc and nickel from leaching solution of nickel-metal hydride spent batteries by solvent extraction. Hydrometallurgy, 129–130: 50-58.
Jena, K.N., Sarma, P.V.R.B., Das, S.C. and Misra, V.N., 2002 Extraction of copper from sulfate solution using LIX 84 I, Proceedings of the International Symposium on Solvent Extraction (ISSE).
Kamran Haghighi, H., Moradkhani, D. and Salarirad, M.M., 2013. A statistical method for determining the best zinc pregnant solution for the extraction by D2EHPA. International Journal of Nonferrous Metallurgy, 2: 136.
Kust, R.N., 1979. Electrowinning cementation, US patent: US 05/895,919. Lee, M.S., Ahn, J.G. and Lee, E.C., 2002. Solvent extraction separation of indium and gallium from
sulphate solutions using D2EHPA. Hydrometallurgy, 63(3): 269-276. Lum, K.H., Stevens, G.W. and Kentish, S.E., 2014. Development of a process for the recovery of zinc
sulphate from hot-dip galvanizing spent pickling liquor via two solvent extraction steps. Hydrometallurgy, 142: 108-115.
MacKinnon, D.J. and Brannen, J.M., 1991. Effect of manganese, magnesium, sodium and potassium sulphates on zinc electrowinning from synthetic acid sulphate electrolytes. Hydrometallurgy, 27(1): 99-111.
Nathsarma, K.C. and Devi, N., 2006. Separation of Zn(II) and Mn(II) from sulphate solutions using sodium salts of D2EHPA, PC88A and Cyanex 272. Hydrometallurgy, 84(3–4): 149-154.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
17
Owusu, G., 1998. Selective extractions of Zn and Cd from Zn-Cd-Co-Ni sulphate solution using di-2-ethylhexyl phosphoric acid extractant. Hydrometallurgy, 47(2–3): 205-215.
Preez, A.C. and Kotze, M.H., 2013. Evaluation of a versatic 10 Acid/Nicksyn™ synergistic system for the recovery of nickel and cobalt from a typical lateritic leach liquor, The Southern African Institute of Mining and Metallurgy, Base Metals Conference 2013, South Africa.
Principe, F. and Demopoulos, G.P., 2004. Comparative study of iron(III) separation from zinc sulphate–sulphuric acid solutions using the organophosphorus extractants, OPAP and D2EHPA: Part I: Extraction. Hydrometallurgy, 74(1–2): 93-102.
Salgado, A.L. et al., 2003. Recovery of zinc and manganese from spent alkaline batteries by liquid–liquid extraction with Cyanex 272. Journal of Power Sources, 115(2): 367-373.
Schweitzer, G.K. and Honaker, C.B., 1958. The solvent extraction of zinc with dithizone. Analytica Chimica Acta, 19: 224-228.
Treybal, R.E., 1963. Liquid extraction. McGraw-Hill, Oxford. Ulewicz, M. and Walkowiak, W., 2005. Selective removal of transition metal ions in transport through
polymer inclusion membranes with organophosphorus acids. Environment Protection Engineering, 31(3/4): 73.
Wen-qing, Q., Zhuo-yue, L., Wei-zhong, L. and Guan-zhou, Q., 2003. Selective extraction of zinc from sulfate leach solution of zinc ore. Transaction Non Ferrous Metallurgy Society 13(6): 1435-1439.
Zhang, W. and Cheng, C.Y., 2007. Manganese metallurgy review. Part II: Manganese separation and recovery from solution. Hydrometallurgy, 89(3–4): 160-177.
Zhu, Z. and Cheng, C.Y., 2012. A study on zinc recovery from leach solutions using Ionquest 801 and its mixture with D2EHPA. Minerals Engineering, 39: 117-123.
Zhu, Z., Zhang, W., Pranolo, Y. and Cheng, C.Y., 2012. Separation and recovery of copper, nickel, cobalt and zinc in chloride solutions by synergistic solvent extraction. Hydrometallurgy, 127–128: 1-7.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
18
Fig. 1. Eh-pH diagram of the synthetic solution of this study constructed by HSC 5.1.
Fig. 2. A three-stage countercurrent extraction experiments conducted under the following
condition: an O/A ratio of 1, 45oC, contact time of 15 min and 30 vol.% D2EHPA.
Fig. 3. Zinc extraction distribution isotherm and McCabe Thiele diagram constructed at 45 °C
(The O/A ratios of 10:1, 5:1, 2:1, 1:1, 1:4 and 1:8; 30 vol.% D2EHPA in kerosene).
Fig. 4. Zinc extraction distribution isotherm and McCabe Thiele diagram constructed at 45°C
(The O/A ratio of 10 to 0.1; 30 vol.% D2EHPA in kerosene at equilibrium pH of 2.5±0.05).
Fig. 5. The concentrations of impurities loaded at various O/A ratios.
Fig. 6. The concentrations of impurities loaded at various cycles in batch counter current
experiments.
Fig. 7. McCabe–Thiele plot for stripping of the zinc loaded organic solution with 180 g/L H2SO4.
Fig. 8. Developed solvent extraction flowsheet for the selective extraction of zinc from the mixed
sulfate solution of the current study.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
19
Fig. 1. Eh-pH diagram of the synthetic solution of this study constructed by HSC 5.1.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
20
Fig. 2. A three-stage countercurrent extraction design experiments conducted under the
following condition: an O/A ratio of 1, 45oC, contact time of 15 min and 30 vol.% D2EHPA.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
21
Fig. 3. Zinc extraction distribution isotherm and McCabe Thiele diagram constructed at 45 °C
(The O/A ratios of 10:1, 5:1, 2:1, 1:1, 1:4 and 1:8; 30 vol.% D2EHPA in kerosene).

