Senior Design Team 05: Gleason Works – Chamfering and Deburring Project Critical Design Review

Senior Design Team 05: Gleason Works – Chamfering and Deburring Project Critical Design Review.
Dec 21, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Senior Design Team 05:
Gleason Works – Chamfering and Deburring
Project
Critical Design Review

Team Introduction Project Manager: Vincenzo Mansueto -ME Lead Engineer: Matthew Liddick -ME Team Member: Brian Banazwski -ME Team Member: Mark Trotta -ME Team Member: Julie Wilcox -ME Team Member: Phil Raduns -EE Team Member: Greg Baesl -ISE Faculty Advisor: Bill Scarbrough Gleasons Representative: Eric Mundt

Company Background Leading world-wide supplier
of gear cutting technology Subdivision of Gleason
Corporation Primary Market
Automobile and truck industries
Secondary Market Aerospace, Farm,
Construction, Marine

Defining the Need Cutting process for creating
gears leaves behind sharp edges and burrs Danger to workers Gear strength Contamination Aesthetic
Two current processes need improvement or modification

On Machine Apparatus
Not capable of tilt in both directions
Has no scrapper Burrs still exist after
chamfer

GTR 250 Too slow
30 rpm max on work spindle
Too expensive Accuracy of machine
is excessive for process
Large footprint

Design Requirements and Deliverables Requirements
Chamfer and deburr in same cycle Capable of machining various sizes of gear sets Price below $130k Cycle time under 1 minute As many commercial parts as possible Decrease footprint
Deliverables Top level ProE drawings Market assessment

Design Proposal ~70% smaller foot-
print than GTR More tilt capabilities
than both existing Lower cost

Process Demonstration

How we arrived at our design Work Break-down Structure
Cutting Tool Apparatus Work Piece Apparatus Stock Divider Electronics Enclosure
Customer Interactions Current process investigations

Tilt Structure

Stock Divider

Time Study
Time Study Cycle (Trial #2)
0
0.5
1
1.5
2
2.5
3
3.5
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140
Time (s)
Vo
lts
(V)
Cutter
Chamfer
Repeated Cycle for 41 Teeth
Cycle starts at 0.4 secDoor Closes
Cycle stops at 129 secDoor Opens
Cutter disengages andChamfer starts up
Peak value of voltage corresponds to Trial #1

Max Torque CurveVolt & Torque
0
20
40
60
80
100
120
0 0.5 1 1.5 2 2.5 3
Time (s)
To
rqu
e (i
n-l
bf)
Trial 1
Trial 4
Trial 5
Trial 3

Electrical Components Servo/Spindle
Motors Drives CNC Controller

Cost Analysis
Phoenix Stand Alone Phoenix with Chamfering unit New Chamfering Machine
Cost of Machine $675,000 $680,000 $130,000
Hours Operated 20800 20800 20800
Cost per Hour $32.45 $32.69 $6.25
Man Power per Hour $40.00 $40.00 $0.00
Total Cost per Hour $72.45 $72.69 $6.25
Cycle Time
Seconds Hours Cycles per Hour Cycles per Year Cost per Year
Phoenix with Chamfering 113 0.03139 31.86 132531 $302,400.00
Phoenix without Chamfering 93 0.02583 38.71 161032 $301,400.00
New Machine 20 0.00556 180.00 161032 $5,591.40
Total Operating Cost of Phoenix and New Machine
$253,646.27
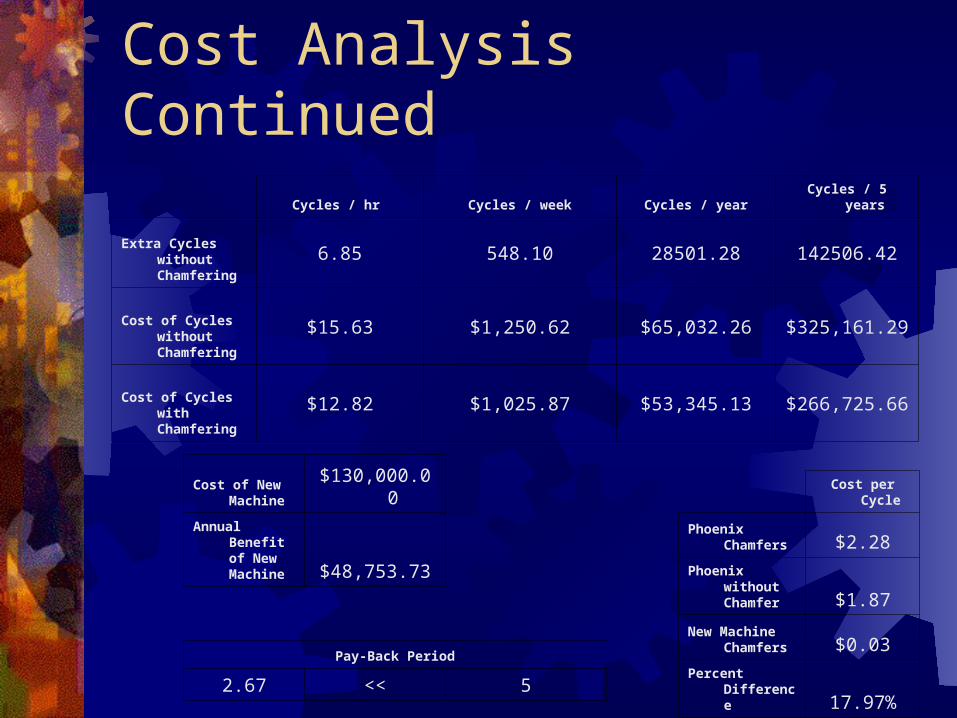
Cost Analysis Continued Cycles / hr Cycles / week Cycles / year Cycles / 5 years
Extra Cycles without Chamfering
6.85 548.10 28501.28 142506.42
Cost of Cycles without Chamfering
$15.63 $1,250.62 $65,032.26 $325,161.29
Cost of Cycles with Chamfering
$12.82 $1,025.87 $53,345.13 $266,725.66
Cost of New Machine $130,000.00
Annual Benefit of New Machine $48,753.73
Pay-Back Period
2.67 << 5
Cost per Cycle
Phoenix Chamfers $2.28
Phoenix without Chamfer $1.87
New Machine Chamfers $0.03
Percent Difference 17.97%

Future Topics Chip removal Automation Enclosure More in depth stress analysis Further VNC analysis to ensure adequate
part range and cycle time

Time Study Breakdown Test Conditions - Trial #2
1,500 RPM – Chamfer Motor 41 Teeth – Bevel Ring Gear 4 Revolution & 4-Start Cutter 0.75mm
Total Cycle Time = 129 sec Total Chamfering Time = 13.4 sec Actual Chamfering Time = ~3 sec Tooth Cutting Time = 109 sec

Max Torque Breakdown Test Conditions
1,500 RPM – Chamfer Motor 41 Teeth – Bevel Ring Gear 4 Revolution & 4-Start Cutter 0.75mm and 1.25mm Chamfer Depth
Trial #1 = 41.0 in-lbf 0.75mm Trial #4 = 92.5 in-lbf 1.25mm Trial #5 = 95.6 in-lbf 1.25mm Trial #3 = Off Chart 1.25mm
Related Documents