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
22
Fig. 4. Zinc extraction distribution isotherm and McCabe Thiele diagram constructed at 45°C
(The O/A ratio of 10 to 0.1; 30 vol.% D2EHPA in kerosene at equilibrium pH of 2.5±0.05).
0
4
8
12
16
20
24
28
0 2 4 6 8 10 12 14 16 18 20
Zn
in
org
.(m
g/l
)
Zn in aq.(mg/l)
Stage I
Stage II
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
23
Fig. 5. The concentrations of impurities loaded at various O/A ratios.
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
24
Fig. 6. The concentrations of impurities loaded at various cycles in batch counter current
experiments.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
25
Fig. 7. McCabe–Thiele plot for stripping of the zinc loaded organic solution with 180 g/L H2SO4.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
26
Fig. 8. Developed solvent extraction flowsheet for the selective extraction of zinc from the mixed
sulfate solution of the current study.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
27
Table 1. The compositions of the solution used in the solvent extraction study.
Table 2. Results from simulation batch experiments for the multistage countercurrent extraction.
(All experiments were conducted at an O/A ratio of 1, 45oC, contact time of 15 min and 30 vol.%
D2EHPA).
Table 3. The result of washing of the loaded organic solution using distilled water.
Table 4. Composition of the organic phase solution after scrubbing the loaded organic solution
with ZnSO4 solution.
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
28
Table 1. The compositions of the solution used in the solvent extraction study.
Fe(mg/L) Cd(mg/L) Ni(mg/L) Co(mg/L) Ca(mg/L) Mg(g/L) Mn(g/L) g/L))Zn Element
<60.0 51.1 0 0 819 2.00 6.40 14.60 Concentration

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
29
Table 2. Results from simulation batch experiments for the multistage countercurrent extraction. (All
experiments were conducted at O/A ratio of 1, 45oC, contact time of 15 min and 30 vol.% D2EHPA).
Completed cycle Raffinate Solvent Loaded
Final pH Zn (g/L) Zn (g/L) %
C 0.70±0.05 2.31±0.06 12.63±0.03 86.51 D 0.65±0.05 3.32±0.05 12.69±0.10 86.92 E 0.50±0.05 3.73±0.03 13.4±0.12 91.78 F 0.45±0.05 3.39±0.01 13.54±0.11 92.74 G 0.49±0.05 3.24±0.02 13.14±0.02 90.00 H 0.45±0.05 3.23±0.02 13.00±0.01 89.04 H2 5.45±0.09 5.78±0.08
AqH1 8.72±0.08
OrgH3 1.63
Avg. 4.17 10.73 C-H Avg. 3.20 13.06 89.50

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
30
Table 3. The result of washing of the loaded organic solution using distilled water.
Element Zn (g/L) Mn (mg/L) Fe (mg/L) Ca(mg/L) Cd (mg/L)
Removed concentration 49.43
(mg/L)
42.90 >1 215.64 >4
Removal percentage 0.37 <60 61 51 >90
Concentration of loaded phase
before washing 13.06 83.22 2.30 422.83 4.46
Concentration of loaded phase
after washing 13.01±0.15 33.29±0.05±0.01 0.89±0.01 207.17±0.01 0.45±0.01

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
22
Table 4. Composition of the organic phase solution after scrubbing the loaded organic solution with ZnSO4 solution..
No.
H2SO4 (g/L)
Zn (g/L)
O/A
pH
The concentration of loaded organic solution after scrubbing
Zn(g/L) Fe(mg/L) Ca(mg/L) Mn(mg/L) Cd(mg/L)
1 24 3 10 1 13.53±0.01 2.54±0.01 <0.01 9.91±0.01 0.80±0.01
2 24 3 20 0.9 13.40±0.01 1.54±0.01 <0.01 7.91±0.01 0.3±0.01
3 18 6 10 1.02 13.70±0.01 1.64±0.01 <0.01 15.14±0.01 0.00±0.01

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
5
Highlights
►A solvent extraction process for the separation of zinc from a complex solution was developed. ►
Separation of zinc from a complex solution was carried out using an exclusive extraction design. ► Zinc
was separated from Mn, Mg, Ca and Cd in the extraction, scrubbing and stripping processes.
Related Documents











